Одни люди любят считать, другие это ненавидят, но профессиональные сварщики должны уметь рассчитывать, какое количество электродов будет использовано, чтобы наплавить 1 килограмм металла? В этой статье мы поговорим о том, как правильно рассчитывать расход электродов и зачем это нужно. Для начала давайте рассмотрим, зачем нужно уметь рассчитывать расход электродов. Многие крупные строительные компании знают, что без точного расчета нельзя рассчитать стоимость всех затрат. Для таких компаний это очень важно, ведь они стремятся получить наибольшую прибыль. Если Вы, будучи профессиональным сварщиком, не умеете рассчитывать расход электродов, то работать в этой компании Вы не сможете. Как видите уметь рассчитывать расход очень важно. А теперь давайте перейдем к тому, как правильно рассчитывать расход электродов. Вот формула для расчета: Н = М х Кр
Н – это значение нормативного расхода. Коэффициент расхода Вы можете увидеть ниже в таблице:
Если Вы возьмете во внимание данные из таблицы и все внимательно рассчитаете, то потом Вы сможете знать, какое количество электродов Вам нужно будет купить, чтобы удачно завершить работу. Купить качественные электроды по выгодным ценам Вы сможете, перейдя на страницу «Контакты», потому что там содержатся ссылки на сайты заводов-изготовителей, с которыми мы сотрудничаем. Мы можем гарантировать высокое качество их товаров, потому что эти заводы используют современное оборудование и имеют хороший штат ответственных работников. Также Вам стоит обратить внимание на выгодные цены, которые Вы увидите на сайтах заводов. Итак, из этой статьи Вы узнали, как правильно рассчитывать объем используемых электродов. А, следовательно, Вы сможете как можно больше выполнить работы в отведенное заказчиком время. Да, действительно, знать эту информацию очень важно. Лучше всего скопируйте себе на компьютер таблицу и формулу, приведенные в статье. |
 Этот коэффициент учитывает все потери, которые возникают при сваривании, например огарок длиной не более 5 сантиметров, разбрызгивание и угар.
Этот коэффициент учитывает все потери, которые возникают при сваривании, например огарок длиной не более 5 сантиметров, разбрызгивание и угар.

Общие производственные нормы расхода материалов в строительстве. Сборник 30. Сварочные работы
 М.Панов, И.П.Никулина, Е.Ю.Глазунова, А.А.Сыроваткин, Ю.М.Чугунов) и ВНИКТИстальконструкция (канд. техн. наук К.А.Илюкович, инж. С.А.Мулярова) Минмонтажспецстроя СССР под методическим руководством ЦНИИЭУС Госстроя СССР.
М.Панов, И.П.Никулина, Е.Ю.Глазунова, А.А.Сыроваткин, Ю.М.Чугунов) и ВНИКТИстальконструкция (канд. техн. наук К.А.Илюкович, инж. С.А.Мулярова) Минмонтажспецстроя СССР под методическим руководством ЦНИИЭУС Госстроя СССР.СОГЛАСОВАНЫ с Госстроем СССР и утверждены для применения в системе министерства Минмонтажспецстроя СССР.
Введение норм в действие в других министерствах (ведомствах) должно быть оформлено соответствующим приказом без дополнительного согласования с Госстроем СССР.
Для инженерно-технических работников строительно-монтажных, комплектующих, нормативно-исследовательских, проектно-технологических и проектных организаций.
ОБЩАЯ ЧАСТЬ
1. Производственные нормы разработаны в соответствии со СНиП 5.01.18-86, исходя из требований правил производства работ, предусмотренных СНиПом, и рациональной организации труда. Нормы разработаны с учетом применения материалов, качество которых соответствует требованиям ГОСТов и технических условий.
3. Производственные нормы определены расчетно-аналитическим методом с помощью ЭВМ, с проверкой величины коэффициентов расхода сварочных материалов лабораторным методом и предусматривают применение прогрессивной технологии и современного сварочного оборудования.
4. Производственными нормами учтен чистый расход материалов и трудноустранимые отходы и потери, образующиеся в процессе производства сварочных работ — огарки электродов, остатки проволоки в бухте, потери на угар, разбрызгивание и шлакообразование.
5. Производственные нормы не учитывают потери сварочных материалов при хранении и транспортировании их от поставщиков до приобъектного склада.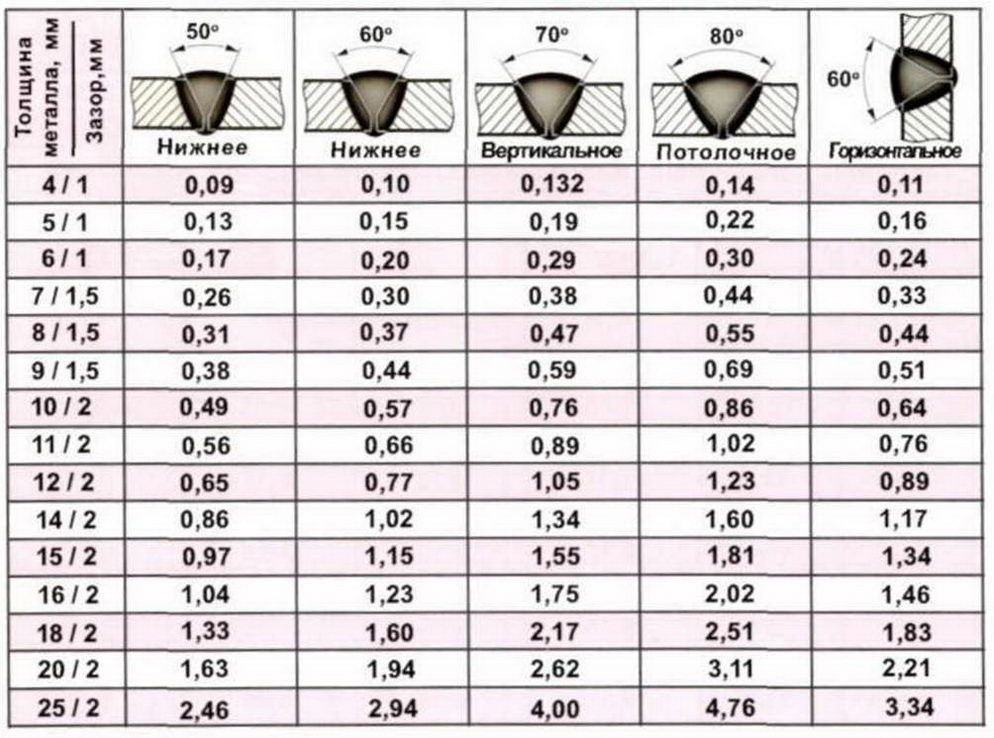
6. В случаях улучшения технологии, повышения уровня организации труда, изменения свойств и видов материалов, позволяющих уменьшить их расход на единицу продукции, производственные нормы подлежат пересмотру.
7. Для удобства пользования нормами, в частности при составлении плановых заданий бригадам рабочих, в таблицах Сборника приводятся параграфы ЕНиР 1979 г.
8. Нумерация Сборника принята в соответствии с системой кодирования видов строительно-монтажных работ для последующего использования электронно-вычислительной техники при определении потребности в материалах.
9. Для кодирования норм при применении ЭВМ вводятся коды видов строительно-монтажных работ (два знака), коды таблиц (три знака) и коды строк и граф таблиц Сборника (по два знака). Структура кода производственной нормы расхода имеет вид , где первые два знака соответствуют коду вида строительно-монтажных работ; третий, четвертый и пятый знаки — номеру таблицы; шестой и седьмой знаки — коду графы таблицы, а последние два знака — коду строки таблицы.
Для кодирования вновь разработанных норм, включенных в разделы I и II, введены дополнительные два знака в коды таблиц, представляемые через точку после основных знаков. Структура дополнительных кодов производственной нормы расхода имеет вид . .
10. С введением в действие норм настоящего Сборника утрачивают силу производственные нормы расхода материалов на аналогичные строительно-монтажные процессы, приведенные в сборниках, действующих в системе министерства.
11. Электроды, применяемые для сварки сталей, объединены в четыре группы в зависимости от марок и коэффициентов расхода электродов на 1 кг наплавленного металла.
При применении электродов с коэффициентами расхода, отличающимися от приведенных в таблице, нормы расхода следует рассчитывать по формуле:
,
где — определяемая норма расхода электрода, кг;
— норма расхода в таблице сборника, кг;
— коэффициент расхода электрода, по которому определяется норма расхода;
— коэффициент расхода электрода по таблице.
Группа электродов | Коэффициент расхода | Марки электродов |
I | 1,4 | ЛБ-52А «Гарант»; ВСФ-65У; ВСФ-75У; ВСФ-85; ОЗШ-1; ВСЦ-4А; ОЗЛ-25Б |
II | 1,5 | УОНИ-13/45; АНО-11; ТМУ-21У; ОЗС-18; ОЗС-6; ОЗС-17Н; ВСЦ-4; ВСЦ-60; ТМЛ-1У; ТМЛ-3У; УТ-28; ОЗЛ-5; ОЗЛ-29; ОЗЛ-25; ОЗЛ-36; АНВ-20 |
III | 1,6 | ОЗЛ-8; ОЗЛ-7; ОЗЛ-14А; НИИАТ-1; ОЗЛ-3; ОЗЛ-21, ОЗЛ-23; ВН-48; УОНИ-13/55К; ЦУ-5; ДСК-50; ОЗС-25; СК2-50; УОНИ-13/55У; УОНИ-13/65; АНП-2; УОНИ-13/85; НИАТ-3М; АНО-5; ОЗС-23; АНО-4; АНО-14; ОЗС-4; ОЗС-22Н; ОЗС-22Р; ТМЛ-4В; ЦЛ-39; СМВ-96; СМВ-95; СМА-96; ОЗЛ-6; КТИ-7А; ОЗЛ-2; ОЗЛ-35; АНЖР-2 |
IV | 1,7 | ОЗЛ-37-1; СМ-11; УОНИ-13/55; ОЗС-24; АНО-6; АНО-18; ОЗС-12; МР-3; ОЗС-21; ОМА-2; ОЗЛ-9А; ГС-1; АНЖР-1; АНЖР-ЗУ; ОЗЛ-19; НИИ-48Г; УОНИ-13/НЖ; ЦЛ-11; ЦТ-15; ЦЛ-9; ОЗЛ-17У |
Раздел I. СВАРКА ЛИСТОВЫХ И РЕШЕТЧАТЫХ КОНСТРУКЦИЙ
СВАРКА ЛИСТОВЫХ И РЕШЕТЧАТЫХ КОНСТРУКЦИЙ
 СВАРКА ЛИСТОВЫХ И РЕШЕТЧАТЫХ КОНСТРУКЦИЙ
СВАРКА ЛИСТОВЫХ И РЕШЕТЧАТЫХ КОНСТРУКЦИЙ
1. Производственными нормами раздела предусмотрена ручная дуговая сварка, механизированная сварка порошковой проволокой, механизированная сварка в углекислом газе, автоматическая сварка под флюсом.
2. Конструктивные размеры и условные обозначения сварных соединений соответствуют ГОСТ 5264-80, ГОСТ 14771-76*, ГОСТ 8713-79*.
3. Производственные нормы расхода электродов даны для нижнего положения шва. При других положениях шва к нормам следует применять поправочные коэффициенты:
при вертикальном — | 1,12; | |||
» горизонтальном — | 1,13; | |||
» потолочном — | 1,26. | |||

4. Производственными нормами табл.019-031 предусмотрена сварка с подачей углекислого газа с удельным расходом 6 л/мин. При увеличении удельного расхода углекислого газа к нормам расхода необходимо применять поправочные коэффициенты :
Удельный расход | Коэффициент |
6 | 1 |
8 | 1,3 |
10 | 1,6 |
12 | 2 |
5. Нормы расхода нахлесточных соединений h2 и Н2 гл. 1 и 2 определять по таблицам Сборника соответственно: 013, 026 и 014, 027.
1 и 2 определять по таблицам Сборника соответственно: 013, 026 и 014, 027.
6. Производственными нормами табл.031.17, 031.18, 031.22, 031.25, 031.26 и 031.28 предусмотрено предварительное наложение подварочного шва (сварка корня шва) автоматической сваркой под флюсом.
Глава 1. СВАРКА РУЧНАЯ ДУГОВАЯ И МЕХАНИЗИРОВАННАЯ ПОРОШКОВОЙ ПРОВОЛОКОЙ
§ 1. Соединения стыковые с отбортовкой двух кромок односторонние С 1
Рис.1. Соединение стыковое с отбортовкой двух кромок одностороннее С 1
Таблица 001. Нормы на 1 м шва
Толщина | Электроды по группам, кг | Код строки | |||
I | II | III | IV | ||
1 | 0,037 | 0,04 | 0,043 | 0,046 | 01 |
2 | 0,085 | 0,091 | 0,097 | 0,103 | 02 |
3 | 0,113 | 0,121 | 0,129 | 0,137 | 03 |
4 | 0,179 | 0,192 | 0,204 | 0,217 | 04 |
Код графы | 01 | 02 | 03 | 04 | — |
§ 2. Соединения стыковые без скоса кромок односторонние С 2
 Соединения стыковые без скоса кромок односторонние С 2
Соединения стыковые без скоса кромок односторонние С 2
Рис.2. Соединение стыковое без скоса кромок одностороннее С 2
Таблица 002. Нормы на 1 м шва
Толщина | Электроды по группам, кг | Код строки | |||
I | II | III | IV | ||
1 | 0,052 | 0,056 | 0,059 | 0,063 | 01 |
2 | 0,108 | 0,115 | 0,123 | 0,131 | 02 |
3 | 0,119 | 0,127 | 0,136 | 0,144 | 03 |
4 | 0,229 | 0,246 | 0,262 | 0,278 | 04 |
Код графы | 01 | 02 | 03 | 04 | — |
Привязка к ЕНиР § 22-1.
§ 3. Соединения стыковые без скоса кромок двусторонние С 7
Рис.3. Соединение стыковое без скоса кромок двустороннее С 7
Таблица 003. Нормы на 1 м шва
Толщина деталей, мм | Электроды по группам, кг | Проволока порошковая, кг | Код строки | |||
I | II | III | IV | |||
2 | 0,241 | 0,258 | 0,275 | 0,292 | — | 01 |
3 | 0,287 | 0,307 | 0,328 | 0,348 | — | 02 |
4 | 0,308 | 0,33 | 0,352 | 0,374 | — | 03 |
5 | 0,45 | 0,483 | 0,515 | 0,547 | 0,422 | 04 |
Код графы | 01 | 02 | 03 | 04 | 05 | — |
Привязка к ЕНиР § 22-1; § 22-7.
§ 4. Соединения стыковые со скосом одной кромки односторонние С 8
Рис.4. Соединение стыковое со скосом одной кромки одностороннее С 8
Таблица 004. Нормы на 1 м шва
Толщина деталей, мм | Электроды по группам, кг | Проволока порошковая, кг | Код строки | |||
I | II | III | IV | |||
3 | 0,157 | 0,168 | 0,179 | 0,19 | — | 01 |
4 | 0,2 | 0,214 | 0,229 | 0,243 | — | 02 |
5 | 0,253 | 0,271 | 0,29 | 0,308 | 0,237 | 03 |
6 | 0,351 | 0,376 | 0,402 | 0,427 | 0,329 | 04 |
7 | 0,427 | 0,457 | 0,488 | 0,518 | 0,4 | 05 |
8 | 0,514 | 0,55 | 0,587 | 0,624 | 0,481 | 06 |
9 | 0,644 | 0,69 | 0,736 | 0,782 | 0,603 | 07 |
10 | 0,753 | 0,807 | 0,861 | 0,915 | 0,705 | 08 |
12 | 1,036 | 1,11 | 1,184 | 1,258 | 0,969 | 09 |
14 | 1,33 | 1,425 | 1,52 | 1,615 | 1,224 | 10 |
16 | 1,764 | 1,89 | 2,016 | 2,142 | 1,651 | 11 |
18 | 2,422 | 2,595 | 2,768 | 2,941 | 2,266 | 12 |
20 | 2,852 | 3,055 | 3,259 | 3,463 | 2,668 | 13 |
22 | 3,363 | 3,603 | 3,843 | 4,083 | 3,147 | 14 |
24 | 3,871 | 4,147 | 4,424 | 4,7 | ||
Расход электродов на 1 тонну металлоконструкций калькулятор
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект.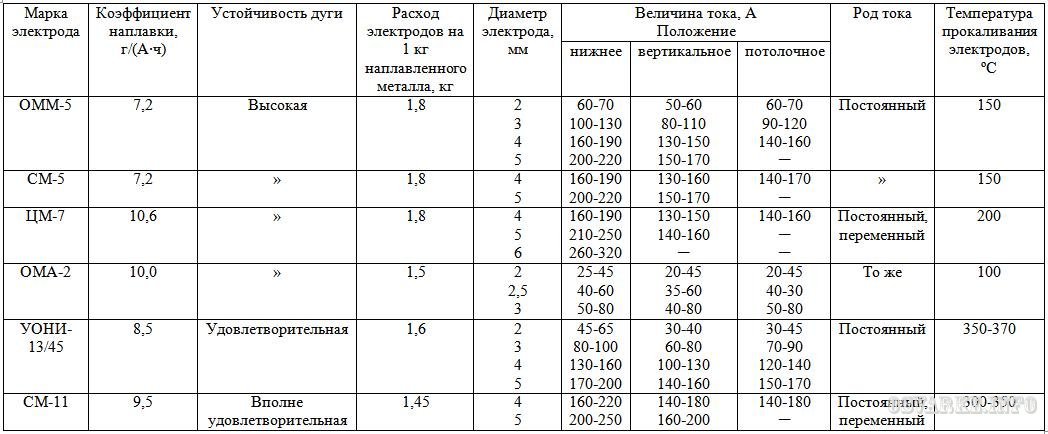 Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр.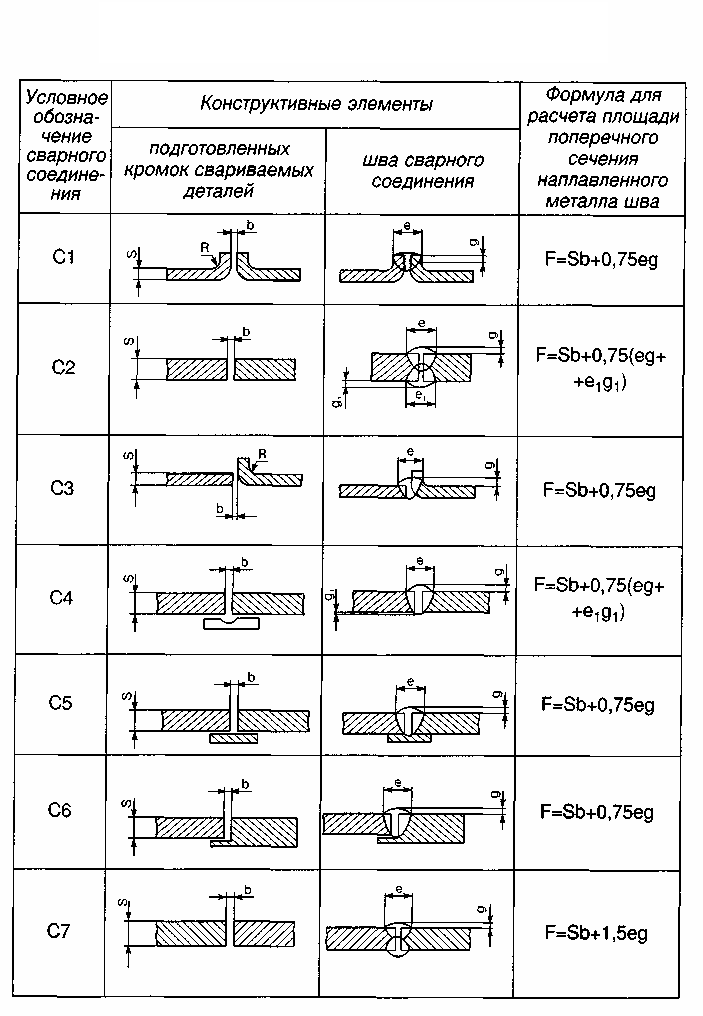 Зависит его величина от группы и марки расходников (таблица 2)
Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают:
Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см 3 (7500 кг/м 3 ) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см 3 (7850 кг/м 3 ), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см 2 . Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR 2 . Полученный результат перемножаем с объемным весом стали 7,85 гр/см 3 .
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
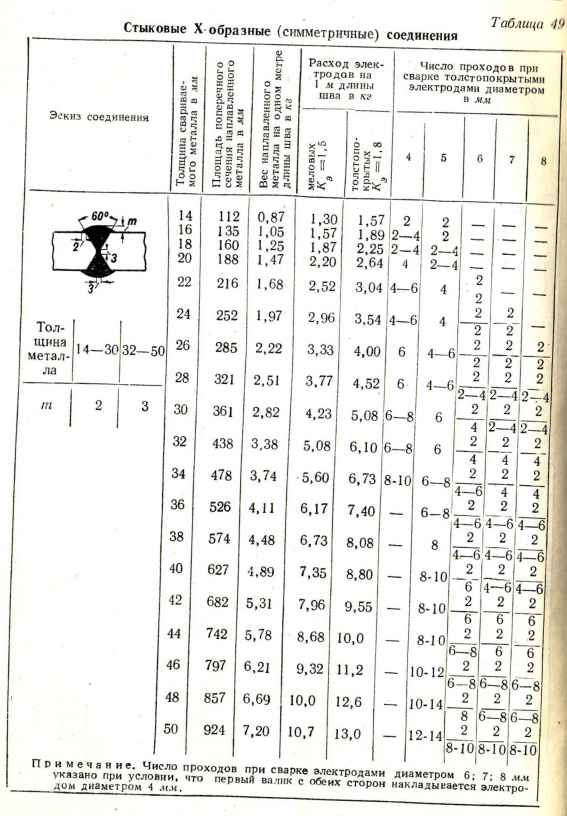
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Заключение
Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.
Главное, чтобы мероприятия по снижении расходов не выполнялись за счет ухудшения условий работы. Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие “расход электродов на 1 т металлоконструкций”.
Параметры, влияющие на расход
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м. п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.
 п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ – по коэффициенту – применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К,
где М – масса свариваемой конструкции;
К – специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M,
где F – площадь поперечного сечения;
L – длина сварочного шва;
M – масса проволоки (1 см3).

Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Погрешность в расчетах
Ни один способ не дает стопроцентного результата. Для обеспечения непрерывного рабочего процесса, рекомендуется проводить закупку материалов с запасом. Нужно помнить и о возможности присутствия некачественных или бракованных прутков.
Для обеспечения непрерывного рабочего процесса, рекомендуется проводить закупку материалов с запасом. Нужно помнить и о возможности присутствия некачественных или бракованных прутков.
Количество электродов в 1 кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла – это максимальная величина затрат сварочных материалов.
металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла – это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода,
где М – масса металла;
К расхода – табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Норма расхода электродов
Данные показатели указаны в ВСН 452-84 (производственные нормы расхода материалов в строительстве). Для различных видов конструкций существует свои особенные параметры. Следует рассмотреть нормы расхода электродов при сварочных работах, таблицы буду представлены далее.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку “рассчитать” и автоматически получить готовый результат.
Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку “рассчитать” и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр,
где Нсв – расход электродов на сваривание;
Нпр – расход стержней на прихватки;
Нпр – расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. – 15%;
- свыше 12 мм. – 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл.
 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
1). К группе 1 относятся электроды с коэффициентом расхода 1,4.Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Расход электродов при сварке труб
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):
| Размер труб, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 45Х3 | 0,021 | 0,037 | 0,040 | 0,042 | 0,044 | 0,047 |
| 45Х4 | 0,028 | 0,050 | 0,054 | 0,057 | 0,061 | 0,064 |
| 57Х3 | 0,027 | 0,047 | 0,060 | 0,054 | 0,067 | 0,060 |
| 57Х4 | 0,036 | 0,064 | 0,069 | 0,073 | 0,077 | 0,082 |
| 76Х5 | 0,061 | 0,108 | 0,116 | 0,123 | 0,130 |
ВСН 452-84 Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка
 Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка
Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резкаМИНИСТЕРСТВО МОНТАЖНЫХ И
СПЕЦИАЛЬНЫХ
СТРОИТЕЛЬНЫХ РАБОТ СССР
УТВЕРЖДАЮ:
заместитель министра монтажных
и специальных
строительных работ СССР
К.К.Липодат
14 декабря 1984 г.
ПРОИЗВОДСТВЕННЫЕ НОРМЫ
РАСХОДА МАТЕРИАЛОВ В СТРОИТЕЛЬСТВЕ
СВАРКА ТРУБОПРОВОДОВ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ
АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ ЛИСТОВЫХ КОНСТРУКЦИЙ,
СВАРКА СТЕРЖНЕЙ АРМАТУРЫ И ЗАКЛАДНЫХ ДЕТАЛЕЙ,
ГАЗОВАЯ РЕЗКА.
ВСН 452-84
Минмонтажспецстрой
СССР
Центральное бюро научно-технической информации
Москва 1986
Производственные нормы предназначены для
инженерно-технических работников строительно-монтажных, комплектующих,
нормативно-исследовательских, проектно-технологических и проектных организаций.
Нормы разработаны Всесоюзным проектно-технологическим институтом организации производства, управления и экономики монтажных и специальных строительных работ (ВПТИмонтажспецстрой) Минмонтажспецстроя СССР (инженеры В.М. Панов, И.П. Никулина, В.В. Тищенко).
В проведении лабораторного метода нормирования принимали участие ВНИКТИстальконструкция (кандидаты техн. наук Н.Г. Ращупкин, К.А. Илюкович, инженер С.А. Мулярова) и ВНИИмонтажспецстрой (инженер А.А. Сыроваткин).
|
Министерство монтажных и специальных строительных работ СССР (Минмонтажспецстрой СССР) |
Ведомственные строительные нормы |
ВСН 452-84 |
|
Минмонтажспецстрой СССР |
||
|
Производственные нормы расхода материалов
в строительстве. |
В
дополнение к ММСС СССР |
 Сварка трубопроводов из легированных сталей, автоматическая
сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных
деталей, газовая резка
Сварка трубопроводов из легированных сталей, автоматическая
сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных
деталей, газовая резка 1. В настоящих Производственных нормах
приведен расход материалов на следующие виды работ: сварка трубопроводов из
легированных сталей — ручная дуговая, ручная аргонодуговая, комбинированная;
автоматическая сварка под флюсом листовых металлоконструкций; сварка стержней
арматуры и закладных деталей железобетонных конструкций; ручная и
механизированная газовые резки металлов. Нормы расхода материалов на сварку
листовых и решетчатых конструкций из углеродистых и низколегированных сталей -
ручную дуговую, механизированную порошковой проволокой, механизированную в
углекислом газе; сварку трубопроводов из углеродистых и низколегированных
сталей — ручную дуговую и газовую приведены в «Общих производственных
нормах расхода материалов в строительстве. Сборник 30. Сварочные работы».
(М.: Стройиздат, 1982).
Сборник 30. Сварочные работы».
(М.: Стройиздат, 1982).
2. Производственные нормы расхода предназначены для определения нормативного количества материалов на стадии подготовки строительно-монтажного производства и при организации производственно-технологической комплектации объектов строительства, контроля за расходом материалов при их описании, анализе производственно-хозяйственной деятельности монтажных организаций.
3. Производственные нормы
на сварку труб из легированных сталей и на автоматическую сварку под флюсом
металлоконструкций определены расчетно-аналитическим методом с проверкой
величины коэффициентов расхода сварочных материалов лабораторным методом.
Производственные нормы на сварку соединений арматуры и закладных деталей железобетонных
конструкций определены расчетно-аналитическим методом с использованием
коэффициентов расхода сварочных материалов, полученных лабораторным методом при
сварке листовых конструкций и трубопроводов. Производственные нормы на газовую
резку получены лабораторным методом с пересчетом результатов методом
интерполирования для всех толщин листов, номеров профилей проката и
типоразмеров трубопроводов.
Производственные нормы на газовую
резку получены лабораторным методом с пересчетом результатов методом
интерполирования для всех толщин листов, номеров профилей проката и
типоразмеров трубопроводов.
|
Внесены ВПТИмонтажспецстроем |
Утверждены
Минмонтажспецстроем СССР |
Срок
введения в действие |
Производственные нормы предусматривают применение прогрессивной технологии и современного сварочного оборудования.
4. Производственными нормами учтены чистый
расход материалов и трудноустранимые отходы и потери, образующиеся в процессе
работ, — огарки электродов, заточка неплавящегося электрода, потери на угар,
разбрызгивание и шлакообразование, остатки проволоки в бухте, расплавление и
спекание флюса.
5. Производственные нормы не учитывают потери сварочных материалов при хранении и транспортировании от поставщиков до приобъектного склада.
6. В случаях совершенствования технологии, повышения уровня организации труда, изменения свойств и видов материалов, позволяющих уменьшить их расход на единицу продукции, производственные нормы подлежат пересмотру.
Техническая часть
1. Производственные нормы предусматривают ручную дуговую, аргонодуговую и комбинированную сварки технологических трубопроводов из легированных и высоколегированных сталей.
2. Конструктивные размеры и условные обозначения сварных соединений (С8, У7) соответствуют ГОСТ 16037-80.
3. В зависимости от коэффициента расхода,
согласно паспортным данным, электроды, применяемые при дуговой и
комбинированной сварке трубопроводов из легированных и высоколегированных
сталей, объединены в 6 групп (табл. 1). К группе 1 относятся
электроды с коэффициентом расхода 1,4.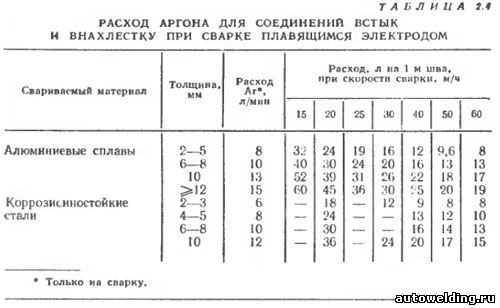
Таблица 1
|
Группа электродов |
Коэффициент расхода электродов |
Марка электродов |
|
II |
1,5 |
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
|
III |
1,6 |
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21 |
|
IV |
1,7 |
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9 |
|
V |
1,8 |
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13 |
|
VI |
1,9 |
АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
При применении электродов с
коэффициентом расхода, отличающимся от приведенных в табл. 1, нормы расхода следует рассчитывать по формуле
1, нормы расхода следует рассчитывать по формуле
Н=М × К,
где Н — определяемая норма расхода электродов, кг;
М — масса наплавленного металла, кг;
К — коэффициент расхода электродов, по которому определяется норма расхода.
4. Производственные нормы расхода сварочных материалов даны для сварки неповоротных стыков трубопроводов.
При сварке поворотных стыков необходимо пользоваться следующими поправочными коэффициентами:
при ручной дуговой сварке покрытыми электродами — 0,826;
при ручной аргонодуговой сварке: для электрода плавящегося — 0,930, для электрода вольфрамового сварочного неплавящегося — 1; для аргона на сварку и на поддув — 0,714.
При ручной аргонодуговой сварке горизонтальных стыков трубопроводов (при вертикальном расположении оси трубопровода) необходимо пользоваться следующими поправочными коэффициентами:
для плавящегося и неплавящегося сварочного вольфрамового электрода — 1;
для аргона на сварку и поддув -
1,43.
5. Нормами предусмотрена приварка патрубков к трубам равного диаметра, т.е. ДПАТР/ДТР=1,0. При ДПАТР/ДТР=0,6 к нормам следует применять поправочный коэффициент 0,51.
6. Нормами предусмотрена вварка патрубков, расположенных на трубопроводе сверху под углом 90° к оси трубопровода. При положении патрубка на трубопроводе сбоку или снизу к норме расхода следует применять коэффициенты:
при ручной дуговой сварке покрытыми электродами соответственно 1,12 и 1,26;
при аргонодуговой сварке на сварочную проволоку соответственно 1,0; 1,35; на аргон — 1,4; 2,0.
7. При вварке патрубков, расположенных под углом 60 и 45° к оси трубопровода, следует применять поправочные коэффициенты соответственно 1,1 и 1,23.
8. Расход флюс-пасты для защиты корня шва без поддува аргона необходимо рассчитывать по формуле
кг
где p =3,14;
ДВН — внутренний диаметр трубы, м;
НФП — расход флюс-пасты
на 1 м стыка (НФП=2,7 г/м).
9. В табл. 2- 47 даны нормы расхода материалов на 1 м шва и 1 стык трубопровода. При отсутствии в указанных таблицах труб типоразмеров норма расхода рассчитывается по формуле
НТР=Н1м шва × l шва , кг
где НТР — норма расхода материалов на трубу необходимого диаметра, кг;
Н1м шва — норма расхода материалов на 1 м шва определенной толщины, кг;
l шва — длина шва трубы необходимого диаметра, м.
10. Нормы расхода материалов на сварку комбинированным методом разработаны в зависимости от массы наплавленного металла первого слоя шва, принятого равным 2 мм при толщине металла до 4 мм и 3 мм при толщине металла свыше 4 мм.
11. Нормы расхода электродов
при ручной дуговой сварке трубопроводов для типов сварных соединений с
условными обозначениями С2, С5, С17, С8, У18, У19 с толщиной стенки 6-20 мм
следует определять по «Общим производственным нормам расхода материалов в
строительстве. Сборник 30. Сварочные работы». М., Стройиздат, 1982.
Сборник 30. Сварочные работы». М., Стройиздат, 1982.
12. Норма расхода аргона определена исходя из следующих данных: при сварке аргон подавался со средним удельным расходом — 8, при поддуве — 5 л/мин с учетом применения стационарных или временных заглушек. При определении норм расхода при подаче аргона с большим или меньшим удельным расходом норму необходимо соответственно увеличивать или уменьшать.
Глава 1. СВАРКА РУЧНАЯ ДУГОВАЯ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
§ 1. Соединения С8 горизонтальных стыков трубопроводов со скосом одной кромки (рис. 1 )
Рис. 1
Таблица 2
Норма на 1 м шва
|
Толщина стенки, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
||||
|
II |
III |
IV |
V |
VI |
|||
|
3 |
0,152 |
0,269 |
0,286 |
0,305 |
0,322 |
0,340 |
01 |
|
4 |
0,207 |
0,368 |
0,393 |
0,417 |
0,442 |
0,466 |
02 |
|
5 |
0,262 |
0,465 |
0,497 |
0,527 |
0,558 |
0,590 |
03 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
— |
Таблица 3
Норма на 1 стык
|
Размеры трубы, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
|||||
|
II |
III |
IV |
V |
VI |
||||
|
45 ´ 3 |
0,021 |
0,037 |
0,040 |
0,042 |
0,044 |
0,047 |
01 |
|
|
45 ´ 4 |
0,028 |
0,050 |
0,054 |
0,057 |
0,061 |
0,064 |
02 |
|
|
57 ´ 3 |
0,027 |
0,047 |
||||||
Расчет количества электродов при сварке калькулятор
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают:
Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см 3 (7500 кг/м 3 ) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см 3 (7850 кг/м 3 ), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см 2 . Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR 2 . Полученный результат перемножаем с объемным весом стали 7,85 гр/см 3 .
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Заключение
Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.
Главное, чтобы мероприятия по снижении расходов не выполнялись за счет ухудшения условий работы. Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.
Калькулятор расхода электродов
Укажите площадь сечения шва (см):
Укажите длину шва (см):
Расход электродов (грамм)*:
Все расчёты являются приблизительными.
На расход электродов влияет и квалификация сварщика и множество других факторов.
Поделиться в соцсетях
Чугун – очень твердый и прочный металл. По твердости он
Люди научились получать чугун еще несколько веков назад, и по
Температура плавления стали
Стальные соединения изготавливаются из железа и углерода. Добиться прочности, твердости
Выбор сварочного тока в зависимости от диаметра электрода
Сварка считается одним из самых надежных способов получения качественного неразъемного
Катет сварного шва
В профессиональном строительстве при возведении металлоконструкций, а также при создании
Технические характеристики припоя ПОС-40
Чтобы металл лучше спаивался, во время пайки используют припои, которые
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие “расход электродов на 1 т металлоконструкций”.
Параметры, влияющие на расход
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ – по коэффициенту – применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К,
где М – масса свариваемой конструкции;
К – специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M,
где F – площадь поперечного сечения;
L – длина сварочного шва;
M – масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Погрешность в расчетах
Ни один способ не дает стопроцентного результата. Для обеспечения непрерывного рабочего процесса, рекомендуется проводить закупку материалов с запасом. Нужно помнить и о возможности присутствия некачественных или бракованных прутков.
Количество электродов в 1 кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла – это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода,
где М – масса металла;
К расхода – табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Норма расхода электродов
Данные показатели указаны в ВСН 452-84 (производственные нормы расхода материалов в строительстве). Для различных видов конструкций существует свои особенные параметры. Следует рассмотреть нормы расхода электродов при сварочных работах, таблицы буду представлены далее.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку “рассчитать” и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр,
где Нсв – расход электродов на сваривание;
Нпр – расход стержней на прихватки;
Нпр – расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. – 15%;
- свыше 12 мм. – 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Расход электродов при сварке труб
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):
| Размер труб, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 45Х3 | 0,021 | 0,037 | 0,040 | 0,042 | 0,044 | 0,047 |
| 45Х4 | 0,028 | 0,050 | 0,054 | 0,057 | 0,061 | 0,064 |
| 57Х3 | 0,027 | 0,047 | 0,060 | 0,054 | 0,067 | 0,060 |
| 57Х4 | 0,036 | 0,064 | 0,069 | 0,073 | 0,077 | 0,082 |
| 76Х5 | 0,061 | 0,108 | 0,116 | 0,123 | 0,130 | 0,137 |
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов:
1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
ВСН 452-84 Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка
МИНИСТЕРСТВО МОНТАЖНЫХ И
СПЕЦИАЛЬНЫХ
СТРОИТЕЛЬНЫХ РАБОТ СССР
УТВЕРЖДАЮ:
заместитель министра монтажных
и специальных
строительных работ СССР
К.К.Липодат
14 декабря 1984 г.
ПРОИЗВОДСТВЕННЫЕ НОРМЫ
РАСХОДА МАТЕРИАЛОВ В СТРОИТЕЛЬСТВЕ
СВАРКА ТРУБОПРОВОДОВ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ
АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ ЛИСТОВЫХ КОНСТРУКЦИЙ,
СВАРКА СТЕРЖНЕЙ АРМАТУРЫ И ЗАКЛАДНЫХ ДЕТАЛЕЙ,
ГАЗОВАЯ РЕЗКА.
ВСН 452-84
Минмонтажспецстрой
СССР
Центральное бюро научно-технической информации
Москва 1986
Производственные нормы предназначены для инженерно-технических работников строительно-монтажных, комплектующих, нормативно-исследовательских, проектно-технологических и проектных организаций.
Нормы разработаны Всесоюзным проектно-технологическим институтом организации производства, управления и экономики монтажных и специальных строительных работ (ВПТИмонтажспецстрой) Минмонтажспецстроя СССР (инженеры В.М. Панов, И.П. Никулина, В.В. Тищенко).
В проведении лабораторного метода нормирования принимали участие ВНИКТИстальконструкция (кандидаты техн. наук Н.Г. Ращупкин, К.А. Илюкович, инженер С.А. Мулярова) и ВНИИмонтажспецстрой (инженер А.А. Сыроваткин).
|
Министерство монтажных и специальных строительных работ СССР (Минмонтажспецстрой СССР) |
Ведомственные строительные нормы |
ВСН 452-84 |
|
Минмонтажспецстрой СССР |
||
|
Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка |
В
дополнение к ММСС СССР |
1. В настоящих Производственных нормах приведен расход материалов на следующие виды работ: сварка трубопроводов из легированных сталей — ручная дуговая, ручная аргонодуговая, комбинированная; автоматическая сварка под флюсом листовых металлоконструкций; сварка стержней арматуры и закладных деталей железобетонных конструкций; ручная и механизированная газовые резки металлов. Нормы расхода материалов на сварку листовых и решетчатых конструкций из углеродистых и низколегированных сталей - ручную дуговую, механизированную порошковой проволокой, механизированную в углекислом газе; сварку трубопроводов из углеродистых и низколегированных сталей — ручную дуговую и газовую приведены в «Общих производственных нормах расхода материалов в строительстве. Сборник 30. Сварочные работы». (М.: Стройиздат, 1982).
2. Производственные нормы расхода предназначены для определения нормативного количества материалов на стадии подготовки строительно-монтажного производства и при организации производственно-технологической комплектации объектов строительства, контроля за расходом материалов при их описании, анализе производственно-хозяйственной деятельности монтажных организаций.
3. Производственные нормы на сварку труб из легированных сталей и на автоматическую сварку под флюсом металлоконструкций определены расчетно-аналитическим методом с проверкой величины коэффициентов расхода сварочных материалов лабораторным методом. Производственные нормы на сварку соединений арматуры и закладных деталей железобетонных конструкций определены расчетно-аналитическим методом с использованием коэффициентов расхода сварочных материалов, полученных лабораторным методом при сварке листовых конструкций и трубопроводов. Производственные нормы на газовую резку получены лабораторным методом с пересчетом результатов методом интерполирования для всех толщин листов, номеров профилей проката и типоразмеров трубопроводов.
|
Внесены ВПТИмонтажспецстроем |
Утверждены
Минмонтажспецстроем СССР |
Срок
введения в действие |
Производственные нормы предусматривают применение прогрессивной технологии и современного сварочного оборудования.
4. Производственными нормами учтены чистый расход материалов и трудноустранимые отходы и потери, образующиеся в процессе работ, — огарки электродов, заточка неплавящегося электрода, потери на угар, разбрызгивание и шлакообразование, остатки проволоки в бухте, расплавление и спекание флюса.
5. Производственные нормы не учитывают потери сварочных материалов при хранении и транспортировании от поставщиков до приобъектного склада.
6. В случаях совершенствования технологии, повышения уровня организации труда, изменения свойств и видов материалов, позволяющих уменьшить их расход на единицу продукции, производственные нормы подлежат пересмотру.
Техническая часть
1. Производственные нормы предусматривают ручную дуговую, аргонодуговую и комбинированную сварки технологических трубопроводов из легированных и высоколегированных сталей.
2. Конструктивные размеры и условные обозначения сварных соединений (С8, У7) соответствуют ГОСТ 16037-80.
3. В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Таблица 1
|
Группа электродов |
Коэффициент расхода электродов |
Марка электродов |
|
II |
1,5 |
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
|
III |
1,6 |
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21 |
|
IV |
1,7 |
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9 |
|
V |
1,8 |
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13 |
|
VI |
1,9 |
АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
При применении электродов с коэффициентом расхода, отличающимся от приведенных в табл. 1, нормы расхода следует рассчитывать по формуле
Н=М × К,
где Н — определяемая норма расхода электродов, кг;
М — масса наплавленного металла, кг;
К — коэффициент расхода электродов, по которому определяется норма расхода.
4. Производственные нормы расхода сварочных материалов даны для сварки неповоротных стыков трубопроводов.
При сварке поворотных стыков необходимо пользоваться следующими поправочными коэффициентами:
при ручной дуговой сварке покрытыми электродами — 0,826;
при ручной аргонодуговой сварке: для электрода плавящегося — 0,930, для электрода вольфрамового сварочного неплавящегося — 1; для аргона на сварку и на поддув — 0,714.
При ручной аргонодуговой сварке горизонтальных стыков трубопроводов (при вертикальном расположении оси трубопровода) необходимо пользоваться следующими поправочными коэффициентами:
для плавящегося и неплавящегося сварочного вольфрамового электрода — 1;
для аргона на сварку и поддув - 1,43.
5. Нормами предусмотрена приварка патрубков к трубам равного диаметра, т.е. ДПАТР/ДТР=1,0. При ДПАТР/ДТР=0,6 к нормам следует применять поправочный коэффициент 0,51.
6. Нормами предусмотрена вварка патрубков, расположенных на трубопроводе сверху под углом 90° к оси трубопровода. При положении патрубка на трубопроводе сбоку или снизу к норме расхода следует применять коэффициенты:
при ручной дуговой сварке покрытыми электродами соответственно 1,12 и 1,26;
при аргонодуговой сварке на сварочную проволоку соответственно 1,0; 1,35; на аргон — 1,4; 2,0.
7. При вварке патрубков, расположенных под углом 60 и 45° к оси трубопровода, следует применять поправочные коэффициенты соответственно 1,1 и 1,23.
8. Расход флюс-пасты для защиты корня шва без поддува аргона необходимо рассчитывать по формуле
кг
где p =3,14;
ДВН — внутренний диаметр трубы, м;
НФП — расход флюс-пасты на 1 м стыка (НФП=2,7 г/м).
9. В табл. 2- 47 даны нормы расхода материалов на 1 м шва и 1 стык трубопровода. При отсутствии в указанных таблицах труб типоразмеров норма расхода рассчитывается по формуле
НТР=Н1м шва × l шва , кг
где НТР — норма расхода материалов на трубу необходимого диаметра, кг;
Н1м шва — норма расхода материалов на 1 м шва определенной толщины, кг;
l шва — длина шва трубы необходимого диаметра, м.
10. Нормы расхода материалов на сварку комбинированным методом разработаны в зависимости от массы наплавленного металла первого слоя шва, принятого равным 2 мм при толщине металла до 4 мм и 3 мм при толщине металла свыше 4 мм.
11. Нормы расхода электродов при ручной дуговой сварке трубопроводов для типов сварных соединений с условными обозначениями С2, С5, С17, С8, У18, У19 с толщиной стенки 6-20 мм следует определять по «Общим производственным нормам расхода материалов в строительстве. Сборник 30. Сварочные работы». М., Стройиздат, 1982.
12. Норма расхода аргона определена исходя из следующих данных: при сварке аргон подавался со средним удельным расходом — 8, при поддуве — 5 л/мин с учетом применения стационарных или временных заглушек. При определении норм расхода при подаче аргона с большим или меньшим удельным расходом норму необходимо соответственно увеличивать или уменьшать.
Глава 1. СВАРКА РУЧНАЯ ДУГОВАЯ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
§ 1. Соединения С8 горизонтальных стыков трубопроводов со скосом одной кромки (рис. 1 )
Рис. 1
Таблица 2
Норма на 1 м шва
|
Толщина стенки, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
||||
|
II |
III |
IV |
V |
VI |
|||
|
3 |
0,152 |
0,269 |
0,286 |
0,305 |
0,322 |
0,340 |
01 |
|
4 |
0,207 |
0,368 |
0,393 |
0,417 |
0,442 |
0,466 |
02 |
|
5 |
0,262 |
0,465 |
0,497 |
0,527 |
0,558 |
0,590 |
03 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
— |
Таблица 3
Норма на 1 стык
|
Размеры трубы, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
|||||
|
II |
III |
IV |
V |
VI |
||||
|
45 ´ 3 |
0,021 |
0,037 |
0,040 |
0,042 |
0,044 |
0,047 |
01 |
|
|
45 ´ 4 |
0,028 |
0,050 |
0,054 |
0,057 |
0,061 |
0,064 |
02 |
|
|
57 ´ 3 |
0,027 |
0,047 |
0,060 |
0,054 |
0,067 |
0,060 |
03 |
|
|
57 ´ 4 |
0,036 |
0,064 |
0,069 |
0,073 |
0,077 |
0,082 |
04 |
|
|
76 ´ 5 |
0,061 |
0,108 |
0,116 |
0,123 |
0,130 |
0,137 |
06 |
|
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
— |
|
§ 2. Соединения С18 вертикальных стыков трубопроводов со скосом кромок на съемной подкладке (рис. 2 )
Рис. 2
Таблица 4
Норма на 1 м шва
|
Толщина стенки, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
||||
|
II |
III |
IV |
V |
VI |
|||
|
3 |
0,201 |
0,366 |
0,390 |
0,415 |
0,439 |
0,464 |
01 |
|
4 |
0,249 |
0,453 |
0,484 |
0,514 |
0,544 |
0,574 |
02 |
|
5 |
0,330 |
0,600 |
0,640 |
0,680 |
0,720 |
0,760 |
03 |
|
6 |
0,474 |
0,861 |
0,918 |
0,975 |
1,033 |
1,090 |
04 |
|
8 |
0,651 |
1,182 |
1,261 |
1,341 |
1,419 |
1,498 |
05 |
|
10 |
0,885 |
1,607 |
1,714 |
1,821 |
1,928 |
2,035 |
06 |
|
12 |
1,166 |
2,116 |
2,257 |
2,398 |
2,539 |
2,680 |
07 |
|
15 |
1,893 |
3,436 |
3,665 |
3,894 |
4,123 |
4,352 |
08 |
|
16 |
2,081 |
3,778 |
4,030 |
4,281 |
4,533 |
4,785 |
09 |
|
18 |
2,297 |
4,532 |
4,834 |
5,136 |
5,438 |
5,740 |
10 |
|
Код графы |
41 |
42 |
03 |
04 |
05 |
06 |
— |
Таблица 5
Норма на 1 стык
|
Размеры трубы, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
||||
|
II |
III |
IV |
V |
VI |
|||
|
45 ´ 3 |
0,027 |
0,060 |
0,054 |
0,058 |
0,061 |
0,064 |
01 |
|
45 ´ 4 |
0,034 |
0,062 |
0,066 |
0,070 |
0,074 |
0,079 |
02 |
|
57 ´ 3 |
0,035 |
0,064 |
0,069 |
0,073 |
0,077 |
0,082 |
03 |
|
57 ´ 4 |
0,044 |
0,079 |
0,085 |
0,090 |
0,095 |
0,100 |
04 |
|
76 ´ 5 |
0,077 |
0,140 |
0,149 |
0,158 |
0,168 |
0,177 |
05 |
|
89 ´ 6 |
0,130 |
0,235 |
0,251 |
0,266 |
0,282 |
0,298 |
06 |
|
108 ´ 6 |
0,158 |
0,287 |
0,306 |
0,325 |
0,344 |
0,363 |
07 |
|
133 ´ 6 |
0,195 |
0,354 |
0,377 |
0,401 |
0,425 |
0,448 |
08 |
|
133 ´ 8 |
0,268 |
0,483 |
0,516 |
0,548 |
0,580 |
0,613 |
09 |
|
159 ´ 6 |
0,234 |
0,424 |
0,453 |
0,481 |
0,509 |
0,537 |
10 |
|
159 ´ 8 |
0,320 |
0,580 |
0,619 |
0,658 |
0,697 |
0,735 |
11 |
|
219 ´ 6 |
0,323 |
0,586 |
0,625 |
0,664 |
0,703 |
0,742 |
12 |
|
219 ´ 8 |
0,442 |
0,803 |
0,856 |
0,910 |
0,963 |
1,017 |
13 |
|
219 ´ 10 |
0,599 |
1,088 |
1,160 |
1,233 |
1,305 |
1,376 |
14 |
|
219 ´ 12 |
0,787 |
1,428 |
1,523 |
1,619 |
1,714 |
1,809 |
15 |
|
273 ´ 8 |
0,553 |
1,003 |
1,071 |
1,138 |
1,205 |
1,272 |
16 |
|
273 ´ 10 |
0,750 |
1,361 |
1,452 |
1,542 |
1,633 |
1,724 |
17 |
|
273 ´ 12 |
0,985 |
1,788 |
1,907 |
2,026 |
2,145 |
2,265 |
16 |
|
273 ´ 15 |
1,592 |
2,890 |
3,082 |
3,275 |
3,467 |
3,660 |
19 |
|
325 ´ 8 |
0,659 |
1,196 |
1,276 |
1,357 |
1,436 |
1,516 |
20 |
|
325 ´ 10 |
0,894 |
1,623 |
1,731 |
1,839 |
1,947 |
2,055 |
21 |
|
325 ´ 12 |
1,175 |
2,133 |
2,275 |
2,417 |
2,559 |
2,701 |
22 |
|
325 ´ 15 |
1,902 |
3,453 |
3,683 |
3,913 |
4,144 |
4,374 |
23 |
|
377 ´ 8 |
0,765 |
1,389 |
1,482 |
1,576 |
1,667 |
1,760 |
24 |
|
377 ´ 10 |
1,039 |
1,885 |
2,010 |
2,136 |
2,261 |
2,387 |
25 |
|
377 ´ 12 |
1,365 |
2,478 |
2,643 |
2,808 |
2,973 |
3,138 |
26 |
|
377 ´ 15 |
2,211 |
4,013 |
4,281 |
4,548 |
4,816 |
5,083 |
27 |
|
426 ´ 10 |
1,175 |
2,132 |
2,274 |
2,416 |
2,558 |
2,700 |
28 |
|
426 ´ 12 |
1,545 |
2,804 |
2,990 |
3,177 |
3,364 |
3,551 |
29 |
|
426 ´ 16 |
2,759 |
4,991 |
5,324 |
5,655 |
5,988 |
6,321 |
30 |
|
465 ´ 18 |
3,598 |
6,531 |
6,966 |
7,401 |
7,836 |
8,271 |
31 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
— |
§ 3. Соединения С5 вертикальных стыков трубопроводов без скоса кромок на остающейся цилиндрической подкладке (рис. 3 )
Рис. 3
Таблица 6
Норма на 1 м шва
|
Толщина стенки, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
||||
|
II |
III |
IV |
V |
VI |
|||
|
3 |
0,107 |
0,194 |
0,207 |
0,220 |
0,233 |
0,246 |
01 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
— |
Таблица 7
Норма на 1 стык
|
Размеры трубы, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
||||
|
II |
III |
IV |
V |
VI |
|||
|
23 ´ 3 |
0,008 |
0,014 |
0,015 |
0,016 |
0,017 |
0,018 |
01 |
|
32 ´ 3 |
0,011 |
0,019 |
0,020 |
0,021 |
0,023 |
0,024 |
02 |
|
38 ´ 3 |
0,012 |
0,022 |
0,024 |
0,025 |
0,027 |
0,028 |
03 |
|
45 ´ 3 |
0,015 |
0,027 |
0,029 |
0,030 |
0,032 |
0,034 |
04 |
|
57 ´ 3 |
0,019 |
0,034 |
0,036 |
0,039 |
0,041 |
0,043 |
05 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
— |
§ 4. Соединения С10 горизонтальных стыков трубопроводов со скосом одной кромки на остающейся цилиндрической подкладке (рис. 4 )
Рис. 4
Таблица 8
Норма на 1 м шва
|
Толщина стенки, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
||||
|
II |
III |
IV |
V |
VI |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
3 |
0,232 |
0,411 |
0,438 |
0,466 |
0,493 |
0,521 |
01 |
|
4 |
0,299 |
0,529 |
0,564 |
0,599 |
0,635 |
0,670 |
02 |
|
5 |
0,384 |
0,680 |
0,724 |
0,770 |
0,816 |
0,861 |
03 |
|
6 |
0,470 |
0,832 |
0,887 |
0,943 |
0,998 |
1,054 |
04 |
|
8 |
0,832 |
1,474 |
1,573 |
1,671 |
1,769 |
1,868 |
05 |
|
10 |
1,110 |
1,965 |
2,096 |
2,227 |
2,358 |
2,489 |
06 |
|
12 |
1,562 |
2,765 |
2,949 |
3,133 |
3,318 |
3,502 |
07 |
|
15 |
2,137 |
3,782 |
4,034 |
4,287 |
4,539 |
4,791 |
08 |
|
16 |
2,348 |
4,157 |
4,434 |
4,712 |
4,989 |
5,266 |
09 |
|
18 |
2,786 |
4,931 |
5,260 |
5,588 |
5,917 |
6,246 |
10 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
— |
Таблица 9
Норма на 1 стык
% PDF-1.5 % 11045 0 obj> endobj xref 11045 74 0000000016 00000 н. 0000004693 00000 н. 0000004910 00000 н. 0000004957 00000 н. 0000005087 00000 н. 0000005721 00000 н. 0000005883 00000 н. 0000005950 00000 н. 0000010953 00000 п. 0000015724 00000 п. 0000020524 00000 п. 0000020940 00000 п. 0000021373 00000 п. 0000021816 00000 п. 0000027574 00000 п. 0000028026 00000 п. 0000033144 00000 п. 0000039420 00000 п. 0000046000 00000 н. 0000052126 00000 п. 0000057782 00000 п. 0000060245 00000 п. 0000061730 00000 п. 0000061754 00000 п. 0000062073 00000 п. 0000062102 00000 п. 0000062190 00000 п. 0000064630 00000 н. 0000064938 00000 п. 0000065251 00000 п. 0000067943 00000 п. 0000068259 00000 п. 0000068578 00000 п. 0000068644 00000 п. 0000068686 00000 п. 0000068727 00000 п. 0000068804 00000 п. 0000068962 00000 п. 0000069066 00000 н. 0000069116 00000 п. 0000069235 00000 п. 0000069285 00000 п. 0000069406 00000 п. 0000069456 00000 п. 0000069584 00000 п. 0000069634 00000 п. 0000069770 00000 п. 0000069820 00000 п. 0000069955 00000 п. 0000070005 00000 п. 0000070164 00000 п. 0000070214 00000 п. 0000070341 00000 п. 0000070391 00000 п. 0000070515 00000 п. 0000070565 00000 п. 0000070698 00000 п. 0000070748 00000 п. 0000070894 00000 п. 0000070944 00000 п. 0000071061 00000 п. 0000071110 00000 п. 0000071232 00000 п. 0000071281 00000 п. 0000071411 00000 п. 0000071460 00000 п. 0000071583 00000 п. 0000071632 00000 п. 0000071758 00000 п. 0000071807 00000 п. 0000071935 00000 п. 0000071984 00000 п. 0000004328 00000 п. 0000001819 00000 н. трейлер ] >> startxref 0 %% EOF 11118 0 obj> поток xXiPTWEjuCh + L * `,% ! Z hQPDbԢ1 * : Jp% Fǘ) ET «ep \ uX5.1; (Zks \ .iFƯg i]: Z [q3Ͼ% ֯ J $ {~! DLO 鋪 mJC * V) tFWpob «(PA # =? URQHcF (O (-_ wtx; So6e ~} Mpyraм7 = bl & I [P
AC Энергопотребление и расчет счета за электроэнергию Top — Top10 Talks
Если вы ищете базовое энергопотребление переменного тока в час или в месяц и вам нужно рассчитать ежемесячное / дневное потребление электроэнергии переменного тока, то вы находитесь в нужном месте . Вот список базового использования электроэнергии переменного тока для различных мощностей.?
Проверить наилучшее энергосбережение переменного тока на Amazon
Мощность, потребляемая разделенным переменным током
Потребление электроэнергии переменного тока в 5-звездочном режиме
- 1.0-тонный сплит-кондиционер — 0 . 98 кВт в час (приблизительно 1,0 ед. В час)
- 1,5 тонны, разделенный AC — 1,49 кВт в час (примерно 1,5 единицы в час)
- 2,0 тонны, разделенный AC — 1,73 кВт в час (приблизительно 1,7 единицы в час)
Потребление электроэнергии переменного тока с разделением на 3 звезды:
- 0,8 тонны с разделением переменного тока — 0,8 кВт в час (прибл.8 единиц в час)
- 1,0 тонны, разделенный переменный ток — 1,09 кВт в час (примерно 1,0 единицы в час)
- 1,5 тонны, разделенный переменный ток — 1,56 кВт в час (примерно 1,6 единицы в час)
- 2,0 тонны, разделенный переменный ток — 1,93 кВт в час (приблизительно 1,9 единицы в час)
Потребление электроэнергии переменного тока, разделенного на 2 звезды:
- 1,0 тонны, разделенный переменный ток — 1,15 кВт в час ед. в час)
- 1.5-тонный раздельный AC — 1,7 кВт в час (Приблизительно 1,7 единицы в час)
- 2,0-тонный раздельный AC — 2,21 кВт в час (примерно 2,2 единицы в час)
Мощность Потребляемый Окном AC:
Окно 3 Звезды AC Потребление электроэнергии:
- Окно 1,0 тонны AC — 1,15 кВт в час (Приблизительно 1,1 единица в час)
- Окно 1,5 тонны AC — 1,67 кВт в час (около 1.7 единиц в час)
Окно с двумя звездами Потребление электроэнергии переменного тока:
- Окно на 1,0 тонну переменного тока — 1,25 кВт в час (Приблизительно 1,2 единицы в час)
- Окно на 1,5 тонны переменного тока — 1,74 кВт в час (Приблизительно 1,7 единицы в час)
ПРОВЕРИТЬ ЦЕНУ ЛУЧШЕЕ ПРОДАЖА AC НА AMAZON
| Тип переменного тока | Модель | 9000| | EER | Холодопроизводительность P ower- Потребление | 9198 9000 9000 9000 9000 9000 9198(Вт / ч)
Раздельный AC 901 47 л.OTon |
5 S т ar 3,63 | 3568,9 | 984 | 9509 | 9509 | 9509 | 2 тонны | 3,59 6212 | 1732 | 0,8 тонны | |
3 S 3 S 3 S 11 2524 812 л.OTon | 3,2 | 3493 1092 2,0 тонны | 3,12 | 6044 | 1938 литров OTон |
2S03 3502 | 1154 | 1,5 тонны | 2,99 | 5118 | 1709 2,0 тонны | 3 | 9502 3 | 9502 AC л OTon | 2S т ar 2,81 | 3517 | 1250 | 1,5 тон | 75 | 4800 1745 л. OTon | 3 S т ар | 3,05 | 4 353097 | 353097 1,5 2,92 | 4900 | 1676 |
Расчет потребляемой мощности переменного тока и ежемесячный счет за электроэнергию
Выше приведен список базового потребления мощности переменного тока с учетом полной нагрузки во время работы.Вы можете рассчитать ежемесячный счет за электроэнергию для своего переменного тока, выполнив следующие действия:
Какие данные потребуются для расчета потребления энергии переменного тока за один месяц?
- Номинальная мощность
кВт вашего переменного тока (вы можете проверить мощность в кВт, напечатанную на паспортной табличке вашего переменного тока).
Общее количество часов работы вашего переменного тока в день
Стоимость 1 единицы вашего электрического щита. (Считайте 6 рупий, если вы не знаете фактическую стоимость).
> Давайте посчитаем общее количество единиц, потребляемых вашим кондиционером за один месяц:
единиц в месяц = кВт кондиционера * Суточные часы работы * 30
Пример: 1,5 кВт переменного тока бег по 8 часов в день.
= 1,5 * 8 * 30
= 360 единиц в месяц.
> Рассчитайте ежемесячный счет за электроэнергию, используя единицы, потребляемые AC:
Считайте стоимость 1 единицы как 6 рупий.
Счет за электроэнергию для переменного тока = единиц в месяц * Стоимость одной единицы
= 360 * 6
= 2160 рупий
Проверьте Best Power Saving AC на Amazon
Факторы, влияющие на энергию потребление кондиционера:
Это основной расчет потребления мощности переменного тока. На энергопотребление влияет множество факторов:
(i) Тип переменного тока
Так как инверторные переменные токи не работают на полном пределе после достижения требуемой температуры, вентилятор работает на более низких оборотах, снижая потребляемую силу .
Предположим, вы включаете переменный ток, и ваша комнатная температура составляет 30 градусов, как только будет достигнута требуемая температура в 24 градуса, инвертор переменного тока снизит частоту вращения вентилятора, и отныне потребляемая мощность будет меньше по сравнению с временем, когда переменный ток был начат.
Вот сравнительная таблица энергопотребления инвертора переменного тока и обычного потребления мощности переменного тока.
(ii) Атмосферная температура
Температура вашей комнаты имеет решающее значение, она будет колебаться каждый день, насколько жарко на улице и независимо от того, живете ли вы на верхнем этаже, количества окон и типа стекло, используемое в его составе.
(iii) Размер вашей комнаты / холла.
(iv) Часы работы
Время работы в день / ночь, так как ночью ваши перегородки не будут постоянно нагреваться пением солнца, а ваши окна не будут пропускать дневной свет и тепло в комнату.
(v) Fan Mode
Если ваш кондиционер большую часть времени работает в режиме вентилятора, потребление электроэнергии значительно снизится.
(vi) Коэффициент энергоэффективности (EER):
Каждый кондиционер имеет рейтинг жизнеспособности, в котором указано, какое количество БТЕ каждый час используется на каждый потребляемый ватт мощности.
Для комнатного переменного тока этот рейтинг представляет собой коэффициент энергоэффективности или EER. Для центральных кондиционеров этот рейтинг представляет собой Сезонный коэффициент энергоэффективности или SEER.
Эти характеристики указаны на этикетке с указанием энергоэффективности, которая должна быть прикреплена в безошибочном месте на совершенно новых кондиционерах. Многие производители кондиционеров являются намеренными участниками системы именования Energy Star. Машины High Star демонстрируют высокие значения EER и SEER и, следовательно, снижение энергопотребления.
(vii) Рейтинг Energy Star:
На рынке доступны модели кондиционеров с рейтингом от 1 до 5 звезд.5 звезд показывает максимальную экономию запасных частей, а дисплей с рейтингом 1 звезда потребляет больше энергии. Постоянный переменный ток, используемый для домашнего использования, имеет диапазон 5 500 — 14 000 БТЕ / час. Вот диаграмма потребления и экономии электроэнергии 1,5 тонны переменного тока в месяц.
Если в атмосфере слишком жарко, рекомендуется покупать кондиционер с более высоким рейтингом BEE. Рейтинги присвоены BEE (Бюро энергоэффективности).
(viii) Расположение:
В некоторых городских районах жарко; некоторые влажные, а некоторые холодные.Кондиционер выполняет 2 вещи: охлаждает воздух и устраняет липкость. В том случае, если в городе жарко, большая часть энергии расходуется на снижение температуры.
Как бы то ни было, некоторые городские районы влажные, но не слишком жаркие (прибрежные районы) и в свете того факта, что замена вентилятора зависит от температуры. Таким образом, 1,5-тонный кондиционер в сравнительной установке в 2 городских районах будет поглощать определенную меру мощности в свете того факта, что температуры чрезвычайно высоки.В городе загрузка будет меньше при понижении температуры.
Это дополнительно поднимает вопрос о том, что тоннаж кондиционера, необходимого для помещения, колеблется поперек города. Более грязный город не требует особого охлаждения, а скорее требует большей эвакуации липкости. Удаление прилипания полагается на идеальную возможность для работы воздуходувки.
В случае, если кондиционер больше, чем обычно, нагнетатель будет продолжать работать короткими циклами и, следовательно, не сможет эффективно избавиться от грязи.
(ix) Электроника в комнате:
Мы регулярно наблюдаем, как наши ноутбуки или ПК нагреваются после долгой работы. Действительно, даже сотовые телефоны действуют таким же образом. Все электронные и электрические машины излучают тепло, которое охлаждается при включении кондиционера. Действительно, даже ручки и фонари передают тепло вместе со светом.
Таким образом, если вы поместите в комнату значительное количество света, она потребует большего охлаждения.Соответственно, использование меньшего количества света будет иметь двойное преимущество.
Вот список переменного тока с лучшими характеристиками, который потребляет меньше энергии при надежной работе.
Также обратите внимание на лучшие светодиодные телевизоры в Индии.
Не забудьте поделиться этой статьей.
Пожалуйста, не стесняйтесь спрашивать в разделе комментариев, есть ли у вас какие-либо вопросы относительно энергопотребления кондиционера. Вы также можете оставить отзыв в разделе комментариев.
Спасибо за чтение.
ПРОВЕРИТЬ ЦЕНУ ЛУЧШИЙ ПРОДАЖИ КОНЦЕРН НА AMAZON?
Калькулятор эквивалентов парниковых газов — Расчеты и справочная информация | Энергия и окружающая среда
Для просмотра некоторых файлов на этой странице может потребоваться программа для чтения PDF-файлов.Дополнительную информацию см. На странице EPA в формате PDF.
На этой странице описаны расчеты, использованные для преобразования количества выбросов парниковых газов в различные типы эквивалентных единиц. Для получения дополнительной информации перейдите на страницу калькулятора эквивалентностей.
Примечание о потенциалах глобального потепления (ПГП): Некоторые эквиваленты в калькуляторе указаны как эквиваленты CO 2 (CO 2 E). Они рассчитываются с использованием ПГП из Четвертого оценочного доклада Межправительственной группы экспертов по изменению климата.
Снижение потребления электроэнергии (киловатт-часы)
В калькуляторе эквивалентов парниковых газов используется инструмент AVOided Emissions and GeneRation Tool (AVERT) Средневзвешенная скорость выбросов CO в США 2 для преобразования сокращенных киловатт-часов в единицы предотвращенных выбросов диоксида углерода.
Большинство пользователей Калькулятора эквивалентностей, которые ищут эквиваленты выбросов, связанных с электричеством, хотят знать эквиваленты сокращений выбросов в рамках программ энергоэффективности (EE) или возобновляемых источников энергии (RE).Расчет воздействия выбросов ЭЭ и ВИЭ на электрическую сеть требует оценки количества выработки на ископаемом топливе и выбросов, вытесняемых ЭЭ и ВИЭ. Коэффициент предельных выбросов является лучшим представлением для оценки того, какие единицы EE / RE, работающие на ископаемом топливе, вытесняются по флоту ископаемых. Обычно предполагается, что программы ЭЭ и ВИЭ не влияют на электростанции с базовой нагрузкой, которые работают постоянно, а скорее на предельные электростанции, которые вводятся в эксплуатацию по мере необходимости для удовлетворения спроса. Поэтому AVERT предоставляет национальный предельный коэффициент выбросов для Калькулятора эквивалентности.
Коэффициент выбросов
1558,8 фунтов CO 2 / МВтч × (4,536 × 10 -4 метрических тонн / фунт) × 0,001 МВтч / кВтч = 7,07 × 10 -4 метрических тонн CO 2 / кВтч
(AVERT, Средневзвешенное значение США CO 2 предельный уровень выбросов, данные за 2018 год)
Примечания:
- Этот расчет не включает парниковые газы, кроме CO 2 .
- Этот расчет включает линейные потери.
- Региональные предельные уровни выбросов также доступны на веб-странице AVERT.
Источники
- EPA (2019) AVERT, средневзвешенный уровень выбросов CO в США 2 предельный уровень выбросов, данные за 2018 год. Агентство по охране окружающей среды США, Вашингтон, округ Колумбия.
Галлонов израсходованного бензина
В преамбуле к совместному нормотворчеству EPA / Министерства транспорта от 7 мая 2010 г., которое установило исходные стандарты экономии топлива Национальной программы на модельные годы 2012-2016, агентства заявили, что они согласились использовать общий коэффициент преобразования 8 887 граммов. выбросов CO 2 на галлон потребленного бензина (Федеральный регистр 2010).Для справки, чтобы получить количество граммов CO 2 , выделяемых на галлон сожженного бензина, теплосодержание топлива на галлон можно умножить на кг CO 2 на теплосодержание топлива.
Это значение предполагает, что весь углерод в бензине преобразован в CO 2 (IPCC 2006).
Расчет
8,887 граммов CO 2 / галлон бензина = 8,887 × 10 -3 метрических тонн CO 2 / галлон бензина
Источники
Израсходованогаллонов дизельного топлива
В преамбуле к совместному нормотворчеству EPA / Министерства транспорта от 7 мая 2010 г., которое установило исходные стандарты экономии топлива Национальной программы на модельные годы 2012-2016, агентства заявили, что они согласились использовать общий коэффициент пересчета, равный 10180 граммов. CO 2 выбросов на галлон израсходованного дизельного топлива (Федеральный регистр 2010).Для справки, чтобы получить количество граммов CO 2 , выделяемых на галлон сожженного дизельного топлива, теплосодержание топлива на галлон можно умножить на кг CO 2 на теплосодержание топлива.
Это значение предполагает, что весь углерод в дизельном топливе преобразуется в CO 2 (IPCC 2006).
Расчет
10,180 граммов CO 2 / галлон дизельного топлива = 10,180 × 10 -3 метрических тонн CO 2 / галлон дизельного топлива
Источники
Легковых автомобилей в год
Легковые автомобили — это двухосные автомобили с четырьмя шинами, включая легковые автомобили, фургоны, пикапы, а также спортивные / внедорожные автомобили.
В 2017 году средневзвешенная комбинированная экономия топлива легковых и легких грузовиков составила 22,3 мили на галлон (FHWA 2019). Средний пробег транспортного средства (VMT) в 2017 году составил 11 484 миль в год (FHWA 2019).
В 2017 году отношение выбросов углекислого газа к общим выбросам парниковых газов (включая углекислый газ, метан и закись азота, все выраженные в эквивалентах углекислого газа) для легковых автомобилей составило 0,989 (EPA 2019).
Количество углекислого газа, выбрасываемого на галлон сожженного автомобильного бензина, равно 8.89 × 10 -3 метрических тонн, как рассчитано в разделе «Израсходованные галлоны бензина» выше.
Для определения годовых выбросов парниковых газов в расчете на одно легковое транспортное средство использовалась следующая методология: VMT был разделен на средний расход газа, чтобы определить количество галлонов бензина, потребляемых на одно транспортное средство в год. Израсходованные галлоны бензина были умножены на количество двуокиси углерода на галлон бензина, чтобы определить выброс двуокиси углерода на автомобиль в год. Затем выбросы углекислого газа были разделены на отношение выбросов углекислого газа к общему количеству выбросов парниковых газов от транспортных средств, чтобы учесть выбросы метана и закиси азота от транспортных средств.
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
8,89 × 10 -3 метрических тонн CO 2 / галлон бензина × 11,484 VMT в среднем легковой / грузовой × 1 / 22,3 мили на галлон в среднем легковой / грузовой × 1 CO 2 , CH 4 , и N 2 O / 0,989 CO 2 = 4,63 метрических тонн CO 2 E / транспортное средство / год
Источники
миль на среднем легковом автомобиле
Легковые автомобили — это двухосные автомобили с четырьмя шинами, включая легковые автомобили, фургоны, пикапы, а также спортивные / внедорожные автомобили.
В 2017 году средневзвешенная комбинированная экономия топлива легковых и легких грузовиков составила 22,3 мили на галлон (FHWA 2019). В 2017 году отношение выбросов диоксида углерода к общим выбросам парниковых газов (включая диоксид углерода, метан и закись азота, выраженные в эквиваленте диоксида углерода) для легковых автомобилей составило 0,989 (EPA 2019).
Количество выбрасываемого диоксида углерода на галлон сожженного автомобильного бензина составляет 8,89 × 10 -3 метрических тонн, как рассчитано в разделе «Потребленные галлоны бензина» выше.
Для определения годовых выбросов парниковых газов на милю использовалась следующая методология: выбросы двуокиси углерода на галлон бензина были разделены на среднюю экономию топлива транспортных средств, чтобы определить выбросы двуокиси углерода на милю, пройденную типичным пассажирским транспортным средством. Затем выбросы углекислого газа были разделены на отношение выбросов углекислого газа к общему количеству выбросов парниковых газов от транспортных средств, чтобы учесть выбросы метана и закиси азота от транспортных средств.
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
8,89 × 10 -3 метрических тонн CO 2 / галлон бензина × 1 / 22,3 мили на галлон в среднем легковой / грузовой × 1 CO 2 , CH 4 и N 2 O / 0,989 CO 2 = 4,03 x 10 -4 метрических тонн CO 2 E / милю
Источники
Термальные и кубические футы природного газа
Выбросы углекислого газа на терм рассчитываются путем преобразования миллионов британских термических единиц (mmbtu) в термы, а затем умножения углеродного коэффициента на окисленную фракцию на отношение молекулярной массы углекислого газа к углероду (44/12).
0,1 млн БТЕ равняется одному термину (EIA 2018). Средний коэффициент выбросов углерода в трубопроводном природном газе, сожженном в 2017 году, составляет 14,43 кг углерода на 1 млн БТЕ (EPA 2019). Предполагается, что доля окисленной до CO 2 составляет 100 процентов (IPCC 2006).
Примечание. При использовании этого эквивалента имейте в виду, что он представляет собой эквивалент CO 2 для CO 2 , выделенного для природного газа , сжигаемого в качестве топлива, а не природного газа, выброшенного в атмосферу. Прямые выбросы метана в атмосферу (без горения) примерно в 25 раз сильнее, чем CO 2 , с точки зрения их теплового воздействия на атмосферу.
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
0,1 млн БТЕ / 1 терм × 14,43 кг С / мм БТЕ × 44 кг CO 2 /12 кг C × 1 метрическая тонна / 1000 кг = 0,0053 метрическая тонна CO 2 / терм
Выбросы углекислого газа на термометр можно преобразовать в выбросы углекислого газа на тысячу кубических футов (Mcf) с использованием среднего теплосодержания природного газа в 2017 году, 10.37 термов / Mcf (EIA 2019).
0,0053 метрических тонны CO 2 / терм x 10,37 терм / Mcf = 0,0549 метрических тонн CO 2 / Mcf
Источники
- EIA (2019). Ежемесячный обзор энергетики, март 2019 г., Таблица A4: Приблизительное теплосодержание природного газа для конечного потребления. (PDF) (1 стр., 54 КБ, О программе PDF)
- EIA (2018). Конверсия природного газа — часто задаваемые вопросы.
- EPA (2019). Реестр выбросов и стоков парниковых газов в США: 1990-2017 гг.Приложение 2 (Методология оценки выбросов CO 2 в результате сжигания ископаемого топлива), Таблица A-42. Агентство по охране окружающей среды США, Вашингтон, округ Колумбия. Агентство по охране окружающей среды США № 430-R-19-001 (PDF) (102 стр., 2 МБ, О программе PDF)
- IPCC (2006). Руководящие принципы национальных кадастров парниковых газов МГЭИК 2006 г. Том 2 (Энергия). Межправительственная группа экспертов по изменению климата, Женева, Швейцария.
Израсходовано баррелей нефти
Выбросы диоксида углерода на баррель сырой нефти определяются путем умножения теплосодержания на коэффициент углерода, умноженную на окисленную долю, на отношение молекулярной массы диоксида углерода к молекулярной массе углерода (44/12).
Среднее теплосодержание сырой нефти составляет 5,80 млн БТЕ на баррель (EPA 2019). Средний углеродный коэффициент сырой нефти составляет 20,31 кг углерода на 1 млн БТЕ (EPA 2019). Предполагается, что окисленная фракция составляет 100 процентов (IPCC 2006).
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
5,80 млн БТЕ / баррель × 20,31 кг C / млн БТЕ × 44 кг CO 2 /12 кг C × 1 метрическая тонна / 1000 кг = 0.43 метрических тонны CO 2 / баррель
Источники
Автоцистерны с бензином
Количество выбрасываемого диоксида углерода на галлон сожженного автомобильного бензина составляет 8,89 × 10 -3 метрических тонн, как рассчитано в разделе «Потребленные галлоны бензина» выше. Бочка равна 42 галлонам. Типичный бензовоз вмещает 8 500 галлонов.
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
8,89 × 10 -3 метрических тонн CO 2 / галлон × 8 500 галлонов / автоцистерна = 75,54 метрических тонн CO 2 / автоцистерна
Источники
Количество ламп накаливания, переведенных на светодиодные
Светодиодная лампа мощностью 9 Вт дает такой же световой поток, что и лампа накаливания мощностью 43 Вт. Годовая энергия, потребляемая лампочкой, рассчитывается путем умножения мощности (43 Вт) на среднесуточное использование (3 часа в день) на количество дней в году (365).При среднем ежедневном использовании 3 часа в день лампа накаливания потребляет 47,1 кВтч в год, а светодиодная лампа — 9,9 кВтч в год (EPA 2016). Годовая экономия энергии от замены лампы накаливания на эквивалентную светодиодную лампу рассчитывается путем умножения разницы в мощности между двумя лампами в 34 Вт (43 Вт минус 9 Вт) на 3 часа в день и 365 дней в году.
Выбросы углекислого газа, уменьшенные на одну лампочку, переключенную с лампы накаливания на лампу на светодиодах, рассчитываются путем умножения годовой экономии энергии на средневзвешенный уровень предельных выбросов двуокиси углерода для поставляемой электроэнергии.Средневзвешенный национальный уровень выбросов диоксида углерода для поставленной электроэнергии в 2018 году составил 1558,8 фунтов CO 2 на мегаватт-час, что учитывает потери при передаче и распределении (EPA 2019).
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
34 Вт x 3 часа / день x 365 дней в году x 1 кВтч / 1000 Втч = 37,2 кВтч / год / замена лампы
37.2 кВтч / лампочка в год x 1558,8 фунтов CO 2 / МВтч поставленной электроэнергии x 1 МВтч / 1000 кВтч x 1 метрическая тонна / 2204,6 фунта = 2,63 x 10 -2 метрических тонн CO 2 / замена лампы
Источники
- EPA (2019). AVERT, США, средневзвешенная норма выбросов CO 2 , данные за 2018 год. Агентство по охране окружающей среды США, Вашингтон, округ Колумбия.
- EPA (2016). Калькулятор экономии для лампочек, соответствующих требованиям ENERGY STAR. U.S. Агентство по охране окружающей среды, Вашингтон, округ Колумбия.
Электроэнергия в домашних условиях
В 2018 году 120,3 миллиона домов в США потребляли 1,462 миллиарда киловатт-часов (кВтч) электроэнергии (EIA 2019a). В среднем каждый дом потреблял 12 146 кВтч поставленной электроэнергии (EIA 2019a). Средний национальный уровень выработки углекислого газа для выработки электроэнергии в 2016 году составил 998,4 фунта CO 2 на мегаватт-час (EPA 2018), что соответствует примерно 1072,1 фунту CO 2 на мегаватт-час для поставленной электроэнергии, при условии передачи и распределения. потери 6.9% (EIA 2019b; EPA 2018). 1
Годовое домашнее потребление электроэнергии было умножено на уровень выбросов двуокиси углерода (на единицу поставленной электроэнергии), чтобы определить годовые выбросы двуокиси углерода на один дом.
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
12146 кВтч на дом × 998,4 фунта CO 2 на выработанный мегаватт-час × 1 / (1-0,069) МВтч доставлено / выработано МВтч × 1 МВтч / 1000 кВтч × 1 метрическая тонна / 2204.6 фунтов = 5,906 метрических тонн CO 2 / дом.
Источники
Энергопотребление в домашних условиях
В 2018 году в США насчитывалось 120,3 миллиона домов (EIA 2019a). В среднем каждый дом потреблял 12 146 кВт / ч отпущенной электроэнергии. Общенациональное потребление природного газа, сжиженного нефтяного газа и мазута домашними хозяйствами в 2018 году составило 5,02, 0,50 и 0,49 квадриллиона БТЕ соответственно (EIA 2019a). В среднем по домохозяйствам в Соединенных Штатах это составляет 40 190 кубических футов природного газа, 45 галлонов сжиженного нефтяного газа и 29 галлонов мазута на дом.
Средний уровень выработки углекислого газа по стране в 2016 году составил 998,4 фунта CO 2 на мегаватт-час (EPA 2018), что соответствует примерно 1072,1 фунту CO 2 на мегаватт-час для поставленной электроэнергии (при условии передачи и потери при распределении 6,9%) (EPA 2018; EIA 2019b). 1
Средний коэффициент диоксида углерода природного газа составляет 0,0549 кг CO 2 на кубический фут (EIA 2019c). Доля, окисленная до CO 2 , составляет 100 процентов (IPCC 2006).
Средний коэффициент диоксида углерода дистиллятного мазута составляет 429,61 кг CO 2 на баррель объемом 42 галлона (EPA 2018). Доля, окисленная до CO 2 , составляет 100 процентов (IPCC 2006).
Средний коэффициент углекислого газа сжиженных нефтяных газов составляет 235,7 кг CO 2 на баррель объемом 42 галлона (EPA 2018). Окисленная фракция составляет 100 процентов (IPCC 2006).
Общие данные о потреблении электроэнергии, природного газа, дистиллятного мазута и сжиженного нефтяного газа были переведены из различных единиц в метрические тонны CO 2 и сложены вместе, чтобы получить общие выбросы CO 2 на дом.
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
1. Электроэнергия: 12 146 кВтч на дом × 998 фунтов CO 2 на выработанный мегаватт-час × (1 / (1-0,069)) выработанное МВтч / поставленное МВтч × 1 МВтч / 1000 кВтч × 1 метрическая тонна / 2204,6 фунта = 5,906 метрических тонн CO 2 / дом.
2. Природный газ: 40 190 кубических футов на дом × 0,0549 кг CO 2 / кубический фут × 1/1000 кг / метрическая тонна = 2.21 метрическая тонна CO 2 / дом
3. Сжиженный нефтяной газ: 45,4 галлона на дом × 1/42 барреля / галлон × 235,7 кг CO 2 / баррель × 1/1000 кг / метрическая тонна = 0,25 метрической тонны CO 2 / дом
4. Мазут: 29,3 галлона на дом × 1/42 барреля / галлон × 429,61 кг CO 2 / баррель × 1/1000 кг / метрическая тонна = 0,30 метрической тонны CO 2 / дом
Всего выбросов CO 2 для использования энергии на дом: 5,906 метрических тонн CO 2 для электроэнергии + 2.21 метрическая тонна CO 2 для природного газа + 0,25 метрической тонны CO 2 для сжиженного нефтяного газа + 0,30 метрической тонны CO 2 для мазута = 8,67 метрической тонны CO 2 на дом в год .
Источники
- EIA (2019a). Годовой прогноз энергетики на 2019 год, Таблица A4: Ключевые показатели и потребление в жилищном секторе.
- EIA (2019b). Годовой прогноз развития энергетики на 2019 год, таблица A8: Предложение, размещение, цены и выбросы электроэнергии.
- EIA (2019c).Ежемесячный обзор энергетики, сентябрь 2019 г., Таблица A4: Приблизительное теплосодержание природного газа для конечного потребления. (PDF) (270 стр., 2,65 МБ, О программе PDF)
- EPA (2019). Реестр выбросов и стоков парниковых газов в США: 1990-2017 гг. Приложение 2 (Методология оценки выбросов CO 2 в результате сжигания ископаемого топлива), Таблица A-46 и Таблица A-52. Агентство по охране окружающей среды США, Вашингтон, округ Колумбия. Агентство по охране окружающей среды США № 430-R-19-001 (PDF) (102 стр., 2 МБ, О программе PDF)
- EPA (2018).eGRID, годовой национальный коэффициент выбросов США, данные за 2016 год. Агентство по охране окружающей среды США, Вашингтон, округ Колумбия.
- IPCC (2006). Руководящие принципы национальных кадастров парниковых газов МГЭИК 2006 г. Том 2 (Энергия). Межправительственная группа экспертов по изменению климата, Женева, Швейцария.
Количество саженцев городских деревьев, выращенных за 10 лет
Среднерастущее хвойное или лиственное дерево, посаженное в городских условиях и дающее возможность расти в течение 10 лет, секвестры 23.2 и 38.0 фунтов углерода соответственно. Эти оценки основаны на следующих предположениях:
- Среднерослые хвойные и лиственные деревья выращивают в питомнике в течение одного года, пока они не станут 1 дюйм в диаметре на высоте 4,5 футов над землей (размер дерева, купленного в 15-галлонном контейнере).
- Деревья, выращенные в питомнике, затем высаживаются в пригороде / городе; деревья не густо посажены.
- При расчете учитываются «коэффициенты выживаемости», разработанные У.С. ДОЭ (1998). Например, через 5 лет (один год в яслях и 4 года в городских условиях) вероятность выживания составляет 68 процентов; через 10 лет вероятность снижается до 59 процентов. Для оценки потерь растущих деревьев вместо переписи, проводимой для точного учета общего количества посаженных саженцев по сравнению с выжившими до определенного возраста, коэффициент секвестрации (в фунтах на дерево) умножается на коэффициент выживаемости, чтобы получить вероятность: взвешенная скорость секвестрации. Эти значения суммируются за 10-летний период, начиная с момента посадки, чтобы получить оценку 23.2 фунта углерода на хвойное дерево или 38,0 фунта углерода на лиственное дерево.
Оценки поглощения углерода хвойными и лиственными деревьями были затем взвешены по процентной доле хвойных и лиственных деревьев в городах США. Из примерно 11000 хвойных и лиственных деревьев в семнадцати крупных городах США примерно 11 процентов и 89 процентов взятых в выборку деревьев были хвойными и лиственными, соответственно (McPherson et al., 2016).Следовательно, средневзвешенное значение углерода, поглощенного хвойным или лиственным деревом средней высоты, посаженным в городских условиях и позволяющим расти в течение 10 лет, составляет 36,4 фунта углерода на одно дерево.
Обратите внимание на следующие допущения:
- В то время как большинству деревьев требуется 1 год в питомнике, чтобы достичь стадии рассады, деревьям, выращиваемым в различных условиях, и деревьям определенных видов может потребоваться больше времени: до 6 лет.
- Средние показатели выживаемости в городских районах основаны на общих предположениях, и эти показатели будут значительно варьироваться в зависимости от условий местности.
- Связывание углерода зависит от скорости роста, которая зависит от местоположения и других условий.
- Этот метод оценивает только прямое связывание углерода и не включает экономию энергии в результате затенения зданий городским лесным покровом.
- Этот метод лучше всего использовать для оценки пригородных / городских территорий (например, парков, тротуаров, дворов) с сильно рассредоточенными насаждениями деревьев и не подходит для проектов лесовосстановления.
Для преобразования в метрические тонны CO 2 на дерево умножьте на отношение молекулярной массы диоксида углерода к молекулярной массе углерода (44/12) и соотношение метрических тонн на фунт (1 / 2,204.6).
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
(0,11 [процент хвойных деревьев в отобранных городских условиях] × 23,2 фунта C / хвойное дерево) + (0,89 [процент лиственных деревьев в выбранных городских условиях] × 38,0 фунтов C / лиственное дерево) = 36,4 фунта C / дерево
36,4 фунта C / дерево × (44 единицы CO 2 /12 единиц C) × 1 метрическая тонна / 2204,6 фунта = 0,060 метрической тонны CO 2 на одно посаженное в городе дерево
Источники
Акров У.С. леса, хранящие углерод в течение одного года
Леса определяются здесь как управляемые леса, которые классифицируются как леса более 20 лет (т.е. исключая леса, переустроенные в / из других типов землепользования). Пожалуйста, обратитесь к Реестру выбросов и стоков парниковых газов США: 1990–2017 гг. для обсуждения определения лесов США и методологии оценки запасов углерода в лесах США (EPA 2019).
Растущие леса накапливают и накапливают углерод.В процессе фотосинтеза деревья удаляют CO 2 из атмосферы и хранят его в виде целлюлозы, лигнина и других соединений. Скорость накопления равна приросту минус изъятие (т. Е. Урожай для производства бумаги и древесины) минус разложение. В большинстве лесов США рост превышает абсорбцию и разложение, поэтому количество углерода, хранимого на национальном уровне, в целом увеличивается, хотя и снижается.
Расчет для лесов США
Опись У.S. Выбросы и сток парниковых газов: 1990–2017 гг. (EPA 2019) предоставляет данные о чистых изменениях в накоплениях углерода в лесах и площади лесов. Чистые изменения в углероде, относящиеся к товарам из заготовленной древесины, не включаются в расчет.
Годовое чистое изменение запасов углерода на площадь в год t = (Запасы углерода (t + 1) — Запасы углерода т ) / Площадь земель, остающихся в той же категории землепользования
Шаг 1. Определите изменение запасов углерода между годами путем вычитания запасов углерода в году t из запасов углерода в году (t + 1) . В этом расчете, который также содержится в Реестре выбросов и стоков парниковых газов США: 1990–2017 гг. (EPA 2019), используются оценки лесной службы Министерства сельского хозяйства США по запасам углерода в 2018 году за вычетом запасов углерода в 2017 году. в надземной биомассе, подземной биомассе, валежной древесине, подстилке, а также в пулах почвенного органического и минерального углерода.)
Годовое чистое изменение запасов углерода в 2017 году = 57 687 млн т C — 57 546 млн т C = 141 млн т углерода
Шаг 2: Определите годовое чистое изменение запасов углерода (т. Е.е., секвестрация) на площадь путем деления изменения запасов углерода в лесах США, полученного на этапе 1, на общую площадь лесов США, оставшихся в лесах в году t (т. е. площадь земли, категории землепользования на которой не изменились между периоды времени).
Применение расчета Шага 2 к данным, разработанным Лесной службой Министерства сельского хозяйства США для инвентаризации выбросов и стоков парниковых газов в США: 1990–2017 гг. дает результат 210 метрических тонн углерода на гектар (или 85 метрических тонн углерода. на акр) для плотности запаса углерода U.S. forest в 2017 году, при этом годовое чистое изменение запасов углерода на площадь в 2017 году составило 0,52 метрических тонны секвестрированного углерода на гектар в год (или 0,21 метрической тонны поглощенного углерода на акр в год).
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
Плотность запасов углерода в 2017 году = (57 546 млн т C × 10 6 ) / (273 623 тыс. Га × 10 3 ) = 210 метрических тонн хранимого углерода на гектар
Годовое чистое изменение запасов углерода на площадь в 2017 году = (-141.2 млн т C × 10 6 ) / (273 623 тыс. Га × 10 3 ) = — 0,52 метрических тонны секвестрированного углерода на гектар в год *
* Отрицательные значения указывают на связывание углерода.
С 2007 по 2017 год среднее годовое поглощение углерода на единицу площади составляло 0,53 метрической тонны C / гектар / год (или 0,21 метрической тонны C / акр / год) в Соединенных Штатах, при минимальном значении 0,49 метрической тонны C / га. / год (или 0,20 метрической тонны С / акр / год) в 2014 году, и максимальное значение 0.55 метрических тонн C / га / год (или 0,22 метрических тонны C / акр / год) в 2011 году.
Эти значения включают углерод в пяти лесных резервуарах: надземная биомасса, подземная биомасса, валежник, подстилка, а также органический и минеральный углерод почвы, и основаны на данных инвентаризации и анализа лесов (FIA) на уровне штата. Запасы углерода в лесах и их изменение основаны на методологии и алгоритмах разницы в запасах, описанных Смитом, Хитом и Николсом (2010).
Коэффициент преобразования для углерода, секвестрированного за один год на 1 акр среднего U.С. Форест
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
-0,21 метрической тонны C / акр / год * × (44 единицы CO 2 /12 единиц C) = — 0,77 метрической тонны CO 2 / акр / год, ежегодно поглощаемых одним акром среднего леса в США.
* Отрицательные значения указывают на связывание углерода.
Обратите внимание, что это оценка «средних» лесов США в 2017 г .; я.е. для лесов США в целом в 2017 году. В основе национальных оценок лежат значительные географические различия, и вычисленные здесь значения могут не отражать отдельные регионы, штаты или изменения в видовом составе дополнительных акров леса.
Для оценки поглощения углерода (в метрических тоннах CO 2 ) дополнительными лесными акрами за один год умножьте количество дополнительных акров на -0,77 метрических тонн CO 2 акров / год.
Источники
- EPA (2019).Реестр выбросов и стоков парниковых газов в США: 1990-2017 гг. Агентство по охране окружающей среды США, Вашингтон, округ Колумбия. Агентство по охране окружающей среды США № 430-R-19-001 (PDF) (675 стр., 17 МБ, О программе PDF)
- IPCC (2006). Руководящие принципы национальных инвентаризаций парниковых газов МГЭИК 2006 г., том 4 (Сельское, лесное и другое землепользование). Межправительственная группа экспертов по изменению климата, Женева, Швейцария.
- Смит, Дж., Хит, Л., и Николс, М. (2010). Руководство пользователя инструмента расчета углерода в лесах США: Запасы углерода в лесных угодьях и чистое годовое изменение запасов.Общий технический отчет NRS-13 пересмотрен, Министерство сельского хозяйства США, Лесная служба, Северная исследовательская станция.
Акров лесов США, сохранившихся после преобразования в пахотные земли
Леса определяются здесь как управляемые леса, которые классифицируются как леса более 20 лет (т.е. исключая леса, переустроенные в / из других типов землепользования). Пожалуйста, обратитесь к Реестру выбросов и стоков парниковых газов США: 1990–2017 гг. для обсуждения определения U.S. леса и методология оценки запасов углерода в лесах США (EPA 2019).
На основании данных, разработанных Лесной службой Министерства сельского хозяйства США для инвентаризации выбросов и стоков парниковых газов США: 1990–2017 гг. , плотность запасов углерода в лесах США в 2017 г. составила 210 метрических тонн углерода на гектар (или 85 метрических тонн углерода). углерода на акр) (EPA 2019). Эта оценка состоит из пяти углеродных пулов: надземная биомасса (54 метрических тонны C / га), подземная биомасса (11 метрических тонн C / га), валежная древесина (10 метрических тонн C / га), подстилка (13 метрических тонн C / га). гектар) и почвенный углерод, который включает минеральные почвы (102 метрических тонны С / га) и органические почвы (21 метрическую тонну С / га).
Реестр выбросов и стоков парниковых газов США : 1990–2017 гг. При расчете изменений запасов углерода в биомассе из-за преобразования лесных угодий в пахотные земли руководящие принципы МГЭИК указывают, что среднее изменение запасов углерода равно изменению запасов углерода из-за удаления биомассы из исходящего землепользования (т.е., лесные угодья) плюс накопления углерода за один год роста входящего землепользования (т. е. пахотных земель), или углерод в биомассе сразу после преобразования минус углерод в биомассе до преобразования плюс запасы углерода за один год роста поступающего землепользования (например, пахотных земель) (IPCC 2006). Запасы углерода в годовой биомассе пахотных земель по прошествии одного года составляют 5 метрических тонн C на гектар, а содержание углерода в сухой надземной биомассе составляет 45 процентов (IPCC 2006). Следовательно, запас углерода в пахотных землях после одного года роста оценивается в 2.25 метрических тонн углерода на гектар (или 0,91 тонны углерода на акр).
Усредненный эталонный запас углерода в почве (для высокоактивной глины, низкоактивной глины, песчаных почв и гистосолей для всех климатических регионов США) составляет 40,83 метрических тонны C / га (EPA 2019). Изменение запасов углерода в почвах зависит от времени, при этом по умолчанию период времени для перехода между равновесными значениями углерода в почве составляет 20 лет для почв в системах пахотных земель (IPCC 2006). Следовательно, предполагается, что изменение равновесного почвенного углерода будет рассчитываться за 20 лет в годовом исчислении, чтобы представлять годовой поток в минеральных и органических почвах.
Органические почвы также выделяют CO 2 при осушении. Выбросы от осушенных органических почв лесных угодий и осушенных органических почв пахотных земель варьируются в зависимости от глубины дренажа и климата (IPCC 2006). Реестр выбросов и стоков парниковых газов США: 1990–2017 гг. оценивает выбросы от осушенных органических почв с использованием коэффициентов выбросов для пахотных земель, специфичных для США, и коэффициентов выбросов МГЭИК (2014) по умолчанию для лесных угодий (EPA 2019).
Годовое изменение выбросов с одного гектара осушенных органических почв можно рассчитать как разницу между коэффициентами выбросов для лесных почв и почв пахотных земель.Коэффициенты выбросов для осушенной органической почвы на лесных угодьях умеренного пояса составляют 2,60 метрической тонны C / га / год и 0,31 метрической тонны C / га / год (EPA 2019, IPCC 2014), а средний коэффициент выбросов для осушенной органической почвы на пахотных землях для любого климата регионов составляет 13,17 метрических тонн C / га / год (EPA 2019).
Руководящие принципы IPCC (2006) указывают на то, что недостаточно данных для обеспечения подхода или параметров по умолчанию для оценки изменения запасов углерода из резервуаров мертвого органического вещества или подземных запасов углерода на многолетних возделываемых землях (IPCC 2006).
Расчет для преобразования лесов США в возделываемые земли
Годовое изменение запасов углерода биомассы на землях, переустроенных в другую категорию землепользования
∆CB = ∆C G + C Преобразование — ∆C L
Где:
∆CB = годовое изменение запасов углерода в биомассе на землях, переустроенных в другую категорию землепользования (т. Е. Изменение биомассы на землях, переустроенных из лесов в пахотные земли)
∆C G = ежегодное увеличение запасов углерода в биомассе из-за роста земель, переустроенных в другую категорию землепользования (т.е., 2,25 метрических тонны С / га на пахотных землях через год после преобразования из лесных угодий)
C Преобразование = начальное изменение запасов углерода в биомассе на земле, переустроенной в другую категорию землепользования. Сумма запасов углерода в надземной, подземной биомассе, валежной древесине и подстилочной биомассе (-87,52 метрических тонны C / га). Сразу после преобразования лесных угодий в пахотные земли предполагается, что биомасса равна нулю, так как земля очищается от всей растительности перед посадкой сельскохозяйственных культур)
∆C L = ежегодное уменьшение запасов биомассы из-за потерь от лесозаготовок, сбора топливной древесины и нарушений на землях, переустроенных в другую категорию землепользования (принимается равной нулю)
Следовательно, : ∆CB = ∆C G + C Преобразование — ∆C L = -85.27 метрических тонн С / га / год запасов углерода биомассы теряются, когда лесные угодья превращаются в пахотные земли в год преобразования.
Годовое изменение запасов органического углерода в минеральных и органических почвах
∆C Грунт = (SOC 0 — SOC (0 — T) ) / D
Где:
∆C Почва = годовое изменение запасов углерода в минеральных и органических почвах
SOC 0 = запасы почвенного органического углерода в последний год периода инвентаризации (т.е., 40,83 т / га, средний эталонный запас углерода в почве)
SOC (0 — T) = запасы почвенного органического углерода на начало периода инвентаризации (т. Е. 123 мт C / га, что включает 102 мт C / га в минеральных почвах плюс 21 мт Ц / га в органических почвах)
D = Временная зависимость коэффициентов изменения запасов, который является периодом времени по умолчанию для перехода между равновесными значениями SOC (т.е. 20 лет для систем возделываемых земель)
Следовательно, : ∆C Почва = (SOC 0 — SOC (0-T) ) / D = (40.83 — 123) / 20 = -4,10 метрических тонн C / га / год потери углерода в почве.
Источник : (IPCC 2006) .
Годовое изменение выбросов из осушенных органических почв
Реестр выбросов и стоков парниковых газов США: 1990–2017 гг. использует коэффициенты по умолчанию МГЭИК (2014) для осушенной органической почвы на лесных землях и коэффициенты, специфичные для США для пахотных земель. Изменение выбросов от осушенных органических почв на гектар оценивается как разница между коэффициентами выбросов для осушенных органических лесных почв и осушенных органических почв пахотных земель.
∆L Органические = EF пахотные земли — EF лесные угодья
Где:
∆L Органический = Годовое изменение выбросов от осушенных органических почв на гектар
EF пахотные земли = 13,17 метрических тонн C / га / год (среднее значение коэффициентов выбросов для осушенных органических почв пахотных земель в субтропическом, умеренно холодном и умеренно теплом климатах в Соединенных Штатах) (EPA 2019)
EF лесной массив = 2.60 + 0,31 = 2,91 метрической тонны C / га / год (коэффициенты выбросов для умеренно осушенных органических лесных почв) (IPCC 2014)
∆ L органический = 13,17 — 2,91 = 10,26 метрических тонн C / га / год выбросов
Следовательно, изменение плотности углерода в результате преобразования лесных угодий в пахотные земли составит -85,27 метрических тонн C / гектар / год биомассы плюс -4,10 метрических тонны C / га / год почвы C, минус 10,26 метрических тонн C / гектар / год. из осушенных органических почв, что равняется общей потере 99.62 метрических тонны C / га / год (или -40,32 метрических тонны C / акр / год) в год преобразования. Чтобы преобразовать его в диоксид углерода, умножьте его на отношение молекулярной массы диоксида углерода к молекулярной массе углерода (44/12), чтобы получить значение -365,29 метрических тонн CO 2 / га / год (или -147,83 метрических тонн. CO 2 / акр / год) в год конверсии.
Коэффициент преобразования углерода, секвестрированного 1 акром леса, сохраненного после преобразования в возделываемые земли
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
-40,32 метрических тонны C / акр / год * x (44 единицы CO 2 /12 единиц C) = — 147,83 метрических тонн CO 2 / акр / год (в год преобразования)
* Отрицательные значения указывают на то, что CO 2 НЕ излучается.
Чтобы оценить CO 2 , не выбрасываемый, когда акр леса сохраняется от преобразования в пахотные земли, просто умножьте количество акров леса, не преобразованных в атмосферу, на -147,83 т CO 2 / акр / год. Обратите внимание, что это представляет собой CO 2 , которых удалось избежать в год конверсии.Также обратите внимание, что этот метод расчета предполагает, что вся лесная биомасса окисляется во время вырубки (т. Е. Ни одна из сожженных биомассов не остается в виде древесного угля или золы). Также обратите внимание, что эта оценка включает запасы углерода как в минеральной, так и в органической почве.
Источники
Пропановые баллоны для домашних барбекю
Пропан на 81,7% состоит из углерода (EPA 2019). Предполагается, что окисленная фракция составляет 100 процентов (IPCC 2006).
Выбросы диоксида углерода на фунт пропана были определены путем умножения веса пропана в баллоне на процентное содержание углерода, умноженное на окисленную фракцию, на отношение молекулярной массы диоксида углерода к количеству углерода (44/12).Баллоны с пропаном различаются по размеру; для целей этого расчета эквивалентности предполагалось, что типичный баллон для домашнего использования содержит 18 фунтов пропана.
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
18 фунтов пропана / 1 баллон × 0,817 фунта C / фунт пропана × 0,4536 кг / фунт × 44 кг CO 2 /12 кг C × 1 метрическая тонна / 1000 кг = 0.024 метрические тонны CO 2 / цилиндр
Источники
Вагоны угольные сожжены
Среднее теплосодержание угля, потребляемого электроэнергетическим сектором США в 2017 году, составляло 20,92 млн БТЕ на метрическую тонну (EIA 2019). Средний углеродный коэффициент угля, сжигаемого для производства электроэнергии в 2017 году, составил 26,08 килограмма углерода на 1 млн БТЕ (EPA, 2019). Предполагается, что окисленная фракция составляет 100 процентов (IPCC 2006).
Выбросы двуокиси углерода на тонну угля были определены путем умножения теплосодержания на коэффициент углерода, умноженную на окисленную фракцию, на отношение молекулярной массы двуокиси углерода к молекулярной массе углерода (44/12).Предполагалось, что количество угля в среднем вагоне составляет 100,19 коротких тонн или 90,89 метрических тонн (Hancock, 2001).
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
20,92 млн БТЕ / метрическая тонна угля × 26,08 кг С / млн БТЕ × 44 кг CO 2 /12 кг C × 90,89 метрических тонн угля / вагон × 1 метрическая тонна / 1000 кг = 181,85 метрических тонн CO 2 / вагон
Источники
- EIA (2019).Ежемесячный обзор энергетики, март 2019 г., Таблица A5: Приблизительное теплосодержание угля и угольного кокса. (PDF) (1 стр., 56 КБ, О программе PDF)
- EPA (2019). Реестр выбросов и стоков парниковых газов в США: 1990-2017 гг. Приложение 2 (Методология оценки выбросов CO 2 от сжигания ископаемого топлива), Таблица A-41. Агентство по охране окружающей среды США, Вашингтон, округ Колумбия. Агентство по охране окружающей среды США № 430-R-18-003 (PDF) (101 стр., 3 МБ, О PDF).
- Хэнкок (2001). Хэнкок, Кэтлин и Срикант, Анд. Перевод веса груза в количество вагонов . Совет по исследованиям в области транспорта , Бумага 01-2056, 2001.
- IPCC (2006). Руководящие принципы национальных кадастров парниковых газов МГЭИК 2006 г. Том 2 (Энергия). Межправительственная группа экспертов по изменению климата, Женева, Швейцария.
Сожженных фунтов
фунтовСреднее теплосодержание угля, потребляемого электроэнергетическим сектором США в 2017 году, составляло 20,92 млн БТЕ на метрическую тонну (EIA 2019). Средний углеродный коэффициент угля, сжигаемого для производства электроэнергии, в 2017 году составил 26.08 килограммов углерода на миллион БТЕ (EPA 2019). Окисленная фракция составляет 100 процентов (IPCC 2006).
Выбросы диоксида углерода на фунт угля были определены путем умножения теплосодержания на коэффициент углерода, умноженную на окисленную фракцию, на отношение молекулярной массы диоксида углерода к молекулярной массе углерода (44/12).
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
20.92 млн БТЕ / метрическая тонна угля × 26,08 кг С / млн БТЕ × 44 кг CO 2 /12 кг C × 1 метрическая тонна угля / 2204,6 фунта угля x 1 метрическая тонна / 1000 кг = 9,08 x 10 -4 метрических единиц тонн CO 2 / фунт угля
Источники
- EIA (2019). Ежемесячный обзор энергетики, март 2019 г., Таблица A5: Приблизительное теплосодержание угля и угольного кокса. (PDF) (1 стр., 56 КБ, О программе PDF)
- EPA (2019). Реестр выбросов и стоков парниковых газов в США: 1990-2017 гг.Приложение 2 (Методология оценки выбросов CO 2 в результате сжигания ископаемого топлива), Таблица A-42. Агентство по охране окружающей среды США, Вашингтон, округ Колумбия. Агентство по охране окружающей среды США № 430-R-19-001 (PDF) (102 стр., 2 МБ, О PDF).
- IPCC (2006). Руководящие принципы национальных кадастров парниковых газов МГЭИК 2006 г. Том 2 (Энергия). Межправительственная группа экспертов по изменению климата, Женева, Швейцария.
Тонны отходов переработаны вместо захоронения
Для разработки коэффициента преобразования для переработки, а не для захоронения отходов, были использованы коэффициенты выбросов из модели сокращения отходов (WARM) Агентства по охране окружающей среды (EPA 2019).Эти коэффициенты выбросов были разработаны в соответствии с методологией оценки жизненного цикла с использованием методов оценки, разработанных для национальных кадастров выбросов парниковых газов. Согласно WARM, чистое сокращение выбросов от вторичной переработки смешанных вторсырья (например, бумаги, металлов, пластмасс) по сравнению с базовым уровнем, в котором материалы вывозятся на свалки (т.е. с учетом предотвращенных выбросов от захоронения), составляет 2,94 метрических тонны углерода. эквивалент диоксида на короткую тонну.
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
2,94 метрических тонны CO 2 эквивалента / тонна переработанных отходов вместо захоронения
Источники
Количество мусоровозов с переработанными отходами взамен захоронения
Выбросы эквивалента углекислого газа, которых удалось избежать при переработке вместо захоронения 1 тонна отходов составляет 2,94 метрических тонны CO 2 эквивалента на тонну, как рассчитано в разделе «Тонны отходов, рециркулируемых вместо захоронения» выше.
Выбросы углекислого газа, сокращенные на каждый мусоровоз, заполненный отходами, были определены путем умножения выбросов, которых удалось избежать при переработке вместо захоронения 1 тонны отходов, на количество отходов в среднем мусоровозе.Предполагалось, что количество отходов в среднем мусоровозе составляет 7 тонн (EPA 2002).
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
2,94 метрических тонны CO 2 эквивалента / тонна переработанных отходов вместо захоронения x 7 тонн / мусоровоз = 20,58 метрических тонн CO 2 E / мусоровоз для переработанных отходов вместо захоронения
Источники
Мешки для мусора утилизируются вместо захоронения
Согласно WARM, чистое сокращение выбросов от переработки смешанных вторсырья (например,g., бумага, металлы, пластмассы), по сравнению с базовым уровнем, при котором материалы вывозятся на свалки (т. е. с учетом предотвращенных выбросов от захоронения), составляет 2,94 метрических тонны эквивалента CO 2 на короткую тонну, как рассчитано в « Тонны отходов перерабатываются, а не вывозятся на свалки »выше.
Выбросы углекислого газа, уменьшенные на каждый мешок для мусора, заполненный отходами, были определены путем умножения выбросов, которых удалось избежать при переработке вместо захоронения 1 тонны отходов, на количество отходов в среднем мешке для мусора.
Количество отходов в среднем мешке для мусора было рассчитано путем умножения средней плотности смешанных вторсырья на средний объем мешка для мусора.
Согласно стандартным коэффициентам преобразования объема в вес EPA, средняя плотность смешанных вторсырья составляет 111 фунтов на кубический ярд (EPA 2016a). Предполагалось, что объем мешка для мусора стандартного размера составляет 25 галлонов, исходя из типичного диапазона от 20 до 30 галлонов (EPA 2016b).
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
2,94 метрических тонны CO 2 эквивалента / короткая тонна отходов, переработанных вместо захоронения × 1 короткая тонна / 2000 фунтов × 111 фунтов отходов / кубический ярд × 1 кубический ярд / 173,57 сухих галлонов × 25 галлонов / мешок для мусора = 2,35 x 10 -2 метрических тонн CO 2 Эквивалент / мусорный мешок переработанных отходов вместо захоронения
Источники
Выбросы угольных электростанций за один год
В 2016 году в общей сложности 293 электростанции использовали уголь для выработки не менее 95% электроэнергии (EPA 2018).Эти заводы в 2016 году выбросили 1 140 649 958,9 метрических тонн CO 2 .
Выбросы углекислого газа на одну электростанцию были рассчитаны путем деления общих выбросов от электростанций, основным источником топлива которых был уголь, на количество электростанций.
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
1140649958,9 метрических тонн CO 2 × 1/293 электростанций = 3893003.27 метрических тонн CO 2 / электростанция
Источники
- EPA (2018). Данные eGRID за 2016 год. Агентство по охране окружающей среды США, Вашингтон, округ Колумбия.
Количество ветроэнергетических установок, работающих в год
В 2017 году средняя паспортная мощность ветряных турбин, установленных в США, составляла 2,32 МВт (DOE 2018). Средний коэффициент ветроэнергетики в США в 2017 году составил 34 процента (DOE 2018).
Производство электроэнергии средней ветряной турбиной было определено путем умножения средней паспортной мощности ветряной турбины в Соединенных Штатах (2.32 МВт) на средний коэффициент мощности ветра в США (0,34) и на количество часов в году. Предполагалось, что электроэнергия, произведенная от установленной ветряной турбины, заменит маржинальные источники сетевой электроэнергии.
Годовой национальный предельный уровень выбросов ветра в США для преобразования сокращенных киловатт-часов в предотвращенные единицы выбросов углекислого газа составляет 6,62 x 10 -4 (EPA 2019).
Выбросы углекислого газа, которых удалось избежать за год на установленную ветряную турбину, были определены путем умножения среднего количества электроэнергии, вырабатываемой одной ветряной турбиной в год, на годовой национальный предельный уровень выбросов ветра (EPA 2019).
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
2,32 МВт Средняя мощность x 0,34 x 8760 часов в год x 1000 кВтч / МВтч x 6,6204 x 10 -4 метрических тонн CO 2 / кВтч уменьшено = 4632 метрических тонны CO 2 / год / установленная ветряная турбина
Источники
Количество заряженных смартфонов
По данным У.S. DOE, 24-часовая энергия, потребляемая обычным аккумулятором смартфона, составляет 14,17 Вт-ч (DOE 2019). Сюда входит количество энергии, необходимое для зарядки полностью разряженного аккумулятора смартфона и поддержания этого полного заряда в течение дня. Среднее время, необходимое для полной зарядки аккумулятора смартфона, составляет 2 часа (Ferreira et al. 2011). Мощность в режиме обслуживания, также известная как мощность, потребляемая, когда телефон полностью заряжен, а зарядное устройство все еще подключено, составляет 0,14 Вт (DOE 2019). Чтобы получить количество энергии, потребляемой для зарядки смартфона, вычтите количество энергии, потребляемой в «режиме обслуживания» (0.14 Вт умножить на 22 часа) от потребляемой за 24 часа энергии (14,17 Вт-часов).
Выбросы углекислого газа на заряженный смартфон были определены путем умножения потребления энергии на заряженный смартфон на средневзвешенный уровень выбросов углекислого газа по стране для поставленной электроэнергии. Средневзвешенный национальный уровень выбросов диоксида углерода для поставленной электроэнергии в 2018 году составил 1558,8 фунтов CO 2 на мегаватт-час, что учитывает потери при передаче и распределении (EPA 2019).
Расчет
Примечание. Из-за округления выполнение вычислений, приведенных в приведенных ниже уравнениях, может не дать точных результатов.
[14,17 Вт · ч — (22 часа x 0,14 Вт)] x 1 кВт · ч / 1000 Вт · ч = 0,011 кВт · ч / заряженный смартфон
0,011 кВтч / заряд x 1558,8 фунтов CO 2 / МВт-ч поставленной электроэнергии x 1 МВтч / 1000 кВтч x 1 метрическая тонна / 2204,6 фунта = 7,84 x 10 -6 метрических тонн CO 2 / смартфон заряжен
Источники
- DOE (2019).База данных сертификатов соответствия. Программа стандартов энергоэффективности и возобновляемых источников энергии для приборов и оборудования.
- EPA (2019). AVERT, США, средневзвешенная норма выбросов CO 2 , данные за 2018 год. Агентство по охране окружающей среды США, Вашингтон, округ Колумбия.
- Федеральный регистр (2016). Программа энергосбережения: стандарты энергосбережения для зарядных устройств; Заключительное правило, стр. 38 284 (PDF) (71 стр., 0,7 МБ, О PDF).
- Феррейра, Д., Дей, А. К., и Костакос, В. (2011). Понимание проблем человека и смартфона: исследование времени автономной работы. Pervasive Computing, стр. 19-33. DOI: 10.1007 / 978-3-642-21726-5_2.
Годовые убытки от передачи и распределения в США в 2018 году были определены как ((Чистая генерация в сеть + Чистый импорт — Общий объем продаж электроэнергии) / Общий объем продаж электроэнергии) (т.е. (4003 + 54–3796) / 3796 = 6,87%). Этот процент учитывает все потери при передаче и распределении, которые возникают между чистым производством и продажей электроэнергии.Данные взяты из Annual Energy Outlook 2019, таблица A8: Электроснабжение, утилизация, цены и выбросы, доступная по адресу: https://www.eia.gov/outlooks/aeo/.
Черные металлы: данные по материалам | Факты и цифры о материалах, отходах и вторичной переработке
По весу черные металлы (чугун и сталь) являются крупнейшей категорией металлов в твердых бытовых отходах (ТБО). Основными источниками черных металлов в ТБО являются товары длительного пользования, такие как бытовая техника, мебель и шины.Тара и упаковка — еще один источник черных металлов в ТБО. Большие количества черных металлов содержатся в строительных материалах, а также в транспортных частях и продуктах, таких как автомобили, локомотивы и корабли, но они не учитываются в данном анализе как ТБО.
Эта веб-страница представляет собой краткую сводку данных по материалам черных металлов. Для получения более полной информации см. Таблицы данных за 2018 г. на странице отчета «Продвижение устойчивого управления материальными потоками: факты и цифры».
На этой странице:
Обзор
EPA измеряет образование, переработку, компостирование, сжигание с рекуперацией энергии и захоронение черных металлов в ТБО.
EPA использовало отраслевые данные, включая статистические данные Института вторичной переработки стали, для оценки производства черных металлов. Производство черных металлов в 2018 году составило 19,2 млн тонн (6,6 процента от общего образования ТБО). Агентство по охране окружающей среды изучило переработку черных металлов по различным категориям продуктов.Уровень утилизации всех материалов в бытовой технике, включая черные металлы, составил 59,8 процента. В целом, по оценкам Агентства, переработка черных металлов из товаров длительного пользования (крупная и мелкая бытовая техника, мебель и шины) в 2018 году составила 27,8 процента (4,7 миллиона тонн).
Агентство по охране окружающей средыоценило степень переработки стальных банок в 70,9 процента (1,1 миллиона тонн) в 2018 году. Кроме того, анализ показал, что в этом году было переработано около 510 000 тонн другой стальной упаковки, включая обвязку, коронки и бочки.Рециркуляция черных металлов включает материалы, собранные в рамках программ рециркуляции, а также металл, собранный на объектах сжигания. Общее количество сжигаемых ТБО черных металлов в 2018 году составило 2,3 млн тонн. Это составляло 6,7 процента всех ТБО, сожженных за счет рекуперации энергии в том году.
В 2018 г. на полигоны поступило 10,5 млн т стали. Это составляет 7,2 процента от всех захороненных ТБО.
Информацию по оценке производства черных металлов и управлению ими см. В Методологическом документе EPA.
Начало страницы
Сводная таблица и график
Приведенные ниже данные относятся к периоду с 1960 по 2018 год и относятся к общему количеству тонн черных металлов, произведенных, переработанных, компостированных, сожженных с рекуперацией энергии и захороненных.
| Путь управления | 1960 | 1970 | 1980 | 1990 | 2000 | 2005 | 2010 | 2015 | 2017 | 2018 |
|---|---|---|---|---|---|---|---|---|---|---|
| Поколение | 10 300 | 12 360 | 12 620 | 12,640 | 14 150 | 15210 | 16 920 | 18,190 | 18 890 | 19 200 |
| Вторичная переработка | 50 | 150 | 370 | 2,230 | 4 680 | 5 020 | 5,800 | 6 070 | 6,170 | 6,360 |
| Составлено | – | – | – | – | – | – | – | – | – | – |
| Сжигание с рекуперацией энергии | – | 60 | 250 | 1,690 | 1,610 | 1,640 | 1810 | 2150 | 2,290 | 2,310 |
| На свалке | 10,250 | 12 150 | 12 000 | 8,720 | 7 860 | 8,550 | 9,310 | 9 970 | 10 430 | 10 530 |
Источник: Информация о производстве и переработке упаковки из черных металлов, а также о переработке черных металлов в бытовой технике предоставлена Институтом переработки стали.
Прочерк в таблице означает, что данные недоступны.
Начало страницы
Что такое TPC (тонн на сантиметр)?
- Дом
- Решения
- Принцип навигации
- Глава 1: Земля
- Глава 2: Параллельное и плоскостное плавание
- Глава 4: Парусный спорт
- Глава 5.Морская астрономия
- Глава 8: Время
- Глава 9: Высота
- Глава 11: Линии позиций
- Глава 12: Восход и заход небесных тел
- Глава 13: Плавание по Великому Кругу
- Практическая навигация (новое издание)
- УПРАЖНЕНИЕ 1 — САМОЛЕТ И ПАРАЛЛЕЛЬНЫЙ ПАРУС
- УПРАЖНЕНИЕ 3 — ПАРУСНЫЙ МЕРКАТОР
- УПРАЖНЕНИЕ 28 — АЗИМУТ СОЛНЦЕ
- УПРАЖНЕНИЕ 29 — ВСТРЕЧА / УСТАНОВКА АЗИМУТА — ВС
- УПРАЖНЕНИЕ 30 — ШИРОТА ПО МЕРИДИАНУ ВЫСОТА СОЛНЦА
- УПРАЖНЕНИЕ 31 — ПЕРЕСЕЧЕНИЕ СОЛНЦА
- УПРАЖНЕНИЕ 32 — ДЛИННЫЙ ХРОНОМЕТР СОЛНЦЕ
- УПРАЖНЕНИЕ 34 — АЗИМУТ ЗВЕЗДА
- УПРАЖНЕНИЕ 35 — ШИРИНА ПО МЕРИДИАНУ ВЫСОТА ЗВЕЗДЫ
- УПРАЖНЕНИЕ 36 — ПЕРЕСЕЧЕНИЕ ЗВЕЗДЫ
- УПРАЖНЕНИЕ 37 — ДЛИТЕЛЬНОСТЬ ПО ХРОНОМЕТРУ ЗВЕЗДЫ
- Практическая навигация (старое издание)
- УПРАЖНЕНИЕ — 5
- УПРАЖНЕНИЕ — 6
- УПРАЖНЕНИЕ — 7
- УПРАЖНЕНИЕ — 8
- Задание — 9
- Задание — 10
- УПРАЖНЕНИЕ-11
- УПРАЖНЕНИЕ-12
- Упражнение-13
- Упражнение 14
- УПРАЖНЕНИЕ-15
- УПРАЖНЕНИЕ-16
- УПРАЖНЕНИЕ-17
- УПРАЖНЕНИЕ-18
- УПРАЖНЕНИЕ-19
- УПРАЖНЕНИЕ-20
- УПРАЖНЕНИЕ-21
- УПРАЖНЕНИЕ-22
- УПРАЖНЕНИЕ-23
- УПРАЖНЕНИЕ-24
- УПРАЖНЕНИЕ-25
- УПРАЖНЕНИЕ-26
- Стабильность I
- Стабильность -I: Глава 1
- Staility — I: Глава 2
- Стабильность — I: Глава 3
- Стабильность — I: Глава 4
- Стабильность — I: Глава 5
- Стабильность — I: Глава 6
- Стабильность — I: Глава 7
- Стабильность — I Глава 8
- Стабильность — I: Глава 9
- Стабильность — I: Глава 10
- Стабильность — I: Глава 11
- Устойчивость II
- ММД СТАБИЛЬНЫЕ БУМАГИ
- СТАБИЛЬНОСТЬ 2013 БУМАГА MMD
- СТАБИЛЬНОСТЬ 2014 БУМАГА MMD
- СТАБИЛЬНОСТЬ 2015 БУМАГА MMD
- Принцип навигации
- MEO Class 4 — Письменный
- Мудрые вопросы MMD за предыдущие годы
- Функция 3
- Морская архитектура — ПИСЬМЕННЫЙ ДОКУМЕНТ MEO КЛАСС 4
- Безопасность — ПИСЬМЕННАЯ БУМАГА КЛАССА 4 МЕО
- Функция 4
- ОБЩИЕ ИНЖЕНЕРНЫЕ ЗНАНИЯ — БУМАГА MEO КЛАСС 4 MMD
- Моторостроение — БУМАГА MEO КЛАСС 4 MMD
- ФУНКЦИЯ-5
- Функция — 6
- Функция 3
- Мудрые вопросы MMD за предыдущие годы
- MMD Оральные
- Deck MMD Устные вопросы
- 2-й помощник
- Навигация Устный (ФУНКЦИЯ –1)
- Cargo Work Oral (ФУНКЦИЯ — 2)
- Безопасный оральный (FUNCTION — 3)
- Старший помощник
- Навигационный оральный (FUNCTION — 01)
- Cargo Work Oral (FUNCTION-02)
- Безопасный оральный (FUNCTION — 03)
- 2-й помощник
- Deck MMD Устные вопросы
График 300 IELTS — Использование трех спредов с 1981 по 2007 г.
График 300 IELTS — Использование трех спредов с 1981 по 2007 гг.
- Подробности
- Последнее обновление: понедельник, 23 марта 2020 г. 02:16
- Написал IELTS Mentor
- Хиты: 24014
IELTS Academic Writing Task 1 / Graph Writing — Line Graph:
На это задание нужно потратить около 20 минут.
На приведенном ниже графике показано ежедневное потребление трех спредов на человека с 1981 по 2007 год в стране.
Обобщите информацию, выбрав и сообщив об основных характеристиках, и при необходимости проведите сравнения.
Вы должны написать не менее 150 слов.
Образец ответа 1:
Потребление маргарина, масла и нежирных спредов в стране с 1981 по 2007 год сравнивается на линейной диаграмме.Ежедневное потребление пищи на человека измеряется в граммах. Очевидно, что спред с пониженным содержанием жира и низким содержанием жира использовался с 1996 года, но вскоре он стал наиболее предпочтительным типом спреда в этой стране.
Судя по имеющимся данным, в 1981 году самым потребляемым спредом было сливочное масло с ежедневным потреблением чуть более 140 граммов. Потребление маргарина в этом году было чуть ниже 100 граммов. Спустя 5 лет использование сливочного масла выросло, в то время как в отношении маргарина оно фактически уменьшилось. Но их ежедневное потребление пересеклось в 1991 году, поскольку спрос на маргарин оставался стабильным до 1996 года, когда потребление сливочного масла упало до 65 граммов на человека.Использование сливочного масла неуклонно сокращалось после 1986 года. «Низкожирный и пониженный спред» был введен в 1996 году, и вскоре он стал наиболее потребляемым типом спреда с резким ростом его использования. В 2001 году спрос на последний спред достиг 80 граммов, в то время как два других спреда теряли свой спрос. Наконец, в 2007 году люди потребляли около 70 граммов с низким содержанием жира и уменьшенным спредом, а потребление сливочного масла и маргарина в то время составляло около 45 и 40 граммов подряд.
Модель Ответ 2:
На линейном графике сравнивается дневное потребление трех разных спредов — «маргарин», «спреды с низким содержанием жира и пониженные спреды» и «масло» в стране в период с 1981 по 2007 год.Ежедневное потребление на человека измеряется в граммах.
В целом, потребление всех спредов значительно снизилось с 1981 по 2007 год, за исключением спредов с низким содержанием жира и уменьшенных.
В деталях, сливочное масло было наиболее предпочтительным спредом с потреблением 141 грамма в день на человека в 1981 году. Потребление маргарина и спредов с пониженным содержанием жира и пониженным содержанием жира составляло 99 граммов и всего 10 граммов, соответственно, в том же году. В то время как потребление сливочного масла после этого заметно снизилось, люди стали потреблять меньше маргарина.Однако потребление низкожирных и уменьшенных спредов резко увеличилось и достигло пика в 80 граммов в 2001 году и стало самым потребляемым спредом в 2007 году.