Сварка алюминия полуавтоматом (MIG/MAG) | Тиберис
0
На сумму: 0 р.
Алюминий без преувеличения является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью, особенно если вы не являетесь специалистом сварочного дела. И все же, для этого существует весьма удобный способ, требующий меньше навыков– сварка алюминия полуавтоматом (MIG/MAG), позволяющая легко преодолеть сопротивление тончайшей оксидной пленки металла и в результате получить отличное соединение. Подробнее об этом способе вы узнаете из нашей статьи.
Содержание
- Что представляет собой сварка алюминия полуавтоматом
- Чем отличается сварка алюминия полуавтоматом от аргонодугового метода
- Особенности и преимущества сварки алюминия сварочной проволокой
- Требования к оборудованию и расходным материалам
- Выбор сварочного полуавтомата для сварки алюминия
- Видео полуавтоматической сварки алюминия
Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) производится сварочной проволокой (некоторые сварщики употребляют название — плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.
Единственной серьезной причиной, благодаря которой такой способ сварки все же используется, является его очевидная дешевизна. Поэтому сварка алюминия полуавтоматом без аргона распространена среди кустарей-одиночек, экономящих на качестве сварного шва.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Чаще всего сварку алюминия полуавтоматом используют для сварочных работ в промышленных масштабах, в том числе в авиационной и судостроительной промышленности. Тем более, что в этом случае используются:
- высококачественный инертный газ и присадочная проволока;
- труд профессиональных сварщиков;
- дорогостоящее профессиональное оборудование.
Вместе, эти три важнейших фактора обеспечивают первоклассный результат.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.

- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).

Аргонодуговой метод является весьма распространенным на производстве и в бытовых условиях, поэтому заслуживает более подробного описания, которое вы можете изучить по ссылке.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и с импульсным режимом. Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия. Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность. В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
Особенности и преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель. Поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом.
- Важность наличия импульсного режима в полуавтомате. Так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают.
- Необходимость использования высококачественной сварочной проволоки (присадки). В противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
- Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30 процентов больше напряжения.
Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь. Для сварки рекомендуем использовать проволоку — AlMg5 по ссылке или её аналоги.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка МИГ-МАГ алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.

Как правильно выбрать полуавтомат для сварки алюминия
Выше вы уже узнали, как сваривать алюминий полуавтоматом. Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Выбор действительно имеется очень обширный. Все варианты можно условно разбить на такие основные группы:
- Бюджетные
- Среднего класса
- Среднего класса с импульсным режимом
- Промышленные модели с импульсным режимом
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Использование полуавтоматов для сварки алюминия – это весьма продуманное и правильное решение, которое приняли многие практичные люди. В компании Тиберис эти устройства вы всегда приобретаете на выгодных условиях.
Видео сварки алюминия сварочным полуавтоматом
Видео-материал для наглядного ознакомления, который показывает процесс сварки алюминия аппаратом МИГ/МАГ. Это не учебный ролик.
Спасибо за подписку!
Сварка алюминия полуавтоматом в аргоне
- Главная
- /
- Рубрики журнала Кузов
- /
- Кузовной ремонт
- /
- Сварка алюминия в аргоновой среде полуавтоматом
14 мая 2021
Сварка деталей из алюминия — одна из тех задач, которые требуют от автомобильного мастера высокого профессионализма. Этот легкий и недорогой металл все чаще используется в автопромышленности. Но то, что выгодно заводу, не всегда выгодно сервису: сварка алюминия требует особых знаний и специального оборудования (например, импульсного сварочного аппарата). Но даже при наличии того и другого можно легко допустить ошибку и прожечь тонкий металл. Мы попросили технолога по сварочному оборудованию GYS компании «Европроект Групп» Дмитрия Мягкова рассказать, как правильно сваривать алюминий полуавтоматом T3 GYS Auto в среде защитного газа аргона.
Этот легкий и недорогой металл все чаще используется в автопромышленности. Но то, что выгодно заводу, не всегда выгодно сервису: сварка алюминия требует особых знаний и специального оборудования (например, импульсного сварочного аппарата). Но даже при наличии того и другого можно легко допустить ошибку и прожечь тонкий металл. Мы попросили технолога по сварочному оборудованию GYS компании «Европроект Групп» Дмитрия Мягкова рассказать, как правильно сваривать алюминий полуавтоматом T3 GYS Auto в среде защитного газа аргона.
О сварочном аппарате
T3 GYS Auto — это синергический инверторный полуавтоматический аппарат, созданный во Франции и предназначенный для работ по тонкому листовому металлу. Разработчики специально проектировали его для автосервисов и кузовных цехов. Благодаря низкому минимальному току (15 Ампер) полуавтомат может варить листовую сталь, нержавейку, алюминий. Также аппарат имеет функцию сварки-пайки медными сплавами.
Подачу сварочной проволоки обеспечивают два четырехроликовых механизма. Мастер может выбрать синергетический режим (автоматическая настройка в зависимости от силы тока) или настроить скорость ее выхода вручную.
Мастер может выбрать синергетический режим (автоматическая настройка в зависимости от силы тока) или настроить скорость ее выхода вручную.
Spool gun обеспечивает уверенную подачу проволоки диаметром 0.8 мм. Делать это на полуавтомате можно и через обычный еврорукав, но при этом необходимо внимательно следить, чтобы он оставался прямым — любой изгиб затрудняет прохождение мягкой проволоки, она запутывается и мнется. При использовании «спулгана» это исключено.
Нюансы сварки алюминия
Самая большая проблема при сваривании алюминиевых деталей заключается в том, что этот металл имеет низкую температуру плавления (660 °С) и нагревается гораздо быстрее стали. Поэтому работать с ним нужно аккуратно, чтобы случайно не прожечь кузов насквозь.
Еще один нюанс — в реакции алюминия на кислород. При их взаимодействии на поверхности детали образуется тонкая оксидная пленка, которая сильно усложняет дело. Для ее проплавления нужна очень высокая температура — 2044°С, что значительно повышает энергозатраты. Поэтому для борьбы с окислением сваривание алюминия осуществляют в среде защитного газа аргона, который вытесняет кислород из рабочей зоны. Также благодаря реакции аргона с алюминием шов получается более прочным и качественным.
Поэтому для борьбы с окислением сваривание алюминия осуществляют в среде защитного газа аргона, который вытесняет кислород из рабочей зоны. Также благодаря реакции аргона с алюминием шов получается более прочным и качественным.
А вот взаимодействие алюминия со сталью в процессе ремонта крайне нежелательно, так как приводит к появлению гальванической коррозии. Поэтому сварщику нельзя использовать плохо очищенные инструменты, которыми до этого ремонтировали стальные детали.
Это далеко не все проблемы, с которыми мастер сталкивается при сваривании алюминия, однако формат статьи не позволяет рассмотреть этот вопрос всесторонне. Перейдем к самому процессу сварки полуавтоматом.
Свариваем алюминиевый капот
Возможности полуавтомата T3 Auto Дмитрий Мягков продемонстрировал на выполненном из алюминия капоте автомобиля. Для этого при помощи плазмореза он сделал на нем небольшой надрез толщиной 1 мм, имитирующий трещину в металле.
Сварку алюминия под защитой аргона производят небольшими участками во избежание перегрева и прожига, об опасности которых мы уже говорили выше. Паузы, в которых алюминий остывает, нужно использовать для зачистки зоны шва металлической щеткой. Это позволяет удалить с поверхности все выгорающие присадки.
Паузы, в которых алюминий остывает, нужно использовать для зачистки зоны шва металлической щеткой. Это позволяет удалить с поверхности все выгорающие присадки.
Законченный шов необходимо снова зачистить абразивом, чтобы удалить излишки присадочного материала. Даже если он получился не очень аккуратным, на этапе шлифования можно все исправить, и поверхность станет идеально ровной. Итог — практически незаметный шов. Увидеть работу полуавтомата своими глазами можно в нашем видео.
Комментарии
Рекомендованные статьи
Понятная инструкция с видео и фото
При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля с электродами не получаются надежные соединения. При сварке алюминия полуавтоматами швы получаются качественными. Сваривать легкие металлы электродуговой сваркой в аргоне или углекислом газе можно специальными тугоплавкими электродами и присадочной проволокой, но наиболее эффективным и надежным методом алюминиевых сплавов является сварка полуавтоматом.
Сваривать легкие металлы электродуговой сваркой в аргоне или углекислом газе можно специальными тугоплавкими электродами и присадочной проволокой, но наиболее эффективным и надежным методом алюминиевых сплавов является сварка полуавтоматом.
При сварке алюминия полуавтоматом без газа применяют защитные флюсы или применяют специальную многокомпонентную порошковую проволоку, создающую газовое облако, препятствующее окислению при нагреве.
Поскольку свойства алюминия сильно отличаются от свойств стали, работа с этим материалом может представлять некоторые уникальные проблемы, такие как деформация и чувствительность к подводимому теплу.
millerwelds.com
Содержание
- Особенности сварки алюминия аппаратом для сварки TIG или MIG/MAG
- Какой сварочный аппарат подходит для сварки алюминия
- Функциональность
- Мощность
- Технические характеристики
- Настройки TIG или MIG
- Что еще нужно для сварки алюминия?
- Технология сварки алюминиевых деталей
- Полезные советы
Особенности сварки алюминия аппаратом TIG или MIG/MAG
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. Оксидная пленка должна быть предварительно соскоблена с деталей, а горит она при +3720 до +3992°F, в зависимости от сплава, в то время как температура плавления алюминия составляет всего +1220°F.
Оксидная пленка должна быть предварительно соскоблена с деталей, а горит она при +3720 до +3992°F, в зависимости от сплава, в то время как температура плавления алюминия составляет всего +1220°F.
Алюминиевые сплавы обладают высокой теплопроводностью: детали быстро нагреваются при нагревании и сразу же остывают, как только исчезает источник тепла. В процессе термической обработки в алюминиевых заготовках возникают внутренние напряжения, вызывающие появление трещин в сварном шве.
Решая, как сваривать алюминий полуавтоматом, необходимо предусмотреть предварительный нагрев заготовок газовой горелкой до +300 – +375°F. Специалисты используют прокладки, которые рассеивают тепло, они не дают алюминию сильно нагреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Какой сварочный аппарат подходит для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Существуют компактные модели, генерирующие ток разных параметров.
Функциональность
При выборе сварочного полуавтомата для сварки алюминия в частной мастерской, автомастерской лучше выбирать аппараты с функцией TIG, которые вырабатывают импульсный ток высокой частоты. Они оснащены режимом «ИМПУЛЬС». Работа на них снижает риск ожогов, сохраняется стабильная короткая дуга. С инверторами TIG без импульсного блока работа в три раза медленнее, но и качество связи будет высоким.
Простые инверторы с функциями MIG/MAG используются в бытовых целях, их можно подключать к аргону и углекислому газу. С такими инверторами сложно сделать качественное подключение, они рассчитаны на малые токи. Платить за дополнительные функции не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий сваривается на больших токах, поэтому для профессиональных работ лучше выбрать трехфазный сварочный аппарат на 240 В. Бытовые подключаются к стандартной сети 120 В, удобны полуавтоматы с двумя вводами .
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 10 футов, мягкий наполнитель в длинном шланге будет перегибаться, металл легко деформируется. Сила трения сведена к минимуму за счет тефлона, обычный канал заменен на тефлон. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, пазы должны быть П-образными. Такой полуавтомат не будет мять проволоку при подаче. Двухроликовые агрегаты не так надежны. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Настройки TIG или MIG
Для полуавтоматической сварки алюминия не существует универсальной настройки. Сварщики ориентируются на толщину заготовки. В домашних условиях чаще приваривают 0,08 по алюминию, для этого устанавливают рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок регулируют в пределах от 100 до 150 ампер. Скорость подачи проволоки регулируется исходя из личного опыта сварки. Это средние настройки, они корректируются в процессе работы. Сварка MIG алюминия осуществляется с обратной полярностью: минусовая клемма выводится на заготовку, плюсовая клемма выводится на подающее сопло.
Сварщики ориентируются на толщину заготовки. В домашних условиях чаще приваривают 0,08 по алюминию, для этого устанавливают рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок регулируют в пределах от 100 до 150 ампер. Скорость подачи проволоки регулируется исходя из личного опыта сварки. Это средние настройки, они корректируются в процессе работы. Сварка MIG алюминия осуществляется с обратной полярностью: минусовая клемма выводится на заготовку, плюсовая клемма выводится на подающее сопло.
Что еще нужно для сварки алюминия?
Для сварки TIG используется вольфрамовый неплавящийся электрод. В качестве защитного газа используются баллоны с углекислым газом или инертный защитный газ (аргон или смесь аргона с гелием). При выборе сварочного присадочного материала необходимо учитывать марку сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей применяют присадки диаметром от 0,05 до 0,06 дюйма, для тонкостенных – от 0,3 до 0,5 дюйма.
При выборе сварочного присадочного материала необходимо учитывать марку сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей применяют присадки диаметром от 0,05 до 0,06 дюйма, для тонкостенных – от 0,3 до 0,5 дюйма.
Технология сварки алюминиевых деталей
В домашних условиях заготовки сваривают бытовым полуавтоматом на постоянном токе обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Для начала нужно подготовить оборудование. Подбираем наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя болгарку или металлическую щетку.
- Выбор режима работы с учетом толщины заготовки, сплава. Можно воспользоваться таблицами настроек, предусмотренными ГОСТ.
- Подача защитного газа включается за несколько секунд до зажигания дуги, так что образуется облако защитного газа.
- Зажечь дугу, выдерживая расстояние между ванной расплава и соплом не более 0,6 дюйма, минимальный зазор – 0,4 дюйма. что металл хорошо сваривается.
- Дуга движется плавно, образуя равномерный вал облицовки.
- По окончании работы дугу сначала аккуратно отводят в сторону, только после этого отключают ток. Не прекращайте подачу защитного газа в течение 10-20 секунд, пока рабочая зона не остынет. Он защищает расплавленный металл от воздействия кислорода.

Полезные советы
Для качественной сварки металла сваркой TIG или MIG стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которые использовались для очистки других металлов, это лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехимпульсном токе металл быстрее нагревается, в зоне расплава создается высокая температура. Вероятность образования остаточного оксидного слоя в сварном шве меньше.
- Внутренние линейные напряжения можно уменьшить, снизив ток до конечной стадии сварки. Наоборот, работу запускают на максимальном режиме, чтобы пробить оксидированный слой.
- При сварке в углекислом газе не делайте резких движений, сопло должно плавиться равномерно.
- При использовании защитной атмосферы рабочую зону экранируют от сквозняков, чтобы порывы ветра не уносились газовым облаком.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, средства индивидуальной защиты, в том числе органов дыхания, некоторые легирующие добавки оказывают токсическое действие на организм.
- Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут плохо сваривать металл, потом он порвется, сварной шов треснет. Прежде чем браться за ответственные связи, нужно «набить руку», научиться выдерживать оптимальную дистанцию, отработать скоростной режим.
 Вероятность образования остаточного оксидного слоя в сварном шве меньше.
Вероятность образования остаточного оксидного слоя в сварном шве меньше.
Как сварить алюминий? | ПАТОН Европа
Алюминий – второй по распространенности сплав в мире . Его плотность в три раза меньше, чем у железа. Среди его важнейших преимуществ, помимо легкого веса и высокой прочности, можно выделить малый вес и устойчивость к ржавчине.
В дополнение к своим антикоррозионным свойствам алюминий также имеет низкую температуру плавления и хорошую электропроводность. Неудивительно, что все больше людей хотят сваривать алюминий – его широкое применение отмечается в пищевой, автомобильной, аэрокосмической, строительной и электротехнической отраслях. Безусловно, наибольшая роль алюминия и его сплавов приходится на автомобильную промышленность.
Размещение алюминиевых компонентов в транспортных средствах делает их намного легче, чем изготовленные из других металлов, поэтому вес транспортного средства меньше, что приводит к более эффективному расходу топлива и снижению выбросов CO2 в атмосферу.
Содержание
Правильный процесс сварки
Для сварки алюминия нам необходимо выбрать правильный процесс сварки.
Любой процесс сварки, в котором используется флюс, включая электродуговую сварку, дуговую сварку порошковой проволокой, сварку алюминия электродами и дуговую сварку под флюсом, как правило, неэффективен для этого материала.
Процессы сварки определяют не только то, как будет выглядеть сварка алюминия, но и то, какой сварочный аппарат нам нужен. В большинстве случаев нам понадобятся два отдельных сварочных аппарата для сварки алюминия двумя методами — и это потому, что большинство полуавтоматических сварочных аппаратов не имеют переменного тока в методе TIG, который требуется для сварки алюминия.
Итак, у нас есть два метода сварки алюминия:
- Сварка ВИГ (вольфрам в инертном газе)
- Сварка МИГ (металл в инертном газе)
Сварочные аппараты ВИГ чаще всего используются для сварки алюминия. Это метод дуговой сварки в защитных газах, это гарантия получения швов высочайшего качества. При этом способе весь процесс осуществляется неплавким и жаростойким вольфрамовым электродом, при участии которого образуется сварочная дуга, нагревающая и разжижающая алюминий.
При этом способе весь процесс осуществляется неплавким и жаростойким вольфрамовым электродом, при участии которого образуется сварочная дуга, нагревающая и разжижающая алюминий.
Метод сварки MIG алюминия применяется, когда толщина металла превышает 1 мм. Сам процесс требует использования присадочной проволоки, которая подается через классическую горелку MIG или шпульный пистолет с помощью механической системы подачи проволоки. Сварка MIG алюминия может быть сложной даже для тех сварщиков, которые имеют опыт в этом методе сварки, так как он сильно отличается от сварки MIG мягкой стали.
Сварка алюминия методом МИГ
Метод сварки МИГ включает сварку с использованием аналогичного инертного защитного газа, такого как гелий или аргон. Сварка осуществляется с помощью электрической дуги, создаваемой между плавким электродом и свариваемой частью алюминия.
Сварные швы, выполненные таким образом, отличаются хорошим качеством, эффективностью сварки и низкими затратами на сварку. При сварке МИГ, в зависимости от параметров тока, различают метод короткого замыкания и метод распыления. При сварке алюминия ток не должен быть очень высоким, чтобы перенос капель был распыленным, потому что температура плавления намного ниже по сравнению со сталью.
При сварке МИГ, в зависимости от параметров тока, различают метод короткого замыкания и метод распыления. При сварке алюминия ток не должен быть очень высоким, чтобы перенос капель был распыленным, потому что температура плавления намного ниже по сравнению со сталью.
Как сваривать алюминий с помощью процесса сварки MIG
Необходимое оборудование для сварки алюминия
Первое, с чего нам нужно начать в случае сварки алюминия MIG, это заменить картридж в горелке MIG со стандартного металлического на тефлоновый один. Этот тип вставки улучшит скольжение алюминиевой проволоки в держателе и предотвратит ее деформацию. Вы можете пропустить этот процесс, если у вас есть подходящая катушка.
Тефлон для горелки MIG/MAG То же самое относится к роликам устройства подачи, необходимо заменить на те, у которых форма паза напоминает букву «У» — это также направлено на ограничение деформации, которая может возникнуть на сварочной проволоке.
Чтобы обеспечить точную подачу проволоки в месте сварки, наш аппарат должен быть оснащен механизмом подачи проволоки с 4 роликами . После установки проволоки в держатель токовый наконечник следует заменить на маркированный «А» для сварки алюминия — из-за расширения алюминия при нагреве.
Что касается защитного газа, то лучше всего подойдет чистый аргон.
Полезные функции для сварки MIG алюминия
Современное сварочное оборудование также дает нам возможность сварки импульсным током, функция, которая будет полезна при сварке тонких алюминиевых деталей. Для сварки алюминия необходимо использовать аргон в качестве защитного газа и нагревать материал перед сваркой.
Нет необходимости нагревать материал, если используется смесь Ar+ (50÷75%). Имеет защитный газ, т.к. гелий увеличивает тепловую мощность дуги. Последнее, что нужно сделать перед сваркой, это как следует очистить материал от слоя оксида алюминия.
Сначала обезжирьте свариваемую поверхность, например, экстракционным бензином, а на следующем этапе удалите оксидные покрытия щеткой из нержавеющей стали. Метод MIG позволяет добиться глубокого провара при сварке, поэтому металлические листы толщиной до 6 мм не нуждаются в скашивании кромок.
Необходимо только оставить зазор около 1 мм между краями. В пределах 6-15 мм кромки пластин скошены по V (угол 70°). с порогом 2-5 мм и зазором между краями 1-2 мм. При возможности двусторонней сварки листовой металл толщиной более 15 мм должен быть скошен по Х (угол 70°) с порогом 2-3 мм.
Помимо необходимости скашивания кромок листов, требуется также их тщательное обезжиривание и очистка от окиси алюминия – здесь очень поможет проволочная щетка из нержавеющей стали.
Надлежащая подготовка материала методом MIG
Подготовленный таким образом материал дает нам гарантию правильно выполненного соединения без дефектов.
Сварка коротким замыканием более удобна при сварке тонколистового металла, а также при сварке в вынужденных положениях.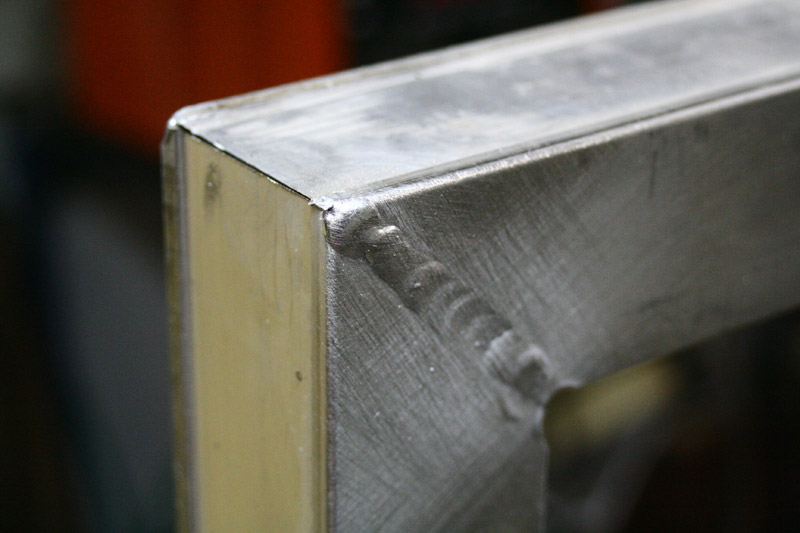 До толщины 25 мм используется 100% аргон, для листов толщиной 25-50 мм используется аргон с 10-35% гелия, а для толщин более 50 мм используется смесь аргона с 35-70% гелия.
До толщины 25 мм используется 100% аргон, для листов толщиной 25-50 мм используется аргон с 10-35% гелия, а для толщин более 50 мм используется смесь аргона с 35-70% гелия.
Из-за высокой теплопроводности алюминия при использовании смесей гелия с высокой энергией ионизации сварочные токи аналогичны сварочным токам стали, но напряжение дуги выше. Температура плавления алюминия ниже, поэтому для поддержания подходящего сечения стежка скорость сварки намного выше. С введением в сварочное оборудование функции импульсной сварки удалось добиться надежности соединения, как в методе TIG, и снизить риск образования горячих трещин.
Как направлять горелку сварщика в методе MIG MAG?
Независимо от толщины соединяемых кромок, наиболее выгодно сваривать слева направо. Шпульный пистолет должен быть установлен почти перпендикулярно листам (угол отклонения пистолета не более 10-20°).
Сварка без перерыва и максимально короткой дугой (расстояние газового сопла пистолета от материала не должно превышать 10-15 мм) . Используя этот метод, вы можете сваривать в горизонтальном, вертикальном и пристенном положениях. Из-за высокой скорости процесса в настоящее время это самый экономичный из методов сварки.
Раньше метод MIG MAG применялся только для менее ответственных соединений из-за микропористости сварных швов и связанного с этим снижения прочности. Благодаря современному сварочному оборудованию и все более качественным материалам, сегодня соединения, выполненные на машинах mig, обладают достаточной прочностью.
Как полуавтоматическая, так и автоматическая сварка позволяют выполнять сварку во всех положениях, включая вертикальное и пристенное.
Толщина материала в процессе сварки MIG
| . | Argon consumption [l/min] | Welding speed [mm/min] | ||||
2 3 4 5 6 8 10 12 20 | 0,8 1,0 1,2 1,6 1,6 2,0 2,0 2,4 2 000 | 90–130 100–150 150–200 180–240 220–270 250–300 280–320 300–370 350–400 | 22–24 22–24 24–25 24–25 24–25 25–26 26–28 26–28 26–28 | 7,5 6,0 5,0 4,6 5,0 4 000 5,6 ,0 3,8 4,0 | 12 14 14 15 15 18 18 18 20 | 700 650 600 600 600 550 500 450 300 |
Сварка алюминия методом ВИГ
Сварка ВИГ чаще всего используется для сварки тонких профилей из нержавеющей стали, цветных металлов, таких как алюминий и медь. Это гораздо более медленный процесс, чем большинство других методов сварки.
Это также гораздо более сложный и трудный в освоении способ сварки, так как он требует от сварщика большого контроля и ловкости. Сварщик, использующий метод TIG, должен поддерживать надлежащую короткую длину дуги, что делает этот процесс требующим большой осторожности, чтобы предотвратить контакт электрода с заготовкой.
Не каждый сварщик, который позволяет сварку TIG, сможет сваривать алюминий . Большая часть сварщиков на рынке, которые предлагают методы сварки TIG в дополнение к методам сварки MMA или MIG, могут сваривать только постоянным током, что исключает сварку алюминия.
Для сварки алюминия нужен сварочный аппарат с режимом переменного тока. Такие сварочные аппараты чаще всего имеют в названии «AC/DC», что означает, что мы можем сваривать ими как на постоянном, так и на переменном токе.
Что нужно для сварки алюминия методом TIG?
Для сварного алюминия В методе TIG необходимо:
- TIG AC Welder
- TIG WELDING TORCH
- ЭКСПОРТИРОВАНИЕ Газа
- Трунстен. Недоруженный электрод
полезные функции для TIGSLIND ALUMINABLE ELECTRODE
полезные функции для TIGSLIND ALUMINABLE ELECTRODE
полезные. или сварка неплавким вольфрамовым электродом в среде инертного газа, можно использовать с очень тонким алюминием, менее 1 мм.
Верхний предел толщины металла около 10 мм. Для сварки используются электроды из материала с очень высокой температурой плавления, а их соответствующая форма обеспечивает стабильное горение дуги.Метод TIG позволяет использовать переменный ток (AC), что в случае соединения алюминия дает отличные результаты в получении сварного шва хорошего качества и позволяет поддерживать чистоту сварочной ванны. На это влияет эффективное удаление оксидов, образовавшихся на поверхности металла.
Толщина материала и сила тока
Сила тока выбирается в зависимости от толщины материала, диаметра сопла и расхода газа. Диаметр вольфрамового электрода подобран так, чтобы на 1 мм приходился ток 40 ампер. Диаметр сварочного стержня должен соответствовать диаметру сварочного электрода.
При сварке тонких листов в положении ниже среднего тока целесообразно нагревать вольфрамовый электрод, зажигая дугу на графитовой пластине, а затем перенося дугу на свариваемые детали.
Направление сварочной горелки при методе TIG
Сплав подается в сварочную ванну путем продвижения проволоки в обратном направлении. Это включает в себя продвижение стержня в сварочную ванну, а затем, после расплавления конца стержня, перемещение его назад настолько, чтобы конец находился за пределами зоны с самой высокой температурой.
Техника сварки более толстых алюминиевых деталей в нижнем положении немного отличается. Более высокий сварочный ток делает взрыв сварочной дуги намного сильнее, а сварочная ванна также больше. Любое введение проволоки в зону сварочной дуги вызывает сильное возмущение дуги, разбрызгивание жидкого металла и контакт алюминия с вольфрамом, что приводит к прерыванию сварки.