Полярность при сварке предоставляет все возможности качества
Прямая и обратная полярность при сварке инвертором
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой.
В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса.
К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать.
 Ни о каком соединении здесь уже говорить не придется.
Ни о каком соединении здесь уже говорить не придется. - Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
 Ни о каком соединении здесь уже говорить не придется.
Ни о каком соединении здесь уже говорить не придется.При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок.
Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого.
А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки.

К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться.
Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва.
Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны.

Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, че
 Можно и стальную. В данном случае, че
Можно и стальную. В данном случае, чеПолярность сварочных электродов:как определить прямую и обратную полярность?
Автор admin На чтение 3 мин. Просмотров 2.7k. Опубликовано
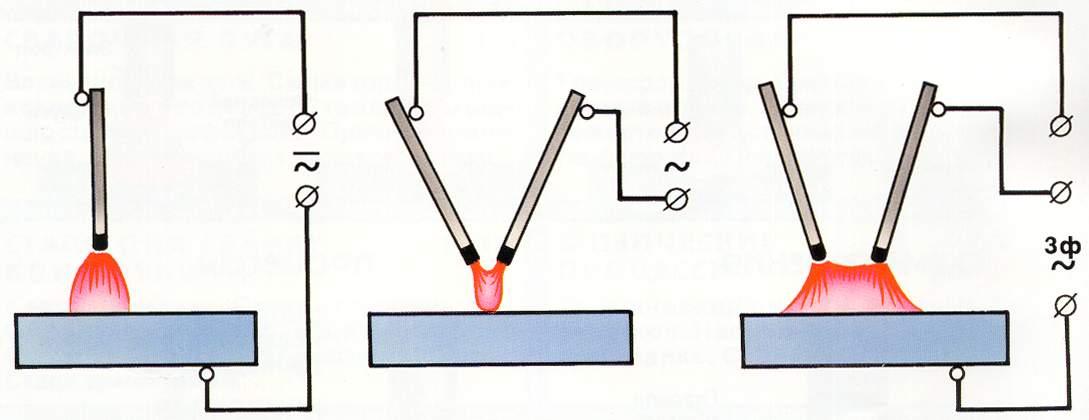
Электродуговая сварка может осуществляться при помощи оборудования, вырабатывающего постоянный или переменный ток. Если работа на переменном токе не имеет нюансов в вопросе правильного подключения массы и держателя электрода, то при сварке на постоянном токе полярность сварочных электродов имеет большое значение.
Общие понятия
В зависимости от того какой полюс сварочного автомата подключен к держателю, определяется тип и особенности режима сварки:
- Сварка на прямой полярности предполагает подключение положительного полюса к соединяемым заготовкам (массе), и отрицательного к держателю электрода.
- Для выполнения работ при обратной полярности полюса меняются местами (плюс на держатель, минус на массу).

Несмотря на то, какая полярность электродов применяется, сварка на постоянном токе имеет общие особенности по сравнению с применением переменного напряжения:
- Благодаря тому, что направление движение электронов постоянное, при сварке не происходит чрезмерного разбрызгивания расплавленного металла. Именно поэтому сам шов получается более качественным, аккуратным.
- Полярность подключения электродов играет большую роль потому, что положительный и отрицательный элементы нагреваются по разному, а это оказывает влияние не только на глубину провара, но и количество переносимого с плавящегося электрода металла.
- В любом случае необходимо обеспечить качественный контакт провода с обрабатываемой деталью, только так можно обеспечить устойчивость и надежность сварочной дуги.
Сварка на прямой полярности
При таком способе подключения электродов большему нагреву подвергается заготовка, а не электрод. Такой режим характеризуется выделением значительно большего количества тепла.
Поэтому сварка на прямой полярности рекомендована для выполнения следующих операций:
- Резка металла любым типом электродов.
- Сварка заготовок значительной толщины.
- Работа с металлами, имеющими более высокую температуру плавления.
Именно в этих случаях требуется разогрев обрабатываемых деталей до более высоких температур, для выполнения этих работ требуется значительное тепловыделение.
Сварка на обратной полярности
В данном случае большему разогреву подвергается электрод, поэтому на заготовку передается меньшее количество тепловой энергии.
Благодаря этому электроды обратной полярности позволяют выполнять работы в более мягком (деликатном) режиме.
Это актуально во многих случаях, например, сварка нержавеющей или тонкой листовой стали, сплавов, чувствительных к тепловому воздействию.
Так же такое подключение используется для работ в среде защитных газов или под флюсом.
Определение необходимой полярности
О том, как определить полярность электродов при сварке, существует множество споров, при этом каждая сторона приводит правильные, казалось бы доводы.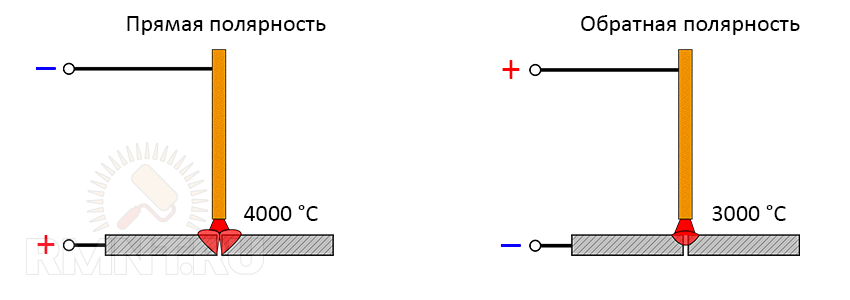 Противники указанной выше версии ссылаются на учебники по технологии сварочного производства, изданные еще в середине прошлого века, считая, что сведения указанные в них наиболее правильные.
Противники указанной выше версии ссылаются на учебники по технологии сварочного производства, изданные еще в середине прошлого века, считая, что сведения указанные в них наиболее правильные.
Но стоит учитывать то, что с тех пор произошло существенное усовершенствование сварочной техники и расходных материалов. Поэтому основываться на рекомендациях, касающихся устаревших технологий, все-таки не стоит. Наиболее правильным считается именно описанный выше выбор полярности.
Существует еще одна группа сварщиков, считающих, что любые работы лучше (вернее удобней) выполнять исключительно на обратной полярности. Это связано в первую очередь с тем, что в таком режиме электроды меньше липнут и отсутствует риск прожига металла. Но появление инверторной сварочной техники решило и эту проблему.
Стоит обращать внимание и на тип электродов. Существуют марки, которые могут применяться только при прямой или обратной полярности, нарушение рекомендаций производителя может не только усложнить процесс сварки, но и сделать ее невозможной в принципе.

На сегодняшний день производители уже предлагают электроды, способные работать при любом напряжении и различной полярности.
Правильный выбор полярности подключения электродов способствует упрощению сварочного процесса и повышению качества шва.
Полярность при сварке инвертором (обратная)
Характерные черты электродуговой сварки
Прежде чем разбираться с полярностью при сварке инвертором, следует понять базовые принципы сварочных технологий, с учетом влияния на рабочий процесс наиболее важных факторов.
Описание электродуговой сварки: обозначения всех компонентовЭлектродуговой способ сварочных работ отличается от традиционного газового большим количеством важных особенностей. Одним из главных отличий можно считать температурный режим — температура создаваемой сварочным аппаратом дуги способна достигать +5000°С, что значительно больше значений плавления большинства известных металлов. Данный факт влияет на обширное разнообразие способов сварочного процесса и сварочных технологий (что позволяет решать самые различные задачи).
Данный факт влияет на обширное разнообразие способов сварочного процесса и сварочных технологий (что позволяет решать самые различные задачи).
Об особенностях выбора электродов
Для электродуговой сварки используется несколько типов электродов, обладающих разнообразными свойствами. Параметры электродуги при создании швов в разных пространственных положениях тоже могут различаться, в зависимости от:
Типы электродов для сварки- постоянного или переменного тока;
- прямой или обратной полярности;
- скорости сварочного процесса;
- напряжение дуги;
- диаметр и марка электрода.
Выбирая электрод, следует учитывать такие факторы как:
- пространственное расположение шва;
- количество сварочных слоев;
- толщина обрабатываемого металла.
С учетом всех означенных факторов, подбирается оптимальная сила электротока и требуемая полярность. Если используется постоянный ток с обратной полярностью, то на электроде появляется большое количество тепла, что удобно при сварке тонких металлов — это помогает избегать их прожогов. При сварке инвертором обратная полярность также используется для высоколегированных сталей, чтобы предотвратить их перегрев.
При сварке инвертором обратная полярность также используется для высоколегированных сталей, чтобы предотвратить их перегрев.
Для большинства других случаев применяется переменный ток, поскольку он значительно дешевле.
Особенности прямой полярности при сварке инвертором
Аппарат для автоматической сварки трубСварка с использованием прямой полярности — это когда ток со сварочного выпрямителя подается положительным зарядом на заготовку, которая нужно обработать. Клемма аппарата, на которой расположен «плюс», присоединяется к изделию, а на электрод со значением «минус» подается отрицательный заряд.
У анода (который представляет из себя положительный полюс), температура выше, чем у отрицательного полюса — катода. Метод прямой полярности хорошо подходит для сварки изделий с толстыми стенками, для резки металлических конструкций, а также для других ситуаций, при которых требуется выделение большого количества тепла.
Что может дать обратная полярность?
Обратная полярность — для деликатной сваркиПрименение обратной полярности при сварке инвертором влечет за собой обратный порядок подключения: минусовая клемма с отрицательным зарядом подается на свариваемую конструкцию, а плюсовая клемма с положительным зарядом присоединяется к электроду. В результате этого значительные объемы тепловой энергии образуются на конце электрода, а свариваемая заготовка нагревается слабо. Это дает возможность проводить «деликатную» сварку.
В результате этого значительные объемы тепловой энергии образуются на конце электрода, а свариваемая заготовка нагревается слабо. Это дает возможность проводить «деликатную» сварку.
Зачем это нужно? При сварке инвертором обратная полярность используется, если существует высокая вероятность прожечь заготовку. Такое бывает при работе с легированными и нержавеющими сталями, а также в случае с различными сплавами и тонколистовыми конструкциями. Кроме того, обратная полярность применяется при сварке электродугой и при флюсовой сварке.
Влияние постоянного и переменного тока на шов
Постоянный ток дает возможность делать более аккуратный шов и снижать до минимума количество металлических брызг, потому что не требуется часто изменять полярность (в отличие от переменного).
Чтобы предотвратить возможные прожоги при сварке как с положительным, так и с отрицательным зарядом, рекомендуется пользоваться прижимной струбциной.
Чем обуславливается выбор полярности при сварке инвертором?
Электроды имеют несколько видов покрытияМатериал покрытия электрода
Например, угольные электроды очень сильно разогреваются во время сварки с обратной полярностью, и вследствие этого быстро разрушаются.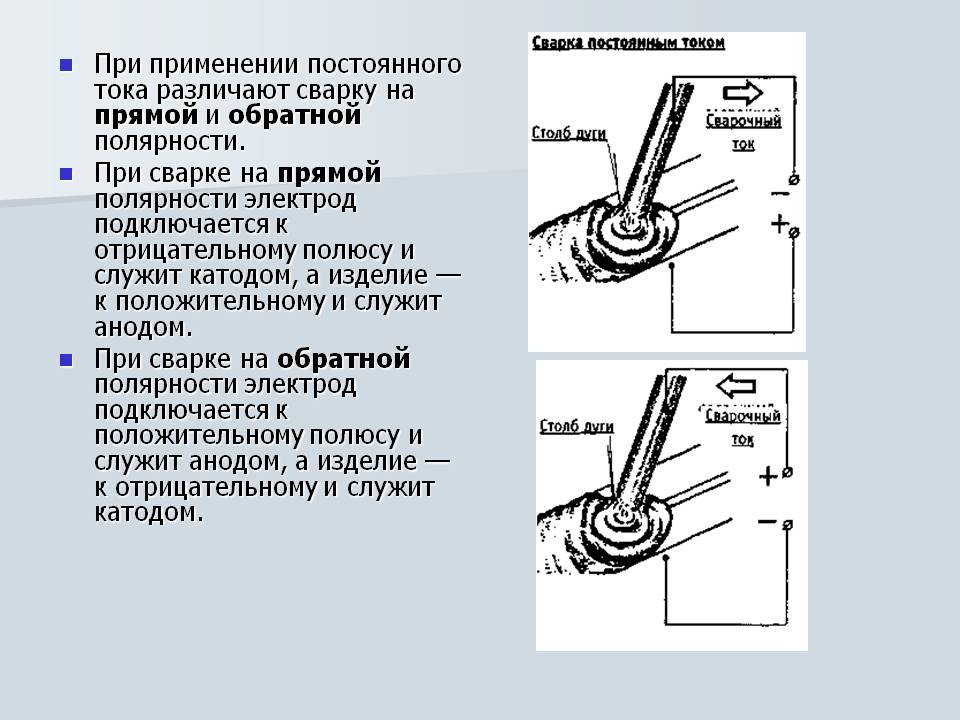 Что касается проволоки без покрытия, то она лучше горит в случае прямой полярности, а с обратной — может совсем не гореть, если используется переменный электроток.
Что касается проволоки без покрытия, то она лучше горит в случае прямой полярности, а с обратной — может совсем не гореть, если используется переменный электроток.
Особенности шва
Режим сварки напрямую влияет на глубину провара и ширина образующегося шва. Чем выше сила электротока, тем больше увеличивается глубина, на которую проплавливается металл. Это происходит из-за роста погонной энергии дуги (зависящей от уровня тепла, проходящего через шов). Также при увеличении силы тока поднимается давление, которое воздействует на поверхность расплава. Чрезмерно высокое давление может привести к вытеснению расплавленного металла из-под дуги, вследствие чего деталь можно проплавить насквозь.
Тип тока
Для резки металла сваркой используют постоянный токПостоянный ток, имеющий обратную полярность, дает возможность обеспечить значительно большую глубину проплавления, чем постоянный ток, имеющий прямую полярность. Это происходит по причине того, что на аноде с катодом образуются различные объемы тепловой энергии.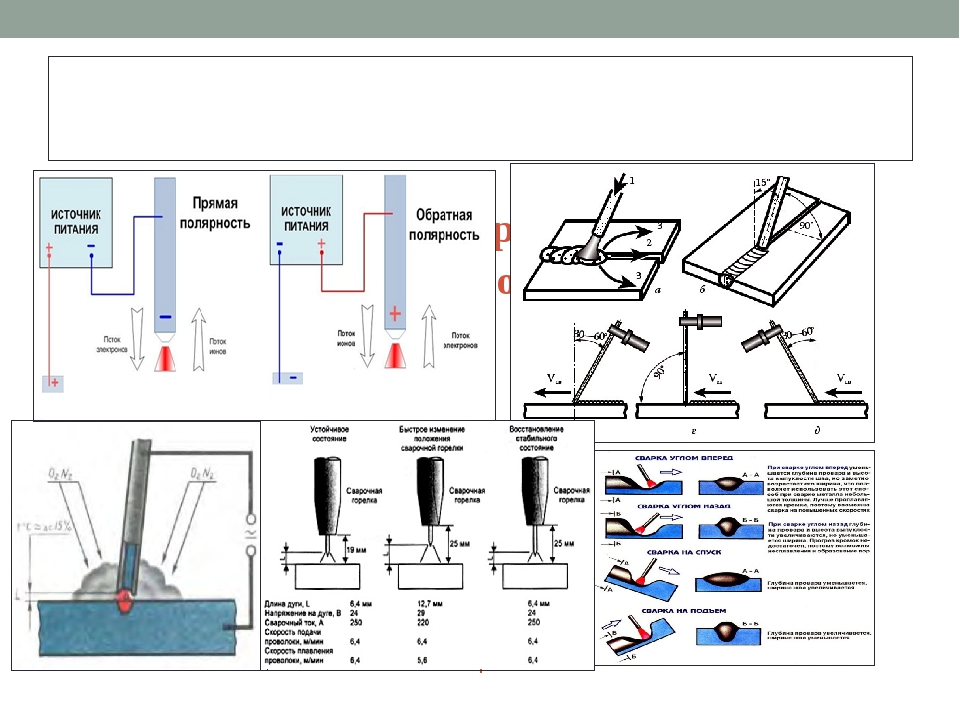 Также следует иметь в виду, что чем выше скорость сварочного процесса, тем меньше глубина провара и ширина шва.
Также следует иметь в виду, что чем выше скорость сварочного процесса, тем меньше глубина провара и ширина шва.
Видео: Как электродом прорезать ровное отверстие
Прямая и обратная полярность при сварке — какую выбрать
Сварка металла – процесс, который на первый взгляд может показаться довольно простым. Многие умельцы варят для домашних нужд, но увидеть качественный, красивый шов можно не так уж часто. Более того, в частной практике никто не проверяет крепость соединения на соответствие стандартам. Вопрос встает ребром, когда возникают определенные трудности, например, прожог листа, расхождение шва. Вот тут и нужно знать тонкости процесса – прямую и обратную полярность.
Что означает полярность при сварочных работах
Рассматривая вопрос полярности, понятно, что сварка в этом случае осуществляется током постоянного напряжения. Клеммы сварочного инвертора, куда подсоединяются силовые кабели держателя электрода и массы, обозначены значками «+» и «-». Обычно, подключая такой прибор и начиная его эксплуатировать, многие, руководствуясь инструкцией или рекомендациями знакомого специалиста, не задумываются, почему на конкретную клемму вешают именно этот, а не другой провод.
Клеммы сварочного инвертора, куда подсоединяются силовые кабели держателя электрода и массы, обозначены значками «+» и «-». Обычно, подключая такой прибор и начиная его эксплуатировать, многие, руководствуясь инструкцией или рекомендациями знакомого специалиста, не задумываются, почему на конкретную клемму вешают именно этот, а не другой провод.
А разница все-таки есть, и здесь сокрыт недвусмысленный физический закон движения заряженных частиц – электронов. Электроны, обладая отрицательным зарядом, всегда движутся от минуса к плюсу в любой схеме, включая инвертор. При сварке можно подключить электрод как к плюсовой клемме, так и к минусовой – все будет работать. Но электроны в том и другом случае будут двигаться в разных направлениях по цепи, это отразится на процессе и конечном результате.
Подключение по схеме прямой полярности
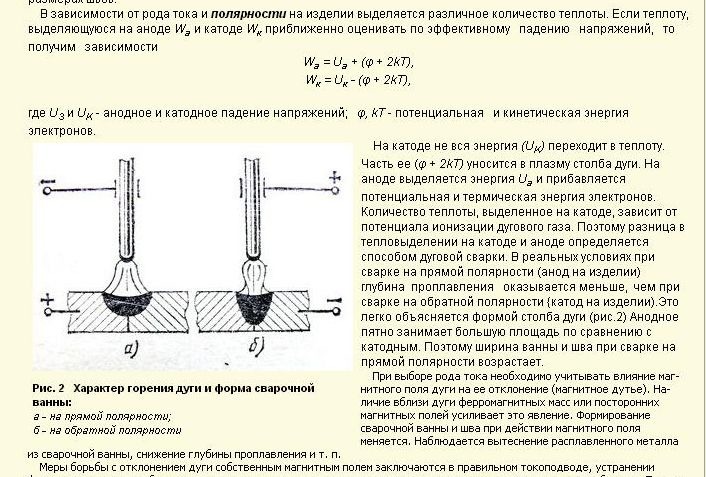
Если схему собрать так, что плюс от инвертора идет на стальную заготовку (свариваемая деталь), потом через дуговой промежуток, сварочный электрод к минусу инвертора, то такое соединение получило название прямой полярности при сварке. В этом случае анодом выступает деталь, а катодом — электрод. Место соединения на детали будет греться сильнее, чем кончик электрода, приблизительно на 700 градусов по Цельсию.
В этом случае анодом выступает деталь, а катодом — электрод. Место соединения на детали будет греться сильнее, чем кончик электрода, приблизительно на 700 градусов по Цельсию.
Подключение по схеме обратной полярности
Схема подключения кабелей аппарата для сварки, когда плюс от инвертора приходит на сварной электрод, потом через дуговой промежуток попадает на рабочую деталь и минус инвертора, получила название обратной полярности при сварке. Здесь уже электрод будет греться сильнее, так как анодное пятно будет на нем, катодное – в области соединения стальных заготовок.
Выбор режима
Правильный выбор полярности при подключении сварочного оборудования может зависеть от нескольких факторов. Но самое главное для специалиста — усвоить, что на аноде, а это «+» всегда выделяется больше тепла (до 4000 градусов по Цельсию) чем на катоде (чуть больше 3000 градусов).
Это отправная точка дальнейшего анализа: толщина стали, марка, вид металла, тип сварочного электрода.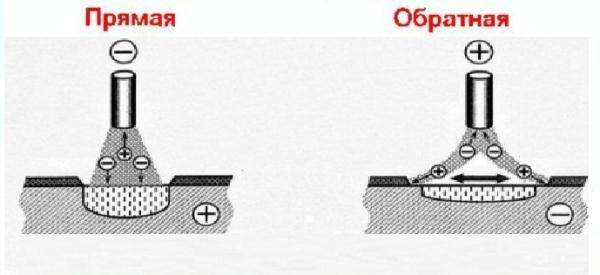 В случае неответственной конструкции, возможно, будет лишним обращать внимание на полярность сварки.
В случае неответственной конструкции, возможно, будет лишним обращать внимание на полярность сварки.
Толщина заготовки – основной фактор, когда необходимо следить за полярностью. Более толстый материал в месте стыка нужно сильнее прогреть, чтобы частицы его взаимно проникли на большей площади соприкосновения, а пустоты заполнились металлом сварной проволоки – это надежность шва. Тонкий металл нельзя сильно греть, иначе можно получить дырку, некрасивый неравномерный сварной шов.
Когда сварке подвергают такие сплавы как чугун или нержавейка, то перегрев этих материалов может привести к образованию тугоплавких соединений, что нежелательно. Сплав алюминия требует мероприятий по удалению окислов, и хороший прогрев идет только на пользу. В сварочной литературе по каждому виду металла есть рекомендации об оптимальных методах и режимах работы с ним.
Покрытие электродов специальным флюсом тоже рассчитано на работу в определенных режимах. Угольный электрод для электросварки не имеет стойкости к перегреву, поэтому обратная полярность ему противопоказана.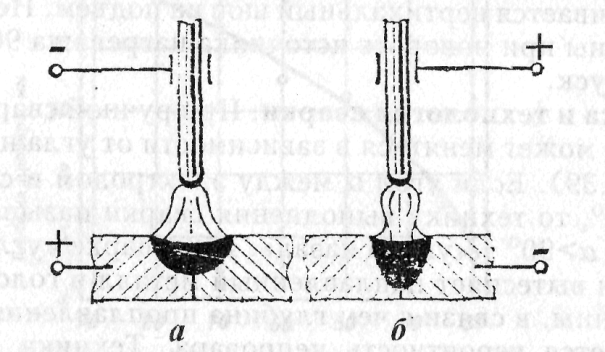 Сварная проволока полуавтоматических аппаратов более лояльна к выбору полюсовки, но каждый производитель дает на продукцию свои рекомендации по использованию.
Сварная проволока полуавтоматических аппаратов более лояльна к выбору полюсовки, но каждый производитель дает на продукцию свои рекомендации по использованию.
Особенности сварки при использовании прямой полярности
Работая сварочным аппаратом постоянного тока и применяя способ подключение схемы прямой полярности, следует учитывать такие особенности процесса:
- Шов сварочного соединения — глубоко проникающий, узкий по ширине, более крепкий по качеству,
- Можно варить практически все типы сталей, толщина которых начинается от трех миллиметров и выше,
- При использовании вольфрамового стержня для цветных металлов можно применять только метод прямой полярности при сварке,
- Сварная дуга отличается стабильностью, устойчивостью к срывам, в результате чего легче контролировать процесс работы и получить красивый шов,
- Для работы таким методом не подходят электроды, рассчитанные на использование в сварке переменным током,
- При использовании сварочного аппарата в качестве резака, заготовка легче поддается раскройке.

Особенности обратной полярности при сварке
Сварка металла при таком способе подключения оборудования имеет следующие характеристики:
- Шов сварочного соединения менее глубок по проникновению в металл, с более выраженной шириной,
- Метод наиболее подходит для соединения средних по толщине заготовок либо тонких листов металла,
- При операциях с толстыми заготовками наблюдается хрупкость шва под воздействием нагрузок,
- Для работы не подходят электроды, структура которых разрушается при перегреве,
- Электрическая дуга отличается меньшей стабильностью, особенно в режиме работы на низких токах, что ведет к неравномерности соединения,
- Осуществляя сварку высоколегированных сталей, необходимо строго выполнять технологический процесс рабочего цикла.
Плюсы и минусы разных методов сваривания деталей
Говоря о плюсах и минусах прямой и обратной полярности сваривания, нужно понимать, что неправильный выбор режима проявит все отрицательные стороны процесса. Толстый металл при отрицательной полярности будет слабо греться, шов получится поверхностным, придется обваривать деталь с двух сторон, что увеличит материальные и временные затраты.
Толстый металл при отрицательной полярности будет слабо греться, шов получится поверхностным, придется обваривать деталь с двух сторон, что увеличит материальные и временные затраты.
Тонкий металл при положительной полярности потечет, начнет прожигаться электродом, кипящие брызги из сварочной ванны будут загрязнять поверхность изделия и требовать дополнительных усилий по их устранению.
Если же все учесть правильно, то минусы обратятся в плюсы, процесс сварки будет несложным для выполнения и радовать глаз результатом.
Видео по теме: Прямая и обратная полярность при работе инверторным аппаратом
Загрузка.
 ..
..AC / DC Общие сведения о полярности
Знаете ли вы, что означает переменный ток (переменный ток) и постоянный ток на вашем сварочном аппарате и электродах? Ну, в основном эти термины описывают полярность электрического тока, который создается сварщиком и проходит через электрод. Выбор электрода с правильной полярностью реально влияет на прочность и качество сварного шва — поэтому читайте дальше и убедитесь, что вы знаете разницу! Для дополнительной уверенности попробуйте два теста в конце статьи, которые помогут вам определить полярность.В магазине используются термины «прямая» и «обратная» полярность. Они также могут быть выражены как «электрод-отрицательная» и «электрод-положительная» полярность. Последние термины более описательны и будут использоваться в этой статье.
Полярность возникает из-за того, что электрическая цепь имеет отрицательный и положительный полюсы. Постоянный ток (DC) течет в одном направлении, что обеспечивает постоянную полярность. Переменный ток (AC) течет половину времени в одном направлении и половину времени в другом, меняя свою полярность 120 раз в секунду с током 60 Гц.
Сварщик должен знать значение полярности и понимать, какое влияние она оказывает на процесс сварки. За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому плавлению электрода и, следовательно, более высокой скорости осаждения. Воздействие различных химикатов на покрытие может изменить это состояние. Пруток из низкоуглеродистой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P +, рекомендуется для использования с положительной полярностью для обычной сварки.Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Использование сварочного аппарата с трансформатором переменного тока потребовало разработки электрода, который работал бы с любой полярностью из-за постоянного изменения полярности в цепи переменного тока. Хотя сам по себе переменный ток не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью.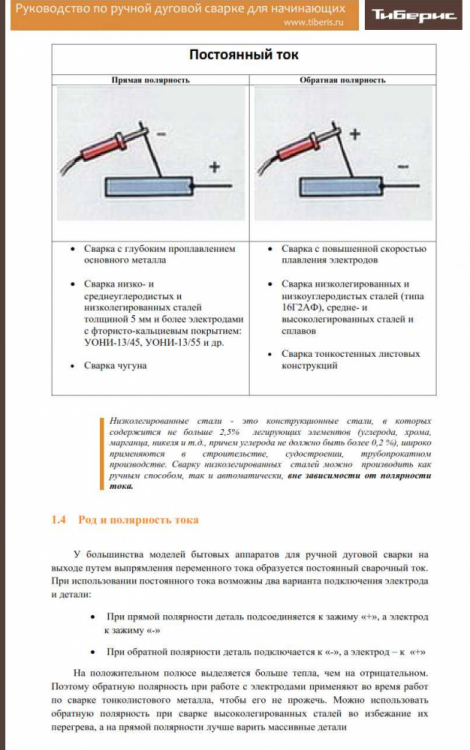 Покрытие на электроде указывает, какая полярность лучше всего, и все производители указывают на контейнере электрода, какая полярность рекомендуется.
Покрытие на электроде указывает, какая полярность лучше всего, и все производители указывают на контейнере электрода, какая полярность рекомендуется.
Для обеспечения правильного проплавления, равномерного внешнего вида валика и хороших результатов сварки при сварке любым металлическим электродом необходимо соблюдать правильную полярность. Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, затруднениям в управлении дугой, перегреву и быстрому горению электрода.
На большинстве машин имеется четкая маркировка клемм или способов их настройки на любую полярность. На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо изменить клеммы кабеля.Если есть какие-либо вопросы относительно того, используется ли правильная полярность или какая полярность установлена на машине постоянного тока, есть два легко выполняемых эксперимента, которые вам ответят. Первый — использовать угольный электрод постоянного тока, который будет правильно работать только при отрицательной полярности. Во-вторых, использовать электрод Fleetweld 5P, который работает намного лучше при положительной полярности, чем при отрицательной.
Во-вторых, использовать электрод Fleetweld 5P, который работает намного лучше при положительной полярности, чем при отрицательной.
Проверка полярности:
A. Определите полярность с помощью угольного электрода
1.Очистите основной металл и установите плоскую поверхность
2. Сформируйте концы двух угольных электродов на шлифовальном круге так, чтобы они были идентичны с постепенным сужением, отходящим на 2 или 3 дюйма от наконечника дуги.
3. Зажмите один электрод в электроде. Держатель рядом с конусом
4. Установите силу тока от 135 до 150
5. Отрегулируйте любую полярность
6. Зажгите дугу (используйте экран) и удерживайте в течение короткого времени. Измените длину дуги с короткой на длинную, чтобы наблюдать за действием дуги.
7. Наблюдайте за действием дуги.Если полярность отрицательная (прямая), дуга будет стабильной, простой в обслуживании, однородной и конической формы. Если полярность положительная
(обратная), дугу будет трудно поддерживать, и на поверхности основного металла
останется черный нагар.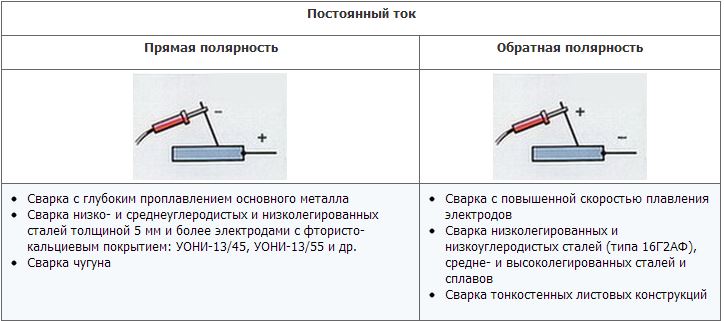 8. Измените полярность. Зажгите дугу другим электродом и держите такое же время. Наблюдайте за действием дуги, как до
8. Измените полярность. Зажгите дугу другим электродом и держите такое же время. Наблюдайте за действием дуги, как до
9. Осмотрите концы двух электродов и сравните их. Тот, который используется на отрицательной полярности, сгорит
% PDF-1.4
%
2583 0 объект
>
endobj
xref
2583 133
0000000016 00000 н.
0000006810 00000 н.
0000007077 00000 н.
0000007123 00000 н.
0000007170 00000 н.
0000007217 00000 н.
0000007264 00000 н.
0000007312 00000 н.
0000007445 00000 н.
0000007483 00000 н.
0000007990 00000 н.
0000008103 00000 п.
0000010063 00000 п.
0000010178 00000 п.
0000011834 00000 п.
0000013504 00000 п.
0000015496 00000 п.
0000017430 00000 п.
0000019039 00000 п.
0000020619 00000 п.
0000022507 00000 п.
0000060661 00000 п.
0000060777 00000 п.
0000060855 00000 п.
0000062191 00000 п.
0000062908 00000 н.
0000081218 00000 п.
0000095856 00000 п.
0000119646 00000 н.
0000147035 00000 н.
0000149084 00000 н.
0000203094 00000 н.
0000223438 00000 п. 0000277429 00000 н.
0000299190 00000 н.
0000353199 00000 н.
0000374231 00000 п.
0000428236 00000 п.
0000449995 00000 н.
0000504019 00000 н.
0000526162 00000 п.
0000580164 00000 п.
0000589638 00000 н.
0000592938 00000 н.
0000616737 00000 н.
0000670734 00000 п.
0000720209 00000 н.
0000774207 00000 н.
0000828208 00000 н.
0000882205 00000 н.
0000936214 00000 п.
0000990238 00000 п.
0001044238 00000 п.
0001097365 00000 пн
0001151351 00000 п.
0001205374 00000 п.
0001259402 00000 п.
0001313401 00000 п.
0001367431 00000 п.
0001421438 00000 п.
0001475432 00000 п.
0001526553 00000 п.
0001580533 00000 п.
0001634525 00000 п.
0001688536 00000 п.
0001742550 00000 п.
0001796514 00000 п.
0001850526 00000 п.
0001903401 00000 п.
0001915012 00000 п.
0001915086 00000 п.
0001915172 00000 п.
0001915256 00000 п.
0001915311 00000 п.
0001915457 00000 пн
0001915567 00000 п.
0001915656 00000 п.
0001915801 00000 п.
0001915895 00000 п.
0001915994 00000 н.
0001916131 00000 п.
0000277429 00000 н.
0000299190 00000 н.
0000353199 00000 н.
0000374231 00000 п.
0000428236 00000 п.
0000449995 00000 н.
0000504019 00000 н.
0000526162 00000 п.
0000580164 00000 п.
0000589638 00000 н.
0000592938 00000 н.
0000616737 00000 н.
0000670734 00000 п.
0000720209 00000 н.
0000774207 00000 н.
0000828208 00000 н.
0000882205 00000 н.
0000936214 00000 п.
0000990238 00000 п.
0001044238 00000 п.
0001097365 00000 пн
0001151351 00000 п.
0001205374 00000 п.
0001259402 00000 п.
0001313401 00000 п.
0001367431 00000 п.
0001421438 00000 п.
0001475432 00000 п.
0001526553 00000 п.
0001580533 00000 п.
0001634525 00000 п.
0001688536 00000 п.
0001742550 00000 п.
0001796514 00000 п.
0001850526 00000 п.
0001903401 00000 п.
0001915012 00000 п.
0001915086 00000 п.
0001915172 00000 п.
0001915256 00000 п.
0001915311 00000 п.
0001915457 00000 пн
0001915567 00000 п.
0001915656 00000 п.
0001915801 00000 п.
0001915895 00000 п.
0001915994 00000 н.
0001916131 00000 п. 0001916232 00000 н.
0001916332 00000 п.
0001916428 00000 п.
0001916481 00000 п.
0001916603 00000 п.
0001916718 00000 п.
0001916838 00000 п.
0001916990 00000 н.
0001917102 00000 пн
0001917213 00000 n
0001917344 00000 п.
0001917482 00000 н.
0001917624 00000 н.
0001917736 00000 п.
0001917844 00000 н.
0001917995 00000 п.
0001918102 00000 п.
0001918203 00000 п.
0001918312 00000 п.
0001918429 00000 п.
0001918554 00000 п.
0001918676 00000 п.
0001918801 00000 п.
0001918939 00000 п.
0001919050 00000 п.
0001919158 00000 n
0001919276 00000 n
0001919385 00000 п.
0001919488 00000 н.
0001919594 00000 н.
0001919713 00000 п.
0001919842 00000 п.
0001919953 00000 п.
0001920062 00000 н.
0001920185 00000 n
0001920308 00000 п.
0001920363 00000 п.
0001920501 00000 п.
0001920556 00000 п.
0001920681 00000 п.
0001920736 00000 н.
0001920871 00000 п.
0001920926 00000 п.
0001921052 00000 п.
0001921107 00000 п.
0001921232 00000 п.
0001921287 00000 п.
0001921412 00000 п.
0001916232 00000 н.
0001916332 00000 п.
0001916428 00000 п.
0001916481 00000 п.
0001916603 00000 п.
0001916718 00000 п.
0001916838 00000 п.
0001916990 00000 н.
0001917102 00000 пн
0001917213 00000 n
0001917344 00000 п.
0001917482 00000 н.
0001917624 00000 н.
0001917736 00000 п.
0001917844 00000 н.
0001917995 00000 п.
0001918102 00000 п.
0001918203 00000 п.
0001918312 00000 п.
0001918429 00000 п.
0001918554 00000 п.
0001918676 00000 п.
0001918801 00000 п.
0001918939 00000 п.
0001919050 00000 п.
0001919158 00000 n
0001919276 00000 n
0001919385 00000 п.
0001919488 00000 н.
0001919594 00000 н.
0001919713 00000 п.
0001919842 00000 п.
0001919953 00000 п.
0001920062 00000 н.
0001920185 00000 n
0001920308 00000 п.
0001920363 00000 п.
0001920501 00000 п.
0001920556 00000 п.
0001920681 00000 п.
0001920736 00000 н.
0001920871 00000 п.
0001920926 00000 п.
0001921052 00000 п.
0001921107 00000 п.
0001921232 00000 п.
0001921287 00000 п.
0001921412 00000 п. 0001921467 00000 п.
0001921523 00000 п.
0000006604 00000 н.
0000003022 00000 н.
трейлер
] >>
startxref
0
%% EOF
2715 0 объект
> поток
xY X ײ8̰ ~ wdQ6eTrDP6DI2 # h «(yB4ɠ @ ԠOTKIbp11f1_zG) \ w {ߗ
= Nf
0001921467 00000 п.
0001921523 00000 п.
0000006604 00000 н.
0000003022 00000 н.
трейлер
] >>
startxref
0
%% EOF
2715 0 объект
> поток
xY X ײ8̰ ~ wdQ6eTrDP6DI2 # h «(yB4ɠ @ ԠOTKIbp11f1_zG) \ w {ߗ
= Nf
Роботы для дуговой сварки | FANUC America
Благодаря широчайшему ассортименту моделей роботов и простому в использовании интерфейсу программирования роботы для дуговой сварки FANUC идеально подходят для вашего производственного процесса.Серия роботов FANUC ARC Mate позволяет пользователям максимизировать производительность, оптимизировать качество, минимизировать производственные затраты и повысить безопасность вашего рабочего места.
Передовые роботизированные технологии FANUC America в сочетании со знаниями и опытом в области сварки, которые лежат в основе каждого робота ARC Mate, дают вам уверенность в автоматизации сложных сварочных проектов. Работая с FANUC и нашими партнерами по авторизованной системной интеграции, производители найдут решения для процессов дуговой сварки, которые укрепят их конкурентоспособность в современной мировой экономике.
FANUC ARC Mate 100 i D Робот для дуговой сварки
Получите максимум от сварочного процесса. Свяжитесь с нами сегодня , чтобы поговорить со специалистом по дуговой сварке.
Запросить цену ARC Mate Series
Простая установка и программирование упрощают начало работы
Просто соедините и сварите
РоботыFANUC могут легко интегрироваться практически со всеми сварочными пакетами, обеспечивая быструю установку горелки, механизма подачи проволоки и дресспака, а также простой в использовании интерфейс источника сварочного тока благодаря встроенным библиотекам.Пользователи могут просто выбирать и сваривать.
Простое программирование
Программное обеспечение ArcTool предоставляет простой для понимания пользовательский интерфейс, использующий общие термины сварки. Можно быстро разработать программы для роботов, чтобы запустить робота в производство с минимальным временем простоя. Общий язык программирования для всех роботов FANUC позволяет всему персоналу предприятия легко работать с любым роботом.
Общий язык программирования для всех роботов FANUC позволяет всему персоналу предприятия легко работать с любым роботом.
Полная интеграция вспомогательных двигателей и позиционеров
Управление дополнительными двигателями FANUC создает систему с более широкими возможностями, сохраняя при этом простоту настройки и программирования.Сварочные позиционеры можно запрограммировать на независимое или координированное движение с движением робота для оптимизации скорости и качества сварки.
Несколько сварочных процессов
Выберите процесс сварки, который подходит для вашего применения, и будьте уверены, что робот ARC Mate может выполнять сварку MIG (GMAW), TIG (GTAW), плазменную (PAW) или лазерную сварку. FANUC работает с вами над созданием решений для сварки с минимальным разбрызгиванием, обеспечивающих чистую отделку ваших деталей.
Интеллектуальные функции для интеллектуальной роботизированной дуговой сварки
Используйте датчики для настройки программ
При сварке нестандартных производственных деталей дополнительные датчики корректируют программу сварки для поддержания качества сварки. Такие опции, как Touch Sensing, Through Arc Seam Tracking и лазерное зрение, добавят возможности поиска швов, отслеживания швов или измерения суставов. Адаптивная возможность настройки параметров сварки может использоваться для оптимизации размера сварного шва на основе обратной связи датчика.
Такие опции, как Touch Sensing, Through Arc Seam Tracking и лазерное зрение, добавят возможности поиска швов, отслеживания швов или измерения суставов. Адаптивная возможность настройки параметров сварки может использоваться для оптимизации размера сварного шва на основе обратной связи датчика.
Дуговая сварка с технологией обзора
Интегрированное зрение позволяет роботам распознавать и обнаруживать объекты, сварные швы и детали деталей, а также выполнять проверки перед сваркой или инспекции. Эта простая в использовании технология plug-and-play помогает повысить производительность для любых сварочных работ.
Автоматическое выравнивание TCP
Наши интеллектуальные роботы для дуговой сварки могут автоматически регулировать центральную точку инструмента (TCP) во время обслуживания горелки, чтобы максимально увеличить время безотказной работы системы и повысить производительность за счет сохранения однородности сварных швов.
Технология MultiARM
Используйте один подвесной пульт обучения для программирования нескольких манипуляторов роботов с простым управлением движением для сварки и манипуляций, чтобы обеспечить постоянную скорость сварки и скоординированное движение между всеми манипуляторами.
Роботы для прочной дуговой сварки — большие преимущества
Самая высокая полезная нагрузка в своем классе
РоботыFANUC обладают прочностью и надежностью для выполнения всех задач дуговой сварки, включая сварку под флюсом, тандемные горелки и несколько сварочных процессов на одном роботе.Дополнительная полезная нагрузка позволяет использовать другое периферийное оборудование, такое как датчики или захваты, для задач погрузочно-разгрузочных работ.
Даже лучше, чем человеческая рука
Роботысочетают в себе отличную свободу движений с чрезвычайно высокой повторяемостью. Тонкие запястья и руки не только способны работать в узких пространствах, но и достаточно сильны, чтобы переносить тяжелые горелки и сварочные инструменты.
Преимущества полого запястья
Полая конструкция запястья направляет сварочную горелку через манипулятор робота, чтобы уменьшить износ дорогих сварочных кабелей.Конструкция со сквозными рукавами также защищает кабели и позволяет программировать в автономном режиме без имитации прокладки кабеля.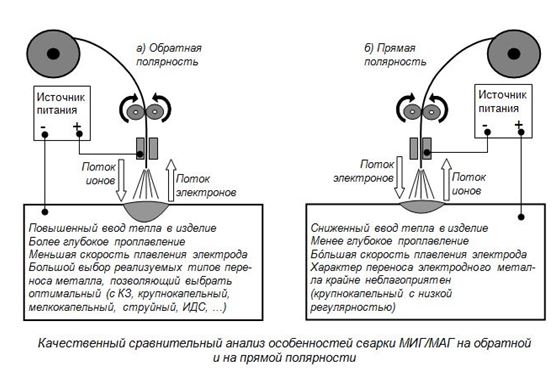
Специалист в узком пространстве
РоботыSlim на запястье хорошо подходят для процессов дуговой сварки в труднодоступных местах. Они широко используются в производстве TIER 1 для сварки осей автомобилей, кронштейнов, сидений и выхлопных газов, а также для производства таких товаров, как балки и краны, и основных коммерческих товаров, таких как резервуары, трубы и трубы и т. Д.
Для крупных деталей ось рельса не требуется
M-710 i C / 12L — это робот с полой рукой с самой длинной рукой, доступный на рынке.Такой радиус действия позволяет сваривать очень большие детали и устраняет необходимость в оси рельса при дуговой сварке.
Чтобы попробовать, не нужно покупать
Пробная программа WeldPRO
Используя программу автономного моделирования WeldPRO, вы можете протестировать робота перед покупкой. Испытайте роботов разных размеров с помощью своей модели детали, чтобы имитировать движение робота и рассчитать время цикла. Оптимизируйте размер и макет рабочей ячейки для своих приложений.
Оптимизируйте размер и макет рабочей ячейки для своих приложений.
Простое автономное программирование в WeldPRO
ФункциональностьCAD в PATH позволяет импортировать чертежи САПР одним щелчком мыши и может быть изменена в автономном режиме, даже когда роботы работают.Горелка и приспособление, автоматическое предотвращение столкновений и оптимизация цикла сварки делают дуговую сварку еще более эффективной.
Есть вопросы о наших роботах для дуговой сварки или требуется ценовое предложение? Мы здесь, чтобы помочь.
Заполните форму ниже, и опытный эксперт FANUC по автоматизации свяжется с вами.