Устройство сварочного полуавтомата, принцип работы
Как только человечество научилось получать металлы, назрела необходимость создания оборудования для производства изделий из данного материала. В различных отраслях промышленности сварка полуавтоматом используется для скрепления металлических конструкций. Полуавтомат сварочный подходит для варения черных и цветных металлов различной толщины. Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов. Для проведения сварочных работ нужно обладать достаточными знаниями, иметь арсенал оборудования и соблюдать технику безопасности.
Интересная информация. Полуавтомат сварка применяется на многих СТО. С его помощью производится кузовной ремонт авто.
Что представляет собой полуавтомат
Человек, желающий освоить технику сварки, должен в первую очередь понять, что такое сварочный полуавтомат и изучить его устройство. Говоря простыми словами, он представляет собой электромеханический прибор, в котором в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки.
Комплект работающего агрегата состоит из нескольких узлов:
- основной блок, состоящий из трансформатор для подачи питания и механизма, подающего проволоку;
- шланг или сварочный рукав для полуавтомата
- горелка полуавтоматической сварки, внутрь которой помещается проволока
- токопроводящий наконечник для полуавтомата – его обычно называют соплом для полуавтоматов
- система подачи инертного газа

Комплект полуавтоматического оборудования
На крупных предприятиях задействуют производительные стационарные модели. Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Как работает полуавтомат
Понять принцип работы сварочного полуавтомата несложно. В процессе обработки на свариваемый участок 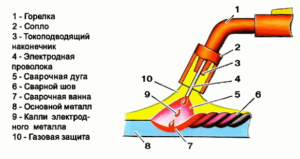
Важно. Полуавтоматическим метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную.
Так же как и в ручной дуговой сварке, полуавтоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого металла. Один зажим крепится к детали, другой подается к скользящему контакту сварочной горелки.
Важно. В роли сварочного контакта выступает наконечник, к которому подается питание от основного блока
Силу тока подбирают в соответствии с характеристиками обрабатываемого материала. Обычно профессионалы пользуются специальными таблицами для расчета или следуют рекомендациям производителя агрегата. Скорость подачи задается при помощи коробки передач или шестерни.
Газовые полуавтоматы работают с инертным или углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особый порошкообразный состав, находящийся в сердцевине проволоки. По своему составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и образуется газ, который нейтрализует вредное воздействие воздуха. Использоваться могут различные виды проволоки.
Закрепить полученные знания поможет просмотр данного видео
Режимы полуавтоматической сварки – теория и практика
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Полезная информация. Если толщина детали более 5 миллиметров, придется производить обработку в несколько шагов.
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа. Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа.
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
О тонкостях настройки механизма смотрите в видео:
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Полуавтоматическая сварка: как пользоваться полуавтоматом, технология
Производство качественных металлических конструкций всегда сопряжено применением сварочных технологий. Они создают разнообразные сооружения, приборы, важное оборудование и другие элементы с особым значением. Но вот сварка полуавтоматом считается одним из популярных методов сваривания, который применяется в разных областях промышленности.
Его используют для сваривания изделий из черных и цветных металлов с разной толщиной. А применение специальных технологий позволяет улучшить качество и прочность сварного шва. Но все же чтобы проведение процесса было правильным стоит рассмотреть основные особенности и нюансы этого метода сваривания.
Что такое полуавтоматическая сварка
Полуавтоматическая сварка относится к подвиду дугового сварочного процесса, во время которого присадка подается в сварочную зону механизированным способом. А вот перемещение горелки производится вручную оператором, при этом применяется защита сварочной ванны газовой смесью.
В соответствии с газом технология сварки полуавтоматом разделяется на основные виды, которые часто используется в производстве: MIG (Metal Inert Gas) — инертный газ и MAG (Metal Active Gas) — активный газ. В редких случаях применяется сваривание с использованием флюсовой проволоки без защитного газа.
Устройство полуавтомата
Полуавтоматическая дуговая сварка осуществляет качественное сваривание изделий из черного и цветного металла. Она подходит даже для ржавого и оцинкованного металла. А вот при сваривании компонентов из сложно свариваемых материалов рекомендуется использовать медную и алюминиевую проволоку. Применение данных элементов обеспечивает образование прочного и крепкого шва.
Для сварки требуется полуавтоматическое сварное оборудование. И перед тем как приступать к процессу стоит рассмотреть важные особенности устройства аппарата.
Чтобы понять, какой нужен сварочный полуавтомат, необходимо изучить его устройство. Конструкция прибора включает следующие компоненты:
- основной блок. Это важный элемент устройства оборудования, он отвечает за подачу питания к электродной проволоке;
- сварочный рукав или шланг;
- горелку, внутри которой имеется проволока;
- наконечник токопроводящего вида;
- систему для подачи защитного газа.
Для проведения работ используется механический агрегат, в устройстве которого предусмотрена катушка с проволокой, именно она выполняет функции плавящегося электрода. Дополнительно предусмотрен механизм, который осуществляет автоматическую подачу катушки. Силу тока и скоростные показатели для подачи электрода сварщик подбирает на оборудовании самостоятельно, данные параметры зависят от вида сплавляемого металла, от скорости передвижения горелки.
Имеется много видов аппаратов, которые используются для сварочного процесса. Для их упорядочивания применяются различные классификации. В зависимости от способа защиты материала при сварочных работах выделяют следующие типы:
- сварка металла полуавтоматом под слоем флюсов. Флюс является порошкообразным составом, который присутствует в сердцевине рабочей проволоки. По химическим качествам он похода на обмазывающий состав для электрода;
- сварка на полуавтомате с использованием инертных и активных газовых смесей.
В зависимости от способа подачи электродной проволоки сварочное оборудование разделяют на:
- Стационарное. Приборы зафиксированы на подставке или специальной консоли.
- Переносное. Оборудование имеет вид переносимой тумбы.
- Передвижное. Это специальная тележка, которая предназначена для перемещения в пределах помещения.
Как работает полуавтомат
Чтобы понять, как работает полуавтоматическая сварка стоит рассмотреть принцип работы оборудования. Во время обработки на область свариваемого участка непрерывно подается электродная проволока. По этой причине сварщик не должен постоянно устанавливать новые электроды.
Во время сварки производится нагревание и деформирование свариваемых изделий. Между металлическим элементом и электродом, который находится под напряжением, в газовой смеси образуется электрический разряд. Качественные характеристики соединения повышаются благодаря применению инертного газа, именно он предотвращает появление окислов.
Стоит отметить! Технология полуавтоматической сварки получила это название, потому что подача проволоки производится автоматически, а контроль подачи и сварочный процесс производится сварщиком вручную.
Среди основных особенностей работы полуавтомата можно выделить:
- У полуавтоматического оборудования предусмотрено два полюса — с положительным и отрицательным зарядом. Полярность подключения подбирается в соответствии с металлом, который сваривается. Один зажим прикрепляется к свариваемому изделию, другой подается к скользящему контакту горелки.
- Параметры силы тока выбирается согласно характеристикам материала, который применяется для сваривания.
- Для подбора оптимальных показателей силы тока сварщики применяют специальные таблицы, следуют рекомендациям изготовителя сварочного оборудования.
- Скоростные показатели подачи задаются с помощью коробки передач или шестерни.
- Газовое полуавтоматическое оборудование предназначено для работы с инертным или углекислым газом. Для проведения сварочных работ подается сварочная проволока для полуавтоматического прибора, которая имеет в составе магний и кремний. Постепенно происходит ее расплавление и последующая подача на свариваемую область.
- Вместе с проволокой подается газ, который обеспечивает защиту металлическому изделию и электроду от отрицательного влияния кислорода.
- При применении аппаратуры для флюсовой проволоки газ не требуется. При проведении сварки полуавтоматом без газа происходит сгорание флюса и образование газа, именно он нейтрализует отрицательное воздействие воздуха.
Технология сваривания в среде защитного газа
Существуют разные способы сварки полуавтоматом, но метод с использованием газа считается самым востребованным. Для работ могут использоваться разные газовые смеси, но чаще применяют аргон, углекислоту, гелий. Углекислота и гелий обладают небольшим расходом, они считаются недорогими. По этой причине данные газовые смеси применяются достаточно часто.
Важно! Главное предназначение газа состоит в защите свариваемого участка от окисления, которое может происходить при взаимодействии с кислородом. Именно это отражается на прочности и качестве шва.
При применении углекислоты области, которые будут свариваться, предварительно зачищаются от ржавчины, загрязнений, краски. Для этого используется щетка по металлу и наждачная бумага.
Выделяют следующие виды полуавтоматической сварки, во время которых применяются газовые смеси:
- без отрыва от тела металл. Сваривание шва происходит непрерывно, слой наносится от начала до намеченного конца;
- точечное сваривание. Соединение изделий производится при помощи сварочных точек, через заданные промежутки, по всей длине свариваемой области;
- сварка с использованием короткого замыкания. Данный тип сваривания обычно производится в автоматическом режиме, его используют для соединения тонких металлических листов. Во время него используются электрические импульсы, которые генерируют оборудование. Замыкание расплавляет металл и соединяет изделия друг с другом.
Полуавтоматическое сваривание с применением углекислого газа часто осуществляется в режиме переменного тока. Перед тем как начинать процесс требуется настроить полуавтомат для последующего сваривания изделий. Регулирование параметров осуществляется в соответствии с типом металла.
После подготовки и настройки аппарата можно приступать к работам. Как варить сваркой полуавтомат:
- Для начала откручивается вентиль подачи газа, а уже потом поджигается дуга.
- Проволокой нужно коснуться металлического изделия и запустить процесс. Проволока будет подаваться автоматически при каждом нажатии на кнопку «Пуск».
- При проведении сварочного процесса проволока удерживается в перпендикулярном отношении к заготовке, но при этом не нужно перекрывать обзор к заливаемой ванночке-соединения.
- Между изделиями, которые свариваются, требуется выдерживать нужный зазор.
- Если показатель толщины изделия составляет не больше 1 см, то зазор должен быть не больше 1 мм. Если же обрабатываемые изделия толще 1 см, то зазор берется 10 % от их толщины.
- Удобно сваривать изделия в положении лежа или на железной подкладке, которая размещается снизу вплотную к основному металлу.
Особенности сваривания алюминия
Обязательно нужно знать, как нужно правильно сваривать этот металл полуавтоматом. Стоит учитывать, что алюминий обладает характерными особенностями, поэтому при проведении его сваривания стоит соблюдать некоторые нюансы. На поверхности этого металла имеется тонкий слой из амальгамы. Ее температура расплавления составляет больше 2 тысяч градусов Цельсия, а вот основное тело расплавляется уже при температуре 6500 °С. По этой причине во время сварки применяется инертный газ — аргон.
При работе с алюминием обязательно должна применяться специальная подложка — она предотвратит растекание металла. При сварке используется сварочный ток для полуавтомата, который имеет обратную полярность. На изделие прикрепляется катода, а вот горелка выполняет функции анода. Этот прием улучшает качество плавления, способствует быстрому разрушению амальгамы.
Сварка без инертного газа
Полуавтоматическая сварка без газа обладает отличительными особенностями. Процесс можно проводиться с использованием газа или выполняться без газа с применением обычной проволоки. Востребованным методом соединения изделий является соединение с покрытием из флюса. Но часто он применяется в промышленности, потому что флюс является дорогостоящим материалом.
При проведении сварки без газа применяется высокая температура. Она расплавляет порошок, что приводит к появлению облака из газа, оно предотвращает окисление сварочной ванны. А кран на баллоне с инертным газом в это время перекрыт. Главное преимущество порошковой проволоки состоит в том, что она позволяет провести сварку даже при сильном ветре. А в случае с подачей газа сильный ветер может стать главным препятствием.
Стоит отметить! Порошковая проволока имеет некоторые ограничения по применению. Она не подходит для работы с тонким листовым металлом и среднеуглеродистой сталью. В этих случаях наблюдается высокая вероятность появления больших горячих трещин.
Особенности механизма подачи проволоки
Чтобы понять, как пользоваться сварочным полуавтоматом стоит внимательно рассмотреть его устройство. Но все же особое внимание обращается на свойства механизма подачи проволоки. Его устройство может быть нескольких типов:
- толкающее;
- тянущее;
- комбинированное.
Подбор вида зависит от показателей длины рукава, который соединяет корпус полуавтоматического аппарата и горелку. При показателе длины рукава до 3 метров используется механизм с толкающим устройством. При превышении 3 метров стоит применять привод тянущего или комбинированного типа.
Толкающий привод находится внутри корпусной части оборудования. Привод с тянущим устройством располагается в ручке горелки. Устройство механизма проволоки в полуавтоматическом оборудовании достаточно простое. Главными элементами являются ролики. Один из них является ведущим, а другой прижимным.
Основные дефекты шва
Обязательно нужно знать, как правильно пользоваться сваркой и полуавтоматом, это поможет в дальнейшем избежать неприятных проблем и ухудшения качества сварного соединения. Если технология будет проводиться неправильно с нарушением ряда правил, то в этом случае не избежать появления трещин, пор в металле шва, прожогов, наплывов. Также может отмечаться неравномерность соединения по длине и ширине.
Качество сварки полуавтоматом зависит от следующих факторов:
- диаметр проволоки. С меньшим ширина соединения будет недостаточной, а с большим — увеличится, это отразится на глубине провара;
- сила тока. Отражается также на глубине провара: чем больше показатель силы тока, тем глубже соединение. Это в итоге моет привести к появлению прожогов, особенно если будет свариваться металл с тонкими стенками;
- напряжение дуги приводит к увеличению ширины соединения;
- скорость сварки. При большом показателе скорости уменьшается глубина проваривания, соединение становится узким. При недостаточной скорости проявляются прожоги, структура шва становится неравномерной. Иногда это приводит к короблению изделия.
В любом случае чтобы правильно провести полуавтоматическую сварную технологию необходимо знать ее главные особенности и нюансы, а от сварщика требуется опыт и навыки. Не стоит браться за работу, если вы ни разу не сталкивались с этим способом сварки. Кроме этого необходимо знать, что нужно для сварки полуавтоматом, а именно какое оборудование и материалы требуются для проведения процесса. Все тонкости и характеристики помогут провести все правильно и без ошибок.
Интересное видео
его устройство, включая механизм подачи проволоки и горелку
Полуавтоматический сварочный аппарат позволяет существенно повысить скорость сварки. Принцип работы сварочного полуавтомата предполагает наличие защитной среды, обеспечивающей формирование качественного и ровного шва.
Важность понимания процесса
 Одного понимания принципа действия сварочного полуавтомата обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Одного понимания принципа действия сварочного полуавтомата обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Имея необходимую информацию и опыт работы, отдельные сварщики отказываются от покупки готового фирменного изделия и отдают предпочтение самодельным устройствам, используемым обычно в бытовых целях.
Самым простым решением поставленной задачи считается подход, при котором за основу берётся уже готовый, но устаревший (бывший в употреблении) сварочный агрегат.
Для сборки работоспособного полуавтомата на базе инверторного устройства дополнительно потребуется знание основ электроники, что заметно облегчит понимание того, как работает схема сварочного полуавтомата.
Задача состоит в том, чтобы организовать подачу в зону сварки защитного газа и присадочной проволоки.
Составные детали и принцип действия
В рамках автоматизации процесса обработки металлов в домашних условиях самодельный инверторный сварочный полуавтомат значительно облегчает работу и существенно повышает прочность шва.
Дополнительно упростить решение этой задачи можно, если за основу будущего самодельного полуавтомата взять схему типового инверторного агрегата.
Для самостоятельного изготовления сварочного полуавтомата потребуется несколько видоизменить преобразователь нагрузочного тока, дополнив его рядом современных электронных элементов.
 С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
Электронный способ преобразования питающего напряжения заметно упрощает регулировку рабочих параметров сварочного тока. Электронный преобразователь влияет на дискретные компоненты схемы, в результате аппарат работает более стабильно.
Сами сварочные работы полуавтоматом организуются по принципу сплавления заготовок в парах аргона или углекислоты с одновременной подачей присадочной проволоки в рабочую зону. С учётом особенностей организации сварного процесса в состав оборудования входят следующие обязательные узлы:
 газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;
газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;- ёмкость (барабан или кассета) с механизмом, обеспечивающим непрерывную подачу присадочной проволоки;
- держатель со встроенным каналом для её перемещения;
- источник питания, модуль управления и объединяющие их электрические цепи.
 газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;
газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;Каждый из этих узлов выполняет свою функцию, позволяющую сварочному полуавтомату полноценно работать. Благодаря чёткому функциональному разграничению отдельных блоков, собрать полуавтомат своими руками не составляет особого труда.
Подающий механизм
 Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Известно несколько разновидностей электродного присадочного материала, используемого при эксплуатации сварочных полуавтоматов (стальная, «омеднённая» и алюминиевая проволоки).
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
Газовая горелка в комплекте с наконечниками
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.
 Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Источник питания
Функцию источника рабочего тока в варочном полуавтомате может выполнять классический трансформатор, выпрямительный преобразователь или электронно-импульсный инвертор. Электросхему будущего агрегата следует продумать до мелочей и выбрать её в соответствии с поставленными практическими задачами.
От типа и конструкции самого преобразователя во многом будут зависеть как технические, так и эксплуатационные параметры будущего устройства (его габариты, вес и выходная мощность).
Большинство пользователей предпочитает вариант переделанного под автомат бывшего в употреблении инверторного агрегата, имеющего малые габариты и вес, работа которого обеспечивает высокое качество сварки.
В состав такого сварочного полуавтомата должны входить импульсный преобразователь тока, дополненный всеми рассмотренными ранее механизмами плюс блок управления нагрузочными параметрами. Также не следует забывать о комплекте соединительных проводов и держателе рабочих электродов.
Порядок подключения к сети и запуск в работу
Для качественной сварки металлических заготовок самодельным полуавтоматом необходимо соблюдать заданный технологией порядок рабочих операций. При этом важно грамотно выбирать подходящую для данного вида сварных работ полярность тока. Так, при использовании флюсовой проволоки необходимо прямое включение, а при обработке изделий в аргоновой среде – обратное.
 Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
После фиксации на рабочем месте проволочной катушки можно переходить к подсоединению элементов подачи защитного газа. С этой целью сначала на газовом баллоне закрепляется редуктор, после чего его штуцер соединяется со сварочным аппаратом посредством специального отводящего шланга.
Перед началом сварных работ обязательно нужно произвести следующие регулировки:
- настройка механизмов натяжения проволоки и её прижатия;
- регулировка потока защитного газа, осуществляемая посредством специального редуктора;
- установка величины сварочного тока, проводимая в процессе сварки.
Работать на сварочном инверторе в режиме полуавтомата допускается только при наличии защитного щитка с застеклённым окошком. Такая предусмотрительность позволяет контролировать весь рабочий процесс и защитить глаза и лицо от опасного излучения. Для работы также потребуются перчатки и костюм из плотной хлопчатобумажной ткани, обеспечивающей защиту кожи тела и рук.
Полуавтоматическая сварка металлов: технология и нюансы процесса
Вопросы, рассмотренные в материале:
- Суть полуавтоматической сварки
- Основные виды полуавтоматических автоматов
- Технологию полуавтоматической сварки металлов
- Нюансы полуавтоматической сварки некоторых металлов
Полуавтоматическая сварка металлов используется во многих сферах: от строительной до автомобильной. Этот вид соединения материалов обладает рядом преимуществ, благодаря которым его и применяют на производстве. Речь идет о минимальном количестве отходов и быстром ходе работы.
Чтобы приступить к сварке, необходимо изучить оборудование и особенности металлов, с которыми предстоит работать. Особого внимания заслуживают цветные, черные и оцинкованные, так как там в этом случае подход к сварке особый.
Суть полуавтоматической сварки
Технология полуавтоматической сварки металлов основана на использовании специальной проволоки и защитного газа. Газ подается через сварочный рукав на горелку вместе с проволокой, его главная функция состоит в защите сварочной ванны от контакта с внешней средой.
Используемую в процессе электродную проволоку выпускают в бобинах. В зависимости от сферы использования эта металлическая нить может иметь толщину:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Так, для работы с тонкими листами металла толщиной до 4 мм данный параметр должен быть в пределах 0,6–0,8 мм, для более толстых заготовок выбирают проволоку в 1–1,2 мм.
В качестве защитного газа при полуавтоматической сварке металлов используется углекислота либо смесь CO2 с аргоном. Нужно понимать, что работа с чистым углекислым газом финансово более выгодна, но при этом страдает качество шва. Кроме того, в отличие от использования аргоновой смеси, в такой среде металл сильнее разбрызгивается.
Технология полуавтоматической сварки дает возможность:
- повышения скорости работы и качества шва за счет автоматической подачи сварочной проволоки;
- соединения тонких заготовок толщиной от 0,5 мм;
- работы с любыми металлами: сталью, нержавейкой, чугуном, цветными металлами;
- избежать формирования шлака на шве;
- защитить сварщика от дыма, так как он практически не образуется в процессе такой сварки.
Но у данного метода есть и свои минусы. В первую очередь, это значительные размеры оборудования, так как данная технология предполагает использование баллона с газом. Также полуавтоматическая сварка невозможна в условиях сильного ветра, поскольку углекислота выдувается из-под горелки.
Основные виды полуавтоматических автоматов
Устройства для полуавтоматической сварки металлов могут быть:
- для работы в среде инертных газов;
- с использованием флюса в качестве основы;
- с использованием порошковой проволоки;
- универсальными.
Все разновидности устройств отлично справляются с соединением изделий из цветного и черного металла.
С точки зрения способа подачи проволоки, интересующие нас сварочные автоматы бывают:
- стационарные, то есть жестко зафиксированные на подставке или специальной консоли;
- переносные, выполненные в виде портативной тумбы;
- передвижные, имеющие специальную тележку и подходящие для передвижения в пределах одного помещения.
По расположению подающих роликов встречаются такие устройства:
- толкающие;
- тянущие;
- толкающе-тянущие.
Технология полуавтоматической сварки металлов
Благодаря полуавтоматическому методу удается накладывать качественные швы даже на ржавый и оцинкованный металл. При работе с заготовками из сложно свариваемых материалов добиться наиболее крепкого и равномерного соединения удается за счет использования медной либо алюминиевой проволоки.
Перед сваркой в защитном газе либо с использованием флюса необходимо произвести подготовку, а именно:
- очистить и обезжирить обрабатываемые области при помощи растворителя;
- убедиться в исправности газового оборудования;
- сделать пробный шов, чтобы скорректировать настройки техники;
- подобрать силу тока и напряжение.
Полуавтоматическая сварка металлов в среде защитного газа считается самой простой из способов работы. Для нее может использоваться углекислый газ, гелий, азот, аргон. Отметим, что принцип действия сварщика не зависит от выбора газа.
Рекомендовано к прочтению
Неопытные специалисты обычно отдают предпочтение углекислому газу, низкая цена которого сочетается с достаточно хорошими параметрами.
Основные достоинства полуавтоматической сварки в среде CO2:
- сохранение внешнего вида изделия;
- возможность обработки даже труднодоступных зон;
- малое количество отходов;
- прочный и тонкий шов;
- небольшие временные затраты.
Данная технология относится к наиболее простым методам скрепления изделий из металла. Но нужно понимать, что на качестве шва могут отразиться:
- метод ведения проволоки;
- расстояние между скрепляемыми заготовками;
- соблюдение техники.
Полуавтоматическая сварка металлов без газа представляет собой альтернативный вариант, позволяющий избежать образования окислов и контролировать формирование прочного шва.
Отличие безгазовой сварки состоит в том, что при ней происходит прямая подача тока, используется порошковая/флюсовая проволока. Принцип действия таков: проволока сгорает, формируется газовая среда, позволяющая сохранить качество работ на необходимом уровне.
Безгазовая полуавтоматическая сварка предполагает такие этапы:
- приобретение сварочной стальной проволоки с флюсом;
- включение подачи проволоки;
- поворот переключателя в положение «Включение»;
- закладка флюса в воронку;
- открытие защитной заслонки для выпуска флюса;
- запуск прибора;
- ожидание электрической дуги;
- соединение деталей.
Немаловажно, что полуавтоматическая технология дает возможность сваривать в среде аргона заготовки из алюминия, несмотря на нестандартные качества данного металла. В инертной атмосфере после разрушения оксидной алюминиевой пленки не происходит ее повторного образования, а значит, ничто не мешает сварке.
Нюансы полуавтоматической сварки некоторых металлов
1. Сварка толстых металлов.
Работа устройств для сварки деталей из толстых металлов базируется на использовании высокой плотности тока – таким образом достигаются глубокое плавление материала и достаточная прочность шва. Данный принцип идеален для обработки жестких металлических конструкций, изделий из марок стали с высокими показателями теплоустойчивости и прочности.
Нужно понимать, что при сварке изделий из металлов, устойчивых к перепадам температуры, нередко происходит снижение их прочностных характеристик. Дело в том, что в зоне нагрева появляются микроскопические трещины, из-за которых стать становится более мягкой. Чтобы избежать такого эффекта, при обработке толстых металлов принимают дополнительные меры для защиты металлической конструкции от разупрочнения.
Помните, что в процессе сварки толстого металла полуавтоматом в изделии нередко появляются трещины. Кроме того, может быть поврежден антикоррозийный слой, со временем на конструкции появятся очаги ржавчины. Предотвратить это позволяет специальное покрытие – за счет такой обработки после сварки вы защите предмет от коррозии.
2. Сварка тонкого металла.
В данном случае не стоит пытаться сформировать поверхностный шов, ведь тонкие листы металла сваривают как можно плотнее, чтобы добиться полноценного соединения. Только устройства для полуавтоматической сварки металлов позволяют получить необходимый эффект.
Обрабатываемые заготовки важно предварительно подготовить. Для этого с них удаляют грязь, остатки краски, эмали, а также пыль, смазочные покрытия. В противном случае при плавлении металл будет сильно разбрызгиваться, а шов получится неровным. Не менее важно, что испарения посторонних элементов могут быть опасны для здоровья сварщика.
Для работы по такой технологии требуется:
- сварочный аппарат;
- электроды;
- источник электроэнергии;
- защитная форма для специалиста, а именно укрепленный шлем, термостойкие перчатки, очки с затемнением.
Добиться наиболее ровного шва удается за счет регулировки скорости движения сварочного аппарата в процессе работы. Также необходимо грамотно подобрать электроды и следить за стабильностью подачи тока с постоянным показателем силы.
3. Сварка оцинкованного металла.
Благодаря покрытию из цинка, такие металлы отличаются от других высоким сопротивлением ржавчине. В целом, это приводит к повышенной устойчивости конструкции к разного рода воздействиям и увеличению срока эксплуатации.
Но нужно понимать, что в процессе сварки металлов полуавтоматом он может потерять антикоррозийные свойства. Дело в том, что обычно во время подобных работ используется температура +1 700…+2 200 °C, тогда как цинк начинает плавиться при +420 °С. А, достигая +907 °С, он закипает и превращается в оксид, формирующий на поверхности изделия мельчайшие поры и трещины. В результате изделие становится подвержено ржавчине.
Сегодня для сварки оцинкованных металлов полуавтоматом используется так называемая MIG-пайка. Данный метод предполагает соединение заготовок за счет высокочастотных электрических колебаний с пониженной температурой. Так как исключается плавление покрытия, цинк не превращается в оксидное соединение и не изменяет свойства основного материала изделия. Благодаря такому подходу удается избежать разрушения антикоррозионного слоя.
4. Сварка цветных металлов.
Первым этапом полуавтоматической сварки цветных металлов является проверка состояния оборудования. Иными словами, настраивают режим работы, подбирают силу тока, уровень напряжения, скорость передвижения проволоки. Для металлических листов толщиной до 3 мм последний показатель составляет 900 м/ч, а сила тока 120–145 А.
Далее включают систему подачи проволоки и зажигают электрическую дугу. Для этого нужно только прикоснуться к металлической поверхности, если уже есть плавящаяся проволока. После зажжения электрической дуги необходимо убедиться на проверочном материале, что режим выбран верно. При нормальной работе аппарата можно приступать к сварке.
Сварка цветных металлов предполагает, что горелка передвигается только в одном направлении. Рекомендуется соединять заготовки на высокой скорости и при помощи единственного шва. Если приходится иметь дело с изделием большой толщины, его придется разогреть до +150…+300 °С.
5. Сварка черных металлов.
Полуавтоматическая сварка черного металла в среде аргона имеет ряд немаловажных особенностей. Очень серьезную опасность для черных металлов в процессе такой обработки представляет влага. Если она остается внутри шва, начинается конденсация. Испаряясь, частицы образовывают мельчайшие поры и трещины в шве, а это в дальнейшем негативно отражается на его прочностных характеристиках. Чтобы избежать такого результата, конструкции прогревают до +100…+150 °C и только потом приступают к сварочным работам.
При сварке черных металлов используются специальные электроды, обеспечивающие ровный и прочный шов. Обычно они состоят из цветного металла с большим содержанием графита. Считается, что лучше всего подходят медно-никелевые компоненты, так как, с одной стороны, они позволяют надежно скрепить заготовки, а с другой – шов получается без слишком большого содержания графитных примесей.
6. Сварка чугунных и стальных изделий.
Для работы с изделиями из чугуна и стали, как и для цветных металлов, применяют аргон. В процессе получения чугуна используется железо и углерод. Его обработка очень трудоемкая, так как швы легко трескаются.
Еще одно свойство чугуна, усложняющее процесс работы, состоит в его способности к ускоренному окислению. За счет использования среды аргона удается создавать швы без шлаковых осадков.
Благодаря окислению, чугун стал популярен в качестве материала для ремонта старых автомобилей – он соединяется с поврежденными тонкими металлическими конструкциями.
Достаточно часто чугун и хрупкие металлы сваривают полуавтоматом с вольфрамовой проволокой. В этом случае заготовки также предварительно нагревают. Чугунные изделия могут соединяться при помощи постоянного и переменного тока, сила которого подбирается в зависимости от толщины металла и диаметра проволоки. Так, на каждый миллиметр проволоки приходится 50–90 А. Отметим, что может использоваться не только вольфрамовая проволока, но и графитовая, медная, из никеля.
Технология полуавтоматической сварки металлов достаточно проста, поэтому добиться неплохих результатов можно уже на первый день обучения. Начинающему сварщику важно не бояться пробовать разные режимы и помнить, что каждый специалист использует индивидуальные настройки.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
азы техники, виды и способы, особенности и правила
Сварочный полуавтоматический агрегат качественно и быстро соединит различные типы металла. Он позволяет работать с листами различной толщины, поэтому используется всеми ремонтными мастерскими и промышленным производством.
Сравнивая полуавтомат с ручным методом, следуя отметить повышенное КПД по отношению ко второму способу. Это также сказывается и уменьшением материальных затрат.
Начинающим сварщикам необходимо вначале изучить теоретический курс, а уж затем перейти к практическим действиям. Это обусловливается тем, что без полученных знаний трудно приступить к операциям сваривания.
Содержание статьиПоказать
Виды полуавтомата

Сварочный аппарат подобного типа представляется механическим устройством, где установлена бобина со сварочной проволокой, которая выполняет функцию плавящегося электрода.
Последний подается в зону сварки автоматически. Сила рабочего тока, скорость поступления в зону сварки электрода, сварщиком выбирается самостоятельно. Условия зависят от вида соединяемого металла, скорости продвижения горелки.
Полуавтоматические агрегаты насчитывают несколько видов, однако их можно несколько упорядочить, что поможет облегчить классификацию. Основная из них выражается способом защиты металла при выполнении операции:
- под флюсом, который расположен в середине рабочего прутка, что походит на обмазку электропроводящего стержня — электрода;
- в среде регулируемой газовой среды, активной либо инертной.
Полуавтоматический процесс происходит вследствие образования электрического разряда, который преобразуется в тепловую энергию и плавит основной сварочный элемент — электрод.
Агрегат с регулируемой атмосферой может соединять цветной или легированный материал, где газовой средой служит углекислота. Модуль может быть как однофазным, так и трехфазным.
Первый работает от простой бытовой розетки с напряжением 220 вольт, однако сеть должна соответствовать мощности генератора.
В противном случае нельзя гарантировать формирование качественного сварного валика. Трехфазный агрегат показывает лучшие результаты по сравнению с однофазным, но его можно подключать только в определенных местах, любая пара фазных проводов должна иметь 380 V.
Полуавтоматические модули несколько отличаются друг от друга, но имеют общую комплектацию, выраженную следующими элементами:
- Газовый баллон с регулируемой защитной атмосферой.
- Трубка подачи газа к рабочей зоне.
- Бобина с присадочной проволокой.
- Подающий присадку механизм — тянущий, толчковый либо комбинированный. Последний оснащается двумя механизмами.
- Газовая горелка подает защитную атмосферу к сварочной ванне, обеспечивая металлу защиту от проникновения кислорода из внешней среды.
- Источник питания — инвертор либо трансформатор, в зависимости от мощности предполагаемого процесса.
- Блок управления, регулирующий силу электрического разряда и скорость доставки присадочной нити.
- Газовая аппаратура модуля.
- Кабели цепи управления.
Технология операции зависит от нескольких условий ее проведения — вида рабочего металла, длины валика, использование либо отсутствие газового баллона. Выполняются швы несколькими предусмотренными способами:
- Стыковой предусматривает плотное сочленение двух элементов между собой сварочным валиком. Применяется во время ремонта автомобильной и другой техники.
- Нахлесточный исполняется точечным способом, когда один рабочий элемент налаживается на другой.
Часто подобный метод образует сплошной неразрывный валик.
Техника сварки
Процесс насчитывает несколько вариантов соединения — с использованием защитной атмосферы и без нее, флюса.
В газовой смеси

При сварке полуавтоматическим модулем практикуется несколько типов газовой смеси. Обычно ими выступают диоксид углерода и гелий. Углекислота более дешевая регулируемая среда, поэтому гелий используется только при выполнении особо ответственных работ.
Защитная среда помогает снизить окислительные процессы рабочего металла, повышает прочность сварочного валика. Однако использование смеси предполагает предварительную подготовку соединяемой конструкции.
Она заключается в доскональной зачистке торцов или поверхности от пыли, грязи, следов масел и краски, ржавчины. Очищаются детали наждачной бумагой либо проволочной щеткой.
Технология сваривания выражена несколькими категориями:
- непрерывным свариванием, когда инструмент держака направляется от начала шва к его концу;
- точечная представляет собой соединение точками, в отличие от сплошной дорожки;
- операция коротким замыканием используется при соединении тонких листов металла, которая обусловливается подачей импульсов, вызывающих повышенную теплоту, за счет которой плавится материал.
Полуавтоматические операции часто производятся с окисью углерода и подачей переменного тока, однако это предполагает настройку агрегата. Последний отлаживается под тип свариваемой детали, ее толщину пластин.
Режим сварки также влияет на количественный показатель расхода газовой смеси поступающей из баллона. Скорость подачи сварочной нити в большинстве работ остается практически равномерной — 40 мм в секунду.
Для более точной настройки модуля необходимо обратиться к расчетным таблицам, указывающим режимы, нормированные данные для отдельного вида металла.
Перед соединением элементов нужно включить подачу смеси, а потом возбудить электрический разряд. Действие сопровождается прикосновением сварочной нити к рабочей детали. Клавиша Пуск активизирует автоматическую подачу присадочной проволоки.
Последнюю следует удерживать и вести ровно, однако, соблюдая некоторый интервал для визуального обзора сварочной ванны.
Зазор необходимо выдерживать в пределе 1 мм, но при толщине листов более 10 мм, первый обусловливается 10% от обрабатываемой толщины.
Горизонтально расположенные конструкции соединяют на металлической подложке — армированном полимерном покрытии, которая плотно прижимается к рабочим деталям.
Это позволит получить качественно проваренный шов за счет кристаллизации металла сварочной ванны, на что положительно влияет структура подложки.
Сварка алюминия

Полуавтоматической сваркой можно соединять многие виды черных и цветных металлов, например, алюминий. Операция потребует соблюдения некоторых условностей.
Поверхность этого цветного металла защищена слоем оксида, который плавиться при температуре 2030° C, притом, что сам алюминий при 660 и имеет высокую коррозийную стойкость.
Из-за быстрого расплава алюминия и его текучести так же применяется на полуавтомате армированная полимерная подложка.
Сварочная операция проводится плавящимися электропроводными стержнями при постоянном токе, схеме цепи с обратной полярностью — конструкция крепится к отрицательному полюсу, горелка — положительному.
Метод позволяет улучшить расплавление заготовки, быстрее разрушить верхний защитный слой. Удалить последний также можно при помощи полосы наждачной бумаги.
Проволокой

Работа со сварочной нитью выделяется тем, что можно проводить операции, как в регулируемой защитной среде, так и без нее. Наиболее распространенной методикой на промышленных предприятиях является соединение деталей с использованием флюса.
Последний находится в полой сварочной проволоке. При ее расплавлении от высокой температуры, флюс выделяет защитное газовое облако, ограничивающее проникновение кислорода в сварочную ванну, предупреждая ее окисление.
Этот способ не требует дополнительной подачи углекислоты из баллона.
Порошковая проволока позволяет варить модулем даже на улице, где от сквозняков уберечься часто бывает трудно. Газовая сварка в подобных условиях не сформирует качественный валик из-за порывов ветра, который нарушает поток выходящей газовой струи.
Дополнительным плюсом полуавтомата представляется соединение деталей без газа практически в любой окружающей среде.
Однако метод использования защитной газовой проволоки не пригоден для соединения тонких металлических листов, конструкционной нелегированной среднеуглеродистой стали. Несоблюдение правила повлечет образование горячих трещин.
Для повышения температуры сварочного электрического разряда следует использовать обратную полярность — как при сварке алюминия.
Правила работы
Условия проведения операций сопровождаются соблюдением не только норм и стандартов работы, но и техники безопасности. Огонь, газовые баллоны относятся к факторам повышенной опасности.
Сварщик должен надеть форму и маску с защитным стеклом, иначе можно получить ультрафиолетовый ожог глаз.
Перед началом работы на полуавтомате, следует сварить черновые детали либо сформировать шов на незаметном глазу участке. Это позволит проверить правильность настроек модуля.
Положительные и отрицательные аспекты полуавтомата
Положительными качествами полуавтомата считаются следующие факторы:
- возможность формирования неразъемные соединения из цинковых листов, без повреждения покрытия, используя при этом медную проволоку;
- варить не только конструкционную сталь, но и чугун, цветной металл;
- незначительная чувствительность к коррозии рабочей детали, загрязнениям;
- работа с листами толщиной до 0,5 мм.
По окончании операции можно визуально определить качество шва, который не перекрывается шлаком.
Основным негативным фактором считается сильное разбрызгивание металла рабочей детали при ее обработке без защитной газовой среды.
основные плюсы и тонкости применения технологии
Вопросы, рассмотренные в материале:
- Что собой представляет полуавтоматическая сварка
- Какие бывают разновидности полуавтоматической сварки
- Каковы основные достоинства и недостатки полуавтоматической сварки
- Какие есть плюсы и минусы полуавтоматической сварки в среде углекислого газа
- В чем достоинства полуавтоматической сварки без газа
Полуавтоматическая дуговая сварка является, пожалуй, самым удобным видом соединения, особенно для новичков. Происходит она за счет плавления электрода, перемещаемого автоматически. Давайте рассмотрим достоинства полуавтоматической сварки для специалистов с опытом работы и только пришедших в профессию.
Технология полуавтоматической сварки
При полуавтоматической сварке задействованы три основных устройства: полуавтоматический сварочный аппарат, источник питания дуги, приспособление для перемещения соединяемых деталей или оборудования. Последнее состоит из роликов, узла переключения скоростей и электрического двигателя. Его несомненным достоинством является механизация процесса и его ускорение.
Кроме того, используется устройство подачи сварочной проволоки. Оно бывает тянущим, толкающим или универсальным тянуще-толкающим. Подача проволоки происходит посредством специального шланга, состоящего из проволочной спирали в особой оплетке и резиновой изоляции.
Помимо проволоки, по гибкому шлангу раздельно подается защитный газ, ток и охлаждающая жидкость – для каждого в цепи управления предусмотрены собственные провода.
Рекомендовано к прочтению
Длина шланга такой конструкции зависит от типа подающего устройства, но, как правило, не должна превышать 3,5 м. При ее увеличении происходит неравномерная подача проволоки.
При проведении полуавтоматической сварки важным устройством является горелка – с ее помощью происходит управление процессом. Рукоятка горелки для полуавтоматической работы имеет устройство запуска подачи проволоки, защитных газов и флюсов. Открывание газового клапана чаще всего происходит также с нее.
Разновидности полуавтоматической сварки
Тип обрабатываемого материала, а также способ движения полуавтомата по поверхности детали влияют на вид полуавтоматической сварки. Она различается по:
- Типу электрода – он может быть алюминиевым, стальным или комбинированным.
- Мобильности – аппараты могут быть стационарными, переносными или передвижными. Небольшие переносные агрегаты подходят для использования в домашних условиях или для небольших ремонтных работ. Основное их достоинство – легкость. Крупные стационарные аппараты используют на заводах и в мастерских, где требуется выполнение большого объема работ. Их значительный плюс – высокая производительность.
- Защите шва, которая может осуществляться посредством флюса, газа или порошковой проволоки. Последняя плавится, образуя слой, оберегающий шов от агрессивной окружающей среды.
Процесс полуавтоматического соединения происходит следующим способом. Энергия электричества преобразуется в тепловую с помощью дуги, которая, воздействуя на обрабатываемый металл, плавит его и спаивает. Одновременно с металлом расплавляется присадочная проволока, автоматически поступающая к рабочей зоне из медной катушки. Эта проволока является основным проводником энергии.
Оборудование для полуавтоматической сварки работает как с газом (для соединения легированных сталей и цветных металлов), так и без него. Из газов чаще выбирается углекислота, которую подают к горелке из баллонов под высоким давлением.
Основные достоинства и недостатки полуавтоматической сварки
На рынке присутствует множество разновидностей сварочных полуавтоматов. Они различаются своими функциональными возможностями. Популярностью пользуется качественное оборудование, способное соединить большинство видов металлов, все сплавы и алюминий. Но его применение при мелком ремонте невыгодно. Чаще всего этот вид полуавтомата используют для производств с поточной системой и большими объемами работ. Его достоинством является высокая производительность.
Полуавтоматическое оборудование имеет ряд следующих достоинств:
- возможность работы практически со всеми видами металлов и сплавов, даже подвергшимися коррозии;
- невысокая конечная стоимость с учетом высокой производительности;
- толщина соединяемых деталей не должна превышать 5 мм, а под этот параметр подходит большинство работ;
- возможность провести сварку медной проволокой.
Недостатком можно назвать большой разлет брызг металла из сварочной ванны при работе без защитной газовой струи. Отрицательным является и наличие значительной электрической дуги.
На данный момент полуавтоматические сварочные агрегаты нашли достойное применение на производстве для проведения различного вида ремонтов. Работа проводится по черному металлу, алюминию или нержавейкам. Для безопасности применяют защитный газ – гелий, аргон или углекислоту.
Плюсы и минусы полуавтоматической сварки в среде защитных газов
Сварка – процесс создания неразъемных соединений двух металлов методом плавления, применимый в условиях производства и в быту. Разновидностей сварки достаточно много, но чаще всего используют соединение с защитными газами.
Обслуживание и ремонт сварочного полуавтоматического оборудования необходимо поручать опытным сертифицированным специалистам. Это гарантирует безопасность при проведении работ, качество шва и достойный срок службы недешевого аппарата.
Среда, в которой происходит сварка, оказывает большое влияние на конечный результат. Характеристики сварочного шва, а также свойства дуги имеют отличия от таких же показателей при электросварке. Они изменяются в зависимости от применяемого газа.
Мягкость дуги при использовании аргона дает фигурный шов. Достоинством гелия является незаметный шов, он также помогает соединять тонкие металлические детали. Однако низкий вес данного газа делает его применение менее экономичным.
Углекислый газ помогает совместить достоинства обоих газов вместе, он эффективно расходуется и делает шов незаметным. Универсальный и практичный, он дает возможность соединить детали практически из любого металла или сплава.
Однако выбор электрода (плавящегося или неплавящегося) не зависит от применяемого газа. Стоит только проявлять особую осторожность в работе с газами из-за их опасности.
Итак, достоинства полуавтоматической сварки с газами:
- низкая себестоимость;
- качественность шва;
- высокая скорость работы;
- большой диапазон толщины обрабатываемых деталей и их материалов;
- возможность контролировать образование шва;
- автоматизация работ;
- отсутствие влияния пространственного положения на качество шва;
- нет необходимости использования шлака или флюса.
Существенным недостатком такого вида сварки является наличие тепловой и световой радиации дуги, от которых следует защищать сварщика различными методами, а это повышает себестоимость. Однако простой и дешевый ремонт оборудования, наоборот, компенсирует расходы.
Плюсы и минусы полуавтоматической сварки в среде углекислого газа
Сварка с углекислым газом – один из наиболее популярных видов соединения деталей из различных металлов. Главными ее достоинствами считаются прочный, качественный шов и низкая себестоимость процесса. Работать с углекислотой достаточно просто, это под силу даже новичкам.
1. Как происходит полуавтоматическая сварка в среде СО2?
В сварочную ванну, образующуюся нагреванием металла, подается углекислый газ, защищающий расплав от воздействия атмосферного воздуха.
2. Какие существуют особенности и достоинства данного вида сварки, ее режимы?
Одним из основных плюсов стало отсутствие контакта деталей с окружающей средой, вытесняемой СО2. Это делает возможным создание чрезвычайно прочного шва. Однако чтобы избежать процесса окисления железа и углерода в материале, следует использовать присадочную проволоку с высоким содержанием кремния и марганца.
Следующая особенность – применение полярностей прямой и обратной. Применить прямую полярность тока могут и молодые специалисты, поскольку она позволяет легко держать дугу. Используют ее чаще для наплавления металла.
Режим полуавтоматической сварки выбирается в соответствии с толщиной заготовки и диаметром проволоки. Поскольку при увеличении тока растет и глубина провара, то силу тока повышают с ростом толщины изделия. Это требуется отразить в настройках оборудования.
3. Достоинства и недостатки.
Работа с СО2 имеет следующие достоинства:
- соединение тонких деталей;
- сварка изделий с разными характеристиками;
- качественный и ровный шов;
- удобство дуги, что особенно важно для новичков;
- отсутствие окисления благодаря защите газом, это делает соединение особенно прочным;
- сравнительно высокая безопасность процесса;
- недорогое оборудование, доступное любому.
Недостатком же считается большая сложность применяемой аппаратуры, нежели при работе с иными газами.
Вывод: полуавтоматическая сварка с углекислым газом – это экономичный способ работы, который дает простой и качественный результат.
Достоинства полуавтоматической сварки без газа
Давайте попробуем понять, в чем же отличие полуавтоматических аппаратов с газом от оборудования, работающего без применения газа.
В первом случае соединение защищается инертной средой (СО2 или смесью аргона с углекислым газом). В связи с отсутствием горения, невозможного при наличии углекислого газа, металл не прогорает.
В полуавтоматических аппаратах, где нет газа, применяют присадочную проволоку, покрытую флюсом. При его сгорании выделяется СО2, что не дает металлу прогореть.
Какие же есть достоинства и недостатки в работе с применением СО2 и без него?
При сварке без газа рабочая зона защищается средой, создаваемой сгоранием флюса, более легкого, чем металл.
При соединении с газом (например, с СО2) рабочие условия считаются более благоприятными, кроме того, идет охлаждение металла в рабочей зоне. Способ сварки с газом популярнее, в том числе и по причине меньших финансовых затрат.
Однако есть существенное достоинство сварки без применения газа – более ровный и аккуратный шов.
При этом стоит обратить внимание на то, что для работы нельзя использовать простую проволоку. С ее применением упадет качество шва – он станет неровным, значительно возрастет количество используемой проволоки, ведь большая ее часть испарится. Сварочная ванна наполнится кислородом, следовательно, в металле начнут появляться каверны и окислы.
Плюсы и минусы обоих методов описаны достаточно подробно. Выбор остается за вами. Необходимое же для таких способов оборудование продается в специализированных магазинах.
Появление в продаже простых, качественных и недорогих аппаратов привело к распространению полуавтоматической сварки без газа, ее возможности применения даже непрофессионалами.
Популярность аппаратуре принесла легкость обращения с ней, что является неоспоримым достоинством при сохранении чрезвычайно высокого качества работ. Получить красивый и ровный шов помощью данного оборудования сможет даже новичок.
Работа с газом требует переноса тяжелых баллонов и их зарядки, а это дополнительные расходы. Если применение сварки требуется лишь изредка, гораздо проще использовать полуавтоматические аппараты без газа.
Для таких работ используется флюсовая или порошковая сварочная проволока. Она состоит из стальной трубки, применяемой для сварки, со стандартным диаметром (0,8 мм). Центр трубки заполняется порошком (флюсом), напоминающим покрытие простого электрода. В процессе работы идет сгорание флюса, в результате сварочная ванна наполняется защитным газом.
Достоинством этого метода является отсутствие необходимости использования тяжелого газового оборудования, возможность визуального отслеживания работы, конечно, через защитную маску.
Различное наполнение сварочной проволоки позволяет менять химический состав формируемого шва и характеристику дуги.
Не рекомендуется резко изменять направление работы сварочного полуавтомата или поворачивать его из-за достаточно тонких стенок сварочной проволоки. По этой же причине необходимо подавать проволоку с небольшим сжатием через специальный механизм.
Использование флюсовой проволоки требует соблюдения полярности: изделие подключается к плюсу, а горелка к минусу. Это прямое подключение. Обратное применяют в работе с газом. Объяснение этому достаточно простое – при работе с флюсом требуется более высокая температура, необходимая для его сгорания и образования защитного газа.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Полуавтомат сварочный — устройство, виды, настройка
Полуавтомат сварочный — это оборудование, относящееся к усовершенствованному виду электрической сварки, значительно ускоряющему рабочий процесс. Стоимость аппаратов, которая ниже аргоновых устройств, позволяет применять их на многих заводах и мелких мастерских. Каков принцип работы сварочного полуавтомата? Из чего состоит оборудование? Как его настраивать и что им можно варить?

Сварочный полуавтомат — принцип работы

Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором. Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов. Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды. Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.

Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
Инверторный сварочный полуавтомат — применение
Полуавтоматическая сварка широко используется на огромных заводах, небольших производствах и автомастерских. Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
- «черные» металлы;
- алюминий;
- нержавеющую сталь.
Сварка полуавтомат способна соединять изделия под высокую коррозионную нагрузку. Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой. Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий. Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.
Устройство полуавтомата
Существует много фото, где хорошо видно ключевые элементы, входящие в сварочный полуавтомат инверторного типа. Их можно разделить на несколько важных узлов, каждый из которых выполняет свою роль. Вот их описание и предназначение.
Инверторный аппарат
Представляет из себя корпус с несколькими блоками внутри, работающий от сети в 220/380 V. В рабочем процессе участвуют:
- Вал для крепления сварочной проволоки. Он снабжен фиксатором, исключающим непроизвольное соскакивание катушки в процессе вращения.
- Реле и клапана, запускающие подачу защитного газа.
- Электронная схема, распределяющая напряжение.
- Преобразовывающий блок.
- Прижимной механизм для подачи проволоки.
- Измерительные приборы.
- Переключатели, которыми выполняется регулировка.
Подобные аппараты могут быть небольшого размера, одеваемые на плече, или более крупные модели, перемещаемые на платформе с роликами.
Горелки и каналы


На фото можно увидеть составляющие ключевого элемента для создания шва — горелки. Она состоит из:
- рукоятки;
- кнопки запуска;
- контактного наконечника, из которого выходит проволока;
- газового сопла;
- мундштука.
Для обеспечения работы горелки используется кабель-канал, в котором помещены раздельно: сварочный кабель, шланг с защитным газом, направляющий канал для предотвращения заворачивания проволоки. Принципиальная истина относительно этого канала состоит в том, что чем он длиннее, тем более маневренный сварщик. Но параллельно с этим возрастает риск заедания в подаче присадочного материала. Электрическая цепь замыкается благодаря присоединению второго кабеля на изделие.
Газовое оборудование
Неотъемлемой составляющей устройства, как видно на многих фото, является газовый баллон. Он устанавливается отдельно или возится вместе с аппаратом на тележке. К баллону крепится редуктор и измерительные манометры, для показания количества газа и давления в рабочем рукаве. Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.
Характеристики сварочного полуавтомата
Этот тип оборудования классифицируется по нескольким параметрам, от которых исходят его характеристики. Вот основные элементы:
- Материал присадки. Может быть обычной (углеродистая сталь), либо нержавеющая проволока. В специализированной промышленности используется алюминиевая. В химическом производстве применяется трубчатая проволока с порошком внутри, который образует дополнительный защитный слой. После застывания порошок отбивается как обычный шлак.
- Диаметр присадки. Применяются различные величины, в зависимости от толщины изделия. Рабочие значения от 0,8 мм до 1,6 мм.
- Механизм подачи. Существует толкающий вид, тянущий и смешанный, соединяющий в себе оба способа.
- Защитный газ. Для сварки углеродистой стали используется углекислота. Если требуются мощные соединения, то подключают смесь, вмещающую аргон и углекислоту. Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
- Питание от сети в 220 или 380V.
- Временная занятость оборудования — полный рабочий день или два три часа.
- Размеры установки. Компактные аппараты можно переносить с собой по цеху. В этом случае должна быть подходящая длина газового шланга. Более крупные устройства катают на тележке вместе с баллоном, что позволяет варить полуавтоматом в любом месте, где есть розетка с соответствующим напряжением. Стационарные аппараты стоят на крупных предприятиях и ими сваривают большие изделия на крутящейся основе.
Благодаря комбинированию этих элементов можно правильно подобрать оборудование и настроить его работу для конкретного вида материала. Для более тонкой регулировки задействуют дополнительные функции.
Настройка сварочного полуавтомата
Для того, чтобы варить полуавтоматом, нужно правильно запитать его током и грамотно настроить. Как подключить полуавтомат на производстве или в гараже? Если в розетке нет заземления, следует позаботиться о создании этого элемента самостоятельно. Забитый в землю кол и проложенную шину прикрепляют к корпусу аппарата через клемму и болт. После этого можно безопасно приступать к работе.
Как настроить сварочный полуавтомат в зависимости от толщины изделия и вида проволоки? Для этого существуют несколько ключевых элементов, которые раскрывает таблица ниже:
| Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
|---|---|---|---|---|
| 1 — 1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 — 180 |
| 3 | 1,2 | 21 | 180-230 | 180 — 240 |
| 4 — 5 | 1,2 | 25 | 200-300 | 350 — 450 |
| 8 | 1,6 | 30 | 300 | 550 — 650 |
Кроме этого важно подобрать ролики, соответствующие диаметру проволоки. Слишком широкая канавка приведет к задержке присадки, а мелкая к заклиниванию роликов. Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту. Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
Особенности шва в пространственном положении
Полуавтоматом накладывают швы по принципу обычной дуговой сваркой. Разница заключается только в том, как работает сварщик с вертикальными стыками. Для того, чтобы выполнить вертикальный шов полуавтоматом, необходимо вести сварку сверху вниз. На видео в интернете видна важность поперечно колебательных движений по сторонам. Если держать горелку долго на одном месте, расплавленный металл начнет стекать вниз. При наличии широкого зазора, сперва, делается «мостик» между частями изделия в верхней точке. После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
Начинающие сварщики быстро учится выполнять качественные швы на таких аппаратах, поскольку в них нет шлака, и лучше видно сварочную ванну. Зная устройство и принципы настройки полуавтомата, можно выполнять различные работы в производственных и домашних условиях.
Поделись с друзьями
1
0
1
0
Тип сварочных процессов (ручная, полуавтоматическая, машинная, автоматизированная, роботизированная сварка) — общие технические знания
Определено в Американском национальном стандарте: стандартные термины и определения для сварки, AWS A3.0: 2001:
1. Ручная сварка (MMA, TIG…)
Сварка, при которой вся операция сварки выполняется и контролируется вручную. Поскольку сварщик выполняет всю работу вручную, это требует больших физических усилий и может привести к травмам.
При ручной сварке как «сварка с помощью горелки, пистолета или электрододержателя, удерживаемая и управляемая вручную», сварщик выполняет функцию сварки и постоянно контролирует сварочные операции вручную.
2. Полуавтоматическая сварка (FCAW, MIG, MAG…)
При полуавтоматической сварке, определяемой как «ручная сварка с использованием оборудования, которое автоматически контролирует один или несколько условий сварки», сварщик манипулирует сварочным пистолетом для создания сварного шва, в то время как электрод автоматически подается на дугу.
3. Сварка машинная (механизированная)
Сварка с помощью оборудования, которое требует манипуляций со стороны оператора или регулировки в ответ на изменения условий сварки. Резак, пистолет или электрододержатель удерживается механическим устройством, а механическое устройство, которое удерживает пистолет, горелку или электрод, может быть роботом.
В механизированной сварке определяется как «сварка с использованием оборудования, которое требует ручной настройки органов управления оборудованием в ответ на визуальное наблюдение за сваркой, с горелкой, пистолетом или электрододержателем, удерживаемым механическим устройством», вмешательство сварщика заключается в настройки органов управления оборудованием в ответ на визуальное наблюдение за операциями.
4. Автоматическая сварка (SAW…)
Сварка с использованием оборудования, которое требует лишь периодического наблюдения за сварным швом или его отсутствия, а также без ручной регулировки органов управления оборудованием. При этом типе сварки сварщик запускает машину и отслеживает дефекты или проблемы, требующие исправления.
В автоматизированной сварке определяется как «сварка с использованием оборудования, которое требует только периодического наблюдения или отсутствия наблюдения за сварным швом и без ручной регулировки органов управления оборудованием», участие сварщика ограничивается активацией аппарата для запуска цикла сварки и наблюдением сварка на прерывистой основе, если вообще.
5. Роботизированная сварка
Сварка выполняется и контролируется роботизированным оборудованием, которое не требует участия сварщика. Основная функция сварщика в роботизированной сварке — поддерживать контроль качества и устранять любые отклонения или проблемы.
Роботизированная сварка, , определяемая как «сварка, которая выполняется и управляется роботизированным оборудованием», не влечет за собой участия оператора сварки в выполнении сварки, поскольку сварочные операции выполняются и контролируются сварочными роботами.
В чем разница между механизированной, автоматической и роботизированной сваркой?
Определения каждого термина в соответствии с Британским стандартом BS 499: Часть 1: 1991 следующие:
Механизированная сварка — Сварка, при которой параметры сварки регулируются механически или электронно и могут быть изменены вручную во время сварки для поддержания требуемого положения при сварке.
Автоматическая сварка — Сварка, при которой все параметры сварки регулируются.Ручная регулировка может выполняться между сварочными операциями, но не во время сварки.
Роботизированная сварка — Автоматическая сварка с использованием робота, который можно предварительно запрограммировать на разные пути сварки и геометрию изготовления.
Успешное применение механизированных / автоматизированных систем может дать ряд преимуществ. К ним относятся повышение производительности, стабильное качество сварки, прогнозируемая производительность сварки, снижение переменных затрат на сварку и снижение затрат на детали. Ограничения включают более высокие капиталовложения, чем для ручного сварочного оборудования, потребность в более точном расположении и ориентации деталей, а также более сложных устройствах перемещения дуги и управления.Таким образом, производственные требования должны быть достаточно большими, чтобы оправдать затраты на оборудование и установку, обслуживание оборудования и обучение операторов / программистов для автоматизированного / роботизированного оборудования.
Справочный документ:
+ TWI
+ AWS A3.0
+ BS 499
Нравится:
Нравится Загрузка …
Связанные
.Сварочное оборудование | Статья о сварочном оборудовании по The Free Dictionary
машин, аппаратов, приспособлений и приспособлений, необходимых для изготовления сварных изделий из полуфабрикатов. Сварочная позиция или станция — это набор сварочного оборудования для операций, требующих некоторой степени участия сварщика. Сварочная линия объединяет несколько сварочных постов.
Сварочные станции могут использоваться при дуговой сварке, контактной сварке, газовой сварке, электронно-лучевой сварке или другими методами.Сварочное оборудование включает сварочный аппарат, источники питания и устройства, непосредственно используемые для проведения процесса сварки, приспособления и приспособления для быстрой сборки свариваемых деталей, для удержания деталей во время сварки, а также для предотвращения или уменьшения коробления сварные изделия, вспомогательное оборудование, используемое для транспортировки деталей во время сварки, а также для монтажа и транспортировки сварочного аппарата, а также различные другие инструменты, используемые сварщиком. В процессе сварки также используются различные транспортные средства и инструменты для контроля качества сварки.Технические характеристики сварочного оборудования определяются выбранным способом сварки, типом производства и степенью механизации, то есть выполняется ручная, полуавтоматическая или автоматическая сварка.
Сварочный пост — это участок производственной площади, на котором расположены источник питания, токопроводящие провода, необходимые приспособления, приспособления и сварочный инструмент. Для защиты персонала от излучения сварочный пост закрывается занавесками или панелями.Стационарные автоматизированные станции широко используются в современных производственных процессах; такие станции расположены в производственных цехах. Мобильные станции используются в полевых условиях для сварки крупных объектов при строительных и ремонтных работах.
Сварщики . Сварочные станции включают источники питания и оборудование для регулирования дуги во время сварки. Источники питания, используемые при сварке, должны обеспечивать удобное непрерывное или ступенчатое управление и удовлетворять общим требованиям к электрическим машинам и оборудованию.При электросварке используются сварочные трансформаторы, генераторы и выпрямители; газогенераторы используются при газовой сварке. Источники питания могут быть однопозиционного или многопозиционного типа, стационарные установки для непрерывной, длительной работы или небольшие переносные блоки для непродолжительной работы.
Сварочный трансформатор используется для согласования параметров сварочной цепи и источника питания; он также функционирует как регулятор напряжения. При дуговой сварке напряжение регулируется механически или электрически.В первом случае изменяется расстояние между первичной и вторичной обмотками. Электрическое регулирование осуществляется путем изменения управляющих токов в дополнительных обмотках, расположенных на верхней и средней полевых каркасах трансформатора. В этом методе вторичная обмотка делится на две секции, одна из которых расположена в верхнем окне трансформатора. Такой трансформатор способен производить различные напряжения холостого хода без изменения передаточного числа; это свойство требуется для регулировки сварки.Сварочные трансформаторы, используемые при контактной сварке, имеют минимальное сопротивление короткому замыканию и вторичную обмотку, которая обычно состоит из одного или двух витков. Изменения вторичного напряжения достигаются за счет ответвлений участков витков первичной обмотки.
Сварочный генератор — это специально разработанная электрическая машина — машина постоянного тока или машина, работающая на частотах, превышающих стандартные. Используются однопозиционные генераторы; это могут быть устройства общего назначения или они могут иметь падающие внешние характеристики, что приводит к стабильной сварочной дуге.Сварочные генераторы могут быть перекрестно-полюсными или расщепленными, или они могут иметь понижающую последовательную обмотку. В сварочном генераторе со скрещенными полями короткозамкнутая обмотка якоря создает поперечный магнитный поток. Характеристики падения обусловлены продольным противодействием потоку якоря. В генераторе с понижающей последовательной обмоткой внешние характеристики являются результатом взаимодействия магнитных потоков понижающей последовательной обмотки и намагничивающей параллельной обмотки. Напряжение, подаваемое на обмотку намагничивания, снимается с третьей щетки или от независимого источника питания.
Сварочные выпрямители преобразуют переменный ток из источника питания в постоянный; такие преобразователи могут иметь падающие, фиксированные или регулируемые внешние характеристики. Они состоят из трансформатора, комплекта полупроводниковых электроклапанов, системы автоматического управления, реактора и коммутационного оборудования. Преобразователь регулируется трансформаторами или электрическими регулирующими клапанами.
Газогенератор — устройство для производства топливных газов. Обычно он производит ацетилен из карбида кальция при взаимодействии последнего с водой.
Автомат для дуговой сварки состоит из комплекса механизмов и устройств, используемых для механизации процесса сварки, включая подачу электродной проволоки, зажигание и поддержание сварочной дуги, поддержание заданных условий сварки и остановку сварки. процесс после завершения сварки. В таких установках сварочные головки могут иметь независимую скорость подачи электродной проволоки; в этом случае в процессе дуги используется саморегулирующаяся дуга. Скорость подачи электродной проволоки также может автоматически регулироваться в соответствии с напряжением дуги.
Мобильные самоходные сварочные аппараты могут использоваться для замены сложных стационарных установок. Также используются сварочные автоматы и независимые подвесные сварочные головки для электросварки одним или несколькими электродами. Электроды могут быть подключены к общему источнику питания или к отдельным независимым источникам питания. Также используется оборудование для сварки неплавящимся углеродным или вольфрамовым электродом.
Полуавтоматы для дуговой сварки имеют механизированную подачу электродной проволоки и ручное перемещение горелки по свариваемым кромкам.Полуавтоматы для сварки неплавящимся электродом имеют механизированную подачу присадочной проволоки. Эта проволока может быть протянута через гибкий направляющий шланг или может подаваться с катушки с помощью механизма, встроенного в горелку. Полуавтоматы используются при сварке в среде защитных газов, неэкранированной дуге и под флюсом. Механизм подачи проволоки и горелка удерживаются в руке сварщика и соединяются гибким шлангом. Шланг функционирует как направляющий канал, по которому электродная проволока, сварочный ток, флюс и защитный газ поступают в зону дуги.При электросварке сварочная горелка — это механизм, который подает электрический ток на электрод и газ в зону дуги; при газовой сварке горелка используется для регулировки сварочного пламени.
Сварочный автомат, применяемый при электрошлаковой сварке, по своей конструкции отличается от автоматов, используемых при дуговой сварке, так как первый используется для сварки кромок в вертикальном положении. Некоторые автоматы передвигаются по рельсам; другие проходят прямо по краям свариваемых деталей. Помимо самоходного механизма вертикального движения, сварочный аппарат также оснащен двумя ползунами, предназначенными для удержания сварочной ванны и формирования сварного шва, и механизмом для вибрации электродов по поверхности сварочной ванны расплава.
Сварочные приспособления и приспособления . Сварщик использует приспособления и приспособления для сборки деталей перед сваркой, для удержания деталей на месте, для сварки ранее собранных деталей и для совмещения операций сборки и сварки. Используются как универсальные приспособления и приспособления, так и приспособления, специально разработанные для определенного продукта; конструкция зависит от типа производственного процесса. Детали могут удерживаться вместе с помощью винтовых, коленчатых, кулачковых и эксцентриковых или магнитных зажимов.Подвижные зажимы могут использоваться для удержания вместе отдельных деталей, или инструмент может быть частью оборудования, предусмотренного для каждого сварочного стенда. Прихваточная сварка иногда используется для фиксации деталей на месте небольшими временными сварными швами. Раскосы, распорки и домкраты используются для позиционирования и удержания свариваемых кромок. Сборка и сварка изделий осуществляется на универсальных и специальных стендах. Позиционеры, такие как опоры, рычаги, штифты и калибры, используются для определения местоположения свариваемых деталей. Оборудование сварочного стенда также включает устройства для дозирования флюсов, флюсовых и газовых подушек, а также устройства для формовки сварных швов.
Вспомогательное оборудование . Сварочные установки состоят из компонентов, предназначенных для размещения заготовки в наиболее удобном для сварки положении, для поворота заготовки во время сварки или во время сервисных операций в зоне сварного шва, а также для установки и транспортировки сварочного аппарата. Роликовые конвейерные, шпиндельные, цепные, поворотные и рычажные кантователи используются для размещения деталей в удобном положении для сварки. Для вращения свариваемого изделия используются вращатели с вертикальной, наклонной или горизонтальной осью вращения.Заготовки закрепляются и поворачиваются с помощью дискового патрона или направляющей (для центральных ротаторов) или роликов (для роликовых ротаторов). Стенды вращателя роликового типа часто используются при сварке цилиндрических изделий; приводные ролики таких ротаторов обычно имеют резиновое покрытие. Цеховые и сварочные манипуляторы используются для поворота заготовок вокруг своей оси в тех случаях, когда пространственное положение оси изменяется во время сварки. Подвесные платформы, рельсовые пути и специальные приспособления, которые захватывают заготовку, используются для установки и транспортировки сварочных автоматов и полуавтоматов, для подвешивания устройства над движущимися заготовками и для транспортировки устройства по сварному шву или от сварного шва к сварному шву.
Инструмент сварочный . Инструменты сварщика включают электрододержатели для ручной сварки электродами, сварочные горелки, инструменты для очистки, такие как молотки для удаления шлака, пневматические молотки, проволочные щетки и шлифовальные станки, инструменты для подгонки соединяемых деталей, инструменты для перемещения и токарной обработки горячих деталей. , инструменты для юстировки сварочного оборудования, приспособлений и приспособлений, а также измерительные инструменты, такие как калибры и микрометры. Сведения об оборудовании для специальных методов сварки, таких как контактная, ультразвуковая и диффузионная сварка, приведены в статьях, посвященных этим методам.
СПИСОК ЛИТЕРАТУРЫ
Сварочное оборудование: Каталог-справочник , части 1–3. Киев, 1968–72.Гитлевич А.Д., Этингоф Л.А. Механизация и автоматизация сварочного производства . М., 1972.
Бельфор М.Г., Патон В.Е. Оборудование для дугового и шлаковой сварки и наплавки . Москва, 1974.
Севбо П.И. Комплексная механизация и автоматизация сварочного производства . Киев, 1974.
Чвертко, А.И., Тимченко В.А. Установки и станки для электродуговой сварки и наплавки . Киев, 1974.
М.Г. Б ЭЛЬ’ФОР , И. И. З АРУБА и В. Н. Т РОИЦКИЙ
Большая советская энциклопедия, 3-е издание (1970-1979). © 2010 The Gale Group, Inc. Все права защищены.
.