Лазерная сварка: преимущества и недостатки
Лазерная импульсная сварка — нечасто встречающийся, но все же заслуживающий внимания метод соединения металлов и стекла. С помощью такого метода возможна быстрая, качественная и эстетичная лазерная сварка нержавейки, лазерная сварка алюминия и даже сварка серебра.
Весь процесс проходит в автоматическом или полуавтоматическом режиме, поэтому шов всегда получается прочным и долговечным, ведь вероятность человеческого фактора невелика. В этой статье мы кратко расскажем, что из себя представляет лазерная сварка, какие преимущества и недостатки есть у этой технологии.
Содержание статьи
Общая информация
Лазерная сварка металлов осуществляется с помощью специального оборудования. Как мы писали выше, оно может быть полуавтоматическим (работать под контролем мастера) и автоматическим, вплоть до роботизированных моделей, осуществляющих работу без присутствия человека. Суть сварки с помощью такого оборудования проста: металл нагревается и плавится за счет лазерного луча, поэтому такой метод часто называют просто «сварка лазерным лучом».
У лазерного луча есть ряд очень важных характеристик, которые как раз и позволяют сваривать детали. Например, пучок луча концентрируется строго в одной точке и не рассеивается. Благодаря такой особенности на одном небольшом участке концентрируется большой поток энергии, за счет которой и плавится металл. Этой энергии достаточно для быстрой и качественной сварки даже толстых металлов.
Одна из самых универсальных лазерных установок — это «Квант 15». Такое оборудование часто используется для сварки однородных и разнородных металлов толщиной до 3 миллиметров. Так, например, такой лазерный сварочник широко применяется в стоматологии при создании протезов. Также с его помощью возможна лазерная сварка нержавейки.
Все лазерные установки делятся на два типа: твердотельные и газовые. Также существует лазерно-дуговая сварка. Это гибрид из лазерной и дуговой сварки, который обладает всеми преимуществами и того, и другого метода соединения металлов. Лазерно-дуговая сварка очень технологична и редко применяется в домашних мастерских или на небольших заводах, так что остановимся подробнее на первых двух типах лазерной сварки.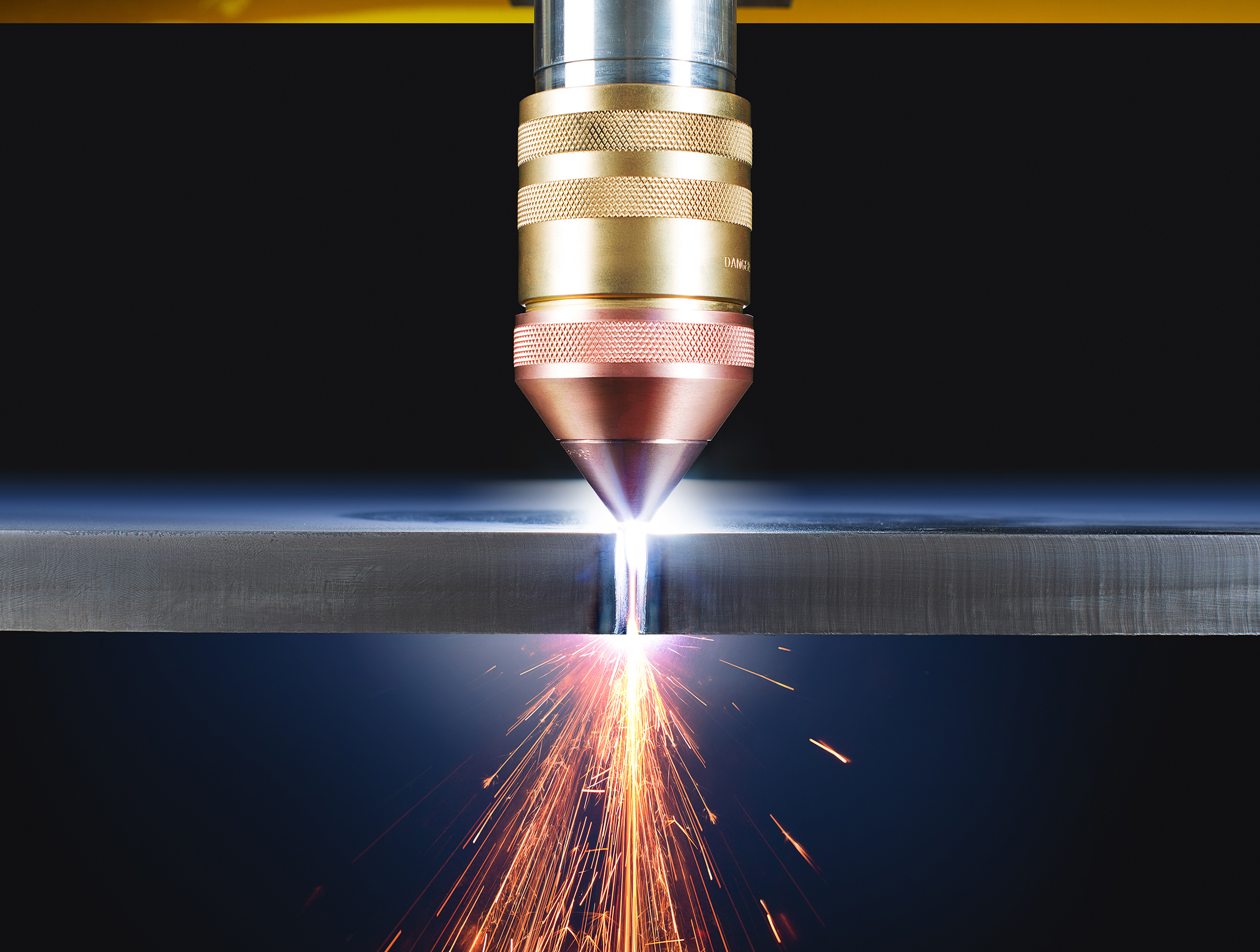
Применение твердотельного лазера
Твердотельный лазер используется в связке со специальными электродами. Электроды могут быть рубиновыми, стеклянными, с примесями неодимов. Схема стандартного твердотельного лазера изображен на картинке ниже. Мощность таких лазерных установок крайне мала и не превышает 6 кВт. Поэтому твердотельные лазеры используют для сварки деталей малых толщин. Например, детали, которые необходимы в микроэлектронике.
Таким лазером можно сварить детали из золота, нихрома или тантала. Можно расплавить проволоку диаметром менее 1 миллиметра. Также можно точечно сварить фольгированные детали.
Применение лазера с газом
Газовые лазеры более мощные по сравнению с твердотельными, поэтому сфера их применения гораздо шире. Здесь вместо электродов используется защитный инертный газ, зачастую аргон. Схему газового лазера вы можете видеть на картинке ниже.
Единственный недостаток газовых лазеров — это их немалый размер и вес. Но он вполне оправдан, ведь за громоздким тяжелым корпусом скрывается большая мощность, достигающая 20 кВт. А это значит, что с помощью такого оборудования можно соединить даже самые толстые детали, не сбавляя скорости (средняя скорость сварки газовым лазером — 60 метров в час).
А это значит, что с помощью такого оборудования можно соединить даже самые толстые детали, не сбавляя скорости (средняя скорость сварки газовым лазером — 60 метров в час).
Но самые впечатляющие, конечно, газодинамические лазеры. Для их работы требуется нагреть газ до очень высоких температур. Сам лазер выдает до 100 кВт и сваривает металл со скоростью 200 метров в час. Конечно, такие установки используются только на очень крупных производствах.
С помощью газовой установки любой мощности становится возможна лазерная сварка алюминиевых сплавов, лазерная сварка кузова автомобиля, лазерная сварка нержавеющей стали и даже лазерная сварка стекла. Так что сфера применения действительно обширна.
Также есть один нюанс, который нужно учесть. Не важно, что вам предстоит: лазерная сварка алюминиевых сплавов, нержавейки или стекла, в любом случае сварочная зона нуждается в защите от кислорода. Здесь все так же, как и при обычной ручной дуговой сварке. Сварочная зона может сильно пострадать от кислорода, шов получится некачественным. Мы уже писали выше, что при газовой сварке лазером используется аргон, но порой этого недостаточно.
Мы уже писали выше, что при газовой сварке лазером используется аргон, но порой этого недостаточно.
Если установка слишком мощная, луч лазера может быстро рассеиваться из-за стремительного испарения металла. Чтобы этого избежать помимо аргона нужно подавать газ, подавляющий плазму. Для этих целей зачастую используют гелий, поскольку он не препятствует аргону и при этом не дает лучу рассеиваться. Опытные мастера используют в работе равную смесь аргона и гелия, обеспечивая сразу две функции: защитную и плазмоподавляющую.
Преимущества и недостатки
Преимущества лазерной сварки можно описать одним словом — точность. Лазерные установки никогда не ошибаются, с их помощью можно направить луч в конкретную точку и вероятность ошибки будет минимальна. Даже при работе с очень мелкими деталями. При этом качество соединения всегда очень хорошее.
Мощные лазеры, использующие в работе газ, довольно глубоко проваривают деталь, оставляя узкий шов. За счет этого преимущества детали не деформируются даже при воздействии очень высоких температур, поскольку зона повышенного термического напряжения сфокусирована в одной точке.
Следующий плюс просто невозможен для большинства типов сварки. Луч лазера можно направить с довольно большого расстояния, что крайне удобно в труднодоступных местах. К примеру, существует лазерный аппарат, способный ремонтировать подводные трубопроводы. Это становится возможным за счет использования зеркал. Луч прямой, но его всегда можно отразить в любую необходимую сторону. Все это позволяет выполнять лазерную сварку в самых неожиданных местах.
Верх мастерства — сварка двух и более деталей одновременно, используя для этого всего одну установку. Для этого используется призма, которая расщепляет луч и направляет его сразу в несколько сторон. С помощью такого метода можно снизить себестоимость сварки и увеличить производительность.
Единственный недостаток — большая цена лазерных установок и их технологическая сложность. Не каждый сварщик оценит преимущества лазерной сварки и пожелает получить соответствующую квалификацию.
Вместо заключения
Электросварка лазером — это по-настоящему современная технология, которой стоит обучиться, если вы желаете улучшить свои профессиональные навыки. С помощью лазерного сварочника вы без труда соедините металлы больших и малых толщин, вам станет доступна быстрая и качественная лазерная сварка алюминиевых сплавов и нержавеющей стали. Желаем удачи в работе!
С помощью лазерного сварочника вы без труда соедините металлы больших и малых толщин, вам станет доступна быстрая и качественная лазерная сварка алюминиевых сплавов и нержавеющей стали. Желаем удачи в работе!
Лазерная сварка: история, состояние и перспективы
Лазерная сварка обладает высокой производительностью и степенью автоматизации, высокими физико-механическими и эксплуатационными свойствами, благодаря чему с успехом применяется в автомобиле- и судостроении, в атомной и химической, в аэрокосмической и нефтегазовой промышленности, в машиностроении и энергетике, в ВПК. Благодаря появлению мощных синих и зеленых лазеров она имеет самые широкие перспективы в электронике и электротехнике.
А. Г. Игнатов
Лазерная сварка (ЛС) применяется уже более полувека: в 60‑х годах это были рубиновые лазеры, а в 70‑х — СО2‑лазеры и твердотельные АИГ с неодимом [1, 2]. Наибольшее распространение в России получили российские установки типа «Квант». В конце 80‑х в России были созданы технологические СО2-лазеры (лабораторные) мощностью до 12/15–30/50 кВт в НИИЭФА им. Д. В. Ефремова (г. Ленинград) [3] и промышленные до 20 кВт в КМЗ «Союз» (г. Казань).
Наибольшее распространение в России получили российские установки типа «Квант». В конце 80‑х в России были созданы технологические СО2-лазеры (лабораторные) мощностью до 12/15–30/50 кВт в НИИЭФА им. Д. В. Ефремова (г. Ленинград) [3] и промышленные до 20 кВт в КМЗ «Союз» (г. Казань).
Применение СО2-лазеров мощностью до 25 кВт в промышленности США и ФРГ началось в 80‑х годах. Использовались СО2-лазеры модульной конструкции, например, компании United Technologies Industrial Lasers мощностью 25 кВт (CША), мощностью 22 кВт в ФРГ. В 90‑х начали применять для сварки наиболее надежные и совершенные лазеры японской фирмы Fanuc (до 6 кВт), немецких фирм: TRUMPF (до 20 кВт) и ROFIN SINAR (до 8 кВт). Во Франции, в исследовательском центре, был запущен пятидесятикиловаттный лазер, а в Японии на металлургическом производстве 2 лазера по 45 кВт. К концу 90‑х фирмами ROFIN SINAR и TRUMPF была достигнута мощность 4–6 кВт для твердотельных Nd-YAG и дисковых лазеров.
ОСОБЕННОСТИ ЛАЗЕРНОЙ СВАРКИ
Сегодня для сварки поставляются волоконные лазеры мощностью до 30–100 кВт международной корпорацией IPG (рис. 1), дисковые лазеры — немецкой компанией TRUMPF, диодные лазеры мощностью до 30–60 кВт — немецкой фирмой Laserline. Необходимо отметить также ведущих мировых производителей лазеров: COHERENT/ROFIN и SPI lasers [5–8]. В ближайшие годы следует ожидать активную экспансию на мировой рынок китайских производителей (рис. 1г).
а)
б)
в)
г)
г) 25 кВт китайский лазер компании Maxphotonics Co. Подробнее см. на сайтах компаний.
В лазерной резке и сварке, других технологиях обработки материалов идет вытеснение традиционных СО2‑лазеров волоконными и диодными, дисковыми лазерами [5–8].
Для лазерной сварки с качественным сквозным проплавлением необходимо 0,5–1 кВт лучевой мощности на 1 мм толщины провариваемой стали/сплава (
а) б)
в) г)
Рис. 2. Макрошлифы, выполненные: а) 15 кВт СО2-лазером «Ижора-М» (сталь 08Х18Н10 Т, δ = 12 мм, Р = 10,5 кВт, Vсв = 12 мм/с, гелий) [9–10]; б) 15 кВт волоконным лазером на скорости Vсв = 50 мм/с, сталь 316L, δ = 7 мм; в) сталь ХМ‑19, δ = 10 мм — [11–13]; г) двухпроходной гибридной сваркой (δ = 40 мм) [14]
а)
б)
в)
Рис. 3. Влияние качества излучения (а) и мощности излучения, скорости сварки на проплавление (б), с нормализованными параметрами (в) при лазерной сварке СО2-лазерами большой мощности фирмы TRUMPF (ФРГ, данные 80‑х годов)
Рис. 4. Зависимость глубины проплавления стали CО2-лазерами в 80‑х годах [10]
Основные параметры лазерной и лазерно-дуговой сварки, определяющие качество процесса, и, соответственно, сварных соединений, приведены на рис. 5.
5.
Рис. 5. Основные параметры лазерной и лазерно-дуговой сварки
Дополняет ее классификация технологии лазерной сварки волоконными лазерами IPG Грезева Н. В. [14], которая учитывает: наличие дополнительных источников нагрева, количество проходов, типы сварных соединений (
Рис. 6. Макрошлифы сварных соединений: стыкового одностороннего (а), двухстороннего (б), с подваркой корня шва (в), толщиной 12 мм; углового (г), таврового (д), нахлесточного (е), проплавного 3‑слойного (ж). Использовалась корпусная сталь 09Г2С (а), высокопрочная сталь 12ХН4МДА (б–г, ж), высоколегированная коррозионностойкая сталь 08Х18Н10Т (д–ж). Сварка выполнялась на СО2‑лазере «Ижора-М» [10, 15]
а) б) в) 7. Типы лазерных сварных соединений на плоских (а) и цилиндрических деталях (б, в), по данным фирмы Messer C & W
7. Типы лазерных сварных соединений на плоских (а) и цилиндрических деталях (б, в), по данным фирмы Messer C & W
Лазерная сварка обладает высокой производительностью и степенью автоматизации, высокими физико-механическими и эксплуатационными свойствами, обеспечивает значительное снижение деформаций сварных конструкций. Сварные соединения, как правило, выдерживают статический изгиб на 180° (даже на судокорпусной стали типа АК), а при испытании на растяжение и ударный изгиб образцы разрушаются по основному металлу, поскольку из-за высокой скорости лазерной сварки шов и ЗТВ имеют мелкозернистую, мелкодисперсную структуру (
а) б)
Рис. 8. Внешний вид образцов после испытания на статический изгиб; образцы изготовлены из сварных соединений, выполненных из стали 12ХН4МДА (1), 09Г2С (2), 22 К (3), 08Х18Н10Т (4) (& = 1800, а = 2δ = 20 мм) — а. Образцы после испытания на ударный изгиб по Шарпи (KCV, ГОСТ 6996–66, тип IX, 10×10×55 мм) из сварного соединения толщиной 12 мм, сталь 10ГН2МФА — б. Сварка выполнялась CO2‑лазером «Ижора-М» в НИИЭФА им. Д. В. Ефремова: Р = 10–10,5 кВт, Vсв =12 мм/с, гелий, Δ = 0 [16].
Образцы после испытания на ударный изгиб по Шарпи (KCV, ГОСТ 6996–66, тип IX, 10×10×55 мм) из сварного соединения толщиной 12 мм, сталь 10ГН2МФА — б. Сварка выполнялась CO2‑лазером «Ижора-М» в НИИЭФА им. Д. В. Ефремова: Р = 10–10,5 кВт, Vсв =12 мм/с, гелий, Δ = 0 [16].
Рис. 9. Поперечный шлиф сварного соединения типа «вал–диск» без сквозного проплавления (диск из «кипящей» стали), без сканирова-ния — а [19] и двухстороннего сварного шва «кипящей» стали, со сканированием лазерного пучка — б, в [14]. Сталь 40ХН2МА.
Из-за высокой скорости лазерной сварки, например, в автомобилестроении, при дистанционной сварке (с фокусным расстоянием до 1 м) газовая защита сварных швов не применяется, хотя, казалось бы, невозможно обходиться без защиты сварных швов.
Сложности возникают при лазерной сварке без сквозного проплавления, при сварке двухсторонних, тавровых и нахлесточных ( 10). В этом случае могут возникать корневые дефекты, поры и трещины [18,19], особенно на трудносвариваемых и «грязных» («кипящих») сталях (рис. 9а), хотя, как известно, такие стали не рекомендованы к применению в ответственных сварных конструкциях, но тем не менее иногда применяются, несмотря на запреты.
10). В этом случае могут возникать корневые дефекты, поры и трещины [18,19], особенно на трудносвариваемых и «грязных» («кипящих») сталях (рис. 9а), хотя, как известно, такие стали не рекомендованы к применению в ответственных сварных конструкциях, но тем не менее иногда применяются, несмотря на запреты.
Авторы [14] для устранения корневых дефектов успешно используют сканирование лазерного пучка — рис. 9б, в.
а) б)
Рис. 10. Поперечные шлифы многопроходной гибридной лазерной сварки с присадочной проволокой трубной стали 08ГФБАА — а [20] и алюминиевого сплава толщиной 30 мм — б [4].
Одним из ограничений применения лазерной сварки является требование качественной сборки — без зазоров. Требования к сборке удается снизить с 0,1 до 0,5–1 мм за счет применения гибридных методов сварки, в т. ч. лазерно-дуговой, а также за счет применения сканирования лазерного пучка.
Другим ограничением применения лазерной сварки является достаточно высокая стоимость оборудования. Поэтому ее применение целесообразно в массовом и крупносерийном производстве, а также в случаях, когда сварка другими методами нецелесообразна или невозможна.
ПРИМЕНЕНИЕ ЛАЗЕРНОЙ СВАРКИ В РОССИИ
Благодаря своим уникальным свойствам лазерная сварка (ЛС) с успехом применяется в автомобиле- и судостроении, в атомной и химической, в аэрокосмической и нефтегазовой промышленности, в машиностроении и энергетике, в ВПК [9–15,17,19–26].
Применение ЛС в российской промышленности, увы, сегодня носит единичный характер, в отличие от массового применения лазерной сварки за рубежом, и по масштабам значительно уступает доперестроечному советскому периоду, когда разработкой технологии ЛС занимались многочисленные советские НИИ и заводские лаборатории сварки, оборудование предлагали и лучшие зарубежные компании, такие как TRUMPF, ROFIN SINAR, MESSER GRIESHEIM, ESAB, LASAG и другие, которые остались на российском рынке и присутствуют сегодня уже более 40 лет.
Рассмотрим несколько характерных примеров российского применения лазерной сварки.
Титановые сплавы находят широкое применение для изготовления сварных конструкций разнообразного назначения, они характеризуются сочетанием малой плотности с высокой прочностью и коррозионной стойкостью. Основные трудности, возникающие при сварке титана и его сплавов, определяются такими свойствами, как высокая химическая активность металла при высокой температуре, особенно в расплавленном состоянии, что предъявляет высокие требования к оборудованию и оснастке, защите сварных швов и их околошовной зоны при температуре выше 400–500°С [22]. Региональный центр лазерных технологий («РЦЛТ», Россия, г. Екатеринбург) применяет лазерную сварку при изготовлении титановых изделий [13, 21–24] (рис. 11). Например, из титановых сплавов ПТ3‑В, ВТ‑20, ОТ4 изготавливались рамы для радиолокационных комплексов размером 3824×1314×287 мм из прямоугольных сварных труб 281×30 мм с толщиной стенок 3–5 мм, с допусками по неплоскостности 0,3 мм на всю длину сборки и неперпендикулярности — 0,2 мм. Сварка производилась на лазерном комплексе TLC 1005 фирмы TRUMPF мощностью излучения 5 кВт и на роботизированном лазерном комплексе для сварки FLW‑10-01 в составе волоконного лазера мощностью 10 кВт и робота KUKA KR120 [22]. На этом же оборудовании «РЦЛТ» изготавливались аутригеры (специальные выносные опоры) из листового проката титанового сплава VST‑2 толщиной 7 мм с габаритами конструкции 3886×120×101 мм [23]. Результаты испытаний показали полное соответствие требованиям к сварным соединениям, заложенным в технической документации на изделия.
Сварка производилась на лазерном комплексе TLC 1005 фирмы TRUMPF мощностью излучения 5 кВт и на роботизированном лазерном комплексе для сварки FLW‑10-01 в составе волоконного лазера мощностью 10 кВт и робота KUKA KR120 [22]. На этом же оборудовании «РЦЛТ» изготавливались аутригеры (специальные выносные опоры) из листового проката титанового сплава VST‑2 толщиной 7 мм с габаритами конструкции 3886×120×101 мм [23]. Результаты испытаний показали полное соответствие требованиям к сварным соединениям, заложенным в технической документации на изделия.
Рис. 11. РЦЛТ применяет лазерную сварку при изготовлении титановых балок и обечаек, контейнеров, теплообменников и др. крупногабаритных изделий [22–24]
«РЦЛТ» изготавливались также теплообменники из нержавеющей стали 12Х18Н10Т, из панелей размером 1600×2750 мм толщиной 4 и 1,5 мм, с применением технологий лазерного раскроя и сварки заготовок. По запрограммированной схеме, в заданном порядке, в поле листа выполнялись проплавные замкнутые круговые швы диаметром 16 и 20 мм в количестве 1996 шт. [24]. Разработана технология изготовления теплообменников шахтной печи. Воздушные и газовые панели рекуператоров были изготовлены из тонких листов нержавеющей стали с применением лазерной сварки, обеспечивающей надежное и герметичное соединение ребер и листа при отсутствии значительных деформаций. Изготовлено четыре типоразмера теплообменников разной мощности.
[24]. Разработана технология изготовления теплообменников шахтной печи. Воздушные и газовые панели рекуператоров были изготовлены из тонких листов нержавеющей стали с применением лазерной сварки, обеспечивающей надежное и герметичное соединение ребер и листа при отсутствии значительных деформаций. Изготовлено четыре типоразмера теплообменников разной мощности.
Центр технологии судостроения и судоремонта (ЦТСС, Россия, СПб) разработал для судостроения технологию и оборудование (совместно с IMG) — портальную крупногабаритную установку с рабочей зоной 12×12 м для лазерной сварки листовых полотнищ и судовых наборов с ребрами жесткости [13, 25], рис. 12.
а) б) в)
Рис. 12. Портальная крупногабаритная система ЦТСС и IMG для лазерной гибридной сварки и резки судокорпусных конструкций. Фото: А. Игнатова
В современном судостроении для изготовления корпусов судов в зависимости от назначения судна, района плавания, водоизмещения и др. факторов используются стали регистровcкого класса нормальной и повышенной прочности, относящиеся к углеродистым и низколегированным системам легирования на основе кремния и марганца в толщинах от 3 до 50 мм.
факторов используются стали регистровcкого класса нормальной и повышенной прочности, относящиеся к углеродистым и низколегированным системам легирования на основе кремния и марганца в толщинах от 3 до 50 мм.
Ориентировочное распределение объема металла по толщинам оценивается следующими данными:
1) 25–30% обрабатываемого металла составляют листы толщиной от 3 до 6 мм;
2) 50–60% — листы толщиной от 8 до 16 мм;
3) около 10% — листы толщиной от 18 до 24 мм;
4) 5–10% — листы толщиной свыше 24 мм.
В настоящее время на отечественных судостроительных предприятиях основными технологическими процессами раскроя листового и профильного проката являются кислородно-ацетиленовая резка и плазменная резка в среде воздуха и кислорода. В технологии сварки преобладающее значение имеют дуговые процессы: ручная дуговая сварка покрытыми электродами и аргоно-дуговая неплавящимся электродом, механизированная сварка в защитных газах плавящимся электродом и автоматическая под флюсом. Лазерные технологии сварки и резки сегодня вполне могли бы применяться для обработки 70–90% судостроительных листовых и профильных материалов.
Лазерные технологии сварки и резки сегодня вполне могли бы применяться для обработки 70–90% судостроительных листовых и профильных материалов.
На базе пятнадцатикиловаттного волоконного лазера в НИИЭФА им. Д. В. Ефремова специалистами «Лазер-ИнформСервис» и Лазерного регионального северо-западного центра (ЛРСЗЦ) НИИЭФА разработана технология и выполнена лазерная сварка корпусов и коллекторов макета внешней отражающей мишени дивертора ЦСД ИТЭР из коррозионностойкой стали 316L и ХМ‑19 толщиной до 11 мм по международному проекту создания термоядерного ректора ИТЭР (во Франции). В том числе разработана уникальная технология лазерной сварки на флюсовой подушке (рис. 13г). Свойства сварных соединений исследованы и описаны в [26]. Оборудование, технология и персонал аттестованы международной организацией «БЮРО ВЕРИТАС» [12,13].
Рис. 13. Лазерная сварка на флюсовой подушке прямолинейных швов корпусов в оснастке (а) и без нее (б), контроль качества обратной стороны швов с помощью эндоскопа (в) и отработка технологии сварки коллекторов с криволинейными швами (г) ЦСД ИТЭР [12,13]. Фото: А. Игнатова
Фото: А. Игнатова
Другой пример внедрения «ЛазерИнформСервис» (Россия, СПб) — лазерная сварка волоконным лазером мощностью 5 кВт (рис. 14) трудносвариваемой стали 40ХН2МА. Так в 2010–2012 годах была разработана технология лазерной сварки вала промежуточного для
ОАО НТЦ «Завод Ленинец». Были выполнены металлографические исследования, контроль визуальный, УЗД и радиографический, а также по новейшей методике — коэрцитиметрический неразрушающий контроль напряженного состояния и усталости металла в зоне сварного соединения, в соответствии с нормативными документами и требованиями Росгостехнадзора (рис. 14). В соответствии с актом заказчика муфты дисковые с промежуточными валами из стали 40ХН2МА с лазерными швами отстояли при производственных испытаниях без разрушения 4938 и 3937 часов при 15 пусках [19].
Рис. 14. Лазерная сварка (а, б) дисковых муфт (а–в) из стали 40ХН2МА в ЛРСЗЦ (СПб), поперечный шлиф (г) [19]. Фото: А. Игнатова
Фото: А. Игнатова
Рис. 15. Серийные изделия различного назначения, выполненные лазерной сваркой волоконным лазером в СП «Лазертех»/ЛРСЗЦ (СПб). Фото: А. Игнатова.
На рис. 15 показаны серийные изделия различного назначения после сварки в непрерывном и импульсном режимах волоконным двухкиловаттным лазером в СП «Лазертех» (ЛРСЗЦ, СПб).
На рис. 16 показаны трубные изделия различных диаметров, сваренные СО2‑лазерами в 80‑х годах: для ПО «Ижорский завод» (изделия 1 контура АЭС), для теплообменников Таганрогского и Бийского котельных заводов, датчики давления для ЦНИИ КМ «Прометей» [10].
НПК «УТС-Интеграция» несколько лет разрабатывает технологию лазерной сварки мощными волоконными лазерами неповоротных стыков труб большого диаметра (рис. 10а, 17). Получены уникальные результаты [20].
Рис. 16. Лазерные соединения (сварены СО2‑лазерами) и шлифы из труб диаметром 4 (а), 60 (б), 300 мм (в) из стали 08Х18Н10Т (б, в), ст 20 (а). Толщина датчика давления — 0,2 мм (а), трубы теплообменника — 3 мм (б), трубы СУЗ для АЭС — 12 мм (в) [14,18].
Толщина датчика давления — 0,2 мм (а), трубы теплообменника — 3 мм (б), трубы СУЗ для АЭС — 12 мм (в) [14,18].
Рис. 17. Передвижная установка УЛСТ‑1 для лазерно-дуговой сварки труб большого диаметра (а), внешний вид лицевого (б) и обратного (в) валиков, а также шлифов, вырезанных из различных участков кольцевого сварного шва (г). Фото: А. Игнатова
Другой пример — НТО «ИРЭ-Полюс» разработало в 2012 году технологию лазерной сварки волоконным лазером изделий из алюминиевого сплава АМг6, которая значительно превзошла аргонодуговую сварку: на порядок производительнее; практически без остаточных деформаций; с более высоким качеством сварных соединений (рис. 18) [27].
Рис. 18. Лазерная сварка изделия из сплава АМг6 — макрошлиф сварного шва [27]
Богатый опыт сварки алюминиевых сплавов накоплен в МГТУ им. Н. Э. Баумана [28], в т. ч. авиационного назначения [29]. Исследованиями лазерной сварки высокопрочных, термически упрочняемых алюминиевых сплавов занимаются в Институте теоретической и прикладной механики им. С. А. Христиановича (ИТПМ РАН) в Новосибирске [30], а также ЛС разнородных соединений: сталь–титан.
Исследованиями лазерной сварки высокопрочных, термически упрочняемых алюминиевых сплавов занимаются в Институте теоретической и прикладной механики им. С. А. Христиановича (ИТПМ РАН) в Новосибирске [30], а также ЛС разнородных соединений: сталь–титан.
Значительный вклад в разработку гибридной лазерно-дуговой сварки сделал коллектив профессора Г. А. Туричина (ИЛИСТ, СПб) [31].
ПРИМЕНЕНИЕ ЛАЗЕРНОЙ СВАРКИ ЗА РУБЕЖОМ
Масштабы применения лазерной сварки за рубежом на порядки значительнее, чем в России. Мировой рынок промышленных лазеров в 2018 году достиг 5059 млн долл. [5,7], систем для обработки материалов — 19,8 млрд долл. [32], при этом доля промышленных лазеров, поставляемых для сварки и наплавки, составляет 13% [6,7] (доля российского рынка сварки и наплавки здесь весьма незначительна).
Применение в автомобилестроении лазерных технологий, и в т. ч. лазерной сварки, практически всеобъемлющее — как отмечал Клаус Эммельман еще в 1997 году [33], а сегодня диапазон и возможности лазеров и установок нового поколения значительно расширились. Его пример применения лазерной сварки Nd: YAG и СО2‑лазерами при изготовлении кузова (с анализом преимуществ ЛС перед традиционными технологиями) потрясает и сегодня. Например, это: сварка датчиков подушки безопасности (малое тепловое воздействие), сварка деталей двигателя (высокое качество и производительность), сварка радиаторов (высокое качество), сварка амортизаторов и их стоек (высокая производительность), сварка деталей автоматической коробки передач (высокое качество и производительность), сварка боковой части кузова и крыши, дверных конструкций (высокая жесткость), сварка листовых деталей сложной конфигурации (высокая жесткость при малом весе), сварка бака (высокая стабильность и безопасность), сварка труб глушителя (малая склонность к коррозии, высокая деформируемость изделия).
Его пример применения лазерной сварки Nd: YAG и СО2‑лазерами при изготовлении кузова (с анализом преимуществ ЛС перед традиционными технологиями) потрясает и сегодня. Например, это: сварка датчиков подушки безопасности (малое тепловое воздействие), сварка деталей двигателя (высокое качество и производительность), сварка радиаторов (высокое качество), сварка амортизаторов и их стоек (высокая производительность), сварка деталей автоматической коробки передач (высокое качество и производительность), сварка боковой части кузова и крыши, дверных конструкций (высокая жесткость), сварка листовых деталей сложной конфигурации (высокая жесткость при малом весе), сварка бака (высокая стабильность и безопасность), сварка труб глушителя (малая склонность к коррозии, высокая деформируемость изделия).
Сегодня внедрение новых лазерных технологий часто не требует списания традиционного оборудования и оснастки (морально устаревших, но не физически), а сразу внедряется новое оборудование, поскольку эволюционное развитие автомобилестроения, замена двигателей внутреннего сгорания на электрические и газовые источники требует применения новых конструкций дифференциалов трансмиссий (рис. 19), аккумуляторов и других деталей автомобиля [34–36], не говоря уже о многообразии их новых моделей и относительно малой их серийности, что исключает применение традиционных технологий — штамповки и литья, требующих значительных временных и материальных затрат.
19), аккумуляторов и других деталей автомобиля [34–36], не говоря уже о многообразии их новых моделей и относительно малой их серийности, что исключает применение традиционных технологий — штамповки и литья, требующих значительных временных и материальных затрат.
Рис. 19. Дифференциал трансмиссии / Daimler Trucks [34]. Фото: Daimler
Компания IPG разработала и внедряет в отечественном и зарубежном автомобилестроении, вагоно- и судостроении технологию «клещевой» лазерной сварки нахлесточных многослойных соединений волоконными лазерами взамен контактной сварки [4, 37, 38], рис. 20. Уникальная технология может применяться также в авиации и других отраслях промышленности, в роботизированном и ручном вариантах.
Рис. 20. Поперечный шлиф шва на алюминиевом сплаве (a), сварные швы на высокопрочной стали (б), алюминиевом (в) и нержавеющем сплавах (г). Аппарат «клещевой» лазерной сварки (д). Лазерная сварка корпусов автомобиля (е) [4,37,38]
Лазерная сварка корпусов автомобиля (е) [4,37,38]
По данным европейских и японских судостроителей, исправление деформаций и дефектов корпуса занимает до 30–50% трудоемкости при постройке судов [39, 40]. На рис. 21 приведен сравнительный анализ ЦНИИ ТС (СПб) структуры затрат лазерных и традиционных технологий в судокорпусостроении.
В 1996 г. завершился четырехлетний европейский проект, посвященный изучению возможностей использования лазерной сварки в судостроительной промышленности, закончившийся одобрением этой технологии национальными отраслевыми организациями и давший зеленый свет коммерческому использованию лазерной сварки в судостроении. Координатор проекта EurpoLASER D. Rassel отметил, что уже 3 судостроительных завода установили у себя лазерные сварочные системы, а 17 ведущих мировых компаний из тяжелого машиностроения (транспортное и энергетическое) проявили активный интерес к результатам проекта и его продолжению [39].
На ряде зарубежных верфей, таких как Meyer Werft (Германия), Vosper Thornycroft (Великобритания), Fincantieri (Италия), Odense Lihdo Steel Shipvard (Дания), Mare Island Naval Shipyard (США), в 1994–98 годах, было изготовлено с помощью лазерной резки и сварки большое количество плоскостных многослойных («сэндвичевых») конструкций длиной до 10–20 м (настилов, палуб, платформ), в т. ч. и для боевых кораблей, см. [17].
Как показал технико-экономический анализ, комплексное применение технологий резки и сварки в судокорпусостроении позволяет снизить суммарные затраты на постройку корпусов судов более чем в 2 раза и существенно сократить сроки их постройки. Например, за счет использования лазерных технологий сроки постройки корветов на верфи Vosper Thornycrof (Великобритания) были сокращены на год [40].
В конце 90‑х годов основные параметры лазерной сварки (в т. ч. комбинированной лазерно-дуговой) были согласованы с Морским регистром «Ллойда», норвежским «Веритасом», Итальянским морским регистром и германским «Ллойдом». На верфи Odense (Дания) необходимые испытания по сварке угловых швов производились в начале 1998 г. Соответствующий сертификат был получен в марте этого же года. Технология лазерной сварки к 2000 году была внедрена тремя ведущими европейскими верфями: Odense (Дания) — на автоматизированном участке изготовления плоских секций; Meyer (Германия) — для изготовления сотовых панелей; Fincantieri (Италия) — для сварки стыковых швов [40].
На верфи Odense (Дания) необходимые испытания по сварке угловых швов производились в начале 1998 г. Соответствующий сертификат был получен в марте этого же года. Технология лазерной сварки к 2000 году была внедрена тремя ведущими европейскими верфями: Odense (Дания) — на автоматизированном участке изготовления плоских секций; Meyer (Германия) — для изготовления сотовых панелей; Fincantieri (Италия) — для сварки стыковых швов [40].
Опыт применения лазерных и гибридных технологий сварки в судостроении Германии показал возможность уменьшить вес судна до 30%. Это достигается за счет облегчения внутренних конструкций без потери прочности [41].
На судостроительной верфи Meyer Werft (Papenburg, Germany) работа над внедрением лазерных технологий продолжается, и в ближайшие годы планируется внедрить лазерную сварку стальных листов толщиной до 30 мм шестидесятикиловаттным диодным лазером немецкой компании Laserline по проекту DIOMAR — Laser Zentrum Hannover (LZH) совместно с производителем электроники Held Systems Deutschland (Heusenstamm, Germany), рис. 22. Процесс лазерной сварки отличается высокой надежностью и экологичностью и должен обеспечить снижение издержек производства и повышение производительности труда. Традиционный, наиболее часто используемый процесс дуговой сварки под флюсом отличается низкой производительностью и большими деформациями сварных заготовок [42].
22. Процесс лазерной сварки отличается высокой надежностью и экологичностью и должен обеспечить снижение издержек производства и повышение производительности труда. Традиционный, наиболее часто используемый процесс дуговой сварки под флюсом отличается низкой производительностью и большими деформациями сварных заготовок [42].
Рис. 22. Диодный лазер компании Laserline мощностью до 60 кВт должен обеспечить более экономичную сварку толстолистового металла толщиной до 30 мм на немецкой судостроительной верфи Meyer Werft [42]. Фото: Meyer Werft/M. Wessels
Целью проекта DIOMAR также является достижение высокого качества сварного соединения при высокой скорости сварки, а партнеры хотят сократить расходы на подготовку кромок листовых заготовок под сварку и уменьшить количество дополнительного, присадочного материала по сравнению с традиционными методами [42].
Одна из крупнейших в мире судостроительных компаний FINCANTIERI, базирующаяся в Италии, уже имеющая опыт применения лазерных технологий (см. выше), приобрела линию по производству тонких плоских панелей с использованием гибридной лазерной сварки у финской фирмы PEMAMEK. Производственная линия общей длиной 300 м включает в себя одностороннюю сварочную станцию, фрезерную станцию, станции сборки и сварки профилей (обе с использованием гибридной лазерной сварки), линию обработки профилей, станок для обрезки панелей и несколько роботизированных сварочных систем, которые могут приваривать Т‑образные балки к панели [43].
выше), приобрела линию по производству тонких плоских панелей с использованием гибридной лазерной сварки у финской фирмы PEMAMEK. Производственная линия общей длиной 300 м включает в себя одностороннюю сварочную станцию, фрезерную станцию, станции сборки и сварки профилей (обе с использованием гибридной лазерной сварки), линию обработки профилей, станок для обрезки панелей и несколько роботизированных сварочных систем, которые могут приваривать Т‑образные балки к панели [43].
Ранее компания PEMAMEK также снабжала верфи компании роботизированными сварочными станциями, установкой для односторонней гибридной лазерной сварки, линией обработки профиля и еще одной комплектной линией плоских панелей [43].
Усовершенствованная производственная линия полностью адаптирована к потребностям FINCANTIERI для производства высококачественных панелей и блоков круизных судов. Благодаря минимальным деформациям на производимых панелях FINCANTIERI сможет изготавливать панели с лучшим качеством и производительностью. Уровень автоматизации во всей линии оптимизирован для достижения высокой производительности, с минимальным использованием ручного труда и рабочей силы. Полная линейка тонколистовых панелей PEMA Laser-Hybrid будет запущена в 2020 году [43].
Уровень автоматизации во всей линии оптимизирован для достижения высокой производительности, с минимальным использованием ручного труда и рабочей силы. Полная линейка тонколистовых панелей PEMA Laser-Hybrid будет запущена в 2020 году [43].
Легкие сварные сталеалюминиевые конструкции, сваренные лазером, сегодня начинают применяться в автомобильной и судостроительной промышленности для снижения веса изделий и, соответственно, расхода топлива и выбросов углекислого газа. Корпуса судов из стали и алюминиевых сплавов, сваренные лазером, используются в яхтостроении и, например, в совместном исследовательском проекте LaSAAS и лазер Zentrum Hannover e. V. (LZH) [44], рис. 23.
Рис. 23. Корпуса судов из стали и алюминиевых сплавов, сваренные лазером, используются в яхтостроении [44]
Технологии соединения/сварки в значительной мере участвуют в создании добавочной стоимости. Развитие технологий соединения гарантирует образование и сохранение рабочих мест. В таких технологиях есть потенциал роста и развития. Соединительные/сварочные технологии обеспечивают высокую конкурентоспособность производства [45].
В таких технологиях есть потенциал роста и развития. Соединительные/сварочные технологии обеспечивают высокую конкурентоспособность производства [45].
Airbus начал применять СО2‑лазеры для сварки стрингера и обшивки фюзеляжа на панелях самолетов в начале 2000‑х (Schumacher et al., 2002; Vollertsen et al., 2004). Это было достигнуто благодаря развитию лазерных сварочных модулей, а также благодаря созданию сплава Al-Mg-Si-Cu. Вместо обычной клепки стрингеры соединяют с обшивкой путем одновременной лазерной сварки с обеих сторон, как показано на рис. 24. Снижение веса, высокая производительность, улучшение коррозионной стойкости и хорошие экономические характеристики являются основными преимуществами замены традиционного процесса клепки лазерной сваркой [17]. По данным [46], фирма Airbus использовала лазерную сварку для соединения стрингеров с обшивкой при производстве нижней части фюзеляжа аэробусов А318, А340-60 и А380, в результате чего было достигнуто существенное сокращение производственных расходов. Впервые в мировой авиационной практике в Гамбурге, в реальных полетных условиях, были протестированы возможности использования лазерной сварки при сборке самолета Airbus А318. Передача первого самолета в эксплуатацию планировалась на конец 2003 г. [47].
Сварка волоконными лазерами
Классификация приемов и способов лазерной сварки волоконными лазерами позволит более четко упорядочить существующее многообразие технологических процессов.
Введение
Объемы применения лазеров в промышленности постоянно растут [1]. Станки лазерной резки и маркировки можно встретить на многих металлообрабатывающих предприятиях. Выгода применения лазерных технологий очевидна: высокие скорости, точность и качество обработки, низкая себестоимость и высокая степень автоматизация труда делают процесс лазерной обработки экономически эффективным.
Появление в начале 2000‑х годов нового поколения лазеров диапазона мощностей излучения от 1 кВт и выше [2] на основе активного волокна легированного ионами иттербия, вызвало интерес к широкому их использованию и для других видов металлообработки: сварки, термообработки, наплавки, аддитивных технологий. Высокая мощность лазерного излучения до 100 кВт [3], возможность передачи излучения через транспортное волокно, высокий КПД (до 35 %), стабильность работы и простота в эксплуатации, отсутствие необходимости применения газов и других расходных элементов повысили экономическую целесообразность использования лазера в качестве источника нагрева для различных технологических процессов.
Начиная с 2000‑х годов в Европе, Японии, США технологии лазерной сварки на базе волоконных лазеров активно развиваются и внедряются в промышленность. В автомобилестроении, вагоностроении, машиностроении и авиационной промышленности применяется лазерная (гибридная) сварка, обеспечивающая высокий уровень автоматизации производства, а получаемые соединения, выполненные посредством лазера, имеют высокое качество.
Лазерная сварка активно исследуется и периодически внедряется на заводах такими организациями как МГТУ им. Н. Э. Баумана (Москва), Политехнический университет (Санкт-Петербург), ИПЛИТ РАН (Шатура) и другими, однако широкого распространения в России технология лазерной сварки пока не получила. Во многом это связано со сложившейся экономической ситуацией в стране и неспособностью предприятий внедрять новые технологии, а также с недостаточной осведомленностью технологов и главных сварщиков предприятий о современных возможностях лазерной сварки.
Цель данной работы — показать все имеющиеся лазерные технологии и способы на сегодняшний день, структурировать и классифицировать имеющуюся информацию.
Классификация технологии лазерной сварки
С появлением волоконных лазеров технология лазерной сварки получила второе дыхание. Те области, где ее применение было затруднено и казалось невозможным, стали доступны. За последние 10 лет технология лазерной сварки значительно развилась и дополнилась технологическими приемами и способами. Так, возможна следующая классификация:
1. По форме (геометрии) получаемого сварного шва;
2. По количеству проходов;
3. По виду фокусного пятна;
4. По виду присадочного материала;
5. По наличию дополнительных источников нагрева;
6. По виду сварных швов;
7. По типу оптических сварочных головок;
8. По типу защиты сварного шва
Схематически классификация лазерной сварки представлена на рис. 1.
Рис. 1. Классификация технологии лазерной сварки
Классификация по форме проплавления
По форме можно различить три вида сварных лазерных швов: с глубоким проплавлением, средним и широким. Коэффициент проплавления K, отношение глубины сварного шва b к ширине a у сварных швов с глубоким проплавления равен более двух, у средних находится на уровне от 1 до 2, и у широких равен или менее 1 (рис. 2).
Рис. 2. Виды сварных соединений, выполненных методом лазерной сварки
Рис. 3. Образец лазерной сварки с глубоким проплавлением k = 4: P = 5.4 кВт, V = 0,9 м/мин, δ = 12 мм [5].
Получение шва с глубоким проплавлением (рис. 3) возможно благодаря феномену парогазового канала, который возникает в жидкой ванне расплаве [4]. Такие сварные швы выполняются, как правило, на скоростях от 1 м/мин, фокус находится ближе к поверхности свариваемых деталей или немного заглублен. В результате получения максимальной плотности мощности на поверхности изделия сварной шов приобретает глубокое «кинжальное» проплавление на рис. 2.
Технология лазерной сварки с формированием глубокого «кинжального» проплавления может быть использована при обеспечении беззазорной сборки между свариваемыми кромками. Такие жесткие требования могут быть выполнены только при наличии ровных (фрезерованных) кромок и точной геометрии заготовок. Наличие даже минимального зазора между свариваемыми кромками (0,1–0,2 мм) будет вносить в геометрию сварного шва дефекты.
а) б) в)
Рис. 4. Образец лазерной сварки со средним и широким формированием шва, толщиной 6 мм: а) лазерная сварка в среде защитного газа К=1,4, б) лазерная сварка с присадочной проволокой, в) пример сварного шва с широким формированием шва К=1
Для уменьшения требований к сборке свариваемых кромок разработаны технологические режимы, для которых типично получение более широких сварных швов (рис. 4) с меньшими требованиями к качеству сборки кромок. Одним из самых простых способов для получения широкого шва является сварка в расфокусе. При этом требуемая глубина проплавления регулируется скоростью сварки и увеличением мощности лазерного излучения. Феномен парогазового канала при таком режиме остается, но ширина шва увеличивается. Такие сварные соединения снижают требования к величине зазора между кромками и составляют в среднем до 10 % от толщины свариваемого материала. Увеличение диаметра пятна на поверхности и объема жидкой ванны расплава позволяет вести сварку с подачей присадочной проволоки, требования к величине зазора снижаются до 15–20 % от толщины материала. Другим способом увеличения ширины является применение различных специализированных фокусных пятен, речь о которых пойдет ниже.
Для получения максимально широкого сварного шва еще больше снижают скорость сварки, увеличивают диаметр пятна на поверхности за счет расфокусировки с одновременным увеличением мощности лазерного излучения. У таких швов глубина проплава может быть меньше, чем ширина шва. Такие сварные соединения могут быть использованы для получения несквозных, облицовочных сварных швов, а также для компенсации неточностей сборки деталей перед сваркой или влияния поводок, возникающих в ходе самой сварки.
Классификация по количеству проходов
Лазерная сварка обычно выполняется за один проход, без разделки кромок, с высокими скоростями ведения процесса и это, бесспорно, считается преимуществом. Такая технология применяется для сварки, например сталей, толщин до 10 мм без возникновения каких-либо технологических проблем. Увеличение толщины свариваемых изделий (уже свыше 12 мм) приводит к повышению вероятности появления дефектов в сварном шве, таких как провалы, подрезы, поры, полости, трещины.
Причины появления дефектов следующие: при увеличении толщины свариваемых изделий (свыше 16 мм) прямопропорционально увеличивается мощность лазерного излучения, для обеспечения сквозного проплавления, снижается и скорость сварки, в результате чего объем жидкой ванны расплава становится больше и процессы происходящие в ней становятся менее управляемыми.
Так, при достижении определенного объема жидкого металла силы поверхностного натяжения уже не могут удерживать ванну расплава и жидкий металл вытекает каплями снизу, образуя недостаток материала сварного шва сверху. Для устранения подобных дефектов авторы [6] предлагают гибридизировать процесс и использовать медные и флюсовые подкладки.
При увеличенном объеме жидкой ванны расплава перенос металла в заднюю часть расплава происходит не за один цикл, а за несколько, прежде чем металл успеет кристаллизоваться. Периодические раскачивания жидкого металла в ванне расплава назад и вперед снижает стабильность процесса сварки, металл, попадая под лазерный луч, всхлапывает парогазовый канал и приводит к появлению дефектов.
Следует также отметить, что однопроходная сварка больших толщины ведет к образованию срединных трещин (полостей) независимо от склонности материала к растрескиванию (рис. 5) вследствие термической усадки материала и высоких скоростей охлаждения.
Рис. 5. Проплавление по телу пластины глубиной 20 мм, выполненное волоконным лазером на мощности 30 кВт, со скоростью 1 м/мин, материал сталь 3 [5]
Рис. 6. Сварное соединение, выполненное за два прохода с двух сторон [5]
Для таких случаев технологами разрабатываются специальные методы лазерной сварки с применением дополнительных технологических приемов и способов: в горизонтальном положении, на медной подкладке, с поддувом парогазового канала, с предварительным введением компенсационных напряжений в конструкцию.
Другим таким методом является сварка за два прохода с двух сторон. При первом проходе формируется основной шов с качественным формированием корня шва, при втором проходе формируется верх шва (рис. 6). Скорость сварки при этом сохраняется высокой, поэтому выполнение второго прохода существенно не снижает производительности.
При увеличении толщины свариваемых изделий свыше 20 мм может применяться технология многопроходной лазерной сварки в узкую разделку [7]. Такая технология сварки последние годы активно исследуется и начинает применяться в различных отраслях промышленности. Преимущества технологии по отношению к дуговой сварке больших толщин в широкую разделку следующие: увеличение производительности в 5–8 раз, снижение объема фрезеровки в 10 раз, снижение остаточных напряжений и деформация в 3 раза [8], снижение зоны термического влияния, экономия присадочного материала и электроэнергии. Преимущества по отношению к однопроходной лазерной сварке следующие: не требуется большая мощность лазерного излучения, снижается вероятность появления дефектов, особенно в виде трещин, повышение стабильности процесса.
Классификация по виду фокусного пятна
Технология лазерной сварки обычно осуществляется с применением одного лазерного излучения, которое фокусируется в нужный диаметр пятна при помощи выпуклой линзы, установленной в оптической сварочной головке. В случае применения волоконных лазеров применяется коллимирующая линза, для того чтобы расходящееся лазерное излучение собрать в параллельный пучок. Такая схема используется в большинстве станков для лазерной сварки, и она формирует круглое фокусное пятно, которое пригодно для решения большинства задач.
Однако в некоторых случаях для решения конкретных технологических задач могут применяться и специализированные фокусирующие системы. Так, для уменьшения требований к зазорам могут применяться сканирующие системы, позволяющие колебать лазерный луч около оси распространения излучения. Ключевыми параметрами в задании колебаний являются амплитуда, частота и фаза колебаний, в частности, гармонические, круговые (рис. 4, 8, 9).
а) б)
в) г)
Рис. 7. Макрошлиф сварного соединения, полученного методом многопроходной лазерной сварки: а) сталь 09 Г2 С толщиной 25 мм; б) алюминиевый сплав АМг3 толщиной 30 мм, в) титановый сплав ВТ‑1 толщиной 20 мм, г) титановый сплав ВТ‑1 толщиной 40 мм [5]
а)б)
Рис. 8. Типы сканирования лазерного излучения
а) б)
Рис. 9. Влияние кругового сканирования на геометрию сварного шва: а) без сканирования; б) с круговым сканированием [5]
Рис. 10. Внешний вид сварочной головки IPG FLW D50 с модулем двойного фокуса [5]
Помимо сканирования разработаны системы для расщепления лазерного излучения (TwinFocus, Duаl Focus — рис. 10). Двойные фокусные пятна используются как для уменьшения требований к зазорам за счет увеличения ширины сварного шва [8], так и для стабилизации процессов в парогазовом канале и уменьшения количества пор [9]. В первом случае фокусные пятна расположены поперечно сварному шву, во втором случае линейно вдоль сварного шва.
Помимо специализированных оптических систем используются два или более лазеров, излучение которых фокусируется на поверхности свариваемых изделий по различным схемам. Двухлучевая лазерная сварка является более гибким инструментом в отличие от систем расщепления лазерного луча. Взаимное расположение фокусных пятен, углов подачи лазерного излучения позволяют регулировать различные процессы, возникающие в парогазовом канале, жидкой ванне расплава во время сварки и управлять скоростью кристаллизации и охлаждения сварного шва [10].
Классификация по применению присадочного материала
Присадочный материал в виде проволоки при лазерной сварке может использоваться при формировании средних по ширине сварных швов. Присадочная проволока обычно подается в переднюю часть жидкой ванны расплава либо в холодном, либо в горячем состоянии. Разогрев проволоки осуществляется путем резистивного нагрева и регулируется величиной тока, протекающего в проволоке. Добавление присадочного материала позволяет сформировать усиление с лицевой поверхности соединения, а также производить легирование металла шва.
Другим способом осуществить присадку возможно при помощи тонких пластин (проставок) из определенного материала, которые в процессе подготовки соединения под сварку фиксируются между свариваемыми кромками (рис. 11). Способ предпочтителен при соединении трудносвариваемых сталей и разнородных материалов. В зависимости от толщины вставки (до 1 мм) можно сформировать на всю глубину отличный по составу сварной шов, состоящий из смеси основного и присадочного материалов.
Рис. 11. Пример сварного соединения, выполненного лазерной сваркой по вставке волоконным лазером: марка сталь 40, толщина 8 мм, скорость сварки 1 м/мин, мощность лазерного излучения 9,5 кВт [5]
а) б)
Рис. 12. Лазерное сварное соединение, полученное волоконным лазером с присадочным порошком и с линейным сканированием: скорость сварки 1,5 м/мин, мощность лазерного излучения 7 кВт. а) макрошлиф с измерением микротвердости HV0.1 б) микроструктура зоны сплавления, увеличение 50х [5]
Следует отметить, лазерная сварка может осуществляться с присадочным материалом в виде порошка. Данный способ возможно применять для устранения плавающих зазоров между свариваемыми кромками, когда порошок предварительно засыпается в имеющийся зазор. Величина зазора в этом случае может составлять 1,5–2 мм. При помощи порошка также можно осуществлять легирование сварного шва. Так, на рис. 12 представлено сварное соединение, сварной шов которого состоит из никелевого сплава и имеет аустенитную структуру, тогда как основной металл имеет ферритную структуру.
Классификация по наличию дополнительных источников нагрева
Начиная с 80‑х годов лазерный источник нагрева начали применять одновременно с дуговым, назвав технологию комбинированным методом лазерной сварки и дуговым плавящимся электродом (MIG) [11]. Сейчас эта технология стала достаточно популярной и получила название гибридной технологии лазерной сварки.
Гибридизация процесса может быть как с дуговым процессом, плазменным и с другими источниками тепла. Если два источника находятся достаточно близко друг от друга, то происходит объединение двух источников энергии в одной жидкой ванне расплава и возникает синергетический эффект, т. е. увеличение глубины проплавления. Если два источника разнесены на определенное расстояние, то синергетического эффекта не происходит, то есть процесс становится комбинированным.
В этом случае добавление второго источника тепла носит другие конкретные функции. Так, например, наличие дугового источника, который идет впереди лазерного излучения, позволяет произвести предварительный подогрев изделия и увеличить поглощательную способность материала. Если дуговой источник идет позади лазерного излучения, то дуговой процесс влияет на температуру охлаждения жидкого металла, делая термическим более мягким, в результате чего лазерная сварка может применяться для трудносвариваемых материалов, также дуговой процесс может использоваться для устранения геометрических дефектов верха сварного шва.
Помимо дуги к лазерному источнику для решения конкретных технологических задач могут добавлять плазму, световое пятно, индукционный подогрев. Последнее позволяет проводить предварительный подогрев свариваемых кромок, что позволяет проводить сварку трудносвариваемых сталей с повышенным углеродным эквивалентом [12].
Классификация по виду сварных швов
Известно, что лазерной сваркой можно выполнять различные типы сварных соединений: стыковые, внахлест, угловые, тавровые и т. д. Однако помимо типовой классификации лазерные сварные соединения можно классифицировать также по виду сварных швов: непрерывные, точечные и коротко-шовные.
Мощными волоконными лазерами непрерывного действия обычно выполняют непрерывные продольные швы. Такие сварные соединения наиболее часто используются для сварки ответственных сварных конструкций, для обеспечения герметичности конструкций.
Для сварки менее ответственных конструкций применяют точечную лазерную сварку, такая технология используется при сварке импульсными твердотельными лазерами.
Короткошовная лазерная сварка применяется для сварки тонколистового материала в автомобильной промышленности. В частности, разработана специализированная клещевая сварочная головка для сварки тонкостенных конструкций, которая уже применяется на ряде автомобильных заводов [13] (рис. 13).
Рис. 13. Устройство клещевой лазерной коротко-шовной сварки типа [5]
В сравнении с контактной сваркой данный способ сварки позволяет уменьшить вес кузова автомобиля, что достигается путем изменения ширины фланцев под сварку с 16 до 8 мм, а также применением новых типов сварных соединений [14]. Следует также отметить, что лазерная сварка оказывает минимальное воздействие на оцинкованное покрытие вокруг сварного шва и в некоторых случаях позволяет производить сварку без выхода сварного шва с лицевой стороны.
Классификация по виду оптических сварочных головок.
Сварочные головки обычно различают по типу оптических элементов: проходного и зеркального типа. Но для самой технологии лазерной сварки большее значение имеют параметры оптической системы, фокусные расстояния коллимирующей и фокусирующей линз, которые для сварочного процесса подбираются конкретно для решения той или иной задачи.
Так, в зависимости от основного параметра оптической системы — фокусного расстояния фокусирующей линзы можно различить три вида сварочных головок: короткофокусные, среднефокусные и дальнофокусные. К короткофокусным системам можно отнести системы с фокусным расстоянием до 200 мм. К среднефокусным — от 200–600 мм. К длиннофокусным — от 600 мм и выше.
Короткофокусные системы выгодно использовать для сварки тонкостенных изделий (до 2–3 мм), не требующих больших мощностей лазерного излучения. Процесс сварки в этом случае идет без образования значительных брызг и плазмы.
Среднефокусные системы используются для сварки толщин более 3 мм, в этом случае используются лазерные источники с большей мощностью и увеличение фокусного расстояния позволяет уменьшить риск попадания брызг и искр на оптические элементы сварочной
головки.
Длиннофокусные системы используются для сварки небольших толщин с применением волоконных лазеров мощностью до 10 кВт либо для сварки сверхбольших толщин с использованием лазеров, имеющих мощность до 100 кВт. Так, получила распространение технология удаленной лазерной сварки (рис. 14). Для этих целей специально разработаны мощные сканеры, позволяющие независимо от манипулятора производить запрограммированные движения лазерным лучом, что позволяет увеличить производительность процесса сварки. Технология нашла применение в автомобильной промышленности для сварки различных штампованных изделий.
Рис. 14. Устройство удаленной лазерной сварки [5]
Классификация по типу защиты сварного шва от окружающей среды
Обычно лазерную сварку волоконными лазерами осуществляют в среде защитного газа аргон, как наиболее дешевого инертного газа. Длина волны волоконных лазеров 1065–1085 нм не поглощается аргоном. Однако приповерхностная плазма все равно присутствует, т. к. во время сварки аргон смешивается с парами металла и происходит ионизация. При повышении мощности лазерного излучения (свыше 5 кВт) приповерхностная плазма увеличивается, прозрачная плазма для лазерного излучения волоконного лазера уменьшается из-за наличия различных примесей, что вносит видимые искажения в процесс фокусировки лазерного излучения.
Для подавления плазмы и увеличения стабильности лазерной сварки возможно применение различных смесей инертных газов: аргон + гелий. Добавление гелия позволяет уменьшить размер приповерхностной плазмы, снизить ее температуру и увеличить прозрачность для лазерного излучения, тем самым повысить стабильность процесса сварки.
Для решения узкоспециализированных задач, например, для увеличения глубины проплавления, производительности или для уменьшения вероятности появления количества дефектов в сварном шве добавляют активные газы: углекислоту, кислород, водород или азот.
Так, кислород, попадая в большом количестве в сварной шов, однозначно ухудшает прочность сварного шва, так как появляются оксиды, которые выпадают по границам зерен кристаллов, что в конечном счете увеличивает вероятность появления горячих и холодных трещин. Однако добавления кислорода в защитный газ в лимитированном размере позволяет стабилизировать парогазовый канал, в результате чего снижается количество внутренних дефектов в виде пор. Углекислота оказывает аналогичное влияние [15].
Небольшое количество азота в защитном газе на некоторых сталях, которые содержат такие легирующие элементы, как марганец, титан, молибден, оказывает положительное воздействие. Образование нитридов увеличивает прочность сварного шва с уменьшением пластичности.
Другим методом защиты сварного шва является применение сварочного флюса, который может использоваться сверху для защиты сварного шва от взаимодействия с окружающей средой, так и снизу в виде флюсовой подушки для поддержания жидкой ванны расплава и для защиты от окисления.
Также на неответственных конструкциях при лазерной сварке защитный газ не применяется. Так, для сварки низкоуглеродистых сталей, используемых в автомобильной промышленности, для уменьшения себестоимости погонного метра сварки защита не применяется.
Следует также отметить, что лазерная сварка, также как и сварка электронным лучом, может производиться в вакууме. На рынке доступны станки для лазерной сварки трансмиссий автомобилей в вакууме [16]. Лазерный источник в этом случае работает как полноценная замена электронно-лучевой пушке. При этом не требуется обеспечивать глубокий вакуум.
Заключение
1. Предложенная классификация лазерной сварки по восьми признакам позволяет упорядочить то многообразие технологических процессов, имеющихся в области лазерной сварки.
2. Лазерная сварка на базе волоконных лазеров является гибким многообразным процессом, и в зависимости от поставленных задач могут применяться и разрабатываться новые способы сварки.
Литература
1. DAVID A. BELFORTE Fiber lasers continue growth streak in 2014 laser market//Industrial laser solution. — 2015. — № 1. — С. 5–13.
2. Gapontsev V. et al. 2 kW CW ytterbium fiber laser with record diffraction-limited brightness//Lasers and Electro-Optics Europe, 2005. CLEO/Europe. 2005 Conference on. — IEEE, 2005. — С. 508.
3. Gapontsev V. P. et al. 100‑kW ytterbium fiber laser//Optoelectronics’ 99‑Integrated Optoelectronic Devices. — International Society for Optics and Photonics, 1999. — С. 49–54.
4. Григорьянц А. Г., Шиганов И. Н., Мисюров А. И. Технологические процессы лазерной обработки. — М.: Изд-во МГТУ им. НЭ Баумана, 2008.
5. Технический отчет о проведении научно-исследовательской работы отдела лазерных технологий (103) сектор лазерной сварки ООО НТО «ИРЭ-Полюс».
6. Seffer O. et al. Laser-GMA hybrid welding of API 5L X70 with 23 mm plate thickness using 16 kW disk laser and two GMA welding power sources//Journal of Laser Applications. — 2014. — Т. 26. — №. 4.
7. Zhang X. et al. Welding of thick stainless steel plates up to 50 mm with high brightness lasers//Journal of Laser Applications. — 2011. — Т. 23. — №. 2
8. Longfield N. et al. Improving laser welding efficiency//WELDING JOURNAL-NEW YORK-. — 2007. — Т. 86. — №. 5. — С. 52.
9. Hayashi T. et al. Reduction mechanism of porosity in tandem twin-spot laser welding of stainless steel//Welding international. — 2003. — Т. 17. — №. 1. — С. 12–19.
10. Grigor’yants A. G. et al. Efficiency of the process of two-beam deep penetration laser welding//Welding International. — 2011. — Т. 25. — №. 03. — С. 188–195.
11. Hamasaki M. Welding method combining laser welding and MIG welding: пат. 4507540 США. — 1985.
12.Lahdo R. et al. GMA-laser Hybrid Welding of High-strength Fine-grain Structural Steel with an Inductive Preheating//Physics Procedia. — 2014. — Т. 56. — С. 637–645.
13.Siewert A., Krastel K. Fiber Laser Seam Stepper Replacing Resistance Spot-Welding//Laser Technik Journal. — 2014. — Т. 11. — №. 4. — С. 52–55.
14. Klinger J. Automotive Body Structure Assembly: Mass & Cost Saving Potential ofLaser Welding Compared to Spot Welding. — 2012.
15.Zhao L. et al. Prevention of porosity by oxygen addition in fibre laser and fibre laser-GMA hybrid welding//Science and Technology of Welding and Joining. — 2014. — Т. 19. — №. 2. — С. 91–97.
16.Сайт компании Precision technology, INC. url: http://www.ptreb.com/Vacuum-Laser-Welding-Systems/.
Лазерная металлообработка: что умеет «мирный» лазер?
Вопросы, рассмотренные в материале:
- Что из себя представляет процесс лазерной металлообработки
- Какие существуют типы лазеров
- Что можно сделать с помощью лазерной металлообработки
- В чем заключаются преимущества лазерной резки металлов
В промышленном производстве в последнее время все чаще стали использовать лазер. С помощью лазерных установок выполняют такие операции, как формовка, резка, стыковка и т. п., причем работать можно с самыми разнообразными материалами – деревом, пластмассой, бумагой и пр. В этой статье мы поговорим о том, что собой представляет лазерная металлообработка, которую относят к одной из передовых техник работы с металлом.
Благодаря современному оборудованию, позволяющему выполнять необходимые настройки мощности лазера и выбирать глубину проникновения луча, можно резать и выполнять гравировку в соответствии с любыми потребностями клиента. Какие типы лазерной металлообработки существуют и в чем ее основные преимущества, узнаете из нашей статьи.
Особенности лазерной металлообработки
Из названия сразу становится понятно, что лазерную металлообработку выполняют посредством лазерного луча, который подается из специальной установки. Благодаря своим свойствам луч на небольшой площади обрабатываемой поверхности фокусирует энергию высокой плотности. В результате обрабатываемый материал начинает активно разрушаться (плавиться, сгорать, испаряться и т. п.).
Оборудование для лазерной металлообработки способно сконцентрировать на обрабатываемой поверхности энергию плотностью 108 Ватт на квадратный сантиметр. Понять, каким образом получается подобный эффект, невозможно, не разобравшись предварительно со свойствами лазерного луча. Для него характерны:
- Постоянство длины и частоты волн (монохроматичность). В этом состоит его основное отличие от световых волн. Благодаря такому свойству не составляет труда сфокусировать луч на любой поверхности, воспользовавшись обычными оптическими линзами.
- Высокая направленность и небольшой угол наклона. Это дает возможность получить сфокусированный луч.
- Когерентность, означающее согласованность и резонирование большого числа волновых процессов, происходящих в лазерном луче. Благодаря этому суммарная мощность излучения возрастает в разы.
В двух словах лазерную металлообработку можно описать следующим образом. Луч, воздействуя на обрабатываемую поверхность, быстро нагревает и расплавляет ее. А так как он продолжает действовать на подвергаемый обработке металл, то температура в месте контакта достигает точки кипения, заставляя материал испаряться.
Какие существуют типы лазеров
Есть несколько технологий лазерной резки металла, определяемых в зависимости от вида рабочего элемента – лазера, и его мощности. На сегодняшний день можно выделить три основных вида лазерных установок:
- твердотельные с мощностью, не превышающей 6 кВт;
- мощность газовых установок достигает 20 кВт;
- самыми мощными являются газодинамические установки, минимальная мощность которых составляет 100 кВт.
В промышленности в основном используются твердотельные установки, предназначенные для лазерной металлообработки.
Лазерное излучение в подобных установках, за счет которого и происходит резка металла, может быть как импульсным, так и непрерывным. Рабочие элементы (рабочее тело) в таких устройствах представлены рубином, стеклом с примесью неодима или флюорита кальция. Основным преимуществом этого типа оборудования является возможность создания мощнейшего лазерного импульса за доли секунды. Газовые лазерные установки больше соответствуют научным либо техническим целям, в промышленности они находят применение нечасто.
Рабочим телом в такого рода оборудовании является смесь газообразных веществ, которая применяется в процессе лазерной металлообработки. Установки работают за счет азота, углекислого газа и гелия. Электрический ток, воздействуя на атомы этих газов, возбуждает их, благодаря чему начинают проявляться такие свойства, как монохроматичность и направленность. Именно их и можно назвать основными достоинствами газовых лазерных установок.
Самыми мощными являются газодинамические лазеры, рабочим веществом которых является углекислый газ.
Процесс лазерной металлообработки выглядит следующим образом: нагретый до определенной температуры углекислый газ поступает в узкий канал, в котором происходит расширение его структуры, после чего газ охлаждается. В результате образуется необходимая энергия, за счет которой и выполняется лазерная резка металлов.
Что можно сделать с помощью лазерной металлообработки
Среди основных технологий лазерной металлообработки можно выделить прямое лазерное спекание, лазерную и лазерно-механическую гибку, лазерную сварку, лазерное сверление и лазерную резку. Остановимся на каждом из этих процессов немного подробнее.
1. Прямое лазерное спекание металлов.
Прямое лазерное спекание металлов – обладающий высоким потенциалом способ, позволяющий быстро изготавливать металлические прототипы. С его помощью производят металлические формообразующие вставки пресс-форм, которые в дальнейшем используются в процессе литья пластмасс под давлением, а также изготавливают образцы и прототипы разного рода деталей.
В процессе лазерного спекания металлический порошок при помощи лазерного луча постепенно наплавляют по контуру заготовки. Для этого при таком виде лазерной металлообработки используются 3D-данные. Для изготовленных посредством данной технологии деталей характерны высокая прочность, а также устойчивость к разного рода механическим воздействиям.
При помощи лазерного спекания обрабатывают следующие материалы:
- высококачественную сталь;
- инструментальную сталь;
- титан;
- алюминий.
Рекомендовано к прочтению
2. Лазерная и лазерно-механическая гибка металлов.
Этот вид лазерной металлообработки предполагает, что заготовки будут загибаться под воздействием лазерного луча. Узконаправленный нагрев металлической пластины приводит к тому, что она начинает расширяться в определенном месте, однако ее расширение невозможно из-за расположенных рядом холодных частей поверхности, не подвергавшихся воздействию лазера. Возникающее в процессе механическое напряжение приводит к сгибанию плоской пластины. Процесс сопровождается пластическими деформациями металла, за счет которых пластина не возвращается к прежней форме, а остается деформированной и после того, как остынет.
При выполнении лазерно-механической гибки металлов места сгиба нагревают лазерным лучом, а затем механически сгибают. Использование этой технологии позволяет снизить прилагаемые механические усилия для деф
Технологические процессы лазерной резки — Статьи
Успехи по созданию и применению лазерной резки на практике за период почти 40 лет поистине превзошли все ожидания. Уже в 1962 г., спустя лишь 1,5 года после создания первого лазера, фирма «Спектра физикс» (США) поставила на рынок первые коммерческие лазеры. Множество модификаций и типов конструкций лазеров трудно поддается учету и анализу. Самый миниатюрный лазер имеет длину несколько микрон, самая крупная по габаритам лазерная установка «Нова» в Национальной лаборатории Лоуренса Ливермора в США — 137 м и суммарную мощность 1014 Вт. Она используется для фокусировки излучения на смеси дейтерия и трития при термоядерном синтезе. Самый мощный лазер Европы «Астерикс» в институте Макса Планка имеет мощность 1012 Вт, работает на атомах йода с накачкой светом фотовспышек.
Области применения лазеров и лазерной техники еще более многочисленны, чем разнообразие их конструкций. Всего насчитывается несколько сотен областей использования лазеров на практике. Наиболее массовой областью использования лазерной техники является в настоящее время лазерная обработка материалов, в основе которой лежит в большинстве случаев тепловое воздействие лазерного излучения.
Создание в 70-х гг. газовых лазеров непрерывного действия повышенной мощности (свыше 1 кВт) открыло новые перспективы в применении лазерной техники. С их появлением область использования лазерного луча для обработки материалов расширилась от микроэлектроники и приборостроения до многих энерго- и материалоемких отраслей промышленности, таких как машиностроение, электротехническая промышленность, металлургия и т.д. Этому способствовали уникальные свойства лазерного излучения как инструмента при обработке материалов. Высокие плотности мощности лазерного излучения, существенно превосходящие другие источники энергии (до 108-109 Вт/см2 в непрерывном режиме и до 1016-1017 Вт/см2 в импульсном режиме), позволяют не только значительно увеличить производительность обработки, но и получать качественно новые результаты по свойствам обрабатываемых материалов. В этой связи лазерный луч как источник нагрева при термической обработке материалов имеет как общие особенности, свойственные всем другим высококонцентрированным источникам, так и свои специфические преимущества, среди которых можно выделить две большие группы.
- Высокая концентрация подводимой энергии и локальность. Это позволяет произвести обработку только локального участка материала без нагрева остального объема и нарушения его структуры и свойств, что приводит к минимальному короблению деталей. В результате достигаются экономические и технологические преимущества. -Кроме того, высокая концентрация подводимой энергии позволяет провести нагрев и охлаждение обрабатываемого объема материала с большими скоростями при очень малом времени воздействия. В результате открывается возможность получения уникальной структуры и свойств обработанной поверхности.
- Высокая технологичность лазерного луча, что подразумевает возможность регулирования параметров обработки в очень широком интервале режимов, легкость автоматизации процесса, возможность обработки на воздухе, исключение механического воздействия на обрабатываемый материал, отсутствие вредных отходов, возможность транспортировки излучения и др.
В результате удается реализовать такой широкий круг технологических процессов и методов обработки материалов (сварка, наплавка, маркировка, закалка, резка и др.), который недоступен другим видам инструмента.
Благодаря созданию надежного и достаточно экономичного лазерного оборудования в 70-80-х гг. возникла новая промышленная технология — лазерная технология обработки материалов.
Всемерное развитие лазерной техники и технологии является сейчас одним из приоритетных направлений ускорения научно-технического процесса, важным фактором интенсификации различных областей промышленности. До настоящего времени выполнен большой объем исследований по применению лазеров в обработке материалов, сформированы основные научные направления, получен большой материал по работе лазерной техники в промышленности.
Рассмотрим особенности конкретных технологических процессов лазерной обработки материалов.
Фигурная резка древесных материалов. Этот процесс широко используется на многих малых предприятиях при изготовлении наличников, карнизов, кронштейнов, мебели и кухонных изделий, шкатулок, сувениров и художественных изделий, эмблем и товарных знаков из драгоценных пород дерева. Раскрой материалов из доски, фанеры, древесно-стружечных плит толщиной до 40 мм осуществляется по сложному программируемому контуру при скорости реза до 3 м/мин. Особый интерес представляет при этом изготовление художественного инкрустированного паркета.
Резание металлов. Лазерная резка стальных листов толщиной до 6 мм по сложному контуру является наиболее распространенным технологическим процессом лазерной обработки в промышленности. Ее применяют для вырезки таких деталей, как прокладки, кронштейны, панели, приборные щитки, двери, декоративные решетки, дисковые пилы. Весьма эффективным оказалось применение лазерной резки фигурных изделий на стадии освоения новой продукции, так как из-за высокой гибкости лазерного оборудования значительно сокращаются сроки освоения изделий. В этих условиях лазерная резка экономичнее резки водяной струей и эрозионной проволокой. В настоящее время высокими темпами развивается резка пространственных изделий, в том числе с использованием роботов-манипуляторов, при этом лазерное излучение к зоне обработки может передаваться по гибкому оптоэлектронному лучепроводу.
Резка неметаллов и труднообрабатываемых материалов. Как показала практика, лазерное излучение может эффективно использоваться для раскроя неметаллических материалов: оргстекла толщиной до 50 мм, фторопласта до 30 мм, стеклотекстолита, гетинакса, полиэтилена, поливинилхлорида до 2 мм, асбоцемента, базальтовых тканей, тканей для бронежилетов, кожи, картона для упаковки, керамики, ситалла, ковров и текстиля. Разработаны экономичные методы резки и термораскалывания стекла, в том числе и по сложному контуру.
Сварка. Лазерной сваркой достаточно просто формируются соединения из углеродистых и легированных сталей толщиной обычно до 10 мм. Наиболее полно преимущества лазерной сварки реализуются при сварке тонких изделий (до 1 мм): электроконтактов, корпусов приборов, батарей аккумуляторов, сильфонов, переключателей, сердечников трансформаторов. Проводится высококачественная сварка ювелирных изделий из золота, платины -(цепочек, колец), а также сварка термопар, -токовводов и т.д.
Маркировка. Этот процесс получил распространение при нанесении размерных шкал на мерительный инструмент, изготовлении табличек и указателей, маркировке изделий (инструмента, подшипников) и товаров, изготовлении сувениров в виде значков или в виде объемных рисунков внутри стеклянных изделий. Процесс маркировки деталей приборов высокопроизводителен и отличается малой стоимостью. Все больше места в общем объеме процессов находит декоративная гравировка: нанесение художественных рисунков на панно, элементы мебели, стекло, кожу и т.д.
Пробивка отверстий. С помощью этого метода можно получать отверстия диаметром 0,2-1,2 мм при толщине материала до 3 мм. При соотношении высоты отверстий к их диаметру 16:1 лазерная пробивка превосходит по экономичности почти все другие методы. Объектами применения этой технологии являются: сита, ушки игл, форсунки, фильтры, ювелирные изделия (подвески, четки, камни). В промышленности с помощью лазеров осуществляется пробивка отверстий в часовых камнях и в волочильных фильерах, причем производительность достигает 700 тыс. отверстий в смену.
Лазерная закалка. Воздействие лазерного излучения на поверхность сплавов позволяет получить глубину упрочнения до 1,5 мм при ширине единичных полос 2-15 мм. Обработке обычно подвергаются детали, работающие в условиях интенсивного износа: направляющие станков, детали двигателей, кольца подшипников, валы, барабаны, запорная арматура, режущий инструмент, штамповая оснастка. Обычно достигается увеличение стойкости изделий в 1,5-5 раз.
Легирование и наплавка. С помощью этих процессов на поверхности сплавов получают слои с уникальными свойствами: высокой износостойкостью, теплостойкостью и т.д. Наибольшее распространение получает лазерная наплавка с целью восстановления изношенных деталей машин: распредвалов, коленвалов, клапанов, шестерен, штампов. Процесс отличается минимальными деформациями детали и повышенной износостойкостью поверхности.
Процессы микрообработки. Высокая степень автоматизации в последние годы позволила вновь на новой стадии использовать на практике такие процессы, как подгонка номиналов резисторов и пьезоэлементов, отжиг имплантированных покрытий на поверхности полупроводников, напыление тонких пленок, зонная очистка и выращивание кристаллов. Возможности многих процессов к настоящему моменту еще не до конца раскрыты.
Лазерная стереолитография. Суть этой технологии состоит в послойном изготовлении вещественных копий компьютерных образов деталей, формируемых с помощью пакетов трехмерной графики. Конкретно технология включает в себя следующие этапы: создание компьютерного образа детали при разбиении его на тонкие поперечные сечения, последовательное воспроизведение этих поперечных сечений при полимеризации поверхности жидкой фотополимеризующейся композиции сфокусированным лазерным излучением, перемещающимся по этой поверхности. Каждый полимеризующийся слой имеет свою сложную конфигурацию, макет изделия формируется при последовательном наложении слоев. Поскольку сфокусированное излучение имеет размеры в несколько десятков микрон и скорость его перемещения может достигать 1 м/с, то можно говорить о создании высокоточной сверхскоростной компьютерной технологии воспроизведения формы пространственных объектов. Для логического завершения этой проблемы необходима реализация последнего, очень важного этапа: превращения полимерных объектов в детали машин или другие изделия, отвечающие определенным требованиям, например, из различных сплавов. Таким процессом, завершающим цикл прототипирования, может быть процесс литья.
Разрабатываемые перспективные технологии. Среди разработок новых техпроцессов большое место занимают комбинированные методы обработки, где воздействие лазерного излучения совмещено с другими техпроцессами. Так, использование лазерного луча совместно с электрической дугой, плазменной струей или газовой горелкой позволяет в несколько раз повысить эффективность воздействия, то есть увеличить толщину сварки, резки или закалки.
Применение лазерного излучения при механической обработке металлов и сплавов позволяет поднять производительность в несколько раз, улучшить качество обработки. Применение пластического деформирования сплавов перед или после лазерной закалки позволяет получить новые свойства поверхности. Интенсивно развиваются методы лазерной обработки тонкостенных листовых материалов для формирования объемных конструкций вследствие направленного деформирования. Известны работы в нашей стране и за рубежом по скоростной лазерной обработке поверхности электротехнических сталей и сплавов для изменения электромагнитных свойств. Большой интерес представляют процессы, основанные на инициировании химических реакций на поверхности материалов, в частности, реакций восстановления металлов, синтеза нитридов, карбидов и других соединений. С успехом проведены работы по очистке от загрязнений и окислов произведений искусства под воздействием лазерного излучения, а также по очистке поверхностей от лакокрасочных покрытий. Имеются проекты по использованию лазерного луча для разрушения горных пород при их бурении, для вскрытия льда на трассе ледокола и даже для выпечки хлеба.
Таким образом, теория и практика лазерной обработки материалов подтверждает огромные возможности лазерных технологических процессов, которые позволяют эффективно решать крупные производственные задачи. При этом применение лазерной техники выводит производство на новый высокоинтеллектуальный уровень, на уровень технологий будущего столетия.
Автор статьи: Сафонов А. Н., источник: Журнал «Технологическое оборудование и материалы» №5, май, 1998.
Лазерная резка алюминия, нержавейки, листового металла и изделий
plazmen.ru » Лазерная резка » Лазерная резка алюминия, нержавейки, листового металла и изделий
Лазерная резка металла
В основе технологии лазерной резки заложен принцип использования для обработки заготовок сфокусированного лазерного луча высокой мощности. Оборудование, оснащенное лазерной установкой, может разрезать материал любой твердости. При этом точность и качество поверхности реза не потребуют дополнительной обработки.
Материалы
Каждый отдельно взятый материал имеет свои особенности, оказывающие влияние на качество работ при лазерной резке. Процесс реза сопровождается плавлением, испарением, возгоранием и выдуванием обрабатываемого материала. Вязкость материала, его теплофизические и оптические свойства, способность к образованию шлака требуют подбора параметров лазерной установки, при которых вышеперечисленные процессы обеспечивают технические требования к обрабатываемой поверхности.
Алюминий: технология раскроя СО2 и другие
Лазерная резка алюминия
Алюминий и его сплавы имеют высокую теплопроводность и обладают низкой способностью поглощения лазерного луча. Этим вызвано применение оборудования с очень мощной лазерной установкой. Для лазерной резки алюминия используют установки с твердым рабочим телом или оборудование с газовым наполнителем, которые в большинстве случаев работают на углекислом газе или в его смеси с азотом, инертными газами. Газовые устройства более мощные и функционируют как в непрерывном, так и в импульсном режиме. Твердотельный аппарат использует только импульсный режим.
Высокая мощность и концентрация энергии лазерной установки позволяет свести к минимуму зону поверхности обработки. Это уменьшает количество образующегося при резке шлака, связанного со способностью алюминия быстро окисляться с повышением температуры. Дополнительно для удаления расплавленного металла в зону резки направляется поток газа (обычно азота), что делает края реза ровными.
Важно: качество реза алюминия ухудшается с увеличением толщины заготовки.
Нержавеющая сталь
Изделия из нержавеющей стали, изготовленные по технологии лазерной резки. Фото Модельер
Обработка нержавейки общепринятыми способами вызывает определенные трудности ввиду ее повышенных прочностных и других механических характеристик. На лазерную технологию эти параметры не оказывают никакого влияния. Здесь существенную роль оказывают другие физические и химические свойства:
- наличие легирующих элементов способствует образованию шлака;
- при химических реакциях с кислородом воздуха образуются тугоплавкие оксиды, которые требуют дополнительной энергии для выполнения технологической операции;
- низкая текучесть некоторых видов нержавейки создает проблемы для удаления расплавленного металла.
Действию указанных факторов препятствует выполнению лазерной резки в газовой среде, обычно в атмосфере азота. Азот подается в рабочую зону под давлением 20 атм., что способствует удалению расплава и охлаждению зоны реза. При резке заготовок большой толщины следует обеспечить погружение пятна луча в глубину расплавленного металла, что сделает более эффективной защиту газовой средой.
В зависимости от характеристик материала нержавейки, ее толщины подбирается тип лазерной установки. Наиболее часто используется волоконный лазер, рабочим телом которого является оптическое волокно.
Цветные металлы
Лазерная резка
Кроме алюминия другие цветные металлы (цинк, магний) также обрабатываются технологией с применением лазерного оборудования. Эти металлы обладают высокими теплопроводными свойствами и отличаются низким коэффициентом поглощения лазерного излучения. Наиболее сильно его отражение происходит на длинах волн газового лазера с рабочим телом из углекислого газа.
Поэтому для лазерной резки цветных металлов применяется твердотельное оборудование. Возможность его работы на импульсном режиме помогает снизить температуру в зоне реза тонколистовых заготовок и уменьшить возможность образования термических деформаций.
Другие материалы
При лазерной резке меди и ее сплавов (латунь, бронза) следует учитывать их высокую теплопроводность, из-за которой энергия луча будет рассеиваться по телу заготовки. Мощная лазерная установка поможет решить проблему раскроить лист меди с качественной поверхностью реза. При этом использование твердотельного лазера способствует лучшему поглощению энергии луча, так как длина вырабатываемой им волны способствует этому.
Важно: толщина заготовок меди и ее сплавов сильно ограничена при применении лазерной технологии. Толстые заготовки необходимо резать другими методами, например, с использованием плазменной резки.Присутствие в стали цинка, даже в виде покрытия, изменяет ее оптические характеристики в плане поглощения энергии лазерного луча далеко не в лучшую сторону. Коэффициент отражения оцинкованной стали выше, чем у обычной. Применяя более мощное лазерное излучение с использованием создания защитной азотной газовой среды в зоне реза, удается обеспечить приемлемое качество резки.
Важно: следует использовать азот только высокой чистоты, тогда на кромках не остается никаких следов окислов.
Титан и его сплавы при небольшом весе обладают высокой прочностью. Обработка механическими способами вызывает остаточные напряжения, что нарушает форму изделий после обработки. Заготовки из титана и его сплавов не имеют таких дефектов после обработки с помощью лазерных установок. Однако образование окисных поверхностных пленок при высоких температурах способствует наличию грата (излишков металла) на кромках после обработки. Защитная среда зоны обработки из инертного газа аргона с подачей его при оптимальном давлении делает их ровными, без наличия дефектов.
Толщина: раскрой лазером тонкого и прочего видов металла
Лазерная резка тонколистового металла. Фото Промдизайн
Толщина заготовки, помимо физико-химических свойств материала, один из основных параметров при выборе мощности лазерной установки. Преимущества раскроя металла с помощью лазерной технологии заключаются в получении размеров заготовок, уменьшающих трудоемкость их дальнейшей технологической обработки. Однако качество обработки снижается с увеличением толщины и достигает предела, дальше которого мощность лазерной установки не обеспечивает нормально процесс расплавления металла поверхности реза.
На практике для раскроя заготовок толщиной до 6 мм. эффективность использования лазерной технологии оправдывает применение. Для более толстых заготовок она используется значительно реже. Здесь более целесообразно применение других способов раскроя: плазменной, кислородной, гидроабразивной резки.
Формы: листы и так далее
Резка листового металла лазером. Фото МЕТКОР
Заготовка в форме листа самая распространенная форма для технологии лазерного раскроя. Следует соблюдать следующие рекомендации, влияющие на экономичность и качество получаемых из листа заготовок.
- Поверхность листа не должна иметь следов ржавчины или других видов коррозии. Они сильно подпортят контуры вырезаемых заготовок.
- Сама поверхность листа должна быть изначально ровной, иначе все отклонения скажутся на качестве реза.
- При разработке карты раскроя необходимо обеспечить отступление контуров друг от друга и от края на расстояния рекомендованные инструкцией по эксплуатации оборудования.
- В контурах заготовок стараться не использовать острые углы, лучше выполнять их закругленными. Станок в таком случае не будет лишний раз изменять скорость режущей головки.
- Карту раскроя делать с минимально возможным количеством контуров, что сократит количество не производительных врезок и уменьшит трудоемкость работ.
На станках с ЧПУ, на которых производится резка, программное обеспечение позволяет выполнять обработку других форм заготовок — труб и различных профилей.
Резка отверстий
На станках с ЧПУ с лазерной установкой, где производится раскрой листов, целесообразно выполнять с одной установки другие элементы конструкции обрабатываемой детали. Это могут быть отверстия для крепления, окна для вывода проводов, отверстия для вентиляции и охлаждения. Программное обеспечение обеспечит точное соответствие нахождения отверстий согласно технической документации, а лазерная технология — выполнение отверстия идеальной формы с ровными кромками.
Диаметр отверстий охватывает весь диапазон типоразмеров, начиная с минимально допустимого 1 мм. Конусность (выходной диаметр шире входного) лишь еле заметно проявляется при обработке толстых листов. Максимальная толщина листа, в котором прорезаются отверстия, зависит от вида обрабатываемого металла. Лучше всего обрабатываются отверстия из черного металла.
Изделия
Изделия. Лазерная резка.
Высокая точность реза, способность обрабатывать заготовки практически из любых материалов, хорошая адаптация для работы на станках с программным обеспечением позволяют использовать лазерную технологию для изделий с высокими дизайнерскими требованиями. Особенно широкое применение этот способ производства представлен в рекламном бизнесе. С помощью станков лазерной резки и гравировки производится изготовление вывесок, табличек, рекламных щитов, витрин и другой подобной продукции.
Использование луча заданной мощности на станках лазерной резки и гравировки делает возможным выполнять информационное изображение с высокой степенью разрешения. Дополнительной обработки не требуется, изображение не тускнеет на протяжении всего срока эксплуатации.
Точность, четкость и неограниченный срок годности лазерной гравировки используют в декорировании таких предметов как именных часов, предметов интерьера, печатей и штампов и других.
Для идентификации и классификации изделий применяется лазерная маркировка. Ее отличает высокая читабельность даже при мелких шрифтах. Лазерная маркировка не смывается, не деформируется. Принцип работы лазерных маркираторов аналогичен с работой граверов — снимается слой нужной глубины и ширины и формируется требуемое изображение.
Конструкции: ворота заборы и другие
Станки с лазерной установкой используются в обработке металлических и деревянных изделий, на предприятиях по производству упаковки и изготовлению резиновых прокладок, в швейных и обувных ателье и других производственных сферах. Следует отметить, что для резки неметаллических материалов эффективны в основном газолазерные установки с углекислым газом в качестве рабочего тела.
Из всего перечисленного многообразия видов деятельности выделяются следующие конструкции, выпускающиеся на лазерных станках.
- Заборы, ворота. Лазерная резка способна превратить обычные ворота и забор в настоящий арт-объект, входящий в создаваемый ландшафтный дизайн, например, дачного участка.
- Двери. Технология лазерной резки помимо повышения точности и скорости изготовления металлических дверей позволяет воплощать различные дизайнерские идеи.
- Сувенирная продукция. Ассортимент достаточно широк — от брелоков до различных видов художественной упаковки.
- Производство мебели с декоративными элементами интерьера. Изделия выполняются с очень точным выделением художественных элементов деталей, что отсутствует при использовании механических инструментов — резца или фрезы.
- Чехлы для обивки автомобильных кресел. Лазер обрабатывает любой из многочисленных применяемых в технологии изготовления чехлов материалов (искусственная и натуральная кожа, замша, велюр и многие другие прочные и износостойкие ткани). Высокая точность кроя сокращает время изготовления чехлов.
- Производство игрушек. Технология позволяет делать раскрой даже для самых маленьких мягких игрушек. Возможность получения гладкого реза важна для деревянных игрушек предназначенных малышам. Программные лазерные станки достаточно легко перестраиваются от серийных к индивидуальным заказам и обратно при производстве игрушек типа конструкторов, кубиков, пирамидок, развивающих игр и других.
Видео
Где заказать
Компании, специализирующиеся на выполнении лазерной резки металлов, представлены в отдельном разделе нашего сайта. Сотрудники предприятия осуществляют обработку материалов различных видов и форм. Компании, постоянно нуждающиеся в проведении лазерной резки металлов, следует рассмотреть вариант приобретения оборудования. Производители и поставщики оснащения собраны в разделе «Где купить станки для лазерной резки металлов».
Топ-35 блогов и веб-сайтов по лазерной резке, посвященных лазерной резке, гравировке, маркировке и травлению в 2020 году
1. Поноко | Статьи о дизайне, новости и вдохновение для лазерной резки
Сан-Франциско, Калифорния, США О блоге Эксперты в области лазерной резки и бизнеса делятся своими лучшими советами, исследованиями, практическими статьями и историями успеха в создании и продаже продуктов в цифровом мире. Частота 18 сообщений в год С января 2007 г. Также в Блогов Дизайна, Лазерных Блогов Блог ponoko.com / blogфанатов Facebook 7,6 тыс. ⋅ подписчиков в Twitter 8,5 тыс. ⋅ Вовлеченность в социальные сети 22 ⓘ Авторитет домена 63 ⓘ Alexa Rank 176 тыс.
2. XTLASER — станок для резки волоконным лазером xtlaser
Китай О блоге XTLASER, объединение исследований и разработок, проектирования и производства оборудования для лазерной автоматизации. Частота 2 сообщения в день С мая 2016 г. Блог xtlaser.com/blogПоклонников Facebook 550 ⋅ Подписчиков в Twitter 24 ⋅ Авторитет домена 22 ⓘ Рейтинг Alexa 636.2Kⓘ Просмотр последних сообщений ⋅ Получить адрес электронной почты
3. Станок лазерной резки в Мельбурне — лазерная резка онлайн
Австралия О блоге Интернет-блог о лазерной резке — это информационный ресурс для примеров лазерной резки. Примеры лазерной резки ткани, акрила, дерева, бумаги, картона и др. С июня 2010 г. Блог melbournelasercutter.com.au/ ..фанатов Facebook 1,1 тыс. ⋅ подписчиков в Twitter 2 ⋅ Авторитет домена 16 Рейтинг Alexa 1,4 млн. Ⓘ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
4.Лазерная резка
Лондон О блоге Лазерная резка и гравировка для творчества. Мы работаем с множеством различных творческих индустрий и людей. Частота 3 сообщения в неделю С ноября 2009 г. Блог cutlasercut.tumblr.comПоклонников Facebook 150 ⋅ Подписчиков в Twitter 3,3K ⋅ Авторитет домена 14ⓘ ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
5. Блог дизайнеров Goleza | Гравировальные услуги
Кампала, Уганда О блоге Предлагает информацию о продуктах с лазерной гравировкой, услугах гравировки, веб-дизайне, бизнес-маркетинге и личном развитии. Частота 1 сообщение в месяц Блог golaserengraving.com/blogФанатов Facebook 1,6 тыс. ⋅ Подписчиков в Twitter 105 ⋅ Авторитет домена 13ⓘ ⋅ Рейтинг Alexa 2,6 млн. Просмотр последних сообщений ⋅ Получить контакт по электронной почте
6. Лазерная резка для души цыганки
США О блоге Gypsy Soul Laser Cuts предлагает вырезанные лазером формы из ДСП, украшения из дерева для мини-альбомов и детали для хранения. Частота 1 сообщение в день С декабря 2012 г. Блог gslcuts.blogspot.comфанатов Facebook 966 ⋅ Авторитет домена 17ⓘ ⋅ Просмотр последних сообщений ⋅ Получить адрес электронной почты
7. Режущая техника
Барнсли, Англия, Великобритания О блоге Специалисты по лазерной резке и гравировке широкого спектра материалов, включая металл, пластик и дерево Частота 1 сообщение в месяц С октября 2012 г. Блог cut-tec.co .uk / blogПоклонников в Facebook 427 ⋅ Подписчиков в Twitter 1,4K ⋅ Авторитет домена 32 ⋅ Просмотр последних сообщений ⋅ Получить адрес электронной почты
8.Reddit — лазерный резак
Сан-Франциско, Калифорния, США О блоге Место, где можно поделиться своими творениями, советами, вопросами и другой информацией, связанной с лазерным резаком. Частота 30 сообщений в неделю Блог reddit.com/r/lasercuttingфанатов Facebook 1,5 млн ⋅ Подписчиков в Twitter 736,4 тыс. ⋅ Вовлеченность в соцсети 17 ⋅ Авторитет домена 91 ⋅ Alexa Rank 18 Просмотр последних сообщений ⋅ Получить контакт по электронной почте
9. LaserStar Technologies Corporation — LaserStar Solutions БЛОГ
Риверсайд, Род-Айленд, США О блоге Будьте в курсе последних достижений в области лазерных технологий для лазерной сварки, лазерной маркировки, гравировки и резки. Частота 1 сообщение в год С июля 2011 г. Блог info.laserstar.net/blogПоклонников Facebook 4,3 тыс. ⋅ подписчиков в Twitter 1,5 тыс. ⋅ Авторитет домена 31 ⋅ Alexa Rank 623 тыс. Просмотр последних сообщений Получить контакт по электронной почте
10. Jimani Inc. | Блог о лазерной маркировке
Окснард, Калифорния, США О блоге Миссия Jimani заключается в предоставлении качественных систем лазерной маркировки для приложений, которые хорошо подходят для оборудования и процесса лазерной маркировки.Неограниченный рост и объем продаж никогда не были движущей силой для Jimani. Частота 1 сообщение / квартал С августа 2010 г. Блог jimani-inc.com/blogПоклонников Facebook 71 ⋅ Подписчики в Twitter 2 ⋅ Авторитет домена 20 ⋅ Рейтинг Alexa 3,9 млн Просмотр последних сообщений ⋅ Получить контакт по электронной почте
11. HeatSign | Блог о машинах для лазерной маркировки
Цзянсу, Китай О блоге HeatSign, ведущий китайский поставщик оборудования для ударно-точечной и лазерной маркировки, предлагает все решения для промышленной маркировки для постоянной маркировки промышленных продуктов.Это информационный блог о решениях для маркировки премиум-класса HeatSign, таких как промышленная лазерная маркировка, и многое из этого доступно в этом разделе. Частота 1 сообщение в неделю С мая 2015 г. Блог heatsign.com/blog-and-newsПоклонников Facebook 7,9K ⋅ Подписчиков в Twitter 148 ⋅ Вовлеченность в социальные сети 6 ⋅ Авторитет домена 27 ⋅ Рейтинг Alexa 721,6K Просмотр последних сообщений Posts Получить адрес электронной почты
12. Joining Technologies, Inc
Ист-Гранби, Коннектикут, США О блоге Joining Technologies в Ист-Гранби, штат Коннектикут, является лидером в области лазерной сварки, EB и GTAW-сварки, управления цепочками поставок и механической обработки. С сентября 2016 г. Блог blog.joiningtech.comпоклонников в Facebook 394 ⋅ Подписчиков в Twitter 4,8 тыс. ⋅ Авторитет домена 28 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
13. Сервисный центр лазерной резки стали
Соединенные Штаты О блоге SSC Laser Cutting предоставляет британские услуги лазерной резки, включая лазерное профилирование, лазерное сканирование, листогибочный пресс, черчение в CAD, вторичные операции и многое другое. Частота 3 сообщения / месяц С июля 2011 г. Блог ssclaser.co.uk/newsпоклонников в Facebook 417 ⋅ Подписчиков в Twitter 2,7 тыс. ⋅ Вовлеченность в соцсети 2 ⋅ Авторитет 21 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
14. mekkit.com услуги лазерной резки | услуги лазерной гравировки
Манчестер, Англия, Великобритания О блоге Мы предлагаем профессиональные услуги лазерной гравировки и резки, оборудование для 3D-печати и услуги дизайна. Высочайшее качество услуг лазерной резки, лазерной гравировки и изготовления в Манчестере и его окрестностях. С января 2016 г. Блог mekkit.com/blogПоклонников Facebook 1,1 тыс. ⋅ Подписчиков в Twitter 268 ⋅ Авторитет домена 15 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
15. Лазерная резка Subcon | Новости лазерной резки
Nuneaton, England, United Kingdom О блоге Узнайте все об удивительных новостях о лазерной резке и последних обновлениях Subcon Laser Cutting. Частота 9 сообщений / год С мая 2013 г. Блог subconlaser.co.uk/newsфанатов Facebook 700 ⋅ Социальная активность 55 ⋅ Авторитет домена 24 ⋅ Просмотр последних сообщений ⋅ Получить адрес электронной почты
16. LaserFlair | Блог по лазерной резке и гравировке
Левенс, Англия, Соединенное Королевство О блоге Блог LaserFlair о лазерной резке и гравировке охватывает широкий круг тем, включая главные советы по дизайну художественных работ и примеры из прошлых проектов. Частота 2 поста / квартал С августа 2016 Блог laserflair.co.uk/laser-cutti ..поклонников в Facebook 351 ⋅ Подписчиков в Twitter 460 ⋅ Вовлеченность в социальные сети 4 ⋅ Авторитет домена 15 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
17. Lantec — установка для лазерной сварки, производство и технология
Orkoien, Испания О блоге Новости Lantec 2000 в области производства аппаратов для лазерной сварки. Laser Welding — это подразделение Lantec 2000, занимающееся разработкой специального оборудования для лазерной сварки для автомобильной промышленности и других приложений. С октября 2015 г. Блог laserwelding.eu/en/blogподписчиков в Twitter 24 ⋅ Авторитет домена 13 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
18. Лаборатория лазерной резки
Скопье, Македония О блоге Философия К лаборатории дизайна Место для экспериментов с новыми концепциями, идеями будущего, мечтами о стране чудес и мечтами из страны чудес. К лазерной резке Идеограмма Души. Кожа да кости. Светлая и темная игривость. Лазерная резка — это язык архитектуры, искусства и моды. С января 2010 г. Блог lasercutdesignlab.blogspot.comфанатов Facebook 1,8 тыс. ⋅ Авторитет домена 13 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
19. MBJD Laser — Блог о лазерной гравировке
Wichita, Kansas, United States О блоге MBJD Laser — это предприятие по лазерной гравировке в Уичито, штат Канзас, которое специализируется на лазерной гравировке на дереве, коже, акриле, нержавеющей стали, граните и многом другом. С февраля 2017 г. Блог mbjdlaser.com / blogпоклонников в Facebook 919 ⋅ Подписчиков в Twitter 43 ⋅ Авторитет домена 17 ⋅ Просмотр последних сообщений ⋅ Получить адрес электронной почты
20. Prakash Laser
Индия О блоге Прочтите последние блоги о станках для лазерной резки Prakash. Получайте новости и блоги о лазерных технологиях, станках для лазерной резки, гравировки и маркировки в Интернете. С ноября 2015 г. Блог lasercuttingmachines.co.in/blogподписчиков в Twitter 2,5 тыс. ⋅ Вовлеченность в социальных сетях 28 ⋅ Авторитет домена 29 ⋅ Alexa Rank 767 тыс. Просмотр последних сообщений ⋅ Получить контакт по электронной почте
21.Просто добавь акул | Лазерные резаки для злого гения
Великобритания О блоге В Just Add Sharks мы очень заботимся о любителях и производителях, которые хотят использовать лазерные резаки. Мы обладаем обширными знаниями о станках для лазерной резки и опробовали и протестировали множество различных моделей и производителей. Мы выбрали производителя в Китае, который, по нашему мнению, делает идеальные машины для любителей, небольших мастерских или малого бизнеса. С марта 2015 г. Блог justaddsharks.co.uk/blogsподписчиков в Twitter 883 ⋅ Подписчиков в Instagram 284 ⋅ Авторитет домена 37 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
22. LaserSister
Брайтон, Англия, Великобритания О блоге Лазерная резка, лазерный дизайн, лазерный бизнес-блог. Частота 1 сообщение в день С июля 2017 г. Блог lasersister.com/blogПодписчиков в Twitter 65 ⋅ Авторитет домена 4 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
23.Nice Cuts — Лазерная резка
Лидс, Англия, Великобритания О блоге Быстрая и удобная услуга лазерной резки от Nice Cuts. С февраля 2017 г. Блог nice-cuts.com/tag/laser-cutподписчиков в Twitter 23 ⋅ Авторитет домена 10 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
24. WE LASERS — Услуги лазерной резки
Колумбус, Огайо, США О блоге Услуги лазерной резки и гравировки. WE LASERS обеспечивает высококачественную лазерную резку и гравировку различных материалов: дерева, пластика, камня, текстиля, кожи (как натуральной, так и синтетической), бумаги и т. Д. Частота 1 сообщение / квартал С августа 2016 г. Блог welasers.com/blogПоклонников Facebook 113 ⋅ Подписчики в Twitter 7 ers Подписчики в Instagram 135 ⋅ Вовлечение в социальные сети 15 ⋅ Авторитет домена 4 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
25. SUNIC LASER
Китай О блоге SUNIC LASER — ведущий производитель лазерного оборудования в Китае с 1998 года. Среди продуктов: лазерный гравер и резак, CO2 / волоконный / УФ лазерный маркировщик Частота 2 сообщения в месяц Blog arguslaser.netфанатов Facebook 2K ⋅ Подписчиков в Twitter 35 ⋅ Подписчиков в Instagram 189 ⋅ Авторитет домена 10 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
26. Технологии — Станки лазерной резки
Великобритания О блоге Информация о станках для лазерной резки и гравировке. С января 2014 г. Блог technologise.co.uk/category/ ..Авторитет домена 3 ⋅ Просмотр последних сообщений ⋅ Получить адрес электронной почты
27. Гравюра и дизайн | Новости гравюры и травления
Англия, Соединенное Королевство О блоге Блог Able Engraving, в котором представлены последние новости о гравировке и травлении с регулярными обновлениями наших продуктов и услуг. С июня 2012 г. Блог able-engraving.co.uk/blogАвторитет домена 18 ⋅ Просмотр последних сообщений ⋅ Получить адрес электронной почты
28. Thinklaser — Станки для лазерной гравировки, маркировки и резки и услуги
Redhill, England, United Kingdom О блоге Прочтите о последних инновациях в области лазерной маркировки, гравировки и резки. Найдите интересные статьи, наши новости, новости и многое другое! Частота 1 сообщение в месяц С июля 2015 г. Блог thinklaser.com / newsпоклонников в Facebook 94 ⋅ Подписчиков в Twitter 466 ⋅ Авторитет домена 22 ⋅ Alexa Rank 2,8 млн. Просмотр последних сообщений ⋅ Получить адрес электронной почты
29. Титанова Лазер
Миссури, США О блоге Цех лазерной обработки, предлагающий лазерную термообработку, лазерную наплавку, лазерную сварку и лазерную пайку. Titanova, Inc. является ведущим поставщиком новых решений для обработки материалов на основе диодных лазеров, самых маленьких и самых эффективных лазеров, доступных сегодня. Частота 1 сообщение в неделю С мая 2012 г. Блог titanovalaser.com / blogфанатов Facebook 34 ⋅ Подписчиков в Twitter 18 ⋅ Авторитет домена 20 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
30. Bespoke Laser UK — Услуги лазерной резки и гравировки
Уэльс, Великобритания О блоге Услуги лазерной резки и гравировки на заказ для творческих личностей и предприятий в Великобритании. Лазерная резка дерева, бумаги и плексигласа. Частота 4 сообщения в год С января 2016 г. Блог bespokelaseruk.co.uk / blogПоклонников в Facebook 1,5 тыс. followers Подписчиков в Twitter 892 agement Вовлеченность в социальные сети 1 1 Авторитет домена 16 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
31. Точечный лазер
Великобритания О блоге Наши проекты по лазерной резке и лазерной гравировке, новые материалы, подходящие для лазерной резки, советы и другая полезная информация. Следите за обновлениями! С декабря 2014 г. Блог dotlaser.co.uk/blog-laser-cu ..Поклонников Facebook 47 ⋅ Подписчиков в Instagram 280 ⋅ Авторитет домена 14 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
32.Lasercutit | Услуги лазерной резки | изготовление трафаретов и лазерная резка на заказ
Шотландия, Соединенное Королевство О блоге Услуги лазерной резки В блоге lasercutit публикуются новости и ссылки на другие сайты и социальные сети о нашей работе с лазерной резкой и корпоративных персонализированных трафаретах: Мы делимся комментариями о том, как мы воплощаем ваши идеи лазерной резки, трафареты и трафареты , мода, дисплей, продукт, дизайн и творчество, технологии и разработки лазерной резки, прототипы, лазерная резка для проектов реставрации и т. д. Частота 7 сообщений в день С декабря 2016 Блог lasercutit.co.uk/blogПоклонников Facebook 233 ⋅ Подписчиков в Twitter 1,1 тыс. ⋅ Подписчиков в Instagram 104 ⋅ Вовлечение в социальные сети 4 ⋅ Авторитет 19 ⋅ Просмотр последних сообщений ⋅ Получить электронную почту Связаться с нами
33. Услуги лазерной резки и гравировки в измененном состоянии
Карнусти, Шотландия, Великобритания О блоге Мы — служба лазерной резки и гравировки, базирующаяся в Карнусти, Ангус (недалеко от Данди).Мы предлагаем услуги лазерной резки, гравировки и ЧПУ из Ангуса недалеко от Данди, где мы обслуживаем клиентов на национальном уровне с помощью высококачественного производства и дизайна. С июля 2017 г. Блог thealteredstate.co.uk/blog-2Поклонников Facebook 567 ⋅ Подписчиков в Twitter 46 ⋅ Авторитет домена 12 ⋅ Просмотр последних сообщений ⋅ Получить контакт по электронной почте
Станки лазерной резки на продажу | Оборудование для лазерной резки
Машины для лазерной резки на продажу | Оборудование для лазерной резки — OR Laser США- Deutschland
- Italia
- France
- 中华人民共和国
- 日本国
- Products
- Applications
- Industries
- Service
- Company Blo16 Станки
- HTS MOBILE
- LRS EVO
- EVO MOBILE
- EVO CUBE
- DIODELINE
- ПОРТАЛ
- ROBO LASER
- HTSORS EVO EVO 9040I EVO
- ROBOLASER
- CREATOR
- EVO CUBE
- ПОРТАЛ
- ROBO LASER
- APP SUITE
- APP SUITE Прямое удаление металла
- Лазерная сварка
- Сварочные процессы
- Точечная, шовная и прямая сварка
- Лазерная сварка пластмасс
- Сканирующая сварка
- Лазерная наплавка проволокой
- Лазерная наплавка порошком
- Ручная и автоматическая
- Маркировка
- Отжиг
- Обесцвечивание
- Лазерное вспенивание
- Лазерное удаление
- Процессы резки
- Лазерная резка стали
- Лазерная резка акрила
- Лазерная резка пластика
- Лазерная резка поликарбоната
- Лазерная резка картона
- Лазерный пенорез
- Лазерная резка бумаги
- Лазерная резка стекла
- Лазерный резак по дереву
- Лазерная гравировка Нержавеющая сталь
- Лазерная гравировка Нержавеющая сталь
- Гравировка на пластике
- Лазерная гравировка на акриле
- Лазерная гравировка на стекле
- Лазерная гравировка на коже
- Лазерная гравировка на граните
- Лазерная гравировка на дереве
- Лазерная гравировка на камне
- Лазерная гравировка фотографий iPhone
- iPad Гравировка
- Знаки для лазерной резки и гравировки
- Карты для лазерной резки
- Гравировка на зеркале
- Легкая гравировка на резиновом штампе
- Гравировка на бутылках
- Ручки для лазерной гравировки
- Новые методы сварки
- Изучение работы лазеров
- Как работает лазер?
- Робототехника для начинающих
- Руководство по карьере инженера
- Детское руководство по проектированию
- Полное руководство по сварке
- Чему робототехника может научить детей
- Обучение сотрудников
- Специалист по техническому обслуживанию лазерной безопасности
- Сервис
- Автофокус
- Autoweld
- Дистрибьютор
- Консультации
- RoLaP
- Лазерная наплавка проволокой
- Лазерная сварка
- Компания Job-shop
- Политика качества
- Общие положения и условия
- Политика конфиденциальности данных
- Пресс-релизы
- Список рассылки прессы
- Вакансии в Coherent
- Станки для лазерной сварки
- HTS MOBILE
- LRS EVO
- EVO MOBILE
- EVO CUBE
- DIODELINE
- PORTAL
- MOBILE
- MOBILE HTS
- ROBOTS LRS EVO
- EVO MOBILE
- EVO CUBE
- DIODELINE
- ROBOLASER
- 3D-принтер для металла
- Дом
- $ 500 Розыгрыш кредита в eMachineShop
- 2.Детали 5D и 3D
- Служба 3D-печати
- Ацеталь лист
- Акрилатные пластмассы
- Свойства акрила
- Акриловый лист
- Сложение или вычитание
- Целевые рынки для самолетов
- Алюминиевые сплавы
- Алюминиевый лист
- Служба анодирования
- Приложение
- Архитектура Целевой рынок
- Искусство целевых рынков
- Целевой рынок аудиооборудования
- Автоматический вентиль / манометр
- Ось
- B2B Контрактное производство
- Ленточнопильный станок
- Услуги по дробеструйной очистке
- Программа для дизайна бус
- Программа для проектирования лучей
- Велосипеды Целевые рынки
- Распыление связующего
- Служба отделки черной оксидной пленкой
- Заглушка
- Допустимая погрешность
- Программа для разработки открывалки для бутылок
- Целевой рынок для бизнеса
- CAD Загрузить тестовое всплывающее окно
- CAD Тестовое всплывающее окно 2
- Подтверждение заказа CAD
- Часто задаваемые вопросы по САПР
- Руководство по программному обеспечению CAD
- Целевой рынок камеры и фото
- Лист из углеродного волокна
- Автомобили Целевые рынки
- Кольцо камеры и прокладка
- Заказ на изменение
- Тестовая страница чат-клиента
- Программа для проектирования шахматных фигур
- Классические механизмы — как они работают
- Станок для гибки с ЧПУ
- Услуги лазерной резки с ЧПУ
- Фрезерный станок с ЧПУ
- Служба плазменной резки с ЧПУ
- Фрезерование с ЧПУ
- Токарный станок с ЧПУ
- Станок для револьверной пробивки с ЧПУ
- Коэффициент трения
- Компенсация отделки
- Соединительная трубка
- Связаться с eMachineShop
- Контроль
- Медь лист
- Скопировать деталь
- Снижение затрат
- Зенковка
- Зенковка
- Краудфандинг
- CSS
- Пользовательские детали из АБС-пластика
- Ацеталь на заказ
- Акриловые детали на заказ
- Обработка алюминиевых деталей на заказ
- Пользовательские автозапчасти
- Детали из латуни на заказ
- Детали из бронзы на заказ
- Детали из углеродного волокна на заказ
- Изготовленные на заказ медные детали
- Корпуса на заказ
- Детали из стекловолокна на заказ
- Плоские шайбы на заказ
- Пользовательские передние панели
- Пользовательские прокладки
- Ключи для гольфа на заказ
- Пользовательские радиаторы
- Пользовательские ручки
- Детали, обработанные на заказ
- Галерея деталей, изготовленных на заказ
- Прямозубые цилиндрические шестерни на заказ
- Металлические кронштейны на заказ
- Услуги по изготовлению металлических изделий на заказ
- Металлические распорки на заказ
- Изготовленные на заказ детали мотоциклов
- Изготовленные на заказ детали из нейлона
- Изготовленные на заказ пластиковые детали
- Обработка деталей из поликарбоната на заказ
- Обработка деталей из полистирола на заказ
- Обработка деталей из ПТФЭ на заказ
- Пользовательские детали из ПВХ
- Детали для роботов на заказ
- Резиновые детали на заказ
- Пользовательские опоры вала
- Ящики и корпуса из листового металла на заказ
- Пользовательские ручки переключения передач
- Изготовленные на заказ детали из пружинной стали
- Детали из нержавеющей стали на заказ
- Обработка стальных деталей на заказ
- Стальные валы на заказ
- Обработка титановых деталей на заказ
- Детали игрушек на заказ
- Ключи на заказ
- В центре внимания клиентов: Lotus Exige
- В центре внимания клиентов: трикодер Star Trek
- Внимание клиентов: ограничительная пластина корпуса дроссельной заслонки
- Предоставляется заказчиком
- Пластина цилиндра
- Датаум
- Базовая цель (и)
- Срок поставки
- Создавай собственные украшения
- Запросы на дизайнерские услуги
- дизайн-сервис-карты
- Программа для проектирования игральных костей
- Загрузить eMachineShop
- Загрузить eMachineShop
- Загрузить eMachineShop
- Загрузить eMachineShop CAD
- Загрузить eMachineShop Figma Rough
- Загрузить eMachineShop Figma Rough
- Скачать новый шаблон
- Бурение
- Целевой рынок для дронов
- Динамическая балансировка маховика
- Образование
- Электронные символы
- Целевой рынок электроники
- eMachineShop Бесплатная раздача $ 500
- eMachineShop Бесплатная раздача $ 500
- Функции САПР eMachineShop
- Общие правила для поставщиков eMachineShop
- eMachineShop был удален
- Отзыв о котировке eMachineShop
- Лицензионное соглашение с конечным пользователем («EULA»)
- Целевой рынок энергии
- Целевой рынок для инженерии
- Инженеры
- Гравировальные услуги
- Экспорт САПР eMachineShop в DXF, IGES и STEP
- Fab цитата
- Элемент
- Feature-of-Size (FOS)
- Характеристики Нет фото
- Лист из стекловолокна
- Отделки
- Маховик
- Маховик и поплавок
- Бесплатное программное обеспечение для проектирования подшипниковых узлов
- Бесплатное программное обеспечение для проектирования болтов
- Бесплатное программное обеспечение для проектирования болтовых пластин
- Бесплатное ПО для проектирования кронштейнов
- Бесплатное программное обеспечение САПР для 3D-принтеров
- Средства защиты ушей для респираторных масок
- Бесплатное ПО для проектирования корпусов
- Бесплатное программное обеспечение для проектирования маховика
- Бесплатное ПО для проектирования лицевой панели
- Бесплатное программное обеспечение для проектирования шестерен
- Бесплатное программное обеспечение для проектирования радиаторов
- Бесплатное программное обеспечение для проектирования шестигранных гаек
- Бесплатная программа для проектирования крышек корпуса
- Бесплатные мастера программного обеспечения для механического проектирования
- Бесплатная онлайн-программа для просмотра файлов САПР
- Условия для бесплатного онлайн-просмотра и конвертера САПР
- Бесплатная онлайн-программа просмотра файлов DXF
- Бесплатная онлайн-программа просмотра файлов IGES
- Бесплатная онлайн программа просмотра файлов STEP v2
- Бесплатная онлайн программа просмотра файлов STEP
- Бесплатный онлайн-конвертер пошаговых протоколов
- Бесплатная онлайн-программа просмотра файлов STL
- Бесплатное ПО для создания полигонов
- Бесплатное программное обеспечение для проектирования шкивов
- Программа для проектирования зажимов свободного вала
- Программа для проектирования муфт свободного вала
- Бесплатное программное обеспечение для проектирования коробок из листового металла
- Бесплатное программное обеспечение для проектирования проставок
- Бесплатное программное обеспечение для проектирования гаечных ключей
- Полный индикатор движения
- Материалы для галереи
- Определение угловатости GD&T
- Символы CAD GD&T
- Определение окружности GD&T
- Определение концентричности GD&T
- Концепции GD&T
- Определение цилиндричности GD&T
- Определение плоскостности GD&T
- Определение параллелизма GD&T
- Определение перпендикулярности GD&T
- Определение положения GD&T
- Определение профиля GD&T
- GD&T Профиль определения линии
- Правила GD&T
- Определение биения GD&T
- Символы GD&T
- Определение симметрии GD&T
- Определения допусков GD&T
- Определение полного биения GD&T
- Женевское колесо спуска
- Определение геометрических размеров и допусков
- Получите быстрое предложение
- Получите предложение для повторного заказа детали, ранее заказанной в eMachineShop CAD
- Всплывающее окно теста расценки 3
- Получить статус заказа
- Начало работы
- Глоссарий
- Золото
- Связи теплового двигателя
- Стенд для теплового двигателя
- Справка Быстрый старт
- Справочный словарь
- Хобби
- Целевой рынок для хобби
- Горячая / холодная плита
- Как собрать транспортный ящик
- Охлаждение литьевой формы
- Рекомендации по проектированию литьевого формования
- Материалы для литья под давлением
- Установка на Mac
- Мгновенное онлайн-предложение обработанных деталей
- Instant Quote Beta | eMachineShop
- Руководство по мгновенному цитированию
- Изолятор
- Устройство прерывистого движения
- Интервью
- Изобретателей
- Страница теста Джесси
- Детали ювелирных изделий
- Программа для дизайна клавиатуры
- Программа для дизайна ручек
- Накатка
- Служба лазерной маркировки
- Урок 1 из 6 — Как разработать деталь
- Урок 2 из 6 — Основные приемы
- Урок 3 из 6. Как использовать значения Z
- Урок 4 из 6. Создание 3D-детали
- Урок 5 из 5. Материалы
- Урок 5 из 6. Множественные ограничения
- Урок 6 из 6. Просмотры
- Стопорный зажим
- Литье по потерям воска
- Работа и карьера в сфере машиностроения
- Обзор обработки
- Целевой рынок обрабатывающей промышленности
- Струйная очистка материала
- Материалы
- Максимальное состояние материала (MMC)
- Могу я процитировать вас сегодня? — Дайан
- Машиностроение
- Механический пазл
- Средних баллов
- Услуги по чистке металлов
- Рисунок металла
- Таблица размеров металла
- Услуги по нанесению металлических покрытий
- Услуги по полировке металла
- Наконечники для чистовой обработки металлических поверхностей
- Самолет Micro Electric RC
- Токарный станок Micro
- Мини тест IRFQ
- Целевой рынок моделей
- Ножка для подножки мотоцикла
- Целевые рынки мотоциклов
- Программа для проектирования креплений
- Multi Jet Fusion
- Целевые рынки музыкальных инструментов
- Запрос счета нетто-условий
- Новая страница из алюминия
- New DL — только полная версия CAD
- Новый упрощенный тепловой двигатель
- Новые поставщики
- Новые отзывы
- Несоответствие
- Политика Соглашения о неразглашении (NDA)
- Соглашение о неразглашении информации (NDA)
- Программа для проектирования форсунок
- Свойства нейлона
- Нейлоновый лист
- Изготовленные на заказ детали для автомобилей OEM-качества
- Старая страница контактов
- Онлайн-заказ
- Утверждение заказа
- Заказ на заявку на закупку
- Статус заказа и журнал
- Открытый целевой рынок
- Обгонная муфта
- Параметры
- Крепежные детали из ПЭМ
- Маятник
- Photo Chemical Milling Service
- Поршень и цилиндр
- Разместить заказ по цене
- Оформить заказ по тестовой цене
- Разместите специальный заказ
- Служба литья пластмасс под давлением
- Проект службы литья пластмасс под давлением с материалами
- Советы по дизайну пластиковых формованных изделий
- , тест всплывающего пластика # 4 CAD
- Пластиковое всплывающее окно №1 — нижний правый, не требующий вмешательства
- Платина
- Полиэтилен
- Полипропилен
- Лист полистирольный
- тест всплывающего окна
- Галерея порошковых покрытий
- Услуги по нанесению порошковых покрытий
- Контрольный список для предварительного заказа
- Политика конфиденциальности
- Проектов
- Свойства латуни
- Свойства пластика
- Свойства PTFE
- Шкивы
- Лист ПВХ
- Обеспечение качества и удовлетворенность клиентов
- Быстрый доступ
- Цитата
- Всплывающее окно с мини-инструментом Quote # 2
- Компонент гоночного автомобиля
- Рейка и шестерня
- Колесо с храповым механизмом
- RC Мотоцикл
- Целевой рынок RC
- Детали для повторного заказа
- Развертка
- Ресурсы Полностью построено
- Обновлено ресурсов
- Повторная отправка информации об оплате
- Обзор
- револьвер
- rfq popup plastic test # 3
- Запрос предложений Допуски
- Трение качения История вопроса о роторном двигателе Стирлинга
- Ротационное формование
- Пресс-форма для резины
- Лебедка для планера
- Образцы деталей
- Целевые рынки для научных исследований и лабораторий
- Скотч-коромысло
- Скотт Рассел
- рабочая страница
- Поиск
- Услуги вторичной обработки
- Раздел: 2D Расширенный
- Раздел: 2D-чертеж
- Раздел: образцы 2D
- Раздел: 3D Advanced
- Раздел: 3D-чертеж
- Раздел: 3D образцы
- Раздел: Основы
- Профиль: чертеж сгиба
- Раздел: Комментарии
- Раздел: Импорт / Экспорт
- Раздел: типы линий
- Раздел: Материалы
- Раздел: Разное
- Раздел: Заказ
- Раздел: Предпочтения (Регулировка настроек)
- Раздел: Технические характеристики
- Раздел: Поиск и устранение неисправностей
- Раздел: Мастера (предварительно нарисованные шаблоны деталей)
- Селективное лазерное плавление
- Селективное лазерное спекание
- Общий файл САПР | eMachineShop
- Стрижка
- Изготовление деталей из листового металла
- Серебро
- Упрощенный тепловой двигатель
- Служба электроэрозионной резки грузила и проволоки
- Карта сайта
- Мелкие детали
- Мыльница Derby
- Ложки для отбора проб почвы
- Страница спецификаций MI Mockup
- Волчок
- Спортивный целевой рынок
- Сплавы пружинной стали
- Целевые рынки деталей сцены
- Сплавы из нержавеющей стали
- Свойства нержавеющей стали
- Лист из нержавеющей стали
- Стандартные характеристики и допуски
- Аппарат стереолитографии
- Прямолинейность
- Отправить отзыв
- Соглашение с поставщиком
- Заявка поставщика
- Приглашение поставщика
- Плоское шлифование
- Лицевая панель тахометра
- Токарный станок Taig
- Шаблон целевых рынков
- Расскажите нам свою историю
- Условия использования и политика заказа
- Тестовая страница
- тестовая страница загрузки
- Отзывы
- Спасибо за установку eMachineShop CAD!
- Спасибо f
- Современный век
- Идея для скачивания
- 78 ›Станок для лазерной резки
Проекты лазерной резки — Коллекции — Maddoc
Мэддока, последнее обновление готический дом по misamisa 16 октября 2018 г. 108 96 0 Кумико квадратная панель по тюленю 22 февраля 2020 г. 33 35 год 1 Коробка со встроенным шарниром, лазерная резка автор: Rick454 23 февраля 2020 г. 43 56 13Услуги лазерной резки | Лазерная резка на заказ
SCANLAB | Лазерная резка
Лазеры быстро завоевали свое место в промышленном производстве как неизнашиваемый режущий инструмент.В сочетании с системой сканирования они также предлагают убедительные преимущества, такие как высокая гибкость при формировании контуров фрезы, низкие затраты на настройку и высокие скорости обработки (и, следовательно, более короткое время обработки). В отличие от традиционных методов механической резки, лазерные резаки также могут обрабатывать широкий спектр материалов — от пленок и бумаги до стекла и металлов.
CO 2 процессы резки:
Бумага, картон, дерево
Для резки в основном характерны большие поля, маленькие пятна, высокая производительность и обработка на лету.При вырезании этикеток (разрезы с поцелуями) контуры вырезаются только в верхнем слое материала, без повреждения нижележащих слоев. Ключевыми требованиями к производству упаковки (картонных коробок) являются гибкость конструкции и высокая точность контура для обеспечения механической функциональности с последующей быстрой обработкой больших партий. Одним из основных преимуществ бесконтактной резки при производстве шлифовальных дисков является то, что режущий инструмент не изнашивается.
Технические ткани, ткани и кожа
Оптимальная гибкость означает минимизацию отходов, резку произвольной формы и экономичное производство даже при минимальных производственных циклах.
Пластмассы и пленки
Преимущества лазерной резки пластмасс и пленок включают отсутствие закрепления материалов (поскольку процесс выполняется без усилий) и чистые разрезы, не требующие последующей обработки. Конечно, еще одним фактором успеха являются быстрота, точность и рентабельность.
Особенно подходят следующие системы сканирования:
power SCAN 50i с вариометром SCAN 60 (для обработки больших полей изображения)
powerSCAN 70i с вариометром SCAN 80 (для обработки больших полей изображения)
Интелли СКАНИРОВАНИЕ 20-30
Интелли СКАНИРОВАНИЕ 14
Процессы резки YAG:
Стекло и керамика
Неудивительно, что системы сканирования с чистыми краями, высокой точностью и отсутствием износа так широко используются для резки стекла и керамики.В сочетании с лазерами USP возможна эффективная одновременная обработка, при которой определенные контуры пересекаются быстро, многократно и с высокой точностью повторения (и без термического воздействия на материал). Микрорезка обычно применяется для закаленного стекла, алмаза, сапфирового стекла (корунда), стекла гориллы или керамики.
Металлы
Лазеры также становятся лучшими режущими инструментами для микрорезки металла в сочетании с системами сканирования. Например, низкие искажения процесса позволяют изготавливать сверхтонкие детали, такие как указатели часов и шестерни.
Следующие системы сканирования особенно подходят для процессов резки YAG:
intelli сканирование
intelli сканирование se
intelli сканирование de
варио сканирование de
Wel DYNA
Услуги лазерной резки. WEC Laser — Лазерная инженерия
WEC Laser — подразделение лазерной резки WEC Group Ltd., включающее лазерную инженерию в Великобритании в Дарвене, 5750 компонентов в Ливерпуле, MTL Advanced в Ротерхэме и HTA Group в Ковентри.Основанная в 1998 году после покупки первого станка для лазерной резки, компания WEC Laser набирала обороты и теперь превратилась в одну из крупнейших британских компаний по субподрядной лазерной резке с ЧПУ.
Непрерывные инвестиции в новейшие технологии лазерной резки являются ключом к резкому росту лазерного подразделения за последние два года, а наши современные лазерные станки с ЧПУ позволяют WEC Laser конкурировать на самом высоком уровне.
Помимо традиционных услуг лазерной резки с плоской платформой, WEC Laser также нашла свою нишу в поставках лазерной резки труб и лазерной резки коробок.
WEC Laser теперь может похвастаться завидным списком мощностей, который включает 21 лазер с плоской платформой, 2 трубчатых лазера, 24 листогибочных пресса, а также полное собственное производство и оборудование для обработки с ЧПУ. Наши лазерные резаки позволяют нам резать листы размером до 20 x 3,2 м, а наш новый лазер мощностью 7 кВт может резать нержавеющую сталь толщиной до 30 мм, низкоуглеродистую сталь толщиной до 30 мм, а также лазерную резку алюминия до 20 мм толщина.
После постоянных инвестиций в новейшие технологии лазерной резки, WEC Laser теперь также может резать латунь и медь толщиной до 10 мм.
Кроме того, WEC Laser теперь имеет два станка для лазерной резки труб, которые способны не только выполнять лазерную резку труб и коробчатых профилей, но также и большинства открытых профилей, таких как угол и канал. Мы также недавно инвестировали в новый станок для лазерной резки труб Adige 3D от итальянского производителя BLM Group.
В дополнение к этому, теперь мы предлагаем услуги по штамповке с ЧПУ размером до 3000 мм x 1250 мм с тиснением, формованием, зенкованием, формированием резьбы и гравировкой.
Благодаря обширным инвестициям в новейшие технологии листогибочных прессов, мы также получаем выгоду от обширных возможностей обработки листового металла, с возможностью складывания и гибки 4 м x 230 тонн, и имея более 125 сварщиков на месте, мы можем легко обслужить любой из ваших листов. Требования к изготовлению металлов.