Конденсаторная сварка
В отдельную разновидность контактного способа сварки принято выделять сварку конденсаторную. Ее отличие в том, что оборудование в процессе работы получает питание токами, производимыми специальной батареей электроконденсаторов. Длительность такой сварки может измеряться совсем коротким промежутком времени до тысячных долей секунды. Широкое применение данный способ получил при обработке самых малых и даже микроскопических изделий для изготовления электронной техники и всевозможных приборов.
Применение конденсаторной сварки
Сущность всех технологий сваривания аккумулированной энергией состоит в производстве кратких по продолжительности сварочных процессов за счет электроэнергии, аккумулирующейся приемником соответствующего типа. Он разряжается на заготовку в ходе сварочной операции с непрерывной подзарядкой. Из четырех существующих вариантов сварки при помощи запасенной энергии широкое применение на практике нашлось главным образом для конденсаторной сварки, цена которой наиболее доступна.
Аккумулирование энергии от сетей электропитания в данном способе сварки осуществляется в конденсаторных батареях, после чего накопленная таким образом энергия расходуется на проведение сварочных операций в кратчайший временной интервал. По типу разрядки конденсаторов выделяют два основных подвида такой сварки: с разрядкой прямо на обрабатываемую деталь (бестрансформаторный вид) либо с разрядкой на первичную обмотку трансформатора (трансформаторный). Применяя аппараты конденсаторной сварки с прямой разрядкой конденсаторов, целесообразно производить стыковое соединение тонких стержней либо проволок различных толщин, выполненных из разнородных материалов, например: никель с вольфрамом или молибденом, медь с константаном и т.п.
Примером такого оборудования может служить аппаратура для ударно-конденсаторной сварки. При ее производстве окончания конденсаторных обкладок подключены прямо к соединяемым элементам. Причем одна из них имеет жесткое крепление, в то время как другой предоставлена возможность перемещения посредством направляющих. С освобождением защелки, с помощью которой удерживается заготовка, она от действия специальной пружины начинает активно передвигаться навстречу неподвижной детали и ударять ее. Благодаря запасенной конденсаторной батареей энергии до соударения элементов образуется значительный разряд дуги, оплавляющий торцы как одной, так и другой заготовки. В процессе соударений от воздействия осадочных усилий элементы образуют между собой сварное соединение.
С освобождением защелки, с помощью которой удерживается заготовка, она от действия специальной пружины начинает активно передвигаться навстречу неподвижной детали и ударять ее. Благодаря запасенной конденсаторной батареей энергии до соударения элементов образуется значительный разряд дуги, оплавляющий торцы как одной, так и другой заготовки. В процессе соударений от воздействия осадочных усилий элементы образуют между собой сварное соединение.
Схемой конденсаторной сварки по второму варианту предусмотрено разряжение конденсаторной батареи на первичной трансформаторной обмотке. Этот способ эффективен при проведении шовного либо точечного процесса сварки. Силу сварочного тока регулируют, изменяя емкость батареи конденсаторов, а также напряжение, до достижения которого необходима их зарядка.
К преимуществам процесса конденсаторной контактной сварки относят малую мощность ее энергопотребления от электросетей при равномерной сетевой загрузке. Длительность действия сварочного импульса тока с потребляемой мощностью минимальны, а диапазон соединяемых толщин материалов начинается с 0,005 миллиметра. Изменяя напряжение зарядки с емкостью конденсаторной батареи, можно точно дозировать энергию, расход которой необходим на каждую сварку. Причем небольшой по времени период протекания токов не снижает высокую их плотность. При этом свариваемые заготовки могут иметь самую разную форму. Конденсаторным сварочным процессом в промышленности соединяют элементы оптической аппаратуры, авиационной техники и электроизмерительных приборов, ее используют в производстве часов, радиоприемников, радиоламп, телевизоров и многого другого.
Длительность действия сварочного импульса тока с потребляемой мощностью минимальны, а диапазон соединяемых толщин материалов начинается с 0,005 миллиметра. Изменяя напряжение зарядки с емкостью конденсаторной батареи, можно точно дозировать энергию, расход которой необходим на каждую сварку. Причем небольшой по времени период протекания токов не снижает высокую их плотность. При этом свариваемые заготовки могут иметь самую разную форму. Конденсаторным сварочным процессом в промышленности соединяют элементы оптической аппаратуры, авиационной техники и электроизмерительных приборов, ее используют в производстве часов, радиоприемников, радиоламп, телевизоров и многого другого.
Оборудование для конденсаторной сварки
Выпускают несколько вариантов аппаратов для осуществления конденсаторной сварки: точечной, встык или шовной. Оборудование для сварки шовной разновидностью данного способа производится с электронной системой манипулирования процессами разрядки и зарядки конденсаторной батареи.
Оборудование для конденсаторной сварки производится в разных размерах и включает как самые маленькие аппараты, предназначенные для соединения деталей, не видимых невооруженных глазом, так и мощные машины с большими сварочными токами. Сварка этим способом предполагает довольно жесткий режим, необходимый для нагрева свариваемого изделия всего за один импульс краткого действия. В положении зарядки переключателя конденсатор достигает нужного напряжения. Затем переключатель переводится в противоположную позицию, а конденсатор посредством контактного сопротивления соединяемых заготовок разряжается.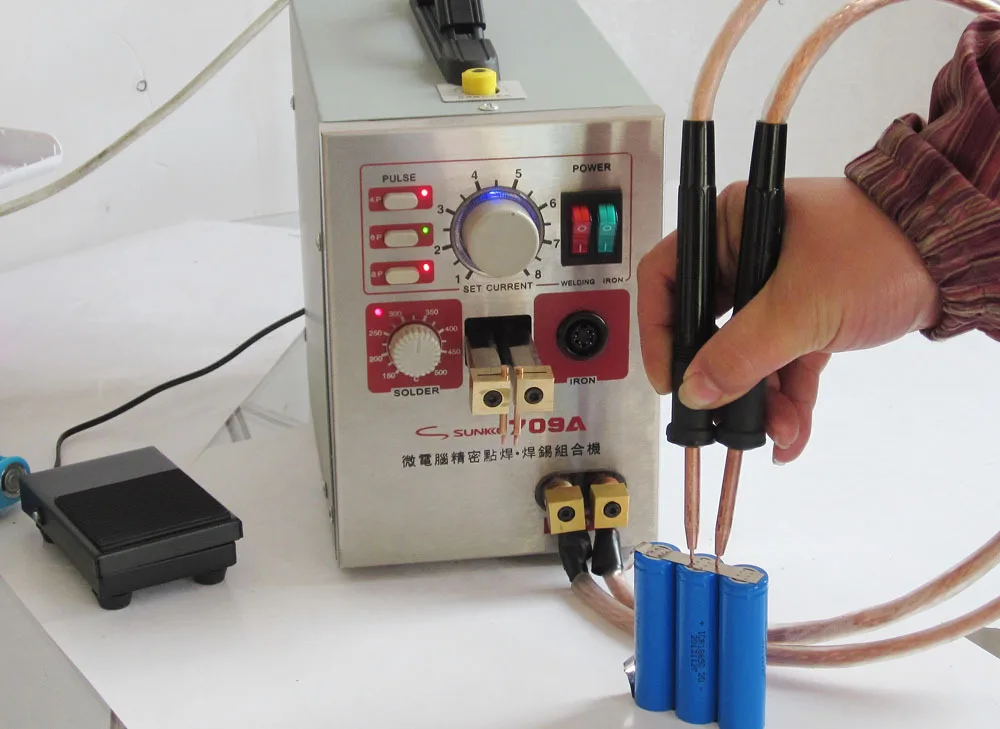
Основное применение этот способ сварки нашел в обработке металлов и сплавов самых малых толщин. Наиболее целесообразен он для изделий из алюминия и нержавеющей стали, а также позволяет комбинировать соединяемые металлы в разнообразных вариантах. Работы с такими поверхностями требуют большой плотности токов с очень малой продолжительностью процесса. Образующееся в этом случае тепло выделяется через основание приварного крепежа для конденсаторной сварки в ходе протекания тока при контактировании соединяемых поверхностей. Выступающий конец крепежа, расплавляясь, испаряется, а между привариваемыми элементами образуется облако плазмы.
Многие процессы конденсаторного способа сварки автоматизированы и не требуют от сварщика высокой квалификации. А ее экономичное энергопотребление при хорошей производительности работ эффективно для массовых монтажных работ.
Конденсаторная сварка металлов малых толщин: разновидности процесса, технологии
Автор perminoviv На чтение 4 мин. Опубликовано
Среди всех существующих разновидностей сварочных процессов особое место занимает конденсаторная сварка. Этот способ соединения металлических деталей появился в 30-х годах прошлого столетия. Метод относится к контактной сварке, являясь ее отдельным видом. Используется этот прием широко во время обработки малых и микроскопических деталей при изготовлении электротехники и разных аппаратов.
Метод относится к контактной сварке, являясь ее отдельным видом. Используется этот прием широко во время обработки малых и микроскопических деталей при изготовлении электротехники и разных аппаратов.
Технология сварочной операции
Конденсаторная сварка металлов малых толщин проводится в соответствии с ГОСТ 15878-79. Основой процесса является принцип соединения изделий при использовании накопленного разряда на блоке конденсаторов. Именно за счет его выполняется сочленение деталей, когда происходит соприкосновение электродов. При их контакте на поверхностях изделий формируется кратковременная электродуга. В результате происходит расплавление металла.
Сварка конденсаторного типа осуществляется за счет запасенной энергии. Она накапливается в батареях, заряжающихся от источника постоянного напряжения (выпрямителя). Энергия преобразуется в тепло, когда происходит разряд. Его выделение при протекании тока происходит между соединяющимися заготовками. Именно поэтому конденсаторная сварка — это один из видов контактного сварочного процесса. Длительность каждой операций составляет минимальный промежуток времени. Он может равняться тысячным долям секунды.
Длительность каждой операций составляет минимальный промежуток времени. Он может равняться тысячным долям секунды.
Разновидности процесса
Конденсаторное сочленение металлов выполняется трансформаторными и бестрансформаторными устройствами. В аппаратах, относящихся к первому типу, заряд уходит из конденсаторов, проходя по 1-й обмотке устройства. Когда катушка повторно наматывается, тогда он уже появляется между электродами, находящимися в сжатом состоянии. Благодаря такому режиму, характеризующемуся беспрерывностью и высокой скоростью, не происходит накаливание металла. Трансформаторные аппараты воздействуют на металлические поверхности свариваемых изделий посредством щадящего режима. Поэтому изделия не деформируются.
Конденсатор при бестрансформаторном сочленении подключается через заготовки. Поддающийся импульс нагревает зону, в которой происходит соединение деталей. В результате сочленение осуществляется при действии усадочной силы.
На разновидность конденсаторной сварки также влияют особенности образования шва:
- точечный процесс;
- шовный способ;
- стыковой метод.


Каждый из видов используется при выполнении определенных работ. На тип конденсаторной сварки также влияют особенности технологического процесса:
- Контактный тип. Разряд энергии из накопительной емкости происходит на плотно соединенных деталях. В месте, где осуществляется прижим электродов, появляется дуга максимум в течение 3 мс и возникает электроток, сила которого составляет 10000-15000 А.
- Ударный тип. Такая сварка отличается разрядом, происходящим при кратковременном ударе электродного стержня о деталь. Дуга возникает в течение 1,5 мс. Благодаря минимальному времени увеличивает качество выполненной работы и уменьшается термическое воздействие на соседние участки металла.
- Точечный тип, характеризующийся продолжительным разрядом, длящимся 10-100 мс. Сварка заготовок осуществляется на небольшой площади.
Совет! При помощи конденсаторной сварки удастся соединить цветные сплавы с минимальной толщиной. Сваривать также можно разнородные металлы, так как происходит большое скопление энергии на маленьком участке.

Особенности применения
Сварочный процесс посредством аккумулированной энергии рекомендуется выполнять для соединения тонких стержней или проволоки, имеющей разную толщину.
Точечный способ конденсаторной сварки применяется при создании приборов и изготовлении электротехники. Этот тип сочленения подходит для соединения толстых заготовок с тонкими деталями.
В промышленности с помощью точечного сварочного метода осуществляются следующие работы:
- крепление болтов, крючкообразных элементов, шпилек разного диаметра и так далее;
- соединение элементов часовых механизмов, кино- и фототехники;
- сварка различных сплавов;
- производство световой и оптической аппаратуры.
Шовный способ, являющийся роликовой сваркой, применяется для сочленения электронных приборов вакуумного типа с мембранами. Метод позволяет получить герметичный шов, отличающийся сплошной структурой. Этого достичь удается за счет производства соединения с перекрытием.
Преимущества и недостатки
К достоинствам технологии относятся следующие преимущества:
- В автоматизированных цехах конденсаторная сварка позволяет выполнять до 600 точечных соединений в одну минуту.
- Высокая точность сочленения заготовок при многочисленных повторениях.
- Большая долговечность аппаратов.
- Возможность соединять разнородные металлы.
- Минимальное выделение теплоты, вследствие чего отсутствует необходимость использования охлаждающих жидкостей.
- Не требуется применять сварочную проволоку и электродные стержни.
Несмотря на существенные достоинства, сварочные операцию за счет аккумулированной энергии имеют ограничения. Их невозможно использовать повсеместно, так как процесс отличается кратковременной мощностью. Существует также ограничение по габаритам сечения соединяемых заготовок. Еще при работах появляется импульсная нагрузка, создающая помехи в сети.
Процесс сварочных работ
Операция по сочинению двух металлических деталей выполняется в следующей последовательности:
- Вначале осуществляется подготовка элементов. Они очищаются от любых загрязнений.
- Изделия располагаются в необходимом положении непосредственно между двумя электродами.
- Нажимается пусковая кнопка. В результате к контактным элементам поступает импульс.
- После прекращения электрического воздействия электроды раздвигаются.
- При необходимости процесс повторяется нужное количество раз.
 Они очищаются от любых загрязнений.
Они очищаются от любых загрязнений.Совет! Габариты сварочного места на 2-х деталях обязаны превышать минимальную толщину сочленяемых заготовок в 2-3 раза.
Конденсаторная сварка металлов широко используется на промышленных объектах и в бытовых условиях. Этот способ сочленения заготовок не требует от сварщика особой квалификации. Многие такие процессы сегодня максимально автоматизированы. С помощью конденсаторного сварочного метода массово выполняются монтажные работы и потому, что он отличается экономичным потреблением электричества и высокой производительностью.
 youtube.com/embed/T78ufq3obIY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/T78ufq3obIY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Схема и описание конденсаторной сварки своими руками: общие сведения, изготовление устройства
Конденсаторная сварка — это один из методов бесшовного соединения металлических деталей. Он осуществляется благодаря подаче тока и созданию короткого замыкания. Из-за этого металл расплавляется, и две заготовки надёжно скрепляются друг с другом. Такой процесс довольно дорогой, поэтому лучше выполнять его при помощи самодельного устройства. В этом поможет схема и описание конденсаторной сварки своими руками.
Общие сведения
Конденсаторная сварка считается одной из самых часто применяемых. Свою популярность она получила благодаря высокому качеству соединения и его долговечности. Чтобы использовать её для своих целей, необходимо подробно изучить всю доступную информацию. Она поможет избежать ошибок в изготовлении устройства и процессе соединения деталей.
Достоинства и недостатки
Самодельная контактная сварка на конденсаторах часто применяется не только в промышленности, но и в домашних условиях. Для её осуществления достаточно небольшого помещения, в котором можно расположить малогабаритный аппарат.
Основные преимущества технологии:
- высокая производительность;
- возможность скрепления деталей, изготовленных из разных материалов;
- долговечность применяемого оборудования;
- малое тепловыделение;
- высокая точность и качество шва;
- отсутствие затрат на покупку дополнительных расходных материалов.
Несмотря на большое количество достоинств, у технологии есть и несколько недостатков. Их обязательно нужно принимать во внимание перед планированием и началом работы. В противном случае можно столкнуться с проблемами, которые снизят качество изделия и повлекут за собой дополнительные финансовые затраты.
Среди основных недостатков выделяются такие:
- ограниченность размера сечения соединяемых деталей;
- помехи в сети, создаваемые импульсной нагрузкой.

Особенности применения
Во время конденсаторной сварки наблюдаются некоторые особенности, которые по-разному влияют на качество работы. Из-за этого следует учитывать все мельчайшие факторы и стараться добиться идеального результата.
Основные особенности:
- Запас энергии для выполнения сварки производится в специальных конденсаторах, которые устанавливаются внутри аппарата.
- Продолжительность процесса выделения энергии составляет от 1 до 3 миллисекунд. За счёт этого снижается термическое воздействие на зону, находящуюся вокруг места контакта.
- Для выполнения сварки в домашних условиях необходимо подключать прибор к обычной электросети, а в промышленности — к специальным устройствам, обладающим высокой мощностью.
- Лучше всего использовать конденсаторную сварку для ремонта кузова автомобиля или любого другого транспортного средства. С её помощью тонкий лист металла не будет подвержен деформации, что значительно улучшит качество выполненной работы.

Основные требования и технологические приёмы
Для того чтобы хорошо выполнить соединение двух деталей, необходимо принять во внимание основные требования к процессу. Они помогут избежать недочётов в работе и снизят риск возникновения непредвиденной ситуации.
Условия проведения работы:
- Для обеспечения максимально надёжного соединения необходимо в момент импульса оказывать достаточное давление контактных элементов на заготовки.
- Разжимать электроды следует через небольшой промежуток времени после завершения импульса. Это поможет получить лучшую кристаллизацию деталей.
- Поверхности скрепляемых деталей должны быть хорошо очищены от каких-либо загрязнений (ржавчина, плёнка окиси). Это позволит снизить сопротивление и увеличить воздействие тока на заготовку. При этом эффективность сварки значительно повысится.
- При выборе электродов следует отдавать предпочтение медным стержням. Их диаметр в точке контакта должен быть в 3 или более раз больше толщины скрепляемых деталей.

Кроме этого, очень важно правильно выбрать способ воздействия на свариваемые элементы. Все они используются для соединения определённых деталей и подходят для той или иной конструкции.
Среди них выделяются следующие:
- Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.
- Роликовая. Этот вид представляет собой несколько последовательных точечных соединений, которые образуют сплошной шов. В такой сварке используются электроды, имеющие форму вращающейся катушки.
- Ударная. Она предназначается для создания цельных конструкций из деталей с небольшим сечением. Перед началом процесса подаётся дуговой заряд, который оплавляет края заготовок. Благодаря этому упрощается сваривание элементов после их соприкосновения.
Самодельные устройства
Есть несколько способов смастерить своими руками аппарат для конденсаторной сварки. Каждый из них выбирается исходя из особенности формы и размера конструкции, которую нужно сваривать, а также её назначения.
Каждый из них выбирается исходя из особенности формы и размера конструкции, которую нужно сваривать, а также её назначения.
Простой вариант
Самая простая конструкция применяется только для соединения деталей толщиной до 0,5 миллиметра. Во всех остальных случаях установка не сможет качественно справиться со своей задачей. Такой аппарат можно изготовить в любой мастерской или гараже. Принцип его работы основывается на подачи импульса через трансформатор. Один из концов его вторичной обмотки подводится к электроду, а другой — к обрабатываемой детали.
Особенности процесса изготовления аппарата:
- За основу можно взять схему, в которой первичная обмотка подсоединяется к электросети.
- Один из её концов должен проходить через диагональ преобразователя в виде диодного моста, а другой — через тиристор, управляемый кнопкой пуска.
- Для вырабатывания необходимого импульса следует применять конденсатор ёмкостью от 1 до 2 тыс. микрофарад.
- Его обмотку (300 витков) лучше всего делать из ПЭВ провода с сечением не более 0,8 миллиметров.
- Вторичную обмотку (10 витков) следует изготавливать из медной шины.
- В качестве прибора управления может служить тиристор ПТЛ-50 или КУ200.

Сложная конструкция
Для изготовления более многофункционального прибора понадобится больше материалов и времени. Однако это даст возможность соединять заготовки толщиной около 1 миллиметра.
Нюансы создания аппарата своими руками:
- В качестве прибора для управления импульсом применяется бесконтактный пускатель МТТ4К, который рассчитан на силу электрического тока в 80 ампер. Блок дополняется диодами, резистором и тиристорами.
- В главной цепи входного трансформатора встраивается реле. С его помощью можно настроить скорость и интервал срабатывания установки.
- Необходимая для импульса энергия накапливается в электролитических конденсаторах, которые объединены в общую батарею при помощи параллельного соединения.
- Первичная обмотка трансформатора выполняется из провода сечением не более полутора миллиметров, а вторичная — из медной шины.

Принцип действия изготовленного своими руками прибора соответствует стандартной схеме. Она одинакова для всех подобных устройств и идеально подходит для работы аппарата в домашних условиях.
Порядок действий:
- После включения устройства срабатывает реле.
- С его помощью активируются контакты тиристоров, и включается трансформатор.
- Как только конденсатор будет полностью разряжен, происходит отключение аппарата.
Этапы работы
Процесс выполнения конденсаторной сварки довольно простой, и понять его сможет даже человек, который никогда не делал подобную работу. Она выполняется в три этапа, на которые затрачивается минимальное количество времени. От точности соблюдения порядка действий будет зависеть качество шва и прочность конструкции.
 youtube.com/embed/SePAUpJRV_I» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/SePAUpJRV_I» allowfullscreen=»allowfullscreen»/>
Порядок действий:
- Начальная стадия процесса подразумевает тщательную подготовку свариваемых деталей. Первым делом с их поверхности счищается ржавчина. Затем удаляются пыль, остатки каких-либо веществ и прочие загрязнения. Если этого не сделать, то шов получится кривым и хрупким.
- Обе заготовки стыкуются друг с другом в нужном положении.
- Затем они помещаются между двумя электродами.
- К месту соединения подводятся контакты.
- Мастер включает устройство, и на них подаётся импульс нужной силы.
- После завершения этой процедуры электроды возвращаются в начальное положение.
- Соединённые детали вынимаются, и проверяется качество шва.
- При необходимости заготовки поворачиваются под нужным углом, и сварка продолжается аналогичным образом.
Техника безопасности
Во время эксплуатации аппарата для контактной сварки нужно соблюдать простые меры предосторожности. С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
Основные правила техники безопасности:
- Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.
- Чтобы избежать поражения электрическим током, не рекомендуется эксплуатировать аппарат, имеющий повреждения в защитном корпусе.
- Рабочий должен иметь прямой доступ к устройству аварийного отключения.
- Включать прибор можно только сухими руками. При этом также нужно проверить пространство вокруг аппарата на наличие влаги.
- Перед началом сварки мастер должен стать на резиновый коврик и проверить всё защитное обмундирование.
- Сварку на конденсаторах может выполнять только высококвалифицированный опытный рабочий.
- При смене электродов или установке детали необходимо обеспечить защиту рук и глаз от воздействия высоких температур.
- Рабочее место должно быть огорожено со всех сторон. Такая мера предосторожности поможет избежать возгорания в случае отлетания капель горячего металла.
- Около сварочного аппарата нельзя хранить горючие и легковоспламеняющиеся материалы.
- Если работа выполняется в полностью закрытом помещении, то необходимо обеспечить хорошую вентиляцию для удаления вредных паров.
- При возникновении какой-либо неисправности следует сразу же приостановить процесс сварки и отключить аппарат от источника питания.

Конденсаторная сварка — это быстрый и простой способ качественно соединить две металлические детали. При правильном её проведении и соблюдении всех правил техники безопасности можно значительно упростить процесс и снизить риск получения серьёзной травмы.
Конденсаторная сварка — ПК «Антей»
Конденсаторная сварка используется для сварки тонкого металла — торцевой приварки крепежа, шпилек с тонким листом металла, толщина которого может быть от 0,5 мм до 3,0 мм. На нашем производстве используется контактный метод конденсаторной сварки. За счет своей скорости данный вид сварки позволяет избежать деформации листа, а также не допускает цветов побежалости на обратной стороне листа.
На нашем производстве используется контактный метод конденсаторной сварки. За счет своей скорости данный вид сварки позволяет избежать деформации листа, а также не допускает цветов побежалости на обратной стороне листа.
Контактный конденсаторный вид сварки доступен для следующих материалов: конструкционная сталь, оцинкованная сталь (15 мкм).
Производственный комплекс «Антей» предлагает профессиональные услуги по сварке металла в Санкт-Петербурге по выгодным ценам. Современное сварочное оборудование и квалифицированные сотрудники компании обеспечивают высочайшее качество конденсаторной сварки тонкого и черного металла, а также готовых металлоизделий в кратчайшие сроки.
Преимущества заказа конденсаторной сварки в ПК «Антей»
- Расчет заявки на конденсаторную сварку — от 1 часа.
- Быстрые сроки производства изделий — от 2 дней.
- Изготавливаем бесплатный образец перед производством всей партии изделий.
- Предоставляем весомую скидку на крупные заказы.
- Осуществляем доставку готовых изделий на территорию заказчика.

Конденсаторная сварка шпилек (ГОСТ)
Конденсаторная сварка шпилек ГОСТ — процесс, благодаря которому выполняется монтаж фурнитуры к металлическому основанию. Как правило, это присоединения игл и шпилек к орденам, медалям и памятным знакам.
Конденсаторная сварка шпилек применяется для крепления разных типов стали: нержавейки, чёрной, стали с примесями никеля и меди, а также таких металлов как серебро, золото, алюминий и латунь.
Конденсаторная сварка шпилек обладает рядом преимуществ, одно из которых связано с возможностью приварить крепеж к тонколистовой стали, шириной от 1 мм. При этом, на обратной стороне металла вы не увидите отметин, неровностей и швов.
Процесс конденсаторной сварки ГОСТ происходит следующим образом: для нагрева элементов применяется кратковременный, но мощный импульс тока, который поступает от батарей конденсаторов. В результате такой сварки детали не нагреваются, а, следовательно, не могут быть повреждены или деформированы. При этом, такой тип сварки позволяет достичь высокой производительности — процесс занимает несколько секунд, а максимальное количество времени тратится только на вставку привариваемой детали в сварочный держатель. В результате за полчаса можно приварить порядка 20-30 элементов.
В результате такой сварки детали не нагреваются, а, следовательно, не могут быть повреждены или деформированы. При этом, такой тип сварки позволяет достичь высокой производительности — процесс занимает несколько секунд, а максимальное количество времени тратится только на вставку привариваемой детали в сварочный держатель. В результате за полчаса можно приварить порядка 20-30 элементов.
Конденсаторная сварка — Сварка металлов
Конденсаторная сварка
Категория:
Сварка металлов
Конденсаторная сварка
Конденсаторная сварка осуществляется кратковременными импульсами сварочного тока, продолжительностью в тысячные доли секунды; за время импульса в зоне сварки выделяется тепло, которое сравнительно медленно распространяется в металле па глубину, необходимую для сварки. При значительных толщинах металла возникает трудно преодолимое несоответствие между продолжительностью сварочного импульса и продолжительностью необходимого прогрева металла. При малых толщинах этого несоответствия нет.
При малых толщинах этого несоответствия нет.
При толщинах металла менее 1 мм мощность конденсаторной машины в 50—100 раз ниже мощности обычной контактной машины. С увеличением толщины металла разница в мощностях конденсаторной машины и обычной контактной уменьшается, а сварка на обычной контактной машине становится более надежной. Поэтому применение конденсаторной сварки для металла толщиной более 2 мм рационально лишь для особых случаев.
Конденсаторные машины для малых толщин просты, дешевы, имеют незначительную мощность, иногда не превышающую мощности обычной настольной лампы, и их можно включать в осветительную сеть без силовой проводки. Конденсаторная сварка для сварки металла толщиной менее 0,1 мм часто незаменима никаким другим видом сварки; для металла толщиной 1—2 мм она приемлема, но легко может быть заменена другими способами.
Известны две основные формы конденсаторной сварки: а) с непосредственным разрядом конденсаторов на сварку; б) с разрядом конденсаторов на первичную обмотку сварочного трансформатора. Установку с прямым разрядом конденсаторов применяют для стыковой сварки проволок и тонких стержней, для соединения между собой самых разнообразных и разнородных металлов, иногда с совершенно различными физическими свойствами.
Установку с прямым разрядом конденсаторов применяют для стыковой сварки проволок и тонких стержней, для соединения между собой самых разнообразных и разнородных металлов, иногда с совершенно различными физическими свойствами.
Машины с разрядом конденсаторов на первичную обмотку сварочного трансформатора предназначены для точечной и шовной сварки и имеют наибольшее промышленное значение. Быстрое развитие точечной конденсаторной сварки началось с тех пор, как ее стали применять для сварки металла малых толщин и мелких деталей; здесь качество сварных соединений оказалось отличным, процесс сварки весьма производительным и выгодным экономически.
Конденсаторные точечные машины для сварки металла малых толщин потребляют из сети незначительную мощность, 0,1—0,2 кеа\ электрическая схема машины (рис. 204) очень проста. Ток из сети через небольшой повышающий однофазный трансформатор Т1 и выпрямитель В поступает на зарядку батареи конденсаторов С. 17осредством переключателя П батарея конденсаторов или включается на зарядку, или разряжается на первичную обмотку сварочного трансформатора Т2. Вся аппаратура размещена в корпусе машины.
Вся аппаратура размещена в корпусе машины.
Примером конденсаторной точечной машины может служить машина ТКМ-4. Машина стационарная, педальная; вес ее 165 кг; напряжение питающей сети 220 в; средняя мощность, потребляемая из сети 0,1 ква (рис. 205). Конденсаторы бумажно-масляные, общая емкость 400 мкф, напряжение зарядки 600 в; штепсельный переключатель позволяет менять включенную емкость от 10 до 400 мкф. Сварочный трансформатор имеет четыре ступени регулирования. Осадочное давление на электроды, создаваемое грузом через систему рычагов, обеспечивает строгое постоянство установленного давления, что очень важно для конденсаторной сварки.
При сварке двух деталей различных толщин решающую роль играет деталь с меньшей толщиной, которая не должна превышать возможностей машины, вторая же деталь может иметь сколь-угодно большую толщину, что значительно расширяет применение точечной конденсаторной сварки. Например, на машине ГКМ-4 металл толщиной 0,2 мм можно приварить к металлу толщиной 10 или 15 мм.
Рис. 1. Электрическая схема конденсаторной машины малой мощности
Электрический режим машины можно регулировать в широких пределах, меняя число включенных конденсаторов и ступень сварочного трансформатора. Можно менять амплитуду сварочного тока и продолжительность его протекания. Максимальное значение сварочного тока около 5000 а, средняя продолжительность его протекания 0,6—0,8 -10~4 сек.
При нажатии на педаль давление груза передается на электроды, конденсаторы замыкаются на первичную обмотку трансформатора, протекает один строго определенный импульс сварочного тока. При освобождении педали конденсаторы снова заряжаются, машина готова к следующей операции сварки; при повторном нажатии педали проходит снова точно такой же импульс сварочного тока.
Рис. 2. Точечная конденсаторная машина ТКМ-4
Для монтажных работ на крупногабаритных изделиях, сборки схем и т. д. сконструирована переносная точечная машина ПТКМ-1 Бесом 34 кг, сваривающая металл максимальной толщиной 0,3 мм. Сварочная часть машины выполнена в виде легких ручных клещей, присоединяемых к машине гибкими проводами длиной 1 —1,5 м.
Сварочная часть машины выполнена в виде легких ручных клещей, присоединяемых к машине гибкими проводами длиной 1 —1,5 м.
В простейших точечных конденсаторных машинах привод машины осуществляется усилием работающего, что допустимо при сварке мелких деталей с небольшим усилием и работой осадки и не очень интенсивном производстве. Для более трудных условий работы может быть применена машина с механизированным, например электрическим приводом, типа ТКМ-8. Она имеет кулачковый пружинный механизм сжатия с приводом от электродвигателя через сцепляющую муфту. При нажатии педали происходит сцепление механизма с муфтой и производится включение тока и сжатие электродов. Если нажать педаль кратковременно, то сваривается одна точка, если задержать нажатую педаль, то сваривается 20—120 точек в минуту, в зависимости от регулировки; машина работает автоматически непрерывно, пока не будет освобождена педаль. Машина предназначена для точечной сварки металла толщиной 0,05—0,5 мм; номинальная мощность машины 0,3 ква, усилие сжатия электродов 6—40 кГ.
Машины для конденсаторной сварки часто закрывают колпаком из прозрачного органического стекла, защищающим зону сварки от пыли и других загрязнений. Защитный колпак может быть герметизирован, и в нем может быть создана защитная атмосфера аргона, водорода, азота и др.
В длительной эксплуатации маломощных конденсаторных машин выявились их значительные преимущества: высокая экономичность, малый расход электроэнергии и точное ее дозирование на каждую сварку. Возможно удобное и широкое регулирование мощности машины, продолжительности и формы каждого импульса. Кратковременность сварки сводит к минимуму нагрев изделия, его деформацию, ширину зоны влияния. Процесс сварки весьма прост, полностью автоматизирован и мало зависит от квалификации рабочего, для обучения которого достаточно несколько дней.
Точечная конденсаторная сварка нашла промышленное применение для многих металлов: алюминия и алюминиевых сплавов, всевозможных медных сплавов, никеля и никелевых сплавов, платины, серебра и его сплавов, всевозможных сталей, вольфрама, молибдена и др. ; возможны многочисленные сочетания разнородных металлов. Точечная конденсаторная сварка заменяет пайку, клепку, фальцовку. Она находит все более широкое применение в приборостроении, в производстве электроизмерительных и авиационных приборов, часовых механизмов, фотоаппаратов, электроаппаратуры, оптических приборов, радиоламп, электроосветительных ламп, электронной аппаратуры, радиоприемников и телевизоров, авторучек, металлических игрушек, галантереи, ювелирных изделий и т. д.
; возможны многочисленные сочетания разнородных металлов. Точечная конденсаторная сварка заменяет пайку, клепку, фальцовку. Она находит все более широкое применение в приборостроении, в производстве электроизмерительных и авиационных приборов, часовых механизмов, фотоаппаратов, электроаппаратуры, оптических приборов, радиоламп, электроосветительных ламп, электронной аппаратуры, радиоприемников и телевизоров, авторучек, металлических игрушек, галантереи, ювелирных изделий и т. д.
Рис. 3. Непрерывный плотный шов, выполненный конденсаторной сваркой
Разработан также способ шовной конденсаторной сварки, получивший производственное применение. Шовная сварка выполняется, как точечная, со столь частой посадкой сварных точек, что каждая последующая точка перекрывает предыдущую на 0,3—0,5 диаметра, что и создает плотный непрерывный шов, непроницаемый для жидкостей и газов (рис. 206). Электроды машины имеют форму роликов, катящихся по шву непрерывно с постоянной скоростью и приводятся от небольшого электродвигателя. Сварочный ток подается отдельными импульсами от батареи конденсаторов, как при точечной сварке. Электронная система управления позволяет производить до 50 полных циклов заряд — разряд конденсаторов за 1 сек. Шовная конденсаторная сварка нашла разнообразное применение в приборостроении.
Сварочный ток подается отдельными импульсами от батареи конденсаторов, как при точечной сварке. Электронная система управления позволяет производить до 50 полных циклов заряд — разряд конденсаторов за 1 сек. Шовная конденсаторная сварка нашла разнообразное применение в приборостроении.
Конденсаторная сварка открыла для сварочной техники новую довольно значительную область применения: металлы малых толщин, мелкие детали и микродетали, плохо различаемые нево оружейным глазом и требующие при сборке применения оптических приборов. Конденсаторная сварка улучшает качество изделий и резко повышает производительность труда; стоимость конденсаторной машины обычно окупается за несколько месяцев работы. Чрезвычайно быстрое развитие приборостроения требует широкого применения конденсаторных машин, высвобождающих за счет повышения производительности труда большое количество рабочих.
Реклама:
Читать далее:
Литейная сварка
Статьи по теме:
Конденсаторная сварка: что это такое, разновидности
На чтение 9 мин. Опубликовано
Опубликовано
Метод конденсаторной сварки был разработан более 80 лет назад, однако технология пользуется популярностью и сейчас. Ее используют для соединения небольших металлических элементов. Благодаря возможности применения в бытовых условиях конденсаторное оборудование востребовано начинающими сварщиками.
Конденсаторная сварка – разновидность контактной сварки, называемой ещё импульсной.ГОСТ и прочие требования
Согласно принятым в стране нормативным актам и стандартам, при ведении сварочного процесса соблюдают следующие правила:
- Создают регулярную поставку кратковременных импульсов тока длительностью не более 5 миллисекунд.
- Обеспечивают оборудованию возможность быстрого восстановления заряда для следующей подачи. Перерыв должен быть максимально коротким.
- Устанавливают проводники так, чтобы они крепко фиксировали листы. Необходимо обеспечить возможность и для быстрого их отсоединения.
- Для сварки выбирают медные стержни, толщина которых должна в 3 раза превышать параметр самого тонкого места детали.
- Перед сваркой деталь тщательно очищают от ржавчины, жировых загрязнений, следов коррозии.
- Предусматривают регулировку величины потока для любых технологий работы. Самодельное оборудование непрерывно функционирует только при наличии 2 источников питания.
- Подготавливают средства индивидуальной защиты сварщика от поражения током.

Сфера применения конденсаторной сварки
Подобная технология применяется в таких отраслях промышленности и народного хозяйства, как:
- Автомобилестроение. Популярна конденсаторная сварка в мастерских по кузовному ремонту. В отличие от электродуговой сварки, конденсаторная не способствует прожиганию и деформации краев обрабатываемых элементов. В дальнейшем соединение не требует дополнительной обработки.
- Радиоэлектроника. Конденсаторный метод применяют для пайки деталей, не соединяющихся стандартными способами или выходящих из строя при длительном нагреве.
- Ювелирные работы, изготовление медицинских инструментов и аппаратов, коммуникационных шкафов.
- Строительство. Конденсаторный метод используют при прокладке трубопроводов, возведении зданий и мостов.

Существующие виды
Перед началом работы важно правильно выбрать способ сварки. Все технологии используются для соединения тех или иных видов деталей. При неправильном выборе метода качество сварного шва снижается.
Точечный способ
Такой вариант применяют для соединения деталей, имеющих разную толщину. Конденсаторная точечная сварка применяется в радиоэлектронике и приборостроении. Для формирования шва подаются короткие импульсы тока, быстро расплавляющие металл. Универсальная технология проста в исполнении.
Точечная конденсаторная сварка заменяет пайку.Роликовый метод
Принцип работы практически тот же, что в предыдущем случае. Однако точки располагаются не на расстоянии, а частично перекрывают друг друга. Герметичное соединение не пропускает влагу и загрязнения. Роликовую технологию применяют при создании мембранных и вакуумных изделий.
Герметичное соединение не пропускает влагу и загрязнения. Роликовую технологию применяют при создании мембранных и вакуумных изделий.
Стыковая технология
Способ сварки сильно отличается от 2 рассмотренных ранее технологий. Электрический разряд расплавляет не поверхность металла, а торцевые части деталей. В дальнейшем их стыкуют, создавая надежное соединение. Согласно описанию, стыковая технология считается наиболее сложной в исполнении.
Стыковая технология получила широкое распространение.Что отличает конденсаторную сварку от прочих видов
Классические технологии подразумевают использование сложного оборудования, специализированных электродов. Стержни прикладывают к соединяемым деталям, что способствует возбуждению электрической дуги, расплавляющей металл. Жидкий материал проникает в сварочную ванну, образуя прочный шов. Такая работа под силу только опытному мастеру. Выделяющиеся при сварке газы и излучение негативно влияют на организм человека. Кроме того, соединение мелких деталей стандартными методами затруднительно.
При конденсаторной сварке не выделяются вредные газы. На поверхностях не остается следов теплового воздействия. Оборудование экономно расходует электроэнергию, не требует регулярного охлаждения. Процесс сварки не занимает много времени.
Основные преимущества конденсаторной технологии над другими методами – высокая точность воздействия, эстетичность получаемого соединения. Аппарат для конденсаторной сварки отличается компактными размерами.
Как действует технология
Метод основывается на прочном скреплении деталей 2 проводниками, на которые подается электрический импульс. Такой процесс способствует созданию дуги, расплавляющей металл. После импульса наблюдается сжатие объектов под нагрузкой.
Процесс сварки протекает так:
- конденсаторы накапливают нужное количество энергии, подаваемой через первичную цепь;
- электрод контактирует с металлом, передавая ему поток частиц, способствующих нагреванию и расплавлению;
- импульс подается повторно, формируется следующая точка соединения.

Метод эффективен при работе с элементами толщиной не более 1,5 мм.
Конструкция блока
За фиксацию и перемещение стержней отвечает контактный узел. Конструкция простого блока подразумевает крепление ручного образца. Более сложные варианты фиксируют нижний, оставляют подвижным верхний стержень. Готовая конструкция напоминает тиски. Здесь фиксируют короткий тонкий прут из меди. Он должен свободно перемещаться в вертикальной плоскости. Поэтому в верхней части устанавливают винтовой регулятор, меняющий давление.
Подвижную площадку и основание энергоблока изолируют друг от друга. Для удобства работы аппарат снабжают фонарем.
Особенности точечного метода
При использовании этого способа сварочный процесс включает в себя следующие этапы:
- Подготовку деталей. Поверхности очищают от пыли, ржавчины, масел.
- Сопоставление элементов. Детали устанавливают между контактами, фиксируют ими же.
- Запуск аппарата с помощью клавиши. Формируют первую сварную точку. Завершают работу, отводя электроды.
- Установку стержня, подачу электрического импульса, соединение деталей в следующей точке. Работу продолжают до получения нужного результата.

Самодельные аппараты и схемы
Сделанные своими руками устройства часто применяются в домашних мастерских. Для проведения работ достаточно помещения минимальной площади.
Для сборки приборов применяют 2 вида схем:
- Простую. Аппарат способен соединять элементы толщиной не более 0,5 мм. В других случаях он не справляется с поставленной задачей. Устройство можно собрать в домашней мастерской. Принцип действия основывается на выдаче импульса трансформатором. Один конец обмотки соединяется с электродом, другой – с обрабатываемой заготовкой.
- Сложную. Электрическая цепь включает большое количество функциональных элементов. Для сборки потребуется много времени и материалов. Готовый аппарат позволяет сваривать детали толщиной 1-1,5 мм.
 Готовый аппарат позволяет сваривать детали толщиной 1-1,5 мм.
Готовый аппарат позволяет сваривать детали толщиной 1-1,5 мм.Плюсы и минусы технологии
К преимуществам конденсаторных сварочных аппаратов относят:
- высокую скорость работы;
- возможность соединения элементов, изготовленных из разных металлов и сплавов;
- выделение минимального количества тепла;
- длительный срок службы;
- повышенную точность воздействия, прочность шва;
- отсутствие необходимости покупки вспомогательных приспособлений и материалов.
Несмотря на множество положительных качеств, метод имеет недостатки:
- ограниченность толщины соединяемых заготовок;
- малую мощность импульса;
- помехи в сети, вызываемые работой оборудования.
Эти моменты стоит учитывать при сборке и использовании аппарата. В противном случае возникнут проблемы, влекущие дополнительные затраты.
Как самому сделать оборудование
Способ сборки аппарата зависит от типа выбранной схемы.
Упрощенная технология
Маломощное устройство для точечной сварки собирают так:
- Подготавливают основу. Для этого можно использовать трансформатор, первичную обмотку которого подключают к электрической сети. Один конец подсоединяют к преобразователю, имеющему вид диодного моста, другой – к тиристору, отвечающему за работу клавиши пуска.
- Устанавливают конденсатор, подающий электрический импульс. Рекомендуется выбирать элементы емкостью 1-2 тыс мкФ. При использовании деталей с меньшими параметрами быстро происходит разряд конденсатора.
- Формируют вторичную обмотку трансформатора из медного кабеля. Его накручивают на катушку в 10 витков.
- Устанавливают средство управления – тиристор КУ200 или ПТЛ-50.
Мощный аппарат
При сборке такого прибора выполняют следующие действия:
- В качестве управляющего блока применяют бесконтактный пускатель МТТ4К. Он рассчитан на работу с током силой до 80 А. Блок снабжают резистором, диодами, тиристорами.
- В основную цепь входного трансформатора вводят реле. Оно помогает настраивать скорость срабатывания агрегата и интервалы подачи импульсов.
- Объединяют несколько конденсаторов в батарею. Здесь будет накапливаться необходимая для выдачи импульсов энергия. При сборке блока используют параллельный способ соединения.
- Формируют первичную обмотку трансформатора из кабеля сечением 1,5 мм. Вторичная создается из медной шины.
 Блок снабжают резистором, диодами, тиристорами.
Блок снабжают резистором, диодами, тиристорами.Инструкция по проведению конденсаторной сварки
Перед началом работы необходимо изучить основные этапы работы, ознакомиться с техникой безопасности.
Меры предосторожности
При работе с конденсаторным сварочным оборудованием соблюдают следующие правила:
- Не используют незаземленные устройства.
- Перед началом работы проверяют состояние корпуса прибора. Если он поврежден, повышается риск получения электротравмы.
- Работают с устройством можно только сухими руками. На наличие влаги стоит проверить и окружающее мастера пространство.
- Проверяют наличие на сварочном посту кнопки аварийного отключения.
- Перед началом работы встают на диэлектрический коврик, надевают специальный костюм. Варить в одежде из синтетических тканей запрещено.
- При смене стержня или установке деталей используют очки и рукавицы, защищающие от теплового воздействия.
- Рабочую зону огораживают экраном. Это предотвращает возникновение пожара при образовании отскакивающих искр и брызг.
- Сварочный аппарат не устанавливают возле легковоспламеняющихся жидкостей и материалов.
- При работе в закрытых помещениях обеспечивают постоянное проветривание.
- При появлении каких-либо проблем сварку приостанавливают, оборудование отключают от сети.
 На наличие влаги стоит проверить и окружающее мастера пространство.
На наличие влаги стоит проверить и окружающее мастера пространство.На общем примере
Алгоритм действий при конденсаторной сварке включает в себя следующие этапы:
- Подготовку соединяемых деталей. Удаляют следы коррозии и пыль, обезжиривают поверхности.
- Сопоставление заготовок. Элементы прочно фиксируют в выбранном положении.
- Размещение деталей между стержнями.
- Подведение контактов.
- Запуск сварочной установки, подачу кратковременного импульса нужной мощности.
- Возврат электродов в исходное положение.
- Извлечение деталей, оценку качества сварного соединения.
При необходимости в процессе сварки положение элементов меняют, продолжают работу тем же способом.
Работа со шпильками
Привариваемый элемент устанавливают между стержнями. Подносят шпильку к основной детали, настраивают аппарат. После подачи импульса ножка крепежного элемента расплавляется вместе с поверхностью основания. После остывания металла получается долговечный шов.
Приварка шпилек считается в сварочном деле одним из самых трудоемких и сложных процессов.Приварка гаек
Для присоединения крепежа к листовому металлу подают мощный импульс длительностью до 5 миллисекунд. Нижняя часть гайки плавится вместе с основанием. Крепеж вдавливают в расплав сварочным пистолетом. Получается прочное соединение. Метод подходит для приваривания крепежа к листам толщиной более 5 мм.
Рекомендации от профессионалов
При сборке и эксплуатации оборудования учитывают следующие советы опытных сварщиков:
- Для изготовления аппарата, выполняющего простые операции, подойдут конденсаторы средней емкости. Сердечник трансформатора должен иметь толщину 5-6 см. Для управляющего блока используют тиристоры ПТЛ-50.
- Для первичной обмотки достаточно 300 витков медной проволоки толщиной 6 мм. Вторичная часть катушки включает в себя всего 10 оборотов. Мощность источника тока должна составлять не менее 10 Вт.
- Аппарат требует периодической корректировки. Без доработки качество соединений будет постепенно ухудшаться.
- Устройство нельзя применять для сварки ответственных конструкций.
Исправление дефектов
При сварке на конденсаторах могут возникать следующие проблемы:
- отклонение параметров литой области от нормальной, смещение ядра по отношению к стыку деталей;
- прерывистость соединения;
- изменение физических и химических свойств прилегающих к шву участков металла.
Основной способ исправления – разъединение и повторная сварка элементов. При невозможности его применения высверливают дефектную часть шва, наплавляют заплату. При наличии выступающих дефектов соединение зачищают.
Конденсаторная сварка
Какой вид сварки понимают под конденсаторной?
Конденсаторная сварка – это такой способ сварки, при котором для нагрева и соединения изделий используют мощный кратковременный импульс тока. Импульс возникает при разряде конденсаторов от статических батарей.
То есть, конденсаторная сварка представляет собой один из вариантов сварки, для которой используют запасенную энергию. В батарее конденсаторов при зарядке от выпрямителя (источника постоянного) напряжения накапливается энергия, которая в процессе разряда преобразуется в тепло, используемое для конденсаторной сварки. Когда протекает ток, это тепло выделяется между заготовками, которые соединяются. Поэтому конденсаторную сварку можно назвать одним из способов контактной сварки.
Основные преимущества
Такая сварка является очень эффективным способом соединения приварных крепежных деталей и листов из металла небольшой толщины. Она идеально подходит при изготовлении деталей для малогабаритных аппаратов и приборов, техники, электронных ламп, металлической мебели, предметов интерьера и галантереи, системы вентиляции, электрощитов, металлических игрушек и т.д. Основой технологии конденсаторной сварки является высокая прочность соединения и отсутствие швов, низкая себестоимость стандартных крепежных элементов, при высокой производительности оборудования, в особенности для массового производства.
Практическое применение
Конденсаторная сварка представляет собой достаточно тонкий и аккуратный процесс. Основная область применения конденсаторной сварки – это соединения специализированного приварного крепежа с листовым металлом.
Конденсаторная приварка позволяет быстро и эффективно приваривать к листовому материалу приварные шпильки с внешней либо внутренней резьбой, клеммы заземления, изоляционные гвозди и большое разнообразие другого специализированного приварного крепежа.
Конденсаторная сварка позволит Вам решать сложные производственные задачи, экономить время и значительно снизить себестоимость изделия.
Наша компания предлагает аппараты для конденсаторной сварки, которые пригодны для сварки приварных крепежных элементов из различных металлов: обычной и нержавеющей стали, латуни, меди и алюминия, а также комбинации разных материалов. Предлагаемое ООО «Метиз-Профи» оборудование для конденсаторной сварки обладает высокими техническими характеристиками, а его цена значительно ниже других западных аналогов!
 Сбой недели: точечная сварка суперконденсаторов
[Джулиану] нужно было приварить немного никеля к стали, и он решил использовать технику точечной сварки. Конечно, у него не было точечного сварщика. Поскольку это довольно простые аппараты, [Джулиан] решил построить установку для точечной сварки с использованием заряженного суперконденсатора. Кажется, что все основные принципы есть — суперконденсатор — это блок на 100 Фарад и с зарядом 2,6 В, который работает до 300 джоулей, но он просто не работает.
Проблема в том, как направляется энергия разряда. Простое использование конденсатора вызовет утечку заряда в виде искры, когда вы приблизитесь к точке разряда. Чтобы бороться с этим, [Джулиан] поместил микровыключатель между конденсатором и медным наконечником, который он собирался использовать в качестве сварочного наконечника. Конечно, микровыключатель, вероятно, не лучший вариант для переноса большой волны тока, поэтому мы подозреваем, что это может быть частью того, почему он не добился хороших результатов.
Еще мы заметили, что он использовал одну точку и использовал заготовку в качестве возврата на землю.Большинство точечных сварщиков используют две точки рядом друг с другом или с каждой стороны детали. Ток от конденсатора, вероятно, просто поглощается относительно большим куском металла.
На втором видео ниже от [American Tech] показан конденсатор емкостью 500 Ф, который выполняет точечную сварку немногим более двух проводов, и, похоже, он работает. Собственный Hackaday [Шон Бойс] даже сделал одну из колоссальных крышек 3000F. Это действительно сработало, хотя он добивается улучшений.
Сварочный аппарат емкостного разряда (CD) для батарейных вкладок: 28 шагов
Введение: емкостный разряд (CD) сварочный аппарат для батарейных вкладок
Добро пожаловать в мой последний проект, сварочный аппарат емкостного разряда (CD).Этот метод часто используется для приварки язычков батарей. У меня есть план сделать электрический велосипед, и стоимость аккумуляторных блоков составляет примерно половину стоимости всей электрической установки (обычно 500 долларов за аккумулятор среднего размера на 12 Ач). Я считаю, что могу сделать разумный пакет из старых ячеек, снятых со старых ноутбуков или аналогичных устройств, которые используют обычный размер ячейки 18650. Надеюсь, этот источник подержанных батареек является бесплатным, поэтому общие затраты на самом деле связаны только с самим материалом вкладок. Что касается затрат, то сварщик в исходном виде стоит недешево.Конденсатор, который я использовал, был новым и куплен у Digikey, как и полевые МОП-транзисторы. Однако я надеюсь, что машина прослужит годы безупречной службы примерно за 10% от стоимости коммерческой единицы.
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: этот проект в значительной степени основан на дизайне Яна Хупера из Перта, Вашингтон. Вы можете найти проект на его веб-сайте здесь:
http://www.zeva.com.au/Projects/SpotWelderV2/
Take взгляните на сайт Яна и полюбуйтесь его замечательными проектами и продуктами, которые он продает!
Добавить TipAsk QuestionDownload
Шаг 1: Безопасность
Хорошо — электричество может быть опасным!
Это устройство предназначено для работы при низких напряжениях, обычно максимум 16 Вольт.Это означает, что вероятность поражения электрическим током мала. Однако, с другой стороны, я считаю, что сила тока в сварочной цепи намного превышает 1000 ампер, хотя и на очень короткий период времени!
Когда сварка выполнена, я испытал определенное количество искры в месте сварки — я думаю, это результат недостаточного давления на сварочные электроды — я советую использовать защитные очки и перчатки при выполнении сварных швов.
Добавить TipAsk QuestionDownload
Шаг 2: Сбор аккумуляторов для ноутбуков
На YouTube есть много видео о том, как извлечь 18650 ячеек из аккумуляторных блоков портативных компьютеров.Я включил сюда короткое видео об использовании «Packprobe». Packprobe позволяет вам исследовать встроенный чип внутри аккумуляторной батареи, где вы можете почерпнуть полезную информацию, такую как количество циклов зарядки, которым подвергся аккумулятор.
Более подробную информацию можно найти здесь:
PackProbe Documentation
Добавить TipAsk QuestionDownload
Шаг 3: Зачем сваривать, когда можно паять?
… ну это хороший вопрос!
Можно прикрепить язычок батареи к батарее, используя традиционные методы пайки.Однако у него есть несколько очень явных недостатков:
1) Вы вводите большое количество тепла на клемму батареи. Это могло буквально «сжечь» батарею, и когда я попытался сделать это с помощью настольного паяльника, мне потребовалось время, чтобы разогреть соединение до температуры, да и остальная часть батареи тоже нагревается. Я думаю, что если у вас более мощный утюг, вы сможете создать припой за секунду или две и …
2) После этого вам нужно будет очистить паяное соединение от остатков флюса.
Таким образом, он быстрее, чище и с меньшей вероятностью повредит аккумулятор.
Добавить TipAsk QuestionDownload
Шаг 4: Принципы приварки язычков батареи
Сварка язычков батарей — это стандартная технология, используемая всеми основными производителями. Идея состоит в том, чтобы за короткий промежуток времени пропустить целую кучу ампер в небольшое пространство для создания контактной сварки. В наличии имеются машины, специально предназначенные для этого. Конечно, они хорошо справляются со своей работой и, конечно, стоят дорого!
Я намерен создать самодельную версию с некоторыми функциями устройств, которые вы можете приобрести на коммерческой основе, но менее чем за 10% от стоимости.
Вот ссылка на хороший источник информации, который я нашел, посвященный сварке вкладышей батареи:
http: //www.macgregorsystems.com/app_note7_battery _…
… и вот ссылка на производителя, который на своем веб-сайте есть несколько видеороликов, демонстрирующих сварку вкладыша аккумулятора:
http://sunstoneengineering.com/applications/batter …
Добавить TipAsk QuestionDownload
Шаг 5: Информация о материале вкладки аккумулятора
Вкладка аккумулятора (или strip) можно приобрести в различных источниках в Интернете, таких как ebay, aliexpress или alibaba.Производители качественных аккумуляторных блоков используют медь (с никелевой пластиной) или чистый никель. Я не комментирую медь, это очень хороший проводник, но вам потребуется больше мощности, чем этот сварочный аппарат может обеспечить для хорошего сварного шва. Предпочтительным материалом является чистый никель, но получить его может быть непросто.
Поставщики Certiain четко указывают материал, из которого изготовлен язычок, но другие выдают язычок из стали / никелированного покрытия за чистый никель! Хотя это может быть приемлемо для некоторых аккумуляторных блоков, вы должны понимать разницу между двумя альтернативными материалами:
1) Язычок со стальным сердечником подвергнется коррозии, если никелевая пластина поцарапана.
2) Прочность стали примерно в 2 раза (вдвое) выше, чем у ее чистого никелевого аналога.
Посмотрите видео, но будьте осторожны, если вы попробуете этот тест дома! Вы можете провести аналогичный тест в течение ночи, просто используя соленую воду.
Добавить TipAsk QuestionDownload
Шаг 6: Требования к конструкции — двойной импульс!
Как я сказал во введении, этот сварочный аппарат основан на сварочном аппарате, разработанном Яном Хупером. Я очень хотел использовать базовую настройку, разработанную Яном, но мне понравилась идея потенциально усовершенствовать ее, чтобы включить некоторые функции, доступные на коммерческих машинах.За последние несколько лет я выполнил ряд проектов, основанных на микропроцессоре Arduino, и подумал, что эта платформа идеально подходит для этого приложения.
Моими основными целями были:
1) Создать возможность делать двойной импульс, управляя воротами MOSFET с Arduino.
2) Используйте дисплей для отображения основных параметров процесса.
3) Иметь возможность изменять основные параметры процесса с помощью входов от потенциометров
4) Использовать ножной переключатель для начала сварки
5) Используйте зуммер, чтобы звуковой сигнал указывать на то, что сварка находится в процессе, и когда Сварщик готов к сварке
Добавить TipAsk QuestionDownload
Шаг 7: Схема (и)
Я задокументировал схему на следующих страницах.Я разделил его, чтобы было легче понять. Я надеюсь, что он точный и полный, поскольку я задокументировал его после сборки!
Вместо того, чтобы разрабатывать схему, я просто построил ее! Я примерно знал, что я хочу, и просто приступил к реализации каждой функции по мере продвижения.
Печатная плата конденсатора подробно описана здесь, на странице Иэна Хупера:
http://www.zeva.com.au/Projects/SpotWelderV2/
Добавить TipAsk QuestionDownload
Шаг 8: Подключение схемы 1 Подключение основного управляющего напряжения и Arduino I / O
На этой первой схеме соединений показано основное управляющее напряжение, поступающее от свинцово-кислотной батареи 12 В постоянного тока.
На передней панели установлен выключатель, который подает питание на устройство. Я включил 2 защитных диода на случай случайного переполюсовки.
Также показан ввод / вывод Arduino. См. Следующие схемы подключения, чтобы увидеть подробную информацию о каждой подсхеме.
Добавить TipAsk QuestionDownload
Шаг 9: Схема подключения 2 — Подключение ЖК-дисплея
Я использовал ЖК-дисплей 128 x 64 и установил его за панелью. ЖК-дисплей основан на чипсете ST7920, и я управлял им, используя только 3-проводной интерфейс передачи данных к Arduino.
В программе Arduino я использовал библиотеку U8Glib. Используемые выводы — цифровые выводы 10,11 и 13
Добавить TipAsk QuestionDownload
Шаг 10: Схема подключения 3 — Подключения ввода / вывода
Вот схемы подключения для:
1) Педальный переключатель — подключен к D4
2) Зуммер — (необязательно, но полезно)! Я не купил зуммер, я собрал его с неработающего оборудования. Я использовал транзистор для управления, так как я не был уверен, что Arduino может обеспечить ток для управления этим (Arduino ограничен 40 мА из памяти)
3) Многооборотные потенциометры 3 x 10k Liear — подключены к A4, A5 и A6
NB : Конденсатор емкостью 1 мкФ на педальном переключателе для «дребезга» входа Arduino
Добавить TipAsk QuestionDownload
Шаг 11: Схема подключения 4 — MIC4452 Mosfet Driver
Этот драйвер легко доступен как компонент SMD.Я использовал плату mini SOIC, чтобы упростить использование в схеме ручной сборки!
Подробную информацию см. В прикрепленном PDF-файле на чипе. Я просто скопировал инструкции на странице 5 для внешних подключений и компонентов. Также добавлен резистор от Arduino Pin6 для ограничения тока, который может подавать Arduino. Также на выходе ставится диод. Возможно, это не обязательно, но это защищает микросхему MIC 4452 на случай «обратного» тока.
Добавьте TipAsk QuestionDownload
Шаг 12: Схема подключения 5 — Зарядка / разрядка конденсатора — и измерение напряжения
Здесь я показываю подключение к батарее конденсаторов от настольного источника питания.
Настольный источник питания напрямую подключается к положительной и отрицательной шинам.
Резисторы схемы с удаленным контуром также подключены к одним и тем же шинам. Они будут постоянно сбрасывать мощность (и, следовательно, понижать напряжение) на конденсаторы. Убедитесь, что они не остаются в заряженном состоянии, когда вы закончите работу со сварочным аппаратом. У меня под рукой оказалось 4 резистора по 48 Ом, поэтому я использовал их 2 параллельно и 2 последовательно. Если вы хотите выбрать другое значение или номинальную мощность, просто убедитесь, что вы используете вычисления V = IR и I2R, чтобы убедиться, что они будут в порядке.
Простой делитель напряжения делит напряжение на 1/3 входного (аналоговый вывод на Arduino достигает максимум 5 В). Я мог бы поставить сюда стабилитрон для защиты вывода A0, но мой источник питания в любом случае ограничен менее 15 вольт.
Добавить TipAsk QuestionDownload
Шаг 13: Печатная плата
Эти печатные платы полностью разработаны Яном Хупером. Я принял его предложение и сделал их в студии Seeed — отличный опыт — я очень рекомендую это, все, что вам нужно сделать, это отправить файл Gerber, выбрать, сколько печатных плат вы хотите (я выбираю 20, так как я могу сделать 2 машины)! Печатная плата прибыла примерно через 2 недели.
http://www.seeedstudio.com/service/index.php?r=pcb
Добавить TipAsk QuestionDownload
Шаг 14: Сборка платы
Начните с добавления 4 малых резисторов SMD на каждую плату
1) 2 резистора по 100 Ом. Эти резисторы ограничивают ток, используемый для включения затворов на каждом из 2 полевых МОП-транзисторов
2) 2 резистора по 10 кОм. Эти резисторы помещаются между затворами полевого МОП-транзистора и заземлением, и они гарантируют, что затвор на полевых МОП-транзисторах удерживается на низком уровне, когда сигнал затвора выключен.
Чипы имеют размер 1206 и достаточно большие, чтобы их можно было припаять вручную. Тем не менее, работа под увеличительным стеклом со светодиодной подсветкой на столе — отличное подспорье!
Примечание: НЕ добавляйте конденсатор на печатную плату — в этой конструкции ворота управляются от Arduino, тогда как в сварочном аппарате Яна эти конденсаторы «удерживают» ворота открытыми до тех пор, пока весь их заряд не будет рассеян в сварном шве.
Добавить TipAsk QuestionDownload
Шаг 15: Добавьте 2 полевых МОП-транзистора и 3 конденсатора.
Продолжите сборку печатной платы, добавив 2 полевых МОП-транзистора.Убедитесь, что они расположены правильно, а металлические выступы обращены к конденсаторам. Затем добавьте 3 конденсатора. Теперь каждая доска завершена.
Используемые детали:
1) Конденсаторы (30 шт. На 10 печатных платах) Ссылка Digikey для конденсатора емкостью 47 000 мкФ 16 В
2) Полевые МОП-транзисторы (20 шт. На 10 печатных платах) Ссылка Digikey для MOSFET 195A 40 В N Channel
Добавить TipAsk QuestionDownload
Шаг 16: Повторите PCB Assy
Повторяйте предыдущие 2 шага, пока не получите необходимое количество печатных плат (я решил сделать 10).
Добавить TipAsk QuestionDownload
Шаг 17: Монтаж печатных плат на сборные шины
Я обработал 2 отрезка алюминия, чтобы сформировать 2 симпатичных коротких шины. Затем печатные платы были установлены на шины (спина к спине) с добавлением некоторого количества углеродистой смазки, чтобы обеспечить хорошее и устойчивое соединение с печатными платами.
Печатные платы удерживаются на месте гайками M4 и болтами.
Печатные платы могут быть соединены вместе короткими перемычками.
Звено для смазки с содержанием углерода:
Jaycar Carbon Loaded Grease
Добавить TipAsk QuestionDownload
Шаг 18: Добавьте звенья печатной платы
Затем печатные платы можно соединить вместе короткими звеньями.
3 звена:
1) Положительное звено — для подключения к настольному источнику питания.
2) Отрицательное звено — для подключения к настольному источнику питания.
3) Сигнальный канал — подключен от драйвера затвора MIC4422.
NB: Оглядываясь назад, я бы предпочел, чтобы они были съемными, а не спаянными. Если МОП-транзистор выйдет из строя, выяснить, какой из них вышел из строя, было бы настоящим кошмаром!
Добавить TipAsk QuestionDownload
Шаг 19: Добавьте диоды «маховик»
Я добавил 5 диодов маховика, чтобы остановить обратную ЭДС, циркулирующую обратный ток при выключении затвора MOSFET.Будем надеяться, что индуктивность в цепи невелика, поэтому потребность в ней не слишком велика. У меня нет необходимого оборудования (хорошего осциллографа) для поиска скачков напряжения, поэтому я надеюсь, что 5 диодов будет достаточно! — в этом шаге много «надежды»! Режим отказа, скорее всего, будет перегоревшим MOSFET — будет трудно определить, какой из них перегоревший, если он просто короткое замыкание.
Любой совет от человека лучше меня, занимающегося электроникой, был бы хорош!
Диод, который я использовал, доступен в элементе 14:
STTH6002CW Сверхбыстрый диод
Добавить TipAsk QuestionDownload
Шаг 20: Control PCB
Как я уже сказал ранее, я просто построил его по мере продвижения, внося изменения и модификации по мере необходимости.Я уверен, что это можно сделать более аккуратно и, безусловно, с меньшими габаритами, если потребуется. Поэтому вместо того, чтобы подробно описывать эту часть сборки, я просто предлагаю несколько фотографий и описание основных используемых частей.
Используемые детали:
1) Использовалась макетная плата Jaycar Prototyping PCB
1) Источник питания постоянного тока (для переключения с 12 В постоянного тока на 5 В постоянного тока) ebay link для преобразователя постоянного тока
2) Arduino Pro Mini 5 В 16 МГц (клон) ebay link для Arduino Pro Mini
3) Драйвер затвора MOSFET MIC4452YM (установлен на мини-печатной плате — SOIC mini PCB).Резистор 10 кОм удерживает низкий уровень на цифровом выходе Arduino.
4) Зуммер (восстановленный из вышедшего из строя элемента оборудования) — управляемый цифровым выходным контактом и небольшим транзистором.
5) Силовые резисторы для отвода энергии от конденсаторов, когда вы хотите снизить напряжение (или с точки зрения безопасности они сделают устройство безопасным в выключенном состоянии). Я использовал 4 резистора 47 Ом 5 Вт. Jaycar 47Ohm 5W резистор
6) 2 резистора для делителя напряжения, 1 на XXX Ом и 1 на YYYohm.
7) 2 диода на входе 12 В для защиты полярности входа.
8) Педальный переключатель. Педальный переключатель Jaycar. Конденсатор емкостью 1 мкФ на клеммах ножного переключателя гарантирует, что входной сигнал Arduino будет отключен.
Добавить TipAsk QuestionDownload
Шаг 21: Электроды
Я сделал свои электроды из алюминиевого стержня диаметром около 10 мм. В других конструкциях я видел, что электроды просто закруглены до тупой точки. Это кажется абсолютно нормальным, но я решил сделать насадки сменными на тот случай, если я захочу поэкспериментировать с разными профилями насадок.Для этого я просверлил отверстие диаметром 3 мм на конце электрода, а затем использовал небольшой медный стержень длиной 3 мм в качестве наконечника. Наконечник удерживается на месте с помощью установочного винта 3 мм
На другом конце электрода есть прорезь для установки обжимной клеммы на конце кабеля калибра 8. 4-миллиметровый болт и гайка удерживают его на месте — не забудьте использовать в этом соединении немного токопроводящей смазки. Затем весь узел покрывается термоусадочной трубкой.
Электродная разводка
Я купил 1 метр красно-черного кабеля 8SWG.
Кабель Jaycar 8SWG — красный
Кабель Jaycar 8SWG — черный
Концы оканчиваются гофрированными наконечниками
Обжимные наконечники Jaycar 10 мм2
Добавить вопрос TipAsk Загрузить
Шаг 22: Требуется упаковка сварочного аппарата
в коробку. частей, чтобы получить достаточно прочный и аккуратный готовый продукт. У меня в гараже был старый сломанный мини-ИБП, и когда я разобрал все внутренние части, мне показалось, что он идеально подходит.
1) Сначала я установил ЖК-экран спереди.Это потребовало от меня увеличения апертуры и обеспечения 4 креплений, по одной для каждого угла ЖК-дисплея.
2) Затем я установил 2 штуцера перемычки кабелепровода диаметром XX мм для 2 электродных проводов.
3) Наконец, я установил кнопочный переключатель включения / выключения. Этот переключатель изолирует питание от батареи для платы управления
Добавить TipAsk QuestionDownload
Шаг 23: Задняя панель корпуса
Теперь подготовьте заднюю панель. Я использовал заднюю панель для маршрутизации всех внешних входов.
1) 1 разъем для внешней батареи 12 В постоянного тока
2) 1 разъем для настольного источника питания
3) 1 разъем для ножного переключателя.
Я повторно использовал некоторые существующие отверстия и сохранил использование держателя предохранителя. Вход батареи сначала проходит через предохранитель, а затем через кнопку на передней панели.
Добавить TipAsk QuestionDownload
Шаг 24: Монтаж 10 печатных плат
Используя материалы, которые у меня уже были в гараже, я установил сборку печатной платы внутри корпуса. Нижнюю часть конденсаторов я поставил на деревянную опору. Его легко сделать из небольшого куска фанеры. Я просверлил отверстия диаметром 32 мм, затем разделил деталь пополам.Затем я зафиксировал шины на месте с помощью 2 пластиковых стержней (опять же из предыдущего проекта), удерживаемых на месте с помощью болтов m4 и винтов.
Добавить TipAsk QuestionDownload
Шаг 25: Монтаж печатной платы управления и завершение внутреннего отжима
Цепь управления крепится непосредственно к пластиковым стержням с помощью 4 самонарезающих винтов.
Теперь внутренние кабели подключены.
Добавить TipAsk QuestionDownload
Шаг 26: Программное обеспечение Arduino
Программное обеспечение Arduino включено сюда.Его загружают с помощью USB-кабеля и преобразователя FTDI, как показано на фотографии.
NB, вам необходимо загрузить и использовать библиотеку U8glib, которая используется для ЖК-дисплея!
Пожалуйста, используйте и изменяйте программное обеспечение по своему усмотрению, но будьте осторожны, я не могу гарантировать его эффективность — однако мне кажется, что оно работает для меня!
Ключевые точки:
Входы
3 входа от многооборотных потенциометров, подключенных к аналоговым входам A4, A5 и A6
1 вход переключателя для ножного переключателя, подключенного к контакту 4 цифрового входа
1 вход напряжения на показать фактическое напряжение на конденсаторах через делитель напряжения) на аналоговом выводе A0
Выходы
1 выход для микросхемы драйвера затвора MOSFET (MIC4422) на цифровом контакте 6
1 выход для зуммера на цифровом контакте 5
3 цифровых выхода для управления ЖК-дисплеем ST7920 (последовательный порт SPI)
В программном обеспечении есть множество комментариев и несколько закомментированных команд «печати», которые вы, возможно, захотите «не комментировать», чтобы облегчить отладку!
Добавить TipAsk QuestionDownload
Шаг 27: Включение и тестирование
Добавить TipAsk QuestionDownload
Шаг 28: Улучшения ?!
Спасибо, что дошли до конца моих инструкций.Вы молодцы!
… теперь, любые идеи по улучшению, пожалуйста, дайте мне знать.
Добавить TipAsk QuestionDownload
Будьте первым, кто поделится
Вы сделали этот проект? Поделитесь с нами!
Я сделал это!Рекомендации
Сварочный аппарат емкостного разряда с суперконденсатором 350 Фарад
по snm, 14 января 2018 г.
Суперконденсаторымогут обеспечивать высокий ток, что позволяет использовать их при точечной сварке, в частности, при сварке емкостным разрядом .
Supercap
Использовал этот конденсатор: Maxwell Technologies Inc. CAP 350F 2.7V. При впечатляющих 350 фарадах, низком напряжении 2,7 В, но эквивалентном последовательном сопротивлении 3,2 миллома, это устройство может похвастаться отличной мощностью. Электроника в двух словах ϟ писал об этом же конденсаторе здесь: Зарядка ультраконденсатора Maxwell 350F !.
Зарядите его до 2,7 В, когда ток упадет, закоротите провода с помощью провода и посмотрите, как он расплавится. Работает концептуально, теперь, чтобы сделать его общедоступным.
Другой конденсатор, всего 1 фарад, также 2,7 В, но с сопротивлением 4 Ом: Nichicon CAP 1F 20% 2,7 В ЧЕРЕЗ ОТВЕРСТИЕ. Емкость или напряжение можно увеличить, подключив несколько таких конденсаторов параллельно или последовательно, но высокое эквивалентное последовательное сопротивление является проблемой для быстрого сброса большого тока. Закорочил, ничего интересного не происходит. Придерживаемся 350 фарадов.
бак
Купил регулируемый понижающий преобразователь, чтобы точно понизить до 2,7 В, а также ограничить ток: DC CC Max 9A 300 Вт понижающий понижающий преобразователь 5-40 В в 1.Модуль питания 2-35 В для светодиодного драйвера Arduino XL4016 с низкой выходной пульсацией. Прибыл и выглядит как на фото:
Винтовые клеммы для ввода / вывода слева и регулируемые потенциометры для напряжения и тока справа. На оборотной стороне шелкография:
Подключите входные клеммы к нерегулируемой настенной бородавке 12-24 В. Измерьте выход мультиметром, отрегулируйте верхний потенциометр, пока напряжение не станет меньше 2,7 В.
Для контроля напряжения конденсатора, не выламывая мультиметра, и для отображения во время зарядки: DC mini 0.36-дюймовый цифровой красный светодиодный дисплей 0–100 В вольтметр, 3 провода, измеритель напряжения, тестер напряжения для тестирования автомобильного аккумулятора, скидка 40%. Поскольку они стоили всего 87 каждый, заказанные три таких вольтметра также могут быть полезны для многих других проектов. Здесь я подключаю его к плате ARM, замеченной в STM32 Blue Pill. Плата для разработки ARM. Первый взгляд: от Arduino до программирования на «голом металле» : черный — земля, красный — +5 В, желтый — +3,3 В:
Обратите внимание, что для этих дисплеев требуется 4-30 В на красный провод (источник питания), 3.3 В недостаточно. Некоторые платы, такие как плата ESP32 в Espressif IDF IoT Development Framework на WEMOS LOLIN32 ESP32 для управления OLED-дисплеем SSD1305 через SPI без Arduino , принимают вход USB, но не имеют разорванного вывода +5 В, что делает это неудобным, поскольку он не может питаться от 3,3 В, так как он ниже минимального 4 В. Но поскольку я поставляю понижающий преобразователь с входом ~ 16 В, этого достаточно для питания обоих дисплеев вольтметра, я подключил по одному к каждому входу и выходу:
Подключите выход к суперкапсу.Напряжение резко падает, и светодиод понижающего преобразователя загорается красным, что указывает на ограничение тока (который регулируется до 8 ампер, я установил его ниже):
Выходное напряжение увеличивается по мере заряда конденсатора почти до 2,7 В. На более поздних этапах зарядки ток падает, поэтому понижающий преобразователь перестает ограничивать, и светодиод становится синим:
Теперь его можно использовать для сварки. Отключите понижающий преобразователь (чтобы мы не закоротили его — хотя он все равно ограничивал бы ток), затем протяните несколько проводов от конденсатора, который вы хотите сварить.Между ними происходит короткое замыкание, и через них проходит сильный ток, нагревая их до тех пор, пока они не станут красными, а затем испарятся. Если их ненадолго держать вместе, они нагреваются и соединяются — это сварной шов.
Требуются некоторые силовые кабели для передачи такого высокого тока. Провода 28 AWG, которые я спас от старого телефонного кабеля CAT3, не выдерживают даже этого тока. Согласно закону Ома, при 2,7 вольтах, разделенных на 3,2 миллома, мы можем ожидать до 843,75 ампер!
Диод
Чтобы конденсатор не заряжался обратно в понижающий преобразователь, когда он выключен (это необходимо?), Я добавил диод на выходе понижающего преобразователя.Изначально хотел использовать вот такой диод:
, потому что он выглядит круто, но я наблюдал противоречивые результаты при измерении напряжения на нем. Даже не регистрирует диодный режим на мультиметре. По маркировке HVR-1X 3 SK 6301 найдите технический паспорт: HVR-1X-4 Datasheet, это высоковольтный силовой диод, пиковое обратное напряжение 12000 В, максимальное прямое падение напряжения: 11,0 В, ничего себе! Несмотря на номинальные значения в киловольтах, средний прямой ток составляет 500 мА, максимальный обратный ток — 0,3 мкА. Не подходит для этого низковольтного и сильноточного применения.
Переключитесь на кремниевый диод меньшего размера, взял этот, случайно обозначенный «F5408 G1944», если верить этому листу данных: UF5408-2C3A-2CDO-27 Datasheet, то это высокоэффективный выпрямитель на 3,0 А. От 50 до 1000 вольт, низкое прямое падение напряжения, высокая токовая нагрузка, высокая надежность, высокая устойчивость к импульсным токам, мне нравится это звучание. Провод к выходу понижающего преобразователя, измерьте выходное напряжение:
Как и ожидалось, падение напряжения на диоде составляет около 0,7 В, поэтому понижающий преобразователь необходимо отрегулировать в сторону увеличения (чтобы на выходе было немного меньше 2 Ом).7 В после диода для более полного заряда суперконденсатора).
Печатные платы и магнитопроводы
Для поддержки суперкапса я хотел установить его на печатную плату. Нашел немного утилизированной печатной платы, которая подошла, и просверлил отверстия, чтобы конденсатор защелкнулся:
Средняя большая клемма — отрицательная, три внешних клеммы — положительные. Хотя теперь он подходит, на печатной плате есть токопроводящие дорожки:
Их необходимо удалить, чтобы не закоротить компонент.Для этого мы можем использовать трюк, вызывая то, что Луи Россманн называет «попкорнингом» (это процессоры «попкорнинг» в вашем сервисном центре?). Обычно это происходит непреднамеренно, когда кто-то пытается отремонтировать плату, обдувая ее горячим воздухом. Слои расслаиваются, и под следами появляются пузыри. У меня есть термофен, впервые распакованный в предыдущем сообщении в блоге Термовоздушный пистолет Youyue 858D, первый взгляд , поэтому я использовал его для приготовления попкорна, на самом деле, фотография выше была сделана после нанесения горячего воздуха: обратите внимание на пузыри справа.Теперь их легче снять и соскрести ножом, оставив чистую пустую доску:
Переверните плату, вставьте крышку и припаяйте толстые магнитные провода:
, также известный как «эмалированный провод», этот толстый провод малого сечения пришел от сетевого трансформатора, он должен выдерживать ток. С этим проводом нелегко работать, эмаль нужно соскрести, чтобы припаять, иначе он действует как паяльная маска, и он не просто сгорает от тепла, в отличие от более тонкой магнитной проволоки.Но это работоспособно, и я припаял два провода: один на + (центр), а другой на -. Удобно, что на плате есть знак «(+)» возле плюсового вывода (клянусь, чистое совпадение).
Переключатель
Для включения или выключения зарядки можно использовать переключатель. Это нужно (почему бы не отключить зарядное устройство)? Да, потому что, когда зарядка выключена, мы все еще хотим видеть напряжение конденсатора на вольтметре, а для этого требуется мощность (больше, чем низкое напряжение, которое может иметь конденсатор). Сначала я подключил этот переключатель SPST на 120 В последовательно:
, но было несколько проблем.Провод датчика вольтметра был на неправильной стороне переключателя, поэтому он измерял выходное напряжение понижающего преобразователя, когда мы хотим измерить напряжение конденсатора на другой стороне. Исправить:
но потом после некоторых тестов выключатель сдох. Не прямой разрыв, а плохое соединение внутри переключателя, в любом случае он был слишком старым. Замените его более мощным металлическим переключателем, который оказался SPDT:
.Здесь переключатель повернут вправо, замыкая противоположные клеммы (центральная клемма — общая), которая не подключена, поэтому зарядка выключена.Переверните его, и зарядка будет включена, что видно по токоограничивающему понижающему преобразователю (красный светодиод):
Другой ход переключателя пригодится для…
Прокачивающий резистор
Я подключил другую сторону переключателя SPDT к кнопке и мощным цементным резисторам, через конденсатор к двум последовательно соединенным 0,47 Ом (да, миллиом), позаимствованным из разборки обратной проекции (RPTV) Pioneer SD-P453S: внутри винтажного телевизора с большим экраном 80-х годов .Знал, что резисторы пригодятся. От телевизора на 31 000 вольт они должны выдерживать рассеивание мощности от этого суперконденсатора.
Поскольку положение переключателя «зарядка выключено» подключено к резисторам сброса, я последовательно включил дополнительный переключатель, кнопку, которую нужно нажать и удерживать, чтобы сбросить заряд. Возможности пользовательского интерфейса теперь:
| Переключатель | Кнопка | Государство | Описание |
|---|---|---|---|
| Вниз | любой | Зарядка | Блок питания подает питание на суперконденсатор, вольтметр показывает напряжение зарядки |
| вверх | не нажимается | Холдинг | Нет питания, вольтметр показывает напряжение заряда суперконденсатора |
| вверх | прессованный | Выгрузка | Энергия медленно рассеивается от суперконденсатора к резисторам |
Клеммы
Что можно надеть на концы проводов, чтобы обеспечить хороший контакт? Шина пропускала ток, но у меня его не было, к счастью, я нашел эти радиаторы, которые были прикреплены к диодам, я их кропотливо снял:
Демонтаж радиатора требует много энергии, просто наберитесь терпения и дайте ему нагреться с помощью паяльника с регулируемой температурой.Накачивая все это тепло, радиаторы можно было снять с диодов. Большой будет хорошей отрицательной клеммой. Я не использую какое-либо профессиональное сварочное оборудование, поэтому чем больше площадь поверхности сварочного вывода, тем лучше, тем более что он не сгорает, не окисляется и не ухудшает контакт. Могу ли я использовать настоящие сварочные провода?
В любом случае для положительного вывода я использовал более крупный жёлтый многожильный провод, который, надеюсь, сгорит раньше, чем более длинные выводы магнитного провода.
Коробка это вверх
Ни один проект не будет полным без кейса. Вот полная схема в открытом виде:
Подходящий футляр (возможно, разработанный с использованием САПР и 3D-печать?) Был бы идеальным, но для прототипа не может быть картона. Повторно использовал оригинальную коробку из . Сборка небольшого нестандартного ноутбука Raspberry Pi Zero в картонной коробке , так как я заменил его в обновлениях для нестандартного ноутбука : внутренний макет, индикатор питания и более крупный корпус , и у меня осталась небольшая коробка.Компоненты подходят идеально:
Сверху приклеены вольтметры для блока питания и конденсатора, соответственно, внутри коробки находится понижающий преобразователь (питание идет от сетевого адаптера, провода идут вне коробки), диод с радиатором, сам суперконденсатор, спускные резисторы. На передней панели у обоих переключателей, которые я использовал, удобно есть шайбы и гайки, поэтому я закрепил их через картонную панель: левый переключатель — включение / выключение зарядки, правый — кнопка разрядки.Снаружи сзади идут провода для сварщика.
Закройте коробку, и она аккуратно упакует:
Можно ли сваривать?
Сможет ли этот сварщик сваривать все эти работы? Резонный вопрос.
Я попытался сделать несколько сварных швов, но понял, что на самом деле у меня нет ничего, что нужно сваривать. Пайка делает свою работу большую часть времени. Немного поэкспериментировал, и можно было почувствовать какое-то заедание, но я не очень хорошо разбираюсь в технике. Сварщик может, как минимум, расплавить провода и следы от печатной платы.
Это просто случайный эксперимент с сильным током. Другой проект, созданный tatus1969 на форумах eevblog, может быть более практичным и законченным: kWeld — DIY точечный сварочный аппарат для аккумуляторов «следующего уровня». Тем не менее, если мне когда-нибудь понадобится низковольтный сильноточный источник, теперь он у меня есть.
Конденсаторная контактная сварка становится важным вариантом сварки выступами
Рисунок 1
Том Сноу, генеральный директор, и Джеффри Морган, инженер по сварке, с поставщиком оборудования для контактной сварки T.Дж. Сноу, удерживайте детали, сформированные методом конденсаторной сварки. Хотя эта технология не получила широкого распространения в США, она довольно популярна среди производителей компонентов автомобильных трансмиссий и узлов подушек безопасности.
Если вы не знакомы с сваркой сопротивлением разряда конденсаторов, возможно, вам не придется ждать так долго. Технология заставляет людей переосмыслить технологию контактной сварки.
Сварка конденсаторным разрядом (CD) — это форма контактной сварки, при которой энергия, накопленная в большой батарее конденсаторов, используется вместо того, чтобы получать энергию непосредственно из распределительной сети.Из-за этой способности полагаться на накопленную энергию эти устройства для выпуклой сварки имеют короткое и концентрированное время сварки, около 12 миллисекунд, в отличие от около 100 миллисекунд на типичном аппарате для контактной сварки. В условиях массового производства такая разница во времени действительно может иметь значение (см. , рис. 1, ).
Так где же все это время была сварка компакт-дисков? Это было давно. Просто подумайте о появлении инверторной технологии и о том, что было сделано с источниками питания для сварки плавлением за последние годы.По словам Джеффа Моргана, инженера по сварке T.J., развитие технологии позволило производителям основного оборудования чаще «отбирать образцы» энергии и стабилизировать процесс. Snow, поставщик оборудования для контактной сварки. Сорок лет назад производитель мог только включить или выключить источник энергии; сегодня тот же производитель использует специальные формы энергии для создания сварных швов с определенными характеристиками.
«Настоящее улучшение, которое произошло в последние годы с технологией разряда конденсаторов, состоит в том, что пользователи теперь могут заряжать конденсаторы намного быстрее», — сказал Том Сноу, генеральный директор компании.
«Я бы сказал, что в 99 процентах сварочных аппаратов компакт-дисков вы используете кремниевый выпрямитель для включения питания конденсаторов, а затем один для разряда конденсаторов», — сказал Морган. «В прошлом эти устройства не могли справиться с такими выбросами энергии. Они были более хрупкими, чем сегодня ».
Сноу добавил, что несколько травм были связаны с использованием аппаратов для сварки компакт-дисков в первые дни. Отсутствие инструктажа по технике безопасности для операторов оборудования, которое может быть заряжено до нескольких сотен вольт, было рецептом для несчастных случаев.
Конструкция оборудования улучшилась до такой степени, что безопасность не так важна (см. Рисунок 2). Например, двери, которые обеспечивают доступ к батареям конденсаторов, теперь заблокированы, и оператор не может открыть их, не отключив батареи.
Решив проблемы безопасности и предложив усовершенствованную технологию контактной сварки, Морган и Сноу считают, что сварка методом КД становится популярнее по нескольким причинам:
Фактически исключает зону термического влияния. Он обеспечивает соединение, подобное лазерной сварке, а это означает, что металлургия стали сохраняет практически те же характеристики, что и до сварки компакт-диском. Как и лазерная сварка, сварка компакт-диском обеспечивает соединение, которое существенно ограничивает поверхностные деформации и разбрызгивание. Процесс сварки компакт-дисков также не требует затрат на оборудование для лазерной сварки и сопутствующий корпус, необходимые для обеспечения безопасности такой операции.
Не требует надежного источника питания. Подход к использованию технологии сварки компакт-диском во многих случаях заключается в том, что она не требует значительного потребления электроэнергии в распределительной сети, что может быть проблемой в некоторых районах, например в сельской местности.В некоторых случаях сварочный аппарат для компакт-дисков может работать с той же электрической сетью, что и бытовая электрическая сушилка, скажем, на 60 ампер. Морган сказал, что это может оказаться рентабельным, если производителю когда-либо придется изменить планировку цеха и провести электромонтажные работы; например, система, рассчитанная на 400 ампер, будет стоить намного дороже, чем то, что потребляет меньше энергии. Кроме того, некоторые производители оказываются в местах, где из-за отсутствия доступной мощности переменного тока им приходится блокировать свои сварочные аппараты сопротивлением так, чтобы одновременно загорелись только один или два, ограничивая нагрузку на распределительную сеть; Технология сварки CD устраняет необходимость в таком электрическом согласовании.
Рисунок 2
Сварочное оборудование с конденсаторным разрядом было усовершенствовано для обеспечения безопасности операторов и обеспечения бесперебойной работы. Оборудование внешне похоже на аналогичное оборудование для контактной сварки. Оператор берет две заготовки, соответственно помещает их в станок и наблюдает, как медные электроды соединяются вместе, образуя соединение.
Электроды служат долго. Поскольку энергия, даже на очень высоких уровнях, выделяемая в процессе сварки CD, концентрируется в течение такого короткого времени, износ электрода меньше по сравнению с традиционными процессами контактной сварки.В результате, по словам Моргана, срок службы электродов в четыре-десять раз больше, в зависимости от области применения.
После этого можно быстро обрабатывать детали. Опять же, поскольку электрический разряд происходит очень быстро, деталь не нагревается после завершения сварки CD. Человек в перчатках, который типичен при работе с листовым металлом, не должен иметь проблем с удобством обращения с деталью. (Следует отметить, что нержавеющая сталь будет сохранять тепло, в отличие от мягкой стали, потому что у нее более высокое сопротивление, чем у других металлов.)
Морган сказал, что процесс сварки компакт-дисков широко используется при производстве компонентов автоматических трансмиссий. Хорошим примером такой детали является корзина сцепления, которая в основном представляет собой штампованную деталь, к которой приварен вал CD. Раньше эти детали изготавливались из слитков или штампованных деталей, а валы соединялись с помощью лазерной сварки. Сварка компакт-диском появилась как способ сделать это более рентабельным, поэтому производители тяготели к этой технологии.
«Во многом это вызвало необходимость в автомобильной промышленности сделать автомобили легче и сильнее», — сказал Морган.«Это побудило сталелитейные компании разрабатывать изделия, которые очень трудно сваривать. Процесс разряда конденсатора решает многие из этих проблем ».
Эти новые материалы влияют на конструкцию сварочных аппаратов для компакт-дисков. По словам Сноу, «последующие действия» стали гораздо более важными с этими экзотическими материалами. Это имеет смысл, поскольку некоторые из новых высокопрочных сталей имеют предел прочности на растяжение около 1400 мегапаскалей, что, по крайней мере, в три раза больше, чем у мягкой стали.
В этом сценарии поршень применяет силу ковки к объекту, подвергаемому сварке компакт-диском, когда объект входит в свое пластифицированное состояние.По словам Моргана, необходимые последующие меры обеспечиваются пружинами, воздушными баллонами или уретановыми шайбами, в зависимости от области применения.
Хотя сварка компакт-диском используется в течение нескольких лет при производстве компонентов трансмиссии и узлов подушек безопасности, эта технология все еще не получила широкого распространения в других областях автомобилестроения и других промышленных сегментах. Морган сказал, что это просто вопрос времени, поскольку люди все больше осознают преимущества, связанные с этим процессом.
Он описал взаимодействие с заказчиком, который хотел изучить прочность сварного шва CD для конкретного применения.Тестирование в T.J. Лаборатория Сноу доказала, что сварной шов CD как минимум в три раза прочнее, чем минимальная прочность сварного шва, необходимая для данного применения.
В настоящее время традиционные усилия по инспектированию для такого прикладного теста будут сосредоточены на проплавлении сварного шва, но Морган сказал, что основное внимание необходимо уделять прочности сварного шва, которую процесс сварки CD может обеспечить стабильно и эффективно. Это новый взгляд на проекционную сварку, и может потребоваться время, чтобы изменить мышление людей.
«Вот почему у нас есть лаборатория для тестирования», — сказал Сноу.«Мы хотим доказать, что этот процесс работает на них».
T.J. Snow Co. Inc., www.tjsnow.com
Магазин конденсаторов для точечной сварки на AliExpress.
Отличные новости !!! Вы попали в нужное место для сварщика конденсаторов точечной сварки. К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший аппарат для точечной сварки конденсаторов вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели аппарат для точечной сварки конденсаторов на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в аппарате для точечной сварки конденсаторов и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести аппарат для точечной сварки конденсаторов по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Nitrip 4 Pcs 450V 470μF Алюминиевый электролитический конденсатор для инверторного сварочного аппарата 35×50 мм: Amazon.com: Industrial & Scientific
В настоящее время недоступен.
Мы не знаем, когда и появится ли этот товар в наличии.
- Убедитесь, что это подходит введя номер вашей модели.
- Конденсаторы — это элементы накопления энергии, используемые в схемах для настройки, фильтрации, связи, байпаса, преобразования энергии и задержки.
- Вакуумная упаковка с алюминиевым корпусом может сделать продукт устойчивым к высоким температурам, такие характеристики продукта выше, срок службы дольше.
- Метод вывода — это тип конденсатора, который в настоящее время является одной из широко используемых моделей конденсаторов на рынке.
- Высокотемпературный, взрывозащищенный алюминиевый корпус.
- Высокая термостойкость и длительный срок службы.
Характеристики
| Тип основы | По умолчанию |
|---|---|
| Фирменное наименование | НИТРИП |
| Ean | 0717444055281 |
| Вес изделия | 10.2 унции |
| Материал | Алюминий |
| Номер детали | NITRIPbni46tmxqe |
| Код UNSPSC | 32121500 |
| UPC | 717444055281 |
— Машина для точечной сварки суперконденсаторов — какие конденсаторы использовать?
Я построил аппарат для точечной сварки с использованием большого трансформатора (примерно 4 кВт от старого сварочного аппарата), но теперь мне нужно построить аппарат для точечной сварки с большей мощностью (больший ток.)
Современный точечный сварочный аппарат отлично подходит для стали с никелевым покрытием, но не хватает мощности для точечной сварки меди.
Сварочный аппарат с трансформатором мощностью 4 кВт имеет напряжение холостого хода примерно 8 В. Я использую медный провод 35 мм2, общая длина провода примерно 1 метр (вперед и назад) от трансформатора до электродов точечной сварки.
Я думаю, что использование суперконденсаторов — мой лучший вариант для создания более мощного аппарата для точечной сварки.
Согласно моим исследованиям, мне нужно примерно 3000-4000 ампер тока, чтобы сварить 0.2 мм медь (это моя цель). Время разряда конденсатора должно быть <20 мс, если возможно (чем меньше, тем лучше) PS: это значение силы тока основано на следующем веб-сайте: https://sunstonewelders.com/product / linear-dc / и комментарий под следующим видео, в котором Sunstone комментирует, что для сварки двух пластин из меди 0,25 мм вместе с этим аппаратом вам потребуется около 4000 ампер (видео: https://www.youtube.com/watch?v= 16JOF-bYgWE)
Подходит ли что-то подобное (или комбинация нескольких / многих из них последовательно / параллельно) для этой цели?
https: // www.aliexpress.com/item/32950120538.html?spm=a2g0o.productlist.0.0.1fc72679PGnQqn&algo_pvid=e5b35dfe-59f6-40ee-92cd-bb0dd81b5685&algo_expidee=e5b35dfed8-40d2d5b3d7d6d7d6d6d5d7d5d7d6d6d5d6d5d5d5d6d5d6d6d5d5d7d6fd6d6d6d6d6d6d6d6d6d6d7d6d6d6d, 8a1f6cfae7c3 & ws_ab_test = searchweb0_0, searchweb201602_8, searchweb201603_52
При каком напряжении холостого хода я должен примерно стремиться к достижению желаемой силы тока? Какое значение емкости подходит для конденсаторной батареи?
Ручка для точечной сварки, которую я буду использовать: https: // www.aliexpress.com/item/4000159606521.html?spm=a2g0o.productlist.0.0.46332b7duxXLLm&algo_pvid=86b2cbd1-50eb-4bf4-b0f7-9a33915fa1dc&algo_expid=86b2-4cbd7d3-23b2cfcbd7d5d4d5d5d7cfcd8cfcd8cfcd8cfcd7cfd7cfd7cd8cfcd7cfcd7cfcd7cfcfd7cfd7cfcd8cfd7cfd7cfcd8cfd0c8 79556c2d2698 & ws_ab_test = searchweb0_0, searchweb201602_8, searchweb201603_52
Любой вклад приветствуется.
.