Кузнечное дело: Кузнечная сварка
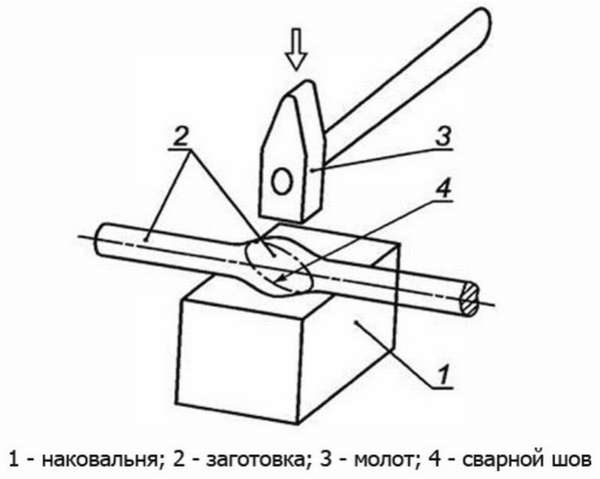
Кузнечной сваркой образуют неразъемное соединение в результате действия кузнечного ударного инструмента на металл, находящийся в пластическом состоянии.
Кузнечной сваркой в основном выполняют неразъемные соединения из низкоуглеродистых конструкционных сталей с содержанием углерода до 0,3%, так как при большем содержании углерода свариваемость стали резко ухудшается.
Получить качественное неразъемное
соединение кузнечной сваркой можно только при условии удаления с соединяемых
поверхностей окисленных и других загрязняющих пленок к моменту ковки.
Кузнечная сварка не обеспечивает высокой надежности сварного соединения, она
малопроизводительна, пригодна для ограниченного количества металлов, требует
высокой квалификации кузнеца и почти не применяется на заводах, где всегда
имеются более эффективные методы сварки. Однако в полевых условиях при ремонте
неответственных деталей машин и при ковке поковок ручной ковкой кузнечную
сварку применяют достаточно часто.
Технология выполнения, кузнечной сварки следующая. Нагрев заготовок для кузнечной сварки осуществляют в горнах или печах. При этом требуется, чтобы в очаге не было лишнего топлива, а пламя должно быть не окислительным. Наилучшими видами топлива для горна при нагреве заготовок под кузнечную сварку является древесный уголь и кокс, в которых почти отсутствует сера, снижающая прочность сварного шва. Однако в большинстве случаев применяют каменный уголь с содержанием серы не более 1% и золы до 7%. Уголь для нагрева заготовок под сварку должен быть отборным, т. е. некрупным и хорошо просеянным, так называемый «орешек». Горн нужно хорошо очистить и засыпать в него столько угля, чтобы хватило для нагрева одной заготовки под сварку. Заготовки следует загружать в очаг только после того, как уголь хорошо прогорит и большая часть серы из него уже выделится.
Подготовленные к сварке концы заготовок нагревают до
температуры, несколько большей температуры начала ковки (см. табл. 5. 1). Чем меньше
углерода в стали, тем выше должна быть температура ее нагрева. Например,
низкоуглеродистую сталь нагревают до температуры 1350 … 1370 °С. При этой
температуре концы заготовок, подлежащие сварке, имеют ослепительно белый цвет.
При сварке стали с повышенным содержанием углерода, например при сварке лезвия
топора из стали У7 с основным телом топора заготовку нагревают до температуры
1150°С. При такой температуре заготовка будет иметь белый с желтоватым оттенком
цвет каления.
1). Чем меньше
углерода в стали, тем выше должна быть температура ее нагрева. Например,
низкоуглеродистую сталь нагревают до температуры 1350 … 1370 °С. При этой
температуре концы заготовок, подлежащие сварке, имеют ослепительно белый цвет.
При сварке стали с повышенным содержанием углерода, например при сварке лезвия
топора из стали У7 с основным телом топора заготовку нагревают до температуры
1150°С. При такой температуре заготовка будет иметь белый с желтоватым оттенком
цвет каления.
Так как при температуре выше начала ковки происходит
интенсивное образование окалины и возможен пережог металла, то для уменьшения
окалины, облегчения ее удаления и предохранения металла от пережога заготовку
посыпают флюсом. Флюс посыпают на заготовку в период нагрева ее до температуры
950 … 1050 °С. В качестве флюса применяют чистый, сухой и мелкий речной
песок, хорошо промытый, просеянный и отделенный от глины и других примесей.
Толстый слой флюса на металле затрудняет его равномерный прогрев и последующую
очистку от шлака.
При нагреве мелких заготовок их часто не посыпают флюсом в горне, а быстро вытаскивают из огня и раскаленным концом втыкают в песок, находящийся в металлическом ящике на горне. После этого заготовку снова кладут в горн для окончания нагрева.
Образующийся из флюса шлак постепенно стекает с поверхности металла, поэтому при дальнейшем нагреве заготовки до сварочной температуры ее еще 2—3 раза посыпают песком, не вынимая из огня.
При сварке
стали, содержащей больше 0,3% углерода, к флюсу добавляют опилки мягкого
железа, а инвгда ферромарганец. При высокой температуре такие опилки поглощает
с поверхности стали углерод и способствует улучшению качества сварки.
Если необходимо сваривать две заготовки из разных марок сталей, то сначала начинают нагревать сталь с меньшим содержанием углерода, так как температура нагрева ее до сварки больше, а спустя некоторое время, начинают нагревать заготовку из стали с большим содержанием углерода.
Сварку
Выполняют следующим образом. После нагрева свариваемые заготовки быстро
вынимают из горна и ударами о
наковальню, а также молотком сбивают шлак. Иногда для очистки заготовок
используют скребки и металлические щетки. Затем стыкуют или накладывают друг на
друга подлежащие сварке концы заготовок и наносят по ним сначала легкие и
частые удары, при’которых остатки шлака выдавливаются наружу, а поверхности
стыка плотно прижимаются друг к другу, что защищает их от окисления. Сварку
заканчивают частыми сильными ударами, в результате которых сваривают
соединяемые концы заготовки и получают требуемую форму и размеры в месте
сварки. Нельзя ограничиваться проковкой только места сварки. Надо также хорошо
проковать участки, прилежащие к месту сварки, чтобы увеличить прочность всей
поковки.
Иногда для лучшей проковки сваренную заготовку повторно нагревают до сварочной температуры и еще раз проковывают. Однако такие нагревы делать нежелательно.
Отделку, если она требуется, выполняют после подогрева сваренного места до температуры 900 … 950 °С и в зависимости от окончательной формы места сварки его отделывают подбойками, обжимками, гладилками и другим кузнечным инструментом.
Способы кузнечной сварки (рис. 7.18). Сварка внахлест (рис. 7.18, а) является наиболее распро-странным способом, при котором получается достаточно прочное сварное соединение. Концы заготовок к сварке готовят следующим образом. Сначала их высаживают. Потом на них отковывают скосы при помощи молотка, кувалды и полукруглой подбойки-верхника 3 (см. рис. 3.5, а). Середина Скосов должна быть выпуклой для облегчения вытеснения шлака при начале ковки. После нагрева концов до сварочной температуры их скосами накладывают один на другой»
 не сварятся, после чего частыми и сильными ударами
заканчивают сварку и отделку сваренного места.
не сварятся, после чего частыми и сильными ударами
заканчивают сварку и отделку сваренного места.Сварку вращеп применяют для соединения тонких полос, что требует достаточно сложной подготовки свариваемых концов. При выборе соединяемых заготовок следует предусмотреть, чтобы они заходили один на другой не менее чем 2,5 толщины свариваемых полое. Порядок сварки показан на рис. 7.18, г. Подготовленные для сварки концы нагревают до сварочной температуры, очищают от шлака, вставляют друг в друга, сваривают и отделывают ковкой, как описано выше. Такой способ сварки обеспечивает высокую прочность сварного соединения. Его применяют при сварке колесных шин, поломанных рессорных листов. Однако при сварке рессорной стали нельзя гарантировать хорошего качества шва, так как такая сталь содержит много углерода и кремния.
Сварка взамок используется для
соединения концов поковок типа колец. При этом свариваемые концы
соответствующим образом формируют и для постановки между ними изготовляют шашки
(клинья) из марки стали, Одинаковой с маркой стали свариваемых концов. Нагретые
до сварочной температуры концы заготовки и шашки Ш
Нагретые
до сварочной температуры концы заготовки и шашки Ш
очищают от шлака, стыкуют, укладывают шашки между концами и проковывают. Затем сваренное место правят Приемы подготовки и сварки заготовок взамок показаны, на рис. 7.18, д, е. Этот способ сварки чаще выполняют на молотах.
Дефекты при кузнечной сварке. Непровар получается в результате плохого закругления подготовленных для сварки концов, из-за чего, при начальной ковке, шлак полностью не выдавливается и заковывается внутрь соединения; некачественной обработки свариваемых поверхностей флюсом; плохой очистки соединяемых поверхностей от шлака; образования вторичной окалины из-за задержки ковки после очистки заготовки от шлака.
Пережог при сварке наиболее
вероятен, чем при других кузнечных операциях, так как ковочная температура и
температура пережога близки друг к другу. Поэтому при нагреве заготовки для
кузнечной сварки следует быть особо внимательным. Необходимо помнить, что
пережог является неисправным дефектом.
Малая прочность сварного шва получается из-за того, что выросшие зерна при нагреве заготовок до ковочной температуры не измельчились при ковке. Это чаще всего происходит при малом наборе металла во время подготовки концов к сварке. Металла не хватает, структура осталась крупнозернистой, а соединение недостаточно прочным.
Малая прочность околошовных участков поковки получается из-за прогрева заготовок до ковочной температуры на большую длину от свариваемого конца, чем требуется для сварки. При этом в месте сварки набранный осадкой металл проковывается, и зерна измельчаются, а околошовные участки не имеют утолщений, поэтому не проковываются и в них сохраняется крупнозернистая структура металла. Следовательно, при подготовке заготовок к сварке надо нагревать до ковочной температуры только утолщенные концы, которые будут хорошо проковываться.
Неточность размеров после сварки может быть по сечению и по
длине. Размеры по сечению меньше требуемых по чертежу получаются из-за
недостаточного набора материала на свариваемых концах. Размеры по длине больше
требуемых по чертежу получаются при избытке металла на свариваемых концах.
Поэтому надо стремиться к точному определению размеров заготовок.
Размеры по длине больше
требуемых по чертежу получаются при избытке металла на свариваемых концах.
Поэтому надо стремиться к точному определению размеров заготовок.
Кузнечная сварка стали
Кузнечная сварка – это процесс неразъемного соединения нагретых кусков металла с применением внешнего давления. Ее еще называют горновой сваркой. Сталь при нагреве до определенных температур становится тестообразной. Куски такой стали, крепко прижатые друг к другу, вполне нормально свариваются.
Эта технология известна с древнейших времен. Для изготовления копий и мечей, а также серпов и кос, древние мастера брали небольшое количество ценной и редкой высокоуглеродистой стали для изготовления острия или лезвия, а затем вставляли его в более мягкое и дешевое железо. Затем все это нагревали до высокой температуры и тщательно проковывали до получения единого цельного изделия.
Древнее железо, еще до бессемеровского процесса, называли сварочным железом, потому что его получали путем ковки, то есть по существу той же кузнечной сварки, из нескольких небольших кусков так называемого пудлингового железа.
До недавних пор кузнечная сварка широко применялась в сельских и колхозных кузницах для ремонта сельскохозяйственной техники.
Кузнечная сварка встык, внахлестку и в обхват
Свариваемые концы утолщают для того, чтобы при проковке после сварки довести сечение до заданного размера сечения кольца. Чаще всего кузнечную сварку производят встык, внахлестку или в обхват (рисунок 1). Во всех случаях торцы имеют выпуклую форму. Это нужно для того, чтобы шлак, который образуется при сварке, выжимался наружу.
Рисунок 1 – Подготовка концов для кузнечной сварки:
а – встык, б – внахлестку, в – в обхват
Кузнечную сварку применяют, например, при изготовлении, колец (рисунки 2 и 3).
Рисунок 2 – Кольцо, изготовленное с помощью кузнечной сварки
Рисунок 3 – Изготовление кольца кузнечной сваркой
Другим способами кузнечной сварки являются сварка врасщеп и сварка с помощью так называемых шашек.
Кузнечная сварка врасщеп
Сварку врасщеп применяют, когда надо из полосовой стали изготовить, например, стальные шины для телеги. Перед сваркой концы полосы оттягивают и разрубают (рисунок 3). Затем концы соединяют с перекрытием, нагревают до сварочной температуры и проковывают. За счет большой поверхности соединения такая сварка получается довольно прочной.
Перед сваркой концы полосы оттягивают и разрубают (рисунок 3). Затем концы соединяют с перекрытием, нагревают до сварочной температуры и проковывают. За счет большой поверхности соединения такая сварка получается довольно прочной.
Рисунок 4 – Сварка в расщеп:
а – разрубание полосы, б – соединение концов
Кузнечная сварка с шашками
Сварку с шашкой применяют для соединения крупных деталей, обычно колец. Концы детали отковывают с наклоном 30-40º (рисунок 5). Из той же стали и с тем же наклоном выковывают вставные детали – шашки. Место сварки нагревают до сварочной температуры и проковывают под молотом.
Рисунок 5 – Кузнечная сварка стали с шашками
Температура кузнечной сварки стали
Для кузнечной сварки деталь нагревают до температуры, близкой к температуре плавления: сталь с содержанием 0,1 % углерода – до 1400-1450 ºС, сталь с 0,4 % углерода – до 1320-1370 ºС. Важно максимально точно определять эти температуры, так недостаточный нагрев приведет к непровару, а излишний нагрев – к пережогу или даже расплавлению.
Нужную температуру опытные кузнецы улавливают по цвету каления: около 1300 ºС – ярко-желтый цвет, а около 1400 ºС – уже ярко белый. При достижении нужной температуры нужно немедленно начинать ковку, так продолжительная выдержка может привести к пережогу стали.
Применение флюса при кузнечной сварке
Нагрев стали вызывает ее окисление и она покрывается окалиной, которая препятствует сварке. Поэтому свариваемые концы обычно посыпают флюсом. В качестве флюса в сельских кузницах применяют кварцевый песок с примесью буры и поваренной соли. При высокой температуре флюс соединяется с окалиной и образует слой шлака, который и защищает поверхность сварки от оксисления. При низком содержании углерода в стали флюсы часто не используют, так как температура плавления такой стали выше, чем у ее окисида.
Перед началом сварки шлак удаляют стальной щеткой, а остатки выдавливаются при последующей ковке. Для хорошей сварки сваренное место хорошо проковывают ударами молотка.
Стали для кузнечной ковки
Обычно кузнечной сварке подвергают только мягкие стали. Очень хорошо сваривается сталь с содержанием углерода до 0,2 %, удовлетворительно – сталь с содержанием углерода до 0,5 %. Другие стали сваривают обычными методами сварки – электрической или газовой.
Очень хорошо сваривается сталь с содержанием углерода до 0,2 %, удовлетворительно – сталь с содержанием углерода до 0,5 %. Другие стали сваривают обычными методами сварки – электрической или газовой.
Источники:
1) А. А. Шапиро Пособие для сельского кузнеца, 1967.
2) J. DeLaRonde Blacksmithing: Basics for Homestead, 2008
Кузнечная сварка без использования сварочного оборудования
Содержание:
Горновая сварка считается древнейшим видом сварки давлением. Почти три тысячелетия население нашей планеты пользовалось железом, при этом, не умея его расплавить. В связи с тем, что линейная сварка, хорошо известная на то время, не подходила для этого материала, специально для железа была изобретена горновая сварка. Активной и широкой популяризации данного вида сварки, а также ее развитию, помимо всего прочего способствовал и способ производства железа, который существовал многие тысячелетия вплоть до второй половины XIX века.
Суть горновой сварки заключается в том, что сталь нагревают до температуры 1100-1300°C, при которой она становится пластичной, после, нагретая сталь подвергается сдавливанию в процессах ковки (кузнечной сварке), прокатке, прессованию, волочению и т. д.
д.
Общие сведения
Рассмотрим вкратце, какие изменения происходят в металле при повышении его температуры, на примере углеродистого калия. При повышении температуры alpha-железо (обычное), достигнув некоторой критической точки Ас3, переходит в gamma-железо, в котором прекрасно растворяется углерод в больших количествах. По ходу этого процесса цементит и перлит пропадают, а углерод равномерно распределяется по всему объему металла, плавно переходя в однородный аустенит. При дальнейшем росте температуры, зерна металла начинают увеличиваться, вследствие чего границы между ними исчезают и мелкие зерна срастаются в крупное зерно, уменьшая общую свободную поверхность. В этот момент как раз и начинаются сварочные работы, по ходу которых в пограничной зоне образуются новые кристаллические зерна, заимствующие материал для своего увеличения у обеих соединяемых частей, тем самым уничтожая физическую границу раздела между ними.
Прочность сварки увеличивается прямо пропорционально с ее температурой и давлением, но только в соответствующих пределах. При излишне высокой температуре возможен перегрев металла, вследствие чего отдельные структуры составляющих плавятся, и сварное соединение теряет свою максимальную прочность.
При излишне высокой температуре возможен перегрев металла, вследствие чего отдельные структуры составляющих плавятся, и сварное соединение теряет свою максимальную прочность.
Качество свариваемости давлением в пластическом состоянии зависит от вида металла. Так, прекрасную свариваемость имеет низкоуглеродистая сталь, а материал, содержащий в себе больше 0,7% углерода, наоборот, очень плохо сваривается давлением. Также, трудно свариваемыми являются цветные металлы и легированные стали, а чугун в пластическом состоянии сварить почти невозможно.
Технология сварки
Высокие температуры для нагрева места сварки не нужны, и его можно осуществлять в различных печах и горнах, используя практически любой горючий материал.
В процессе нагрева, обычно поверхности деталей, подготовленных для сварки, сильно окисляются, что делает сварку невозможной. Для очищения поверхности используют химическую чистку с применением флюсов, что в сумме с окислами металла позволяет получить легкоплавкие соединения, которые, в процессе осадки, будут без проблем выдавливаться из стыка и, тем самым, позволят приводить в соприкосновение абсолютно чистые поверхности металла.
Для очищения поверхности используют химическую чистку с применением флюсов, что в сумме с окислами металла позволяет получить легкоплавкие соединения, которые, в процессе осадки, будут без проблем выдавливаться из стыка и, тем самым, позволят приводить в соприкосновение абсолютно чистые поверхности металла.
В процессе нагревания появляется железная окалина, у которой состав варьирует между окислами Fe3O4 и FeO, которые являются достаточно тугоплавкими и не расплавляются при температуре белого каления. Этим кислотам присущ основный характер, поэтому для их перевода в легкоплавкие соединения необходимо использовать окислы кислотного характера, которые не являются летучими и весьма стойки при сварке. При горновой сварке в качестве флюсов используются: бура Na2B4O7, борная кислота B(OH)3, поваренная соль NaCl, мелкий речной либо кварцевый песок, а также битое оконное стекло и смеси этих материалов.
Следующей операцией после нагрева и офлюсования является осадка, которая вызывает деформацию металла, способствующую смешиванию и диффузии частиц металла в свариваемых частях. Величина удельного давления, требующаяся при осадке, зависит от свойств используемого материала и температуры, при которой с ним работают. Давление осадки зависит обратно пропорционально от температуры. Осадка производится ручной либо механической проковкой мест – прессованием, прокаткой. Таким образом получают, к примеру, многослойную листовую сталь. Также, подобным способом производят биметалл.
Величина удельного давления, требующаяся при осадке, зависит от свойств используемого материала и температуры, при которой с ним работают. Давление осадки зависит обратно пропорционально от температуры. Осадка производится ручной либо механической проковкой мест – прессованием, прокаткой. Таким образом получают, к примеру, многослойную листовую сталь. Также, подобным способом производят биметалл.
В кузнечной сварке всегда весьма велика вероятность того, что на поверхности металла, предназначенного для сварки, останутся различные загрязнения. Именно по этому, в целях повышения качества и надежности горновой сварки, поверхность материала первоначально подготавливают и разделывают, дабы увеличить поверхность соприкосновения частей, которые будут соединены.
Достоинства и недостатки
Несмотря на то, что горновая сварка является достаточно простой в использовании и для нее не требуются какие-то дефицитные материалы, все же она начинает отходить на второй план, уступая лидерские места более современным способам сварки.
К недостаткам горновой сварки, можно отнести такие:
- медленный нагрев металла;
- сложность процесса осадки, что требует определенных навыков у рабочих;
- недостаточно большая надежность получаемого соединения.
Также, другими, менее значительными, недостатками, являются возможность значительного увеличения зерна, перегревания и пережога металла, в связи с продолжительным процессом нагрева. Помимо этого, из-за небольшой производительности горновая сварка является достаточно дорогой.
Другой разновидностью горновой сварки, в ходе которой место сваривания нагревают специальными сварочными горелками, является газопрессовая сварка. После горелок расположено устройство для осадки в форме молотов, которое проковывает шов, прокатные вальцы, сварочные ролики, катящиеся по шву и осуществляющие сварку деталей.
Невзирая на то, что сейчас появилось много современных сварок, а горновая уже гораздо менее популярна, но все же в некоторых отраслях она является приоритетной, например в производстве сварных газовых труб малых диаметров, а также инструмента, материалом для которого служит поделочная и инструментальная углеродистая сталь (топоры, ломы и т. д.).
д.).
Дополнительные материалы
Вам необходимо произвести соединение металлических деталей? Для этого нужно воспользоваться сваркой? Купите сварочный аппарат, выберете необходимый вид электродов, и набивайте руку. Это все, что необходимо для проведения сварочных работ.
Общие понятия об устройстве кузницы дома и какие необходимых инструменты нужны для ковки. Статья позволяет трезво оценить свои возможности в этом непростом и очень затратном предприятии.
Виды сварки. Технология сварочных работ
Технология сварочных работ
 Технология сварочных работ
Технология сварочных работКозырьки
Кованые козырьки и навесы являются элегантным решением для защиты небольшого пространства от влияния непогоды и ультрафиолетового излучения.
Решётки
Оконные решетки выполняются методом сварки и ковки, они имеют дополнительные приспособления для крепления на рамах.
Ворота
Мастера кузницы Алоис способны выполнить любые кованые изделия методом художественной ковки и сварки — эффектные ажурные ворота…
Кредит, рассрочка
Вы всегда можете Купить или Заказать любую продукцию кузницы «Алоис» в кредит или в рассрочку
Перила
Перила являются основной частью лестницы. Интересным и ярким стилевым решением станет использование в создании дизайна интерьера кованых перил.
Интересным и ярким стилевым решением станет использование в создании дизайна интерьера кованых перил.
Мангалы
Если Вы хотите приобрести кованый мангал, который будет служить Вам долгие годы. Если Вы ищете оригинальный дизайн. То обязательно выберете свой кованый мангал, из нашего ассортимента
Кованая мебель
Кованая мебель. Производство кованой мебели на заказ
В строительстве
Ковка в строительстве художественная от производителя по лучшим ценам в Москве и Подмосковье
Ковка в интерьере
Под заказ кованые предметы интерьера от производителя в Москве и Московской области
Ландшафтная ковка
Художественная ландшафтная ковка от производителя. Ковка в ландшафтном дизайне
Ковка в ландшафтном дизайне
Ритуальная ковка
Ритуальная ковка на заказ. Ритуальные кованые изделия от производителя
Кованые элементы
Кованые элементы от производителя. Детали кованые купить
Кузнечная сварка- видео и соображения в контексте тематики сайта.
Сразу: все записи с видео по кузнечному делу, которые были и будут на сайте, можно найти по метке: кузнечное дело видео.
Теперь непосредственно к вопросу о сварке кузнечной.
Способы кузнечной (горновой) сварки и её применение
Горновая сварка ускоряет и облегчает работу, делает кузнечное производство более дешевым. Благодаря данной сварке производится легкое, и быстрое сваривание стали, с содержанием 0,15-0,25% углерода. Сталь, содержащая более 0,45% углерода, практически не поддается горновой сварке. Процесс данной сварки включает в себя подготовку горна, подготовку концов деталей сварки, нагрева, непосредственно сварки и проковки шва.
Процесс данной сварки включает в себя подготовку горна, подготовку концов деталей сварки, нагрева, непосредственно сварки и проковки шва.
Подготовка горна в горновой сварке включает в себя зачистку горна от шлака и золы, а так же продувку горнового отверстия.
В зависимости от толщины поковок, которые подлежат сварке, различают следующие способы подготовки к сварке:
- -внахлёстку
- -в расщеп
- -с клёпкой
- -в разруб (в паз)
- -в стык
- -впритык.
При способе внахлёстку производят осаживание, вытягивание и скашивание нагретых концов изделий с толщиной до 100мм. Для центрировоной сварки необходима выпуклость скошенной поверхности изделия. При данном способе производят выжимание шлака от центра к краям.
При способе в расщеп и в замок производится осаживание концов, и разрубание одного из них. Применяется данная сварка при сваривании рессорной и инструментальной стали, со свариванием твёрдой стали в более мягкую.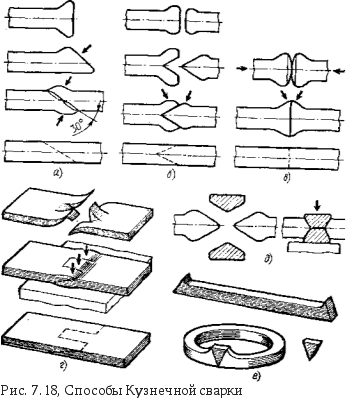
При способе встык округляют и осаживают концы изделий, для выжимания шлаков из швов изделия при сварке. Применяется при невозможности использования первых двух способов.
Способ внахлёстку с клёпкой применяют при сваривании колец (звеньев цепи).
Способ впритык применяют при сваривании Т-образных изделий. При этом производят осадку концов, для запаса массы металла при отделке шва.
Сварку в разруб (в паз) применяется при условии толщины концов более 600мм. В этом случае разогревают и осаживают концы, при этом один разрубают, а другой вытягивается клином.
После подготовки концов данными способами производится их нагревание до температуры 1300 градусов. Это соответствует белому калению. В сварке используется чистая сталь, которая во время нагрева покрывается окалиной. Удаляется окалина флюсом, которым является мелкий чистый песок или бура. Флюсы сплавляются с окалиной, тем самым образуют легкоплавкий шлак, что уберегает сталь от окисления. Способ сварки, где применяется флюс, является более надёжным. В сварках разных марок применяются различные флюсы.
Способ сварки, где применяется флюс, является более надёжным. В сварках разных марок применяются различные флюсы.
Малоуглеродистая сталь сваривается при помощи флюса, в состав которого входит речной песок с добавлением буры.
При сваривании стали, в которой имеется большое содержание углерода, используют добавление металлических опилок.
Нагретая до сварочного жара сталь очищается от шлака способом встряхивания или при помощи березовых прутьев. Затем на наковальне наносят лёгкие и частые удары ручником, а потом сильные кувалдой, доковывая стык до полной сварки. При этом следят, чтобы внутри шва не остался шлак. Ударами молотка производят его удаление.
Перед нагреванием металла до температуры сварки, его посыпают флюсом, и прибавляют дутьё. После разогревания свариваемых деталей, метал, пробуется на вязкость металлическим прутом. Прогрев считается достаточным, если прут вязнет в данном металле. Производят посыпание концов флюсом, исключая отбрасывание металлом искр, и нагревают до сварочного жара концы, увеличивая дутьё. После этого отбивают окалину заготовки на наковальне лёгкими ударами.
После этого отбивают окалину заготовки на наковальне лёгкими ударами.
ПС.
Как известно, сейчас на сайте ковка-сварка идет опрос (см. справа в первой колонке). Также в группе в Контакте я задал вопрос: какие вопросы вас интересуют?
Если несложно, сформулируйте коротко, ответы на какие вопросы по кузнечному делу вы хотели бы получить (в виде статей, фото и видео на сайте https://kovka-svarka.net/ )
Ответил Евгений, а точнее, он спросил о том, что его интересует:
кузнечная сварка на практике,пишут на эту тему много,но своими глазами не видел ни разу)))))
Отвечая Евгению, а также всем, кого интересует кузнечная сварка, публикую видео на эту тему, но со своей стороны хочу добавить и пояснить, как я отношусь к этой операции.
Когда у меня не было сварочного аппарата, и я не умел варить электросваркой, я хотел освоить кузнечную сварку. Но это очень сложный процесс, требующий навыков. Наверное, поэтому, а также видимо, в связи с доступностью электросварки, никто практически сейчас и не варит кузнечной сваркой.
Поэтому, скорее всего, опубликую эту заметку и это видео и больше к этой теме не вернусь.
Хотя, если кто-то захочет и пришлет свои материалы по кузнечной сварке, то я конечно не против опубликовать.
Итак, кузнечная сварка- видео:
Кузнечный флюс своими руками — booktube.ru
Кузнечная сварка – это процесс неразъемного соединения нагретых кусков металла с применением внешнего давления. Ее еще называют горновой сваркой. Сталь при нагреве до определенных температур становится тестообразной. Куски такой стали, крепко прижатые друг к другу, вполне нормально свариваются.
Эта технология известна с древнейших времен. Для изготовления копий и мечей, а также серпов и кос, древние мастера брали небольшое количество ценной и редкой высокоуглеродистой стали для изготовления острия или лезвия, а затем вставляли его в более мягкое и дешевое железо. Затем все это нагревали до высокой температуры и тщательно проковывали до получения единого цельного изделия.
Затем все это нагревали до высокой температуры и тщательно проковывали до получения единого цельного изделия.
Древнее железо, еще до бессемеровского процесса, называли сварочным железом, потому что его получали путем ковки, то есть по существу той же кузнечной сварки, из нескольких небольших кусков так называемого пудлингового железа.
До недавних пор кузнечная сварка широко применялась в сельских и колхозных кузницах для ремонта сельскохозяйственной техники.
Кузнечная сварка встык, внахлестку и в обхват
Свариваемые концы утолщают для того, чтобы при проковке после сварки довести сечение до заданного размера сечения кольца. Чаще всего кузнечную сварку производят встык, внахлестку или в обхват (рисунок 1). Во всех случаях торцы имеют выпуклую форму. Это нужно для того, чтобы шлак, который образуется при сварке, выжимался наружу.
Рисунок 1 – Подготовка концов для кузнечной сварки:
а — встык, б — внахлестку, в – в обхват
Кузнечную сварку применяют, например, при изготовлении, колец (рисунки 2 и 3).
Рисунок 2 – Кольцо, изготовленное с помощью кузнечной сварки
Рисунок 3 – Изготовление кольца кузнечной сваркой
Другим способами кузнечной сварки являются сварка врасщеп и сварка с помощью так называемых шашек.
Кузнечная сварка врасщеп
Сварку врасщеп применяют, когда надо из полосовой стали изготовить, например, стальные шины для телеги. Перед сваркой концы полосы оттягивают и разрубают (рисунок 3). Затем концы соединяют с перекрытием, нагревают до сварочной температуры и проковывают. За счет большой поверхности соединения такая сварка получается довольно прочной.
Рисунок 4 – Сварка в расщеп:
а – разрубание полосы, б – соединение концов
Кузнечная сварка с шашками
Сварку с шашкой применяют для соединения крупных деталей, обычно колец. Концы детали отковывают с наклоном 30-40º (рисунок 5). Из той же стали и с тем же наклоном выковывают вставные детали – шашки. Место сварки нагревают до сварочной температуры и проковывают под молотом.
Рисунок 5 — Кузнечная сварка стали с шашками
Температура кузнечной сварки стали
Для кузнечной сварки деталь нагревают до температуры, близкой к температуре плавления: сталь с содержанием 0,1 % углерода – до 1400-1450 ºС, сталь с 0,4 % углерода – до 1320-1370 ºС. Важно максимально точно определять эти температуры, так недостаточный нагрев приведет к непровару, а излишний нагрев – к пережогу или даже расплавлению.
Нужную температуру опытные кузнецы улавливают по цвету каления: около 1300 ºС – ярко-желтый цвет, а около 1400 ºС – уже ярко белый. При достижении нужной температуры нужно немедленно начинать ковку, так продолжительная выдержка может привести к пережогу стали.
Применение флюса при кузнечной сварке
Нагрев стали вызывает ее окисление и она покрывается окалиной, которая препятствует сварке. Поэтому свариваемые концы обычно посыпают флюсом. В качестве флюса в сельских кузницах применяют кварцевый песок с примесью буры и поваренной соли. При высокой температуре флюс соединяется с окалиной и образует слой шлака, который и защищает поверхность сварки от оксисления. При низком содержании углерода в стали флюсы часто не используют, так как температура плавления такой стали выше, чем у ее окисида.
При высокой температуре флюс соединяется с окалиной и образует слой шлака, который и защищает поверхность сварки от оксисления. При низком содержании углерода в стали флюсы часто не используют, так как температура плавления такой стали выше, чем у ее окисида.
Перед началом сварки шлак удаляют стальной щеткой, а остатки выдавливаются при последующей ковке. Для хорошей сварки сваренное место хорошо проковывают ударами молотка.
Стали для кузнечной ковки
Обычно кузнечной сварке подвергают только мягкие стали. Очень хорошо сваривается сталь с содержанием углерода до 0,2 %, удовлетворительно – сталь с содержанием углерода до 0,5 %. Другие стали сваривают обычными методами сварки – электрической или газовой.
Сварка— Глоссарий по производству металлов
Наши сайты
- FMA
- The FABRICATOR
- Гайки, болты и Thingamajigs Foundation
- FABTECH
- Canadian Metalworking
- 50 лет FMA
- Поиск в каталоге (демонстрационные залы)
- Руководства и справочники покупателей
- Витрины продуктов
- Глоссарий
- Доска объявлений
- Зарегистрируйтесь в Справочнике
Наши публикации
- The FABRICATOR
- The WELDE R
- The Tube & Pipe Journal
- STAMPING Journal
- The Additive Report
- The Fabricator en Español
Категории
- Аддитивное производство
- Сварка алюминия
- Автоматическая сварка и сварка
- Сборка и соединение Робототехника
- Гибка / Фальцовка
- Расходные материалы
- Подготовка к резке и сварке
- Электромобили
- En Español
- Чистовая обработка
- Гидроформование
- Лазерная резка
- Обработка материалов для лазерной сварки
- Металлы / материалы
- Кислородная резка
- Плазменная резка
- Электроинструменты
- Пробивка и прочее сверление
- Профилирование
- Безопасность
- Распиловка
- Резка
- Управление цехом
- Штамповка
- Испытания и измерения
- Производство труб и труб
- Производство труб
- Гидроабразивная резка
Промышленный каталог
- Поиск в каталоге (демонстрационные залы)
- Руководства по закупкам Витрины
- Глоссарий
- Доска объявлений
- Зарегистрируйтесь в Справочнике
Интернет-трансляции
Торговая витрина
FAB 40
Реклама Ассоциация производителей и производителей, Intl. Nuts, Bolts & Thingamajigs Foundation FABTECH Canadian Metalworking Вход в учетную запись
Поиск
- Наши публикации
- The FABRICATOR
- The FABRICATOR
- Журнал WEL
- Отчет о добавках
- The Fabricator en Español
- FABRICATOR
- From The FABRICATOR
Магазин в Техасе выходит за рамки контрактного производства
Формовка валков для солнечного сияния в пробирке OMCO
Устранение неисправностейрезка
2010-е: были ли 2010-е золотым веком производства металла?
- Подпишитесь
- Электронный информационный бюллетень
- Цифровое издание
- Рекламируйте
- О
- Подробнее
- Журнал STAMPING
- От журнала STAMPING
Как датчики помогают и адаптируются к средствам управления новый нормальный
5 способов обработки отходов штамповки и высечки автоматически
Штемпель второго поколения Michigan доказывает свое мастерство с помощью прототипирования
Анализ системы штамповки металла
- Подписка
- Электронный бюллетень
- Цифровой Издание
- Рекламировать
- О
- Узнать больше
- Сварщик
- От WELDER
Infogalactic: ядро планетарных знаний
Газовая дуговая сварка металлическим электродом (сварка MIG) Сварка — это процесс изготовления или скульптуры, при котором материалы, обычно металлы или термопласты, соединяются путем плавления, что отличается от методов соединения металлов при более низких температурах, таких как пайка и пайка, которые не плавят основной металл. Помимо плавления основного металла, в соединение часто добавляют присадочный материал, чтобы сформировать ванну расплавленного материала (сварочную ванну), которая охлаждается, образуя соединение, которое может быть таким же прочным, как и основной материал. Давление также можно использовать в сочетании с нагревом или само по себе для создания сварного шва.
Помимо плавления основного металла, в соединение часто добавляют присадочный материал, чтобы сформировать ванну расплавленного материала (сварочную ванну), которая охлаждается, образуя соединение, которое может быть таким же прочным, как и основной материал. Давление также можно использовать в сочетании с нагревом или само по себе для создания сварного шва.
Хотя встречаются реже, существуют также процессы сварки в твердом состоянии, такие как сварка трением или сварка в среде активного газа, при которых металл не плавится.
Некоторые из наиболее известных методов сварки включают:
- Электродуговая сварка в экранированном металле (SMAW) — также известная как «сварка палкой или электросварка», при которой используется электрод с флюсом, который защищает лужу.Электрододержатель удерживает электрод, пока он медленно тает. Шлак защищает сварочную ванну от атмосферного загрязнения.
- При газовой вольфрамовой дуговой сварке (GTAW), также известной как TIG (вольфрам, инертный газ), для сварки используется неплавящийся вольфрамовый электрод. Зона сварки защищена от атмосферного загрязнения инертным защитным газом, например, аргоном или гелием.
- Газовая дуговая сварка металлическим электродом (GMAW), обычно называемая MIG (металл, инертный газ), использует пистолет для подачи проволоки, который подает проволоку с регулируемой скоростью и пропускает защитный газ на основе аргона или смесь аргона и диоксида углерода (CO 2 ) над сварочной ванной, чтобы защитить ее от атмосферного загрязнения.
- Дуговая сварка порошковой проволокой (FCAW) — почти идентична сварке MIG, за исключением использования специальной трубчатой проволоки, заполненной флюсом; он может использоваться с защитным газом или без него, в зависимости от наполнителя.
- Дуговая сварка под флюсом (SAW) — использует автоматически поданный расходный электрод и слой гранулированного плавкого флюса. Расплавленный сварной шов и зона дуги защищены от атмосферного загрязнения за счет «погружения» под слой флюса.
- Электрошлаковая сварка (ESW) — высокопроизводительный однопроходный процесс сварки толстых материалов от 1 дюйма (25 мм) до 12 дюймов (300 мм) в вертикальном или близком к вертикальному положению.
 Зона сварки защищена от атмосферного загрязнения инертным защитным газом, например, аргоном или гелием.
Зона сварки защищена от атмосферного загрязнения инертным защитным газом, например, аргоном или гелием.
Для сварки можно использовать множество различных источников энергии, включая газовое пламя, электрическую дугу, лазер, электронный луч, трение и ультразвук. Хотя сварка часто является промышленным процессом, она может выполняться во многих различных средах, в том числе на открытом воздухе, под водой и в открытом космосе. Сварка — опасное занятие, и необходимо соблюдать меры предосторожности, чтобы избежать ожогов, поражения электрическим током, повреждения зрения, вдыхания ядовитых газов и паров, а также воздействия интенсивного ультрафиолетового излучения.
До конца 19 века единственным процессом сварки была кузнечная сварка, которую кузнецы веками использовали для соединения железа и стали путем нагрева и обработки молотком. Дуговая сварка и кислородная сварка были одними из первых процессов, разработанных в конце века, и вскоре после этого последовала контактная сварка сопротивлением. Сварочные технологии быстро развивались в начале 20 века, поскольку мировые войны вызвали спрос на надежные и недорогие методы соединения. После войн было разработано несколько современных методов сварки, в том числе ручные методы, такие как SMAW, в настоящее время один из самых популярных методов сварки, а также полуавтоматические и автоматические процессы, такие как GMAW, SAW, FCAW и ESW.Развитие продолжалось с изобретением лазерной сварки, электронно-лучевой сварки, магнитно-импульсной сварки (MPW) и сварки трением с перемешиванием во второй половине века. Сегодня наука продолжает развиваться. Роботизированная сварка — обычное дело в промышленных условиях, и исследователи продолжают разрабатывать новые методы сварки и лучше понимать качество сварки.
После войн было разработано несколько современных методов сварки, в том числе ручные методы, такие как SMAW, в настоящее время один из самых популярных методов сварки, а также полуавтоматические и автоматические процессы, такие как GMAW, SAW, FCAW и ESW.Развитие продолжалось с изобретением лазерной сварки, электронно-лучевой сварки, магнитно-импульсной сварки (MPW) и сварки трением с перемешиванием во второй половине века. Сегодня наука продолжает развиваться. Роботизированная сварка — обычное дело в промышленных условиях, и исследователи продолжают разрабатывать новые методы сварки и лучше понимать качество сварки.
История
История соединения металлов насчитывает несколько тысячелетий. Первые образцы, называемые кузнечной сваркой, относятся к эпохе бронзы и железа в Европе и на Ближнем Востоке.Древнегреческий историк Геродот утверждает в «Истории » V века до нашей эры, что Главкус Хиосский «был человеком, который в одиночку изобрел сварку железа». [1] Сварка использовалась при строительстве железного столба в Дели, возведенного в Дели, Индия, около 310 г. н.э., и весом 5,4 метрических тонны. [2]
н.э., и весом 5,4 метрических тонны. [2]
Средневековье принесло успехи в кузнечной сварке, когда кузнецы многократно кололи нагретый металл до образования склеивания. В 1540 году Ваннокчо Бирингуччо опубликовал De la pirotechnia , в котором были описаны операции по ковке. [3] Мастера эпохи Возрождения обладали большим мастерством в этом процессе, и в последующие века промышленность продолжала расти. [3]
В 1800 году сэр Хэмфри Дэви открыл короткоимпульсную электрическую дугу и представил свои результаты в 1801 году. [4] [5] [6] В 1802 году русский ученый Василий Петров создал непрерывную электрическую дугу, [ 6] [7] [8] и впоследствии опубликовал «Новости гальванических экспериментов» в 1803 году, в которых он описал эксперименты, проведенные в 1802 году.Большое значение в этой работе имело описание стабильного дугового разряда и указание на его возможное использование для многих приложений, одним из которых является плавление металлов. [9] В 1808 году Дэви, не знавший о работах Петрова, заново открыл непрерывную электрическую дугу. [5] [6] В 1881–82 изобретатели Николай Бенардос (русский) и Станислав Ольшевский (польский) [10] создали первый метод электродуговой сварки, известный как углеродная дуговая сварка с использованием угольных электродов.Успехи в дуговой сварке продолжились с изобретением металлических электродов в конце 1800-х годов русским Николаем Славяновым (1888 г.) и американцем К. Л. Коффином (1890 г.). Примерно в 1900 году А. П. Штроменгер выпустил в Великобритании металлический электрод с покрытием, который давал более стабильную дугу. В 1905 году русский ученый Владимир Миткевич предложил использовать для сварки трехфазную электрическую дугу. В 1919 г. сварка на переменном токе была изобретена К. Дж. Холслагом, но не стала популярной еще десять лет. [11]
[9] В 1808 году Дэви, не знавший о работах Петрова, заново открыл непрерывную электрическую дугу. [5] [6] В 1881–82 изобретатели Николай Бенардос (русский) и Станислав Ольшевский (польский) [10] создали первый метод электродуговой сварки, известный как углеродная дуговая сварка с использованием угольных электродов.Успехи в дуговой сварке продолжились с изобретением металлических электродов в конце 1800-х годов русским Николаем Славяновым (1888 г.) и американцем К. Л. Коффином (1890 г.). Примерно в 1900 году А. П. Штроменгер выпустил в Великобритании металлический электрод с покрытием, который давал более стабильную дугу. В 1905 году русский ученый Владимир Миткевич предложил использовать для сварки трехфазную электрическую дугу. В 1919 г. сварка на переменном токе была изобретена К. Дж. Холслагом, но не стала популярной еще десять лет. [11]
также была разработана в последние десятилетия XIX века. Первые патенты были получены в 1885 году Элиху Томсону, который в последующие 15 лет обеспечил дальнейшие успехи.Термитная сварка была изобретена в 1893 году, и примерно в то же время стал широко применяться другой процесс — кислородно-топливная сварка. Ацетилен был открыт в 1836 году Эдмундом Дэви, но его использование в сварке не было практичным до 1900 года, когда была разработана подходящая горелка. [12] Сначала кислородная сварка была одним из наиболее популярных методов сварки из-за ее портативности и относительно низкой стоимости. Однако по мере развития 20-го века он потерял популярность в промышленных приложениях. Она была в значительной степени заменена дуговой сваркой, поскольку продолжалась разработка металлических покрытий (известных как флюс) для электрода, которые стабилизируют дугу и защищают основной материал от примесей. [13]
Первые патенты были получены в 1885 году Элиху Томсону, который в последующие 15 лет обеспечил дальнейшие успехи.Термитная сварка была изобретена в 1893 году, и примерно в то же время стал широко применяться другой процесс — кислородно-топливная сварка. Ацетилен был открыт в 1836 году Эдмундом Дэви, но его использование в сварке не было практичным до 1900 года, когда была разработана подходящая горелка. [12] Сначала кислородная сварка была одним из наиболее популярных методов сварки из-за ее портативности и относительно низкой стоимости. Однако по мере развития 20-го века он потерял популярность в промышленных приложениях. Она была в значительной степени заменена дуговой сваркой, поскольку продолжалась разработка металлических покрытий (известных как флюс) для электрода, которые стабилизируют дугу и защищают основной материал от примесей. [13]
Первая мировая война вызвала значительный всплеск использования сварочных процессов, когда различные военные державы пытались определить, какой из нескольких новых сварочных процессов будет лучшим.![]() Британцы в основном использовали дуговую сварку и даже построили корабль «Фуллагар» с полностью сварным корпусом. [14] [15] Впервые дуговая сварка была применена к самолетам во время войны, поскольку фюзеляжи некоторых немецких самолетов были построены с использованием этого процесса. [16] Также заслуживает внимания первый сварной автомобильный мост в мире, Мост Мауржице, спроектированный Стефаном Брылой из Львовского технологического университета в 1927 году и построенный через реку Слудвия недалеко от Ловича, Польша, в 1928 году. [17]
Британцы в основном использовали дуговую сварку и даже построили корабль «Фуллагар» с полностью сварным корпусом. [14] [15] Впервые дуговая сварка была применена к самолетам во время войны, поскольку фюзеляжи некоторых немецких самолетов были построены с использованием этого процесса. [16] Также заслуживает внимания первый сварной автомобильный мост в мире, Мост Мауржице, спроектированный Стефаном Брылой из Львовского технологического университета в 1927 году и построенный через реку Слудвия недалеко от Ловича, Польша, в 1928 году. [17]
В 1920-е годы в технологии сварки были достигнуты большие успехи, включая введение в 1920 году автоматической сварки, при которой электродная проволока подавалась непрерывно. Защитный газ стал предметом пристального внимания, поскольку ученые пытались защитить сварные швы от воздействия кислорода и азота в атмосфере.Пористость и хрупкость были основными проблемами, и разработанные решения включали использование водорода, аргона и гелия в качестве сварочной атмосферы. [18] В течение следующего десятилетия дальнейшие успехи позволили сварку химически активных металлов, таких как алюминий и магний. Это в сочетании с разработками в области автоматической сварки, переменного тока и флюсов привело к значительному развитию дуговой сварки в 1930-х годах, а затем во время Второй мировой войны. [19] В 1930 году было спущено на воду первое цельносварное торговое судно — теплоход Carolinian.
[18] В течение следующего десятилетия дальнейшие успехи позволили сварку химически активных металлов, таких как алюминий и магний. Это в сочетании с разработками в области автоматической сварки, переменного тока и флюсов привело к значительному развитию дуговой сварки в 1930-х годах, а затем во время Второй мировой войны. [19] В 1930 году было спущено на воду первое цельносварное торговое судно — теплоход Carolinian.
В середине века было изобретено много новых методов сварки. В 1930 году была выпущена шпилька для сварки, которая вскоре стала популярной в судостроении. В том же году была изобретена дуговая сварка под флюсом, и она продолжает оставаться популярной сегодня. В 1932 году россиянин Константин Хренов успешно осуществил первую подводную электродуговую сварку. Газовая вольфрамовая дуговая сварка после десятилетий развития была окончательно доведена до совершенства в 1941 году, а в 1948 году последовала газовая дуговая сварка металлическим электродом, позволившая быстро сваривать цветные материалы, но требуя дорогостоящих защитных газов. Экранированная дуговая сварка металлом была разработана в 1950-х годах с использованием плавящегося электрода с флюсовым покрытием и быстро стала самым популярным процессом дуговой сварки металла. В 1957 году дебютировал процесс дуговой сварки порошковой проволокой, в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки, и в том же году была изобретена плазменная сварка. Электрошлаковая сварка была представлена в 1958 году, а в 1961 году последовала ее родственница — электрогазовая сварка. [20] В 1953 году советский ученый Н. Ф. Казаков предложил метод диффузионной связи. [21]
Экранированная дуговая сварка металлом была разработана в 1950-х годах с использованием плавящегося электрода с флюсовым покрытием и быстро стала самым популярным процессом дуговой сварки металла. В 1957 году дебютировал процесс дуговой сварки порошковой проволокой, в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки, и в том же году была изобретена плазменная сварка. Электрошлаковая сварка была представлена в 1958 году, а в 1961 году последовала ее родственница — электрогазовая сварка. [20] В 1953 году советский ученый Н. Ф. Казаков предложил метод диффузионной связи. [21]
Другие недавние разработки в области сварки включают в себя прорыв в области электронно-лучевой сварки в 1958 году, который сделал возможной глубокую и узкую сварку за счет концентрированного источника тепла. После изобретения лазера в 1960 году лазерная сварка появилась несколько десятилетий спустя и оказалась особенно полезной при высокоскоростной автоматической сварке. Магнитно-импульсная сварка (MPW) используется в промышленности с 1967 года.Сварка трением с перемешиванием была изобретена в 1991 году Уэйном Томасом из Института сварки (TWI, Великобритания) и нашла высококачественное применение во всем мире. [22] Все эти четыре новых процесса по-прежнему довольно дороги из-за высокой стоимости необходимого оборудования, что ограничивало их применение. [23]
Магнитно-импульсная сварка (MPW) используется в промышленности с 1967 года.Сварка трением с перемешиванием была изобретена в 1991 году Уэйном Томасом из Института сварки (TWI, Великобритания) и нашла высококачественное применение во всем мире. [22] Все эти четыре новых процесса по-прежнему довольно дороги из-за высокой стоимости необходимого оборудования, что ограничивало их применение. [23]
Процессы
Арка
Основная статья: Дуговая сваркаВ этих процессах используется источник сварочного тока для создания и поддержания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки.Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также расходуемые или неплавящиеся электроды. Область сварки иногда защищают инертным или полуинертным газом определенного типа, известным как защитный газ, а также иногда используется присадочный материал.
Блоки питания
Для подачи электроэнергии, необходимой для процессов дуговой сварки, можно использовать множество различных источников питания.![]() Наиболее распространенными источниками питания для сварки являются источники постоянного тока и источники постоянного напряжения.При дуговой сварке длина дуги напрямую связана с напряжением, а количество подводимого тепла связано с током. Источники питания постоянного тока чаще всего используются для процессов ручной сварки, таких как дуговая сварка вольфрамовым электродом и дуговая сварка в среде защитного металла, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения. Это важно, потому что при ручной сварке может быть трудно удерживать электрод идеально устойчивым, и, как следствие, длина дуги и, следовательно, напряжение имеют тенденцию колебаться.Источники питания с постоянным напряжением поддерживают постоянное напряжение и изменяют ток, поэтому они чаще всего используются для автоматизированных сварочных процессов, таких как газовая дуговая сварка, дуговая сварка порошковой проволокой и дуговая сварка под флюсом. В этих процессах длина дуги сохраняется cons.
Наиболее распространенными источниками питания для сварки являются источники постоянного тока и источники постоянного напряжения.При дуговой сварке длина дуги напрямую связана с напряжением, а количество подводимого тепла связано с током. Источники питания постоянного тока чаще всего используются для процессов ручной сварки, таких как дуговая сварка вольфрамовым электродом и дуговая сварка в среде защитного металла, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения. Это важно, потому что при ручной сварке может быть трудно удерживать электрод идеально устойчивым, и, как следствие, длина дуги и, следовательно, напряжение имеют тенденцию колебаться.Источники питания с постоянным напряжением поддерживают постоянное напряжение и изменяют ток, поэтому они чаще всего используются для автоматизированных сварочных процессов, таких как газовая дуговая сварка, дуговая сварка порошковой проволокой и дуговая сварка под флюсом. В этих процессах длина дуги сохраняется cons.
PPT — Кодекс технологии сварки Презентация PowerPoint по сварке и искусству металлов
Добро пожаловать на факультет сварки Колледжа в Остине. Наша миссия состоит в том, чтобы обеспечить непревзойденное техническое обучение и соответствие отрасли требованиям карьеры для студентов, стремящихся стать сертифицированным сварщиком, инспектором по сварке или уважаемым художником по металлу.Сварочные технологииCode Welding & Art Metals
Сварочный отдел предлагает на выбор различные степени и сертификаты младшего специалиста . Ассоциированный со степенью специалиста по прикладным наукам: Code Welding Art Metals Сертификаты: Сварка в инертном газе (Награда Marketable Skills) Сварка листов Сварка труб — формовка, формовка и столярные изделия с использованием молотков, наковальней, ворот и газовых кузн.Акцент на техниках и процессах для демонстрации универсальности и навыков.
WLDG 1405 WLDG 1405 — Art Metals Основы концептуализации и производства утилитарных предметов из черных и цветных металлов. Развитие навыков с помощью методов погружения, подъема, выталкивания и пробивки для создания объектов из листовых и стандартных материалов. Включает в себя кислородно-ацетиленовую сварку, пайку, пайку, лужение, полировку и изготовление инструмента. Использование процессов сварки и методов обработки металлов давлением, применяемых к концепциям искусства, для создания тематических художественных функциональных или скульптурных проектов.
Развитие навыков с помощью методов погружения, подъема, выталкивания и пробивки для создания объектов из листовых и стандартных материалов. Включает в себя кислородно-ацетиленовую сварку, пайку, пайку, лужение, полировку и изготовление инструмента. Использование процессов сварки и методов обработки металлов давлением, применяемых к концепциям искусства, для создания тематических художественных функциональных или скульптурных проектов.
WLDG 1407 WLDG 1407 Введение в сварку с использованием нескольких процессов Обзор основных сварочных процессов, включая кислородно-топливную сварку и резку, дуговую сварку в защитном металлическом корпусе (SMAW), газовую дуговую сварку (GMAW), газовую вольфрамовую дугу сварка (GTAW) и порошковая сварка (FCAW).
WLDG 1408 WLDG 1408 — Металлическая скульптура Методы и методы кислородно-ацетиленовой и электрической сварки и резки для изготовления металлических скульптур. Развитие навыков обработки материалов, сварки, пайки и отделки. Включает трудовую этику, художественные стили и профессионализм. Механика создания сварной металлической скульптуры от вдохновения через публичную выставку. Сосредоточьтесь на GMAW в дополнение к другим сварочным процессам. Понимание актуальности металлической скульптуры через художественные движения и ведущих художников.
Развитие навыков обработки материалов, сварки, пайки и отделки. Включает трудовую этику, художественные стили и профессионализм. Механика создания сварной металлической скульптуры от вдохновения через публичную выставку. Сосредоточьтесь на GMAW в дополнение к другим сварочным процессам. Понимание актуальности металлической скульптуры через художественные движения и ведущих художников.
WLDG 1417 WLDG 1417 Введение в компоновку и изготовление Фундаментальный курс компоновки и изготовления, относящийся к сварочной промышленности.Особое внимание уделяется структурным формам, используемым в строительстве.
WLDG 1425 WLDG 1425 Введение в кислородно-топливную сварку и резку Введение в кислородно-топливную сварку и резку, включая историю и будущее сварки, безопасность, настройку, техническое обслуживание, оборудование и материалы для резки.
WLDG 2479 WLDG 2479 Сварочные коды — Сертификация Готовит учащегося к сертификационным испытаниям, требуемым в промышленности. Включает изучение сварочных норм и их разработку в соответствии со структурными стандартами, сварочными процессами, методами разрушающего и неразрушающего контроля.
Включает изучение сварочных норм и их разработку в соответствии со структурными стандартами, сварочными процессами, методами разрушающего и неразрушающего контроля.
WLDG 1428 WLDG 1428 — Введение в дуговую сварку экранированного металла (SMAW) Введение в процесс дуговой сварки экранированного металла. Особое внимание уделяется источникам питания, выбору электродов, газокислородной резке и различным конструкциям соединений. Инструкции по угловым сварным швам SMAW в различных положениях.
WLDG 1430 WLDG 1430 — Введение в газо-дуговую сварку (GMAW) и сварку порошковой проволокой (FCAW) Изучение принципов дуговой сварки металлическим газом и дуговой сварки порошковой проволокой, установка и использование газа Оборудование для дуговой сварки металлов (GMAW) и порошковой сваркой, а также безопасное использование инструментов / оборудования.Обучение различным конструкциям шарниров.
WLDG 1434 WLDG 1434 — Введение в газо-вольфрамовую дуговую сварку (GTAW) Введение в принципы газовой вольфрамовой дуговой сварки (GTAW), настройку / использование оборудования GTAW и безопасное использование инструментов и оборудования. Инструкция по сварке в различных положениях на стыковых конструкциях.
Инструкция по сварке в различных положениях на стыковых конструкциях.
WLDG 1435 WLDG 1435 — Введение в сварку труб — API 1104 Введение в сварку труб с использованием процесса дуговой сварки в экранированном металле (SMAW), включая выбор электродов, настройку оборудования и безопасные методы работы.Особое внимание уделяется позициям сварки 1G, 2G и 5G с использованием различных электродов в соответствии с Американским институтом нефти API-1104: Стандарт для сварки трубопроводов и оборудования.
WLDG 1437 WLDG 1437 — Введение в металлургию Исследование черных и цветных металлов от руды до готовой продукции. Особое внимание уделяется металлическим сплавам, термообработке, твердой наплавке, технологиям сварки, ковке, литейным процессам и механическим свойствам металла, включая твердость, обрабатываемость и пластичность.
WLDG 1453 WLDG 1453 Промежуточная компоновка и изготовление (структурные соединения) Охватывает проектирование и производство компоновки цеха, изготовление и монтаж на месте критических моментов соединений зданий и мостов. Упор делается на символы, чертежи и письменные спецификации.
Упор делается на символы, чертежи и письменные спецификации.
WLDG 1457 WLDG 1457 — Дуговая сварка промежуточного защищенного металла (SMAW) Исследование производства различных сварных швов с разделкой кромок. Подготовка образцов к испытаниям в тестовых позициях.
WLDG 1413 WLDG 1413 — Введение в чтение чертежей для сварщиков Исследование промышленных чертежей. Особое внимание уделяется терминологии, символам, графическому описанию и сварочным процессам, включая системы измерения и отраслевые стандарты. Интерпретация планов и чертежей, используемых в промышленности. Инструкции по компьютерному проектированию стыков колонн, балок и других сварных соединений с использованием программного обеспечения, применяемого в отрасли проектирования деталей конструкций.
WLDG 1479 WLDG 1479 — Функциональная и скульптурная ковка Расширенный класс, реализующий методы ковки и сварки для проектирования, компоновки и изготовления функциональных и скульптурных изделий.Ожидается, что студенты будут использовать все свои технические и художественные навыки для достижения законченного и успешного проекта.
WLDG 2477 WLDG 2477 — Изготовление инструмента Курс обучения изготовлению инструментов для кузнецов и слесарей. Темы включают практическую металлургию, ковку с использованием ручного и механического молота, ударную обработку и применение инструментальной стали.
WLDG 1477 WLDG 1477 — Coppersmithing Курс, разработанный для развития навыков использования меди для проходки, подъема и размягчения для создания предметов из плоских листов.Темы будут включать пайку, полировку и обработку поверхности для производства утилитарных изделий из меди.
WLDG 2406 WLDG 2406 — Промежуточная сварка труб — ASME Раздел IX Комплексный курс по сварке труб с использованием процесса дуговой сварки в защищенном металлическом корпусе (SMAW). Положение сварных швов будет 1G, 2G, 5G и 6G с использованием различных электродов в соответствии с Кодексом Американского общества инженеров-механиков по котлам и сосудам под давлением, раздел IX. Обсуждаемые темы включают выбор электродов, настройку оборудования и безопасные методы работы в магазине.
WLDG 2431 WLDG 2431 — Расширенная интерпретация схем и анализ затрат Особое внимание уделяется проверке, анализу затрат и оценке, включая обучение базовым навыкам составления чертежей. Инструктаж по разработке шаблонов и компоновки труб с использованием программного обеспечения, применяемого в области детализации труб. Курс включает компоненты как для компьютерного проектирования узлов трубопроводов, так и для фактической сварки этих узлов. Студенты изучат анализ затрат, создавая электронные таблицы с помощью Microsoft Excel и текстового редактора, создавая предложения по контракту с использованием M.Word
WLDG 2435 WLDG 2435 — Advanced Layout and Fabrication Охватывает производство и изготовление инструментов и процессов компоновки. Упор на применение навыков изготовления и компоновки.
WLDG 2441 WLDG 2441 — Power Hammer Развитие навыков работы с пневматикой, педалью и молотком. Темы включают ковку различных стальных сплавов и большие конфигурации заготовок, изготовление инструментов, уход за машинами и оборудование. Проекты по созданию функциональных эстетических объектов с использованием механических молотов.
WLDG 2450 WLDG 2450 — Орбитальная сварка труб Обзор сварки в полупроводниковой и смежных отраслях. Особое внимание уделяется дисциплинам орбитальной сварки труб, включая резку, торцевание и разработку процедур сварки. Это курс Capstone Experience для получения сертификата трубопровода сверхвысокой чистоты.
NDTE 1405 NDTE 1405 — Введение в ультразвуковой контроль Теоретическое изучение и практическое применение методов ультразвукового контроля, включая изучение возможностей и ограничений ультразвукового контроля, оборудования, правильного применения, а также письменных практик и процедур.Концентрация будет дана акустическим формам волны, расходимости звукового луча и отношениям между временем, расстоянием и амплитудой. Обучает работе с осциллографом с использованием задержки, развертки, усиления и других функций. Благодаря лабораторной практике с преднамеренно дефектными образцами сварных швов будет получено понимание геометрии продольной моды как при контактных, так и при испытаниях иммерсией
NDTE 1454 NDTE 1454 — Промежуточное ультразвуковое исследование теоретический материал из сертификационного испытания для ультразвукового уровня I Американского общества неразрушающего контроля.
NDTE 2411 NDTE 2411 — Подготовка к контролю сварки Общие принципы контроля сварки, включая процессы сварки, термины и определения, прерывания сварки, обязанности и ответственность инспекторов, разрушающий и неразрушающий контроль, обеспечение качества / контроль качества, сварочные нормы и чертежи, процедуры и тематические исследования. Обзор сварочных инструментов и оборудования, металлургии, химии и проектирования соединений.
Металл для художественной ковки по лучшей цене — Отличные скидки на металл для художественной ковки от мировых продавцов художественной ковки
Отличные новости !!! Вы попали в нужное место для кованого металла.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот высококлассный кузнечный металл в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели арт-кузнечный металл на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в художественной ковке металла и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести art forge metal по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Заводской рабочий сваривает металл. стоковые видеозаписи (100% без лицензионных отчислений) 1061832763
В настоящее время вы используете более старую версию браузера, и ваши возможности могут быть неоптимальными. Пожалуйста, подумайте об обновлении. Учить больше. ImagesImages homeCurated collectionsPhotosVectorsOffset ImagesCategoriesAbstractAnimals / WildlifeThe ArtsBackgrounds / TexturesBeauty / FashionBuildings / LandmarksBusiness / FinanceCelebritiesEditorialEducationFood и DrinkHealthcare / MedicalHolidaysIllustrations / Clip-ArtIndustrialInteriorsMiscellaneousNatureObjectsParks / OutdoorPeopleReligionScienceSigns / SymbolsSports / RecreationTechnologyTransportationVectorsVintageAll categoriesFootageFootage homeCurated collectionsShutterstock SelectShutterstock ElementsCategoriesAnimals / WildlifeBuildings / LandmarksBackgrounds / TexturesBusiness / FinanceEducationFood и DrinkHealth CareHolidaysObjectsIndustrialArtNaturePeopleReligionScienceTechnologySigns / SymbolsSports / RecreationTransportationEditorialAll categoriesEditorialEditorial главнаяРазвлеченияНовостиРоялтиСпортМузыкаМузыка домойПремиумBeatИнструментыShutterstock EditorМобильные приложенияПлагиныИзменение размера изображенияКонвертер файловСоздатель коллажейЦветовые схемыБлог Главная страница блогаДизайнВидеоКонтроллерНовостиPremiumBeat blogEnterpriseЦена ing
Войти
Зарегистрироваться
Меню
Видеоряд- Все изображения
- Фото
- Векторы
- Иллюстрации
- Редакционный
- Видеоматериал
- Музыка