ЕНиР на сваривание металлоконструкций и трубопроводов: единые нормы и расценки
Содержание:
- Нормативные требования и расчеты при создании сварных металлоконструкций
- Сварка трубопроводов
- Как рассчитать нормы времени
- Интересное видео
Единые нормы и расценки (ЕНиР) — это специально разработанный инженерами-исследователями нормативный документ, в котором четко указаны нормы всех типов сварных конструкций, выполненных разными видами сваривания.
Сборник ЕНиР на сварочные работы состоит из двух больших разделов. В первом с максимальной точностью обозначены нормы сварки металлоконструкций при возведении конструкций зданий и сооружений, второй — требования при соединении отдельных труб в цельные трубопроводы.
Нормативные требования и расчеты при создании сварных металлоконструкций
Согласно ЕНиР 22 1 сварочные работы должны в полной мере отвечать требованиям и регламентам СНиП III-18-75. Принимаются ко вниманию нормы при проведении ремонтных работ, а также при строительстве новых объектов из сварных металлоконструкций. Кроме указаний по технике сваривания в документе также прописаны расценки на проводимые работы.
Принимаются ко вниманию нормы при проведении ремонтных работ, а также при строительстве новых объектов из сварных металлоконструкций. Кроме указаний по технике сваривания в документе также прописаны расценки на проводимые работы.
Создание металлоконструкций ручным дуговым методом
Чтобы металлические изделия соответствовали ЕНиР сварочные работы выполнять нужно с соблюдением определенных этапов:
- включение оборудования и настройка всех параметров, в том числе и основного рабочего режима;
- подготовка к свариванию всех элементов и деталей, тщательная очистка металла в местах соединения от следов масла и других загрязнений;
- процесс сваривания элементов в цельные конструкции;
- удаление корочки из возникших в рабочем процессе шлаков со сварочных швов;
- контроль соединений на предмет прочности, наличия или отсутствия дефектов.
В зависимости от формы кромок и толщины используются разные электроды. Нередко диаметр используемых электродов указан в технологической карте изделий или выполненных перед свариванием чертежах. Что касается марок, то по рекомендациям ЕНиР сварка будет более качественной и надежной при использовании электродов с маркировкой ОЗС-4, 21, 18, 17Н; ВСФ-5У и 65У; УОНИ-13/85; АНО-11 и 14; АНП-2; НИАТ-ЗМ.
Что касается марок, то по рекомендациям ЕНиР сварка будет более качественной и надежной при использовании электродов с маркировкой ОЗС-4, 21, 18, 17Н; ВСФ-5У и 65У; УОНИ-13/85; АНО-11 и 14; АНП-2; НИАТ-ЗМ.
Этот перечень не является строгим ограничением, сварщик может работать и с другими марки, умножая при этом расценки и нормы на обозначенные документом коэффициенты.
На картинке ниже показаны самые распространенные виды стыковых соединений, которые созданы в разных положениях:
- а) в нижнем;
- б) в горизонтальном;
- в) в вертикальном — нахлесточные швы;
- г) тавровые и нахлестные стыки — в потолочном;
- д) в нижнем — нахлесточные швы;
- е) в потолочном;
- ж) угловые стыки в потолочном;
- з) угловые в нижнем положении.
Ниже приведена таблица, в соответствии с которой нужно рассчитывать тарифы на сварные работы.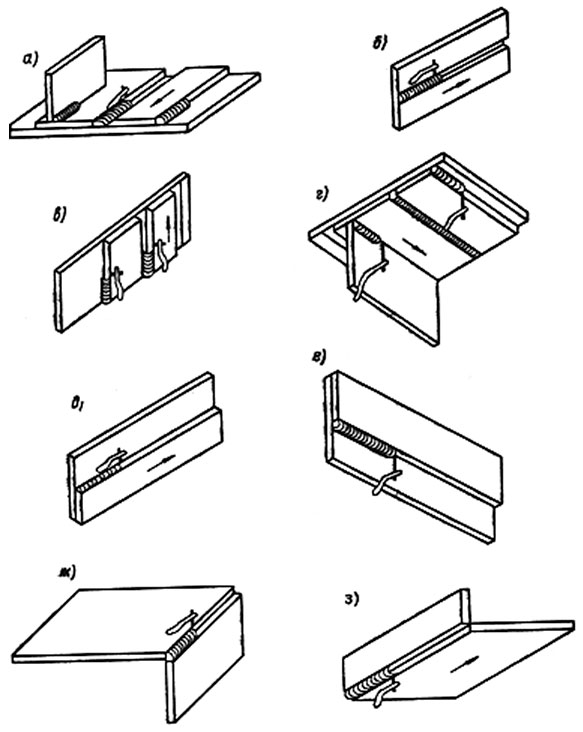
Механизированная и автоматическая сварка под флюсом
В соответствии ЕНиР сварка металлоконструкций, выполняемая непосредственно в цеху или в помещении завода дуговой автоматической или механизированной сваркой под флюсом должна происходить только в нижнем положении. Порядок работ следующий:
- включение полуавтоматического аппарата;
- тщательная подготовка металлических поверхностей: очищение кромок, снятие коррозионных образований и грязи;
- заполнение флюса порошкообразным составом;
- установка в мундштук и в подающий механизм проволоки, применяя для этого специализированные бобины;
выбор оптимального сварного режима; - работы по свариванию элементов;
- выдергивание установленной ранее проволоки из всех механизмов;
- изъятие шлаковых образований;
- контроль и измерение швов на соответствие параметрам.
Следуя требованиям ЕНиР 1 22 1 сварочные работы проводятся с применением присадочной проволоки, диаметр которой для автоматического оборудования не превышает 5 мм, при механизированном процессе — 2 мм.
Рассчитать тарифы по ЕНиР на сварочные работы металлоконструкций можно с помощью приведенных ниже таблицы.
Сварка с помощью порошковой проволоки
Работы с использованием порошковой проволоки выполняются механизированным методикой в таком же порядке, как и два описанных выше типа сварки. Только в данном варианте на вертушку полуавтомата устанавливается бобина с намотанной на нее проволокой, после чего осуществляется установка провода в электродержатель. По мере необходимости производится замена мундштука. Диаметр проволочного материала не должен превышать 3 мм.
По правилам ЕНиР сварочные работы металлоконструкций следует выполнять в нижнем пространственном расположении. При сваривании изделий в ограниченном пространстве или в уличных условиях допускаются отклонения от установленных документов норм.
Тарифы рассчитываются по таблице, приведенной ниже.
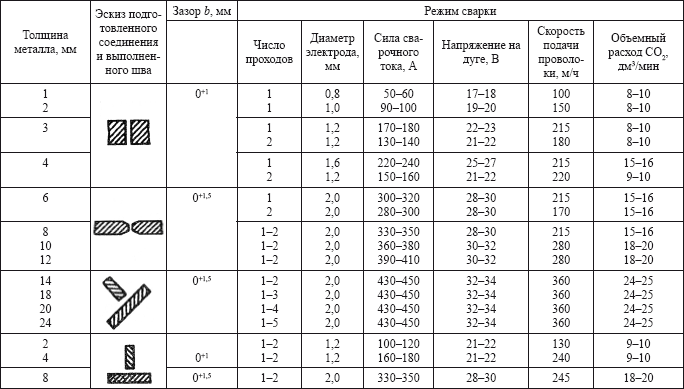
Сваривание механизированным способом в среде углекислого газа
После включения аппарата настраивается сила тока и выбирается нужный режим сварки. Все подлежащие свариванию детали тщательно очищаются от следов мала, грязи и ржавчины, зачищаются кромки. Устанавливается бобина с проволокой, газовый баллон, продуваются шланги и после этого можно приступать к сварке.
Все подлежащие свариванию детали тщательно очищаются от следов мала, грязи и ржавчины, зачищаются кромки. Устанавливается бобина с проволокой, газовый баллон, продуваются шланги и после этого можно приступать к сварке.
После извлечения проволоки и устранения шлака измеряются размеры шва и проводится визуальный контроль.
Таблица для расчета тарифов приведена ниже.
Газовая резка
В соответствии ЕНиР 22 выпуск 1 сварочные работы посредством ручной газовой резки проводятся в следующем порядке:
- проверяются и устанавливаются газовые баллоны;
- регулируются резаки;
- выполняется тестовая резка и если все нормально проводится резка стали;
- перекрывается подача газа, шланги отключаются.
В такой же последовательности осуществляется механизированная газовая резка, только в этом случае необходимо отрегулировать рабочий режим. Ниже приведена таблица, по которой проводятся расчеты тарифов газовой резки.
Сварка трубопроводов
Нормы сварки стыков трубопроводов подробно описаны во втором выпуске ЕНиР. Здесь четко определены требования к ручной дуговой сварке, автоматической в среде углекислого газа и под флюсом, газовую резку и сваривание стыков, термообработку сварных соединений.
Здесь четко определены требования к ручной дуговой сварке, автоматической в среде углекислого газа и под флюсом, газовую резку и сваривание стыков, термообработку сварных соединений.
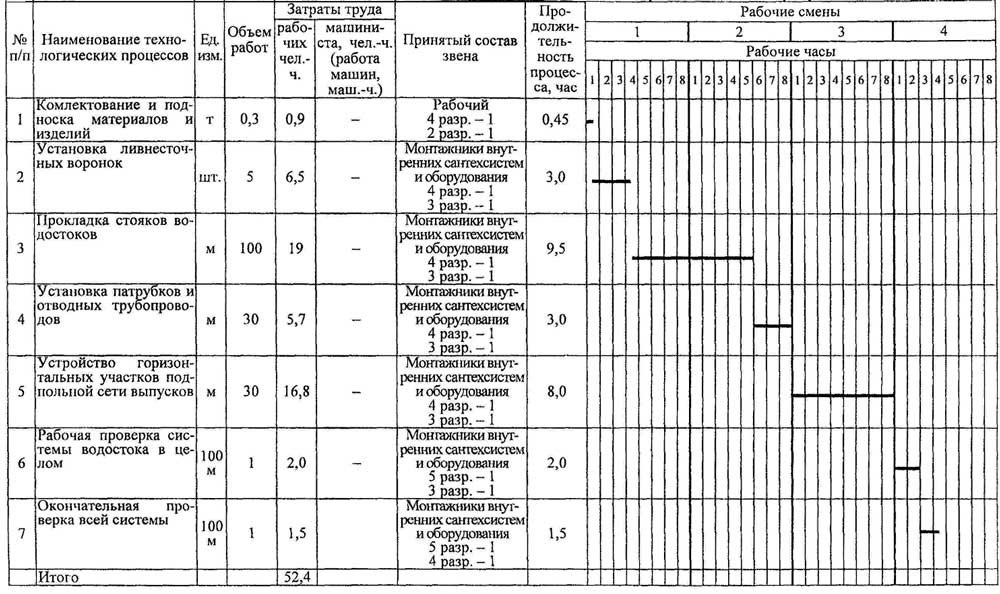
Тарификация работ производится по ЕНиР «сварка трубопроводов» на основании приведенной ниже таблицы.
Ручная дуговая сварка
ЕНиР 22 2 «сварочные работы трубопроводов» ручным дуговым методом предусматривает применение электродов конкретных марок, перечень которых можно посмотреть в тексте самого документа. При использовании электродов других модификаций следует учитывать указанные в таблице коэффициенты.
Газовая сварка
Работы начинаются с подготовки баллонов, присоединением к ним горелки и продувкой шлангов. Кромки необходимо очистить от грязи и пыли. Зажечь горелку, отрегулировать пламя и приступать к свариванию.
В зависимости от размера трубопровода по диаметру по ЕНиР 22 2 на сварочные работы расценки и нормы времени на один стык указаны в таблицах.
Сварка под флюсом автоматическая
Нормами предусмотрено использование электродной проволоки, диаметр которой составляет 2 мм.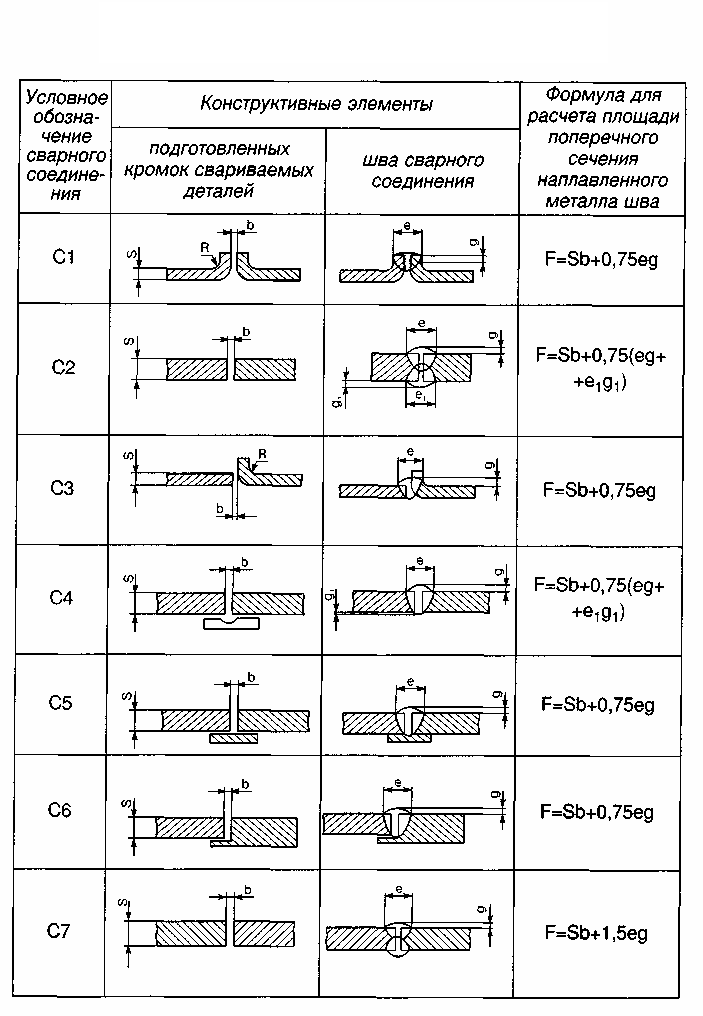 Свариванию подлежат собранные в звенья трубы 11-12 метров в длину. Тарификацию и нормы времени можно посмотреть в таблицах непосредственно в документе ЕНиР, которые приведены в отдельности для каждого типа сварочной установки.
Свариванию подлежат собранные в звенья трубы 11-12 метров в длину. Тарификацию и нормы времени можно посмотреть в таблицах непосредственно в документе ЕНиР, которые приведены в отдельности для каждого типа сварочной установки.
Сварка в среде углекислого газа стальных трубопроводов автоматическим методом
Согласно норм, обусловленных ЕНиР 22, сварочные работы проводятся для соединения трубных узлов и звеньев труб из углеродистых и легированных сталей при поворотном положении стыка. Рекомендовано использовать автоматы типов ТГС-7, ТГС-6 и ТГС-5.
Рабочий процесс осуществляется по следующей схеме:
- звенья, собранные на специальных электроприхватках укладываются на роликовые опоры и прочно закрепляются во вращательном устройстве;
- сварочная головка укладывается на стык с одновременным регулированием режима;
- выполняется сваривание;
- далее головка с одного стыка снимается и перемещается на другой;
- механизм вращения выключается;
- проводится клеймение швов;
- звенья снимаются с опор.


В процессе сваривания расстояние переходов составляет до 25 метров.
Как рассчитать нормы времени
Чтобы установить с точностью до минуты нормы времени на сварку стыков трубопроводов первое что нужно сделать — это измерить длину стыковых соединений каждого отдельного элемента. Поскольку швов есть много, то каждый рассчитывается отдельно по формуле:
- Тосн = I/Vсв, где Тосн — затрачиваемое на создание одного соединения время;
- I — длина;
- V — скорость сварного процесса. В большинстве случаев применяется постоянный показатель, составляющий 6 м/ч. Но здесь следует учитывать, что по-разному происходит сваривание разных по составу металлов.
В качестве примера приведен расчет с постоянной величиной. Если имеется 4 шва с длиной (в см) 40, 35, 20 и 10, то норму времени узнать не составит труда. Методом деления мы получаем соответственно (в минутах) 6,6; 5,83 мин; 3,33 мин; 1,66 мин.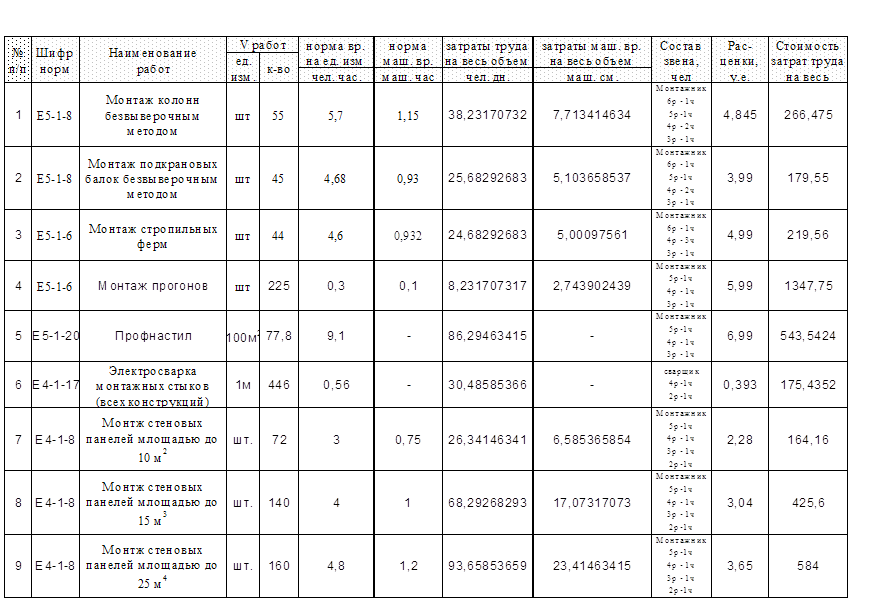
Общее время определяется суммарно и составляет в конкретном случае 17,42 минуты. Это временные затраты на сам сварочный процесс, но еще нужно рассчитать осмотр сварного шва, используя для этого формулу: Тизм = 0,35 умножаем на 17,42 (общее время) и получаем 6,097 минут.
Кроме этого дополнительное время потребуется на подготовки соединений. Узнать его можно умножая длину всех швов на 0,6. Согласно нашего примера длина составляет 1,05 м и для очистки одного метра стыков потребуется 0,63 мин. Примерно 5% от определенного Тосн предоставляется сварщику на подготовительные работы, а это — 0,87 минуты. Также при длительном рабочем периоде следует учесть кратковременные перерывы на отдых (10% от общего времени).
Получается, что для создания четырех стыков длиной 1,05 метра временные затраты составляют 26 минут с учетом отдыха, сварочных работ, подготовки оборудования и применяемых для создания металлоконструкций элементов.
Интересное видео
 youtube.com/embed/7CD8wlOQoR8?autoplay=0&start=0&rel=0″>
youtube.com/embed/7CD8wlOQoR8?autoplay=0&start=0&rel=0″> ЕНиР 22 1 на сварочные работы. Конструкции зданий и сооружений
В этом материале мы собрали для вас основные положения из ЕНиР 22 1 на сварочные работы. ЕНиР — это документ, в котором прописаны единые нормы и расценки. Эта статья посвящена выпуску 1, в котором описаны нормы сварки конструкций зданий и сооружений методом дуговой сварки.
Данный нормативный документ разработан и утвержден в 1986 году. Дополнения и изменения внесены в 1990 году. С тех пор никаких изменений не вносилось. Документ разработан под контролем центрального нормативно-исследовательского бюро (ЦНИБ) и нормативно-исследовательской станции № 11 при тресте «Центроспецстрой» Министерства монтажных и специальных строительных работ СССР.
Содержание статьи
- Вводная часть
- Глава первая. Ручная дуговая сварка металлоконструкций
- Глава вторая. Автоматическая и механизированная сварка под флюсом
- Глава третья. Механизированная сварка порошковой проволокой
- Глава четвертая. Механизированная сварка в углекислом газе
- Глава пятая. Газовая резка
- Вместо заключения
 Механизированная сварка порошковой проволокой
Механизированная сварка порошковой проволокойВводная часть
Начнем с вводной части. ЕНиР Е22-1 говорит о том, что в нем прописаны нормы на ручную, автоматическую, механизированную дуговую сварку, а также механизированную и ручную газовую резку. Данные нормы действительны при создании или ремонте металлических конструкций зданий и сооружений. В нормах прописаны не только рекомендации по выполнению сварочных работ, но и расценки на выполнение сварки и/или дополнительных мероприятий, в том числе подготовительных.
Также нормы указывают на то, что работы должны соответствовать СНиП III-18-75 (в частности, должны соблюдаться все технические условия и требования СНиП). Дополнительно должны соблюдаться все требования по технике безопасности. Все работники, задействованные в процессе, должны четко знать и применять на практике правила безопасности. Только при соблюдении выше указанных норм работа будет считаться выполненной.
Только при соблюдении выше указанных норм работа будет считаться выполненной.
Данный ЕНиР предназначен для работы с углеродистой, низколегированной и конструкционной стали. Возможна работа с любыми стальными конструкциями, изготовленными из выше указанных типов сталей. Сказанное выше не относится к главе 2 и главе 4, которые вы можете прочесть ниже.
ЕНиР рекомендует выполнять сварку деталей, предварительно скрепив их между собой с помощью болтов или прихваток. Требование не обязательно и может быть изменено. Выполнение прихватки не входит в общую стоимость работ и для ее выполнения не учитывается потраченное время. Так что изготовление прихваток нормируется отдельно. Проварка сделанных ранее прихваток не оплачивается.
Читайте также: Технология и особенности сварки сталей
Также в нормах указано, что рабочие должны самостоятельно переносить все сварочное и дополнительное оборудование на расстояние не более 100 метров. В таком случае перенос дополнительно не оплачивается.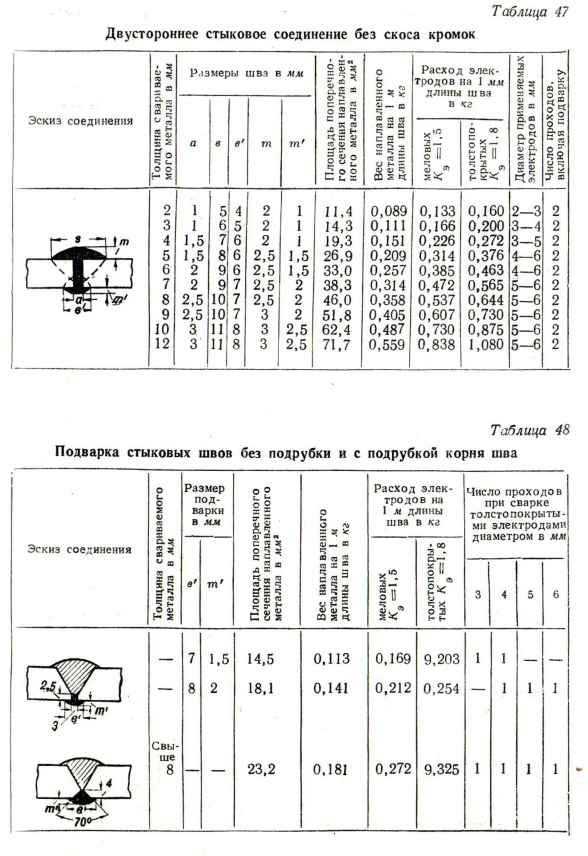 Работники должны переносить также кабели, шланги, баллоны с газом и так далее. Если комплект оборудования весит менее 50 килограмм, то работник перевозит его вручную на тележке, а если больше 50 килограмм, то с помощью специального крана.
Работники должны переносить также кабели, шланги, баллоны с газом и так далее. Если комплект оборудования весит менее 50 килограмм, то работник перевозит его вручную на тележке, а если больше 50 килограмм, то с помощью специального крана.
Если необходимо обслужить газогенератор (например, заправить его), то эта работа поручается машинисту. То же самое при обслуживании сварочных аппаратов, имеющих двигатель внутреннего сгорания. Если данная работа поручена сварщику, то она должна дополнительно оплачиваться.
Также доплата гарантируется сварщикам, работающим в неудобном физическом положении. Чем труднодоступнее место сварки, тем оплата больше. Меньше всего оплачивается работа на приставной лестнице, на траншее, на строительных лесах, при работе лежа. Больше всего оплачивается работа, выполненная с применением страховочных тросов.
Среди рекомендуемых швов есть нахлесточные, стыковые, угловые и тавровые. Их можно выполнять в нижнем, потолочном, вертикальном и горизонтальном положении. Для некоторых типов дуговой сварки есть конкретные рекомендации по типу шва и положению сварки.
Все нормы имеют рекомендательный характер. Возможна их корректировка исходя из условий работы, сложности сварки и опыта сварщика. Тем не менее, лучше соблюдать большую часть норм, чтобы не совершить ошибок, увеличивающих объемы бракованных изделий. Также соблюдение норм гарантировано избавит сварщика от проблем с проверяющей комиссией. Проверяющая комиссия может проверить профессиональные навыки любого сварщика, если усомнится в них.
Глава первая. Ручная дуговая сварка металлоконструкций
Первая глава состоит из технической части и описания параметров соединений. Мы расскажем только техническую часть. Данная информация применима только к сварным швам, сделанным по ГОСТу №5264-80.
Для ручной дуговой сварки установлена следующая последовательность работ:
- Включение и настройка сварочного аппарата.
- Установка режима сварки.
- Подготовка комплектующих к работе.
- Разделка и зачистка кромок (стыков). Комплексная подготовка металла, очистка от грязи и коррозии. Работа выполняется щеткой с металлическими щетинами.
- Непосредственная сварка.
- Очистка сварочного соединения от шлаковой корки.
- Визуальный контроль качества шва и измерение его размеров.

ЕНиР Е22-1 рекомендует использовать следующие марки электродов:
- ОЗС-4
- ОЗС-21
- ВСФ-75У
- ОЗС-18
- УОНИ-13/85
- ОЗС-17Н
- АНО-11
- ВСФ-65У
- АНП-2
- НИАТ-3М
- АНО-14.
Это не четкое предписание, а лишь рекомендация. Сварщик имеет право использовать любые другие марки, в том числе зарубежные. Если вы применяете в своей работе другие марки электродов, то умножайте нормы и расценки на коэффициенты, представленные в таблице ниже.
Также нормы рекомендуют подбирать электроды исходя из толщины металла и формы кромок. Все эти параметры должны соответствовать выбранному диаметру электрода. Также диаметр электрода может быть прописан в документах на изделие. Например, в техпаспорте или технологической карте.
Также диаметр электрода может быть прописан в документах на изделие. Например, в техпаспорте или технологической карте.
Если планируется подварка прикорневой части шва, то необходимо дополнительно изучить ЕНиР Е22-1 9. Дело в том, что по умолчанию подварка не требуется. Но если мастер примет решение о необходимости подварки корня, то он должен ознакомиться с выше указанным параграфом.
Тарифы на работы нужно рассчитывать в соответствии с таблицей, которую вы можете видеть ниже.
Глава вторая. Автоматическая и механизированная сварка под флюсом
Согласно ЕНиР Е22-1 автоматическая и механизированная дуговая сварка под флюсом должны выполняться в нижнем положении (если работа проводится в условиях завода или цеха).
Последовательность работ для автоматической или механизированной сварки под флюсом следующая:
- Включение полуавтомата.
- Разделка и зачистка кромок перед сваркой. Комплексная подготовка металла, очистка от грязи и следов коррозии. Зачистка выполняется щеткой с металлической щетиной.
- Засыпка порошкообразного флюса.
- Установка бобины с присадочной проволокой в подающий механизм и установка проволоки в мундштук.
- Выбор режима сварки, настройка полуавтомата.
- Непосредственно сварка.
- Извлечение проволоки из мундштука и бобины из подающего механизма.
- Удаление шлаковой корки с поверхности сварного соединения.
- Визуальный контроль и измерение размеров шва.
 Зачистка выполняется щеткой с металлической щетиной.
Зачистка выполняется щеткой с металлической щетиной.Данный ЕНиР рекомендует использовать в работе присадочную проволоку диаметром не более 5 миллиметров при автоматической сварке и не более 2 миллиметров при механизированной сварке. Если вы планируете подварить корень соединения, то необходимо нормы времени и расценки умножать на 0,5.
Тарифы на работы нужно рассчитывать в соответствии с таблицами, которые вы можете видеть ниже.
Глава третья. Механизированная сварка порошковой проволокой
Последовательность работ для механизированной сварки с применением порошковой проволоки следующая:
- Включение полуавтомата.
- Разделка и зачистка кромок перед сваркой. Комплексная подготовка металла, очистка от грязи и следов коррозии. Зачистка выполняется щеткой с металлической щетиной.
- Настройка режима сварки, настройка силы тока.
- Установка бобины с проволокой на вертушку полуавтомата, затем установка проволоки в электродержак. Смена мундштука во время работы при необходимости.
- Непосредственно сварка.
- Извлечение проволоки из мундштука и бобины из подающего механизма.
- Удаление шлаковой корки с поверхности сварного соединения.
- Визуальный контроль и измерение размеров шва.
ЕНиР рекомендует также варить в нижнем пространственном положении. Допустимы отклонения от норм при работе на улице или в труднодоступных местах. Также рекомендуется использовать порошковую проволоку диаметром не более 3 миллиметров.
Тарифы на работы нужно рассчитывать в соответствии с таблицей, которую вы можете видеть ниже.
Глава четвертая. Механизированная сварка в углекислом газе
Последовательность работ для механизированной сварки с применением углекислого газа следующая:
- Включение полуавтомата.
- Разделка и зачистка кромок перед сваркой. Комплексная подготовка металла, очистка от грязи и следов коррозии. Зачистка выполняется щеткой с металлической щетиной.
- Настройка режима сварки, настройка силы тока.
- Установка бобины с проволокой на вертушку полуавтомата, затем установка проволоки в электродержак. Смена мундштука во время работы при необходимости.
- Установка газового баллона, продувка шлангов.
- Непосредственно сварка.
- Извлечение проволоки из мундштука и бобины из подающего механизма.
- Удаление шлаковой корки с поверхности сварного соединения.
- Визуальный контроль и измерение размеров шва.
Здесь все так же, как и в случае со сваркой под флюсом или с порошковой проволокой: предпочтительна сварка в нижнем пространственном положении. Рекомендуется использовать присадочную проволоку диаметром не более 2 миллиметров.
Тарифы на работы нужно рассчитывать в соответствии с таблицей, которую вы можете видеть ниже.
Глава пятая. Газовая резка
Ручную газовую резку выполнять в следующей последовательности:
- Проверка газовых баллонов, их установка и продувка шлангом.
- Регулировка резака, тестовая резка.
- Непосредственно резка стали.
- Прекращение подачи газа, отключение шлангов.
Механизированную газовую резку выполнять в следующей последовательности:
- Проверка газовых баллонов, их установка и продувка шлангом.
- Непосредственно резка с перемещением полуавтомата на место работы.
- Регулировка режимов полуавтомата.
- Прекращение подачи газа, отключение шлангов.
Тарифы на работы нужно рассчитывать в соответствии с таблицей, которую вы можете видеть ниже.
Вместо заключения
Сварка металлоконструкций с применением технологии дуговой сварки — кропотливый и сложный процесс, требующий не только знаний, но и опыта. В этой статье мы не перечисляли ни нормы времени на формирование шва, ни расценки. Также мы не освещали отельные типы работ, например, сварка трубопроводов, поскольку эта информация просто не поместится в рамках одной статьи.
Также мы не освещали отельные типы работ, например, сварка трубопроводов, поскольку эта информация просто не поместится в рамках одной статьи.
5 важных конструкций, для строительства которых потребовалась сварка
Возвышаясь на 630 футов над рекой Миссисипи, арка «Ворота Сент-Луиса» представляет собой современное сооружение, которое увековечивает место города в американской истории. Арка символизирует два важных аспекта американского духа: авантюрную храбрость, проявленную многочисленными путешественниками, направлявшимися на запад через Сент-Луис, и техническое мастерство проектировщиков, строителей и сварщиков, возводивших памятник.
Знаменитая арка Gateway Arch — это всего лишь одно сооружение, которое не существовало бы без изобретения и эволюции современных методов сварки. В этом блоге мы рассмотрим пять важных конструкций, которые стали возможными благодаря сварке.
1. Воротная арка в Сент-Луисе
Рабочие использовали множество методов сварки для создания этой геометрической конструкции. Ножки арки состоят из небольших секций треугольной формы, которые были собраны индивидуально в Пенсильвании.
Каждая треугольная секция высотой менее 300 футов имеет две стенки: внешнюю стенку из нержавеющей стали и внутреннюю стенку из углеродистой стали. Сварщики использовали технику стыковой сварки на обеих стенках. Строители также использовали MIG или сварку в среде инертного газа, чтобы соединить полированную нержавеющую сталь, которая образует внешние стены арки. К этим пластинам из нержавеющей стали также были приварены длинные ряды шпилек.
Для соединения внутренней и внешней стен сварщики выбрали точечную сварку. Этот почти безнагревный метод сварки гарантировал, что сталь не деформируется и не деформируется. Собранные треугольные секции были приварены к полувагонам поезда, чтобы они оставались на месте во время поездки в Сент-Луис. Наконец, отдельные секции были сварены вместе, чтобы сформировать историческую арку.
Наконец, отдельные секции были сварены вместе, чтобы сформировать историческую арку.
2. Стадион «Янки»
Новый стадион «Янки» 2009 года находится всего в одном квартале к северу от того места, где располагался первоначальный стадион «Янки». Обновленная версия в настоящее время занимает первое место в списке самых дорогих когда-либо построенных спортивных арен. Более 53 000 любителей бейсбола могут собраться, чтобы посмотреть игры внутри этого огромного сооружения.
Чтобы порадовать болельщиков Yankee, дизайнеры нового стадиона включили элементы его предшественника. Один из таких элементов, белый фриз, окружающий крышу, состоит из оцинкованных стальных секций. Сварщики соединили эти секции воедино. Фриз обеспечивает структурную поддержку верхних палуб и фонарей стадиона. Следовательно, стальные балки не закрывают болельщикам обзор поля внизу.
3. Liberty Ships
Во время Второй мировой войны Соединенным Штатам нужно было быстро построить недорогие корабли для грузовых перевозок. Американские вооруженные силы адаптировали британский дизайн для создания кораблей Liberty. Этим лодкам не хватает эстетической красоты, и они заслужили оскорбительные прозвища, такие как «Гадкий утенок», но они выполняли свою задачу и помогали безопасно перевозить товары из США в Европу.
Американские вооруженные силы адаптировали британский дизайн для создания кораблей Liberty. Этим лодкам не хватает эстетической красоты, и они заслужили оскорбительные прозвища, такие как «Гадкий утенок», но они выполняли свою задачу и помогали безопасно перевозить товары из США в Европу.
Во время войны было построено более 2700 кораблей «Либерти». Экипаж мог собрать весь корабль Liberty примерно за 42 дня, если бы процесс был оптимизирован. Секрет быстрого строительства заключался в дуговой сварке под флюсом. В более ранних аналогичных моделях кораблей в основном использовались заклепки, установка которых занимала больше времени.
На корпусах и палубах некоторых кораблей Liberty появились трещины. Но эти трещины возникли из-за хрупкой стали, из которой они образовались, а не из-за некачественной сварки. Фактически, сварные корпуса фактически позволяли загруженным кораблям путешествовать дальше, чем могли бы клепаные корабли.
4. The Grand Canyon Skywalk
До 2007 года посетители Гранд-Каньона должны были наблюдать его величие со смотровых площадок на краю его краев или спускаться в сам каньон. Но сегодняшние посетители могут заглянуть в каньон, если осмелятся подняться на Гранд-Каньон Скайуок. (Мост безопасен, но может напугать людей, которые боятся высоты.) Этот мост в форме подковы имеет прозрачный пол и простирается на 70 футов над краем каньона.
Но сегодняшние посетители могут заглянуть в каньон, если осмелятся подняться на Гранд-Каньон Скайуок. (Мост безопасен, но может напугать людей, которые боятся высоты.) Этот мост в форме подковы имеет прозрачный пол и простирается на 70 футов над краем каньона.
Чтобы построить это чудо современной техники, бригады сварили более миллиона фунтов стали. В качестве основного метода использовалась эффективная дуговая сварка под флюсом, в которой использовались как переменный, так и постоянный токи. Эти сварные швы делают конструкцию чрезвычайно прочной. Он может выдерживать землетрясения силой до 8 баллов и выдерживать вес 70 миллионов фунтов.
5. Туннель Детройт-Виндзор
Последняя достопримечательность в нашем списке является и самой старой. Построен в 1930, туннель Детройт-Виндзор проходит ниже реки Детройт
и в близлежащий Виндзор, Онтарио, Канада. Рабочие впервые попытались построить туннель в 1870-х годах, но препятствия, такие как сернистый газ и известняк, сделали проект дорогим и опасным.
К счастью, к 1920-м годам новые технологии, в том числе дуговая сварка, сделали туннель возможным. Детройт-
Виндзорский туннель имеет длину чуть менее одной мили (5160 футов), но он содержит около 65 миль дуговой сварки. Сегодня этот туннель служит вторым по загруженности пограничным переходом между США и Канадой.
Пять вышеперечисленных структур показывают, что сварка сыграла значительную роль в создании современных инженерных достижений. Если вам нужно построить конструкции, которые выдержат испытание временем, включите сварку в свой строительный процесс. Ваши проекты могут не стать культовыми, как те, что перечислены здесь, но окончательная конструкция будет надежно скреплена и готова выдержать большие нагрузки.
Сварка стальных конструкций, производитель стальных конструкций в Китае
Перейти к содержаниюПредыдущий Следующий
Сварка стальных конструкций
Детали сварки стальных конструкций:
1. Метод сварки
Общие методы сварки стальных конструкций: дуговая сварка, включая ручную дуговую сварку, автоматическую или полуавтоматическую дуговую сварку и сварка в среде защитных газов.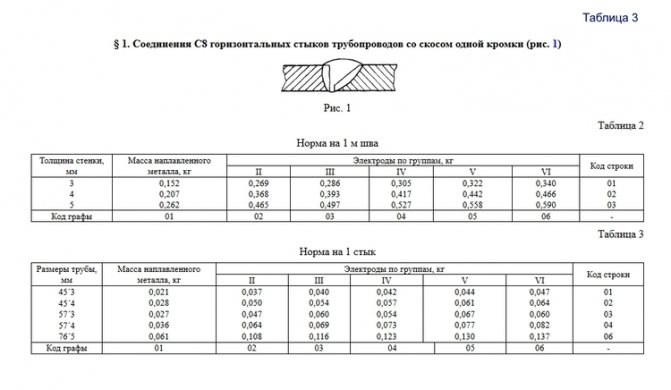
Ручная дуговая сварка является наиболее часто используемым методом сварки металлоконструкций, и ее оборудование является гибким и простым. Однако условия труда плохие, эффективность производства ниже, чем при автоматической или полуавтоматической сварке, а вариативность качества сварного шва велика, что в некоторой степени зависит от технического уровня сварщика.
Качество сварки при автоматической сварке стабильное, внутренних дефектов сварного шва меньше, пластичность хорошая, ударная вязкость хорошая, подходит для сварки длинных прямых швов. Полуавтоматическая сварка идеально подходит для сварки кривых или сварных швов любой формы благодаря ручному управлению. Автоматическую и полуавтоматическую сварку следует выполнять сварочной проволокой и флюсом, совместимыми с основным металлом. Сварочная проволока для стальных конструкций должна соответствовать требованиям национальных стандартов, а флюс должен определяться в соответствии с требованиями процесса сварки.
Сварка в среде защитного газа использует инертный газ (или CO2) в качестве защитной среды для дуги, чтобы изолировать расплавленный металл от воздуха, чтобы обеспечить стабильность процесса сварки.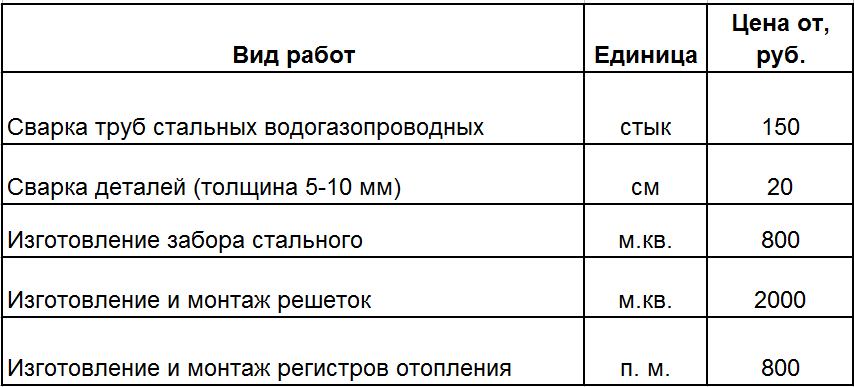 Концентрированный нагрев дуги в среде защитного газа, высокая скорость сварки и значительная глубина провара, поэтому прочность сварного шва выше, чем у ручной сварки. Обладает хорошей пластичностью и коррозионной стойкостью, подходит для сварки толстых стальных листов.
Концентрированный нагрев дуги в среде защитного газа, высокая скорость сварки и значительная глубина провара, поэтому прочность сварного шва выше, чем у ручной сварки. Обладает хорошей пластичностью и коррозионной стойкостью, подходит для сварки толстых стальных листов.
2. Форма для сварки стальных конструкций
Форма сварного соединения делится на четыре типа, такие как стыковое соединение, нахлест, Т-образное соединение и угловое соединение. По взаимному положению между связанными членами.
Сварные швы, используемые для этих соединений, бывают двух основных видов: стыковые и угловые. В конкретном случае его следует выбирать в соответствии с усилием соединения в сочетании с условиями производства, установки и сварки.
3. Сварная конструкция
1) Сварка встык:
Сила стыковой сварки прямая, плавная и не имеет значительной концентрации напряжений, что обеспечивает отличные характеристики усилия. Он подходит для соединения компонентов, подвергающихся статическим и динамическим нагрузкам. Однако из-за высоких требований к качеству стыковых швов сварочный зазор между сварными деталями строгий. Поэтому он обычно используется в заводских соединениях.
Однако из-за высоких требований к качеству стыковых швов сварочный зазор между сварными деталями строгий. Поэтому он обычно используется в заводских соединениях.
2) Угловые швы:
Форма углового шва: угловой шов, разделенный на боковой угловой шов, параллельный направлению действия силы, и передний угловой шов. Она перпендикулярна направлению силы, действующей наклонно к ходу действия силы.
В зависимости от направления длины и направления движения внешней силы: диагональные угловые швы и швы по периметру.
Поперечное сечение углового шва делится на обычный, плоский и плавкий. Пропорция стандартной сварочной лапки составляет 1:1. Он подобен равнобедренному прямоугольному треугольнику. Линия электропередачи изгибается сильнее, поэтому концентрация напряжений серьезная.