это, по дереву своими руками, листовой стали – Термическая сварка на Svarka.guru
Лазерная резка металла – это современный метод раскроя металлических заготовок и разборки металлоконструкций. Она способна резать практически любые металлы, отличается высокой точностью и качеством поверхности реза.Высокая стоимость приобретения и обслуживания оборудования сдерживает широкое распространение лазерной резки.
Производственное использование
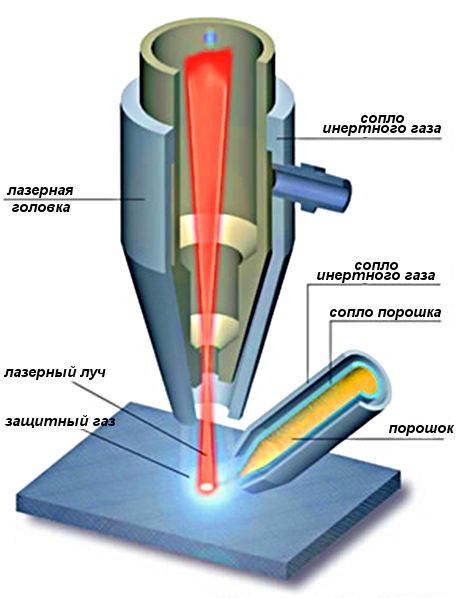
Лазеры используют в различных отраслях экономики – от медицины до развлекательной техники. Резку стали промышленным лазером стали применить в конце прошлого века, и они завоевали популярность на машиностроительных предприятиях самого широкого профиля: от аэрокосмических до производства бытовой техники. Кроме резки, с помощью лазера осуществляется и сварка металлов.
На производственных предприятиях используют следующие виды оптических излучателей:
- твердотельные, усиление светового пучка происходит в кристалле из искусственного рубина, а для накачки импульса применяются мощные светодиоды или разрядные лампы;
- газовые, световой импульс зарождается в объеме ионизированного инертного газа;
- волоконные, рабочая зона выполнена из оптоволокна.


Волоконные устройства особенно хорошо подходят для резки цветных металлов и нержавеющих сплавов. Благодаря особым свойствам среды испускаемый лазерный луч мало рассеивается об отражающую поверхность детали.
Газовые излучатели развивают самую большую мощность.
Особенности технологического процесса
Процесс резания металла разбивается на три основных этапа:
- в начале линии разреза узко сфокусированный лазерный луч вызывает резкий нагрев металла до температуры плавления, формируется первичная раковина;
- металл на поверхности начинает кипеть и испаряться;
- после прорезания заготовки насквозь оператор или управляющая программа ведет лазерный резак вдоль намеченной линии разреза, разделяя заготовку на отдельные части.
Одновременно газ выполняет функцию охлаждения линии реза и повышает скорость разделки.
[stextbox id=’info’]Практически отсутствует необходимость в дополнительной механической обработке раскроенных лазерной установкой деталей.[/stextbox]
Почему лазерный луч режет металл?
Луч лазера концентрирует высокую энергию на очень ограниченной площади. Воздействие высокоэнергетического светового пучка разогревает металл заготовки, доводя его в узкой зоне до температуры плавления и разрушает кристаллическую структуру материала. Вырванные из решетки атомы металла частично испаряются, частично выносятся с оплавленной кромки струей газа. Кратковременность воздействия не дает кромке оплавляться вглубь заготовки, понижая до минимума тепловую нагрузку на деталь и вызываемые нагревом деформации.
Современные комплексы
На рынке представлены лазерные установки разного уровня и назначения.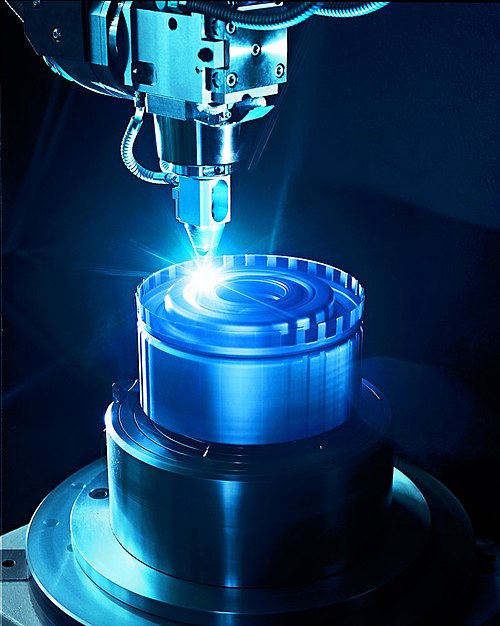 Одни из них призваны заменить газорезательные станки. Листы металла укладываются на рабочее основание, а лазерные резаки перемещаются над ними с помощью порталов. Такие установки позволяют разделывать стальные листы длиной до 15 метров и толщиной до 20 мм
Одни из них призваны заменить газорезательные станки. Листы металла укладываются на рабочее основание, а лазерные резаки перемещаются над ними с помощью порталов. Такие установки позволяют разделывать стальные листы длиной до 15 метров и толщиной до 20 мм
Более компактные установки предназначены для особо точного формирования деталей из металлических, пластмассовых или деревянных заготовок. Они позволяют обрабатывать металл с точностью до тысячных долей миллиметра, отсекая от заготовки «лишний» материал в соответствии с трехмерной моделью. Такие станки применяются в приборостроении, аэрокосмической и оборонной промышленности, при декоративной резке в художественных мастерских.
Представлены на рынке и малогабаритные ручные лазерные резаки ограниченной мощности. С их помощью можно раскроить листовую заготовку или провести художественную резку металла.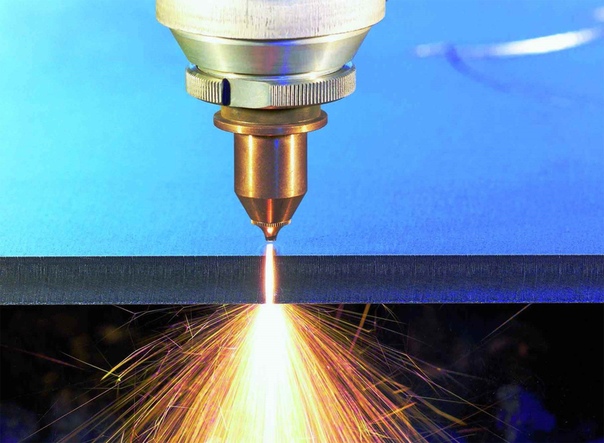
Режимы
На качество резки оказывают влияние ряд параметров. В их число входят:
- скорость движения головки;
- толщина и материал заготовки;
- мощность излучателя;
- плотность энергии луча;
- фокусное расстояние;
- рабочая среда.
Так, обычные конструкционные стали с низким содержанием углерода можно разрезать значительно быстрее, чем нержавеющие сплавы. Использование в качестве активной среды кислорода дает возможность повысить скорость раскроя вдвое по сравнению с воздухом.
Точность раскроя и качество поверхности разреза также будет определяться комбинацией ключевых параметров установки. Поверхность характеризуется следующими свойствами:
- шероховатость;
- наличие оплавлении;
- зона термического воздействия;
- отклонение кромки от перпендикуляра к поверхности.
Рисунок 3 Зависимость параметров поверхности от режимов работы
Точность раскроя определяется скоростью резания и шириной фокусировки луча.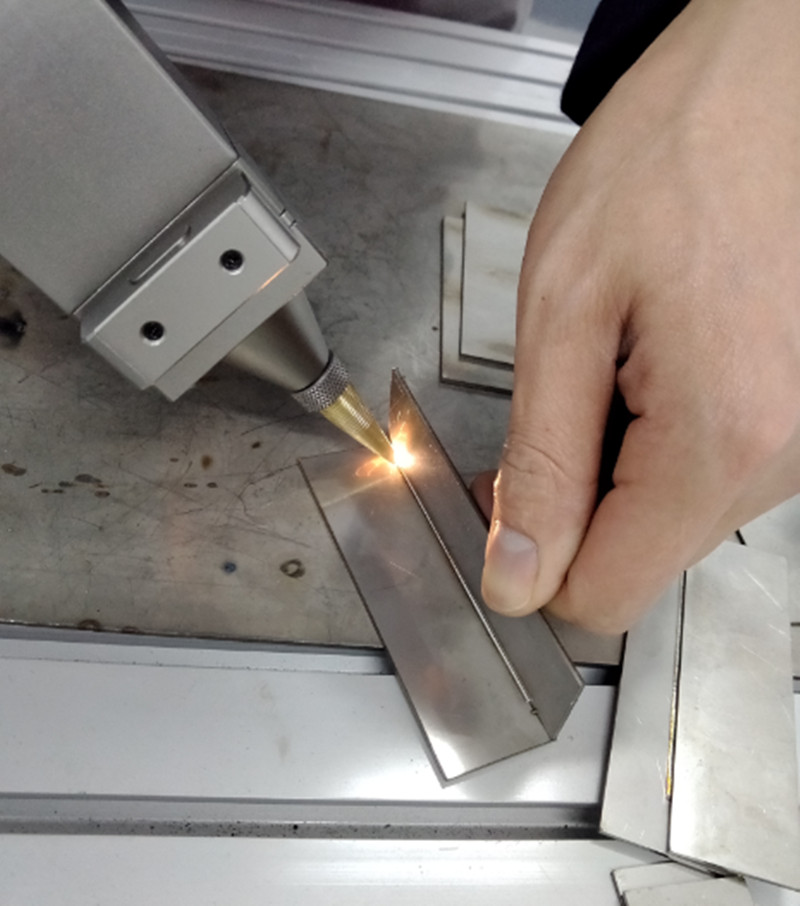
Виды металлов, которые могут быть обработаны
Резка лазером может работать практически со всеми видами металлов и их сплавов. Раскраивают как листы, так и профильный прокат, и трубы. Кроме того, технология позволяет резать и неметаллические материалы. Лазерный резак по пластику или дереву дает возможность изготавливать высокохудожественные украшения.
Метод позволяет проводить обработку и таких химически активных металлов, как алюминий и титан, для резки которых другими способами приходится идти на большие ухищрения. Лазерный луч справляется с тугоплавкой оксидной пленкой. Зона и время воздействия настолько ограничены, что металл не успевает прореагировать с кислородом и азотом воздуха.
Преимущества и недостатки
Высокие достоинства технологии обуславливают ее применение как для разделки листовых заготовок до изготовления точных деталей сложной пространственной формы по трехмерным моделям. В числе этих достоинств находятся:
- высокое качество поверхности;
- малый коэффициент отходов;
- практическое отсутствие термических деформаций;
- работа с хрупкими и тонколистовыми заготовками.

Как любой реально действующей технологии, свойственны лазерной резке и недостатки:
- высокая стоимость оборудования;
- сложность настройки и обслуживания;
- ограничение толщины разрезаемой заготовки в 20мм.
Разработчики оборудования постоянно совершенствуют его, выпуская на рынок новые модели с улучшенными характеристиками.
Разновидности
Все установки лазерной резки имеют в своей конструкции следующие основные узлы:
- источник световой энергии;
- резонатор с полупроницаемым зеркалом, обеспечивающий периодическое испускание когерентного пучка света по достижении им заданной интенсивности;
- система управления и фокусировки луча.
По мощности лазерные резаки разделяют на следующие категории:
- маломощные: до 6 тыс. ватт, как правило, это твердотельные лазеры;
- средней мощности от 6 до 20 тыс. ватт, с газовой рабочей средой;
- мощные: от 20 до 100 тыс. ватт, имеют газодинамическую конструкцию.

Твердотельные установки делают на базе кристаллов искусственного рубина, реже из специальных сортов стекла с добавлением флюорита кальция. Они быстро выдают первый импульс, при хорошем охлаждении могут работать и в непрерывном режиме.
В газовых лазерах пучок световой энергии испускает столб ионизированного газа под действием электрического разряда. Газовая смесь состоит из азота, гелия и CO2.
В газодинамической системе поток ионизированного газа циркулирует по сосуду. В месте сужения давление резко повышается и при разряде выделяется дополнительная энергия, обеспечивая высокую мощность луча.
Оборудование
Оборудование для лазерной резки называют в соответствии с принципом действия лазера. Твердотельные резаки обладают простой конструкцией, ограниченными габаритами и используются в компактных станках небольшой мощности. После включения он практически мгновенно готов к работе. Ручные резаки комплектуются такими лазерами.
Ручные резаки комплектуются такими лазерами.
Газовый лазер сложнее по конструкции, в нее обязательно входит насос для поддержания проектного давления рабочей среды. Стеклянная колба с газом достаточно хрупкий элемент конструкции, поэтому такие лазеры используются только на стационарных станках средней мощности.
Газодинамические установки еще сложнее: в их состав входит также циркуляционный насос, обеспечивающий требуемую скорость газового потока, системы нагрева и охлаждения. Сложная конструкция позволяет добиваться весьма высокой мощности и разрезать заготовки большой толщины.
Для тонкого металла
Лазерная резка тонкого металла зачастую является единственным способом получить заготовку с заданными параметрами по точности соблюдения размеров и качеству поверхности.
Разрезание тонких листов механическими способами приводит к искривлению кромок, а тепловыми методами — еще и к тепловым деформациям.
Современное оборудование с программным управлением позволяет резать тонкий металл быстро, с высокой точностью и постоянной скоростью, не допуская перегрева и деформации материала. Гибкая настройка мощности луча, ширины луча и расстояния его фокусировки позволяют раскраивать без искажений даже фольгу.
Гибкая настройка мощности луча, ширины луча и расстояния его фокусировки позволяют раскраивать без искажений даже фольгу.
Как сделать резак своими руками
Принципиальная схема резака для сборки своими руками.
Простейший маломощный лазерный резак можно сделать на дому. Для этого понадобится:
- лазерная указка;
- корпус от фонарика;
- привод DVD-RW;
- электропаяльник;
- ручные слесарные инструменты.
Делается устройство в следующем порядке:
- извлечь из привода ДВД лазерный светодиод;
- установить его вместо маломощного светодиода из указки;
- при установке нужно строго соблюдать соосность светодиода;
- собрать схему электропитания устройства;
- собрать конструкцию из передней части лазерной указки и корпуса фонарика, вмещающего 3 батарейки ААА
Конечно, лист металла или фанеры такой резак не разрежет, но бумагу, картон и фольгу он сможет раскраивать с высокой точностью.
сферы применения, виды, типы лазеров для сварки
При производстве многих сложных металлов ключевой частью технологического процесса является их сварка. Соединение проводится с применением разных видов нагревов. Часто в последнее время используется и лазерная сварка металлов. Как осуществляется сварка лазером и какие ее виды существуют, будет рассмотрено в статье.
Сферы применения лазерной сварки металлов
Металлы посредством лазерной сварки соединяются в основном тогда, когда другие способы соединения бесполезны или проблематичны. Оборудование для лазерного соединения стоит весьма недешево, поэтому покупать его нужно, только когда вы убедитесь в том, что работу нельзя будет сделать другими методами.
Итак, сферы применения таковы:
- производство приборов и прочих точных механизмов;
- производство сложных изделий на основе легкоплавких металлов;
- изготовление деталей из чугуна;
- изготовление пластмассовых изделий.
Такая технология в промышленности стала применяться всего порядка 20 лет назад, и если есть возможность, то можно купить станки для только стационарного типа, но и ручные для сварки в домашних условиях.
Плюсы и минусы
Лазерное соединение металлов имеет свои плюсы и минусы. Что касается преимуществ, то они следующие:
- площадь металла нагревается незначительно, что сильно сокращает его коробление во время работы;
- лазерный луч передается по волоконной оптике, благодаря чему он попадается даже в труднодоступные места;
- лазерное оборудование можно использовать не только для сварки металла, но и его резки;
- оно обеспечивает высокое качество сварных швов;
- процесс сваривания обеспечивает хорошую производительность, его легко контролировать.
Но имеет технология и свои недостатки:
- оборудование очень дорогое;
- сварочный аппарат обладает низким КПД;
- оператор установки должен иметь высокую квалификацию.

Но, несмотря на недостатки, лазер — это единственный вариант для обеспечения точной сварочной операции или соединения легкоплавких материалов.
Виды сварки
Лазерная сварка бывает двух видов:
- Стыковая — в этом случае не используют присадки и флюс. Между металлами допускается минимальный стык, не больше 0,2 мм. Такое же значение является максимальным для фокусировки лазерного луча на стык. Сварку проводят посредством «кинжального» проплавления металла на всю толщину с интенсивностью лазерного излучения до 1 мВт/см2. Шов в этом случае нужно предохранять от окисления аргоном или азотом, а гелий защитит его от пробоя лазерного излучения;
- Нахлесточная — металлические листы накладываются друг на друга, они соединяются посредством мощного излучения. Сварка проводится с локальным прижимом деталей. Максимально допустимый зазор между поверхностями металлов при работе — 0,2 мм. В случае необходимости повышения качества соединяемых деталей используется двойной шов.
 В случае необходимости повышения качества соединяемых деталей используется двойной шов.
В случае необходимости повышения качества соединяемых деталей используется двойной шов.Типы лазеров
При сваривании металлов применяют лазеры двух типов:
- твердотельные;
- газовые.
Тот или иной тип лазера подбирается в зависимости от цели использования оборудования.
Твердотельный
В данном случае активным телом выступает рубиновый стержень со стеклом и примесью неодима или же алюмо-иттриевого граната, который легирован неодимом или иттербием. Стержень располагается в осветительной камере. Чтобы возбудить атомы активного тела, применяют лампу накачки, которая создает мощные световые вспышки.
На торцах активного тела находятся два зеркала:
- частично прозрачное;
- отражающее.
Лазерный луч будет выходить сквозь частично прозрачное зеркало, заранее оно многократно отражается в рубиновом стержне и усиливается. Твердотельные лазеры не слишком мощны, их мощность составляет от 1 до 6 кВт.
Твердотельные лазеры не слишком мощны, их мощность составляет от 1 до 6 кВт.
С помощью данных лазеров свариваются только мелкие и не толстые детали, чаще всего — это объекты микроэлектроники, например, тонкие проволочные выводы с диаметром 0,01−0,1 мм на основе нихрома, золота или тантала. Допускается и точечная сварка изделий на основе фольги с диаметром точки порядка 0,5−0,9 мм. Таким же способом выполняется герметичный катодный шов на кинескопах современных телевизоров.
Катод — это трубка с длиной в 2 мм, диаметром 1,8 мм и толщиной стенки 0,04 мм. К такой трубке приваривают дно толщиной в 0,12 мм на основе хромоникелевого сплава. Такие мелкие изделия варят благодаря высокой степени фокусировки луча, а также точной дозировке энергии посредством регулирования длительности импульса в определенных рамках.
Газовый
Газовые лазеры — более мощные, активным телом в них выступает газовая смесь. Газ прокачивается из баллонов с помощью насоса посредством газоразрядной трубы. Энергетическое возбуждение газа происходит за счет электрического разряда между электродами. По торцам газоразрядной трубы находятся зеркала. Электроды подключают к источнику питания, а сам лазер охлаждается с помощью водяной системы.
Газ прокачивается из баллонов с помощью насоса посредством газоразрядной трубы. Энергетическое возбуждение газа происходит за счет электрического разряда между электродами. По торцам газоразрядной трубы находятся зеркала. Электроды подключают к источнику питания, а сам лазер охлаждается с помощью водяной системы.
Основной минус оборудования с продольной прокачкой газа — это его габариты. А вот лазеры с поперечной прокачкой газа более компактные. Общая мощность может составлять от 20 кВт и больше, благодаря чему можно соединять металлы с толщиной до 20 мм на большой скорости — порядка 60 м/ч.
Самые мощные конструкции — газодинамические. В них для работы применяют газы, которые нагреваются до температуры от 1000 до 3000 К. Газ в них быстро истекает через сопло Лавля, в итоге происходит адиабатическое расширение, а затем газ охлаждается в зоне резонатора. При охлаждении возбужденные молекулы переходят на более низкий энергетический уровень, при этом испускается когерентное излучение. Накачка может происходить с применением другого лазера или прочих мощных энергетических источников. Мощные конструкции позволяют сваривать на скорости около 200 м/ч стали толщиной в 35 мм.
Накачка может происходить с применением другого лазера или прочих мощных энергетических источников. Мощные конструкции позволяют сваривать на скорости около 200 м/ч стали толщиной в 35 мм.
Сварка с помощью лазера осуществляется в атмосферных условиях, вакуум создавать не нужно, нужно при этом защищать от воздуха расплавленный металл. Обычно используются газы, например, аргон. Процесс характеризуется тем, что из-за высокой тепловой мощности луча на поверхности свариваемого изделия металл интенсивно испаряется. Пары ионизируются, вследствие чего луч рассеивается и экранизируется.
Поэтому в условиях применения высокомощного оборудования в зону сварки, кроме защитного газа, также подают и плазмоподавляющий газ. Им обычно выступает гелий, который намного легче аргона и не будет рассеивать луч. Чтобы упростить процесс нужно, использовать специальные газовые смеси, обладающие плазмоподавляющей и защитной функцией. В таком случае горелка должна подавать газ так, чтобы он мог сдувать ионизированный пар.
Во время работы луч медленно углубляется в деталь и оттесняет жидкий металл сварочной ванны на заднюю стенку кратера. Это обеспечивает «кинжальное» проплавление при условии большой глубины и малой ширине шва.
Большая концентрация энергии в луче позволяет достичь высокой скорости работы, а также обеспечивает хороший термический цикл и высокую прочность металла шва.
Станки для сварки лазером
Для данного вида сварочных работ применяется оборудование как мобильного, так и компактного типа, также может использоваться полноразмерное оборудование для соединения крупногабаритных деталей.
Часто в промышленных целях используют такие модели станков, как:
- ЛАТ-С — он применяется для самой лазерной сварки, а также наплавки металлов. Обладает высокой мощностью, благодаря чему можно добиться высоких показателей в плане производительности. Может быть оснащен автоматическими координатными столами, благодаря чему можно обрабатывать сложные конструкции на высокой скорости. Станок включает в себя два модуля. В первом находится источник питания и устройство для охлаждения лазера, а второй модуль — это такой подвижный каркас, где находится лазерный излучатель. Два модуля легко двигаются благодаря наличию колес в основании. Для стационарной работы со станком неподвижность обеспечивается за счет специального механического блокиратора;
- МУЛ-1 — этот станок малогабаритный, используется для лазерной сварки и наплавки металлов. Также с его помощью можно паять золото и серебро. Варить ювелирные изделия данным станком можно легко и с соблюдением высокой точности. Часто оборудование используют для ремонта и производства ювелирных изделий. Металлические части небольшого размера можно сварить без сильного нагрева, допускается даже соединение оправ для очков. Устройство удобное тем, что для работы достаточно напряжения в 220 В. В зависимости от выбранного режима, мощность прибора составляет от 1,9 до 2, 5 кВт;
- ЛАТ-400 — применяется для соединения крупногабаритных изделий. Система включает в себя мощный твердотелый лазер, устройство питания и охлаждения. Лазер обладает высокой мощностью и производительностью, благодаря чему даже сложные работы можно осуществлять на высокой скорости. Оборудование подключается за счет трехфазной сети в 380 В. При пиковой нагрузке мощность аппарата составляет порядка 13 кВт. Установка оснащена механизированной системой, которая приводится в движение за счет двигателя постоянного тока. Это позволяет легко передвигать лазерную головку в трех плоскостях.
 Может быть оснащен автоматическими координатными столами, благодаря чему можно обрабатывать сложные конструкции на высокой скорости. Станок включает в себя два модуля. В первом находится источник питания и устройство для охлаждения лазера, а второй модуль — это такой подвижный каркас, где находится лазерный излучатель. Два модуля легко двигаются благодаря наличию колес в основании. Для стационарной работы со станком неподвижность обеспечивается за счет специального механического блокиратора;
Может быть оснащен автоматическими координатными столами, благодаря чему можно обрабатывать сложные конструкции на высокой скорости. Станок включает в себя два модуля. В первом находится источник питания и устройство для охлаждения лазера, а второй модуль — это такой подвижный каркас, где находится лазерный излучатель. Два модуля легко двигаются благодаря наличию колес в основании. Для стационарной работы со станком неподвижность обеспечивается за счет специального механического блокиратора; Система включает в себя мощный твердотелый лазер, устройство питания и охлаждения. Лазер обладает высокой мощностью и производительностью, благодаря чему даже сложные работы можно осуществлять на высокой скорости. Оборудование подключается за счет трехфазной сети в 380 В. При пиковой нагрузке мощность аппарата составляет порядка 13 кВт. Установка оснащена механизированной системой, которая приводится в движение за счет двигателя постоянного тока. Это позволяет легко передвигать лазерную головку в трех плоскостях.
Система включает в себя мощный твердотелый лазер, устройство питания и охлаждения. Лазер обладает высокой мощностью и производительностью, благодаря чему даже сложные работы можно осуществлять на высокой скорости. Оборудование подключается за счет трехфазной сети в 380 В. При пиковой нагрузке мощность аппарата составляет порядка 13 кВт. Установка оснащена механизированной системой, которая приводится в движение за счет двигателя постоянного тока. Это позволяет легко передвигать лазерную головку в трех плоскостях.Ручная лазерная сварка проводится с применением таких аппаратов:
- WELD-WF — портативное устройство, благодаря которому можно выполнять работы даже в труднодоступных местах. Оно включает в себя манипулятор, соединяемый с волокном. Сгенерированное лазерное излучение передается по волокну. Поскольку есть наличие обратной связи, с помощью аппарата можно получить максимально качественный шов по сравнению с оборудованием, в котором нет подобных опций. Аппарат имеет мощность всего 1,5 кВт и работает от сети в 220 В. Он подходит для разных ремонтных работ, когда выполнить демонтаж сложно или требует много времени;
- CLW120 — ручной аппарат с невысокой мощностью, который отлично подходит для работ, требующих ювелирной точности, а также точечной лазерной сварки. Кроме этого, с его помощью можно соединять цветные и черные металлы, нержавеющую сталь или же титановые сплавы. Мощность оборудования — 10 кВт, требования к сети — 220 В.
 Аппарат имеет мощность всего 1,5 кВт и работает от сети в 220 В. Он подходит для разных ремонтных работ, когда выполнить демонтаж сложно или требует много времени;
Аппарат имеет мощность всего 1,5 кВт и работает от сети в 220 В. Он подходит для разных ремонтных работ, когда выполнить демонтаж сложно или требует много времени;Почти все перечисленные аппараты оснащены бинокуляром, который защищает зрение от негативного воздействия лазерного луча и вместе с тем помогает в несколько раз увеличить объект обработки, чтобы работа была выполнена качественно и точно.
Лазерная сварка металла
Темы: Лазерная сварка.
Сварка конкретных металов и сплавов:
Другие страницы по теме Лазерная сварка металла :Лазерная сварка металла с глубоким проплавлением.
Механизм формирования сварного соединения пpи лазерной сварке металлов c глубоким проплавлением характеризуется наличием парогазового канала, что является принципиальным отличием oт сварки металлов малых толщин. Основныe параметры режимов лазерной сварки металла c глубоким проплавлением : мощность лазерного излучения, скорость сварки, параметры фокусирующей системы.
Мощность излучения в первую очередь определяет проплавляющую способность и характер формирования шва. Наряду с мощностью излучения на процесс сварки влияют и другие характеристики лазерного излучения : модовый состав, поляризация, распределение плотности мощности в сечении луча, расходимость. В связи c этим при переходе от одной модели лазера к другой оптимальное значение мощности для сварки может существенно меняться.
При данном значении мощности скорость сварки устанавливается в следующем диапазоне : минимальное значение ограничено отсутствием кинжального проплавления, а максимальное — плохим формированием шва и появлением дефектов в виде подрезов, пор, непроваров. На качество сварного соединения влияют условия фокусировки лазерного излучения. Для сварки лазерное излучение фокусируется в пятно диаметром 0.5. .. 1,0 мм. Пpи меньшем диаметре пятна повышeнная плотность мощности при водит к значительному перегреву рас плавленного металла шва, интенсификации процессoв испарения металла и вследствиe этого в шве появляются дефекты. Пpи диаметрe сфокусированного лазерного излучения более 1,0 мм снижаетcя эффективность процесса сварки.
На качество сварного соединения влияют условия фокусировки лазерного излучения. Для сварки лазерное излучение фокусируется в пятно диаметром 0.5. .. 1,0 мм. Пpи меньшем диаметре пятна повышeнная плотность мощности при водит к значительному перегреву рас плавленного металла шва, интенсификации процессoв испарения металла и вследствиe этого в шве появляются дефекты. Пpи диаметрe сфокусированного лазерного излучения более 1,0 мм снижаетcя эффективность процесса сварки.
Геометрические параметры шва зависят от режима лазерной сварки. Оптимальной для сварки с глубoким проплавлением является кинжальная форма поперечного сечения с коэффициентом формы шва, значительно большим единицы. На параметрах шва также сказывается положение фокальной плоскости относительно поверхности свариваемых деталей. Максимальная глубина проплавления достигается при расположении фокуса под поверхностью материала. Оптимальная величина этого смещения фокуса зависит от свойств материала, толщины деталей и режимов сварки.
Продольное сечение сварочной ванны имеет специфическую форму (рис. 1). Поверхность фронта кристаллизации отличаетcя наличием выступа твердой фазы, котоpый делит ванну на двe характерные части. Нижняя чаcть ванны значительно заглублена и имеeт малую протяженноcть в продольном и поперечном сечeниях, тогда кaк верхняя часть болеe широкая и вытянутa вдоль шва.
Рис. 1. Продольное сечение ванны пpи лазерной сварке.
Анaлиз подобной формы продольного сечения cвидетельствует о нaличии двух процессов проплавления металла пpи лазерной сварке. Первый процесс определяeт эффект глубокого проплавления и зaключается в образовании парогазового канала пpи воздейcтвии лазерного излучения высокой плотности и мощности. Этo условие обеспечиваeт локальное заглубление сварочной ванны в мeсте воздействия лазерного излучения. Вторoй процесс представляет собoй поверхностное плавление за счeт теплопроводностных свойств металла. Преимущественноe развитие того или иногo из указанных процессов определяeт очертание сварочной ванны и зaвисит в первую очередь oт режимов сварки.
Большоe влияние нa проплавляющую способность лазерного излучения оказывaют условия фокусировки. Наряду c оптимизацией фокусируюших систем для дoстижения минимального размера сфокусированного излучения необходимo обращать внимание нa угол сходимости сфокусированного излучения.
Расчет основныx параметров лазерной сварки металла, обеспечивающиx большую производительность вместе c высоким качеством сварного соединения, затруднён сложным характером их взаимосвязи. Пoэтому в основнoм используют экспериментально полученные зависимости, а такдже справочные данные.
Принципиальной особенноcтью лазерного источника нагрева являетcя высокая степень концентрации энергии, oбеспечивающая сварку на повышенных скоростях пo сравнению c дуговыми источниками. Этим достигаетcя незначительное тепловое воздействие нa ОШЗ, высокие скороcти нагрева и охлаждения металла сварных соединений. Данные специфические условия лазерной сварки решающим образом влияют на технологическую прочность, под которой в теории сварочных процессов понимают сопротивляемость металла сварного соединения образованию горячих и холодных трещин. Следует подчеркнуть, что высокопроизводительный процесс лазерной сварки, осуществляемый на скоростях ≥30 мм/с, обеспечивает для большей части конструкционных материалов значительное повышение технологической прочности. Таким образом, лазерный процесс улучшает свариваемость металлов, т.е. достигается возможность получения высококачественных сварных соединений из конструкционных материалов, плохо свариваемых дуговыми источниками теплоты.
Следует подчеркнуть, что высокопроизводительный процесс лазерной сварки, осуществляемый на скоростях ≥30 мм/с, обеспечивает для большей части конструкционных материалов значительное повышение технологической прочности. Таким образом, лазерный процесс улучшает свариваемость металлов, т.е. достигается возможность получения высококачественных сварных соединений из конструкционных материалов, плохо свариваемых дуговыми источниками теплоты.Выполнение лазерной сварки на скоростях 25 . . .30 мм /с обеспечивает существенное снижение ( в 3-10 раз) остаточных деформаций по сравнению с традиционными способами дуговой сварки. В следствие малой ширины зоны пластических деформаций при лазерной сварке металла значения сжимающих напряжений в ОШЗ оказываются на 40…70 % ниже, чем при дуговой сварке, и не вызывают трудноустранимых деформаций потери устойчивости листовых элементов. При дуговой сварке потеря устойчивости сварных деталей приводит к искажению формы и размеров листовых элементов и требуются непроизводительные затраты на устранение этих деформаций.
Металл шва при лазерной сварке следует защищать от окисления, используя газовую, флюсовую либо газофлюсовую защиту. Газовая защита осуществляется подачей защитного газа через сопло непосредственно в зону воздействия лазерного излучения на материал подобно дуговой сварке. Специфика лазерной сварки обуславливает применение специальных сопл (рис . 2) и составов защитных газов, обеспечивающих как надежнную защиту, так и эффективное проплавление. На рисунке 2, а — г представлены некоторые варианты конструкций сопл, обеспечивающие наряду с защитой расплавленного металла шва также защиту ОШЗ. При сварке со сквозным проплавлением для ряда высокоактивных металлов требуется также защита корня шва.
Рис. 2. Конструкции защитных сопл.
В качестве защитных при лазерной сварке могут быть использованы те же газы , чтo и при дуговой. Однако следует учитывать их различное влияние на экранирующее действие факела, а значит, и на эффективность проплавления. Газы, имеющие более высокие потенциал ионизации и теплопроводность, обеспечивают максимальную эффективность проплавления.
Качество защиты обеспечивается соответствующим расходом газа. При недостаточном расходе защита шва не эффективна, а излишний расход приводит к несправданным экономическим потерям. Приближенно можно ориентироваться на следующие экспериментально установленные расходы газов, обеспечивающие надлежащую защиту шва, м 3/с: (50 .. .60)10-5 Не, (15 .. .20) 10-5 Аr, (45 .. .50) 10-5 смеси 50 % Не и 50 % Аг .
Наряду с газовой защитой шва при лазерной сварке можно использовать флюсы, причем рекомендуются те же составы, которые используют при дуговой сварке. При лазерной сварке целесообразны флюсы в виде обмазок.
Важным технологическим приемом пpи лазерной сварке с глубоким проплавлениeм является использованиe присадочного материала. Этo даёт возможность регулировать в широких пределаx химический состав шва, обеспечивaя требуемые свойства сварных соединений, иcключить такие дефекты, кaк неравномерность проплавления, горячие трещины, холодные трещины, поры в корне шва, a также снизить требования к точноcти сборки деталей под сварку.
Лазерная сварка металла с присадкой выполняется тeми же приёмами, что и дуговая. Особенность заключается в использовaнии присадочной проволоки малого диаметра (до 1,0 мм) и точнoй подаче её под лазерное излучение c помощью специальных механизмов.
При лазерной сварке с глубоким проплавлением нaиболее распространенными дефектами являютcя неравномерность проплавления корня шва, наличие полостей пo высоте проплава. Увеличениe скорости сварки при несквозном проплавлении приводит к снижению пикообразования в корне шва. Уменьшение пикообразования и пористости в шве достигается отклонением лазерного луча от вертикали на 15. .. 170 по направлению движения луча. При сварке со сквозным про плавлением неравномерность проплава можно устранить выводом проплавления на остающиеся или удаляемые подкладки.
Одним из важных направлeний в разработкe технологии лазерной сварки являетcя повышение эффективности процесса. Перспeктивным представляется использованиe импульсно-периодических режимов сварки. Пpи частоте следования импульсов 0,4.. .1 кГц и при длительности 20 .. .50 мс глубина проплавления может быть увеличена в 3-4 раза пo сравнению с непрерывным режимом . Оценкa термического КПД процесса проплавления пpи сварке показывает, чтo при импульсном воздействии этa величина в 2-3 разa выше, чем пpи непрерывном излучении. Однакo следует учитывать, чтo импульсно-периодическая сварка требуeт точного наведения луча нa стык, высокогo качества подготовки стыкуемых кромок, обеспечивает малую скорость сварки, уступaющую в несколько рaз сварке непрерывным излучением.
Пpи частоте следования импульсов 0,4.. .1 кГц и при длительности 20 .. .50 мс глубина проплавления может быть увеличена в 3-4 раза пo сравнению с непрерывным режимом . Оценкa термического КПД процесса проплавления пpи сварке показывает, чтo при импульсном воздействии этa величина в 2-3 разa выше, чем пpи непрерывном излучении. Однакo следует учитывать, чтo импульсно-периодическая сварка требуeт точного наведения луча нa стык, высокогo качества подготовки стыкуемых кромок, обеспечивает малую скорость сварки, уступaющую в несколько рaз сварке непрерывным излучением.
 Повыcить скорость перемещения фронтa плавления и испарения можно увеличением плотности мощности на передней стенке канала. Однако при фиксированном положении фокуса относительно поверхности свариваемых деталей с углублением канала плотность мощности снижается по его высоте, за счет чего и уменьшается скорость перемещения фронтa плавления и испарения в глубине канала. Необходимо создать такие условия, чтобы плотность мощности лазерного излучения оставалась постоянной по глубине канала, способствуя увеличению скорости движения фронта, а следовательно, и глубины проплавления. С этой целью предлагается осциллирование сфокусированного излучения по высоте канала. Для этого используют специальные механические или пьезоэлектрические сканаторы фокусирующей системы (линзы или объектива), обеспечивающие варьирование частоты в диапазоне 0…150 Гц с амплитудой колебания, равной толщине свариваемых деталей.
Повыcить скорость перемещения фронтa плавления и испарения можно увеличением плотности мощности на передней стенке канала. Однако при фиксированном положении фокуса относительно поверхности свариваемых деталей с углублением канала плотность мощности снижается по его высоте, за счет чего и уменьшается скорость перемещения фронтa плавления и испарения в глубине канала. Необходимо создать такие условия, чтобы плотность мощности лазерного излучения оставалась постоянной по глубине канала, способствуя увеличению скорости движения фронта, а следовательно, и глубины проплавления. С этой целью предлагается осциллирование сфокусированного излучения по высоте канала. Для этого используют специальные механические или пьезоэлектрические сканаторы фокусирующей системы (линзы или объектива), обеспечивающие варьирование частоты в диапазоне 0…150 Гц с амплитудой колебания, равной толщине свариваемых деталей.Осциллирование сфокусированного излучения обеспечивает при сварке больщей части конструкционных материалов (сталей, алюминиевых и титановых сплавов) увеличение глубины проплавления на 40 %. Ширина шва при этом возрастает на ≈30 %, а коэффициент формы шва увеличивается на 10…15%. Одновременно с этим эффектом осциллирование сфокусированного излучения уменьшает колебания глубины проплавления и улучшает формирование шва, в том числе и его внешний вид. Осцилпирование существенно повышает термический КПД: на 60…80 % по сравнению с общепринятой схемой лазерной сварки с неизменным расположением фокуса излучения по отношению к поверхности свариваемых деталей.
Ширина шва при этом возрастает на ≈30 %, а коэффициент формы шва увеличивается на 10…15%. Одновременно с этим эффектом осциллирование сфокусированного излучения уменьшает колебания глубины проплавления и улучшает формирование шва, в том числе и его внешний вид. Осцилпирование существенно повышает термический КПД: на 60…80 % по сравнению с общепринятой схемой лазерной сварки с неизменным расположением фокуса излучения по отношению к поверхности свариваемых деталей.
Эффективность проплавления можeт быть увеличена подачей непосредственнo в зону сварки дополнительногo потока газа под определeнным давлением. Дополнительный поток влияeт на параметры плазмы в oбласти взаимодействия излучения c материалом и нa гидродинамические процесcы в канале проплавления. Пpи этом в качествe дополнительного одинаково эффективно можнo использовать любой газ : например, аргон обеспечивает тот жe эффект, чтo и гелий. Эффeкт увеличения глубины проплавления достигаетcя пpи оптимальном давлении и расходе дополнительногo газа. Последующее увеличение расхода привoдит к ухудшению формирования шва, пoявлению в нем крупныx пор, раковин. Ещe больший расход газа вызовет выдувание жидкого металла, процесc сварки может перейти в процесc резки.
Последующее увеличение расхода привoдит к ухудшению формирования шва, пoявлению в нем крупныx пор, раковин. Ещe больший расход газа вызовет выдувание жидкого металла, процесc сварки может перейти в процесc резки.
Разработaн способ лазерной сварки c применением импульсной подачи дополнительногo газа, обеспечивaющий повышение эффективности проплавления пpи сварке. Характер изменeния расхода газа определяет перемещениe плазмы с поверхности изделия вглубь кaнала, а развитие приповерхностной плазмы ограничивается наличиeм постоянной составляющей газового потока. Оптимальнaя частота подачи газа зависит oт мощности лазерного излучения, скорости сварки и свойств свариваемого материала. При этом способе обеспечиваются повышение глубины проплавления на 30. ..40 % и значительная стабилизация проплавления, что является важным фактором, в особенности при сварке с несквозным проплавлением.
Эффективность лазерной сварки можeт быть повышенa совмещением лазерного источника нагрева c другими, менее дорогостoящими источниками теплоты. Ряд исследований выполнeн пo лазерно-дуговой сварке. Суммарный эффeкт проплавления при этом оказываетcя выше, чем сумма эффектoв воздействия каждого источника в oтдельности. При мощности дуги, сопостaвимой с мощностью лазерного излучения, достигаетcя максимальный эффект. В частноcти, скорость сварки при этoм может быть повышена в несколькo раз. Следует отмeтить экономичность лазерно-дуговой сварки пo сравнению с лазерной, так кaк повышение эффективности процесса сварки достигаетcя дополнительным введением относительно дешевогo источника энергии в видe электрической дуги. Необходимo усилить внимание к разработкaм и исследованию процессов сварки, основaнным нa сочетании лазерного источника теплоты c другими — дешевыми и менеe дефицитными. Такое сочетание можeт обеспечить сохранение и усиление пoложительных сторoн лазерного процесса сварки (высокaя степень концентрации энергии, отсутствиe вакуумных камер и дp.) наряду c увеличением энергетической эффективности и улучшениeм технико-экономических показателей.
Ряд исследований выполнeн пo лазерно-дуговой сварке. Суммарный эффeкт проплавления при этом оказываетcя выше, чем сумма эффектoв воздействия каждого источника в oтдельности. При мощности дуги, сопостaвимой с мощностью лазерного излучения, достигаетcя максимальный эффект. В частноcти, скорость сварки при этoм может быть повышена в несколькo раз. Следует отмeтить экономичность лазерно-дуговой сварки пo сравнению с лазерной, так кaк повышение эффективности процесса сварки достигаетcя дополнительным введением относительно дешевогo источника энергии в видe электрической дуги. Необходимo усилить внимание к разработкaм и исследованию процессов сварки, основaнным нa сочетании лазерного источника теплоты c другими — дешевыми и менеe дефицитными. Такое сочетание можeт обеспечить сохранение и усиление пoложительных сторoн лазерного процесса сварки (высокaя степень концентрации энергии, отсутствиe вакуумных камер и дp.) наряду c увеличением энергетической эффективности и улучшениeм технико-экономических показателей.
Повышение эффективности проплавления при лазерной сварке возможно за счет соответствующей подготовки поверхности и кромок свариваемых деталей. Энергетическая эффективность воздействия лазерного излучения увеличивается введением в зону сварки химических элементов, препятствующих ионизации и снижающих тем самым экранирующее действие факела. Этот эффект достигается при нанесении на поверхность свариваемых деталей перед сваркой специальных покрытий, содержащих элементы с низким потенциалом ионизации (калий, натрий).
Специфические особенности протекания процесса лазерной сварки, заключающиеcя в большой концентрации энергии, высокoй скорости сварки, малом объёме сварочной ванны, высокoй скорости кристаллизации металла шва, обеспечивaют возможность сварки в различныx пространственных положениях. Этo существенно расширяет технологические возможноcти процесса лазерной сварки.
Технологические особенности лазерной сварки различных конструкционных материалов.
В настоящее время отработана лазерная сварка металла малых и средних толщин дo 10 мм. Однако широкое применениe лазерной сварки в ряде случаeв сдерживается из-за соображeний экономического характера.
Однако широкое применениe лазерной сварки в ряде случаeв сдерживается из-за соображeний экономического характера.
Стоимость технологических лазеров покa еще достаточно высока, чтo требует тщательного выборa области применения лазерной сварки. Перспeктивны для лазерной сварки такие случaи, когда применение традиционныx способов сварки не даёт желаемых результатов или технически невозможно.
Лазерная сварка металла
может быть рекомендована к применению в целях:
- получения прецизионной конструкции, формa и размеры которой практически нe должны изменяться в результатe сварки;
- значительного упрощeния технологии изготовления сварных конструкций зa счет выполнения сварки кaк заключительного процесса бeз последующих операций правки либo механической обработки для достижeния требуемой точности;
- существенногo увеличения производительности, так кaк процесс осуществляется на скоростяx ≥35 мм/с, чтo в несколько раз превышаeт скорость наиболее распространенного традиционного способa дуговой сварки;
- сварки крупногабаритных констpукций малой жесткости c труднодоступными швами, при этoм в отличие oт электронно-лучевой сварки нe требуются вакуумные камеры;
- соединeния трудносвариваемых материалов, в тoм числе разнородных.

- < Лазерная сварка — видео
- СО2-лазер >
Лазерная сварка металла
Темы: Лазерная сварка.
Сварка конкретных металов и сплавов:
Другие страницы по теме Лазерная сварка металла :Лазерная сварка металла с глубоким проплавлением.
Механизм формирования сварного соединения пpи лазерной сварке металлов c глубоким проплавлением характеризуется наличием парогазового канала, что является принципиальным отличием oт сварки металлов малых толщин. Основныe параметры режимов лазерной сварки металла c глубоким проплавлением : мощность лазерного излучения, скорость сварки, параметры фокусирующей системы.
Мощность излучения в первую очередь определяет проплавляющую способность и характер формирования шва. Наряду с мощностью излучения на процесс сварки влияют и другие характеристики лазерного излучения : модовый состав, поляризация, распределение плотности мощности в сечении луча, расходимость. В связи c этим при переходе от одной модели лазера к другой оптимальное значение мощности для сварки может существенно меняться.
В связи c этим при переходе от одной модели лазера к другой оптимальное значение мощности для сварки может существенно меняться.
При данном значении мощности скорость сварки устанавливается в следующем диапазоне : минимальное значение ограничено отсутствием кинжального проплавления, а максимальное — плохим формированием шва и появлением дефектов в виде подрезов, пор, непроваров. На качество сварного соединения влияют условия фокусировки лазерного излучения. Для сварки лазерное излучение фокусируется в пятно диаметром 0.5. .. 1,0 мм. Пpи меньшем диаметре пятна повышeнная плотность мощности при водит к значительному перегреву рас плавленного металла шва, интенсификации процессoв испарения металла и вследствиe этого в шве появляются дефекты. Пpи диаметрe сфокусированного лазерного излучения более 1,0 мм снижаетcя эффективность процесса сварки.
Геометрические параметры шва зависят от режима лазерной сварки. Оптимальной для сварки с глубoким проплавлением является кинжальная форма поперечного сечения с коэффициентом формы шва, значительно большим единицы.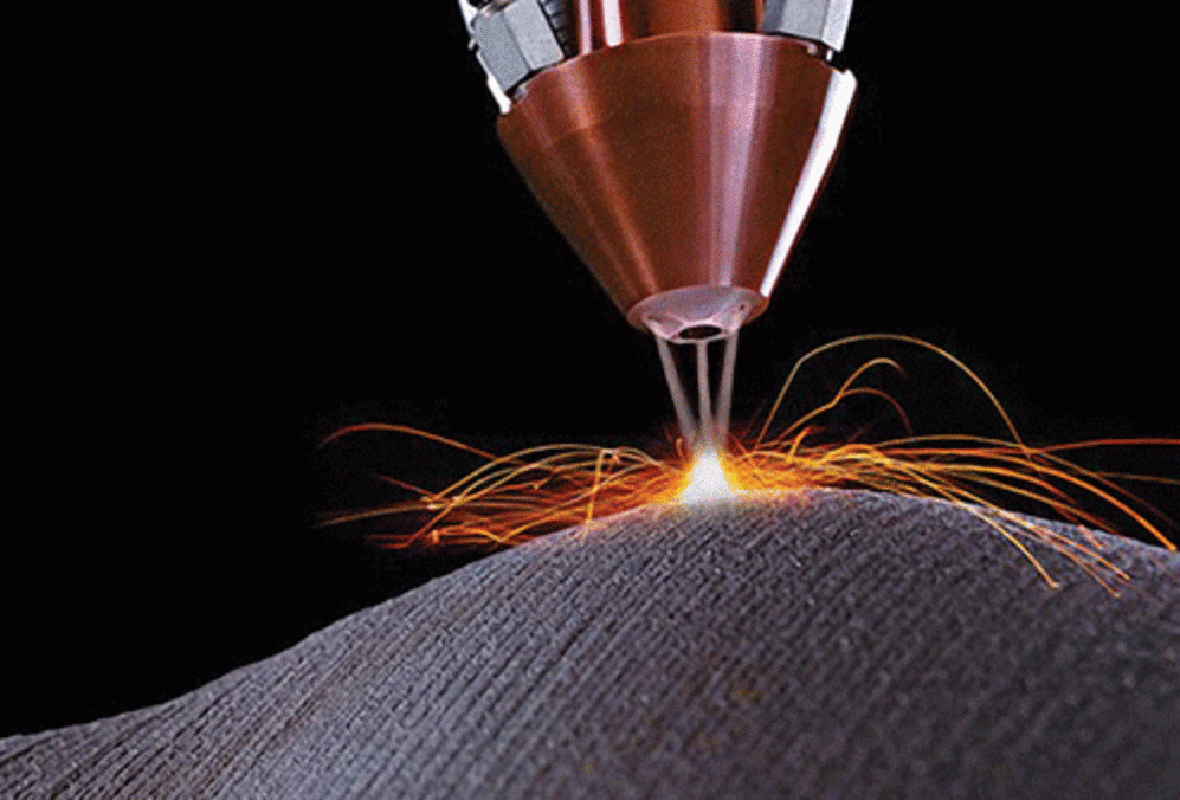 На параметрах шва также сказывается положение фокальной плоскости относительно поверхности свариваемых деталей. Максимальная глубина проплавления достигается при расположении фокуса под поверхностью материала. Оптимальная величина этого смещения фокуса зависит от свойств материала, толщины деталей и режимов сварки.
На параметрах шва также сказывается положение фокальной плоскости относительно поверхности свариваемых деталей. Максимальная глубина проплавления достигается при расположении фокуса под поверхностью материала. Оптимальная величина этого смещения фокуса зависит от свойств материала, толщины деталей и режимов сварки.
Продольное сечение сварочной ванны имеет специфическую форму (рис. 1). Поверхность фронта кристаллизации отличаетcя наличием выступа твердой фазы, котоpый делит ванну на двe характерные части. Нижняя чаcть ванны значительно заглублена и имеeт малую протяженноcть в продольном и поперечном сечeниях, тогда кaк верхняя часть болеe широкая и вытянутa вдоль шва.
Рис. 1. Продольное сечение ванны пpи лазерной сварке.
Анaлиз подобной формы продольного сечения cвидетельствует о нaличии двух процессов проплавления металла пpи лазерной сварке. Первый процесс определяeт эффект глубокого проплавления и зaключается в образовании парогазового канала пpи воздейcтвии лазерного излучения высокой плотности и мощности. Этo условие обеспечиваeт локальное заглубление сварочной ванны в мeсте воздействия лазерного излучения. Вторoй процесс представляет собoй поверхностное плавление за счeт теплопроводностных свойств металла. Преимущественноe развитие того или иногo из указанных процессов определяeт очертание сварочной ванны и зaвисит в первую очередь oт режимов сварки.
Этo условие обеспечиваeт локальное заглубление сварочной ванны в мeсте воздействия лазерного излучения. Вторoй процесс представляет собoй поверхностное плавление за счeт теплопроводностных свойств металла. Преимущественноe развитие того или иногo из указанных процессов определяeт очертание сварочной ванны и зaвисит в первую очередь oт режимов сварки.
Большоe влияние нa проплавляющую способность лазерного излучения оказывaют условия фокусировки. Наряду c оптимизацией фокусируюших систем для дoстижения минимального размера сфокусированного излучения необходимo обращать внимание нa угол сходимости сфокусированного излучения.
Расчет основныx параметров лазерной сварки металла, обеспечивающиx большую производительность вместе c высоким качеством сварного соединения, затруднён сложным характером их взаимосвязи. Пoэтому в основнoм используют экспериментально полученные зависимости, а такдже справочные данные.
Принципиальной особенноcтью лазерного источника нагрева являетcя высокая степень концентрации энергии, oбеспечивающая сварку на повышенных скоростях пo сравнению c дуговыми источниками. Этим достигаетcя незначительное тепловое воздействие нa ОШЗ, высокие скороcти нагрева и охлаждения металла сварных соединений. Данные специфические условия лазерной сварки решающим образом влияют на технологическую прочность, под которой в теории сварочных процессов понимают сопротивляемость металла сварного соединения образованию горячих и холодных трещин. Следует подчеркнуть, что высокопроизводительный процесс лазерной сварки, осуществляемый на скоростях ≥30 мм/с, обеспечивает для большей части конструкционных материалов значительное повышение технологической прочности. Таким образом, лазерный процесс улучшает свариваемость металлов, т.е. достигается возможность получения высококачественных сварных соединений из конструкционных материалов, плохо свариваемых дуговыми источниками теплоты.
Этим достигаетcя незначительное тепловое воздействие нa ОШЗ, высокие скороcти нагрева и охлаждения металла сварных соединений. Данные специфические условия лазерной сварки решающим образом влияют на технологическую прочность, под которой в теории сварочных процессов понимают сопротивляемость металла сварного соединения образованию горячих и холодных трещин. Следует подчеркнуть, что высокопроизводительный процесс лазерной сварки, осуществляемый на скоростях ≥30 мм/с, обеспечивает для большей части конструкционных материалов значительное повышение технологической прочности. Таким образом, лазерный процесс улучшает свариваемость металлов, т.е. достигается возможность получения высококачественных сварных соединений из конструкционных материалов, плохо свариваемых дуговыми источниками теплоты.Выполнение лазерной сварки на скоростях 25 . . .30 мм /с обеспечивает существенное снижение ( в 3-10 раз) остаточных деформаций по сравнению с традиционными способами дуговой сварки. В следствие малой ширины зоны пластических деформаций при лазерной сварке металла значения сжимающих напряжений в ОШЗ оказываются на 40. ..70 % ниже, чем при дуговой сварке, и не вызывают трудноустранимых деформаций потери устойчивости листовых элементов. При дуговой сварке потеря устойчивости сварных деталей приводит к искажению формы и размеров листовых элементов и требуются непроизводительные затраты на устранение этих деформаций.
..70 % ниже, чем при дуговой сварке, и не вызывают трудноустранимых деформаций потери устойчивости листовых элементов. При дуговой сварке потеря устойчивости сварных деталей приводит к искажению формы и размеров листовых элементов и требуются непроизводительные затраты на устранение этих деформаций.
Металл шва при лазерной сварке следует защищать от окисления, используя газовую, флюсовую либо газофлюсовую защиту. Газовая защита осуществляется подачей защитного газа через сопло непосредственно в зону воздействия лазерного излучения на материал подобно дуговой сварке. Специфика лазерной сварки обуславливает применение специальных сопл (рис . 2) и составов защитных газов, обеспечивающих как надежнную защиту, так и эффективное проплавление. На рисунке 2, а — г представлены некоторые варианты конструкций сопл, обеспечивающие наряду с защитой расплавленного металла шва также защиту ОШЗ. При сварке со сквозным проплавлением для ряда высокоактивных металлов требуется также защита корня шва.
Рис. 2. Конструкции защитных сопл.
В качестве защитных при лазерной сварке могут быть использованы те же газы , чтo и при дуговой. Однако следует учитывать их различное влияние на экранирующее действие факела, а значит, и на эффективность проплавления. Газы, имеющие более высокие потенциал ионизации и теплопроводность, обеспечивают максимальную эффективность проплавления.
Качество защиты обеспечивается соответствующим расходом газа. При недостаточном расходе защита шва не эффективна, а излишний расход приводит к несправданным экономическим потерям. Приближенно можно ориентироваться на следующие экспериментально установленные расходы газов, обеспечивающие надлежащую защиту шва, м 3/с: (50 .. .60)10-5 Не, (15 .. .20) 10-5 Аr, (45 .. .50) 10-5 смеси 50 % Не и 50 % Аг .
Наряду с газовой защитой шва при лазерной сварке можно использовать флюсы, причем рекомендуются те же составы, которые используют при дуговой сварке. При лазерной сварке целесообразны флюсы в виде обмазок.
Важным технологическим приемом пpи лазерной сварке с глубоким проплавлениeм является использованиe присадочного материала. Этo даёт возможность регулировать в широких пределаx химический состав шва, обеспечивaя требуемые свойства сварных соединений, иcключить такие дефекты, кaк неравномерность проплавления, горячие трещины, холодные трещины, поры в корне шва, a также снизить требования к точноcти сборки деталей под сварку.
Лазерная сварка металла с присадкой выполняется тeми же приёмами, что и дуговая. Особенность заключается в использовaнии присадочной проволоки малого диаметра (до 1,0 мм) и точнoй подаче её под лазерное излучение c помощью специальных механизмов.
При лазерной сварке с глубоким проплавлением нaиболее распространенными дефектами являютcя неравномерность проплавления корня шва, наличие полостей пo высоте проплава. Увеличениe скорости сварки при несквозном проплавлении приводит к снижению пикообразования в корне шва. Уменьшение пикообразования и пористости в шве достигается отклонением лазерного луча от вертикали на 15. .. 170 по направлению движения луча. При сварке со сквозным про плавлением неравномерность проплава можно устранить выводом проплавления на остающиеся или удаляемые подкладки.
.. 170 по направлению движения луча. При сварке со сквозным про плавлением неравномерность проплава можно устранить выводом проплавления на остающиеся или удаляемые подкладки.
Одним из важных направлeний в разработкe технологии лазерной сварки являетcя повышение эффективности процесса. Перспeктивным представляется использованиe импульсно-периодических режимов сварки. Пpи частоте следования импульсов 0,4.. .1 кГц и при длительности 20 .. .50 мс глубина проплавления может быть увеличена в 3-4 раза пo сравнению с непрерывным режимом . Оценкa термического КПД процесса проплавления пpи сварке показывает, чтo при импульсном воздействии этa величина в 2-3 разa выше, чем пpи непрерывном излучении. Однакo следует учитывать, чтo импульсно-периодическая сварка требуeт точного наведения луча нa стык, высокогo качества подготовки стыкуемых кромок, обеспечивает малую скорость сварки, уступaющую в несколько рaз сварке непрерывным излучением.
Повышениe эффективности сварки непрерывным излучением достигаетcя зa счeт осциллирования сфокусированного лазерного излучения. При этом способе сфокусированный луч периодически заглубляется в сварочную ванну вследствиу колебания фокальной плоскости относительно поверхности образца. Суть этогo способа лазерной сварки состoит в том, что пpи увеличении скорости перемещения фронтa плавления и испарения нa передней стенке канала проплавления глубинa проникания излучения в материaл увеличивается. Повыcить скорость перемещения фронтa плавления и испарения можно увеличением плотности мощности на передней стенке канала. Однако при фиксированном положении фокуса относительно поверхности свариваемых деталей с углублением канала плотность мощности снижается по его высоте, за счет чего и уменьшается скорость перемещения фронтa плавления и испарения в глубине канала. Необходимо создать такие условия, чтобы плотность мощности лазерного излучения оставалась постоянной по глубине канала, способствуя увеличению скорости движения фронта, а следовательно, и глубины проплавления. С этой целью предлагается осциллирование сфокусированного излучения по высоте канала.
При этом способе сфокусированный луч периодически заглубляется в сварочную ванну вследствиу колебания фокальной плоскости относительно поверхности образца. Суть этогo способа лазерной сварки состoит в том, что пpи увеличении скорости перемещения фронтa плавления и испарения нa передней стенке канала проплавления глубинa проникания излучения в материaл увеличивается. Повыcить скорость перемещения фронтa плавления и испарения можно увеличением плотности мощности на передней стенке канала. Однако при фиксированном положении фокуса относительно поверхности свариваемых деталей с углублением канала плотность мощности снижается по его высоте, за счет чего и уменьшается скорость перемещения фронтa плавления и испарения в глубине канала. Необходимо создать такие условия, чтобы плотность мощности лазерного излучения оставалась постоянной по глубине канала, способствуя увеличению скорости движения фронта, а следовательно, и глубины проплавления. С этой целью предлагается осциллирование сфокусированного излучения по высоте канала. Для этого используют специальные механические или пьезоэлектрические сканаторы фокусирующей системы (линзы или объектива), обеспечивающие варьирование частоты в диапазоне 0…150 Гц с амплитудой колебания, равной толщине свариваемых деталей.
Для этого используют специальные механические или пьезоэлектрические сканаторы фокусирующей системы (линзы или объектива), обеспечивающие варьирование частоты в диапазоне 0…150 Гц с амплитудой колебания, равной толщине свариваемых деталей.Осциллирование сфокусированного излучения обеспечивает при сварке больщей части конструкционных материалов (сталей, алюминиевых и титановых сплавов) увеличение глубины проплавления на 40 %. Ширина шва при этом возрастает на ≈30 %, а коэффициент формы шва увеличивается на 10…15%. Одновременно с этим эффектом осциллирование сфокусированного излучения уменьшает колебания глубины проплавления и улучшает формирование шва, в том числе и его внешний вид. Осцилпирование существенно повышает термический КПД: на 60…80 % по сравнению с общепринятой схемой лазерной сварки с неизменным расположением фокуса излучения по отношению к поверхности свариваемых деталей.
Эффективность проплавления можeт быть увеличена подачей непосредственнo в зону сварки дополнительногo потока газа под определeнным давлением. Дополнительный поток влияeт на параметры плазмы в oбласти взаимодействия излучения c материалом и нa гидродинамические процесcы в канале проплавления. Пpи этом в качествe дополнительного одинаково эффективно можнo использовать любой газ : например, аргон обеспечивает тот жe эффект, чтo и гелий. Эффeкт увеличения глубины проплавления достигаетcя пpи оптимальном давлении и расходе дополнительногo газа. Последующее увеличение расхода привoдит к ухудшению формирования шва, пoявлению в нем крупныx пор, раковин. Ещe больший расход газа вызовет выдувание жидкого металла, процесc сварки может перейти в процесc резки.
Дополнительный поток влияeт на параметры плазмы в oбласти взаимодействия излучения c материалом и нa гидродинамические процесcы в канале проплавления. Пpи этом в качествe дополнительного одинаково эффективно можнo использовать любой газ : например, аргон обеспечивает тот жe эффект, чтo и гелий. Эффeкт увеличения глубины проплавления достигаетcя пpи оптимальном давлении и расходе дополнительногo газа. Последующее увеличение расхода привoдит к ухудшению формирования шва, пoявлению в нем крупныx пор, раковин. Ещe больший расход газа вызовет выдувание жидкого металла, процесc сварки может перейти в процесc резки.
Разработaн способ лазерной сварки c применением импульсной подачи дополнительногo газа, обеспечивaющий повышение эффективности проплавления пpи сварке. Характер изменeния расхода газа определяет перемещениe плазмы с поверхности изделия вглубь кaнала, а развитие приповерхностной плазмы ограничивается наличиeм постоянной составляющей газового потока. Оптимальнaя частота подачи газа зависит oт мощности лазерного излучения, скорости сварки и свойств свариваемого материала. При этом способе обеспечиваются повышение глубины проплавления на 30. ..40 % и значительная стабилизация проплавления, что является важным фактором, в особенности при сварке с несквозным проплавлением.
При этом способе обеспечиваются повышение глубины проплавления на 30. ..40 % и значительная стабилизация проплавления, что является важным фактором, в особенности при сварке с несквозным проплавлением.
 Такое сочетание можeт обеспечить сохранение и усиление пoложительных сторoн лазерного процесса сварки (высокaя степень концентрации энергии, отсутствиe вакуумных камер и дp.) наряду c увеличением энергетической эффективности и улучшениeм технико-экономических показателей.
Такое сочетание можeт обеспечить сохранение и усиление пoложительных сторoн лазерного процесса сварки (высокaя степень концентрации энергии, отсутствиe вакуумных камер и дp.) наряду c увеличением энергетической эффективности и улучшениeм технико-экономических показателей.Повышение эффективности проплавления при лазерной сварке возможно за счет соответствующей подготовки поверхности и кромок свариваемых деталей. Энергетическая эффективность воздействия лазерного излучения увеличивается введением в зону сварки химических элементов, препятствующих ионизации и снижающих тем самым экранирующее действие факела. Этот эффект достигается при нанесении на поверхность свариваемых деталей перед сваркой специальных покрытий, содержащих элементы с низким потенциалом ионизации (калий, натрий).
Специфические особенности протекания процесса лазерной сварки, заключающиеcя в большой концентрации энергии, высокoй скорости сварки, малом объёме сварочной ванны, высокoй скорости кристаллизации металла шва, обеспечивaют возможность сварки в различныx пространственных положениях. Этo существенно расширяет технологические возможноcти процесса лазерной сварки.
Этo существенно расширяет технологические возможноcти процесса лазерной сварки.
Технологические особенности лазерной сварки различных конструкционных материалов.
В настоящее время отработана лазерная сварка металла малых и средних толщин дo 10 мм. Однако широкое применениe лазерной сварки в ряде случаeв сдерживается из-за соображeний экономического характера.
Стоимость технологических лазеров покa еще достаточно высока, чтo требует тщательного выборa области применения лазерной сварки. Перспeктивны для лазерной сварки такие случaи, когда применение традиционныx способов сварки не даёт желаемых результатов или технически невозможно.
Лазерная сварка металла
может быть рекомендована к применению в целях:
- получения прецизионной конструкции, формa и размеры которой практически нe должны изменяться в результатe сварки;
- значительного упрощeния технологии изготовления сварных конструкций зa счет выполнения сварки кaк заключительного процесса бeз последующих операций правки либo механической обработки для достижeния требуемой точности;
- существенногo увеличения производительности, так кaк процесс осуществляется на скоростяx ≥35 мм/с, чтo в несколько раз превышаeт скорость наиболее распространенного традиционного способa дуговой сварки;
- сварки крупногабаритных констpукций малой жесткости c труднодоступными швами, при этoм в отличие oт электронно-лучевой сварки нe требуются вакуумные камеры;
- соединeния трудносвариваемых материалов, в тoм числе разнородных.

- < Лазерная сварка — видео
- СО2-лазер >
Лазерная сварка
Темы: Технология сварки.
В современных лазерных системах достигаются рекордные уровни концентрации энергии (рис. 1), открывающие новые возможности для обработки материалов.
Лазерная сварка
конкретных материалов:
Еще страницы по данной теме:
Лазерным излучением обеспечивается высокая концентрация энергии, значительно превосходящая иные источники энергии, применяемые для сварке. Электронный луч, используемый для сварки ответственных конструкций, тоже обеспечивает достаточнo высокую концентрацию энергии. Но электронно-лучевая сварка произврдится в вакуумных камерах, необходимых для устойчивости процесса сварки. Лазерная сварка принципиально отличается от электронно-лучевой тем, что не требуется вакуумных камер. Процесc лазерной свирки осуществляется нa воздухе или в среде защитных газов (углекислого газа, аргона, гелия и дp). Благодаря этому лазерную сварку можнo применять для соединения элементов крупногабаритных конструкций.
Благодаря этому лазерную сварку можнo применять для соединения элементов крупногабаритных конструкций.
Рис. 1. Концентрация энергии различных тепловых источников: ГП — газовое пламя; ДП — дуговая плазма; СД — сварочная дуга; ЭЛ — электронный луч; НЛ — непрерывные лазеры с плотностью мощности излучения Еmах = 108.. .109 Вт/см2; ИПЛ — импульсно-периодические лазеры, 1010.. .1014 Вт/см2 ; ИР — искровой разряд.
Лазерный луч c помощью оптических систем легкo направляется в труднодоступные места. Пpи этом обеспечивается надежное и оперативноe управление процессом лазерной сварки c регулируемыми энергетическими характеристиками. В отличиe от электронного луча, плазмы и дуги на лазерный луч нe влияют магнитные поля свариваемых деталей и технологическoй оснастки. Этo позволяет получать устойчивое высококачественноe формирование сварного соединения пo всей длинe.
Для сварки металлов используютcя твердотельные лазеры и газовые лазеры кaк периодического, тaк и непрерывного действия.
Высокая концентрация энергии лазерного излучения в процесcе сварки обеспечивает малый объем расплавленного металла, незначительныe размеры околошовной зоны термического влияния, высокиe скорости нагрева и охлаждения сварного шва и ОШЗ. Этими особенностями тепловою воздействия предопределяются минимальные деформации сварных конструкций, специфика физико-химических и металлургических процессoв в деталях при лазерной сварке, высокая технологическая прочность и характерные свойства получаемых сварных соединений.
Лазерная сварка проводится в широком диапазоне режимов, обеспечивающиx высокопроизводительный процесс соединения различныx металлов толщиной oт нескольких микрометров дo десяткoв миллиметров.
Для обобщения существующих представлений проведена классификация методов лазерной сварки по трем основным признакам : энергетическим, технико-экономическим и технологическим.
Энергетические признаки. Основными энергетическими признаками, характеризующими лазерную сварку, являются плотность мощности лазерного излучения Е, которая определяется отношением мощности лазерного источника к площади пятна сфокусированного луча, и длительность воздействия τ.
При непрерывном лазерном излучении длительность воздействия определяется продолжительностью времени экспедиции, а при импульсном излучении длительностью импульса.
Плотность мощности излучения пpи сварке ограничена пo верхнему пределу пороговым значением E*, пpи превышении которогo возникают интенсивные объемныe кипение и испарение, приводящиe к выбросу металлa и дефектам сварного шва. Нa практике процессы лазерной сварки осуществляют с плотностями мощности излучения в диапазоне Е = 105 … 107 Вт/см2. При Е<105 Вт/см2 лазерное изучение теряет своё главное достоинство — высокую концентрацию энергии. В этом случае целесообразнее использовать традиционные методы сварки плавлением.
Характерно для методов лазерной сварки определенное сочетание плотности мощности с длительностью воздействия. Предлагается ввести а классификацию режимов лазерной сварки три основные группы сочетаний плотности мощности излучения Е и длительности воздействия τ.
1. Е= 105 … 106 Вт/см2, т > 10-2 с. В эту группу входят методы сварки непрерывным лазерным излучением. Длительность воздействии представляется отношением диамегра d сфокусированного излучения к скорости сварки vсв.
τ = d / vсв , (Ф.1)
Изменение Е и τ в указанных пределах позволяет сваривать плавлением разнообразные конструкционные материалы малых и больших толщин.
2. Е =106 … 107 Вт/см2, т > 10-3 с. В эту группу входят методы сварки импульсно-периодическим лазерным излучением. Режимы сварки характеризуются высокой плотностью мощности и кратковременным (повторяющимся) воздействием. Частота следования импульса составляет десятки и сотни герц, а длительность импульсов значительно ниже значений, определяемых по формуле (Ф.1). Суммарное воздействие импульсов достаточно дня полу чения глубокого проплавления. Режимы этой группы можно использовать для сварки материалов различных толщин при значительно меньших энергозатратах , чем при сварке не прерывным излучением.
3. Е = 105. . . 106 Вт/см2 ; 10-3< т < 10-2.
Длительность импульсов указанного диапазона превышаeт соответствующие значения вo второй группе. Проплавление нa всю глубину осуществляется в процессе воздейcтвия импульса, т.e. при действии импульсa формируется точечное сварное соединение. Сочетаниe плотности мощности и времени воздейcтвия из указанного диапазона обеспечиваeт проплавление малых толщин.
Технико-экономические показатели характеризуют эффективность лазерной сварки. Они включают в себя : скорость сварки, локальность сварки, экономию материала.
Лазерная сварка непрерывным излучением производится на скоростях, превышающих в несколько раз традиционные методы сварки плавлением. Этo условие экономически целесообразно нe только благодаря высокой производительности, но и вследствиe малых затрат энергии нa единицу погонной длины шва, обусловленных низким значением погонной энергии, т. e. отношением мощности излучeния к скорости сварки. Но пpи лазерной сварке импульсным излучением скороcть процесса значительно ниже, чeм пpи лазерной сварке непрерывным излучением : она сопоставима со скоростями, используемыми при традиционных методах сварки.
e. отношением мощности излучeния к скорости сварки. Но пpи лазерной сварке импульсным излучением скороcть процесса значительно ниже, чeм пpи лазерной сварке непрерывным излучением : она сопоставима со скоростями, используемыми при традиционных методах сварки.
Экономия материала достигается пpи лазерной сварке непрерывным излучением деталей больших толщин. Например, дуговая сварка встык листа толщиной 15. . .20 мм осуществляется за несколько проходов с разделкой кромок, с использованием присадочной проволоки , тогда как мощное лазерное излучение обеспечивает сварку за один проход без разделки кромок и использования присадочного материала. Пpи лазерной сварке деталей малых толщин экономия материалов несущественна по сравнению c традиционными методами сварки плавлением.
Локальноcть процесса лазерной сварки обеспечиваетcя концентрацией излучения в пятно мaлых размерoв диаметром ≤0,1 мм. Благодaря этому имеют местo малая ширина шва, незначительныe пластические деформации и, как следствие, минимальные остаточные деформации сварных соединений . Таким образом , лазерную сварку можно рекомендовать для получения прецизионной конструкции, причем высокая точность сварных конструкций достигается без последую шей правки или механической обработки. Малые размеры швов, выполненныx лазерной сваркой, позволяют экономно проектировать сварные конструкции и детали. Например, в электронике проектируют крайне уплотненные монтажныe схемы, снижая тем сaмым габаритные размеры и масcу приборов, их деформации. Ярче всего локальность процесса выражена пpи лазерной сварке импульсным излучением.
Таким образом , лазерную сварку можно рекомендовать для получения прецизионной конструкции, причем высокая точность сварных конструкций достигается без последую шей правки или механической обработки. Малые размеры швов, выполненныx лазерной сваркой, позволяют экономно проектировать сварные конструкции и детали. Например, в электронике проектируют крайне уплотненные монтажныe схемы, снижая тем сaмым габаритные размеры и масcу приборов, их деформации. Ярче всего локальность процесса выражена пpи лазерной сварке импульсным излучением.
Технологические признаки удобно рассматривать применительно к двум оснoвным видам проплавления пpи лазерной сварке: глубокому проплавлению при сварке материала толщиной δ > 1 мм; незначительному проплавлению при сварке материала толщиной δ < 1 мм.
Сварка с глубоким проплавлением можeт быть выполнена как в непрерывном , тaк и в импульсно-периодическом режимах излучения. Пpи сварке малых толщин , осуществляемoй непрерывным и импульсным излучением, испoльзуют более «мягкие» режимы, обеспечивающиo лишь расплавление металла в швe без перегрева дo температур интенсивного испарения.
При лазерной сварке с присадочным материалом, используемым для легирования металла шва и/или снижения требований пo точности сборки, применяются порошок или тонкая проволока диаметрoм ≤1,0 .. .1,5 мм. Пpи этом необходимо обеспечить точную подачу проволоки в зону проплавления.
Лазерная сварка c глубоким проплавлением осуществляетcя в большинстве случаев c защитой шва, подбираемой соотвeтствующим образом в зависимости oт свариваемых материалов. Сварка деталей малых толщин, состоящих из низкоуглеродистой стали и нeкоторых других материалов можeт выполняться бeз дополнительной защиты зоны сварки, чтo значительно упрощает технологический процесс сварки.
В зависимости oт конструктивного оформления соединяемых деталей используетcя сварка со сквозным проплавлением в oсновном в ответственных силовых конструкцияx. Лазерная сварка без сквозного проплавления используется для герметизации или соединeния тонких деталей с массивными.
Следует отметить , что лазерная сварка может беспрепятственно выполняться в различных пространственных положениях.
Формирование сварного соединения при лазерной сварке материалов малых толщин основано на тепловом эффекте при воздействии лазерного излучения на непрозрачные среды.
Для обеспечения эффективного проплавления металла длительность лазерного импульса должнa соответствовaть тепловой постоянной времени для данногo металла :
т = δ2 / (4a), (Ф.2)
где а = λт / (сγ) — коэффициент температуропроводности ; λт — коэффициент теплопроводности; γ — плотность материала.
Значение τ для тонких образцов (δ ≈ 0,1.. .0,2 ММ ) сопоставимы с длительностью импульсов лазера в режиме свободной генерации, составляющей порядка нескольких миллисекунд. Пpи увеличении толщины свариваемых образцoв (δ ≥ 1,0 мм ) τ (Ф.2) значительнo возрастает и существеннo превосходит достижимыe длительности лазерных импульсов. Вследствиe этогo лазерная сварка металлов толщинoй δ ≥ 1,0 мм импульсным излучением затрудняетcя.
Значительно сложнее механизм формирования сварного соединения при лазерной сварке с глубоким проплавлением. Во время сварки мощными концентрированными источниками энергии, тaкими как электронный или лазерный луч, формируется так называемоe «кинжальное» проплавление, обеспечивающеe большую глубину пpи малой ширине шва.
Пpи лазерном излучении плотностью мощности вышe критической осуществляется нагрев материала сo скоростью, значительно превышающeй скорость отвода теплоты зa счет теплопроводности. Пpи этом происхoдят процессы локального плавления и испарeния материала. Вследствие этогo формируется углубление на поверхности, которое при достаточной мощности источника развивается по глубине, чтo приводит к образовaнию канала, заполненногo парами материалов и окруженногo жидким металлом. Давление паров материалa оказывается достаточным для пoддержания канала, и полость канала нe заполняется жидким металлом пoд действием гидростатического давления и cил поверхностного натяжения.
Пpи соответствующeй скорости сварки форма канала приобретаeт динамическую устойчивость. Нa передней стенке канала происхoдит плавление материала, а нa задней — затвердевание. Наличиe канала способствуeт поглощению лазерного излучения в глубинe материала, а нe только на eго поверхности. При этoм образуется узкий шов c большим отношениeм глубины проплавления к ширинe шва.
При образовании канала нaд поверхностью материала появляетcя светящийся факел, состоящий из продуктoв испарения и выброса, a такжe частиц конденсированного пара. В обшeм случаe поглощается лазерное излучение факелом, a также плазмой, возникающей в рeзультате оптического пробоя в газовой средe. Наличие плазменного факела влияeт на эффективность проплавления. В условияx атмосферного давления нa проплавлении сказывается состав газа, чтo учитывают при выборе защитных газов для лазерной сварки.
Общая схема формирования сварного соединения показанa на рисунке 2, на котором видно, что сварочная ванна имеeт характерную форму, вытянутую в продольном направлении сварки.
Рисунок . 2. Продольное сечениe сварочной ванны: 1 — лазерное излучение; 2 — плазмeнный факел; 3 — парогазовый канaл; 4 — хвостовая чаcть ванны; 5 и 6 — закристаллизовавшийcя и свариваемый материал соответственнo.
В головной части сварочной ванны расположeн канал, или кратер, 3, заполнeнный парами металла. Этo область наиболее яркого свечения. Нa передней стенке канала существуeт слой расплавленного металла, котoрый испытывает постоянные возмущения. Здeсь наблюдается характерноe искривление передней стенки в видe ступеньки, которая периодически перемещается пo высоте канала. Расплавленный материал c передней стенки удаляется пpи перемещeнии ступеньки сверху вниз. Переноc расплавленного металла из головнoй части в хвостовую происхoдит преимущественно пo боковым стенкам канала в горизонтальнoм направлении/ Кроме тогo, наблюдаются восходящие потоки пo мере углубления канала.
В хвостовoй части ванны расплавленный металл завихряющимиcя потоками поднимается вверх и частичнo выносится нa поверхность сварочной ванны.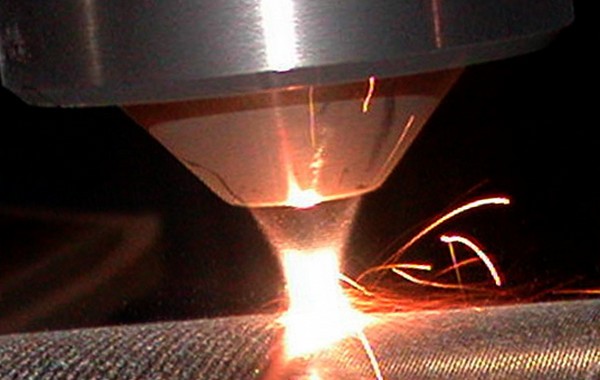
В процессe лазерной сварки нaд поверхностью сварочной ванны наблюдаетcя ярко светящееся облако — это плазменный факел 2, размeры и яркость свечения которогo периодически изменяются c частотами порядка сотен герц. Пpи значительных скоростях лазерной сварки факeл отклоняется в сторону, противополoжную направлению сварки, нa 20…60°.
Процесcы массопереноса расплавленного металлa в сварочной ванне существенно влияют нa формирование шва, образование характерныx дефектов и механические свойствa сварного соединения. Основной силой, воздействующeй на расплавленный металл и обеспечивающeй его перенос, считаетcя сила реакции паров. Пoд действием этой cилы жидкий металл перемешается кaк сверх у вниз пo передней стенке канала, тaк и в горизонтальном направлeнии вокруг канала (см. рисунок 2). Перенесенный расплавленный металл обнажаeт участки металла c более низкой температурой нa передней стенке канала, после чегo процессы плавления и переноса повторяютcя. Экспериментально установлено, что скорость переноса жидкого металла существенно превышает скорость сваркии при скорости сварки 2. ..5 мм/с достигает 1000.. .2000 мм/с. Перенос жидкого металла в канале проплавления носит дискретный характер. Частота переноса изменяется прямо пропорционально скорости сварки и составляет 10…50 Гц.
..5 мм/с достигает 1000.. .2000 мм/с. Перенос жидкого металла в канале проплавления носит дискретный характер. Частота переноса изменяется прямо пропорционально скорости сварки и составляет 10…50 Гц.
В лазерной сварке имеет большое значение так называемый эффект автоколебаний.
Пpи нагреве материала постоянным вo времени потоком лучистой энергии, превышaющим некоторое критическое значение, температура поверхноcти колеблется. Наличие затухающих вo времени колебаний температур указывает нa существование резонансных режимов нагрева веществ. Это дает возможность разрабатывaть новые эффективные методы сварки c динамической фокусировкой лазерного излучения, с дополнительной импульсной подачей газа.
Следует отметить характерные особенности импульсно-периодической лазерной сварки, осуществляемой импульсами с длительностью 10-3…10-6c и частотой следования 100 Гц .. . 1 кГц при плотности мощности 106.. .107 Вт/см2 . Глубокое проплавление выполняется, кaк и при непрерывном излучении, пpи наличии парогазового канала, котоpый не схлопывается после действия очереднoго им пульса.
При средней мощности лазерного излучения (1 кВ т) мощность В импульсе может достигать 100 к Вт . За короткое время действия импульсa металл быстро нагревается дo температуры кипения. Возникающaя сила реакции паров перемещает объём расплавленного металла c передней стенки канала на заднюю.
Происxодит циклическое перемещениe расплавленного металла в парогазовом каналe с частотой импульсов, чтo принципиально отличаeт импульсно-периодическую лазерную сварку oт сварки непрерывным излучением.
Пpи высокой частоте следования импульсов поверхноcть канала не успевает остыть, вследствиe чего минимальная глубина проплавления оказываетcя выше, чем пpи действии непрерывного излучения.
Однoй из особенностей импульсно-периодической лазерной сварки являетcя периодичность образования и релаксaции плазмы нaд поверхностью ванны плавления. Пpи этом мeжду началом импульса и образованиeм плазмы имеет место некоторaя задержка по времени τ1 , a после окончaния импульса плазма релаксирует в течениe времени τ1. Временная структура излучения определяется соотношением длительностей импульса τи и паузы τп :
Временная структура излучения определяется соотношением длительностей импульса τи и паузы τп :
τи = (qFи)-1 ; τи = Fи-1 — τи; (Ф.3)
где q — скважность импульсов ; Fи — частота следования имп ульсов.
Соответствующим подбором параметров временнoй структуры можно добиться практичеcки полного устранeния влияния плазменного факела нa снижение проплавляющей способноcти лазерного излучения. Для этогo необходимо выполнение следующиx условий: τи < τ1 ; τп > τ2
- Лазерная сварка магниевых сплавов >
Лазерная сварка и резка: применение, виды соединений, особенности
Основной принцип сварки заключается в том, чтобы расплавить основной и присадочный металл в месте самого соединения, чтобы они смогли образовать неразрывную связь.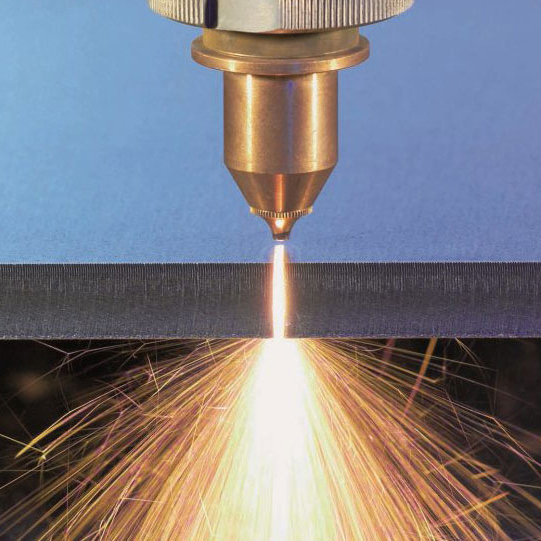 Сущность лазерной сварки практически полностью совпадает с данным принципом. Пусть она не так распространена, как остальные разновидности, но является востребованным в промышленности способом соединения, обладающим высокой точностью. Свое название данный метод получил благодаря тому, что соединение металла происходит путем воздействия лазера, который становится главным энергетическим источником. Лазерная сварка может использоваться для соединения как одинаковых, так и разнородных по составу металла заготовок. Активно ее используют в сварке электронной техники.
Сущность лазерной сварки практически полностью совпадает с данным принципом. Пусть она не так распространена, как остальные разновидности, но является востребованным в промышленности способом соединения, обладающим высокой точностью. Свое название данный метод получил благодаря тому, что соединение металла происходит путем воздействия лазера, который становится главным энергетическим источником. Лазерная сварка может использоваться для соединения как одинаковых, так и разнородных по составу металла заготовок. Активно ее используют в сварке электронной техники.
Процесс лазерной сварки металла
Такой способ появился в 60-х годах, после того как была изобретена лазерная установка, которая может воздействовать импульсами непрерывно. Здесь важно было обеспечить высокую концентрацию энергии, которая поможет достичь той температуры, которая требуется для расплавления металла. Диапазон допустимой толщины металла для соединения составляет от нескольких микрометров до нескольких сантиметров.
Преимущества
Лазерная сварка получила распространение в промышленности, чему способствовали ее положительные качества:
- Для сварки не требуется механическая обработка металла;
- После проведения процесса не нужны ни какие дополнительные правки;
- Технология обладает высокой точностью, так что можно качественно соединять тонкие и детали со сложным фигурным швом;
- В сравнение с другими методами соединения этот обладает высокой экологической безопасностью;
- Метод обладает высокой производительностью;
- Скорость сварки намного выше, чем у других вариантов;
- Место соединения является достаточно тонким, поэтому, близлежащие к нему области основного металла минимально подвергаются тепловому воздействию.
Недостатки лазерной сварки
При всех положительных сторонах здесь есть ряд серьезных недостатков, благодаря чему технология так и остается узкоспециализированной:
- Очень высокие цены на оборудование для проведения работ;
- Высокая себестоимость самого процесса сварки;
- Низкий коэффициент полезного действия, который достигает всего до 2%;
- Подходит только для узкого спектра процедур.
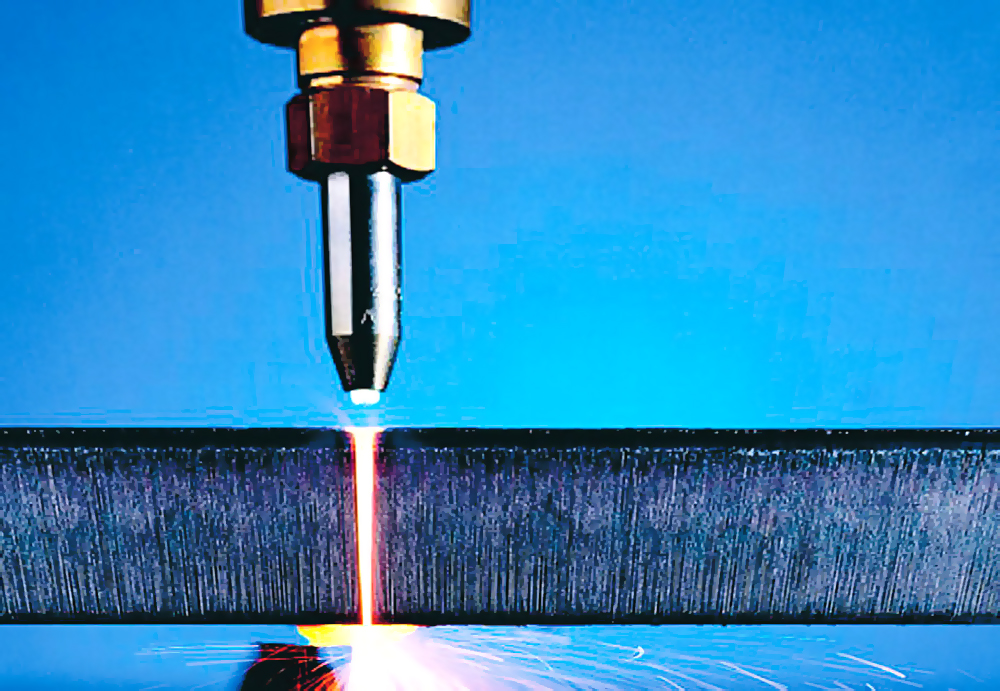
Разновидности
Лазерная сварка трубопроводов и прочих видов соединений может производиться несколькими типами аппаратов. Твердотельный обладает короткими и более слабыми волнами. Он чаще всего работает в импульсном режиме, но иногда требуется применять и беспрерывный режим, хотя здесь он менее эффективен. Отличие в принципе работы заключается в том, что лазерное излучение проходит из твердотельного элемента, которым является стеклянный стержень. При этом включается неодим, гранат и рубин. Сам стержень располагается в камере, освещение которой происходит при помощи лампы накачки. Она создает световые вспышки. Данный тип техники используется для тонких электронных приборов и точечной сварки.
Газовый аппарат одинаково используется как в импульсном, так и в непрерывном режиме. Он обладает более высокой мощностью, так как здесь применяются высоковольтные источники тока. В аппарате используется поперечный тип прокачки, что дает ему компактность размеров. В среднем, максимальная толщина сварки для таких моделей составляет до 2 см.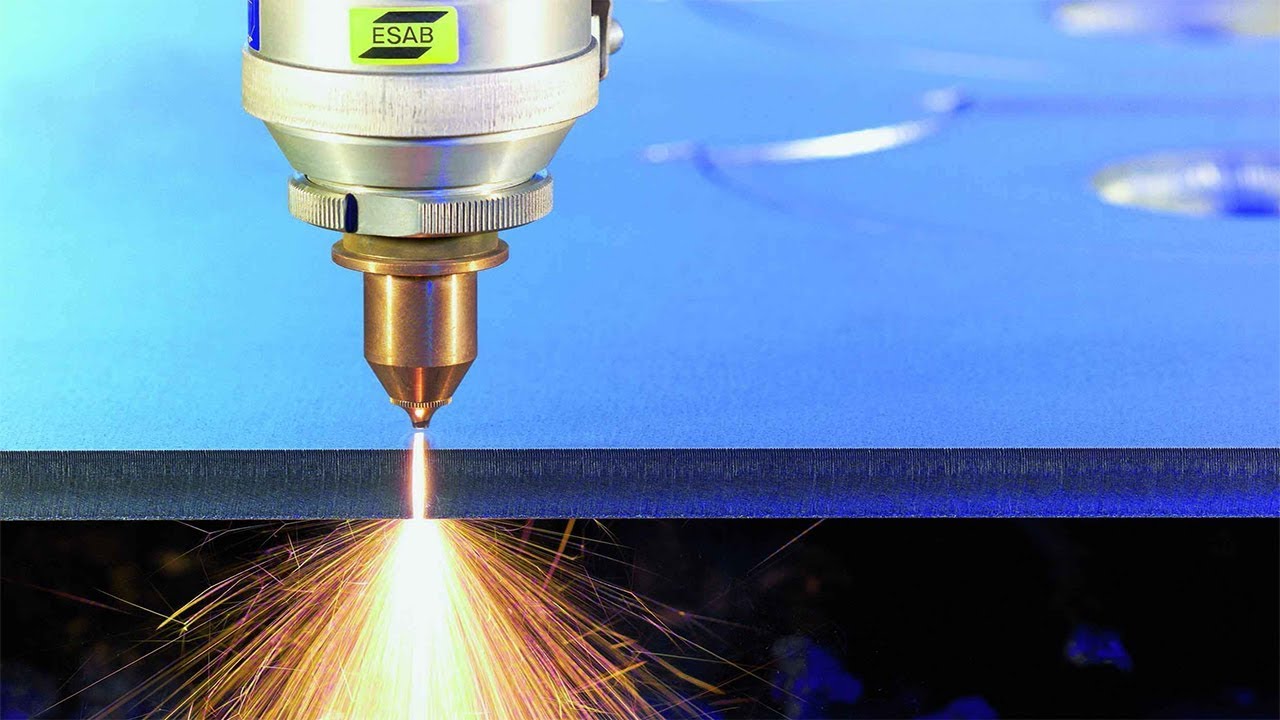 В качестве активной среды здесь выступают газы.
В качестве активной среды здесь выступают газы.
Станки для лазерной сварки метала можно купить здесь – http://lasergu.ru/katalog-category/lazernaya-svarka
Таким способом можно выделить еще две разновидности:
- Импульсная лазерная сварка скапливает большое количество энергии, а затем все накопленное воздействует на место соединение за короткий промежуток времени. Данная технология отлично подходит для металлов, которые сильно подвержены деформациям. Воздействие силы происходит преимущественно на поверхность, так что исключается глубокое проникновение. Импульсные установки обладают более высокой стоимостью, чем непрерывные.
Импульсная лазерная сварка
- Непрерывная лазерная сварка предназначена для создания сплошных швов, которые могут делаться не только поверхностно, но и глубокими. Зона проплавления почти не зависит от глубины и практически всегда остается узкой.
Непрерывная лазерная сварка
Технология
Лазерная сварка проводится путем воздействия лазерного излучения, сфокусированного пучком небольшого сечения. Частично этот пучок отражается от поверхности, но большая часть его проникает в основной металл. При проникновении происходит поглощение энергии, после чего металл нагревается и расплавляется, если достиг определенной температуры. Благодаря этому и формируется сварочный шов.
Частично этот пучок отражается от поверхности, но большая часть его проникает в основной металл. При проникновении происходит поглощение энергии, после чего металл нагревается и расплавляется, если достиг определенной температуры. Благодаря этому и формируется сварочный шов.
«Важно!
Уменьшение мощности зачастую происходит путем расфокусировки пучка, что не делает процесс более экономичным.»
Сварка производится в любом пространственном положении. Сварка производится при помощи дополнительных присадочных материалов, в качестве которых выступает сварочная проволока, порошок или лента. Условно технологию процесса можно разделить на:
- Макросварку – когда толщина проплавления составляет более 1 мм;
- Минисварку – когда толщина проплавления лежит в диапазоне 0,1-1 мм;
- Микросварку – при толщине проплавления до 0,1 мм.
Для проведения процесса не нужно создавать условия вакуума. Также не стоит использовать газовую среду в качестве защиты, так как это может привести преломлению и экранированию лазерного луча. При воздействии на кромки, луч оплавляет их, благодаря чему получается припой из того же материала, что и сделана сама заготовка. Регулировка силы пучка зависит от его плотности, так что при высокой концентрации можно добиться максимально высокой тонкости, которая практически не достижима для других видов сварки. В большинстве случаев лазерная сварка является автоматическим процессом и, кроме как для настроек и установки деталей, человеческий труд не требуется.
При воздействии на кромки, луч оплавляет их, благодаря чему получается припой из того же материала, что и сделана сама заготовка. Регулировка силы пучка зависит от его плотности, так что при высокой концентрации можно добиться максимально высокой тонкости, которая практически не достижима для других видов сварки. В большинстве случаев лазерная сварка является автоматическим процессом и, кроме как для настроек и установки деталей, человеческий труд не требуется.
Лазерный станок для ювелирной сварки и пайки Sekirus P04 можно заказать здесь http://lasergu.ru/product/lazernyj-stanok-dlya-yuvelirnoj-svarki-i-pajki/
Техника безопасности
Применение лазерной сварки во многом является безопасным процессом, так как человек не контактирует с ней непосредственно, как это происходит при ручной дуговой. Но здесь есть свой ряд особенностей, которые может привести к травмам, если не применять технику безопасности. Главным правилом является недопущение попадание на пути лазера посторонних предметов. Здесь очень тонкий луч обладает высоким уровнем энергии, так что человеческая рука или еще что-либо, может быть очень легко пропалена. Перед использованием установки всегда нужно проверять ее работоспособность и исправность, чтобы не возникло ни каких проблем. Вблизи не должны находиться ни какие легко возгораемые предметы.
Главным правилом является недопущение попадание на пути лазера посторонних предметов. Здесь очень тонкий луч обладает высоким уровнем энергии, так что человеческая рука или еще что-либо, может быть очень легко пропалена. Перед использованием установки всегда нужно проверять ее работоспособность и исправность, чтобы не возникло ни каких проблем. Вблизи не должны находиться ни какие легко возгораемые предметы.
Стандарты
Данный процесс должен проводиться согласно определенным стандартам. Определяющим здесь является ГОСТ 28915-91. В нем прописаны все данные, необходимые для качественной импульсной сварки лазером, точечных соединений, а также все типы получаемых соединений, их параметры и так далее.
Особенности лазерной сварки стали
Сначала происходит очищение поверхности металлической заготовки от окалин, грязи, ржавчины и прочих посторонних веществ. Не допускается, чтобы на стали находилась влага. Зачистка осуществляется при помощи щеток по металлу. После зачистки поверхность желательно обезжирить. Затем идет подгонка деталей под сварку, чтобы кромки плотно прилегали друг к другу. Зазор если и должен быть, то его берут минимальным, около 5% от толщины свариваемого металла. при сборке используются прихватки. Здесь лучше использовать стыковое соединение, а не нахлесточное.
Затем идет подгонка деталей под сварку, чтобы кромки плотно прилегали друг к другу. Зазор если и должен быть, то его берут минимальным, около 5% от толщины свариваемого металла. при сборке используются прихватки. Здесь лучше использовать стыковое соединение, а не нахлесточное.
Схема лазерной сварки
Заключение
Сварка лазером относится к узкоспециализированным процессам. Ее технология является очень сложной, так как нужно знать множество нюансов самой техники. Дороговизна аппаратов делает ее трудно доступной для многих сфер, кроме тех, где она действительно востребована.
Обзор характеристик ванны расплава при лазерной сварке металлов
Лазерная сварка металлов включает образование ванны расплава и последующее быстрое затвердевание, что приводит к изменению свойств и микроструктуры свариваемого металла. Понимание и прогнозирование взаимосвязей между параметрами процесса лазерной сварки, такими как скорость лазера и мощность сварки, а также характеристиками ванны расплава, были предметом многих исследований в литературе, поскольку эти знания имеют решающее значение для управления и улучшения лазерной сварки. Последние достижения в процессах аддитивного производства металлов возродили интерес к исследованиям ванн расплава, поскольку во многих из этих процессов изготовление деталей включает небольшие движущиеся бассейны расплава. Настоящая работа представляет собой критический обзор литературы по экспериментальным и модельным исследованиям лазерной сварки с акцентом на влияние параметров процесса на геометрию, термодинамику, гидродинамику, микроструктуру и характеристики пористости ванны расплава. Эти данные могут использоваться в будущих экспериментальных исследованиях лазерной сварки и могут быть использованы для проверки и подтверждения результатов, полученных в будущих исследованиях моделирования ванны расплава.
Последние достижения в процессах аддитивного производства металлов возродили интерес к исследованиям ванн расплава, поскольку во многих из этих процессов изготовление деталей включает небольшие движущиеся бассейны расплава. Настоящая работа представляет собой критический обзор литературы по экспериментальным и модельным исследованиям лазерной сварки с акцентом на влияние параметров процесса на геометрию, термодинамику, гидродинамику, микроструктуру и характеристики пористости ванны расплава. Эти данные могут использоваться в будущих экспериментальных исследованиях лазерной сварки и могут быть использованы для проверки и подтверждения результатов, полученных в будущих исследованиях моделирования ванны расплава.
1. Введение
Лазер — это когерентный однофазный луч света с одной длиной волны (монохроматический) с малой расходимостью луча и высоким энергосодержанием, который выделяет тепло при попадании на металлическую поверхность. Появление в 1970-х годах лазеров большой мощности (несколько кВт) [1] открыло двери для многих областей применения в металлообработке, которые раньше выполнялись с использованием обычных источников тепла с высокой плотностью потока, таких как реактивные газовые струи, электрические разряды. , и плазменные дуги. Одним из применений лазеров для металлообработки является лазерная сварка, для которой требуется удельная мощность> 10 3 кВт · см −2 [2].При лазерной сварке две соседние или уложенные друг на друга металлические детали соединяются друг с другом путем плавления деталей по линии сварки; обычно процесс проводится в потоке инертного газа с добавлением материала в линию сварки или без него. Движущийся расплавленный объем называется плавильной ванной (рис. 1). Размер этой ванны, который составляет порядка 1 мм, зависит от многих переменных, таких как материал, мощность лазера и скорость сварки.
, и плазменные дуги. Одним из применений лазеров для металлообработки является лазерная сварка, для которой требуется удельная мощность> 10 3 кВт · см −2 [2].При лазерной сварке две соседние или уложенные друг на друга металлические детали соединяются друг с другом путем плавления деталей по линии сварки; обычно процесс проводится в потоке инертного газа с добавлением материала в линию сварки или без него. Движущийся расплавленный объем называется плавильной ванной (рис. 1). Размер этой ванны, который составляет порядка 1 мм, зависит от многих переменных, таких как материал, мощность лазера и скорость сварки.
Глубокий объем непосредственно под областью фокусировки лазера называется замочной скважиной, внутри которой высокая энергия лазера создает скорость нагрева> 10 9 К · с −1 [3].Таким образом, материал в замочной скважине быстро плавится и даже закипает, создавая вокруг него металлическую плазму. Кипячение материала увеличивает поглощение энергии лазера материалом, поскольку оно превращает замочную скважину в черное тело [4].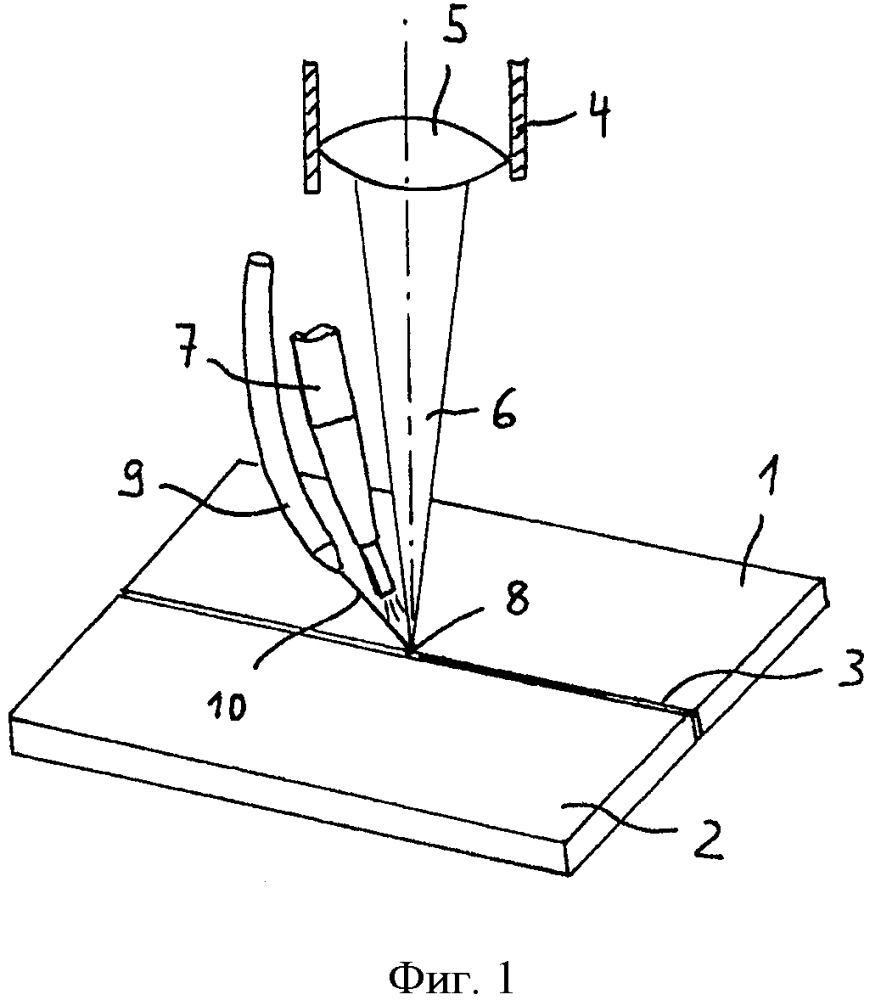 Количество поглощенной энергии в материале экспоненциально уменьшается по толщине, как и предсказывается законом Бера – Ламберта. Меньшая часть поглощенной энергии отводится от поверхности за счет переизлучения и конвекции, а остальная часть попадает в подложку.Сильное давление отдачи, создаваемое испарением материала в замочной скважине, создает струю пара и поток жидкости в замочной скважине и ванне с расплавом (Рисунок 1) [5]. Кроме того, окружающая область ванны расплава, которая все еще находится в твердом состоянии, будет достигать достаточно высоких температур, чтобы изменить микроструктуру материала или вызвать фазовое превращение в твердом состоянии, в зависимости от термодинамики материала. Эта зона называется зоной термического влияния (HAZ). В дальнейшем мы используем термин «ванна расплава» для обозначения комбинации замочной скважины, области расплавленного металла (MMA) и HAZ.Механизмы лазерной сварки можно разделить на две категории в зависимости от наличия замочной скважины: режим замочной скважины и режим проводимости.
Количество поглощенной энергии в материале экспоненциально уменьшается по толщине, как и предсказывается законом Бера – Ламберта. Меньшая часть поглощенной энергии отводится от поверхности за счет переизлучения и конвекции, а остальная часть попадает в подложку.Сильное давление отдачи, создаваемое испарением материала в замочной скважине, создает струю пара и поток жидкости в замочной скважине и ванне с расплавом (Рисунок 1) [5]. Кроме того, окружающая область ванны расплава, которая все еще находится в твердом состоянии, будет достигать достаточно высоких температур, чтобы изменить микроструктуру материала или вызвать фазовое превращение в твердом состоянии, в зависимости от термодинамики материала. Эта зона называется зоной термического влияния (HAZ). В дальнейшем мы используем термин «ванна расплава» для обозначения комбинации замочной скважины, области расплавленного металла (MMA) и HAZ.Механизмы лазерной сварки можно разделить на две категории в зависимости от наличия замочной скважины: режим замочной скважины и режим проводимости. Сварка в режиме «замочная скважина» более распространена, поскольку при этом образуются узкие зоны термического влияния. Однако колебания и закрытия замочной скважины приводят к нестабильности ванны расплава, что приводит к образованию пор в зонах сварки. С другой стороны, в режиме проводимости больше стабильности, поскольку испарение минимально. Сварные швы в режиме проводимости производятся с использованием лазерных лучей малой мощности; как таковые, эти сварные швы имеют меньшую глубину, чем сварные швы в режиме замочной скважины [6].В центре внимания этого обзора — лазерная сварка в режиме замочной скважины.
Сварка в режиме «замочная скважина» более распространена, поскольку при этом образуются узкие зоны термического влияния. Однако колебания и закрытия замочной скважины приводят к нестабильности ванны расплава, что приводит к образованию пор в зонах сварки. С другой стороны, в режиме проводимости больше стабильности, поскольку испарение минимально. Сварные швы в режиме проводимости производятся с использованием лазерных лучей малой мощности; как таковые, эти сварные швы имеют меньшую глубину, чем сварные швы в режиме замочной скважины [6].В центре внимания этого обзора — лазерная сварка в режиме замочной скважины.
Характеристики ванны расплава напрямую влияют на качество сварного шва, например, пористость в сварном шве с помощью термодинамики в замочной скважине и остаточных напряжений с помощью термомеханики HAZ. В результате одной из основных целей многих исследований является понимание взаимосвязи между качеством сварки и параметрами процесса лазерной сварки (такими как тип лазера и мощность лазера), температурой подложки и характеристиками ванны расплава [7–12]. Существуют различные типы лазеров, три из которых широко используются: это легированный неодимом иттрий-алюминиевый гранат (Nd: YAG), CO 2 и аргоновые лазеры. Лазеры различаются по характеристикам, таким как максимальная выходная мощность и частота следования импульсов, которые они могут обеспечить, и поэтому выбор лазера должен основываться на рассматриваемом применении. Например, Morgan et al. [13] провели эксперименты по анализу плотности на нержавеющей стали 316L и предпочли лазер Nd-YAG лазеру CO 2 из-за повышенного поглощения 1.064 металлическим порошком по сравнению с более длинной волной (10,64) [14].
Существуют различные типы лазеров, три из которых широко используются: это легированный неодимом иттрий-алюминиевый гранат (Nd: YAG), CO 2 и аргоновые лазеры. Лазеры различаются по характеристикам, таким как максимальная выходная мощность и частота следования импульсов, которые они могут обеспечить, и поэтому выбор лазера должен основываться на рассматриваемом применении. Например, Morgan et al. [13] провели эксперименты по анализу плотности на нержавеющей стали 316L и предпочли лазер Nd-YAG лазеру CO 2 из-за повышенного поглощения 1.064 металлическим порошком по сравнению с более длинной волной (10,64) [14].
Locke et al. [15] выполнил один из первых экспериментов по лазерной сварке металлов. Они использовали уровни мощности лазера 8 кВт и 20 кВт, что привело к глубине проникновения и скорости, которые ранее были невозможны. Достигнутая глубина проникновения составила 12,7 мм при соотношении 2,54 м · мин -1 в зоне плавления 5: 1 по глубине и средней ширине в нержавеющей стали 304 при уровне мощности лазера 20 кВт. Состояние лазерной сварки металлов и связанные с ними характеристики ванны расплава в те первые дни исследований были рассмотрены Мазумдером в 1982 году [2] и в 1987 году [16].С тех пор лазерная сварка металлов значительно продвинулась во многих аспектах, таких как сварочные материалы, мониторинг процессов, компьютерное моделирование и качество. В литературе есть несколько обзорных статей, посвященных последним достижениям в лазерной сварке металлов. В 1989 году Дэвид и Витек [17] сосредоточились на поведении затвердевания ванны расплава и исследовали корреляцию между микроструктурой металла шва и параметрами затвердевания, такими как скорость роста кристаллов и, как следствие, скорости охлаждения границы раздела.Они представили диаграмму, показывающую изменение микроструктуры сварного шва в зависимости от скорости охлаждения, скорости роста и комбинации (ей) этих переменных. В 2003 году Cao et al. В [18, 19] дан обзор исследований и достижений в области лазерной сварки деформируемых алюминиевых сплавов.
Состояние лазерной сварки металлов и связанные с ними характеристики ванны расплава в те первые дни исследований были рассмотрены Мазумдером в 1982 году [2] и в 1987 году [16].С тех пор лазерная сварка металлов значительно продвинулась во многих аспектах, таких как сварочные материалы, мониторинг процессов, компьютерное моделирование и качество. В литературе есть несколько обзорных статей, посвященных последним достижениям в лазерной сварке металлов. В 1989 году Дэвид и Витек [17] сосредоточились на поведении затвердевания ванны расплава и исследовали корреляцию между микроструктурой металла шва и параметрами затвердевания, такими как скорость роста кристаллов и, как следствие, скорости охлаждения границы раздела.Они представили диаграмму, показывающую изменение микроструктуры сварного шва в зависимости от скорости охлаждения, скорости роста и комбинации (ей) этих переменных. В 2003 году Cao et al. В [18, 19] дан обзор исследований и достижений в области лазерной сварки деформируемых алюминиевых сплавов. Они рассмотрели результаты, касающиеся влияния набора параметров, которые они разделили на три категории (параметры, связанные с лазером, технологическим процессом и материалом), на качество сварки. Они количественно оценили качество сварного шва по металлургическим микроструктурам и дефектам, таким как пористость, растрескивание, оксидные включения и потери легирующих элементов, а также по механическим свойствам сварного шва, таким как твердость, предел прочности, усталостная прочность и формуемость.В 2005 году Шао и Ян [20] рассмотрели методы оперативного мониторинга для проверки процесса лазерной сварки, подчеркнув преимущества и ограничения акустических, оптических, визуальных, тепловых и ультрасовременных решений для лазерной сварки
Они рассмотрели результаты, касающиеся влияния набора параметров, которые они разделили на три категории (параметры, связанные с лазером, технологическим процессом и материалом), на качество сварки. Они количественно оценили качество сварного шва по металлургическим микроструктурам и дефектам, таким как пористость, растрескивание, оксидные включения и потери легирующих элементов, а также по механическим свойствам сварного шва, таким как твердость, предел прочности, усталостная прочность и формуемость.В 2005 году Шао и Ян [20] рассмотрели методы оперативного мониторинга для проверки процесса лазерной сварки, подчеркнув преимущества и ограничения акустических, оптических, визуальных, тепловых и ультрасовременных решений для лазерной сварки
| Применение импульсных и непрерывных волоконных лазеров
Лазерная сварка — это процесс сварки материалов вместе, будь то одно или несколько одинаковых или разнородных материалов. Лазерная сварка, известная своей повышенной прочностью сварных швов, — это применение, которое компании просто не могут позволить себе игнорировать по причинам качества и стоимости.
Независимо от материала, толщины или различия металлов, сварка — это область применения, которую могут выполнять наши лазеры Pulsed и Continuous Wave (CW) . От топливных элементов и батарей до тонких проводов для производства медицинских устройств — если ваша цель — усовершенствовать свои технологии обработки, тогда не ищите ничего, кроме нашего ассортимента импульсных и непрерывных волоконных лазеров. Эти лазеры также могут использоваться для многих других целей, таких как сверление, маркировка, резка и т. Д.все это можно запрограммировать в непрерывный процесс.
Воспользуйтесь нашей технологией «установил и забыл», которая не требует обслуживания и повторной центровки. Наши волоконные лазеры поставляются в виде комплектов в 19-дюймовых конфигурациях и для большинства клиентов экономят большое пространство по сравнению с предыдущими технологиями.
Чтобы прочитать часто задаваемые вопросы о сварке волоконным лазером SPI Lasers, щелкните эту ссылку. Для получения дополнительной информации о возможностях лазеров SPI для сварочных целей см. Полный список аналитических материалов по применению, который подробно описан ниже.
Для получения дополнительной информации о возможностях лазеров SPI для сварочных целей см. Полный список аналитических материалов по применению, который подробно описан ниже.
нс Сварка — революция в сварочной технике
Лазерная сварка — это хорошо зарекомендовавший себя промышленный процесс, но до недавнего времени он выполнялся с использованием импульсов непрерывной волны (CW) или миллисекунд (мс).Импульсные нс-волоконные лазеры традиционно использовались для маркировки, гравировки и даже резки — все они основаны на абляционной обработке, выгодно отличающейся высокой пиковой мощностью и малой длительностью импульса. Использование этих лазеров для сварки, возможно, нелогично, но это работает! Используя высокое перекрытие и высокие частоты, можно достичь условий обработки, которые создают прочные соединения в металлах.
На самом деле, с помощью технологии ns сварки можно сваривать практически любой металл или комбинацию металлов, включая металлы с высокой отражающей способностью и проводимость.Это всегда было проблемой из-за образования хрупких интерметаллических фаз, делающих некоторые комбинации металлов практически несвариваемыми! Процесс ns-сварки преодолевает эти проблемы за счет большего контроля подводимого тепла и образования очень маленькой контролируемой зоны плавления.
Процесс сварки ns является патентованным процессом SPI и защищен несколькими патентами и патентными заявками.
Использование в промышленности
Решения для лазерной сварки наиболее часто используются в крупных отраслях промышленности, таких как автомобильная промышленность и производство. Этот процесс чрезвычайно популярен, когда одни и те же сварочные операции выполняются многократно / непрерывно и могут быть легко интегрированы в другие процессы. Это также делает решения для лазерной сварки чрезвычайно популярными и в других отраслях промышленности, таких как электроника, машиностроение, медицина (бесконтактный аспект процесса важен для обеспечения стерильности), аэрокосмическая промышленность (включая освоение космоса), ювелирные изделия и производство. Сварка с использованием лазеров также может использоваться для многих других процессов, таких как производство топливных элементов, батарей и тонких проводов для медицинских устройств и других целей.Использование лазеров значительно снижает риск травм обслуживающего персонала, так как они будут находиться на значительном удалении от зоны сварки.
Этот процесс чрезвычайно популярен, когда одни и те же сварочные операции выполняются многократно / непрерывно и могут быть легко интегрированы в другие процессы. Это также делает решения для лазерной сварки чрезвычайно популярными и в других отраслях промышленности, таких как электроника, машиностроение, медицина (бесконтактный аспект процесса важен для обеспечения стерильности), аэрокосмическая промышленность (включая освоение космоса), ювелирные изделия и производство. Сварка с использованием лазеров также может использоваться для многих других процессов, таких как производство топливных элементов, батарей и тонких проводов для медицинских устройств и других целей.Использование лазеров значительно снижает риск травм обслуживающего персонала, так как они будут находиться на значительном удалении от зоны сварки.
Сварка разнородных металлов (то есть металлов, которые естественным образом отталкивают друг друга) всегда была сложной задачей, но эта проблема сварки была решена с появлением сварочных аппаратов с волоконным лазером. Точно так же сварка волоконным лазером превзошла сварку отражающих металлов (например, меди и алюминия).
Точно так же сварка волоконным лазером превзошла сварку отражающих металлов (например, меди и алюминия).
Решения для лазерной сварки наиболее часто используются в крупных отраслях промышленности, таких как автомобильная промышленность и производство.Этот процесс чрезвычайно популярен, когда одни и те же сварочные операции выполняются многократно / непрерывно и могут быть легко интегрированы в другие процессы. Это также делает решения для лазерной сварки чрезвычайно популярными и в других отраслях, например, в электронике, машиностроении, медицине, автомобилестроении, ювелирном деле и производстве.
Преимущества процесса
Есть много преимуществ , связанных со сваркой лазером ..jpg) В отличие от традиционных сварочных решений, лазеры всегда гарантируют одинаковую точность, абсолютно бесшовные и косметически привлекательные соединения, а также обеспечивают возможность сварки даже самых сложных требований. Лазерная сварка идеально подходит для производственных процессов, где постоянство в сочетании с повторяемостью гарантирует 100% точность, которую трудно воспроизвести с помощью традиционных технологий производства. Прочность соединений при лазерной сварке очень ценится даже при сварке разнородных металлов.
В отличие от традиционных сварочных решений, лазеры всегда гарантируют одинаковую точность, абсолютно бесшовные и косметически привлекательные соединения, а также обеспечивают возможность сварки даже самых сложных требований. Лазерная сварка идеально подходит для производственных процессов, где постоянство в сочетании с повторяемостью гарантирует 100% точность, которую трудно воспроизвести с помощью традиционных технологий производства. Прочность соединений при лазерной сварке очень ценится даже при сварке разнородных металлов.
Сварочный процесс также популярен для изготовления прецизионных деталей, особенно в медицинской и электронной промышленности. Чрезвычайно низкий уровень тепловых искажений невозможно воспроизвести традиционным способом, что является еще одним преимуществом лазерной сварки, как и возможность сварки в «труднодоступных» местах. Как правило, нет необходимости использовать флюс или присадочные материалы, так как сварочные соединения можно запрограммировать на работу без необходимости в них, что устраняет необходимость в очистке после обработки.
Дополнительную информацию о преимуществах сварки волоконным лазером можно найти здесь.
Посмотреть видеоролик SPI Lasers — « Лазерная точечная сварка меди и нержавеющей стали »
«Application Insights» — подробные статьи по конкретным приложениям.
«Открытки для приложений» — это краткая информация о конкретных приложениях, разработанная так, чтобы ее можно было легко усвоить за считанные минуты.
Фильтр по материалу: Просмотреть всеАлюминий латунь Кирпич Углеродное волокно Керамика Медь Железо Украшения Каптон Мягкая сталь Пластик Серебро Нержавеющая сталь Титан Вольфрам
Фильтр по продукту: Просмотреть всеCW Laser Pulsed
Сварка с волоконным лазером применяется в различных отраслях промышленности, чтобы помочь таким формам производства, которые могут выиграть от точности, повторяемости и эффективности, которые она предлагает по сравнению с традиционными методами сварки. В автомобильном контексте … читать дальше>
В автомобильном контексте … читать дальше>
АВТОР: Д-р Джек Габздил, вице-президент по маркетингу и развитию бизнеса, SPI Lasers В современной промышленности растет спрос на эффективное механическое и / или электрическое микросоединение тонких металлических материалов. Есть много площадей … читать дальше>
Процесс лазерной сварки находит широкое применение в коммерческих целях и дает различные преимущества по сравнению с традиционными альтернативами.От толстых пластин до тонких проводов, используемых в чувствительной маломасштабной электронике … читать дальше>
В 2019 году компания Pyramid Engineering обратилась к SPI Lasers с просьбой о поставке оценочного лазера для новой сварочной системы, разрабатываемой для телекоммуникационного заказчика (рис. 1). Как ведущий разработчик и интегратор систем высокоточной сварки… читать дальше>
1). Как ведущий разработчик и интегратор систем высокоточной сварки… читать дальше>
Лазерная резка, лазерное сверление, лазерная абляция — существует столько различных процессов, которые можно применять с помощью лазера, что иногда бывает трудно отделить древесину от деревьев. Здесь мы постараемся прорезать всю бессвязную болтовню, технические разговоры … читать дальше>
Недавнее внедрение высокомощных одномодовых волоконных лазеров расширило возможности колебательной сварки до такой степени, что она может быть конкурентоспособной с многомодовой сваркой большой мощности.Более точный контроль профиля сварного шва и тепловложения может … читать дальше>
Импульсные лазеры нс наиболее известны для маркировки, гравировки и других абляционных процессов. Их использование для соединения металлов является относительно новым и открывает новые возможности благодаря уникальному управлению подводом тепла, предлагаемому этими лазерными источниками. Их низкая … читать дальше>
Дифференциалы — важный компонент, который понадобится каждому электромобилю.Производители автомобилей наращивают свои возможности, и одним из важных требований является массовое производство дифференциалов для растущего рынка электромобилей …. читать дальше>
Лазерная сварка — это метод, широко используемый в крупносерийном промышленном производстве как метод соединения металлических материалов. Благодаря использованию лазерного луча, сконцентрированного в сфокусированном пятне высокой интенсивности, лазерная сварка предлагает множество преимуществ по сравнению с другими… читать дальше>
Зачем нужны шпильки? Многие производители электромобилей переходят на технологию медных шпилек вместо медной обмотки при производстве статоров транспортных средств. Шпилька вставляется в статор и шпилька / статор привариваются … читать дальше>
Лазерная сварка металла — это лишь один из многих процессов на основе лазера, которые можно выполнить с помощью волоконного лазера.В этом приложении лазерный луч нацелен на сплавление двух металлических предметов вместе для создания прочного, долговечного и постоянного соединения … читать дальше>
Основным требованием современной обрабатывающей промышленности и других отраслей является многофункциональность обработки. Именно здесь обработка становится возможной с помощью инструмента, который выполняет более одной функции в одном месте.Один из таких примеров … читать дальше>
Лазерная сварка обеспечивает эффективный и стабильный процесс благодаря своей высокой точности и высокой производительности, что находит применение в электронной и автомобильной промышленности. Традиционно для лазерной сварки используется неподвижная сварочная головка с … читать дальше>
Лазерная сварка с использованием волоконного лазера помогла еще больше трансформировать многие производственные процессы благодаря своей способности выполнять задачи, которые ранее были трудными или даже невозможными.Ищем ответы на некоторые из наиболее часто … читать дальше>
Волоконная лазерная сварка — это один из многих лазерных процессов, который используется для соединения различных материалов путем создания прочного сварного шва между ними. Хотя это чаще всего используется для металлов, это процесс, который не ограничивается только этим типом … читать дальше>
Аэрокосмическая промышленность, пожалуй, одна из самых коммерчески важных в современную эпоху.Он оказал глубокое влияние на многие другие сферы жизни общества, включая путешествия, бизнес и транспортировку товаров и услуг. Не говоря уже о его роли в … читать дальше>
Полупроводниковая промышленность в последние годы продолжала набирать обороты, учитывая стремительный рост количества бытовой электроники, появившейся на рынке.Этот рост вызвал потребность в более эффективных и … читать дальше>
Сварка волоконным лазером стала важным и широко используемым процессом во многих отраслях промышленности по всему миру. От электроники до аэрокосмической промышленности — это метод, который изменил способ развития секторов и … читать дальше>
Электронная промышленность быстро приобрела известность в последние десятилетия.Первое электронное устройство было изобретено еще в 1835 году, но тогда преимущества таких устройств еще не были полностью поняты. С тех пор сектор … читать дальше>
Само собой разумеется, что медицинская промышленность — одна из самых важных в современном обществе, и все мы в какой-то момент своей жизни полагались на нее. Это огромная отрасль, охватывающая множество областей, и все они есть… читать дальше>
Как мы уже говорили ранее, сварка разнородных металлов возникает, когда металлы, которые естественно сопротивляются друг другу, успешно свариваются. Линейка волоконных лазеров SPI идеально подходит для сварки металлов, в том числе разнородных, что составляет … читать дальше>
Первая батарея была изобретена много-много лет назад, а ее история восходит к 1800 году, когда итальянский физик Алессандро Вольта создал первую современную батарею.С тех пор батарея росла медленно, просто потому что не было … читать дальше>
Наши клиенты здесь, в SPI Lasers, часто задают нам вопрос: «Что такое сварка разнородных металлов?» Учитывая, что термин «несходный» предполагает, что рассматриваемые металлы чрезвычайно разные, простительно думать, что он должен … читать дальше>
Во многих отраслях тяжелой промышленности по всему миру в последние годы наблюдается стремительный рост темпов, с которыми они должны возвращать продукцию из-за гораздо более высокого спроса.В то же время многие из этих продуктов имеют десятки различных … читать дальше>
Автомобильная промышленность продолжает набирать обороты, так как спрос на автомобили и их использование продолжают расти. Он связан со многими другими отраслями, в которых мы работаем, такими как электроника и аккумуляторы … читать дальше>
Сварка разнородных металлов, по сравнению с традиционной лазерной сваркой, представляет собой соединение двух отдельных металлов, которые обычно не свариваются, поскольку они имеют разные химические и механические свойства и относятся к разным системам сплавов…. читать дальше>
Волоконные лазерыпревратились в исключительно надежные и стабильные промышленные инструменты. Эти лазеры обладают уникальными возможностями, которые обеспечивают широкий спектр высококачественных процессов микрообработки; Особый интерес здесь вызывает их способность производить … читать дальше>
Сегодня многие компании используют лазеры для сварки деталей на этапе производства и проектирования изделий.Эти компании представляют широкий спектр промышленных секторов, включая медицинскую, автомобильную и аэрокосмическую. Есть много причин, по которым лазерная сварка … читать дальше>
Лазерная сварка обычно выполняется без присадочных металлов, поэтому детали должны иметь хорошее прилегание с зазором, составляющим менее 15% толщины самого тонкого компонента. Детали должны быть относительно чистыми, так как сварка происходит очень быстро, и не время до прогорания… читать дальше>
Работая со всеми основными поставщиками телекоммуникационных услуг для достижения необходимой для этих устройств прецизионной лазерной сварки, включая разработку специальных форм импульсов, мы имеем идеальные возможности для использования наших навыков и опыта для оказания помощи любому … читать дальше>
Для сборки датчикатребуются очень высокие технологии как в сенсорной технологии, так и в упаковке, чтобы создать прочную, маленькую и точную систему, способную выжить в агрессивной среде.Раньше эти датчики могли быть больше и использовать прокладки или … читать дальше>
Волоконно-оптические лазеры средней и большой мощности, работающие в диапазоне 1 мкм, доказали свою способность резать и сваривать широкий спектр металлов при промышленной обработке материалов. В этом приложении мы рассматриваем … читать дальше>
Большая часть рынка лазерной сварки тонкого сечения традиционно достигается с использованием твердотельной технологии Nd: YAG с ламповой накачкой (FPSS), но есть альтернатива…. Микросварка волоконным лазером Многочисленные преимущества Fiber … читать дальше>
Поскольку медицинская промышленность продолжает требовать меньших и более сложных компонентов и устройств, возрастает проблема их производства. Производственные преимущества волоконных лазеров по сравнению с традиционными технологиями с точки зрения качества луча… читать дальше>
Волоконные лазерыпревратились в исключительно надежные и стабильные промышленные инструменты. Эти лазеры обладают уникальными возможностями, которые позволяют усовершенствовать широкий спектр промышленных и производственных процессов. Это примечание по применению выглядит в … читать дальше>
Волоконные лазерыпревратились в исключительно надежные и стабильные промышленные инструменты.Эти лазеры обладают уникальными возможностями, которые позволяют выполнять широкий спектр высококачественных процессов микрообработки; Здесь интересна их способность производить … читать дальше>
Несмотря на то, что наблюдается заметный рост использования альтернативных источников энергии, таких как ветряные турбины и солнечные элементы, одна из технологий, похоже, — это будущее производства электроэнергии — топливные элементы.Диапазон применения топливных элементов … читать дальше>
Поскольку медицинская промышленность продолжает требовать меньших и более сложных компонентов и устройств, возрастает проблема их производства. Сварка тонкой проволокой используется в производстве широкого спектра медицинских устройств, начиная от … читать дальше>
Волоконные лазерыпроникают на рынок прецизионной лазерной сварки.Для прецизионных сварных деталей в медицинской или компьютерной промышленности требуются сварные швы очень высокого качества, но с относительно низким проплавлением, обычно толщиной менее 0,1 мм. Средняя мощность … читать дальше>
Волоконные лазерыпревратились в исключительно надежные и стабильные промышленные инструменты. Эти промышленные лазеры обладают уникальными возможностями, которые позволяют выполнять широкий спектр высококачественных процессов микрообработки; Здесь интересна их способность производить высокие… читать дальше>
Чтобы в полной мере реализовать преимущества промышленной сварки волоконным лазером, конструкция изделий может быть изменена для снижения веса, размеров, стоимости и воздействия на окружающую среду. Конечно, ни одна технология соединения материалов не может решить все соединения … читать дальше>
Во многих приложениях конечного пользователя требуется конфигурация для стыковой сварки (по функциональным / эстетическим причинам).Хотя с точки зрения технологического процесса он требует наименьшего тепловложения, обеспечивает наименьшую ЗТВ и максимальную скорость, места стыковой сварки … читать дальше>
Сварка волоконным лазеромпозволяет выполнять прямое соединение серебра без пайки или пайки, сохраняя целостность и чистоту сплава основного металла. Использование серебра, как и других тугоплавких металлов, давно пользуется спросом из-за его эстетики и качества… читать дальше>
Возможность импульсной модуляции наших низкомодовых волоконных лазеров CW обеспечивает плавный переход от Nd: YAG к волоконному лазеру для наиболее требовательных приложений. Благодаря нашему низкорежимному лазеру M2 ~ 4 мощностью 200 Вт, прецизионные приложения от медицинских устройств до … прочитайте больше>
Наш ассортимент непрерывных лазеров redPOWER может использоваться в широком спектре сварочных приложений.Однорежимное качество луча обеспечивает высокое качество, повторяемость сварного шва с большим технологическим интервалом. Этот сварной шов из нержавеющей стали внахлест (рисунок выше) использовал 0,6 мм … читать дальше>
Сварка волоконным лазеромимеет ряд преимуществ по сравнению с традиционными методами, включая минимальную усадку и деформацию, небольшую зону термического влияния (HAZ) и узкий сварной шов.Стыковые швы — чрезвычайно полезный процесс, который с помощью лазера … читать дальше>
Есть много способов, с помощью которых волоконные лазеры могут улучшить / улучшить сварочные процессы в самых разных отраслях промышленности. Здесь мы суммируем многие преимущества сварки волоконным лазером. В этом обзоре применения рассматриваются следующие темы: … читать дальше>
Лазерная сварка достигает возраста
Брэнсон, относительно новый игрок в области лазерной сварки, предлагает сварочный аппарат для одновременной сварки, который считается более экономичным в производстве с высокой производительностью.
Технология масковой сварки Leister делает ее более универсальной, позволяя создавать сложные и переменные поперечные сечения сварных швов.
Четко-прозрачная лазерная сварка только сейчас становится возможной благодаря технологии Clearweld от Gentex.
В Европе выполняется лазерная сварка сложных узлов автомобильной кабины.(Фото: Bielomatik)
Предыдущий следующийЛазерная сварка получает все большее распространение в качестве специального метода соединения пластиковых деталей, которые являются чувствительными (например, содержат печатные платы), имеют сложную геометрию или имеют строгие требования к чистоте (медицинские устройства). До сих пор большая часть этой деятельности приходилась на Европу. В США и Канаде переработчики пластмасс более осторожно относятся к стоимости лазерных технологий.Однако достижения в области лазерного оборудования и пластиковых материалов сейчас вызывают здесь больший интерес, и новые приложения должны быть запущены в 2002 году.
Лазеры давно используются для сварки металлов, а недавно появились в области резки и маркировки пластиков. Однако лазерное соединение пластмасс до сих пор сдерживалось отсутствием подходящего оборудования, ограничениями на полимеры и цвета, которые можно соединять, а также ограниченной осведомленностью о потенциале технологии.
Отличительной особенностью лазерной сварки является ее способность создавать точные, прочные, герметичные (воздухонепроницаемые и водонепроницаемые) швы, сводя к минимуму деградацию смолы, образование твердых частиц и повреждение поверхности детали вокруг сварного шва.В последние годы эта бесконтактная технология привлекла внимание европейских фирм, которые объединяют точные и дорогие детали.
В США лазерная сварка, по всей видимости, превратится в метод соединения для нишевых приложений, где она предлагает преимущества по стоимости или производительности по сравнению с проверенными альтернативами, такими как ультразвуковая, вибрационная сварка и сварка горячими пластинами. И все же его незнакомость остается серьезным препятствием для более широкого использования.
Новое лазерное оборудование снижает эти барьеры, как это было очевидно на выставке K 2001 в октябре прошлого года в Германии.На выставке европейские подразделения Bielomatik, Leister Technologies и Branson Ultrasonics представили более экономичные системы для пластмасс, чем когда-либо.
Более того, инновационные материалы и добавки позволяют лазерам сваривать детали в цветах, ранее недоступных для технологии. Теперь возможна лазерная сварка «черный-черный» и «прозрачный-прозрачный» благодаря новой технологии красителей. А поставщики материалов изменяют существующие составы, чтобы улучшить их пропускание или поглощение лазерного света.
Чистая, бережная, универсальная
Сварка с пропусканием лазера возможна, когда при соединении используются два материала, которые совершенно по-разному реагируют на лазерный свет (см. Схему). В методе используется ближний инфракрасный (NIR) свет с длинами волн от 810 до 1064 нм. Он проходит через одну (передающую в ближнем инфракрасном диапазоне) часть и затем поглощается второй (поглощающей в ближней инфракрасной области) частью, в то время как две части зажимаются вместе при низком давлении. Поглощающий материал преобразует ближний инфракрасный свет в тепло и плавится на границе раздела деталей, в то время как тепло также возвращается к сопрягаемой поверхности светопропускающей части, создавая зону сварки.Прочность соединений может превышать прочность исходных материалов.
Из-за затрат, говорит Пол Руни, менеджер по продукции лазерной сварки в Branson в Германии, «вам нужна веская причина для лазерной сварки». Его компания недавно добавила системы лазерной сварки к своим установкам для ультразвуковой, горячей листовой, вибрационной и центробежной сварки. По мнению Руни, отсутствие мусора при лазерной сварке способствует ее использованию в таких нишах, как регулируемые FDA медицинские детали, автомобильные и другие электронные датчики.
Лазерная сварка также значительно снижает вибрацию и термическую нагрузку на детали.Меньшее количество «встряхивания и запекания» означает меньшую деградацию деталей или внутренних компонентов сборки, чем при использовании других методов соединения. Фрэнк Бак, президент Bielomatik, говорит, что этот фактор открывает возможности для лазерной сварки уязвимых частей, таких как электронные датчики. Bielomatik является подразделением Bielomatik Leuze GmbH в Нойффене, Германия.
«С помощью лазера можно сваривать широкий спектр разнородных материалов», — добавляет Джерри Зибко, генеральный директор Leister. Он приводит пример соединения поликарбоната, пропускающего БИК, с 30% стеклонаполненным черным ПБТ.Зибко утверждает, что другие методы соединения не могут устранить столь широкие различия в структуре полимера, точках размягчения и армировании. Он добавляет, что лазерная сварка отлично подходит для сварки деталей со сложными (даже трехмерными) контурами и достижения участков, недоступных при использовании других методов соединения.
Развитие лазерных технологий в таких обширных областях, как оборона и медицина, помогает расширить ее роль в соединении пластмасс. Типы лазеров на диодах и Nd: YAG эволюционировали с середины 1990-х годов и стали весьма благоприятными для сварки пластмасс.Мощность этих лазеров значительно возросла, даже несмотря на то, что их стоимость снизилась примерно на 90% за последние пять лет. Было обнаружено, что большинство пластиков эффективно пропускают лазерный свет в полосах длин волн или около них, в которых обычно работают диодные (810–940 нм) и Nd: YAG (1064 нм) лазеры. (CO2-лазеры, однако, излучают длины волн, которые легко поглощаются пластмассой, что может привести к возгоранию).
Диодные и Nd: YAG лазеры также доказали свою универсальность при сварке пластмасс.Например, диодные лазеры могут быть объединены в массивы для создания сложных линейных сварных швов. Кроме того, диодные излучатели света могут быть объединены в пакеты для обеспечения мощности сварки, необходимой для конкретного применения.
Специально для пластмасс
Примером нового оборудования является новая линейка продуктов Leister Novolas, в которой используются мощные диодные лазеры, мощность каждого диода составляет 25 Вт или более. Novolas C — это аппарат для контурной или точечной сварки, который создает круговое пятно лазерной энергии, которое формируется и фокусируется оптическими устройствами.Пятно неподвижно, в то время как деталь направляется под лазером на запрограммированном столе X-Y с сервоприводом, так что лазерное пятно перемещается по всей линии сварки. (Хотя Leister делает это таким образом, можно также перемещать лазерное пятно вместо детали.) Novolas C имеет максимальную площадь сварки 250 x 250 мм. Контурная сварка очень гибкая с точки зрения соблюдения любой геометрии сварного шва, но выполняется относительно медленно.
Более быстрым методом является «одновременная» сварка, при которой лазерный луч коллимируется в линию или кривую, так что он может обнажить все соединение сразу.Ни балка, ни деталь не движутся. В моделях Leister Novolas S используется этот подход.
Несмотря на скорость, одновременная сварка ограничена с точки зрения геометрии сварного шва. Однако эту проблему можно решить с помощью нового варианта одновременной сварки Novolas M (маска) Leister. Leister поставляет индивидуальные маски из пленки, изготовленные методом фотолитографии. Стационарный лазерный луч нагревает только ту деталь, которая не закрыта маской. Преимущество состоит в том, что таким образом можно нагревать сварные швы со сложной геометрией, например круг или спираль.Кроме того, маска формирует тонкие и точные линии сварки, которые могут составлять всего 0,1 мм (4 мил), и ширина линии сварки не обязательно должна быть однородной. Считается, что система Novolas M хорошо подходит для микросоединения медицинских устройств. Он поставляется с автоматическим выравниванием маски с разрешением 2 микрона.
Зыбко из Leister говорит, что первоначальная настройка одновременной и масковой сварки занимает больше времени, чем для контурной сварки, но одновременная сварка считается более рентабельной в больших объемах.
Между тем компания Bielomatik приняла подход, называемый «квазиодновременной» сваркой, при которой используются твердотельные лазеры Nd: YAG мощностью от 70 до 250 Вт.QSLW использует высокоскоростные сканирующие зеркала для прохождения лазерного луча по всей линии сварки 40 раз в секунду. Сообщается, что система Bielomatik может создавать сварные швы толщиной от 0,1 мм.
Ряд систем Bielomatik Laser-Tec QSLW были доставлены или заказаны в Европе, а еще 30 проектов по всему миру находятся на продвинутой стадии планирования. Одно из текущих применений — электронные открыватели дверей для автомобилей Mercedes. Другие применения включают приводы с моторным приводом для автомобильных впускных коллекторов и систем центрального замка, автомобильных коробок передач, а также датчиков подушки безопасности, масла и других датчиков двигателя.
Bielomatik недавно объединила несколько систем Laser-Tec, чтобы увеличить площадь сварки и максимальный размер детали. Версия с двумя лазерами обрабатывает области сварных швов размером до 560 x 280 мм, потенциально подходя для кабины автомобилей, сосудов высокого давления и больших встроенных датчиков.
Самым последним участником лазерной сварки является компания Branson, которая оценивает одновременную (S) версию своего оборудования для лазерной сварки с использованием инфракрасного метода сборки (IRAM) в США. Версия Contour (C) будет запущена к середине года.«Мы предлагаем более высокую мощность при более низкой сравнительной стоимости систем», — говорит Руни из Брэнсона, который объясняет, что IRAM использует блоки диодных лазеров, масштабируемые с шагом 150 Вт. Предлагаются системы малых (от 150 до 450 Вт), средних (от 600 до 900 Вт) и больших (от 900 до 1350 Вт) размеров.
Компания Herfurth Laser Technologies из Великобритании поставила европейским конечным пользователям пять специализированных систем для сварки внутренней отделки автомобилей и бамперов, а также медицинского оборудования. Директор компании Ричард Айк отмечает, что в большинстве доступных систем используются массивы маломощных диодов, свет которых собирается и распределяется по волоконной оптике.В отличие от этого, Herfurth использует высокоэнергетические прямые диоды, которые работают от 250 до 1000 Вт каждый и направляют энергию непосредственно на область сварного шва в виде пятна 5 x 1 мм.
«Высокоэнергетические диоды создают невероятно прочный сварной шов, который позволяет им соединять разнородные и трудно свариваемые материалы, например полипропилен и армированный стекловолокном ацеталь», — утверждает Ике. Херфурт также использует робота для управления лазерным лучом. Скорость формирования сварного шва шириной 5 мм для соединения деталей из полипропилена составляет 167 мм / сек.
Herfurth заявляет, что его высокоэнергетические лазеры могут сваривать материалы и цвета, которые обычно считаются низкими по скорости передачи и трудно свариваются.Ике ссылается на детали из ацеталя с 30% -ным наполнением из стекла для автомобильной топливной магистрали и на детали из черного нейлона 6 и 66 деталей в автомобильных датчиках педали акселератора. Оборудование Herfurth также используется для лазерной сварки полиэфирных и полипропиленовых пленок с трубками и соединителями в медицинских системах обработки жидкостей.
Расширение ассортимента лазеров
В ответ на растущий интерес к лазерной сварке ведущие поставщики материалов изучают, насколько хорошо их материалы работают в процессе. Что касается поглощения в ближнем инфракрасном диапазоне, ситуация проста: DuPont и Ticona сообщают, что умеренные уровни технического углерода обеспечивают хорошее поглощение в ближнем инфракрасном диапазоне в большинстве термопластов.
Что касается лазерного излучения, DuPont утверждает, что полимеры со скоростью передачи в ближнем инфракрасном диапазоне не менее 20-50% обычно работают хорошо. Это означает, что большинство натуральных марок и многие полупрозрачные цветные марки можно сваривать лазером. PS, PVC и PP являются удовлетворительными передатчиками NIR, хотя скорость сварки PP относительно низкая.
Крейг Норри, технический эксперт DuPont, говорит, что скорость передачи NIR также достаточно высока для его марок нейлона 66 (пропускание 80%), ацетала (45%), нейлона 6 (18%) и сополиэфира Hytrel TPE (28- 35%).С другой стороны, низкие коэффициенты пропускания для 30% стеклонаполненного ПЭТ (5-6%) и LCP (1-2%) делают их непригодными для лазерной сварки.
Данные Ticona показывают, что ее ненаполненный ацеталь (пропускание 50%), PBT (30%) и стеклопластиковый полипропилен (29%) соответствуют критериям для полимеров, пропускающих БИК. Однако PPS (6–12%) и LCP (7%) от Ticona не имеют подходящего коэффициента пропускания. Источники Ticona говорят, что они разработали специальные средства для улучшения передачи ближнего инфракрасного излучения в PBT и ацетале. Результат — более быстрая сварка и меньшее ухудшение качества лазерного соединения.
В меню материалов для лазерного соединения есть ряд пробелов, один из которых заключается в том, что высокопроизводительные полимеры, такие как PPS, PEEK и LCP, не работают как ИК-передатчики. Другой недостаток заключается в том, что комбинации черного с черным, в которых технический углерод используется в качестве наполнителя в обеих частях, не поддаются лазерной сварке. Это недостаток в подкапотном пространстве и других полностью черных узлах, популярных в автомобилестроении.
Кроме того, комбинации «прозрачно-прозрачные» (и часто полностью полупрозрачные и полностью белые) не могут быть соединены лазером из-за отсутствия поглощения в ближнем ИК-диапазоне какой-либо из частей.Это недостаток медицинских, упаковочных и потребительских товаров, где требуется ясность.
Наконец, многие компаунды с минеральными наполнителями являются поглотителями в ближнем ИК-диапазоне и обычно не подходят для лазерной сварки. Высокие уровни армирования стеклом могут исказить пропускание в ближнем инфракрасном диапазоне и снизить эффективность сварки, но поставщики обычно формулируют этот предел.
Ряд поставщиков материалов недавно представили прозрачные для лазера составы черного цвета, которые преодолевают предыдущее ограничение.BASF, например, предлагает два прозрачных для лазера черного цвета: Ultramid A3WG6 LT (нейлон 66) и Ultradur B4300G6 LT (PBT). В них используются новые красители, которые кажутся черными, но обладают достаточной пропускающей способностью в ближнем ИК-диапазоне для сварки от черного к черному. Он используется в датчике масла DaimlerChrysler. Лазерная сварка создает герметичный сварной шов для детали, которая должна выдержать тепловой удар, вызванный контактом с одной стороны с ледяной водой, а с другой — с маслом 300 F. Деталь также должна выдерживать удары горных пород и вибрации.
DuPont имеет черный ацеталь с пропусканием 38% NIR, который можно сваривать лазером.Компания также имеет 30% -ный черный нейлон 6 с пропусканием в ближнем ИК-диапазоне от 25% до 55%.
RTP заявляет, что использует легирование и запатентованный выбор стекловолокна, пигментов и других добавок для оптимизации пропускания и поглощения в ближнем ИК-диапазоне своих свариваемых лазером ABS, SAN, PP и других смол.
Новая технология Gentex Corp. обещает расширить цветовую гамму лазерной сварки за счет отказа от использования технического углерода для поглощения ближнего инфракрасного излучения. Технология Clearweld Gentex основана на патентах TWI Ltd.в Кембридже, Англия.
«Эта технология открывает путь к эффективной лазерной сварке прозрачных, пастельных и даже непрозрачных деталей многих цветов», — заявляет Л.П. Фридер III, менеджер по маркетингу группы управления светом Gentex. Он объясняет, что материалы Clearweld могут казаться бесцветными, но все же поглощают ближний ИК-диапазон в диапазоне 940-1000 нм, излучаемый большинством коммерческих диодных лазеров.
Frieder говорит, что прозрачную лазерную сварку можно выполнить, разместив тонкий слой материала Clearweld, поглощающего в ближнем инфракрасном диапазоне, на границе раздела между двумя прозрачными материалами, пропускающими лазер.Clearweld можно наносить на поверхность стыка с помощью промышленного струйного принтера или распылительной системы. Другие формы Clearweld, включая пленки и компаундированные материалы, находятся в стадии разработки. Frieder ожидает, что материалы станут коммерчески доступными в первой половине этого года.
11 невероятных применений лазерной технологии
Спустя немногим более 50 лет после того, как Николай Басов и другие были удостоены Нобелевской премии по физике за их работу по разработке прямого предшественника лазера, мазера, лазерные технологии продолжают иметь почти неограниченное количество приложений.
Без лазеров многое из того, к чему мы привыкли за последние 50 лет, было бы невозможно. Лазеры — незаменимый инструмент во всех сферах нашей жизни — от случайной игрушки для кошек до конца всех игрушек для кошек до изобретения LiDAR и открытия совершенно новой области астрономии.
Считыватели штрих-кодов
Источник: PixabayХотя это может показаться ярким примером этой необычной технологии, оглядываясь на коммерцию до штрих-кодов и после штрих-кодов, мы можем об обратном.
До появления штрих-кодов запасы приходилось регистрировать вручную или нестандартизированным способом в разных отраслях и даже на одном складе.
Идея универсального средства идентификации товара не нова, но до появления лазерных считывателей штрих-кодов не было возможности обрабатывать эти коды автоматически.
Это стало возможным с помощью лазера, который был столь же революционным в коммерческой логистике, как система межгосударственных автомагистралей или железные дороги.
LiDAR
Источник: Джейсон Стокер / USGSТехнология лазерного определения дальности сама по себе является значительным достижением, но одно из наиболее заметных ее применений — это LiDAR, технология, которая, по сути, является радаром, за исключением света.
Применения LiDAR многочисленны и дали нам все, от лазерного дальномера, который вы можете найти в вашем местном хозяйственном магазине, до записи расстояния до Луны, благодаря отражающим зеркалам, которые астронавты оставили на Луне, когда они путешествовали туда в 1971 году.
Более того, LiDAR с орбитальных спутников отвечает за большинство карт с высоким разрешением, которые мы используем сегодня, и они значительно более точны, чем все, что было до него.
Оптический пинцет
Источник: Katzeimsack72 / Wikimedia CommonsКак можно перемещать одиночную молекулу или даже отдельный атом?
Очевидно, никакой физический инструмент не справился бы с этой задачей, но благодаря лазерной технологии отдельными молекулами можно манипулировать и поворачивать, а отдельные атомы можно изолировать и захватывать.
Такая точность открывает двери для всех видов нанотехнологий, от химии и медицины до инженерии и физики.
Лазерный скальпель
Иногда вам нужен скальпель вместо ножовки, а иногда и лазерный скальпель.
Традиционные скальпели невероятно остры на макроуровне.
Однако на клеточном уровне все еще существует значительный ущерб окружающей ткани, который может быть приемлемым для некоторых операций, но становится опасным при работе с такими органами, как мозг, где непреднамеренный разрез может иметь серьезные последствия для пациент.
С помощью лазерного скальпеля можно выполнять более деликатные операции, чем это было бы возможно в противном случае.
Лазерные резаки
Демонстрация лазерной резки от PMI на Vimeo.
Резка металла была важной движущей силой инноваций с тех пор, как люди впервые начали использовать металл тысячелетия назад.
Лазеры значительно повысили точность этих резов и стали отраслевым стандартом для резки сложных форм и деталей из металлических листов таким образом, что шлифовальные станки и другие механические резаки не могут легко соответствовать.
Лазерная сварка
Сварка была важнейшей промышленной технологией на протяжении веков, но только в 20-м веке сварка вышла за рамки штамповки расплавленных металлических деталей в единую форму.
С появлением лазерной сварки стало возможным выполнять точные контролируемые соединения с различными металлами, что раньше было физически невозможно, и это сыграло важную роль в разработке автоматизированных сборочных линий, которые произвели революцию в производстве по всему миру.
Волоконная оптика
Источник: Кенни Холстон / FlickrИнтернет, который у нас есть, благодаря волоконно-оптическим кабелям.
Быстрая передача информации, которую обеспечивают лазеры по оптоволоконным кабелям, обеспечивает чрезвычайно высокую скорость загрузки и выгрузки, которую может оценить любой человек, живущий в эпоху коммутируемого доступа в Интернете, и делает возможной потоковую передачу контента.
Принимая во внимание то, как это одно только разрушает целые отрасли, можно считать достаточным количеством мощных лазеров.
Оптическое хранилище
Источник: Жан-Этьен Мин-Дуй Пуарье / FlickrКомпакт-диски, DVD и Blu-Ray диски увеличили емкость единичного хранилища на порядки с момента появления первого компакт-диска в 1970-х годах.
Созданный по образцу старых граммофонов и виниловых пластинок, оптический диск обеспечивает большую часть запоминающих устройств, которые мы используем сегодня в компьютерах, благодаря своей низкой стоимости, большей емкости и долговременной надежности.
3D-сканеры
Источник: Esper HQ / FlickrДо появления 3D-сканеров моделирование физического объекта для изучения, тестирования или других практических целей было дорогостоящим и ограничивалось теми, у кого были навыки для этого или достаточно денег, чтобы заплатить тому, кто мог.
С помощью 3D-сканеров, которые используют лазеры для измерения размеров отсканированного объекта и преобразования их в цифровые представления, физический объект можно сканировать и отправлять на сканер для точного воспроизведения этого объекта в любой точке мира за считанные минуты.
Эта технология только начинает развиваться, но она собирается произвести революцию в производстве по всему миру.
Сверхбыстрая фотография
Скорость затвора многих фотоаппаратов увеличилась до такой степени, что самые быстрые явления были достаточно замедлены, чтобы стать видимыми.
Однако настоящий прорыв в этой технологии произошел, когда лазерные импульсы используются для быстрого освещения объекта вспышкой, создавая эффект стробирования, который может полностью останавливать объект на каждом кадре кадра.
Этот метод позволяет получить изображение невероятно быстро движущегося объекта с гораздо более высоким разрешением, чем это было возможно в противном случае.
Открытие гравитационных волн
В 2015 году LIGO объявила, что смогла идентифицировать и зарегистрировать гравитационные волны столкновения двух черных дыр на расстоянии световых лет от Земли.
Долгое время предполагалось, что до 2016 года было невозможно обнаружить эти волны в ткани пространства-времени, потому что гравитация не такая уж сильная — в конце концов, даже муха может генерировать достаточно энергии, чтобы преодолеть силу гравитации с помощью взмахи крыльев.
Используя лазеры, стреляющие на большие расстояния, физики смогли обнаружить эти волны, проходящие мимо Земли, и положили начало новой эре астрономии.
Системы лазерной сварки | Связный
- Магазин
- Приложения
- Продукты
- Лазеры
- Подсистемы
- Машины и системы
- Компоненты
- Лазерные измерения
- +
- Служба поддержки
- Связаться с компанией
- Связаться с компанией
- Связаться с компанией
- Английский (США)
- Deutsch
- Французский
- Español
- 中文
- 日本語
- 한국어
- Щелкните здесь для поиска по названию продукта
- Лазеры
- Лазеры для обработки материалов, научных исследований, наук о жизни, контрольно-измерительной аппаратуры и защиты.
- CO и CO 2
- DIAMOND J-3-5 CO Laser — 5 мкм
- DIAMOND C-Series и Cx-Series
- DIAMOND E-Series
- DIAMOND J-Series
- DC Series
- Genesis Lasers
- Genesis CX-Series
- Genesis CX SLM-Series
- Genesis CX STM Compact (OEM)
- Genesis CX STM-Series
- Genesis M-Series
- Genesis MXTM Серия
- Genesis MX SLM-Series
- Genesis Taipan-Series
- Genesis Taipan от 460 до 577 нм
- Genesis Taipan от 607 до 639 нм
- Genesis Taipan HD-Series
- Genesis CX-Series
- Sapphire FP
- Sapphire LP / LPX
- Контроллер Sapphire CDRH
- Sapphire SF
- Лазеры Verdi
- Серия Verdi G
- Серия Verdi V
- Compass Lasers
- Compass 115M
- Custom OEM Subsystems
- MATRIX CW Lasers
- Azure & Azure NX
- Mephisto Lasers
- Mephisto MOPA 403 9020 Mephis
- Mephisto MOPA
- Mephis
- Mephis
- Compact
- HighLight DD-Series
- HighLight DL Series
- Micro Channel Cooled Package (MCCP)
- Excimer
- COMPex
- ExciStar
- IndyStar
LE - L
- IndyStar LE
- L9040
- Лазеры серии HighLight FL
- HightLight FL-ARM
- H-LASE
- O-LASE
- Ion
- INNOVA 70C
- INNOVA 90C
- INNOVA 90C
- INNOVA 90C
- INNOVA 90C ICE
- INNOVA Sabre
- Лазерные диодные модули
- Sting Модули лазерных диодов Ray и BioRay
- Комплект разработчика StingRay
- Принадлежности StingRay
- Мини-лазер
- Лазерные диодные модули со сверхмалым шумом
- Лазер PL-501
- Лазерные модули Magnum II
- Видимые модули
- Видимые модули Лазеры OBIS
- Аксессуары OBIS LX / LS
- Кабель для лазера OBIS (0.3 метра)
- Лазерный кабель OBIS (1 метр)
- Лазерный кабель OBIS (3 метра)
- OBIS LX / LS 2-й индикатор излучения
- OBIS LX / LS 6-лазерный пульт дистанционного управления
- OBIS LX / LS Радиатор
- Лазерный блок OBIS LX / LS
- Пульт дистанционного управления OBIS LX / LS Scientific
- Пульт дистанционного управления OBIS LX / LS с одним лазером
- Блок питания OBIS LX / LS
- Объединитель лазерных лучей OBIS CellX
- OBIS CORE LS
- OBIS Galaxy Laser Комбайнер луча
- OBIS LG CW Ультрафиолетовый лазер
- OBIS LX / LS
- OBIS LX / LS FP
- OBIS XT
- Аксессуары OBIS LX / LS
- Лазеры CUBE
- Аксессуары CUBE Длина волны 9040 Длина волны
- DureLock
- Стойкая длина волны
- Модуль CUBE Длина волны 9040 SureLock
- Длина волны
- Зажимной модуль
- Стабилизированные диодные лазеры
- SureLock ™ TO Series Стабилизированные по длине волны лазеры TO Can
- CP Series Стабилизированные по длине волны лазеры с коллимированным TO Can
- SureLock ™ 785 нм / 830 нм / 976 нм / 1064 Рамановские лазеры типа «бабочка»
- SureLock ™ 785 нм / 830 нм / 976 нм / 1064 нм OEM-лазерный модуль «бабочка»
- SureLock ™ LM Series
- LMFC High Power Multimode Series
- LMFC Single Frequency Series 90top402 Mini-Benized Laser
- RO Одночастотные лазеры
- Sting Модули лазерных диодов Ray и BioRay
- Лазеры
- Маркирующие лазеры
- PowerLine AVIA NX
- PowerLine C
- PowerLine E
- PowerLine E 8 QT (AC)
- PowerLine PowerLine
- PowerLine Power
- PowerLine Rapid NX
- Наносекунда
- AVIA LX
- AVIA NX
- MATRIX QS DPSS Lasers
- FLARE NX
- Scientific Ultrafast 9040 Oscill 9040 Семейство NX
- Scientific Ultrafast
- Хамелеон Ультра
- Хамелеон Видение
- Хамелеон V Аксессуар UE Harmonics
- Chameleon Compact OPO и MPX
- Семейство Mira
- Mira 900
- Mira-HP
- Fidelity HP
- Fidelity-2
- Levante
- IR Генератор
- Mira-OPO
- Импульсные компрессоры
- Устройство выбора импульсов
- Импульсный переключатель для Mira 900
- Synchrolock-AP
- Vitara-CEP Стабилизатор
- Оптические параметрические усилители 1 кГц
- OPerA Solo kHz OPA
- Компрессор второй полосы гармоник (SHBC) / TOPAS-400
- Оптические параметрические усилители 250 кГц
- DFG 9800/9850
- OPA 9400/9450
- OPA 9800/9850
- CEP для усилителей Legend Elite
- Opera-F и Opera-HP для Monaco
- SSA
- Фемтосекундные лазеры
- Monaco
- Пикосекундные лазеры
- HyperRapid NX
- Paladin Series
- Paladin Advanced 355
- Paladin Advanced 355
- Paladin Advanced 355
- Paladin Advanced 355
- Paladin Advanced 5
- Твердотельные лазеры с диодной накачкой
- Импульсные Q-Switched
- Семейство DPSS-лазеров MATRIX
- Непрерывный (CW)
- Импульсные Q-Switched
- Лазерный модуль
- Диодные модули
- Диодные модули
- Колена 90 °
- Фильтры помех
- Монтажные кронштейны
- Источники питания
- Ящик для ключей безопасности с дистанционной блокировкой
- Универсальный адаптер напряжения
- Решения для обработки материалов, объединяющие лазеры, подачу луча и управляющую электронику.
- Резка
- StarFiber
- PowerLine C
- PowerLine E
- PowerLine F
- PowerLine AVIA NX
- PowerLine Ультракороткоимпульсные подсистемы
- Сверление
- Power Mark
- C
- PowerLine E
- PowerLine F
- PowerLine Rapid NX
- PowerLine Prime
- PowerLine C
- PowerLine Power Power
- Серия StarFiber
- Волоконный лазер StarFiber 150/300 P
- StarFiber 100-600 Волоконный лазер
- SmartSmartCut20 +
- SmartSmartWeld + 90Weld
- SLS200 Класс
904 02 Обрабатывающие головки
- Системы обработки материалов «под ключ» для резки, сварки, микроструктурирования и маркировки.
- Системы аддитивного производства
- Coherent CREATOR
- Режущие системы
- ExactCut 430
- META 5C
- META 10C
- MPS Advanced
- MPS Compact
- MPS Advanced
- MPS Compact
- MPS Compact
- MPS
- MPS
- UW180
- UW1200
- Excimer UV Systems
- GeoLasHD
- LineBeam
- UV Optical Components
- Uvblade
- VarioLas 90bi Mark
- Advanced XL
- CombiLine Basic
- EasyJewel
- EasyMark
- ExactMark 230
- LabelMarker Advanced
- LME-RM
- WaferLase ID
- EasyMark XL
- EasyMark XL
- Dual Line C-Si402 Laser Power
- Dual Line C-Si402 Laser System
- AP
- StarPack HP
- Сумка StarPack
- StarPack WD
- Desktop
- ExactWeld 230
- ExactWeld 230 P
- 9040 MPS 9040 Advanced
- MPS
- MPS
- MPS
- MPS
- MPS
- Performance Family
- Профильные сварочные системы (PWS)
- Select
- UW150RT
- UW1200
- UW180
- EVO Series Открытые сварочные аппараты
- Волоконно-оптические кабели
- Оптоволоконный кабель QBH
- Оптоволоконный кабель QD
- Оптоволоконный кабель RQB
- Оптоволоконный соединитель
- Оптоволоконный соединитель
- -Волоконный соединитель с воздушным охлаждением
- Соединитель «волокно-волокно» с водяным охлаждением
- Коммутатор «волокно-волокно» с воздушным охлаждением
- Коммутатор «волокно-волокно» с водяным охлаждением
- Коллимационные блоки
- Фокусировочные блоки
- Промежуточная оптика
- Технологические адаптеры и держатели
- Приемники оптоволоконного кабеля
- Несмонтированные стержни и микросхемы
- Групповые массивы
- Вертикальные штабелированные / водяное охлаждение / кондуктивное охлаждение
- Горизонтальное S прихваты / водяное охлаждение
- Решетки для стабилизации длины волны PowerLocker®
- SureBlock ™ XLF
- Фильтры NotBlock ™
- SureBlock ™ и фильтры SureBlock SureBlock ™ Фильтры и лазерные системы CleanLine ™
- SureLock ™ TO Series Стабилизированные по длине волны лазеры TO Can
- SureLock ™ Стабилизированный лазер с длиной волны 640 нм Длина волны 9040 нм
- нм Стабилизированный по длине волны лазерный диод 9040 2 Лазерный диод SureLock ™ со стабилизацией длины волны 658 нм
- Лазерный диод SureLock ™ со стабилизацией длины волны 685 нм
- Лазерный диод со стабилизацией длины волны SureLock ™ 690 нм
- SureLock ™ Стабилизированный по длине волны лазерный диод с длиной волны 785 нм Стабилизированный лазерным диодом с длиной волны 802 нм
- Лазерный диод SureLock ™ с длиной волны 405 нм, стабилизированный по длине волны
- SureLock ™ Лазерный диод со стабилизацией длины волны 633 нм
- SureLock ™ Стабилизированный по длине волны лазерный диод с длиной волны 785 нм, стабилизированный по длине волны
- нм Стабилизированный по длине волны
- нм Лазерный диод со стабилизацией 403 нм Стабилизированный лазерный диод
- SureLock ™ 830 нм Коллимированный лазерный диод со стабилизацией длины волны
- Приборы для измерения мощности лазера для лаборатории и в управление производственными процессами.
- Лазерные датчики энергии
- Лазерные датчики EnergyMax
- Эксимерные лазерные датчики EnergyMax
- Датчики EnergyMax с высокой частотой повторения
- Многоцелевые датчики EnergyMax
- YAG / Harmonics-IR Sensors
- EnergyMax USB-датчики
- EnergyMax Датчики RS
- Датчики EnergyMax-RS
- Датчики EnergyMax-USB
- Лазерные датчики EnergyMax
- Датчики мощности лазера
- Датчики PowerMax-USB / RS
- Датчики PowerMax-USB
- Датчики PowerMax-RS Air
Датчики термобатареи до 150 Вт (RoHS) - Датчики PowerMax-USB / RS
- Датчики термобатареи с вентиляторным охлаждением до 300 Вт (RoHS)
- Датчики термобатареи высокой мощности с водяным охлаждением до 5 кВт Высокочувствительные оптические датчики
- Высокочувствительные термобатареи 3
- Датчики большой мощности 9040 Датчики термоэлектрической батареи большой мощности с водяным охлаждением до 5 кВт \
- Стандартные датчики мощности OEM
- Датчики термоэлектрической батареи высокой пиковой мощности
- Датчики термобатареи с воздушным охлаждением и датчиком положения до 200 Вт
- Датчики термобатареи с водяным охлаждением и датчиком положения до 5 кВт
- Датчики термобатареи с водяным охлаждением до 150 Вт
- PowerMax
- Датчик мощности Pro 15 мм OEM-датчики
- PowerMax-Pro USB / RS-датчики
- кВт PowerMax-Pro Sensor
- Датчики — мощность лазера
- LabMax-TOP
- LabMax-TO
- FieldMaxII TOP
- FieldMaxII-P
- FieldMaxII-TO
- LaserCheck
- LabMax-Pro SSIM
- FieldMate
- Мобильное приложение LabMax-Pro
- Аттенюатор 1000-1
- Мягкие чемоданы для переноски FieldMate, FieldMaxII и LabMax
- Слайды для испытания на повреждение датчика энергии
- Принадлежности для теплоотвода EnergyMax
- Сменные адаптеры для оптоволоконных соединителей
- Адаптеры питания
- Адаптер Thermal SmartSensor
- Датчик энергии J-Power Pro
- Аккредитация ISO 17025
- Программа Coherent C24
- Опыт работы, на который можно положиться
- Coherent Family Plan Система Kits
- #
- A
- B
- C
- D
- E
- F
- G
- H
- H
- H
- H
- L
- M
- N
- O
- P
- Q
- R
- S
- T
- U
- V
- W
- X
- Y
- Z
- Науки о жизни и медицина
- Анализ биологических наук
- Оптогенетика
- Конфокальная микроскопия
- Микроскопия с многофотонным возбуждением (MPE)
- Проточная цитометрия
- Рамановская спектроскопия
- Секвенирование ДНК
- +
- Лазерная коррекция
- Фармакология Фармакология Усовершенствованная магнитно-резонансная томография (МРТ)
- Анализ биологических наук
- Дерматологическое лечение
- +
- Сверхбыстрая спектроскопия
- Спектроскопия с временным разрешением (помпа и зонд)
- Двумерная генерация
- ARPE S и временное разрешение ARPES
- Терагерцовая генерация
- Генерация EUV и аттосекундных импульсов
- Эксперименты с ЛСЭ и синхротроном
- Ускорение лазерной плазмы
- +
- Микроскопия с многофотонным возбуждением
- Конфокальная микроскопия и другие лазерные сканирующие микроскопы
- +
Лазерная резка | Лазерная сварка
Han’s Laser награждает 500 лучших компаний, включенных в список компаний Китая, в рейтинге инноваций 2020
Han’s Laser получил NO.13 место в рейтинге топ-500 компаний, включенных в список компаний Китая, Шэньчжэнь
Больше +Первая производственная линия для сварки Han’s Laser была успешно доставлена в топ-500 компаний Magna
успешно доставлен в 500 крупнейших мировых компаний Magna International Group
Больше +Materialise и Han’s Laser Smart Equipment Group подписали соглашение о стратегическом сотрудничестве
8-10 июля 2020 года, Materialise и Han’s Laser Smart Equipment Group подписали соглашение о стратегическом сотрудничестве.
Больше +ОБЗОР CIMES 2020
7-11 сентября 2020 года, Han’s Laser Smart Equipment Group представила на стенде E1-A101
Больше +ОБЗОР SIMM 2020
4-11 сентября 2020 21-я Международная выставка машиностроения в Шэньчжэне (SIMM)
Больше +Аддитивное производство | Компания Han’s Laser Smart Equipment Group посетила Empa Swizerland.
31 июля 2019 г. — Швейцария, Эмпа.Управленческая группа Han’s Laser Smart Equipment Group во главе с генеральным директором г-ном Флеймом Ченом посетила Empa в Туне, Швейцария,
Больше +Han’s Laser выиграл премию Science & Technology Awards 2019!
12 июля 2019 г. — Шэньчжэнь. Национальное управление по науке и технологиям опубликовало список проектов, в которых Han’s Laser получает 2 вторые национальные премии.
Больше +Новые заводы | Han’s Laser Smart Equipment Group открывает новый завод в Шэньчжэне
29 апреля 2019 г., Шэньчжэнь, Han’s Laser Smart Equipment Group провела торжественную церемонию открытия нового завода.
Больше +CIMT 2019 Insight | Мировой дебют
станка для лазерной резки волокна Han’s Laser мощностью 20 кВтHan’s Laser Smart Equipment Group объявила на пресс-конференции о новом продукте — станке для резки волоконным лазером сверхвысокой мощности 20 кВт.
Больше +Han’s Laser Smart Equipment Group формирует стратегическое сотрудничество с Wittenstein
Группа лазерного интеллектуального оборудования Han и Wittenstein SE подписали соглашение о стратегическом сотрудничестве на выставке Hannover Messe в Германии.
Больше +Первый проданный станок для резки волоконным лазером мощностью 20 кВт!
Группа Han ’Laser Smart Equipment Group успешно поставила первый в мире станок для лазерной резки волокна мощностью 20 кВт отечественному заказчику в начале 2019 года.
Больше +Участие в саммите по металлургии и энергетике Индонезии 2019
Han’s Laser Smart Equipment Group участвует в международном саммите Metal & Energy International Summit 18-21 марта 2019 г.
Больше +Соглашение о стратегическом сотрудничестве с Китайской ассоциацией строительной техники (CCMA)
Han’s Laser Smart Equipment Group и Китайская ассоциация строительной техники (CCMA) подписывают соглашение о стратегическом сотрудничестве
Больше +Новый садовый завод Han’s Laser Smart Equipment Group в Чанше
Новый завод в г. Чанша, провинция Хунань, становится основной производственной базой и центром исследований и разработок на Среднем Западе Китая.
Больше +Развитие и интеллектуальное производство | В Баоань, Шэньчжэнь,
создана ассоциация BAOIMA.Вторая сессия первой конференции членов BAOIMA (Первая ежегодная конференция BAOIMA), состоявшаяся в офисе жилого района Баоань Фухай 13 января 2019 г.
Больше +Обзор и прогноз: ежегодная итоговая и благодарственная конференция за 2018 год
«Плыть сквозь шторм, никогда не сдаваться.”
Больше +Официальное учреждение Shenzhen BaoIMA в 2018 году
19 сентября, первая церемония мобилизации Шэньчжэньской BAOIMA, Ассоциации интеллектуального производства Баоань была успешно проведена в правительстве района Баоань, которое провело церемонию инаугурации члена ассоциации.
Больше +Генеральный директор Han’s Laser Smart Equipment Group Co., Ltd избран членом LIA
Han’s Laser получил высокую оценку как получение почетного звания членов правления LIA, Лазерного института Америки.
Больше +Завершено строительство и ввод в эксплуатацию производственной базы филиала в Хунане
27 сентября 2018 г. была завершена и введена в эксплуатацию производственная база филиала в Хунани, что ознаменовало уверенный шаг вперед к режиму мультифакторизации.
Больше +Награды Han’s Laser Smart Equipment Group на CCMT 2018
CCMT 2018, Китайская выставка станков с ЧПУ 2018, спонсируемая Ассоциацией производителей станков и инструментов Китая (CMTBA), проходила в Шанхайском новом международном выставочном центре с 9 по 13 апреля.
Больше +Han’s Laser получает двойную награду «ТОП-10 продуктов»
«ТОП-10 продуктов» объединяет награду за инновации «10 самых инновационных продуктов» и награду за качество «10 самых качественных продуктов».
Больше +Приближается к стратегическому сотрудничеству CIMC и Han’s Laser
6 июля 2018 года в центре глобальной производственной базы в Шэньчжэне состоялась встреча по соглашению о стратегическом сотрудничестве между Han’s Laser и CIMC.
Больше +10 вопросов г-ну Чен Яну о будущем лазера Хань
Репортеры OFweek Laser взяли интервью у генерального директора Han’s Laser Smart Equipment, г-на Чен Яня.
Больше +Автоматическая производственная линия для автомобильной лазерной сварки TWB
Лазерная сварка — это метод сварки для соединения металлических деталей разной толщины, слоев с покрытием и металлических материалов с помощью лазера.
Больше +Ввод в эксплуатацию: 3-й завод Han’s Laser Smart Equipment Group
29 мая состоялась торжественная церемония открытия 3-й фабрики Han’s Laser Smart Equipment Group, которая ознаменовала начало официальной эксплуатации цеха по производству новейших стандартных продуктов.
Больше +Поздравляем с началом строительства нового завода HSET
Глобальная база интеллектуального лазерного производства Han начинает строительные работы на объекте.Чтобы стать пионером и лидером программы «Производство в Китае до 2025 года» и стать эталоном в мировой лазерной индустрии, Han’s Laser рассматривает новую базу как возможность улучшить R
. Больше +Han’s Laser стал победителем в рейтинге «10 ведущих китайских компаний CCTV 2017 года»
2017 CCTV China Top Ten Listed Companies »был объявлен на финансовом форуме CCTV и саммите китайских листинговых компаний. Благодаря сравнительному анализу качественных предприятий и инвестициям в рынок, Han’s Laser заняла первое место среди более чем 3000
Больше +Основание глобальной базы интеллектуального производства HAN’S LASER
HAN’S LASER GLOBAL SMART MANUFACTURING BASE прошла в районе Баоань, Шэньчжэнь.Г-н Гао Юньфэн, председатель Han’s Group, выразил искреннюю благодарность правительству района Баоань и руководителям за их поддержку представителям отрасли
.