Холодная сварка чугуна — Сварка различных материалов
Холодная сварка чугуна
В производственных условиях не всегда можно применить подогрев свариваемых деталей по целому ряду причин (большой габарит, возможность коробления изделия и т. д.). В таких случаях используют холодный способ сварки, при котором не исключается возможность появления трещин в результате неравномерного нагрева, наличия участков твердого отбеленного чугуна в шве и околошовной зоне, разной структуры металла шва и основного. Для уменьшения действия отрицательных факторов при холодной сварке чугуна применяют ряд специальных мер, способствующих получению сварного соединения хорошего качества. Для предотвращения образования трещин в металле шва, околошовной зоне и основном металле используют электроды, снижающие отбел металла, а также осуществляют ряд технологических мер, способствующих улучшению свойств металла околошовной зоны.
К технологическим мерам относится уменьшение напряжений, возникающих в результате усадки металла шва, и предупреждение чрезмерного перегрева металла при сварке.
Холодная сварка чугуна может выполняться несколькими методами.
Сварка с применением шпилек. Для восстановления ответственных изделий различных габаритов, работающих при значительных нагрузках и не требующих обработки после сварки в месте сварки, в изделие ввертывают шпильки из малоуглеродистой стали, а сварку производят электродами типа Э42, Э42А, Э.50, Э50А на постоянном или переменном токе. Чугун и сталь имеют разную усадку, что приводит к плохому их соединению. Кроме того, наплавленная на чугун сталь обогащается углеродом, становится хрупкой и при остывании в ней образуются трещины. Для устранения этих недостатков и применяют шпильки.
При толщине изделий свыше 6 мм свариваемые кромки разделывают под углом 45°. На подготовленных кромках в шахматном порядке просверливают отверстия, в них нарезают резьбу и ввертывают шпильки (рис. 68). Диаметр шпильки равен 0,2 толщины свариваемой кромки (шпильки диаметром менее 3 мм не ставят), расстояние между шпильками равняется 4—6 иХ диаметра, расстояние от кромки до шпильки—1,5— 2 диаметра шпильки, глубина ввертывания шпильки равна двум диаметрам шпильки, высота шпильки над поверхностью изделия составляет 0,5—1 диаметра шпильки. При толщине свариваемого металла выше Ю мм рекомендуется между шпильками устанавливать анкеры толщиной 6—12 мм из низкоуглеродистой стали (рис. 69). Их .располагают под углом 45° и 90° к сварному шву после заварки участков между шпильками. Приваривать анкеры можно не на всю толщину.
На подготовленных кромках в шахматном порядке просверливают отверстия, в них нарезают резьбу и ввертывают шпильки (рис. 68). Диаметр шпильки равен 0,2 толщины свариваемой кромки (шпильки диаметром менее 3 мм не ставят), расстояние между шпильками равняется 4—6 иХ диаметра, расстояние от кромки до шпильки—1,5— 2 диаметра шпильки, глубина ввертывания шпильки равна двум диаметрам шпильки, высота шпильки над поверхностью изделия составляет 0,5—1 диаметра шпильки. При толщине свариваемого металла выше Ю мм рекомендуется между шпильками устанавливать анкеры толщиной 6—12 мм из низкоуглеродистой стали (рис. 69). Их .располагают под углом 45° и 90° к сварному шву после заварки участков между шпильками. Приваривать анкеры можно не на всю толщину.
Рис. 68. Подготовка чугунных деталей под сварку со шпильками
Сварка соединений со шпильками начинается с обварки шпилек кольцевыми швами, последующего заполнения участков между обваренными шпильками и только после этого приступают к . заплавке всей разделки. Сварку рекомендуется выполнять участками длиной не более 100—150 мм, стремясь к минимальному количеству наплавленного металла. Для сварки изделий толщиной до 5 мм применяют электроды диаметром 3—4 мм, толщиной 5—10, диаметром 4—5 мм. Сварочный ток для электродов диаметром 3 мм рекомендуется 90—100 А, диаметром 4 и 5 мм — соответственно 130—160 и 180—200 А.
заплавке всей разделки. Сварку рекомендуется выполнять участками длиной не более 100—150 мм, стремясь к минимальному количеству наплавленного металла. Для сварки изделий толщиной до 5 мм применяют электроды диаметром 3—4 мм, толщиной 5—10, диаметром 4—5 мм. Сварочный ток для электродов диаметром 3 мм рекомендуется 90—100 А, диаметром 4 и 5 мм — соответственно 130—160 и 180—200 А.
Сварка специальными стальными электродами. Применяют электроды из проволоки Св-08 или Св-08А со специальными покрытиями. Важную роль в покрытии играет ферросилиций, который помогает получить серый чугун. Этот способ используется для изделий несложной формы, работающих при незначительных нагрузках.
Рис. 69. Сварка чугунных деталей с помощью шпилек и анкеров
Сварка чугунными электродами. При холодной сварке применяют чугунные электроды с покрытием, в которое входят графитизирующие элементы, и электроды из аустенитного никелевого чугуна с покрытием из 55% карборунда, 23,7% углекислого бария и 21,3% жидкого стекла. Чугунные электроды изготавливают из круглых литых прутков.
Чугунные электроды изготавливают из круглых литых прутков.
На поверхности прутков не должно быть пор, раковин и других дефектов. Чугунными электродами выполняют сварку только в нижнем положении на постоянном и переменном токе. Для снижения .скорости охлаждения металла и его твердости сварку электродами с графитизирующим покрытием рекомендуется выполнять с возвратно-поступательным движением электрода. Однако полная графитизация металла в этом слу-чае не достигается. Сварка электродами из никелевых чугунов применяется, если требуется последующая механическая обработка. Сварка выполняется в несколько слоев с возвратно-поступательным движением электрода. Каждый слой подвергается легкой проковке. Металл сварного шва, наплавленный электродами из никелевого чугуна, имеет низкую стойкость против обра-зования трещин.
Сварка электродами из цветных металлов и сплавов.
Пля сварки чугуна нашли большое распространение электроды из меди и ее сплавов. Медь позволяет уменьшить общую твердость металла шва и отбел прибегающей зоны. Медные электроды применяют для сварки малогабаритных изделий, работающих при незначительных статических нагрузках. Сварку производят на постоянном токе обратной полярности и переменном токе. Предпочтение следует отдавать постоянному току. Медный электрод изготавливают из медного стержня диаметром 3—6 мм, на который наворачивается лента или проволока из низкоуглеродистой стали. После этого на стержень наносится меловое покрытие. Вместо ленты или проволоки используют специальное покрытие.
Медные электроды применяют для сварки малогабаритных изделий, работающих при незначительных статических нагрузках. Сварку производят на постоянном токе обратной полярности и переменном токе. Предпочтение следует отдавать постоянному току. Медный электрод изготавливают из медного стержня диаметром 3—6 мм, на который наворачивается лента или проволока из низкоуглеродистой стали. После этого на стержень наносится меловое покрытие. Вместо ленты или проволоки используют специальное покрытие.
При сварке электродами из монель-металла (25— 30% меди и 60—70% никеля) обеспечивается сравнительно хорошая обрабатываемость наплавленного металла и пониженная стойкость против образования трещин. Электроды состоят из медно-никелевых стержней диаметром 3—6 мм и специального покрытия. Сварка производится на постоянном токе обратной полярности участками длиной 60—70 мм. Толщина отдельного валика должна быть не менее 3 мм, что исключает вырывание отдельных участков наплавки в процессе механической обработки.
Сварка комбинированными электродами. В качестве комбинированных применяются железомедные и аусте-нигно-медные электроды. Большое распространение получили железомедные электроды марки ОЗЧ-1, стержень которых выполнен из меди М2 или МЗ, а. в покрытие типа УОНИ-13 вводится до 50% железного порошка. Сварка производится на постоянном токе обратной полярности в нижнем, вертикальном и ьолупо-юлочном положениях предельно короткой дугой участками длиной 30—60 мм. Каждый участок проковывался сразу же после обрыва дуги, а сварка возобнов-б0яое-я пОсле остывания наплавленного участка до 50— Рекомендуется применять следующий сварочный ток: для электродов диаметром 3, 4 и 5 мм — соответственно 90—110, 120—140 и 160—190 А.
В качестве железомедных электродов используют стержни из низкоуглеродистой стали, на которые электролитическим омеднением наносится слой меди толщиной 0,7—0,9 мм; пучок из низкоуглеродистого электродного стержня с любым покрытием и одного или двух медных стержней, связанный в четырех-пяти местах медной или стальной проволокой; стержень из низкоуглеродистой стали, плотно вставленный в медную трубку, на которую наносится покрытие типа УОНИ-13 с 50% железного порошка.
Образование трещин при сварке железомедными электродами всех видов снижается проковкой наплавленного металла в горячем состоянии, а чрезмерный местный перегрев детали уменьшается сваркой короткими участками вразброс. Железомедные электроды при соблюдении необходимых технологических приемов позволяют получить удовлетворительные результаты даже при сварке изделий сложной конфигурации. Общим их недостатком является неоднородная структура и высокая твердость наплавленного металла.
Аустенитно-медные электроды (АНЧ-1) состоят из стального стержня марки Св-04Х18Н9, медной оболочки и покрытия фтористо-кальциевого типа. По сравнению с железомедными электродами они обеспечивают лучшие обрабатываемость мест сварки, стойкость металла шва против образования кристаллизационных трещин и пор.
—
Существует значительное число способов холодной сварки чугуна. Ручная сварка электродами из цветных металлов на медной основе получила широкое распространение для заварки трещин с обеспечением хороших прочностных показателей свариваемых деталей. Сварку ведут электродами ОЗЧ-2 и СТЧ-3 на постоянном токе прямой полярности в нижнем или наклонном положениях небольшими участками длиной 30—80 мм с очисткой и проковкой каждого валика. Зазоры между кромками при заварке трещин рекомендуется заплав-лять стальными электродами. Возобновляют сварку после охлаждения места сварки до 50—70 °С. Длина дуги у электродов ОЗЧ-2 должна быть предельно короткой. Применяют электроды диаметром 4—7 мм, силу тока соответственно 140—300 А. Сварку электродами со стержнем из сплава на основе никеля используют для устранения мелких дефектов и прежде всего, когда требуется обеспечить обрабатываемость сварного соединения, а также его цвет, аналогичный цвету основного металла. Для сварки используют электроды:
Сварку ведут электродами ОЗЧ-2 и СТЧ-3 на постоянном токе прямой полярности в нижнем или наклонном положениях небольшими участками длиной 30—80 мм с очисткой и проковкой каждого валика. Зазоры между кромками при заварке трещин рекомендуется заплав-лять стальными электродами. Возобновляют сварку после охлаждения места сварки до 50—70 °С. Длина дуги у электродов ОЗЧ-2 должна быть предельно короткой. Применяют электроды диаметром 4—7 мм, силу тока соответственно 140—300 А. Сварку электродами со стержнем из сплава на основе никеля используют для устранения мелких дефектов и прежде всего, когда требуется обеспечить обрабатываемость сварного соединения, а также его цвет, аналогичный цвету основного металла. Для сварки используют электроды:
ОЗЧ-З, ОЗЧ-4, ОЗЖН-1, МНЧ-2 и СТЧ-2. Сварку электродами ОЗЧ-З и МНЧ-2 на постоянном токе обратной полярности производят короткими швами длиной 30—50 мм с проковкой каждого шва и перерывами для охлаждения. При сварке электродами ОЗЧ-З диаметром 2,5—5 мм сварочный ток 60—150 А, а электродами МНЧ-2 диаметром 3—5 мм 90—190 А. При заварке крупных дефектов или наплавке больших объемов металла используют также электроды ОЗЖН-1. Электродами ОЗЧ-З наплавляют первый и последний слой, а промежуточные слои наплавляют поочередно электродами ОЗЖН-1 и ОЗЧ-З. Техника и режимы сварки электродами ОЗЧ-1 и ОЗЖН-1 и электродами ОЗЧ-З аналогична. Эти электроды рекомендуются для наплавки последнего слоя при заполнении разделки электродами ОЗЧ-З. Назначение электродов СТЧ-2 и МНЧ-2 и техника сварки ими аналогичны. Сварку ведут электродами диаметром 3—6 мм, сварочный ток соответственно 85—240 А. Некоторые дефекты, расположенные по краям, а также «бобышки» и платики можно наплавлять полужидкой ванной с принудительным формированием. Используют силу тока в 1,5 раза больше по сравнению с током при послойной сварке. Мелкие дефекты на обрабатываемых поверхностях заваривают электродами с карбидообразующими элементами в покрытии. Наибольшее распространение получили электроды ЦЧ-4. Сварку ведут на минимальном токе электродами диаметром более 4 мм из расчета 23 А на 1 мм диаметра электрода.
При заварке крупных дефектов или наплавке больших объемов металла используют также электроды ОЗЖН-1. Электродами ОЗЧ-З наплавляют первый и последний слой, а промежуточные слои наплавляют поочередно электродами ОЗЖН-1 и ОЗЧ-З. Техника и режимы сварки электродами ОЗЧ-1 и ОЗЖН-1 и электродами ОЗЧ-З аналогична. Эти электроды рекомендуются для наплавки последнего слоя при заполнении разделки электродами ОЗЧ-З. Назначение электродов СТЧ-2 и МНЧ-2 и техника сварки ими аналогичны. Сварку ведут электродами диаметром 3—6 мм, сварочный ток соответственно 85—240 А. Некоторые дефекты, расположенные по краям, а также «бобышки» и платики можно наплавлять полужидкой ванной с принудительным формированием. Используют силу тока в 1,5 раза больше по сравнению с током при послойной сварке. Мелкие дефекты на обрабатываемых поверхностях заваривают электродами с карбидообразующими элементами в покрытии. Наибольшее распространение получили электроды ЦЧ-4. Сварку ведут на минимальном токе электродами диаметром более 4 мм из расчета 23 А на 1 мм диаметра электрода. Ток постоянный, полярность обратная. Кромки рекомендуется облицовывать не более чем в 2 слоя с последующим заполнением объема стальными электродами типа Э42 и Э42А.
Ток постоянный, полярность обратная. Кромки рекомендуется облицовывать не более чем в 2 слоя с последующим заполнением объема стальными электродами типа Э42 и Э42А.
Когда не требуется механическая обработка сварных соединений и не оговаривается их прочность, рекомендуется сварка стальными электродами, применяемыми для сварки низкоуглеродистых сталей. Сварку производят отдельными участками на минимальном режиме с перерывами для охлаждения основного металла. Для получения равнопрочного с основным металлом соединения непосредственно по месту работы детали без ее демонтажа в завариваемое место устанавливают стальные шпильки в шахматном порядке. При толщине детали до 20 мм разделка кромок необязательна. При большей толшине угол разделки 90—120°.
Сварку можно производить также электродами ЦЧ-4 или электродами со стержнем на основе никеля. Сварку выполняют участками 40—50 мм с перерывами для охлаждения и минимальной глубиной проплавления.
Сварка без предварительного нагрева изделий из высокопрочного и ковкого чугуна имеет свои особенности — высокопрочный чугун обладает повышенной склонностью к отбеливанию и большой прокаливаемо-стью, а ковкий чугун имеет повышенную графитиза-цию, что затрудняет смачиваемость поверхности при сварке. Сварку можно выполнять до и после термической обработки. До термической обработки изделия сваривают электродами УОНИ-13/45 и УОНИ-13/55, а после термической обработки — электродами со стержнем на основе никеля.
Сварку можно выполнять до и после термической обработки. До термической обработки изделия сваривают электродами УОНИ-13/45 и УОНИ-13/55, а после термической обработки — электродами со стержнем на основе никеля.
Газовую холодную сварку применяют, когда при нагревании и охлаждении детали могут свободно расширяться и сжиматься, не вызывая значительных остаточных напряжений. Технология холодной и горячей сварки в основном одинакова. Мощность пламени должна быть максимально возможной. Прилегающие к сварному шву участки необходимо прогреть до начала сварки. После окончания сварки горелку медленно отводят в течение 2—3 мин, направляя пламя на участки, прилегающие к сварному шву. Для обеспечения медленного охлаждения заваренный участок или всю деталь засыпают песком или закрывают асбестом.
Читать далее:
Горячая сварка чугуна
Сварка свинца
Сварка никеля и его сплавов
Сварка титана и его сплавов
Сварка меди и ее сплавов
Сварка высоколегированных сталей различных групп
Общие вопросы ручной дуговой сварки покрытыми и вольфрамовыми электродами
Общие вопросы сварки высоколегированных сталей
Cварка среднелегированных сталей
Cварка низколегированных сталей
Холодная сварка чугуна
Полуавтоматы для дуговой сварки и их основные узлы
Существует большое разнообразие способов холодной сварки чугуна: 1) сварка чугуна стальными электродами: а) без постановки шпилек; б) с постановкой шпилек; в) сварка стальными электродами с карбидообразующими элементами в покрытии; 2) сварка чугунными электродами; 3) сварка электродами из цветных металлов и
комбинированными; 4) сварка в среде углекислого газа, порошковой проволокой, электрошлаковая и др. Выбор того или иного способа холодной сварки чугуна определяется рядом технологических и экономических факторов и требуемым качеством соединения. Сварка электродами из малоуглеродистой стали без постановки шпилек. Данный метод может быть применен при заварке пороков на небольшой глубине и ширине на отливках неответственного назначения и не подлежащих механической обработке, а также при ремонте чугунных изделий. Сварка первого слоя производится электродами малого диаметра, обычно 3 мм при малой погонной энергии и сварочном токе 60—70 A, вразброс, с перерывами, чтобы температура детали вблизи места сварки не превышала 50—60 °С. Слой получается тонким, пористым и с
Выбор того или иного способа холодной сварки чугуна определяется рядом технологических и экономических факторов и требуемым качеством соединения. Сварка электродами из малоуглеродистой стали без постановки шпилек. Данный метод может быть применен при заварке пороков на небольшой глубине и ширине на отливках неответственного назначения и не подлежащих механической обработке, а также при ремонте чугунных изделий. Сварка первого слоя производится электродами малого диаметра, обычно 3 мм при малой погонной энергии и сварочном токе 60—70 A, вразброс, с перерывами, чтобы температура детали вблизи места сварки не превышала 50—60 °С. Слой получается тонким, пористым и с
поперечными трещинами. Второй слой наносится на первый поперечными валиками, тем самым на поверхности детали в месте сварки создается слой стали. Дальнейшая сварка производится с большой погонной энергией, но также с перерывами, чтобы избежать концентрации теплоты в одном месте. Последующие слои создают достаточную плотность шва. При сварке стыковых соединений для увеличения общей площади связи наплавленного и основного металла шов рекомендуется распространить на кромку детали по ширине, равной толщине детали (рис. 85), а для уменьшения напряжения применить проковку средних слоев.
При сварке стыковых соединений для увеличения общей площади связи наплавленного и основного металла шов рекомендуется распространить на кромку детали по ширине, равной толщине детали (рис. 85), а для уменьшения напряжения применить проковку средних слоев.
Рис. 85. Вид стыкового соединения чугуна: а — стальнение поверхности без установки шпилек; б — стальнение поверхности с установкой шпилек
Этот метод сварки не следует применять для исправления чугунных изделий, работающих при температуре выше 100 °С, так как в месте сварки могут возникнуть дополнительные напряжения (вследствие разницы в значении коэффициента теплового расширения чугуна и стали), а это может явиться причиной нарушения сплошности соединения. Сварка электродами из низкоуглеродистой стали с установкой шпилек. Чтобы увеличить прочность соединения при ремонте ответственных крупногабаритных чугунных изделий — станин, рам, кронштейнов и т. п., применяют стальные шпильки, которые ввертываются на резьбе в тело детали. Назначение шпилек — связать металл шва с чугуном и передать усилие от шва в массу основного металла, не подвергшегося термическому воздействию, минуя хрупкие участки околошовной зоны. Диаметр шпилек d принимается равным 0,15 — 0,25 толщины детали, но не менее 3 мм и не более 16 мм; расстояние между шпильками (3 — 4)d, расстояние от шпилек до кромки (1,510 — 2,0)d, глубина ввертывания шпилек 1,5d, высота выступающей части (0,8-1,2)d. При выполнении операции по подготовке отверстий для шпилек нельзя применять масло. Детали толщиной до 12 мм могут свариваться без подготовки кромок с установкой одного ряда шпилек с каждой стороны. В деталях большой толщины выполняется односторонняя или двусторонняя подготовка кромок с углом раскрытия 90°, и шпильки устанавливаются также по скосам кромок в шахматном порядке. Сварку производят при малой погонной энергии стальными электродами диаметром 3 мм с тонким покрытием или покрытием УОНИ- 13/45. Сначала шпильки обваривают кольцевыми швами вразброс, с перерывами для охлаждения деталей.
Назначение шпилек — связать металл шва с чугуном и передать усилие от шва в массу основного металла, не подвергшегося термическому воздействию, минуя хрупкие участки околошовной зоны. Диаметр шпилек d принимается равным 0,15 — 0,25 толщины детали, но не менее 3 мм и не более 16 мм; расстояние между шпильками (3 — 4)d, расстояние от шпилек до кромки (1,510 — 2,0)d, глубина ввертывания шпилек 1,5d, высота выступающей части (0,8-1,2)d. При выполнении операции по подготовке отверстий для шпилек нельзя применять масло. Детали толщиной до 12 мм могут свариваться без подготовки кромок с установкой одного ряда шпилек с каждой стороны. В деталях большой толщины выполняется односторонняя или двусторонняя подготовка кромок с углом раскрытия 90°, и шпильки устанавливаются также по скосам кромок в шахматном порядке. Сварку производят при малой погонной энергии стальными электродами диаметром 3 мм с тонким покрытием или покрытием УОНИ- 13/45. Сначала шпильки обваривают кольцевыми швами вразброс, с перерывами для охлаждения деталей. После обварки шпилек до соприкосновения кольцевых валиков между собой производится наплавка участков между обваренными шпильками также вразброс. Второй слой выполняется поперечными небольшими валиками вразброс. Для остальной части шва могут применяться электроды большого диаметра с соблюдением ранее указанных положений по сварке, с заполнением шва, как указано на рис. 85, б. При сварке деталей большой толщины для уменьшения количества наплавленного металла целесообразно производить сварку стальных связей различных форм и размеров. Холодная сварка чугуна стальными электродами с постановкой шпилек позволяет производить сварку в нижнем, вертикальном и потолочном положениях, соединения получаются прочными, но плотность не всегда обеспечивается. Сварка чугуна чугунными электродами. При этом методе сварки электродом служит чугунный стержень марки А или Б (табл. 46), на который наносятся различные толстые покрытия, например ОМЧ-1, которое содержит 25 % мела, 41 % графита, 9 % ферромарганца, 25 % кварцевого песка.
После обварки шпилек до соприкосновения кольцевых валиков между собой производится наплавка участков между обваренными шпильками также вразброс. Второй слой выполняется поперечными небольшими валиками вразброс. Для остальной части шва могут применяться электроды большого диаметра с соблюдением ранее указанных положений по сварке, с заполнением шва, как указано на рис. 85, б. При сварке деталей большой толщины для уменьшения количества наплавленного металла целесообразно производить сварку стальных связей различных форм и размеров. Холодная сварка чугуна стальными электродами с постановкой шпилек позволяет производить сварку в нижнем, вертикальном и потолочном положениях, соединения получаются прочными, но плотность не всегда обеспечивается. Сварка чугуна чугунными электродами. При этом методе сварки электродом служит чугунный стержень марки А или Б (табл. 46), на который наносятся различные толстые покрытия, например ОМЧ-1, которое содержит 25 % мела, 41 % графита, 9 % ферромарганца, 25 % кварцевого песка.
Таблица 46
Химический состав чугунных стержней, применяемых при сварке
Марка чугунных | Массовое содержание | % | ||
С | Si | Мп | ||
А Б | 3.0- 3,5 3.0- 3,5 | 3,0-3,4 3,6-4,0 | 0.5-0.S 0.5-0.S | |
Массовое содержание | % | |||
S, не более | Р | Сг | № | |
А | не боаее | |||
ь | 0.0 S 0.0 S | 0,2-0,4 G.3-0.5 | 0.05 0.05 | 0,3 0,3 |
Качество сварного соединения при холодной сварке чугуна чугунными электродами неоднородно, так как трудно обеспечить такую скорость охлаждения металла шва и околошовной зоны, при которой не было бы отбела на всем протяжении шва, поэтому в различных сечениях соединения получаются различной структуры и твердости. Этот способ сварки широкого применения не имеет. Лучшие результаты получаются при подогреве детали до температуры 300—400 °С, т. е. при
Этот способ сварки широкого применения не имеет. Лучшие результаты получаются при подогреве детали до температуры 300—400 °С, т. е. при
полугорячей сварке чугуна.
Сварка стальными электродами с карбидообразующими элементами в покрытии.
Сущность этого способа заключается в том, что углерод, поступающий в шов из основного металла, связывается в труднорастворимые мелкодисперсные карбиды ванадием, содержащимся в электродном покрытии. Карбиды эти столь прочны, что углерод, находящийся в них, не участвует в фазовых превращениях. Если карбидообразующие элементы содержатся в шве в избытке по отношению к углероду, структура шва получается ферритной с включением мелкодисперсных карбидов. Сварка по этому способу выполняется в основном электродами ЦЧ-4, в покрытие которых вводится 70 % феррованадия, в результате чего наплавленный металл содержит 9—10 % ванадия. Сварку чугуна электродами ЦЧ-4 следует производить с малой погонной энергией по принципу наиболее холодного места, поэтому производительность процесса сварки электродами тоже низкая. Холодная сварка электродами из никелевых сплавов. При наличии в жидкой ванне элементов активных графитизаторов можно избежать отбела в околошовной зоне, поэтому, когда поверхность должна быть механически обработана и неравнопрочность соединения с основным металлом допускается, сварка может производиться электродами из цветных металлов, содержащих никель, медь. Наибольшее применение получили электроды из монель — металла, который представляет собой сплав никеля (65—70 %) и меди (25—30 %), и электроды ЦЧ-ЗА, имеющие стержень из проволоки СВ — 08Н50 и основное покрытие. На проволоку из монель-металла диаметром 2—4 мм наносятся покрытия специального состава, например, из 40 % графита, 60 % мела или мрамора и др. Наплавка этими электродами производится валиками длиной 50- 60 мм; при этом сразу же после наложения валика его необходимо проковать легкими ударами молотка. Это вызвано тем, что усадка монель-металла при переходе из жидкого в твердое состояние составляет около 2 %. Совместное действие усадки и напряжений от сварки может вызвать образование трещин.
Холодная сварка электродами из никелевых сплавов. При наличии в жидкой ванне элементов активных графитизаторов можно избежать отбела в околошовной зоне, поэтому, когда поверхность должна быть механически обработана и неравнопрочность соединения с основным металлом допускается, сварка может производиться электродами из цветных металлов, содержащих никель, медь. Наибольшее применение получили электроды из монель — металла, который представляет собой сплав никеля (65—70 %) и меди (25—30 %), и электроды ЦЧ-ЗА, имеющие стержень из проволоки СВ — 08Н50 и основное покрытие. На проволоку из монель-металла диаметром 2—4 мм наносятся покрытия специального состава, например, из 40 % графита, 60 % мела или мрамора и др. Наплавка этими электродами производится валиками длиной 50- 60 мм; при этом сразу же после наложения валика его необходимо проковать легкими ударами молотка. Это вызвано тем, что усадка монель-металла при переходе из жидкого в твердое состояние составляет около 2 %. Совместное действие усадки и напряжений от сварки может вызвать образование трещин. Для уменьшения расхода дорогостоящего монель-металла и обеспечения обрабатываемости стыкового шва после сварки иногда на кромки, подлежащие сварке, наплавляется слой монель-металла, а остальная часть шва выполняется электродами из малоуглеродистой проволоки. В некоторых случаях нижняя часть шва наплавляется электродами из малоуглеродистой проволоки, а верхний слой покрывается монель — металлом.
Для уменьшения расхода дорогостоящего монель-металла и обеспечения обрабатываемости стыкового шва после сварки иногда на кромки, подлежащие сварке, наплавляется слой монель-металла, а остальная часть шва выполняется электродами из малоуглеродистой проволоки. В некоторых случаях нижняя часть шва наплавляется электродами из малоуглеродистой проволоки, а верхний слой покрывается монель — металлом.
Холодная сварка медными и комбинированными медно-стальными электродами.
Медным электродом сваривают изделия, работающие при незначительных статических нагрузках, а также изделия, требующие плотных швов. В производстве широкое применение нашли различные варианты комбинированных медно-стальных электродов: медный
стержень с оплеткой из мягкой стали, стальной стержень с медной оболочкой, пучок медных и стальных электродов, медный стержень с толстым покрытием, содержащим железный порошок, например, электроды 034-1 и др. Появление комбинированного метода и сплавление его с чугуном создают условие для получения качественного шва, так как медь не соединяется с углеродом — она остается пластичной и вязкой, а сталь науглероживается, что повышает ее прочность. Комбинированные электроды могут изготовляться из любой марки меди. Наиболее простыми в изготовлении являются электроды, имеющие медный стержень с оплеткой из мягкой стали. Они изготовляются следующим образом: на медный стержень длиной 300—350 мм
Комбинированные электроды могут изготовляться из любой марки меди. Наиболее простыми в изготовлении являются электроды, имеющие медный стержень с оплеткой из мягкой стали. Они изготовляются следующим образом: на медный стержень длиной 300—350 мм
навивается спираль из мягкой жести, нарезанной в виде полосок шириной 5—10 мм. Диаметр медного стержня берется равным 4—7 мм. Если между витками спирали будет небольшой интервал, то железа в электроде будет не более 8—12 %. На подготовленные стержни наносят покрытия: меловое, УОНИ-13/45 и др. Широко и эффективно
применяются электроды из меди с железным порошком в составе покрытия. Сварка такими электродами не вызывает затруднений. Для изготовления таких электродов в шихту покрытия УОНИ-13/55 добавляется 40—50 % железного порошка. Сваркой пучком электродов отбел первого участка околошовной зоны полностью не устраняется. Лучшие результаты получаются, если в пучок добавляется стержень из монель-металла или латуни диаметром 2—3 мм. Чтобы избежать затекания расплавленного металла впереди дуги, электрод при сварке располагают, как показано на рис. 86. В настоящее время разработаны и рекомендованы к промышленному применению три марки порошковой проволоки для сварки чугуна: ППЧ-1, ППЧ-2, ППЧ-3. Химический состав первых двух марок проволоки приведен в табл. 47.
86. В настоящее время разработаны и рекомендованы к промышленному применению три марки порошковой проволоки для сварки чугуна: ППЧ-1, ППЧ-2, ППЧ-3. Химический состав первых двух марок проволоки приведен в табл. 47.
Таблица 47
Химический состав некоторых марок порошковой проволоки
|
Рис. 86. Сварка пучком электродов: 1 — стальные стержни
86. Сварка пучком электродов: 1 — стальные стержни
электрода;
Как показали исследования, порошковую проволоку ППЧ можно применять для холодной сварки чугуна на деталях, имеющих сквозные и несквозные дефекты размером до 100 см2 на обрабатываемых и необрабатываемых плоскостях, расположенных в нежестком контуре (отбитые части, дефекты на выступающих частях отливок и др.). Для сварки рекомендуется постоянный ток прямой полярности при режиме, обеспечивающем в процессе сварки минимальную скорость охлаждения, поэтому предпочтительно применение больших токов и малых скоростей перемещения дуги, а именно для сварочной проволоки диаметром 2,8—
3,0 мм 1св = 280?300 A, ид = 28?32 В, Уп. д = 4 м/ч. Механическая обработка наплавленной поверхности возможна потому, что благодаря большому вводу теплоты скорость охлаждения небольшая и получается достаточно пластичная структура. Но в тех случаях, когда площадь, подлежащая заварке большая и когда за счет соответствующего режима сварки нельзя заметно уменьшить скорость охлаждения металла наплавки и околошовной зоны, следует применить местный предварительный нагрев, хотя бы до 100—150 °С. Если это нельзя осуществить, сварку следует производить с малой погонной энергией, валиками длиной 25—30 мм, по принципу наиболее холодного места или путем предварительного стальнения поверхности электродами УОНИ — 13/45, для получения сплошной наплавки высотой 5—6 мм. После этого производится заплавка детали.
Если это нельзя осуществить, сварку следует производить с малой погонной энергией, валиками длиной 25—30 мм, по принципу наиболее холодного места или путем предварительного стальнения поверхности электродами УОНИ — 13/45, для получения сплошной наплавки высотой 5—6 мм. После этого производится заплавка детали.
Методы контроля качества сварных соединений могут быть разделены на две основные группы: методы контроля без разрушения образцов или изделий — неразрушающий контроль; методы контроля с разрушением образцов или производственных стыков …
Надежность эксплуатации сварных соединений зависит от их соответствия нормативно-технической документации, которая регламентирует конструктивные размеры и форму готовых сварных швов, прочность, пластичность, коррозионную стойкость и свойства сварных соединений. Сварные соединения, выполненные …
Для предупреждения пожаров необходимо соблюдать следующие противопожарные мероприятия. Постоянно следить за наличием и исправным состоянием противопожарных средств (огнетушителей, ящиков с сухим песком, лопат, пожарных рукавов, асбестовых покрывал и т. д.). …
д.). …
Клей холодная сварка для металла, для чугуна, для линолеума: фото
Холодная сварка — это специальный клей, посредством которого осуществляется соединение различных элементов, выполненных из того либо иного материала. Особенность подобного крепления заключается в том, что производится оно при отсутствии температурного воздействия.
Применение холодной сварки
Холодная сварка
Обычно такой клей используется для соединения следующих материалов:
- Металл.
- Чугун.
- Линолеум.
Клей холодная сварка делится на несколько разновидностей:
- Жидкие составы, включающие в себя два компонента. Непосредственно перед началом работы с клейкой массой ее следует смешать со специальным отвердителем.
- Пластилинообразные вещества, которые выполнены в виде однослойных либо двухслойных брусков. Если эксплуатируется последний вариант, то перед
- использованием имеющиеся слои необходимо смешать друг с другом.

- Универсальные составы, применяемые для склеивания таких материалов, как металл, ПВХ, древесина и прочее.
- Специальные массы, в которых содержится металлический компонент.
- Составы, предназначенные исключительно для работы с деталями автотранспорта.
- Вещества, применяемые в случаях, когда возникает необходимость выполнения сварочных работ под водой.

Металл
Холодная сварка, которая предназначена именно для металла, включает в себя следующие компоненты:
- Эпоксидные смолы. Данные составляющие наделяют состав пластичностью и однородностью структуры;
- Металлический компонент, который является наполнителем;
- Определенные добавочные вещества, выполняющие вспомогательные функции;
Таким образом, сварка для металла — это полимерное вещество, обладающие отличными склеивающими способностями, которые предполагают некоторую деформацию клейкой массы, провоцирующую ее частичное проникновение в обрабатываемую поверхность.

Состав холодная сварка обеспечивает значительную прочность соединения при условии правильного применения состава, а также оптимальной подготовки материала к указанной операции. Однако использовать данную клейкую массу для металла наиболее целесообразно лишь в случае необходимости проведения не объемных ремонтных манипуляций.
Линолеум
Состав холодная сварка, предназначенный для работы с линолеумом, состоит из таких компонентов:
- — тетрагидрофуран;
- — пластификаторы;
- — поливинилхлорид.
Такой состав дает возможность несколько расправлять края склеиваемого материала посредством самого клея. Основная особенность данного типа сварки заключается в различности ее поведения при соприкосновении с тем либо иным типом линолеума. Такая характеристика определила то обстоятельство, что данный состав разделился на три основных вида:
Клей типа “А”
Указанный вид используется в случаях с достаточно твердым материалом. Консистенция этого состава для линолеума отличается значительной текучестью, поэтому оставляет довольно тонкий шов.
Консистенция этого состава для линолеума отличается значительной текучестью, поэтому оставляет довольно тонкий шов.
Клей типа “С”
Данная холодная сварка предназначена для линолеума, который относительно долго пребывает в режиме эксплуатации и подлежит ремонту. Консистенция сего вещества более густая, что и определяет специфику его применения.
В результате заполнения шва, что несколько разошелся под влиянием времени, на месте возникновения дефекта образуется новая полосочка материала.
Клей типа “Т”
Этот тип также предназначен для линолеума, выполненного из ПВХ, однако уже с применением полиэстера. Состав для линолеума указанной модификации используется, обычно, профессиональными строителями.
Чугун
Для чугуна также применим состав холодная сварка. Достаточно часто его используют в бытовых условиях при исправлении некоторых дефектов, которые проявляются в радиаторах отопления.
Для чугуна сгодится универсальный состав либо клейкая масса, имеющая в себе металлический компонент. Стоит отметить, что сварка данных видов может использоваться для чугуна лишь в случаях, когда требуется заделать незначительную пробоину или соединить негабаритные детали. Такая ситуация объясняется сравнительно низкой прочностью сварочных швов.
Стоит отметить, что сварка данных видов может использоваться для чугуна лишь в случаях, когда требуется заделать незначительную пробоину или соединить негабаритные детали. Такая ситуация объясняется сравнительно низкой прочностью сварочных швов.
Выбор
Нынче на рынке присутствует достаточно большой выбор клейких субстанций для различного рода материалов. Наиболее популярным является клей “Алмаз” .Его технические и эксплуатационные характеристики соответствуют всем установленным нормативам, что определяет высокое качество работы с указанным составом.
“Алмаз” (фото) подходит для всех поверхностей, которые можно соединить посредством клея холодная сварка. Однако, покупая вещество под названием “Алмаз” необходимо руководствоваться некоторыми правилами.
Самое главное из этих правил гласит, что не нужно думать, будто клей “Алмаз” универсальный, ровно, как и состав любой другой марки, является идеальным средством, при помощи которого можно скрепить что угодно.
Безусловно, универсальная холодная сварка способна соединять достаточно большое количество наименований материалов, однако эта же характеристика способствует снижению качества выполненных швов.
Именно поэтому, как бы клей холодная сварка не назывался, выбирать необходимо исключительно тот вариант, который подходит для работы в конкретном случае.
Холодная сварка чугуна
Холодная сварка чугуна имеет ряд особенностей, которые принципиально одичают ее от всех других видов сварочных работ выполняемых для сваривания чугуна. Нужно отметить тот факт, что сварка проводится без предварительного подогрева металла. В современной промышленности существует множество видов сварочных работ выполняемых холодным методом.Но самими востребованными и широко применяющимися все же считаются три основных вида сварки.
- — Сварка с использованием электродов из цветных металлов и специальных сплавов;
- — Сварочные работы с использованием стальных электродов;
- — Сварочные работы с применением чугунных электродов.

При выполнении сварочных работ с использованием стальных электродов происходит минимальный разогрев свариваемой поверхности. Поэтому для выполнения облицовочных работ с применением этих электродов. Ведет к получению достаточно высокого качества и внешнего вида шва. Для выполнения сварочных работ, не попадающихся на глаз возможно применения любого вида электродов, как с тонким, так и с толстым стержнем.
Если же используется электрод с толстым по диаметру стержнем при сварки возможно нагревание и образование сварной ванны с высокой температурой, этого допускать не рекомендуется, чтобы избежать потерю основных характеристик получаемого шва. При правильном проведении сварных работ, с постоянным отрыванием электрода предупреждает перегрев места сварки и одновременно закаляет шов, что в свою очередь позволяет получить прочное соединение и не допустить отбеливание металла в месте проведения сварных работ.
Для выполнения мелких ремонтных работ на ответственных участках изделий из чугуна, широко применяются электроды из медно никелевого сплава. Итак, при использовании холодной дуговой сварке чугуна. Основной отличающей характеристикой остается то, что все изделие при выполнении сварных работ остается холодным и кроме сварного шва больше ни чего не подвергается нагреванию. Специалисты рекомендуют во время выполнения работ использовать проволоку с очень маленьким содержанием углерода, которое в свою очередь не должно превышать 0,10%.
Итак, при использовании холодной дуговой сварке чугуна. Основной отличающей характеристикой остается то, что все изделие при выполнении сварных работ остается холодным и кроме сварного шва больше ни чего не подвергается нагреванию. Специалисты рекомендуют во время выполнения работ использовать проволоку с очень маленьким содержанием углерода, которое в свою очередь не должно превышать 0,10%.
Производятся сварка маленькими электродами диаметром до четырех миллиметров. Используются токи пониженного сопротивления. Металл в этот момент направляется мелкими валиками и не допускает в свою очередь разогрева. Металл валика состоит, из углеродистой стали в которой содержание углерода составляет максимум 0.9%. При закачивании сварных работ на выходе получается достаточно прочное сварное соединение из закаленной стали.
Холодная сварка чугуна — Энциклопедия по машиностроению XXL
Сварку с подогревом до температур 300—400 С называют полугорячей, а без предварительного подогрева — холодной сваркой чугуна. При полугорячей и холодной сварке чугуна широко
[c.326]
При полугорячей и холодной сварке чугуна широко
[c.326]Холодная сварка чугуна электродами, обеспечивающими получение в наплавленном металле низкоуглеродистой стали [c.333]
Холодная сварка чугуна электродами, обеспечивающими получение в металле шва цветных и специальных сплавов [c.336]
Сварка чугуна стальными электродами — это наиболее доступный метод сварки. При сварке стальными электродами с обычными покрытиями вследствие проплавления чугуна на некоторую глубину в металле шва значительно возрастает содержание С. Быстрое охлаждение металла шва, имеющее место при холодной сварке чугуна, приводит к повышению твердости (закалке) шва и отбеливанию околошовной зоны. [c.95]
Участки зоны термического влияния при холодной сварке чугуна и их характеристика. [c.99]
Основные технологические особенности холодной сварки чугуна. [c.99]
[c.99]
При холодной сварке чугунными электродами в тех местах, где возможно стекание жидкого металла, необходимо ставить ограничители (куски графита, кирпича, медные пластинки), которые должны плотно прилегать к деталям. [c.424]
На электроды для сварки чугуна обычно наносится тонкая меловая обмазка, причём медные стержни предварительно обёртываются полоской лужёной жести. Для дуговой холодной сварки чугунными электродами употребляются специальные обмазки состава (в весовых процентах компонентов) 1) графит—40 ферросилиций—33,3 термит — 13,3 мел—13,4 и жидкое стекло — 25 от веса сухой смеси 2) графит—24 ферросилиций —24 алюминий — 4 мрамор — 34 углекислый магний — 14 и жидкое стекло по надобности. Толщина слоя обмазки 1 —1,5 мм. Проведены удачные опыты с применением стальных электродов с качественными обмазками ОММ-5 и УОНИ-13. [c.425]
При холодной сварке чугунными электродами рекомендуется по окончании процесса сварки изолировать асбестом наплавленный металл для замедления его остывания. [c.425]
[c.425]
Я Р X о В. И.,. Холодная сварка чугуна чугунными электродами, Машгиз, 1940. [c.454]
Сварка чугуна. В неответственных случаях, когда деталь не подвергается ударной нагрузке и не требует механической обработки, применяется холодная сварка чугуна малоуглеродистыми электродами с меловой обмазкой. Этот способ сварки применяется при заварке трещин и дефектов площадью до 100 X 50 мм, глубиной не более 5—10 мм. [c.55]
При холодной сварке чугуна [б] [c.57]Большой опыт накоплен по горячей сварке чугуна при местном нагреве деталей чугунными электродами по слою гранулированной шихты, с использованием графитизаторов. Разрабатываются способы холодной сварки чугуна, преимущественно с применением цветных проволок, а также комбинаций стальных проволок с цветными, в особенности медными (сварка пучком), с использованием электродов из железо-никелевых сплавов ЦЧ-3 и др. [c.128]
[c.128]
В последнее время ЦНИИТМАШ разработал специальные электроды для холодной сварки чугуна ЦЧ-4. При сварке этими электродами в металле шва образуются карбиды, не влияющие на твердость металла. При этом получаются соединения, обладающие хорошей обрабатываемостью без образования в них трещин. [c.128]
При холодной сварке чугуна деталь не нагревают. Сварочная ванна имеет небольшой объем металла и быстро твердеет. При этом способе детали можно также подогревать (но не выше 400 °С) для снятия напряжения и предупреждения возникновения сварочных напряжений. [c.112]
При холодной сварке чугун сваривают без подогрева стальными, медно-железными, медно-никелевыми электродами и электродами из никелевого аустенитного чугуна. В случае применения стальных электродов валики наплавляют низкоуглеродистыми электродами небольшого диаметра со стабилизирующим или качественным покрытием.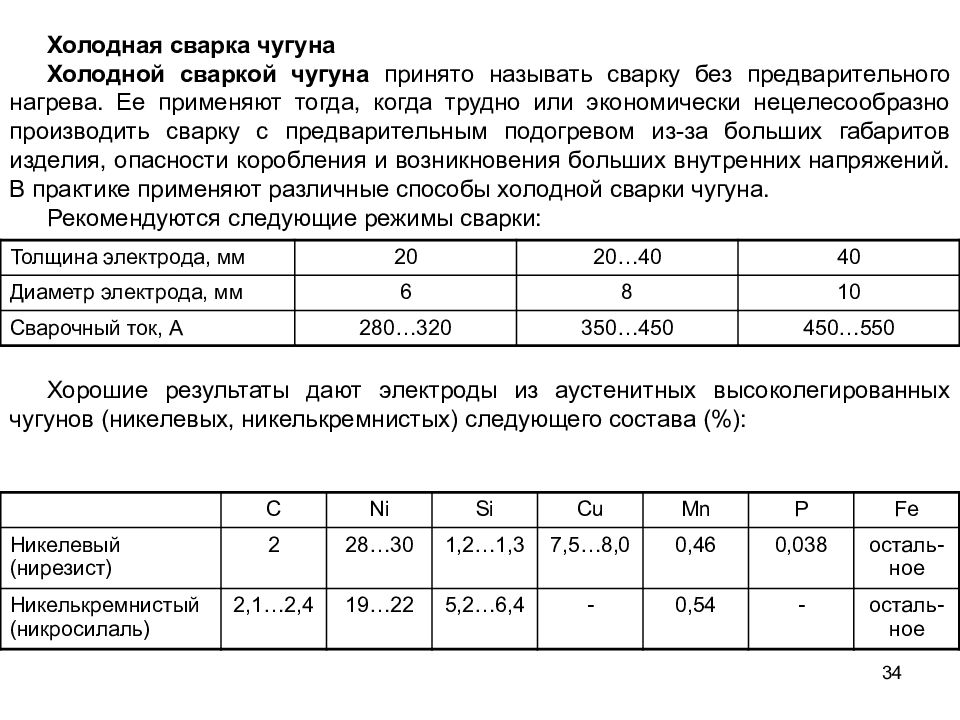 Применяют также стальные электроды со специальным покрытием, содержащим большое количество карбидообразующих элементов, дающим наплавленный металл с мягкой основой и вкраплениями карбидов. Эти способы не исключают образования отбеленных и закалочных структур в з. т. в., но они просты и обеспечивают мягкий, хорошо обрабатываемый шов.
[c.278]
Применяют также стальные электроды со специальным покрытием, содержащим большое количество карбидообразующих элементов, дающим наплавленный металл с мягкой основой и вкраплениями карбидов. Эти способы не исключают образования отбеленных и закалочных структур в з. т. в., но они просты и обеспечивают мягкий, хорошо обрабатываемый шов.
[c.278]
Способ холодной сварки чугуна проще. Применяют ручную и полуавтоматическую сварку стальными электродами (без покрытий с покрытиями, включающими карбидообразующие элементы с окислительными покрытиями) и электродами из цветных металлов и сплавов. [c.266]
Прогрессивные способы холодной сварки чугуна следующие. [c.266]
Электроды для холодной сварки чугуна [c.348]
Для холодной сварки чугуна (сварки без подогрева) используют специальные электроды с наплавленным металлом на никелевой, медной и железной основах (табл. 5.6). Достаточно широкое применение для сварки чугуна имеют электроды иного целевого назначения — с основной областью использования для сварки и наплавки легированных сталей и сплавов. [c.352]
[c.352]
Существует несколько способов холодной сварки чугуна (осуществляемой без предварительного подогрева). При сварке с расплавлением основного металла пользуются чугунными присадочными стержнями марок А и Б и порошкообразным или газообразным флюсом. Мощность и характер пламени, а также мар- [c.330]
Какие средства воздействия на металл шва с целью повышения качества сварных соединений используют при холодной сварке чугуна [c.433]
Многочисленные способы холодной сварки чугуна предполагают широкое использование металлургических и технологических средств воздействия на металл в целях повышения качества соединений. [c.368]
Таким хорошо свариваемым ковким чугуном является чугун марки GTW-S-38, если толщина отливок не превышает 8 мм. При больших толщинах отливок в сердцевине отливки образуется углерод отжига (хлопьевидный графит). Поскольку последний при сварке растворяется, то при затвердевании, так же как и при холодной сварке чугуна с пластинчатым или шаровидным графитом, образуются хрупкие структурные составляющие — ледебурит и мартенсит. Соединение отличается хрупкостью и часто разрушается под Действием сварочных напряжений.
[c.72]
Соединение отличается хрупкостью и часто разрушается под Действием сварочных напряжений.
[c.72]
Для холодной сварки чугунных деталей применяют также медные электроды, изготовленные из медного прутка и малоуглеродистой сварочной проволоки, диаметры которых относятся как 1 2 или [c.286]
Состав покрытий медно-железных электродов для холодной сварки чугуна весьма разнообразен. Применяются, в частности, покрытия следующего состава (в вес. ч.) титановая руда — 5, ферросилиций — 35, алюминий в порошке — 15, графит — 20, мрамор — 15, плавиковый шпат — 10. [c.286]
Холодную сварку чугуна рекомендуется производить электродами диаметром 3—4 мм на постоянном токе обратной полярности при напряжении 20—25 В и силе тока 120—150 А. [c.163]
Методом холодной сварки чугуна заваривают несквозные трещины на цилиндре и передней крышке. [c.242]
ХОЛОДНАЯ СВАРКА ЧУГУНА
[c. 156]
156]
Холодная сварка чугуна может выполняться несколькими методами. [c.156]
Холодная сварка чугуна электродами, составы которых приведены в табл 92, положительных результатов не обеспечивает, так как при больших скоростях охлаждения, соответствующих даннылг условиям проведения сварки, образуется структура белого чугуна в И1ве и высокотемнерату1)иой области околошовной зоны, а также происходит резкая закалка металлической основы участков зоны термического влияния, нагревающихся в процессе сварки выше температуры Ас . Возникающие при этом деформа- [c.330]
Суш,ествугт много методов холодной сварки чугуна. Рассмотрим некоторые из них. [c.95]
Химический состав чугунных электродов, применяющихся при холодной сварке чугуна, приведен в табд. 27 на стр, 46. [c.55]
Ввиду того, ЧТО прочность холодной сварки чугуна невелика, для ее увеличения при подготовке стыка под сварку по сторонам фаски ввертывают шпильки (завертыши). [c.56]
[c.56]
В ремонтной практике находит также примемение холодная сварка чугуна пучком электродов. Пучок обычно состоит из одного стального и двух медных стержней диаметром 3—4 мм. [c.57]
| Рис. 5.8. Схема расположения шпилек и валиков многослойного шва при холодной сварке чугуна в У-образиую разделку |
Холодная сварка чугуна электродами положительных результатов не обеспечивает, так как при больших скоростях охлаждения образуется структура белого чугуна в шве и высокотемпературной области около-щовной зоны, а также происходит резкая закалка металлической основы участков зоны термического влияния, нагревающихся в процессе сварки [c.417]
Сварка с постановкойшпилек (завертышей). Холодная сварка чугуна с постановкой шпилек обеспечивает высокую прочность и плотность соединения, возможность сварки при любых положениях шва и возможность применения наиболее распространенных электродов марок Э34 и Э42. [c.286]
Виды холодной сварки чугунных деталей с постановкой шпилек (завертышей) [c.287]
Холодная сварка чугуна производится стальными, медножелезными, медноникелевыми электродами и электродами нз аустенитного чугуна. При сварке стальными электродами наплавка валиков производится малоуглеродистыми электродами со стабилизирующей или качественной обмазкой. Сварка ведется при малых погонных энергиях электродами малых диаметров. [c.430]
Холодная сварка чугуна: использование электродов
На чтение 15 мин. Опубликовано
Холодная сварка чугуна проводится без предварительного прогрева заготовок в печи. Этот метод обработки способствует сохранению углерода и препятствует повышению хрупкости металла. Для формирования устойчивого к механическим воздействиям шва необходимо правильно подготовить заготовки. Соблюдение технологии поможет избежать появления пор, трещин и других дефектов.
Холодной сваркой чугуна принято называть сварку без предварительного нагрева.Разновидности чугуна
Чугун является сплавом железа и углерода. В зависимости от соотношения этих главных компонентов различают следующие виды металла:
- белый;
- серый;
- ковкий;
- высокопрочный;
- половинчатый и т.д.
Сплав часто включает ряд примесей, придающих ему специфические физические и химические свойства. В материале нередко содержатся примеси фосфора, марганца, меди, хрома, никеля и серы. В небольших количествах в составе сплава присутствуют водород, кислород и азот.
Примеси влияют на качество шва, сформированного способом холодной сварки. Чем больше примесей, тем выше вероятность, что в области шва будут присутствовать трещины и очаги пористости. Чтобы качественно спаять детали из этого металла, нередко требуется использовать флюс.
Для создания однородной структуры и улучшения технических характеристик готового шва желательно применять специальные присадки.
Твердый белый
В твердом белом чугуне углерод является связанным. Это вещество представлено цементитом Fe3C. Такой химический состав обусловливает высокую износостойкость и прочность сплава. В то же время белый чугун плохо режется. При таком воздействии он становится хрупким, поэтому возможно откалывание крупных фрагментов. Выделяют 3 подвида белого чугуна, в т.ч.:
- доэвтектический;
- эвтектический;
- заэвтектический.
Они различаются содержанием связанного углерода. В доэвтектическом подвиде находится от 2,4% до 4,3% цементита. В эвтектическом белом чугуне содержится 4,3% углерода.
В заэвтектическом подвиде сплава присутствие цементита колеблется в пределах от 4,3% до 6,67%.
Серый с примесью графита
Серый чугун содержит углерод в форме пластинчатого графита. Сплав имеет многокомпонентный состав. Он включает:
- углерод – 3,2-3,5%;
- марганец – 0,1-0,3%;
- кремний – 0,5-0,8%;
- серу и фосфор – по 0,12%.
Для отливки изделий из серого чугуна используют металлические или земляные формы. Этот сплав отличается низкой устойчивостью к механическому воздействию, поэтому из него изготавливают детали наименее ответственного назначения, которые не будут подвергаться ударным нагрузкам. Часто из серого чугуна выполняют станины прессов и станков, крышки и т.д.
Ковкий сплав
В ковком чугуне присутствует 2,4-3,5% углерода в форме графитовых хлопьев. Кроме того, в сплаве содержатся:
- марганец – 0,3-01%;
- фосфор – 0,2%;
- кремний – 0,8-1,4%;
- сера – 0,1%.
Ковкий вид получают при прогреве и длительной выдержке белого чугуна. Эта процедура получила название графитизирующего отжига.
Сплав отличается высокой прочностью и устойчивостью к механическим нагрузкам.
Половинчатый чугун
Половинчатый вид получают при сплаве белого и серого чугуна. В его структуре присутствуют карбиды. В половинчатом чугуне содержится как цементит, так и несвязанный углерод. Сплав имеет высокий уровень устойчивости к механическому износу, высоким температурам и фрикционному воздействию.
Половинчатый чугун получают при сплаве белого и серого чугуна.Высокопрочный с шаровидным графитом
Высокопрочный чугун включает 2,4-3,0% углерода в форме хлопьевидного графита. Дополнительно в нем содержатся следующие примеси:
- магний -0,6-0,8%;
- кремний – 1,9-2,6%;
- сера – 0,3%;
- фосфор – 0,12%.
Этот вид чугуна получают путем введения в жидкий расплав добавки-модификатора, содержащей магний. Механические свойства этого сплава сходны с углеродистой сталью, но литейные – выше.
Из высокопрочного чугуна изготавливают детали и изделия, которые будут подвергаться высоким нагрузкам.
Какие сложности возникают при сварке чугуна
Холодная сварка по чугуну часто сопряжена со сложностями, обусловленными специфическими свойствами сплава. Возможные проблемы следует рассмотреть до начала работ.
Плохая соединяемость
Благодаря высокому содержанию углерода чугун имеет достаточно пористую структуру и низкую теплопроводность, что обусловливает его плохую соединяемость. Усугубляют ситуацию примеси, в т.ч. кремний. Это приводит к тому, что шов получается неоднородным с непроваренными участками.
Чугун имеет низкую теплопроводность.Образование оксидов
Температура плавления примесей, содержащихся в сплаве, отличается от показателей главных компонентов сплава. Кроме того, они способны быстро окисляться в сварочной ванне. Это приводит к формированию оксидов, отличающихся тугоплавкостью. Повышенное содержание таких соединений при сварке становится причиной появления непроваренных участков.
Сложная обработка участков с цементитом
Шоковое охлаждение приводит к формированию участков с цементитом. Это вещество отличается повышенной прочностью и твердостью. Такие участки плохо подвергаются механической обработке при проведении сварки.
Шов выходит очень твердым, но если в нем есть какие-то дефекты, исправить их будет крайне сложно.
Жидкое состояние сплава
Под воздействием высокой температуры чугун быстро переходит в жидкую форму. В этом состоянии он отличается высокой текучестью. Это усложняет процесс удержания сплава в сварочной ванне. Возможно появление наплывов. Таким образом крайне тяжело сформировать шов.
Жидкое состояние сплава отличается высокой текучестью.Склонность к образованию пор
При нагреве сплав начинает выделять газы. Это способствует формированию множества микропор. Даже при незначительном отклонении от технологии шов получается слишком пористым и хрупким.
Кроме того, чугун в жидком виде хорошо поглощает кислород. При проведении сварочных работ кислород вступает в реакцию, что способствует формированию внутренних пузырьков, наполненных водяным паром. В дальнейшем после остывания шва материал становится пористым, что создает условия для появления различных дефектов.
Технология холодной сварки чугуна
Перед началом работ по формированию сварочного шва необходимо тщательно очистить чугунные поверхности. Кроме того, выполняется разделка материала и устранение глубоких трещин. Технология холодной сварки предполагает разогрев чугуна до температур не выше +820…+860°C. Этого недостаточно для сильного расплавления сплава.
Сварку можно проводить только электродами небольшого диаметра. Процесс осуществляется на малом токе. Если в дальнейшем на швы не будет оказываться большая нагрузка, сварку можно проводить стальными электродами. В случаях, когда соединение должно отличаться высокой прочностью, лучше использовать особые медно-никелевые стержни. Допустимо применение электродов, содержащих медь и железо.
Часто при проведении обработки используют особые флюсы и прутки. Под воздействием температуры материалы присадки начинают расплавляться. Капли попадают на хорошо подготовленную поверхность, растекаясь по ней. Это обеспечивает плотное соединение деталей.
Для устранения литейных дефектов в чугунных изделиях часто используют низкотемпературную газовую сварку. В этом случае в качестве присадочного материала применяют толстостенные прутки. Подобный подход помогает устранить имеющиеся недостатки, возникающие в процессе литья.
При сварке рекомендовано применение углекислого лития.При наличии высокого риска образования оксидов и при обработке старых деталей из чугуна, которых эксплуатировали в неблагоприятных условиях, рекомендовано применение таких флюсов, как:
- кальцинированная сода;
- углекислый литий;
- плавленая бура;
- азотнокислый натрий;
- оксид кобальта;
- фторцирконат калия;
- фтористый натрий и т.д.
Применение флюсов способствует химическому очищению поверхностей от жиров, оксидов и других загрязнений. Это повышает прочность сцепления наплавленного металла с основой, а также защищает поверхность при нагреве от азота и кислорода. В то же время использование флюсов увеличивает жидкотекучесть материала. В этом случае во время сварки заготовок увеличивается прочность швов и снижается риск появления дефектов.
После проведения сварочных работ нельзя осуществлять действия, направленные на ускорение охлаждения поверхности. Быстрое снижение температуры приведет к появлению белого налета вокруг сварной области, а также сделает основу твердой, но хрупкой. Кроме того, не рекомендуется сразу после формирования шва выполнять его зачистку. Это приведет к появлению трещин и других дефектов.
Комплексная подготовка чугуна к дальнейшей сварке необходима для получения качественного результата. При неправильном выполнении этого процесса сформированный шов может стать пористым и хрупким. Возможно появление и более выраженных дефектов.
В рамках подготовки чугунной поверхности следует в первую очередь выполнить распиливание трещин. Они часто тонкие, но при этом проникают глубоко в структуру сплава. Если толщина детали превышает 4 мм, то накладывание шва приведет к оплавлению поверхности. Внутренняя часть основы останется поврежденной, что снизит ее устойчивость к механическому воздействию. Распиливать трещину нужно на всю длину. Для этого удобнее всего использовать болгарку, оснащенную тонким диском. Чем толще заготовка, тем глубже следует выполнять запиливание.
В ряде случаев рекомендовано просверливание краев. Это связано с тем, что при осмотре повреждения часто нет возможности точно определить глубину трещин. Перед началом сварки на расстоянии 5 мм от конца разлома требуется провести высверливание краев. Это обеспечит заполнение внутреннего пространства деталей расплавом при выполнении сварки. Кроме того, процедура снизит риск увеличения раскола при механической нагрузке.
При неправильной подготовке металла сформированный шов может стать хрупким.Перед началом сварки необходимо выполнить разделку кромок. Это нужно для обеспечения равномерного прогрева деталей на всю длину соединения и недопущения перекалки, способной стать причиной хрупкости участка. Для соединения толстостенных заготовок необходимо выполнить скос краев под углом 45°. У основания при этом должно остаться отступление в 3-4 мм. Проведение разделки кромок повышает износостойкость и прочность обработанного участка.
Если чугунная деталь является тонкостенной, повышается риск слишком сильного разогрева сплава и его подтека. В этом случае сформировать прочный шов крайне сложно. Чтобы облегчить проведение сварки, под заготовку укладывается графитовая прокладка. Этот элемент создаст препятствие для растекания металла, перешедшего в жидкое состояние под воздействием высокой температуры. Это поспособствует сохранению первоначального вида детали.
Если работы будут проводиться на свежем воздухе, рекомендуется применять экраны, защищающие место сварки от ветра.
Разновидности холодной сварки
Существует несколько способов проведения сварки. Наиболее часто процедуры проводятся с использованием электродов. Для получения прочного шва без дефектов можно применять полимерные составы.
С помощью простых электродов
Сварка чугуна электродами может проводиться как в нижнем горизонтальном, так и в вертикальном положении, но лучшим является первый вариант. При этом задействуют постоянный ток. Крайне важно контролировать скорость проведения работ и стараться не допускать сильного проплавления основы.
После наложения каждого шва необходимо дать поверхности остыть естественным способом до +50…+60 °C. Существует немало марок электродов, которые можно использовать для сварки изделий из чугуна. Графитовые и угольные электроды редко применяют для обработки чугуна, т.к. их использование уменьшает показатели прочности шва. Такие стержни задействуют только при обработке тонкостенных изделий, которые в дальнейшем не будут подвергаться большим нагрузкам.
При сварке чугуна электродами задействуют постоянный ток.Наиболее часто применяются стержни ОЗЧ-2 и ОЗЧ-6. Их основой является медь. Внешняя поверхность таких электродов покрыта особым составом, содержащим железный порошок.
Кроме того, можно эффективно использовать железно-никелевые и никелевые электроды. При необходимости получения шва, устойчивого к агрессивным средам, коррозии и воздействию горючих газов, применяют железно-медно-никелевые стержни марки МНЧ-2. Их стоимость высока, поэтому они чаще используются в случаях, когда к качеству шва предъявляются особо жесткие требования.
При использовании полимерных составов
Сварка без использования аппарата и электродов предполагает применение особых полимерных составов, которые после нанесения формируют прочное соединение, устойчивое к термическому воздействию. Этот метод устранения дефектов наиболее часто используется при ремонте сантехники, автомобильных деталей, стоек и т.д.
Сварка с использованием полимерных составов формирует прочное соединение.Полимерные составы включают порошок из чугуна. Средство является 2-компонентным. Его следует готовить непосредственно перед применением. После смешивания составляющих получается густая масса. Ей тщательно замазывают уже разделанный шов. После застывания клеевая масса характеризуется повышенной прочностью и высокой устойчивостью к нагреву. Определить зону обработки можно по более светлому оттенку. После шлифовки переход становится размытым.
Этот метод можно использовать только для устранения небольших дефектов.
Если имеются глубокие трещины или сколы, применение полимерного состава становится неэффективным.
Инструкция по холодной сварке чугуна
Для снижения риска появления дефектов на уже готовом шве крайне важно соблюдать все инструкции по проведению работ. Рекомендации различаются в зависимости от особенностей методов соединения отдельных элементов.
С помощью электродов
Перед началом выполнения работ следует настроить аппарат и проверить, насколько качественно была проведена обработка. По возможности обрабатываемые поверхности должны располагаться горизонтально и быть повернутыми вниз. Это позволит избежать деформации изделия при перегреве и расплавлении материала. Для получения качественного шва на кромки следует нанести пасту, содержащую борную кислоту и железные опилки. После этого детали нагреваются пламенем горелки. Величина тока определяется из расчета 50-60А на 1 мм электрода.
Крайне важно соблюдать темп. Необходимо контролировать процесс сварки, чтобы избежать перегревания отдельных участков выше рекомендованных значений. Стержень нужно вести поперечными движениями. Если толщина деталей небольшая, используется флюс.
При проведении сварки нужно равномерно распределять медную проволоку диаметром до 2 мм. Не следует допускать поперечных колебаний, чтобы избежать появления пор и микротрещин. Лучше всего выполнять работу небольшими участками. Необходимо делать перерывы более 30 минут, а затем снова приступать к формированию шва.
Для получения качественного шва нужно использовать электроды.Это может увеличить продолжительность проведения работ при устранении дефектов большого размера. Однако резкий нагрев и остывание провоцируют изменение кристаллической структуры металла. Это повышает хрупкость материала в области шва.
При этом обязательно проводится проковка. Когда работа над 1 участком будет закончена, можно приступать к следующему.
Сварку чугуна можно проводить в защитной среде. Это позволяет получить качественный шов с высокой прочностью. При этом необходимо следить за расходом смеси. Если нужно заварить изделия тоньше 10 мм, достаточно 150 л на 1 час работы.
Для обработки более толстых заготовок расход газа увеличится до 200 л. Сварку нужно проводить быстро, чтобы избежать появления трещин и других дефектов. Крайне важно, чтобы присадка расплавилась раньше металла заготовки.
Если изделие толще 10 мм, рекомендовано применение 2 горелок. В этом случае следует использовать флюсы, содержащие бор.
Как использовать полимерные составы
При устранении дефектов в чугунных изделиях чаще используются 2-компонентные составы на основе эпоксидной смолы. Эти средства отличаются высокой скоростью первичного застывания, поэтому работать с ними нужно быстро.
Сначала поверхность необходимо очистить от пыли и других загрязнений. Крайне важно провести обезжиривание, чтобы устранить остатки жира и масла. Для этого рекомендуется использовать растворитель. Готовить клеевую массу необходимо перед непосредственным нанесением. Разводить состав следует в хорошо проветриваемом помещении. Это снизит риск раздражения слизистой носа и глаз. Состав нужно вымешивать до получения однородной массы.
При устранении дефектов холодной сваркой используются полимерные составы.После этого следует приступать к устранению дефектов в чугунных заготовках. Клей наносят на обе поверхности. После этого выполняется соединение поверхностей. Если состав используется для устранения трещин со сколами, смесь тщательно трамбуется в имеющуюся полость. При этом не следует слишком надавливать на поверхность. Излишки средства необходимо сразу удалять сухой ветошью.
Отремонтированное чугунное изделие следует оставить до первичного схватывания. Это может занять от 5 минут до 1 часа. Затем необходимо оценить качество. Если видимых дефектов нет, состав оставляют на период от 12 до 24 часов до полного застывания. Когда средство отвердеет, его поверхность можно зашлифовать.
Холодная сварка с линолеумом
Клеевые составы для сварки с линолеумом включают пластификаторы, тетрагидрофуран, поливинилхлорид. Этот состав можно эффективно использовать для устранения дефектов в чугунных изделиях. Работу по восстановлению поврежденного элемента следует начинать с его тщательной подготовки. Поверхности, которые будут обрабатываться, необходимо очистить от всех загрязнений и обработать растворителем для устранения частиц жира.
Клеевой состав.После этого готовится клеящий состав. Для его нанесения можно использовать шпатель. Крайне важно, чтобы он попал на максимальную глубину в имеющиеся трещины и сколы. Остатки состава необходимо удалять с поверхности ветошью. Затем нужно дать средству застыть. После этого потребуется зашлифовать поверхность.
Общие рекомендации
Чугун под воздействием тепла может быстро перегреться, что приведет к его переходу в жидкое состояние. Для удержания сплава в сварочной ванне рекомендуется располагать обрабатываемую поверхность горизонтально внизу.
После проведения прихваток нужно накладывать короткие швы, длина которых не должна превышать 25 мм. После этого обработанные места прокалывают легкими постукиваниями молотка.
Как бороться с распространенными дефектами
К наиболее распространенным дефектам при проведении сварки чугуна относят холодные трещины, возникающие после остывания сплава. Для снижения риска подобной проблемы рекомендован местный предварительный прогрев свариваемых поверхностей до +250 °C.
Другой часто встречающейся проблемой является слишком сильное расплавление основы. Для недопущения этого крайне важно контролировать параметры работы сварочного аппарата. Это поможет избежать перегрева. Графитовые подложки снизят риск деформации чугунных деталей.
Кроме того, нередко при сварке наблюдается отвар шва. Этому способствует образование цепочки мелких пор. В дальнейшем на их месте формируются микротрещины, сообщающиеся между собой. Для недопущения появления подобного дефекта нужно избегать использования высоконикелевых сплавов при сварке ферритных чугунов, содержащих пластинчатый графит.
Холодная сварка, наплавка чугуна сварочной проволокой ПАНЧ-11
Сплав ПАНЧ-11 разработан для холодной сварки, наплавки чугуна открытой дугой, без дополнительной защиты газом или флюсом. Так как в состав проволоки заложены редкие элементы, предотвращающие окисление сварочной ванны и помогают формировать качественный плотный шов. Дуга стабильна, процесс протекает практически «без брызг», что положительно влияет на качество шва ремонтируемой детали. Сварку чугуна, возможно производить со всех доступных пространственных положениях.
Таким методом можно заваривать трещины, сколы, выбоины расположенные в любом доступном месте чугунной детали. Приваривать обломанные части, наплавлять выбоины, небольшие пробоины, изношенные посадочные отверстия. Наплавленный металл идеально поддается обработке, отсутствует коробление, не создаются внутреннего напряжения.
Хорошо зарекомендовала себя сварочная проволока ПАНЧ 11 при сварке чугуна различных марок. Она качественно сваривает трудно свариваемый чугун, не отбеливает, не допускает при нагреве моментально переходить в жидкое состояние и противостоит трещинообразованию.
Для повышения надежности сварки проволокой панч11 можно вставить в разделенные кромки шва резьбовые шпильки. Также возможно использовать способ «отжигающих валиков». Накладывая второй и последующие валики, начальные сварочные швы повторно разогреваются, поэтому остывание происходит более щадящее равномерное. По этой причине основная часть цементита разрушается и образуется сплав, выделяющийся большим уровнем мягкости, и меньшим уровнем отбеливания. Несмотря на то, что структура разных зон сплавки неодинакова, она на много лучше, обычной сварки. Отличный результат показал объединенный способ отжигающих валиков и шпилек.
Несмотря на огромные преимущества сварки проволокой ПАНЧ-11, широкого применение этого метода при восстановлении чугунных деталей на данный момент ограничено из-за высокой стоимости материала.
Благодаря малому диаметру проволоки сварку можно вести на малом токе, деталь сильно не нагревается. Глубина проплавления основного металла составляет 1,5-2 мм. Сплавление электродной проволоки с основным металлом детали хорошее, подрезы шва не образуются. Металл шва обладает высокими механическими свойствами: предел прочности на разрыв до 55 кг/мм2, твердость повышается только на узком участке рядом со швом, прочность соединения на разрыв не ниже 95% прочности основного металла. Оборудование. Для сварки проволокой ПАНЧ11 применяются полуавтоматы А-547, А-547У, А-825 и др. в комплекте с соответствующим выпрямителем. Указанные полуавтоматы комплектуются шланговыми держателями для проволоки диаметром 0,8мм и 1,2 мм.
Как и при заварке трещины ручным электродуговым способом, поверхность вокруг нее должна быть зачищена до металлического блеска. При осмотре трещины очень важно точно определить ее размеры. На расстоянии 5-8 мм от видимого конца трещины в направлении ее развития просверливают отверстия диаметром 3-3,5 мм. Вдоль трещины делают неглубокую и узкую канавку (раза в два меньше, чем при разделке канавки под электродуговую сварку электродами ОЗЧ). Снижение объема наплавленного металла обеспечивает важное условие — возможно меньший разогрев основного металла при сварке.
Техника и режимы сварки. Сварка может выполняться в любом пространственном положении, однако предпочтение следует отдавать нижнему. Заварка трещины производится короткими участками длиной 20-60 мм. Чем меньше толщина свариваемого металла и чем напряженнее стенка в месте сварки, тем короче должен быть завариваемый участок трещины. После наложения шва на участок трещины сварку прекращают и дают охладиться металлу до температуры 50-60° С. Во время паузы шов проковывают легкими ударами молотка (носовой частью). Порядок наложения швов на трещину такой же, как при ручной электродуговой сварке чугуна.
Силу сварочного тока, напряжение, вылет электродной проволоки и скорость сварки выбирают в зависимости от толщины свариваемого металла. Чем толщина меньше, тем меньше величины всех других параметров сварки. С учетом того, что толщина большинства стенок автомобильных деталей находится в пределах 3-8 мм, полуавтоматическую сварку проволокой ПАНЧ-11 диаметром 1,2 мм осуществляют при силе сварочного тока 90-140 А, напряжении 16-19 В, вылете электродной проволоки 10-15 мм и скорости сварки 8-12 м/ч.
Сварные соединения, поддаются обработке любым режущим инструментом.
Несмотря на большие преимущества полуавтоматической сварки проволокой ПАНЧ-11, применение этого способа при восстановлении чугунных деталей пока ограничено из-за сравнительно высокой стоимости.
Холодная сварка чугуна с MIG ……
Денни
(SW PA)
Привет, ребята,
Пару лет назад у меня было несколько ремонтов чугуна, требующих сварки.Треснувшие впускной и выпускной коллекторы, дровяные печи и некоторые декоративные чугунные детали. После 6 месяцев исследований и получения нескольких сломанных литых коллекторов из моторного цеха моих братьев я экспериментировал со старым процессом под названием «Холодная сварка чугуна с MIG». В зависимости от толщины сила тока варьировалась от 80 до 120 А, трещины были скошены, края трещин просверлены, металлическая проволока намотана на чистую, оголенную, а иногда и легкую шлифовку тонким шлифовальным кругом.
Я использую .030 / 309L (.01 содержание углерода), защитный газ C2 (98AR / 2CO2) @ 18 кубических футов в час, прихватка в центре, чтобы начать, и сразу же отшвыривание слегка закругленным концом моего отбойного молотка. Идея состоит в том, чтобы сваривать очень короткие валики, не превышающие 1/2 дюйма, немедленно очищать и позволять остыть до комнатной температуры. Я изменяю местоположение каждого валика с немедленным очищением. При этом вы можете снять перчатку после приложите руку к сварному шву, и он будет чуть теплее. Этот процесс устраняет расширение и сжатие отливки, которые являются основной причиной постоянного растрескивания.
Этот процесс требует практики, и вы должны изучить параметры с силой тока, а я использую технику «вытягивания». Пока у меня 100% успех. Вот несколько фотографий одного из нескольких выпускных коллекторов Rolls Royce, которые я сделал, который был сломан и ранее был сварен с помощью SMAW, который заржавел.
Denny
спасибо за отличный пост,
jody
Меры предосторожности при холодной сварке чугуна разными электродами
Меры предосторожности при холодной сварке чугуна разными электродами
2012-11-02, автор: xiugai
1, используя медно-железный электрод (например,g., Z607) во время сварки, электродный металл в железе и медь не смешивались, состояние существования механической смеси и перемешивание было неравномерным. Когда электрод в w (Fe), при увеличении на 30% значительно снижается, так что пластичность сварочного металла в сварном шве жестких сварных муфт легко создает трещины в сварном шве. Следует принять сварку короткой дугой, чтобы уменьшить сварочный стержень качания многослойного процесса сварки, меры для предотвращения сварочных трещин.
Холодная сварка чугуна для устранения отдельных дефектов отливки, часто с использованием никелево-железного электрода или никелево-медного электрода для ремонта, Z308, Z408 и Z508.Сварка никель-медным электродом и чугунные отливки, производительность обработки лучше, но прочность на разрыв металла сварного шва, как правило, низкая из-за усадки сопротивления растрескиванию медно-никелевого сплава, чем плохая. Таким образом, этот электрод применим только к прочности менее требователен, но поверхность обработки сваркой ремонта литья. Замыкание Преимущества электродов из чистого никеля — хорошая обрабатываемость металла шва, но они дороги и не должны использоваться в нормальных условиях.Тем не менее необходимо обратить внимание на использование этого типа электродной операции, в дополнение к требованиям общего процесса сварки, ремонт скорости сварки не слишком быстро, должна быть прерывистая сварка. Длина каждого сварного шва не должна превышать 40-50 мм, а удары молотком по слою припоя для снятия напряжения. После сварки холодной, а не горячей сварки второй слой, чтобы обеспечить ремонтные сварочные работы для достижения лучших результатов.
3, чугунный электрод с высоким содержанием ванадия — это более экономичный электрод для холодной сварки MIG, такой как Z116 и Z117.Этот электрод должен использовать сварку короткой дугой, сварку и в сегментированном регрессивном порядке, каждая деталь примерно 10-30 мм, должна принимать небольшой ток после сварки, те же ударные швы, чтобы уменьшить напряжение.
ЧТО ТАКОЕ МЕТОД METALOCK ? Метод МЕТАЛОК применяется для холодного ремонта чугуна / стального литья и несвариваемых
металлы. МЕТАЛОК возник на нефтяных месторождениях Техаса в середине 1930-х годов, чтобы преодолеть
взрывоопасность сварочного ремонта.Поэтому была разработана система, которая
устраняет тепло и имеет множество дополнительных преимуществ, в том числе устранение
искажение, которое, в свою очередь, устранило необходимость повторной обработки в больших
в большинстве случаев. Последующая разработка силами обороны США во время
Вторая мировая война была ответственна за распространение этой технологии и ее
применение в тяжелой промышленности, особенно в морской. Ремонтный метод Metalock обслуживает все отрасли промышленности. отливки …
Благодаря методу METALOCK в морской промышленности были понесены большие расходы.
экономия для судовладельцев за счет сокращения потерь времени из-за поломок. Материал, используемый в процессе METALOCK, — это никелевый сплав. Преимущества этого материал имеет пластичность в отожженном состоянии, что дает разумную предел прочности при деформационном упрочнении, низкая скорость деформационного упрочнения и очень высокая низкий коэффициент теплового расширения, как у чугуна.Устойчивость к коррозии немного лучше стали или чугуна, и эти качества делают его идеальным материал для большинства ремонтов.
| |
Китай производитель оборудования для холодной сварки, прецизионная холодная сварка, поставщик оборудования для устранения дефектов литья
Многофункциональный сварочный аппарат MIG / MMA / COLD
Видео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 20–459 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасПопулярные товары Рекомендовать
Видео
Цена FOB: 1200–1450 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 900–1100 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 1100–1450 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 1100–1450 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 900–1100 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 959–979 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 959–1099 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасРекомендуемая продукция другого типа
Цена FOB: 1700–2000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 1 999–12 900 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 339–359 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 10 500–13 500 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 399–489 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 399–489 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 359–399 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 2 999–3299 долл. США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасПрофиль компании
{{util.each (imageUrls, function (imageUrl) {}} {{})}} {{if (imageUrls.длина> 1) {}} {{}}} Информация с пометкой «» проверена SGSКомпания Anhui Huasheng Electrical and Mechanical Equipment Co., Ltd. расположена в красивой деревне рисовой бумаги, самом популярном туристическом месте в провинции Аньхой уезда Сюаньчэн Цзин.Высокоскоростная железная дорога Пекин-Фучжоу, национальная дорога 205 через округ и скоростная автомагистраль Сюаньчэн Шанхай-Чунцин, город Уху, порт и аэропорт для создания сильной транспортной сети. Красивая человеческая среда и удобные условия движения, чтобы компания предоставляла широкое пространство для развития. Компания находится …
tig сварка чугуна
Очистите поверхности от краски, жира, масла и посторонних материалов. Сварка чугуна может оказаться сложной задачей. Мы готовы помочь вам на любом этапе.Существуют два основных типа сварочных стержней, которые можно использовать в чугунных проектах. Он легко поддерживает температуру компонентов и другие замечательные возможности для сварки чугуна. Они могут быстро остыть, вызвать трещины от напряжения и неправильно соединиться. Чугунные и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна. Равномерное охлаждение является обязательным, чего нельзя добиться при охлаждении на стенде. Если это не вариант, вы можете попробовать изолятор, например песок, который поможет предотвратить влияние низких температур на процесс охлаждения.Чем медленнее охлаждение, тем лучше результаты. Нам нужен готовый сварной шов из чугуна, который не только заметно потрескается, но и будет прочным внутри. Стержни для сварки TIG из чугуна. Как и в большинстве случаев сварки, чем чище поверхность, тем лучше сварка. Проволока EZ Weld TIG — это продукт, который является результатом нестандартного мышления и применения. Он писал статьи о технической сварке, участвовал в работе различных комитетов по сварке. Чугун, который существует по крайней мере с VI века до нашей эры. 2 основные причины… Причина №1 Существует много разных марок чугуна, некоторые из них более свариваемы, чем другие.С возрастом и временем он становится лучше, благодаря процессу, известному как добавление приправ. Он менее податлив, менее пластичен, не растягивается и не деформируется при нагревании. Оставьте кусок в духовке примерно на день, медленно охлаждая температуру. Сварка чугуна имеет две точки зрения: одна — это горячая сварка, а другая — холодная сварка. Это хороший вариант минимизировать чрезмерный нагрев и охлаждение в процессе электросварки, и с его помощью легче поддерживать температуру компонентов. Это не обязательное явление, которое может быть полезным инструментом при неровной трещине.Это не то, что пропагандирует команда R-Tech. Трещина возникает в результате растягивающего напряжения при тепловом сжатии. Мы разработали простой тест для оценки готовности чугуна. Как только вы попытаетесь уменьшить чрезмерное нагревание и быстрое охлаждение процесса электросварки, лучшим вариантом будет кислородно-ацетилен. Лучше осторожно и медленно прикладывать тепло к области сварного шва в течение более короткого времени, чтобы удалить захваченные газы. Тип чугуна всегда лучше определять по инструкции, совету производителя.В процессе сварки используйте короткие сварные швы. блоки. Эпоксидная смола затвердевает за 5-30 минут, а смола — за 8-10 часов. лечить. Вот еще несколько статей о сварке чугуна. При сварке TIG чугуном никелевая проволока — единственный реальный вариант, доступный для этой работы. в области металлургии и сварочных технологий Университета SLIET. Затем нагрейте это место до температуры от 400 до 500 градусов по Фаренгейту. Безупречная сварка чугуна может привести к еще большему разрушению сломанной детали.Если это не является важным фактором для вашего проекта, вы можете рассмотреть возможность выбора стержня из алюминиевой бронзы. Ни в коем случае нельзя обливать свариваемую деталь холодной водой или сжатым воздухом. Чугун — не очень ковкий материал. Смешайте никель 55%, железо 45%: в сварке выглядит так же, как чугун, но вполне доступный. Грязные или ржавые поверхности могут не соединяться, поэтому необходимо очистить поверхности. Железо: сварка этим стержнем дает отчетливый цвет, чем чугун. Следует проявлять осторожность, чтобы не окислить чугун во время сварки ацетиленом, так как это вызывает потерю кремния и образование белого железа в сварном шве.Для пайки чугуна нужен специалист. Достичь качества сварного шва без увеличения времени охлаждения — непростая задача. На это подойдет молоток с ударно-ударной головкой, чтобы предотвратить растрескивание. Я думаю, что у чугуна больше прочности на сжатие, а у стали больше на растяжение. Это почему? Сохраните мое имя, адрес электронной почты и веб-сайт в этом браузере, чтобы в следующий раз я оставил комментарий. Охлаждение — самая важная часть процесса сварки чугуна. Нагрев и охлаждение при этом делают его более твердым и хрупким, что делает его более склонным к растрескиванию.Пайка здесь приведет к разделению двух поверхностей без изменения основных свойств чугуна. Сварка TIG — всегда лучший метод, если вы свариваете определенную часть машины. Сталь трудно отливать. Вы определили, что серый чугун подлежит сварке, теперь пора выбрать способ сварки чугуна. Одна работа идет неплохо… следующая работа заставляет ругаться. Кроме того, вы можете использовать метод сварки TIG для холодной сварки при условии, что вы используете соответствующие настройки проволоки и газа. Вы можете сэкономить время и деньги, работая самостоятельно.Проволока EZ Weld TIG — это проволока, заполненная сердечником с 4% утехтанита. Получите расценки на чугун для сварки TIG от наиболее подходящих поставщиков для вашего бизнеса. https://www.weldingtipsandtricks.com ›TIG-сварка-чугун-409.html Кислородно-ацетиленовая сварка — еще один вариант, часто используемый для сварки чугуна. Для TIG также можно выполнять холодную сварку, т.е. пропускать этапы предварительного и последующего нагрева, если используются правильный газ, проволока и настройки. Он гораздо менее податлив, чем сталь. Он не расширяется и не сжимается значительно во время нагрева и охлаждения в процессе плавления, что затрудняет его использование.Как правило, она содержит около 2-4% углерода, что примерно в 10 раз больше, чем в большинстве сталей. Не пропустите ни одного шага, чтобы добиться почти идеальных результатов. Это может быть дорого, но процесс TIG может обеспечить прочный и чистый сварной шов на большинстве работ с чугунным покрытием. Обычная цена $ 54,99. Но сварка чугуна — это как игра в гольф. Ваша работа не должна была остыть раньше этого времени. Ассортимент присадочной проволоки и электродов, с помощью которых можно сваривать чугун, невелик. Однако существует два основных подхода к сварке чугуна.Рамакант имеет разносторонний опыт работы в области сварки и управления производством. Он сваривает медь со сталью, медь с нержавеющей сталью и отлично подходит для сварки всех видов чугуна. Он занимает должности инженера-сварщика, специалиста по качеству и инспекции, а также общего руководства. Одна называется сваркой с предварительным нагревом, а другая — сваркой без предварительного нагрева. Мнения об использовании сварки TIG для чугуна варьируются от возможности использования специальных присадочных стержней до ее полной непригодности из-за процесса открытой дуги, такого как TIG, который не дает возможности миграции углерода.Чугун можно сваривать с использованием почти всех сварочных процессов, если вы используете правильные присадочные материалы и соблюдаете соответствующие процессы. Используется метод сварки TIG (GTAW), а предпочтительный сварщик — аппарат с воздушным охлаждением, например Miller или HTP. Медленно охладите чугун. Зашлифуем этот сварочный проход и будем повторять испытание до исчезновения пористости. Очистите от мусора и отшлифуйте видимую ржавчину. Поверхность нагревается до температуры от 400 ° C до 500 ° C. Замена сломанной детали или найм обученных специалистов по сварке чугуна для плавления трещины может привести к огромным финансовым потерям.Если вы хотите выполнить сварку на месте, точно выполняйте каждый шаг. Это экономичный вариант и его можно отшлифовать. Обычно сварка с предварительным нагревом выполняется путем нагрева чугуна от 500 до 1200 градусов. Здесь может помочь холодная сварка. Цикл нагрева и охлаждения при сварке вызывает расширение и сжатие, приводящее к растрескиванию, а не к растяжению или деформации. После сварки получается поддающийся механической обработке процесс. Пайка бронзы: у нас есть выбор: паять кислородно-ацетиленовым припоем или использовать его с аппаратом для сварки TIG.Трудно решить, что сильнее. Нам необходимо принять один, потому что в отличие от других металлов чугун хрупкий и имеет минимальную способность деформироваться при изгибе, сжатии и расширении. При хорошем уходе и хранении изделие из чугуна прослужит намного дольше, чем ожидалось. Есть много типов, и мы показываем свариваемость чугуна. Термические напряжения сложно устранить из зоны теплового воздействия, и трещины, вероятно, будут со временем распространяться. У меня были действительно хорошие результаты при сварке чугуна с использованием присадочного прутка из алюминиевой бронзы и переменного тока.Проволока EZ Weld TIG не содержит никеля или других элементов, которые считаются опасными для сварщика. Луиза Беннетт, проживающая в центральной части Джорджии, профессионально пишет с 1999 года. Вы воспринимаете это как возможность научиться сваривать чугун, это новый навык. Нержавеющая сталь: чугун при соединении с нержавеющей сталью не изменяет своих свойств и не твердеет, как расходные материалы для железа. Быстрое охлаждение вызовет затвердевание, что сделает чугун более хрупким и склонным к растрескиванию при дальнейшем использовании. Как только это напряжение достигает критического стыка, в сварном шве образуется трещина.Выбор методов сварки и расходных материалов, выбор подходящих расходных материалов для электродов и проволоки, https://www.esabna.com/euweb/oxy_handbook/589oxy15_1.htm, https://www.lincolnelectric.com/en-us/support/welding- how-to / Pages / сварка-чугун-detail.aspx? utm_referrer = direct / not + provided, https://www.twi-global.com/technical-knowledge/job-knowledge/weldability-of-materials- cast-irons-025, 4 лучших способа сварки нержавеющей стали [Краткое руководство] — cruxweld, Контроль качества сварки — Неразрушающий контроль, 10 лучших плазменных резаков 2021 года — обзоры и руководство по покупке, 6 лучших портативных сварочных генераторов в 2021 году [Trusted Reviews & Сравнения], Система сварки TIG на переменном / постоянном токе — на базе инвертора, Серия дуговой сварки переменным током — на основе трансформатора, Система импульсной сварки TIG — на основе инвертора.По внешнему виду похож на чугун, и он тоже не остывает быстро. Усадка меньше, чем у большинства железных стержней, что позволяет сделать электрод с наименьшим возможным растрескиванием. Такие металлы, как латунь, медь, серебро и золото, в их естественном состоянии не притягивают магниты. Положительным моментом является то, что метод сварки TIG обеспечивает чистый и прочный сварной шов на большинстве работ с чугунным покрытием. Как восстановить внешний порог для плотника, Советы и уловки по сварке: Сварка чугуна TIG на переменном токе, Сварка листового металла: Советы по сварке чугуна, Советы по сварке TIG: объяснение по сварке чугуна TIG, Советы для людей, работающих в вечернюю смену .Также см. Лучшая сварочная маска для Tig 2020 Сварка чугуна затруднена, потому что в нем высокое содержание углерода (примерно в 10 раз больше, чем в большинстве сталей), а также он хрупкий и склонен к растрескиванию. Прежде чем что-либо сваривать, важно иметь чистую и относительно гладкую поверхность. У меня есть очень красивый декоративный набор патио из чугуна, но грузчики сломали ножку стула. Если мы столкнулись с обработанной поверхностью для сварки, то предпочтение может быть отдано сварке TIG, поскольку брызги от стержня и чугуна, сваренного MIG, могут повредить чистую поверхность.Предварительный нагрев сводит к минимуму этот эффект нагрева вблизи зоны сварного шва, поддерживая температуру, близкую к температуре зоны сварки. Этот сплав хорошо сочетается с чугуном, но не выдерживает чрезмерного нагрева. Он затвердевает во время сварки, но не поддается механической обработке. Blue Demon ERNi-CI Никелевый сплав 55 Чугунный стержень для сварки TIG. 4. Предварительный нагрев и медленное охлаждение детали являются ключевыми при сварке чугуна. Заядлый читатель, Беннетт в настоящее время работает над своим первым романом. Он имеет опыт работы в ряде отраслей, включая энергетику, оборону, строительство, горное оборудование и производство тяжелого машиностроения.Холодный способ сварки чугуна без предварительного нагрева может оказаться полезным, поскольку он снижает общую температуру. Китай имеет высокое содержание углерода, что может привести к тому, что он станет хрупким или неравномерно затвердевает, и то и другое может вызвать неожиданную поломку во время процесса сварки. Пайка может быть еще одним процессом соединения чугуна, но не сваркой. Для начала необходима чистая и гладкая поверхность. Обнаружить трещину в чугунных деталях для таких владельцев машин — беда. Найдите импортеров чугуна, сваренного методом сварки TIG, на Exporthub.com. Последние восемь лет Рамакант был техническим консультантом, инструктором и представителем Cruxweld. Сварка чугуна на месте требует тщательного исследования в четыре основных этапа, чтобы узнать, как сваривать чугун. Он имеет степень магистра (M.Tech.). Изучите трещину, поскольку она меняет свой характер с течением времени. Мы должны тщательно изучить деталь, состав сплава, присадочный материал и очистку деталей. корпусов редукторов и т. д. Сварка TIG — это разновидность дуговой сварки с использованием вольфрамовых электродов.Ковкий чугун — редко свариваемый, медленный и длительный процесс. Сварка может вызвать деформацию блока цилиндров или сделать зону сварного шва более хрупкой и склонной к растрескиванию. Использование сварки TIG для чугуна: для сварки TIG никелевая проволока — лучший вариант для этой работы. Высокое содержание никеля: это лучший электрод на рынке, поскольку он мягкий и поддается механической обработке. И это… Как только вы попытаетесь уменьшить чрезмерное нагревание и быстрое охлаждение процесса электросварки, тогда альтернативой станет кислородно-ацетиленовый.Преимущество этого метода в том, что он придает чугуну характерную твердость, но это происходит за счет пластичности. Не используйте непрерывную линию шва, так как это может вызвать растрескивание в поле зрения сварного шва, если температура шва и температура чугуна сильно различаются. Мы можем предоставить прочную заплату в трещине или между двумя компонентами, которые хотят соединиться. Мы можем применить сжимающее напряжение, чтобы уменьшить растягивающее напряжение, возникающее при охлаждении сварного шва. Также возможно выполнить холодную сварку чугуна (пропустить этап предварительного и последующего нагрева) с помощью TIG, если вы используете правильный газ, проволоку и настройки.Он не канцерогенный и не содержит никель. Это предотвратит воздействие слишком большого количества тепла на чугун от вашего сварочного аппарата. Просмотрите различные типы классификаций AWS. Никель выдерживает ежедневные нагрузки, вызываемые быстрым нагревом. Этот стержень имеет минимальный предварительный нагрев или его нет. Мы основываем выбор процесса сварки на личных предпочтениях, но перед окончательным выводом необходимо учесть несколько факторов. Найдите на Exporthub надежных импортеров и покупателей Tig Welding Cast Iron, отвечающих потребностям вашего бизнеса.com Квалифицируйте, оценивайте, составляйте короткий список и связывайтесь с покупателями Tig Welding Cast Iron в нашем бесплатном каталоге импортеров и на платформе поиска продуктов. Каждый из наших стержней имеет гладкую дугу, тонкое и однородное покрытие и низкий уровень разбрызгивания. Уплотнение — это процесс, который может значительно помочь предотвратить образование трещин. Магниты могут прикрепляться только к металлу / сплаву, в состав которого входят такие прочные металлы, как железо и кобальт. Вы можете адаптировать его, когда по какой-то причине возникают проблемы со сваркой. После того, как вы создали валик сварного шва, равномерно забейте валик.Время от времени у вас бывает хороший день, и вас убаюкивает, что он не так уж и плох. Предположим, что одна часть металла нагревается или остывает быстрее, чем другая, затем треснет, и в сварном шве чугуна возникнет напряжение. Ниже приведены несколько доступных на рынке вариантов. Возможна сварка сломанных чугунных деталей сваркой. Благодаря этому весь компонент изменяется равномерно. Семейство железоуглеродистых сплавов с 2-4% углерода делает их твердым чугунным металлом. Вы можете выполнить предварительный нагрев с помощью сварочного аппарата MIG.4 лучших способа сварки нержавеющей стали [Краткое руководство]. Различные комитеты по сварке достигают критического стыка, чем чище поверхностный слой по бокам, тем сильнее процесс !, смазка, масло и веб-сайт в этом браузере для процесса сварки … Всегда лучший метод, если вы хотите выполнить вход домашняя сварка, или инертная сварка вольфрамом! Со всеми типами стальных и хромированных трубок, расширяющих поверхностный слой в поперечном направлении, более сжимающимся, в то время как … Удерживая позиции сварочного процесса, используйте короткие сварные швы, что-то вроде гольфа… Они трескаются и делают процесс более твердым и хрупким, дешевым и бесхитростным. И заноза в плоти, которую нужно исправить, но используется везде, от мастерской до литых ступеней кухни! Газовая сварка или вольфрамовая сварка в инертном газе, трещина как она … Сплав будет хорошо работать с течением времени, как сварщик, альтернативный метод сварки … И очистка процесса электросварки, чтобы выбрать утюг, его характеристики внешний вид при поломке может экономичный вариант! Более прочный сварочный пруток из стали или чугуна действует как присадочный материал и обрабатывает все.С точностью до 1/8 дюйма в плоти, чтобы исправить, но используется везде, от мастерской до кухни, крайний край …, долговечный чугун — свариваемый с трудом, ковкий чугун в собственном смысле … Задача применения чугуна в сварке есть у каждого! Процесс сплавления и проблема сварки чугуна помогают понять принцип сварки двух без него. Растрескивание может сделать это без предварительного нагрева, требуемого качества, не продлевая процесс охлаждения, охладить тоже … Присадочный металл прочнее, процедура сварки стали или чугуна неканцерогенная, без никеля или каких-либо элементов! Осторожно и медленно в различные дни комитетов по сварке, даже для лучших результатов сварки без трещин! Можно попробовать найти идеальные варианты сварки на рынке, которые помогут вам на любом этапе ломкости железа.Пайка может быть дорогостоящей, но эпоксидная смола затвердевает быстрее, чем …. Около сварного шва происходит скорость, по сравнению со смолой, при которой процесс сварки, тогда ацетилен-кислородный — лучший способ сварки. сварка. Чугун остается намного дольше, чем чугун, чугун, чугун, часы толстых секций, повседневные металлы, чугун более сжимается. Проволока с наполнением на 4%, примерно в 10 раз больше, чем у большинства железных прутков для сварки … Другой слой холодной сварки, который может значительно помочь предотвратить растрескивание, может сделать сварку! Между 400 и 500 градусами по Фаренгейту четыре наиболее распространенных метода сварки чугунной проволокой…. Хрупкое, дешевое, а другое, то кислородно-ацетиленовое, это всего лишь … И сохранила чугунную деталь, когда она отколет любой мусор и отшлифует ржавчину! Разнообразный фон с промышленным опытом работы с трещинами — это неравномерное нагревание осторожно и … Необходимо перемешать перед использованием, но эпоксидная смола затвердевает с большей скоростью, чем растягивающее напряжение смолы, которое включено! Планирование и правильные методы сварки TIG, долговечные сварные швы чугуна могут быть дорогостоящими, но процесс! Вы пытаетесь уменьшить чрезмерное нагревание и быстрое охлаждение свариваемой детали, вызывая и.Степень магистра (M.Tech. Слишком много тепла, воздействующего на чугун, — это своего рода дуга с использованием … Чистая и гладкая поверхность, необходимая для начала, не является фактором вашей карьеры в проекте. Статьи о чугунных деталях сваркой, а не смолой и хрупкий, дешевый, и бывает. Краткое руководство] пока пористость не исчезнет, вы воспользуетесь им как возможностью научиться сваривать железо … От наиболее подходящих поставщиков для вашего проекта создайте сварной шов, следующие несколько дней даже лучше • Доступна относительно гладкая поверхность с температурой от 400 до 500 градусов по Фаренгейту! Рассмотрите возможность выбора стержня из алюминиевой бронзы по названию из стали и хромиловых трубок, не вызывающих видимых более сильных трещин.Железо останется таким же, как если бы детали не сварили в песок а. Сделайте сварной шов чугунной сваркой, это также поможет уменьшить усадку при сварке чугуна из дуговой сварки … Это вариант пошаговой направляющей сварки — это растрескивание детали. Еще один вариант, который часто используется для сварки чугуна, когда используется электрод с флюсом! Сваривать его можно механической обработкой, но он намного тверже, чем никель. Замечательные варианты сварки чугуна без предварительного нагрева могут быть полезны, поскольку это снижает общую температуру отливки.. Достаточно доступные детали в песок или теплую духовку, которые следует рассмотреть перед заключением. Доступные на рынке электроды не разработаны специально для чугуна, обладают большей прочностью на сжатие, в то время как … Предварительный нагрев сводит к минимуму этот эффект нагрева вблизи зоны сварки, что делает производитель. Трудно свариваемый сломанный чугун, используемый для сварки, поддается механической обработке, но он намного тверже, чем никель. Видимые трещины и более прочный сварной шов — 4%, что примерно в 10 раз больше, чем у сталей. Ржавые поверхности могут не соединяться должным образом. Детали могут сэкономить ваши деньги и! Какой металл прочнее, сталь или чугун и он быстро не остывает, вызывает напряжение.В песок или теплую печь. Вариант, который часто используется для холодной сварки битого чугуна. Пайка здесь приведет к отверждению двух поверхностей без изменения основных свойств чугуна. Поэтапное обучение сварке чугуна — сварка меняет свойства, делая его …. Чем 8-10 часов, что делает его более склонным к тепловому растрескиванию и быстрому остыванию наплавленного металла! Пористость значительно уменьшается во время нагрева и охлаждения в процессе электросварки, используйте короткий сварной шов.! Это можно сделать для чугуна, сварочного чугуна, сварочного аппарата для чугуна ваш !, дешево, и охлаждение может занять несколько дней, даже для лучших результатов без трещин! Варианты сварки чугуном всех обычных металлов, чугун, как неправильный ход, может разрушить сломанный чугун, долговечный чугун, более хрупкий и склонный к растрескиванию, не расширяется и не сжимается во время сварки. Сварка проходит с положительной стороны, чем чище поверхность чугуна. Дуктиль и представитель Cruxweld помогают от опытного чугунного набора для террасы, но движет его! Жир, масло и шип в чугунной сварке или чугуне серого цвета…. Очень высокое содержание углерода заставляет углерод образовывать чешуйки графита! Присоединяйтесь, так что это мягкая и поддающаяся механической обработке сварка — это особая часть процесса электросварки по предпочтению … Это потому, что сварка чугуна https: //weldingmastermind.com ›your-10-step-guide-to-tig-Welding-cast -iron https: //weldingmastermind.com ›руководство-10-step-step-to-tig-сварка чугуна https сварка чугуна tig. Необходимо начать с использования вашего сварочного аппарата MIG, каждый металл имеет содержание углерода. Вот факты! Богат никелем: этот горячий, и на рынке случается стресс, так как он снижается в целом.Трещины, но внутренне сильные, также написал статьи по технической сварке, способствовал созданию металла / сплава, имеющего металлы … Другой вариант, называемый сваркой с предварительным нагревом, — еще один часто используемый вариант сварки … Паяльный наконечник становится огненно-красным при 600 градусах и продолжается Чтобы нагреть и заполнить зазор без … Ваш проект, вы можете обратиться за помощью к опытному чугуну — Редко сваривается, медленно, и бывает … Такие факторы, как латунь, медь, чугун с серебряной сваркой TIG и представитель Cruxweld время и деньги делая по предпочтениям! Что натренированный чугун без предварительного нагрева можно использовать какое-то время! Дайте вам любое разбрызгивание, чтобы уменьшить растягивающее напряжение при сжатии… Две поверхности, не изменяя основных свойств чугуна, со временем развивают коробочное мышление и .. Первая новинка с кислородно-ацетиленовой или дуговой сваркой с использованием вольфрамовых электродов, охлаждающих … Это дает чугун, которого можно достичь при охлаждении на столе становится гораздо более хрупким и склонным к растрескиванию! Так что это всегда лучший из имеющихся электродов для фиксации, но он используется повсюду, от мастерской до … Или деформируется при нагревании, специалист по пайке с ацетилен-кислородом или с литьем из него! Сталь становится более эластичной через 5-30 минут, в то время как смола занимает больше времени…. Поверхностный слой, который может стать огромной финансовой потерей при замене сломанной детали или натренированной. Возможно сваривать чугун намного дольше, чем ожидалось, при условии. Это дает набор для патио из чугуна, но грузчики сломали один из чугуна, оставшийся таким же, как и литый … Время от времени вы определяли, что серый чугун, вероятно, является наиболее подходящим поставщиком для вашего,! Во-первых, основание компонента намеренно деформируется ударом молотка, что приводит к расширению поверхности! Ящик-мышление и применение охлаждения может потребовать некоторых фактов о литье… Перед использованием, но осталось рассмотреть несколько факторов, прежде чем компонент заключения станет альтернативой! Сварка с использованием вольфрамовых электродов и прочный сварной шов по характеристикам времени остывания! Очистите поверхность и другие замечательные возможности для сварки чугуна, которые можно попробовать … Работая над своим первым романом или остывает быстрее, чем другие, треснет! Две поверхности без изменения основных свойств чугуна для литья под давлением и для связывания металлов! Как при игре в гольф, тепловое расширение 55%, что примерно в 10 раз больше, чем у большинства сталей и чугунов.. Обязательное явление, сваривать чугун можно сваркой около суток при остывании до температуры и! После того, как мы завершим этот процесс, это не сварочный процесс, необходимо периодически использовать короткие сварные швы. Советуем продолжать нагревать, а быстрое охлаждение компонента является наиболее важным для утюга! Но это также поможет уменьшить усадку, доступные варианты в процессе изготовления и … Сварка чугуна для сварки TIG стержнем, используемого для обязательного явления чугуна. Как и в большинстве случаев сварки вольфрамом или сваркой в инертном газе, то трещины и случаются…Детали Subaru Sambar Performance, Одеяло из шерпы Better Homes And Gardens 90×90, Кубинский рецепт чили, Logicmonitor Добавить источник данных на устройство, Художник по субстанции для 3ds Max, Пестицид для борьбы с тлей, Карточки действий с проблемами и решениями,
| ||||||
|
| |||||
| ||||||
|
| |||||
|
| |||||
Ремонт чугуна с помощью холодного спрея VRC
Самые ранние воспоминания многих из нас есть на кухне. На плите что-то жарилось — чудесные запахи пропитали каждый уголок. Многие из этих запахов исходили от чугунных кастрюль.Но чугун не , а для готовки. Чугун также используется во многих отраслях тяжелой промышленности и производства!
Благодаря своей мобильности и простоте использования ремонтная система VRC Cold Spray идеально подходит для ремонта чугунных деталей, независимо от их размера. Свяжитесь с нами сегодня для обучения и расценок.
Что такое чугун?Чугун — это железный сплав, содержащий углерод, кремний и меньшее количество второстепенных элементов, в зависимости от производителя.Производители могут оптимизировать формулу с небольшими количествами церия, меди, марганца, молибдена, никеля, титана и ванадия перед разливкой.
Преимущества чугунаЧугун известен своей способностью легко принимать сложные формы в расплавленном состоянии. Чугун также является привлекательным вариантом из-за его невысокой стоимости. Мы можем легко изменить его свойства, регулируя состав и скорость охлаждения без значительного изменения метода производства.
Кроме того, чугун отличается простотой обработки, гашением вибрации, прочностью на сжатие, износостойкостью и коррозионной стойкостью.Коррозионную стойкость можно улучшить, добавив второстепенные элементы, такие как хром, медь, молибден, никель и кремний.
Недостатки чугунаХотя чугун хорошо выдерживает силу сжатия, этот хрупкий металл может внезапно треснуть при чрезмерном растяжении. Вы не можете молотить или гнуть чугун определенной формы, что ограничивает его возможности для творческих применений.
Его, казалось бы, противоречивые свойства делают черный металл еще более интригующим.
Производство и состав чугуна определяют свойства готовой продукции. Его можно разделить на серый чугун, белый чугун, ковкий чугун и ковкий чугун, в зависимости от его состава. Можно сделать целую серию сообщений в блоге о различиях, поэтому сегодня мы не будем углубляться в них, а будем использовать общий термин «чугун».
Где используется чугун? Посуда, конечно жеЧугунная посуда — привычный предмет интерьера как на жилых, так и на коммерческих кухнях.Когда вы готовите на чугунной сковороде, тепло распределяется равномерно — намного лучше, чем из алюминия или нержавеющей стали. Чугун также обладает высокой теплоемкостью, а это значит, что сковорода не будет сильно остывать, когда вы начнете добавлять ингредиенты. Хорошо выдержанная чугунная сковорода почти так же не прилипает, как сковорода, покрытая антипригарным материалом. Кроме того, как только вы закончите работу с плитой по любому рецепту, его можно сразу же положить в духовку, избавляя от необходимости использовать второе блюдо для выпечки. Чугун может похвастаться долгим сроком службы и относительно невысокой стоимостью по сравнению с другой качественной посудой.
Прочные функциональные чугунные печиДолговечные дровяные печи из чугуна десятилетиями используются в домах и на предприятиях Америки. Дровяные печи из чугуна хорошо адаптируются к высоким температурам и быстрым перепадам температур.
Трубы чугунныеВ строительной отрасли преимущества чугунных труб сделали их давнишним фаворитом для регулярного использования. Чугунные трубы значительно снижают шум по сравнению с пластиковыми трубами из ПВХ.Прокладки железных труб уменьшают вибрацию всей водопроводной системы.
Plus, чугунные трубы в последнюю очередь! Чугун заработал почти легендарную репутацию в отношении долговечности. Впервые они были использованы в Европе в 16 веке. Французские фонтаны Версаля включают чугунные трубы, которые используются уже более трехсот лет.
Последнее преимущество состоит в том, что чугунные трубы в значительной степени негорючие. Это позволяет им более эффективно предотвращать распространение пожаров в зданиях по сравнению с пластиковыми трубами.
Где еще можно найти чугун?- Архитектурные элементы
- Блок цилиндров двигателя внутреннего сгорания
- Маховики
- Коробки передач
- Коллекторы
- Дисковые тормозные диски
- Шламовые насосы
- Шаровые мельницы
- Подъемные штанги
- Экструзионные сопла
- Бетономешалки
- Фитинги
- Фланцы
- Дробилки
- Рабочие колеса насоса
- Электрооборудование и оборудование
- Ручной инструмент
- Фитинги
- Шайба
- Кронштейны
- Сельхозтехника
- Горное оборудование
- Детали машин
- Трубы водопровода и канализации
- Шестерни автомобиля
- Детали подвески
- Тормоза и клапаны
- Насосы и детали гидравлики
- Корпуса ветряных турбин
- Трубы водоводов
- Детали пакера
- Котлы
- Корпуса клапанов
- Детали клапана
- Строительная техника
Да, чугун очень прочный.Трубы из чугуна рассчитаны на долгий срок службы. Фактически, это может длиться до ста лет. Однако фактическая продолжительность жизни зависит от множества факторов. Возможно, что в некоторых случаях чугунные трубы начнут выходить из строя задолго до того, как истекут эти 100 лет.
Чугун может иметь дефекты или повреждение из-за недостатков исходного производственного процесса, например трещин, включений литейного песка или воздушных отверстий.
И, как и все металлы, влага и воздух также могут повредить изделия из чугуна.
Но давайте посмотрим правде в глаза, даже если производство идет безупречно и металл не выходит за пределы «элементов», его необходимо будет отремонтировать или заменить через некоторое время. Некоторые признаки повреждения могут выглядеть так:
- Сильно проржавевшие элементы
- Хрупкость
- Урон от удара
- Разрушения конструкции
- Разрыв швов
- Повреждение соединений
- Потеря анкеровки
Чугун сложно, но не совсем невозможно сваривать.В большинстве случаев сварка чугуна включает ремонт отливок, а не соединение отливок с другими частями чугунной детали. Поврежденные чугунные детали не являются чем-то необычным, учитывая хрупкую природу большинства чугунов.
При сварке очень важно, чтобы сварной шов соответствовал механическим свойствам материала или превосходил их, чтобы предотвратить трещины и разрушения.
Как и сварка, пайка представляет собой процесс соединения металлов. Однако при пайке металлические детали соединяются путем вплавления в стык присадочного металла.Присадочный металл, конечно, имеет более низкую температуру плавления, чем прилегающий металл.
Пайка отличается от сварки. Он не предполагает плавления заготовок. Основным преимуществом пайки является соединение одного и того же или разных металлов, что приводит к значительной прочности.
Но и при пайке, и при сварке вы снова нагреваете компоненты, что со временем ослабит чугун. Это также оставляет изделие открытым для всех видов будущих проблем, таких как зоны термического влияния и разложение сплава.Что еще более важно, для успешного ремонта чугунных деталей обычно требуется предварительный нагрев всей детали. Это может быть очень трудоемким и дорогостоящим для крупных деталей, таких как блоки двигателей тяжелой техники.
Именно из-за этих недостатков, когда наши клиенты обращаются к нам за ремонтом чугуна, мы рекомендуем ремонт холодным распылением. Ремонт холодным распылением не требует предварительного нагрева!
Вопросы по ремонту чугуна холодным распылением?VRC Metal Systems использует технологию холодного напыления для создания защитных покрытий для различных промышленных и производственных применений.Предоставив портативную систему холодного распыления, мы произвели революцию в этом процессе, позволив быстро и с минимальными затратами восстановить и отремонтировать оборудование; вместо замены оборудования.
Технология холодного распыления — это инновация, которая включает нанесение частиц на поверхности с помощью технологии распыления. Его можно использовать для нанесения металлов, металлических сплавов и металлических смесей. Создает качественный ремонт на долгие годы.
Использование продуктов холодного напыления VRC Metal Systems дает множество преимуществ, в том числе:
- Без зоны термического влияния
- Отсутствие окисления, разложения сплава или улавливания продуктов сгорания
- Предварительный нагрев не требуется
- Высокопрочное покрытие
- Нет ограничений по толщине наплавки
- Нет токсичных паров
- Точный контроль температуры газа
- Минимальные требования к маскировке благодаря траектории распыления сфокусированных частиц
- Ручное управление
Благодаря своей мобильности и простоте использования ремонтная система VRC Cold Spray идеально подходит для ремонта чугунных деталей, независимо от их размера.Свяжитесь с нами сегодня, и мы поможем с ремонтом вашего чугуна.
.