Аргонная сварка в Самаре. Профессиональная сварка аргоном.
Компания «Евроремонт» работает на рынке сварочных услуг в Самаре более 8 лет и рады предоставить вам качественные и профессиональные услуги по сварке любых металлов. Одно из направлений в сфере сварочных услуг является аргонная сварка, а именно аргонодуговая сварка неплавящимся электродом, все обычно это называют сварка аргоном. Аргонная сварка предпочтительнее электродуговой или газовой сварки ее качество соединения гораздо лучше, чем перечисленные выше. Намного дешевле воспользоваться услугой аргонной сварки, чем купить новую деталь и при этом качество не страдает, а долговечность гарантированна.
Мы оказываем своим клиентам следующие услуги аргонной сварки:
- отремонтировать автомобильные литые диски
- детали из алюминия
- детали из стали
- различные кронштейны
- сваривать тугоплавкие и сложные металлы
- сварка металлов в зоне трещин, восстановление отколотых фрагментов корпуса
Во всех случаях аргонная сварка цена которой может зависеть от длины шва, выполняется с использованием вольфрамовых электродов с керамической оболочкой, имеющей на конце сопло.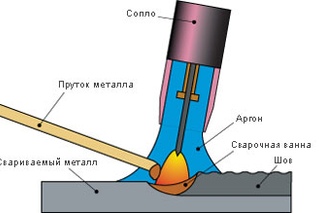 Любая аргонная сварка цена которой может изменяться в зависимости от вида ремонта, гарантирует создание надежного и долговечного соединения. Стоит отметить и еще одну особенность работ аргонной сваркой. Она требует от мастера внушительного опыта и высокой квалификации. У нас работают высоколаснные специалисты, которые всегда дают гарантию на свою работу. Причем качество результата определяется и 2-мя другими компонентами, это качеством присадного материала и наличием современного оборудования. Наша компания обладает всеми тремя вышеперечисленными составляющими. И мы готовы предоставить нашим клиентам высококвалифицированные услуги аргонной сварки по доступной стоимости. Необходимо отметить, что аргонная сварка цена которой отличается в различных сервисных центрах, может быть как ручной, так и автоматической. В первом случае горелку и присадочный прут держит сварщик, а во втором случае эти элементы представляют собой часть конструкции специального сварочного оборудования.
Любая аргонная сварка цена которой может изменяться в зависимости от вида ремонта, гарантирует создание надежного и долговечного соединения. Стоит отметить и еще одну особенность работ аргонной сваркой. Она требует от мастера внушительного опыта и высокой квалификации. У нас работают высоколаснные специалисты, которые всегда дают гарантию на свою работу. Причем качество результата определяется и 2-мя другими компонентами, это качеством присадного материала и наличием современного оборудования. Наша компания обладает всеми тремя вышеперечисленными составляющими. И мы готовы предоставить нашим клиентам высококвалифицированные услуги аргонной сварки по доступной стоимости. Необходимо отметить, что аргонная сварка цена которой отличается в различных сервисных центрах, может быть как ручной, так и автоматической. В первом случае горелку и присадочный прут держит сварщик, а во втором случае эти элементы представляют собой часть конструкции специального сварочного оборудования.
На все виды сварочных работ предоставляется гарантия.
Наши специалисты кроме сварки аргоном, сварочные работы, могут предложить и другие виды работ;
Сварка цветных металлов: электродуговая, аргонная и газовая
Размеры изделия: от 10 мм до 6 метров.
Толщина изделия: от 1 до 30 мм.
Материалы: цветные металлы и сплавы.
Как работает
С помощью сварки создается неразъемное соединение. Процесс происходит за счет взаимного проникновения материалов двумя методами:
- Деформированием — сдавливанием материалов. При сварке цветных металлов этот метод используется редко.
Специалисты Диаметалл выбирают оптимальный вид сварки исходя из нескольких параметров: толщины и состава металла, вида изделия, требований к сварному шву.
Рассчитать стоимость сварки цветных металлов в Диаметалл
Обязательное условие крепкого сварного шва — качественная подготовка изделия. Смотрите: очистка металла.
Электродуговая сварка
Электродуговая сварка происходит за счет действия электрической дуги — токового разряда между деталью и сварочным электродом. Чтобы создать дугу, электрод и деталь присоединяют к источнику тока. При касании электродом детали происходит короткое замыкание. Нагретый воздух ионизируется — превращается в проводник тока. Электрическая дуга, проходя по ионизированному воздуху, нагревается до 6 000 град. Детали плавятся, образуя сварочный шов.
Присадки в оболочке электрода образуют шлак на поверхности шва. Шлак — защитная оболочка, препятствующая окислению материала шва. Это улучшает его свойства: шов равномерно проваривается, в нем отсутствуют полости и поры.
Электродуговую сварку сложно использовать с цветными металлами. Алюминий быстро окисляется и не меняет цвет при плавлении.
Аргонодуговая сварка (сварка аргоном)
При аргонной сварке сварной шов защищают от окисления воздухом подачей нейтрального газа — аргона. Дуга в такой среде нагревается до 2000 град. Это меньше, чем при электродуговой сварке, поэтому металл не перекаляется. Шов получается аккуратным, без брызг и выделения шлаков. При этом, скорость сварки аргоном ниже электродуговой сварки.
Сварка аргоном осуществляется плавящимся и неплавящимся электродом.
- Аргонодуговая сварка плавящимся электродом. В качестве электрода часто используется алюминиевая проволока, которая подается в место сварки деталей, заполняя собой сварной шов. Такой вид аргонодуговой сварки называют MIG или MAG.
- Аргонодуговая сварка неплавящимся электродом. В этом виде аргонодуговой сварки используют неплавящиеся вольфрамовые электроды.
 Чаще применяется для сварки тонкостенных деталей — до 6 мм. Хорошо подходит для алюминия, магния, нержавеющей стали, чугуна и титана. Этот вид аргонно-дуговой сварки называют TIG.
Чаще применяется для сварки тонкостенных деталей — до 6 мм. Хорошо подходит для алюминия, магния, нержавеющей стали, чугуна и титана. Этот вид аргонно-дуговой сварки называют TIG.
 Чаще применяется для сварки тонкостенных деталей — до 6 мм. Хорошо подходит для алюминия, магния, нержавеющей стали, чугуна и титана. Этот вид аргонно-дуговой сварки называют TIG.
Чаще применяется для сварки тонкостенных деталей — до 6 мм. Хорошо подходит для алюминия, магния, нержавеющей стали, чугуна и титана. Этот вид аргонно-дуговой сварки называют TIG.Газовая сварка
Газовая сварка происходит за счет горения смеси кислорода и ацетилена с использованием специальной проволоки, называемой присадочной. Пламя нагревает металл до 3000 град.
Для защиты от окисления используются флюсы. Они образуют пленку на поверхности сварного шва, препятствуя доступу воздуха к расплавленному металлу.
Газовую сварку используют для соединения изделий из чугуна, меди, свинца. Латунь сваривают увеличив подачу кислорода. Это защищает сварной шов от образования пор. Для газовой сварки бронзы используют восстановительное пламя, находящееся близко к центру факела. В нем маленькая концентрация кислорода, благодаря чему из материала не выжигается олово и алюминий.
Плюсы и минусы видов сварки цветных металлов
Способ сварки определяют индивидуально в зависимости от вида металла, толщины свариваемых изделий и способа их применения, с учетом достоинств и недостатков каждого вида
| Электродуговая сварка | Аргонно-дуговая сварка (аргонная сварка) | Газовая сварка | |
|---|---|---|---|
| Скорость | Высокая | Невысокая Особенно в сравнении с электродуговой сваркой |
Невысокая Особенно для толстых деталей |
| Толщина свариваемых деталей | Любая | Любая | Сложно варить толстые детали. |
| Применение на улице | Ограничено Только в сухую погоду рядом с источником электричества. |
Практически в любую погоду. | |
| Перегрев металла | Перегрев в месте стыка | Нет перегрева Нагрев металла равномерный. Подходит для тонкостенных деталей. |
Меньший перегрев Меняя угол пламени просто управлять уровнем нагрева. Позволяет варить тонкостенные металлы и чугун. |
| Аккуратность шва | Широкий шов Из-за колебательных движений электрода |
Аккуратный тонкий шов Без колебательных движений электрода. | Аккуратный шов |
Рассчитать стоимость сварки черных металлов в Диаметалл
Сварка цветных металлов в Диаметалл в 5 этапов
- Согласование. Если чертежа нет, сделаем сами по вашему эскизу.
- Предоплата. Необходима, чтобы начать работу.
- Сварка. 500–1000 деталей от 2 рабочих дней, 1000–5000 деталей от 5 рабочих дней.
- Контроль качества. Проверяем соответствие размерам чертежа, качество сварных соединений.
- Оплата и доставка. Своим автотранспортом по Санкт-Петербургу и Ленинградской области.
 Необходима, чтобы начать работу.
Необходима, чтобы начать работу.Диаметалл — металлоизделия для строительства и торговли
Режем, гнем, сверлим, варим и обрабатываем металл. Производим металлоконструкции, кронштейны, закладные. ….
Аргонная сварка в Москве по низким ценам
В Москве аргон, а именно, сварка аргоном, приобретает все большую и большую популярность. Назначение аргонной сварки — это соединение нержавейки, титана, алюминия, меди и других материалов, используемых в автомобильной промышлености. Он используется для сварки различных металлов. Особенно это относится к металлам, окисляющимся при взаимодействии с воздухом. Аргонная сварка в Москве применяется для ремонта деталей автомобиля.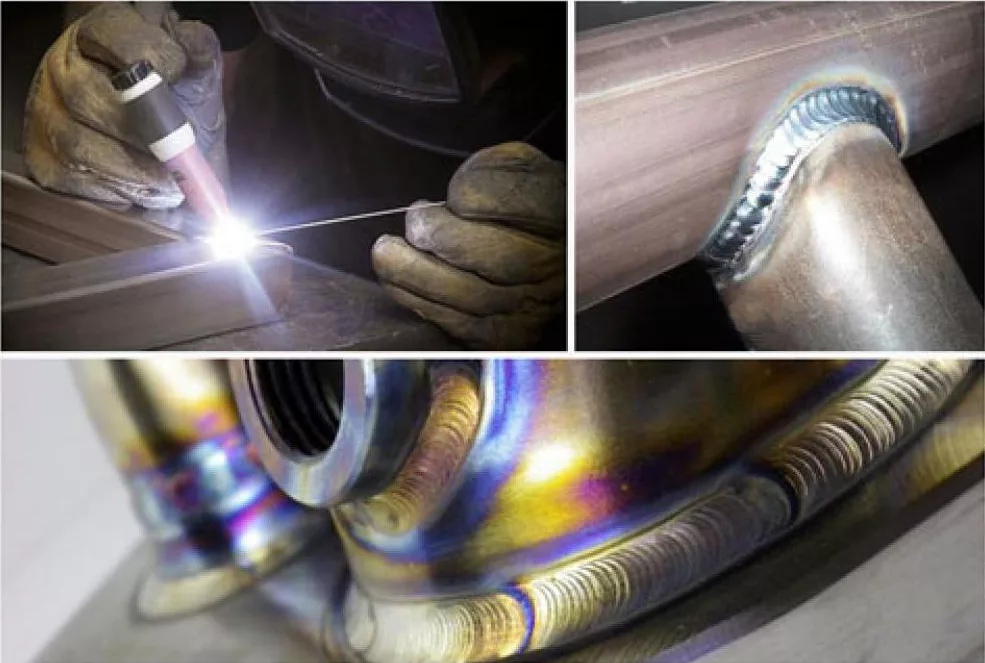 Кондиционеры, радиаторы, различные блоки, а также литые диски нуждаются порой в ремонте, и для их починки как раз и требуется аргонная сварка. Цена аргонной сварки в Москве — тоже один из главных вопросов, который будет рассмотрен в заключении данной статьи.
Кондиционеры, радиаторы, различные блоки, а также литые диски нуждаются порой в ремонте, и для их починки как раз и требуется аргонная сварка. Цена аргонной сварки в Москве — тоже один из главных вопросов, который будет рассмотрен в заключении данной статьи.
Как осуществляется сварка аргоном
Технология сварки аргоном достаточно сложная, поскольку требует современного оборудования. Также важна и высокая квалификационная степень сотрудника. Тонкий и аккуратный шов, которые выполняют мастера в шиномонтаже в районе метро Алтуфьево, показывает их опыт в работе с аргонной сваркой. Аргонная сварка в Москве осуществляется с помощью электродов вольфрама. Эти электроды имеют керамическое сопло. Аргон, препятствующий контакту воздуха и металла, поступает в месту сварки именно через это сопло. Прочный шов создается именно потому, что метал не подвергается окислительным процессам. Аргонная сварка, цена на которую варьируется в зависимости от сложности работы, бывает различная: ручная и автоматическая. Аргонная сварка в СВАО позволяет производить работу с материалами, которые с трудом поддаются сварке, и уже путем наплавки осуществлять их соединение. Также наплавка пригодна для такого рода работ, как восстановление утраченных объемов детали. Этот вид работ чаще применяют при ремонте литых дисков автомобиля.
Аргонная сварка в СВАО позволяет производить работу с материалами, которые с трудом поддаются сварке, и уже путем наплавки осуществлять их соединение. Также наплавка пригодна для такого рода работ, как восстановление утраченных объемов детали. Этот вид работ чаще применяют при ремонте литых дисков автомобиля.
Преимущества аргонной сварки
Прежде всего следует отметить, что процесс убыстряется с помощью современного оборудования. Во-вторых, струя поступающего через сопло аргона выдувает все отходы. В-третьих, это сварка аргоном – это экономный вид сварки. Преимущества сварки аргоном заключается в том, что она позволяет соединять как малые детали, так и детали из металлоконструкций большой величины, при этом сохранив эстетические свойства шва, который не требует обработки и отчистки от электродных примесей обычной сварки. Стоить отметить, что польза от аргонной сварки возникает, когда мы имеем доступ лишь к одной из сторон свариваемых межу собой поверхностей, но при этом хотим получить тонкий красивый шов и максимальную крепость детали. Достигать этого позволяет точное регулирование степени проплавления детали. Сотрудник «EXPERTSHiN» работает с аргонной сваркой на малых токах, и это благоприятно влияет на качество шва и эстетических вид материала.
Достигать этого позволяет точное регулирование степени проплавления детали. Сотрудник «EXPERTSHiN» работает с аргонной сваркой на малых токах, и это благоприятно влияет на качество шва и эстетических вид материала.
Где в Москве можно сварить аргоном?
Аргонная сварка в Москве доступна во многих местах, но мало кто выполняет ее на должном уровне. Хороших мастеров можно пересчитать по пальцам в каждом районе Москвы. Не исключение и СВАО. В Алтуфьево и Бибирево зарекомендовал себя большим опытом и качественной работой мастер, работающий в «EXPERTSHiN» на Алтуфьевском шоссе. Наш специалист может предложить Вам тонкий и аккуратный шов, который надежно выдерживает постоянную нагрузку. Цена аргонной сварки также окажется для Вас приятным сюрпризом. И помните, шиномонтаж «ЭкспертШин» предлагает Вам услугу «аргоновая сварка» при соблюдении всех технологических требований!
Цены на аргонную сварку в нашем сервисе
| Сварной шов | 1 см — 150 р |
| Направление | 1 см — 150 р |
| Сварка трубки | 500 р |
| Воссоздание утраченого куска | цена договорная |
Форма заказа услуги
Сварка аргоном в Москве ВАО
- автокондиционеры
Зимой, благодаря реагентам, на дорогах нашего города образуется агрессивная среда, от которой портятся автомобили, а летом портится настроение — не работает кондиционер.
Цены на аргонно-дуговую сварку (аргонная сварка)
| Сварка трубки | от 800 |
| Сварка радиатора (конденсатора) | от 1500 |
| Изготовление новой трубки | от 1500 |
| Сварка поддона двигателя, коробки | от 800 |
| Сварка ГБЦ, блока цилиндров | от 1500 |
Применение аргонной сварки для ремонта автокондиционеров
Более половины работ, проводимых на нашем автосервисе по ремонту автокондиционеров, связано с утечками в магистралях и радиаторах, сгнивших от реагентов.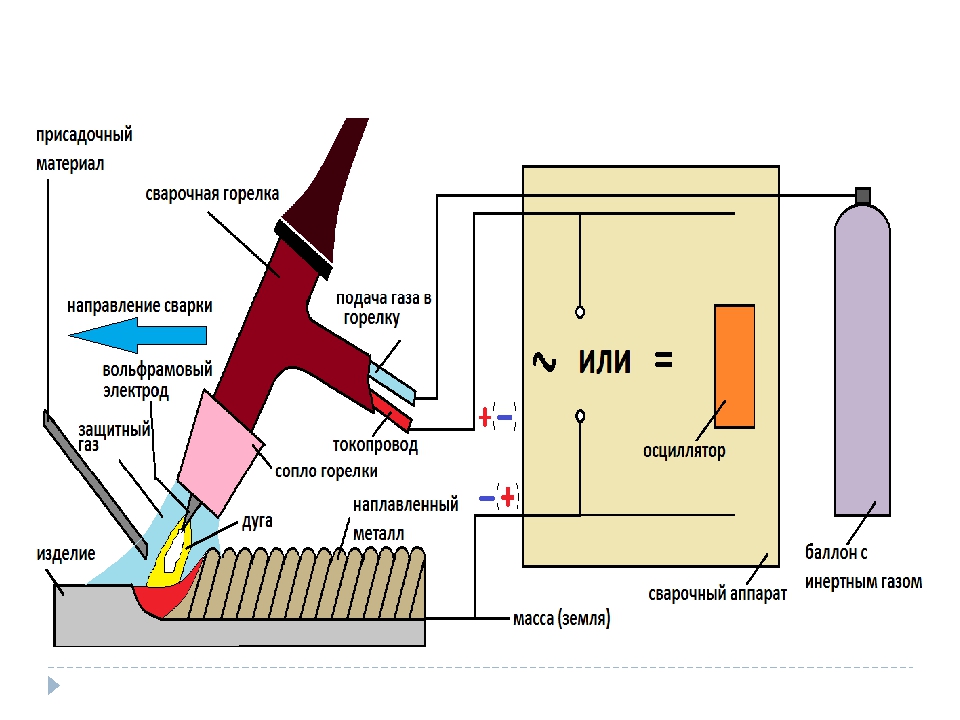 Да и качество металла у производителей последнее время страдает. Как в советские сигареты добавляли иногда табак, так и сейчас в радиаторы и трубки добавляют чуть-чуть алюминия. С каждым годом все чаще приезжают машины, после первой зимы проведенной в Москве, на ремонт.
Да и качество металла у производителей последнее время страдает. Как в советские сигареты добавляли иногда табак, так и сейчас в радиаторы и трубки добавляют чуть-чуть алюминия. С каждым годом все чаще приезжают машины, после первой зимы проведенной в Москве, на ремонт.
Не говоря о шедевральном радиаторе Daewoo Nexia, скажем, что гниют трубки на всех марках машин, без исключения. А радиаторы (конденсоры)дорогих марок авто последнее время сгнивают быстрее, чем остальные.
Рассыпаются от коррозии соты между секциями, и радиатор становится похож на гусли (хочется подергать за струны, пропев балладу о прозорливости производителей). И если такой радиатор не пропускает газ — система кондиционера мгновенно перегревается, из-за отсутствия теплоотдачи; в итоге — компрессор клинит, что еще накладней для владельцев авто (промывка системы с заменой компрессора — от 25 т.р.).
Восстановить трубки и радиаторы можно с применением аргонно-дуговой сварки (см. видео), либо порошкового напыления металлов. Но современные радиаторы, если сгнивают — не подлежат ремонту. Только после механического повреждения их имеет смысл сварить аргоном, и то не все: некоторые особенно тонкие радиаторы можно восстановить, применив порошковое напыление металлов либо пайку.
Техноголия аргонной сварки алюминия
Технология аргонной сварки заключается в сварке алюминиевых деталей в аргонной среде. Инертный газ аргон защищает всю зону сварки от взаимодействия с кислородом и таким образом исключается образование оксидной пленки.
Аргонная сварка выполняется с помощью электродов — как плавящихся, так и не плавящихся вольфрамовых. Она может быть произведена вручную или автоматически. Для автокондиционеров используются только ручная сварка.
Аргонная сварка имеет ряд преимуществ перед другими видами сварки, во многих случаях — незаменима. Но имеет ряд недостатков, главный из них — это слишком низкая производительность ручной сварки.
Однако, при этом аргонная сварка остается самым предпочтительным методом при ремонте алюминиевых частей автомобиля, а также для сварки деталей из других цветных металлов.
Видео об аргоной сварке, снятое на автосервисе КлиматАвто
Аргонодуговая сварка — Svarcom
Описание методаАргонодуговая сварка (иначе называемая сварка вольфрамовым электродом в среде защитных газов) представляет собой мощную дугу, которая горит между неплавящимся вольфрамовым электродом и свариваемой заготовкой. Сварочная ванна и электрод находятся внутри инертного газа, как правило, аргона, подаваемого через газовое сопло в конце сварочной горелки, в центре которого находится электрод.
Аргонодуговая сварка также может быть использована для сварки с использованием присадочного материала, который подается в виде прутка вручную подобно газовой сварке. Приспособления для механизированной аргонодуговой сварки используются для решения разных задач, таких, например, как соединение труб и сварка труб в трубной доске теплообменника. Подобные автоматические системы могут включать многие дополнительные функции, такие как механизированная подача присадочной проволоки.
Приспособления для механизированной аргонодуговой сварки используются для решения разных задач, таких, например, как соединение труб и сварка труб в трубной доске теплообменника. Подобные автоматические системы могут включать многие дополнительные функции, такие как механизированная подача присадочной проволоки.
Характерными для данного метода являются:
— стабильная дуга.
— отличный контроль результата сварки.
В основном аргонодуговую сварку применяют для сварки: нержавеющих сталей; лёгких металлов, например алюминиевых и магниевых сплавов, и сварки меди и медных сплавов. Она также применима для сварки всех свариваемых материалов, помимо свинца и цинка, для всех типов соединений и во всех позициях. Однако, аргонодуговая сварка больше всего подходит для сварки тонких материалов, начиная от толщины 0,5 мм и заканчивая 3 мм . С точки зрения производительности, аргонодуговая сварка не может конкурировать с другими методами сварки, такими как сварка короткой дугой.
Следующее оборудование необходимо для ведения аргонодуговой сварки:
— сварочная горелка
— высокочастотный генератор для возбуждения дуги
— источник питания
— защитный газ
— контролирующее оборудование
Сварочная горелкаОсновные требования, которым должна соответствовать горелка, это малый вес и хорошая изоляция. Эти требования в основном применяются для ручной сварки и менее важны для сварки механизированной. Существуют два основных типа горелок: с водяным охлаждением и с воздушным охлаждением. В настоящее время сварочные горелки могут нести такой ток:
— с водяным охлаждением: максимум до 400 А.
— с воздушным охлаждением: максимум до 200 А.
Рис .1 Разновидности сварочных горелок
Мощная дуга В аргонодуговой сварке сварочная дуга в основном возбуждается с помощью высокочастотных генераторов, которые нужны для того, чтобы выпустить искру, которая обеспечивает первичный путь через воздух для сварочного тока низкого напряжения. Частота первоначального возбуждающего импульса может достигать нескольких МГц, в сочетании с напряжением в несколько кВт. Однако, это вызывает сильные электрические помехи, что является основным недостатком данного метода.
Частота первоначального возбуждающего импульса может достигать нескольких МГц, в сочетании с напряжением в несколько кВт. Однако, это вызывает сильные электрические помехи, что является основным недостатком данного метода.
Это метод не многим лучше возбуждения дуги путем контакта электрода с заготовкой: это не только грозит появлением вольфрамовых включений в сварочном шве, но и ухудшает качество электрода в результате налипания на него брызг с обрабатываемой заготовки.
Другой метод возбуждения дуги – это метод «дежурной дуги», но он требует использования контролируемого источника питания. Дуга возбуждается, когда электрод контактирует с заготовкой, но в данном случае специальный источник питания который поддерживает достаточно низкий уровень колебаний мощности для предотвращения каких — либо неприятных эффектов. Отнятие электрода от заготовки инициирует возбуждение дуги и повышение тока до нормального уровня.
Источник питания Для нормального выполнения аргонодуговой сварки обычно используют источники постоянного тока прямой полярности (- на электроде, +на заготовке), что значит что все тепло переходит в заготовку. Однако, при сварке алюминия, оксидная плёнка разрушается только при сварке на обратной полярности (+ на электроде, — на заготовке), что приводит к чрезмерному перегреванию электрода. Как компромисс, алюминиевые и магниевые сплавы, как правило, варят на переменном токе. Источники тока для аргонодуговой сварки, как правило, имеют электронное управление, это может быть преобразователь или тиристорный выпрямитель. Напряжение холостого хода при постоянном токе должно равняться приблизительно 80 В.
Однако, при сварке алюминия, оксидная плёнка разрушается только при сварке на обратной полярности (+ на электроде, — на заготовке), что приводит к чрезмерному перегреванию электрода. Как компромисс, алюминиевые и магниевые сплавы, как правило, варят на переменном токе. Источники тока для аргонодуговой сварки, как правило, имеют электронное управление, это может быть преобразователь или тиристорный выпрямитель. Напряжение холостого хода при постоянном токе должно равняться приблизительно 80 В.
При сварке переменным током (синусоидальной), высокочастотный генератор работает постоянно, иначе дуга постоянно гасла бы на переходах через ноль.
Синусоида при переменном токеВ 1970-е годы были сконструированы новые источники питания на основе новых технологий, которые дали возможность получить сигнал квадратной формы. Это позволило сильно ускорить переход через ноль, что в свою очередь дало такие эффекты:
— отсутствие необходимости в постоянной работе ВЧ при аргонодуговой сварке на переменном токе;
— возможность пропорционально изменять токи прямой и обратной полярностей;
— возможность регулировать глубину проплавления и разрушение оксидной плёнки, что полезно при сварке алюминия.
На рисунке 2 показана форма тока при питании прямоугольным импульсом. Сбалансированная кривая (слева) имеет быстрый переход через ноль, в отличие от обычной синусоидальной волны. Возможность смещения баланса двух полярностей означает, что, в отдельных случаях скорость сварки может возрасти на 50-75%. При нормальных условиях сбалансированной волны 50% отрицательной полярности имеет электрод. На двух кривых справа показаны 70% отрицательной, 130% положительной полярности (для большего провара или скорости) и 45 % отрицательной, 155% положительной полярности (для быстрейшего разрушения оксидной пленки).
Тепловая пульсацияИспользуется для того, чтобы обеспечить лучший контроль над сварочной ванной и процессом застывания. Использование пульсирующего подвода тепла даёт несколько преимуществ:
— меньшая чувствительность к изменению ширины зазора;
— улучшение контроля сварочной ванны при разных позициях сварки
— улучшение контроля проникновения и формы шва
— уменьшение чувствительности к неравномерности теплопроводности и длины дуги.
Необходимость использования контролирующего оборудования зависит от степени механизации. Однако, оно обычно используется для предварительной и последующей подачи защитных газов и для автоматического управления ВЧ-генератором. Также часто используется возможность заварки кратера на пониженном токе и импульсный ток. Предварительная и последующая подача газа защищают электрод и сварочную ванну от окисления.
Электроды
Материал сварочных электродов должен удовлетворять совокупности следующих характеристик:
— малое электрическое сопротивление;
— высокая температура плавления;
— высокая эмиссия электронов;
— высокая теплопроводность.
Лучше всего этим требованиям отвечает вольфрам.
Таблица 1. Примеры электродов для аргонодуговой сварки согласно IS0 6848
| Добавка | Пропорция,% | Кодовый цвет | Маркировка | Тип тока |
| 0 | Зелёный | WP | AC | |
| Торий | 2 | Красный | WT20 | DC |
| Цирконий | 0,8 | Коричневый | WZ8 | AC |
| Лантан | 1 | Черный | WL10 | AC,DC |
| Церий | 2 | Серый | WC20 | AC,DC |
Вольфрамовые электроды без добавок используют при сварке легких металлов при переменном токе. Для других типов сварки часто применяют электроды, содержащие 2% оксида тория, что позволяет стабилизировать дугу и облегчить её поджиг. Торий радиоактивен, но он не настолько опасен, чтобы требовались специальные меры предосторожности, разве что нужно избегать вдыхания пыли при заточке (шлифовке) электрода. Альтернативными нерадиоактивным оксидными добавками являются используемые цирконий, цезий и лантан, как показано в таблице 1
Для других типов сварки часто применяют электроды, содержащие 2% оксида тория, что позволяет стабилизировать дугу и облегчить её поджиг. Торий радиоактивен, но он не настолько опасен, чтобы требовались специальные меры предосторожности, разве что нужно избегать вдыхания пыли при заточке (шлифовке) электрода. Альтернативными нерадиоактивным оксидными добавками являются используемые цирконий, цезий и лантан, как показано в таблице 1
Диаметр электрода является важной переменной. Самая стабильная дуга получается при высоких нагрузочных токах, что означает, что диаметры должны быть подобраны таким образом, чтобы электрод не перегревался и не переохлаждался.
На рис.4 показан рабочий вольфрамовый электрод диаметром 3,2 мм. Следует обратить внимание на форму конца электрода.
Электрод А имеет сферический конец. Этот чисто вольфрамовый электрод использовался для сварки на переменном синусоидальном токе алюминия. Сферическая поверхность торца электрода светлая и блестящая.
Электрод В. Вольфрамовый электрод с содержанием 2% тория имеет конусообразную заточку и использовался для сварки на постоянном токе прямой полярности.
Электрод С. Вольфрамовый электрод с содержанием 2% тория использовался для сварки на переменном синусоидальном токе алюминия. На изображении видно, что, в отличие от сферической поверхности конца вольфрамового электрода, на торце торированного электрода имеется небольшая выпуклость в форме шара.
Электрод D. Чисто вольфрамовый электрод, использовавшийся для сварки на переменном синусоидальном токе алюминия (при сварке от источника с прямоугольной формой импульса был установлен баланс на чрезмерное очищающее действие). Этот электрод был подвергнут действию сварочного тока, превышающему допустимый. Из рисунка видно, что начал свисать на одну сторону. Это было вызвано расплавлением вольфрама. Если бы сварка была продолжена, расплавленный конец упал бы в сварочную ванну.
Электрод Е. Чисто вольфрамовый электрод, который имел заточку без притупления и использовался для сварки на постоянном токе прямой полярности. На рисунке видно, что конус завершается сферической поверхностью, имеющей светлую блестящую поверхность. Чисто вольфрамовые электроды не рекомендуется затачивать без притупления. При установившейся дуге происходит сильный разогрев острия электрода, и расплавленный конец электрода падает в сварочную ванну.
Электрод F. Поверхность вольфрамового электрода сильно загрязнена. Загрязнение вызвано прикасанием электрода к сварочной проволоке. В этом случае загрязненная область должна отрезаться и затем восстанавливаться форма электрода.
Электрод G. Поверхность электрода темная. Причина — недостаточный поток защитного газа. Дальнейшее использование этого электрода приведет к загрязнению металла сварного шва.
Для сварки на постоянном токе конец электрода затачивают под углом примерно 45°.
примерно 45″. Использование специальной машины для заточки электродов гарантирует, что угол заточки всегда будет одинаковым, а это сильно влияет на дугу и её проникновение в свариваемый материал.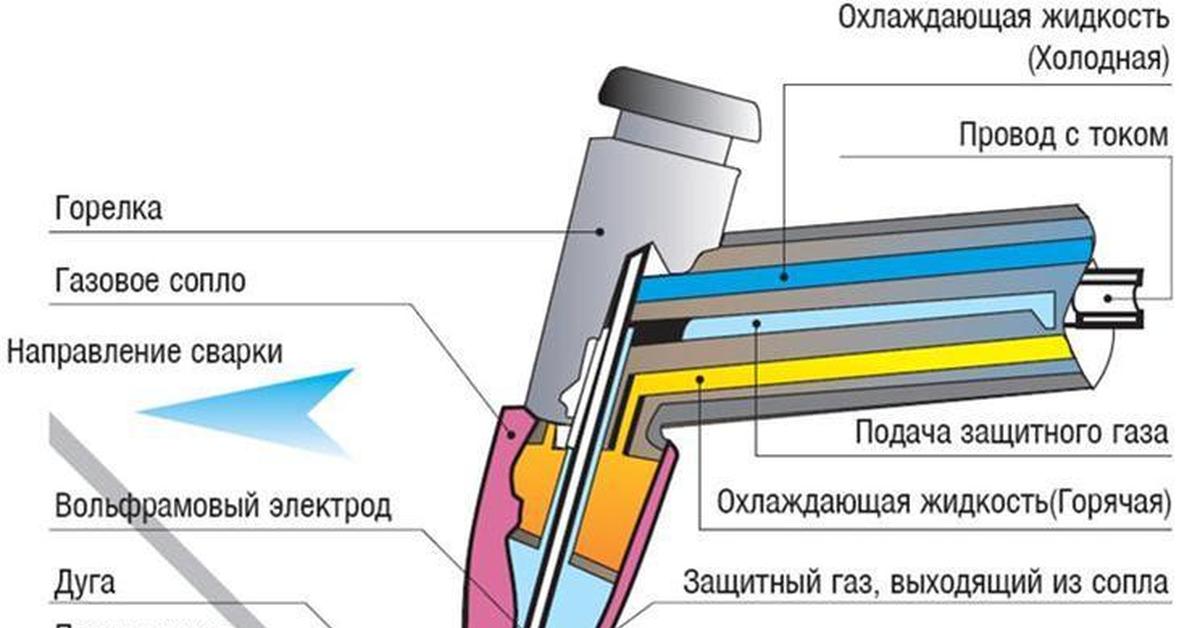 Электрод предназначен для сварки переменным током без заточки: вместо этого ток повышают до тех пор, пока наконечник не оплавится и не приобретёт плавную округлую форму.
Электрод предназначен для сварки переменным током без заточки: вместо этого ток повышают до тех пор, пока наконечник не оплавится и не приобретёт плавную округлую форму.
Если вылет электрода (расстояние между кончиком электрода и газовым соплом) слишком большой, то защита газом становится менее эффективной. Газовая линза представляет собой проволочную сетку, встроенную в газовое сопло, которая уменьшает завихрения в газовом потоке увеличевая продолжительность существования ламинарного течения газового потока.
Расходные материалы Присадка для аргонодуговой сварки имеет вид проволоки, которую подают вручную или механизировано. Производительность сварки может быть повышена с помощью системы горячей проволоки, которая подает проволоку с повышенной температурой. Тонкие материалы (до 3-4 мм) могут свариваться встык с одной стороны, и металл шва будет состоять только из материала свариваемых деталей. Большие толщины требуют той или иной подготовки кромок к сварке, и для них используется присадочный материал, чтобы сформировать шов. При сварке низкоуглеродистых сталей всегда рекомендуют использовать присадочную проволоку, чтобы уменьшить риск возникновения пор.
При сварке низкоуглеродистых сталей всегда рекомендуют использовать присадочную проволоку, чтобы уменьшить риск возникновения пор.
Аргон в основном используют для TIG сварки низкоуглеродистых, низколегированных и нержавеющих сталей. Для механизированной сварки всех этих металлов защитным газом может быть аргон с примесью водорода или гелия.
Небольшая примесь азота может использоваться при двусторонней сварке нержавеющих сталей для обеспечения правильного соотношения феррит/аустенит.
Для обеспечения качества сварного шва при аргонодуговой сварке часто используется газ для защиты корня шва, который подаётся с обратной стороны и защищает корень шва от окисления. Это особенно важно при сварке емкостей из нержавеющей стали или легкоокисляющихся материалов. Газ для защиты корня шва обычно представляет собой смесь аргон – водород или чистый аргон.
Алюминий и его сплавы В качестве защитного газа для алюминия и его сплавов обычно используют аргон, иногда с примесью гелия. Гелий улучшает теплообмен и используется при сварке больших толщин. Обычно используется переменный сварочный ток или, для малых величин тока, постоянный ток с обратной полярностью.
Гелий улучшает теплообмен и используется при сварке больших толщин. Обычно используется переменный сварочный ток или, для малых величин тока, постоянный ток с обратной полярностью.
При определённых условиях, для сварки горизонтальных и горизонтально-вертикальных швов может быть использована сварка на постоянном токе прямой полярности в среде чистого гелия. Использование чистого гелия при повышении напряжения даёт возможность вводить больше тепла в материал заготовки и повышать скорость сварки. Это в свою очередь означает, что можно выполнять сварку встык для больших толщин. Напряжение холостого хода в источнике должно быть достаточно высоким, чтобы предотвратить затухание дуги при наименьшем значении сварочного напряжения при сварке в чистом гелии.
Использование аргона в качестве защитного газа повышает эффективность разрушения оксидной плёнки, производительность, стабильность дуги и качество сварки.
Медь и её сплавы Аргон подходит для сварки меди во всех позициях и даёт отличные результаты при сварке толщин до 6 мм.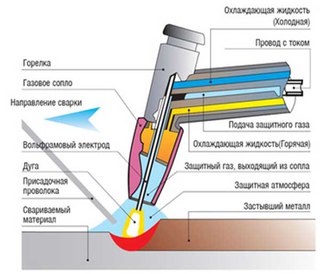 Высокая теплопроводность меди как правило требует предварительного подогрева металла. Для сварки толщин более 6 мм лучше использовать гелий или смесь гелия с 35% аргона.
Высокая теплопроводность меди как правило требует предварительного подогрева металла. Для сварки толщин более 6 мм лучше использовать гелий или смесь гелия с 35% аргона.
Качественная сварка титана требует очень высокой чистоты газа, не меньше 99,99%. Дополнительных защитных газов не требуется. Могут использоваться либо аргон, либо гелий, хотя аргон предпочтительнее для сварки толщин до 3 мм, благодаря высокой плотности и хорошему экранированию. Использование гелия рекомендуется для больших толщин для повышения тепла, вносимого дугой.
виды, типы, предназначение. Лучшие модели сварочных аппаратов. Преимущества и недостатки аргоновой сварки
Опубликовано: 26.01.2019 | Обновлено: 03.04.2020 | Просмотров: 1660 Рейтинг: 5/5 — 1 голосовАргонно-дуговая сварка – один из наиболее популярных видов обработки цветных и черных металлов, который может использоваться для соединения разнородных деталей. Эта технология может использоваться в любых условиях – как бытовых, так и производственных.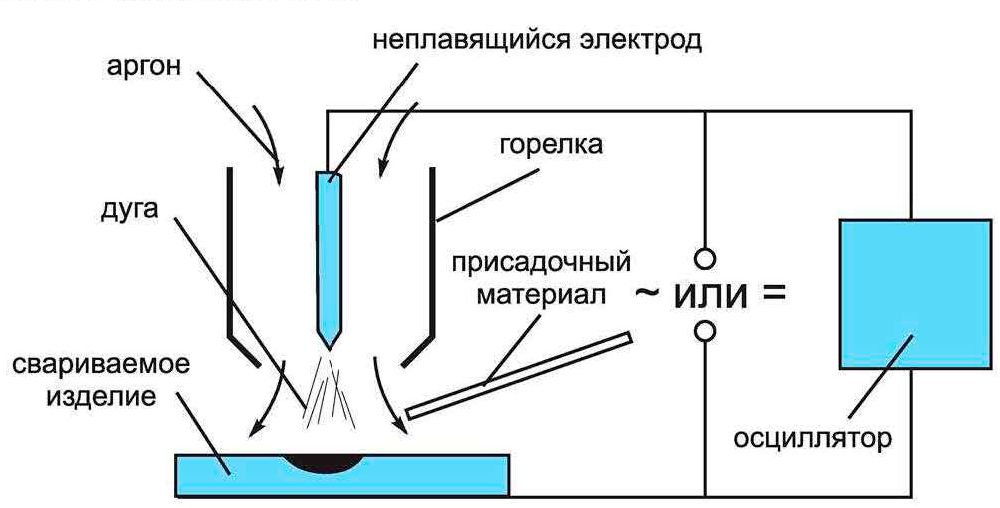 Рассмотрим ее детальнее, чтобы вы также могли воспользоваться этим методом и оценить все преимущества аргонно-дуговой сварки.
Рассмотрим ее детальнее, чтобы вы также могли воспользоваться этим методом и оценить все преимущества аргонно-дуговой сварки.
Что такое аргонно-дуговая сварка
Основной особенностью представленной технологии является использование газового облака вокруг свариваемых поверхностей. Этот прием позволяет защитить обрабатываемый материал от воздействия азота и кислорода, которые выделяются при горении. Такой прием позволяет мастеру использовать высокую температуру обработки материала (более 20000 градусов) и при этом получать тонкий и прочный шов.
При выполнении подобных работ необходимо придерживаться таких правил:
- Двигаться точно по шву без колебательных движений.
- Строго придерживаться норм подачи газа при сварке.
- Располагать электрод сварочного аппарата максимально близко к обрабатываемой поверхности.
В качестве расходного материала для создания шва при аргонно-дуговой сварки применяют прутки диаметром до 4 мм. Подбирают их в зависимости от типа стали:
- Для никельсодержащих образцов стали – образцы из нержавейки.
- Для алюминия – алюминиевую проволоку.
- Для низколегированной или нелегированной стали – медную проволоку.

Виды аргонно-дуговой сварки
Различают такие виды аргонно-дуговой сварки по степени автоматизации процесса:
- Ручная. При ней мастер управляет и горелкой, и подачей расходного материала. Применима в бытовых условиях.
- Автоматическая. При данном типе сварки горелкой и подачей проволоки управляет автомат. Мастер в этом случае только управляет работой машины.
- Механизированная. Эта технология предусматривает автоматическую подачу расходного материала. Горелкой в данном случае управляет мастер.
- Роботизированная. Весь процесс сварки выполняется автоматом по предварительно заданной программе.
Типы сварочных аппаратов
Сварочные аппараты разделяют на бытовые и профессиональные. Рассмотрим их разновидности детально.
Бытовые
Простые в применении устройства, имеющие среднюю мощность и компактные габариты. К их числу относят:
К их числу относят:
- Аргонная сварка Edon expert tig 250. Представленная модель работает с постоянным и переменным током. Подойдет для работы с различными материалами, исключая алюминий.
- Аргонная сварка Shuyan Tig 250, Tig 300. Представленное устройство хорошо работает с электродиодами различных типов, отличается простотой в настройке и управлении.
- Аргонная сварка Tesla tig/mma 254 – один из наиболее удобных приборов. Оборудование имеет удлиненную горелку, позволяющую обрабатывать детали любого размера и формы.
Представленные образцы техники можно применять в домашних условиях и на предприятиях.
Для работы по алюминию с режимом Ac/Dc
Это особая группа приборов, которая предназначена исключительно для обработки алюминиевых деталей. В качестве расходного элемента для них используются алюминиевые прутки. Это особый вид проволоки, диаметр которой может составлять от 1 до 4 мм. Наиболее популярными образцами такого оборудования являются:
- Аргонная сварка Redbo Pro wsme 200. Модель имеет скромные габариты, ее легко и удобно транспортировать. Обеспечивает высокое качество получаемого шва.
 Модель имеет скромные габариты, ее легко и удобно транспортировать. Обеспечивает высокое качество получаемого шва.
Модель имеет скромные габариты, ее легко и удобно транспортировать. Обеспечивает высокое качество получаемого шва.- Аргонная сварка Edon puls tig 200 ac dc. Представленная техника позволяет очень быстро обрабатывать материалы, потому может быть рекомендована для промышленного использования.
- Аргонная сварка Verona tig 225p ac dc. Оборудование обладает защитой от перебоев электроэнергии. Позволяет получить наиболее стабильную варочную дугу.
Профессиональные на 380v
Этот тип техники чаще всего применяется на малых и средних предприятиях, подходит для СТО. Наиболее удачными образцами техники представленной в этом классе, являются такие модели:
Профессиональные на 380v с водяным охлаждением
В эту группу входят наиболее мощные устройства, которые могут применяться на производстве:
- Аргонная сварка Shuyan WSME 315 – универсальное устройство, которое может использоваться как для ручной, так и для автоматизированной сварки.

- Аргонная сварка Redbo NBC 315 Y, NBC 500 F — одна из наиболее мощных моделей, работающих с током силой до 500 А. Отличается повышенной надежностью в эксплуатации.
Преимущества и недостатки аргоновой сварки
Основными преимуществами представленной технологии являются:
- Высокое качество швов, получаемых при аргонно-дуговой сварки. Поскольку при этом методе обработки не нарушается кристаллическая решетка металла, мастеру удается получить ровные и прочные соединения даже при работе с мелкими деталями.
- Простую работу с разнородными материалами.
- Высокую скорость обработки материалов, позволяющую справиться с большим объемом работы в короткие сроки.
К недостаткам аргонно-дуговой cварки относят:
- Невозможность работать с такими устройствами на открытом воздухе. Любой, даже слабый сквозняк будет «сдувать» защитное облако.
- Высокий уровень ультрафиолетового излучения.
- Необходимость постоянно охлаждать горелку после выполнения определенного цикла работ.

Вывод
В целом, аргонно-дуговая сварка правомерно считается одним из лучших видов обработки металлов, используемых сегодня. Она позволяет работать с различными материалами и получать хорошие результаты даже тем мастерам, которые никогда ранее не работали с подобной техникой.
Аргонная сварка автомобильных дисков.
Сварочные работы в наших автомастерских осуществляются итальянскими аппаратами для аргонодуговой сварки(сварки алюминия и др легких металлов). Мы производим сварочные работы на автомобильных и мотоциклетных дисках и деталях. Сварочные работы производятся качественно и в сжатые сроки с помощью аргонодуговой сварки.
Наши сварщики-аргонщики являются высококласными специалистами и постоянно повышают свою квалификацию в сервисных центрах производителей сварочного оборудования, что позволяет нам гарантировать высокое качество сварочных работ.
Сварочные работы автомобильных и мотоциклетных дисков и деталей (аргонная, аргоновая или аргонодуговая сварка)
Почему мы используем только лучшие сварочные аппараты от ведущих производителей? Ответ прост: качественные микропроцессорные аппараты для аргонно-дуговой сварки позволяют нам производить сварочные работы деталей из легких сплавов с гарантией, а также сваривать аргоном такие металлы как алюминий, медь, чугун, титан, нержавеющая сталь, силумин и др. Аргонно-дуговая сварка управляется микропроцессором, проваривает металл полностью и оставляет крепкий шов (сварочный припой), представляющий из себя единое целое со свариваемой деталью. Все это вместе обеспечивает отсутствии посторонних примесей в месте сварки и обеспечивает прочность и герметичность соединения.
Аргонно-дуговая сварка управляется микропроцессором, проваривает металл полностью и оставляет крепкий шов (сварочный припой), представляющий из себя единое целое со свариваемой деталью. Все это вместе обеспечивает отсутствии посторонних примесей в месте сварки и обеспечивает прочность и герметичность соединения.
Качественное оборудование + обучение персонала позволяет нам ГАРАНТИРОВАТЬ КАЧЕСТВО СВАРОЧНЫХ РАБОТ.
Аргонно-дуговая сварка используется нами для устранения трещин на литых дисках. Также сварка аргоном применяется для наращивания недостающих фрагментов диска и сварке деталей.
Технология аргонной сварки
Аргонная сварка часто используется при ремонте автомобильных дисков. Сварка производится в среде аргона (инертный газ) , который защищает металл от окисления во время сварки. Сварочный припой расплавляется электрической дугой, возникающей между вольфрамовым электродом и диском. Припой заполняет трещину на диске. Особенность аргонвой сварки заключается в том, что сварочная присадка полностью расплавляется и сливается в единое целое с материалом колесного диска. После проведения аргонно-дуговой сварки на колесном диске заметен аккуратный шов, который оставляется, чтобы дополнительно укрепить место сварки.
После проведения аргонно-дуговой сварки на колесном диске заметен аккуратный шов, который оставляется, чтобы дополнительно укрепить место сварки.
Проведение аргонодуговой сварки — высокотехнологичный процесс, требующий отличной квалификации мастера-сварщика. Неквалифицированно выполненная аргонная сварка приводит к перегреву металла и последующему разрушению колесного диска.
Наши мастера — сварщики высокой категории . Благодаря серьезному опыту работы, они в совершенстве владеют технологией аргонно-дуговой сварки, ее тонкостями и сложностями. Поэтому предоставьте нашим специалистам решать технические проблемы: мы гарантируем, что после окончания работ вы получите действительно качественный результат аргонно-дуговой сварки.
Специалисты «Профшинсервиса» осуществляют аргонную сварку не только авто и мото дисков, но и других деталей. Мы всегда готовы помочь Вам и провести работы по аргонно-дуговой сварке металла.
Наша компания приглашает к сотрудничеству авто- и мотосервисы для проведения работ по аргонно-дуговой сварке.
ТАКЖЕ ПРОИЗВОДЯТСЯ СВАРОЧНЫЕ РАБОТЫ ДЕТАЛЕЙ ИЗ ЛЕГКИХ СТАЛЕЙ И ИХ СПЛАВОВ: поддоны картера, патрубки кондиционера, и т.п.
Экономьте Ваше время и деньги — приезжайте к нам!
Полезная информация
Как работает сварка TIG и что она используется для
Выбрать продуктColeman B / P C250170g Газовый баллончик с бутаном / пропаном — 2175POWERSOURCE 445G B / P MIX CARTRIDGE350G BUTANE PROPANE MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Газовый баллончик с газовым баллоном CV4 Пропатер Газовый баллончик с газовым баллоном CV2CAMPINGZ70 Сборка 35 дюймов ST POL x W2012622, Пигтейл-шланг для пропана 20 дюймов ST POL x W20 Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 3 м. Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 2 м. Шланг высокого давления оранжевого цвета — отверстие 8 мм, шланг высокого давления змеевика 1 м — 4 .Диаметр 8 мм, бухта 3 м Оранжевый шланг высокого давления — диаметр 4,8 мм, бухта 2 м Шланг высокого давления оранжевого цвета — диаметр 4,8 мм, бухта 1 м 15527, Снегирь 233P Пропановый комплект для автоматической горелки (рычаг зажигания) 14850, Снегирь № 404 Паяльная паяльная горелка Снегирь № 404, Снегирь № 21479 135/01 Расширенный комплект резака с регулятором 11325, Форсунка для газового шланга Fulham — сжатие 15 мм x 10 мм 8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм 12572, Стандартный комплект горелки на пропане Bullfinch — 140P12571, Стандартный комплект горелки на пропане Bullfinch — 110P8196, высокое давление Насадка для шланга — 3/8 дюйма BSP TM x 10 мм. d.8870, сопло для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм OD8869, сопло для шланга высокого давления — 1/4 дюйма BSP TM x 6,85 мм od8873, сопло для газового шланга Fulham — 1/2 дюйма BSP F x 10 мм 8872, форсунка для газового шланга Fulham — 3/8 «BSP F x 10 мм 6244, форсунка для газового шланга Fulham — 1/4» BSP F x 10 мм 8009, форсунка для газового шланга Fulham — 1/8 «BSP F x 10 мм 6247, форсунка для газового шланга Fulham — 1 / 2 «BSP TM x 10 мм 8871, форсунка для газового шланга Fulham — 3/8» BSP TM x 10 мм 6246, форсунка для газового шланга Fulham — 1/4 «BSP TM x 10 мм 6245, форсунка для газового шланга Fulham — 1/8» BSP TM x 10 мм 8843, ФОРСУНКА С ТРЕХХОДНЫМ ШЛАНГОМ — 90 ° 8842, ФОРСУНКА С ТРЕХХОДНЫМ ШЛАНГОМ — 60 ° 8844, ФОРСУНКА С 4-Х ХОДОВЫМ ШЛАНГОМ 8862, КОЛЬЦО КОЛЬЦА ДВОЙНОЙ ГОРЕЛКИ24035, КОЛЬЦО БОЛЬШОГО КОЛЬЦА ТРОЙНАЯ ГОРЕЛКА 19537, БОЛЬШОЙ КОЛЬЦО СТАЛЬНЫЙ КОЛЬЦО 88 КОЛЬЦЕВЫЙ КОЛЬЦ КОЛЬЦЕВАЯ ОДИНАРНАЯ ГОРЕЛКА 12679, КОМПЛЕКТ ДЛЯ ПЕРЕМЕНЫ РУЧНОЙ ПЕРЕДАЧИ ДВУХ ПАКЕТОВ 21000, КОМПЛЕКТ АВТОМАТИЧЕСКОЙ ПЕРЕКЛЮЧЕНИЯ ЧЕТЫРЕ ПАКЕТОВ С OPSO13493, Комплект для автоматической смены двух пакетов 11725, Гаечный ключ POL из кованой стали — черный 11724, Гаечный ключ POL из штампованной стали — оцинкованный 23142, 12 мм ЗАЖИМ НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ 23143, РЕГУЛЯТОР ПРОПАНА 37 мбар С МАНОМЕТРОМ 8810, РЕГУЛЯТОР ПРОПАНА 0.
d.8870, сопло для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм OD8869, сопло для шланга высокого давления — 1/4 дюйма BSP TM x 6,85 мм od8873, сопло для газового шланга Fulham — 1/2 дюйма BSP F x 10 мм 8872, форсунка для газового шланга Fulham — 3/8 «BSP F x 10 мм 6244, форсунка для газового шланга Fulham — 1/4» BSP F x 10 мм 8009, форсунка для газового шланга Fulham — 1/8 «BSP F x 10 мм 6247, форсунка для газового шланга Fulham — 1 / 2 «BSP TM x 10 мм 8871, форсунка для газового шланга Fulham — 3/8» BSP TM x 10 мм 6246, форсунка для газового шланга Fulham — 1/4 «BSP TM x 10 мм 6245, форсунка для газового шланга Fulham — 1/8» BSP TM x 10 мм 8843, ФОРСУНКА С ТРЕХХОДНЫМ ШЛАНГОМ — 90 ° 8842, ФОРСУНКА С ТРЕХХОДНЫМ ШЛАНГОМ — 60 ° 8844, ФОРСУНКА С 4-Х ХОДОВЫМ ШЛАНГОМ 8862, КОЛЬЦО КОЛЬЦА ДВОЙНОЙ ГОРЕЛКИ24035, КОЛЬЦО БОЛЬШОГО КОЛЬЦА ТРОЙНАЯ ГОРЕЛКА 19537, БОЛЬШОЙ КОЛЬЦО СТАЛЬНЫЙ КОЛЬЦО 88 КОЛЬЦЕВЫЙ КОЛЬЦ КОЛЬЦЕВАЯ ОДИНАРНАЯ ГОРЕЛКА 12679, КОМПЛЕКТ ДЛЯ ПЕРЕМЕНЫ РУЧНОЙ ПЕРЕДАЧИ ДВУХ ПАКЕТОВ 21000, КОМПЛЕКТ АВТОМАТИЧЕСКОЙ ПЕРЕКЛЮЧЕНИЯ ЧЕТЫРЕ ПАКЕТОВ С OPSO13493, Комплект для автоматической смены двух пакетов 11725, Гаечный ключ POL из кованой стали — черный 11724, Гаечный ключ POL из штампованной стали — оцинкованный 23142, 12 мм ЗАЖИМ НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ 23143, РЕГУЛЯТОР ПРОПАНА 37 мбар С МАНОМЕТРОМ 8810, РЕГУЛЯТОР ПРОПАНА 0. 5-4 БАР С НАПРАВЛЯЮЩИМ 8810, РЕГУЛЯТОР ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1 БАР (ФИКСИРОВАННАЯ) 8800, РЕГУЛЯТОР ПРОПАНА LP 50 мбар SMALL8800, РЕГУЛЯТОР ПРОПАНА LP 37 мбар МАЛЫЙ 8802, ЗАЖИМ 37 мбар НА ПРОПАНЕ РЕГ15163, ГАЗОПАН 8802, ГАЗОПАН 8802, ГАЗОПАН 8 Мбар РЕГУЛЯТОР СВАРОЧНОГО ГАЗА LP8807, РЕГУЛЯТОР БУТАНА (БУТЫЛКА КАЛОРА 4,5 кг) 8805, ЗАЖИМ 21 мм НА РЕГУЛЯТОРЕ БУТАНА ‘CP3622 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 2M 600’ CP3621 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 1M 600’CFR-EXT УДЛИНИТЕЛЬ СТАЛЬНОЙ РАМЫ 0.6mP3630 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 50M X 1M 600’CP3886FR СТАЛЬНАЯ РАМА 2.4 × 1.8MP3666FR СТАЛЬНАЯ РАМА 1.8 × 1.8MP3886CG ЗЕЛЕНЫЙ КАНВАС СВАРОЧНАЯ ЗАВЕСА 2.4 X 1.8MP ) P3886G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2,4 X 1.8MP3666G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,8 X 1,8MP3646G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,2 X 1,8MP3886O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2.4MX 1.8MP3466O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСКА ПВХ 1,8462М Х 1.8MP3590 ЕАР DEFENDERSP3266 BROW GUARDP3261 СБРОС VISORP3261-5 Шейд 5 VISORP3260-5 Шейд 5 VISORP3260-3 Шейд 3 VISORP3390 4,5 х 2″ FLIP UP СВАРКИ GOGGLESP3310 SKI ТИП СВАРКИ GOGGLESXR270 ВЕЛКРО SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 лицевым уплотнителем и FIXINGSXR1013 головной убор ФИКСАЦИИ KITXR1012 ПОТ ДИАПАЗОН для головы GEARXR1011 головной убор INC AIR DUCTXR1010 FR шланг COVERXR1009 шланг для подачи воздуха и CONNECTORSXR1008 поясному ремню & ПЛЕЧЕ HARNESSXR1007 Р3 НЕРА FILTERXR1006 Активированный уголь PRE FILTERXR1005 СПАРК ARRESTORXR1004 ФИЛЬТР крышка с CATCHXR1001 продающие BAG18 / 90 Набор для резки — Plugged INC СЛУЧАЙ КОНТРАКТАНТЫ SET BC18 / 90 ОБРАБОТКА НАБОР — НАБОР ПОДРЯДЧИКА С ЗАГЛУШКАМИ Набор для резки оксиена / пропана — Набор с пробкой — Набор подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4 «пропановый шланг 761020-OX 20 мм 10 м 3/8» фитинги кислородный шланг 761005-OX 5 мм 10 м 3/8 «кислородный шланг 760620 -OX 6 мм 20 м 1/4 «кислородный шланг 760 6 10 OX 6 мм 10 м 1/4» кислородный шланг 761620-OX 6 мм 20 м 3/8 «кислородный шланг 761605-OX 6 мм 5 м 3/8″ установлен Кислород Hose760805-ОХ 8 мм 5m 3/8» встроен кислород hoseHeating Насадка 5 705105Heating Насадка 4 705104Heating Насадка 3 705103Heating Насадка 2 705102SWAGED Форсунка 25 704225SWAGED СОПЛО 18 704218SWAGED СОПЛО 13 704213SWAGED СОПЛО 10 704210SWAGED СОПЛО 7 704207Lightwieght Насадка 13 704113Lightwieght Насадка 10 704110Lightwieght Насадка 7 704107swaged Насадка 5 704205VVC ФОРСУНКА 5.
5-4 БАР С НАПРАВЛЯЮЩИМ 8810, РЕГУЛЯТОР ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1 БАР (ФИКСИРОВАННАЯ) 8800, РЕГУЛЯТОР ПРОПАНА LP 50 мбар SMALL8800, РЕГУЛЯТОР ПРОПАНА LP 37 мбар МАЛЫЙ 8802, ЗАЖИМ 37 мбар НА ПРОПАНЕ РЕГ15163, ГАЗОПАН 8802, ГАЗОПАН 8802, ГАЗОПАН 8 Мбар РЕГУЛЯТОР СВАРОЧНОГО ГАЗА LP8807, РЕГУЛЯТОР БУТАНА (БУТЫЛКА КАЛОРА 4,5 кг) 8805, ЗАЖИМ 21 мм НА РЕГУЛЯТОРЕ БУТАНА ‘CP3622 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 2M 600’ CP3621 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 1M 600’CFR-EXT УДЛИНИТЕЛЬ СТАЛЬНОЙ РАМЫ 0.6mP3630 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 50M X 1M 600’CP3886FR СТАЛЬНАЯ РАМА 2.4 × 1.8MP3666FR СТАЛЬНАЯ РАМА 1.8 × 1.8MP3886CG ЗЕЛЕНЫЙ КАНВАС СВАРОЧНАЯ ЗАВЕСА 2.4 X 1.8MP ) P3886G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2,4 X 1.8MP3666G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,8 X 1,8MP3646G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,2 X 1,8MP3886O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2.4MX 1.8MP3466O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСКА ПВХ 1,8462М Х 1.8MP3590 ЕАР DEFENDERSP3266 BROW GUARDP3261 СБРОС VISORP3261-5 Шейд 5 VISORP3260-5 Шейд 5 VISORP3260-3 Шейд 3 VISORP3390 4,5 х 2″ FLIP UP СВАРКИ GOGGLESP3310 SKI ТИП СВАРКИ GOGGLESXR270 ВЕЛКРО SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 лицевым уплотнителем и FIXINGSXR1013 головной убор ФИКСАЦИИ KITXR1012 ПОТ ДИАПАЗОН для головы GEARXR1011 головной убор INC AIR DUCTXR1010 FR шланг COVERXR1009 шланг для подачи воздуха и CONNECTORSXR1008 поясному ремню & ПЛЕЧЕ HARNESSXR1007 Р3 НЕРА FILTERXR1006 Активированный уголь PRE FILTERXR1005 СПАРК ARRESTORXR1004 ФИЛЬТР крышка с CATCHXR1001 продающие BAG18 / 90 Набор для резки — Plugged INC СЛУЧАЙ КОНТРАКТАНТЫ SET BC18 / 90 ОБРАБОТКА НАБОР — НАБОР ПОДРЯДЧИКА С ЗАГЛУШКАМИ Набор для резки оксиена / пропана — Набор с пробкой — Набор подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4 «пропановый шланг 761020-OX 20 мм 10 м 3/8» фитинги кислородный шланг 761005-OX 5 мм 10 м 3/8 «кислородный шланг 760620 -OX 6 мм 20 м 1/4 «кислородный шланг 760 6 10 OX 6 мм 10 м 1/4» кислородный шланг 761620-OX 6 мм 20 м 3/8 «кислородный шланг 761605-OX 6 мм 5 м 3/8″ установлен Кислород Hose760805-ОХ 8 мм 5m 3/8» встроен кислород hoseHeating Насадка 5 705105Heating Насадка 4 705104Heating Насадка 3 705103Heating Насадка 2 705102SWAGED Форсунка 25 704225SWAGED СОПЛО 18 704218SWAGED СОПЛО 13 704213SWAGED СОПЛО 10 704210SWAGED СОПЛО 7 704207Lightwieght Насадка 13 704113Lightwieght Насадка 10 704110Lightwieght Насадка 7 704107swaged Насадка 5 704205VVC ФОРСУНКА 5. 5 703113VVC ОБРАБОТКА СОПЛО-703112VVC ОБРАБОТКА СОПЛО-703111VVC ОБРАБОТКА СОПЛО-703110VVC ОБРАБОТКА СОПЛО 2.5 703109VVC ОБРАБОТКА СОПЛО-703108VVC ОБРАБОТКА СОПЛО 1.5 703107VVC ОБРАБОТКА СОПЛО-703106VVC ОБРАБОТКА СОПЛО 0,5 703105VVC ОБРАБОТКА СОПЛО-703104VVC ОБРАБОТКА СОПЛО 00 703103VVC ОБРАБОТКИ СОПЛО 3/0 703102VVC Резка сопло Размер 4/0 703101VVC Режущее сопло Размер 5/0 703100PNME ФОРСУНКА 1/8 «3,2 мм 702332PNME ФОРСУНКА 3/32» 2,4 мм 702324PNME ФОРСУНКА 5/64 «2,0 мм 702320PNME ФОРСУНКА 1/16» 1 ФОРСУНКА.6MM 702316PNME РЕЖУЩАЯ СОПЛА 3/64 «1.2MM 702312PNME РЕЖУЩАЯ СОПЛА 1/32» 0.8MM 702308PNM РЕЖУЩАЯ СОПЛА 1/8 «3.2MM 702132PNM РЕЖУЩАЯ ФОРСУНКА 3/32» 2.4MM 702124PNZM FORCE ФРЕЗЕРНАЯ ФОРСУНКА 1/32 «702124PNZM / 8 «3,2 мм 712332APACHI РЕЖУЩАЯ СОПЛА 3/32» 2,4 мм 712324РЕЖУЩАЯ СОПЛА APACHI 1/16 «1,6 мм 712316APACHI РЕЖУЩАЯ СОПЛА 3/64» 1,2 ММ 712312APACHI РЕЗНАЯ СОПЛО 1/32 «0,8 ММ 712308 НАСАДКА 1 УЗЕЛ 1 / 16 «1.6MM 705203AFNM РЕЗНОЕ СОПЛО 3/64» 1.2MM 705202AFNM РЕЗНОЕ СОПЛО 1/32 «0.8MM 705201AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ ФОРСУНКИ 25 702225AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 19 702219AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 13 702213 ANME ФОРСУНКА 1/8 ″ / 3,2 ММ 701232ANME ФОРСУНКА ФРЕЗЕРНАЯ ФОРСУНКА 3/212324 / ДЮЙМ 3/420 ФОРСУНКА 1/16 дюйма / 1,6 мм 701216ANME ФОРСУНКА 3/64 дюйма / 1,2 мм 701212ANM ФОРСУНКА 5/64 дюйма / 2,0 мм ФОРСУНКА 701120ANM 1/32 дюйма / 1,6 мм 701116CSS1010 Плоские сверхтонкие режущие диски 230 мм, нержавеющая сталь 1,0 Плоские сверхтонкие отрезные диски CSS1210 x 22 мм (9 ″), нержавеющая сталь 125 x 1.
5 703113VVC ОБРАБОТКА СОПЛО-703112VVC ОБРАБОТКА СОПЛО-703111VVC ОБРАБОТКА СОПЛО-703110VVC ОБРАБОТКА СОПЛО 2.5 703109VVC ОБРАБОТКА СОПЛО-703108VVC ОБРАБОТКА СОПЛО 1.5 703107VVC ОБРАБОТКА СОПЛО-703106VVC ОБРАБОТКА СОПЛО 0,5 703105VVC ОБРАБОТКА СОПЛО-703104VVC ОБРАБОТКА СОПЛО 00 703103VVC ОБРАБОТКИ СОПЛО 3/0 703102VVC Резка сопло Размер 4/0 703101VVC Режущее сопло Размер 5/0 703100PNME ФОРСУНКА 1/8 «3,2 мм 702332PNME ФОРСУНКА 3/32» 2,4 мм 702324PNME ФОРСУНКА 5/64 «2,0 мм 702320PNME ФОРСУНКА 1/16» 1 ФОРСУНКА.6MM 702316PNME РЕЖУЩАЯ СОПЛА 3/64 «1.2MM 702312PNME РЕЖУЩАЯ СОПЛА 1/32» 0.8MM 702308PNM РЕЖУЩАЯ СОПЛА 1/8 «3.2MM 702132PNM РЕЖУЩАЯ ФОРСУНКА 3/32» 2.4MM 702124PNZM FORCE ФРЕЗЕРНАЯ ФОРСУНКА 1/32 «702124PNZM / 8 «3,2 мм 712332APACHI РЕЖУЩАЯ СОПЛА 3/32» 2,4 мм 712324РЕЖУЩАЯ СОПЛА APACHI 1/16 «1,6 мм 712316APACHI РЕЖУЩАЯ СОПЛА 3/64» 1,2 ММ 712312APACHI РЕЗНАЯ СОПЛО 1/32 «0,8 ММ 712308 НАСАДКА 1 УЗЕЛ 1 / 16 «1.6MM 705203AFNM РЕЗНОЕ СОПЛО 3/64» 1.2MM 705202AFNM РЕЗНОЕ СОПЛО 1/32 «0.8MM 705201AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ ФОРСУНКИ 25 702225AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 19 702219AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 13 702213 ANME ФОРСУНКА 1/8 ″ / 3,2 ММ 701232ANME ФОРСУНКА ФРЕЗЕРНАЯ ФОРСУНКА 3/212324 / ДЮЙМ 3/420 ФОРСУНКА 1/16 дюйма / 1,6 мм 701216ANME ФОРСУНКА 3/64 дюйма / 1,2 мм 701212ANM ФОРСУНКА 5/64 дюйма / 2,0 мм ФОРСУНКА 701120ANM 1/32 дюйма / 1,6 мм 701116CSS1010 Плоские сверхтонкие режущие диски 230 мм, нержавеющая сталь 1,0 Плоские сверхтонкие отрезные диски CSS1210 x 22 мм (9 ″), нержавеющая сталь 125 x 1. 0 x 22 мм (5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющая сталь 115 x 1,0 x 22 мм (4,5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющие 100 x 1,0 x 16 мм (4 дюйма) Parweld PRO3600-30ER Pro-Grip 360A Welding Горелка, с кабелем 5 м и фитингами Euro Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 4M и фитингами Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5M и фитингом Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка с кабелем 4M и фитингом EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 5M и фитинг EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и фитинг EuroP3788 Сварочная куртка Parweld Panther (размер XXL) P3788 Сварочная куртка Parweld Panther (размер XL) P3788 Сварочная куртка Parweld Panther (размер M) P3829 Алюминированный защитный экран для рук P3810 Перчатка для механика P3840 Латексная перчатка с термозахватом P3824 Panther Pro GauntletXR938H / R Parweld True Color Light Reactive Welding & Parweld Helding Col наш светореактивный сварочный и шлифовальный шлем (синий) XR938H / S Parweld True Color Light реактивный сварочный и шлифовальный шлем (серебристый) XR938H / E Parweld True Color Light реактивный сварочный и шлифовальный шлем (дизайн американского орла) XR938H / F Parweld True Color Light Reactive Сварочно-шлифовальный шлем (пламя) СОПЛО ANME CUT 1/32 ″ / 0.
0 x 22 мм (5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющая сталь 115 x 1,0 x 22 мм (4,5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющие 100 x 1,0 x 16 мм (4 дюйма) Parweld PRO3600-30ER Pro-Grip 360A Welding Горелка, с кабелем 5 м и фитингами Euro Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 4M и фитингами Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5M и фитингом Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка с кабелем 4M и фитингом EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 5M и фитинг EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и фитинг EuroP3788 Сварочная куртка Parweld Panther (размер XXL) P3788 Сварочная куртка Parweld Panther (размер XL) P3788 Сварочная куртка Parweld Panther (размер M) P3829 Алюминированный защитный экран для рук P3810 Перчатка для механика P3840 Латексная перчатка с термозахватом P3824 Panther Pro GauntletXR938H / R Parweld True Color Light Reactive Welding & Parweld Helding Col наш светореактивный сварочный и шлифовальный шлем (синий) XR938H / S Parweld True Color Light реактивный сварочный и шлифовальный шлем (серебристый) XR938H / E Parweld True Color Light реактивный сварочный и шлифовальный шлем (дизайн американского орла) XR938H / F Parweld True Color Light Reactive Сварочно-шлифовальный шлем (пламя) СОПЛО ANME CUT 1/32 ″ / 0. РЕЖУЩАЯ СОПЛА 8ММ 701208ANM РЕЖУЩАЯ СОПЛА 1/32 ″ / 0,8 ММ ММ 3/32 ″ / 2,4 ММ РЕЖУЩАЯ СОПЛА 3/64 ″ / 1,2 ММ НАПРАВЛЯЮЩАЯ СОПЛА 1/8 ″ / 3,2 ММ РЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ СЕГМЕНТ СО2 СОЕДИНИТЕЛЬ 2 СТУПЕНЧАТЫЙ ИЗМЕРИТЕЛЬ ДАТЧИК ARGONREGULATOR 300 бар одноступенчатый 2 ДАТЧИК OXYGENREGULATOR 25 бар одноступенчатый ДАТЧИК ACETYLENEREGULATOR одноступенчатый ДАТЧИК ARGONREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН PROPANEREGULATOR 300 бар 0-10 одноступенчатый ПОДСОЕДИНЕН OXYGENREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН ACETYLENEPARWELD XTM 2001 МИГ ИНВЕРТОР 200AMP ПАКЕТ 1PARWELD TIG INVERTER XTT ДИАПАЗОН 200P P1 PACKAGEPARWELD XTS 163 MMA ИНВЕРТОР ДИАПАЗОН P1 PACKAGEPARWELD XTS 403 MMA INVERTER RANGE P1 PACKAGEParweld XTE201C Автомобильная компактная миграционная машина — P1 PackageParweld XTE 171 Автомобильная компактная мигрирующая машина 100 мм Комплект Grweld Disc 6 * Parw 100 мм * Parw Disc 6 * Parw Disc 1GS1060.0 мм (одиночные) XR938H / P Сварочный шлем Parweld True Color Light, реактивный сварочный и шлифовальный шлем P3765 Кожаный сварочный шлем Parweld Panther Кожаный сварочный рукав (одинарный) P3745 Кожаный сварочный костюм Parweld P3788 Сварочный шлем Parweld Panther (размер L) P3725 Parweld Panther Welding Apron C / W Buckriles and T Перчатка Gripper LiteP3860 Перчатка Parweld PU Gripper GloveP3855 Перчатка Parweld Panther Drivers GloveP3854 Перчатка Parweld Panther Mesh Back Drivers GloveP3845 Перчатка Parweld ISO с вырезом CP3839 Перчатка Parweld Panther Pro TIGP3838 Перчатка Parweld Panther Fingertip Partid35 Перчатка TIGP38 P3828 Перчатка / перчатка Parweld Panther с алюминизированным покрытиемP3826 Двусторонняя перчатка / перчатка Parweld Panther (одиночные) P3825 Перчатка / перчатка Parweld Panther Перчатка Риггера arweld XR940A Power Air Purifying Сварочная защитная маскаParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4.
РЕЖУЩАЯ СОПЛА 8ММ 701208ANM РЕЖУЩАЯ СОПЛА 1/32 ″ / 0,8 ММ ММ 3/32 ″ / 2,4 ММ РЕЖУЩАЯ СОПЛА 3/64 ″ / 1,2 ММ НАПРАВЛЯЮЩАЯ СОПЛА 1/8 ″ / 3,2 ММ РЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ СЕГМЕНТ СО2 СОЕДИНИТЕЛЬ 2 СТУПЕНЧАТЫЙ ИЗМЕРИТЕЛЬ ДАТЧИК ARGONREGULATOR 300 бар одноступенчатый 2 ДАТЧИК OXYGENREGULATOR 25 бар одноступенчатый ДАТЧИК ACETYLENEREGULATOR одноступенчатый ДАТЧИК ARGONREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН PROPANEREGULATOR 300 бар 0-10 одноступенчатый ПОДСОЕДИНЕН OXYGENREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН ACETYLENEPARWELD XTM 2001 МИГ ИНВЕРТОР 200AMP ПАКЕТ 1PARWELD TIG INVERTER XTT ДИАПАЗОН 200P P1 PACKAGEPARWELD XTS 163 MMA ИНВЕРТОР ДИАПАЗОН P1 PACKAGEPARWELD XTS 403 MMA INVERTER RANGE P1 PACKAGEParweld XTE201C Автомобильная компактная миграционная машина — P1 PackageParweld XTE 171 Автомобильная компактная мигрирующая машина 100 мм Комплект Grweld Disc 6 * Parw 100 мм * Parw Disc 6 * Parw Disc 1GS1060.0 мм (одиночные) XR938H / P Сварочный шлем Parweld True Color Light, реактивный сварочный и шлифовальный шлем P3765 Кожаный сварочный шлем Parweld Panther Кожаный сварочный рукав (одинарный) P3745 Кожаный сварочный костюм Parweld P3788 Сварочный шлем Parweld Panther (размер L) P3725 Parweld Panther Welding Apron C / W Buckriles and T Перчатка Gripper LiteP3860 Перчатка Parweld PU Gripper GloveP3855 Перчатка Parweld Panther Drivers GloveP3854 Перчатка Parweld Panther Mesh Back Drivers GloveP3845 Перчатка Parweld ISO с вырезом CP3839 Перчатка Parweld Panther Pro TIGP3838 Перчатка Parweld Panther Fingertip Partid35 Перчатка TIGP38 P3828 Перчатка / перчатка Parweld Panther с алюминизированным покрытиемP3826 Двусторонняя перчатка / перчатка Parweld Panther (одиночные) P3825 Перчатка / перчатка Parweld Panther Перчатка Риггера arweld XR940A Power Air Purifying Сварочная защитная маскаParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4. 0 мм * 350 мм, 5 кг в упаковке Parweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг УПАКОВКА Электроды для дуговой сварки MMA для стали, 3,2 мм * 350 мм, 5 кг в упаковкеParweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 мм * 350 мм, 2,5 кг Parweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 мм * 350 мм, 5 кгParweld E6013 Электроды для сварки MMA ARC для низкоуглеродистой стали, 2 мм сварочные электроды * 300 мм, 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Сварочная горелка TIG 250A с водяным охлаждением, доступна с кабелем 12 футов или 25 футовParweld PRO18-12S1BW PRO-Grip18 350A Сварочная горелка TIG с водяным охлаждением, доступна с кабелем 12 футов или 25 футов Parweld XTT 503-P1 Импульсный AC / DC Инверторный сварочный аппарат для сварки TIG на 500 А, 400 В, инверторный сварочный агрегат Parweld XTT 353P-P1, 350 А, переменный / постоянный ток, 400 В, импульсный, инверторный сварочный аппарат TIG, 200 А, переменный / постоянный ток, 200 А, 230 В, инверторный сварочный аппарат для сварки TIG, инвертор Parweld XTT 200DC-P1, 200 А, 230 В Комплект сварочного аппарата Parweld XTT 182DV-P1 180A, 230V Инверторный сварочный аппарат TIG -30ER Pro-Grip 501W Сварочная горелка с водяным охлаждением, длина кабеля 3 м, 4 м и 5 м Сварочная горелка Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 3M и фитингами EuroParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с 3M Сварочная горелка Parweld PRO1500-30ER Pro-Grip 150A, включая кабель 3M и евро-фитинг Инвертор XTS 202 MMA, 200 А, 240 В, Инвертор Parweld XTS162, MMA, 160 А, 240 В, с дополнительным пусковым током с нуля, горелка для сварки TIG TorchParweld XTS162, MMA, инвертор, 160 А, 240 В, Инвертор Parweld XTS 142, MMA, 140 А, 240 В, с выходом O Плазменный резак Parweld XTS 142 MMA, 140 А, 240 В и сварочный комплект, включая корпус Легковесный комплект для кислородно-ацетиленовой сварки и пайки, в том числе комплект для резки Case 18/90 Oygen / ацетилен — 2 манометра, включая комплект кейса — Комплект для кислородно-пропановой резки вставлен, комплект подрядчиков 2CParweld XTE 181 Автомобильная компактная машина MIG — 180 А — 240 В — Комплектация 1 Автомобильная компактная сварочная машина Parweld XTE 171 — 170 А — 240 В — Упаковка 1 Инвертор Parweld XTM 503I Synergic MIG — 500 А — 400 В — Упаковка 1 Инвертор Parweld XTM 254I Synergic — 250 А — 400 В — Упаковка 1 Parweld XTMAMP 252I Synergic 250 — упаковка 1 XTM 403S MIG Transformer Machine — 350 AMP — Пакет 1 Parweld XTM301C MIG Трансформаторная машина — 300 А — Комплект 1 Parweld XTM 301S MIG Трансформаторная машина 300 А — Комплект 1 Инвертор Parweld XTM 182I MIG, 180 А — Комплект 1 Инвертор Parweld XTM 160I MIG, 160 А — Комплект 1 Parweld XTM 252I 250 АМПЕР СИГНИЧЕСКИЙ MIG инвертор ARCING STIRGOU 600 TORCHESEV010215101 SAMSON 150A EU ДЕРЖАТЕЛЬ ЭЛЕКТРОДА / СТЕРЖНЯEW1625PW РАЗЪЕМ ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СВАРОЧНЫЕ ПРУТКИ ДЛЯ ЧУГУНАNI99 CI 2,5 мм 1.
0 мм * 350 мм, 5 кг в упаковке Parweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг УПАКОВКА Электроды для дуговой сварки MMA для стали, 3,2 мм * 350 мм, 5 кг в упаковкеParweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 мм * 350 мм, 2,5 кг Parweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 мм * 350 мм, 5 кгParweld E6013 Электроды для сварки MMA ARC для низкоуглеродистой стали, 2 мм сварочные электроды * 300 мм, 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Сварочная горелка TIG 250A с водяным охлаждением, доступна с кабелем 12 футов или 25 футовParweld PRO18-12S1BW PRO-Grip18 350A Сварочная горелка TIG с водяным охлаждением, доступна с кабелем 12 футов или 25 футов Parweld XTT 503-P1 Импульсный AC / DC Инверторный сварочный аппарат для сварки TIG на 500 А, 400 В, инверторный сварочный агрегат Parweld XTT 353P-P1, 350 А, переменный / постоянный ток, 400 В, импульсный, инверторный сварочный аппарат TIG, 200 А, переменный / постоянный ток, 200 А, 230 В, инверторный сварочный аппарат для сварки TIG, инвертор Parweld XTT 200DC-P1, 200 А, 230 В Комплект сварочного аппарата Parweld XTT 182DV-P1 180A, 230V Инверторный сварочный аппарат TIG -30ER Pro-Grip 501W Сварочная горелка с водяным охлаждением, длина кабеля 3 м, 4 м и 5 м Сварочная горелка Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 3M и фитингами EuroParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с 3M Сварочная горелка Parweld PRO1500-30ER Pro-Grip 150A, включая кабель 3M и евро-фитинг Инвертор XTS 202 MMA, 200 А, 240 В, Инвертор Parweld XTS162, MMA, 160 А, 240 В, с дополнительным пусковым током с нуля, горелка для сварки TIG TorchParweld XTS162, MMA, инвертор, 160 А, 240 В, Инвертор Parweld XTS 142, MMA, 140 А, 240 В, с выходом O Плазменный резак Parweld XTS 142 MMA, 140 А, 240 В и сварочный комплект, включая корпус Легковесный комплект для кислородно-ацетиленовой сварки и пайки, в том числе комплект для резки Case 18/90 Oygen / ацетилен — 2 манометра, включая комплект кейса — Комплект для кислородно-пропановой резки вставлен, комплект подрядчиков 2CParweld XTE 181 Автомобильная компактная машина MIG — 180 А — 240 В — Комплектация 1 Автомобильная компактная сварочная машина Parweld XTE 171 — 170 А — 240 В — Упаковка 1 Инвертор Parweld XTM 503I Synergic MIG — 500 А — 400 В — Упаковка 1 Инвертор Parweld XTM 254I Synergic — 250 А — 400 В — Упаковка 1 Parweld XTMAMP 252I Synergic 250 — упаковка 1 XTM 403S MIG Transformer Machine — 350 AMP — Пакет 1 Parweld XTM301C MIG Трансформаторная машина — 300 А — Комплект 1 Parweld XTM 301S MIG Трансформаторная машина 300 А — Комплект 1 Инвертор Parweld XTM 182I MIG, 180 А — Комплект 1 Инвертор Parweld XTM 160I MIG, 160 А — Комплект 1 Parweld XTM 252I 250 АМПЕР СИГНИЧЕСКИЙ MIG инвертор ARCING STIRGOU 600 TORCHESEV010215101 SAMSON 150A EU ДЕРЖАТЕЛЬ ЭЛЕКТРОДА / СТЕРЖНЯEW1625PW РАЗЪЕМ ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СВАРОЧНЫЕ ПРУТКИ ДЛЯ ЧУГУНАNI99 CI 2,5 мм 1.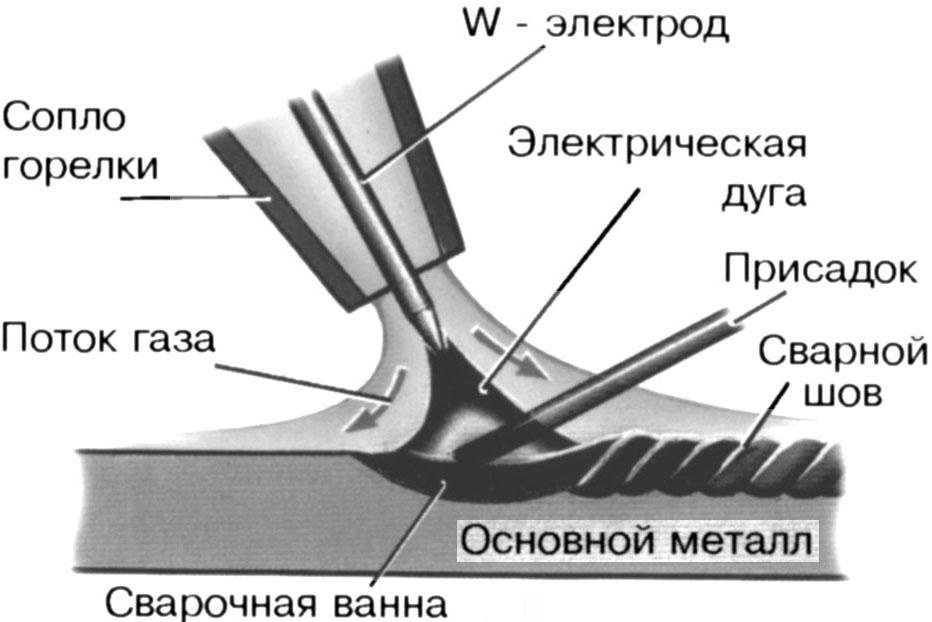 0KGRC3082540 СТЕРЖЕНЬ ДЛЯ ДУГОВОЙ СВАРКИ SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КОЛПАЧКА (9 20) (41V PK5) RWN45V42 ЗАДНЯЯ ЗАДНЯЯ КОЛПАЧКА (45V42) RWN13N26 ЗАПЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 ЦАНЖИ (PK 5) (13N21) RWN13N21 ЗАМЕНА ЦАНЖИ ДЛЯ TIG-ФАКЛА 0,040 (PK 5) (13N21) RWN13N08 WCF — КЕРАМИКА — СОПЛО 1/4 ALUMIGINA NOZZLE (PK810) (13 СВАРКА — Вольфрам SUPERSTRIKE 1,6 ММ ПРОДАН КАЖДОЙ ЗОЛОТОЙ НАКОНЕЧНИК HP16616 TUGSTEN — 1.6 мм 1,5% лантанового вольфрама 1/16 ЗОЛОТА ПРОДАНА EACHHA16516 BLACK TIP TIG Вольфрам — 1,6 мм 1% лантанат вольфрама 1/16 продано каждый TIG TUNGSTON — ЦИРКОН-ВОЛЬФРАМ 1,6 ММ ПРОДАН 1/16 КАЖДЫЙHP16110 — Вольфрам с КРАСНЫМ НАКОНЕЧНИКОМ — ТОР Вольфрам 1,0 мм 2% .040 EARO961250 ТИГ-БРОНЗОВЫЙ БРАЗИНГ — SIFSILCOPPER NO 968 СТАЛЬНАЯ БРОНЗОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬНАЯ ПЕРЕДАЧА НЕРЖАВЕЮЩЕЙ СРЕДЫ НЕРЖАВЕЮЩЕЙ СРЕДЫ НЕТ 968 1,2 ММ 650 СТАЛЬНОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ АЛЮМИНИЕВЫЕ ШТАНГИ ДЛЯ ТИГ — СИФАЛУМИН № 15 4043A 1.6MM 2.5KGRA151225 SIF низкоуглеродистая сталь TIG удилища — SIFSTEEL A15 1.
0KGRC3082540 СТЕРЖЕНЬ ДЛЯ ДУГОВОЙ СВАРКИ SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КОЛПАЧКА (9 20) (41V PK5) RWN45V42 ЗАДНЯЯ ЗАДНЯЯ КОЛПАЧКА (45V42) RWN13N26 ЗАПЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 ЦАНЖИ (PK 5) (13N21) RWN13N21 ЗАМЕНА ЦАНЖИ ДЛЯ TIG-ФАКЛА 0,040 (PK 5) (13N21) RWN13N08 WCF — КЕРАМИКА — СОПЛО 1/4 ALUMIGINA NOZZLE (PK810) (13 СВАРКА — Вольфрам SUPERSTRIKE 1,6 ММ ПРОДАН КАЖДОЙ ЗОЛОТОЙ НАКОНЕЧНИК HP16616 TUGSTEN — 1.6 мм 1,5% лантанового вольфрама 1/16 ЗОЛОТА ПРОДАНА EACHHA16516 BLACK TIP TIG Вольфрам — 1,6 мм 1% лантанат вольфрама 1/16 продано каждый TIG TUNGSTON — ЦИРКОН-ВОЛЬФРАМ 1,6 ММ ПРОДАН 1/16 КАЖДЫЙHP16110 — Вольфрам с КРАСНЫМ НАКОНЕЧНИКОМ — ТОР Вольфрам 1,0 мм 2% .040 EARO961250 ТИГ-БРОНЗОВЫЙ БРАЗИНГ — SIFSILCOPPER NO 968 СТАЛЬНАЯ БРОНЗОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬНАЯ ПЕРЕДАЧА НЕРЖАВЕЮЩЕЙ СРЕДЫ НЕРЖАВЕЮЩЕЙ СРЕДЫ НЕТ 968 1,2 ММ 650 СТАЛЬНОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ АЛЮМИНИЕВЫЕ ШТАНГИ ДЛЯ ТИГ — СИФАЛУМИН № 15 4043A 1.6MM 2.5KGRA151225 SIF низкоуглеродистая сталь TIG удилища — SIFSTEEL A15 1.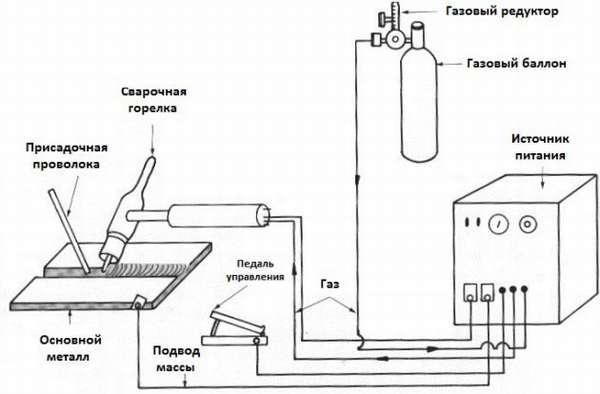 2MM 2.5кг STEELSW120573 PLASMA CUTTER SPARE PART — Электрод HAFNIUMSW020382 PLASMA CUTTER SPARE PART — Электрод ССЫЛ MAX 20SWPC801ZR Плазменная резка ЗАПЧАСТИ — Электрод ZIRCONIUMSWPC306 Электрод ZR х 14.5мм для Binzel PSB30 Совместимость плазмотронов .Qh350405W НАКОНЕЧНИК НАКОНЕЧНИКА 250A M6 PACK 5Qh280320W MIG WIRE LINER 3M 0,6MM — 0,8MMQh280301W КОНУСНОЕ СОПЛО 180AQh280306W MIG WELDING CONTACT TIP 0,6MM 180A M6 — PACK DISL 10TWWMO-GAMON GROSN080 ARGOSN09 AR 10TWM 180A M6 — УПАКОВКА AL 10TWWMOZN060 100 GRITSC60100GKW ЗАСЛОННЫЙ ДИСК 100X22MM 60 GRIT — CERIM40DCGM DPC ШЛИФОВАЛЬНЫЙ ДИСК (100X6.4X16MM) Надувной баллон с гелием — Премиум Надувной баллон с гелием — Стандартный VZFC08045 Безгазовая сварочная проволока MIG 0,8 мм, рулон 0,45 кг WO330840 SifMIG 308LSi Проволока MIG без железа 0,8 мм 3,75 кг MIG WireDZ10001 Газовый баллон с кислородом и ацетиленом TrollyDZ10004 Портативная тележка для газового баллона SmallPC600630T Комплект сварочного стола 600 мм * 630 мм P3410 НЕЙЛОНОВЫЕ ЧЕРНЫЕ ОФРАМЫ — CLEARP3420 Ясные технические характеристики безопасностиESF287000 Kromer Сварочный защитный колпачок размером 6 7/8 дюйма ЛИНЗЫ ШЛЕМА — 1.
2MM 2.5кг STEELSW120573 PLASMA CUTTER SPARE PART — Электрод HAFNIUMSW020382 PLASMA CUTTER SPARE PART — Электрод ССЫЛ MAX 20SWPC801ZR Плазменная резка ЗАПЧАСТИ — Электрод ZIRCONIUMSWPC306 Электрод ZR х 14.5мм для Binzel PSB30 Совместимость плазмотронов .Qh350405W НАКОНЕЧНИК НАКОНЕЧНИКА 250A M6 PACK 5Qh280320W MIG WIRE LINER 3M 0,6MM — 0,8MMQh280301W КОНУСНОЕ СОПЛО 180AQh280306W MIG WELDING CONTACT TIP 0,6MM 180A M6 — PACK DISL 10TWWMO-GAMON GROSN080 ARGOSN09 AR 10TWM 180A M6 — УПАКОВКА AL 10TWWMOZN060 100 GRITSC60100GKW ЗАСЛОННЫЙ ДИСК 100X22MM 60 GRIT — CERIM40DCGM DPC ШЛИФОВАЛЬНЫЙ ДИСК (100X6.4X16MM) Надувной баллон с гелием — Премиум Надувной баллон с гелием — Стандартный VZFC08045 Безгазовая сварочная проволока MIG 0,8 мм, рулон 0,45 кг WO330840 SifMIG 308LSi Проволока MIG без железа 0,8 мм 3,75 кг MIG WireDZ10001 Газовый баллон с кислородом и ацетиленом TrollyDZ10004 Портативная тележка для газового баллона SmallPC600630T Комплект сварочного стола 600 мм * 630 мм P3410 НЕЙЛОНОВЫЕ ЧЕРНЫЕ ОФРАМЫ — CLEARP3420 Ясные технические характеристики безопасностиESF287000 Kromer Сварочный защитный колпачок размером 6 7/8 дюйма ЛИНЗЫ ШЛЕМА — 1. 0 DIOPTER MAGES11060SP ЗАМЕНА 110 мм X 60 мм POLYCARB CLAER СВАРОЧНЫЕ ЛИНЗЫ ДЛЯ ШЛЕМА 442000G СМЕНА ПРОЗРАЧНОГО СТЕКЛА ЛИНЗЫ КРЫШКИ 4 1/4 «* 2» ДЛЯ СВАРОЧНОГО ШЛЕМА HW1109010 ЗОЛОТАЯ ЗАМЕНА ЛИНЗЫ ДЛЯ СВАРОЧНОГО ШЛЕМА 11020 мм X10 90 мм. ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442009G СМЕННОЕ СТЕКЛО 4 1/4 X 2 9EW ЛИНЗЫ CE ДЛЯ СВАРКИ HW442008G СМЕННОЕ СТЕКЛО 4 1/4 X 2 8EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ СВАРКИ HELMETEHW442006G ЗАМЕНА СТЕКЛА HELMETEHW442006G ЗАМЕНА СТЕКЛА HEL 4 1/4 X 2 6EW 1/4 X 2 5EW ЛИНЗЫ CE ДЛЯ СВАРКИ РАСХОДОМЕР HELMETAU300 0 — 40 л / мин TWN001COMP КОНВЕРСИОННЫЙ ШЛАНГ MINI MIG (QF — 38BSP RH) AE3005LX РЕГУЛЯТОР ГАЗА ЗАЩИТЫ ДЛЯ СВАРКИ MIG И TIG Жидкий углекислый газ Дигид углекислого газа Диоксид углерода 34 кг Заправка газа CO2 15 кг Отвод жидкости для глазури для стекла Пищевой диоксид углерода Заправка газа CO2 6.Отвод 35 кг жидкости для замораживания стекла МЕДНЫЙ ПРОВОД ММ 15 КГ VZ181215LSG3 1,2 ММ ПРОВОД SG3 MIG (15 кг) БАРАБАНПРОВОД A18 С СЛОЕМ 0 ММ, ПРОВОД 15 КГ VZ1808050L SG2 ПРОВОД С СЛОЕМ A18 1,0 ММ, ПРОВОД 5 КГ REELVZ180650L SG2 0,6 мм A18 MIG WIRE (5 кг) REELVZ160607L SG2 0,6 мм A18 MIG WIRE (0,7 кг) REELFXTIPDIP50 Sif Tip Dip Anti-Splatter Paste 500gEG1001w Распылитель для защиты от разбрызгивания на водной основе 400 млAU300 Расходомер ArGB на 0-40 л AU300 Расходомер NA на 1 минуту Адаптер для аргона На объекте Комплект для резки кислородом / пропаном — с заглушкой — Набор подрядчиков 2OP1000w Свариваемость Sif Toolbox Только кейс FO010022 Sifbronze Fux 225gDZ205001 Tri Flint Spark LighterDA4003838RH 3/8 «- 3/8» R / H штуцер для шланга DA4003838LH 3/8 «- 3/8» Муфта для шланга леваяDA4003814RH Муфта для шланга с правой стороны от 1/4 «до 3/8» DA4001414RH 1/4 «Правая муфта для равномерного шлангаDA4001414LH 1/4» Левая муфта для равномерного шланга Легкая насадка 1 704101 с обжимной насадкой 3 704203 с обжимной насадкой 2 704202 с обжимной насадкой N 1 70420 ФОРСУНКА NG 5/64 «2.
0 DIOPTER MAGES11060SP ЗАМЕНА 110 мм X 60 мм POLYCARB CLAER СВАРОЧНЫЕ ЛИНЗЫ ДЛЯ ШЛЕМА 442000G СМЕНА ПРОЗРАЧНОГО СТЕКЛА ЛИНЗЫ КРЫШКИ 4 1/4 «* 2» ДЛЯ СВАРОЧНОГО ШЛЕМА HW1109010 ЗОЛОТАЯ ЗАМЕНА ЛИНЗЫ ДЛЯ СВАРОЧНОГО ШЛЕМА 11020 мм X10 90 мм. ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442009G СМЕННОЕ СТЕКЛО 4 1/4 X 2 9EW ЛИНЗЫ CE ДЛЯ СВАРКИ HW442008G СМЕННОЕ СТЕКЛО 4 1/4 X 2 8EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ СВАРКИ HELMETEHW442006G ЗАМЕНА СТЕКЛА HELMETEHW442006G ЗАМЕНА СТЕКЛА HEL 4 1/4 X 2 6EW 1/4 X 2 5EW ЛИНЗЫ CE ДЛЯ СВАРКИ РАСХОДОМЕР HELMETAU300 0 — 40 л / мин TWN001COMP КОНВЕРСИОННЫЙ ШЛАНГ MINI MIG (QF — 38BSP RH) AE3005LX РЕГУЛЯТОР ГАЗА ЗАЩИТЫ ДЛЯ СВАРКИ MIG И TIG Жидкий углекислый газ Дигид углекислого газа Диоксид углерода 34 кг Заправка газа CO2 15 кг Отвод жидкости для глазури для стекла Пищевой диоксид углерода Заправка газа CO2 6.Отвод 35 кг жидкости для замораживания стекла МЕДНЫЙ ПРОВОД ММ 15 КГ VZ181215LSG3 1,2 ММ ПРОВОД SG3 MIG (15 кг) БАРАБАНПРОВОД A18 С СЛОЕМ 0 ММ, ПРОВОД 15 КГ VZ1808050L SG2 ПРОВОД С СЛОЕМ A18 1,0 ММ, ПРОВОД 5 КГ REELVZ180650L SG2 0,6 мм A18 MIG WIRE (5 кг) REELVZ160607L SG2 0,6 мм A18 MIG WIRE (0,7 кг) REELFXTIPDIP50 Sif Tip Dip Anti-Splatter Paste 500gEG1001w Распылитель для защиты от разбрызгивания на водной основе 400 млAU300 Расходомер ArGB на 0-40 л AU300 Расходомер NA на 1 минуту Адаптер для аргона На объекте Комплект для резки кислородом / пропаном — с заглушкой — Набор подрядчиков 2OP1000w Свариваемость Sif Toolbox Только кейс FO010022 Sifbronze Fux 225gDZ205001 Tri Flint Spark LighterDA4003838RH 3/8 «- 3/8» R / H штуцер для шланга DA4003838LH 3/8 «- 3/8» Муфта для шланга леваяDA4003814RH Муфта для шланга с правой стороны от 1/4 «до 3/8» DA4001414RH 1/4 «Правая муфта для равномерного шлангаDA4001414LH 1/4» Левая муфта для равномерного шланга Легкая насадка 1 704101 с обжимной насадкой 3 704203 с обжимной насадкой 2 704202 с обжимной насадкой N 1 70420 ФОРСУНКА NG 5/64 «2.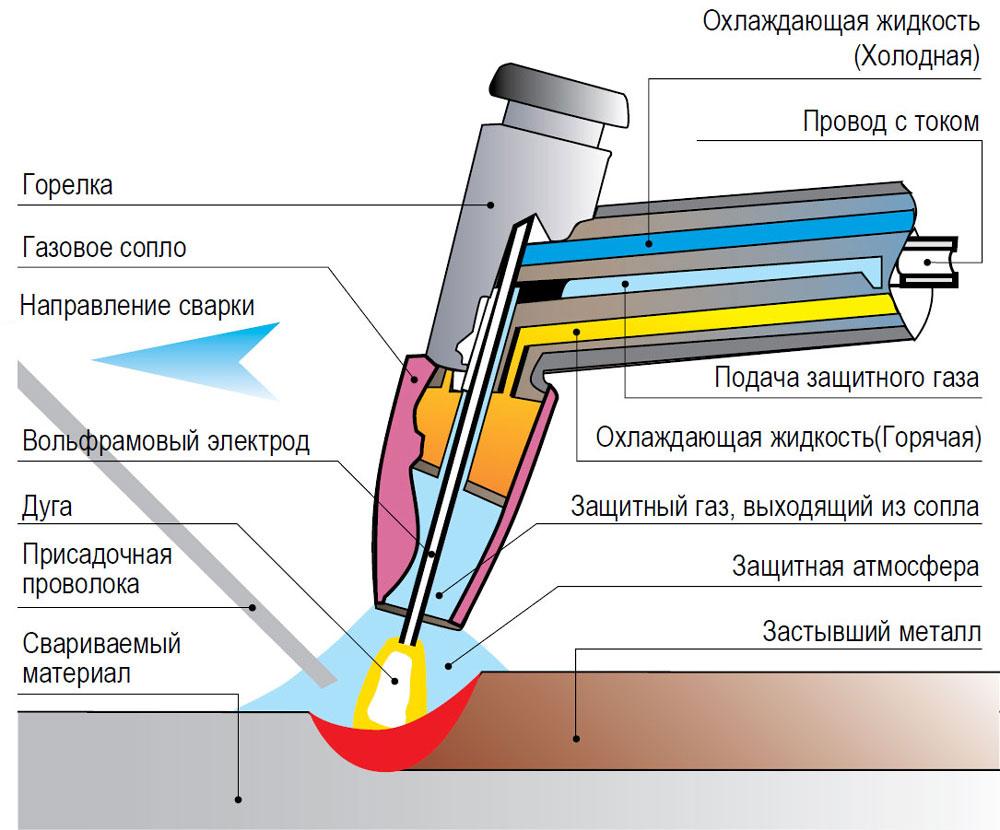 0MM 702120PNM РЕЖУЩАЯ ФОРСУНКА 1/16 дюйма 1,6 мм 702116PNM ФОРСУНКА 3/64 дюйма 1,2 мм 702112 Легкое сопло 5 704105 Легкое сопло 3 704103 Легкое сопло 2 704102 CCANM04W Сопло ANM8 10 мм Свариваемость 75 мм Тип ANM8 10 Свариваемость 75 мм установленный ацетиленовый шланг BW8001038PFT 8 мм 10 м 3/8 дюйма установленный пропановый шланг 760810-OX 8 мм 10 м 3/8 дюйма установлен Кислородный шланг BW600538PFT 6 мм 5 м 3/8 дюйма установленный пропановый шланг BW600514RFT 6 мм 5 м 1/4 дюйма установленный ацетиленовый шланг 764605-PR 6 мм 5 м 1/4 » установленный пропановый шланг 760605-OX 6 мм 5 м 1/4 дюйма установленный кислородный шланг761610-OX 6 мм 10 м 3/8 дюйма установленный кислородный шланг 764610-PR 6 мм 10 м 1/4 дюйма пропановый шланг 6 мм 10 м 3/8 дюйма 3/8 дюйма ацетиленовый шланг BW10002038RF 10 мм 20 м Ацетиленовый шланг с фитингом 764120-PR 10 мм 20 м 3/8 дюйма с фитингом для пропана 760820-OX 8 мм 20 м 3/8 дюйма кислородный шланг с фитингом 10 мм 10 м 3/8 дюйма ацетиленовый шланг 10 мм BW10001038PF 10 мм 10 м 3/8 дюйма с фитингом для пропана 761010-OX 761010-OX 8-дюймовый кислородный шланг BG111 LPG Нагревательная горелка 60 ммBG105-45L LP G Отопление Факел 45мм с leverBB6002 LW Режущий AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Режущий AttachmentBB5001 HD сварщиков ShankAU2001 Сбрасываемая петелька, OXYGEN FLASH НАЗАД ARRESTORAU2001 СБРОСОМ петелька, ТОПЛИВО ГАЗ FLASH НАЗАД ARRESTORAU11107 DGN Barrel, топливный газ, FLASH НАЗАД ARRESTORAU111002 DGN Barrel, кислородные FLASH ЗАДНЯЯ СТУПЕНЬ AE3004LX ПЕРВАЯ СТУПЕНЬ, ДВОЙНОЙ КИСЛОРОДНЫЙ РЕГУЛЯТОР AE2004LX ПЕРВАЯ СТУПЕНЬ, ОДИНАРНАЯ СТУПЕНЬ, ПРОПАН / ПРОПИЛЕН СЕРИИ LX Одноразовые баллоны с гелиевым газом собственной торговой марки с 50 баллонами и баллонами с ленточным газом 30 оптовых баллонов с баллонами без баллонов Воздушные шары и лента.
0MM 702120PNM РЕЖУЩАЯ ФОРСУНКА 1/16 дюйма 1,6 мм 702116PNM ФОРСУНКА 3/64 дюйма 1,2 мм 702112 Легкое сопло 5 704105 Легкое сопло 3 704103 Легкое сопло 2 704102 CCANM04W Сопло ANM8 10 мм Свариваемость 75 мм Тип ANM8 10 Свариваемость 75 мм установленный ацетиленовый шланг BW8001038PFT 8 мм 10 м 3/8 дюйма установленный пропановый шланг 760810-OX 8 мм 10 м 3/8 дюйма установлен Кислородный шланг BW600538PFT 6 мм 5 м 3/8 дюйма установленный пропановый шланг BW600514RFT 6 мм 5 м 1/4 дюйма установленный ацетиленовый шланг 764605-PR 6 мм 5 м 1/4 » установленный пропановый шланг 760605-OX 6 мм 5 м 1/4 дюйма установленный кислородный шланг761610-OX 6 мм 10 м 3/8 дюйма установленный кислородный шланг 764610-PR 6 мм 10 м 1/4 дюйма пропановый шланг 6 мм 10 м 3/8 дюйма 3/8 дюйма ацетиленовый шланг BW10002038RF 10 мм 20 м Ацетиленовый шланг с фитингом 764120-PR 10 мм 20 м 3/8 дюйма с фитингом для пропана 760820-OX 8 мм 20 м 3/8 дюйма кислородный шланг с фитингом 10 мм 10 м 3/8 дюйма ацетиленовый шланг 10 мм BW10001038PF 10 мм 10 м 3/8 дюйма с фитингом для пропана 761010-OX 761010-OX 8-дюймовый кислородный шланг BG111 LPG Нагревательная горелка 60 ммBG105-45L LP G Отопление Факел 45мм с leverBB6002 LW Режущий AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Режущий AttachmentBB5001 HD сварщиков ShankAU2001 Сбрасываемая петелька, OXYGEN FLASH НАЗАД ARRESTORAU2001 СБРОСОМ петелька, ТОПЛИВО ГАЗ FLASH НАЗАД ARRESTORAU11107 DGN Barrel, топливный газ, FLASH НАЗАД ARRESTORAU111002 DGN Barrel, кислородные FLASH ЗАДНЯЯ СТУПЕНЬ AE3004LX ПЕРВАЯ СТУПЕНЬ, ДВОЙНОЙ КИСЛОРОДНЫЙ РЕГУЛЯТОР AE2004LX ПЕРВАЯ СТУПЕНЬ, ОДИНАРНАЯ СТУПЕНЬ, ПРОПАН / ПРОПИЛЕН СЕРИИ LX Одноразовые баллоны с гелиевым газом собственной торговой марки с 50 баллонами и баллонами с ленточным газом 30 оптовых баллонов с баллонами без баллонов Воздушные шары и лента. Канистра с гелием с 50 и 100 воздушными шарами и лентойFill’N’Away Одноразовая канистра с гелием с 30 воздушными шарами и лентой Оптовая торговля, Fill’N’Away цилиндр + 50 воздушных шаров и лента.Fill’N’Away Одноразовые баллоны с гелием для заполнения 50 9-дюймовых воздушных шаров Одноразовый баллон с гелием для заполнения 30 9-дюймовых воздушных шаров Азот 9,4 л 137 бар — Только заправка — для гоночных команд Азот 9,4 л 137 бар — Депозит и заправка — для гоночных команд Азот 2 л 200 бар — Только заправка — для гоночных команд Азот 2 л 200 бар — Депозит и заправка — для гонок Команды Азот 20 л 200 бар — Только заправка — для гоночных команд Азот 20 л 200 бар — Депозит и заправка — для гоночных команд Пищевой азот 9.4 л 137 бар — Только заправка — для консервирования и розлива Пищевой азот 9,4 л 137 бар — Депозит и заправка — для хранения и разлива вина Пищевой азот 2 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 2 л 200 бар — Депозит и заправка — для вина Консервация и дозирование Пищевой азот 20 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 20 л 200 бар — Депозит и заправка — для консервирования и разлива вина Бескислородный азот 20 л 200 бар — Только заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 50 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 9 л 137 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопроводов Бескислородный азот 9 л, 137 бар — только заправка — для кондиционеров ng & Очистка трубопровода Бескислородный азот 20 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувка трубопровода Принадлежит клиенту, заправка огнетушителя CO2, цена за килограмм, пищевой класс, без аренды, 1.
Канистра с гелием с 50 и 100 воздушными шарами и лентойFill’N’Away Одноразовая канистра с гелием с 30 воздушными шарами и лентой Оптовая торговля, Fill’N’Away цилиндр + 50 воздушных шаров и лента.Fill’N’Away Одноразовые баллоны с гелием для заполнения 50 9-дюймовых воздушных шаров Одноразовый баллон с гелием для заполнения 30 9-дюймовых воздушных шаров Азот 9,4 л 137 бар — Только заправка — для гоночных команд Азот 9,4 л 137 бар — Депозит и заправка — для гоночных команд Азот 2 л 200 бар — Только заправка — для гоночных команд Азот 2 л 200 бар — Депозит и заправка — для гонок Команды Азот 20 л 200 бар — Только заправка — для гоночных команд Азот 20 л 200 бар — Депозит и заправка — для гоночных команд Пищевой азот 9.4 л 137 бар — Только заправка — для консервирования и розлива Пищевой азот 9,4 л 137 бар — Депозит и заправка — для хранения и разлива вина Пищевой азот 2 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 2 л 200 бар — Депозит и заправка — для вина Консервация и дозирование Пищевой азот 20 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 20 л 200 бар — Депозит и заправка — для консервирования и разлива вина Бескислородный азот 20 л 200 бар — Только заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 50 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 9 л 137 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопроводов Бескислородный азот 9 л, 137 бар — только заправка — для кондиционеров ng & Очистка трубопровода Бескислородный азот 20 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувка трубопровода Принадлежит клиенту, заправка огнетушителя CO2, цена за килограмм, пищевой класс, без аренды, 1. 5 кг углекислого газа для гидропоники и роста водных растений — только заправка Пищевой, без арендной платы, 1,5 кг газа CO2 для гидропоники и роста водных растений — Депозит и заправка Пищевой сорт, без аренды, 6,35 кг газа CO2 для гидропоники и роста водных растений — только заправка , Без аренды, 34 кг газа CO2 для гидропоники и роста водных растений — только заправка, пищевой, без аренды, 3,15 кг газа CO2 для гидропоники и выращивания водных растений — только заправка, пищевой сорт, без аренды, 3,15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, заправка 15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, 15 кг газа CO2 для гидропоники и роста водных растений — только заправка для пищевых продуктов, без аренды 6.35 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение Пищевой сорт, без аренды 34 кг газа СО2 для гидропоники и роста водных растений — Депозит и заправка Заправка газа CO2 6,35 кг для наполнения баллонов для пейнтбола — Только заправка Заправка углеродного диоксода 34 кг, идеально подходит для заполнения количество баллонов для пейнтбола — Только заправка Углеродный диоксидный газ 34 кг, идеально подходит для наполнения большого количества пейнтбольных баллонов — Депозит и заправка Углеродный диоксид CO2 Заправка 6,35 кг Отвод жидкости для пейнтбола — Только заправка Заправка углекислого газа CO2 Заправка 15 кг, идеально для использования дома или бизнеса — Только заправка Углеродный диоксид CO2 Заправка газа 6.
5 кг углекислого газа для гидропоники и роста водных растений — только заправка Пищевой, без арендной платы, 1,5 кг газа CO2 для гидропоники и роста водных растений — Депозит и заправка Пищевой сорт, без аренды, 6,35 кг газа CO2 для гидропоники и роста водных растений — только заправка , Без аренды, 34 кг газа CO2 для гидропоники и роста водных растений — только заправка, пищевой, без аренды, 3,15 кг газа CO2 для гидропоники и выращивания водных растений — только заправка, пищевой сорт, без аренды, 3,15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, заправка 15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, 15 кг газа CO2 для гидропоники и роста водных растений — только заправка для пищевых продуктов, без аренды 6.35 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение Пищевой сорт, без аренды 34 кг газа СО2 для гидропоники и роста водных растений — Депозит и заправка Заправка газа CO2 6,35 кг для наполнения баллонов для пейнтбола — Только заправка Заправка углеродного диоксода 34 кг, идеально подходит для заполнения количество баллонов для пейнтбола — Только заправка Углеродный диоксидный газ 34 кг, идеально подходит для наполнения большого количества пейнтбольных баллонов — Депозит и заправка Углеродный диоксид CO2 Заправка 6,35 кг Отвод жидкости для пейнтбола — Только заправка Заправка углекислого газа CO2 Заправка 15 кг, идеально для использования дома или бизнеса — Только заправка Углеродный диоксид CO2 Заправка газа 6. Отвод жидкости для пейнтбола 35 кг — Депозит и заправка Углекислый газ CO2 15 кг, идеально подходит для использования дома или бизнеса пейнтбольными шарами — Депозит и пополнение Патио с калорийным газом 5 кг — Только заправка Патио с калорийным газом 13 кг — Только заправка Бутан с калорийным газом 7 кг — Только заправка Бутан с калорийным газом 4,5 кг — Заправка OnlyCalor Gas Butane 15KG — Только заправка Пропан Calor Gas 6KG — Только заправка Пропан 6KG Легкий вес — Только заправка Пропан 47KG — Только заправка Пропан для калорийного газа 3,9KG — Только заправка Пропан для калорийного газа 19 кг — Только заправка Пропан для пропана 13 кг — Только заправка 907 — Только заправка OnlyCamping Gaz 904 — Только заправкаCamping Gaz 901 — Только заправка Калорийный газ Пропан 18 кг Автогаз — Только заправка Калорийный газ Пропан 12 кг Автогаз — Только заправка 9.4 л многоразового гелиевого баллонного газа — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок.
Отвод жидкости для пейнтбола 35 кг — Депозит и заправка Углекислый газ CO2 15 кг, идеально подходит для использования дома или бизнеса пейнтбольными шарами — Депозит и пополнение Патио с калорийным газом 5 кг — Только заправка Патио с калорийным газом 13 кг — Только заправка Бутан с калорийным газом 7 кг — Только заправка Бутан с калорийным газом 4,5 кг — Заправка OnlyCalor Gas Butane 15KG — Только заправка Пропан Calor Gas 6KG — Только заправка Пропан 6KG Легкий вес — Только заправка Пропан 47KG — Только заправка Пропан для калорийного газа 3,9KG — Только заправка Пропан для калорийного газа 19 кг — Только заправка Пропан для пропана 13 кг — Только заправка 907 — Только заправка OnlyCamping Gaz 904 — Только заправкаCamping Gaz 901 — Только заправка Калорийный газ Пропан 18 кг Автогаз — Только заправка Калорийный газ Пропан 12 кг Автогаз — Только заправка 9.4 л многоразового гелиевого баллонного газа — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок. 9,4 л многоразового гелиевого баллона — депозит и пополнение — только торговля — без заправочного адаптера — идеально для флористов, магазинов открыток и вечеринок Баллонный газ — только заправка — розничная торговля — идеальные вечеринки и юбилеи 9,4 л многоразового гелиевого шара — депозит и пополнение — розничная торговля — идеальные вечеринки и юбилеи 50 л многоразовый гелиевый баллон с газом — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок 50 л Многоразовый газовый баллон с гелием — Депозит и заправка — Только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 2L Многоразовый баллон с гелиевым шаром — только заправка — идеальные вечеринки и юбилеи 2L Многоразовый баллон с гелиевым баллоном — Депозит и заправка — идеальны вечеринки и юбилеи 20 л многоразового гелиевого шара с газом — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок 20 л многоразового гелиевого шара с газом — Депозит и пополнение — только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 20 л многоразового гелиевого шара — только заправка — розничная торговля — идеальные вечеринки и юбилеи 20 л многоразового гелиевого шара газ — депозит и пополнение — идеальные вечеринки и юбилеи ПортаГаз, аренда Свободный углекислый газ CO2 1.
9,4 л многоразового гелиевого баллона — депозит и пополнение — только торговля — без заправочного адаптера — идеально для флористов, магазинов открыток и вечеринок Баллонный газ — только заправка — розничная торговля — идеальные вечеринки и юбилеи 9,4 л многоразового гелиевого шара — депозит и пополнение — розничная торговля — идеальные вечеринки и юбилеи 50 л многоразовый гелиевый баллон с газом — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок 50 л Многоразовый газовый баллон с гелием — Депозит и заправка — Только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 2L Многоразовый баллон с гелиевым шаром — только заправка — идеальные вечеринки и юбилеи 2L Многоразовый баллон с гелиевым баллоном — Депозит и заправка — идеальны вечеринки и юбилеи 20 л многоразового гелиевого шара с газом — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок 20 л многоразового гелиевого шара с газом — Депозит и пополнение — только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 20 л многоразового гелиевого шара — только заправка — розничная торговля — идеальные вечеринки и юбилеи 20 л многоразового гелиевого шара газ — депозит и пополнение — идеальные вечеринки и юбилеи ПортаГаз, аренда Свободный углекислый газ CO2 1. 5 кг — Депозит и заправка Porta Gas, бесплатно, чистый аргон 2 л 200 бар — только заправка Porta Gas, аренда бесплатно, чистый аргон 2 л 200 бар — Депозит и заправка Porta Gas, аренда бесплатно, кислородный газ 2 л 200 бар — только заправка Porta Gas, аренда бесплатно, кислород Gas 2L 200bar — Депозит и заправкаPorta Gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — только заправка, Porta gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — депозит и заправкаPorta Gas, без аренды, углекислый газ CO2 1.5 кг — Только заправка Porta Gas, без аренды, 5% CO2 / смесь аргона 2 л 200 бар — Только заправка Porta Gas, без аренды, 5% CO2 / аргон смесь 2 л 200 бар — Депозит и заправка Бесплатно, чистый аргон 20 л 200 бар — Только заправка, чистый аргон 20 л 200 бар — Депозит и пополнениеАренда, кислородный газ 20 л 200 бар — Только пополнениеАренда, кислородный газ 20 л 200 бар — залог и пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — только пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — залог и RefillRent Free, 5% CO2 в смеси аргона, 20 л, 200 бар — Депозит nd RefillRent Free, 20% CO2 в смеси аргона 20 л 200 бар — без депозита и пополнения, 20% CO2 в смеси аргона (20 л) — только заправка Торговый газ, без аренды 5% CO2 в смеси аргона 20 л 200 бар — только заправка 20 л пропиленовый топливный газ для сварки , Пайка, нагрев и резка — только заправка: без аренды 34 кг CO2-газа — только заправка без аренды, чистый аргон 50 л 200 бар — только заправка без аренды, кислородный газ 50 л 200 бар — только заправка без аренды, бескислородный (OFN) азот 50 л 200 бар — только заправка без аренды, 20 % CO2 в смеси аргона (50 л) — только заправка 5% CO2 в смеси аргона 50 л 200 бар — только заправка Хобби газ 10 л Баллоны с кислородным газом 200 бар — только заправка Хобби-газ, аренда бесплатно, чистый аргон 10 л 200 бар — только заправка Хобби-газ, аренда бесплатно , Чистый газ аргона 10 л 200 бар — Депозит и заправка Хобби-газ, аренда бесплатно, кислородный газ 10 л 200 бар — Депозит и заправка Хобби-газ, без аренды, бескислородный азот (OFN) 9 л 137 бар — Депозит и заправка Хобби-газ, без ренты, без кислорода (OFN) Азот 9 л 137 бар — только заправка Хобби-газ, без аренды, углекислый газ CO 2 Газ 6.
5 кг — Депозит и заправка Porta Gas, бесплатно, чистый аргон 2 л 200 бар — только заправка Porta Gas, аренда бесплатно, чистый аргон 2 л 200 бар — Депозит и заправка Porta Gas, аренда бесплатно, кислородный газ 2 л 200 бар — только заправка Porta Gas, аренда бесплатно, кислород Gas 2L 200bar — Депозит и заправкаPorta Gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — только заправка, Porta gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — депозит и заправкаPorta Gas, без аренды, углекислый газ CO2 1.5 кг — Только заправка Porta Gas, без аренды, 5% CO2 / смесь аргона 2 л 200 бар — Только заправка Porta Gas, без аренды, 5% CO2 / аргон смесь 2 л 200 бар — Депозит и заправка Бесплатно, чистый аргон 20 л 200 бар — Только заправка, чистый аргон 20 л 200 бар — Депозит и пополнениеАренда, кислородный газ 20 л 200 бар — Только пополнениеАренда, кислородный газ 20 л 200 бар — залог и пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — только пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — залог и RefillRent Free, 5% CO2 в смеси аргона, 20 л, 200 бар — Депозит nd RefillRent Free, 20% CO2 в смеси аргона 20 л 200 бар — без депозита и пополнения, 20% CO2 в смеси аргона (20 л) — только заправка Торговый газ, без аренды 5% CO2 в смеси аргона 20 л 200 бар — только заправка 20 л пропиленовый топливный газ для сварки , Пайка, нагрев и резка — только заправка: без аренды 34 кг CO2-газа — только заправка без аренды, чистый аргон 50 л 200 бар — только заправка без аренды, кислородный газ 50 л 200 бар — только заправка без аренды, бескислородный (OFN) азот 50 л 200 бар — только заправка без аренды, 20 % CO2 в смеси аргона (50 л) — только заправка 5% CO2 в смеси аргона 50 л 200 бар — только заправка Хобби газ 10 л Баллоны с кислородным газом 200 бар — только заправка Хобби-газ, аренда бесплатно, чистый аргон 10 л 200 бар — только заправка Хобби-газ, аренда бесплатно , Чистый газ аргона 10 л 200 бар — Депозит и заправка Хобби-газ, аренда бесплатно, кислородный газ 10 л 200 бар — Депозит и заправка Хобби-газ, без аренды, бескислородный азот (OFN) 9 л 137 бар — Депозит и заправка Хобби-газ, без ренты, без кислорода (OFN) Азот 9 л 137 бар — только заправка Хобби-газ, без аренды, углекислый газ CO 2 Газ 6. 35 кг — только заправка Хобби-газ, без аренды, углекислый газ CO2 3,15 кг — только заправка Хобби-газ, бесплатная аренда, 20% CO2 / аргонная смесь Заправка 10 л 200 бар — только заправка Хобби-газ, аренда 20% CO2 / аргон 10 л 200 бар — залог и заправка Газ, без ренты Газ диоксида углерода CO2 3,15 кг — Депозит и заправка 2 л Пропиленовый топливный газ для сварки, пайки, нагрева и резки — Только заправка Заправка диоксида углерода CO 2 6.35 кг для домашнего бара — только заправка Заправка углекислого диоксида CO2 заправка 1,5 кг для домашнего бара — только заправка Углеродный диоксид CO2 1,5 кг для домашнего бара — депозит и заправка Углеродный диоксид CO2 6,35 кг для домашнего бара — депозит и заправка Углекислый газ 3,15 кг для домашнего бара — залог и заправка углекислого газа 3,15 кг газа для домашнего бара — только заправка 2 литра погреб / пивной газ 60/40 смесь для домашнего бара — только заправка 2 литра погреб / пивной газ 70/30 смесь, для домашнего бара — только заправка 2 литра погреб / пивной газ 70/30 смесь для Домашний бар — Депозит и пополнение Погреб 2 л / Пивной газ 60/40 смесь для домашнего бара — Депозит и пополнение Углеродный диоксид СО2 газ 6.35 кг — только заправка Углеродный диоксид CO2 34 кг Для торговых пользователей — Только заправка Углеродный диоксид CO2 15 кг Для торговых пользователей — только заправка Углекислый газ 3,15 кг Газ для торговых пользователей — только заправка 50 л Погреб / пивной газ 60/40 Смесь для торговых пользователей — только заправка 50 л Погреб / Смесь для пивного газа 30/70 для торговых пользователей — только для пополнения Погреб 20 л / смесь для пивного газа 60/40 для торговых пользователей — только для пополнения Смесь для пивного газа 20 л / 30/70 для торговых пользователей — только для пополнения Смесь 10 л для погреба / пивного газа 60/40 для торговли Пользователи — только заправка 10 л смесь винного погреба / пивного газа 50/50 Для торговых пользователей — только заправка 10 литров погреб / пивной газ 30/70 смесь для торговых пользователей — только заправка 19 кг калорийного газа пропан — только заправка
35 кг — только заправка Хобби-газ, без аренды, углекислый газ CO2 3,15 кг — только заправка Хобби-газ, бесплатная аренда, 20% CO2 / аргонная смесь Заправка 10 л 200 бар — только заправка Хобби-газ, аренда 20% CO2 / аргон 10 л 200 бар — залог и заправка Газ, без ренты Газ диоксида углерода CO2 3,15 кг — Депозит и заправка 2 л Пропиленовый топливный газ для сварки, пайки, нагрева и резки — Только заправка Заправка диоксида углерода CO 2 6.35 кг для домашнего бара — только заправка Заправка углекислого диоксида CO2 заправка 1,5 кг для домашнего бара — только заправка Углеродный диоксид CO2 1,5 кг для домашнего бара — депозит и заправка Углеродный диоксид CO2 6,35 кг для домашнего бара — депозит и заправка Углекислый газ 3,15 кг для домашнего бара — залог и заправка углекислого газа 3,15 кг газа для домашнего бара — только заправка 2 литра погреб / пивной газ 60/40 смесь для домашнего бара — только заправка 2 литра погреб / пивной газ 70/30 смесь, для домашнего бара — только заправка 2 литра погреб / пивной газ 70/30 смесь для Домашний бар — Депозит и пополнение Погреб 2 л / Пивной газ 60/40 смесь для домашнего бара — Депозит и пополнение Углеродный диоксид СО2 газ 6.35 кг — только заправка Углеродный диоксид CO2 34 кг Для торговых пользователей — Только заправка Углеродный диоксид CO2 15 кг Для торговых пользователей — только заправка Углекислый газ 3,15 кг Газ для торговых пользователей — только заправка 50 л Погреб / пивной газ 60/40 Смесь для торговых пользователей — только заправка 50 л Погреб / Смесь для пивного газа 30/70 для торговых пользователей — только для пополнения Погреб 20 л / смесь для пивного газа 60/40 для торговых пользователей — только для пополнения Смесь для пивного газа 20 л / 30/70 для торговых пользователей — только для пополнения Смесь 10 л для погреба / пивного газа 60/40 для торговли Пользователи — только заправка 10 л смесь винного погреба / пивного газа 50/50 Для торговых пользователей — только заправка 10 литров погреб / пивной газ 30/70 смесь для торговых пользователей — только заправка 19 кг калорийного газа пропан — только заправка
Как работает сварка
Сварка — это широко распространенный метод обработки металлов, при котором два куска металла соединяются вместе для образования прочной связи.Но что именно происходит, когда два металла соединяются вместе? По определению, сварка соединяет два куска металла плавлением. Чтобы правильно сплавиться, основной металл должен плавиться и стекать вместе. В более старых методах сварки использовалась кислородная паяльная лампа для нагрева кусков металла до тех пор, пока основные металлы не достигли температуры плавления, но в более новых методах теперь используется электрическая дуга для выработки тепла, необходимого для плавления металла. Дуга возникает, когда электрический заряд передается от электрода к заготовкам.Электрод обычно расходный и заряжается либо отрицательно, либо положительно в зависимости от желаемого характера сварного шва. Правильный сварной шов часто создает связь между деталями, которая сильнее, чем исходная прочность самих деталей.
Существует множество различных интерфейсов, которые используют эту базовую предпосылку для получения сварного шва. Наиболее широко используемый метод — дуговая сварка металлическим электродом в защитных оболочках (SMAW), более известная как сварка штучной сваркой. Этот метод включает использование расходуемого электрода в виде стержня, покрытого флюсом, для создания дуги, которая плавит наполнитель и соединяет детали.Газовая дуговая сварка металла (GMAW), известная в просторечии как MIG-сварка, представляет собой метод, в котором в качестве электрода используется расходная проволока, которая автоматически подается через пистолет, который одновременно распределяет газообразный аргон в качестве защитного агента. Дуговая сварка под флюсом (SAW) включает сварку стыка с использованием электрической дуги, подаваемой под слоем флюса. Это в основном автоматический процесс, когда присадочная проволока медленно подается вдоль стыка под флюсом. Этот метод позволяет получать высококачественные сварные швы благодаря флюсу, покрывающему дугу и проволоку; нет риска разбрызгивания из-за большого количества флюса.Газовая вольфрамовая дуговая сварка (GTAW), также известная как сварка TIG, является наиболее точной и требует много времени. Проволока вручную аккуратно подается в дугу, генерируемую неплавящимся вольфрамовым электродом, размещенным в пистолете для подачи аргона, аналогичном MIG. Электрод из вольфрамового сплава не плавится под действием высокой температуры дуги, что способствует точности ручной подачи проволоки. Этот метод требует высокого уровня навыков и применяется в особых случаях.
Сварочное искусство происходит от личного метода сварки сварщика.Многие переменные одновременно влияют на характеристики сварного шва, поэтому инженеры-сварщики имеют протоколы аттестации процедур (PQR), чтобы гарантировать качественную сварку в определенных ситуациях. Многие сварщики используют уникальный подход к уравновешиванию этих переменных, давая хорошо обученному сварщику индивидуальный метод. Материал, толщина, тип соединения и угол сварного шва — все это переменные, которые необходимо учитывать. В то же время необходимо равномерно поддерживать тепло между двумя деталями, иначе сварной шов будет неравномерным.Сварщик с положительным послужным списком может успешно сваривать в самых разных ситуациях, и мастерство в этих ситуациях позволяет выработать индивидуальный метод или стиль.
Сварной шов чрезвычайно чувствителен к атмосферным загрязнениям. Если сварной шов выполняется без надлежащего экранирования, это может привести к пористому или слабому сварному шву. Флюс используется при дуговой сварке защищенным металлом для покрытия электрода и при дуговой сварке под флюсом для покрытия области сварного шва. Когда флюс расходуется, образуется углекислый газ и шлак.Двуокись углерода действует как защитный газ и защищает сварной шов, в то время как шлак остается твердым побочным продуктом расплавленного флюса. Шлак должен быть удален для обеспечения качества и эстетической консистенции. При сварке MIG и TIG в качестве защитного агента используется аргон. Аргон — это инертный газ, который хорошо защищает от загрязнения, и в этих случаях он подается сварочным пистолетом. Сварка TIG часто требует высокой точности, и в некоторых случаях детали помещаются в небольшую камеру, заполненную газом аргоном, чтобы создать среду «чистой комнаты» и предотвратить любое возможное загрязнение.
Сварка — это отрасль, характеризующаяся высоким качеством изготовления и непрерывной квалификацией. Сертификация может быть выдана только в том случае, если сварщик может постоянно производить качественные работы, и эта сертификация зависит от того, как часто сварщик практикует свое ремесло. В проектах часто требуется, чтобы сварщики были сертифицированы по определенному кодексу. Это гарантирует, что только утвержденные сварщики участвуют в проекте, что является важной характеристикой для требовательных клиентов, включая федеральные и местные органы власти.Из-за необходимости оставаться сертифицированным, название игры в сварке действительно звучит как «используй или потеряй».
Сварка — это сложный процесс, который требует уравновешивания многих переменных для создания структурно прочного продукта. Есть много разных методов на выбор, и в каждом методе есть множество различных стилей, которые можно использовать для конкретного приложения. Как важный инструмент в наборе инструментов для производителей, понимание процесса сварки имеет первостепенное значение.
Газ аргон
Процесс плазменной сварки был внедрен в сварочную промышленность в 1964 году как метод улучшения управления процессом дуговой сварки в более низких диапазонах тока.Сегодня плазма сохраняет первоначальные преимущества, которые она принесла промышленности, обеспечивая высокий уровень контроля и точности для получения высококачественных сварных швов в миниатюрных или высокоточных приложениях.
Процесс плазменной резки одинаково подходит для ручного и автоматического применения. Он использовался в различных операциях, начиная от сварки металлических лент в больших объемах и заканчивая прецизионной сваркой хирургических инструментов, автоматическим ремонтом лопастей реактивных двигателей и ручной сваркой кухонного оборудования для пищевой и молочной промышленности.
Как работает плазменная сварка:
Плазма — это газ, который нагревается до чрезвычайно высокой температуры и ионизируется, так что он становится электропроводным. В процессе плазменно-дуговой сварки эта плазма используется для передачи электрической дуги на заготовку. Свариваемый металл плавится под действием сильного тепла дуги и сплавляется.
Для системы требуется источник питания и сварочная горелка. В горелке электрод расположен внутри сопла горелки с небольшим отверстием на конце.Между электродом горелки и наконечником сопла зажигается вспомогательная дуга. Газ подается через сопло, где пилотная дуга нагревает газ до диапазона температур плазмы и ионизирует его. Газ выходит из сопла в виде струи, более горячей, чем любое химическое пламя или обычная электрическая дуга. Основная сварочная дуга передается на изделие через этот столб плазменного газа.
Плазменные газы обычно представляют собой аргон. В горелке также используется вторичный газ, аргон, аргон / водород или гелий, которые помогают защитить расплавленную сварочную ванну, тем самым сводя к минимуму окисление сварного шва.
Пропуская плазменный газ и дугу через суженное отверстие, резак передает высокую концентрацию тепла на небольшую площадь. При использовании подходящего оборудования этот процесс позволяет получать резку исключительно высокого качества на самых разных материалах.
Характеристики и преимущества плазменной сварки:
F: Защищенный электрод
B: Защищенный электрод снижает загрязнение электрода. Это особенно полезно при сварке материалов, которые выделяют газ при сварке и загрязняют незащищенный электрод GTAW.
F: Увеличение длины дуги за счет формы дуги и равномерного распределения тепла
B: Расстояние от дуги не так критично, как в GTAW. Обеспечивает хорошую однородность сварного шва. Никакой AVC не требуется в 99% приложений распределения, иногда даже с подачей проволоки.
F: Перенос дуги мягкий и стабильный
B: Предназначен для сварки тонких листов, тонкой проволоки, миниатюрных компонентов, в которых резкое начало дуги GTAW может повредить свариваемую деталь.
F: Стабильная дуга при сварке
B: Уменьшает дрейф дуги. Дуговая сварка там, где она предназначена. Позволяет использовать инструменты для зажигания дуги в непосредственной близости от сварного шва для оптимального отвода тепла.
F: Минимальный высокочастотный шум при сварке
B: Минимальный высокочастотный шум после запуска вспомогательной дуги, поэтому плазму можно использовать с ЧПУ. Еще одно преимущество заключается в сварке, предусматривающей герметичное уплотнение электронных компонентов, где зажигание дуги GTAW может вызвать электрические помехи, которые могут повредить электронные внутренние компоненты свариваемого компонента.
F: Плотность энергии дуги в 3 раза выше, чем у TIG
B: Вызывает меньшую деформацию сварного шва и меньший размер сварных швов. Обеспечивает высокую скорость сварки
F: Время сварки всего 0,005 секунды
B: Исключительно короткое и точное время сварки для точечной секундной сварки тонкой проволоки, точное время сварки в сочетании с прецизионными устройствами перемещения обеспечивают повторяемость положений начала / остановки сварки.
F: Варианты оборудования до 10 000 Гц
B: Предлагает широкий спектр импульсных опций для разнообразных импульсных приложений.
F: Художественная сварка с низким током (всего 0,05 А)
B: Позволяет сваривать миниатюрные компоненты или контролировать наклон к кромке шва.
F: Диаметр дуги выбирается через отверстие сопла
B: Эта функция помогает прогнозировать размер сварного шва.
Особенности и преимущества:
P Защищенный электрод, длительное время до технического обслуживания электрода (обычно одна 8-часовая смена)
L Возможность сварки при низком токе (всего 0.05 ампер)
A Стабильность дуги и плавный запуск дуги обеспечивают стабильные сварные швы раз за разом
S Стабильная дуга при зажигании дуги и сварке малой силой тока
M Минимальные проблемы с высокочастотным шумом, ВЧ только при запуске вспомогательной дуги, а не для каждого сварного шва
A Плотность энергии дуги в 3 раза выше, чем у GTAW. Возможна более высокая скорость сварки
Вт Время сварки всего 5 мсек (.005 секунд)
E Плотность энергии уменьшает зону термического влияния, улучшает качество сварки
L Увеличение длины дуги за счет формы дуги и равномерного распределения тепла
D Диаметр дуги, выбранный через отверстие сопла
К металлам, которые можно сваривать в плазме, относятся нержавеющая, жаропрочная и другие стали, титан, инконель, ковар, циркаллой, тантал, медь, латунь, золото и серебро.
Приложения:
Преимущества плазменного процесса обеспечивают два основных преимущества: Повышенная скорость сварки и улучшенное качество сварки . Плазма отлично подходит для сварки проволоки, труб, полос, листов и всех миниатюрных, средних и крупных компонентов, требующих точной сварки. Во многих сферах применения многие уникальные преимущества плазмы сочетаются с улучшением процесса сварки.
Сварка проволокой: Процесс плазменной сварки позволяет плавно, но стабильно запускать дугу на кончике проволоки или других мелких компонентах и создавать повторяемые сварные швы с очень короткими периодами времени сварки.
Сварка металлической ленты: Плазменный процесс обеспечивает возможность постоянного переноса дуги на заготовку и сварки до краев сварного шва. В автоматических приложениях для длинных сварных швов регулирование расстояния до дуги не требуется, и этот процесс требует меньшего обслуживания компонентов горелки. Это особенно выгодно при больших объемах применения, когда материал выделяет газ или имеет поверхностные загрязнения.
Герметичные компоненты: Медицинские и электронные компоненты часто герметично закрываются сваркой.Плазменный процесс дает возможность:
1. Уменьшите подвод тепла к детали
2. Сваривайте рядом с хрупкими изоляционными уплотнениями
3. Запустите дугу без высокочастотных электрических помех, которые могут повредить внутренние электрические устройства
Прецизионные инструменты: Для многих инструментов требуются сварные швы высокой точности. Плазменная сварка с ее контролем и точностью дает возможность выполнять эти критически важные сварные швы.
Другие области применения плазменной сварки
Хирургические инструменты, иглы, провода, нити лампочек, термопары, зонды, датчики давления и электрические, сильфоны, уплотнения, банки, корпуса, микропереключатели, клапаны, электронные компоненты, двигатели, батареи, миниатюрная трубка для фитинга / фланца, продукты питания и молочные продукты Оборудование, применение в трубных мельницах, ремонт штампов и пресс-форм.
Параметры испытаний: Ручная сварка, без зажимного устройства, сталь Cr / Ni, толщина 0,102 ″; все значения определены с помощью измерительных приборов.
| GTAW: | 125 ампер | 12 Вольт | 10,24 | I.P.M. |
| Плазма: | 75 ампер | 18 Вольт | 13,38 | I.P.M. |
| Подвод тепла: | В x A x 60 Скорость в см / мин |
| GTAW: | 12 х 125 х 60 Скорость в см / мин | |
| = 3.46 кДж | ||
| Тепловая нагрузка: | 18 х 75 х 60 34 см / мин | |
| = 2,38 кДж | ||
Помимо того факта, что возможна более высокая скорость сварки, меньшее тепловложение дает следующие преимущества:
- Снижение напряжения в сварном элементе
- Цвет менее отпускаемый для Cr / Ni сталей
- Сниженный риск повреждения любых термочувствительных деталей, прилегающих к сварному соединению
Сварка TIG — Как выполнять сварку TIG, обзор процесса и настройка аппарата
Что такое сварка TIG?
Сварка TIG — это процесс ручной сварки, при котором сварщик должен использовать две руки.Что отличает сварку TIG от большинства других сварочных процессов, так это способ создания дуги и добавление присадочного металла! При сварке TIG одной рукой удерживают горелку TIG, которая создает дугу, а другой рукой добавляют присадочный металл в сварное соединение. Поскольку для сварки требуются две руки, сварка TIG — самый сложный для освоения процесс, но в то же время он является наиболее универсальным, когда речь идет о различных металлах. Этот процесс медленный, но при правильном выполнении обеспечивает высочайшее качество сварного шва! Сварка TIG в основном используется для критических сварных швов, сварки металлов, отличных от обычной стали, а также там, где требуются точные небольшие сварные швы.
Сварочная горелка TIG с воздушным охлаждением Сварка алюминиевым электродом 250ATIG Присадочная проволока Сварка TIG труб из нержавеющей стали Идеальный пример сварки TIG нержавеющей стали на тонкостенной трубе.Названия для сварки TIG
Знание альтернативных названий и сокращений для сварки TIG важно для всех, кто заинтересован в получении работы сварщиком TIG. Многие компании могут использовать альтернативные названия при размещении объявлений в объявлениях. Иногда они могут использовать альтернативное имя в письменном тесте, чтобы проверить ваши знания о процессе сварки.Кроме того, альтернативное название что-то значит для процесса. На сегодняшний день сварка TIG — это широко распространенный жаргонный термин. TIG — это сварка вольфрамовым электродом в среде инертного газа.
Сварка TIG — собственное название — газовая вольфрамо-дуговая сварка или GTAW. Это название Американское сварочное общество и другие сварочные организации называют этот процесс в своих процедурах сварки. GTAW — это также аббревиатура, которую инженеры-сварщики используют для обозначения процесса сварки, который будет использоваться в чертежах.Вдобавок ко всему при работе с трубопроводами высокого давления вас могут отправить домой на несколько дней за неправильную терминологию!
История сварки TIG
Когда в 1940-х годах была введена сварка TIG, основным защитным газом, используемым в процессе, был газообразный гелий. Термин «сварка Heliarc» был обычным словосочетанием, используемым в те времена, и теперь он является зарегистрированным товарным знаком «GENUINE HELIARC», насколько мне известно, теперь он принадлежит сварочному оборудованию ESAB! Почему это имеет значение, когда вы ищете работу или работаете в магазине? Большинство старожилов и опытных сварщиков называют сварку TIG сваркой Heliarc.Я понял это очень рано, когда начал сваривать. Я не знал, что Heliarc также занимается сваркой TIG! Когда я пошел в школу сварщиков, я подумал, что сварка TIG — это новый процесс, которому я собираюсь научиться. Неправильный! Точно так же, как мой бывший начальник называл холодильник «ледяной коробкой», это одно и то же. Когда кто-то называет сварку TIG гелиарной сваркой, можно с уверенностью предположить, что либо у них есть большой опыт, либо они прошли обучение у опытного сварщика.
Оригинальные вольфрамовые электроды HELIARCЗачем использовать вольфрам для сварки
Поскольку в названии есть термин «вольфрам», а именно вольфрам делает возможной сварку TIG, полезно знать, что такое вольфрам! Вольфрам — очень твердый, слаборадиоактивный и хрупкий металл.Его использование ограничено по сравнению с другими металлами. При сварке TIG вольфрам превращается в неплавящийся электрод, который используется для создания дуги при сварке TIG. Обычно вольфрам используется в лампах, нагревательных элементах и ракетных двигателях. Практически любое место, где требуется очень высокая температура плавления или необходимость пропускать электричество при высокой температуре.
Неплавящийся ториево-вольфрамовый электродВ случае сварки TIG свойства металлического вольфрама позволяют дуге поддерживать температуру до 11 000 градусов по Фаренгейту.Высокая температура плавления и отличная электропроводность предохраняют вольфрамовый электрод от возгорания! Уникальные свойства сварки вольфрамовым сплавом с более горячей дугой, чем фактическая температура плавления вольфрама. Прочность на растяжение вольфрама чрезвычайно высока — до 500 000 фунтов на квадратный дюйм! По сравнению с обычно используемой сталью с пределом прочности на разрыв 36 000 фунтов на квадратный дюйм, вольфрам очень прочен! Хотя металл очень прочный, он также хрупкий! Сломать вольфрамовый электрод несложно простым ударом молотка.
Как работает сварка TIG
Для сварки TIG требуются три вещи: нагрев, защитный металл и присадочный металл. Тепло производится электричеством, проходящим через вольфрамовый электрод, создавая дугу на металле. Экранирование обеспечивается баллоном со сжатым газом, который течет в зону сварки, чтобы защитить его от воздуха. Присадочный металл — это просто проволока, которую вручную окунают в дугу и расплавляют. Эти три вещи объединяются довольно просто. Сначала сварщик включает поток газа, многократно с помощью клапана на самой горелке TIG.Газ начинает течь и начинает защищать зону сварки от воздуха. Горелку держат над сварным швом ровно настолько, чтобы горелка не касалась металла. Затем сварщик нажимает ножную педаль, и вольфрамовый электрод горелки TIG зажигает дугу. Как только зажигается дуга, два куска металла начинают плавиться, образуя лужу металла. Как только лужа образовалась, сварщик другой рукой начинает заполнять стык, вручную погружая сварочную проволоку в дугу, чтобы заполнить стык.В конечном итоге этот процесс создает цельный кусок металла.
Источники питания для сварочных аппаратов TIG
Источники питания для сварки TIG обычно представляют собой источники питания для ручной сварки. Основное различие между источником питания для сварки Stick и источником питания для TIG заключается в том, что иногда для сварки TIG требуются навороты. Базовая горелка TIG может быть добавлена к источнику питания для сварки Stick, и она будет хорошо сваривать. Оба блока питания являются блоками питания с постоянной силой тока. Это означает, что они поддерживают постоянную силу тока, а настройки нагрева регулируются в амперах.Напряжение на этих источниках питания будет варьироваться в зависимости от длины дуги.
Источник питания для сварки TIGВысокочастотный запуск TIG по сравнению с запуском с нуля
Источники питания для сварки TIG часто имеют функцию, называемую «высокочастотный запуск». Это устраняет необходимость физического зажигания дуги. После активации горелки TIG функция высокочастотного пуска может буквально создать дугу на расстоянии в один дюйм между горелкой TIG и металлом! Это делается путем создания кратковременного высокого напряжения, которое имеет давление, необходимое для преодоления расстояния.Это похоже на лестницу Джейкобса, используемую в научных экспериментах. Как только возникает дуга, напряжение падает, и сила тока достигает значения, установленного на машине. Это очень полезно для предотвращения загрязнения и использования вольфрама. Функция высокочастотного пуска помогает вольфрамовому электроду соответствовать своему назначению в качестве неплавящегося электрода.
Предварительная подача защитного газа и последующая подача защитного газа
Некоторые общие особенности источников питания для сварки TIG — это предварительная подача и продувка после сварки.Функция предварительной продувки дает защитному газу время предварительной продувки для защиты зоны сварки перед зажиганием дуги. Функция продувки поддерживает поток газа в течение заданного времени после прекращения дуги, чтобы обеспечить защиту сварного шва до тех пор, пока он не остынет.
Параметры подачи питания для сварочного аппарата TIG до окончания процессаЭлементы управления формами сигналов переменного тока
Другими особенностями источников питания для сварки TIG являются настройки частоты, которые влияют на характеристики сварочной дуги. Есть много способов сделать сварочную дугу более плавной.Некоторые функции делают это за счет использования частотных диапазонов и / или импульсов электричества для достижения желаемого типа дуги. Самым большим преимуществом этих функций является то, что они придают дуге чистящие свойства. Эти настройки не очень распространены, если не сварка алюминия или магния.
Настройки частоты переменного тока для аппарата для сварки TIGКак преобразовать аппарат для ручной сварки в аппарат для сварки TIG
В полевых условиях очень часто используют аппарат для ручной сварки труб для сварки TIG. Это то, что большинство крупных компаний используют для сварки TIG труб из углеродистой и нержавеющей стали.Я думаю, что блоки питания для сварки Stick лучше справляются с этой задачей, чем блоки питания для сварки TIG, когда речь идет о толстостенных трубах.
Фактическое преобразование очень простое и требует только горелки TIG с воздушным охлаждением и баллона аргона. В большинстве случаев для начала сварки TIG потребуется три шага:
- Сначала измените полярность на отрицательный электрод постоянного тока (-).
- Во-вторых, возьмите горелку TIG с воздушным охлаждением и подсоедините ее к жалу или держателю электрода.
- В-третьих, возьмите шланг подачи газа и присоедините его к регулятору на баллоне с аргоном.
Это все, что нужно сделать, чтобы преобразовать аппарат для ручной сварки в сварочный аппарат TIG!
Тип сварочного напряжения и полярность сварки TIG
При сварке TIG, как и при сварке палкой, используются те же типы напряжения. Есть два типа напряжения:
- Постоянный ток постоянного тока, подобный току от автомобильного аккумулятора, который течет только в одном направлении. То есть от (-) отрицательной стороны к (+) положительной стороне.
- A / C Переменный ток, как в вашем доме. Этот ток меняет направление много раз в секунду.
Сварка TIG, как и сварка палкой, при сварке постоянным током использует два типа полярности:
- Электрод постоянного тока (-) Отрицательный. Это означает, что электрод или сварочная ручка являются отрицательной стороной цепи, и электричество течет от горелки TIG к металлу.
- Электрод постоянного тока (+) Положительный.Это означает, что электрод или сварочная ручка являются положительной стороной цепи, и электричество течет от металла к горелке TIG.
Разница в полярности связана с количеством тепла, приложенного к электроду. Отрицательный электрод постоянного тока (-) концентрирует около 2/3 тепла на свариваемом металле. Это дает сварной шов с глубоким проплавлением. Положительный электрод постоянного тока (+) концентрирует около 2/3 тепла на электроде. Это дает неглубокий сварной шов, который больше подходит для листового металла, и в то же время придает характеристикам дуги очищающее действие.
Как работает полярность при сварке TIG на постоянном токе
Чтобы лучше понять протекание постоянного тока, вы должны думать о нем как о протекании воды. Если вы возьмете кувшин с водой и нальете его в стакан, наибольшее трение будет испытывать стакан, в который поступает вода. Таким образом, в этом случае кувшин — это (-) отрицательная сторона (потеря воды), а стакан — (+) положительная сторона (получение воды). Обычно набирающая вода сторона — это сторона с наибольшим трением. По сравнению со сваркой, это сторона, на которой сосредоточено больше всего тепла.Именно так работает питание постоянного тока!
Типы горелок TIG
Когда дело доходит до сварки TIG, есть два варианта выбора горелки TIG!
- Горелки для сварки TIG с воздушным охлаждением
- Горелки для сварки TIG с водяным охлаждением
Горелки для сварки TIG с воздушным охлаждением
Первая — это горелка с воздушным охлаждением, которая является наименее дорогой и наиболее практичной. Обратной стороной является горелка TIG с воздушным охлаждением, поскольку она довольно сильно нагревается, и большая часть тепла, производимого дугой, тратится впустую. Я буквально могу сварить десять минут горелкой с воздушным охлаждением, пока ручка не станет слишком горячей, чтобы ее удержать!
Горелка для сварки TIG с воздушным охлаждением 250AГорелки для сварки TIG с водяным охлаждением
Вторая — это горелка с водяным охлаждением.Это наиболее эффективный тип горелки, но он требует водяного охлаждения и дополнительного обслуживания. Это очень похоже на обслуживание радиатора автомобиля.
Горелка для сварки TIG с водяным охлаждением от ESABГорелки для сварки TIG с водяным охлаждением
Если используется горелка для сварки TIG с водяным охлаждением, потребуется охладитель воды. Охладитель воды — это то, что охлаждает горелку TIG. Внутри водоохладителя находится радиатор, как в автомобиле, через который проходит вода, а вентилятор продувает воздух, чтобы охладить воду.
Охладитель воды горелки TIGДистанционный запуск vs.Ручной запуск
После выбора горелки TIG есть два варианта запуска дуги: ручной запуск или удаленный запуск. Во-первых, есть простой способ вручную запустить дугу. Как и сварка палкой, при включении сварочного аппарата TIG, то же самое происходит и с горелкой TIG. Дуга зажигается путем удара по металлу вольфрамом вручную. Второй вариант — удаленный запуск. Функции удаленного запуска бывают двух разных форм. Первый — это переключатель на фонаре, а второй — с ножной педалью.
Пуск с нуля Горелка для сварки TIGРучной дистанционный запуск горелки для сварки TIG
Дистанционный запуск с ручным управлением очень прост. Это всего лишь кнопка, приклеенная к горелке TIG, которую просто нажимают пальцем, как только вы будете готовы начать сварку. Что происходит? Кабель дистанционного пуска с ручным управлением подключается к источнику питания для сварки TIG и активирует функцию высокочастотного пуска. Это облегчает зажигание дуги и предохраняет вольфрам от загрязнения.
Горелка для сварки TIG с ручным дистанционным запускомДистанционный запуск с ножной педалью для горелки TIG
Дистанционный запуск с ножной или ножной педалью немного сложнее.Они управляют запуском с высокой частоты и в то же время регулируют силу тока. Точно так же, как педаль газа в вашей машине, чем ниже вы нажимаете, тем больше мощности вы получаете. Дистанционный пуск с ножным управлением в основном подходит для работы в мастерской, где сварщик может сидеть. Сварить стоя с педальным дистанционным запуском очень сложно. Плюс к дистанционному запуску с ножной педали заключается в том, что у вас есть полный контроль над жаром, которым вы выполняете сварку.
Ножная педаль для сварки TIGЗащитные газы для сварки TIG
Защитные газы для сварки TIG используются для защиты зоны сварки от воздуха, который может загрязнить сварной шов.Два наиболее часто используемых газа для сварки TIG:
- Аргон / Ar (обычно используется)
- Гелий / He
Поскольку аргон и гелий являются инертными газами Nobel, они не изменяют характеристики сварного соединения. То, с чем вы свариваете, и получаете. В некоторых редких случаях используются смеси трех типов. Первый — это аргон и водород, а второй — аргон и азот. Третья смесь — это аргон и гелий, которая обычно используется для более толстых металлов для получения более глубокого проплавления шва.В большинстве случаев чистый аргон покрывает почти все потребности в сварке.
Подача газа аргонаТипы вольфрамовых электродов
Как видно из названия, «Сварка вольфрамовым инертным газом» вольфрам является основным ингредиентом электрода. Что изменилось, так это то, что добавлено очень небольшое количество других металлов, чтобы помочь создать желаемые характеристики дуги. Обычными металлами, добавляемыми в вольфрам, являются церий, лантан и цирконий. В реальном мире наиболее широко используются следующие смеси вольфрама:
- Чистый вольфрам, EWP
- Циркониевый вольфрам от 1/4% до 1/2%, EWLa-1
- 1% торий-вольфрам, EWPTh-1
- 2% торий-вольфрам, EWPTh-2
Чистый вольфрам используется с переменным током переменного тока только для сварки алюминия и магния.Он поставляется с зеленым наконечником с классификационным кодом AWS (Американского сварочного общества) «EWP» на упаковке.
Цирконий Вольфрам имеет свойства, аналогичные чистому вольфраму. Цирконий Вольфрам бывает в виде смеси от% оксида циркония до 1/2% оксида циркония, а остальное — вольфрам. Обычно он используется с переменным током переменного тока для сварки алюминия и магния. Он поставляется с наконечником коричневого цвета и классификацией AWS EWLa-1 на упаковке.
Торированный вольфрам обычно используется с постоянным током с отрицательной полярностью (DCEN).Добавленный оксид тория помогает электроду пропускать больший ток при более низкой температуре, облегчая при этом зажигание дуги. Торированный вольфрам используется для сварки большинства металлов, кроме алюминия и магния. Некоторые из металлов, с которыми он хорошо работает, — это углеродистая сталь, нержавеющая сталь, хромовые сплавы, никель и большинство других черных металлов. Процент добавленного оксида тория обычно составляет от 1% до 2%. 1% -ный торированный вольфрам поставляется с наконечником желтого цвета и имеет классификацию AWS EWTh-1 на упаковке.2% торированный вольфрам поставляется с наконечником красного цвета и имеет классификацию AWS EWTh-2 на упаковке.
Диаметры вольфрамовых электродов
Как и для всех электродов, существует возможность выбора диаметров электродов. При сварке TIG размер электрода не является самым важным компонентом процесса. Пока используемый электрод остается в пределах допустимой силы тока. Важнее всего форма наконечника, которая определяет характеристики дуги. Для большинства применений подойдет электрод любого размера от 1/16 до 1/8 дюйма в диаметре.Наиболее распространенные размеры на рынке:
- .04
- 1/16
- 3/32
- 1/8
- 5/32
- 3/16
- 1/4
Формовочные вольфрамовые электроды
Поскольку вольфрам имеет форму стержня с квадратным концом, ему необходимо придать форму. Некоторые формы наконечников, используемых в этих электродах, являются заостренными, закругленными и заостренными с шариком на конце.
Измельченный чистый вольфрам перед заточкойОстроконечные вольфрамовые электроды
Заостренный наконечник обычно используется при сварке черных металлов, таких как сталь.Используемый ток — DCEN (отрицательный электрод постоянного тока). Это позволяет току течь от электрода к металлу. Это позволяет электроду концентрировать температуру дуги на металле. В этом случае заостренный наконечник будет сохранять свою форму, поддерживая более высокую температуру дуги, чем температура плавления электродов. Если бы полярность была изменена, вольфрам, вероятно, начал бы плавиться.
Как придать форму и заточить заостренный вольфрамовый электрод
Формование заостренного электрода обычно выполняется с помощью шлифовального круга или точилки для вольфрамовых электродов.При использовании шлифовального круга лучше всего использовать шлифовальный круг с мелким зерном, который предназначен только для заточки вольфрамовых электродов. У использования шлифовального круга есть обратная сторона. Поскольку вольфрам немного радиоактивен, вы действительно не хотите вдыхать какие-либо частицы! Чтобы заострить электрод, направьте его вверх, медленно и слегка катая его по шлифовальному кругу между пальцами, чтобы получить круглое острие. Ах да, при этом не надевайте перчатки! Последнее, что вам понадобится, это перчатка, которую нужно затягивать в шлифовальный круг!
Формовка из вольфрама на шлифовальном станке Заточка вольфрама Травма от шлифовки вольфрамаФормовка и заточка остроконечного вольфрамового электрода на точилке
Если вы можете себе это позволить, существуют вольфрамовые точилки, которые работают как точилка для карандашей.Они намного безопаснее и каждый раз дают идеальную точку. Все, что вы делаете, — это вставляете вольфрам, а он делает все остальное. На рисунке ниже изображена точилка для вольфрама производства Diamond Ground Tungsten Products.
Точилка для вольфрамовых электродов с алмазной шлифовкойВольфрамовые электроды с закругленными и коническими шариками
Электроды с закругленными или коническими шариковыми концами обычно используются для сварки цветных металлов, таких как алюминий и магний. Для сварки этих металлов используется ток A / C (переменный ток).Закругленный или конический электрод с шариком на конце помогает распределять дугу по большей площади электрода. Чтобы получить круглый или шарообразный конец электрода, это делается с помощью DCEP (положительный электрод постоянного тока). Чтобы получить такую форму, нужно включить газ аргон и, если возможно, зажег дугу на куске меди. Что произойдет, так это то, что вольфрам начнет плавиться, когда сила тока станет достаточно высокой, а затем начнет образовывать каплю на конце электрода. Как только на конце электрода окажется шарик нужного размера, остановите дугу.После того, как форма будет получена, снова включите источник питания A / C. В случае, если кусок меди недоступен, просто используйте для работы самый чистый кусок металла, который вы можете найти.
В некоторых других случаях для сварки листового металла с помощью DCEP (положительный электрод постоянного тока) можно использовать округлые или конические электроды со сферической головкой. Это концентрирует 2/3 тепла на вольфрамовом электроде и предотвращает образование отверстий в листе металла. Единственное, чего следует избегать, когда сварка TIG с постоянным током требует слишком большого тока.В противном случае вольфрам загорится!
Размеры чашек для сварки TIG
Размеры чашек имеют стандартную систему кодирования. Система кодирования довольно проста! Например, чашка №5 составляет 5/16 дюйма, а чашка №9 — это 9/16 дюйма. Число, используемое на чашке, похоже на X / 16. Какие бы числа ни использовались для размера чашки, всегда предполагайте, что это первое число дюйма, разбитое на 16-е дюйма.
Размеры чашек для TIGОбозначение присадочной проволоки
Как и любой другой процесс сварки, присадочная проволока для сварки TIG имеет систему обозначений и кодов.Поскольку при сварке TIG не используется флюс, обозначения довольно просты. В большинстве случаев можно использовать сварочную проволоку MIG. Единственное различие между сварочной проволокой MIG и сварочной проволокой TIG заключается в способе их упаковки.
Сварочная проволока MIG для сварки TIGОбычно сварочная проволока TIG имеет длину 36 дюймов. Обычная сварочная проволока для низкоуглеродистой стали — ER70S-6 . Код обозначения следующий:
ERS-6 Сварочная проволока TIG Обозначение- ER — Электрод или присадочный пруток, который используется либо при сварке с подачей проволоки, либо при сварке TIG.
- 70 — Минимальная прочность на разрыв 70 000 фунтов на квадратный дюйм сварного шва.
- S -Сплошная проволока.
- 6 — Количество раскислителя и очищающего средства на электроде.
Сварка TIG Электродная проволока также имеет обозначение и размер, нанесенные на саму проволоку. Это важно, потому что легко смешивать разные сплавы, потому что они выглядят одинаково и одинаково весят. Один неправильный электрод — и сварка может испортиться на несколько недель.Если вас поймают на высокопроизводительной работе без обозначения провода на электроде, вас уволят.
Размер проволоки для электрода для сварки TIG Штамп Сварочная проволока для сварки TIG ER6-6 Штамп с обозначениемСварочная проволока для сварки TIG бывает разных размеров, и это наиболее распространенные диаметры:
Установка соединения
Установка соединения чрезвычайно важна, когда речь идет о TIG сварка. Не может быть никакой ржавчины, окисления, прокатной окалины, краски, масла или чего-либо, что не относится к этому, кроме голого металла.Все стыки необходимо очистить шлифовальной машиной или, в случае некоторых металлов, таких как алюминий, использовать химический очиститель. Одной из первых моих работ была сварка алюминия на заводе, и каждая свариваемая деталь перед сваркой подвергалась обработке в кислотной ванне. На мой взгляд, сварка TIG обеспечивает наилучшее качество сварки, но это качество во многом зависит от чистоты соединения.
Испытание трубы TIG для электростанции с двойными толстостенными стенками 2 дюймаЧто такое продувка трубы?
Очистка труб — это распространенный термин, когда речь идет о сварке труб TIG. При продувке воздух в трубе заменяется газом, который не вступает в реакцию с корнем сварного шва.Продувка предотвращает окисление сварного шва или «сахар» в шлаке сварщика труб. При собеседовании по поводу работ по сварке труб TIG часто задают вопрос: «Как предотвратить сахар»? В остальных случаях при сварке короб можно заполнить аргоном для вваривания. Аргон тяжелее воздуха, поэтому он заполнит коробку или форму, как вода. Аргон также может быть опасен, если не используется надлежащая вентиляция. Если вы находитесь в закрытой комнате и у вас протекает бутылка с аргоном, она будет заполнять комнату снизу вверх, как вода.В отличие от воды, ее нельзя увидеть или почувствовать по запаху. Как только аргон заполнит комнату, вы будете дышать и задыхаться одновременно, даже не подозревая об этом! Вы просто засыпаете, и это конец вам. Обычно аргон используется для сварки TIG, но, поскольку он очень дорог, сам по себе не используется для продувки трубы. Большинство людей используют для продувки трубы азот или углекислый газ.
Очистка трубы
Очистка трубы обычно требует использования математических расчетов. В некоторых случаях, например, на верфях, у них есть диаграммы, в которых указывается, какой размер трубы, длина, CFH (кубические футы в час потока газа) и сколько времени требуется для продувки трубы.Другой способ — это канареечный метод. Просто поместите канарейку в трубу, и когда птица пнет ведро, вы можете быть уверены, что труба очищена от кислорода. Я настоятельно не рекомендую этот метод!
Лента для продувки трубыКак прочистить трубу
Перед продувкой трубы необходимо закрыть открытые участки трубы. Это также включает область сварного шва. Это делается путем приклеивания ленты к области, и при сварке лента отрывается небольшими участками. После того, как область загерметизирована, вам нужно сделать вентиляционное отверстие на одном конце трубы, противоположном стороне, на которой находится труба, заполняющая трубу.Расположение вентиляционного отверстия зависит от того, используете ли вы гелий или аргон. Если вы используете заправочный газ на основе аргона, вам понадобится вентиляционное отверстие в верхней части трубы, потому что аргон тяжелее воздуха. Если вы используете наполнитель на основе гелия, вам понадобится вентиляционное отверстие в нижней части трубы, потому что гелий легче воздуха.
Продувка трубы Вентиляционное отверстие Удаление продуванной ленты перед сваркой Сварка труб из нержавеющей стали с продувкойЕсть три способа определить, сколько газа необходимо для продувки трубы перед сваркой.
- Используйте таблицу с размерами трубы, CFH и временем обмена продувки.
- Посчитайте объем трубы по сравнению с газообменом.
- Используйте инструмент для контроля кислорода. Вы просто вставляете зонд, и он измеряет атмосферу.
Настройка аппарата для сварки TIG
При настройке аппарата для сварки TIG есть две основные настройки. Это сила тока и расход газа. Настройки силы тока зависят от типа и толщины свариваемого металла.Вы просто устанавливаете силу тока на такое значение, при котором вам удобно, насколько быстро расплавляется металл при сварке. Расход газа также варьируется в зависимости от условий тяги, размера чашки и иногда положения сварного шва. Расход газа может варьироваться от 5 до 60 кубических футов в час для большой чашки и на сквозняке. При выборе сварочного газа почти всегда предполагается, что вы будете использовать чистый аргон.
Настройки подачи питания для сварочного аппарата TIG перед началом работыНекоторые основные рекомендации по настройке аппарата следующие:
- 1/16 Вольфрам — Требуется сила тока от 50 до 100 ампер.Рекомендуемый размер чаши — 4, 5 или 6. Расход газа должен составлять от 5 до 15 кубических футов в час.
- 3/32 Вольфрам — Требуется сила тока от 80 до 130 ампер. Рекомендуемый размер чаши — 6, 7 или 8. Расход газа должен составлять от 8 до 20 кубических футов в час.
- 1/8 Вольфрам — Требуется сила тока от 90 до 250 ампер. Рекомендуемый размер чаши — 6, 7 или 8. Расход газа должен составлять от 8 до 25 кубических футов в час.
Сталь для сварки TIG
Сталь для сварки TIG очень проста.Обычно используется полярность DCEN (отрицательный электрод постоянного тока), газообразный аргон и торий-вольфрам. Для сварки стали и нержавеющей стали вольфраму необходимо придать тонкую форму.
Сварка корня и горячего прохода трубы TIGСварка TIG нержавеющей стали
Нержавеющая сталь сваривает почти как сталь. Это не требует особой практики, использует тот же тип вольфрама и аргона. Единственное исключение — сварка нержавеющей стали требует хорошего газового покрытия. Сталь снисходительна к покрытию аргоном.Нержавеющая сталь иногда требует, чтобы сварной шов был погружен в ванну с аргоном, или, если это открытый корневой шов, внутреннюю часть шва необходимо продуть присадочным газом. Одна из проблем сварки нержавеющей стали заключается в том, что она имеет тенденцию к деформации, если приложено слишком много тепла или свариваемые детали не закреплены должным образом! Деформацию можно контролировать, часто располагая сварные швы в шахматном порядке и укрепляя зону сварки. При правильной сварке TIG нержавеющей стали она приобретет медный цвет. Если вы обнаружите, что сварной шов серый или темный, это означает, что вы двигаетесь слишком медленно или у вас слишком жарко.
Нержавеющая сталь, сварная труба TIGTIG-сварка Нержавеющая сталь
Нержавеющая сталь сваривает почти как сталь. Это не требует особой практики, использует тот же тип вольфрама и аргона. Единственное исключение — сварка нержавеющей стали требует хорошего газового покрытия. Сталь снисходительна к покрытию аргоном. Нержавеющая сталь иногда требует, чтобы сварной шов был погружен в ванну с аргоном, или, если это открытый корневой шов, внутреннюю часть шва необходимо продуть присадочным газом.Одна из проблем сварки нержавеющей стали заключается в том, что она имеет тенденцию к деформации, если приложено слишком много тепла или свариваемые детали не закреплены должным образом! Деформацию можно контролировать, часто располагая сварные швы в шахматном порядке и укрепляя зону сварки. При правильной сварке TIG нержавеющей стали она приобретет медный цвет. Если вы обнаружите, что сварной шов серый или темный, это означает, что вы двигаетесь слишком медленно или у вас слишком жарко.
Шлифовальный диск для чистки нержавеющей сталиПри сварке TIG нержавеющей стали подготовка швов чрезвычайно важна! На стыке не должно быть ничего, кроме чистой нержавеющей стали.Если этого не сделать, вы обнаружите, что присадочная проволока не попадет в стык. При сварке не совсем чистого стыка из нержавеющей стали вы обнаружите, что присадочная проволока не будет прилипать ко многим частям стыка. Чтобы этого не произошло, лучше всего постучать по стыку шлифовальным диском или напильником. Это верно и для многопроходных сварных швов. Если вы вставляете один валик, а затем вам нужно сделать второй проход, вам также необходимо снова очистить эту область перед сваркой.
TIG-сварка алюминия
При TIG-сварке алюминия необходимо выполнить несколько шагов для настройки.Во-первых, вольфрам! Вольфрам должен быть чистым вольфрамом или цирконием-вольфрамом. Вольфрам также должен иметь форму шара на конце, чтобы правильно распределять тепло. Второй тип тока — это алюминий, всегда свариваемый на переменном токе (A / C). Сварка алюминия всегда требует высокочастотного пуска либо с помощью кнопки высокой производительности, либо от горелки TIG с ножным педальным управлением. Основное отличие сварки алюминия от других металлов заключается в том, как выглядит лужа. У алюминия просто блестящая лужа, которая не светится.Это похоже на движение фольги. При сварке алюминия необходимо избегать перегрева металла. Продолжать сварку очень легко, и внезапно вся зона сварки просто падает на пол.
Алюминий Сварка TIGСварка TIG Анодированный алюминий
При сварке TIG алюминиевых трубок меньшего диаметра многим людям нравится использовать кнопку высокой производительности. Кнопка предназначена для удара по сварному шву. В основном это означает точечную сварку трубы или трубки. Этот метод обычно используется для сварки труб из анодированного алюминия.В яхтенной индустрии на многих лодках перед продажей устанавливают башни для тунца или марлина. Эти башни сделаны из матового или анодированного алюминия для защиты трубы от соленой воды. Анодированная труба имеет покрытие, затрудняющее сварку. Сварка анодированного алюминия требует двух шагов. Первый шаг — это точечная сварка вокруг трубы и добавление присадочной проволоки. Этот сварной шов выглядит менее чем приемлемо, потому что анодированное покрытие не расплавилось должным образом. Второй шаг — это точечная сварка или выпуклость вокруг того же сварного шва без добавления присадочной проволоки.При этом анодированное покрытие лучше расплавляется в сварном шве. После этого сварной шов покрывается краской для защиты.
Сварка анодированного алюминияСварка TIG экзотических металлов и сплавов
Сплав Hastelloy Сварка TIGTIG позволяет сваривать практически любой металл. Это возможно, поскольку в качестве основных используемых газов используются инертные благородные газы, и их свойства не влияют на свойства сварного шва. В большинстве других сварочных процессов к присадочному металлу применяются флюсы или химические добавки. При сварке TIG именно чистое тепло создает сварное соединение и позволяет соединить любой металл, который можно расплавить, при условии, что присадочная проволока совместима.Некоторые из экзотических металлов, которые обычно свариваются:
Медно-никелевый сплав «CUNI» и медно-никелевые сплавы
Сварка TIG медных и медно-никелевых сплавов обычно выполняется с использованием чистого аргона, а иногда и аргона / гелия (75% Ar / 25% He. ) газовая смесь. В большинстве случаев используется вольфрам с 2% -ным содержанием церия оранжевого цвета и классификация AWS EWCe-2. В других случаях можно использовать 2% -ный вольфрам тория. Наиболее распространенный сварочный ток и полярность — DCEN (отрицательный электрод постоянного тока).
Многие люди, которые сваривают CUNI, говорят, что он оставляет ощущение мутности. Это верно только в том случае, если вы используете слишком много тепла, и в этом случае металл станет очень темным. Когда все сделано правильно, сварной шов будет очень похож на нержавеющую сталь с почти таким же медным цветом. Лучший способ описать ощущение и внешний вид лужи — это сочетание нержавеющей стали и алюминия. Лужа действует как нержавеющая сталь, но более жидкая с оттенком блеска или олова, как при сварке алюминия. Загвоздка при сварке медно-никелевых и медно-никелевых сплавов заключается в том, что холодное шлифование и прокатка являются распространенной проблемой.Часто сварной шов выглядит так, как будто он проплавлен правильно, но в некоторых местах на самом деле нет проплавления. Очень трудно обнаружить холодную прокатку и притирку с медно-никелевым покрытием, если не проводится испытание на проплавление.
Когда дело доходит до открытого корневого шва на медно-никелевом покрытии, используется другой метод. Что сделано, вам нужно проделать отверстие в корне на суставе! Не шутка! Вы зажигаете дугу, а затем создаете замочную скважину, после чего погружаете в нее присадочную проволоку. Вы просто продолжаете повторять это, пока корень не будет готов.Это может показаться трудным, но присадочная проволока укладывается в очень гладкий корень с хорошим проникновением с обратной стороны!
Магний
Магний обычно сваривают чистым газом аргоном. Тип используемого вольфрама обычно представляет собой циркониевый вольфрам с обозначением AWS EWZr. В большинстве случаев ток будет A / C (переменным током), требующим высокочастотного пуска.
Титан
При сварке титана используется газ аргон, и во многих случаях для сварки требуется аргонная ванна.Во многих случаях газового покрытия, обеспечиваемого горелкой TIG, недостаточно. Титан можно сваривать, используя 2% торий-вольфрам с классификацией AWS EWPTh-2 и DCEN (отрицательный электрод постоянного тока).
Сварка разнородных металлов TIG
Одним из менее распространенных способов сварки является сварка разнородных металлов. Когда дело доходит до сварки разнородных металлов, у сварки TIG есть много возможностей. Большинство этих вариантов зависит от конструкции присадочной проволоки. В некоторых случаях сварка разнородных металлов состоит из двух этапов, но, в конце концов, эти металлы можно соединить.Вот некоторые из комбинаций разнородных металлов, которые можно сваривать TIG:
- Медь — Эвердур
- Медь — Никель — Эвердур
- Медь и Эвердур — сталь
- Медь — нержавеющая сталь
- Хастеллой Сплав C к стали
- Сталь
- От нержавеющей стали к чугуну
- От нержавеющей стали к инконелю
- От нержавеющей стали к низколегированной или углеродистой стали
Методы сварки TIG
Когда дело доходит до методов сварки TIG, многие из стандартных схем
все еще применимы.Что действительно меняет, так это способ добавления присадочного стержня и тот факт, что вам нужно использовать обе руки одновременно. При добавлении присадочного стержня всегда следует держать присадочный стержень в зоне защиты газа, чтобы избежать загрязнения присадочной проволоки. Большинство других изменений связано с тем, как зажигается дуга. При высокочастотном пуске возникновение дуги не является проблемой. При ручном запуске или запуске с нуля могут возникнуть проблемы. Основная проблема, связанная с появлением царапины, заключается в том, что вольфрам может загрязнить сварной шов и при этом потерять форму.Большинство сварочных швов TIG выполняются из стороны в сторону. Если сила тока установлена правильно и вы видите, что сварочная лужа размывается по бокам сварного шва, все должно быть в порядке. Как и в любом другом процессе сварки, здесь нет единого рисунка или способа сделать хороший сварной шов. Сварка TIG хорошо работает во всех положениях практически на любом металле. Единственное различие между плоским, горизонтальным, вертикальным и потолочным сварным швом заключается в том, как вы мысленно подходите к задаче. По большей части это сводится к позитивному мышлению и практике! Конечным результатом является то, что вам нужен гладкий равномерный валик, который должным образом впитался в стык.
Форхенд против левой
Когда дело доходит до сварки справа и слева, это не имеет большого значения. Поскольку в сварке TIG используется присадочный металл, добавляемый вручную, дуга определяет проплавление сварного шва. Пока лужа плавно смывается с металлом, не имеет значения, как вы путешествуете. При других сварочных процессах угол хода неуместен! С другой стороны, сварка TIG очень щадящая, когда дело доходит до угла горелки и направления движения, если газовое покрытие хорошее.
Сварка труб из нержавеющей стали TIG от рукиХодьба по чашке
Ходьба по чашке — это метод сварки, который дает сварщику гораздо больше контроля, чем сварка без рук! Если сравнивать сварку от руки и ходьбу по чашке, можно увидеть огромную разницу в качестве и внешнем виде сварного шва! Сварочный шов, выполненный перемещением чашки, почти роботизированный, с очень равномерным и последовательным рисунком валика. Это связано с тем, что чашка горелки TIG всегда опирается на сварное соединение, а длина дуги остается неизменной.Длина дуги является ключевым моментом, когда речь идет о внешнем виде сварного шва TIG. Чтобы переместить чашку, вам нужно поместить чашку горелки TIG на сварной шов и установить вольфрам так, чтобы он находился чуть выше сварного шва. Затем просто пройдитесь по чашке и добавьте или удерживайте присадочную проволоку в стыке. Чашка получает свою скорость движения вперед, перемещая ручку горелки TIG таким образом, чтобы создать движение вперед. Есть много способов ходить по чашке, но в конечном итоге она держит руки сварщика в устойчивом положении, обеспечивая постоянную опору и постоянную длину дуги!
Ходьба по чашке TIG Левая сторона трубы Перемещение по чашке TIG Правая сторона трубыУстранение неисправностей и общие проблемы сварочного аппарата TIG
При сварке TIG возникают некоторые общие проблемы и дефекты сварки.Большинство этих проблем легко решить, если знать, что искать. Вот некоторые из распространенных проблем:
Пористость сварного шва
Пористость сварного шва может быть вызвана многими факторами. Некоторые из распространенных причин пористости сварного шва:
- Слишком большая длина дуги. Уменьшите длину дуги.
- Соединение не очищено должным образом. Очистите шлифовальной машиной или металлической щеткой.
- Скорость потока газа слишком низкая или слишком высокая. В случае слишком высокой скорости потока газа турбулентность, вызванная высокой скоростью потока, будет втягивать воздух в смесь.
- Используется чашка неправильного размера. Установите чашку нужного размера.
- Проверьте, нет ли сквозняка в зоне сварки. В этом случае установите барьер, чтобы остановить сквозняк.
- Заливной стержень масляный, грязный или корродированный. Попробуйте новый наполнитель.
- Защитный газ загрязнен. Поменять газ.
- Используется неправильный газ. В большинстве случаев чистый аргон является подходящим газом.
- Чашка или недостаточно плотная. Проверьте все детали горелки TIG на герметичность.
- Шланги не должны быть затянуты или негерметичны. Проверьте соединения на герметичность или воспользуйтесь мыльной водой, чтобы найти утечки.
Износ вольфрама или нестабильная дуга
Износ вольфрама или нестабильная дуга обычно вызваны следующими причинами:
- Слишком низкий расход газа. Увеличьте расход газа.
- Слишком большая длина дуги. Уменьшите длину дуги.
- Используется неправильный газ. Поменять газ.
- Вольфрам загрязнен.Разбейте и измените форму вольфрама.
- Вольфрам попал в лужу. Очистите вольфрам и сократите вылет.
- Диаметр вольфрамового электрода слишком велик или мал. Замените вольфрам на вольфрам подходящего размера.
- Неправильная полярность. Измените полярность или тип напряжения.
- Слишком низкая сила тока. Увеличьте силу тока.
- Зажим заземления не контактирует должным образом. Чистое заземление.
- Металл сварного шва не очищен должным образом. Отшлифовать сварной шов проволочной щеткой или проволочной щеткой.
- Ослаблено соединение горелки TIG.Затяните подключение горелки TIG к источнику питания.
Руководство по сварке TIG | Сварочные инверторы Jasic
Что такое процесс сварки TIG?
Для процесса используется ряд терминов, например:
Вольфрамовый инертный газ для сварки TIG
Дуговая сварка вольфрамовым электродом в газовой среде GTAW
Идея сварки в атмосфере инертного газа была разработана в 1890 году, но даже в начале 1900-х годов сварка цветных металлов, таких как алюминий и магний, оставалась сложной, поскольку эти металлы быстро реагировали с воздухом, в результате в пористых и заполненных окалиной сварных швах.В начале 1930-х годов для решения проблемы использовались баллонные инертные газы. Несколькими годами позже в авиастроении появился способ сварки магния прямым способом в защитных газах.
Этот процесс TIG был усовершенствован в 1941 году и стал известен как сварка гелием или вольфрамом в инертном газе, поскольку в нем использовался вольфрамовый электрод и гелий в качестве защитного газа.
Наконец, разработка устройств переменного тока позволила стабилизировать дугу и производить высококачественные сварные швы из алюминия и магния.
Описание процесса сварки TIG
Процесс сварки TIG состоит из электрической дуги, обеспечивающей тепло, создаваемое между неплавящимся электродом и свариваемой заготовкой. Расплавленная ванна, создаваемая этой дугой, защищена газом, который используется для исключения окружающей атмосферы из зоны сварки. Чаще всего используются инертные газы, такие как гелий или аргон, поскольку они не вступают в реакцию со сварочной ванной и, будучи прозрачными, обеспечивают сварщику хорошую видимость дуги TIG.Иногда можно добавить химически активный газ, например водород, который может увеличить нагрев дуги и скорость сварки.
Процесс TIG обеспечивает очень высокие температуры до 19000 ° C. Дуга TIG создает только источник тепла, и если для завершения сварки требуется дополнительный материал, он добавляется вручную или автоматически в виде расходуемой присадочной проволоки.
Когда впервые был разработан процесс TIG, в качестве защитного газа использовался газообразный гелий, и его часто называли процессом Heliarc.
Как работает процесс сварки TIG
Процесс заключается в создании высокотемпературной дуги между электродом и заготовкой в зоне, защищенной от газа. Затем это создает ванну расплава, которая используется либо для плавления свариваемого материала без добавления какого-либо присадочного материала (автогенный шов), либо может быть добавлен присадочный материал. Процесс может использоваться в режимах постоянного (DC) или переменного (AC) тока.
Концентрированная дуга процесса TIG позволяет точно контролировать подвод тепла и, таким образом, обеспечивает узкую зону термического влияния.Эта концентрированная дуга и тепловложение делают процесс хорошо подходящим для сварки материалов с высокой теплопроводностью, таких как алюминий.
Сварочная система Jasic TIG
Инверторный источник питания TIG
Инверторный источник питания для сварки TIG может иметь одно- или трехфазный вход и выход постоянного или переменного / постоянного тока (аппараты с выходом только переменного тока сейчас встречаются редко. на рынке).
Сварочные инверторы TIG на постоянном токе используются при сварке таких материалов, как нержавеющая сталь, сталь, медь и т. Д., Тогда как сварочные инверторы на переменном токе используются для сварки таких материалов, как алюминий, которые имеют тугоплавкое оксидное покрытие.
Источник питания TIG обычно имеет выходное напряжение холостого хода от 60 до 90 В, но всегда сверяйтесь с данными производителя. Источник питания TIG обеспечивает постоянный ток на выходе, и ток мало изменяется с изменением длины дуги, хотя чем длиннее дуга TIG, тем шире она становится и ее труднее контролировать. Сварочный инвертор TIG обычно содержит все элементы управления технологическим процессом, блок питания, блок зажигания дуги, газовые клапаны и дополнительные элементы управления для дополнительного охлаждения.
Источники питания могут быть разными, от простых электромеханических до сложных инверторов, управляемых микрокомпьютером, и многие из них предлагают функцию сварки MMA в дополнение к функции TIG.
Баллон со сварочным газом
Баллон со сварочным газом содержит газ, обычно находящийся под давлением 230 или 300 бар, и с ним следует обращаться осторожно. Этот газ защищает зону сварки от загрязнений и улучшает процесс сварки TIG.
Регулятор / расходомер
Регулирует давление в баллоне до допустимого давления защитного газа и регулирует поток газа.Регуляторы обычно имеют фиксированное давление на выходе, а для регулирования расхода используется независимый расходомер. Обычно они представляют собой одноступенчатую конфигурацию и имеют один калибр.
Горелка для сварки TIG, регулятор и возврат на работу
Дистанционное управление
В некоторых случаях оператор может не получить доступ к органам управления аппаратом из зоны сварки.
Оператору может потребоваться локальное управление различными параметрами, такими как ток, регулировка наклона и т. Д. Большинство сварочных инверторов, предназначенных для сварки TIG, имеют возможность дистанционного управления.
Пульт дистанционного управления обычно предлагает как минимум текущий контроль. Кроме того, многие удаленные системы могут практически дублировать все основные параметры.
Пульты дистанционного управления бывают нескольких вариантов: ручные, установленные на горелке, настольные и, как правило, в виде ножных блоков управления.
Тележка с нижним редуктором / инвертором
При использовании инвертора для сварки TIG рекомендуется, чтобы длина горелки TIG была как можно короче.Поэтому наличие мобильного инвертора для сварки TIG является несомненным преимуществом. Многие сварочные аппараты TIG оснащены или имеют дополнительные комплекты под редуктором, которые легко транспортируют сварочный инвертор и вспомогательное оборудование вместе с газовым баллоном.
Горелка для сварки TIG
Горелка для сварки TIG является важной частью процесса TIG. Это точка, в которой возникает дуга, и хотя большая часть тепла переходит в дугу, сварочная горелка TIG подвергается воздействию высоких уровней тепла.
Поскольку резак держит оператор, он должен оставаться холодным, но при этом оставаться маневренным и компактным.
Это тепло отводится от горелки за счет воздушно-газового или водяного охлаждения.
Если горелки требуются для высокой производительности или используют высокую силу тока, они обычно охлаждаются водой, а там, где требуется меньшая сила тока или более легкие режимы работы, они обычно охлаждаются воздухом.
Горелка TIG с воздушным охлаждением Jasic
Горелка TIG с водяным охлаждением
Горелки TIG с воздушным / газовым охлаждением не требуют дополнительного охлаждения, кроме окружающего потока воздуха и газа.
Горелки с более мощным воздушным охлаждением часто больше и менее гибки в использовании, чем резаки с водяным охлаждением.
Кабель, по которому проходит сварочный ток, должен быть тяжелее кабеля в горелках с водяным охлаждением.
Горелки для сварки TIG с водяным охлаждением сконструированы таким образом, что вода циркулирует через горелку и охлаждает ее и кабель питания. Кабель питания находится внутри шланга, и вода, возвращающаяся из резака, обтекает
. Кабель питания, обеспечивающий необходимое охлаждение.Этот метод охлаждения означает, что силовой кабель может быть относительно небольшим, что делает всю кабельную сборку легкой и легко управляемой. При использовании горелки с водяным охлаждением необходимо проявлять осторожность, так как из-за отсутствия охлаждающей жидкости или ее полного отсутствия полиэтиленовая или плетеная резиновая оболочка станет
.расплавится или, возможно, расплавится шнур питания. Всегда проверяйте расход, необходимый для охлаждения горелки TIG.
Компоненты сварочной горелки TIG
Корпус / головка горелки TIG
Корпус горелки обычно покрыт жестким фенольным материалом или прорезиненным покрытием.Они могут быть жесткими или гибкими, с клапанами или без них.
Корпус цанги
Корпус цанги для сварки TIG привинчивается к корпусу резака. Он сменный и заменяется для установки вольфрамовых электродов разного размера и их соответствующих цанг.
Цанга
Вольфрамовый сварочный электрод удерживается в сварочной горелке TIG за цангу. Цанга обычно изготавливается из меди или медного сплава. Захват цанги на электроде обеспечивается, когда задняя крышка резака затягивается на место.Хороший электрический контакт между цанговым патроном и вольфрамовым электродом необходим для хорошей передачи тока.
Корпус газовой линзы
Газовая линза — это устройство, которое можно использовать вместо обычного корпуса цанги. Он ввинчивается в корпус горелки и используется для уменьшения турбулентности потока защитного газа и создания жесткого столба невозмущенного потока защитного газа. Газовая линза позволит сварщику отодвинуть сопло подальше от стыка, что повысит видимость дуги.
Можно использовать сопло гораздо большего диаметра, которое будет создавать большой слой защитного газа.
Это может быть очень полезно при сварке таких материалов, как титан. Газовая линза также позволит сварщику дотянуться до стыков с ограниченным доступом, таких как внутренние углы.
Керамический стакан
Газовые стаканы изготавливаются из различных видов жаропрочных материалов различной формы, диаметра и длины. Чашки либо навинчиваются на корпус цанги, либо на корпус газовой линзы, либо в некоторых случаях вставляются на место.Чашки могут быть изготовлены из керамики, металла, керамики с металлической оболочкой, стекла или других материалов. Керамика является наиболее популярной, но ее легко сломать.
Электроды для вольфрамовой сварки TIG
Электроды для сварки TIG являются «неплавящимся материалом», так как они не растворяются в сварочной ванне, и следует проявлять особую осторожность, чтобы не допустить контакта электрода со сварочной ванной, чтобы избежать загрязнения сварного шва. Это называется включением вольфрама и может привести к разрушению сварного шва. Электроды часто содержат небольшое количество оксидов металлов, что дает следующие преимущества:
• Помощь в зажигании дуги
• Повышение допустимой нагрузки электрода по току • Снижение риска загрязнения сварных швов
• Увеличение срока службы электрода
• Повышение стабильности дуги
Используемые оксиды — это в основном цирконий, торий, лантан или церий.Их добавляют обычно от 1% до 4%.
Типы электродов для сварки вольфрамом
Чистый вольфрам (зеленый) AWS A5.12 EWP, ISO 6848 WP
Эти электроды для сварки TIG представляют собой нелегированный, «чистый» вольфрам с минимумом 99,5% вольфрама и относительно низкую стоимость . Они обеспечивают хорошую стабильность дуги при использовании переменного тока со сбалансированной или несимметричной волной и непрерывной высокочастотной стабилизацией. Электроды из чистого вольфрама предпочтительны для синусоидальной сварки на переменном токе алюминия и магния, поскольку они обеспечивают хорошую стабильность дуги как при использовании в качестве защитного газа аргона, так и гелия.
Электрод из чистого вольфрама легко образует скругленный конец, но имеет тенденцию раскалываться при более высоких токах, и это следует учитывать при выполнении ответственных сварных швов.
Серый 2% (серый) AWS A5.12 EWCe-2, ISO 6848 WC20
Эти электроды TIG легированы около 2% оксида церия, нерадиоактивным материалом и наиболее распространенным
редкоземельных элементов. Добавление этого небольшого процента оксида церия увеличивает характеристики электронной эмиссии электрода, что дает им лучшие пусковые характеристики и более высокую пропускную способность по току без разбрызгивания.Это универсальные электроды, которые успешно работают с отрицательными электродами переменного или постоянного тока. По сравнению с чистым вольфрамом, церированные вольфрамовые электроды обеспечивают большую стабильность дуги. Они обладают отличными характеристиками зажигания дуги при низком токе. При использовании в приложениях с более высоким током оксид церия может концентрироваться на слишком горячем кончике электрода. Это состояние и изменение оксида лишают церий положительный эффект. Нерадиоактивный оксид церия имеет несколько иные электрические свойства по сравнению с торированными вольфрамовыми электродами.
Цериевые электроды хорошо работают с источниками питания Advanced Squarewave и должны быть заземлены до определенной точки.
Лантан (1% лантан, черный), (1,5% лантан, золото),
(2% лантан, синий) AWS A5.12 EWLa-, ISO 6848 WL
Эти электроды TIG легированы нерадиоактивным лантаном оксид, часто называемый лантаной, еще один из редкоземельных элементов. Эти электроды обладают отличным зажиганием дуги, низкой скоростью эрозии, стабильностью дуги и отличными характеристиками повторного зажигания.
Добавление 1-2% лантаны увеличивает максимальную пропускную способность по току примерно на 50% для электрода данного размера, использующего переменный ток, по сравнению с чистым вольфрамом. Чем выше процент лантана, тем дороже электрод. Поскольку электроды из лантаны могут работать при немного другом напряжении дуги, чем электроды из торированного или церированного вольфрама, эти небольшие изменения могут потребовать корректировки параметров и процедур сварки. Содержание 1,5%, по-видимому, наиболее точно соответствует свойствам проводимости 2% торированного вольфрама.По сравнению с церием и торием электроды из лантаны имели меньший износ наконечника при заданных уровнях тока. Лантановые электроды обычно имеют более длительный срок службы и обеспечивают большую устойчивость к загрязнению сварного шва вольфрамом.
Лантана распределяется равномерно по всей длине электрода и поддерживает
хорошо заостренным острием, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от современных источников питания прямоугольной формы. Таким образом, электроды лантаны хорошо работают с отрицательными электродами переменного или постоянного тока с заостренным концом, или они могут быть скомпонованы для использования с источниками питания синусоидальной волны переменного тока.
Торированный (2% торий, красный) AWS A5.12 EWTh-2, ISO 6848 WT20
Торированные электроды 1 и 2% очень часто используются, поскольку они первыми показали лучшие характеристики дуги по сравнению с чистым вольфрамом для сварки TIG на постоянном токе.
Однако торий является радиоактивным материалом с низким уровнем активности, поэтому пары, шлифовальная пыль и утилизация тория вызывают озабоченность в отношении здоровья, безопасности и окружающей среды. Было обнаружено, что присутствующее относительно небольшое количество не представляет опасности для здоровья.Но если сварка будет проводиться в замкнутом пространстве в течение продолжительных периодов времени или если пыль от шлифовки электродов может попасть внутрь, следует принять специальные меры в отношении надлежащей вентиляции. Сварщик должен проконсультироваться с проинформированным персоналом по технике безопасности и взять с собой соответствующий
шагов, чтобы избежать тория. Торированный электрод не скручивается, как электроды из чистого вольфрама, церия или лантаны. Вместо этого он образует несколько небольших выступов на поверхности электрода при использовании переменного тока.При использовании в машинах с синусоидальной волной переменного тока дуга блуждает между несколькими выступами, что часто нежелательно для правильной сварки. Если сварка на аппаратах такого типа абсолютно необходима, следует использовать электроды с более высоким содержанием лантана или тория. Торированные электроды хорошо работают с источниками питания Advanced Squarewave и должны быть заземлены
до модифицированной точки. Эти электроды обычно предпочтительны для приложений постоянного тока. Во многих приложениях постоянного тока электрод заострен или заострен.Ториевый электрод сохранит желаемую форму в тех случаях, когда чистый вольфрам плавится обратно и образует шаровой конец. Содержание тория в электроде увеличивает срок службы электрода этого типа по сравнению с чистым вольфрамом.
Цирконий (1% циркония, белый) AWS A5.12 НЕТ, ISO 6848 WZ8
Этот вольфрам TIG легирован оксидом циркония (диоксид циркония) и предпочтителен для сварки TIG на переменном токе, когда требуется высокое качество работы и где недопустимы даже самые незначительные загрязнения сварочной ванны.Это достигается благодаря тому, что вольфрам, легированный цирконием, создает чрезвычайно стабильную дугу, которая сопротивляется разбрызгиванию вольфрама в дуге. Пропускная способность по току равна или немного больше, чем у электрода из сплава церия, лантана или тория такого же размера. Циркониевые электроды обычно используются только для сварки на переменном токе со скругленным концом.
Вольфрамовые электроды бывают разных диаметров, и вы должны выбрать диаметр, соответствующий используемому току, и тип для режима процесса.Чтобы физически идентифицировать тип вольфрама, его конец окунают в цвет. Осторожно отшлифуйте неокрашенный конец для сварки.
Подготовка вольфрама
Сварка TIG постоянным током
и сварка TIG переменным током с использованием некоторых современных сварочных аппаратов с инверторным управлением)
При сварке на слабом токе электрод можно заземлить до определенной точки. При более высоком токе желательно иметь небольшую плоскую поверхность на конце электрода, так как это способствует стабильности дуги.
Сварка TIG на переменном токе
(Стандартные сварочные инверторы переменного тока и синусоидальные операции)
Шлифование вольфрамовых электродов TIG
При шлифовании сварочного электрода важно принять все необходимые меры предосторожности, такие как использование средств защиты глаз и обеспечение надлежащей защиты от вдыхания шлифовальной пыли.
TIG Вольфрамовые электроды всегда следует заземлять в продольном направлении, а не в радиальном направлении. Электроды, отшлифованные радиально, имеют тенденцию вносить вклад в блуждание дуги из-за передачи дуги от формы шлифования. Всегда используйте шлифовальный станок только для шлифования электродов, чтобы избежать загрязнения.
Присадочная проволока для сварки TIG
Присадочная проволока бывает из разных материалов и обычно отрезана по длине, если только не требуется автоматическая подача там, где она будет катушкой.Всегда сверяйтесь с данными производителя и требованиями к сварке.
Газы для сварки TIG
В процессе сварки TIG обычно используются следующие газы:
Газ аргон
Аргон получается как побочный продукт при производстве кислорода. Аргон может быть получен в газообразном состоянии в баллонах или в виде жидкости в специально сконструированных баллонах или в емкостях.
При выборе защитного газа необходимо учитывать его потенциал ионизации.Потенциал ионизации измеряется в вольтах и представляет собой точку, в которой сварочная дуга образуется между электродом и заготовкой через защитный газ. Другими словами, это напряжение, необходимое для электрического заряда газа, чтобы он проводил электричество.
Потенциал ионизации аргона составляет 15,7 вольт. Таким образом, это минимальное напряжение, которое должно поддерживаться в сварочной цепи для создания дуги или для сварки аргоном. Потенциал ионизации различен для каждого газа и имеет большое влияние на дугу и сварной шов.Потенциал ионизации для гелия составляет 24,5 вольт. Сравнивая две сварочные цепи, каждая из которых одинакова, за исключением защитного газа, напряжение дуги, создаваемое аргоном, будет ниже, чем напряжение, создаваемое гелием. Аргон имеет низкую теплопроводность, что означает, что он плохо проводит тепло. В результате получается более компактная дуга с большей плотностью. Плотность дуги относится к концентрации энергии в дуге. В случае аргона эта энергия ограничена узкой или более «точечной» областью. Аргон обеспечивает отличную стабильность дуги и очищающее действие даже при низких значениях тока.
Гелий
В отличие от аргона, гелий обладает высокой теплопроводностью. Благодаря этой более высокой теплопроводности столб дуги расширяется, уменьшая плотность тока в дуге. Столб дуги станет шире и раздувается сильнее, чем столб дуги с аргоном в качестве защитного газа. Чем больше раздувается столб дуги, тем больше нагревается площадь рабочей поверхности. Тепло в центре дуги может легче перемещаться вниз к более холодному металлу в нижней части заготовки.Это приводит к более глубокому проникновению дуги. Ранее упоминалось, что при эквивалентной длине дуги гелий будет производить более высокое напряжение дуги, чем аргон. Поскольку общая мощность является произведением напряжения и силы тока, очевидно, что с гелием доступно больше тепловой энергии.
Гелий или смеси аргона с гелием желательны для толстых материалов и там, где желательны высокие скорости движения. Использование газовой смеси гелия и аргона в соотношении 2: 1 также позволяет получать сварные швы с меньшей пористостью в производственных условиях за счет более широкого изменения параметров сварки.
При гелиевом экранировании любое небольшое изменение длины дуги может существенно повлиять на напряжение дуги и, следовательно, на общую мощность дуги. По этой причине гелий не так желателен для ручной сварки, как аргон.
Из-за его более высокого потенциала ионизации труднее зажечь дугу с гелиевым защитным газом, особенно при более низких значениях силы тока.
Аргон используется почти исключительно при сварке при токе 150 ампер и ниже.Поскольку гелий является легким газом, скорость потока обычно в два или три раза выше, чем у аргона для эквивалентной защиты. Стоимость гелия значительно превышает стоимость аргона, и с увеличением расхода общая стоимость защиты резко возрастает. Стоимость должна быть сопоставлена с повышенным проникновением в толстый материал и достижимой повышенной скоростью движения.
Водород
Подобно тому, как гелий смешивается с аргоном, чтобы использовать лучшие свойства обоих газов, водород смешивается с аргоном для дальнейшего сужения дуги и получения более чистого сварного шва с большим отношением глубины к ширине ( проникновение).Эта смесь используется в основном для сварки аустенитной нержавеющей стали и некоторых никелевых сплавов. Добавление водорода к аргону также увеличивает скорость движения. Следует отметить, что смесь аргона с водородом создает риск водородного растрескивания и пористости металла, особенно в многопроходных сварных швах.
Азот
Азот в смеси с аргоном дает возможность производить больше энергии для работы, чем только с аргоном. Это может быть особенно полезно при сварке материалов с высокой проводимостью, таких как медь.Однако азотная смесь не может использоваться для черных металлов, таких как сталь и нержавеющая сталь, потому что поглощение азота в сварочной ванне вызывает значительное снижение прочности и более слабый и пористый валик.
Скорость потока газа
Правильная скорость потока — это величина, достаточная для экранирования расплавленной сварочной ванны и защиты вольфрамового электрода. Больше, чем эта сумма, тратится впустую. На правильный расход в литрах в минуту (или кубических футах в час) влияют многие переменные, которые необходимо учитывать при каждом применении.Вообще говоря, когда сварочный ток, диаметр чашки или вылет электрода увеличиваются, скорость потока следует увеличивать.
При сварке в режиме переменного тока реверсирование тока оказывает мешающее влияние на защитный газ, и поток следует увеличить на 25% и, конечно, при сварке в условиях тяги скорость потока следует увеличить вдвое.
При сварке в труднодоступных местах чрезмерная скорость потока может вызвать турбулентность и захват воздуха. В этой ситуации эффективность защитного газа можно повысить, уменьшив поток газа примерно на 25%.
Ориентировочно расход обычно составляет около 8-12 л / м для аргона, но может быть вдвое больше, чем для гелия.
Элементы управления инвертора для сварки TIG
Управление током
Обычно этот элемент управления представляет собой плавную регулировку сварочного тока. Это может быть либо через переднюю панель сварочного инвертора
, либо с помощью ножного дистанционного управления, либо ручного управления, либо их комбинации.
Выбор режима сварки
Выбирает режимы сварки.Это могут быть: MMA TIG режим переменного тока Режим постоянного тока Импульсная сварка
Частота переменного тока
Нормальная частота сети оборудования составляет 50 Гц. Однако современные инверторы для сварки TIG могут изменять эту частоту, например, от 50 до 100 Гц. Многие сварщики часто выбирают около 70 Гц.
Контроль баланса
Выбирает процент очистки между положительным и отрицательным циклами в режиме сварки на переменном токе. Нулевой баланс обычно равен 50:50 положительным и отрицательным.Больше очистки — это более положительно и менее отрицательно, а большее проникновение — наоборот, т.е. более отрицательно и менее положительно. Элементы управления часто показывают ноль как сбалансированное состояние и диапазон индикатора +10-10 по обе стороны от нуля.
При правильной настройке регуляторов частоты и баланса можно использовать вольфрам меньшего размера.
Импульсное управление
Импульсное управление — это разновидность управления сварочным током. Управление часто состоит из пикового уровня сварочного и фонового сварочного тока, а также времени каждого уровня.Дополнительно может быть регулировка частоты. На некоторых сварочных инверторах могут быть предварительно настроены передаточные числа и могут быть предложены только высокие и низкие частоты.
Контроль наклона
Контроль наклона — это контроль времени, с помощью которого можно установить нарастание или спад тока от уровня сварки.
Таймеры потока газа
Таймеры, которые используются для управления временем подачи защитного газа для защиты зоны сварки.
Газовый поток перед зажиганием дуги (предварительный газ или предварительный поток) используется для очистки зоны сварки и сварочной горелки от любых загрязнений. Обычно его используют, когда свариваемый материал чувствителен к атмосферным загрязнениям.
Эта установка времени должна завершить свой цикл до запуска любых других функций.
После завершения сварки и охлаждения зоны сварки таймер контролирует время протекания газа (пост-газ или пост-поток) без каких-либо других действующих функций машины для защиты зоны сварки.
Кроме того, дополнительный поток газа защищает охлаждающий вольфрамовый электрод от загрязнения.
СводкаПлазменно-дуговая сварка (PAW) была изобретена и запатентована в 1953 году Робертом М. Гейджем в лаборатории Linde / Union Carbide в Буффало, штат Нью-Йорк. До того, как устройства были выведены на рынок в 1964 году, было получено около 10 лет разработки и несколько последующих патентов. Процесс плазменной сварки был введен в сварочную промышленность как метод улучшения управления процессом дуговой сварки в более низких диапазонах тока. Сегодня плазма сохраняет первоначальные преимущества, которые она принесла промышленности, обеспечивая продвинутый уровень контроля и точности для получения высококачественных сварных швов в миниатюрных или высокоточных приложениях и для обеспечения длительного срока службы электродов для высоких производственных требований.Процесс плазменной резки одинаково подходит для ручного и автоматического применения.Он использовался в различных операциях, начиная от сварки металлических лент в больших объемах и заканчивая прецизионной сваркой хирургических инструментов, автоматическим ремонтом лопастей реактивных двигателей и ручной сваркой кухонного оборудования для пищевой и молочной промышленности. Как работает плазменная сваркаПлазма — это газ, который нагревается до чрезвычайно высокой температуры и ионизируется, так что он становится электропроводным. Подобно GTAW (Tig), процесс плазменно-дуговой сварки использует эту плазму для передачи электрической дуги на заготовку.Свариваемый металл плавится под действием сильного тепла дуги и сплавляется. В горелке для плазменной сварки вольфрамовый электрод расположен внутри медного сопла с небольшим отверстием на конце. Между электродом горелки и наконечником сопла зажигается вспомогательная дуга. Затем эта дуга переносится на свариваемый металл. Пропуская плазменный газ и дугу через суженное отверстие, резак передает высокую концентрацию тепла на небольшую площадь. Благодаря высокопроизводительному сварочному оборудованию плазменный процесс позволяет получать сварные швы исключительно высокого качества. Плазменные газы обычно представляют собой аргон. В горелке также используется вторичный газ, аргон, аргон / водород или гелий, которые помогают защитить расплавленную сварочную ванну, тем самым сводя к минимуму окисление сварного шва. Список необходимого оборудования
Список характеристик и преимуществ плазменной сварки
Функции, преимущества и приложенияХарактеристики
ЛьготыПолный список причин для использования процесса плазменной сварки обширен, но его можно свести к трем основным характеристикам, в которых заказчики желают воспользоваться преимуществами хотя бы одной функции.
Во многих областях применения многие уникальные преимущества плазмы сочетаются с преимуществами всего процесса сварки. ПриложенияСварка мелких деталей: Плазменный процесс позволяет плавно, но стабильно запускать дугу на кончике проволоки или других мелких компонентах и выполнять повторяемые сварные швы с очень короткими периодами времени сварки. Это удобно при сварке таких компонентов, как иглы, провода, нити лампочек, термопары, зонды и некоторые хирургические инструменты. Герметичные компоненты: Медицинские и электронные компоненты часто герметично закрываются сваркой.Процесс плазменной резки обеспечивает возможность:
Применения включают датчики давления и электрические датчики, сильфоны, уплотнения, банки, корпуса, микровыключатели, клапаны, электронные компоненты, двигатели, батареи, миниатюрные трубки к фитингу / фланцу, пищевое и молочное оборудование, Ремонт штампов и пресс-форм для инструментов: Целая индустрия ремонта возникла, чтобы помочь компаниям, желающим повторно использовать компоненты с небольшими зазубринами и вмятинами от неправильного использования или износа.Способность современных микродуговых источников питания плавно запускать дугу с низким током и производить ремонт предоставила пользователям уникальную альтернативу традиционному ремонту и термообработке. Процессы сварки Micro-Tig и микроплазменной сварки используются для ремонта инструментов, штампов и пресс-форм. Для внешних кромок плазменный процесс обеспечивает большую стабильность дуги и требует меньших навыков для контроля сварочной ванны. Чтобы добраться до внутренних углов и щелей, процесс TIG позволяет удлинить вольфрамовый сварочный электрод для улучшения доступа. Сварка полосового металла: Плазменный процесс обеспечивает возможность постоянного переноса дуги на заготовку и сварки до краев сварного шва. В автоматических приложениях для длинных сварных швов регулирование расстояния до дуги не требуется, и этот процесс требует меньшего обслуживания компонентов горелки. Это особенно выгодно при больших объемах применения, когда материал выделяет газ или имеет поверхностные загрязнения. Трубная мельница Сварка: Трубные мельницы производят трубы, беря непрерывную полосу материала и скручивая кромки вверх до тех пор, пока кромки полосы не встретятся на сварочной станции.В этот момент в процессе сварки происходит плавление и сплавление краев трубы вместе, и материал выходит из сварочной станции в виде сварной трубы. Производительность трубного стана зависит от скорости дуговой сварки и общего времени, затрачиваемого на сварку. Каждый раз, когда комбинат останавливается и снова запускается, образуется определенное количество лома. Таким образом, наиболее важными вопросами для пользователя трубной мельницы являются:
На некоторых трубных станах используется плазменная сварка, чтобы получить сочетание повышенной скорости сварки, улучшенного проплавления и максимального срока службы электродов. Сравнение энергозатрат при GTAW и плазменной сваркеСледующее является результатом испытания, проведенного с использованием процессов GTAW (Tig) и плазменной сварки на определенной полосе испытательного материала, чтобы установить сравнение энергозатрат при электролитических процессах.Результаты испытаний следует использовать только в качестве общего сравнения рекомендаций, поскольку инженеры-сварщики могут изменить любой из параметров, указанных ниже, для достижения другого результата. Параметры испытаний: Ручная сварка, без зажимного устройства, сталь Cr / Ni, толщина 0,102 дюйма. Все значения определены с помощью измерительных приборов.
Помимо того, что возможна более высокая скорость сварки, меньшая погонная энергия дает следующие преимущества:
|
Безопасность | Стеклянная дверь
Мы получаем подозрительную активность от вас или кого-то, кто пользуется вашей интернет-сетью.Подождите, пока мы убедимся, что вы настоящий человек. Ваш контент появится в ближайшее время. Если вы продолжаете видеть это сообщение, напишите нам чтобы сообщить нам, что у вас проблемы.
Nous aider à garder Glassdoor sécurisée
Nous avons reçu des activités suspectes venant de quelqu’un utilisant votre réseau internet. Подвеска Veuillez Patient que nous vérifions que vous êtes une vraie personne. Вотре содержание apparaîtra bientôt. Si vous continuez à voir ce message, veuillez envoyer un электронная почта à pour nous informer du désagrément.
Unterstützen Sie uns beim Schutz von Glassdoor
Wir haben einige verdächtige Aktivitäten von Ihnen oder von jemandem, der in ihrem Интернет-Netzwerk angemeldet ist, festgestellt. Bitte warten Sie, während wir überprüfen, ob Sie ein Mensch und kein Bot sind. Ihr Inhalt wird в Kürze angezeigt. Wenn Sie weiterhin diese Meldung erhalten, informieren Sie uns darüber bitte по электронной почте: .
We hebben verdachte activiteiten waargenomen op Glassdoor van iemand of iemand die uw internet netwerk deelt.Een momentje geduld totdat, мы узнали, что u daadwerkelijk een persoon bent. Uw bijdrage zal spoedig te zien zijn. Als u deze melding blijft zien, электронная почта: om ons te laten weten dat uw проблема zich nog steeds voordoet.
Hemos estado detectando actividad sospechosa tuya o de alguien con quien compare tu red de Internet. Эспера mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo este mensaje, envía un correo electrónico a para informarnos de que tienes problemas.
Hemos estado percibiendo actividad sospechosa de ti o de alguien con quien compare tu red de Internet. Эспера mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo este mensaje, envía un correo electrónico a para hacernos saber que estás teniendo problemas.
Temos Recebido algumas atividades suspeitas de voiceê ou de alguém que esteja usando a mesma rede. Aguarde enquanto confirmamos que Você é Uma Pessoa de Verdade.Сеу контексто апаресера эм бреве. Caso продолжить Recebendo esta mensagem, envie um email para пункт нет informar sobre o проблема.
Abbiamo notato alcune attività sospette da parte tua o di una persona che condivide la tua rete Internet. Attendi mentre verifichiamo Che sei una persona reale. Il tuo contenuto verrà visualizzato a breve. Secontini visualizzare questo messaggio, invia un’e-mail all’indirizzo per informarci del проблема.
Пожалуйста, включите куки и перезагрузите страницу.
Это автоматический процесс. Ваш браузер в ближайшее время перенаправит вас на запрошенный контент.
Подождите до 5 секунд…
Перенаправление…
Заводское обозначение: CF-102 / 6487f3f53e7c1ede.
.