технология работ, меры безопасности и видео
Выполняя ремонт или проводя иные работы, часто приходится сваривать различные металлические конструкции и фрагменты деталей. Соединить их можно различными методами, однако наибольшее распространение среди прочих получила электросварка. При этом не каждый домашний мастер имеет представление о том, как следует правильно ее выполнять.Основы методы электросварки
При использовании этого метода необходимого результата удается добиться за счет создания электрической дуги. При взаимодействии дуги с металлом, на обработанном участке возникает углубление. В него начинают лить расплавленный металл, который является результатом сгорания электрода. По мере продвижения последнего по соединенной поверхности происходит нагрев ее краев и расплавление, что приводит к появлению единой структуры с металлом электрода.
Сила тока
Особое внимание при выполнении электрической сварки металлических изделий следует уделить используемой силе тока. Допустив ошибку с выбором оптимального значения, невозможно будет обеспечить устойчивость дуги, при этом сложно будет варить металл электродом, который будет все время липнуть к обрабатываемой поверхности.
Допустив ошибку с выбором оптимального значения, невозможно будет обеспечить устойчивость дуги, при этом сложно будет варить металл электродом, который будет все время липнуть к обрабатываемой поверхности.Чтобы правильно подобрать силу тока, следует учитывать тип сварочного аппарата, с помощью которого выполняется соединение металлических изделий. При работе инверторным аппаратом оптимальным значением силы тока будет являться показатель от 80 до 100 А. Если же принято решение варить металл трансформаторной установкой, то силу тока следует заставлять в диапазоне 35-55 А.
Тип электродов
Также необходимо уделить внимание типу используемых электродов, с помощью которых придется варить металл. Здесь следует учитывать химическую структуру и структуру обрабатываемой поверхности. Они могут разделяться на несколько типов в зависимости от металла, из которого изготовлены:
- сталь;
- нержавеющая сталь;
- алюминий.
Для каждого электрода характерна своя маркировка, учет которой при выборе позволяет принять верное решение. Если соединение металлических деталей осуществляется с помощью электрического сварочного аппарата, важно помнить о том, что при выборе диаметра электродов следует ориентироваться на толщину заготовки, которую необходимо сварить.
Если соединение металлических деталей осуществляется с помощью электрического сварочного аппарата, важно помнить о том, что при выборе диаметра электродов следует ориентироваться на толщину заготовки, которую необходимо сварить.
Сварка вертикального шва
Еще до того как начать варить металл, следует понять, какой шов необходимо создать для обеспечения качественного соединения изделия.Всего можно выделить несколько типов швов:
- соединение плоских листовых изделий.
- вертикальный шов.
- угловой шов.
- трубчатое соединение.
Чтобы при сварке металлических изделий создаваемый вертикальный шов имел прочную и ровную структуру, важно не отклоняться от схемы процесса.
Добиться этого можно при условии, что заготовки будут надежно сварены. Сварка должна выполняться посредством соединения изделий прихватками по краям в 3-4 местах. Обязательным условием сварки надежного соединения является закрепление детали массой посредством зажима. Чтобы качественно сварить металлические изделия, электрод необходимо держать под углом 70-75 градусов относительно поверхности.
Чтобы качественно сварить металлические изделия, электрод необходимо держать под углом 70-75 градусов относительно поверхности.
Создать качественный и надежный вертикальный шов при помощи электрической сварки можно, если время от времени совершать вращательные движения, благодаря чему расплавляющийся металл будет сконцентрирован в зоне соединения двух деталей. При этом варить металл нужно таким образом, чтобы конец электрода необходимо фиксировать точно в центре шва. Сами сварочные работы следует выполнять таким образом, чтобы электрод двигался по вертикали, при этом капли металла должны соединяться друг другом одна за другой. Действуя подобным образом, можно добиться постепенного заполнения зазора при помощи жидкой электросварной проволоки.
Если вы будете варить металл, выдержав необходимый угол, то это создаст благоприятные условия для равномерного стекания расплавленной электродной проволоки. С увеличением равномерности ее стекания можно обеспечить более ровный и качественный шов.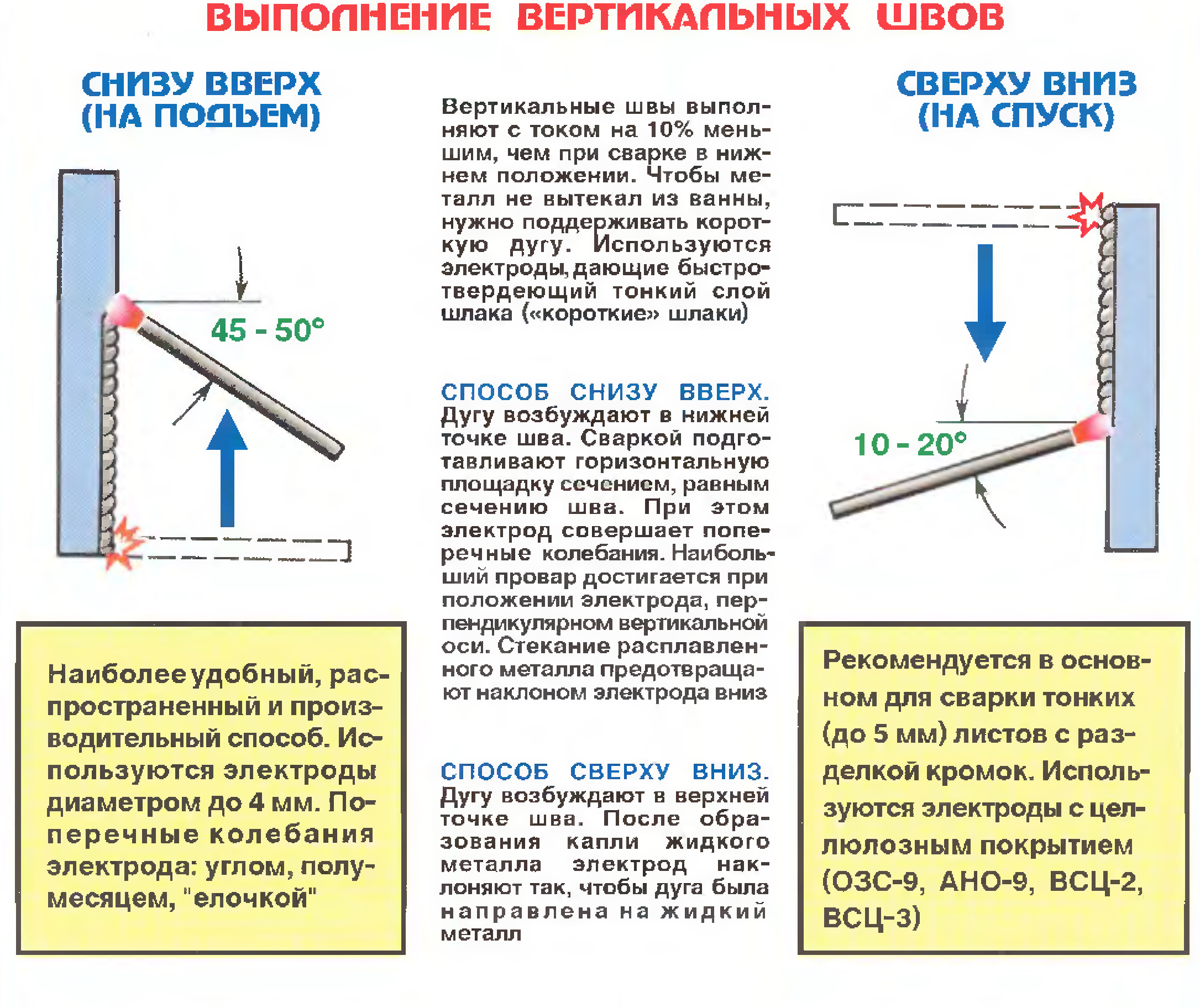
Дождавшись охлаждения поверхности шва после сварки, необходимо, используя молоток, убрать шлак с поверхности детали, нанося по ней несильные удары. Появление подобной корки является результатом воздействия горячей температуры на обрабатываемое изделие. На этом работа по созданию шва завершена. Однако следует помнить о том, чтоб приобретение большего опыта в проведении сварки металлических изделий позволит усовершенствовать навыки в создании более аккуратного и качественного шва.
Закончив варить металлические изделия и убрав с поверхности деталей шлак, застывшие наплывы и окалины, необходимо тщательным образом обследовать полученные соединения. Во время проведения контрольного осмотра важно обращать внимание на присутствие прожогов металла, трещин, кратеров или возникших пор. В случае обнаружения подобных зон можно сделать вывод о том, что сварка металлических изделий была выполнена некачественно.
Если в результате обследования удалось выявить некачественные швы, нужно как можно быстрее заняться восстановлением шва, пока не произошел его разлом. Делается это следующим образом:
Делается это следующим образом:
- Сперва потребуется хорошенько зачистить все поверхности, используя для этой цели напильник и металлическую щетку.
- Затем приступают непосредственно к ремонту поверхности. Причем совершать манипуляции следует лишь в тех местах, где имеются признаки брака. Не следует тратить время на переваривание всей поверхности.
Занимаясь реставрацией шва, следует соблюдать правила техники безопасности.
- Подобная работа должна проводиться обязательно в замшевых перчатках, поверх которых следует надеть грубые рукавицы.
- Комплект защитной одежды, в которой необходимо выполнять ремонт, должен состоять из маски сварщика, кирзовых ботинок и брезентовый робы.
- Также необходимо подготовиться на случай пожароопасной ситуации. Для этого поблизости должны лежать огнетушитель, песок или емкость с водой.
Если в точности следовать всем вышеперечисленным правилам выполнения сварочных работ, то даже при отсутствии опыта можно создать достаточно качественный шов, который не приведет к разрушению соединенной конструкции.
Заключение
Сварка металлических изделий требует определенных знаний и навыков. Поэтому при создании соединения необходимо прежде выяснить, какими способами можно решить эту задачу. Существует несколько швов, посредством которых можно сварить металлические изделия. При этом нужно помнить, что для получения качественных результатов необходимо правильно подобрать не только сварочное оборудование, но и электроды. Если вы не обладаете достаточными навыками в сварке металлических изделий, то следует приготовиться к тому, что придется заниматься реставрацией созданного шва. Это также требует ознакомления с нюансами выполнения подобной работы.Учитывая, что оборудование для сварки работает от электросети, следует позаботиться о мерах безопасности. Следует подготовить все необходимые приспособления, которые позволят в случае необходимости быстро устранить возгорание. Подобные рекомендации являются обязательными для соблюдения каждым сварщиком в независимости от опыта и профессионализма.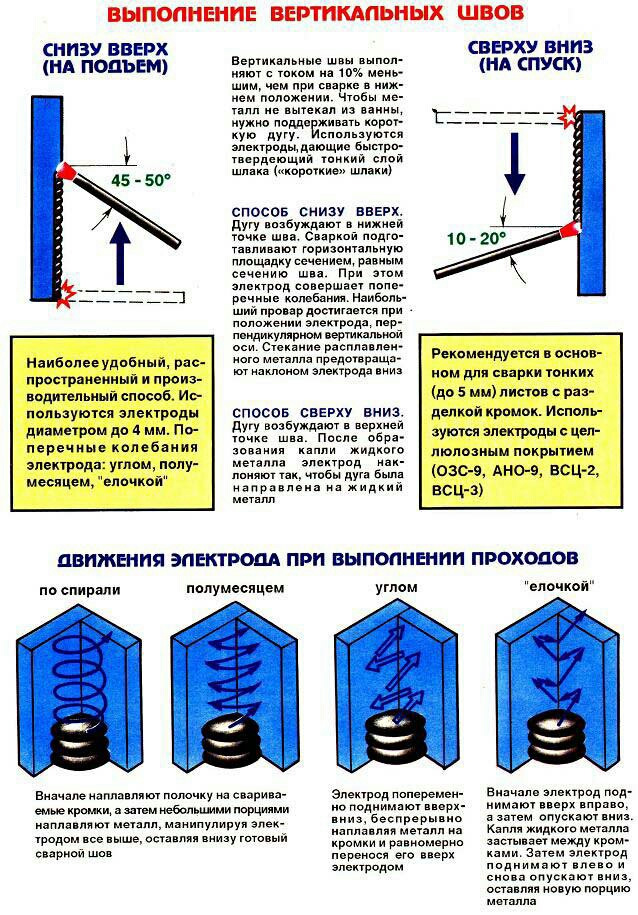 Только неукоснительное соблюдение технологии выполнения сварочных работ позволяет с минимальным количеством попыток изготовить качественное соединение.
Только неукоснительное соблюдение технологии выполнения сварочных работ позволяет с минимальным количеством попыток изготовить качественное соединение.
Сварка вертикальных швов: особенности и основные правила
Самым простым и удобным положением сварки является нижнее положение. С него начинается обучение профессии. По мере роста мастерства и уверенности в себе, сварщики переходят к горизонтальным, вертикальным и потолочным швам. Рассмотрим различные варианты проведения таких работ.1 / 1
Классификация сварных соединений
Главный признак, по которому производится классификация сварных соединений, это их пространственное положение.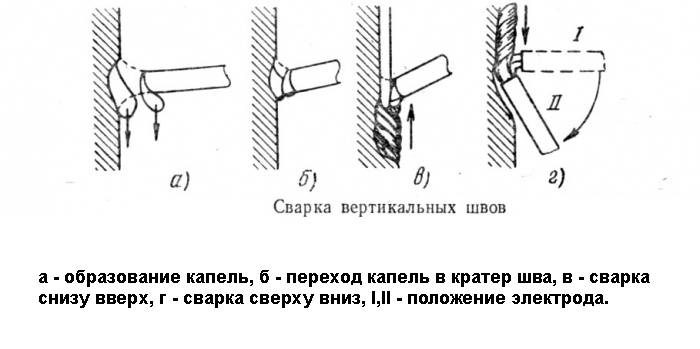 При этом их делят на следующие виды:
При этом их делят на следующие виды:
· стыковые соединения;
· угловые соединения;
· тавровые соединения;
Особенности вертикальных швов
Для того, чтобы понимать, как варить вертикальный шов, необходимо ознакомиться с особенностями такой сварки. Основная особенность состоит в постоянной склонности к стеканию расплавленного металла вниз. Сварочная ванна будет стремиться вниз под действием силы земного притяжения. Остановить его может повышенная вязкость. Чтобы увеличить вязкость расплава, необходимо уменьшить его температуру до определенной величины.
Но, при низкой температуре не произойдет расплавление и сваривание деталей. Здесь и начинаются основные особенности вертикальных швов. При ММА сварке вертикальных швов расплавление производят короткими касаниями электрода с последующим его отводом в сторону.
Технология сварки вертикальных швов
Как мы уже выяснили ранее, для удержания расплавленного металла на вертикальной поверхности необходима ускоренная кристаллизация металла. Этого эффекта достигают путем поддерживания малой длины дуги. В идеале, длина дуги должна равняться половине диаметра электрода. Но, для такой «ювелирной» работы необходимо иметь сварщиков очень высокой квалификации.
Реально можно говорить о расстоянии, равном диаметру электрода. Вертикальные швы принято варить, в основном, электродами диаметром 3 мм. Такой же будет и длина дуги. Наилучшим направлением сварки вертикального шва принято считать направление снизу-вверх. При этом застывший внизу объем металла будет поддерживать сварочную ванну.
Два хорошо закрепленных листа металла прихватывают один к другому короткими прихватками, что гарантирует отсутствие их смещения в процессе сварки и частично предохраняет от деформирования. Электрод должен быть направлен вверх под углом не менее 45 градусов. При увеличении угла (ближе к перпендикулярному) между электродом и свариваемой велика вероятность прожога свариваемого металла.
Для наиболее надежного процесса сварки величину сварочного тока снижают на 10 – 20% в сравнении с аналогичными условиями при сварке в нижнем положении. Скорость сварки поддерживается низкая с постоянным контролем размеров сварочной ванны, не позволяя ей выходить за определенные размеры.
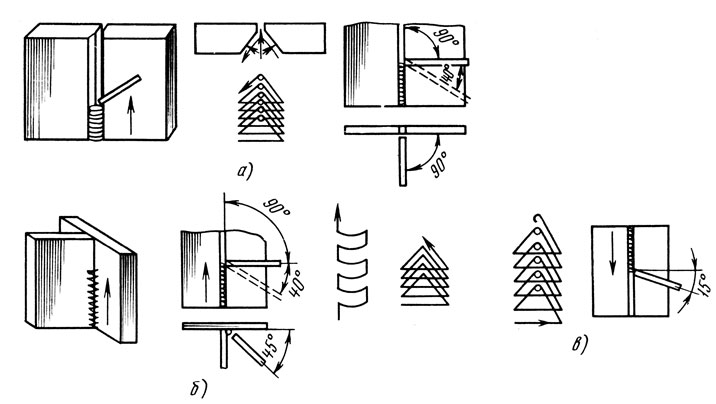
Сварка листов толщиной 4 и более миллиметров необходимо проводить с поперечными движениями электрода. Эта техника оказывает существенное влияние на прочность сварного соединения. Поперечные движения производятся по определенным схемам, самая распространенная — «ёлочка».
Процесс плавления металла электрической дугой
Для лучшего понимания процесса образования вертикального сварного шва, есть смысл рассмотреть физическую сущность и особенности плавления металлов электрической дугой, которая загорается в промежутке между электродом и свариваемым изделием при соблюдении определенных условий.
При касании электродом металлической поверхности, к которой подсоединен сварочный кабель другой полярности, замыкается электрическая цепь, что является одним из условий протекания электрического тока. Вторым условием является наличие электродвижущей силы, которую дает источник питания: сварочный трансформатор, выпрямитель или инвертор.
Когда эти условия соблюдены, мы имеем электрический ток в этой цепи. При оттягивании электрода назад мы разрываем электрическую цепь. В этот момент под действием сложных физических явлений загорается электрическая дуга. Теоретически её температура может доходить до 7000 С0, что позволяет ей расплавить любой металл.
Таким образом, под воздействием электрической дуги происходит расплавление свариваемого изделия и металла электрода, которые перемешиваются в сварочной ванне, и, после остывания, становятся одним целым.
Полуавтоматический режим
Полуавтоматическая сварка более производительный вид в сравнении с ручной дуговой сваркой. Она производится с помощью сварочной проволоки, что подразумевает другие значения сварочных токов и меньшую вероятность стекания ванны при вертикальной сварке. Этот вид сварки не требует высокой квалификации сварщиков и позволяет делать качественные швы даже начинающим. К тому же, производительность полуавтоматической сварки в 3 – 4 раза выше, чем ручной.
Шов, полученный в результате сваривания полуавтоматом, имеет лучший внешний вид и высокое качество. Это связано с воздействием защитных газов на расплавленный металл в области сварочной ванны. Здесь подразумеваются защитные газы, которые подводятся непосредственно к горелке через специальные каналы. Наличие регулировочной аппаратуры позволяет изменять количество подаваемого газа в зависимости от свариваемых металлов и режима сварки.
Наличие регулировочной аппаратуры позволяет изменять количество подаваемого газа в зависимости от свариваемых металлов и режима сварки.
Защитные газы, применяемые для полуавтоматической сварки разделяют на инертные и активные. В качестве активных газов применяют углекислый газ. Но, наиболее высокое качество шва можно получить только при сварке в среде смеси на основе аргона. Это связано с тем, что эти газы не реагируют с металлами, их относят к инертным.
Сварка горизонтальных швов
Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
Блок: 1/3 | Кол-во символов: 245
Источник: https://steelguide.ru/svarka/svarka-konstrukcij/cvarka-v-gorizontalnom-i-vertikalnom-polozhenii-shva.html
Трудности при сварке горизонтальных швов
Заметим, что сварка горизонтальных швов – один из сложных видов сварочного соединения.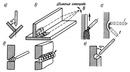 Процесс сваривания швов, расположенных в горизонтальном положении, осложняется воздействием силы тяжести.
Процесс сваривания швов, расположенных в горизонтальном положении, осложняется воздействием силы тяжести.
Дело в том, что в процессе работы расплавленный металл может вытекать из сварочной ванны. Кроме того, наблюдается и выпадение капель расплавленного электродного металла, они пролетают мимо ванны.
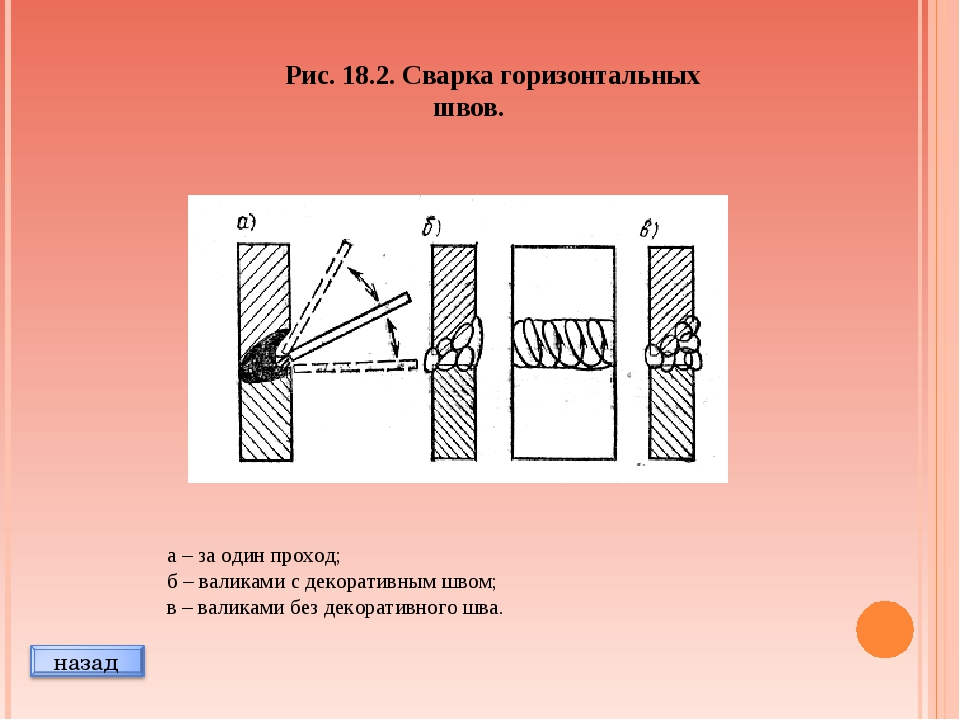
Горизонтальные соединения также сопровождаются следующими сложностями: расплавленный материал стекает на нижнюю кромку, из-за чего существует вероятность того, что на верхней кромке появится подрез. Для предотвращения такого явления специалисты советуют делать скос верхней кромки, при этом нижнюю не трогать, она будет задерживать металл в ванне.
Справиться можно и с остальными трудностями. При горизонтальной сварке, обычно используют дугу довольно короткой длины, а электрод передвигают либо без манипуляций, либо поперечными колебаниями. Кроме того, рекомендуется во время сварки периодически отводить электрод от ванны, чтобы позволить металлу кристаллизоваться и сделать горизонтальный сварочный шов более качественным.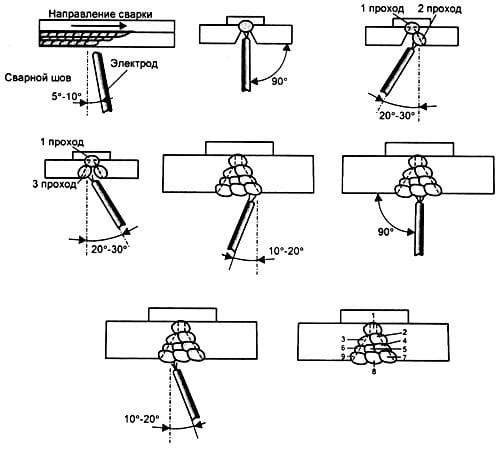
Также при горизонтальной сварке, и других сложных швах, специалисты советуют делать валик меньшей ширины, которая не должна превышать 2-3 диаметра электрода. Силу тока, в этом случае, следует снизить процентов на 10-20, а электроды выбирать с диаметром не больше пяти миллиметров.
Блок: 2/4 | Кол-во символов: 1440
Источник: http://stalevarim.ru/pub/svarka-gorizontalnyh-shvov/
Особенности сварки горизонтальных швов
При создании швов в горизонтальном положении специалисты советуют держать электрод под углом 80-90 градусов, как изображено на рисунке.
Отметим, что необходимо добиваться того, чтобы дуга горела с максимально возможной глубиной проплавления металлоизделия. Это позволит снизить влияние «козырька», который создается при сваривании под углом меньше 80 градусов.
Чтобы добиться нужной ширины шва и усилить валик, нужно следить за скоростью сварки, длиной дуги. Также сваривание нужно производить колебательными движениями по направлению сварки (т.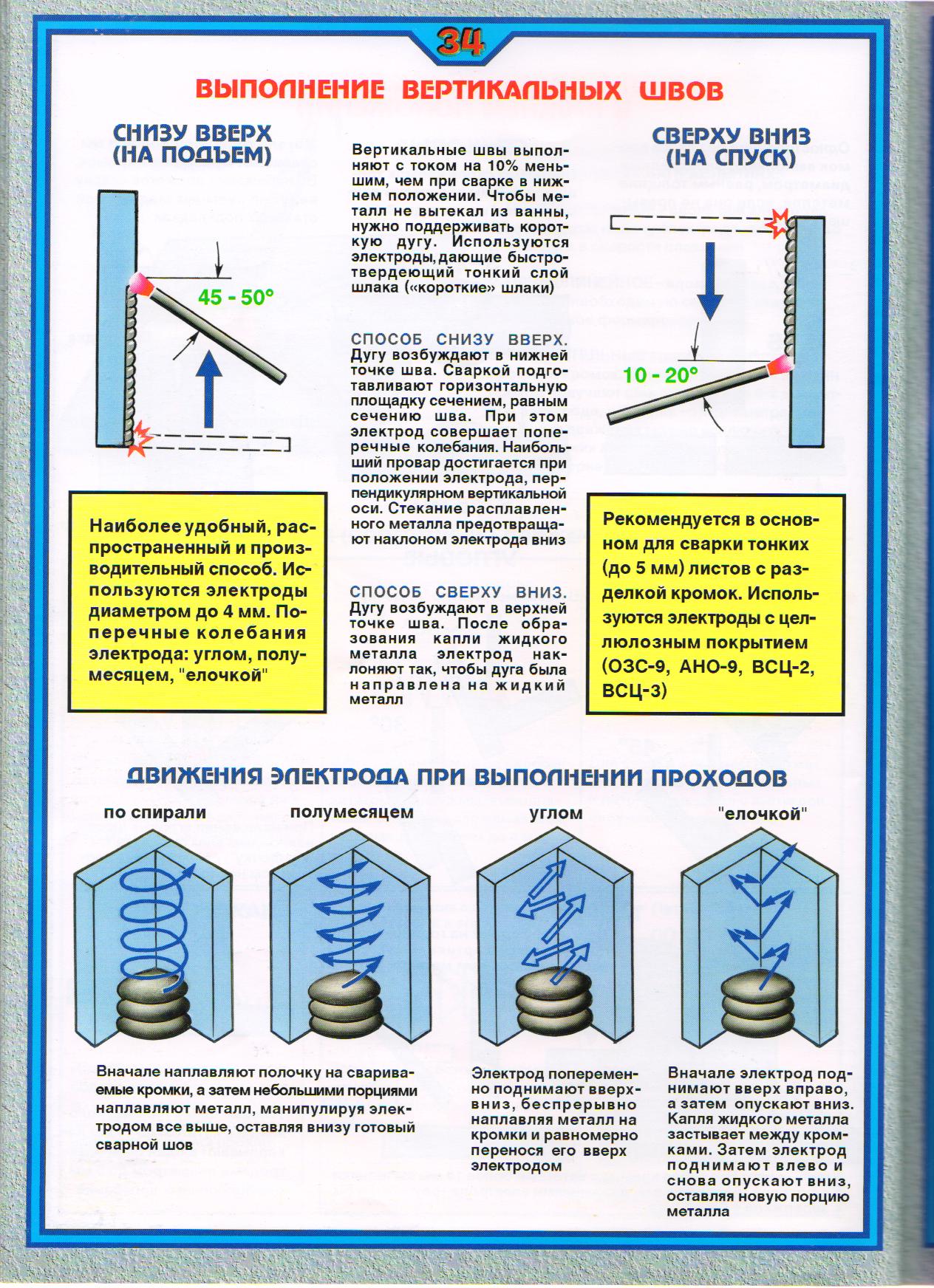 е. немного вперед, потом назад).
е. немного вперед, потом назад).
И еще. В зависимости от того, как ведет себя шлак, нужно выдерживать угол наклона электрода. За счет того, что шлак стекает на нижнюю кромку, сварка может производиться практически под углом 90 градусов, а в некоторых случаях и «углом вперед».
Блок: 3/4 | Кол-во символов: 866
Источник: http://stalevarim.ru/pub/svarka-gorizontalnyh-shvov/
Вертикальный шов
Сварка вертикального шва может осуществляться двумя различными методами: сверху вниз и наоборот. Проще всего вертикальная сварка выполняется в случае работы снизу вверх. В данном варианте сварочная ванна поднимается дугой, формируемой электродами, и не опускается.
Формируя вертикальные швы снизу вверх без отрыва дуги, электроды необходимо перемещать в одном направлении без смещений по горизонтали. При этом должен соблюдаться наклон в 80-90 градусов. В таком случае шов получается почти плоским.
Таблица стыковых соединений.
Чтобы понять, как варить вертикальный шов, следует четко представлять алгоритм последовательности действий:
- в первую очередь в нижней точке зажигается дуга;
- проводится подготовка горизонтальной поверхности, равной сечению шва;
- сварочная ванна удерживается дугой, контролируемой наклоном электрода.


В таком виде работы электроды должны перемещаться достаточно быстро. Важен полный контроль над процессом сваривания. В случае вытекания сварочной ванны с одного края, следует перейти к другому краю с одновременным движением вверх.
Осуществлять данный тип соединения можно и с отрывом дуги. Подобный вариант будет особенно удобен начинающим сварщикам. За время отрыва деталь успевает охладиться. Подобный способ позволяет даже опирать электрод на полочку сварного кратера.
Схема перемещения стержня аналогична движению без отрыва: из стороны в сторону, коротким валиком, петельками.
Стоит обратить внимание на влияние величины силы тока на шов.
Чтобы правильно варить вертикальный шов, следует задавать ток на 5-10 ампер меньше рекомендованного значения, соответствующего выбранному электроду для вертикального шва и толщине изделия. Однако это утверждение не всегда справедливо, и в ряде случаев ток необходимо подбирать экспериментально.
Можно осуществлять соединение и сверху-вниз.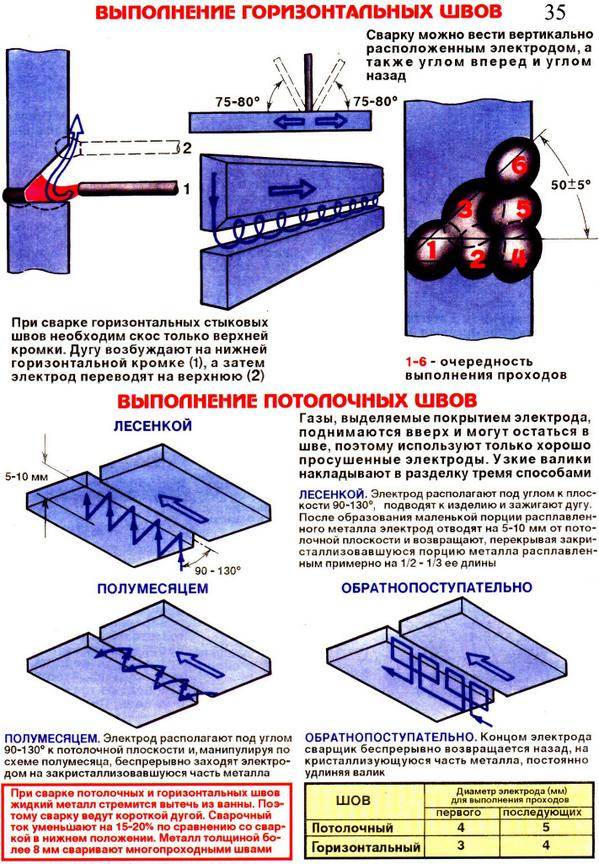 В таком случае стержень необходимо держать перпендикулярно поверхности детали. После розжига дуги в таком положении следует прогреть металл и уже потом перемещать его, формируя шов.
В таком случае стержень необходимо держать перпендикулярно поверхности детали. После розжига дуги в таком положении следует прогреть металл и уже потом перемещать его, формируя шов.
Выполнять сварку сверху вниз не очень удобно. Этот вид работы предполагает высокий контроль сварной ванны. Тем не менее при должном профессионализме таким методом можно сформировать отличное соединение.
Блок: 3/7 | Кол-во символов: 2255
Источник: https://tutsvarka.ru/vidy/svarka-vertikalnyh-shvov
Какие сложности возникают при горизонтальной сварке
Данное соединение далеко не самое легкое и для его выполнения нужно подготовиться. При выполнении сварочных работ может возникнуть ряд сложностей. К ним относятся:
- Вытекание расплавленного металла из сварочной ванны. Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом.
- Может создаваться сильно большое уплотнение на нижней кромке за счет того, что металл с верхней стекает к ней. Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.
- Неудобное положение для самого сварщика, в котором он может совершить больше ошибок из-за подобных сложностей.
 Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.
Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.«Важно!
Чтобы уберечься от многих сложностей при создании шва в горизонтальном положении нужно создавать склон на верхней кромке.»
Техника перемещения электрода при горизонтальной сварке
Техника сварки штыковых швов в горизонтальном положении проводится по следующим пунктам:
- В первую очередь формируется первый валик шва, для которого используется короткая дуга сварочного аппарата. Здесь электрод нужно перемещать без колебаний в поперечной плоскости. Угол наклона электрода составляет около 80 градусов, что даст возможность хорошо проплавиться стыку.
- После создания первого валика идет второй проход с использованием небольшой силы тока. Здесь также не применяются колебательные движения, а электрод ставится под углом «вперед» к росту шва. Здесь нужно более широкий электрод, чем при первом проходе.
- После прохождения нескольких валиков создается итоговая наплавка, которая обеспечивается верхний слой, обладающий эстетическими качествами, но при этом он должен проплавиться к остальным. Нужно стараться сделать все за один проход.
 Здесь нужно более широкий электрод, чем при первом проходе.
Здесь нужно более широкий электрод, чем при первом проходе.Техника сварки горизонтального шва
Используемые инструменты при горизонтальной сварке
Для сварки горизонтальных швов могут подходить следующие разновидности оборудования:
- Сварочный инвертор – один из самых популярных современных аппаратов, который применяется как в частной, так и в промышленной сфере. Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели. Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты.
- Трансформатор – менее совершенный, но все еще применяющийся недорогой аппарат для сварки. Он больше подходит для создания толстый швов.
- Выпрямитель – устройство создающее стабильное горение дуги, что очень важно для создания швов в неудобном положении. Аппарат может запитываться от обыкновенных бытовых сетей.
- Газовая горелка – оптимальный выбор, как для новичков, так и для профессионалов, если требуется обеспечить простоту и надежность процесса. Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
 Аппарат может запитываться от обыкновенных бытовых сетей.
Аппарат может запитываться от обыкновенных бытовых сетей.Заключение
Несмотря на различные существующие способы как варить сваркой горизонтальные швы и как сделать их более прочными, при возможности специалисты все же предпочитают использовать стандартное нижнее положение. Если такой возможности нет, то опытные сварщики уделяют время подготовительным работам, обеспечивающим большую часть успеха.
Видео. Процесс сварки горизонтального соединения
Блок: 3/3 | Кол-во символов: 3245
Источник: https://svarkaipayka.ru/tehnologia/drugoe/svarka-gorizontalnyih-shvov.html
Орудия для работ
Соединение шва при горизонтальных работах будет прочным в случае использования всех необходимых инструментов.
Поговорим о популярных устройствах, используемых в 21 веке:
- Преобразователь. Он необходим для того, чтобы получать статичный ток. Не стоит экономить на трансформаторе. Недорогие экземпляры не работают на полной мощности и могут не подойти для сварочных работ. Если выбирать этот тип оборудования, тогда стоит потратить на него много денег. Несмотря на высокую производительность преобразователя, он отличается высоким весом детали. При активной работе и постоянных перемещениях этот аппарат вам не подойдёт.
- Выпрямительный агрегат. Устройство необходимо, чтобы изменять активный ток, который используется в быту, на статичной. От преобразователя это устройство отличается тем, что арка работает без сбоев и скачков электричества. Можно получить швы высокого качества. Но только при том, что вы будете придерживаться всех рабочих технологий.
- Обращатель. Эти механизмы появились всего 10-15 лет назад. Но среди сварщиков они очень актуальны. Аппараты считаются многофункциональными, способными работать с любым типом тока. Преимущества инверторов привлекают многих мастеров: он небольшой в весе, с ним справится даже новичок, а также он обладает высокой эффективностью.
Блок: 4/6 | Кол-во символов: 1296
Источник: https://prosvarku.info/tehnika-svarki/svarka-gorizontalnyh-shvov
Горизонтальные соединения
Сварка горизонтальных швов на вертикальной поверхности осуществляется слева направо и наоборот. В данном варианте ванна будет стекать в нижнюю кромку. Техника выполнения соединения предполагает наклон электрода под большим углом, зависящем от величины тока.
Существует несколько полезных советов, при выполнении которых сварка горизонтального шва будет осуществлена наиболее качественно:
- лучше класть сварочный шов слева направо;
- электрод следует расположить немного назад на шов;
- дугу зажигают на нижней кромке и после этого переводят на верхнюю;
- движение стержня осуществлять по спирали.
В случае стекания металла вниз, следует перемещать электрод быстрее, уменьшив нагрев детали.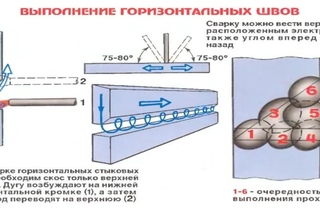 Выполнять работу можно и с отрывом дуги. В моменты отрыва металл будет успевать охлаждаться, в результате чего он прекратит стекать. Снижение силы тока обеспечивает такой эффект.
Выполнять работу можно и с отрывом дуги. В моменты отрыва металл будет успевать охлаждаться, в результате чего он прекратит стекать. Снижение силы тока обеспечивает такой эффект.
Следуя предложенным выше советам, можно научиться формировать качественные горизонтальные соединения ручной дуговой сваркой.
Блок: 4/7 | Кол-во символов: 1014
Источник: https://tutsvarka.ru/vidy/svarka-vertikalnyh-shvov
Объем тока и движение электрода
Горизонтальный сварочный шов получается прочным только тогда, когда применяется необходимая сила тока. Тут работает формула: чем выше значение силы тока, тем глубина прогрева будет получаться шире. Электроды смогут двигаться гораздо быстрее.
Хотите, чтобы шов получился ровным? При сварке следите за скоростью движения электродов и значениями тока.
Стоит учитывать показатель мощности арки во время движения электрода на определенной скорости. Если перемещение электрода будет довольно быстрым, а мощность небольшой, тогда металл не нагреется сполна.
В итоге соединение получится неровным и с явными изъянами.
Работаете на маленькой скорости? Рискуете, что изделие нагреется до высокой температуры. Дефектов при этом не избежать. Они будут явными по линии сварки металла.
Когда вы работаете с деталью маленькой толщины, тогда не берите в работу мощную арку. Она может прожечь металл, и конструкция будет некачественной.
Блок: 5/6 | Кол-во символов: 953
Источник: https://prosvarku.info/tehnika-svarki/svarka-gorizontalnyh-shvov
Правила работы
Как и другие виды сварочных работ, горизонтальные швы нужно производить с внимательностью. Вы не должны забывать о правилах техники безопасности, чтобы оградить себя от травм.
Выберите специальную одежду, которая изготовлена из огнеупорных материалов. Обувь возьмите прочную, а голову покройте грубой каской. Не забывайте и о защите рук: на них всегда должны быть рабочие перчатки.
Защитная маска на лице – ещё один атрибут сварщика. Перед началом всех работ проверяйте свой аппарат на исправность и корректность. Кабели должны быть изолированы и отвечать всем техническим требованиям.
Блок: 6/6 | Кол-во символов: 601
Источник: https://prosvarku.info/tehnika-svarki/svarka-gorizontalnyh-shvov
Параметры тока и перемещение электрода
Значение силы тока и скорость перемещения электрода – значимые факторы, оказывающие влияние на качество шва. Сварка большими токами сопровождается прогревом металла до большой глубины, что позволяет наращивать скорость перемещения электрода. При условии оптимального соотношения тока и скорости движения электрода получают ровный качественный шов.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Перемещая электрод с определенной скоростью, следует учитывать величину мощности дуги. Чрезмерно быстрая подача электрода при малой мощности не сможет обеспечить достаточной температуры прогрева.
Чрезмерно быстрая подача электрода при малой мощности не сможет обеспечить достаточной температуры прогрева.
Как результат – не удастся проварить металл до нужной глубины. Шов просто «ляжет» на поверхности, едва «прихватив» границы кромок.
Прожженный металл в точке недопустимо медленного продвижения электрода. Часто встречающийся дефект на сварке тонкостенных металлов дугой повышенной мощности
Напротив, в условиях чрезмерно медленного продвижения электрода создастся атмосфера перегрева, что грозит деформацией металла на линии сваривания. Если металлические элементы имеют тонкую структуру, мощная дуга попросту прожжёт металл.
Успешно попрактиковаться на поприще начинающего сварщика и отточить навыки выполнения швов можно при изготовлении печки на отработке, основой корпуса которой является металлическая труба. Рекомендуем ознакомиться с полезной информацией.
Блок: 7/9 | Кол-во символов: 1495
Источник: https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj. html
html
Итог
Установка разнообразных металлоконструкций требует использования различных сварочных швов. От правильности их выбора зависит качество и долговечность изделий.
Опытные сварщики без труда могут определить, какой вариант соединения будет оптимальным в каждом конкретном случае. Однако новичкам сделать это будет значительно тяжелее, поэтому им обязательно следует ознакомиться с особенностями каждого вида соединения.
Блок: 7/7 | Кол-во символов: 419
Источник: https://tutsvarka.ru/vidy/svarka-vertikalnyh-shvov
Инструкция для начинающего сварщика
Сварочные работы допустимо выполнять только при условии применения соответствующей экипировки.
Стандартный комплект содержит:
- Куртку, брюки, перчатки, обувь из несгораемых прочных крепких материалов.
- Головной убор, полностью закрывающий заднюю часть головы.
- Специальную защитную маску для лица и глаз.
Для производства сварки следует применять исправный аппарат, электрическая часть которого закрыта надёжным корпусом. Входящие в состав аппарата электрические кабели должны иметь целую изоляцию и соответствовать электрическим характеристикам прибора.
Входящие в состав аппарата электрические кабели должны иметь целую изоляцию и соответствовать электрическим характеристикам прибора.
Место сварщика необходимо оснастить рабочим столом, источниками света, шиной заземления, средствами защиты от поражения электрическим током и противопожарными средствами.
И еще перед началом работ надо скрупулезно проштудировать правила электросварки, рассмотреть и изучить методы и варианты выполнения соединений.
Блок: 8/9 | Кол-во символов: 894
Источник: https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html
Выводы и полезное видео по теме
Предлагаем посмотреть видеопрактикум сварки: как варят горизонтальный и вертикальный швы:
Необязательно иметь квалификацию профессионального сварщика, но владеть техникой сварки желательно. Благодаря имеющимся навыкам сварного дела, у человека появляется больше возможностей для реализации различных бытовых проектов.
При желании изучить технологию можно всегда, а практический опыт поможет овладеть техникой производства работ на высоком уровне.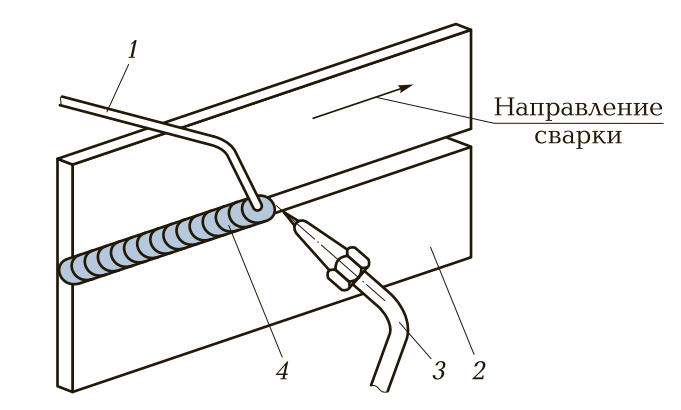
Хотите рассказать о собственном опыте в выполнении сварных швов? Знаете тонкости процесса, не приведенные в статье? Пишите, пожалуйста, в расположенном ниже блоке.
Блок: 9/9 | Кол-во символов: 639
Источник: https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html
Количество использованных доноров: 7
Информация по каждому донору:
- http://stalevarim.ru/pub/svarka-gorizontalnyh-shvov/: использовано 2 блоков из 4, кол-во символов 2306 (14%)
- https://prosvarku.info/tehnika-svarki/svarka-gorizontalnyh-shvov: использовано 4 блоков из 6, кол-во символов 3479 (20%)
- https://taina-svarki.ru/sposoby-svarki/svarka-vertikalnyh-gorizontalnyh-i-potolochnyh-shvov.php: использовано 1 блоков из 5, кол-во символов 1052 (6%)
- https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html: использовано 3 блоков из 9, кол-во символов 3028 (18%)
- https://tutsvarka. ru/vidy/svarka-vertikalnyh-shvov: использовано 3 блоков из 7, кол-во символов 3688 (22%)
- https://svarkaipayka.ru/tehnologia/drugoe/svarka-gorizontalnyih-shvov.html: использовано 1 блоков из 3, кол-во символов 3245 (19%)
- https://steelguide.ru/svarka/svarka-konstrukcij/cvarka-v-gorizontalnom-i-vertikalnom-polozhenii-shva.html: использовано 1 блоков из 3, кол-во символов 245 (1%)
 ru/vidy/svarka-vertikalnyh-shvov: использовано 3 блоков из 7, кол-во символов 3688 (22%)
ru/vidy/svarka-vertikalnyh-shvov: использовано 3 блоков из 7, кол-во символов 3688 (22%)Как варить вертикальный шов электросваркой, видео — сварка треугольником
Как варить вертикальный шов электросваркой: правильная сварка инвертором для начинающих
06Дек
- By: Семантика
- Без рубрики
- Comment: 0
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и электродуговой сваркой, какие проблемы встречаются в работе и как с ними справляться.
Сваривание вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основная сложность в том, что на расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основная сложность в том, что на расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций.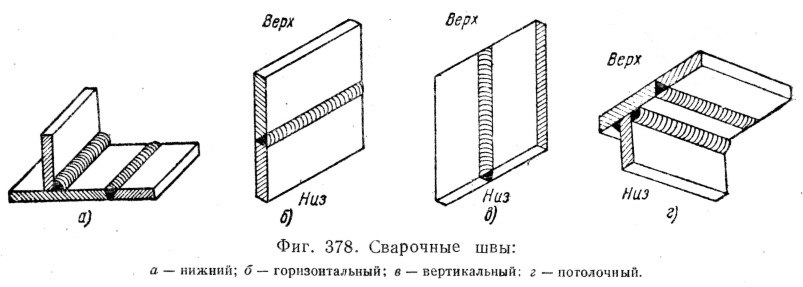 Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Толщина металла | Количество проходов | Обработка кромок |
До 4 мм | 1, с одной стороны | Не требуется |
От 4 до 8 мм | 2, двусторонний | Не требуется |
От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Положение в пространстве
Здесь все очень просто в теории, и нелегко – при исполнении. Проще всего представить это так: пройдитесь глазами по комнате, сколько там есть прямых линий, столько и возможностей для соединения у сварщика. Как на этой картинке:
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства.
Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу.
Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Как правильно варить потолочный вертикал
Это наиболее трудная задача, выполнить ее помогут рекомендации:
- Положение электрода – 90 градусов к поверхности.
- Дуга – короткая.
- Скорость перемещения – постоянная, высокая.
- Рисунок – круговой, чтобы сделать шире свариваемую область.
Важно применять средства защиты.
Управление положением проводника
Есть три возможные расположения электрода:
Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
Прямой | Труднодоступные места |
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Инструкция для начинающего сварщика
Новичкам рекомендуем проверить рабочее место на соответствие техники безопасности:
- Прочная одежда с закрытыми руками и ногами. Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
- Аппарат должен быть исправным. Познакомьтесь с ним, проверьте различные режимы.
- Подготовьте пространство: уберите легковоспламеняющиеся предметы.
 Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.Зачистка швов
Сперва следует с помощью молотка и зубила сбить брызги – окалину. Если выпуклое соединение вам не подходит, и вы уверены в глубине и прочности провара, то можно воспользоваться специальной шлифовкой по металлу.
Посмотрим на видео, как это делают опытные сварщики:
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость.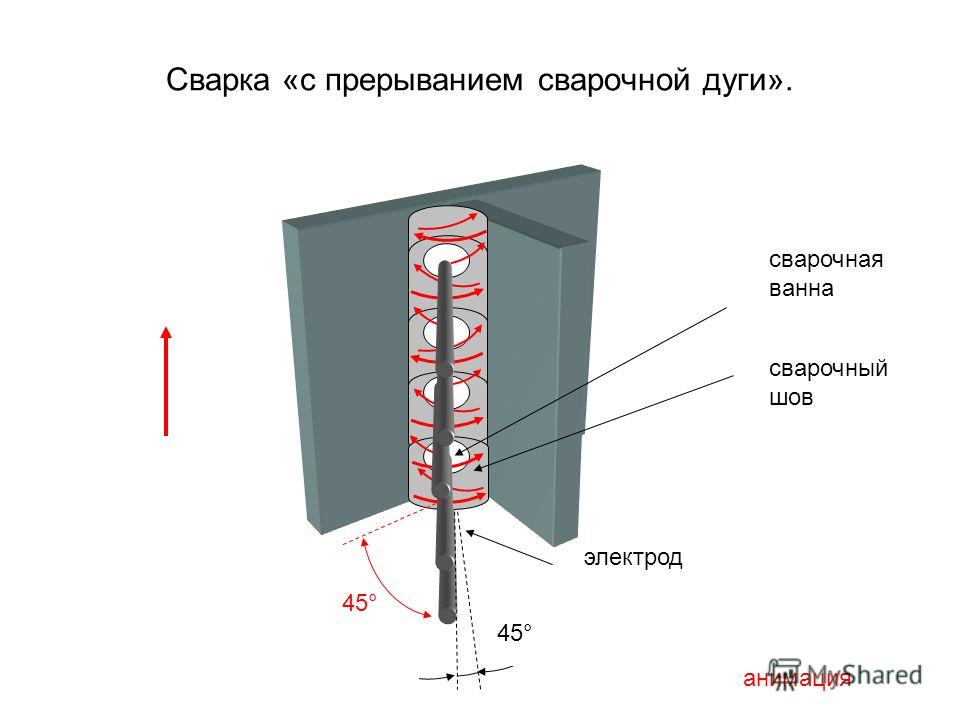 Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Трещины
Они означают, что соединение недостаточно прочное для оказанных нагрузок. Необходимо повторно провести процедуру.
В статье мы рассказали, как правильно варить вертикальный шов инвертором или электродуговой сваркой для начинающих. Для закрепления материала посмотрим видеоролик:
Как варить вертикальный сварочный шов
Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл.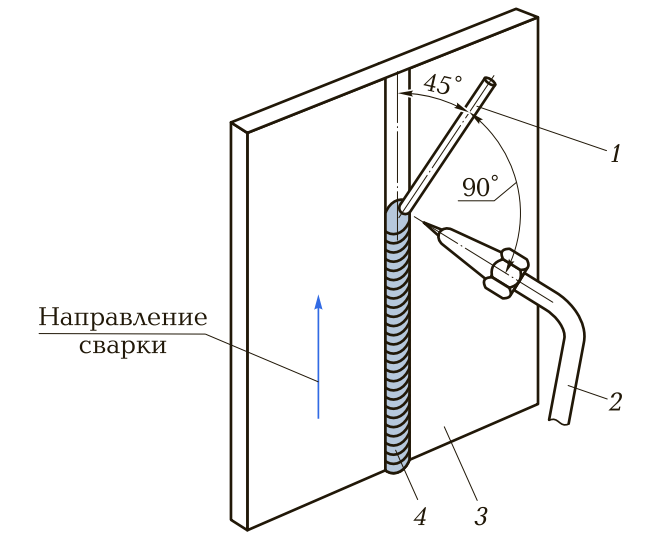 Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Как варить вертикальный шов
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
- При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
- Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
- Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
- В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
- Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
- Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.

Положение сварных швов в пространстве
Вертикальная сварка довольно сложно дается неопытным мастерам, но она проводится крайне часто. Это связано с тем, что заваривают электродом самые различные дефекты и им создают ответственные, а также несущие конструкции.
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
 Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны. Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.
Сварка полуавтоматом
Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.
Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава

Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
- Стыковые.
- Тавровое.
- Внахлест.
- Угловое.

Создание шва электродом
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.

Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
 Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины. В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.
Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла.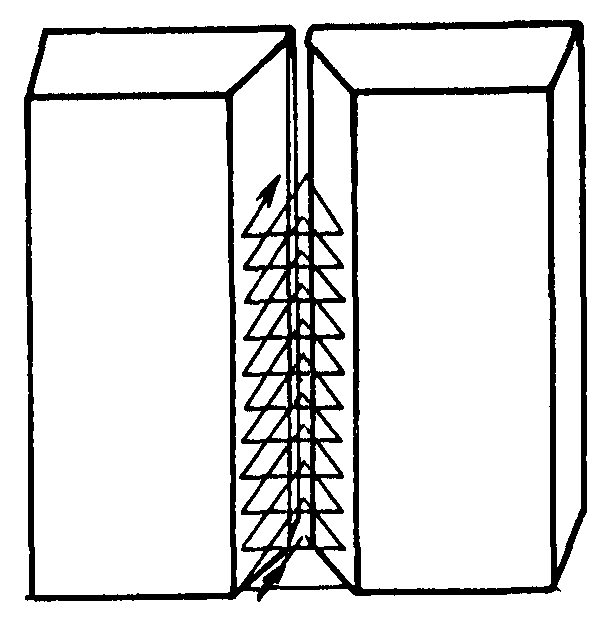 Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
- Ржавчины;
- Масла;
- Окалины.
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Важно! Чтобы получить качественный шов, необходимо все время поддерживать одинаковую длину дуги. Если изменить эту величину, дуга может прерваться, шов будет иметь много дефектов.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.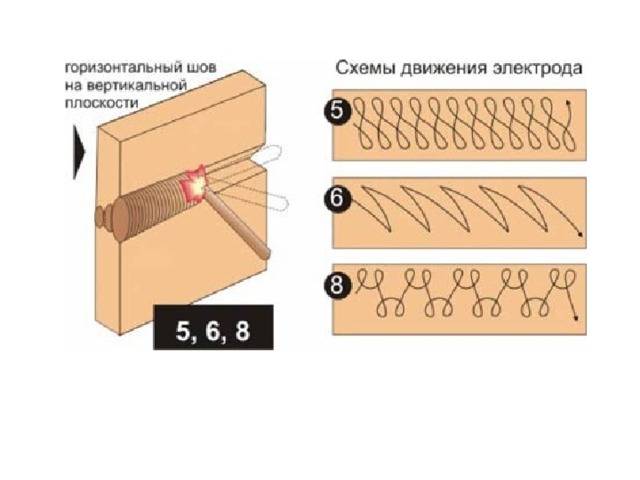
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку.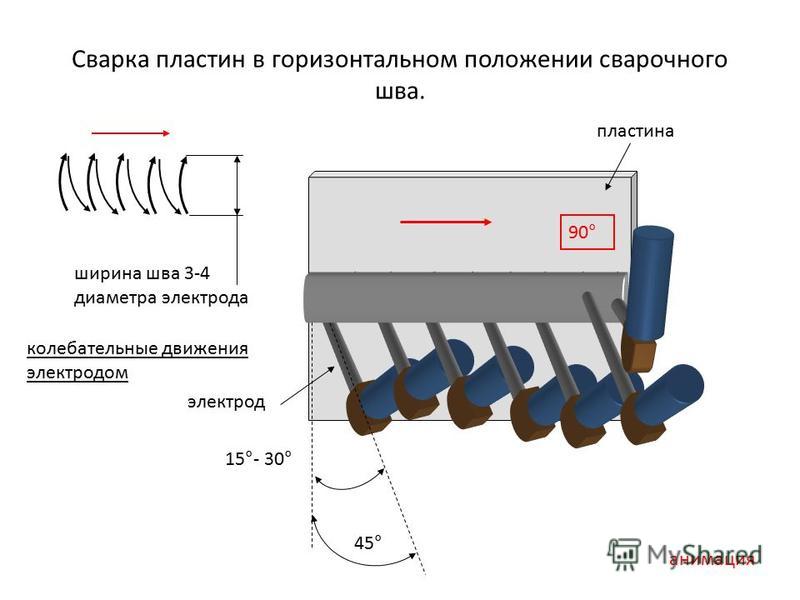 По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
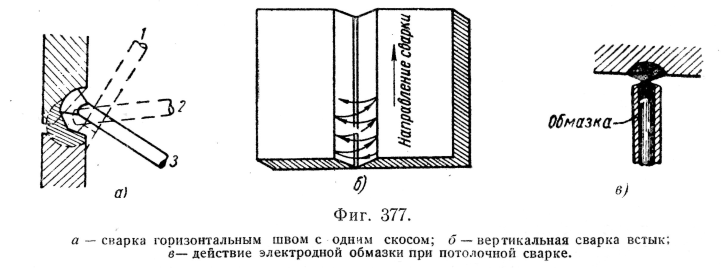
Как получаются вертикальные швы
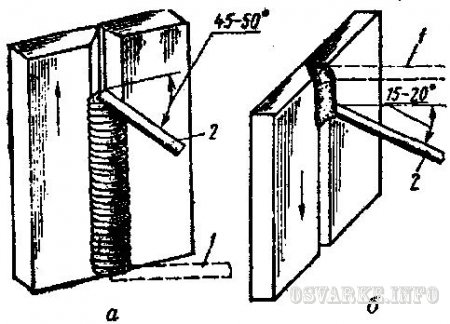
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.

В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Обозначение сварных швов
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»):
В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»):
- стыковое – «С»
- торцевое – «С»
- нахлесточное – «Н»;
- тавровое – «Т»;
- угловое – «У».
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения;
двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения.
* — обозначения, принятые в международных стандартах.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок.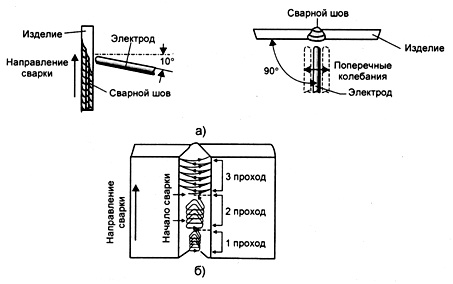 Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
| Вспомогательный знак | Описание | Шов видимый | Шов невидимый |
|---|---|---|---|
| Шов выполнить при монтаже изделия (монтажный шов). | |||
| Шов по замкнутой линии. | |||
| Шов по незамкнутой линии. | |||
| Шов прерывистый с цепным расположением. | |||
| Шов прерывистый с шахматным расположением. | |||
| Снять выпуклость шва. | |||
| Наплывы и неровности шва обработать с плавным переходом к основному металлу. | |||
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 — С40 |
| Тавровое | Т1 — Т9 | |
| Нахлесточное | Н1 — Н2 | |
| Угловое | У1 — У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 — С27 |
| Тавровое | Т1 — Т10 | |
| Нахлесточное | Н1 — Н4 | |
| Угловое | У1 — У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.
Пример 3.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
t ш — длинна провариваемого участка шва
t пр — длинна участка шага прерывистого шва
Пример 5.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии (). Катет шва 5 мм (Δ5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80) . Шов по замкнутой линии (круговой шов ). Катет шва 5 мм (Δ5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
| а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки — напряжения сжатия. Величина максимальных напряжений σу зависит от длины шва и, как правило, не превышает значения 0,3 σт. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.
Как варить вертикальный и горизонтальные швы электросваркой
Электросварка является одним из технологических решений по объединению различных частей металлов. Предусматривается нагрев заготовок до температуры плавления при помощи электрической дуги.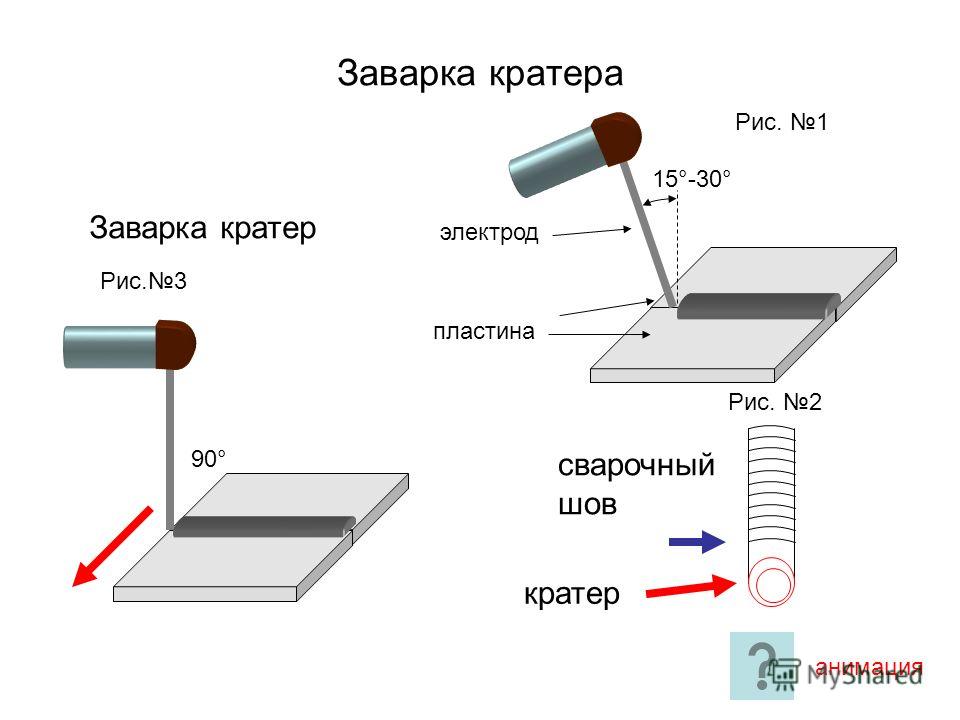 Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Изменяя температуру электрической дуги, пользователь может сваривать между собой практически любые идентичные металлы. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
Общие определения сварных швов
Технологические операции по соединению металлов посредством электрической сварки тесно связаны с понятием сварного шва. Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
Самой простой в исполнении справедливо считается нижнее горизонтальное расположение сварного соединения. Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Читайте также: Обозначение сварных швов на чертежах по ГОСТу
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.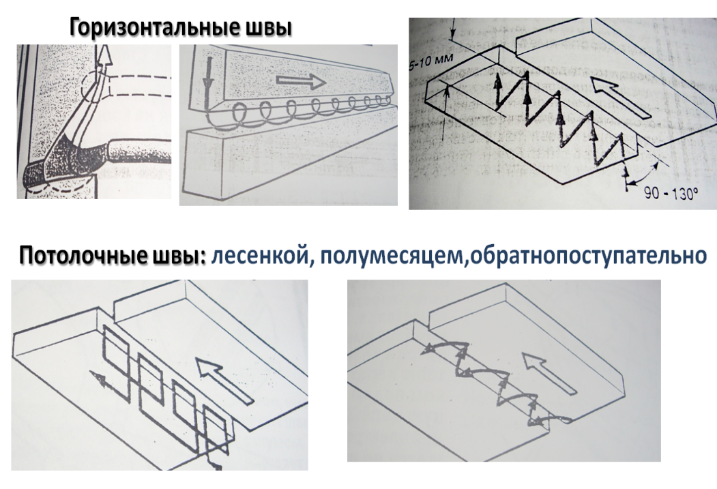
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.
- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.
Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика. Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Технология сварки горизонтального шва
Техника формирования горизонтального шва мало чем отличается от укладки вертикального. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Тем не менее, и здесь нужно придерживаться определенных правил. В противном случае, вытекание расплава из ванночки тоже вероятно. Необходимо выбрать такое расположение электрода, при котором сила горения электрической дуги была бы равна силе тяжести капель металла и направлена в другую сторону. Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Как правило, горизонтальный шов проваривается непрерывным способом. Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Формирование сварочного шва с нужной глубиной проварки и шириной достигается, благодаря аккуратному перемещению электрода от кромки одной заготовки к другой в поперечном направлении. При сваривании деталей с толщиной стенок до 4 мм используются различные приемы поперечного хода: форма рисунков сильно варьируется. Каких-то рекомендаций нет, и сварщик сам определяется с методом. Основное требование – добиться нужной глубины провара и оптимальной ширины шва.
Контроль длины электрической дуги
Под длиной дуги подразумевается величина зазора между поверхностью заготовки и горящим концом электрода, между которыми держится устойчивый электрический разряд. Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Руководство говорит о том, что в режиме сварки существует три дуговых промежутка:
- 1-1,5 мм – короткий;
- 2-3 мм – нормальной длины;
- 3,5-6 мм – длинный.
О том, что шов был проварен короткой дугой, свидетельствует так называемый «подрез» по краям. Он представляет собой небольшое углубление и свидетельствует о невысоком качестве сварного соединения в целом. Образуется дефект из-за слабого прогрева из-за слабого прогрева рабочей области в ширину.
Когда работы выполнялись длинной дугой, то плохо прогревался металл в глубину. Возникает это потому, что длинную дугу сложно удержать. Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Единственный вариант, который поможет сформировать качественный сварной шов – это нормальная дуга. Ее длину можно вычислить по формуле:
Ld = 0.5*1,1 Dэ, где:
- Ld – длина сварной дуги;
- Dэ – диаметр используемого электрода.
Управление электродом
При выполнении сварочных работ угол наклона электрода определяется сварщиком и может быть прямым, вперед или назад по отношению к поверхности металла. Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
К примеру, метод «углом вперед» часто применяется при потолочной сварке и для формирования вертикального шва. Помимо этого, техника успешно применяется при сваривании стыков труб, которые невозможно провернуть. Под прямым углом выполняются работы в труднодоступных для сварки местах. А вот техника с «углом назад» незаменима при соединении угловых стыков.
Передний угол расположения электрода востребован при работе с тонкостенными металлами. В этом случае формируется широкий прочный шов с малой глубиной проваривания. Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Перемещение электрода и сила тока
Большое влияние на качество сварного шва оказывают два значимых фактора – сила тока и скорость перемещения электрода. Подача большого тока позволяет прогреть металл на большую глубину. В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
|---|---|---|
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Выбирая скорость для перемещения дуги, следует учитывать ее мощность. Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
- Головной убор из плотной ткани.
- Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Выводы
Чтобы приступить к выполнению сварочных работ вовсе не обязательно иметь соответствующее образование, но без соответствующих навыков и, хотя бы, минимального опыта не стоит рассчитывать на приемлемый результат. Со временем навыки будут совершенствоваться и появится реальная возможность выполнения более сложных задач. Теоретическую часть изучать никогда не поздно, а практика поможет лучше понять суть определенных производственных процессов.
как правильно варить электродом, полуавтоматом и другие технологии
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.

Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
Характерные черты процесса
Этот вид сварки сложный тем, что при варке весь металл может стекать вниз из-за действия силы притяжения. Если допустить такой момент, то дальнейшие работы будут невозможны.
Всё просто: под каплями остается электродный шлак, который не дает возможность варить качественно.
Для того, чтобы дорожка вертикального шва получилась ровной, стоит применять короткую арку. При этом напряжение должно быть небольшим. Мастер с 15-летним опытом делает движения снизу к верху, что позволяет потекам не образовываться.
Горячая капля может создавать вертикальный шов. При этом окончание электрода убирают в сторону. Это помогает материалу стать твердым, а искра при этом продолжает гореть.
При этом окончание электрода убирают в сторону. Это помогает материалу стать твердым, а искра при этом продолжает гореть.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
| Толщина металла | Количество проходов | Обработка кромок |
| До 4 мм | 1, с одной стороны | Не требуется |
| От 4 до 8 мм | 2, двусторонний | Не требуется |
| От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
| От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.
При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.
Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Как получить качественный шов в горизонтальной плоскости?
Разобраться в том как варить горизонтальный шов может даже начинающий сварщик. Именно с данного способа сварки начинают обучение сварному ремеслу. Сварка вертикальных швов значительно сложнее, ее могут освоить только опытные специалисты.
Несмотря на то что сварка горизонтального шва представляется, на первый взгляд, довольно простым технологическим процессом, в нем также имеются определенные подводные камни, которые могут в конечном счете сильно испортить работу.
Как при горизонтальных, так и при вертикальных соединениях металла с помощью сварки инвертором определенное воздействие на проведение работ определенное воздействие оказывает гравитация. Из нижнего шва расплавленный металл будет вытекать по направлению к нижней кромке, а пузырьки воздуха начнут подниматься к поверхности, образуя на наплавке пену. Если шов верхний, то металл в расплавленном состоянии будет капать прямо на сварщика, что может привести к серьезным повреждениям.
Если шов верхний, то металл в расплавленном состоянии будет капать прямо на сварщика, что может привести к серьезным повреждениям.
Сварка горизонтальных швов осуществляется на так называемой короткой дуге при использовании слабого тока. Особое внимание следует уделять электроду, как он располагается относительно соединяемых деталей, а также относительно получаемого сварного соединения.
Технологический процесс включает в себя следующие важные этапы:
- Сварка инвертором начинается с образования первого валика шва, что осуществляется только на короткой дуге. Электродом ведут вдоль линии получаемого соединения, не отклоняясь от нее ни вправо ни влево. Его также следует держать под углом примерно 80 градусов. Данный наклон позволяет металлу проникать к потолку формируемого шва, причем практически весь шлак будет выходить на поверхность деталей;
- Второй валик свариваем, установив среднее значение тока, электрод также следует проводить ровно, следя за швом. Ширина раздела на данном этапе получается несколько больше, поэтому для проведения данных работ следует использовать электрод потолще;
- Третий валик при сварке инвертором необходим для заполнения всей разделочной кромки.
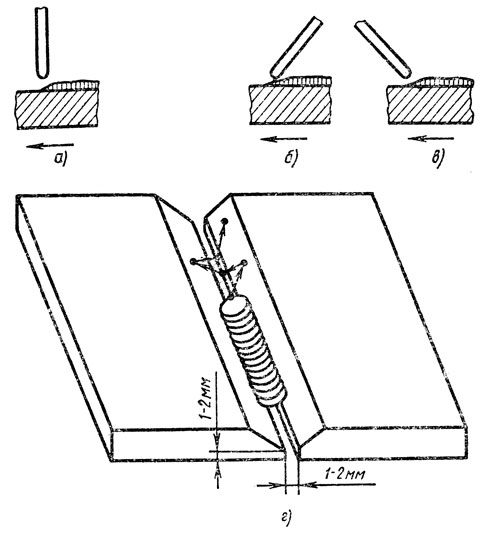
Горизонтальные швы получаются наиболее качественными при соблюдении данной последовательности работ.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства.
Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу.
Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Основы метода электросварки
Основан этот метод на образовании электрической дуги. Дуга в месте соприкосновения с металлом образует углубление. Это углубление заполняется расплавленным металлом, получающимся вследствие сгорания электрода. В процессе его продвижения по свариваемой поверхности ее края нагреваются и расплавляются, образуя единую структуру с металлом электрода.
Самодельный сварочный аппарат для сварки на постоянном токе.
Немаловажным фактором в электрической сварке является сила тока. Если она не будет иметь достаточных параметров, то дуга будет все время гаснуть, а электрод прилипать к свариваемой поверхности. Требуемая сила тока должна зависеть от применяемого аппарата. Если используется инверторный аппарат, то требуемый показатель должен варьироваться в диапазоне от 80-100 А. С применением аппарата трансформаторного типа диапазон должен быть в пределах 35-55 А.
Электроды для работы следует подбирать с учетом их химической структуры и структуры поверхности обработки. Существует несколько типов такого металла: сталь, нержавеющая сталь, алюминий. Все электроды имеют соответствующую маркировку, которая позволяет сделать их правильный подбор. При использовании в работах электрического сварочного аппарата нужно помнить, что диаметр электродов должен подбираться относительно толщины обрабатываемого материала.
При использовании в работах электрического сварочного аппарата нужно помнить, что диаметр электродов должен подбираться относительно толщины обрабатываемого материала.
Управление положением проводника
Есть три возможные расположения электрода:
| Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
| Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
| Прямой | Труднодоступные места |
Правила вертикальных работ
Чтобы вертикальный шов был идеальным, нужно придерживаться таких правил:
- Когда сварка опирается на активный ток, тогда стоит начинать работу с нижней части конструкции. В углубление приходит материал, который создает бобину. Она будет опорой, что помогает расплавленному металлу не растекаться. Соединение будет заполнено.
- Когда вы применяете арку, то металл будет застывать быстрее. В этом поможет применение незначительных капель. Это возможно, если сделать меньше расстояние между конструкцией и катодом.
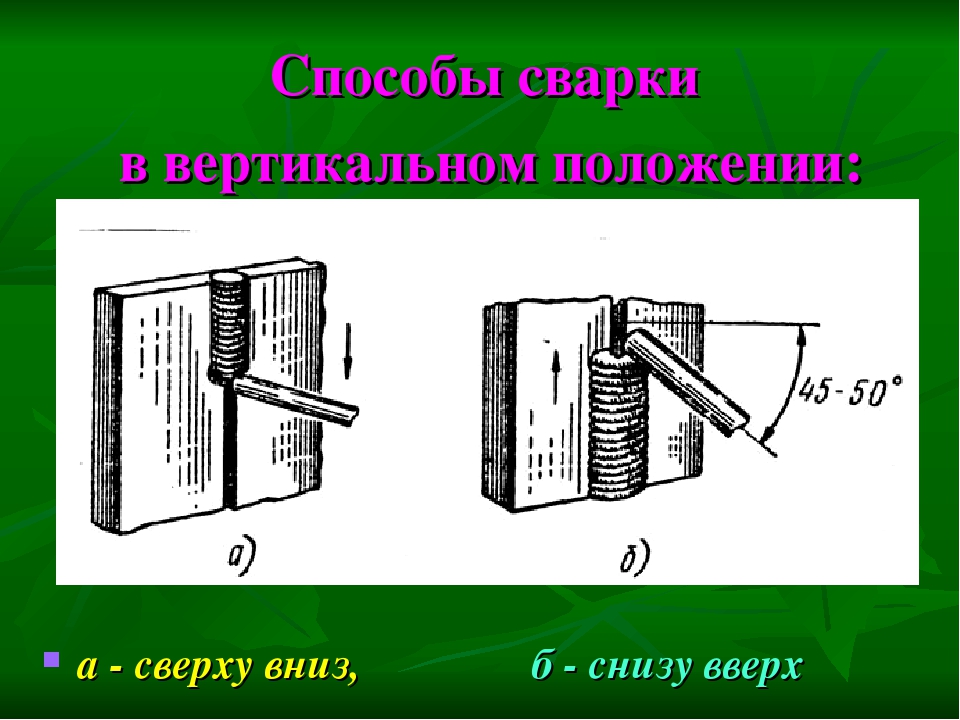 В этом поможет применение незначительных капель. Это возможно, если сделать меньше расстояние между конструкцией и катодом.
В этом поможет применение незначительных капель. Это возможно, если сделать меньше расстояние между конструкцией и катодом.Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние.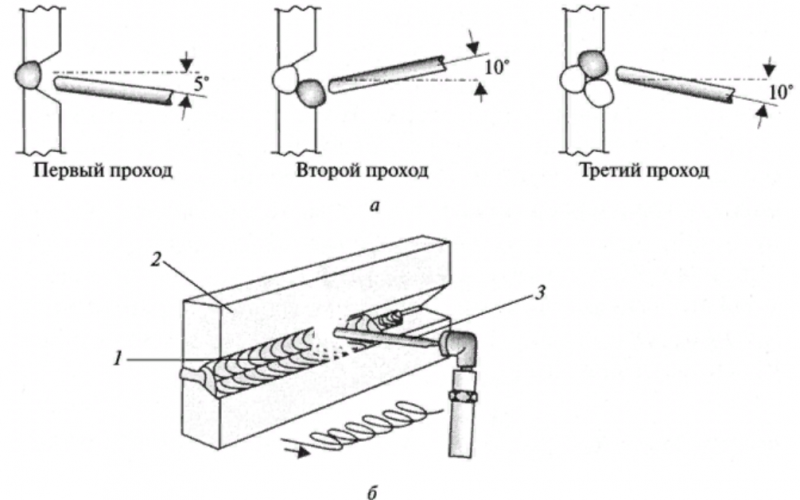 Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Условия для качественного вертикального шва
Чтобы шов получился правильным, он должен:
- быть высокопрочным;
- выполнен качественно;
- выглядеть эстетично.
Самыми распространенными ошибками являются:
- Неправильное нахождение стержня в процессе работы. Он в обязательном порядке должен находится перпендикулярно, иначе образуется угол, и дуга станет непостоянной.
- В случаях, когда сварщику требуется варить вертикальный шов дуговой сваркой, не соблюдается размер длины дуги. Когда она слишком длинная, образовываться подтеки.
- Наклон стержня для снижения количества подтеков. Таким образом нарушается весь технологический процесс.

Рекомендуется не забывать выполнять такие полезные рекомендации:
- нужно подготовить свое изделие: зашкурить, удалить с него грязь, избавиться от остатков масла, ржавчины или краски;
- если вышло, что появление подтеков неизбежно – немного увеличить силу тока вместе с шириной каждого шва.
вертикальный, горизонтальный, потолочный, советы практиков
Расположение поверхности, на которой выполняется сварка, относительно вертикали, влияет на шов. Разберем, как правильно варить вертикальные, горизонтальные и потолочные швы.
Профессиональный сварщик должен уметь создавать надежные, непроницаемые для воды и других жидкостей швы вне зависимости от расположения поверхности, на которой делается сварка. Сила тяжести существенно влияет на распределение навариваемого металла внутри шва. Разберемся в особенностях выполнения вертикальных, горизонтальных и потолочных швов, а также рассмотрим несколько полезных советов от профессиональных сварщиков.
Сила тяжести существенно влияет на распределение навариваемого металла внутри шва. Разберемся в особенностях выполнения вертикальных, горизонтальных и потолочных швов, а также рассмотрим несколько полезных советов от профессиональных сварщиков.
Виды сварочных швов
Многообразие форм соединяемых поверхностей, а также вариантов их взаимного расположения, заставила выработать изрядное количество разновидностей сварочного шва. Вот несколько примеров классов швов, принятых в отечественной типологии:
- По числу создаваемых наплавляемых слоев в валике (или по числу прохождений) выделяют однослойные и многослойные швы.
- По расположению валика наваренного металла. Если металл наваривается только с одной стороны, шов односторонний, а если с обеих сторон – двусторонний.
- По положению плоскости, в которой располагается шов, относительно вертикали, выделяют нижние и потолочные швы. Если же плоскость шва близка к вертикали, то в зависимости от движения электрода выделяют вертикальный тип (электрод идет сверху вниз ли наоборот) и горизонтальный тип (движение электрода – слева направо).

Наиболее проста для освоения техника проведения сварочных работ в нижнем положении, когда плоскость шва расположена параллельно поверхности Земли. В остальных случаях сила тяжести начинает препятствовать нормальному распределению наплавляемого металла. Наиболее часто вызывает замешательство у начинающих сварщиков потолочный шов, когда приходится проваривать стык, расположенный над головой.
Также определенную специфику задает тип соединения, который определяется конфигурацией свариваемых деталей. Остановимся на основных типах поподробнее.
Соединение встык
Этот вариант применяется для соединения металлических листов, стального проката, труб. Между деталями оставляют небольшой зазор (порядка 2 мм), а сами детали жестко фиксируют струбцинами. Расплавляемый электрической дугой металл электрода заполняет зазор, образуя шов
Если металл тонкий (до 4 мм), допускается не проводить зачистку кромок. Обработка заключается только в удалении ржавчины. Делается односторонний шов, как правило, в один проход.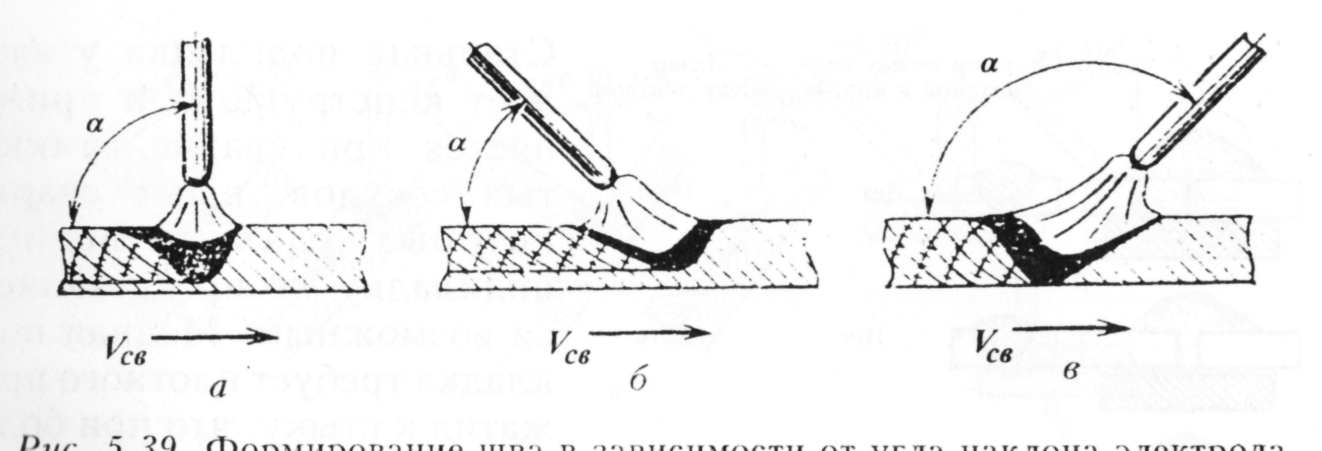 Если же металл толще 4 мм, придется снять на кромках фаску. Способ обработки кромок показан на рисунке.
Если же металл толще 4 мм, придется снять на кромках фаску. Способ обработки кромок показан на рисунке.
Число слоев наплавления и размещения их по сторонам от стыка зависит от толщины металла. Тип разделки кромок также определяется, исходя из толщины. Так, у листов в 10 мм готовят только одну кромку и проваривают шов с одной стороны, а при толщине металла в 12 мм уже более целесообразно снять фаски на обеих кромках и с обеих сторон.
Свариваем металл внахлест
Этот вариант применяют, если требуется соединить два листа с толщиной не более 8 мм. Наиболее важный момент в этом случае – угол расположения электрода. Если он будет слишком большим или маленьким, навариваемый металл не попадет в стык. Надежность соединения в таком случае резко снится, либо детали не будут соединены вовсе.
Соединение внахлест всегда проваривают с обеих сторон. Иначе не проваренная сторона откроет доступ влаге между листами металла, что создаст благоприятные условия для коррозионных процессов.
Тавровое и угловое соединения
Если две детали образуют в точке соединения литеру «Т», образуется тавровое соединение, а литеру «Г» — угловое. В данном случае число швов и фасок, снимаемых на кромках, также определяется толщиной металла:
- До 4 мм кромки не обрабатывают, шов кладут с одной стороны
- От 4 до 12 мм допускается обработка как одной, так и двух сторон, шов одинарный.
- Толще 12 мм – спиливают фаски на обеих сторонах и швов делают два.
Специфика таких соединений по сравнению с соединением встык – угол между листами и электродом. Если обе детали одинаково толстые, стараются расположить электрод строго по биссектрисе (средней линии) угла, сваривая металл «в лодочку». В этом случае наплавляемый шов хорошо заполнит стык под действием силы тяжести.
Если один лист заметно тоньше, чем другой, угол между электродом и толстым листом увеличивают, доводя до 60°.Тогда большая часть жара попадет на толстый лист, и нет опасности, что тонкий металл прогорит насквозь.
Главная сложность при выполнении углового соединения (особенно если нет возможности расположить детали «в лодочку») в том, что сила тяготения заставляет расплав стекать вниз, и тогда в вершине шва металла будет гораздо меньше. Такой дефект существенно снижает прочность. Чтобы его избежать, требуется правильно подобрать диаметр электрода и следить, чтобы электрод находился вверху, в углу и внизу одинаковое время.
Как варить вертикальный
Главная проблема при сваривании шва, находящегося в вертикальной плоскости и расположенного вертикально, состоит в стремлении расплава стекать вниз. Чтобы этому препятствовать, уменьшают длину дуги. Порой можно даже опереться электродом на место сваривания, лишь бы он не прилипал к металлу.
Выбор направления движения также важен. Допускается двигаться как вниз, так и вверх. Но второй вариант легче, так как дуга не позволит содержимому сварной ванны течь вниз. Большинство начинающих сварщиков выбирают именно этот способ.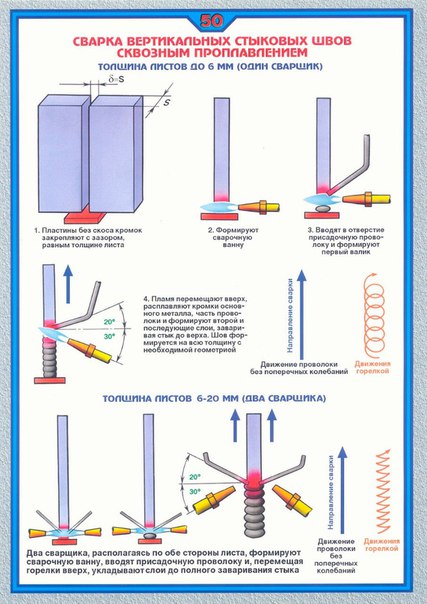 Направление движения – либо петлями, либо зигзагообразно.
Направление движения – либо петлями, либо зигзагообразно.
Подготовка металла осуществляется по стандартной технологии. А вот вопрос, отрывать дугу или нет, более сложен. Многие начинающие предпочитают варить с отрывом, давая металлу остыть. Но времени такая техника отнимает больше, да и шов получается не таким ровным.
Горизонтальный и его специфика
При выполнении горизонтального шва сварочная ванна стекает на нижнюю кромку. Наклон электрода делают большим, но величина определяется по силе тока. Вот еще несколько советов от профессиональных сварщиков:
- Хотя допускается движение в обоих направлениях, у правшей получается ровнее наваривать металл, если электрод идет слева направо.
- Точку зажигания дуги располагают на нижней кромке.
- Электрод ведут спиралью или восьмерками.
- Для достижения лучшего результата электрод склоняют немного назад по ходу.
Если металл плавится и стекает слишком сильно, ускоряют движение электрода. Также допускается небольшое понижение силы тока. Металл будет успевать остыть, если периодически отрывать дугу. Главное – не злоупотреблять этими способами, вводя их постепенно, по мере необходимости.
Также допускается небольшое понижение силы тока. Металл будет успевать остыть, если периодически отрывать дугу. Главное – не злоупотреблять этими способами, вводя их постепенно, по мере необходимости.
Потолочный: не так сложно, как кажется
Данный шов – один из самых трудных в освоении. Из-за гравитации капли расплавленного электрода так и норовят сорваться вниз, что чревато ожогами. Страдает также качество шва. Поэтому очень важно прогревать металл до достаточных температур, но при этом давать сварочной ванне возможность остыть.
Еще одна проблема, связанная с потолочными швами, порождена движением газов, образующихся при сварке. Пузырьки станут подниматься, накапливаясь в корне шва, из-за чего его прочность получается ниже. Поэтому если есть хоть малейшая возможность расположить детали по-другому, ей стоит воспользоваться.
Если все же пришлось варить «над головой», применяют следующие приемы:
- Электрод строго под 90° к плоскости шва.
- Дуга в процессе работы как можно короче.
- Движения короткие, круговые.
- Периодически дуга гасится, чтобы металл остывал.

Так добиваются приемлемого качества шва. Но все же в производстве такие швы используют крайне редко из-за сложности исполнения и низкого качества.
Зачистка швов
Как правило, свежий шов выглядит не эстетично. На поверхности остается шлак, окалина, брызги металла. Сварочный валик существенно выступает над поверхностью. Чтобы изделие имело красивый вид, проводят зачистку швов.
Для выполнения комплекса операций по окончательной отделке шва нужны инструменты:
- Молоток и зубило, чтобы сбить окалину.
- Болгарка и диск для шлифовки металла, чтобы сгладить выступающий из шва валик.
- Абразивные пасты для окончательной шлифовки.
После зачистки детали красят или покрывают оловом (лудят).
Возможные дефекты
При недостаточном опыте сварщика или использовании недостаточно качественного оборудования и расходных материалов неминуемо возникают дефекты.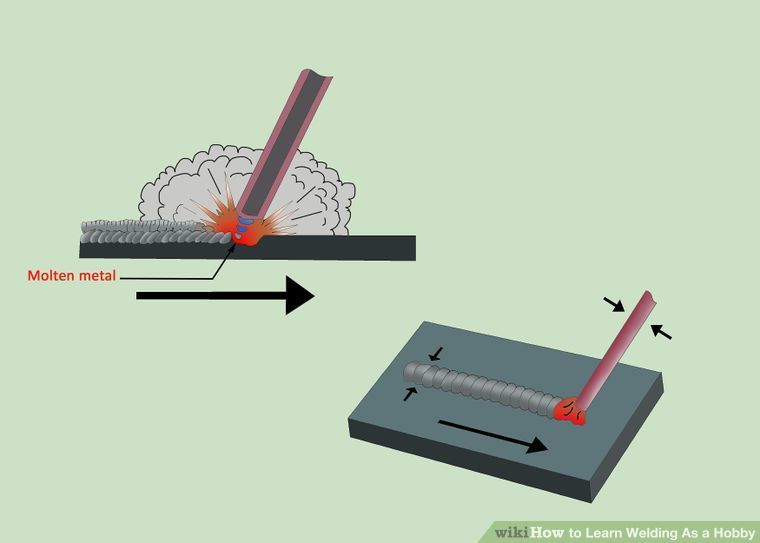 Некоторые из них существенно снижают качество шва и требуют переделки, другие имеют скорее эстетический характер. Наиболее распространенные дефекты – это неравная ширина шва и заполнение «где густо, где пусто».
Некоторые из них существенно снижают качество шва и требуют переделки, другие имеют скорее эстетический характер. Наиболее распространенные дефекты – это неравная ширина шва и заполнение «где густо, где пусто».
Также причиной дефекта может оказаться неверно подобранная сила тока, длина дуги или скорость прохождения электрода. На рисунке показано, как эти оплошности влияют на качество шва.
Также у начинающих сварщиков часто получаются не проваренные на всю глубину швы и т.н. подрезы (канавки в металле вдоль шва), прожоги, поры в металле, трещины. Если обнаружено слишком много дефектов, лучше срезать шов и наложить заново.
При внимательном и критичном отношении к своей работе быстро накапливается опыт. И тогда швы будут все более ровными, прочными и красивыми.
Советы профессионалов при сварных работах
Мы рекомендуем для просмотра несколько полезных видеофрагментов. Они помогут вам лучше представить технику выполнения описанных разновидностей швов. Кроме того, создатели видео открывают несколько профессиональных секретов, постигнутых с опытом:
Кроме того, создатели видео открывают несколько профессиональных секретов, постигнутых с опытом:
Надеемся, что наша статья помогла вам понять тонкости выполнения всех видов швов. При кажущейся сложности работы в некоторых положениях, ее технику вполне можно освоить, если подойти к делу спокойно и методично. Удачи вам!
Системы тактильного отслеживания шва
Подходят ли вам системы тактильного отслеживания шва?
Брайан Батлер, менеджер по автоматизации, Arc Products, Inc.
За последние несколько лет многие производители снова осознали преимущества использования систем отслеживания швов. Чтобы компании оставались конкурентоспособными на сегодняшнем рынке, производственные мощности должны стать экономичными и эффективными. Системы тактильного отслеживания швов помогают производителям достичь этой цели с относительно небольшими капиталовложениями.Компании в странах, которые исторически добавляли больше рабочей силы к конкретному сварочному проекту в надежде обеспечить требуемый объем производства, также осознали преимущества, предлагаемые системами тактильного отслеживания шва.
Системы тактильного отслеживания швов помогают производителям достичь этой цели с относительно небольшими капиталовложениями.Компании в странах, которые исторически добавляли больше рабочей силы к конкретному сварочному проекту в надежде обеспечить требуемый объем производства, также осознали преимущества, предлагаемые системами тактильного отслеживания шва.
Впервые разработанные в 1960-х годах, системы отслеживания шва претерпевали постоянные изменения, чтобы идти в ногу с технологиями и добавлять функции, необходимые для современных сварочных работ. Тактильные системы отслеживают шов с помощью датчика с наконечником, который входит в шов, так же как игла следует за канавкой фонографа.Когда небольшие изменения в расположении или выравнивании шва перемещают наконечник датчика, система реагирует перемещением поперечных салазок и горелки, чтобы поддерживать правильное положение над швом. Системы отслеживания шва используются во всех сварочных процессах, но основные области применения включают GMAW, FCAW и SAW. Системы отслеживания швов также довольно универсальны; иногда их можно использовать не только для сварки, но и для других производственных нужд, например для нанесения клея. Системы отслеживания швов также довольно универсальны; иногда их можно использовать не только для сварки, но и для других производственных нужд, например для нанесения клея. |
| Системы отслеживания швов идеально подходят для повторяющихся по своей природе приложений.В таких применениях, как изготовление балок или резервуаров и сосудов высокого давления, эти системы обеспечивают значительное повышение качества и производительности, сокращая при этом отходы / переделки и освобождая оператора для выполнения других задач при подготовке к сварке следующей детали. С развитием источников сварочного тока и дуговых технологий скорость движения сварного шва увеличивается, и оператор не может вручную точно установить горелку над швом. Это делает систему отслеживания шва практически необходимостью. Тактильные системы отслеживания швов обеспечивают хороший баланс между стоимостью и гибкостью и предлагаются в двух моделях: стандартной и расширенной. |
 При выборе подходящей системы отслеживания шва для вашего приложения, следуйте этому простому четырехэтапному процессу:
При выборе подходящей системы отслеживания шва для вашего приложения, следуйте этому простому четырехэтапному процессу:Шаг 1 — Требуемая нагрузка: Определите вес, который будет нести система, и выберите подходящие поперечные суппорты.Поперечные салазки предлагаются в моделях грузоподъемностью 40 (18), 250 (113) и 450 (204) фунтов (кг). Обязательно выберите модель с рейтингом выше, чем ваше требование. Различия в ценах между моделями обычно незначительны, поэтому, если ваши требования близки к рейтингу одного из поперечных салазок, перейдите на следующую модель, чтобы обеспечить более длительный срок службы и меньшие затраты на обслуживание.
Шаг 2 — Требование к длине хода: Определите длину хода поперечного суппорта, которая вам понадобится. Модель весом 40 фунтов (18 кг) обычно предлагается с длиной хода 3 x 3 дюйма (8 см x 8 см) и 6 дюймов x 6 дюймов (15 см x 15 см), тогда как более крупные модели предлагаются в стандартной комплектации 5. Длина хода ”x 5 дюймов (13 см x 13 см) или 10 дюймов x 10 дюймов (25 см x 25 см). Первое число представляет длину горизонтального штриха, а второе — длину вертикального штриха (используйте «H» перед «V», как в алфавите, чтобы убедиться, что ваш порядок построен правильно).
Модель весом 40 фунтов (18 кг) обычно предлагается с длиной хода 3 x 3 дюйма (8 см x 8 см) и 6 дюймов x 6 дюймов (15 см x 15 см), тогда как более крупные модели предлагаются в стандартной комплектации 5. Длина хода ”x 5 дюймов (13 см x 13 см) или 10 дюймов x 10 дюймов (25 см x 25 см). Первое число представляет длину горизонтального штриха, а второе — длину вертикального штриха (используйте «H» перед «V», как в алфавите, чтобы убедиться, что ваш порядок построен правильно).
Возможна нестандартная длина хода с шагом 5 дюймов (13 см) до 60 дюймов для моделей 250 (113) и 450 (204).Поперечные салазки могут быть сконфигурированы так, что каждая ось имеет различную длину хода, чтобы соответствовать конкретным приложениям, где, как правило, требуется большая длина горизонтального хода — 20 дюймов x 10 дюймов (51 см x 25 см) или 30 дюймов x 5 дюймов. (76 см x 13 см), например.
Шаг 3 — Уровень автоматизации: Выберите уровень автоматизации — полностью автоматический или полуавтоматический. Выбор полностью автоматического режима потребует использования продвинутой модели, которая может в полной мере использовать удаленные входы и выходы.Стандартная модель подходит для полуавтоматического выбора, обеспечивая базовое отслеживание шва, но требуя от оператора вручную запускать и останавливать процесс сварки.
Выбор полностью автоматического режима потребует использования продвинутой модели, которая может в полной мере использовать удаленные входы и выходы.Стандартная модель подходит для полуавтоматического выбора, обеспечивая базовое отслеживание шва, но требуя от оператора вручную запускать и останавливать процесс сварки.
Шаг 4 — Выбор наконечника датчика: Выбор подходящего наконечника прост, в первую очередь заключается в согласовании размера наконечника с типом шва и толщиной материала.
Каждая система поставляется в виде набора, состоящего из нескольких компонентов; см. Таблица 1 , где приведен список компонентов и типичные диапазоны цен для предварительно сконфигурированных систем.Как вы заметите в этой таблице, стандартные системы отслеживания швов являются наиболее доступными. Окупаемость инвестиций может составлять от 5 до 6 месяцев, в зависимости от текущих темпов производства и переделок на вашем предприятии.
В таблице 2 перечислены характеристики и возможности каждой модели систем отслеживания шва. Как упоминалось ранее, стандартные системы предлагают базовые функции отслеживания шва.Эта стандартная модель будет искать шов, двигаясь прямо вниз, пока датчик не коснется заготовки. В угловых сварных швах или соединениях внахлест включена функция бокового смещения, обеспечивающая смещение влево или вправо, чтобы кончик датчика прижимался к краю шва. В этом случае система будет двигаться вниз под углом 45 градусов, пока датчик не коснется заготовки и не остановится в горизонтальном направлении краем шва.
В любом случае, как только эта базовая система обнаружит шов, оператор должен начать процесс сварки, т.е.д., запустить источник сварочного тока, механизм подачи проволоки, каретку / сварочный токарный станок и т. д. Стандартная система отслеживания шва идеально подходит для простых приложений, позволяющих добиться качества, надежности и производительности без дополнительных затрат на полную автоматизацию сварочной станции.
| Расширенные системы предлагают те же функции, что и стандартные системы, но добавляют функции и гибкость, предоставляя таймеры последовательности, а также входы и выходы для управления другими компонентами.Полный список входов и выходов с описанием (см. Таблица 3 ). Таймеры последовательности и другие функции сводят к минимуму необходимость в дополнительных контроллерах, таких как программируемые логические контроллеры (ПЛК), позволяя усовершенствованной модели быть основным контроллером последовательности. Если ПЛК необходим в сложных приложениях, с ними взаимодействует усовершенствованная модель, позволяющая легко интегрировать и обеспечивать ПЛК осведомленностью о процессе. Соединения внахлестку, V-образные канавки и угловые сварные швы — все это идеальные типы соединений для систем тактильного отслеживания шва, но есть некоторые конфигурации, которые не идеальны, например, стыковые соединения без фаски. Advanced имеют функцию, называемую отсечкой прихваток, которая позволяет системе выполнять сварку в тех случаях, когда прихваты используются для удержания деталей на месте.Функция отсечки прихватки определяет прихватку в сварном шве по быстрому перемещению наконечника датчика, когда он проходит по нему. Во время движения по прихватке система блокирует движение резака для сохранения нужного положения. Когда датчик проходит над прихваткой и снова падает в шов, функция отсечки прихватки разблокирует движение резака и снова начинает отслеживание. |
Еще одно применение, которое может создавать препятствия, — это многопроходная сварка. Многопроходная сварка была проблемой для систем слежения за швом, потому что шов не был четко определен после первого прохода. Однако при использовании наконечника датчика типа «Y» система будет очень хорошо отслеживать шов. В угловых швах для изготовления балки, например, можно использовать наконечник датчика Y-типа для определения шва в двух разных точках. Одна точка отслеживания Y-образного наконечника будет определять горизонтальное движение от фланца, а другая — вертикальное движение от ремня. При отслеживании шва таким образом (вне шва) многопроходные сварные швы не влияют на способность системы отслеживать шов.Вместо Y-образного наконечника можно использовать шариковый наконечник большего диаметра с аналогичными результатами.
Многопроходная сварка была проблемой для систем слежения за швом, потому что шов не был четко определен после первого прохода. Однако при использовании наконечника датчика типа «Y» система будет очень хорошо отслеживать шов. В угловых швах для изготовления балки, например, можно использовать наконечник датчика Y-типа для определения шва в двух разных точках. Одна точка отслеживания Y-образного наконечника будет определять горизонтальное движение от фланца, а другая — вертикальное движение от ремня. При отслеживании шва таким образом (вне шва) многопроходные сварные швы не влияют на способность системы отслеживать шов.Вместо Y-образного наконечника можно использовать шариковый наконечник большего диаметра с аналогичными результатами.
Многопроходные сварные швы на V-образных или глубоких канавках представляют собой более сложную задачу, но они также могут быть преодолены с отличными результатами. В современных системах датчик может без проблем отслеживать первый проход, обычно самый важный. Последующие проходы нагрева и заполнения можно отслеживать с помощью смещения влево или вправо (бокового ствола), чтобы смещать валики по мере выполнения проходов. Но при прохождении колпачка система должна быть заблокирована по горизонтали, чтобы предотвратить автоматическое перемещение резака от датчика, потому что больше нет четко определенного шва, удерживающего наконечник датчика.Используется вход, называемый автоматическим отключением по горизонтали, и, когда он включен, блокирует способность датчика перемещать резак влево или вправо, при этом отслеживая вертикальное положение и поддерживая постоянную высоту резака. Включение этой функции позволяет оператору вручную перемещать резак влево или вправо для проходов с помощью джойстика. Благодаря этому методу критические проходы надежно отслеживаются, а качество значительно улучшается по сравнению с позиционированием каждого сварочного прохода вручную.
Последующие проходы нагрева и заполнения можно отслеживать с помощью смещения влево или вправо (бокового ствола), чтобы смещать валики по мере выполнения проходов. Но при прохождении колпачка система должна быть заблокирована по горизонтали, чтобы предотвратить автоматическое перемещение резака от датчика, потому что больше нет четко определенного шва, удерживающего наконечник датчика.Используется вход, называемый автоматическим отключением по горизонтали, и, когда он включен, блокирует способность датчика перемещать резак влево или вправо, при этом отслеживая вертикальное положение и поддерживая постоянную высоту резака. Включение этой функции позволяет оператору вручную перемещать резак влево или вправо для проходов с помощью джойстика. Благодаря этому методу критические проходы надежно отслеживаются, а качество значительно улучшается по сравнению с позиционированием каждого сварочного прохода вручную.
Системы отслеживания швов относительно просты в установке, обычно на завершение требуется всего один или два дня. Обновление существующей системы, в которой уже установлены приспособления и детали для резака, может занять всего полдня, чтобы установить и настроить. Обновление существующей системы, в которой уже установлены приспособления и детали для резака, может занять всего полдня, чтобы установить и настроить.Стандартная конфигурация модели проста. Не требуя интерфейса между системой и другими компонентами станции, установка состоит из установки поперечных суппортов и блока управления, а также настройки горелки и датчика для оптимальной сварки и отслеживания. Этот процесс также используется для настройки расширенной модели, но поскольку расширенные системы могут взаимодействовать с другими компонентами, может потребоваться немного больше времени.Установка не сложна и состоит из сухих релейных контактов для функций ввода и вывода. Как упоминалось ранее, системы отслеживания шва дают большие преимущества для повышения производительности и качества. По моему опыту, операторы ценят эту систему за снижение утомляемости по сравнению с ручной сваркой. Компаниям нравятся системы, потому что кривая обучения чрезвычайно коротка, а операторы быстро освобождаются для выполнения других задач во время сварки, что снижает общие затраты на рабочую силу. |
Таблица 4
Могут ли системы отслеживания шва помочь в вашей сварке? Пройдите этот короткий тест, чтобы определить, подходит ли отслеживание швов для вашего приложения.
1. Являются ли ваши детали одинаковой основной формы с аналогичной конфигурацией шва, различаются ли они только размером — диаметром и / или длиной?
2. Является ли ваша сварка повторяющейся по своей природе — многие из одинаковых деталей свариваются до того, как сварочная станция будет переоборудована для использования деталей другого типа?
3.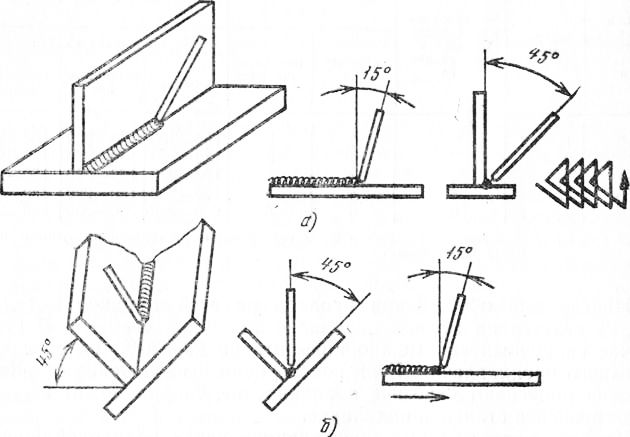 Для проектов кольцевой сварки, таких как резервуары, цилиндры и / или сосуды под давлением:
Для проектов кольцевой сварки, таких как резервуары, цилиндры и / или сосуды под давлением:
a. Требуется ли оператору приваривать заглушки вручную или вручную позиционировать горелку во время сварки?
г.Хотели бы вы сварить обе заглушки одновременно?
4. Для изготовления балок:
а. Требуются ли операторы вручную сваривать балку или вручную позиционировать горелку по всей длине?
г. Вы хотите сварить обе стороны балки одновременно?
5. Используется ли конфигурация шва внахлестку, шов с V-образной канавкой или угловой шов, однопроходный или многопроходный?
6. Хорошая ли у вас подгонка, но существуют некоторые отклонения, которые не позволяют надежно сварить соединение вручную? Например, на больших резервуарах корпус / цилиндр прогибается под весом или ходит по вращающимся роликам.
Если вы ответили ДА на любой из вышеперечисленных вопросов, добавление системы отслеживания шва в ваше приложение может дать значительные преимущества по сравнению с текущим процессом сварки.
Брайан Батлер — менеджер по автоматизации Arc Products Inc., входящей в Lincoln Electric Company.
Обработка, шлифовка и обработка сварного шва
Вы только что сварили свои металлические части, и теперь ваша вновь сформированная заготовка требует бесшовной отделки.Вот наше руководство по удалению и отделке сварного шва.
В этой статье рассматриваются:
Перед сваркой
Типы сварных швов
Различия между углеродистой сталью и нержавеющей сталью
Первичная шлифовка сварного шва
Подготовка и смешивание сварного соединения
Какая отделка?
Дополнительная информация
Перед сваркой
Поскольку задействованные процессы и требуемая отделка часто отличаются и обычно зависят от типа материала и присущих ему требований к отделке, в этой статье будут рассмотрены как углеродистая сталь, так и нержавеющая сталь. Перед началом сварки, особенно с углеродистой сталью, заготовку необходимо очистить от любой прокатной окалины, образующейся в процессе производства горячей прокатки — прокатная окалина может повлиять на качество сварного шва. Мы рекомендуем наш диск Norton Blaze Rapid Strip как идеальный продукт для удаления накипи в этом случае. |
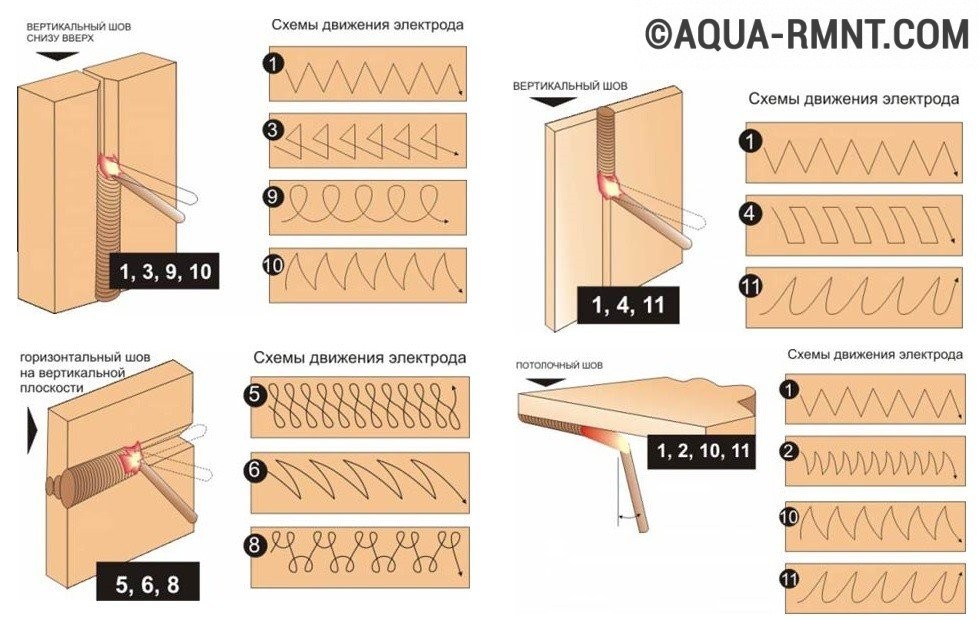
Типы сварки
Углеродистая сталь | Нержавеющая сталь |
Сварка MIG (металл в инертном газе)
| Сварка TIG (вольфрамовый инертный газ)
|
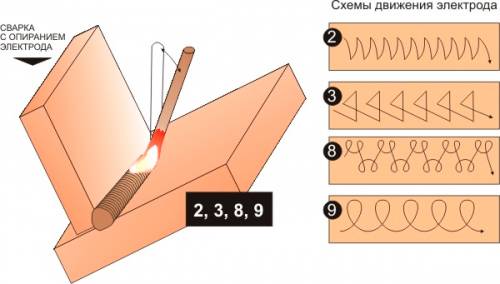
Разница между обработкой углеродистой стали и нержавеющей стали
Решение о том, какой вид отделки вы хотите достичь, во многом зависит от применения готовой детали и самого основного материала.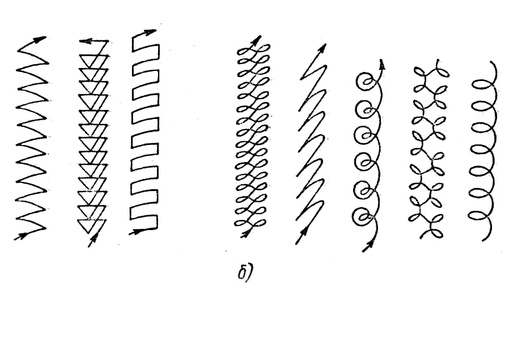
Углеродистая сталь | Нержавеющая сталь |
|
|

Следует отметить, что если вы работаете с обоими материалами, их следует хранить отдельно в отделении отделки вашей мастерской, чтобы избежать перекрестного загрязнения; особенно при переходе с углеродистой стали на нержавеющую.
Последнее, что вам нужно сделать, это нанести часть заготовки из углеродистой стали на заготовку из нержавеющей стали.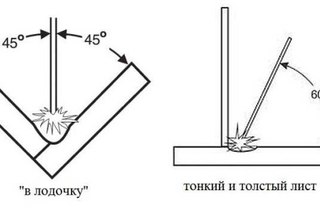 Не забудьте также хранить любые абразивные материалы, которые вы используете, отдельно.
Не забудьте также хранить любые абразивные материалы, которые вы используете, отдельно.
Первичная шлифовка шва
Первый этап чистовой обработки шва такой же; снятие лишнего припуска с самого шва. Здесь цель состоит в том, чтобы отшлифовать соединение до ровной и сплошной поверхности с остальной частью основного металла. Чтобы добиться этого начального снятия припуска и если чистовая обработка поверхности не важна, слесарь может выбрать простой шлифовальный круг с угловой шлифовальной машиной. Использование шлифовального круга на сварном швеХотя шлифовальный круг может использоваться для удаления припусков на обоих материалах, для достижения удовлетворительного качества результата на нержавеющей стали потребуется высокий уровень навыков и опыта. Могут возникнуть такие подводные камни, как строжка и подрезка, поэтому необходимо соблюдать осторожность, чтобы при шлифовании был выбран правильный угол. ПОСМОТРЕТЬ ПЕРЕНОСНЫЕ ШЛИФОВАЛЬНЫЕ КОЛЕСА |

Углеродистая сталь | Нержавеющая сталь |
|
|
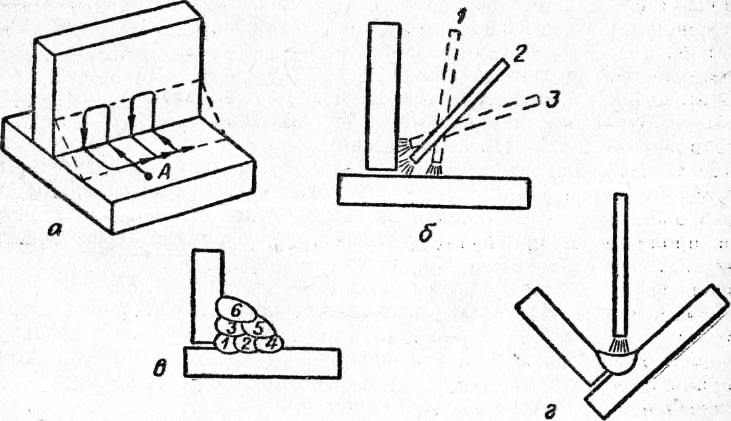
При выборе шлифовального круга существует множество возможных вариантов. Как всегда, размер зерна, тип зерна и связующий агент будут определять, как продукт работает и ощущается, поэтому убедитесь, что вы четко понимаете, что вам нужно, прежде чем продолжить!
Использование лепесткового диска на сварном швеЛепестковый диск — неизменно популярный выбор, когда дело доходит до чистовой сварки как нержавеющей, так и углеродистой стали, и нетрудно понять, почему, поскольку они имеют ключевые преимущества перед стандартный шлифовальный круг. Лепестковые диски — идеальный выбор из-за их длительного срока службы, гораздо более высокого комфорта и контроля оператора (обычно пользователю предоставляется больше места для ошибок), низкого уровня шума и качества отделки поверхности — все это важные причины для выбора эти абразивы. ПРОСМОТР ДИСКОВ ЗАСЛОНКИ |
Углеродистая сталь | Нерж. время и подготовьте заготовку для дальнейшего кондиционирования (при необходимости) перед окраской. | Рабочие-металлисты обычно выбирают лепестковые диски там, где требуется более высокое качество и улучшенная обработка поверхности, поскольку такие лепестковые диски (или волокнистые диски) лучше всего подходят для нержавеющей стали. Наш лепестковый диск Norton Quantum с зернистостью P80 был бы идеальным на этом первом этапе съема материала. Мы рекомендуем менее опытным операторам выбрать P120. |
Подготовка и смешивание сварного шва
Углеродистая сталь | Нержавеющая сталь |
|
|
На этом этапе сварной шов между сплавленными металлическими деталями должен почти исчезнуть. Поверхность углеродистой стали теперь готова к окраске или использованию.
Для нержавеющей стали требуются дальнейшие шаги для более тонкой отделки, поэтому информация ниже относится только к нержавеющей стали.
Какая отделка?
Решение о том, какую отделку выбрать для вашей заготовки из нержавеющей стали, полностью зависит от того, для чего будет использоваться конечный продукт.
Время сиять…
Относительно легко и быстро можно получить яркую и однородную поверхность.
Чтобы сгладить оставшиеся дефекты поверхности и царапины, оставленные на нержавеющей стали в результате предыдущих процессов, мы рекомендуем использовать Norton Rapid Blend NEX-2SF.Карбид кремния тонкой очистки придаст металлу действительно впечатляющий блеск.
Лучше всего использовать ее под углом 10-15 °, и ее нужно медленно перемещать по металлу, используя только вес угловой шлифовальной машины для давления. Также попробуйте спецификацию NEX-3SF для большей прочности, когда гибкость и удобство менее важны.
Для достижения наилучших результатов и во избежание ожогов используйте скорость от 6000 до 7000 об / мин.
Эта отделка должна оставить гладкую блестящую поверхность, которую вы ищете, но если вам нужен еще более глянцевый блеск, идеально подойдет войлочный диск Norton Rapid Polish.
Прочтите наше руководство о том, как добиться зеркального блеска нержавеющей стали.
Отделка номер 4
Для балюстрады или перил может быть указана отделка номер 4. Покрытие номер 4 — это обычная, но специализированная отделка нержавеющей стали, которая не может быть достигнута с помощью вращающегося абразива, такого как диск.
Его линейный вид достигается только с помощью ремня или колеса. В этом случае предыдущий шаг заменяется использованием абразивной ленты с зернистостью P80 — P120, за которой следует нетканая лента Rapid Prep среднего класса, а затем, наконец, завершается очень тонкой нетканой лентой.
Цель состоит в том, чтобы удалить только небольшое количество поверхностного металла без значительного влияния на общую толщину. Если требуется линейный эффект, важно убедиться, что шлифование следует только в одном направлении.
Следует отметить, что на плоских поверхностях нам понадобится станок Satinex с ремнями на втулке насоса или чередующимися колесами Satinex (клапаны с покрытием p80 с нетканым материалом грубого помола), а для трубок — абразивные ленты на станке для отделки труб .
Для получения чистого, гладкого и бесшовного блеска сварной детали требуется более мелкий абразив с очень низкой скоростью резания.
Взгляните на нашего эксперта по Norton Пола Грея, отделывающего поручни из нержавеющей стали.
Для получения дополнительной помощи и информации…
Для получения информации о продукте загрузите каталог Norton Abrasives Solutions for Welding Applications или промышленный каталог Norton.
Посетите наш канал Youtube, который до краев заполнен удобными видео-инструкциями и демонстрациями продукции, связанной с производством металла.
Посетите наш специальный раздел «Металлообработка», чтобы найти статьи с практическими рекомендациями.
Как всегда, наши специалисты Norton всегда готовы ответить на любые ваши вопросы. Просто свяжитесь с нами, используя нашу веб-форму.
Найдите ближайшего к вам дистрибьютора +
Сварка угловых швов в горизонтальном положении. Виды сварных швов: горизонтальный, вертикальный, потолочный
К категория:
Техника дуговой сварки
Вертикальные, горизонтальные и потолочные стыки
Вертикальные швы (стыковые и угловые) выполняются по направлению снизу вверх.Предварительно сваркой подготавливается горизонтальный участок металла с сечением, равным сечению наплавленного металла шва. Узел создается поперечными движениями электрода треугольником (рис. 1). Провар в корне шва обеспечивается задержкой горения дуги в этом месте при движении электрода треугольником. Наибольшее проникновение корня шва достигается, когда электрод расположен перпендикулярно вертикальной оси. Набухание расплавленного металла предотвращается путем наклона электрода вниз, как показано пунктирной линией на рис.1, а, б.
Рис. 1. Положение и движение электрода при сварке в вертикальном положении: а — стыковые швы со скосом кромок, б — угловые швы, в — сварка в направлении сверху вниз
Сварка вертикальных швов электродами большого диаметра и большой силы тока затруднена из-за стекания металла и плохого формирования шва. Поэтому используются электроды диаметром до 4 мм, реже 5 мм, и сварочный ток снижается по сравнению со сваркой в нижнем положении.
Вертикальная сварка в направлении сверху вниз (рис. 1, в) возможна электродами с образованием тонкого шлака. Металл в сварочной ванне быстрее затвердевает и практически не стекает. Для вертикальной сварки сверху вниз используются электроды с целлюлозным, пластиковым покрытием органического типа (ОЗС-9, ВКЦ-1, ВКЦ-2; ВКЦ-3 и др.). Производительность сварки сверху вниз выше, чем производительность сварки снизу вверх. Также удобно выполнять вертикальные швы электродами с упором покрытия на свариваемые кромки.
Горизонтальные и потолочные швы выполнить сложнее, чем вертикальные (рис. 2). При выполнении горизонтальных швов на верхнем листе часто образуются подрезы, а при сварке в потолочном положении затруднен полный провар корня шва. В обоих случаях сварку следует выполнять короткой дугой с достаточно быстрыми колебательными движениями.
Рис. 2. Положение и движение электрода при сварке в горизонтальном и потолочном положениях: а — горизонтальные угловые окна, б — наплавка в потолочном положении, в — потолочный стыковой шов
Металл толщиной более 8 мм сваривается многопроходными швами.Первый валик у основания горизонтального шва накладывается электродом диаметром 4 мм, а следующий — диаметром 5 мм. Первый валик в корне стыка потолка делают электродом диаметром 3 мм, а следующий — диаметром не более 4 мм. Ролики горизонтальных и потолочных швов удобно выполнять электродами с опорой для покрытия. При выполнении стыков потолка газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в стыке.Поэтому для сварки в потолочном положении следует использовать хорошо просушенные электроды, дающие небольшой шлак.
Сварка швов в вертикальном положении намного сложнее, чем сварка в нижнем положении, поскольку расплавленный металл имеет тенденцию вытекать из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов сила сварочного тока снижается на 10-15% по сравнению со сваркой в нижнем положении. Сварка всегда происходит короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну.Во избежание вытекания сварочного металла из сварочной ванны рекомендуется относительно быстро перемещать электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Вертикальные швы можно сварить двумя способами: снизу вверх и сверху вниз. Самый распространенный — это первый способ.
Рис. 52. Сварка угловых швов в «лодочку»
Сварка сверху вниз применяется при соединении преимущественно тонких листов. При выполнении вертикальных швов «сверху вниз» полного провала не получается.
Техника сварки вертикальных швов снизу вверх заключается в следующем. В первую очередь необходимо правильно расположить электрод относительно плоскости шва. При сварке электродом с тонким покрытием (рис. 53, а) угол наклона принимают в пределах 15–20 °; при сварке толстослойными электродами (рис. 53, б) наклон электрода к горизонтали должен составлять около 45–50 °. Такой большой наклон электрода с толстым покрытием необходим для обеспечения более легкого отвода шлака из ванны и сохранения расплавленного металла.
Дуга зажигается в самой нижней точке шва, и после образования ванны с расплавленным металлом конец электрода с самой короткой дугой перемещается вправо или влево и несколько вверх. При этом движении электрода частицы расплавленного металла быстро затвердевают и образуют своего рода порог, необходимый для задержки последующих капель расплавленного металла. Движения электрода повторяются, и металл шва принимает форму шва. На вертикальных швах чешуя более выражена, и по этой причине вертикальные швы отличаются от низа.
Рис. 53. Рис. 54. Положение электродов при сварке вертикальных швов методом «снизу вверх»; «сверху вниз»
При сварке вертикальных швов сверху вниз электрод располагается перпендикулярно свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют вниз (рис. 54), продолжая плавить основной металл. Постепенно подавая электрод и поддерживая короткую дугу, необходимо не допускать стекания металла концом электрода, а, потянув его в сторону и вниз, он способствует затвердеванию нанесенных капель и образованию сварного шва.
При обоих методах выполнения вертикальных швов необходимо сообщать электроду о поперечных колебательных движениях. В этом случае необходимо выбрать такой путь электрода, при котором движение по шву происходило бы без продолжительной концентрации тепла в каком-либо одном месте.
При сварке снизу вниз для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать немного меньше, чем при сварке снизу вверх.При выполнении вертикальных стыковых швов с V-образными и Х-образными канавками кромок, а также роликовых швов последовательность сварки, многослойная, проплавление верхнего угла выполняется аналогично сварке нижних швов.
Заголовки статей раскрывают их содержание. В последней статье дополнительно описаны дефекты, возникающие в процессе электросварки, и методы их устранения.
Перед тем, как приступить к изучению технологии выполнения вертикального сварного шва, рекомендуем ознакомиться с вышеуказанными статьями (обсуждаемые в них вопросы здесь повторяться не будут).Если возникают дополнительные вопросы (например, связанные со сварочными аппаратами, масками, электродами и т. Д.), То рекомендуем воспользоваться услугой «Поиск по сайту». Вы можете задать вопрос в разделе «Комментарии» и администрация сайта обязательно даст ответ в самое ближайшее время.
Предварительные общие замечания
Перед сваркой деталей необходимо подготовить металл. Обработка кромок выполняется в соответствии с толщиной свариваемых деталей и типом соединения.Подготовленные детали закрепляют в необходимом (предусмотренном конструкторской документацией) взаимном расположении. Для этого их соединяют короткими поперечными швами («прихватками») с шагом в несколько десятков миллиметров. Захваты не позволяют деталям перемещаться относительно друг друга.
При сварке деталей с вертикальным швом расплавленный металл из сварочной ванны под действием собственного веса соскальзывает вниз. Чтобы капли не срывались, используйте самую короткую дугу. Для этого необходимо подвести кончик электрода как можно ближе к сварочной ванне.Если используется сварочный электрод с антипригарным покрытием, его следует опирать на одну из свариваемых деталей.
Вертикальный шов можно готовить «сверху вниз» или «снизу вверх».
Вертикальный шов «снизу вверх»
Отметим, что вертикальный шов удобнее готовить электросваркой с перемещением электрода «снизу вверх». Это связано с тем, что в этом случае электрическая дуга «подталкивает» сварочную ванну вверх и не дает ей опускаться. Это значительно упрощает получение качественного шва.Конструкция такого сварного шва представлена на рисунке.
В следующем видео показано, как приготовить вертикальный шов электросваркой с движением электрода «снизу вверх без отрыва». Продемонстрирована техника создания короткого ролика:
- движения электродов происходят только вверх-вниз;
- без горизонтальных смещений.
В результате получается очень плоский шов.
В следующем видео показано, как приготовить вертикальный шов электросваркой с перемещением электрода «снизу вверх с зазором».«Такой технологический прием может быть удобнее для новичков, потому что при отрыве сварочного электрода металл успевает остыть. Для простоты допускается упирать электрод на полку сваренной воронки. В том же видео Есть много общих советов, полезных для сварщика. Например, показано влияние тока на форму шва. В целом сварочный ток должен быть на 5 … 10 А меньше рекомендованного для выбранного электрода. тип и толщина металла.Но, как показано на видео, это не всегда так и определяется в основном экспериментальным путем.
Вертикальный шов «сверху-вниз»
Сварка с перемещением электрода сверху вниз применяется при соединении, в основном, тонких листов металла. При такой сварке дуга тепловой сварки стремится вверх (без нагрева сварочной ванны). Поэтому для получения хорошего проплавления сварного шва ток следует установить на несколько большее значение (на 5 … 10 А), чем при сварке с движением электрода снизу вверх.
Техника сварки сверху вниз намного сложнее предыдущей, поэтому остановимся на ней подробнее. При выполнении вертикальных швов с перемещением электрода «сверху вниз» он перпендикулярен свариваемой поверхности. После зажигания дуги и образования первых капель расплавленного металла она наклоняется вниз, и основной металл продолжает плавиться. Медленное перемещение электрода (и поддержание короткой дуги) его наконечником должно предотвратить вытекание металла из сварочной ванны.При этом наконечник следует отвести в сторону и вниз, т.е. необходимо совершать поперечные колебательные движения. Это будет способствовать застыванию нанесенных капель и образованию шва. В этом случае нельзя допускать продолжительного сосредоточения тепла на одном месте.
Дефекты сварного шва
При сварке возможны дефекты (особенно у начинающих сварщиков) сварных швов. Причем некоторые из них критичны, некоторые — нет. Этой теме на сайте мы уделили достаточно внимания и сейчас не будем повторяться.
Теперь остановимся только на дефектах, характерных для вертикальных стыков. Они появляются при неправильном выборе силы тока и размера дуги. В таблице показан их схематический вид и причины, вызвавшие их.
Другие виды дефектов, возникающих при электросварке, и методы их устранения можно найти в статье. В заключение предлагаем посмотреть еще одно видео по вертикальной сварке. Желаем успехов!
Горизонтальный нижний шов заварить даже начинающий сварщик.С этой операции начинается обучение сварке. Сварить вертикальный шов немного сложнее. Освоив эту операцию, вы можете претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации как первого, так и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не доставит вам ни малейшего затруднения. Ведь по большому счету обе операции вполне доступны для освоения даже при минимальном багаже знаний и сравнительно небольшом опыте сварки.В конце концов, были когда-то для начинающих сварщики.
Сварка горизонтальная
Сварка горизонтальных швов — это простая и сложная технологическая операция. Ведь помимо нижних швов, которые относительно легко завариваются, есть еще и верхние (потолочные) швы, которые под силу заварить только опытному специалисту.
Причем, в первом и втором случаях процесс образования шва осложняется действием силы тяжести. Из нижнего шва металл течет к нижнему краю, а пузырьки восстановленного водорода поднимаются снизу к поверхности, вспенивая покрытие.С верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли проникают в наплавочный валик снизу вверх.
Поэтому сварка горизонтального шва требует определенной сноровки, хорошего глаза и понимания сути выполняемых манипуляций.
Техника горизонтальной сварки
Сварку в горизонтальном положении шва производят на «короткой» дуге, «среднем» или слабом токе. Кроме того, особое внимание уделяется расположению электрода как относительно плоскости соединяемых деталей, так и относительно центральной оси формируемого ролика.
Ну а на практике техника сварки такая:
- Первый сварной шов формируется на короткой дуге. Пятая часть электрода движется по линии стыка без колебаний в поперечной плоскости. Угол наклона оси электрода к оси ролика составляет 80 градусов. Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем, если поместить электрод «угол вперед», глубина осаждения увеличится, а если «угол назад», то соответственно уменьшится.
- Второй валик сварного шва формируется при средних значениях сварочного тока, перемещая электрод «на угол вперед» без поперечных колебаний, только по линии стыка. Ширина сечения, конечно, увеличится, поэтому второй валик готовят с электродом большего диаметра.
- Третий валик сварного шва уложен между верхней плоскостью второго и краями стыка. Причем если второй валик получился выступом, то «лодочка» между предыдущим валиком и перегородками заполняется третьим слоем.Хорошо, если второй валик получился нормальным, заполнив всю плоскость отрыва, то третий слой формируется за два прохода, укладывая валики по левому и правому краю.
- Пространство между соседними роликами третьего слоя заполнено четвертой наплавкой. Причем, если это расстояние равно диаметру электрода, то четвертый валок формируется за один проход, а если предыдущие слои наплавки разнесены на большее расстояние, то стык между валками заполняется поперечно и продольные движения электрода.
- Следующие слои формируются по тому же принципу, что и третий валик.
В то же время, чтобы предотвратить утечку наплавке от сварного шва, пластина из огнеупорного материала, такие как асбест, должна быть размещена под нижней кромкой. А когда дойдете до верхней границы сечения, стоит удвоить внимание и усердие — большая часть дефектов сварного шва «формируется» именно в этот момент.
Вертикальная сварка
Дуговая сварка вертикальных швов осуществляется иначе, чем по предыдущей (горизонтальной) технологии.Ведь вечный «враг» сварщиков — сила тяжести — совершенно по-другому вмешивается в процесс формирования сварного шва: жидкий присадочный и основной металлы стекают вниз, по линии шва устремляются газообразные аэрозоли (в в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, вызывая появление провисания.Поэтому валики горизонтальных стыков должны быть тонкими. И в процессе их образования следует избегать поперечных смещений электрода.
- Во-вторых, сварка в вертикальном положении шва предполагает формирование ролика, размеры которого сопоставимы с диаметром электрода. Разумеется, допускается двукратное превышение (когда валок больше диаметра электрода, даже с учетом размеров покрытия), но не более.
- В-третьих, сила сварочного тока должна быть максимальной, но при выборе конкретных значений необходимо уменьшить риск «подрезов» основного металла при слишком сильной дуге. Следовательно, сила тока, однако, не должна достигать максимума.
- В-четвертых, угол наклона электрода (в направлении плоскости заготовки) должен быть не менее 80 градусов. При меньших значениях появляется эффект «пика», препятствующий плавлению основного металла.Таким образом, регулируя угол наклона, можно влиять на температуру и глубину плавления в зоне сварочной ванны. Оси роликов (соединительных швов) и электродов должны быть параллельны друг другу.
- В-пятых, ширина шва регулируется скоростью наплавки и траекторией пятки электрода. Совершая возвратно-поступательные движения вверх и вниз, вы можете влиять на ширину покрытия. Но в этом случае необходимо выдерживать «угол наклона вперед» 80 градусов.
- В-шестых, ролики укладываются в вертикальную секцию «полки». То есть каждый последующий слой основан на предыдущем покрытии.
Сварка вертикальных швов технологически сложнее, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и просто плавает под действием силы тяжести.
В этой статье мы рассмотрим основные способы приготовления вертикальных швов, а также расскажем, на каком оборудовании проще выполнять такие работы.
Задачи вертикальной сварки
Процесс сварки заключается в плавлении металлических частей, которые после охлаждения соединяются между собой. С горизонтальными видами сварки все просто, главное научиться зажигать дугу и правильно вести шов. А как насчет вертикальных просмотров? Под действием притяжения металл постоянно течет и контролировать сварочную ванну очень сложно. В результате получаются неровные составы, образованные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, обрезка. Они возникают из-за выбора не подходящего по силе тока. В случае непереваренного металла расплав разбрызгивается и растекается по поверхности. Обрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварного шва.
Еще одна проблема с вертикальным швом — образование длинной дуги в одной точке.Сварочная ванна как бы «выпадает», образуя прожоги на деталях.
Как избежать порчи стыка при вертикальной сварке и какие методы подходят в этом случае?
Инвертор или полуавтомат
Инвертор с функцией MMA представляет собой такую же ручную дуговую сварку, но работает по другому принципу, в отличие от трансформатора. В этом случае используется плавкий электрод с покрытием.
Варка полуавтомата происходит за счет оплавления проволоки, подаваемой в зону сварки.Такие устройства позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, загоняет каждую точку в соединение.
Так что же лучше готовить вертикальный шов?
В любом случае начинающему сварщику потребуется попрактиковаться в работе с одним из этих устройств. Без опыта сразу установить качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контролю движения электрода.При неправильном выборе положения держателя и угла наклона произойдет брак. Готовить нужно с запасом, создавая эффект. В этом случае металл брызнет и растечется по поверхности изделия. Только после большой практики получится качественный шов.
Полуавтомат также требует тщательного контроля сварочного процесса. Здесь также важны выбранные положения держателя и техника сварки. При использовании защитного газа при полуавтоматической сварке количество брызг и подтеков уменьшается, но такое соединение будет дороже по стоимости.
Основным преимуществом является то, что вы можете снизить скорость подачи проволоки и, следовательно, замедлить процесс перегрева металла. В результате, при использовании полуавтоматического сварочного аппарата можно уменьшить стекание расплава. Для подобного эффекта при ручной сварке используются специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, позволяющий получить качественное соединение.Но, при отсутствии такого аппарата, при правильной технике работы можно получить качественное крепление по прочности и при обычной ручной сварке.
Технология сварки вертикальных швов
Главное правило — выполнять вертикальные швы снизу вверх! В этом положении дуга как-то толкает сварочную ванну и не дает ей стекать вниз. А также такое положение способствует остановке капли расплавленного металла в нижнем уже застывшем шве.
Особенности ручной сварки
При работе с ручной сваркой должны соблюдаться некоторые особые требования.
- При сварочных работах с вертикальными швами нужно выставлять ток немного ниже обычного. Это способствует образованию меньшего количества тепла, а значит, металл не будет растекаться так быстро.
- Чтобы избежать интенсивного течения расплава, необходимо выдерживать более короткую дугу.
- Держатель с электродом устанавливают так, чтобы кончик стержня смотрел вверх и немного в сторону.
- Шов постепенно с поперечными поступательными движениями.Лучше всего двигаться зигзагом или елочкой.
- Наилучшее качество — стык, сваренный свинцом. Когда электрод снимают и приближают к поверхности изделия.
Если у вас небольшой опыт в этом виде работ, лучше всего поэкспериментировать отдельно от изделия, подобрав оптимальную силу тока и скорость шва, и только после этого приступать к основным работам.
Сварочный полуавтомат
- Если толщина металла до 3 миллиметров, то сварку лучше проводить сверху вниз.
- Для деталей со стенками 3 мм и более шов наоборот, снизу вверх.
- Полуавтоматическая горелка расположена под углом 45 градусов к поверхности.
- Необходимо уменьшить силу тока и скорость подачи проволоки (процесс плавления происходит быстрее, чем при приготовлении вручную).
При сварке вертикальных швов полуавтоматом нужно руководствоваться тремя основными правилами: выдерживать желаемую длину дуги (короче), обеспечивать равномерное перемещение держателя и выставлять нужный угол к свариваемым поверхностям.
Безопасность вертикальной сварки
Сварочное оборудование достаточно травматично, но, помимо общих правил безопасной эксплуатации (защита глаз, электробезопасность и др.), Существуют некоторые требования к выполнению различных видов швов.
Меры безопасности при сварке вертикальных швов, в связи с тем, что металл течет и разбрызгивается, особое внимание уделяется защите от этого фактора.
Чтобы не допустить попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного подальше от опасной зоны.Также не работайте, лежа под местом сварки.
Обязательно осторожно подходите к оборудованию. Для сварки используйте огнестойкие перчатки, закрывающие руки. И, конечно же, обеспечить полную защиту всего тела от попадания таяния на кожу.
Часто вертикальные швы приходится прокаливать в ограниченном пространстве (например, под автомобилем), в этом случае необходимо обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый газ).
Также не стоит забывать об электробезопасности.
А что можно добавить к материалу в этой статье. Поделитесь своим опытом сварки вертикальных швов. Как, на ваш взгляд, лучше всего использовать: полуавтомат или ручную сварку? Оставляйте свои комментарии в разделе обсуждения этого материала.
Сварочные аппараты для стыковки рулонов для сталелитейных заводов Производители линий Автомобильная кремниевая сталь
Усилия
Усилия, необходимые для стыковой сварки оплавлением, определяются прочностью свариваемых материалов.Классификация стали по прочности:
- Низкая прочность при ковке: (10 000 фунтов на кв. Дюйм) SAE-1020, 1112, 1315, NAX9115, а также такие торговые марки, как Cor-Ten, Yoloy, Ductiloy, Cromansil и т. Д. Прочность: (15000 фунтов на кв. Дюйм) SAE-1045, 1065, 1335, 3135, 4130, 4140, NE-8442, 8640, 9440, 9540, 9640 и т. Д.
- Высокая прочность ковки: (25000 фунтов на квадратный дюйм) SAE-4340, 4640, Нержавеющая сталь серии 400 (13% хрома), нержавеющая сталь серии 300 (18% хрома-8% никель), быстрорежущая сталь, сил-хром, специальная инструментальная и штамповая сталь.
- Сверхвысокая прочность при ковке: (35 000 фунтов на кв. Дюйм) любая специальная сталь, обладающая очень высокой прочностью на сжатие при повышенных температурах. ПРИМЕЧАНИЕ. Для закаливаемых сталей может потребоваться предварительный / последующий нагрев либо в сварочном аппарате, либо в печи.
Выбор стандартного аппарата или конструкции специального сварочного аппарата будет определяться усилиями осадки, а также необходимыми усилиями зажима, требуемыми в результате площади сечения свариваемого материала.
Конструкция
Установки для оплавления состоят из трех основных секций, каждая из которых имеет прочную конструкцию.
ОСНОВНАЯ РАМА изготовлена из прочной сварной конструкции и спроектирована так, чтобы обеспечить максимальный доступ, простоту обслуживания и регулировки. На раме смонтированы сварочный трансформатор, механизм осадки, ползун / зажим для высадки, стационарный зажим, четыре герметичных коробки коренных подшипников с прецизионными роликоподшипниками.
РАБОЧИЕ ЗАЖИМНЫЕ МЕХАНИЗМЫ обычно представляют собой поворотные рычаги с вертикальным приводом, установленные как единое целое с неподвижными и подвижными плитами. Каждый состоит из стальных зажимных рычагов на усиленных закаленных и шлифованных осях и втулках.Концы подшипников шарнирных пальцев герметизированы для защиты от оплавления сварного шва. Смазка подшипников осуществляется через одноточечные фитинги Alemite.
Зажимные рычаги обычно приводятся в действие цилиндрами двойного действия прямого действия, пневматическими или гидравлическими. Штоки поршней защищены сшитыми кожаными гофрами. В зависимости от области применения эти зажимные рычаги могут обеспечивать от 0,5 до 2,5 раз превышающего усилие осадки. Другие типы зажимных механизмов доступны по запросу.
Верхние электроды утоплены в зажимных рычагах. Они могут быть расположены для регулируемого / фиксированного или самовыравнивающегося выравнивания с нижними штампами / заготовкой.
Нижние электроды часто поставляются таким образом, что электрод на подвижной плите регулируется по горизонтали, а электрод на неподвижной плите — по вертикали. Это позволяет точно выровнять свариваемые детали.
МЕХАНИЗМ ВЫКЛЮЧЕНИЯ: Устройство с электроприводом для управления движением опрокидывания и осадки ползуна с высадкой представляет собой установленный в коробке передач мигающий кулачок, по которому движется стальной ролик.Кулачковый вал поддерживается наружным подшипником качения, а кулачок с упором / высадкой расположен между внешним подшипником и первым подшипником в коробке передач.
Трехфазный двигатель с регулируемой скоростью, 60 Гц, 230/460 В обеспечивает интервал времени мигания приблизительно от 3 до 1. На кулачковом валу установлены кулачковые переключатели для включения и выключения сварочного тока и остановки двигателя после каждого цикл сварки. Высаженный суппорт возвращается в положение штампа с помощью пневмоцилиндра одностороннего действия.
При сварке цветных металлов действием осадки можно управлять путем добавления необходимых пневматических устройств между поворотным кулачком и ползуном высадки для увеличения скорости высадки для лучшего управления силой ковки.
Действие опоры и осадки также можно регулировать гидравлически с помощью гидроцилиндра двойного действия вместо редуктора с приводом от двигателя и кулачка. Доступен электрогидравлический сервоуправление с возможностью нескольких программ сварки и восстановления данных.
Все сварочные аппараты снабжены функциями блокировки управления, чтобы обеспечить максимальную безопасность оператора и предотвратить повреждение сварщика или порчу работы из-за неправильных действий оператора. .
Автомат для отделки сварных швов
Автоматическая машина для отделки сварных швов для снятия продольных сварных швов корпуса стального резервуара и полировки сварочной линии
Компания Trancar Industries TCM-TW колонна и конструкция стрелы автоматическая машина для обработки сварных швов — это новый станок для шлифования поверхности сварных швов индивидуальной конструкции для снятия продольных сварных швов корпуса стального резервуара и полировки сварочной линии.Эта модель подходит для шлифования поверхностей сварных швов резервуаров из нержавеющей стали и линий сварки корпусов цилиндров и корпусов цилиндров.Она предназначена в основном для обработки поверхности продольных сварных швов и стыков.Эта машина широко используется в медицинской области, химическая, очистка окружающей среды, еда, напитки и фильтр для воды и т. д.
Он может полировать все виды линий сварки поверхностей стальных металлических цилиндрических резервуаров, таких как резервуары атмосферного давления и давления, резервуары CIP, резервуары для молока / сливок / йогурта, резервуары для обработки шоколада, резервуары для брожения пива, резервуары для размножения дрожжей, миксер, биологические резервуары. / Косметические реакторы, фармацевтические миксеры, кожух центробежного цилиндра, кожух бака кристаллической печи и т. Д.
Доступны индивидуальные решения по отделке сварных швов в зависимости от ваших требований к шлифованию и полировке поверхности вертикального или горизонтального сварного шва стального резервуара.
Автоматическая машина для отделки продольных сварных швов стального резервуара Параметр:
Нормальная конфигурация (допускается конструкция заказчика) | |||||
Размер продольного сварного шва резервуара | Длина | ≦ 3000 мм | |||
Ширина | ≦ 60 мм / 75 мм | ||||
Ролик резервуара Макс.Грузоподъемность | 1 тонна, 2 тонны, 5 тонн, 10 тонн для опции или настройки 13 т, 15 т 20 т. | ||||
Точность полировки | Шероховатость поверхности (Ra) | <= 0,25 мкм | |||
Эффективность производства | Рабочая скорость полировки | ч / 0002 | |||
Общий размер | Размер машины | 4500 * 1600 * 5080 мм | |||
Общая входная мощность | / | 900 18 кВт20 | 900 Питание | 380V 415V / 50Hz 60HZ / 3p или индивидуальная настройка | |
Вес машины | / | 4500 кг | |||
Серый / зеленый 9002/ | Синий / синий Красный / желтый Индивидуальный дизайн | ||||
Подходящий полировальный материал | Ленты абразивные шлифовальные. | ||||
ERW Труба | Электросварка сопротивлением
Nucor Skyline имеет большой опыт в производстве трубных свай для индустрии стальных фундаментов Северной Америки. Благодаря нашим стратегически расположенным производственным предприятиям мы можем удовлетворить потребности любого государственного или частного проекта по всей стране.
- OD: от 2-3 / 8 дюймов до 24 дюймов; Толщина: до 0,625 дюйма
- Нестандартная длина и толщина
- Услуги по изготовлению на заказ
- Внутренние и сторонние возможности тестирования
- Сделано в США
Труба, сваренная сопротивлением (ВСВ), изготовлена из стальной катушки, сварной шов проходит параллельно трубе.Ширина змеевика такая же, как и окружность трубы, поэтому диаметр ограничен 24 дюймами. Однако, поскольку производственный процесс является быстрым, он идеально подходит для больших серий изделий небольшого (<= 24 дюйма) диаметра.
Производственный процесс
Труба, сваренная сопротивлением сопротивлению (ERW), изготавливается путем холодного формования плоской стальной полосы в круглую трубу и пропускания ее через ряд формующих роликов для получения продольного шва. Затем два края одновременно нагреваются током высокой частоты и сжимаются вместе, образуя соединение.Продольный шов ВПВ не требует присадочного металла.
Катаная и сварная труба, спирально-сварная труба или труба ERW
Труба, сваренная сопротивлением (ВСВ), является одним из самых универсальных инструментов в отрасли. Однако трубы ERW — лишь один из множества доступных типов труб. Чтобы выбрать подходящую трубу, важно знать различия между каждым типом трубы.
Труба катаная и сварная изготавливается из отрезков листовой стали, закатанных в жестяные банки.Шов банки сваривается, а затем отдельные банки свариваются вместе, чтобы получилась готовая труба. Прокатные и сварные трубы могут изготавливаться диаметром до 16 футов и толщиной более 2,0 дюймов.
Спирально-сварная труба, как и труба ERW, также изготавливается из рулонной стали. Разница в том, что катушка намотана под углом, поэтому сварной шов проходит по внешней стороне трубы в форме спирали. Это позволяет намного больше варьироваться по диаметру и толщине, чем трубы ERW. Спирально-сварные трубы чаще всего используются для труб диаметром от 24 дюймов.и 120 дюймов и для толщины 1,0 дюйма или меньше.
Напротив, труба из ВПВ изготавливается путем прокатки металла с последующим нагревом двух краев электричеством, так что они образуют сварной шов по всей длине. Это образует «шов», отличающий его от бесшовной трубы.
Несколько преимуществ, которые следует отметить для трубы ERW:
- В процессе производства не используются сплавы металлов. Это означает, что труба очень прочная и долговечная.
- Сварной шов нельзя увидеть или почувствовать.Это основное отличие, если смотреть на процесс двойной дуговой сварки под флюсом, при котором образуется очевидный сварной шов, который, возможно, придется удалить.
- Благодаря развитию высокочастотных электрических токов для сварки процесс стал намного проще и безопаснее.
РАЗМАТЫВАНИЕ И ПЛОСКАНИЕ | СОЕДИНЕНИЕ РУЛОНОВ | ОБРЕЗКА КРАЯ | ФОРМИРОВАНИЕ |
СВАРКА | КОНТРОЛЬ КАЧЕСТВА | РАЗМЕР ТРУБЫ / ВЫПРЯМИРОВАНИЕ | РЕЗКА ТРУБ |
Бесплатное руководство по вязанию матрасным стежком, которое вы должны прочитать
Больше не бойтесь швов на матрасе! Вот пошаговое руководство по вязанию матрасных швов, которое поможет вам овладеть искусством вязания швов.
Этот учебник предназначен для горизонтальных швов (например, плечевого шва). Если швы проработаны вертикально (например, боковой шов), ознакомьтесь с дополнительным руководством по вертикальным швам матраса.
Как сделать матрасную строчку: горизонтальные швы
- Найдите последнюю петлю в конце столбца петель. Вставьте иглу под обе «ножки» стежка, как показано на фотографии справа.
Примечание. На фотографиях я использовал контрастную нить, чтобы вы могли видеть, что я делаю.Для фактического сшивания используйте ту же пряжу, из которой связаны детали, или подходящую нить для вышивания. - Уложите второе вязаное изделие параллельно первому. Найдите соответствующий столбик петель на втором элементе вязания; вставьте иглу под обе «ножки» петли в конце этого столбца.
Примечание: Ваша гобеленовая игла всегда будет указывать в том же направлении, что и вы вышиваете: к концу шва. - Протяните пряжу и поднимите ноги следующей конечной петли следующего столбца на первом вязаном элементе. Убедитесь, что вы выполняете один и тот же ряд стежков на каждой детали — не переходите с одного ряда на другой.
- Протяните пряжу и вставьте иглу под следующий конечный стежок следующего столбца второго вязанного изделия. Я оставила свою ярко-красную пряжу немного свободной, чтобы вы могли видеть, как выглядят стежки.
- Продолжайте таким же образом, чередуя стороны, оставаясь в одном столбце полос на каждой части.
Опять же, я оставил пряжу немного свободной, чтобы вы могли видеть, как она выглядит; плотно затяните стежки, как на следующем шаге. - Протягивая пряжу, потяните ее немного сильнее — достаточно, чтобы соединить столбики петель вместе, но не настолько сильно, чтобы ткань сморщилась. В первых нескольких стежках может помочь натянуть оба конца швейной пряжи, как я делаю здесь.
- Отрегулируйте натяжение, осторожно потянув за шовную пряжу, а затем осторожно потянув за ткань, чтобы начало шва получилось ровным. Это особенно важно для первых нескольких стежков шва, чтобы шов получился правильным.