Сварка алюминия в аргоне. Настройка аппарата на примере Aurora Pro INTER TIG 200 AC/DC
Это статья из серии экспресс-уроков Свар-EXPRESS.Темы урока: Сварка алюминия в аргоне. Настройка аппарата на примере Aurora Pro INTER TIG 200 AC/DC PULSE
| Инженер-сварщик Евгений Евсин |
Сегодня мы будем сваривать металл толщиной в 2 мм аппаратом Aurora Pro INTER TIG 200 AC/DC Pulse. Мы рассмотрим настройки данного аппарата для сварки металла такой толщины, разные режимы работы. Перед сваркой я вам расскажу об основных параметрах, которые необходимы для того, чтобы приступить к работе.
Перед тем, как включить аппарат необходимо подключить к нему газ — чистый аргон, настроить на редукторе давление. В данном случае у нас расходометр измеряет давление в литрах в минуту. Часто люди задают вопрос, какое должно быть давление на редукторе – здесь все зависит от того, работаете ли вы в помещении или работаете на улице, или у вас сквозняки, и от толщины сваренного металла. Помещение у нас закрытое, и слишком высокое давление не обязательно, достаточно установить расход газа 7-8 литров в минуту. Если же мы будем работать на улице или поставим сопло большего диаметра, нам будет необходимо большее давление, здесь всё зависит от конкретных задач, которые у нас стоят.
Также металл всегда перед сваркой зачищаем. Алюминий очень любит чистоту, т.е. если попадет грязь или жир – это будет негативно сказываться на качестве сварки. Лично мне больше всего нравится зачищать металл наждачным диском. И не забываем о технике безопасности – обязательно оденьте защитные очки.
При выборе необходимого диаметра электрода отталкиваемся от толщины металла. В данном случае у нас электрод диаметром 2,4 мм – я бы сказал, что это многовато для металлов толщиной 2 мм, но вполне подходит. Перед сваркой необходимо подготовить электрод — заточить его как иголку.
В процессе сварки он должен образовать такой сферический шарик. Шарик должен быть правильной формы, кругленький, не кривой, блестящий. Если у нас так не получается сделать, значит либо ток не соответствует, либо защита газа плохая. Вылет электрода из сопла должен быть 1-2 мм. Все зависит от соединения – если оно угловое, то вылет будет больше, у меня будет стыковое соединение, и я делаю очень маленький вылет — буквально 1 мм, этого достаточно.
По настройкам аппарата – начнем с 2-х тактного режима — мы нажали на кнопку, у нас зажглась дуга, мы держим кнопку пока происходит процесс сварки. Отпустили кнопку – процесс сварки закончился. В настройках для стартового режима есть стартовый ток, я его делаю обычно больше раза в два, чтобы легче было зажечь дугу. Также у нас есть Post flow – это газ после сварки, для того, чтобы пока металл остывает мы его защищали в газовой среде. Ну и основной ток — для данной толщины металла это 40 ампер, может быть немного больше или немного меньше, все зависит от того, какого объема у нас деталь. По настройкам все, перейдем к самому процессу сварки.
У меня диаметр прутка 1,6 мм – это минимальный диаметр, что есть в продаже для алюминия, но если у нас еще тоньше металл и требуется еще более тонкая присадка, в принципе бывает, что люди используют проволоку с катушек для сварки полуавтоматом. Бывает диаметр 1,2 мм и 1 мм, но можно справиться и с 1,6 мм.
Прихватили, с двух сторон, чтобы металл у нас не ушел от заданных параметров и начинаем процесс сварки.
Сначала, когда мы зажгли дугу, мы ждем, пока у нас металл начнет плавиться, только после этого подаем присадочную проволоку. Если металл не начал плавиться – присадочный материал не будет ложиться, он будет просто свисать каплями с присадочного прутка. Вот, вполне неплохо получилось.
Также существует четырехтактных режим, для чего он нужен? Если мы варим швы с продолжительной длинной, то это происходит так: аппарат переключаем в 4-х тактный режим, чтобы начать сварку нажимаем на кнопку, дуга зажигается, кнопку отпускаем и процесс сварки продолжается, в конце сварки нажимаем кнопку – дуга тухнет. Также здесь есть такие функции, как стартовый ток, но он действует только пока мы держим кнопку в начале сварки. И заварка кратера – это Down soft на панели аппарата — она работает пока мы держим кнопку в конце сварки. Выставляем примерно 5 сек, т.е. ток будет снижаться к 0 в течение 5 сек. Также при переключении аппарата в 4-х тактный режим отображается уже не основной ток, которым мы варим, а стартовый.
Также здесь есть такие функции, как стартовый ток, но он действует только пока мы держим кнопку в начале сварки. И заварка кратера – это Down soft на панели аппарата — она работает пока мы держим кнопку в конце сварки. Выставляем примерно 5 сек, т.е. ток будет снижаться к 0 в течение 5 сек. Также при переключении аппарата в 4-х тактный режим отображается уже не основной ток, которым мы варим, а стартовый.
В конце сварки у нас ток постепенно снижается, это происходит пока я держу кнопку на горелке. Также на аппарате существует режим Pulse – это дополнительные настройки, которые позволяют в процессе работы расширить возможности аппарата. В режиме Pulse при тех же параметрах основного сварочного тока возможно нагревание детали меньше, будет меньше прожогов, это удобно как раз для тонкого металла. И также мы можем контролировать формирование сварочного шва, т.е. изменять его внешние свойства, так как нам это позволяет фантазия.
Переключаем аппарат в режим Pulse, также 4-х тактный режим и здесь начинают действовать остальные регулировки аппарата – это скорость пульса в герцах, т.е. как часто у нас будет пульсация и баланс пульса либо время действия пульса относительно друг друга – верхний режим относительно нижнего. Основной ток у нас может действовать 50% времени, нижний тоже 50%. Если мы изменим в большую сторону эту регулировку, то верхний предел будет действовать 70% времени, нижний предел – 30%. Но это время также зависит от скорости пульса, т.е. с какой скоростью происходит пульсация. Я настрою аппарат так – верхний предел пульса будет 80 А, нижний 40 А, скорость пульса сделаю 2 Гц (здесь у нас шкала от 0,5 до 5 Гц), это уже в процессе работы можно будет настраивать. Время действия сделаю 50/50. Посмотрим, что из этого получится. Вы видите, что формированием шва валика можно играть, создавая большую или меньшую чешуйчатость.
А теперь я перенастрою аппарат и покажу, как это будет выглядеть при другом режиме. Я сделаю верхний предел 100 А, нижний оставлю 40 А, но изменю время действия в нижнюю сторону, т. е. у меня верхний пик будет действовать меньше по времени, относительно нижнего. Сейчас мы видим, что чешуйки стали не такие частые, но ширина проплавления и скорость сварки стала быстрее. Напомню, что тепловложение гораздо меньше, чем на токе без пульса — деталь нагревается меньше.
е. у меня верхний пик будет действовать меньше по времени, относительно нижнего. Сейчас мы видим, что чешуйки стали не такие частые, но ширина проплавления и скорость сварки стала быстрее. Напомню, что тепловложение гораздо меньше, чем на токе без пульса — деталь нагревается меньше.
Можно настроить аппарат по-другому, чтобы чувствовать разницу в регулировке. Сделаем верхний и нижний предел 50/50 и увеличим скорость пульса. Вообще, чем больше мы увеличиваем скорость пульса – тем плотнее мы получаем чешуйки. Чем меньше скорость пульса, тем более крупные, жирные чешуйки получаются – другое внешнее качество шва.
Купить сварочный аппарат Вы можете на нашем сайте.
Смотрите данную статью в видео-ролике:
Базовые настройки сварочника тиг 200р ас дс — Аргонодуговая сварка — TIG
ну вобще лучше бы разобраться в самих настройках и понимать их принцип ….краткое описание настроек:
1) AC/DC = включен режим DC
2) 2Т/4Т = 2Т нажал держиш — вариш — отпускаеш / 4Т нажал отпустил — вариш — нажал отпустил закончили
3) режим пульс и постоянный ——/_____ = ______
4) TIG/MMA = TIG (режим вида сварки)
5) Pre-Flow Time = 5 секунд (газ до запуски дуги)
6) Peak Current = 70 ампер (максимальный ток сварки)
7) Basic Current = 0 (фоновый ток работает при режиме АС всегда ниже чем максимальный)
8) Down Slope = 5 секунд (плавное выключение дуги)
9) Arc Force = 0 (режим форсаж используется для ММА)
10) Pulse Frequency = 0 (частота пульса в герцах работает в пульсовом режиме )
11) Pulse Duty = 0% (длинна пульса)
12) Clean Area Width = баланс 50% баланс нужен для установки чистоты шва чем больше баланс тем больше нагрузка на электрод но чише шов … чем меньше баланс тем меньше
13) нагрузка на электрод но больше на рабочую деталь и меньшая частота .
14) Gas After = 5 секунд ( газ посе выкл дуги)
15) электрод цериевый 1,6 мм (универсальный)
16) керамическое сопло на горелке под номером #5
17) Аргон поступает 5 л/мин (ставить по размеру сопла)
вылет электрода из сопла = 1,5-5 мм (чем меньше тем лучше)
Теперь сами настройки. Вообще желательно самому поэкспериментировать, набить руку под определенный темп и подобрать ток
#СТАЛЬ
1) DC
2) 2Т/4Т = 2Т
3) режим пульс и постоянный ——/_____ = постоянный
4) TIG/MMA = TIG
5) Pre-Flow Time = 5 секунд
6) Peak Current = 70-80 ампер
8) Down Slope = 5 секунд
9) Arc Force = 0
10) Pulse Frequency = 0
11) Pulse Duty = 0%
12) Clean Area Width = баланс 50%
13) Gas After = 5 секунд ( газ посе выкл дуги)
14) электрод подбирать под вид метала… универсальный (серый цериевый)
15) керамическое сопло на горелке под номером #5 если вариш углы то сопло по больше нужно…
16) Аргон поступает 5 л/мин (ставить по размеру сопла)
вылет электрода из сопла = 1,5-5 мм (чем меньше тем лучше)
В основном меняется только сила тока и вольфрамовые электроды.
для НЕРЖАВЕЙКИ на 10% ампераж больше…для МЕДИ 130-150 ампер сопло #7
для алюминия все тоже самое только режим AC — постоянный 80-110 ампер … если нужен четче и тоньше шов, то тогда уже использовать АС пульсовый и плясать от 200 гц до 300 гц, но сначала пока потренироваться с постоянным током, а потом переходить на пульсовый.Это сугубо мои настройки, которые я лично проверял на таком же аппарате Jasic 200P AC/DC …..
Технология сварки алюминия полуавтоматом
Сваривать алюминиевые заготовки можно с помощью инверторов, однако более качественный результат сваривания позволяет получить сварка алюминия полуавтоматом.
Технология сваривания алюминиевых изделий
Алюминий представляет собой один из сложных металлов в отношении осуществлении его обработки.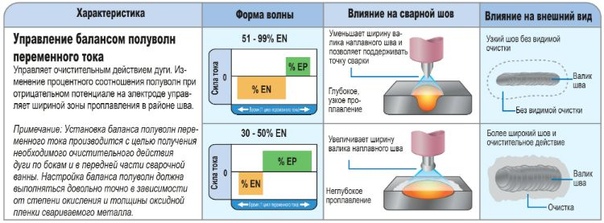
В некоторых случаях даже использование полуавтоматической сварки не позволяет достичь желаемого результата в случае не соблюдения определенных требований при проведении сварочных работ.
Основными правилами при проведении сваривания изделий из алюминия являются следующие:
- сварка алюминия полуавтоматом производится в защитной среде, состоящей из инертных газов, чаще всего такими газами являются аргон или смесь аргона с гелием;
- сопло, используемое для проволоки должно быть немного больше сварочной проволоки используемой для работы, это требуется для обеспечения свободного перемещения проволоки в процессе функционирования полуавтомата;
- перед началом проведения работ по свариванию заготовок проводятся действия направленные на снятие оксидного покрытия, которое образуется на поверхности алюминиевых деталей;
- для получения качественного сварного шва требуется осуществлять поддержание необходимых параметров сварки, длина электродуги при осуществлении сварочных операций должна составлять 12-15 мм, а перемещение полуавтомата должно происходить медленно и плавно;
- сваривание металла при помощи полуавтомата, без использования защитного газа, возможно в случае использования порошковой спецпроволоки, которая создает облако защитного газа, защищающего сварной шов во время сваривания изделий;
- образуемый шов способен деформироваться после остывания, для того чтобы препятствовать этому рекомендуется после выключения дуги оставлять подачу защитного газа на несколько секунд.
Помимо понимания сути сварочного процесса во время сварки по алюминию требуется правильно настроить полуавтомат для работы. В период настройки оборудования нужно правильно настроить мощность агрегата, скорость подачи сварной проволоки, напряжение и некоторые другие параметры.
Настройка полуавтомата для сваривания
Алюминий представляет собой металл, который является сложным в обработке не только из-за своих физико-химических свойств, но также из-за сложности в настройке полуавтоматического аппарата для осуществления сварочных операций. При проведении операций и настройке оборудования, специалист должен учитывать большое количество параметров и факторов, основными среди которых являются следующие:
- при проведении сваривания алюминиевых изделий при помощи полуавтоматического оборудования происходит выделение большого количества копоти, которая способна усложнить осуществление операций;
- в настройках устройства следует подобрать оптимальные технические параметры для напряжения, силы тока, скорости подачи расходного материала, полярности используемого тока, помимо этого при проведении операций с алюминием следует правильно подбирать расходный материал, от которого во многом зависит качество проведенного сваривания.
Перед началом проведения работ следует выполнить подготовительные операции, которые заключаются в правильном подборе наконечников для полуавтомата и очистке заготовок от оксидного покрытия, образующегося на их поверхности.
После подготовки аппарата, заготовок и расходников осуществляется выбор режима работы оборудования. Наиболее оптимальным режимом для сваривания алюминиевых заготовок является импульсный режим.
После того как выполнены все подготовительные работы осуществляют включение полуавтомата и его настройку в соответствии с требуемыми параметрами.
Процесс сваривания алюминия отличается одной особенностью. Она заключается в том, что в процессе проведения работ, горелку требуется все время держать в определенном положении, под правильным углом и на определенном расстоянии от поверхности заготовок. Это связано с тем, что чрезмерный нагрев деталей в процессе выполнения сварочных работ способен привести к появлению деформаций в металле.
Выбор оборудования для проведения сварочных работ
Выбор полуавтоматического аппарата для сваривания алюминиевых заготовок зависит полностью от интенсивности проведения таких операций и основного предназначения оборудования.
- для постоянного использования подходит оборудование, которое имеет показатель мощности более 200А, такое оборудование относится к классу профессионального;
- оптимальным для осуществления сварочных операций с алюминием является импульсный режим, импульсный режим позволяет не только разогреть металл изделия, но и пробить оксидную пленку не прожигая основного металла, что позволяет получать качественный сварной шов;
На выбор аппаратуры существенное влияние оказывает имидж производителя.
Процесс сваривания алюминия является одним из наиболее сложных и проблематичных технических процессов. По этой причине свариванием таких деталей занимаются высококвалифицированные специалисты, которые имеют надлежащий уровень опыта в проведении сварочных операций
Сварка алюминия полуавтоматом — особенности технологии
- правильный выбор сварочного оборудования;
- подготовка свариваемых поверхностей;
- соответствующие навыки сварщика;
- визуальный контроль сварных соединений.
Даже сварщики с богатым опытом сварки стали, не всегда готовы качественно сварить алюминий. Сложности заключаются в его высокой теплопроводности, и при перегреве детали происходит прожог. Другие особенности этого “крылатого” металла также оказывают трудности при сварочном процессе.
Полуавтоматическая сварка алюминия имеет свои особенности по выбору и настройке оборудования, а также режимам и методам сварки.
Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.
Зачистка алюминия перед сваркой
Предварительный подогрев
Предварительный прогрев алюминиевых заготовок позволяет избежать растрескивания сварного шва, при этом :
- температура не должна превышать 110°C, контроль-датчиками температуры;
- прихваточные швы по краям свариваемой зоны облегчают предварительный подогрев;
- разные по толщине свариваемые детали нуждаются в прогреве.
Следующим этапом будет определение необходимых материалов и оборудования
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки. Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс – процесс сварки легче;
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |
Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Чем прямее в канале проволока, тем беспрепятственней она подается поэтому старайтесь держать рукав без перегибов и петель.
Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Если сварка ведется на токах свыше 200 А, стоит позаботиться о снижении тепловыделения и уменьшении проблем с подачей проволоки использованием горелки с водяным охлаждением.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
- четырехроликовое подающее устройство. Необходимо для равномерного прижатия каждой пары роликов;
- подающие ролики с U- образными бороздками, созданные специально для работы с алюминиевой проволокой.
Четырехроликовый механизм подачи проволоки
Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Правильные режимы сварки
Настройка оборудования
Сварка алюминия полуавтоматом в условиях гаражного применения, на аппаратах, не оснащенных дополнительными функциями: горячий старт, плавный подъем и опускание сварочного тока и т.д., подбор оптимальных режимов можно осуществить только опытным путем, путем проб и ошибок.
Оптимальные значения напряжения и сварочного тока могут быть различны в зависимости от толщины металла и степени. К примеру, для сварочного полуавтомата OVERMAN 180 AuroraPRO для сварки алюминия толщиной 2 мм настройки выглядят следующим образом:
- напряжение в районе 15 в;
- ток в пределах 130-150 А на медленной подаче;
- индуктивность устанавливается в положении 3.
Настройка “индуктивности” позволяет не повышать температуру сварочной ванны
В более продвинутых моделях сварку алюминия ведут в 4-х тактном режиме. При нажатии на кнопку горелки запускается сварочный процесс, дальше ее можно опустить и контролировать наложение сварочного шва. По завершении кнопка нажимается повторно, процесс сварки в аргоне прекращается. При нажатии и опускании кнопки могут подключаться различные функции, облегчающие сварку алюминия. Применение 4- х тактного метода наиболее оправдано на длинных швах при продолжительной сварке.
Натяжение проволоки должно обеспечивать ее равномерную подачу.
Избыточное и недостаточное натяжение снижает стабильность дуги и является причиной пористости сварного шва.
 Избыточное и недостаточное натяжение снижает стабильность дуги и является причиной пористости сварного шва.
Избыточное и недостаточное натяжение снижает стабильность дуги и является причиной пористости сварного шва.Положение газовой горелки
Положение горелки следует располагать под углом 10–20° к вертикали. Оптимальным расстоянием между соплом и свариваемыми деталями будет 10-15 мм, его увеличение значительно повышает расход газа.
Варить алюминий полуавтоматом нужно справа налево, так называемая сварка “от себя”. Движение горелки от сварочной ванны приводит к лучшей очистке сварного шва, снижению загрязнения и улучшения защитного действия аргона.
Скорость ведения шва
Сварку следует производить быстро, активной горячей дугой. Высокая теплопроводность алюминия диктует правила на высокие занчения токов и напряжений и более высокие поступательные скорости движения горелки во избежание прожогов.
Выпуклые швы
При сварке алюминия наиболее распространенным видом брака является растрескивание, возникающее в результате значительного расширения алюминия при нагреве и, соответственно, значительного сжатия при остывании сварного соединения. Наиболее существенная угроза растрескивания возникает в кратерах, так как кратер сжимается при охлаждении, что приводит к появлению в нем разрывов.
Кратеры следует наваривать до образования куполообразной поверхности. При охлаждении сварного соединения выпуклая поверхность будет препятствовать действию сил сжатия.
Один из распространенных приемов заварки кратеров — проход в обратном направлении без выключения дуги.
Техника безопасности
Использование средств защиты является необходимым условием проведения сварочных работ. Обязательно использование респиратора для органов дыхания, защитной маски, специальной одежды и обуви для защиты от свечения сварочной дуги и брызг расплавленного металла. Едкий белый дым, выделяющийся при сварке алюминия провоцирует кашель и головные боли.
Едкий белый дым, выделяющийся при сварке алюминия провоцирует кашель и головные боли.
Особое внимание следует уделить защите открытых участков тела от влияния УФ-излучения, т.к. при сварке алюминия оно гораздо интенсивнее, чем при сварке других металлов. При попытке сварки в ” шортах” и в “майке” эффект солярия вам обеспечен уже спустя 30 мин.
Сварка полуавтоматом алюминия не сопоставима по качеству с применением TIGа, однако с лихвой компенсируется значительной производительностью. Она является прекрасным решением в случае наплавки или заполнения больших зазоров. В условиях промышленного производства применение полуавтоматов наиболее целесообразно ввиду объемов и высоких требований к скорости. Применение промышленных аппаратов и высокая квалификация сварщика позволяют добиваться отличных результатов.
Сварка алюминия: секреты, рекомендации от профи
Алюминий — довольно капризный материал. Об этом знают все профессионалы, но часто забывают новички. Без соблюдения определенных условий соединить детали из этого металла и его сплавов практически невозможно. Мы собрали для вас максимум подробной и полезной информации, которая поможет осуществить сварку алюминия полуавтоматом в домашних условиях, в мастерской или на производстве быстро и без проблем. Читайте и пользуйтесь.
СВОЙСТВА АЛЮМИНИЯ
Основные трудности при сварке алюминия возникают из-за некоторых его особенностей. Так, например, температура плавления металла составляет всего около 650 градусов. Казалось бы немного, если бы не один нюанс. На поверхности изделий из этого материала появляется оксидная пленка. Причина возникновения окиси — любой контакт с кислородом. Так вот, расплавить эту пленку довольно сложно. Ее температура плавления достигает 2000 градусов.
Еще один нюанс, связанный с особенностями алюминия — отсутствие смены окраса при нагреве. Получается, что визуально определить, насколько сильно раскален металл очень сложно. Как следствие — прожоги, существенно снижающие качество сварки.
Гигроскопичность вещества приводит к тому, что оно быстро впитывает влагу из воздуха. Как только происходит нагрев, она начинает испаряться. Это может заметно снизить качество полученного соединения.
УДАЛЕНИЕ ОКСИДНОЙ ПЛЕНКИ С АЛЮМИНИЯ
Оксидная пленка может очень мешать tig сварке алюминия. Тем более, если она попадет в шов в процессе работы, то это повлияет на его прочность. Поэтому от такого своеобразного покрытия на поверхности рекомендуется избавляться. Существует две основные методики снятия окиси с алюминия:
- Механическая. Такой способ хорош в том случае, если сварка алюминия проводится нередко и мастеру необходимо соединить всего несколько деталей. Иначе, подобная обработка в промышленных масштабах будет очень трудозатратной. Для очистки материала потребуется только небольшая металлическая щетка или наждачная бумага, а также напильник. Последний служит для зачистки торцов. Проволока на щетке должна быть не более чем 0,15 мм. Более толстые элементы могут привести к появлению крупных хорошо заметных царапин, которые существенно испортят поверхность. Двигать при обработке рекомендуется в одном направлении, иначе есть большой риск просто «втереть» уже снятую пленку обратно в металл.
- Травление. Основывается на использовании различных химических составов, а также подогреве. Применяется на производствах, где алюминий варят много и часто.
Если вам удастся правильно удалить пленку с поверхности соединяемых деталей, это существенно повысит ваши шансы на успех. Так что не поленитесь, и проведите рекомендуемые работы в полном объеме.
ПОДГОТОВКА СВАРОЧНОГО АППАРАТА К СВАРКЕ АЛЮМИНИЯ
Чтобы соблюсти все условия сварки алюминия, придется провести ряд подготовительных работ. О том, что необходимо сделать заранее, мы уже говорили в прошлой статье. Напомним только основные моменты. Для успешной сварки необходимо выполнить пять шагов:
- Подобрать большой наконечник. Он поможет предотвратить заминание проволоки.
- Взять направляющую спираль, покрытую тефлоном. Она сможет обеспечить беспроблемную подачу проволоки.
- Использовать чистый качественный аргон. Многим специалистов, не специализирующихся на работе с цветными металлами, интересует вопрос, возможна ли сварка алюминия полуавтоматом в среде углекислого газа. Связано это с тем, что углекислота более распространена, и она есть у большинства сварщиков, работающих со сталью. Но ответ на этот вопрос отрицательный. Для работы с алюминием придется купить чистый аргон с процентным содержанием основного вещества 98–99%.
- Выбирайте толстую проволоку.
- Отрегулируйте ролики, сделав их прижим более слабым.
Уже эти шаги помогут вам увеличить шансы на успешную аргонную сварку алюминия. К положительным итогам часто приводят практически незаметные мелочи, так что не пренебрегайте ничем.
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ АЛЮМИНИЯ
Понятно, что для любой сварки понадобится сварочный аппарат. В случае обработки алюминиевых деталей, стоит подбирать его по следующим критериям:
- Категория — TIG. Другие методы соединения, кроме инверторной аргонодуговой, мы даже не рассматриваем.
- Наличие функции бесконтактного зажигания дуги.
- Возможность настройки баланса тока сварки алюминия.
- Установка временного промежутка, в течение которого даже после отключения дуги, аргон будет подаваться.
Но не только аппарат tig для сварки алюминия нужно подбирать особо внимательно. Рекомендуется учитывать следующие нюансы:
- Вид горелки, а точнее ее держателя цанги. Хорошо, если на нем будет установлена особая сеточка. Когда аргон проходит через ее ячейки, существенно снижается расход, но при этом повышается уровень защиты.
- Толщину присадочной проволоки. Она должна превосходить размеры свариваемых деталей.
- Чистоту аргона и качество редукторов. Чем точнее измерительное оборудование, тем проще будет регулировать подачу газа в место сварки.

СПОСОБЫ СВАРКИ АЛЮМИНИЯ
Как уже говорилась выше, пытаться осуществить сварку алюминия без аргона не стоит, особенно если нет соответствующих навыков. Но знать о том, что существует несколько способов работы с деталями из этого цветного металла, все же стоит. Вот и попробуем разобраться, какая сварка для алюминия лучше и чем, разобрав основные методы работы:
- Классическая, при помощи обычной газовой горелки. Для этого понадобятся специальные прутки и флюс для сварки алюминия. При нагреве агрессивное вещество воздействует на пленку, разъедая ее. Благодаря этому открывается доступ к металлу. После того, как детали будут соединены, их обязательно нужно помыть, чтобы убрать остатки флюса.
- Электродуговая. Для нее понадобится особая сварочная проволока или электроды. Варят при этом постоянным током. Полярность для сварки алюминия полуавтоматом в таких случаях выбирают обратную.
- Аргонодуговая. Для нее придется запастись аргоном, вольфрамовыми электродами и чистым аргоном. Хоть этот тип сварки и может показаться самым сложным, но он и отличается максимальной эффективностью. Под действием очень высоких температур даже самая стойкая пленка распадается, а благодаря быстрому перемещению электрода алюминий просто не успевает вытекать из зоны сварки.
НАСТРОЙКА СВАРОЧНОГО АППАРАТА
Последний шаг перед началом работы — настройка оборудования. От правильности выполнения всех рекомендаций во многом будет зависеть успешность всего мероприятия. Учесть нужно следующие советы:
- Полярность может быть как прямой, так и обратной. Обычно со старта устанавливают 50/50.
- Варить лучше на переменном токе. Сварка алюминия постоянным током проводится только при электродуговом способе.
- Тщательно регулируйте расход газа. Лучше сразу установить его в промежутке 6–12 л. В дальнейшем, при приобретении определенного опыта, вы сможете скорректировать этот показатель.
- Подберите верную продолжительность затухания дуги, а также подачи аргона после этого. Первый показатель обычно равен 2–4 секундам, второй — 5.
 Первый показатель обычно равен 2–4 секундам, второй — 5.
Первый показатель обычно равен 2–4 секундам, второй — 5.ПОДБОР ПРИСАДОЧНОГО МАТЕРИЛА И ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ АЛЮМИНИЯ
Выбирая присадку для алюминия, а в частности проволоку, стоит помнить о том, что плавится металл очень быстро. Поэтому и используемый материал должен иметь толщину не меньше, чем свариваемые детали. Но не менее важно помнить и о химическом составе основы и добавки. Если они не будут соответствовать друг другу, то и крепкого соединения не получится. При подборе проволоки нужно руководствоваться следующими данными:
| Маркировка присадки, № | Предназначение |
| 1070/1100 | АД1, АМц. |
| 5754 | Для сварки алюминия с примесью магния. |
| 1450 | Для сплавов, используемых в авиастроении. Присадка оснащена титановым включением, укрепляющим шов. |
| 5183 | Для пищевых емкостей и судостроения. |
| 5554 | Для колесных дисков и емкостей химической промышленности. |
| 4043 | Для сплавов с силумином, применяемых в строительстве. |
Особые рекомендации есть и касательно выбора электродов. Главное, чтобы диаметр выбранной принадлежности был максимально близок к толщине обрабатываемого изделия. Свой выбор рекомендуется остановить на WL 15 или WL 20. Заточку электрода проводят, как обычно, но избегают образования слишком острого кончика. В первые же секунды после разогрева конец изделия приобретает форму капли, и уже в таком состоянии ведется шов. При этом вылет из сопла должен быть хотя бы 3–5 мм.
ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ АЛЮМИНИЯ
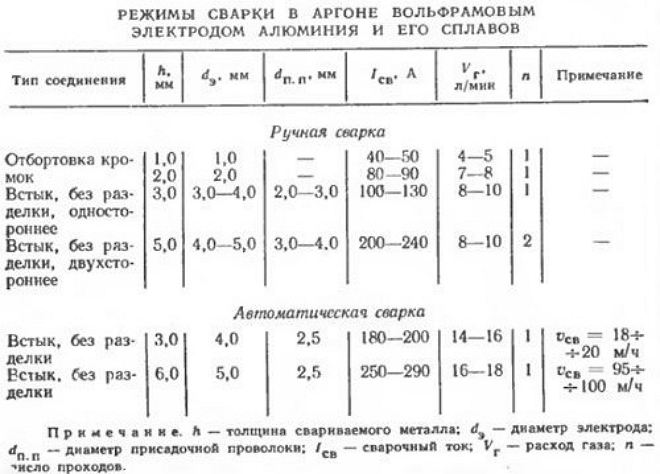
Прежде, чем приступить непосредственно к работе, рекомендуем вам ознакомится с таблицей, содержащей в себе информацию о режимах сварки алюминия.
| Режимы сварки алюминия | ||||||
| Тип соединения | Толщина свариваемого металла, мм | Диаметр электрода, мм | Диаметр присадочной проволоки, мм | Сварочный ток, А | Расход газа | Число проходов |
| Ручная сварка | ||||||
| Отбортовка кромок | 1,0 | 1,0 | — | 40–50 | 4–5 | 1 |
| 2,0 | 2,0 | — | 80–90 | 7–8 | 1 | |
| Встык, без разделки, одностороннее | 3,0 | 3,0–4,0 | 2,0–3,0 | 100–130 | 8–10 | 1 |
| Встык, без разделки, двухстороннее | 5,0 | 4,0–5,0 | 3,0–4,0 | 200–240 | 8–10 | 2 |
| Автоматическая сварка | ||||||
| Встык, без разделки | 3,0 | 4,0 | 2,5 | 180–200 | 14–16 | 1 |
| Встык, без разделки | 6,0 | 5,0 | 2,5 | 250–290 | 16–18 | 1 |
Далее можно приступать непосредственно к соединению деталей. Следуйте нескольким простым правилам, и успех вам гарантирован:
- Заготовки расположите в максимально удобном положении. Для достижения еще больше комфорта их можно прихватить с двух сторон.
- Проволоку начинают подавать только после того, как образуется сварочная ванна. В данном случае важно не промедлить и сделать все вовремя.
- Рекомендованная длина дуги — 3 мм.
- Электрод нужно держать под углом в 80 градусов. А вот проволока подается уже перпендикулярно положению электрода.
- Для работы с тонкими заготовками достаточно вести электрод строго вдоль шва. Если же толщина изделия превышает 3 мм, то вполне можно подключить немного зигзагообразных движений.
- Проволока движется перед электродом.
- Чтобы завершить шов, следует нажать на кнопку горелки. При этом запускается таймер выключения.
- Убирать устройство из зоны сварки нельзя до тех пор, пока не прекратится подача газа.
Если вы планируете заняться сваркой алюминия полуавтоматом, то купить tig аппарат и все необходимые принадлежности вы можете на Сварщик Бай. В нашем каталоге вас ждет огромный выбор товаров по самым привлекательным ценам. Выбирайте лучшее, работайте эффективно!
Аппарат для сварки алюминия – особенности работы и возможности оборудования
Выбирая аппарат для сварки деталей из алюминия, важно учитывать особенности данного металла, затрудняющие осуществление сварочных работ по традиционным технологиям. Оборудование, которое можно использовать для соединения деталей из алюминия, а также его сплавов, должно обладать рядом специальных функций, которые и дадут возможность получать качественные и надежные сварные швы.
Процесс сварки алюминия
Выбор соответствующего оборудования – не единственное требование, которое следует учесть при сварке алюминия. Важно также правильно подобрать расходные материалы, обладать специфическими знаниями и навыками выполнения работ подобного характера.
Оборудование для качественной сварки алюминия
Высокая сложность сварки деталей из алюминия объясняется тем, что данный металл очень активно взаимодействует с кислородом, азотом и водородом, содержащимися в окружающем воздухе. Такое взаимодействие происходит при любых температурах и приводит к тому, что на поверхности алюминия формируется тугоплавкая оксидная пленка, которая и препятствует выполнению сварочных работ. Именно поэтому сварку деталей из данного металла выполняют в среде защитного газа (преимущественно аргона), для чего необходимо использование специального оборудования.
В качестве аппарата для сварки деталей из алюминия чаще всего применяют инвертор, дополнительно оснащенный оборудованием для подачи защитного газа, а также специальной горелкой, в которой фиксируется неплавящийся электрод из вольфрама.
Устройство водоохлаждаемой горелки
Классификация горелок и их формы
Некоторые модели инверторных аппаратов имеют в своей конструкции встроенный осциллятор. Он облегчает процесс зажигания электрической сварочной дуги и поддерживает ее в стабильном состоянии в процессе выполнения работ.
Оборудование для сварки алюминия может работать на постоянном, переменном или пульсирующем (постоянно-переменном) токе.
Современный инверторный аппарат, электрическая схема которого построена на мощных транзисторах, имеет небольшие размеры и высокий КПД, позволяет точно регулировать силу сварочного тока, а за счет опции широтно-импульсной модуляции обеспечивает стабильное горение электрической дуги. Большинство современных моделей подобных устройств для сварки обладает функцией стабилизации напряжения, что позволяет успешно использовать их при значительных скачках данного параметра электрического тока (до 10% от номинального значения).
Цифровая панель управления современного многофункционального инвертора
Примечательными характеристиками современных инверторных аппаратов являются следующие.
- За счет возможности регулирования баланса тока при сварке с использованием такого аппарата можно контролировать и корректировать степень раскисления свариваемого металла. Такая опция является очень важной, так как недостаточный баланс не даст возможность разрушить оксидную пленку на поверхности металла (например, алюминия), а слишком большой – не позволит обеспечить стабильность горения сварочной дуги.
- Такое оборудование предоставляет возможность регулировать частоту сварочного тока. Это позволяет эффективно контролировать горение электрической дуги. Благодаря данной опции можно использовать такой аппарат для сварки даже самой высокой сложности (соединение тонколистовых деталей, проводов и др.).
Подготовка сварочного аппарата к работе
Любой сварочный аппарат – как самодельный, так и серийных моделей – для эффективного и безопасного функционирования необходимо правильно подготовить к дальнейшему использованию.
Подключение рукава к гнезду инвертора
Рассмотрим порядок такой подготовки применительно к инверторному устройству.
- К аппарату подсоединяются токоподводящие кабели. Затем подсоединяются выходные кабели в правильной последовательности: к минусовой клемме – токоведущий кабель, соединяемый с горелкой, к плюсовой – кабель, подключаемый к соединяемым деталям (обратка).
- К розетке подключается кабель управления.
- Шланг, по которому будет подаваться защитный газ, подключается к соответствующему штуцеру – «ГАЗ».
- В том случае, если аппарат предусматривает управление при помощи специальной педали, то ее посредством кабеля подключают к разъему дистанционного управления.
- Если сварочные работы выполняются при помощи горелки с водяным охлаждением, то к штуцеру аппарата «ВОДА» необходимо подключить подводящий шланг.
- После выполнения подготовительных работ следует проверить надежность фиксации всех разъемов.
Установка катушки с проволокой
Органы управления инвертора
Большинство современных инверторных аппаратов, выпускаемых серийно, оснащены типовыми органами управления, к которым относятся:
- Таймер, отвечающий за время включения подачи защитного газа, который начинает подаваться за несколько секунд до начала выполнения сварочных работ.
- Регуляторы тока, используемые для установки его параметров при выполнении сварки по различным методикам;
- Таймер, отвечающий за установку времени спада тока.
- Регулятор, позволяющий включать режим форсирования дуги, что необходимо для обеспечения ее легкого и быстрого зажигания.
- Регулятор, отвечающий за частоту импульсов (применяется такой регулятор при выполнении сварки с применением импульсного тока).
- Регулятор, который также используется при применении импульсного тока и отвечает за время прохождения импульсов и продолжительность пауз между ними.
- Орган управления, регулирующий соотношение (баланс) прямой и обратной полярности при выполнении сварки на переменном токе.
- Таймер, при помощи которого выставляется время прекращения подачи газа в зону выполнения сварки (следует иметь в виду, что защитный газ после окончания сварки любого металла (в том числе алюминия) должен подаваться в область сформированного шва еще 5–7 секунд).
Органы управления инвертором на примере аппарата «Форсаж» (нажмите, чтобы увеличить)
Что требуется предусмотреть перед началом сварочных работ
При подготовке аппарата для сварки алюминия к работе желательно учитывать следующие рекомендации.
- Если для сварки необходимо использовать удлиненные кабели, то они должны иметь больший диаметр своего поперечного сечения.
- После подключения к устройству для сварки газового баллона следует проверить, нет ли утечек в системе шлангов и их соединений.
- Аппарат для сварки деталей из алюминия перед началом использования необходимо заземлить. Для этого используется электрический кабель, сечение которого должно быть не меньше 0,6 кв. сантиметров.
- Особое внимание следует уделить надежности мест соединения кабеля, идущего к сварочной горелке, а также обратного кабеля, подсоединяемого к свариваемым деталям из алюминия.
Основные действия при выполнении сварки
После того как все подготовительные работы выполнены, можно начинать использовать сварочный аппарат по его прямому назначению (например, для соединения деталей из алюминия). Для этого необходимо совершить следующие действия:
- При помощи переключателя на постоянный или переменный ток требуется выбрать режим сварки. При соединении деталей из алюминия это будет режим AC (переменный ток).
- После выбора режима можно включить питание аппарата и запустить систему его охлаждения, если она предусмотрена в его конструкции.
- Затем следует отрегулировать расход защитного газа.
- В зависимости от характеристик соединяемых деталей надо выставить соотношение прямой и обратной полярности сварочного тока.
- Подача газа в горелку, а также запуск осциллятора, упрощающего процесс зажигания электрической дуги, осуществляется нажатием одной кнопки, расположенной на рукоятке сварочной горелки.
Выставить оптимальные режимы сварки, которые зависят в основном от параметров соединяемых деталей, можно, воспользовавшись собственным опытом или таблицами из специальной литературы.
Время сварки@3 — Сварка алюминия для начинающих
Видеоканал о сварке «Время сварки» Эпизод 3 «Сварка алюминия для начинающих»
В этом эпизоде Время сварки@3, Мистер TIG, продемонстрирует начальные основы сварки алюминия с использованием TIG процесса.
Настройка:
Перед началом сварки, Мистер TIG рассказывает о настройке сварочного аппарата для образования шарика на конце вольфрамового электрода.
Сварка:
После показа правильной техники подачи присадочного материала и угле наклона сварочной горелки для TIG сварки алюминия, Мистер TIG покажет некоторые наиболее распространенные ошибки и способы их исправления.
Сварка алюминия для начинающих
Добро пожаловать на время сварки. Я мистер ТИГ.
Нам пришло много писем с вопросами о сварке алюминия. Как вы знаете, алюминий не самый легкий металл для сварки, но работа с ним может стать простой, если вы будете варить его поэтапно. Это – именно то, чем мы и будем заниматься. Данный ролик – первый из серии видео, посвященных сварке алюминия.
Давайте приступим. Я расскажу вам, с чего начать и как настроить аппарат, затем мы немного поварим. Давайте начнем с горелки. Первый вопрос, который часто задают, касается вольфрамового электрода. Какой вольфрамовый электрод вы используете? У нас здесь 2 процентный торированный вольфрам. Этот вариант очень популярен для DC сварки. Но сегодня мы будем варить AC – сваркой на переменном токе.
Для того, чтобы варить алюминий AC сваркой, нам нужно поместить шарик на конец электрода. Мы настроим аппарат на ток DC+. Зажжем сварочную дугу. Появится шарик. И тогда-то и нужно приступать. Убедитесь, что вы перенастроили аппарат на AC. Перед началом работы я надеваю перчатки, так как будет довольно жарко. Еще одна очень важная деталь. Очки 1.75 диоптрий.
Электрод выступает на чуть больше, чем полсантиметра. Я зажигаю дугу не больше чем на две секунды. После чего на конце электрода у меня будет шарик. Итак, замечательно. На конце электрода у нас шарик. С этим шариком на конце электрода мы будем варить алюминий AC сваркой. Убедитесь в том, что вы настроили аппарат на AC.
Я обычно работаю при расходе 8-10 литров аргона в минуту почти со всеми материалами, включая и алюминий. Алюминий тяжело варить потому что на нем всегда есть слой оксидов. Как бы вы его не чистили, на нем всегда будет оставаться тонкая мембрана, которая плавится при 2000 градусов Цельсия. Сам же металл плавится при 650 градусов Цельсия. Это – физическая сторона дела.
Я работаю сварочным аппаратом, оснащенной технологией, которая позволяет очищать металл в процессе сварки. Дуга выполняет это за вас. И все же я рекомендую протирать металл ацетоном или любым растворителем, который вам нравится. Удалите все масла – сварочный аппарат вам в этом не помощник.
Сейчас мы начнем. Я покажу, как варить. И вот что у нас получится – надеюсь, вы тоже это увидите. Я зажгу дугу, и она очистит металл, удалит оксиды. Я дам вам на все это посмотреть. Потом у нас образуется сварочная ванна. Очень важно не начинать добавлять присадочный материал слишком быстро. Смотрите на ванну, думайте о ней. Добавляйте присадочный материал тогда, когда будет нужно. Если вы поторопитесь или же сварка будет загрязнять металл, и положение будет только ухудшаться. Я покажу вам два примера.
Первый – чистая сварка, без загрязнений и огрехов. Затем я загрязню вольфрам и вы увидите, к чему это приведет.
Зажигаю дугу. Очищаю поверхность, вы можете видеть, как удаляются оксиды. У меня образуется небольшая ванночка. Сварка идет чисто. Нужно добавить немного присадочного материала. Медленно продвигаемся вперед. Работаем легкими прикосновениями. Никогда не добавляйте присадочный материал в середину ванны. Добавляйте к ее цоколю. Сейчас мы прекратим варить. Алюминий чувствителен к трещинам, поэтому нужно добавлять присадочный материал. Так, сейчас в конце я добавлю немного дополнительного присадочного материала. И теперь я медленно вернусь назад по ванне и выключу аппарат.
Теперь, когда мы закончили варить, я хочу, чтобы вы обратили внимания на угол наклона горелки. Она слегка наклонена. Мне хотелось бы, чтобы вы варили под самым лучшим углом из всех возможных. Самый лучший угол здесь – это прямой угол. Он позволяет получать симметричную ванну. И позволяет добавлять присадочный материал под практически любым углом. Проблема же состоит в том, что с таким углом вы не можете видеть процесс сварки. Поэтому, для того, чтобы вы видели ванну, нужно наклонить горелку примерно на 15 градусов. По мере того, как вы будете уставать, вы можете обнаружить, что горелка опускается до 30 градусов. Если же угол достигнет 45 градусов, то сварочная ванна будет становиться неровной, и вам будет тяжело работать. Помните об этом. Это что-то вроде фактора усталости. Поднимайте горелку назад до 15 градусов, и все будет в порядке. Если вы все сделали правильно, то сварка получится ребристой от легких прикосновений.
Я зажигаю дугу. Поначалу это будет отличной сваркой. Я очищу поверхность от оксидов, сделаю ванну. Слегка касаемся. Вот, у меня получилось. Вольфрам начинает загрязняться. Когда это происходит, сварка идет с помехами, вольфрам не работает, как следует. Словом, сварки просто не получается. Лучше всего будет просто закончить сварку. В случае подобных проблем вам следует очистить вольфрамовый электрод. Надеюсь, вы не окажетесь в подобной ситуации.
Вот и все на этот раз. Спасибо за внимание. Я мистер ТИГ.
Custom Aluminium, Inc.
Сварка — это самый надежный метод соединения алюминиевых материалов. Он может образовывать водонепроницаемое уплотнение и обеспечивает лучшую электропроводность по сравнению с другими методами соединения. Сварка также обеспечивает непрерывное рассеивание и передачу тепла и во многих случаях является самым дешевым методом соединения материалов. Компания Custom Aluminium Products предлагает 3 различных метода сварки.
Сварка TIG или вольфрамовым электродом в среде инертного газа обеспечивает более чистый сварной шов с меньшим количеством искр и брызг. Сварные швы получаются более точными и качественными. Детали, сваренные TIG, также можно хорошо анодировать без остатков сажи. Сварка TIG может сваривать без использования присадочного материала, по сути, плавя одну деталь с другой. Однако это более затратно и требует более длительной разработки и настройки.
MIG или сварка в среде инертного газа является более быстрой сваркой и дешевле, чем сварка TIG. Настройка занимает меньше времени, сварные швы более щадящие и заполняют швы лучше, чем TIG.Сварку MIG можно выполнять вручную или с помощью роботов. Однако сварка MIG менее устойчива, и может возникнуть неравномерная сварка проволоки и возгорание. Возникает больше брызг, искр и дыма, а при анодировании будет преобладать черная сажа.
Последний вид сварки, выполняемый Custom Aluminium Products, — это сварка Fronius CMT. Это дает нам возможность соединять сталь и алюминий вместе практически без брызг. Сварные швы Fronius наносятся роботом и сводят к минимуму тепловую деформацию. Можно эффективно сваривать тонкие стенки и стенки различной толщины.Сварка Fronius дороже и обычно используется для больших партий.
Свяжитесь с Custom Aluminium Products по вопросам сварки.
Для получения дополнительной информации о сварке Fronius CMT посетите: Fronius CMT
Custom Aluminium Fabrication, One-Stop Aluminium Fabrication
Ваш лучший поставщик изделий из алюминия на заказ
Изготовление алюминия Wellste по индивидуальному заказу гарантируется автоматическими обрабатывающими центрами с ЧПУ, что точность допуска по размеру может достигать +/- 0.02мм. Wellste также владеет другим передовым производственным оборудованием для резки, штамповки и сварки, которое может соответствовать отраслевым стандартам высокой точности и даже превосходить их с некоторыми критическими размерами.
Специалисты с более чем 5-летним опытом работы в отрасли обеспечивают изготовление ваших нестандартных алюминиевых конструкций, которые обеспечивают стабильное качество доставки деталей из алюминиевой экструзии, наши богатые опытные команды, независимо от продаж или инженеров, дадут вам быстрый ответ с помощью как минимум двух возможных вариантов решения. Производство — это подходящее место, в котором мы специализируемся более 20 лет в базовом или комплексном исполнении.
Wellste: ваш лучший производитель алюминиевых изделий на заказ
Кроме того, Custom Aluminium Fabrication содержит анодирование и окраску поверхностей, Wellste может обеспечить изготовление нескольких поверхностей из алюминиевых деталей, от анодирования до окраски, какой бы цвет вы ни выбрали, инженеры Wellste будут координировать свои действия с нашим долгосрочным партнером. образец для выбранного вами.
Изготовленные на заказ алюминиевые изделия Wellste широко применяются в автомобилях, фотоэлектрических солнечных модулях, строительстве зданий, отделке дома и электронных продуктах, от простого до сложного изготовления, что требуется во всех отраслях промышленности.Таким образом, Wellste фокусируется на 10-летнем производстве алюминия по индивидуальному заказу. Независимо от того, одна деталь или миллион деталей изготовлены из алюминия, Wellste обладает стабильными производственными возможностями, которые помогают сотням создавать от концепции до конечного производства.
Wellste предлагает индивидуальный процесс изготовления алюминия — это комплексное производство и обслуживание, основанное на вашем конечном использовании и бюджете, wellste предоставит более гибкие решения для обработки для экономии ваших закупочных затрат. Wellste также заботится о качестве продукции, наш контроль качества с помощью современного измерительного инструмента будет произвольно проверять каждый производственный процесс.
Wellste постоянно стремится к индивидуальному производству алюминия на основе ваших подробных требований, мы очень хорошо знаем производство алюминиевых профилей, мы можем предоставить продукцию высшего качества и конкурентоспособные цены, чтобы координировать ваше развитие на местных рынках.
Почему бы не связаться с нашим инженером по продажам и обсудить дальнейшие вопросы? Мы всегда здесь, чтобы полностью поддержать любые ваши вопросы.
Что такое изготовление алюминия на заказ?
Изготовление алюминия по индивидуальному заказу — это процесс изготовления алюминиевых профилей в соответствии со спецификациями заказчика.
Изготовление алюминия на заказ
Каковы преимущества изготовления алюминия на заказ?
Преимущества изготовления алюминия на заказ:
- Вы можете получить алюминиевый профиль, соответствующий вашим производственным требованиям.
- Изготовленные на заказ алюминиевые профили легкие по весу, поэтому для их перемещения с высокой скоростью требуется очень мало энергии.
- Изготовленные на заказ алюминиевые профили устойчивы к коррозии, что увеличивает их долговечность.
- Кроме того, алюминиевые профили по индивидуальному заказу обладают очень высокой механической прочностью и могут выдерживать большой вес.
- Кроме того, он безопасен для окружающей среды, что позволяет повторно использовать и перерабатывать алюминиевый профиль без потери первоначальной стоимости.
- Изготовление алюминия по индивидуальному заказу также является быстрым процессом, при котором вы можете получить свое изготовление быстрее, чем другие.
- Изготовление алюминия на заказ требует от производителей использования квалифицированной рабочей силы, что гарантирует высокое качество продукции.
Как Wellste контролирует качество изготовления алюминия на заказ?
Wellste контролирует качество изготовления алюминиевых изделий на заказ, соблюдая стандарты китайской обрабатывающей промышленности.
Кроме того, он обеспечивает соответствие изготовленных по индивидуальному заказу алюминиевых профилей:
- Общий и линейный допуск на размер GB / T 1804-2000, который является китайским стандартом, равным ISO 2768-m.
- Также учитывается точность размеров, необходимая заказчикам для изготовления алюминиевых изделий на заказ.
- Сборка комплектующих одинакова для всех рабочих, производя одинаковую высококачественную продукцию.
Что такое возможности Wellste в производстве алюминия на заказ?
Wellste может производить алюминиевые изделия на заказ, предоставляя различные услуги.
Эти услуги включают ЧПУ, штамповку, лазер, резку, нарезку петель, нарезание резьбы гибкой резьбы, вставку и сборку.
Кроме того, он также предлагает услуги робототехники, сварки, порошковой штамповки, металлической штамповки, нанесения покрытий и анодирования.
В каких отраслях Wellste поставляет алюминиевые детали по индивидуальному заказу?
Т-образный паз
Wellste предлагает алюминиевые детали на заказ для различных отраслей промышленности.
Некоторые отрасли включают:
- Автомобильная промышленность
- Солнечная промышленность для фотоэлектрических солнечных модулей
- Строительство и строительная промышленность
- Производство предметов домашнего обихода и электронной продукции
Почему Wellste является надежным производителем алюминия на заказ в Китае?
Wellste — проверенный производитель алюминия на заказ в Китае, потому что:
- Производит алюминиевые изделия очень высокого качества по индивидуальному заказу из качественных материалов.
- Соответствует требованиям обрабатывающей промышленности Китая.
- Он также соответствует индивидуальным требованиям клиента, производя именно то, что ему нужно.
- Они предлагают конкурентоспособный производственный процесс, удобный для их клиентов.
- Он имеет систему контроля качества, которая проверяет качество продукции на каждом этапе производства.
- Персонал Wellste имеет богатый опыт в производстве алюминиевых профилей на заказ.
Может ли Wellste помочь в проектировании алюминиевых конструкций на заказ?
Да, Wellste может помочь в проектировании алюминиевых конструкций на заказ.
У компании есть команда инженеров-конструкторов с большим опытом проектирования, которые помогут вам в процессе проектирования.
Собирает ли Wellste детали из алюминия на заказ?
Да, Wellste собирает детали из алюминия на заказ.
После изготовления деталей по индивидуальному заказу Wellste соберет все детали с помощью различных технологий изготовления.
Можно ли гравировать лазером Wellste нестандартные алюминиевые детали?
Лазерная гравировка алюминиевой детали — Фото любезно предоставлено WISELY
Да, Wellste может гравировать с помощью лазера нестандартные алюминиевые детали.
Отвечает всем требованиям к инструментам для лазерной гравировки алюминиевых изделий на заказ.
Предлагает ли Wellste алюминиевые детали с ЧПУ на заказ?
Да, Wellste предлагает изготовленные на заказ алюминиевые детали с ЧПУ, которые соответствуют вашим требованиям к экструзии алюминия.
Помимо этого, он также предлагает другие услуги по изготовлению на заказ, такие как сварка, гибка, лазерная гравировка, сверление и резка.
Что вы должны предоставить при изготовлении алюминия на заказ?
Если вам нужно изготовить алюминиевый корпус по индивидуальному заказу, вы должны предоставить подробный чертеж в файле STP или CAD.
Wellste имеет группу инженеров-проектировщиков, которые оценивают чертежи перед тем, как утвердить их для изготовления.
Сварка и изготовление на заказ | ООО «Расти Натс Фикс Ит Шоп»
Сварочные услуги для вашего автомобиля или проектаRusty Nuts Fix It Shop LLC специализируется на сварке для ремонта автомобилей и индивидуальной настройки автомобилей. Помимо услуг по сварке автомобилей, наши специалисты готовы предложить любые производственные идеи и проекты, которые вам понадобятся.У нас есть возможность сваривать все, что угодно, что делает нас вашим простым универсальным решением.
Есть вопросы? Звоните (304) 786-1042 или свяжитесь с нами через Интернет для получения дополнительной информации.
Посетите нас для сварки Свяжитесь с нами сегодня
Обслуживаемые области : Миллвуд, Западная Вирджиния, Рипли, Западная Виргиния, Рейвенсвуд, Западная Вирджиния и прилегающие районы.
Сварочные услуги- Сварка на заказ
- Изготовление
- Сварка стали
- Сварка алюминия
- Сварка кремниевой бронзы
- Сварка — это производственный процесс, в котором металлы или термопласты соединяются путем плавления обоих материалов вместе и образования прочной связи за счет коалесценции.
- Поскольку исходные материалы снова переплавляются, этот расплавленный сварной шов, как известно, обеспечивает более прочное соединение, чем другие подобные услуги по ремонту и повторному присоединению.
- Некоторые ремонтные работы сваркой требуют включения сварочных стержней, проволоки и других материалов в процесс в качестве наполнителей и катализаторов для склеивания металлов.
Изготовление — это создание чего-то нового. Это идеальное решение, когда вам нужна деталь необычной формы, которую невозможно найти на обычном рынке.Изготовление также рекомендуется всем, кто хочет чего-то уникального, например, нестандартной выхлопной системы со специально разработанными трубами. При изготовлении важно убедиться, что функциональность и дизайн совместимы. Наши технические специалисты могут помочь на этом фронте, чтобы обеспечить успешную интеграцию и ваше полное удовлетворение.
Создайте и отремонтируйте с нами сегодняЕсть ли деталь особого размера, которая вам нужна, или нестандартный вид? Свяжитесь с нами сегодня, чтобы получить дополнительную информацию о наших сварочных процессах и ценах.Наши специалисты готовы отреставрировать или создать все необходимое для вашего автомобиля или другого проекта.
Свяжитесь с нами по вопросам сварки и изготовления
Анодированный алюминий с лазерной гравировкой и отожженная нержавеющая сталь —
Компания CNCROi.com изготовила множество индивидуальных сварочных бирок, как правило, из нержавеющей стали 304 и анодированного алюминия (различных цветов).
Что делает нас уникальными, когда дело доходит до металла, так это гибкость, которую мы предлагаем вам в отношении этих двух материалов: мы можем отжигать нержавеющую сталь с помощью нашего волоконного лазера и / или гравировать анодированный алюминий на нестандартных формах в соответствии с вашими требованиями.Мой двоюродный брат владеет цехом по индивидуальной сварке и изготовлению металлических изделий, и вот пример того, что мы для него сделали.
и просто чтобы показать еще больше разнообразия наших предложений…
и еще железо металлическое!
На анодированный алюминий, согласно этому сообщению в блоге!
Мы сосредоточимся на анодированном алюминии, это стандартная сварочная бирка, которая есть в наличии. В данном случае он черный для наилучшего контраста, но может быть любого цвета и любой формы, а при желании может быть даже толще.
Разрешение, которое мы получаем на этой специальной сварочной бирке, составляет более тысячи точек на дюйм, но обычно мы гравируем ее с разрешением 600 точек на дюйм, так как глаз действительно не может заметить разницу даже на самых сложных логотипах.
Сварочные бирки по индивидуальному заказу также производятся по запросу, поэтому, если вы хотите, чтобы каждая из сделанных для вас этикеток имела уникальный QR-код, буквенно-цифровой или какой-либо другой, это не проблема. Мы также запускаем нашу систему через базу данных, поэтому даже если у вас есть тысячи таких систем с уникальными характеристиками, для нас это не проблема.
Вы можете видеть невероятную четкость, которую мы достигаем для этой индивидуальной сварочной бирки на анодированном алюминии, два отверстия (или больше или меньше) могут располагаться где угодно, форма соответствует вашим спецификациям, а информация на бирке также уникальна для каждой бирки.
В данном случае этот черный анодированный алюминиевый сварочный ярлык имеет толщину 0,02 дюйма или примерно 1 мм, но если вам нужно что-то более толстое, другого цвета, другой формы, просто дайте нам знать. Тем не менее, минимальные количества могут вступить в силу, поскольку процесс их производства не так востребован, как наша система.Для штамповки нужны формы, для лазерной резки нужны объемы, чтобы иметь экономический смысл.
Сколько мы можем заработать, используя анодированный алюминий? Вот еще одно видео о недавнем проекте, чтобы показать вам невероятное разнообразие, которое мы предлагаем.
Теперь о бирках для сварки 304 из нержавеющей стали. Это та же форма и размер, что и метка для сварки из анодированного алюминия, приведенная выше, поэтому у нас есть прямое сравнение между ними.
В отличие от анодированного алюминия, изготовленная на заказ сварочная бирка из нержавеющей стали 304 отожжена, а не выгравирована.Ничего не добавляется и не удаляется, почернеет из-за процесса термообработки. Таким образом, нет ничего, что могло бы потускнеть, потрескаться или отслоиться даже в самых суровых условиях, поскольку все это металл из одного источника.
Это почти похоже на волшебство, но все, к чему прикасаются источники волоконного лазера, становится черным под действием тепла, что позволяет нам с невероятной точностью и ясностью создавать эти индивидуальные сварочные бирки из нержавеющей стали. По сути, это тот же процесс, что и с биркой для сварки анодированного алюминия, за исключением того, что он намного медленнее.
Наш австрийский промышленный широкоформатный лазер с ЧПУ также обладает невероятной способностью к изготовлению нестандартных сварочных меток, мы способны производить огромные производственные партии в десятки тысяч по запросу и в реальном времени, поэтому независимо от количества, от нескольких десятков до тысяч, CNCROi. com может вам помочь!
Многие из наших сварочных бирок из нержавеющей стали 304 на самом деле не имеют отверстий. Почему? Потому что нашим клиентам нравится приваривать их непосредственно к своей работе! Это еще одно огромное преимущество, которое мы предлагаем вам, потому что вам нужна долговечная бирка, которая позволит вам приваривать к вашим клиентским проектам!
Процесс отжига нестандартной сварочной метки одинаков независимо от объема, формы или размера.Вы связываетесь с нами и сообщаете нам, сколько вы хотите, какова ваша идеальная форма (отправьте CAD, если хотите) и какую информацию вы хотите о ней. Затем мы сообщаем вам цену и предлагаем индивидуальную сварочную бирку.
У нас также есть много разных размеров на складе, так как иногда нашим клиентам просто нужно несколько, чтобы подержать их, пока не будет изготовлено что-то нестандартное, поэтому это полезно, чтобы иметь возможность помочь нашим клиентам в чрезвычайных ситуациях, а затем решить их индивидуальные проблемы Сварочная бирка выдает сразу после этого на длительный срок.
Изготовленные нами индивидуальные сварочные бирки бесконечно гибки, они не отслаиваются, не трескаются, не выцветают и не изнашиваются, поэтому большой производственный цикл на несколько лет не проблема. Если вы знакомы с металлами, вы сразу увидите ценность, которую CNCROi.com предлагает вашему сварочному бизнесу!
Сравнивая один и тот же дизайн анодированного алюминия и нержавеющей стали 304, оба примерно одинаковой толщины, идентичный дизайн, вы можете увидеть, что лучше всего подходит для вашего сварочного бизнеса.
Кроме того, мы также часто смешиваем и подбираем, что означает индивидуальные производственные партии анодированного алюминия, смешанного с нержавеющей сталью, в разных отделах или в пакетных заказах между несколькими независимыми художниками, которые добавляют сварку в свои творения. А также бирки клапанов с латунным покрытием!
С CNCROi.com ваши возможности гибки в зависимости от того, что подходит вашему бизнесу.
Вы ищете индивидуальные сварочные бирки, которые были бы такими же прочными и гибкими, как потребности вашего бизнеса? Свяжитесь с CNCROi.com прямо сейчас, и мы сделаем несколько замечательных сварочных тегов специально для вас! В брошюре ниже вы можете увидеть, какие у вас варианты металла.
Custom Metal Welding Service в Билокси, MS
В Advanced Fabrication мы не только являемся основным ресурсом для ваших общих сварочных проектов, мы также можем предоставить нашим клиентам различные специализированные сварочные услуги. Используя опыт сварки MIG и TIG и сваривая большинство сплавов, мы направляем наши возможности на реализацию широкого спектра специализированных проектов для удовлетворения потребностей наших клиентов.
Возможности индивидуальной сварки
Наши специализированные сварочные услуги распространяются на большинство проектов, чаще всего на сварку нержавеющей стали и алюминия в Билокси. Мы можем работать в соответствии с параметрами ваших планов и спецификаций, чтобы готовый продукт соответствовал спецификациям. Мы будем рады подробно проконсультировать вас о ваших потребностях и адаптировать наши сварочные навыки в соответствии с ожиданиями проекта.
Сварка под ключ
Мы часто работаем с коммерческими и промышленными заказчиками, чтобы предоставить услуги под ключ.Сюда входит сварка нержавеющей стали для заводского оборудования, строительных машин, систем отопления, вентиляции и кондиционирования воздуха и множество других применений на территории Билокси. Благодаря сварке под ключ мы можем изучить и удовлетворить уникальные потребности конкретного продукта, формируя и производя его в соответствии с этими ожиданиями. Наша цель — обеспечить максимальное удовлетворение ваших потребностей.
Мобильная сварка
В то время как многие сварщики имеют полностью оборудованное оборудование для реализации сварочного проекта, Advanced Fabrication, Inc.делает еще один шаг вперед. У нас есть не только полностью оборудованный магазин, мы также предлагаем клиентам мобильные сварочные услуги. Это позволяет нам выполнять сварку на месте в соответствии со спецификациями вашего проекта. У нас есть опыт работы на стройплощадках всех типов и в тандеме с вашими операциями, выполняя работу быстро, безупречно и безопасно.
Удовлетворение ваших требований в области сварки в Билокси, штат Миссисипи.
Если ваш проект требует квалифицированных сварочных услуг — независимо от его ниши или степени адаптации — позвольте профессионалам Advanced Fabrication помочь вам.Свяжитесь с нашей командой сегодня, и мы покажем вам, почему мы являемся одними из самых авторитетных сварщиков в этой области, когда речь идет о специализированных работах и услугах «под ключ». Не забудьте спросить нас о наших стандартных услугах по изготовлению металла и изготовлению на заказ!
Сварка тележек и трейлеров Orange County, CA
Галерея тележек и трейлеров
В качестве металлообрабатывающего цеха с полным спектром услуг в Анахайме, Калифорния, с более чем 80-летним опытом, Bob’s Welding, Machining & Fabrication выделяется в проектировании, изготовлении и настройке металлических тележек, стеллажей, прицепов и погрузочно-разгрузочного оборудования . .Мы можем чистить, резать плазмой, формировать, обрабатывать и сваривать практически все из алюминия или стали, и у нас есть тысячи довольных клиентов в Анахайме, Оранже, Фуллертоне, Тастине, Бри, Вестминстере, Санта-Ана, Йорба-Линда и близлежащих городах. Если у вас есть подробные планы или просто общая концепция, позвоните нам сегодня. Мы предлагаем бесплатных консультаций, , конкурентоспособные цены и быстрые сроки выполнения работ.
- Bob’s Welding изготовил эту нестандартную раму тележки для местной аэрокосмической компании.Мы сгибали, катали и сваривали стальные трубы вместе, чтобы создать раму тележки, соответствующую требованиям заказчика.
- Нашему клиенту требовалась рампа для прицепа, изготовленная для его гоночного автомобиля. Мы использовали спецификации наших клиентов, чтобы создать алюминиевый пандус, который был легким и прочным.
- Мы изготовили эту алюминиевую тележку на заказ для звукооператора в округе Ориндж. Мы работали по эскизу нашего клиента, чтобы создать легкую тележку, которая соответствовала бы его потребностям в оборудовании.
- Bob’s Welding спроектировал и изготовил этот индивидуальный стальной трейлер для оборудования для клиента округа Ориндж. Мы спроектировали прицеп с учетом потребности в пространстве, предполагаемого использования, баланса веса и пожеланий заказчика.
- Мы спроектировали и изготовили эту тележку для нестандартного оборудования для клиента в Анахайме, Калифорния. Нашему клиенту нужна была тележка, в которой можно было бы разместить цистерну и другое оборудование. Мы создали эту тележку для оборудования, используя стальные трубы с порошковым покрытием, чтобы придать ей функциональный и чистый вид.
- Эта сверхмощная стальная транспортная тележка была изготовлена компанией Bob’s Welding для парка развлечений в Южной Калифорнии. Парку требовалась сверхмощная тележка, на которой можно было хранить и транспортировать большую опору. Мы спроектировали и изготовили тележку, используя спецификации и материалы заказчика.
- На этом рисунке показана наша тележка с цистерной, изготовленная по индивидуальному заказу, которая уже используется нашим довольным клиентом. Перед покраской стальной тележки мы проверили тележку, чтобы убедиться, что она удобна в использовании, все оборудование установлено правильно и все зазоры установлены правильно.Мы работаем с нашими клиентами, чтобы убедиться, что мы создаем именно то, что вы ищете.
- Мы спроектировали и изготовили эти переносные баррикадные складские тележки для конференц-центра Анахайма. Им нужны были тележки для хранения, которые позволили бы им перевозить и хранить несколько баррикад. Проект включал резку, гибку, сварку и горячее цинкование стали, а затем установку колеса в сборе.
- Нашему клиенту из Анахайма, Калифорния, требовалась специальная металлическая тележка, которая позволяла бы перевозить несколько стульев из комнаты в комнату.Тележка должна быть прочной, выдерживать значительный износ и быть простой в использовании. Мы разработали прототип, протестировали его и внесли изменения перед изготовлением и порошковым покрытием конечного продукта, показанного здесь. Наш клиент был в восторге от продукта и стал постоянным клиентом.
- Наш клиент принес нам эту тележку для мусора, которую использовали для ежедневной перевозки тысяч мешков мусора. Они попросили переделать тележку, которая была бы сверхмощной и могла бы выдерживать чрезмерный износ, а также иметь возможность подключаться к другим тележкам и тянуться к ней тележкой для гольфа.Для модернизации и ремонта мы использовали сталь, нержавеющую сталь, просечно-вытяжной металл, подшипники из сверхвысокомолекулярного сверхвысокого молекулярного веса и шины, не требующие особого ухода, с заполнением пеной. Металл делает тележку более легкой, а поддон из нержавеющей стали содержит жидкость из вытекшего мусора. Готовый продукт имеет запирающиеся стороны для удержания пакетов и предотвращения их опрокидывания.
- Нашему клиенту требовалась тележка на заказ, которую можно было бы использовать для промышленной окраски. Тележка должна была вместить два бака, а также поддерживать систему вентиляции.Он должен был быть достаточно прочным, чтобы удерживать все оборудование, и достаточно легким, чтобы его мог перемещать человек. Мы разработали тележку с возможностью вилочного погрузчика, а также транспортировку туда и обратно на грузовом автомобиле.
- Bob’s Welding создал этот индивидуальный прицеп для личного выставочного автомобиля из стали и алюминия. Нашему клиенту нужен был индивидуальный трейлер, который был бы функциональным и привлекал внимание зрителей. Мы использовали спецификации заказчика, чтобы спроектировать и построить этот трейлер, чтобы он мог легко буксировать свой мини-автомобиль.
Изготовленные на заказ детали из листового металла и прецизионные компоненты за 2-3 дня.
млн: og = «http://ogp.me/ns#» xmlns: fb = «http://www.facebook.com/2008/fbml»>
Изготовление деталей из листового металла и прецизионных компонентов на заказ за 2-3 дня. Продукция и УслугиProtocase производит полностью готовые индивидуальные детали и компоненты из самых разных материалов и компонентов за 2-3 дня.
Детали из листового металла и прецизионные компоненты на заказ
Сборка за 2-3 дня
Protocase изготавливает детали из листового металла на заказ, такие как кронштейны, пластины, рамы, кронштейны, шины, приспособления и многое другое, в течение 2-3 дней без минимального заказа.
Мы максимально упростим вам задачу, предложив универсальный источник индивидуальных, полностью готовых прецизионных деталей из листового металла. Выбирайте из множества материалов, фурнитуры, креплений и цветов порошкового покрытия, чтобы полностью отделать свою деталь из листового металла.Добавьте графику, такую как логотип или этикетку, с помощью наших услуг прямой цифровой печати и шелкографии.
Изготовим деталей по Вашему проекту:
Быстрый ремонт:Построен за 2-3 дня Нет минимального заказа
Количество 1 добро пожаловать Широкий ассортимент фурнитуры и аксессуаров Подробнее Порошковое покрытие, цифровая печать, шелкография, текстурированная поверхность Подробнее Разнообразие материалов
Подробнее Точечная и шовная сварка
Подробнее
Начните с выбора одного из следующих простых вариантов дизайна:
ресурсов
В центре внимания клиентов:
Исследования мошенников
Rogue Research отправляет свои 3D-модели в Protocase для быстрого изготовления деталей, необходимых для их полностью законченного, готового к производству продукта.Ознакомьтесь с нашим обзором клиентов.
Sentera
Sentera создает комплексные фотографические решения для оборудования дронов, которые включают высокотехнологичные камеры со сверхлегкими датчиками и специализированное программное обеспечение для анализа данных. Ознакомьтесь с нашим обзором клиентов
.