Строгальные ножи — Энциклопедия по машиностроению XXL
В7. Типовой технологический процесс алмазной заточки п доводки строгальных ножей [c.242]Для строжки древесины применяются строгальные ножи, устанавливаемые в ножевых головках. От конструкции ножевой головки зависит и конструкция ножа. [c.98]
Углы заточки ножа зависят от твердости обрабатываемой древесины. Рекомендуемые углы заточки для строгальных ножей приведе ны в табл. 21. [c.100]
| Таблица 21 Угловые значения заточки строгальных ножей |
| Фиг. 105. Шаблон для проверки угла заточки строгальных ножей. |
| Фиг. 138. Приспособление для фуговки строгальных ножей. |
Число оборотов шпинделя в минуту Наибольшая длина затачиваемых строгальных ножей в мм………
Ширина затачиваемых строгальных ножей в мм…………… [c.387]
Угол заострения строгальных ножей [c.387]
Станок комплектуется механизмами для заточки строгальных ножей, дисковых пил буравов, долбежных цепей и разводки дисковых пил центрирующим механизмом для установки и крепления дисковых пил фиксирующим механизмом для заточки и разводки дисковых пил двумя шлифовальными кругами двумя гаечными ключами трехполюсной штепсельной полумуфтой. [c.388]
[c.388]
В качестве строгального инструмента используют строгальные ножи. Они могут быть толстыми (толщиной 8 12 мм) и тонкими (толщиной 2,5- -5 мм). Длина ножей в зависимости от типа станка
Строгание производят на фуговальных и рейсмусовых станках строгальными ножами с углом заострения 3 = 35—45°. [c.275]
Машипы для точки ножей с точильными и шлифовальными цилиндрами до 300 мм в диаметре, с мокрой или сухой шлифовкой, с автоматической подачей и непосредственным электрическим приводом делаются для ножей до 5300 мм длиной. Расход энергии ЛГ = 4 —5 л. с. Шлифовальные станки меньших размеров для строгальных ножей до 1000 мм длиной делаются с автоматической или ручной подачей. Диаметр шлифовального диска от 350 до 600 мм, расход энергии N равен около 2 л. с. Окружная скорость дисков до 15 м/сек, шлифовальных дисков — до 10 м/сек.
Длина..строгального ножа в мм. … …………………………320 [c.213]
Строгальные ножи без прорезей [c.272]
Например, механизм поршневого двигателя, механизм кривошипного пресса и механизм привода ножа косилки имеют в своей основе один и тот же кривошипно-ползунный механизм. Механизм привода резца строгального станка и механизм роторного насоса имеют в своей основе один и тот же кулисный механизм. Механизм редуктора, передающего движение от двигателя самолета к его винту, и механизм дифференциала автомобиля имеют в своей основе зубчатый механизм и т. д.
Дереворежущий стандартный инструмент (пилы для продольной и поперечной распиловки, сверла спиральные, строгальные ножи, фрезерные головки для строгальных станков) цех получает централизованно. Специальный дереворежущий инструмент для зарезки шипов, проушки, фрезерования галтелей, четвертей разрабатывают и изготовляют в инструментальном цехе завода. Проектирование инструмента производится в соответствии с нормами института ВНИИДМАШ и ВНИИ. [c.111]
[c.111]
Все строгальные ножи разделяются иа тонкие (фиг. 100)—толщинок 2,5—5 мм и толстые (фиг. 101) — толщиной 5—12 мм. . онкие строгальные ножи устанавливаются преимущественно на круглые ножевые головки (фиг. 102) и применяются для строгания на г.1убииу не свыше 3 мм.
Заточной станок С-457 является переносным, полустационарным, настольным агрегатом, предназначенным для механизации ручных работ по заточке строгальных ножей, дисковых пил, долбежных цепей и для разводки зубьев дисковых пил. На станке можно производить ручную заточку различных инструментов. [c.387]
Потребное на 1 год (примерно) количество нормальных типов инструментов — пил, строгальных ножей, сверл, фрезерных цепей и пр. (по А, Э. Грубе)
Общим для всех станков является узел ножевого вала с двумя строгальными ножами и двумя подшипниковыми опорами, приводимый в движение через клиноременную передачу от электродвигателя. На свободном конце вала крепится различный сменный инструмент круглая пила, сверло и др. Существенным недостатком многих моделей является отсутствие операции рейсмусования. Для этого [c.798]
Балансировка вращающихся масс 2 — 61 Балансировочные приспособления для ножей строгальных станков по дереву — Пара -метры 9 — 745 Балинит 4 — 294 303 Влажность 4 — 298 Обработка резанием 7 — 701 [c.16]
Ножовочные пилы — см. Пилы ножовочные Ножеточильиые станки-автоматы для ножей деревообрабатывающих строгальных станков — Параметры 9 — 744 Ножи высадочные 6 — 442
Марка У10А — для инструмента, не подвергающегося резким и сильны.м ударам и требующего некоторой вязкости на острых лезвиях (токарные и строгальные резцы, волочильные кольца, свёрла, метчики, развёртки, плашки, фрезы, монетные штемпели, ножовочные полотна, фасонные штампы, ножи бумаго-и табакорезальных машин, бурава по весьма твёрдым породам, инструмент для болтового и гвоздильного производства, гребёнки и пр. ).
[c.444]
).
[c.444]
Марки У12А и У12 — для инструмента, не подвергающегося ударам и требующего очень большой твёрдости (токарные и строгальные резцы, фрезерные свёрла, метчики, развёртки, плашки, бритвы, острый хирургический инструмент, шаберы, калибры, пилы по металлу, часовой инструмент, резцы по латуни, монетные штампы, ножи бумаге- и табакорезальных машин, напильники и пр.).
При ручных работах строгание производится рубанками и другим аналогичным инструментом, а при станочной обработке —на циклевальных станках, а также при помощи встроенных зачистных ножей на четырёхсторонних строгальных станках. Производительность строгания (скорость подачи) рассчитывается по формуле [c.651]
Станок для заточки ножей
Процесс затачивания ножа или любого инструмента не требует каких-либо выдающихся навыков или знания особых движений. В большинстве случаев заточка ножа, даже самого оригинального и дорогостоящего, может быть выполнена обычными абразивными брусками или точильными приспособлениями. Но при одном условии – необходимо стараться выполнять рекомендации специалистов, занимающихся заточкой инструмента в промышленных условиях.
Чем точить нож
На вопрос,как заточить нож, ответов может быть несколько:
- Восстановить инструмент можно с помощью точильного бруска или комплекта трехгранных напильников с мелкой насечкой;
- Использовать приспособление для заточки ножей. Основное отличие данного метода от предыдущего варианта заключается в том, что ложемент под лезвие позволяет выдерживать стабильный угол заточки кромки;
- Использовать станок для заточки ножей.
Для обычных людей затачивание ножевых кромок является повседневным делом, и если существует выбор, использовать станок для заточки ножей своими руками или затачивать лезвие с ручной подгонкой режущей кромки в течение нескольких часов, то,видимо, здравый смысл выберет заточной станок.
Как правильно получить острую кромку кухонного ножа
Для любого инструмента существуют свои рекомендации для формирования острой кромки. Для кухонного ножа, как и любого другого,правильное затачивание получается только при соблюдении следующих условий:
- Движение абразивного бруска или другого инструмента начинается с наиболее острой и заканчивается тупой и малоценной частью лезвия, чаще всего со срединной части к острию клинка, с поворотом, как на схеме;
- В зависимости от толщины и формы лезвия существует свой оптимальный угол заточки. Для обычного кухонного варианта угол режущей кромки составляет 25о, соответственно, лезвие должно наклоняться над поверхностью бруска на 12-13о;
- Чтобы добиться эффективного затачивания режущей кромки, специалисты рекомендуют правильно подбирать тип и материал для затачивающего инструмента.
Движение и наклон лезвия относительно бруска не так очевидны, как могут показаться на первый взгляд. Чтобы правильно понять технику затачивания, можно воспользоваться видео про заточку ножей:
Лезвия из мягких и вязких сталей с низким содержанием хрома и углерода могут быть заточены напильником, в то же время очень быстро забивают поверхность абразивного бруска. Гибкие кованые лезвия необходимо фиксировать с помощью упора и затачивать бруском, скользящими движениями. Регулярное пользование бруском для заточки кухонных ножей приводит к засаливанию поверхности, которую приходится восстанавливать обдиркой.
Старое приспособление для затачивания кованых ножей изготавливалось в виде двух клиновидных брусков из мореного дуба. Бруски укладывались по обе стороны клинка так, чтобы свободной оставалась режущая кромка, «бутерброд» перетягивался бечевкой и обычным точильным камнем затачивался до остроты бритвы.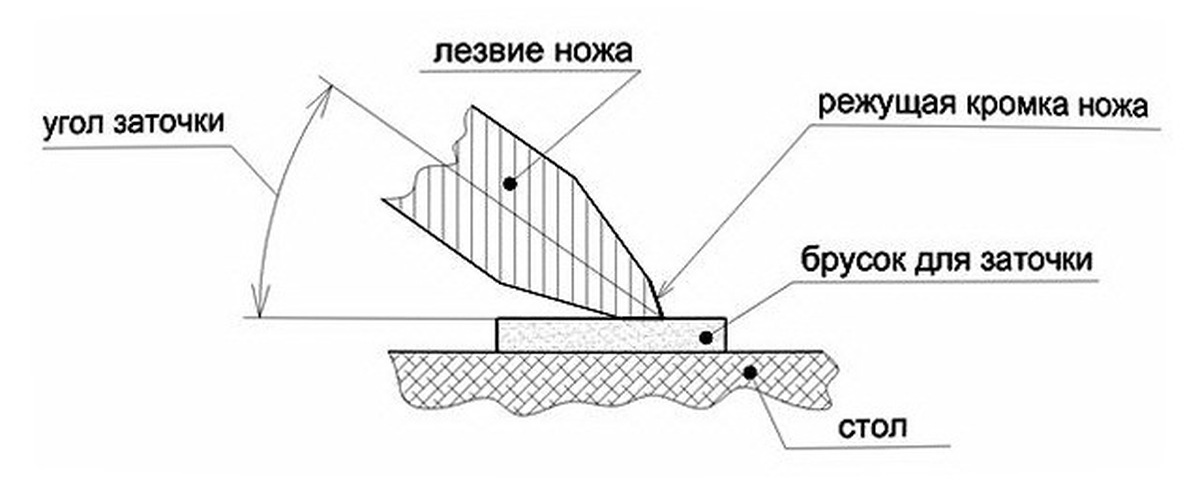 Клинья из твердой древесины позволяли правильно направить брусок и получить необходимый угол заточки.
Клинья из твердой древесины позволяли правильно направить брусок и получить необходимый угол заточки.
По приведенным рекомендациям выполняется ручная заточка ножей для рубанка. На толстое стекло наклеивается мелкозернистая наждачная шкурка, но устанавливается скошенной частью режущей кромки на поверхность абразива и затачивается круговыми движениями.
Более сложной получается заточка керамического ножа, вручную режущую кромку можно подправить надфилем с алмазным напылением, или использовать специальную шлифовальную пасту.
Домашние варианты заточки ножа
Простейшее приспособление для заточки ножей приведено на схеме. Для его изготовления потребуется брусок из твердой древесины, верхнюю плоскость которого затачивают под углом формирования режущей кромки. Такое решение помогает правильно удерживать угол обработки кромки. Чтобы затачивать лезвие было удобнее, для фиксации клинка в плоскость бруска можно завернуть пару саморезов.
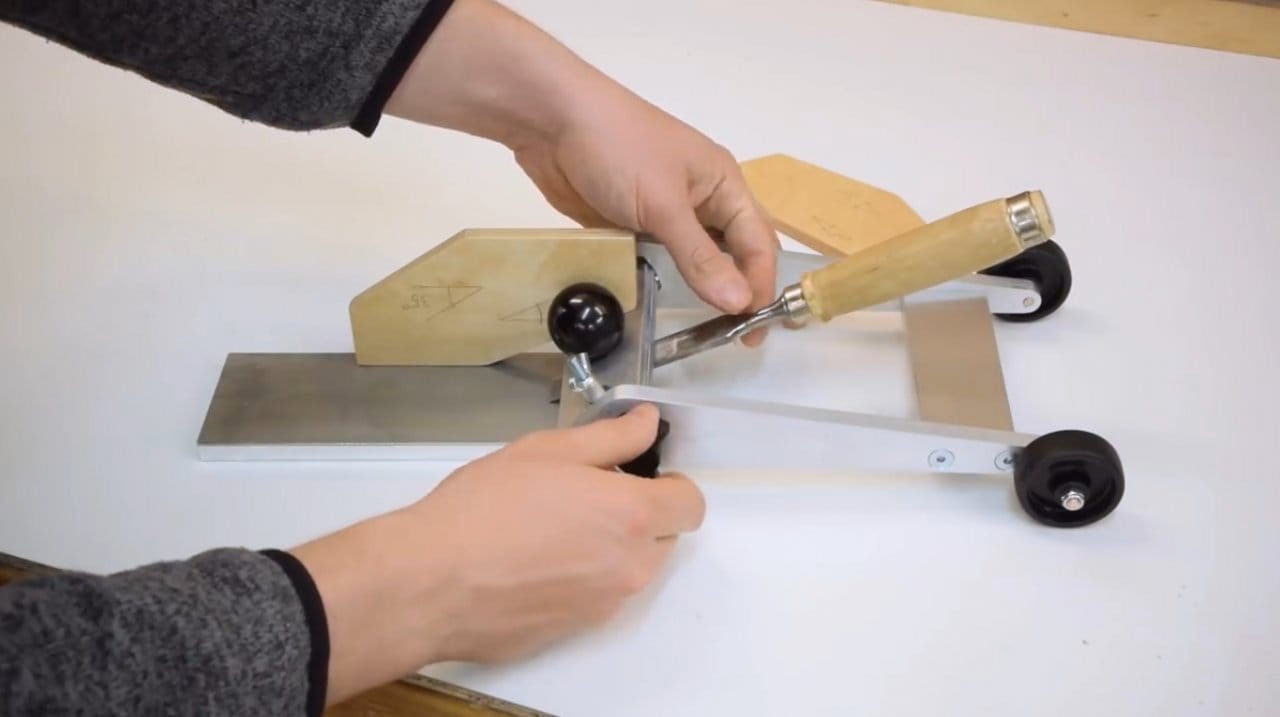
Для заточки строгальных ножей можно собственноручно изготовить приспособление к точилу, изображенное на фото. Такое решение упрощает процесс и позволяет заточить лезвие максимально остро, но отсутствие механизации требует от мастера определенного навыка и сноровки.
Приспособления и станки для правки и заточки ножей
Заточка ножей — занятие, безусловно, творческое и требующее большого терпения и сноровки. Но стоит ли тратить силы и время на решение задачи, с которой может успешно справиться специально сконструированный станок или приспособление для заточки ножей. Если для ножей, домашних инструментов, например, строгальных приспособлений, кухонных или разделочных клинков можно попытаться восстановить режущую кромку лезвия своими руками, то для промышленных объемов не помогут даже приспособления для затачивания. Потребуется мощный и производительный станок.
Станки для заточки лезвий разделочных ножей
Высшей формой острого ножевого лезвия являются не раритетные модели с хромированными лезвиями и рукоятками из редких пород дерева. Это скорее музейные экспонаты или их дешевая имитация. Образцом остроты лезвия считается разделочный или обвальный нож, которым по 12 часов в сутки разделывают сырое мясо и шкуры. Именно в таких условиях кромка кованого ножа из качественной стали тупится необычайно быстро.
Это скорее музейные экспонаты или их дешевая имитация. Образцом остроты лезвия считается разделочный или обвальный нож, которым по 12 часов в сутки разделывают сырое мясо и шкуры. Именно в таких условиях кромка кованого ножа из качественной стали тупится необычайно быстро.
Для небольших объемов разделочных работ затачивать ножевые лезвия можно на простых станках с автоматическим контролем угла режущей кромки.
Для разделочных участков мясоперерабатывающих предприятий чаще всего используют профессиональное оборудование KNECHT USK 160. Станок обладает высокой степенью универсальности, что позволяет выполнять заточку всего ассортимента режущего инструмента, от филейных лезвий до разделочных ножниц.
Станки для заточки режущих элементов столярного инструмента
Заточка ножей для деревообрабатывающих станков требует обязательного применения специализированного станочного оборудования. Если выполнить заточку относительно короткого лезвия домашнего ножа или ручного рубанка можно ручным способом с помощью простейшего приспособления, то длинные и острые лезвия фуганков и строгальных станков необходимо затачивать с использованием механического привода подачи заточного инструмента.
Если попытаться заточить инструмент своими руками на точильной чашке без опоры и направляющих салазок, на режущей кромке образуются участки с разным углом заточки. При обработке древесины это приводит к образованию неровной волнистой поверхности доски или массива.
Небольшие плоские ножевые лезвия можно затачивать на простом станке вертикального типа.
Дисковые пилы, как правило, затачивают на станках, оборудованных делителем и поворотным столом.
Универсальные заточные станки
В работе небольших столярных мастерских, деревообрабатывающих участков, ремонтных контор используются универсальные заточные станки, способные затачивать очень большой ассортимент режущих инструментов, в том числе выполнять заточку ножей для гильотины.
В качестве примера можно привести настольную модель станка ВЗ-319. Благодаря жесткой станине и правильно подобранным передаточным числам механического привода агрегат может затачивать практически любой инструмент, от лезвий рубанков до цилиндрических фрез.
Для домашних целей можно рекомендовать настольные варианты заточного станка- точила Тормек Т7. В комплекте к заточному агрегату идет огромное количество насадок и приспособлений, позволяющих затачивать любой домашний инструмент.
Заключение
Заточка ножей давно вышла из рамок ремесленного мастерства в разряд обычной механической операции. Большое количество всевозможных машинок и приспособлений, настольных станков и автоматов способны выполнять непростую работу в течение нескольких минут. Купленная один раз в жизни высококачественная точилка способна прослужить несколько десятилетий, избавив от проблем переточки ножевых лезвий.
Станок для заточки плоских ножей с прямолинейной режущей кромкой. Модель ЗН-40 / «Станки Технологии Консультации» г. Киров
Предназначен для заточки плоских ножей с прямолинейной режущей кромкой по задней грани.
Стол для базирования ножей имеет ось поворота, благодаря чему угол заострения ножей может плавно изменяться в диапазоне 30…50°.
На станке применены цементированные направляющие, перемещение стола происходит по роликам, тем самым достигается точность и износостойкость.
Заточка производится с использованием СОЖ, благодаря чему исключаются прижоги на затачиваемом ноже.
На станке можно заточить строгальные ножи толщиной 3…4мм. комплектом по 4 штуки одновременно, тем самым повышается производительность и ножи получаются одинаковой ширины, устраняется дисбаланс при дальнейшей их установке в ножевой вал деревообрабатывающего станка.
Есть возможность заточить ножи толщиной 10…12мм. для рубительных машин комплектом по 2шт.
При установке алмазного заточного круга можно затачивать ножи с твёрдым сплавом.
Техническая характеристика
| Наименование |
Данные |
|
Максимальная длина затачиваемых ножей, мм |
410 |
|
|
30…50 |
|
Максимальная толщина затачивемого ножа, мм |
24 |
|
Количество одновременно затачиваемых строгальных ножей (толщина ножа 3…4мм) |
4 |
|
Количество одновременно затачиваемых рубительных ножей (толщина ножа до 12мм) |
2 |
|
Максимальная ширина строгального ножа, мм |
40 |
|
Максимальная ширина рубительного ножа, мм |
100 |
|
Диаметр заточного круга, мм |
125 |
|
Номинальная окружная скорость заточного круга, м/c |
18 |
|
Габаритные размеры, не более, мм: длина х ширина х высота |
1100х560х1470 |
|
Масса станка, не более, кг |
80 |
|
Род тока питающей сети |
переменный трёхфазный |
|
Номинальная частота тока, Гц |
50 |
|
Номинальное напряжение, В. |
380 |
|
Электродвигатель заточного круга: номинальная мощность, кВт синхронная частота вращения, об/мин. |
0.75 3000 |
|
Электродвигатель насоса: номинальная мощность, кВт синхронная частота вращения, об/мин. производительность, л/мин. |
0.37 3000 35 |
Особенности конструкции станка
На раме станка 1 размещены: стол, механизм врезания со шпинделем, бачок с охлаждающей жидкостью и электроящик.
Стол станка служит для базирования ножей 2 и имеет ось поворота 3, благодаря чему угол заострения ножей может плавно изменяться в диапазоне 30…50˚. На станке применены цементированные направляющие, перемещение стола происходит с помощью цепной передачи и маховичка 4. Стол имеет продольные пазы, в которые вставляются упоры 5, в последние упирается задняя кромка затачиваемого ножа. В зависимости от ширины затачиваемых ножей ( и с учётом их уменьшения при переточке) упоры вставляются в один из трёх продольных пазов. На столе закреплён алмазный палец 6, который позволяет выправить заточной круг (устраняется торцевое биение нового заточного круга или засаливание круга, бывшего в работе). Подпружиненные ограничители хода 7 регулируют рабочий ход стола.
Механизм врезания. На вертикальной стойке, закреплённой на основании, вверх-вниз за счёт передачи винт-гайка и храповика 8 перемещается корпус с закрепленным на нём шпинделем. Фиксация корпуса при заточке осуществляется рукояткой 9. Для удобства установки ножей вся заточная головка имеет возможность отводиться из зоны заточки.
Фиксация корпуса при заточке осуществляется рукояткой 9. Для удобства установки ножей вся заточная головка имеет возможность отводиться из зоны заточки.
Шпиндель. Заточной круг вращается в радиально-упорных шарикоподшипниках. Вращение от электродвигателя к заточному кругу передаётся через упругую муфту.
Кран 10 позволяет регулировать величину подачи СОЖ в зону заточки
Применение Weinig Rondamat 934: — Заточка и изготовление профильных ножей в строгальной профильной голове по шаблону
— Заточка прямых строгальных ножей в ножевой головке. Шлифовальный агрегат Weinig Rondamat 934: Массивная конструкция с высокоточной направляющей с точностью вращения до 5/1000 мм. Механическая радиальная установка для различных диаметров заточного инструмента. Посредством поворачиваемого алмазного правила достигается соответствие шлифовального круга форме копировального штифта. Установка величины заднего угла заточки осуществляется вручную по шкале. Боковой задний угол заточки устанавливается вручную по шкале и переустановка индексируется.
| |
Крепление заточного круга осуществляется посредством гидравлического зажима для многократной и быстрой смены инструмента.
| |
| |
Технические характеристики Weinig Rondamat 934 | |
Диаметр шлифовального круга мин/макс | 150 мм / 225 мм |
| Ширина шлифовального круга (керамический, боразон, алмазный) | 2-3-4-10 мм |
| Диаметр посадочного отверстия шлиф. | 60 мм |
| Привод шлифовального шпинделя | 1,1 кВт (1,5 л.с.) |
| Угол заточки: | |
| — радиальный, по задней грани | 10-30° |
| — боковой | 0-20° |
| Принадлежности: | |
| — 3 фланца для шлифовального круга (диаметр/толщина) | 200 – 225 мм/5мм |
| — 1 фланец для шлифовального круга (диаметр/толщина) | 150 мм/10мм |
| — Заточной круг Эльбор для строгальных ножей HSS и Стеллита (диаметр/толщина) | 150 мм/10мм -1шт |
| — Заточной круг Эльбор для строгальных ножей HSS и Стеллита (диаметр/толщина) | 200 мм/2мм -1шт |
| — Заточной круг Эльдокорунд для предварительной заточки профильных ножей из HSS и Стеллита (диаметр/толщина) | 2 шт |
| — Заточной круг Эльдокорунд для чистовой заточки профильных ножей из HSS и Стеллита (диаметр/толщина) | 1 шт |
Устройство охлаждения Weinig Rondamat 934: | |
| Охлаждения осуществляется сверху по центру гибким шлангом и снизу через ножевую оправку непосредственно у места шлифовки – это предотвращает перегрев ножей даже при больших объёмах сошлифовываемого слоя. Дозировка охлаждающего средства от центрального распределителя с шариковые вентилями из высококачественной стали. | |
| Объём бака с охлаждающей жидкостью | 50 литров |
| Концентрат охлаждающей жидкости | 2 литра |
| Фильтры | 50 шт. |
| Двигатель насоса | 210 Вт |
| Шлифовальный стол Weinig Rondamat 934: | |
| Точный перекрёстно-роликовый стол для ручной работы. | |
Оправка для инструмента: | |
| Стабильное приспособление для удержания инструмента для точной фиксации заточной оправки. | |
| Для инструмента с диаметром окружности резания (мин / макс) | 100 мм / 300 мм |
| Ширина инструмента | 340 мм |
| Принадлежности: | |
| Зажимная оправка, диаметр 40 мм, с регулируемой шайбой для системы постоянной оси. | |
Копировальное устройство Weinig Rondamat 934: | |
| Шаблонный суппорт с перекрёстно-поперечным перемещением с системой постоянной оси для базирования прямого и профильного шаблона. | |
| Принадлежности: | |
| Прямой шаблон для строгальных ножей | |
| Копир | 4 мм |
| Копир | 2 мм |
| Электромеханика станка Weinig Rondamat 934: | |
| Рабочее напряжение | 380-400-415 В, 50 Гц |
| Электрическое исполнение по DIN VDE 0113, электрическое исполнение промышленных машин EN 60204, IEC 204-1. | |
| Других электро предписаний не предусмотрено. | |
| Общая мощность | 2 кВт (2,7 л.с.) |
Управление и настройка станка Weinig Rondamat 934: | |
Полное управление станка осуществляется с передней стороны. Опора для рук для без усталостной работы с интегрированным пультом управления. | |
Безопасность Weinig Rondamat 934: | |
Все опасные места защищены по требованиям Европейского Союза. Указания безопасности из руководства пользования должны быть соблюдены. | |

Роб Косман | Секреты заточки
Секреты заточки: углы скоса и геометрия лезвия
Каков правильный угол скоса для заточки моих плоских или долотных лезвий? Это вопрос, который нам часто задают на наших семинарах, и многим людям трудно понять основные концепции углов скоса и геометрии лезвия, поскольку они связаны с получением острой режущей кромки на вашем инструменте. В этой короткой статье я расскажу об основах геометрии лезвия, которые вам необходимо понять, чтобы помочь вам улучшить и овладеть техникой заточки.
Единственный действительно важный угол. Единственный угол, который действительно имеет значение при определении острой режущей кромки, — это угол на кромке лезвия. Это подводит нас к критическому определению того, что является резким? Линия пересечения этих двух плоских поверхностей называется «режущей кромкой». Лезвие идеально острое, когда две плоские поверхности лезвия пересекаются друг с другом точно вдоль последнего атома пространства.
Конечно, «последний атом космоса» — теоретическая конструкция.Для заточки мы используем шероховатую поверхность (например, точильный камень), чтобы стереть металл на противоположных сторонах режущей кромки, пока эти плоские поверхности не станут гладкими и плоскими, как мы можем их получить, и они пересекаются, чтобы создать достаточно острый край. Что достаточно резкое? Когда наша рука не может обнаружить каких-либо улучшений на поверхности дерева, если мы планировали это с более острым лезвием, мы достигли «достаточно острого».
Теоретически угол, под которым встречаются две плоские поверхности лезвия, не важен. Важно то, что противоположные стороны лезвия должны быть плоскими (плоские поверхности) и пересекаться по линии (режущая кромка). Испытания и ошибки деревообработки на протяжении веков показали нам, что острая кромка для деревообработки лучше всего достигается, если угол двух плоских поверхностей сходится где-то между 25 и 45 градусами, а зона наилучшего восприятия — от 25 до 30 градусов. Это больше связано с наличием сильной режущей кромки, чем с острой кромкой. Например, лезвие бритвы имеет острую режущую кромку, а угол, под которым встречаются его две плоские поверхности, значительно меньше, чем 25-30 градусов, но лезвие бритвы не может строгать дерево, потому что оно слишком слабо для сил деревообработки.
Важно то, что противоположные стороны лезвия должны быть плоскими (плоские поверхности) и пересекаться по линии (режущая кромка). Испытания и ошибки деревообработки на протяжении веков показали нам, что острая кромка для деревообработки лучше всего достигается, если угол двух плоских поверхностей сходится где-то между 25 и 45 градусами, а зона наилучшего восприятия — от 25 до 30 градусов. Это больше связано с наличием сильной режущей кромки, чем с острой кромкой. Например, лезвие бритвы имеет острую режущую кромку, а угол, под которым встречаются его две плоские поверхности, значительно меньше, чем 25-30 градусов, но лезвие бритвы не может строгать дерево, потому что оно слишком слабо для сил деревообработки.
Углы лезвия. Для обработки дерева наши лезвия должны обладать двумя характеристиками: острой режущей кромкой и прочным лезвием. Как нам этого добиться? Чтобы создать прочное лезвие, мы используем современные металлы с рейтингом твердости по Роквеллу около 62 (если тяжелее, они становятся хрупкими), и мы используем толстое лезвие толщиной около 0,125 дюйма. Заточить это твердое, толстое лезвие и сохранить прочную режущую кромку — непростая задача. Здесь на помощь приходят углы скоса. Мы используем углы скоса, чтобы постепенно соединить две плоские поверхности.Использование скошенных углов требует минимальных усилий при удалении металла, что делает его самым быстрым способом заточки. На схеме ниже показаны названия и пространственное соотношение общих углов скоса лопастей. Примечание: не все плотники используют все эти фаски, это зависит от вашей техники заточки.
На диаграмме выше видно, что учитывается только угол, в котором формируется режущая кромка; в этом случае там, где задний скос встречается с третичным скосом.
Первичный скос для долот и плоских лезвий обычно составляет 25 градусов (угол, проверенный временем). Если вы посмотрите на диаграмму лезвия выше, то с точки зрения резкости вполне приемлемо затачивать первичный скос и плоско заточить заднюю часть лезвия, и там, где они встречаются, вы можете получить острую режущую кромку. Практическая проблема с этим методом заключается в том, что он займет у вас очень много времени, поскольку современные лезвия толстые и твердые.
Практическая проблема с этим методом заключается в том, что он займет у вас очень много времени, поскольку современные лезвия толстые и твердые.
Гораздо более быстрый подход — отточить только небольшую часть первичной фаски, создавая вторичную фаску.После создания вторичной фаски отполируйте только ее край, создав третичную фаску. На тыльной стороне плоского лезвия заточите только его край, вместо того, чтобы сглаживать всю тыльную сторону, создавая задний скос, который соответствует третичному скосу, создавая острый край. Примечание: не используйте обратную фаску на долотах; только лезвия.
Этому методу мы обучаем на семинарах Роба Космана по обучению рук. Вы можете использовать приспособление, чтобы получить эти углы, но установка приспособления требует дополнительного времени, из-за чего люди откладывают заточку — нехорошо! Вместо этого мы обучаем и рекомендуем заточку от руки.После освоения заточки от руки потребуется около 30-40 секунд, чтобы добиться этих скосов и заточить лезвие!
Многие люди зацикливаются на точных углах этих скосов. На приведенной ниже диаграмме показано, для чего вы снимаете, но это только руководство, не пытайтесь измерять углы, просто почувствуйте их.
Угол атаки или резки. В стандартном рабочем столе используется лезвие со скосом вниз, со стружколомом и колпачком (я предпочитаю стандартные угловые скамьи, а не малоугловые, за исключением блочных плоскостей).Таким образом, поднося тыльную сторону клинка к дереву. Угол, под которым лезвие обращено к древесине, называется углом резания или углом атаки. На стандартном настольном станке угол реза обычно составляет 45 градусов — это проверенный временем угол, который хорошо подходит для строгания любых пород древесины, кроме самых сложных. Если вы используете задний скос, как я рекомендую, то вы увеличили угол в 45 градусов, под которым задняя часть лезвия представлена дереву, на угол заднего скоса; максимум один-два градуса. Незначительное изменение угла атаки, особенно если учесть время заточки, которое вы сэкономили, используя технику обратного скоса.
Незначительное изменение угла атаки, особенно если учесть время заточки, которое вы сэкономили, используя технику обратного скоса.
Свободный угол . Задний угол (также называемый углом наклона) — это угол между деревом и скосом лезвия в конфигурации со скосом вниз (стандартная). Этот угол должен составлять не менее 12 градусов, чтобы лезвие врезалось в дерево (еще один угол, проверенный временем). При угле станины 45 ° и угле первичной фаски 25 ° задний угол составляет 20 ° (45-25 = 20), что хорошо работает.Использование вторичной и третичной фаски немного уменьшит этот угол, но не о чем беспокоиться.
По мере того, как вы продолжаете затачивать лезвие, вы будете постоянно уменьшать этот угол зазора, наконец, достигнув точки, когда либо лезвие не будет врезаться в древесину, либо ваш вторичный скос будет настолько большим, что вам понадобится слишком много времени для заточки. Когда это произойдет, пора перейти к шлифовальному станку, восстановить первичный скос в 25 градусов и начать процесс заново.
Надеюсь, это поможет.
Лютер
Как сделать приспособление для заточки строгального лезвия
Это моя вторая версия точилки для строгальных ножей, первая работала хорошо, но была немного громоздкой и имела некоторые другие проблемы. Он также был сделан для строгальных ножей, которые я использовал в то время, которые были толще, чем те, которые я использую сейчас.
Чтобы начать работу и сделать приспособление как можно более прямым и жестким там, где он удерживает нож, я вырезал кусок угловой стали длиной около 12 дюймов:
Чтобы удалить любые неровности или другие неровности, я отшлифовал его ровно, используя полосу (на самом деле старый ремень 2 × 72 от моей ленточно-шлифовальной машины ) наждачной бумаги на моей плоской поверхности настольной пилы:
Я просверлил два отверстия 3/16 ″ для шурупов и прикрепил угол к куску твердой древесины. Древесина лиственных пород нарезается длиной 12 дюймов и квадратом 3/4 дюйма и прикручивается таким образом, чтобы она точно совпадала с краем стального уголка:
Древесина лиственных пород нарезается длиной 12 дюймов и квадратом 3/4 дюйма и прикручивается таким образом, чтобы она точно совпадала с краем стального уголка:
Другой кусок твердой древесины отрезается по размеру для зажима, который будет удерживать лезвие. Он имеет длину 12 дюймов, ширину 1-1 / 2 дюйма и толщину 1/2 дюйма. Я вырезал в нем неглубокий паз, чтобы в него вошло лезвие, и использовал пять шурупов, чтобы закрепить его на приспособлении:
Винты затянуты, чтобы зажать лезвие, и ослабить, чтобы снять его.
Затем я сделал руку, срезанную на конце под углом 45 градусов.Это фанера 3/4 дюйма, и я использовал 5-минутную эпоксидную смолу, чтобы прикрепить ее к приспособлению:
Я приподнял руку на другом конце, чтобы получить правильный угол. Он не обязательно должен быть идеальным, главное, чтобы угол был близок к 45 градусам и чтобы рычаг находился в той же плоскости, что и лезвие. Прикрепление руки к плоской настольной пиле помогает удерживать ее ровно.
Чтобы укрепить стык, я добавил небольшой кусок фанеры 1/2 дюйма и использовал обычный клей для дерева:
Рука едет по полосе, и ее можно сделать из чего угодно, но у меня на стойке для пиломатериалов был кусок сверхвысокомолекулярного пластика, который был почти подходящего размера:
Приспособление готово, но я сократил руку короче, чтобы сделать ее более компактной.Я установил приспособление на кусок меламина 5/8 ″ в качестве плоской поверхности и использую большой камень с двумя зернами для заточки:
Чтобы смазать камень и смыть стружку, я использую аэрозольный очиститель, но подойдет любой мыльный раствор:
Восстановление кромки занимает около 5 минут, сначала на крупнозернистой стороне камня, а затем на мелкой стороне:
Эти ножи были в очень плохом состоянии и имели несколько глубоких царапин, которые нельзя было отшлифовать, но остальная часть лезвия острилась как бритва и режет очень хорошо:
Лучшая стратегия — заточить ножи, когда они начнут затупляться, и не давать им стать такими плохими. На это уйдет меньше времени и будет меньше стачивания кромки. Эти ножи одноразовые, и для этой машины (Dewalt DW735) не предназначены для заточки, но я полагаю, что один или, возможно, два не повредят, если я буду осторожно шлифовать каждое лезвие одинаково.
На это уйдет меньше времени и будет меньше стачивания кромки. Эти ножи одноразовые, и для этой машины (Dewalt DW735) не предназначены для заточки, но я полагаю, что один или, возможно, два не повредят, если я буду осторожно шлифовать каждое лезвие одинаково.
Это приспособление также может быть использовано для фуговальных ножей и может быть изготовлено специально для определенной длины — 8 дюймов для 8-дюймовых лезвий и так далее.
Вот короткое видео, показывающее, как было построено приспособление и как оно впервые использовалось:
Шаблон для заточки строгальных ножей
После того, как я придумал способ затачивать свои фуговальные ножи, не снимая их со станка, я придумал способ делать то же самое с моими строгальными ножами.В отличие от фуганка, у вас нет поверхности рядом с фрезерной головкой, на которой можно зарегистрировать точильный камень. Вместо этого вам нужно, чтобы кондуктор и точильный камень ездили по самой фрезерной головке. У меня есть напольный строгальный станок, режущая головка которого может быть выставлена достаточно, чтобы получить доступ к приспособлению. Если у вас есть ланч-бокс или настольный строгальный станок, это может быть не так, но проверьте и убедитесь.
Шаблон для заточки строгальных станков
Все детали изготовлены из твердых твердых пород дерева, таких как бук или клен.
Расположите зажимное приспособление над лезвием и режущей головкой
При отключенном станке поместите зажимное приспособление на режущую головку напротив отражателя стружки. Поверните режущую головку так, чтобы скошенная сторона ножа находилась впереди центра под камнем. Отметьте положение ножа на корпусе планировщика, чтобы совместить другие лезвия.
Угол прямой для заточки строгальных лезвий
Зафиксируйте режущую головку на месте
Найдите способ заблокировать режущую головку, в этом случае самый простой способ — прижать ремни к шкиву. Также можно использовать клин, чтобы режущая головка не двигалась во время заточки.
Также можно использовать клин, чтобы режущая головка не двигалась во время заточки.
Отрегулируйте высоту приспособления
Покачивая приспособление из стороны в сторону на кончике ножа, поверните два болта в верхней части приспособления по часовой стрелке, чтобы потянуть центральный блок вверх, пока приспособление не будет едва балансировать на ноже. Вам нужно удалить немного металла с каждого ножа, выравнивая их в процессе. Для крупных ножниц начните с грубого камня (зернистость 325), в противном случае просто используйте мелкий камень (зернистость 600).
Сдвиньте для заточки
Создайте небольшой дополнительный скос по длине ножа. Наклоняя нож к передней части камня, вы сохраняете низкий угол скоса, перемещая приспособление по длине режущей головки. Если высота ножа меняется по длине из-за неравномерного износа, более высокая часть ножа автоматически будет больше шлифоваться. Если часть ножа не шлифуется (нет блестящей вторичной фаски), слегка опустите центральный блок и снова заточите весь нож.Не меняйте приспособление для других ножей.
Источники поставки алмазных камней «мини-резкость»:
woodcraft.com
dmtsharp.com
Подпишитесь на избиратели сегодня и получите новейшие технологии и практические рекомендации от Fine Woodworking, а также специальные предложения.
Получайте советы по деревообработке, советы экспертов и специальные предложения на почту
×Увеличьте срок службы и улучшите производительность строгальных и фуговальных ножей
Infinity Cutting Tools предлагает широкий выбор строгальных и фуговальных ножей из быстрорежущей стали с твердосплавными напайками.
Все мы знаем, что любой покупаемый режущий инструмент необходимо заточить или отточить перед использованием. Это справедливо для ручных инструментов, таких как долота и рубанки, кухонные ножи и даже фуговальные и строгальные ножи. Большинство производителей заявляют, что их ножи острые и готовы к использованию прямо из коробки, и технически это правда. Ножи заточены на заводе, и если вы бросите их в машину, они будут работать. Но небольшая заточка может вывести набор ножей на новый уровень, продлить срок их службы и улучшить качество резки.
Большинство производителей заявляют, что их ножи острые и готовы к использованию прямо из коробки, и технически это правда. Ножи заточены на заводе, и если вы бросите их в машину, они будут работать. Но небольшая заточка может вывести набор ножей на новый уровень, продлить срок их службы и улучшить качество резки.
Заточить комплект ножей не сложно. Ножи из быстрорежущей стали (HSS) и твердосплавные наконечники можно затачивать с помощью алмазной точилки, такой как модель M-Power, показанная ниже. Цель здесь — просто сделать несколько движений по скосу ножа и несколько ударов по спине. Это удалит любые заусенцы, оставшиеся от заводского процесса шлифования, и сделает кромку более острой и долговечной.
Эта удобная точилка для фрез идеальна для подкраски кромок строгальных и фуговальных ножей.Одна сторона имеет алмазную поверхность с крупной зернистостью 300, а другая — с более мелкой зернистостью 600.
Помните, все, что нужно, — это несколько легких движений тонкой алмазной шлифовкой по скосу и задней части ножа. Мы просто улучшаем кромку, а не шлифуем новую. Когда дело доходит до заточки фуговальных и строгальных ножей из быстрорежущей стали или твердых сплавов, существует закон убывающей отдачи. Заточить эти материалы до острой бритвы на самом деле не стоит. Хотя вы, скорее всего, можете заточить нож из быстрорежущей стали, чтобы он был достаточно острым, чтобы им можно было бриться, но первая доска, прошедшая через строгальный станок, уберет эту кромку.Мы рекомендуем затачивать примерно до 600 зерен. Любое более тонкое и полученное в результате преимущество будет длиться недолго.
Используйте алмазный хон для обработки кромки и удалите заусенцы с тыльной стороны и фаски фуговального или строгального ножа.
Фрезы и пильные полотна с твердосплавными напайками ушли в прошлое. У карбида износостойкость примерно в десять раз выше, чем у стали, плюс, твердосплавный строгальный нож имеет те же преимущества, что и другие режущие инструменты. Хотя лезвие из карбида изначально не будет ощущаться и не будет таким острым, как заточенный нож из быстрорежущей стали, лезвие из карбида прослужит во много раз дольше.Тот же процесс хонингования используется с твердосплавными ножами и может полностью раскрыть потенциал заводской заточки или использованной твердосплавной кромки.
Хотя лезвие из карбида изначально не будет ощущаться и не будет таким острым, как заточенный нож из быстрорежущей стали, лезвие из карбида прослужит во много раз дольше.Тот же процесс хонингования используется с твердосплавными ножами и может полностью раскрыть потенциал заводской заточки или использованной твердосплавной кромки.
с твердосплавными напайками обладают более длительным сроком службы, чем их аналоги из быстрорежущей стали.
Потратьте несколько минут на то, чтобы улучшить заводскую кромку вашего нового строгального или столярного ножа Infinity, — это отличный способ максимально эффективно использовать свои ножи. Мы также рекомендуем периодически обновлять ножи, очищая ножи от отложений и затачивая их алмазным шлифовальным станком.Для станков с традиционной режущей головкой Diamond Knife Hone позволяет затачивать ножи, не снимая их с станка, но для большинства станков с индексированными ножами, таких как DeWalt 734 или 735, вам придется снимать ножи для заточки. Также на любом индексированном ноже важно удалить как можно меньше материала. Поскольку ножи не могут быть отрегулированы в машине, удаление слишком большого количества материала с режущей кромки приведет к укорачиванию ножа, и он больше не будет достигать заготовки.Это приведет к неправильной подаче машины или к контакту других частей режущей головки с заготовкой и может вызвать серьезное повреждение строгального станка.
Хонингование ножа с твердосплавным наконечником происходит так же, как и для ножей из быстрорежущей стали: достаточно всего пары легких проходов с алмазным шлифовальным кругом на тыльной стороне и скосом.
Мораль этой истории такая же, как и у любой другой машины в вашем магазине — важно время от времени проявлять немного любви к своим столярным и строгальным ножам и поддерживать их в чистоте и остроте.Для их очистки мы рекомендуем Blade & Bit Cleaner. Чтобы отточить неиндексированные ножи на фуганках и строгальных станках с традиционными фрезерными головками, обратите внимание на Diamond Knife Hone. Этот инструмент позволяет затачивать ножи, все еще закрепленные в режущей головке. Приложив немного усилий, ваши старые ножи будут работать как новые, а новые — лучше, чем новые.
Этот инструмент позволяет затачивать ножи, все еще закрепленные в режущей головке. Приложив немного усилий, ваши старые ножи будут работать как новые, а новые — лучше, чем новые.
Для получения более подробной информации об обслуживании фуговальных и строгальных ножей ознакомьтесь с этим сообщением в блоге и видео.
Связанные
Использование точилки для лезвий строгального станка
В прошлый раз, когда я навещал своих родителей, у меня было несколько «одноразовых» строгальных ножей, которые нужно переточить, особенно с учетом недавнего открытия, что клеем в фанере зарубки фуговальные ножи.Я не думал, что мой метод заточки рук подходит для этих тонких и длинных ножей 12 дюймов (30 см).У моего отца есть одна из этих дешевых и грубоватых на вид станков для заточки строгальных ножей. которые он купил у Busy Bee инструменты много лет назад. Busy Bee по-прежнему продает машину, которая выглядит идентично:
Глянь сюда: ЗАТОЧКИ ДЛЯ ШЛИФОВАЛЬНЫХ ЛЕЗВИЙ 2 ШТ. CSA
У этой машины более широкая база, хотя, похоже, она была добавлена позже.
Машина, идентичная машине моего отца, также доступна как Grizzly:
G2790 Universal Knife Grinder.
Машина моего отца очень простая, с прямой направляющей, которая крепится к стальному корпусу. стол. Положение и угол наклона рельса регулируются.
Другая рейка с держателем для ножа зацепляется за эту рейку. Рельс скользит из стороны в сторону (просто металл по металлу) для обеспечения линейного движения для шлифования прямая кромка ножа.
Я не знаю, было ли когда-нибудь руководство по этой штуке, а если и было, то, наверное,
на английском языке, который плохо переведен с китайского. Итак, я понял
как пользоваться машиной без инструкции. Настоящим мужчинам не нужны инструкции по эксплуатации!
Настоящим мужчинам не нужны инструкции по эксплуатации!
Первое, что я установил, это то, что края скользящей части все точный и параллельный. Контрольной кромкой для скользящей части действительно будет деталь который зацепляется за фиксированный рельс, но его будет очень трудно измерить.
Установив, что края параллельны, я чувствовал себя комфортно, используя переднюю часть. край этой направляющей, чтобы установить все винты на одинаковом расстоянии от края.
Я использую конец суппорта, чтобы измерить смещение между кромкой чугуна. и кончик регулировочного винта. Я хочу, чтобы все они были на одинаковом расстоянии от края так, чтобы острие ножа шлифовалось параллельно задней кромке.
Теперь вставляем нож.Эти одноразовые ножи имеют режущие кромки с обеих сторон, поэтому Я должен быть очень осторожным.
Нож закреплен на другой направляющей, которая удерживается четырьмя винтами.
Я настраивал угол заточки ножей в основном на глаз. Затем я опустил стол до тех пор, пока нож не коснулся камня.
Высота стола регулируется с помощью винтовой стойки сзади.Как это регулируемый вверх и вниз, стол имеет тенденцию шататься и прижиматься к корпусу машина. Таким образом, стол движется довольно рывками. Я должен сказать, что механизм вертикальной регулировки действительно ужасно ужасен.
К счастью, когда он установлен на высоту, на передней панели есть винт для надежно запирая его, чтобы он, по крайней мере, оставался на месте.
Шлифовка идет довольно плавно, если мне не нужно делать дальнейшие вертикальные корректировки.
Я продолжаю перемещать нож из стороны в сторону, делая очень легкие пасы. Важно не быть слишком агрессивен. Если работать слишком быстро, лезвие нагреется у переднего края, но все равно оставайся прохладным в сторону спины. В результате тепловое расширение приведет к изгибу лезвия наружу в сторону резака. от того, что теплый край расширился сильнее, чем холодный задний край. Но болгарка шлифует прямую линию. Итак, как только лезвие снова остынет, лезвие заканчивается посередине дальше, чем на любом конце.
Я не думал, что подобные вещи будут иметь большое значение, но у моего отца есть 20-дюймовые лезвия для строгального станка, которые он отправили на заточку, которая вернулась с вогнутой кривой. В Северном Онтарио, найти квалифицированный сервис по заточке может быть непросто. И эта маленькая машинка не совсем подходит для 20-дюймовых ножей. Опять же, просто посмотрел на эту машину, и его заявленная вместимость составляет 20 дюймов!
Станок действительно хорошо заточил ножи.Я вообще удивлен, что такое грубая и неточно выглядящая машина может сделать такую хорошую работу.
Единственная вещь, которая действительно нуждается в ремонте, — это регулировка высоты стола. Если бы у меня было к одной из этих машин, мне нужно было бы придумать способ добавить какой-то механизм точной регулировки.
См. Также:
Подробнее о фуганках
Вернуться на мой сайт woodworking
Настройка и заточка плоскости | Руководства по настройке и повышению резкости | Общая деревообработка
Примечание: будьте осторожны при заточке, так как инструменты станут очень острыми, при заточке всегда обращайте лезвие от себя.
Настройка
Если у вашего самолета есть пластиковые ручки, вы можете почувствовать шов посередине, где соединяются две половинки ручки. Если оставить эти швы, они станут неудобными и могут вызвать образование пузырей. Используйте напильник или скребок для карточек, чтобы удалить их, текстура будет другой и будет казаться менее глянцевой, однако вы можете нанести несколько слоев шеллака, если хотите вернуть глянцевитость. Если вам не нравится глянцевый пластик, можно покрыть всю ручку наждачной бумагой.
Совет: если вы приобрели новый самолет, вы можете заметить, что на него нанесено лаковое покрытие, это необходимо для снижения риска ржавчины самолета во время распределения и хранения. Его легко удалить с подошвы с помощью наждачной бумаги или подходящего растворителя.
Убедитесь, что подошва плоская, поднесите ее к свету и направьте к ней прямым краем. Если вы видите проходящий свет, значит, она не плоская. Подошвой вниз потрите ее взад и вперед по пластине для грубой алмазной заточки.Переверните самолет и посмотрите, какая часть стерлась. Еще раз проверьте поверхность подошвы с помощью света и линейки.
Если края подошвы острые, воспользуйтесь напильником, чтобы облегчить углы по длине. Слегка измените угол на втором и третьем штрихах по обе стороны от скоса, чтобы получить более закругленный угол. Повторите этот шаг, чтобы закруглить все острые углы, пока не получите гладкость. Более мягкий край минимизирует повреждение, если углы плоскости соприкасаются с вашим проектом.
Снимите колпачок рычага. Если рычаг кажется жестким, смажьте механизм легким машинным маслом. Постоянно перемещайте рычаг вперед и назад, чтобы масло попадало в движущиеся части.
Иногда передняя кромка колпачка требует дополнительного выравнивания после изготовления. Отделите металлический колпачок от лезвия и опрыскайте алмазные пластины средством для чистки стекла, чтобы смыть отходы шлифовки. Поместите колпачок на пластину для заточки так, чтобы выступ был как можно ближе к краю, это позволяет развернуть нижний край под приемлемым углом.Если бы металлический колпачок находился на точильной пластине по всей длине, то он затачивался бы под неправильным углом. Потрите взад и вперед, чтобы сгладить нижний край, как показано на рисунке. Вы должны убедиться, что железный колпачок сопрягается с лезвием без каких-либо зазоров.
Наденьте это обратно на лезвие, скрестив их и повернув вместе. Это сделано в целях безопасности, так как это означает, что реальная режущая кромка никогда не будет обращена к вашей руке противника.
Сборка железного колпачка Галерея:
После того, как вы удалите колпачок и узел режущего лезвия, вы сможете увидеть внутреннюю поверхность лягушки.Вы можете отрегулировать положение лягушки по отношению к подошве с помощью регулировочного винта на задней части лягушки, это переместит лягушку назад или вперед, что регулирует открытие рта.
Для того, чтобы отрегулировать фиксатор, необходимо ослабить два установочных винта на фиксаторе до затяжки вручную. Затем вы можете использовать отвертку, чтобы отрегулировать регулировочный винт, который будет перемещать стрелку вперед или назад, обязательно затяните два установочных винта, когда вас устраивает положение. Регулировать лягушку нужно только изредка, например, когда у вас сложное зерно.Вы можете получить более чистый порез, когда лягушка будет двигаться дальше вперед, однако это закроет горло, что предотвратит тяжелые порезы и толстую стружку. Для общего использования вам нужна возможность изменять набор плоскостей для включения более толстой стружки без забивания горловины. Лезвие лежит на ложе (угловой рейке) лягушки. Отрегулируйте лягушку так, чтобы нижняя сторона лезвия, скошенная сторона, находилась на одной линии с задним краем отверстия для рта. Вы можете проверить это выравнивание, используя линейку, такую как стальная линейка или край квадрата.Когда вы будете довольны тем, что угол выровнен, полностью затяните установочные винты.
После того, как вы выровняли железный колпачок в сборе на лягушке, поместите колпачок рычага сверху и убедитесь, что большой палец имеет некоторое сопротивление. Если его легко отжать, вам нужно будет отрегулировать винт узла режущего железа до тех пор, пока рычагу не потребуется небольшое усилие, чтобы оттолкнуть его (он должен «защелкнуться» на месте), поверните винт по часовой стрелке, чтобы затянуть, и против часовой стрелки, чтобы ослабить.
После того, как вы настроили свой рубанок, он готов к заточке.
Чтобы увидеть детали плоскости, см. Раздел деталей на направляющей для плоского инструмента.
Заточка
Вы можете определить, когда лезвие нуждается в заточке, взглянув на один из следующих индикаторов:
- Начнется скудинг
- Зерно начнет рваться
- Строганная древесина будет шероховатой на ощупь
- Стружка больше не гладкая
Для заточки режущего инструмента вам потребуется:
- Алмазная точильная пластина 3 степеней (грубая, средняя, сверхтонкая)
- Очиститель для стекол
- Полировочная паста (оксид алюминия)
- Строп (фанерный блок с приклеенной кожей на одну поверхность)
Распылите средство для чистки стекол на каждую пластину для алмазной заточки, достаточно одного насоса на каждую пластину. Он используется вместо воды, так как вода часто запускает процесс ржавления на точильных пластинах. Использование очистителя для стекол помогает поддерживать их в хорошем состоянии. Положите скошенный край на тарелку для грубого помола. Надавите на конец режущего инструмента, протолкните и потяните его вдоль пластины несколько раз в продольном направлении. Начните с лезвия под углом 30 градусов и закончите под углом 20/25 градусов, это обеспечит небольшой изгиб к скосу.Эта пластина обычно требует больше всего работы, так как она будет стирать предыдущую затупленную кромку, чтобы сформировать новую режущую кромку.
Повторите предыдущие шаги на алмазной пластине с мелким алмазом, а затем на сверхтонком уровне. Эти два уровня будут продолжать очищать потертости, оставленные последующими уровнями истирания. На режущей кромке образуется заусенец, осторожно защипните заусенец кончиками пальцев, и стальные отходы уйдут узкой полосой.
Поместите ремешок в тиски кожаной стороной вверх.Кожа удерживает вощеный абразив, называемый полировальной пастой, на поверхности, так что вы можете использовать его для улучшения кромки, используя этот последний уровень шлифовки. Обильно нанесите полировальный состав, чтобы покрыть поверхность блока. Приложите скошенный край к ремешку и протяните скошенный край через ремешок 30 раз. При заправке следите за тем, чтобы реальная режущая кромка не входила в ремешок, потому что он врежется в поверхность ремешка и повредит ее.
Переверните блок на гладкую деревянную сторону и нанесите на эту деревянную поверхность полировальный состав.На этот раз отшлифуйте плоскую поверхность лицевой стороной вниз на полировальный состав, удерживая лезвие ровно. Этот последний шаг служит для полировки любых абразивных следов, оставшихся на поверхности, чтобы придать изысканный вид задней части лезвия. В завершение удалите остатки воска мягкой тканью или салфеткой.
Снова соедините детали и поверните регулировочное колесо до тех пор, пока лезвие не коснется дерева, когда вы проверяете его на краю обрезка дерева. Переместите плоскость по поверхности, чтобы увидеть, появилась ли стружка, если не продолжайте регулировать колесо, пока это не произойдет.Во время производства стружки проверьте, поступают ли они с обеих сторон лезвия, в противном случае перемещайте рычаг боковой регулировки до тех пор, пока не получите одинаковую толщину стружки с обеих сторон устья самолета.
Информационный центр изготовителя ножей своими руками: советы по геометрии лезвия ножа
Почему нож режет именно так?
Ответить? Геометрия кромки
Изучение того, как режет нож, очень важно для мастеров ножей. К сожалению, независимо от того, являетесь ли вы новичком или опытным производителем, геометрия кромок часто может быть неясной темой.Давайте посмотрим правде в глаза, есть много возможных углов, шлифовки, толщины и свойств стали, поскольку у ножа есть применение.Как и большинство вещей, ответы приходят, когда вы проверяете свои конструкции ножей. Когда вы будете довольны тем, как режут ваши ножи, вы поймете, что работает для этого приложения. Надеюсь, мы сможем начать в правильном направлении с некоторых концепций и примеров режущих кромок, того, для чего они подходят и почему они работают для одних целей и не работают для других.
Это эссе не предназначено для того, чтобы дать вам идеальную геометрию лезвия, скорее, чтобы дать вам общие знания, чтобы вы могли определить, с чего начать при разработке ножей для одной или нескольких целей.
Разделочный нож — это не тесак, как топор — не молоток!
Я считаю, что два основных фактора влияют на то, как вы будете формировать кромку:- Назначение
- Сталь / твердость
Сталь и твердость лезвия влияют на соответствующие углы, которые составляют хорошую геометрию режущей кромки, но, что наиболее важно, применение ножа для ножа должно в первую очередь определять выбор геометрии кромки. Используется ли он для точного нарезания сырой рыбы или рубки костей?
ПЕРВИЧНЫЙ И ВТОРИЧНЫЙ При изготовлении садовых ножей мы сталкиваемся с небольшим количеством различных шлифовок, но интересно знать, какие характеристики поощряются различными формами.Для большинства ножей мы видим только первичную или первичную и вторичную шлифовку (скос).
ТОЛЬКО ПЕРВИЧНЫЙ
Первичная шлифовка имеет две грани, которые встречаются на режущей кромке. Вот и все. Некоторые японские и скандинавские ножи известны тем, что имеют только первичный скос. Я разбил их на одинарный и двойной помол.Одиночный помол показан ниже.
Долотообразное подбарабанье будет отличным режущим краем, но оно будет хрупким и легко расколется или скатывается. Выпуклое долото или плоское долото можно увидеть в ножах для нарезки суши и сашими.Они прорезают более мягкие материалы, как лезвие бритвы. Зубило плоские повсеместно используются в серийных лезвиях для безопасных бритв и некоторых лезвиях для универсальных ножей. Это невероятно острые, но тонкие режущие кромки, и резка твердого материала может повредить кромку.
Одинарное измельчение не ограничивается долотами, их версии с большим углом можно найти на ножницах, лезвиях газонокосилок, строгальных лезвиях и ножницах для бумаги.
Хотя технически всегда будет некоторая вторичная фаска, даже если она видна только в микроскоп; в целях обсуждения назовем скосы НАМЕРЕННЫМИ.
Это подводит нас к первичному только двойному помолу. Они имеют только одну фаску, которая доходит до точки на режущей кромке, но заточены с обеих сторон.
Обратите внимание, что некоторые из последних трех шлифовок являются асимметричными , что означает, что шлифование отличается от одной стороны лезвия к другой (опять же намеренно), как и долото. Хотя они выглядят как долото, мне нравится различать их, так как одна грань не находится под углом 90 ° к позвоночнику, как у одинарных типов долот.
Распространенной разновидностью помола является скандинавский или «скандинавский», который часто встречается в шведских ножах Mora и финских ножах Puukko. Чтобы сохранить прочность кромки, угол наклона выше, чем у ножей с двойной заточкой (первичная и вторичная скошенная).
Лезвия Scandi прочные и относительно легко затачиваются плоским камнем. Лезвие нужно только двигать поперек и внутрь камня под углом, соответствующим основной фаске. Первичная фаска помогает «удерживать» кромку точно по отношению к камню, что снижает вероятность раскачивания и создания режущей кромки плохой формы.
Правша или левша?
Асимметричные шлифовальные машины часто предназначены для правшей или левшей. Правило для определения того, является ли нож правосторонним или левосторонним, может быть следующим: когда вы держите нож за рукоять и направляет кончик от себя; если скос шлифуется преимущественно с правой стороны лезвия, это правосторонний нож. Обратное верно для ножей-левшей.
Потенциально существуют десятки различных форм асимметричных шлифовальных машин, часто предназначенных для специализированных применений. В некоторых случаях такая асимметричная шлифовка не является преднамеренной, а является результатом неточного шлифования. (Подмигивает)
ПЕРВИЧНЫЙ И ВТОРИЧНЫЙ
Когда два различных скоса образуют геометрию режущей кромки, режущая часть называется вторичным скосом. Многие ножи имеют эту базовую первичную / вторичную геометрию, от охотничьих до кухонных.Целью вторичной фаски с большим углом является увеличение прочности кромки. Как видите, заточка сабли похожа на заточку Скандинавии, за исключением вторичной фаски. Это очень распространено в охотничьих ножах и тактических ножах, где требуется сильный позвоночник. Плоская шлифовка, вероятно, является наиболее распространенной и встречается на всех типах кухонных ножей, охотничьих ножах, ножах для снятия шкур и т. Д. Он предлагает хороший баланс между режущей способностью и прочностью. Concave (полое шлифование) отлично режет, но не обладает прочностью.Бритвы используют этот тип геометрии. Заимствуя ту же основную форму, вы можете найти топоры для обрезки сучьев.Шлифовальный станок Convex отличается долговечностью с массой за режущей кромкой. Ради долговечности он жертвует некоторой режущей способностью.
ТРЕТИЧНЫЙ? Да, скосов может быть больше двух. Третий скос можно было бы назвать третичным, а четвертый — четвертичным и так далее, но они редко встречаются при изготовлении ножей.УГОЛ ОБРАБОТКИ
При установке режущей кромки и заточке мы говорим, что угол режущей кромки составляет 1/2 общего угла.То есть, когда мы говорим 15 градусов, мы имеем в виду 15 ° с каждой стороны. Для симметричных лопастей общий угол составляет 15 ° + 15 ° или 30 °. Обычно мы не настраиваем оборудование для заточки на 30 °, поскольку мы затачиваем лезвие по одной стороне за раз. Пример:
«Я вставляю нож в мой Lansky, использую прорезь 20 ° и начинаю».
Эти 20 ° действительно только ОДНА СТОРОНА. Общий угол для обычного ножа будет два раза по 20 ° или 40 °.
Бывают случаи, когда первичный только одиночный (например, долото), где общий угол совпадает с углом режущей кромки.
Угол режущей кромки в значительной степени регулируется в зависимости от предполагаемого использования и твердости стали. Режущая кромка с очень низким углом резания будет очень хорошо резать, но она более склонна к повреждению при ударе о твердые предметы. Именно здесь твердость лезвия работает с углом , чтобы уменьшить возможность прокатки или выкрашивания.
Лезвие, предназначенное для злоупотребления, потребует большего угла, чтобы иметь шанс выжить. Вот несколько примеров диапазонов режущих углов и способов их использования.
От 12 ° до 17 ° — Филейные ножи, скальпели, бритвы. твердые японские кухонные ножи.от 18 ° до 25 ° — универсальные, европейские кухонные ножи, охотничьи ножи.
От 26 ° до 30 ° — карманные ножи, охотничьи ножи, ножи для кустарных промыслов, где более вероятно злоупотребление.
31 ° и выше — Мачете, походные ножи, топорики. Прочные кромки для взлома.
ПЕРЕД УСТАНОВКОЙ КРОМКИ Перед тем, как установить вторичную кромку на саблях и плоских шлифовальных станках, проверьте толщину. Он должен быть однородным по всей длине режущей кромки, которой скоро предстоит стать.Я мог бы использовать монеты и волосы, чтобы описать толщину, но недорогой цифровой штангенциркуль гораздо точнее и действительно стал незаменимым для производителя ножей.
КОНТРОЛЬНЫЕ РАЗМЕРЫ
Цифровой штангенциркуль позволяет легко проверить толщину кромки перед шлифовкой вторичной фаски.Недорогой (до 20 долларов) и достаточно точный для изготовления ножей.
УГОЛ ПЕРВИЧНОЙ КОЖИУгол первичной фаски выбирается в зависимости от предполагаемого использования ножа, толщины лезвия и высоты заточки.Этот угол зависит от толщины ложи и высоты заточки или от того, насколько заточка «поднимается» по лезвию.
Измельчитель кустарников с интенсивным использованием может иметь толстый стержень и жесткое лезвие. Нож для разделки овощей или филе будет иметь тонкий стержень и низкий основной угол скоса. Вы можете сравнить два показанных здесь, чтобы понять, что предлагают две крайности.Существует простая формула для определения угла, необходимого для достижения заданной высоты заточки в зависимости от толщины используемой ложи.
градусы = атан ((толщина / 2) / высота) * (360 / пи)
ПРИМЕРЫ СЕЧЕНИЯ
Я сделал несколько поварских ножей, поэтому решил начать с самого простого, полного плоского помола. Как правило, поварские ножи большего размера в немецком стиле изготавливаются из ложа 1/8 дюйма (0,125 дюйма), а основной скос имеет плоскую поверхность. Некоторые предпочитают шлифовать эту фаску примерно до 0,04 дюйма (около толщины десятицентовика) перед термообработкой.
После термообработки можно дополнительно отшлифовать первичную фаску примерно до 0.02 дюйма или примерно 1/2 толщины десятицентовика.
Затем окончательно отшлифуйте вторичный скос или режущую кромку под углом от 20 ° до 22 °, чтобы получить общий угол примерно 45 °. края, если вы не порежете пальцы, слегка закругленный позвоночник будет благоприятен для рук при захвате лезвия поварского ножа. Однако, по крайней мере, один производитель сказал мне, что его клиент любит острый позвоночник, чтобы лучше зажимать нож. Каждому свое
Некоторым кустарщикам нравится очень квадратный острый корешок для соскабливания коры с деревьев и корней.Избегайте округления позвоночника, если требуется такая резкость.
Заточка вторичного лезвия, в отличие от Scandi, потребует от пользователя наклона лезвия к основному скосу, что может усложнить задачу.Доступны некоторые направляющие, которые зажимают лезвие, чтобы гарантировать угол. Другим нравится использовать спичечный коробок в качестве ориентира. К сожалению, в наши дни спичечные коробки стали обычным явлением, как куриные зубы. Цель здесь — постоянный угол. При изменении угла вторичная обмотка переворачивается и не так точна, как должна быть.
В случае классического ножа кустарного промысла лезвие бывает толстым, часто около 5/16 дюйма (0,303 дюйма). Как правило, эти ножи имеют только одну фаску, то есть первичная заточка идет до режущей кромки. Иногда этот помол называют скандинавским или «скандинавским».Так как нож для кустарного промысла используется для общих работ по деревообработке, включая соскабливание, раскол, резку, рубку и нарезку, его лезвие довольно толстое. Угол позволяет выполнять разумное разнообразие задач: толстый корешок для дубинки или раскалывания.Однако эта режущая кромка менее устойчива к твердым материалам.
Вот несколько основных профилей кромок, которые я люблю использовать для кухонных ножей. Эти размеры взяты на пятке, если смотреть с тыльной стороны лезвия.
Эти профили основаны на испытаниях на резку и отлично справляются со своими задачами. Поэкспериментируйте со своими лезвиями и сделайте что-нибудь, что работает. Вы узнаете, когда это сработает, по тому, насколько легко режет.
Вот три основных профиля лезвия для охотничьих ножей на основе ложи 3/32 «, 1/8» и 3/16 «.Углы основаны на толщине лезвия и возможном использовании. Охотничьи ножи не являются специализированными в том смысле, что их собираются использовать для многих полевых задач.
Традиционные японские шлифовальные машины с одним скосом часто имеют большой радиус, выточенный задней стороной для высвобождения пищи.
ДРУГИЕ ХАРАКТЕРИСТИКИ
СКАЛЛОПИНГ (CULLENS)
Зубчатость — это преднамеренное удаление части первичной фаски, которая, в свою очередь, создает поверхность, которая действует как освобождение вакуума при нарезке определенных продуктов. Влажные продукты хотят прилипать к лезвию, и эти зубчатые области нарушают вакуум и позволяют продуктам свободно падать с лезвия. Ножи в стиле сантоку обычно имеют гребешки или стебли, однако гребешки могут проходить и по лезвию.
СЕРИИ
Зубчатые выступы и представляют собой зубчатые гребни, которые превращают нож в пилу. Мы довольно часто видим зубчатые края на ножах для хлеба, ножах для стейков и комбинированных лезвиях на ножах для охоты / выживания.
ЗАКЛЮЧИТЕЛЬНЫЕ МЫСЛИ
Нож должен выполнять свое предназначение. Следует учитывать множество факторов, связанных с формой лезвия и геометрией кромки. Нож, которым весь день пользуются на заводе по переработке свиней, не будет весить 2 фунта.Оператор просто отложит его в сторону и найдет что-нибудь, что требует гораздо меньших усилий для резки.
Длина, толщина и скосы лезвия напрямую влияют на вес ножа. Путешественнику, возможно, не захочется носить с собой двухфунтовый нож «Рэмбо» с 12-дюймовым лезвием, поскольку каждая унция на счету, когда вы ходите весь день.
Как правило, лучше режут тонкие ножи. Так что, если вы можете, делайте ножи настолько тонкими, насколько это возможно. Очевидно, что тесак толщиной в миллиметр не подойдет так хорошо, но используйте свое суждение и проверьте свои конструкции.Собирайте отзывы пользователей и старайтесь делать ножи как можно лучше.
Ваше здоровье!
Дан
.