принцип работы аргонной сварки, аргонодуговая сварка и другие виды. Как варить новичку? Сварка бронзы, черного металла и других материалов
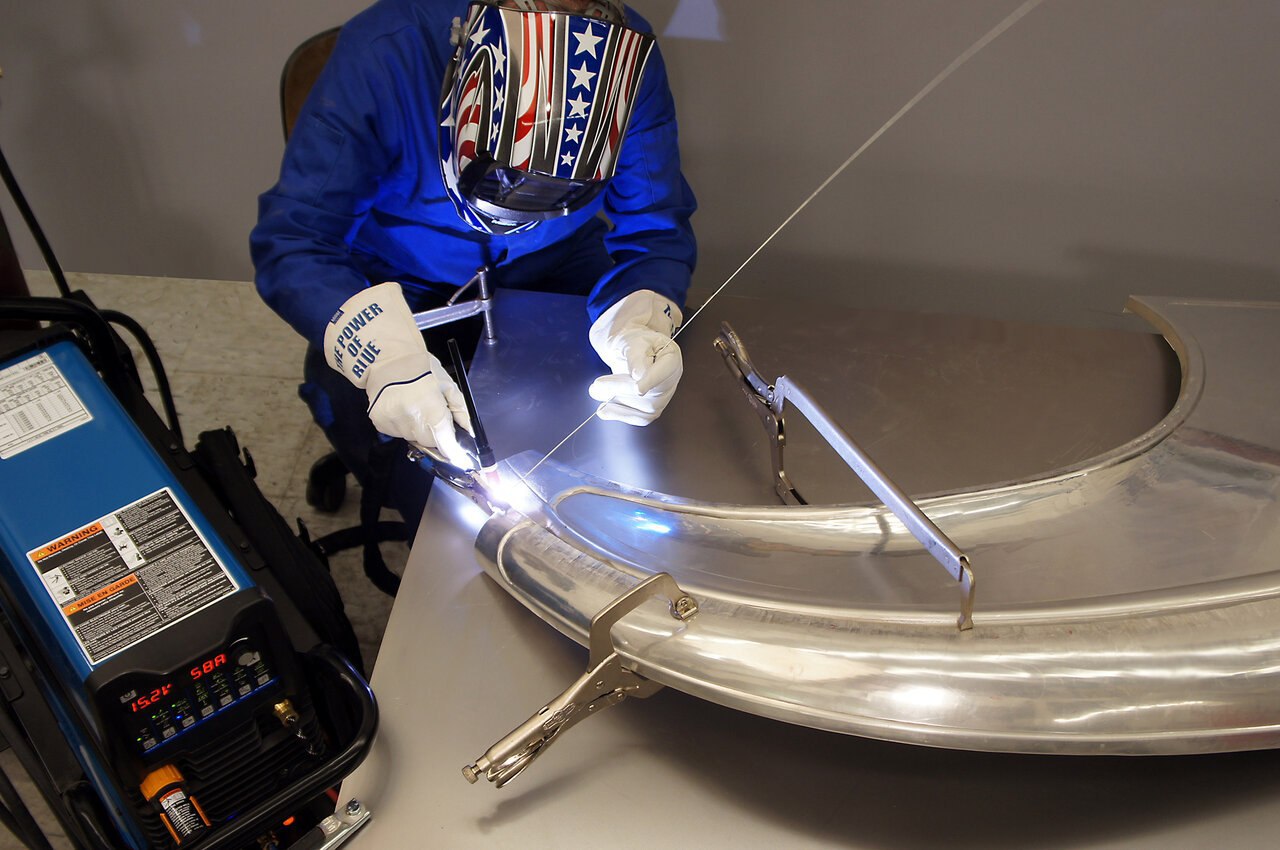
Сварочный процесс, выполняемый в среде защитного газового облака, является современной технологией, универсальность которой дает возможность соединять черные и цветные сплавы металлов различной толщины и характеристик. Аргонодуговая методика электросварки объединяет в себе 2 метода выполнения работ: газовую сварку и электродуговую. С помощью защиты сварочного процесса инертным газом удается стыковать как детали больших размеров промышленного назначения, так и миниатюрные ювелирные изделия.
Что это такое?
Сварка аргоном подразумевает обязательное применение в процессе выполнения работ электрической дуги и инертного газа.
Аргон относится к классу инертных газов, но если сравнивать его с гелием, то стоимость у аргона значительно ниже, и расход его гораздо меньше.
По этой причине аргон завоевал популярность и широко используется для проведения сварочных работ.
- газ в несколько раз тяжелее воздуха, поэтому при сварке кислород активно вытесняется из полости сварочной ванны – так происходит защита металла от окисления;
- аргон инертен с химической точки зрения, поэтому он не вступает в реакцию с другими веществами, в том числе и с металлом.


- в результате эффективной защиты сварочный шов получается прочным, в нем отсутствуют шлак и посторонние примеси;
- во время сварочного процесса металл прогревается умеренно, поэтому свариваемые заготовки не деформируются, что дает возможность работать даже с самыми сложными и ответственными конструкциями;
- появляется возможность соединять не только однородные по составу материалы, но и разнородные металлические сплавы, которые нельзя соединить в других условиях;
- за счет применения электрической дуги образуется высокотемпературный режим, который позволяет выполнять работу в интенсивном темпе.

Недостатки, присущие электросварке в газовом аргонном облаке:
- сварочное оборудование подлежит точной и сложной настройке;
- методика выполнения сварочных работ довольно сложная, требующая знаний теории и практических навыков, поэтому для новичка-сварщика она не подходит.
Электросварка металлов, проводимая в защитном инертном газовом облаке, обладает эксклюзивностью, и ни один другой способ соединения металлов не имеет таких высококачественных результатов, которые получаются при использовании данной методикой.
Описание видов
 В требованиях стандарта заложены нормативы, касающиеся выполнения работ с применением тех или иных электродов, использования присадок. Если сварка выполняется неплавящимся видом электрода, то к нему дополнительно используется флюс, а в случае, когда сварку выполняют плавящимся электродом, присадка не потребуется.
В требованиях стандарта заложены нормативы, касающиеся выполнения работ с применением тех или иных электродов, использования присадок. Если сварка выполняется неплавящимся видом электрода, то к нему дополнительно используется флюс, а в случае, когда сварку выполняют плавящимся электродом, присадка не потребуется.Аргонодуговая электросварка выполняется с поддувом газа, что позволяет укрепить шов не только снаружи, например, при сваривании трубы, но и изнутри. Поддув инертного газа укрепляет все слои сварочного шва, начиная от его корня, при этом расплавленный наплыв металла ложится мягче, а шов получается более стабильным и крепким. Такая методика электросварки выполняется несколькими способами.
ММА
Аргонная сварка, которая выполняется вручную с применением электродов с вольфрамом. Сварщик самостоятельно осуществляет передвижение газовой горелки и контролирует процесс подачи электродной проволоки, которая относится к типу неплавящейся. Процесс происходит непосредственно в поле электрической дуги, которое образуется от электрода.
При подаче переменного электротока импульсная точечная сварка соединяет только сталь, обогащенную углеродом.
Применяя постоянный ток, можно соединять не только углеродистую, но и нержавеющую разновидности сплавов, в том числе и алюминий.
TIG
Применяется как для ручной, так и для автоматической сварки с использованием инертного газа и вольфрамовых электродов. На переменном электротоке допускается соединять алюминий и сплавы с его содержанием.
На переменном электротоке допускается соединять алюминий и сплавы с его содержанием.
MIG
 Соединению подлежат углеродистая и нержавеющая сталь, а также алюминий и его сплавы. Аргонодуговая сварка механического типа с плавящимися электродами также относится к MIG-группе.
Соединению подлежат углеродистая и нержавеющая сталь, а также алюминий и его сплавы. Аргонодуговая сварка механического типа с плавящимися электродами также относится к MIG-группе.Полуавтоматическим сварочным аппаратом с применением аргона сваривают изделия из нержавейки.
Терминология сварочных процессов с применением инертного газа для новичка может показаться сложной, но опытные специалисты легко в ней разбираются. При выполнении сварочных работ с аргоном необходимо ориентироваться на стандарты ГОСТ – их выполнение гарантирует получение надежного и аккуратного сварного шва, который соответствует критериям качества.
Режимы
Под режимом сварочного процесса следует понимать выбор направления электротока и его полярности при настройке сварочного оборудования.
Важным параметром является и сила электротока, которая определяется в зависимости от толщины металлических заготовок, толщины сварочного электрода и выбранной полярности электротока.
Перечисленные параметры настроек сварочного аппарата и характеристик металла взаимосвязаны. Нередко опытные сварщики путем многолетней практики определяют наилучшее соотношение параметров, которые более всего подходят для соединения металлов. Параметры настройки режимов сварочного аппарата представлены в таблице.
Нередко опытные сварщики путем многолетней практики определяют наилучшее соотношение параметров, которые более всего подходят для соединения металлов. Параметры настройки режимов сварочного аппарата представлены в таблице.
Качественный сварочный шов возможно выполнить в том случае, если все параметры настроек сварочного аппарата выбраны правильно, а сварочная дуга используется короткая. При выполнении работ в среде инертного газа необходимо следить за его расходованием. Наиболее экономным вариантом расхода является ламинарная подача газа, то есть при подаче газообразное вещество выходит равномерно, без пульсирующих порций и перемешиваний.
Оборудование и оснащение
Принцип работы при выполнении аргонного сварочного соединения заключается в том, что используется широкий перечень необходимого для этой цели оборудования.
Как правило, универсальные аппараты для электрогазосварки аргонного типа оснащаются всеми необходимыми приспособлениями, их выпуск серийный.
Все оборудование, которым работает сварщик при аргонодуговой сварке, можно разделить на 3 типа:
- оборудование специализированное, которое используется для однотипных заготовок из металла;
- специальные приспособления, выполняющие определенные функции и применяемые для сварки однотипных заготовок;
- оборудование универсальное, которое подходит для выполнения всех типов сварочных работ.
Для выполнения сварки в среде аргона одного только сварочного аппарата недостаточно, для осуществления процесса потребуется подготовить следующее оборудование:
- газовая горелка, имеющая керамическое сопло;
- трансформаторы, один из которых используется для сварочного аппарата с напряжением электротока до 70 В, а второй потребуется для подпитки устройств коммутации;
- осциллятор, который присоединяется параллельным способом к точке электропитания и используется для розжига дуги при работе с неплавящимися присадочными прутками;
- проволока-присадка или вольфрамовые электроды;
- газовые баллоны, где содержится смесь с инертным газом;
- рукав для подачи аргона и редуктор;
- контактор, который обеспечит подачу электротока на газовую горелку;
- переключатель в виде реле, используемый для подключения или выключения осциллятора с контактором;
- электрогазовый клапан, необходимый для подачи переменного либо постоянного электротока;
- держак для закрепления сварочного электрода;
- электрофильтр для осциллятора, контролирующий импульсы высоковольтного типа;
- стабилизатор электротока;
- защитная маска, спецодежда и перчатки для сварщика.

Современные технологии сварочных работ в среде инертных газов дают возможность выполнять сварочные соединения заготовок с толстыми кромками.
Для этой цели применяются специальные приспособления, например, горелка, которая может использовать одновременно несколько электродов с вольфрамом, что обеспечивает получение прочного шва и значительно ускоряет процесс выполнения сварочных работ.
Используемые марки аргона
Марки инертного газа регламентируются нормативами ГОСТ 10157-79, согласно которому выделяют 3 вида смесей с различным процентным содержанием основного компонента – аргона:
- марка А – на 99,99% состоит из аргона и предназначается для соединения редкоземельных металлов, таких как цирконий или титан, содержащих химически активные компоненты, а также подобная газовая смесь используется для сборки конструкций особой важности, где качество сварочного шва определяют высокие стандарты;
- марка Б – на 99,96% состоит из аргона и применяется для соединения магниевых или алюминиевых металлосплавов, растворимых в газовой среде;
- марка В – на 99,90% состоит из аргона и используется для соединения нержавеющего типа стали, а также позволяет соединять высокопрочные и жароупорные сплавы, в том числе и чистый алюминий.

Все марки газа, применяемые для выполнения аргонодуговой сварки, сертифицируются и соответствуют нормам стандартов ГОСТ.
Особенности процесса
Работа по соединению цветных сплавов и литья черного металла в аргонной среде требует определенного навыка, поэтому варить новичку своими руками такие заготовки будет непросто. Выполняя сварочные работы, следует помнить, что титан, медь, алюминий, силумин и бронза имеют физические и химические различия по сравнению с чугуном и сталью. При расплавлении стали или цветных сплавов жидкий металл имеет свойство поглощать примеси, образующиеся в результате плавления под действием высоких температур, что приводит к наличию в сварочном шве пористости.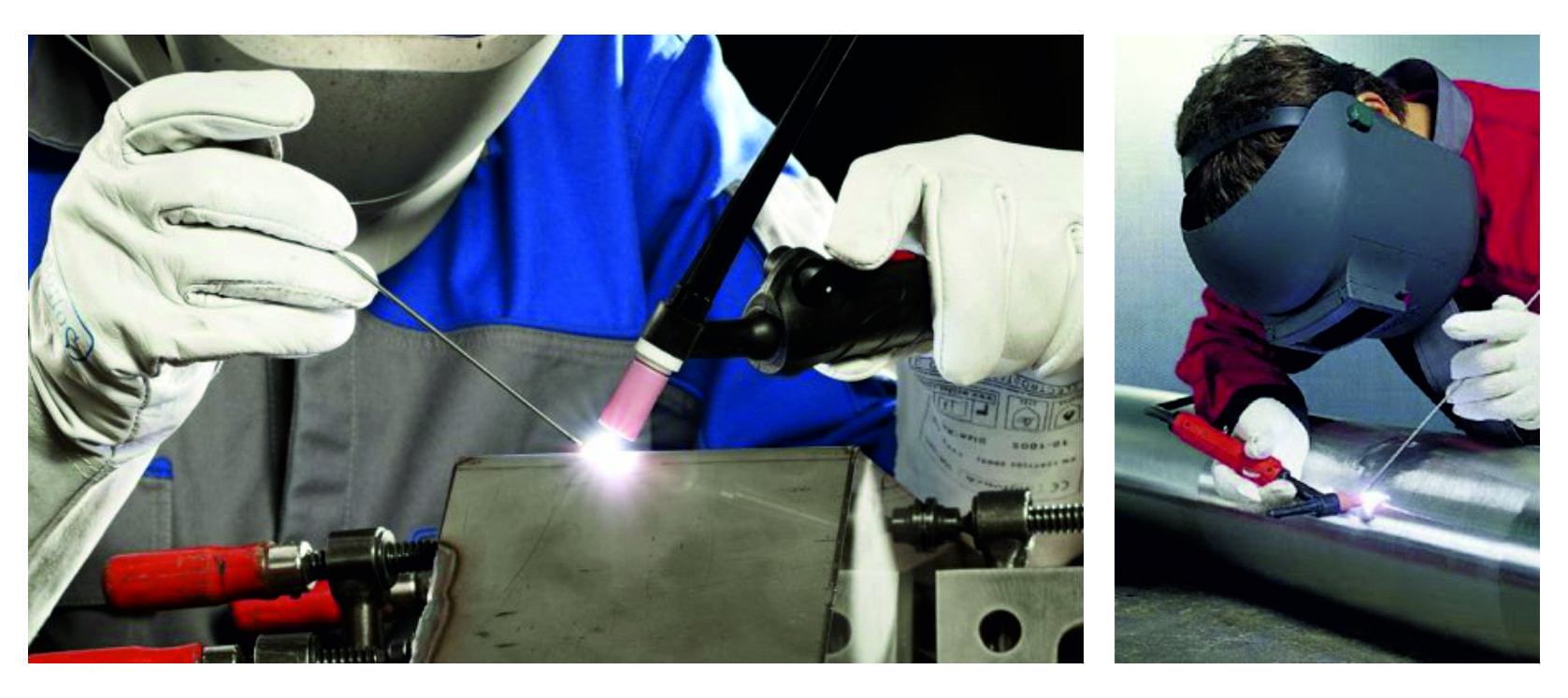 Инертный газ, применяемый для защиты расплавленного металла, устраняет проникновение посторонних продуктов плавления в сварочную ванну, тем самым укрепляя шов.
Инертный газ, применяемый для защиты расплавленного металла, устраняет проникновение посторонних продуктов плавления в сварочную ванну, тем самым укрепляя шов.
Аргонодуговая сварка является универсальным методом, технология которого используется для ремонта кузовного железа, внутреннего угла двери автомобиля, алюминиевых элементов кузова и поддона картера, для установки дополнительного оборудования и сварки тонкого металла. Нередко для выполнения таких работ используется техника применения газа с поддувом, причем расход аргона даже в таком случае будет меньше, чем гелия при его применении. Детали могут соединяться встык или внахлест, чаще всего работу проводят неплавящимся электродом из вольфрама, а для розжига электродуги применяют осциллятор.
Получение качественного и прочного шва возможно при соблюдении технологии выполнения работ.
Основным моментом является предварительная подготовка металла к сварке: кромки, предназначенные для соединения, зачищают от поверхностной пленки оксидов, а затем обезжиривают с помощью растворителя. Основа сварки – подача неплавящегося электрода, который перед применением необходимо заточить под острым углом 25–30°, если предстоит соединить заготовки из титана, стали или меди. Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
Основа сварки – подача неплавящегося электрода, который перед применением необходимо заточить под острым углом 25–30°, если предстоит соединить заготовки из титана, стали или меди. Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
В зависимости от типа свариваемых материалов выбирается и присадка. Это может быть проволока из алюминия, нержавеющей стали, а также медно-никелевые или латунные прутки. Состав сплава у присадочных материалов указывается в соответствующем справочнике по маркировке, имеющейся на конце прутка. Кроме того, важно правильно выбрать и сам сварочный аппарат. Например, для соединения медной детали с алюминием, толщина которых не превышает 7 мм, потребуется мощное сварочное оборудование промышленного типа, которое дает мощность до 400–500 А. Настройка аппарата перед началом работы является важным условием, причем сила тока и напряжение выбираются исходя из размера вольфрамового или обычного электрода.
При подаче сварочной проволоки вылет стержня зависит от типа сварного соединения, например, для угловых швов вылет должен превышать показатель 2 мм. В случаях, когда вольфрамовый электрод слишком быстро сгорает, его вылет следует уменьшить.
У современных аппаратов имеется опция «Заварка кратера», она применяется для того, чтобы обеспечить плавное угасание дуги после того, как формирование шва будет завершено. Например, если выполняется соединение деталей, толщина которых 3 мм, то значение этого параметра ставят на показатель 2–3 сек. Кроме того, перед сваркой настраивают и предварительную продувку области проведения работ. Такое действие необходимо, чтобы в процессе выполнения работы не появлялись дефекты шва, так как в неостывшем металле появляется пористость. Последовательность выполнения сварочного процесса заключается в следующем:
- выполняется зачистка кромок, и если материал довольно толстый, то делают скосы для сварочного шва, а затем обезжиривают поверхность металла;
- все детали фиксируются специальными зажимами, после чего можно приступать к выполнению процесса сварки;
- осуществляют поджиг электрической дуги, причем если эта процедура контактная, то на горелке нажимают кнопку и электродом прикасаются к одной из кромок металла, а при бесконтактном розжиге такого касания делать не нужно;
- следующим этапом выполняют сварочную ванну, для этого допускается сделать несколько поперечных колебательных движений сварочным электродом по стыкуемому материалу в области сварного шва, при этом присадка должна начать плавление и равномерно распределяться в сварочной ванне;
- инертный газ в процессе работы обдувает место сварки, но это должно происходить умеренно, чтобы не разбрызгивать металл и не мешать его плавлению.

Опытные сварщики рекомендуют соединять тонкие листы металла без применения присадки. Чтобы выполнить сварочный шов, вольфрамовый электрод располагают под небольшим углом таким образом, чтобы кромка одного листа наплавлялась на кромку второго листа.
О сварке аргоном смотрите далее.
принцип работы аргонной сварки, аргонодуговая сварка и другие виды.
 Как варить новичку? Сварка бронзы, черного металла и других материалов
Как варить новичку? Сварка бронзы, черного металла и других материаловСварочный процесс, выполняемый в среде защитного газового облака, является современной технологией, универсальность которой дает возможность соединять черные и цветные сплавы металлов различной толщины и характеристик. Аргонодуговая методика электросварки объединяет в себе 2 метода выполнения работ: газовую сварку и электродуговую. С помощью защиты сварочного процесса инертным газом удается стыковать как детали больших размеров промышленного назначения, так и миниатюрные ювелирные изделия.
Что это такое?
Сварка аргоном подразумевает обязательное применение в процессе выполнения работ электрической дуги и инертного газа. Задачей такой технологии является надежное обеспечение защиты сварочной ванны от окисления поверхности металлических кромок, которое возникает под действием кислорода во время плавления металла и ухудшает прочность сварочного шва.
Задачей такой технологии является надежное обеспечение защиты сварочной ванны от окисления поверхности металлических кромок, которое возникает под действием кислорода во время плавления металла и ухудшает прочность сварочного шва.
Аргон относится к классу инертных газов, но если сравнивать его с гелием, то стоимость у аргона значительно ниже, и расход его гораздо меньше.
По этой причине аргон завоевал популярность и широко используется для проведения сварочных работ. Инертный газ аргон обладает определенными свойствами, которые заключаются в следующем:
- газ в несколько раз тяжелее воздуха, поэтому при сварке кислород активно вытесняется из полости сварочной ванны – так происходит защита металла от окисления;
- аргон инертен с химической точки зрения, поэтому он не вступает в реакцию с другими веществами, в том числе и с металлом.

Выполнение сварочного шва в среде аргона допускается с использованием вольфрамовых неплавящихся или обычных плавящихся электродов. Выбор типа электрода зависит от того, какие материалы предполагается соединять путем сварки. Облегчают задачу подбора электродов специальные справочники, где указан тип материала и рекомендуемый диаметр электрода, а также его разновидность. Аргонодуговая сварка обладает своими определенными преимуществами и рядом недостатков. Преимуществами метода являются:
- в результате эффективной защиты сварочный шов получается прочным, в нем отсутствуют шлак и посторонние примеси;
- во время сварочного процесса металл прогревается умеренно, поэтому свариваемые заготовки не деформируются, что дает возможность работать даже с самыми сложными и ответственными конструкциями;
- появляется возможность соединять не только однородные по составу материалы, но и разнородные металлические сплавы, которые нельзя соединить в других условиях;
- за счет применения электрической дуги образуется высокотемпературный режим, который позволяет выполнять работу в интенсивном темпе.

Недостатки, присущие электросварке в газовом аргонном облаке:
- сварочное оборудование подлежит точной и сложной настройке;
- методика выполнения сварочных работ довольно сложная, требующая знаний теории и практических навыков, поэтому для новичка-сварщика она не подходит.
Электросварка металлов, проводимая в защитном инертном газовом облаке, обладает эксклюзивностью, и ни один другой способ соединения металлов не имеет таких высококачественных результатов, которые получаются при использовании данной методикой.
Описание видов
Аргоно-электрическая ручная сварка, проводимая в среде инертного газа, регламентируется стандартами ГОСТ 14771, который устанавливает характеристику соединительных швов, определяет толщину металлических заготовок, устанавливает характеристику материалов, соединяемых между собой.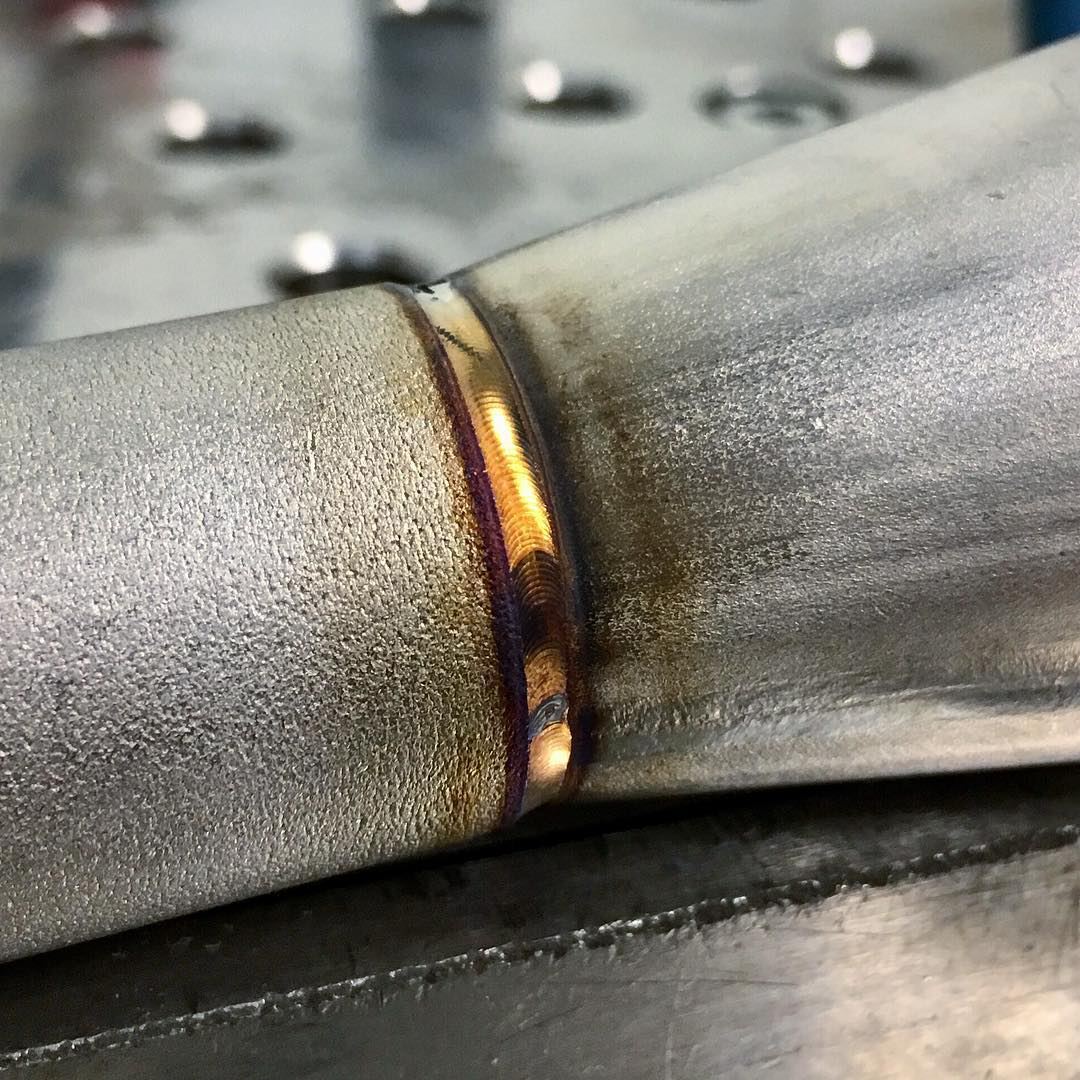 В требованиях стандарта заложены нормативы, касающиеся выполнения работ с применением тех или иных электродов, использования присадок. Если сварка выполняется неплавящимся видом электрода, то к нему дополнительно используется флюс, а в случае, когда сварку выполняют плавящимся электродом, присадка не потребуется.
В требованиях стандарта заложены нормативы, касающиеся выполнения работ с применением тех или иных электродов, использования присадок. Если сварка выполняется неплавящимся видом электрода, то к нему дополнительно используется флюс, а в случае, когда сварку выполняют плавящимся электродом, присадка не потребуется.
Аргонодуговая электросварка выполняется с поддувом газа, что позволяет укрепить шов не только снаружи, например, при сваривании трубы, но и изнутри. Поддув инертного газа укрепляет все слои сварочного шва, начиная от его корня, при этом расплавленный наплыв металла ложится мягче, а шов получается более стабильным и крепким. Такая методика электросварки выполняется несколькими способами.
ММА
Аргонная сварка, которая выполняется вручную с применением электродов с вольфрамом. Сварщик самостоятельно осуществляет передвижение газовой горелки и контролирует процесс подачи электродной проволоки, которая относится к типу неплавящейся. Процесс происходит непосредственно в поле электрической дуги, которое образуется от электрода.
При подаче переменного электротока импульсная точечная сварка соединяет только сталь, обогащенную углеродом.
Применяя постоянный ток, можно соединять не только углеродистую, но и нержавеющую разновидности сплавов, в том числе и алюминий.
TIG
Применяется как для ручной, так и для автоматической сварки с использованием инертного газа и вольфрамовых электродов. На переменном электротоке допускается соединять алюминий и сплавы с его содержанием. Если выбрать постоянный электроток, то появляется возможность соединять нержавеющий и углеродистый типы сплавов. При автоматическом режиме сварочных работ применяется плавкий электрод, причем передвижение горелки и подача сварочной проволоки может управляться дистанционно. В современных промышленных условиях сваривание труб из нержавеющих сплавов выполняют роботизированные аппараты.
На переменном электротоке допускается соединять алюминий и сплавы с его содержанием. Если выбрать постоянный электроток, то появляется возможность соединять нержавеющий и углеродистый типы сплавов. При автоматическом режиме сварочных работ применяется плавкий электрод, причем передвижение горелки и подача сварочной проволоки может управляться дистанционно. В современных промышленных условиях сваривание труб из нержавеющих сплавов выполняют роботизированные аппараты.
MIG
Аргонная сварка полуавтоматического типа с применением плавящихся сварочных электродов. Данная технология предусматривает использование переменного тока. Соединению подлежат углеродистая и нержавеющая сталь, а также алюминий и его сплавы. Аргонодуговая сварка механического типа с плавящимися электродами также относится к MIG-группе.
Соединению подлежат углеродистая и нержавеющая сталь, а также алюминий и его сплавы. Аргонодуговая сварка механического типа с плавящимися электродами также относится к MIG-группе.
Полуавтоматическим сварочным аппаратом с применением аргона сваривают изделия из нержавейки.
Терминология сварочных процессов с применением инертного газа для новичка может показаться сложной, но опытные специалисты легко в ней разбираются. При выполнении сварочных работ с аргоном необходимо ориентироваться на стандарты ГОСТ – их выполнение гарантирует получение надежного и аккуратного сварного шва, который соответствует критериям качества.
Режимы
Под режимом сварочного процесса следует понимать выбор направления электротока и его полярности при настройке сварочного оборудования. Определение режима электросварки зависит от физических свойств и химических характеристик металла, с которым предстоит работать. Например, для соединения конструкций из прочной стали выбирают постоянный электроток прямой полярности, а для сварки мягкого алюминия и его сплавов потребуется выбрать постоянный ток с обратной полярностью.
Определение режима электросварки зависит от физических свойств и химических характеристик металла, с которым предстоит работать. Например, для соединения конструкций из прочной стали выбирают постоянный электроток прямой полярности, а для сварки мягкого алюминия и его сплавов потребуется выбрать постоянный ток с обратной полярностью.
Важным параметром является и сила электротока, которая определяется в зависимости от толщины металлических заготовок, толщины сварочного электрода и выбранной полярности электротока.
Перечисленные параметры настроек сварочного аппарата и характеристик металла взаимосвязаны. Нередко опытные сварщики путем многолетней практики определяют наилучшее соотношение параметров, которые более всего подходят для соединения металлов. Параметры настройки режимов сварочного аппарата представлены в таблице.
Нередко опытные сварщики путем многолетней практики определяют наилучшее соотношение параметров, которые более всего подходят для соединения металлов. Параметры настройки режимов сварочного аппарата представлены в таблице.
Качественный сварочный шов возможно выполнить в том случае, если все параметры настроек сварочного аппарата выбраны правильно, а сварочная дуга используется короткая. При выполнении работ в среде инертного газа необходимо следить за его расходованием. Наиболее экономным вариантом расхода является ламинарная подача газа, то есть при подаче газообразное вещество выходит равномерно, без пульсирующих порций и перемешиваний.
Оборудование и оснащение
Принцип работы при выполнении аргонного сварочного соединения заключается в том, что используется широкий перечень необходимого для этой цели оборудования.
Как правило, универсальные аппараты для электрогазосварки аргонного типа оснащаются всеми необходимыми приспособлениями, их выпуск серийный.
Все оборудование, которым работает сварщик при аргонодуговой сварке, можно разделить на 3 типа:
- оборудование специализированное, которое используется для однотипных заготовок из металла;
- специальные приспособления, выполняющие определенные функции и применяемые для сварки однотипных заготовок;
- оборудование универсальное, которое подходит для выполнения всех типов сварочных работ.
Для выполнения сварки в среде аргона одного только сварочного аппарата недостаточно, для осуществления процесса потребуется подготовить следующее оборудование:
- газовая горелка, имеющая керамическое сопло;
- трансформаторы, один из которых используется для сварочного аппарата с напряжением электротока до 70 В, а второй потребуется для подпитки устройств коммутации;
- осциллятор, который присоединяется параллельным способом к точке электропитания и используется для розжига дуги при работе с неплавящимися присадочными прутками;
- проволока-присадка или вольфрамовые электроды;
- газовые баллоны, где содержится смесь с инертным газом;
- рукав для подачи аргона и редуктор;
- контактор, который обеспечит подачу электротока на газовую горелку;
- переключатель в виде реле, используемый для подключения или выключения осциллятора с контактором;
- электрогазовый клапан, необходимый для подачи переменного либо постоянного электротока;
- держак для закрепления сварочного электрода;
- электрофильтр для осциллятора, контролирующий импульсы высоковольтного типа;
- стабилизатор электротока;
- защитная маска, спецодежда и перчатки для сварщика.

Современные технологии сварочных работ в среде инертных газов дают возможность выполнять сварочные соединения заготовок с толстыми кромками.
Для этой цели применяются специальные приспособления, например, горелка, которая может использовать одновременно несколько электродов с вольфрамом, что обеспечивает получение прочного шва и значительно ускоряет процесс выполнения сварочных работ.
Используемые марки аргона
Марки инертного газа регламентируются нормативами ГОСТ 10157-79, согласно которому выделяют 3 вида смесей с различным процентным содержанием основного компонента – аргона:
- марка А – на 99,99% состоит из аргона и предназначается для соединения редкоземельных металлов, таких как цирконий или титан, содержащих химически активные компоненты, а также подобная газовая смесь используется для сборки конструкций особой важности, где качество сварочного шва определяют высокие стандарты;
- марка Б – на 99,96% состоит из аргона и применяется для соединения магниевых или алюминиевых металлосплавов, растворимых в газовой среде;
- марка В – на 99,90% состоит из аргона и используется для соединения нержавеющего типа стали, а также позволяет соединять высокопрочные и жароупорные сплавы, в том числе и чистый алюминий.

Все марки газа, применяемые для выполнения аргонодуговой сварки, сертифицируются и соответствуют нормам стандартов ГОСТ.
Особенности процесса
Работа по соединению цветных сплавов и литья черного металла в аргонной среде требует определенного навыка, поэтому варить новичку своими руками такие заготовки будет непросто. Выполняя сварочные работы, следует помнить, что титан, медь, алюминий, силумин и бронза имеют физические и химические различия по сравнению с чугуном и сталью. При расплавлении стали или цветных сплавов жидкий металл имеет свойство поглощать примеси, образующиеся в результате плавления под действием высоких температур, что приводит к наличию в сварочном шве пористости. Инертный газ, применяемый для защиты расплавленного металла, устраняет проникновение посторонних продуктов плавления в сварочную ванну, тем самым укрепляя шов.
Инертный газ, применяемый для защиты расплавленного металла, устраняет проникновение посторонних продуктов плавления в сварочную ванну, тем самым укрепляя шов.
Аргонодуговая сварка является универсальным методом, технология которого используется для ремонта кузовного железа, внутреннего угла двери автомобиля, алюминиевых элементов кузова и поддона картера, для установки дополнительного оборудования и сварки тонкого металла. Нередко для выполнения таких работ используется техника применения газа с поддувом, причем расход аргона даже в таком случае будет меньше, чем гелия при его применении. Детали могут соединяться встык или внахлест, чаще всего работу проводят неплавящимся электродом из вольфрама, а для розжига электродуги применяют осциллятор.
Получение качественного и прочного шва возможно при соблюдении технологии выполнения работ.
Основным моментом является предварительная подготовка металла к сварке: кромки, предназначенные для соединения, зачищают от поверхностной пленки оксидов, а затем обезжиривают с помощью растворителя. Основа сварки – подача неплавящегося электрода, который перед применением необходимо заточить под острым углом 25–30°, если предстоит соединить заготовки из титана, стали или меди. Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
Основа сварки – подача неплавящегося электрода, который перед применением необходимо заточить под острым углом 25–30°, если предстоит соединить заготовки из титана, стали или меди. Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
В зависимости от типа свариваемых материалов выбирается и присадка. Это может быть проволока из алюминия, нержавеющей стали, а также медно-никелевые или латунные прутки. Состав сплава у присадочных материалов указывается в соответствующем справочнике по маркировке, имеющейся на конце прутка. Кроме того, важно правильно выбрать и сам сварочный аппарат. Например, для соединения медной детали с алюминием, толщина которых не превышает 7 мм, потребуется мощное сварочное оборудование промышленного типа, которое дает мощность до 400–500 А. Настройка аппарата перед началом работы является важным условием, причем сила тока и напряжение выбираются исходя из размера вольфрамового или обычного электрода.
При подаче сварочной проволоки вылет стержня зависит от типа сварного соединения, например, для угловых швов вылет должен превышать показатель 2 мм. В случаях, когда вольфрамовый электрод слишком быстро сгорает, его вылет следует уменьшить.
У современных аппаратов имеется опция «Заварка кратера», она применяется для того, чтобы обеспечить плавное угасание дуги после того, как формирование шва будет завершено. Например, если выполняется соединение деталей, толщина которых 3 мм, то значение этого параметра ставят на показатель 2–3 сек. Кроме того, перед сваркой настраивают и предварительную продувку области проведения работ. Такое действие необходимо, чтобы в процессе выполнения работы не появлялись дефекты шва, так как в неостывшем металле появляется пористость. Последовательность выполнения сварочного процесса заключается в следующем:
- выполняется зачистка кромок, и если материал довольно толстый, то делают скосы для сварочного шва, а затем обезжиривают поверхность металла;
- все детали фиксируются специальными зажимами, после чего можно приступать к выполнению процесса сварки;
- осуществляют поджиг электрической дуги, причем если эта процедура контактная, то на горелке нажимают кнопку и электродом прикасаются к одной из кромок металла, а при бесконтактном розжиге такого касания делать не нужно;
- следующим этапом выполняют сварочную ванну, для этого допускается сделать несколько поперечных колебательных движений сварочным электродом по стыкуемому материалу в области сварного шва, при этом присадка должна начать плавление и равномерно распределяться в сварочной ванне;
- инертный газ в процессе работы обдувает место сварки, но это должно происходить умеренно, чтобы не разбрызгивать металл и не мешать его плавлению.

Опытные сварщики рекомендуют соединять тонкие листы металла без применения присадки. Чтобы выполнить сварочный шов, вольфрамовый электрод располагают под небольшим углом таким образом, чтобы кромка одного листа наплавлялась на кромку второго листа.
О сварке аргоном смотрите далее.
Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.

Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Техника сваривания
К конструкции аппарата отношение имеет косвенное, но в виде справочной информации необходимо знать, что при сварке ТИГ используется максимально короткая дуга — около 2 мм. Электрод ведется только прямолинейно, не осуществляя характерных для ММА движений перпендикулярно направления шва в двух плоскостях.
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Необходимо оборудование
Сварку в аргоновой среде выполнить при помощи обычного дугового сварочного аппарата не получится. Для этого необходимо дополнительное специализированное оборудование. Необходимо запастись следующим:
Для этого необходимо дополнительное специализированное оборудование. Необходимо запастись следующим:
Схема движений электрода при сварке.
- Трансформатор. Можно использовать обычный прибор, предназначенный для дуговой сварки. Однако следует учитывать технологические особенности процесса при выборе подходящей мощности прибора.
- Силовой контрактор. Обеспечивает подачу сварочного напряжения на горелку.
- Осциллятор.
- Устройство для регулировки времени обдувки аргоном. Начинать подавать газ нужно заранее, а прекращать его подачу немного позже, чем отключать горелку. Регулятор нужен для обеспечения этой задержки.
- Сварочная горелка.
- Аргоном в баллоне, который оснащен редуктором.
- Неплавящиеся электроды из вольфрама.
- Дополнительный трансформатор. Он будет обеспечивать питание электричеством для коммутирующих устройств.
- Выпрямитель. С его помощью будет обеспечено питание коммутирующих устройств постоянным током с напряжением 24 В.
- Электрогазовый клапан. При питании переменным током 220 В, постоянным — 24 В.
- Реле включения и выключения для контрактора и осциллятора.
- Индуктивно-емкостный фильтр. Данное оборудование позволяет защитить сварочный трансформатор от высоковольтных импульсов, которые посылает осциллятор.
- Амперметр, чтобы измерять силу сварочного тока.
- Автомобильный аккумулятор. Можно использовать даже неисправный. Он будет последовательно включен в электрическую цепь. Это позволит снизить постоянную составляющую тока, возникновение которой всегда сопровождает сварку переменным током.
- Защитные очки.

Можно на основе этих приборов собрать самостоятельно прибор для сварки аргоном. Выпускается и готовое оборудование, которое можно приобрести в том случае, если нет желания возиться со сборкой аппарата.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Умелые руки – альтернатива затратам
Покупка готового оборудования для аргонодуговой сварки, не является единственной возможностью обладания ею. Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
- Источник тока. Достаточно стандартного трансформатора для ручной сварки, с постоянным или переменным током.
- Баллон с аргоном. По возможности – наличие манометра.
- Редуктор газовый.
- Клапан газа.
- Специальная аргоновая горелка.
- Осциллятор. Преобразует ток в высокочастотные импульсы, для поджигания дуги. Поджигание путем касания рабочей поверхности нежелательно – слишком низкая ионизация дуги (искра слабо вырабатывается), а электрод загрязнится и окислится.
- Защитная маска.

К редуктору и трансформатору подключается горелка; осциллятор подключается параллельно источнику питания, это не такая уж сложная схема. Масса подается, как при обычном способе сварки.
Все не так уж сложно если есть желание
Если вы обладаете соответствующими знаниями и желанием, можете дополнить и улучшить такой вариант сборки. Приобрести все необходимое можно в специализированных магазинах, на соответствующих сайтах в интернете, или на «блошином рынке». В качестве дополнительного варианта, перетряхните собственные загашники – может найтись много полезного.
Техника безопасности
Самое пристальное внимание при сборке аргонодуговой сварки своими руками, необходимо уделить технике безопасности. Во время сборки конструкции все элементы питания должны быть выключены из сети. Убедитесь в исправности используемых агрегатов: рабочей резьбы на накидных гайках, надежности присоединения шланга для подачи газа, редуктора для аргона. Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Проведите ревизию обмотки силовых кабелей. Пользуйтесь только надежными, заизолированными электродержателями, чтобы не допустить соприкосновения тока с рабочими поверхностями или руками. Перед проведением пробного пуска, обеспечьте надежную вентиляцию помещения – аргон, ядовитый газ, способный вызвать отравление.
Не рискуйте своими руками и другими важными частями тела – обязательно применяйте спецодежду, защитные перчатки и маску. Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла. Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Рабочие моменты
Показателем правильности настройки горелки, является малое шипение аргона при включении. Все задействованные в сварке поверхности должны быть зачищены и обезжирены. Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.
Шов должен быть не только качественным, но и красивым
Реально сделать процесс сварки дешевле, если пользоваться услугами организаций, производящих закачку газом опустевших баллонов. Покупать по мере расходования новый баллон с газом, гораздо дороже.
Достоинства и недостатки
Газовая сварка аргоном не является панацеей. Она, как и любой другой процесс, обладает определенными достоинствами и недостатками. Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
К достоинствам можно отнести отсутствие чрезмерно высокой температуры в сварочной ванне. В результате этого детали не деформируются. Применение аргона дает ряд преимуществ.
- Во-первых, газ инертный, поэтому химические реакции полностью исключены.
- Во-вторых, аргон тяжелее воздуха, он опускается вниз, вытесняя атмосферный кислород.
Примечательно то, что при относительно невысокой температуре дуга обладает достаточной тепловой мощностью, поэтому сварка аргоном не только характерна качеством, но и низкими временными затратами. Было отмечено, что сварщик должен обладать определенными навыками. Тем не менее, эти навыки не так сложно получить. Практически каждый желающий может освоить данный процесс. Наконец, явным преимуществом TIG сварки является то, что есть возможность соединить металлы, которые другими способами просто не сварить.
К недостаткам можно отнести тот факт, что на улице при сильном ветре сварку качественно не провести. Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
Сварка аргоном — Красноярск
Провар.ру предлагает услуги сварки аргоном в Красноярске профессионально. Мы свариваем следующие виды металлов: алюминий, нержавеющая сталь, медь, латунь, бронза, титан, чугун, а также другие разнородные металлы и сплавы. Стоимость от 300р. на виды работ с минимальной трудоемкостью и затратами материалов. Цена может меняться в зависимости от сложности работы, толщины изделия, количества проходов при сварке изделий большой толщины, а также дополнительной обработки до и после сварки. Вы можете узнать ориентировочную цену работы и каким видом сварки ее можно решить, отправив фото проблемы на WhatsApp/Viber тел. 8-929-33-99-100, а также электронную почту svarka@provar. ru или звоните.
ru или звоните.
В любом случае цена будет адекватна, так как работы выполняются без посредников, а швы получатся качественные и полным проваром. Аргонную сварку в большинстве случаев мы применяем для изделий из алюминия и дюралюминия, меди и других цветных металлов и сплавов. Для изделий из нержавейки и разнородных сталей используется не только сварка аргоном, но и ручная дуговая электродом при толщине металла от 3мм и полуавтоматическая сварка при толщине металла от 0,5 до 2мм, чтобы не завышать конечную цену своим клиентам.
Аргонная сварка (TIG)
На сегодняшний день аргонная сварка является одним из самых востребованных способов соединения металлов и применяется чаще всего к изделиям из алюминия и его сплавов. Алюминий очень капризен при нагревании и взаимодействии с кислородом, так как в результате такого взаимодействия поверхность детали покрывается тонкой пленкой, не позволяющей сплавить металл и произвести сварку. Алюминий варится на переменном токе, в отличие от большинства других металлов, сварка которых чаще всего производится постоянным током. В обоих случаях прямая полярность, «-» на горелке, «+» на изделии. Химические свойства аргона полностью исключают взаимодействие частиц кислорода и нагретого металла.
В обоих случаях прямая полярность, «-» на горелке, «+» на изделии. Химические свойства аргона полностью исключают взаимодействие частиц кислорода и нагретого металла.
TIG — в расшифровке означает Tungsten Inert Gas — Вольфрам, Инертный, Газ. То есть сварка вольфрамовым электродом в среде инертного газа. В нашем случае защитным газом служит аргон, по этой причине в быту данный способ получил название сварка аргоном, хотя правильнее она будет называться аргонодуговой сваркой, ведь сама сварка является электрической. Аргонная сварка — это смесь электродуговой и газовой сварки. От первого способа была получена электрическая дуга, а от второго — примерно тот же принцип работы и манипуляции горелкой. В процессе сварки аргон непрерывно защищает сварочную ванну от влияния окружающей среды, воздуха и других газов, позволяя получать высококачественные, долговечные и почти незаметные швы с мелкой чешуйчатостью без дефектов. Помимо сварки алюминия и его сплавов данный метод получил широкое применение в работе и с другими металлами: бронза, латунь, медь, нержавейка, титан, разнородные стали.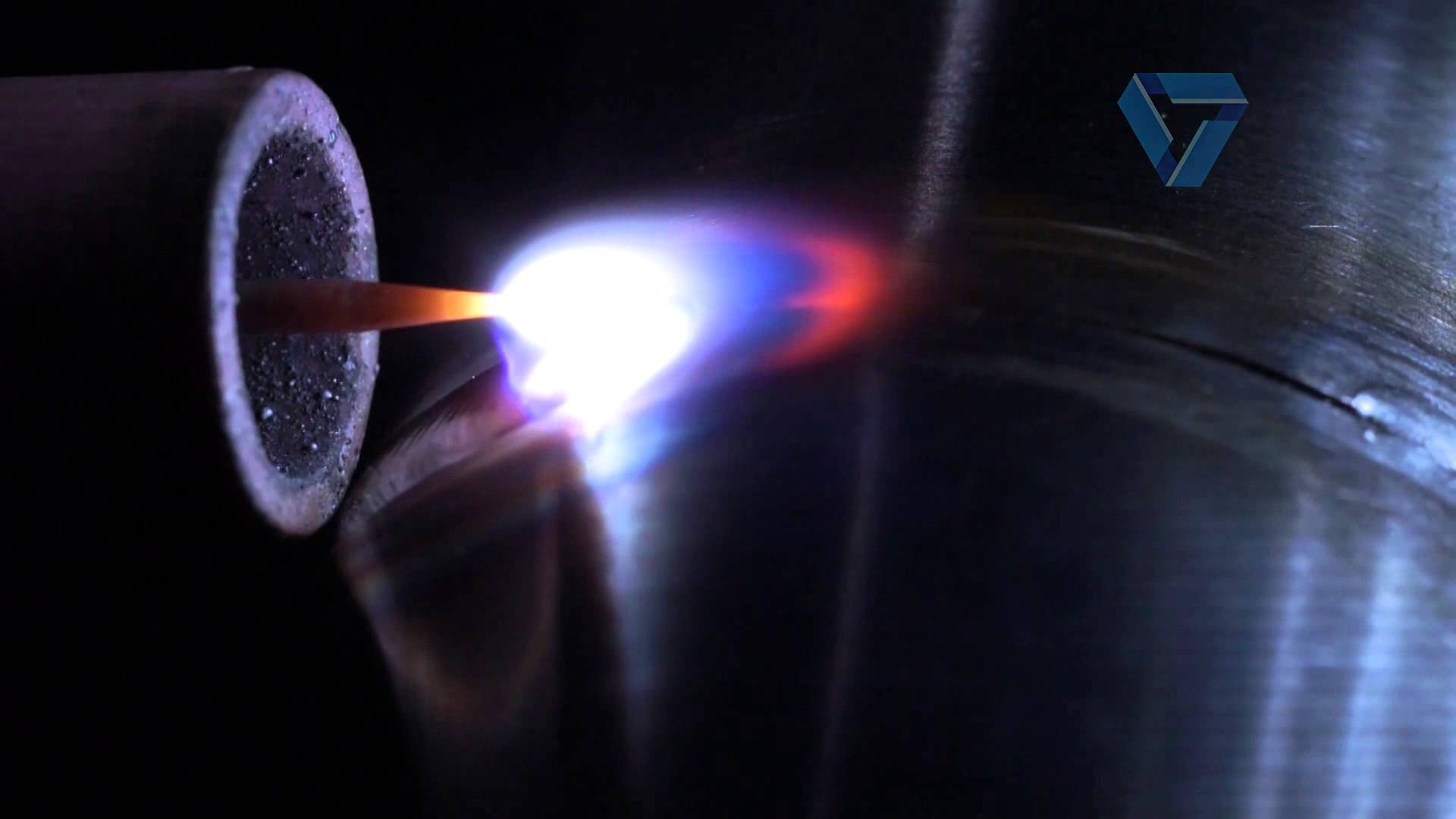
Суть процесса
В процессе аргонодуговой сварки сварочный пруток (проволока) подается в разогретый вольфрамовым электродом металл, а именно в сварочную ванну. Подача проволоки происходит в такие моменты, когда сварочная ванна на основном металле нагрета и готова сплавиться с присадочным материалом. Тем самым в процессе сварки при подаче присадки мы остужаем ванну, затем снова нагреваем и опять остужаем проволокой. Вот такой циклический процесс. Таким образом получаются качественные швы с равномерной чешуйчатостью и полным проваром.
Разумеется, лишь понимания процесса недостаточно, для получения высококачественных швов требуется высокая квалификация сварщика и немалый опыт, особенно при сварке алюминия и его сплавов. Провар.ру на высоком уровне выполняет сварку аргоном в Красноярске на новом современном оборудовании, с гарантией получения герметичных, высококачественных равномерных швов без внутренних и наружных дефектов, таких как поры, кратеры, подрезы, вольфрамовые включения, непровары.
Также при необходимости в работе используются инновационные методы аргонодуговой сварки, например такие как сварка с пульсирующим током. В момент импульса тока происходит расплавление металла, а во время паузы его кристаллизация. Такой способ позволит получить более глубокое проплавление с полным проваром в любом пространственном положении даже при мелких недочетах в сборке изделия, восстановлении трещины, а также для толстостенных деталей. Пульсирующий ток не допускает перегрева металла и полностью исключает появление деформации после сварки, которая на некоторых деталях или узлах может быть недопустима.
Преимущества
К преимуществам сварки аргоном (TIG) можно отнести следующие моменты:
- • Универсальность в работе;
- • Простота сварочного процесса по сравнению с другими способами сварки;
- • Чистые, аккуратные равномерные сварные швы;
- • Возможность сваривать большее количество различных металлов и сплавов. Хорошо свариваются алюминий, медь, нержавеющая сталь, бронза и т. д.;
- • Менее требовательна к квалификации по сравнению с ручной дуговой. По причине отсутствия шлака в процессе работы аргонная сварка дает возможность лучше контролировать сварочную ванну и сам процесс сварки.
- • Отсутствие искр, брызг и задымления воздуха как при ручной дуговой сварке электродами или полуавтоматической;
- • Выполнение работ на низких токах для сварки изделий малой толщины.
 д.;
д.;Единственное, что можно сказать о недостатках — это более высокая стоимость расходных материалов и газа по сравнению с ручной дуговой электродом и полуавтоматом.
Информация
Мы используем сварку аргоном в случаях с алюминием и его сплавами, медью и другими цветными металлами, а также в случаях необходимости заварить что-то мелкое и «ювелирное» на низком токе. Для изделий из черного металла больших и малых толщин, чтобы не увеличивать конечную цену для клиента, используется ручная дуговая и полуавтоматическая сварка в CO2.
Получить более подробную информацию Вы можете по тел. 8-929-33-99-100, написать в онлайн чате, либо отправив фото изделия и вопросы на E-mail svarka@provar.ru. Будем рады видеть Вас среди наших клиентов и оказать помощь в решении возникшей проблемы!
8-929-33-99-100, написать в онлайн чате, либо отправив фото изделия и вопросы на E-mail svarka@provar.ru. Будем рады видеть Вас среди наших клиентов и оказать помощь в решении возникшей проблемы!
Работы и отзывы
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Инверторы MMA
- Инверторы TIG
- Газосварка
- Плазменная резка
- Система охлаждения
- Патон
- Днепровелдинг
- Элсва (Запорожье)
- Атом (Запорожье)
- Техмик (Ровно)
- ИИСТ (Херсон)
- SSVA (Харьков)
- GYSmi
- DECA
- Jasic
- Welding Dragon
- Modern Welding
- Telwin
- Днипро-М
- Энергия-сварка
- Тесты и видеоматериалы
- Статьи
- Фотогалерея
- Маска Хамелеон
- Расходные
- Электрододержатели, масса
- Горелки MIG/MAG
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- Головки TIG
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Циркули CUT
- Редукторы
- Светофильтры
- PT-31 (CUT-40) расходные
- SG-55 (AG-60) расходник
- SG-51 (CUT-60)
- P-80 Panasonic
- A101/A141 Trafimet
- Powermax 45
- Термопенал
- Перчатки сварщика
- Электроды сварочные
- Контакты
Сварка аргоном в Москве, цена на сварку алюминия(нержавейки) аргоном в ЗАО
Техника сварки аргоном используется в отношении меди, титана, нержавеющей стали, но чаще для алюминия. Алюминий – капризный в обработке материал, особенно при взаимодействии с кислородом.
Алюминий – капризный в обработке материал, особенно при взаимодействии с кислородом.
Аргон на 3% тяжелее воздуха, потому легко вытесняет воздух в месте сварочных работ, создавая надежную защиту. Аргонная сварка обеспечивает качественный, долговечный стыковочный шов. Используется для соединения цветных металлов и легированных сталей небольшой толщины.
Наши услуги:
Примеры сварки аргоном
Наплавление борта диска.
Наши цены на сварку аргоном в ЗАО (Москва)
| Сварка аргоном | 150 руб/1см |
| Другие виды сварки | 80 руб/1см |
Внимание! Мы выполняем все виды сварочных работ.
Можем заварить
Металлы и сплавы• Алюминий
• Силумин
• Чугун
• Нержавейка
• Латунь
• Магний
• Никель
• Титан
• Медь
Изделия и детали• Поддон картера двигателя
• Корпус КПП
• Блок двигателя
• Коллектор
• Легкосплавные диски
• Трубки кондиционера
• Топливный бак (алюминиевый)
• Радиатор автокондиционера
• Рама велосипеда/мотоцикла
Сварка аргоном часто применяется при ремонте алюминиевых деталей и деталей из сплавов алюминия. Таких как алюминиевые диски, детали кузова автомобиля, блоков двигателя, коллекторов.
Таких как алюминиевые диски, детали кузова автомобиля, блоков двигателя, коллекторов.
Аргоновая сварка отличается от обычной сварки тем, что используется в качестве катализатора процесса сварки специальный газ аргон. Этот газ необходим для того чтобы разогретый алюминий поддавался сварки так как он покрывается пленкой окиси, которая затрудняет расплав алюминия. После проведения аргоновой сварки шов места сварки практически незаметен, так как сварка соединяет сами детали, а не накладывает сверху алюминиевую присадку. .
Специалисты “Апекс” готовы предложить Вам услуги аргонной сварки литых дисков, радиаторов, поддонов, трубок и баков, головок блоков и других изделий из цветных металлов. Сколько стоит сварка аргоном? Цена на сварку аргоном зависит от сложности работ и рассчитывается индивидуально.
Стоимость работ определяется длиной сварочного шва.
Подробную информацию о ценах уточняйте по телефону: +7(916) 181-89-65.
Сварка аргоном дисков в ЗАО
Приезжайте к нам! Мы находимся в Западном округе Москвы (ЗАО) по адресу: ул. Генерала Дорохова, дом 5, владение 2. (карта проезда) Предварительно Вы можете позвонить по телефону: +7(968)-628-09-90, чтобы записаться или проконсультироваться по вопросам стоимости. Мы работаем без перерывов и выходных с 9-00 и до 22-00. Ждём Вас!
Генерала Дорохова, дом 5, владение 2. (карта проезда) Предварительно Вы можете позвонить по телефону: +7(968)-628-09-90, чтобы записаться или проконсультироваться по вопросам стоимости. Мы работаем без перерывов и выходных с 9-00 и до 22-00. Ждём Вас!Звони сейчас по номеру: +7(968)-628-09-90
И наш менеджер ответит на все вопросы и запишет на балансировку колес!
Как нас найти
Видео от “Апекс”
Аргонная сварка от мастеров кузовного ремонта в Санкт-Петербурге.
Быстрая и качественная аргонная сваркаПри различных видах кузовного ремонта нередко возникают ситуации, когда необходимо произвести ремонт алюминиевых деталей или соединить два разнородных металла стали, сплавов титана и даже чугуна. Особенности аргонной сваркиПринцип действия аргонной сварки схож с электрической, но есть ряд отличий. Свое название данный вид сварки получил из-за использования инертного газа – аргона. Сварка осуществляется вольфрамовым стержнем. Этот металл имеет очень высокую температуру плавления, поэтому остаётся инертным на протяжении всех этапов работ. Данный газ, при сваривании металлов создает защитную среду, которая обеспечивает глубокое соединение разнородных металлов, например, стали и алюминия:
Правда стоимость «аргона» выше, чем у традиционной сварки, но данный факт объясняется уникальностью технологии и получаемым результатом. Области применения при кузовном ремонтеСвойства аргонной сварки обуславливают ее применение при кузовных работах в автосервисах:
Достаточно часто наличие аппарата для аргонной сварки становится попутным бизнесом по ремонту других систем автомобилей – ремонт радиаторов охлаждения и кондиционеров, деталей двигателей и других агрегатов авто. Преимущества аргонной сварки
Как это работаетАргон подается через керамическое сопло рядом с вольфрамовым электродом. Он создает газовую защитную оболочку, предохраняя место сварки от поступления воздуха. В присутствии кислорода металл бы начал окисляться. Оксидная плёнка, которая образуется при этом, не позволяет работать методом аргонно-дуговой сварки. Кроме того, воздухоотвод необходим в процессе сварки из-за образования взрывоопасной алюминиевой пыли. После аргонной сварки ремонтировать эту деталь вновь уже не придется. Это наиболее надежный метод. После аргона шов и металл вокруг представляют единое целое. По сути, вы получаете эквивалент новой детали. Центр кузовного ремонта Гагарин-авто имеет все необходимое оборудование для осуществления аргонной сварки в соответствии с высокими требованиями к качеству работ и безопасности. Мы можем отремонтировать кузов так, что он будет, как новенький. Продлевая жизнь имеющимся деталям машины, мы экономим ваши деньги на покупку новых деталей. За подробной информацией обращайтесь к нам по телефону или приезжайте на улицу Салова 70. |
 Причем ряд автомобилей имеют достаточно много алюминиевых деталей кузова, особенно в передней части (капот, крылья, подрамники, лонжероны и т.п.). В числе таких автомобилей достаточно распространенные в России Audi, BMW и целый ряд других марок. Кроме того, активно используется алюминий в автомобилях премиальных брендов.
Причем ряд автомобилей имеют достаточно много алюминиевых деталей кузова, особенно в передней части (капот, крылья, подрамники, лонжероны и т.п.). В числе таких автомобилей достаточно распространенные в России Audi, BMW и целый ряд других марок. Кроме того, активно используется алюминий в автомобилях премиальных брендов. Перед работой металл тщательно зачищают, чтобы в шов не попала пыль, и обезжиривают.
Перед работой металл тщательно зачищают, чтобы в шов не попала пыль, и обезжиривают.


Как выполнять сварку TIG — базовая техника
Новички в сварке TIG должны начинать со стали толщиной 2 или 3 мм. Сварочная ванна больше и легче контролируется на толстой стали, что облегчает развивайте технику — пытаться учиться на более тонком материале будет труднее. Для этого урока мы использовали сталь толщиной 2 мм. Сварщик был настроен на 50 ампер, и вольфрам и присадочный стержень были 1,6 мм.
Наладка станка, шлифовка и вылет вольфрама описаны на страницу настройки TIG.Консультации по настройке мощности для разной толщины стали можно найти на TIG Таблица усилителей.
Найдите устойчивое положение
При сварке TIG необходимо контролировать расстояние между
вольфрам и работа с точностью до 1 мм. Это возможно только
с хорошим сварочным положением. На фотографиях сварщик использовал несколько
трюков:
Это возможно только
с хорошим сварочным положением. На фотографиях сварщик использовал несколько
трюков:
- Чтобы вас запутать, мы сфотографировали сварщика-левши.Если вы правша держите фонарь в правой руке.
- Сварщик сидит и работает на скамейке. Его верхняя часть тела вес не поддерживается скамьей — скамья используется только для позиционирование.
- На фото гибкий наконечник резака (очень удобный) используется для держите резак под углом, слегка касаясь рукой скамейка. Рука должна опираться на кусок дерева для правильного угол со стандартной горелкой.
- Свинец резака обернут вокруг его руки. Это берет вес провода от резака и снижает вероятность заедание в процессе сварки.
- Головка расположена сбоку, что обеспечивает хороший обзор сварочной ванны.
Новички очень часто прячут сварной шов за газовый кожух.
- Освещение сбоку, а также над головой — позволяет сварщику видеть положение вольфрама перед начало сварного шва.
- Факел будет двигаться в направлении красной стрелки на фотографии. (на самом деле это не уловка, но о нем стоит упомянуть, пока фото здесь).

Расслабленные мышцы помогают контролировать горелку — старайтесь не выполнять сварку TIG сразу после удара молотком или другой физической активности, и убедитесь, что в мастерской комфортная температура.
Красная точка на фотографии чуть ниже фонарика показывает область, сварщик будет смотреть во время сварки.Это крошечная территория, поэтому для для хорошего обзора глаза должны быть близко к сварному шву. Это очень распространено для Когда люди впервые приступают к сварке TIG, обнаруживают, что им нужны очки.
Угол и движение резака
Видео демонстрирует угол, положение и движение резака. Превыше всего
он показывает, насколько сложен процесс TIG. Движение факела устойчивое
в видео и ненадолго останавливается, пока добавляется наполнитель.
Превыше всего
он показывает, насколько сложен процесс TIG. Движение факела устойчивое
в видео и ненадолго останавливается, пока добавляется наполнитель.
Резак удерживают под углом примерно 20 градусов от вертикали, наклоняя так, чтобы вольфрам указывает в направлении сварного шва. Наклон способствует сварочная ванна формируется перед горелкой, что упрощает добавление наполнителя стержень.
Зазор между вольфрамом и деталью должен поддерживаться между 1x и 1,5 диаметра вольфрама. Мы используем вольфрам 1,6 мм Таким образом, зазор составляет около 2 мм.
Рекомендуется перемещать резак по заготовке на холостом ходу. перед сваркой убедитесь, что угол наклона горелки и расстояние до места работы можно поддерживать естественным путем, и что нет ничего, что затруднять движение.
Обучение сварке TIG
Начните с зажигания дуги на стали. Почувствуйте дугу и сварной шов
лужа.
Почувствуйте дугу и сварной шов
лужа.
Затем попробуйте приварить поверхность листа без присадки. стержень.Это поможет вам почувствовать, как движется лужа, и потренироваться в поддержании плотной длины дуги. Наконец, переходим к добавлению наполнителя провод как на видео ниже.
Мы использовали присадочный пруток 1,6 мм, но было бы намного проще подайте в бассейн присадочный стержень диаметром 1,0 мм.
На что стоит обратить внимание на видео:
Вольфрам расположен примерно в 2 мм от сталь.положение можно проверить, нажав на вольфрамовый против работы перед началом сварки. Есть короткая предварительная подача газа, а затем дуга запускается с использованием HF (высокочастотный запуск).
Горелка остается неподвижной в течение нескольких секунд, чтобы обеспечить сварку.
бассейн для формирования. Размер исходной сварочной ванны определяет ширину
сварного шва. Большой бассейн, как правило, приводит к широкому сварному шву с
большой провар и небольшая лужа в более узком шве с
меньшее проникновение.
Размер исходной сварочной ванны определяет ширину
сварного шва. Большой бассейн, как правило, приводит к широкому сварному шву с
большой провар и небольшая лужа в более узком шве с
меньшее проникновение.
Вы можете увидеть кончик отраженного вольфрама в сварочной ванне. О длине дуги можно судить по расстоянию между концом вольфрама и отражением в бассейне. Чем ближе вы познакомитесь с TIG, тем легче будет судить длина дуги на ширину и высоту самой дуги.
Присадочный стержень добавляется в самую переднюю часть сварочной ванны. — сварочная ванна плавит присадочный пруток, а не дуга.Добавление присадочный пруток охладит сварочную ванну.
Запорный стержень находится низко — слишком высоко и
дуга вернет его обратно. Если длина дуги слишком велика,
присадочная проволока будет плавиться еще до того, как достигнет лужи.
Заполняющий стержень все время находится под газовым кожухом. Этот держит его близко к дуге, чтобы согреться и облегчить плавится, а также предотвращает его окисление.
По окончании сварки горелка немного занесено и выключено. Факел проводится в положение, пока не прекратится подача газа после продувки. Постпоток защищает вольфрам и конец сварочной ванны.
С первой попытки ничего не выйдет — их так много
вещи, происходящие в то же время, на которых вы, как правило, сосредоточитесь, пока
другие сбиваются с пути.Лучше всего начать с настройки дугового зазора.
После некоторой практики это станет естественным, и вы сможете сосредоточиться на
сварочная ванна и добавление присадочного стержня. Как только это там, посмотрите, насколько широким
сварочную ванну и отрегулируйте скорость движения, чтобы контролировать проплавление. Только когда все это будет сделано, вы начнете добиваться аккуратного
сварка, на которую способна TIG.
Длина дуги
Длина дуги контролирует количество тепла в сварном шве.TIG — это постоянная текущий процесс (усилители, которые вы установили на машине, — это усилители, которые вы получите), но увеличение длины дуги увеличивает напряжение, которое, в свою очередь, нагревает сварной шов.
Новички, как правило, имеют слишком большую длину дуги из-за боязни загрязнения. вольфрам. Его следует поддерживать в пределах от 1 до 1,5 раз больше диаметр вольфрама (длина дуги от 1,6 мм до 2,4 мм для 1.6мм вольфрам мы используем).
Чрезмерная длина дуги затрудняет управление дугой, и
также сильно нагреет вольфрам, поэтому, если вы все-таки коснетесь
в сварочную ванну вольфрам впитает изрядное количество стали. Это
что случилось с вольфрамом на фото и это большое разочарование
для начинающих. Благодаря плотной дуге вольфрам остается холодным и трогательным.
вниз почти не снимает острие с вольфрама.
Благодаря плотной дуге вольфрам остается холодным и трогательным.
вниз почти не снимает острие с вольфрама.
Размер и скорость
Видео и фото не дают ощущения масштаба. Сварной шов в ширина видео составляет всего 4 мм, что примерно вдвое меньше ширины MIG или Arc валик для материала той же толщины.
Скорость перемещения составляла около 1 мм в секунду, что опять же намного меньше, чем у MIG. или Arc, но быстрее, чем вы можете себе представить, пока вас отвлекает все остальное, что необходимо для обучения сварке TIG.
Сварной шов довольно плоский — менее 0,5 мм в высоту. Идеал для сустава будет иметь армирующую толщину сварного шва над работой около 10% толщины материала.
Наш сварной шов не прошел через нижнюю часть листа толщиной 2 мм.
Здесь мы не стремимся к проникновению, а просто попрактикуемся в укладке.
бусы.
Если ваша бусина проходит через заднюю часть стали до того, как вы получите умение укладывать красивый шарик вполне вероятно, что ваша скорость передвижения слишком медленно.
О скорости движения можно судить по ширине зоны термического влияния вокруг сварного шва (обесцвеченная часть). На фотографии это довольно узкие, может быть, 15 мм от края до края.
Если сварка была выполнена при более низком токе и меньшей скорости движения до Компенсировать зону термического влияния было бы намного шире. Так низко скорость движения фактически нагревает сварной шов больше, так как тепло отводится от сварочной ванны до того, как сварочная ванна будет создана.
Подача присадочных стержней TIG
В сварке TIG происходит так много всего, что, наверное, лучше
не протягивать проволоку для первых нескольких тренировочных бусин. Просто держись
проволоку и перестаньте добавлять, пока не обгорели пальцы.
Когда все остальное в порядке, происходит подача присадочного стержня естественно. Проволоку можно подавать любым удобным для а вот видео простого способа.
Вам нужно только подать проволоку, чтобы сохранить расстояние между вашими пальцами и дугой — скорость подачи намного ниже, чем показано на видео.
Запорные стержни довольно длинные. С ними намного легче работать, если вы разрезаете их пополам.
Проблемы?
Вы же начали со стали толщиной 2 или 3 мм, не так ли? Это действительно много легче, чем тонкий материал.
Два сварных шва на фото справа были выполнены начинающим TIG. сварщик. На первом фото сварщик изо всех сил пытался контролировать сварочная ванна, и возникли проблемы с добавлением присадочного стержня.
Второй сварной шов был сделан сразу после этого без дополнительной подготовки. Единственная разница — это толщина стали (и отрегулированный ток
в соответствии с). Увеличенная толщина означает, что сварочная ванна больше и
легче контролировать, что значительно упрощает добавление присадочного стержня.
Единственная разница — это толщина стали (и отрегулированный ток
в соответствии с). Увеличенная толщина означает, что сварочная ванна больше и
легче контролировать, что значительно упрощает добавление присадочного стержня.
Пластина на втором фото не подготовлена должным образом — стальная должен быть полностью блестящим, без ржавчины или прокатной окалины, иначе сварной шов выплюнет сталь обратно на вольфрам и сразу же загрязнит его как только вы начнете сварку.
Легкость сварки более толстого материала облегчает понимание и развиваем технику. Также это дает большой прирост уверенности. Как только вы освоите технику, ее легко перенести на более тонкий материал.
Следующий шаг
Надоедает укладывать бусинки на тарелку. Когда вы освоите базовую технику
попробуйте несколько стыковых швов. Они дадут
гораздо лучшая обратная связь по скорости движения и количеству присадочного стержня
Добавить. После этого попробуйте несколько угловых швов.
— именно то, что я понял, заставило меня щелкнуть сваркой TIG.
После этого попробуйте несколько угловых швов.
— именно то, что я понял, заставило меня щелкнуть сваркой TIG.
Как решить 10 распространенных проблем при сварке TIG [Руководство]
Ошибки и решения при сварке TIG
Газовая дуговая сварка вольфрамовым электродом (GTAW) или TIG часто указывается в соответствии со строгими эстетическими, структурными или нормативными / стандартными требованиями.Процесс TIG сложен, и это, несомненно, самый сложный процесс для изучения. В этой статье содержатся фотографии и описания типичных ошибок сварки TIG, а также основные советы о том, как предотвратить их появление.
1. Плохое газовое покрытие ведет к загрязнению
Сварочный шов здесь показывает загрязнение, вызванное отсутствием защитного газа, которое может произойти, когда защитный газ не включен, либо слишком мало, либо слишком много защитного газа, или газ уносится.
- Чтобы устранить проблемы с газовым загрязнением, проверьте этикетку газового баллона, чтобы убедиться, что вы используете правильный тип газа для сварки TIG, обычно 100% аргон (или, возможно, смесь аргона и гелия для толстого алюминия). Попытка выполнить сварку смесью аргона и диоксида углерода (обычно используемой для сварки MIG) немедленно вызовет загрязнение.
 Попытка выполнить сварку смесью аргона и диоксида углерода (обычно используемой для сварки MIG) немедленно вызовет загрязнение.
Попытка выполнить сварку смесью аргона и диоксида углерода (обычно используемой для сварки MIG) немедленно вызовет загрязнение.- Установите надлежащую скорость потока газа, которая должна составлять от 15 до 20 кубических футов в час (куб. Футов в час). Сварщики часто — и ошибочно — предполагают, что более высокий поток / давление газа обеспечивает большую защиту. Фактически, чрезмерный поток газа создает турбулентность и вихревые токи, которые втягивают нежелательные загрязнения в воздухе (и это может вызвать блуждание дуги). Как правило, следует допускать меньшее значение рекомендованного расхода защитного газа, чтобы обеспечить надлежащее экранирование без турбулентности.
- Проверить герметичность всей арматуры и шлангов. Любое нарушение может привести к попаданию воздуха в поток защитного газа, что может привести к загрязнению сварного шва (и вы потеряете деньги, если выйдет газ). Протрите шланг и все фитинги мыльной водой. Если образуются пузыри, у вас есть утечка, и вам необходимо заменить неисправные компоненты.
- Предполагая, что у вас есть полный баллон, нужный тип газа и нет утечек, учтите, что ваш резервуар может быть загрязнен влагой. Загрязнение баллона защитным газом случается нечасто, но возможно.Обратитесь к поставщику газа, чтобы решить эту проблему.
| Рис.1: Плохое газовое покрытие приводит к загрязнению |
2. Сварка алюминия с неправильной полярностью / регулировка баланса
Этот сварной шов TIG (рис. 2A) был создан с установкой полярности аппарата на отрицательный электрод постоянного тока (DCEN). Как видите, сварной шов не пробил слой оксида алюминия.Это привело к образованию сварного шва, в котором присадочный металл смешался с частично расплавленным оксидом и образовал загрязненный валик, показанный здесь. Чтобы избежать этого, всегда выполняйте сварку алюминия методом TIG с установленной полярностью на переменный ток (AC).
TIG на переменном токе (рис. 2B) позволяет положительной части цикла электрода (EP) удалять оксид алюминия, в то время как отрицательная часть электрода (EN) плавит основной металл. Функция, называемая контролем баланса переменного тока, позволяет операторам настраивать соотношение EP и EN.Если вы заметили в сварочной ванне коричневатое окисление или хлопья, похожие на черный перец (Рисунок 2C), увеличьте эффективность очистки. Однако обратите внимание, что слишком большое количество EP приводит к чрезмерному сгибанию вольфрама (рис. 2D) и вызывает слишком сильное травление. Наконец, при сварке алюминия методом TIG не начинайте сварку, пока лужа не станет похожей на блестящую точку. Это означает, что оксид удален, и можно безопасно добавлять наполнитель и двигаться дальше. Добавление наполнителя в зону сварного шва до того, как оксидный слой будет должным образом удален, приведет к загрязнению.
| |
Рисунок 2A: Алюминий, сваренный на постоянном токе с аргоном |
| |
Рисунок 2B: Идеальный сварной шов алюминия |
| |
Рисунок 2C: Установлен слишком высокий баланс переменного тока |
| |
| Рисунок 2D: вольфрам в баллонах |
3.
 Зернистость сварного шва
Зернистость сварного шваНа рис. 2В показано, как должен выглядеть алюминиевый валик для сварки TIG. На рис. 3 показан валик с зернистостью, которая обычно возникает из-за проблем с присадочным металлом. Например, алюминиевый присадочный стержень 4043 от одного производителя может иметь другие свойства, чем стержень 4043 от другого производителя. Сварщику (если позволяет приложение) может потребоваться соответствующая корректировка марки присадки. Стержень также может быть неисправен (слишком много определенного ингредиента). У сварщика может быть даже неправильный тип присадочного стержня, например, присадочный материал 4043 вместо присадочного материала 5356.
Перед сваркой всегда проверяйте тип присадочного металла и удаляйте с поверхности всю смазку, масло и влагу, чтобы предотвратить загрязнение.
| |
| Рисунок 3: Шов с зернистым алюминием |
4.
 Отсутствие сращивания в корне
Отсутствие сращивания в корнеОтсутствие проплавления у основания тройника или углового сварного шва может быть вызвано рядом факторов: неправильной подгонкой, расположением горелки слишком далеко от стыка (увеличение длины дуги) и неправильной подачей присадочного стержня. , назвать несколько.Эта проблема может чаще встречаться с машиной на базе трансформатора, поскольку дуга имеет тенденцию блуждать между двумя сторонами соединения, ища путь наименьшего сопротивления. В этом случае уменьшение длины дуги обеспечит лучший контроль направления и поможет увеличить проплавление. Также важно не допускать недостаточного заполнения стыка или слишком быстрой сварки.
Обратите внимание, что инверторные машины (особенно с расширенными возможностями управления выходным сигналом, такими как регулируемая частота и импульсное управление) обеспечивают больший контроль над дугой.Эти элементы управления создают более узкий, более сфокусированный конус дуги, который обеспечивает лучший контроль направления сварочной ванны и более глубокое проплавление (и часто при повышенной скорости движения).
| |
| Рисунок 4: Отсутствие плавления в корне |
5. Кратеры
Кратеры, подобные показанной на рисунке 5A, обычно возникают в конце сварного шва и часто приводят к растрескиванию. Причины включают мгновенное снижение мощности сварки (из-за чего лужа остывает слишком быстро) и слишком быстрое извлечение присадочного стержня в конце шва.Проблемы с растрескиванием кратера можно легко устранить, продолжая подавать присадочный пруток, медленно снижая ток в конце шва. Обратите внимание, что некоторые сварочные аппараты TIG имеют функцию контроля образования кратера, которая автоматически снижает ток в конце шва. В результате получается красивый сварной шов, как показано на Рисунке 5B.
| |
| Рисунок 5A: Плохо заполненные кратеры сварного шва |
| |
| Рисунок 5B: Заполненная кратер сварного шва |
6.
 Грязная основа и / или присадочный металл
Грязная основа и / или присадочный металлОдна из первых вещей, которые вы должны знать о сварке, — это очистка материалов перед сваркой. На этой фотографии (рис. 6А) показано, что происходит, если не очищать прокатную окалину от горячекатаной низкоуглеродистой стали. Необходимо очистить все основные и присадочные металлы, независимо от того, являются ли загрязнения прокатной окалиной, оксидом алюминия или грязью и жиром на присадочных металлах. Отшлифуйте, почистите щеткой и вытрите все возможные загрязнения. Для очистки алюминия используйте щетку из нержавеющей стали для предотвращения загрязнения другими металлами.
На рис. 6B показано, что происходит, когда сварной шов на мягкой стали был должным образом очищен перед сваркой. На рис. 6С показан сварной шов на хромомолибденовой трубе, который не был очищен, а на рис. 6D показан сварной шов, который был очищен перед сваркой.
| |
| Рисунок 6A: Неочищенный стальной сварной шов |
| |
| Рисунок 6B: Сварной шов чистой стали |
| |
Рисунок 6C: Неочищенный хром-молибден |
| |
| Рисунок 6D: Очищенный хром молибденовый |
7.
 Плохой цвет на нержавеющей стали
Плохой цвет на нержавеющей сталиНа рисунке 7A показано изменение цвета сварного шва из нержавеющей стали, вызванное перегревом, который не только влияет на цвет материала, но также снижает его коррозионную стойкость и механические свойства. К сожалению, как только эта ошибка сделана, ничего нельзя сделать, чтобы исправить ее, кроме как списать деталь и начать заново. Чтобы предотвратить перегрев, уменьшите силу тока, немного увеличьте скорость движения или уменьшите длину дуги. Если ваше сварочное оборудование оснащено функциями импульсной сварки, сейчас самое время узнать, как их использовать.Импульсный режим снижает тепловложение и обеспечивает отличный контроль сварочной ванны. На рис. 7В показана правильная окраска нержавеющей стали.
| |
| Рис. 7A: Нержавеющая сталь плохого цвета |
| |
Рис. 7B: Хорошая окраска нержавеющей стали 7B: Хорошая окраска нержавеющей стали |
8. Шугаринг на нержавеющей стали
На рис. 8 показано засахаривание на обратной стороне сварного шва из нержавеющей стали.Шугаринг (окисление) происходит вокруг сварного шва, когда он подвергается воздействию кислорода воздуха. Лучший способ предотвратить засахаривание — продуть сварной шов защитным газом аргоном или снизить сварочный ток.
| |
| Рисунок 8: Шугаринг на нержавеющей стали |
9. Слишком большая сила тока на алюминии
На рис. 9A показано, как выглядит сварной шов на алюминии при слишком высоком значении силы тока.Это создает более широкий профиль, плохо очерченный валик и потенциально может привести к прожогу. Чтобы решить эту проблему, уменьшите силу тока и / или увеличьте скорость движения. Вернитесь к рисунку 2B, чтобы определить идеальный сварной шов.
| Рисунок 9: Чрезмерная сила тока / тепловложение |
10. Правильный контроль длины дуги
Изменение цвета в середине этого сварного шва алюминия (Рис. 10) произошло в результате увеличения длины дуги.Длина дуги, то есть расстояние между электродом и основным металлом, определяет сварочное напряжение TIG. Слишком длительное выдерживание дуги увеличивает общее тепловложение и возможность деформации, расширяет сварной шов при одновременном уменьшении проплавления и ухудшает внешний вид сварного шва. Практикуйтесь в поддержании постоянной длины дуги, чтобы улучшить контроль подвода тепла и улучшить качество сварного шва.
| |
| Рис. 10: Изменение длины дуги |
Эта статья изначально была опубликована в The Fabricator Magazine и опубликована с разрешения.
Сварка TIG (GTAW) — Advantage Fabricated Metals
На главную> Металл Советы и факты по изготовлению> Сварка TIG
Advantage Fabricated Metals выполняет несколько сварочных работ процессы . Два наиболее распространенных процесса сварки, которые мы используем, включают TIG, аббревиатуру от слова «сварка вольфрамовым электродом в среде инертного газа», и MIG, сокращение от слова «сварка металла в инертном газе». TIG также называют GTAW (газо-вольфрамовая дуговая сварка) и Heliarc®.MIG также называют GMAW (газовая дуговая сварка металла).
Сварка TIG также называется сваркой Heliarc®. Heliarc® — это торговое название, данное процессу Linde, когда он был представлен несколько десятилетий назад. Дуга зажигается с помощью вольфрамового электрода, защищенного инертным газом, а присадочный пруток подается в сварочную ванну отдельно. Газовая защита, необходимая для защиты расплавленного металла от загрязнения и силы тока, обеспечивается во время сварки TIG.
Сварка TIG — более медленный процесс, чем MIG, но он обеспечивает более точный сварной шов и может использоваться при более низких силах тока для более тонкого металла и даже может использоваться для экзотических металлов.Сварка TIG — это широко используемый процесс высококачественной сварки. Сварка TIG стала популярным методом сварки, когда требуется высокое качество и точность сварки. Процесс сварки TIG требует больше времени для изучения, чем MIG.
Характеристики процесса сварки TIG
TIG:
- В процессе сварки используется неплавящийся вольфрамовый электрод,
- Использует ряд защитных газов, включая гелий (He) и аргон (Ar),
- Легко наносится на тонкие материалы,
- Выполняет высококачественные сварные швы превосходного качества,
- Сварные швы можно выполнять с присадочным металлом или без него,
- Обеспечивает точный контроль параметров сварки (т. е.е. тепло),
- Сварка с низким уровнем деформации,
- Не оставляет шлаков и брызг.
 е.е. тепло),
е.е. тепло),При сварке TIG дуга образуется между неплавящимся вольфрамовым электродом и свариваемым металлом. Газ подается через горелку для защиты электрода и расплавленной сварочной ванны. Если используется присадочная проволока, она добавляется в сварочную ванну отдельно.
На следующем рисунке схематически показано, как работает процесс сварки TIG.
Наиболее распространенные сварочные швы TIG показаны ниже. Среди них:
- стык,
- нахлесточное соединение,
- Тройник и
- Угловой шов.
На следующем рисунке показаны эти сварные соединения TIG:
В процессе сварки TIG используется ряд защитных газов, в том числе:
- аргон
- аргон / гелий и
- гелий
Аргон лучше всего подходит для сварки металлов. Он работает при более высоком напряжении дуги,
облегчает зажигание дуги и обычно используется для сварки низкоуглеродистой стали,
алюминий и титан.
Он работает при более высоком напряжении дуги,
облегчает зажигание дуги и обычно используется для сварки низкоуглеродистой стали,
алюминий и титан.
Гелий обычно добавляют для увеличения погонной энергии (увеличения скорости сварки или проплавление) и используется для высокоскоростной сварки низкоуглеродистой стали и титан. Гелий имеет меньшую зону термического влияния и, следовательно, глубоко проникает в металлы. Это также может увеличить скорость сварки до 40%.Гелий также обычно используется для сварки нержавеющей стали и меди.
Комбинированный газ аргон / гелий используется для получения более горячей дуги при сварке. алюминий и алюминиевые сплавы. Он также используется при автоматической сварке.
Несмотря на то, что TIG является широко используемым процессом сварки, существует ряд ограничений. К ним относятся:
- TIG требует большей сноровки сварщика, чем MIG или ручная сварка,
- TIG дает более низкие скорости наплавки,
- TIG дороже для сварки толстых металлических профилей.

Посмотреть обзор наших сварочных услуг любой процессов обработки металлов давлением, предлагаемых Преимущество готовых металлов.
Для получения дополнительной информации о Advantage Fabricated Metals и металле предоставляемые нами услуги по изготовлению и сварке, заполните контактную информацию форму или позвоните нам по телефону 1-815-323-1310 .
Сопутствующие услуги по изготовлению и сварке металлов, советы и факты:
О компании Advantage Fabricated Metals
| Услуги по обработке металлов давлением
Материалы | Преимущества
| FAQs | Глоссарий по сварке и формовке металлов
Советы и факты | Ссылки
И ресурсы | Карта сайта
Свяжитесь с нами | Дом
Advantage Fabricated Metals
подразделение Corrugated Metals, Inc.
Мы инвестируем в наших клиентов ™
3575 Morreim Drive • Бельвидер, Иллинойс 61008
Телефон: 1-815-323-1310 • Факс: 1-815-323-1317
Эл. Почта: info@advantagefabricatedmetals.com
Почта: info@advantagefabricatedmetals.com
Авторские права © Advantage Fabricated Metals, Inc., 2003-2009.
Все права защищены.
Цвета в сварке прикольные, но …
В последнее время я слежу за веб-сайтами и социальными сетями, на которых вы, ребята, делитесь своей работой, например, в Instagram, и сварочные швы TIG просто невероятны.Я вижу все красивые цвета — соломенный, розовый, зеленый и синий.
ESAB PhotoМежду всеми вами идет хорошее соревнование, чтобы увидеть, сколько цветов вы можете получить на одном сварном шве. Должен сказать, впечатляет …
Но я также должен сказать, что меня очень впечатлили люди, которых я вижу, которые сохраняют правду в своих комментариях к этим фотографиям о той старой доброй штуке, которую мы называем диаграммой цвета нержавеющей стали.
Итак, вот вопрос дня Спарки:
Вопрос: Какой цвет лучше всего подходит для сварки?
Ответ: Нет.
Я знаю, знаю, но выслушай меня …
Цвет сварного шва — признак оксида. Оксид снижает способность нержавеющего металла противостоять коррозии. Коррозия ставит под угрозу целостность сварного шва. Вот почему лучше всего стремиться к блестящему хромированному цвету сварного шва.
Таблицы критериев приемки Свода правил сварки детализируют цвета (или степень окисления), которые допустимы для сварного шва. Вы можете найти один из доступных в Американском сварочном обществе здесь.
Таблицы цветов сантехнических нержавеющих труб могут отличаться от нержавеющих сварных швов, идущих в космос, но не намного.Чтобы сделать это правильно, вы действительно хотите настроить источник питания и поток газа для сварки TIG нержавеющей стали и проверить нормы и стандарты. Даже если вы не выполняете сварку по коду, эти руководства по-прежнему являются источником передовых методов сварки.
Судя по безумно хорошей работе с бисером, которую я вижу на этих сайтах, я уверен, что у всех вас есть талант сделать следующим крутым цветом на сварных швах блестящий хром.
Вот несколько советов, как это сделать:
Четыре наконечника для блестящей хромированной сварки TIG
1) Используйте газовую линзу вместо корпуса цанги для подачи гладкого столба защитного газа, что является обязательным.
(Слева): 1) Газовая линза диспергирующая газовая; 2) корпус цанги диспергирующий газ; 3) Газовая линза; 4) Корпус цанги2) Используйте стеклянную газовую линзу для сварки нержавеющих труб небольшого диаметра, обеспечивая полный визуальный контакт с дугой и улучшая контроль.
3) Если у вас есть возможность, используйте импульс в настройках вашей машины. Это лучший способ уменьшить жар и углубить проникновение. Вы можете набрать его для очень точного контроля и идеального профиля борта.
ESAB Photo 4) Проверьте настройки для всех толщин материала и положений сварки, с которыми вы будете работать во время сварки. Не торопитесь с каждым из них, пока не убедитесь, что сварные швы повторяемы. График сварки поможет вам учесть каждую важную переменную. Тогда у вас будут записанные расписания, к которым вы сможете вернуться, когда они вам понадобятся. (* ПОДСКАЗКА: я часто фотографирую свое расписание на телефон, поэтому оно всегда со мной.)
Вы также можете загрузить спецификацию процедуры сварки (WPS) и распечатать ее, чтобы иметь при себе в работе.
Опять же, я хотел бы лично поблагодарить тех из вас, кто передает эти знания в социальных сетях. Вы поддерживаете ремесло живым и здоровым, передавая хорошие вещи и делая это с уважением на благо будущих сварщиков.
А теперь извините меня, я снова хохочу над этими красочными сварными швами …
Купить Горелка WP26 TIG Сварочная горелка TIG26 с аргоном, 4 метра, 13 футов, с воздушным охлаждением, для сварочного аппарата TIG 180A-220A ► Alitools
Продажа надежных брендов.
Продавец работает на платформе более трех лет.
3% покупателей недовольны товаром от продавца.
Покупатели довольны сообщением продавца.
Товары продавца соответствуют их описанию.
Продавец отправляет быстро.
Основные сведения о сварке защитным газом MIG
Защитный газ может играть важную роль в улучшении или ухудшении сварочных характеристик.Сварка MIG (GMAW) с использованием защитного газа и сплошного проволочного электрода позволяет получить чистый шов без шлака. Это происходит без необходимости останавливать сварку для замены электрода, как при сварке палкой. Повышенная производительность и меньшая очистка — это лишь два преимущества этого процесса.
Чтобы достичь этих результатов в вашем конкретном приложении, он помогает понять роль защитного газа, различные доступные защитные газы и их уникальные свойства.
Основная цель защитного газа — предотвратить воздействие на расплавленную сварочную ванну кислорода, азота и водорода, содержащихся в воздушной атмосфере.Реакция этих элементов на сварочную ванну может создать множество проблем, включая пористость (отверстия в сварном шве) и чрезмерное разбрызгивание.
Различные защитные газы также играют важную роль в определении профилей проплавления сварного шва, стабильности дуги, механических свойств готового сварного шва, используемого вами процесса переноса и т. Д.
Выбор расходных деталей для горелок MIG, обеспечивающих стабильную и плавную подачу защитного газа, также важен для выполнения успешных сварочных швов MIG.
Выбор подходящего защитного газа
Для многих сварочных операций MIG можно использовать различные варианты защитного газа. Вам необходимо оценить свои цели в области сварки и области применения, чтобы выбрать наиболее подходящий вариант для конкретной области применения. При выборе учитывайте следующее:
- Стоимость газа
- Свойства готового сварного шва
- Подготовка и очистка после сварки
- Основной материал
- Процесс переноса сварного шва
- Ваши производственные цели.
Четыре наиболее распространенных защитных газа, используемых при сварке MIG, — это аргон, гелий, диоксид углерода и кислород. Каждый из них имеет уникальные преимущества и недостатки в любом конкретном приложении.
Пористость, которую можно увидеть на лицевой и внутренней поверхностисварного шва, может быть вызвана недостаточным количеством защитного газа и может значительно ослабить
сварной шов.
Двуокись углерода (CO2)
Наиболее распространенным из реактивных газов, используемых при сварке MIG, является двуокись углерода (CO2). Это единственный, который можно использовать в чистом виде без добавления инертного газа.CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом. Чистый CO2 обеспечивает очень глубокое проплавление шва, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и больше брызг, чем при смешивании с другими газами. Он также ограничивается только процессом короткого замыкания.
Это единственный, который можно использовать в чистом виде без добавления инертного газа.CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом. Чистый CO2 обеспечивает очень глубокое проплавление шва, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и больше брызг, чем при смешивании с другими газами. Он также ограничивается только процессом короткого замыкания.
Аргон
Для компаний, которые уделяют особое внимание качеству сварных швов, их внешнему виду и снижению степени очистки швов после сварки, лучшим вариантом может быть смесь 75–95 процентов аргона и 5–25 процентов CO2.Он обеспечит более желательное сочетание стабильности дуги, контроля образования луж и меньшего разбрызгивания, чем чистый CO2. Эта смесь также позволяет использовать процесс переноса распылением, который может обеспечить более высокую производительность и более привлекательные сварные швы. Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам потребуется 100-процентный аргон.
Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам потребуется 100-процентный аргон.
Кислород
Кислород, также являющийся реактивным газом, обычно используется в соотношении девять процентов или меньше для улучшения текучести сварочной ванны, проплавления и стабильности дуги при работе с низкоуглеродистой, низколегированной и нержавеющей сталью.Однако он вызывает окисление металла шва, поэтому его не рекомендуется использовать с алюминием, магнием, медью или другими экзотическими металлами.
Гелий
Гелий, как и чистый аргон, обычно используется с цветными металлами, но также и с нержавеющими сталями. Поскольку он обеспечивает широкий и глубокий профиль проникновения, гелий хорошо работает с толстыми материалами и обычно используется в соотношении от 25 до 75 процентов гелия к 75-25 процентам аргона. Регулировка этих соотношений изменит глубину проникновения, профиль валика и скорость движения.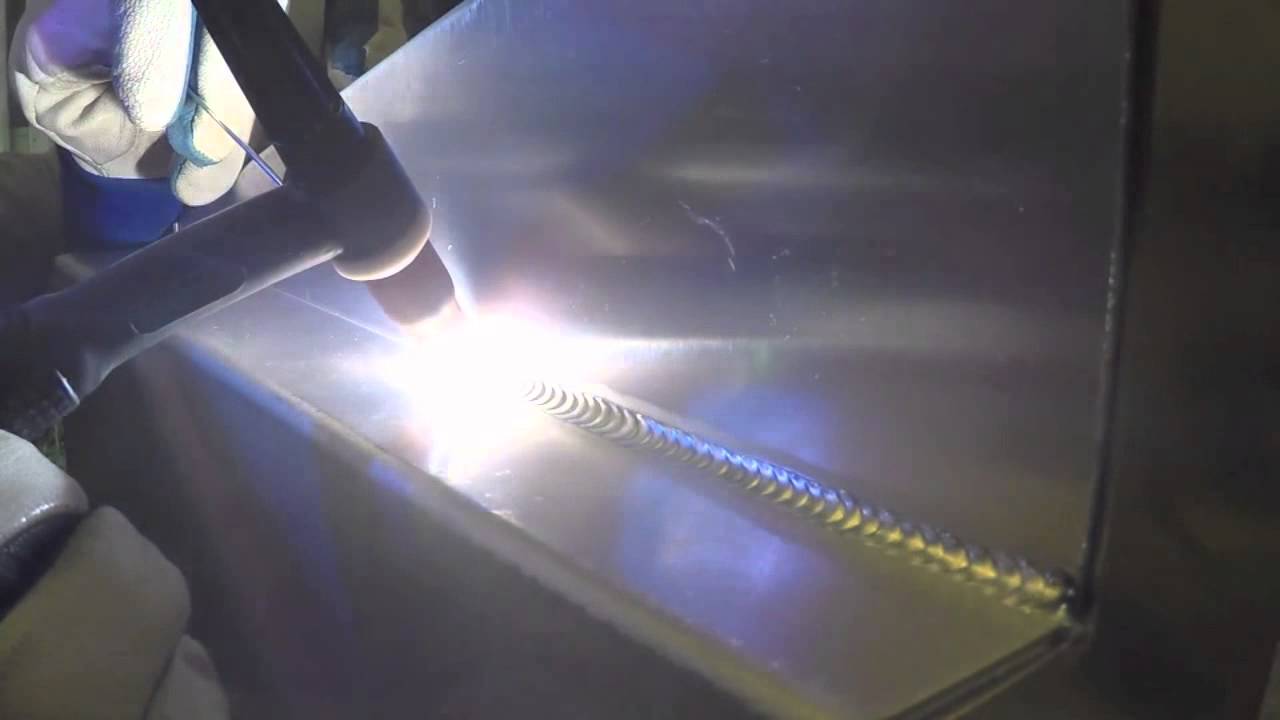 Гелий создает более «горячую» дугу, что позволяет увеличить скорость движения и повысить производительность. Однако он более дорогой и требует более высокой скорости потока, чем аргон. Вам нужно будет рассчитать ценность увеличения производительности по сравнению с увеличением стоимости газа. В случае нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
Гелий создает более «горячую» дугу, что позволяет увеличить скорость движения и повысить производительность. Однако он более дорогой и требует более высокой скорости потока, чем аргон. Вам нужно будет рассчитать ценность увеличения производительности по сравнению с увеличением стоимости газа. В случае нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
в покрытии защитным газом. На фото слева показано хорошее покрытие, тогда как покрытие на фото справа позволяет
воздушной среде загрязнять защитный газ.
Подача защитного газа в сварочную ванну
Все ваши усилия по выбору подходящего защитного газа будут потрачены впустую, если ваше оборудование не подает газ на сварной шов. Расходные детали горелки MIG (диффузор, контактный наконечник и сопло) играют решающую роль в обеспечении надлежащей защиты сварочной ванны.
На этом разрезе показана система расходных материалов, в которой контактный наконечникустановлен в диффузоре и удерживается на месте
с помощью защиты от брызг внутри сопла.

Если вы выберете слишком узкое сопло или если диффузор забивается, например, брызгами, в сварочную ванну может попасть слишком мало защитного газа.Точно так же плохо спроектированный диффузор может не направлять защитный газ должным образом, что приведет к турбулентному, несбалансированному потоку газа. Оба сценария могут допускать попадание воздуха в защитный газ и приводить к чрезмерному разбрызгиванию, пористости и загрязнению сварных швов.
При выборе расходных материалов для пистолета MIG выбирайте те, которые устойчивы к разбрызгиванию и обеспечивают достаточно широкое отверстие сопла для обеспечения достаточного покрытия защитным газом. Некоторые компании предлагают сопла со встроенной защитой от брызг, которая также добавляет вторую фазу диффузии защитного газа.Это приводит к еще более плавному и стабильному потоку защитного газа.
Выбор подходящего защитного газа для вашей конкретной области применения потребует тщательного анализа типа выполняемой вами сварки, а также ваших производственных приоритетов. Использование приведенных выше рекомендаций должно стать хорошим началом процесса обучения. Перед принятием окончательного решения обязательно проконсультируйтесь с местным дистрибьютором сварочных материалов.
Использование приведенных выше рекомендаций должно стать хорошим началом процесса обучения. Перед принятием окончательного решения обязательно проконсультируйтесь с местным дистрибьютором сварочных материалов.
Как определить хороший сварной шов против плохого
Сварные швы, возможно, не первое, что приходит в голову, когда внимание привлекает великолепный небоскреб или безупречный старинный автомобиль, но это должно быть так.Все, что мы видим или используем в повседневной жизни, было сварено (или сделано с помощью имеющегося оборудования). Сварка — это способ only соединения двух или более металлических частей вместе, чтобы они работали как единое целое. Сварка также является наиболее экономичным способом соединения металлов и эффективным .
Без сварки изготовленные на заказ изделия из металла, такие как небоскребы, автомобили, лодки, машины, мосты, самолеты, танки и сотни тысяч изделий, не могли бы существовать.
Сварка в той или иной форме существует уже тысячи лет и восходит к бронзовому веку, когда каменные орудия постепенно уступили место бронзе.
Большинство людей сегодня могут быть знакомы с техникой сварки, используемой кузнецами, при которой два куска металла нагревали до ярко-красного цвета, а затем соединяли друг с другом, создавая сварной шов. Это называлось кузнечной сваркой и было одним из немногих видов сварки до 19 века (на фото справа).
Перенесемся в сегодняшний день. Существует ряд сложных методов сварки, из которых можно выбрать, и тип, который в конечном итоге будет использоваться, будет зависеть от материала и области применения. Поскольку сварка оказывает огромное влияние на нашу повседневную жизнь, сварные швы проверяются визуально и / или физически. Во всех случаях прочный и долговечный сварной шов считается хорошим сварным швом.
Методы сварки
Сварка занимает одно из первых мест среди промышленных процессов, в которых задействовано больше наук и переменных, чем в других. Это можно понять, оценив разнообразие методов сварки, используемых сегодня в промышленности.
Это можно понять, оценив разнообразие методов сварки, используемых сегодня в промышленности.
Выбор наиболее подходящего метода сварки повысит упругость сварного шва и обеспечит чистоту поверхности без дефектов. Хотя испытания необходимы для проверки полной целостности сварного шва, — это визуальные индикаторы , которые могут сигнализировать о признаках плохого сварного шва.
Сварка МИГ
AKA: GMAW (газовая дуговая сварка металла)
Применение: Сварка MIG (металл в инертном газе) — это наиболее широко используемый и, возможно, самый простой в освоении вид сварки в промышленности и в быту.Это процесс, при котором между плавящимся проволочным электродом и металлом заготовки образуется электрическая дуга. Возникающее тепло заставляет металлы плавиться и соединяться.
Материалы: Более тонкий листовой металл и сплавы, такие как низкоуглеродистая сталь, нержавеющая сталь, а также алюминий.
Признаки плохого сварного шва включают: Отсутствие однородности, трещины в середине валика, слишком тонкие и / или отсутствие обесцвечивания основного металла (который должен составлять около 1/8 дюйма).
Узнайте больше на Hobart Welders
Ручная сварка
AKA: Дуговая сварка, дуговая сварка в среде защитного металла (SMAW), ручная дуговая сварка металлическим электродом (MMA или MMAW) или дуговая сварка в среде защитного флюса.
Применение: Ручная сварка — это самый простой из всех видов сварки, и ее легко освоить в домашних условиях. Сварку палкой можно использовать при производстве, строительстве и ремонте. В этом процессе используется электрическая дуга с переменным или постоянным электрическим током между электродом и соединяемыми металлами.Заготовка и электрод плавятся, образуя сварочную ванну, которая остывает, образуя соединение.
Материалы: Обычно используется для обработки углеродистой стали, низко- и высоколегированной стали, нержавеющей стали, чугуна и высокопрочного чугуна. Иногда используется для никеля, меди (и их сплавов) и алюминия.
Иногда используется для никеля, меди (и их сплавов) и алюминия.
Признаки плохого сварного шва: Брызги, подрезы, видимое отсутствие плавления и трещины. Однако необходимо провести испытания всех сварных швов, чтобы определить адекватное проплавление.
Ознакомьтесь с этим замечательным ресурсом от Lincoln Electric, в котором объясняется более подробно.
Кислородная сварка
AKA: Газовая сварка и резка, кислородно-ацетиленовая сварка, кислородная сварка и газовая сварка.
Применение: Кислородная сварка не так широко используется для обычной сварки низкоуглеродистой стали. Этот метод заключается в смешивании кислорода и ацетилена для создания пламени, способного плавить сталь. В основном используется сегодня для ремонтных работ и газовой резки металла.
Материалы: Этот метод обычно используется для пайки более мягких металлов, таких как медь и бронза, или для сварки хрупких алюминиевых деталей, таких как холодильные трубы.
Признаки плохого сварного шва включают: На нижней стороне сварного шва недостаточное проплавление, чрезмерное количество металлических шариков, сварной шов слишком большого размера, сварные швы меньшего размера, поднутрение, перекрытие, неполное плавление, пористость и / или трещины. Чрезмерный рост зерна или наличие твердых пятен визуально определить невозможно.
Узнайте больше на WeldingGuru.com
Сварка TIG
AKA: GTAW (газовая дуговая сварка вольфрамом)
Применение: Сварка TIG (вольфрамовым инертным газом) сравнима со сваркой в кислородно-ацетиленовом газе и требует гораздо большего опыта от оператора. Это еще один процесс дуговой сварки, в котором для сварки используется неплавящийся вольфрамовый электрод. Он используется для выполнения высококачественных работ, когда требуется высший стандарт отделки, без необходимости чрезмерной очистки путем шлифования или шлифования.
Материалы: Обычно используется для обработки нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы.
Признаки плохого сварного шва включают: выгорание , отсутствие присадочного металла, широкий плоский валик без четкого рисунка валика, неустойчивые валики, включения вольфрама, пористость и / или подрезы.
Узнайте больше на TheFabricator.com
Сварочные испытания
То, что сварной шов плохо выглядит, не значит, что он плохой. Чтобы действительно проверить сварной шов, вам необходимо провести рентгеновский тест, тест на магнитофлюкс, тест на пенетрант красителя или ультразвуковой тест, который ищет пустоты, отсутствие плавления и т. Д.
Сварные швы обычно проходят проверку качества в зависимости от функции, для которой они предназначены, и в таких же или более суровых условиях, чем те, с которыми сталкиваются сварные конструкции на месте. Методики тестирования включают:
