Плазменная сварка
plazmen.ru » Плазменная сварка
Работа со сварочным плазменным аппаратом подразумевает резку и сварку любых металлов — сталь, алюминий и их сплавы. Технология плазменной сварки безопасна и надёжна.
Что это
Плазменная сварка и резка металла – это процесс, при котором происходит локальное расплавление металла плазменным потоком. Этот поток плазмы генерируется высокоскоростной сжатой дугой, вытекающей из плазмотрона, температура дуги составляет 5000-30000. Газ, обдувающий дугу, нагревается, и происходит его ионизация. Дальше заряженные частицы газа преобразуются в плазменный поток и выдуваются соплом плазмотрона.
Разработанная технология плазменной сварки очень похожа на аргонную сварку. Обозначается сварка плазменной дугой, как PAW – Plasma Arc Welding. Плазма – это нейтральный газ, ионизированный полностью или частично, и состоящий из заряженных электронов и ионов, а также нейтральных молекул и атомов.
[ads-pc-1]
Почему так популярна
Из всех видов обработки металлов плазменно-дуговая сварка наиболее распространена из-за того, что в современной тяжёлой промышленности стали широко применяться нержавеющие стали, специальные сплавы, цветные металлы и сплавы цветных металлов, а для таких материалов газовая и другие виды обработки малоэффективны.
Современный аппарат плазменной резки и сварки может обеспечить более эффективную работу по сравнению с обычными сварочными аппаратами при обработке цветных и чёрных металлов.
Как работает плазменный сварочный аппарат?
Для работы такого оборудования необходимы только электричество и струя сжатого воздуха, а при использовании компрессора — только электричество. Это оборудование требует при работе только замены электродов и сопла плазмотрона, тогда как аппараты для газокислородной обработки металла должны периодически перезаправляться, использовать присадки и переаттестованные газовые баллоны. Все эти работы связаны и с повышенной взрывопожароопасностью.
Все эти работы связаны и с повышенной взрывопожароопасностью.
Плазменная дуга помещается в специальное устройство – плазмотрон. Рабочая поверхность плазмотрона постоянно и интенсивно охлаждается потоком воды. После сжатия уменьшается сечение дуги и увеличивается количество энергии, расходуемое на единицу площади, то есть – мощность плазменного потока.
Плазменные сварочные аппараты
Качественные приборы плазменной сварки достаточно универсальные устройства, которые способны не только сваривать металл, но и резать, нагревать и закаливать его. Современный аппарат прост в освоении и не требует длительного обучения.
В настоящее время, российскими и зарубежными компаниями производится около десятка различных генераторов плазмы, которые отличаются друг от друга и по стоимости, и по функциональности, и по мощности.
[ads-pc-2]
Области применения
Не следует думать, что такие устройства нужны лишь на производстве или могут использоваться только профессиональными сварщиками, которые работают с частными заказами.
В последние годы компактные плазменные резаки используются даже ювелирами для того, чтобы быстро разогревать тигли с драгоценными металлами и поддерживать температуру небольшого горна.
Информация по аппаратам содержится на странице, им посвященной.
Здесь лишь скажем вкратце, что популярными считаются следующие бренды и модели (по ссылкам можно перейти в соответствующие обзоры):
- 1. Скорость резки металла при толщине от 50 до 200 мм в 2-3 раза выше, чем при газовой резке.
- 2. Плазменный сварочный аппарат можно использовать в работе практически со всеми металлами – сталь, чугун, плазменная сварка алюминия и сплавов алюминия, медь и медные сплавы.
- 3. Точность шва при резке и его качество практически исключают дальнейшую обработку кромок.

- 4. Нет надобности в применении ацетилена, кислорода, аргона или пропан-бутана, что значительно уменьшает стоимость работ плазменным аппаратом.
- 5. При резке металл не деформируется, даже при вырезании сложных конфигураций и форм. Возможна резка по неподготовленной поверхности (окрашенная, ржавая поверхность). При резке крашеных конструкций краска в зоне работы дуги не возгорается.
- 6. Безопасное проведение работ, так как при работе плазменным резаком не используются баллоны с газом. Этот же фактор обеспечивает экологичность таких работ.

При работе с плазменными сварочными аппаратами также могут применяться и сварочные трансформаторы, сделанные своими руками. Такое несколько необычное сочетание оправдано тем, что при работе с плазменной сваркой используется низкое напряжение, которое можно получить с помощью того же сварочного трансформатора, цена которого на вторичном рынке значительно меньше, чем в специализированных магазинах. Этот метод немного удешевляет работы и является более безопасным.
Плазменная сварка нержавейки и прочих сталей
Плазменная сварка нержавеющей и других видов высокопрочных сталей имеет массу нюансов, учитывая которые можно провести работы качественно и получить устойчивое, монолитное соединение.
Нюансы и особенности работы с нержавеющей сталью
Безусловно, хороший аппарат способен справится с металлом любой толщины, но чтобы операция получилась по-настоящему качественной нужно учесть следующее:
- Наличие хрома
Если в составе сплава имеется хром, то сварное соединение необходимо остудить сразу после сварки. Дело в том, что образующийся карбид пагубно влияет на прочность шва, и чтобы предотвратить его образование необходим резкий перепад температур.
- Высокий коэффициент расширения металла.
Если достаточно долго разогревать металл, то величина свариваемого зазора может быть чересчур большой. Поэтому, полагается контролировать размер получаемого шва.
Подобный вид работ является одним из самых прогрессивных методов, позволяющих получить монолитную сварку высокого качества и с минимальным процентом брака.
Про данную тему смотрите материал на этой странице.
что это такое, особенности и сущность
Чтобы металлические конструкции изделия были прочными и качественными, для соединения важных частей из стали применяется сварка. Эта технология используется на протяжении многих лет и за период ее существования появилось множество разновидностей, которые позволяют работать с разными материалами.
Плазменная сварка является популярной разновидностью, которую применяют многие опытные сварщики. В ее основе лежит принцип расплавления сплавов узконаправленной струей плазмы, которая обладает огромной энергией. Этот вид технологии используется для соединения некоторых марок нержавеющих сталей, тугоплавких и многих цветных металлов, а также изделий из разных материалов. Но все же перед тем как приступать к сварочным работам стоит предварительно рассмотреть важные особенности.
Сущность плазменной сварки
Плазменная сварка металла основывается на использовании технологии аргонодуговой технологии. Различие между этими двумя технологиями состоит в особенностях дуги. В отличие от электрической дуга плазма имеет вид сжатой плазменной струи, которая обладает мощной энергией.
Различие между этими двумя технологиями состоит в особенностях дуги. В отличие от электрической дуга плазма имеет вид сжатой плазменной струи, которая обладает мощной энергией.
Чтобы понять, в чем заключается сущность плазменной сварки, требуется для начала рассмотреть, что такое плазма и условия ее возникновения. Плазмой считается состояние газа при его частичной или полной ионизации. Это означает, что в его основу могут входить не только нейтральные молекулы и атомы, но и электроны, ионы, имеющие определенный электрический заряд, состоящие полностью из заряженных частиц.
Для перевода газа в состояние плазмы требуется провести ионизацию большей части его молекул и атомов. Чтобы это получить, необходимо приложить к электрону, входящему в основу атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него. Именно в этом состоит сущность плазменной сварки.
Особенности и характеристики процесса
 Во время него обычно в области сваривания применяется очень высокая температура, которая образуется при принудительном уменьшении размеров сечения дуги и повышении ее показателей мощности.
Во время него обычно в области сваривания применяется очень высокая температура, которая образуется при принудительном уменьшении размеров сечения дуги и повышении ее показателей мощности.В результате получается сварка плазменной струей, при которой показатели температуры могут доходить до 300000С. А вот при аргонодуговой сварке они могут быть всего 5000-70000С. Во время сварочного процесса дуга приобретает цилиндрическую форму, именно это позволяет сохранять одинаковый показатель мощности по всей длине.
Во время проведения плазменного сваривания наблюдается высокое давление дуги на поверхность свариваемых металлических элементов. Именно это позволяет оказывать воздействие практически на все виды металлов и сплавов.
Стоит отметить! Плазменную технологию сваривания можно применять при небольших величинах электрического тока. Процесс может осуществляться при 0,2-30 А.
Все эти особенности делают этот вид сварки практически универсальным. Он может с успехом применяться в труднодоступных зонах, при соединении тонких алюминиевых листов без возможных прожогов. Незначительное изменение расстояния между электродом и деталью не оказывает сильного воздействия на прогревание, а это значит, не влияет на качество шва, как это бывает в других видах сварки.
Он может с успехом применяться в труднодоступных зонах, при соединении тонких алюминиевых листов без возможных прожогов. Незначительное изменение расстояния между электродом и деталью не оказывает сильного воздействия на прогревание, а это значит, не влияет на качество шва, как это бывает в других видах сварки.
За счет того, что во время плазменной технологии наблюдается большая глубина прогревания деталей, это позволяет обходиться без предварительной подготовки кромок. Допускается проводить сваривание металлов с неметаллами.
В итоге происходит повышение производительности работ, уменьшение температурной деформации сварного соединения, это значит, что деталь конструкции не ведет. А вот сварка плазморезом позволяет проводить не только сваривание металлических конструкций, но и обеспечивает качественное разрезание металлов и неметаллов в разном положении.
Преимущества и недостатки
Плазменная сварка и резка является востребованной технологией, при помощи которой производят сваривание конструкций разного размера. Этот процесс имеет ряд положительных качеств:
Этот процесс имеет ряд положительных качеств:
- повышенный показатель температуры плазмы, который может доходить до 300000С;
- небольшое поперечное сечение дуги;
- в отличие от газовой сварки скорость металла с толщиной от 5 до 20 см по плазменной технологии выше три раза;
- наблюдается высокая точность сварных соединений, которые получаются в процессе плавления;
- качество проведенных работ не требует проведения дополнительной обработки краев изделий;
- плазменный сварочный процесс может применяться практически для любых типов металла. К примеру, при помощи него можно варить изделия из запорожской стали, меди, алюминия, чугуна;
- во время проведения сварочных работ металл не подвергается деформациям, даже при вырезании сложных фигур;
- плазменная технология предполагает проведение резки металлической поверхности, которая не прошла предварительную подготовку. К примеру, ее можно применять в случаях, когда на изделии присутствует ржавчина, краска;
- нет необходимости применять аргон, ацетилен, кислород. Это позволяет существенно сэкономить;
- наблюдается высокая степень безопасности проводимых работ. Это связано с тем, что во время сваривания не применяются баллоны с газом, которые выделяют токсичные пары. Также при неправильном применении и хранении они могут взорваться.
 Это позволяет существенно сэкономить;
Это позволяет существенно сэкономить;У плазменного сварочного процесса имеются некоторые недостатки:
- во время его проведения происходит частичное рассеивание энергии в пространство;
- требуется использование плазмообразующего газа;
- обязательно должно проводиться охлаждение плазмотрона при помощи воды;
- высокая стоимость сварочных аппаратов.
Принцип работы
Перед тем как приступать к плазменной сварке стоит рассмотреть ее принцип работы. Во время процесс подается мощный электрический разряд, который превращает рабочую среду в плазменную. Образуется газ, который имеет высокую температуру.
За счет воздействия на металлическую поверхность потока ионизированного газа, проводимого электрическим током, происходит плавление металлической основы. Во время нагревания дуги газ подвергается ионизации, уровень которой увеличивается с повышением температурных показателей газа.
Во время нагревания дуги газ подвергается ионизации, уровень которой увеличивается с повышением температурных показателей газа.
Плазменная струя, которая обычно имеет сверхвысокую температуру, повышенная мощность, это все формируется из обычно дуги после сжатия, вдувания в дугу. Она образуется при помощи плазмообразующего газа, в качестве которого часто применяется аргон, в редких случаях используется водород, гелий.
Плазменная сварка прямого действия
Что такое плазменная сварка прямого действия? Этот метод является распространенным, он осуществляется благодаря электрической дуге, которая образуется между электродом и рабочим изделием.
Технология плазменной сварки имеет некоторые характерные особенности:
- Плазменная сварка алюминия должна выполняться с максимальной осторожностью. Это связано с тем, что данный металл плавится при температуре 660,3 градусов.
- Обязательно нужно внимательно контролировать процесс, чтобы не допустить пропал.
- В инструкции к сварочным аппаратам всегда указывается таблица, в которой обозначается рекомендованная сила тока для каждого вида металла. К примеру, плазменная сварка нержавейки выполняется на среднем токе, а стали — на высоком.

Обратите внимание! В дуге с прямым действием изначально происходит возбуждение дуги на малых токах, между соплом и заготовкой. После того как плазма прикасается к свариваемой детали образуется основная дуга прямого действия.
Питание дуги производится при помощи переменного или постоянного тока с прямой полярностью. Ее возбуждение выполняется осциллятором.
Плазменная сварка косвенного действия
Перед тем как приступать стоит рассмотреть, что такое плазменная сварка косвенного действия. Во время этого метода образование плазмы осуществляется так же, как и при технологии прямого действия. Отличие состоит в том, что источник питания подключается к электроду и соплу, в результате этого между этими элементами образуется дуга, и на выходе из горелки появляется плазменная среда.
Скорость выхода потока плазмы находится под контролем давления газа. Секрет состоит в том, что газовая смесь при переходе в состояние плазмы увеличивает объем в 50 раз и благодаря этому вылетает из аппарата в виде длиной струи. Энергетические показатели расширяющегося газа совместно с тепловой энергией делают плазму мощным источником энергии.
К преимуществам сварки косвенного действия можно отнести:
- обеспечивает бесперебойный рабочий процесс;
- позволяет существенно сэкономить затраты на электрический ток;
- за счет того, что во время сварочного процесса применяется высокое давление, газовые смеси практически не разбрызгиваются;
- этот вид отлично подходит для сварки и резки металлов.
Важно! Плазменная сварка и резка металлов должна проводиться с использованием правильных режимов. Они должны осуществлять правильную подачу тока, учитывать типы свариваемых материалов, их показатели толщины, диаметр сопла плазмотрона. Для резки разных материалов должны применяться разные виды газов.
Для резки разных материалов должны применяться разные виды газов.
Устройство и принцип работы плазмотрона
Во время плазменного сварочного процесса применяется специальный аппарат, который выполняет роль плазменного генератора, он называется плазмотроном. Это устройство применяет энергию электричества для преобразования газа в состояние плазмы для сварки, которая в дальнейшем применяется для создания сварочной дуги.
Применяется два вида устройств, которые работают по схеме косвенного и прямого преобразования дуги. Плазмотрон для сварки плазмой идет прямого действия, когда в качестве катода применяется вольфрамовый электрод, а анода — свариваемая поверхность. Именно это приводит к тому, что дуга приобретает цилиндрическую форму.
К основным узлам плазмотрона относят:
- Вольфрамовый электрод (катод). Он образует одну связку с устройством подачи плазмообразующего газа.
- Корпусная часть прибора.
- Сопло с формообразующим наконечником.
- Термостойкий изолятор.
- Система охлаждения, для которой применяется водная струя.
- Пусковое устройство.
Для возбуждения основной дуги к поверхности металла от устройства подключается кабель с положительным зарядом. Появившаяся дуга ионизирует газ, который поступает из баллона или компрессора в камеру под давлением. При разогревании во время ионизации газ расширяется и выбрасывается из камерного пространства в форме струи с высокой кинетической энергией.
Стоит отметить! Чтобы облегчить розжиг основной дуги, в область камеры плазмотрона встроен вспомогательный электрод, который выполняет функции анода. При включении плазмотрона в сеть и запуске, данный электрод получает положительный заряд и образует дугу с вольфрамовым катодом.
Важные требования
Возможно, для многих плазменно-дуговая сварка покажется простым процессом, который можно с легкостью выполнить с первого раза не имея большого опыта. Однако во время него обязательно требуется соблюдать все важные правила технологии. К основным ошибкам относятся:
К основным ошибкам относятся:
- запоздалая замена сменных компонентов плазмотрона;
- применение деталей с низким качеством или дефектами;
- использование некорректных режимов, которые снижают длительность срока службы элементов;
- отсутствие контроля за параметрами плазмообразующего газа;
- применение высокой или низкой скорости резки по сравнению с предусмотренным режимом.
Все эти важные требования относятся к плазменному сварочному процессу, а также его подвидам — микроплазменной сварке, воздушно-плазменной сварке и другим методам. Обязательно требуется применять сварочный аппарат, который сможет обеспечить необходимые характеристики сварочного тока. Понадобится горелка, неплавящийся электрод, комплект шлангов для подачи или циркуляции охлаждающей жидкости и другие важные компоненты для работы.
Плазменный сварочный процесс считается востребованной технологией, которую активно применяют в разных областях промышленности — машиностроение, приборостроение, изготовление деталей высокой точности, ювелирная сфера и так далее. Этот метод отличается высокой точностью, он позволяет получить ровный шов отличного качества. Но все же его проведение должно осуществляться с учетом важных правил и требований.
Этот метод отличается высокой точностью, он позволяет получить ровный шов отличного качества. Но все же его проведение должно осуществляться с учетом важных правил и требований.
Интересное видео
что это? Принцип работы, технология плазменно-дуговой и ручной микроплазменной сварки, техника безопасности при сварке плазмой
Плазменную сварку называют относительно молодым способом соединения деталей. Но условная новизна не мешает быстрому набору востребованности: плюсы и возможности, которые даёт этот метод, объясняют его высокие конкурентные качества.
Что это такое?
Плазменной сваркой зовётся метод, при котором аргон переходит в плазму под влиянием дуги. Плазмогенератором выступает ток, пронизывающий электропроводный аргон. Но прежде чем перейти к нюансам метода, нелишним будет напомнить отдельные моменты из курса физики.
Плазмогенератором выступает ток, пронизывающий электропроводный аргон. Но прежде чем перейти к нюансам метода, нелишним будет напомнить отдельные моменты из курса физики.
Плазмой называют такое состояние газа, в которое тот трансформируется под влиянием электродуги. Она формируется в особом наконечнике, называемом плазмотроном. Его легко сравнить с горелкой в обычной газовой сварке. Плазмотроном именуют двухсторонне открытый конус, который становится узким внизу, в центре этого конуса размещается тугоплавкий электрод, а внизу – сопло. Из этого сопла под серьёзным давлением выходит плазма.
Плазмообразующим газом выступает аргон (с включением водорода, конечно). Он нагнетаем в вышеописанный конус сверху. Поле же образует подвод электротока к двум полюсам: наружной зоне горелки и электроду. В ходе нагрева и ионизации газ предсказуемо расширяется, внутренние силы его мощно вытесняют. Сопло же регулирует подачу плазмы. В рабочем месте параллельно с плазменной струёй подводится аргон, что создаёт защитное облако. Его ценность заключается в предохранении сплава от кислородного контакта, который содержится в воздухе.
Поле же образует подвод электротока к двум полюсам: наружной зоне горелки и электроду. В ходе нагрева и ионизации газ предсказуемо расширяется, внутренние силы его мощно вытесняют. Сопло же регулирует подачу плазмы. В рабочем месте параллельно с плазменной струёй подводится аргон, что создаёт защитное облако. Его ценность заключается в предохранении сплава от кислородного контакта, который содержится в воздухе.
Именно аргон отвечает за чистые швы. Плазменно-дуговая сварка может называться экономичной, в этом её особенность. Чтобы аппарат работал, менять нужно только электроды и тот самый плазмотрон. В сравнении с иными видами сварки уходовых работ (и ручных тоже) немного. Да и иные сварочные разновидности можно считать более взрывоопасными, с плазмой работать не так рискованно.
Плюсы и минусы
Основное преимущество плазменной сварки – высокоскоростная резка металлов.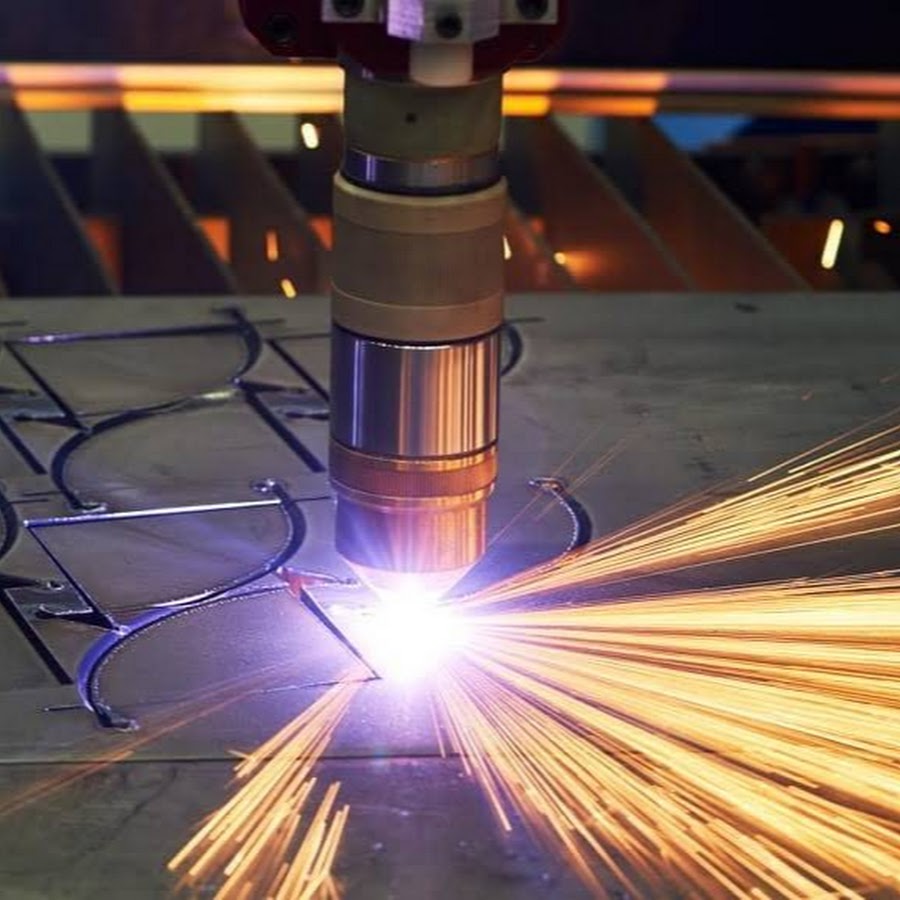 Не менее привлекательна в ней и опция применения оборудования практически со всеми металлами и сплавами. Доскональность шва высока. Цена работ относительно прочих видов сварок более низкая. Радует и то, что деформация металла при плазменном способе не то что низка, а фактически отсутствует.
Не менее привлекательна в ней и опция применения оборудования практически со всеми металлами и сплавами. Доскональность шва высока. Цена работ относительно прочих видов сварок более низкая. Радует и то, что деформация металла при плазменном способе не то что низка, а фактически отсутствует.
Но минусы также стоит отметить:
- высокочастотный шум + ультразвук – не самая приятная комбинация;
- ионизация воздуха;
- электромагнитное излучение в оптическом диапазоне;
- сопло плазменной горелки недолговечно, так как нагрузка высокотемпературная.
Правда, недостатки есть в каждой технологии сварки, поэтому выбирать приходится всегда. Иногда в выборе вида помогает простой анализ принципа работы аппарата.
Принцип работы
Дежурную дугу после зажигания ожидает сжатие в плазмотроне. Потом туда вдувается под давлением аргон в качестве плазмообразующего газа. Так зона нагревается до 50 000 градусов, газ предсказуемо растёт в объёме и из сопла выходит очень быстро.
Потом туда вдувается под давлением аргон в качестве плазмообразующего газа. Так зона нагревается до 50 000 градусов, газ предсказуемо растёт в объёме и из сопла выходит очень быстро.
Мощный источник – это соединение тепловой и кинетической энергии. Раскалённая струя вытекает и образует шов. Защитный и плазмообразующий газы не контактируют, так как проходят по разным каналам.
Надо отметить, что сварка может быть ручной и автоматической. Ручная сварка подойдёт для небольших объёмов работы. Сварка может проходить с присадками и без них. Автоматической технологией пользуются в промышленных масштабах. Оператор руководит процессом с помощью пульта.
И ещё кое-что из проясняющей информации о плазменной дуге:
- обычная дуга становится плазменной путём сжатия и принудительного вдувания аргона в дугу;
- сжатие дуги получается путём активного охлаждения водой плазмотроновых стенок;
- когда поперечное сжатие дуги снижается, растёт мощность;
- газ нагреваем дугой, он ионизируется и в 100 раз растёт в объёме;
- плазменная дуга от другой отличается высокими термопоказателями, меньшим диаметром, цилиндрической формой, большим давлением на металл и опцией поддержания дуги на малом токе.

Разновидности плазменной сварки тоже следует учесть перед выбором того или иного способа.
Виды
Виды плазменной сварки определяет сила тока. Сварка бывает микроплазменной, на средних и на больших токах.
Микроплазменная
Данный вариант используется, если нужно соединить тонкие детали, толщина которых до 1,5 мм. Диаметр дуги в таком случае не превысит 2 мм, что даёт возможность фокусировать тепло в маленькой области без ненужного нагрева соседних зон.
Прибор микроплазменной сварки может работать в следующих режимах: импульсный, непрерывный, непрерывный обратной полярности. Основной газ технологии – аргон, но это обстоятельство не исключает добавление разных примесей, которые делают процесс более эффективным.
На средних токах
Она имеет множество сходств с аргонодуговой сваркой. Но всё же температурные данные сварки на средних токах более высоки, а вот область нагрева намного меньше. Поэтому данная технология справедливо считается более продуктивной.
Такая сварка проплавляет материал более глубоко, чем аргоновая, но ширина шва при этом будет меньшей. Сварочные работы проводятся и с присадочным материалом, и без него.
С большим амперажем
Работы с большим амперажем – это подходящий вариант для варки элементов с толстыми стенками. Или же такая технология подходит прошивному свариванию металла. Под таким амперажем подразумевается показатель до 150 А. Этот способ связан с силовым действием на металл, то есть полным его проплавлением. Если говорить образно: детали обрабатываемого изделия сначала словно разрезаются, а потом сплавляются вновь.
Если говорить образно: детали обрабатываемого изделия сначала словно разрезаются, а потом сплавляются вновь.
Классификация по типу действия
Тип действия бывает либо прямым, либо косвенным.
Косвенного
Дуга образуется путём подведения одного из полюсов к тугоплавкому электроду, второго – к оболочке плазмотрона (то есть «минус» к «плюсу»). Данный вид сварки можно считать экономичным относительно газа: его надо меньше для образования стабильной дуги, которая с силой выходит из сопла.
При косвенном сварочном процессе температура плазмы ниже (если сравнивать с прямым методом). Дуга под воздействием газа идёт к металлу с большой силой – этот метод даёт возможность работать с металлами, отличающимися низкой теплопроводностью.
Дуга под воздействием газа идёт к металлу с большой силой – этот метод даёт возможность работать с металлами, отличающимися низкой теплопроводностью.
Прямого
Работает это так: один полюс подключается на электрод (при прямой полярности минус), второй – к металлу, что в данный момент обрабатывается. Так получается прямая дуга, направляемая на обрабатываемую деталь.
Клемму изначально фиксируют к соплу для ионизации газа, идущего по плазмотрону. После образования плазмы клемму переводят на деталь, осуществляется пробой дуги на деталь, и из сопла исходит плазма. Плазменную струю корректирует сила тока. А газ не просто вырвется из сопла, но и станет защитой рабочей зоны.
А газ не просто вырвется из сопла, но и станет защитой рабочей зоны.
И один, и другой метод применяется как для сварочных работ, так и для резки металлов.
Оборудование и материалы
Внешняя конструкция плазменной сварки не имеет радикальных отличий от прочего оборудования, используемого в тех же целях. И по габаритам, и по весу такое оборудование можно сравнить и с инверторами, и с электродуговыми полуавтоматами, и, конечно, с аргоно-дуговыми сварочниками.
Какие ещё операции может выполнять плазменная сварка:
- воронение – т. е. химико-теоретическую обработку, чтобы получить нужный оттенок металла;
- порошковое напыление различных красителей и продуктов защиты – на самой детали он создаёт ровную плёнку;
- температурное оксидирование чёрных сплавов – получается диоксид кремния с тугоплавкими характеристиками;
- закалка – внутренняя структура сплавов становится термически более прочной, так как снимаются внутренние напряжения.

В структуру плазменного оборудования входят сам аппарат, плазмотрон, компрессор, шлангопакет, режим заземления.
Плазменная дуга, если перейти к её возможностям, уступает разве что тем технологиям, что опираются на лазерные и электронные лучи. В основном задача использования этой сварки – резка металлов. Особую эффективность она проявляет в отношении меди, нержавеющей стали, латуни. Тонколистовой металл с этой сваркой соединяется без присадочной проволоки. Швы получаются оптимальные.
Описание технологии
В место соединения из плазмотрона подходит плазма. В плазменной струе собрана вся энергия. Поэтому нагрев не расходится по всему изделию, а концентрируется именно в месте соединения. И хоть температура будет очень высокой, вследствие скорого отвода тепла металлом она скоро же падает в области стыка до температуры плавления.
Корпус горелки стальной, анод медный, он охлаждается водой. Дугу питает газ, который под большим давлением подается в полость между анодом и катодом. Аргон же быстро улетучивается, смешивается с воздухом. Для того чтобы он действительно был защитным, нужного расстояния между деталью и горелкой следует придерживаться всегда.
Полную схему сварки можно увидеть на чертеже.
Техника безопасности
Если машина для сварки с дефектом (недостаточной изоляции), электроток может пройти по телу человека – и это очень опасно, чревато судорогами, остановкой сердца. Поэтому работать нужно в защитных перчатках на обеих руках. Сами перчатки должны быть без повреждений, в хорошем состоянии. Чтобы защитить себя от брызг расплавленного металла, также не обойтись без средств индивидуальной защиты. Нужна защитная обувь, кожаный фартук и, конечно, гамаши.
В помещении, где осуществляется сварка, должны быть хорошие вытяжки и вентиляционные системы, так как в процессе выделяются загрязняющие вещества и газы. Если вытяжной системы нет, операторы должны пользоваться респираторной маской или шлемом с фильтром, который отделяет опасные частицы. Защита органов слуха в процессе работы также обязательна, ведь уровень шума при плазменной сварке от 90 до 115 дБ.
По той причине, что процесс плазменной резки сопровождается также сильным видимым и ультрафиолетовым светом, оператор должен защищать глаза и кожу. Это защитная одежда (закрывающая всё тело), защитный щиток и защитные же очки – всё в соответствии с официальными предписаниями и рекомендациями.
Плазменная сварка не случайно считается перспективной: она очень удобна, например, при монтаже теплосистем в загородных домах. Для действий с электроникой она тоже подходит. Область её применения всё больше расширяется, поэтому интерес к плазменной технологии вполне закономерен.
В следующем видео представлена демонстрация плазменного комплекса.
«Мультиплаз» для сварки плазмой и другие модели, инверторные аппараты, принцип их работы
В середине XX века в сварочных технологиях произошли кардинальные изменения: были созданы плазменные сварочные аппараты. Разработка вышла успешной. Опытными инженерами были получены более устойчивые катоды, посредством которых удалось обеспечить необходимые показатели тока для работы дуги.
Разработка вышла успешной. Опытными инженерами были получены более устойчивые катоды, посредством которых удалось обеспечить необходимые показатели тока для работы дуги.
Устройство и принцип работы
Плазма – это насыщенный ионами газ, образованный из заряженных частиц и нейтральных атомов. Особенность плазмы – квазинейтральность. Другими словами, объемные плотности частиц с положительным и отрицательным зарядами почти одинаковы.
Плазма характеризуется широким диапазоном изменения энергии и температуры. Для сварки задействуют температуру от 5000 до 10 000°C. Что касается энергии, то ее показатели достигают сотен кВт. Добыча плазмы в плазменном аппарате происходит несколькими способами:
- посредством горения косвенной дуги, расположенной между катодом из вольфрама и соплом;
- посредством горения смешанной дуги, которая находится между 3 элементами: катодом, деталью сварки и соплом;
- посредством горения прямой дуги, расположенной между деталью и катодом.

Для обеспечения горения дугу заполняют основным газом под большим давлением. При этом в процессе работы напряжение в элементах значительно выше по сравнению с тем, что предлагают другие сварочные аппараты.
При проведении сварки дуга формируется в узкий шнур и сохраняет первоначальное положение посредством достижения газом высоких пределов скоростей. В результате удается получить высокие мощностные показатели в пятне, где формируется соединение.
Обзор видов
Сварочные аппараты принято классифицировать по мощностным показателям вне зависимости от их вида. В качестве эталона для сравнения рассматривают величину сварочного тока в дуге. Однако помимо такой классификации, некоторые различают, аппараты по строению горелок и основной конструкции агрегата.
В качестве эталона для сравнения рассматривают величину сварочного тока в дуге. Однако помимо такой классификации, некоторые различают, аппараты по строению горелок и основной конструкции агрегата.
Микроплазменные
К этой категории относят аппараты, работающие при токе, величина которого лежит в пределах от 100 мА до 25 А. Такие агрегаты используют для проведения сварки в нижнем пределе. Они востребованы для работы с изделиями ювелирного производства и резки металлических листов.
Аппараты отличаются простой конструкцией и удобством использования. Диаметр сопла составляет 2,5–3 мм. Рабочий газ формируется благодаря смеси из воды и спирта с ацетоном. Катод – это медный элемент.
На среднем токе
Величина тока в таких агрегатах достигает 150 ампер. Обычно аппараты используют для резки металлических листов. Рабочим газом выступает воздух. Довольно дешевый и надежный вариант. Если потребуется, можно организовать использование сварочных аппаратов с другими видами газов рабочего или защитного типа. Особенности оборудования этой группы:
Обычно аппараты используют для резки металлических листов. Рабочим газом выступает воздух. Довольно дешевый и надежный вариант. Если потребуется, можно организовать использование сварочных аппаратов с другими видами газов рабочего или защитного типа. Особенности оборудования этой группы:
- усовершенствованный источник подачи тока;
- сложное устройство горелок;
- наличие подвода для жидкости, которая охлаждает анод.
У большинства моделей также имеется режим импульсного запуска на высоких напряжениях.
На большом токе
Аппараты, создающие дугу с током от 150 А, не востребованы среди индивидуальных потребителей, зато активно применяются:
- в судостроении;
- машиностроении;
- в области ядерной физики.

Зачастую сварочные аппараты входят в состав комплексов, процессы в которых автоматизированы. Горелки оборудованы катодами из вольфрама. Для легирования элементов используют бериллий, торий.
Популярные модели
Производители сварочных аппаратов регулярно обновляют свой ассортимент, выпуская новые агрегаты. На рынке есть модели популярных компаний.
- МППК «Горынычъ». В моделях этой компании выработка плазмы происходит посредством взаимодействия воды и водно-спиртового раствора. Образующийся пар выполняет защитную роль. В процессе сварки на поверхности шва формируется специальная пленка, которая предотвращает образование коррозии и продлевает срок службы соединения. К преимуществам моделей сварочных агрегатов производителя относят удобство эксплуатации аппаратов, небольшие размеры и широкий диапазон толщины металла.
 К преимуществам моделей сварочных агрегатов производителя относят удобство эксплуатации аппаратов, небольшие размеры и широкий диапазон толщины металла.
К преимуществам моделей сварочных агрегатов производителя относят удобство эксплуатации аппаратов, небольшие размеры и широкий диапазон толщины металла.- ООО «Мультиплаз». Принцип работы агрегата такой же, как и у аппаратов МППК «Горынычъ». Средний вес оборудования этого производителя достигает 6 кг. При этом устройство имеет компактные размеры, что делает его использование удобным. А также производитель предусмотрел возможность использования моделей без проветривания рабочего пространства.
- ООО «Плазариум». Установка работает по инверторной схеме, что обеспечивает стабильную работу аппарата и автономную работу дуги. В конструкции агрегата предусмотрены датчики, обеспечивающие контроль температуры. А также к плюсам относят небольшие габариты и доступность расходных материалов.
Если рассматривать сварочные аппараты зарубежных брендов, то популярностью пользуются агрегаты определенных производителей.
- Fubag. Преимущества моделей этой компании в высоком КПД, эргономичном исполнении агрегатов и практичности их использования.
- BlueWeld. Линейка производителя включает оборудование, оснащенное бесконтактным стартом. А также компания занимается выпуском аппаратов для ручной сварки. Преимущества выпущенных изделий в экологичном использовании, экономном энергопотреблении и функциональности.
- Aurora. Аппараты этого изготовителя отличаются небольшой ценой и наличием опции бесконтактного пуска. Большинство моделей бренда универсальны.
Существуют и другие производители, которые занимаются выпуском качественных плазменных сварочных аппаратов, но они не настолько популярны по сравнению с теми, что были перечислены.
Нюансы выбора
Чтобы купить качественный плазморез, который справится с поставленной задачей и поможет сделать шов или разрезать металл, необходимо обратить внимание на несколько ключевых параметров.
- Тип металла. От того, какой металл планируется обрабатывать, зависит сила тока сварочного аппарата. Например, чтобы разрезать или сварить цветные металлы, потребуется агрегат с силой тока в 1,5 раза больше той, что нужна для резки чугуна или обычной стали.
- Максимальная толщина металла. От этого показателя также зависит сила тока, с которой будет работать устройство. В случае работы с черным или высоколегированным металлом потребуется до 4 А на 1 мм толщины листа. Если речь идет о цветных металлах, то показатель увеличивается до 6 А.
- Средняя длительность использования. В характеристиках большинства моделей прописано среднее время включения и использования агрегата. Этот момент стоит учитывать, если планируется эксплуатировать агрегат длительное время в тяжелых условиях. Далеко не все модели способы справиться с такими работами.
А также рекомендуется учитывать возможности электросетей, которые будут обеспечивать агрегат необходимым количеством тока. В случае использования мощных аппаратов бытовые сети не всегда способны справиться с подобной нагрузкой.
Обзор плазменного сварочного аппарата «Горынычъ» смотрите в следующем видео.
Плазменная сварка — сущность и принцип работы
Плазменная сварка применяется при соединении некоторых марок нержавеющих сталей, тугоплавких и многих цветных металлов, также изделий из разных материалов.
Технология соединения металлов с помощью плазменной дуги открывает большие возможности в области сварки. Она основана на принципе расплавления сплавов узконаправленной струей плазмы, обладающей огромной энергией. Плазменная сварка применяется при соединении некоторых марок нержавеющих сталей, тугоплавких и многих цветных металлов, а также изделий из разных материалов.
Особенности технологии
Плазменная сварка основана на технологии аргонодуговой сварки. Различие этих технологий в особенностях дуги. В отличие от обычной электрической, дуга плазмы представляет собой сжатую плазменную струю, обладающую мощной энергией. Чтобы понять сущность процесса плазменной сварки, нужно знать, что такое плазма и условия ее возникновения.
Что такое плазма и как она возникает
Плазма — это состояние газа при его частичной или полной ионизации. Это значит, что он может состоять не только из нейтральных молекул и атомов, но и из электронов и ионов, обладающих определенным электрическим зарядом или полностью состоять из заряженных частиц. Для перевода газа в состояние плазмы нужно ионизировать большую часть его молекул и атомов. Чтобы добиться этого, необходимо приложить к электрону, входящему в состав атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него.
Для этого должны быть созданы определенные условия, которые и были разработаны в области получения плазменной дуги.
Первое упоминание о разработке плазменной сварки было в 1950 году. В 1960 году были представлены некоторые принципы получения плазменного потока и внедрена технология и оборудование плазменной сварки. У нас в стране исследованиями в этой области и разработкой технологии занимались в Институте металлов им. А. А. Байкова, руководил проектом Н.Н. Рыкалин. После изучения физических свойств и энергии сжатой электрической дуги в среде аргона, преобразованной в плазменную струю, были определены ее технические возможности в области сварки и разработано специальное оборудование.
Схема получения плазменной струи
Плазменное преобразование достигается за счет воздействия сильного электрического поля, созданного дугой при прохождении через газ, на принудительно вдуваемый газ, поступающий через сопло горелки.
Таким образом, для преобразования электрической дуги в наэлектризованную струю плазмы, необходимо выполнить два условия:
- выполнить ее сжатие;
- провести прогон через нее специального газа для создания плазмы.
Сжатие обеспечивает специальное устройство плазмотрона. В итоге, толщина струи уменьшается, а напор — возрастает. Одновременно к дуге подается газ, который под ее воздействием нагревается и превращается в плазму. За счет нагрева происходит расширение и увеличение объема газа. В результате из сопла он устремляется с большой скоростью. При этом, если обычный электрический разряд имеет температуру порядка 5000-7000оС, то плазма может достигать 30 000оС.
Для образования плазмы используют в основном аргон с добавлением небольшого количества гелия. Электрод должен быть также защищен нейтральным аргоном. В качестве электрода выбирают вольфрамовые изделия с добавлением тория или иттрия.
Технология плазменной сварки характеризуется высокой температурой и небольшим диаметром дуги, что обеспечивает ее значительную мощность.
Основные характеристики и преимущества
Получив плазменную дугу, вы можете значительно расширить возможности сварки. Основными отличиями ее от обычной аргоновой сварки являются:
- высокая температура плазмы, достигающая 30000оС;
- малое поперечное сечение дуги;
- коническая форма дуги, характерная для аргоновой сварки, изменена на цилиндрическую форму;
- малый диаметр струи позволяет значительно увеличивать давление, с которым она воздействует на металл. Оно выше, чем при аргонной сварке почти в 10 раз.
- процесс сварки может поддерживаться небольшим током в пределах от 0,2 до 3,0 ампер.
Такие свойства плазмы обеспечивают существенные возможности этой сварки перед аргонодуговой сваркой:
- обеспечивается более глубокий проплав шва;
- уменьшается зона расплавления без разделки свариваемых кромок;
- благодаря цилиндрической форме и способности увеличиваться по длине, с помощью плазменной дуги можно проводить сварку труднодоступных мест.
Недостатки технологии
Сварка не лишена недостатков:
- во время ее проведения происходит частичное рассеивание энергии в пространство;
- возникает потребность в плазмообразующем газе и охлаждении плазмотрона водой;
- стоимость оборудования значительно выше стоимости аргонодуговых аппаратов.
Виды плазменной сварки
Плазменные устройства работают преимущественно с горелками, использующими постоянный ток.
Применяют две схемы работы:
- С использованием дуги, образованной между неплавким электродом и свариваемой поверхностью металла;
- С использованием струи плазмы, образованной между неплавким электродом и корпусом плазмотрона.
Соединение металлов с использованием плазмы разделяют также по значению величины используемого тока. Применяется следующие виды сварки:
- микроплазменный вид, проходящий в интервале тока от 0,1 до 25 ампер;
- сварка с использованием средних токов, величиной от 50 до 150 ампер;
- сварка с использованием токов более 150 ампер.
При микроплазменной сварке металл практически не прогорает. В случае использования токов большого значения достигается полное проплавление шва с разделением изделий и последующей их заваркой.
Устройство и принцип работы плазмотрона
Аппарат, выполняющий роль плазменного генератора, называют плазмотроном. Он представляет собой устройство, использующее энергию электричества для создания плазменного состояния газа и дальнейшего использования плазмы в образовании сварочной дуги.
Используют два вида конструкций плазмотронов, работающих по схеме косвенного или прямого образования дуги.
Для плазменной сварки используют преимущественно плазмотрон, работающий по прямой схеме, когда катодом служит вольфрамовый электрод, а анодом — свариваемая поверхность. Именно тогда дуга приобретает форму цилиндра.При косвенной схеме работы струя плазмы имеет обычный конический вид.
Основными узлами такого устройства являются:
- вольфрамовый электрод (катод), который образует одну связку с устройством подачи плазмообразующего газа;
- корпус устройства;
- сопло с формообразующим наконечником;
- термостойкий изолятор;
- охлаждающая система с использованием водной струи;
- пусковое устройство.
Для возбуждения основной дуги к поверхности металла от аппарата подключается положительно заряженный кабель.
Возникшая дуга ионизирует газ, поступающий из баллона или компрессора в камеру под давлением. При разогреве во время ионизации газ расширяется и выбрасывается в виде струи плазмы из камерного пространства с большой кинетической энергией.
Для того, чтобы облегчить розжиг основной дуги, в камеру плазмотрона встроен вспомогательный электрод, выполняющий роль анода. При включении плазмотрона в сеть и его запуске этот электрод получает положительный заряд, образуя дугу с вольфрамовым катодом. Возникшая плазменная струя разогревает свариваемый металл и провоцирует розжиг основной мощной плазменной дуги по схеме “вольфрамовый катод-поверхность металла”. Выполнив свою функцию, дежурная плазменная дуга гасится, а аппарат продолжает работать на основной струе плазмы.
Оборудование для сварки плазмой
Для проведения плазменной сварки в нашей стране используют аппараты отечественного производства, наиболее востребованным из которых является мобильный аппарат универсального применения «ПЛАЗАР».
Также распространены в использовании плазмотроны зарубежного изготовления «FoxWeld PLAMA 33 Vulti», «BLUE WELD BEST PLASMA 60 HF» и другие.
Инверторная ручная плазменная сварка: преимущество и недостатки
Плазменная сварка является одной из современных разновидностей способа соединения металла. Для достижения нужной температуры здесь, в качестве основного источника энергии, выступает плазма. Она формируется в поток и воздействует на заданный участок, благодаря чему расплавляется металл практически любой температурной стойкости. Инверторная плазменная сварка позволяет работать не только со стандартными сталями и нержавейкой, но также и с тугоплавкими металлами, такими как вольфрам, из которого часто изготавливают неплавкие электроды для аргонодуговой сварки.
Процесс плазменной сварки
Основной сферой применения данной методики является авиационная промышленность. Также ручную плазменную сварку можно встретить в приборостроении. Одной из главных особенностей способа является глубокое проплавление металла, что достигается за счет высокой температуры. Таким образом, за прохождение одного слоя можно сварить металл толщиной до 9 мм. Процесс может проводиться практически в любом пространственном положении, что делает его более универсальным для промышленного применения.
Плазменная дуговая сварка основана на получении плазмы, которая образуется из вещества, находящегося в газовом состоянии. Плазма выходит из специальной горелки, в которую также входит труба водяного охлаждения, вольфрамовый электрод, система подачи газа, труба водяного охлаждения, сопло для выхода плазмы и прочее. Плазменная дуга обладает температурой около 30 000 градусов Цельсия.
Преимущества плазменной сварки
К основным преимуществам данного метода соединения металла можно причислить следующие:
- Высокая температура протекания процесса позволяет проваривать металлические изделия на максимальную глубину;
- Дуга может гореть и на малых токах в диапазоне от 0,2 до 30 А;
- Диаметр дуги более мелкий, в сравнение с электрической дуговой сваркой, что позволяет сделать шов более точным и не прогревать близлежащий металл;
- Процесс соединения обладает минимальной чувствительностью к перемене длины электрической дуги;
- Скорость проведения сварки находится на высоком уровне.
Недостатки
Здесь есть также свои недостатки, из-за которых во многих сферах процесс оказывается не столь выгодным и уместным, как другие варианты:
- Воздушно плазменная сварка обладает высокой себестоимостью;
- У нее низкий коэффициент полезного действия, так как часть энергии рассеивается в атмосфере и окружающем пространстве, а также на металл электрода;
- Нужно обеспечивать подвод воды и плазмообразующего газа;
- Сложность применения делает ее практически недоступной для проведения обыкновенных сварочных процедур в повседневности.
Разновидности
Существует несколько разновидностей данного типа сварки. Принцип действия в них остается практически одинаковым, так как основной род различий касается величины тока. Это переделается аппаратом, который применяется в данной сфере. Согласно данному параметру выделяют такие разновидности как:
- Микроплазменная, которая обладает самым маленьким током, который лежит в пределах от 0,1 до 25 А;
- Плазменная сварка, работающая на средних токах, которые лежат в диапазоне 50-150А;
- И самая мощная дуга, которая превышает предел в 150 А.
Пример микроплазменной сварки
У каждой из разновидности имеются свои особенности применения. Для самого слабого варианта микроплазменной сварки лучше всего подходят тонкие металлы, так как в данном случае вероятность прожога сводится к минимуму. Когда используется наиболее мощный ток, то с учетом самого типа сварки, процесс происходит с полным проплавлением металлической поверхности. Данный способ отлично подходит для резки металла, а также проделывания отверстий. В средних режимах осуществляется большинство сварочных процедур, так как это один из лучших вариантов для стандартной сварки.
Помимо этого стоит еще выделить несколько отдельных разновидностей:
- Процесс сварки происходит плазменной дугой, которая горит между изделием и неплавящимся электродом;
- Сваривание плазменной струей, которая горит между соплом плазмотрона и неплавящимся электродом, а плазма выдувается при помощи газовой струи.
Виды плазменной сварки
Характеристики плазменной сварки
Плазменная сварка может проводиться одними из множества аппаратов, которые созданы для данного процесса. Ежегодно появляются новые модели, которые вытесняют с рынка старые. Здесь приведены параметры одних из основных моделей, которые активно применяются в современном производстве и могут еще долго оставаться актуальными для эксплуатации:
Параметры | УПС 301 | УПС 503 |
| Сила тока по нормальным параметрам, А | 315, когда ПВ=60% | 500, когда ПВ=100% |
| Диапазон допустимой величины тока, А | 50-315 | 100-500 |
| Напряжение, В: | ||
| – во время х.х. | 80 | 80 |
| – рабочее номинальное | 20-40 | 20-40 |
| Мощность потрребления сварочной установки, кВ А | 25 | 50 |
| Величина расхода газа, л/ч: | ||
| Плазмообразующего сырья | 70-120 | 100-250 |
| Защитного сырья | 500-1000 | 600-1500 |
| Расход воды, предназначенной для охлаждения установки, с выходным давлением в 0,25 МПа, л/ч | 75 | 240 |
| Скорость прохождения сварки, м/ч | — | 5… 100 |
| Диапазон величины присадочного материала, мм: | ||
| – стальная проволока | — | 1-3 |
| – алюминиевая или медная проволока | — | 2-3 |
| Размеры установки для сварки, мм: | ||
| – источника питания | 870 x 680 x 1050 | (700 х 670 х 880) х 2 |
| – колонный с направляющей | — | 3450 x 2000 x 2800 |
| – пульта управления | 340 x 380 x 520 | — |
| шкафа управления | — | 460 x 630 x 2600 |
| Вес максимальный, кг | 325 | 2900 |
Устройство и принцип работы
Плазменная сварка обладает особенным принципом работы. Все начинается в устройстве, который называется плазмотрон. Оно служит для образования плазмы. В нем, в зону плазменной дуги, подводят газ, который является основным сырьем для образования плазмы, так как именно он находится в том агрегатном состоянии, которое ей предшествует. Под воздействием дуги температура газа начинает повышаться, а также запускается процесс ионизации.
Исходя из физических законов, обуславливающих поведение газа под воздействием температуры, начинается активное расширение вещества. Газ увеличивает свой объем, примерно, в 50-100 раз. Из-за этого происходит его очень быстро истекание через канал сопла в плазмотроне. Основным источником тепла для сварки здесь выступает тепловая энергия газа и кинетическая энергия ионизированных частиц. В плазмотронах чаще всего применяются горелки на постоянном токе.
Технология сварки
Для проведения процесса используются такие газы как азот, аргон, кислород и обыкновенный воздух. Технология плазменной сварки во многом напоминает аргонодуговую. Для работы здесь применяется воздушно-капельная смесь, которая играет роль защитной среды от негативного воздействия факторов внешней среды. Мощность источника регулируется путем вдувания в электрическую дугу специального газа, который служит для образования плазмы. Также можно сжать поток, но это оказывается более сложным делом.
«Важно!
Вне зависимости от параметров, форма дуги здесь всегда будет цилиндрической.»
В то время, когда начинается прямое воздействие плазменной дуги, то начинается подача воздушно-газовой смеси. Это дает высокое давление на обрабатываемую поверхность, что только усиливается небольшим диаметров дуги. Это создает такие условия, при которых сварочный процесс проводится более быстро. Поэтому, нужно освоить навыки управления, чтобы получить качественную дугу.
Используемое оборудование
Чтобы провести плазменную сварку, следует использовать специальные установки, которые предназначаются для данного процесса. В основном в такие установки входят два устройства. Это источник питания и плазмотрон.
Плазмотрон и источник питания для плазменной сварки
Источник является более стандартным агрегатом, встречающимся и в других разновидностях, тогда как плазмотрон присущ только данной методике. В его состав входят следующие элементы:
- Электродный узел;
- Фторопластовый корпус;
- Наружный кожух;
- Электрод;
- Изоляционная втулка;
- Механизм для регулировки воздушного потока;
- Гайка сопла;
- Сопло.
Заключение
Благодаря использованию столь необыкновенного источника энергии, плазменная сварка стоит обособленно от остальных технологий. Хоть для нее и используется такой же газ, как и для газопламенной сварки и в среде защитных газов, инновационный подход к принципу действия существенно меняет свойства технологии.
Благодаря многолетним исследованиям и разработкам, мы стали лидером страны. один производитель плазменной сварки. | ||||
Аппарат плазменной сварки | Образцы, полученные плазменной сваркой |
| Выполняйте высококлассную сварку с помощью высокотехнологичных систем плазменной сварки. | |
Описание:
- P Лазерная дуговая сварка (PAW) — это усовершенствованная версия процесса сварки вольфрамовым электродом в среде инертного газа (TIG).
- Электрическая дуга образуется между электродом (который всегда изготавливается из вольфрама) и заготовкой.
- Ключевым отличием от GTAW является то, что при плазменной сварке с плазменной сваркой путем размещения электрода внутри корпуса горелки плазменная дуга может быть отделена от оболочки защитного газа.
- Фактически все сварочные дуги представляют собой (частично ионизированную) плазму, но при плазменно-дуговой сварке дуга представляет собой плазму сжатой дуги.
- Сужение увеличивает температуру дуги, а также придает ей форму тонкого луча.
- Это обеспечивает сварку на высокой скорости, с большим проваром, узкой HAZ (зоной термического влияния) и минимальным тепловложением для работы.
Аппараты плазменной сварки
| Источник питания | Чиллер | Контроллер |
| Резак, кабель и расходные материалы | ||
Ознакомьтесь с нашими характеристиками, характеристиками и объемом поставки для плазменной сварки
Характеристики:
- Спуск по току и газу — Программируемый спуск по току и газу для автоматического закрытия ключевого отверстия во время механизированной сварки
- Инвертор на базе IGBT с аналоговым / цифровым управлением и встроенной высокочастотной дуговой системой , которая значительно увеличивает его эффективность и характеристики переключения
- Чувствительность — Менее чувствительна к изменению длины дуги
- Увеличенный срок службы расходных деталей — Углубленный электрод снижает вероятность включения вольфрама в сварной шов и может значительно увеличить период между нанесением электродов, что приводит к увеличению срока службы
- Более производительный — Сваривайте за один проход до 6 мм листов при квадратном стыковом положении и 10 мм пластин всего за два прохода
- Низкая степень деформации — Режим сварки «замочная скважина» дает меньшую зону термического влияния, что приводит к снижению потери прочности в стыке для термообработанных металлов, способствует меньшему росту зерна, что дает лучшую пластичность
- Меньше охрупчивания — Уменьшение времени сварки приводит к меньшему охрупчиванию карбидами и сложными интерметаллическими соединениями для нержавеющей стали и суперсплавов
- Меньшее остаточное напряжение — Выравнивание деформационных напряжений приводит к меньшему остаточному напряжению
- Пониженная пористость — В режиме замочной скважины требуется меньше присадочного металла, что значительно снижает пористость
- Возможна настройка технических характеристик
Автоматическая плазменная сварка для высочайшего качества и максимальной производительности
Технические характеристики:
| Модель | PW 100 | PW 150 | PW 200 | PW 400 |
| Ввод | ||||
| Питание (В) | 220 +/- 10% | 415 В +/- 10% | 415 В +/- 10% | 415 В +/- 10% |
| Фаза / Част.(Гц) | 1 — Ø / 50-60 | 3 — Ø / 50-60 | 3 — Ø / 50-60 | 3 — Ø / 50-60 |
| Ввод кВА | 4,5 | 7,0 | 8,9 | 17,8 |
| Потребляемая мощность | кВт3.8 | 6,5 | 8,5 | 17,0 |
| Коэффициент мощности | 0,95 | 0,95 | 0,95 | 0,95 |
| Выход | ||||
| Максимальный ток | 100 | 150 | 200 | 400 |
| Диапазон тока (А) | 5-100 | 5-150 | 10-200 | 10-400 |
| Контроль тока (А) | Бесступенчатый | Бесступенчатый | Бесступенчатый | Бесступенчатый |
| Рабочий цикл (%) | 100 | 100 | 100 | 100 |
| Дисплей (A / V) | Цифровой | Цифровой | Цифровой | Цифровой |
| Импульсный | ||||
| Базовый ток (А) | 5–100 | 5–150 | 10–200 | 10–400 |
| Пиковый ток (А) | 5–100 | 5–150 | 10–200 | 10–400 |
| Pulse Freq.(Гц) | 1–10 | 1–10 | 1–10 | 1–10 |
| Импульсный режим (%) | 10–90 | 10–90 | 10–90 | 10–90 |
| Уклон (сек) | 0–10 | 0–10 | 1–10 | 1–10 |
| Спуск (сек) | 0–10 | 0–10 | 1–10 | 1–10 |
| Предварительный поток (сек) | 0–10 | 0–10 | 1–10 | 1–10 |
| Постпоток (сек) | 0–10 | 0–10 | 1–10 | 1–10 |
| Предустановленный ток | Есть | Есть | Есть | Есть |
| Пилотная дуга | ||||
| Высокая частота | Электронный | Электронный | Электронный | Электронный |
| Текущий | 5 | 5 | 10 | 10 |
| Поездка | Авто | Авто | Авто | Авто |
| Дополнительный | ||||
| Класс изоляции | H | H | H | H |
| Источник питания | с воздушным охлаждением | с воздушным охлаждением | с воздушным охлаждением | с воздушным охлаждением |
| Охлаждение горелки | с водяным охлаждением | с водяным охлаждением | с водяным охлаждением | с водяным охлаждением |
| Размеры Ш x Д x В (мм) | 490 х 660 х 670 | 490 х 660 х 670 | 700 х 685 х 920 | 700 х 685 х 920 |
| Вес (кг) | 75 | 125 | 125 | 145 |
Пользовательские отрасли
- Аэрокосмическая и космическая промышленность
- Криогеника
- Пищевая и химическая промышленность
- Машиностроение
- Автомобиль
- Железная дорога
- Судостроение
- Строительство резервуаров, трубопроводов и т. Д.
Мы можем поставить системы плазменной сварки на заказ с автоматикой и принадлежностями
в соответствии с требованиями вашей работы
Стандартные технические характеристики системы автоматизации и принадлежностей
В объем поставки входят:
- Источник питания
- Горелка для плазменной сварки (200/400 А) с 4 м. кабель
- Заземляющий зажим с 4 м.в состоянии
- Педальный переключатель с 4-метровым управлением. кабель
- Охладитель воды с рециркуляцией
- Расходные материалы
* Техническая информация, представленная в этой брошюре, является наилучшей из наших знаний, но мы не берем на себя никакой ответственности за ее использование.
Что такое плазменная сварка
Усовершенствованная плазменная сварка с переменной полярностью
Наши сайты
- FMA
- FABRICATOR
- Гайки, болты и Thingamajigs Foundation
- FABTECH
- Канадская металлообработка
- 50 лет FMA
Наши публикации
- The FABRICATOR
- Подписка
- Электронный бюллетень
- Цифровое издание
- Реклама
- The WELDER
- The Tube & Pipe Journal
- STAMPING Journal
- Отчет о добавках
- The Fabricator en Español
Категории
- Аддитивное производство
- Сварка алюминия
- Дуговая сварка
- Сборка и соединение
- Автоматизация и робототехника
- Гибка / складывание
- Расходные материалы
- Подготовка к резке и сварке
- Электро Транспортные средства
- En Español
- Чистовая обработка
- Гидроформование
- Лазерная резка
- Лазерная сварка
- Обработка
- Производственное программное обеспечение
- Обработка материалов
- Металлы / материалы
- Кислородная резка
- Плазменная резка
- Электроинструменты
- и др. Обработка отверстий
- Профилирование
- Безопасность
- Распиловка
- Резка
- Управление цехом
- Штамповка
- Испытания и измерения
- Производство труб и труб
- Производство труб и труб
- Гидроабразивная резка
Справочник отрасли
- Поиск в справочнике (выставочные залы)
- Справочники и справочники покупателей
- Витрины продуктов
- Глоссарий
- Доска объявлений
- Зарегистрируйтесь в справочнике
Интернет-трансляции
Торговая витрина
FAB 40
Реклама
Подписка
Наши дочерние веб-сайты
- Ассоциация производителей и производителей, Intl.
- Nuts, Bolts & Thingamajigs Foundation
- FABTECH
- Canadian Metalworking
Вход в учетную запись
Поиск
- Наши публикации
- The FABRICATOR
- The WELDER
- The Tube Journal
- Отчет о добавках
- The Fabricator en Español
- FABRICATOR
- From The FABRICATOR
Признательность горнякам Cerro Rico
Восстановление производства продолжает превосходить ожидания в условиях пандемии
Лидеры в области бережливого производства Магазин в Техасе выходит за рамки контрактного производства. «Песочница»
- Подписка
- Электронный бюллетень
- Цифровое издание
- Реклама
- О
- See Mor e
- Журнал штамповки
- Из журнала STAMPING
Вопросы и ответы: как датчики и элементы управления помогают штамповщикам адаптироваться к новым нормам
5 способов автоматической обработки потоков отходов штамповки и высечки
Штампер второго поколения Michigan доказывает ее характер благодаря прототипированию
Анализ системы штамповки металла
… Вот ты подберите горелку для плазменной сварки, подходящую для вашего случая применения | ||
| PHW 20-2 / PHW 21 Очень маленький с водяным охлаждением и, следовательно, с высокими характеристиками 20 ампер-микро плазменная сварочная горелка для сварки фольги, проволоки и сита из высоколегированных сталей, никелевых, медных и титановые сплавы толщиной от 0,05 мм до 1 мм.Зажигание результаты без контакта с заготовкой за счет высокочастотная и вспомогательная дуга. Подходит в качестве запасного резака для SAF MP 2-12. | ||
| PMW 20 / PMW 21 как указано выше PHW 20-2 / 21, но как машинная версия (карандашный резак). Подходит как запасная горелка для SAF MP 2-21. | ||
| PlaTo25 Очень маленький с водяным охлаждением и, следовательно, высокие характеристики 25 ампер-микро плазменная карандашная сварочная горелка для сварки фольги, проволоки и сита из высоколегированных сталей, никелевых, медных и титановые сплавы толщиной от 0,05 мм до 1 мм.Подходит в качестве запасного резака для SAF MP 2-12. | ||
| PHW 50 / PHW 51 Маленький с водяным охлаждением и, следовательно, высокопроизводительная микроплазменная сварка 50 ампер горелка для сварки с обратной полярностью или прямой полярность электрода. Эта функция также позволяет сварка алюминия. Результаты розжига без контакта с заготовкой с помощью высокочастотного и пилотного дуга. | ||
| ПМБ 50 Маленький с водяным охлаждением и, следовательно, с высокими характеристиками 50 ампер-микро горелка для плазменной сварки Mweld style для сварки с обратной полярностью или прямая полярность электрода. Эта функция также позволяет сварка алюминия. Результаты розжига без контакта с заготовкой с помощью высокочастотного и пилотного дуга.Также доступен как ручной резак PHB 50, так и с холодной проволокой. поставка, Поперечная регулировка с помощью шпинделя и след защитного газа | ||
| PHW 100P Компактная плазма с водяным охлаждением и, следовательно, высокая производительность, 100 А горелка для порошковой сварки (PTA / PPAW) как для наплавки, так и для соединения. Результаты зажигания без контакта с заготовкой с помощью высокочастотной и вспомогательной дуги.Эта техника гарантирует гладкую и гладкую поверхность шва без брызг. | ||
| PTi100 / PTi150 Чрезвычайно маленький с водяным охлаждением и, следовательно, несмотря на свои минимальные размеры, высокие характеристики 100 А плазменная сварочная горелка на 150 ампер для внутренней сварки компонентов с внутренним диаметром от 25 мм.Стандартная версия горелки с круглым корпусом позволяет выполнять сварку на глубину до 60 мм. Опционально доступно специальные держатели горелок позволяют сварку на глубину до 200 мм. Для уменьшения деформации и / или уменьшения сварного шва одновременно можно работать с двумя плазмотронами, используя тандемные держатели в трубах диаметром 55мм вперед. | ||
| PlaTo100-HS Наименьший Горелка для ручной плазменной сварки 100 А с эргономичной ручкой и двойной кнопка доступна на рынке.Подходит для сварки с обратной полярностью или прямой полярность электрода. | ||
| PlaTo100-M Наименьший Доступна сварочная горелка для плазменной машины со смещением 100 ампер 180 градусов 30 мм на рынке сварочных приложений с ограниченным доступом к зона сварки. Смещение электрода внутри сварочного отверстия может быть различные, чтобы обеспечить суженную дугу или более мягкую, менее суженную дуга для индивидуальных сварочных работ.Показано с расширенной сваркой сопло для сварки с ограниченным доступом к зона сварки. | ||
| PlaTo100-90 Сварочная горелка для плазменной машины 100А с сварочной головкой 90. Подходит для внутренней сварки компонентов из внутреннего диаметром 50 мм, а также для использования в качестве горелки для орбитальной сварки. | ||
| PlaTo100-G Наименьший Доступна горелка для плазменной сварки на 100 ампер и 180 градусов на рынке сварочных приложений с ограниченным доступом к зона сварки. Смещение электрода внутри сварочного отверстия может быть различные, чтобы обеспечить суженную дугу или более мягкую, менее суженную дуга для индивидуальных сварочных работ.Показано с подачей холодной проволоки, шпиндель приводился в действие поперечной регулировкой и следом защитного газа. | ||
| PlaTo104-M Наименьший Доступна сварочная горелка для плазменной машины со смещением 100 ампер 180 градусов 30 мм на рынке сварочных приложений с ограниченным доступом к зона сварки. Смещение электрода внутри сварочного отверстия может быть различные, чтобы обеспечить суженную дугу или более мягкую, менее суженную дуга для индивидуальных сварочных работ.Показано с расширенной сваркой сопло для сварки с ограниченным доступом к зона сварки. | ||
| PlaTo151-M Наименьший Сварочная горелка для плазменной машины со смещением 150 ампер, 180 градусов и 30 мм доступен на рынке для сварочных работ с ограниченным доступом в зону сварки.Показано с подачей холодной проволоки, шпиндель задействован поперечная регулировка и след защитного газа. | ||
| PlaTo151-G Наименьший Доступна горелка для плазменной сварки на 150 ампер и 180 градусов на рынке сварочных приложений с ограниченным доступом к зона сварки. Показано с подачей холодной проволоки, шпиндель задействован поперечная регулировка и след защитного газа. | ||
| PlaTo151-HKD 150 А плазма ручная сварочная горелка для плазменной пайки со встроенной проволокой подача через ручку горелки. Дополнительные выключатели для холодной проволоки и сварочный ток. | ||
| PlaTo151-HP Легкий вес и удобная ручная сварочная горелка на 150 А для плазменной точечной сварки до 2 мм толщина материала. | ||
| PlaTo151-Rob20 Компактно высокопроизводительная плазменная роботизированная сварочная горелка с углом охладитель действия для хладагента, газа и тока. Проиллюстрировано дополнительный механизм подачи холодной проволоки. | ||
| PlaTo151-Rob0-Long Компактно высокопроизводительная плазменная роботизированная сварочная горелка 0 градусов с быстрой охладитель действия для теплоносителя, газа и тока.Проиллюстрирован Расширенная версия с дополнительным устройством подачи холодной проволоки. | ||
| PlaTo250-M За счет систематической миниатюризации отдельных компонентов и использования специального двухконтурного охлаждения. Система серии PlaTo250 обеспечивает наилучшую мощность при минимальных размерах резака. Из-за широкого аксессуары эти горелки для плазменной сварки подходят для всех стандартных применений, а также для большинства специализированные приложения.Показан с подачей холодной проволоки, поперечной регулировкой с помощью шпинделя и защитным газом. след. | ||
| PlaTo250-Rob20 Компактно высокопроизводительная плазменная роботизированная сварочная горелка с углом охладитель действия для теплоносителя, газа и тока. Проиллюстрировано дополнительный механизм подачи холодной проволоки. | ||
| PHW 250 Сильный с водяным охлаждением и, следовательно, высокие характеристики 250 А ручная плазменная сварочная горелка для сварки с обратной полярностью или прямая полярность электрода.Эта функция также позволяет сварка алюминия. Результаты розжига без контакта с заготовкой с помощью высокочастотного и пилотного дуга. | ||
| AMW 250 Горелка TIG с водяным охлаждением и, следовательно, пилотная дуга также может использоваться в качестве горелки для плазменной сварки. Для сварки с обратная полярность или прямая полярность электрода.Эта особенность позволяет также сварку алюминия. Результаты розжига без контакта с заготовкой с помощью высокочастотной и вспомогательной дуги. | ||
| PTi200 / PTi300 Чрезвычайно компактный, с водяным охлаждением и поэтому — несмотря на свои минимальные размеры (см. Заднюю сторону) — высокую производительность Плазменная сварочная горелка на 200 ампер или 300 ампер для внутренней сварки компонентов с внутренним диаметром 65 мм и больше.Интегрированная система быстрого отключения позволяет заменить головку резака за несколько секунд и сокращает до минимума простои при замене расходных материалов. Расходные материалы больше не нужно менять практически в сварочном приспособлении, но теперь его можно удобно заменить на верстаке. Головка горелки может также подлежат осмотру в то же время. | ||
| PMW 350 Горелка для плазменной сварки с высокой производительностью 350 А для механизированной сварки с эффектом замочной скважины.Ламинарный защитный газовый поток специальной конструкции сопло ведомого газа. | ||
| PMW 350-L90 Высокопроизводительная плазменная сварочная горелка на 350 ампер для механизированной сварки с эффектом замочной скважины. Длинное плазменное сопло с регулируемой подачей защитного газа для сварочных работ с ограниченным доступ к зоне сварки.Из-за широкого аксессуары Эта горелка для плазменной сварки подходит для всех стандартных применений, а также для большинства специализированных применений. Специальное интенсивное охлаждение сварочного сопла увеличивает срок службы примерно в несколько раз по сравнению с обычными плазменными горелками. Блок настройки электродов может быть предварительно настроен вне горелки и может быть быстро заменен без демонтажа сварочного сопла. Благодаря специальной конструкции крепления электродов вы можете изменить расстояние между электродами, а также характеристику дуги во время сварочный процесс.Специальная конструкция 90 также для внутренней сварки труб. | ||
| PMW 350-L180 Высокопроизводительная плазменная сварочная горелка на 350 ампер для механизированной сварки с эффектом замочной скважины. Ламинарный поток защитного газа с помощью ведомого газового сопла специальной конструкции. Из-за широкого аксессуары Эта горелка для плазменной сварки подходит для всех стандартных применений, а также для большинства специализированных приложений.Специальное интенсивное охлаждение сварочного сопла увеличивает срок службы примерно в несколько раз по сравнению с обычными плазменными горелками. Блок настройки электродов может быть предварительно настроен вне горелки и может быть быстро заменен без демонтажа сварочного сопла. Благодаря специальной конструкции крепления электродов вы можете изменить расстояние между электродами, а также характеристику дуги во время сварочный процесс. | ||
| PMW 350-2 Горелка для плазменной сварки с высокой производительностью 350 А для механизированной сварки с эффектом замочной скважины. Ламинарный защитный газовый поток специальной конструкции сопло ведомого газа. Имеется газовое сопло с водяным охлаждением. | ||
| PMW 350-S90 Высокопроизводительная плазменная сварочная горелка на 350 ампер для механизированной сварки с эффектом замочной скважины.Ламинарный поток защитного газа с помощью ведомого газового сопла специальной конструкции. Из-за широкого аксессуары Эта горелка для плазменной сварки подходит для всех стандартных применений, а также для большинства специализированных применений. Специальное интенсивное охлаждение сварочного сопла увеличивает срок службы примерно в несколько раз по сравнению с обычными плазменными горелками. Блок настройки электродов может быть предварительно настроен вне горелки и может быть быстро заменен без демонтажа сварочного сопла.Благодаря специальной конструкции крепления электродов вы можете изменить расстояние между электродами, а также характеристику дуги во время сварочный процесс. Специальная конструкция 90 также для внутренней сварки труб. | ||
| PMW 350-S180 Высокопроизводительная плазменная сварочная горелка на 350 ампер для механизированной сварки с эффектом замочной скважины.Ламинарный поток защитного газа с помощью ведомого газового сопла специальной конструкции. Из-за широкого аксессуары Эта горелка для плазменной сварки подходит для всех стандартных применений, а также для большинства специализированных применений. Специальное интенсивное охлаждение сварочного сопла увеличивает срок службы примерно в несколько раз по сравнению с обычными плазменными горелками. Блок настройки электродов может быть предварительно настроен вне горелки и может быть быстро заменен без демонтажа сварочного сопла.Благодаря специальной конструкции крепления электродов вы можете изменить расстояние между электродами, а также характеристику дуги во время сварочный процесс. Подходит в качестве запасного резака для SAF SP7. | ||
| PMW 500-SP3 Высокопроизводительная плазменная сварочная горелка 500 А для механизированной сварки с эффектом замочной скважины.Электроды больших размеров с водяным охлаждением размером 6,4 — 8,0 — 10,0 долгий срок службы. Это позволяет выполнять непрерывную многодневную сварку без замены изнашиваемых деталей. | ||
Другие типы плазмотронов для плазменно-дуговой сварки (PAW), а также для плазменно-дуговой сварки (PTA / PPAW) доступны по запросу, например.грамм. LPB 50/100, LPB 100/220, PJB 50, PlaTo 100, PlaTo 150, PT-8, PT 300, MP 2-12, MP 2-21, MP 5-13, MP 5-21, SP3, GAP E80 a.s.o. Сделано в Германии напрямую от производителя. Наши горелки могут поставляться со специальной длиной, типами насадок, аксессуары и подключения к большинству источников питания на рынке, например DALEX, EWM, ESSETI, Fronius, L-TEC, Mahe, Messer Griesheim, MIG-O-MAT, SAF / Oerlikon / Secheron, Thermal Arc / Victor (Ultima 150, WC-100B).Если вы не можете найти свой сварочный аппарат, обратитесь к нам. |
PPT — ПЛАЗМЕННАЯ СВАРКА PowerPoint презентация | бесплатно скачать
PowerShow.com — ведущий веб-сайт для обмена презентациями и слайд-шоу. Независимо от того, является ли ваше приложение бизнесом, практическими рекомендациями, образованием, медициной, школой, церковью, продажами, маркетингом, онлайн-обучением или просто для развлечения, PowerShow.com — отличный ресурс. И, что лучше всего, большинство его интересных функций бесплатны и просты в использовании.Вы можете использовать PowerShow.com, чтобы найти и загрузить примеры онлайн-презентаций PowerPoint ppt практически на любую тему, которую вы можете себе представить, чтобы вы могли узнать, как улучшить свои собственные слайды и презентации бесплатно. Или используйте его, чтобы найти и загрузить высококачественные презентации PowerPoint ppt с практическими рекомендациями и иллюстрированными или анимированными слайдами, которые научат вас делать что-то новое, также бесплатно. Или используйте его для загрузки собственных слайдов PowerPoint, чтобы вы могли поделиться ими со своими учителями, классом, студентами, руководителями, сотрудниками, клиентами, потенциальными инвесторами или всем миром.Или используйте его для создания действительно крутых слайд-шоу из фотографий — с 2D- и 3D-переходами, анимацией и музыкой на ваш выбор — которыми вы можете поделиться со своими друзьями в Facebook или в кругах Google+. Это тоже бесплатно!
За небольшую плату вы можете получить лучшую в отрасли конфиденциальность в Интернете или публично продвигать свои презентации и слайд-шоу с высокими рейтингами. Но в остальном это бесплатно. Мы даже преобразуем ваши презентации и слайд-шоу в универсальный формат Flash со всей их оригинальной мультимедийной красотой, включая анимацию, эффекты перехода 2D и 3D, встроенную музыку или другой звук или даже видео, встроенное в слайды.Все бесплатно. Большинство презентаций и слайд-шоу на PowerShow.com можно бесплатно просматривать, многие даже можно бесплатно загрузить. (Вы можете выбрать, разрешить ли людям загружать ваши оригинальные презентации PowerPoint и слайд-шоу фотографий за плату или бесплатно или вовсе.) Зайдите на PowerShow.com сегодня — БЕСПЛАТНО. Здесь действительно каждый найдет что-то для себя!
За небольшую плату вы можете получить лучшую в отрасли конфиденциальность в Интернете или публично продвигать свои презентации и слайд-шоу с высокими рейтингами.Но в остальном это бесплатно. Мы даже преобразуем ваши презентации и слайд-шоу в универсальный формат Flash со всей их оригинальной мультимедийной красотой, включая анимацию, эффекты перехода 2D и 3D, встроенную музыку или другой звук или даже видео, встроенное в слайды. Все бесплатно. Большинство презентаций и слайд-шоу на PowerShow.com можно бесплатно просматривать, многие даже можно бесплатно загрузить. (Вы можете выбрать, разрешить ли людям загружать ваши оригинальные презентации PowerPoint и слайд-шоу фотографий за плату или бесплатно или вообще.) Посетите PowerShow.com сегодня — БЕСПЛАТНО. Здесь действительно каждый найдет что-то для себя!
Порошковые материалы с плазменным переносом (PTA) «Oerlikon Metco
\ uf1ad
- Продукты и услуги
- Оборудование для нанесения покрытий
- Материалы для покрытий
- Услуги по нанесению покрытий
- Системы трения
- Компоненты турбины
- SUMEBore
- Служба поддержки клиентов
- Отрасли промышленности
- Автомобилестроение
- Авиация
- Химическая обработка
- Здравоохранение Care
- Переработка углеводородов
- Нефть и газ
- Другие отрасли
- Горнодобывающая промышленность
- Энергетика
- Целлюлозно-бумажная промышленность
- Вода
- Ресурсы
- Технические статьи
- Положения и условия
- Паспорта безопасности
- Руководства по продукту
- СМИ
- Пресс-релиз
- События
- Ссылки
- Журнал для клиентов
- Контакты
- Головной офис
- По всему миру
- Отправить запрос
9003 5 О компании Metco - Наши предприятия
- Карьера
- Менеджмент
- Группа
- Корпоративный
Сегмент поверхностных решений
- Бальцерс
- Metco
- Аддитивное производство
Сегмент искусственных волокон
- Бармаг
- Neumag
- Язык: Английский
- Английский
- Немецкий
- Китайский
- Японский
- Поиск
- Решения для поверхностей
Основы плазменной сварки
Плазменно-дуговая сварка подходит для робототехники.
Для тех, кто выбрал профессию в области плазменной сварки, никогда не прекращается изучение и практика основ этой профессии. Сварщик — опасная профессия, требующая строгого соблюдения правил техники безопасности и непрерывного образования на протяжении всей карьеры. Итак, тем, кому нужен курс повышения квалификации, давайте вернемся к основам.
Три состояния материи: твердое, жидкое и газообразное, верно? Неправильно. Ваш учитель естествознания в шестом классе не сказал вам всей правды. Рассмотрим четвертое состояние материи: плазму.
Плазменная сварка — это перегрев газа, который становится очень проводящим и при сварке позволяет переносить электрическую дугу. Когда вы пропускаете газ через эту электрическую дугу, он разрушает газ и образует так называемый плазменный поток.
Поскольку температура плазменного пламени может достигать 30 000 градусов по Фаренгейту, безопасность всегда имеет первостепенное значение. Понимая цель и возможности плазменной сварки, профессионалы получат четкое руководство по правильной эксплуатации и применению в торговле.
Плазменная сварка — тогда и сейчас
Доктору Р. М. Гейджу приписывают внедрение плазмы в сварочную промышленность в 1955 году, а в 1960-х годах она была интегрирована в микроплазменные и сильноточные приложения. Увеличилось использование плазменной сварки, в первую очередь для автоматизированной сварки (от 80 до 85 процентов).
Подобно процессу газовой дуговой сварки вольфрамом, плазменная сварка предлагает дополнительное преимущество, заключающееся в том, что для зажигания дуги не требуется высокая частота, которая может мешать работе компьютеризированного оборудования.Это преимущество подходит для плазменной автоматической сварки, в которой требуются большие объемы, повторяемость и непродолжительность сварных швов.
Источник энергии
Плазменный газ служит источником энергии при плазменной сварке. Плазменные газы проходят через горелку, вокруг электрода и через отверстие. Плазменные газы включают аргон и аргон / водород, но наиболее часто используется чистый аргон, за которым следует аргон / водород.
• Аргон: 98 процентов времени используется для плазменной сварки, аргон разрушается и создает плазменный поток легче, чем любой другой газ.Это обеспечивает лучшую вспомогательную дугу и растушевку на конце горелки для зажигания сварочной дуги. Кроме того, аргон является инертным газом, что означает, что он не загрязняет и не окисляет основные материалы.
• Аргон / водород: эта смесь, состоящая из 98 процентов аргона и 2 процентов водорода, рекомендуется только для материалов на основе никеля, таких как нержавеющая сталь. Водород, содержащийся в аргоне, создает более горячую дугу и разрушает поверхностные оксиды на свариваемом материале, а также стабилизирует сварочную ванну.Однако этот газ редко используется для плазмы, за исключением случаев сварки тонких материалов при низких уровнях силы тока из-за его эрозионного воздействия на сварочные принадлежности. Дополнительное тепло, выделяемое водородом, значительно сокращает срок службы плазменного наконечника.
Защитный газ
Защитный газ течет по внешней стороне наконечника и внутри защитной чашки. Это защищает сварочную ванну от воздействия атмосферы и предотвращает окисление. Аргон также является наиболее часто используемым газом для защиты, за ним следуют аргон / водород и гелий.
Пилотная дуга защищает вольфрамовый электрод от загрязнения и используется для зажигания дуги плазменной сварки. Плазменная сварка используется для плавления тонкого баллона.
- Аргон: Аргон — самый дешевый в использовании газ, он тяжелее воздуха, что обеспечивает хорошую защиту сварочной ванны, а также хорошую стабильность дуги. Это также обеспечивает лучшее и самое длинное опускание вспомогательной дуги для вспомогательной дуги.Чем лучше перышко, тем лучше сварочная дуга передается на свариваемую деталь.
- Аргон / водород: Этот газ, состоящий из 95 процентов аргона и 5 процентов водорода, используется для нержавеющих сталей и сплавов на основе никеля. Создавая более горячую дугу и, в свою очередь, более горячую лужу, он сужает сварной шов и снижает глубину проплавления основного материала, уменьшая поверхностное натяжение лужи и обеспечивая более высокую скорость движения. Кроме того, он имеет тенденцию разрушать оксиды на поверхности лужи, создавая более стабильную лужу и более плавный поток.
- Гелий: Этот газ на 25% горячее аргона и используется для сварки алюминия, меди и медных сплавов, а также толстого титана. В этих материалах тепло очень быстро распространяется по металлу. Дополнительное тепло гелия дает преимущество, так как он выделяет тепло для сварочной ванны быстрее, чем отводится. Однако, поскольку он легче воздуха, гелий улетает быстрее, и может потребоваться газовый прицеп на горелке, чтобы защитный газ оставался над сварочной лужей достаточно долго, чтобы лужа остыла.
Режимы работы
Плазменная сварка имеет три различных режима работы, которые определяются в зависимости от силы тока, расхода плазменного газа и диаметра отверстия. Это микроплазменный режим, сильноточный режим и режим замочной скважины.
Режим микроплазмы в диапазоне от 0,1 до 15 ампер позволяет сварщику работать с большей длиной дуги по сравнению с GTAW и без возможности прикоснуться электродом к изделию. При низких сварочных токах дуга остается стабильной, что делает ее пригодной для сварки очень тонких материалов в деликатных ситуациях.Режим микроплазмы можно использовать для работы с инструментами и штампами, а также для ремонта пресс-форм.
Сильноточный режим, также известный как режим плавления, обычно находится в диапазоне от 15 до 400 А и используется для прецизионных и высококачественных операций. Он также используется в накладках, таких как твердые покрытия.
Защищенный электрод внутри горелки улучшает геометрию сварки и контроль проплавления. Этот режим также обеспечивает надежный перенос дуги и стабильность дуги. Однако этот метод может использоваться только в сочетании с большими отверстиями и точным контролем расхода плазменного газа, чтобы избежать выгорания плазменного наконечника.
В этом режиме вольфрам в горелке можно настроить двумя способами. В большинстве случаев электрод устанавливают заподлицо с концом наконечника. Это дает мягкую дугу, очень похожую на дугу GTAW. Второй способ — вставить вольфрам внутрь плазменного наконечника. Расстояние может варьироваться, но не должно превышать рекомендованное в книге значение. Углубление наконечника дает больше дуги столбчатого типа.
В режиме «замочная скважина», начиная с 100 ампер и выше, вольфрам утоплен в наконечнике, и уровень тока и поток плазменного газа увеличиваются.
В этом режиме генерируется мощная плазменная дуга, очень похожая на лазерный луч. Во время сварки плазменная дуга пробивает материал, образуя замочную скважину в детали, при этом расплавленная сварочная ванна течет вокруг замочной скважины, образуя сварной шов. Это обеспечивает полное проплавление детали по толщине за один проход. В очень толстом материале необходима конструкция стыка для уменьшения толщины материала, а для заполнения стыка необходимо несколько проходов в режиме без отверстия.
устойчивость
Устойчивый успех плазменной сваркибудет определяться усердием профессионалов, которые используют ее, чтобы придерживаться лучших руководств по применению и протоколов безопасности.