Электродуговая сварка металла плавящимся электродом
пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Электродуговая сварка металла Электродуговая сварка металла
Электродуговая сварка металла
- 5
- 4
- 3
- 2
- 1
Электродуговая сварка металла представляет собой один из способов сваривания металлов, суть которого заключается в нагреве и расплавлении металла электрической дугой. Это один из самых распространенных методов сварки. Впервые этот способ был открыт ученым Славяновым Н.Г. в 1888 году. Для этого он использовал металлический плавящийся электрод. Сварка происходила под слоем флюса. Электродуговая сварка металла осуществляется постоянным током. При этом плюс находится на свариваемой детали, а минус на электроде. Процесс электросварки выполняется как плавящимся электродом, так и неплавящимся. Такой способ сварки широко применяется в ремонтных работах, монтажных, машиностроении, в строительстве и др. областях.
Электродуговая сварка плавящимся электродом
Электродуговая сварка плавящимся электродом заключается в расплавлении поверхности металла и электрода. При этом электрод служит материалом для получения сварного шва. Чтобы предотвратить окисление шва, применяют такие газы как: гелий, аргон, углекислый, а также их смеси. В процессе работы они подаются из сварочной головки. Легко ионизируемые элементы, входящие в состав электрода, делают электрическую дугу более устойчивой. Такими элементами могут быть: натрий, калий, кальций. Преимущество сварки постоянным током в том, что шов получается более чистым. Это происходит благодаря тому, что при расплавлении электрода количество брызг минимальное.
- Подготовка свариваемой поверхности металла. Зачищается от грязи и масляных пятен;
- Для образования сварочной дуги, к электроду и заготовке подводится электрический ток;
- Происходит образование дуги. Она достигает 7000
- Образуется сварочная ванна из расплавленного электрода и поверхности металла. Шлак всплывает и образует защитную пленку. Затем сварочный шов застывает и образуется сварное соединение.
При сварке плавящимся электродом в защитном газе, сварочная проволока похожа по своему химическому составу к свариваемому металлу. Для сварки цветных металлов и их сплавов используют инертные газы: гелий, аргон, а также их смеси.
Параметры тока влияют на глубину проплава. Увеличение тока глубже проплавляет металл, а уменьшение наоборот. Величина тока не влияет на ширину шва, а род тока оказывает влияние. Шов более узкий когда применяют постоянный ток.
Сварочная дуга также влияет на качество шва. Чем меньше сварочная дуга, тем сварной шов более чистый. При этом металл проплавляется спокойно, а количество металлических капель значительно меньше. Это позволяет достичь более глубокое проплавление. Электродуговая сварка металла плавящимся электродом имеет свои преимущества:
- возможность сваривания в любом месте и любом положении;
- можно варить самые разные виды стали;
- сварка достаточно простая, легко транспортировать.
- вредность газов во время работы;
- низкий КПД и, в сравнении с другими видами сварки, невысокая производительность;
- качество сварного шва зависит от квалификации сварщика.
Все о технологии электродуговой сварки
SMAW: дуговая сварочная технология в протекторной сфере (например, во флюсовой среде для обеспечения защиты металлических поверхностей от негативного воздействия воздуха). Данное обозначение распространено как в зарубежной, так и в отечественной технической документации.Технология ручной электродуговой сварки требует расплавления кромок соединяемых деталей с помощью электрического дугового разряда. Поэтому приходится работать с оборудованием, способным вырабатывать ток большой силы при небольшом напряжении. Тогда к одному зажиму прикрепляется деталь, а к другому – электрод. Между электродами получается дуга, и в этом месте образуется ионизированная среда.
Данная технология сопряжена с активным излучением в ультрафиолетовом и инфракрасном диапазоне, кроме того выделяется много тепла от соединяемых деталей.
Свариваемые материалы и используемые защитные газы непосредственно влияют на мощность дуги. Сразу скажем, что без специальных защитных средств работник может травмировать кожу и органы зрения.
Рекомендовано к прочтению
Как мы уже говорили, электрод нагревается. После чего он начинает испускать свободные электроны, параллельно образуются заряженные ионы. Атомы, потерявшие электроны, являются положительными ионами, а присоединившие – отрицательными. Газ в зоне проведения работ ионизируется, за счет чего становится электропроводным.
У электрической дуги есть такие области:
- анодная;
- катодная;
- столб дуги.
Немаловажной особенностью технологии электродуговой сварки является тот факт, что в центре газового столба температура поднимается до +6500…+7500 °С. За счет этого удается работать практически с любым металлом или сплавом. Однако непосредственно на детали и на электроде температура дуги остается в пределах +4000 °С.
В процессе работы образуется так называемая сварочная ванна с кратером по центру. Расстояние от электрода до кратера ванны и является длиной сварочной дуги. При использовании ручной технологии оптимальной считается дуга длиной 2–6 мм, отметим, что обычно длина дуги и диаметр используемого электрода совпадают. Дуга считается длинной, если она превышает диаметр электрода в 1,5 раза.
Чаще всего в работах задействуется именно короткая дуга, так как при использовании длинной металл сильно разбрызгивается, а шов оказывается пористым и менее крепким. Помимо этого, большое количество брызг расплавленного металла – это всегда повышенный риск получения травмы сварщиком.
При работе с угольным электродом длина дуги колеблется в пределах 15–20 мм. Между напряжением разряда и длиной дуги существует прямая зависимость, на это влияет наличие флюса, его свойства, характеристики покрытия электрода, использование защитного газа.
Чем больше сила тока, проходящего через электрод, тем выше температура дуги. Во время ручной сварки плотность тока находится в рамках 10–20 А/мм2, а напряжение составляет 18–20 В. При таких характеристиках можно работать с материалами толщиной больше 1 мм, кроме того, такие параметры применяются в технологиях электродуговой сварки низкоуглеродистых сталей и в технологии электродуговой сварки сталей, чугуна и цветных металлов.
Ремонтные работы производятся при помощи постоянного или переменного тока. Во втором случае дуга оказывается неустойчивой, и улучшить ее можно за счет увеличения плотности тока. Однако опасно использовать такой прием при работе с тонкими деталями.
При постоянном токе дуга стабильна, приходится работать на малых токах, а значит, удается сваривать даже тонкие материалы. Однако такая технология требует использования более дорогого и сложного оборудования.
На качество шва отрицательно воздействуют некоторые газы, например, кислород, азот и водород, поэтому готовый шов зачищают, а зону проведения работ защищают нейтральным газом.
Правила безопасности при электродуговой сварке
Использование технологии электродуговой сварки требует жесткого исполнения целого ряда правил безопасности:
- работать можно только в затемняющем щите поляризационного типа – он защищает веки, лицо, глаза от ожогов при вспышках;
- работы должны вестись в специальных перчатках из плотной резины на диэлектрическом слое, благодаря которым предотвращается прохождение заряда через тело сварщика и замыкание типа «поверхность сварки-баласник»;
- необходимо быть максимально осторожным при оплавлении и нагревании сварочных поверхностей;
- нельзя допускать попадания на электрические провода и кабели снега или воды, поскольку это может привести к короткому замыканию.
Преимущества и недостатки технологии электродуговой сварки
- Возможность работы в различных пространственных положениях, которые зависят исключительно от навыков работника.
- Возможность соединения любых разновидностей стали.
- Быстрое переключение в процессе работы с одного металла на другой для образования электродами наплавок и стяжек.
- Простые обслуживание и использование, высокая эффективность технологии.
Недостатки:
- Зависимость результата от навыков работника.
- Подверженность сварщика электромагнитному облучению во время работы.
- Низкий КПД по сравнению с автоматизированной сварочной методикой.
Классификация технологий электродуговой сварки
1. Ручная электродуговая сварка.
Современный рынок сварочного оборудования предлагает множество вариантов – определенный вид приборов выбирают, отталкиваясь от материала, с которым придется работать. Так, для элементов из черных или цветных металлов подходят устройства ручной сварки.
В этом случае электрод, вставленный в электродержатель, касается поверхности соединяемого элемента и начинает нагреваться. Это происходит из-за того, что при контакте электрическая цепь замыкается. Как только температура на кончике электрода повысилась, его плавно отводят от поверхности детали примерно на 5 мм, а ток начинает проходить по телу сварочной дуги.
2. Электродуговая сварка под слоем защитного флюса.
Данная технология похожа на предыдущую, разница лишь в том, что в этом случае используются аппараты электродуговой сварки автоматического действия. Роль электрода играет специальная проволока, которая подается из бобины. Этот метод отлично подходит, если нужно быстро сварить детали большой толщины. Перед соединением части конструкции подготавливают, а это, в свою очередь, требует дополнительного времени.
3. Электродуговая сварка неплавящимся электродом.
В последнее время эта технология электродуговой сварки активно распространяется среди специалистов. Чаще всего используют вольфрамовые стержни, при этом обязательным условием для работы с неплавящимися электродами является наличие газовой среды. Газ подается в зону сплавления через сопло аппарата – в качестве защитного газа могут использоваться аргон, гелий, диоксид углерода. Данный метод подходит для деталей из никеля, нержавейки и сплавов алюминия.
4. Электродуговая сварка с использованием плавящейся электродной проволоки.
Работа в газовой среде часто ведется с помощью электродной проволоки, плавящейся от высоких температур. Она автоматически подается в зону термического влияния из специальной бухты. Через то же сопло, что и проволока, поступает защитный газ. Данная технология входит в число газоэлектрических, ее главное достоинство – это возможность настройки дуги при помощи изменения состава газа.
Технология электродуговой сварки с использованием плавящейся проволоки подходит для соединения химически высокоактивных сплавов и металлов, таких как магний, нержавейка, медь, пр. Среди ее положительных качеств стоит особенно подчеркнуть:
- возможность соединения деталей, расположенных под различными углами друг к другу;
- хороший обзор места соединения;
- высокую скорость сплавления;
- отличное качество и чистоту сварных швов;
- возможность соединять очень толстые и очень тонкие детали.
Существует другой вариант технологии электродуговой сварки, при котором используются электроды с трубчатым сечением. Их изготавливают из порошковой проволоки и смеси флюсов, благодаря которым достигается защита сварочной ванны. Электрод играет роль присадки в процессе сплавления по этому методу.
Оборудование и материалы, используемые в технологии электродуговой сварки
Самым простым сварочным аппаратом, используемым для электродуговой сварки, является трансформаторный. Если не вдаваться в подробности, то это трансформатор, который понижает напряжение и увеличивает ток, при этом работает с переменным током.У данного способа есть ряд недостатков, о которых мы уже говорили выше. Также нужно понимать, что трансформаторный аппарат для преобразования тока промышленной частоты громоздкий и имеет немалый вес.
Поэтому специалисты обычно используются сварочные инверторы, если требуется мобильность. Они сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, после чего получают из него постоянный – выпрямляют. Главное достоинство таких устройств в относительно небольшом размере и весе.
Электродуговая сварка инвертором обеспечивает высокую стабильность дуги, а значит, и лучшее качество шва. Кроме того, в этом случае возможны разные режимы подключения – с прямой и обратной полярностью.
Большинство металлов соединяют электродуговой сваркой с прямой полярностью, то есть электрод подключается к катоду, а масса к аноду, и работа идет «от плюса к минусу». Однако бывают ситуации, когда необходимо использовать обратную полярность, где электрод присоединяется к аноду, а масса к катоду. Например, это актуально при работе с коррозионностойкими (нержавеющими) сталями и некоторыми другими химически активными металлами.
Существует множество видов электродуговой сварки, различающихся по применяемым материалам, однако в качестве базового отличия выступает тип электрода. Здесь используется такая классификация: работа с плавящимся или неплавящимся электродом.
Электрод представляет собой металлический контакт, стержень с оболочкой из специального состава. При нагревании оболочка прогорает и образует защитную газовую среду, которая препятствует окислению расплава.
Также у плавящегося электрода есть функция присадки – его основной металл становится частью сварного соединения. При работе с неплавящимся электродом необходимо вводить в сварочную ванну (в точку, где происходит реакция) дополнительную присадочную проволоку.
При электродуговой сварке используются разные виды металлических и неметаллических электродов, в том числе угольные и графитовые. Определенный тип подбирается под конкретный металл и выбранный метод сварки. Существуют случаи, когда сварка ведется в защитном газе (гелии, аргоне, углекислоте), – обычно это важное условие для работы с химически активными металлами.
Кроме того, могут использоваться вспомогательные материалы, например, флюсы, из-за чего довольно сложно описать универсальный способ создания шва. Однако существуют базовые для всех методов принципы.
Методы, применяемые в технологии электродуговой сварки и резки металла
Резка металла сваркой с применением дуги относится к наиболее старым из существующих способов. Используется ручная дуговая резка с применением плавящегося или неплавящегося электрода, воздушно- и кислородно-дуговая резка – разберем каждый из способов более подробно.
1. Резка неплавящимся электродом.
Роль электрода играет графитовый или угольный стержень, резку выполняют на любом роде тока, главное, чтобы он имел прямую полярность и силу до 800 А. Прежде чем разрезать металл, его нужно нагреть с помощью дуги, а затем выплавить.
Этот метод используется не так часто, в чем причина? У него достаточно узкая область применения, ведь он подходит только для работы со сложными крупногабаритными проектами. Допустим, при разделке лома и разборке старых металлических конструкций. Рез получается неровным и неаккуратным, но при этом технология подходит для работы с любыми металлами: от чугуна до цветных металлов.
2. Резка плавящимся электродом.
Этот метод встречается на практике чаще остальных, поскольку он обеспечивает более аккуратный и ровный разрез, чем первый способ. Для выполнения резки устанавливают повышенную силу тока (на 30 % больше, чем при сварке) – в этом случае можно отталкиваться от толщины электрода. Например, для стержня толщиной 1 мм нужна сила тока в пределах 50 А, для стержня 2 мм – 100 А и т. д. Металл нагревают с глубоким проплавлением, поэтому данный принцип работы часто называют «метод опирания». Немаловажно, что технология подходит для резки большинства металлов.
Если нужно сделать несложный рез в домашних условиях, подойдут любые плавящиеся электроды. Но для лучшего результата советуем выбирать специальные электроды для резки металла, так как они отличаются своим покрытием. За счет последнего работа идет проще и занимает меньше времени.
Несмотря на улучшенное качество реза при данной технологии, ее трудно назвать идеальной: этот метод проигрывает всем более современным. Здесь страдает качество и внешний вид реза, а работа идет очень медленно.
3. Воздушно- и кислородно-дуговая резка.
Эти методы электродуговой сварки практически идентичны, но имеют одно отличие: при воздушной резке металл сначала плавится от тепла дуги, после чего выдувается сжатым воздухом. При кислородной резке используется тот же принцип работы, только воздух заменяется потоком кислорода.
Данные технологии применяются для работы с листами нержавейки толщиной до 20 мм и для удаления дефектных частей деталей.
Перед осуществлением такой резки на сварочном аппарате устанавливают постоянный ток и подбирают графитовые или трубчатые электроды. Во втором случае кислород подается по сквозному отверстию в сварочном стержне. Сразу скажем, что этот способ эффективный, но отличается высокой трудоемкостью, ведь гораздо проще подать сжатый воздух или струю кислорода непосредственно в место разреза.
Технология электродуговой сварки безнапорных трубопроводов и труб водопровода
При электродуговой технологии работы с трубами нельзя забывать о таких тонкостях:
- Аппарат включают, когда электрод только прикоснулся к поверхности трубы.
- Нужно непрерывно следить за длиной электрической дуги, ведь от нее зависит размер газовой оболочки, препятствующей попаданию воздуха в зону работы.
- Электрод плавно передвигают в зоне сварочных работ, чтобы расплавленный металл с электрода равномерно распределялся по шву.
- Толщина наплавления металла трубных элементов зависит от легких скользящих движений сварщика из стороны в сторону.
- При работе с толстостенными трубами большого диаметра делают внутренние и внешние сварные швы.
Во избежание разного рода дефектов необходимо плотно соединить элементы трубопровода между собой. Второе важное требование: нужно довести нагревом поверхность металла до светло-красного оттенка, и, безусловно, сила тока должны быть увеличена на 10–20 %. При соблюдении этих требований вы получите вязкий и пластичный сварной шов, надежно герметизирующий стык между трубами даже в условиях сильных морозов.
При отрицательных температурах сварочная зона быстро охлаждается, затрудняется удаление раскаленных газов из расплавленного металла. В результате чего трубная сталь приобретает хрупкость, а значит, возрастает риск ее термического разрушения, появления горячих трещин, отходящих от сварного шва, закалочных структур.
Технология электродуговой сварки стыкового шва в вертикальном положении
Нередко требуется соединение двух металлических заготовок, расположенных в разных плоскостях, что усложняет процесс работы. Допустим, стык деталей может находиться под углом, вертикально или в потолочной плоскости.
Специалисты называют работу с вертикальными швами (потолочными и наклонными) непростой задачей. Дело в том, что расплавленный металл, расположенный между двумя металлическими заготовками, подчиняется закону всемирного тяготения – его постоянно тянет к земле, что вызывает трудности.
Справиться с этой проблемой позволяют два важных принципа:
1. Расплавленный металл должен кристаллизоваться с большей скоростью, чем в обычной нижней позиции – для этого его капли должны быть небольшого размера. Уменьшить капли позволяет сокращение длины дуги, причем при работе с инвертором или полуавтоматом электрод передвигают вглубь и наружу короткими и быстрыми движениями. Движение держака больше похоже на постукивание электродом по поверхности.
2. Вертикальный шов сваривают переменным током снизу вверх. Заполняя кратер шва, его наполняют снизу, за счет чего расположенный внизу металл играет роль подставки для металла, скапливающегося в сварочной ванне выше.
Но стоит понимать, что технология снизу вверх не всегда подходит, чтобы сварить вертикальный шов. Иногда мастер вынужден варить шов и сверху вниз. Избежать стекания капель расплавленного металла позволяет соблюдение таких условий:
- дуга должна быть короткой;
- электрод в начале поджига располагается перпендикулярно к плоскости соединения заготовок;
- при варке электрод наклоняется вниз со стороны держака, то есть располагается под острым углом по отношению к сварочному шву – дугой он удерживает металлические капли от стекания;
- если капли все-таки стекают, повышают силу тока и увеличивают перемещение электрода вниз; также стоит увеличить ширину сварочного шва, перемещая расходник из стороны в сторону;
- при использовании этой технологии не добиться высокого качества швов, зато она намного легче, чем метод снизу вверх.
Технология электродуговой сварки цилиндрических резервуаров
Заводскую сварку резервуарных конструкций выполняют согласно утвержденному технологическому процессу (процедурам), где учитываются:
- требования к форме и подготовке кромок свариваемых деталей;
- способы и режимы работы, сварочные материалы, последовательность осуществления работ;
- конкретные указания по закреплению деталей перед началом работ;
- мероприятия, позволяющие избежать прожогов, смещения шва от его оси и появления иных дефектов;
- мероприятия, направленные на сокращение числа деформаций.
При выборе технологии сварки резервуарных конструкций нужно точно понимать, что она обеспечивает:
- высокую производительность и экономическую эффективность сварочных процессов с учетом объемов выполнения сварки (массы наплавленного металла), затрат на сварочное оборудование и организацию технологического процесса;
- высокий уровень однородности и сплошности металла сварных соединений с учетом конкретных условий и требуемых механических свойств: прочности, пластичности, твердости, ударной вязкости и устойчивости к низким температурам;
- минимальный уровень деформаций свариваемых элементов.
В заводских условиях обычно используют автоматизированную сварку под флюсом для листовых конструкций и механизированную работу в углекислом газе или в смеси газов на основе аргона для решетчатых конструкций и оборудования. В первом случае не обойтись без оснащения сварочного оборудования системами слежения электрода за стыком.
Технология электродуговой сварки каркасов балки
Конструкция оборудования, позволяющего изготавливать сварные двутавровые балки, подбирается в соответствии с технологией сваривания поясных швов. Помимо этого, немалую роль играет набор приспособлений, используемый в производстве. Сегодня в таком случае обычно выбирают автоматическое сваривание под слоем флюса, поскольку тогда получаются качественные, надежные на всем своем протяжении швы.
За счет использования автоматизированного оборудования удается сократить себестоимость балок, а также добиться их высокого качества, повышенной надежности. Нерасплавленный, находящийся под давлением флюс используется, чтобы защитить область работы от избыточного разбрызгивания жидкого металла. А значит, сохраняется качество работы, несмотря на высокую силу тока (до 4000 А). Также флюс предотвращает быстрое остывание расплавленного металла, и газ отводится эффективнее.
Сварная балка может быть изготовлена при помощи ручной дуговой, полуавтоматической технологии. Тогда важным условием сборки является наличие специальных кондукторов с зажимами или они могут быть заменены прихватками, хомутами. Но применение этого метода влечет за собой чрезмерные потери металла вследствие разбрызгивания, угара в расплавленном состоянии. Объем потерь нередко составляет около 30 %.
Также отметим: в производство балок входят такие этапы, как скрепление их полок, стенок. Нередки случаи, когда приходится сваривать друг с другом готовые двутавры. В подобных ситуациях прибегают к методу «встык».
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
виды покрытия для дуговой электросварки и особенности технологии
Даже при самом поверхностном ознакомлении с техникой сварки сразу замечаешь, что приспособлений и материалов, непосредственно участвующих в сварочном процессе, насчитывается большое количество.
Покрытые или неплавящиеся электроды для дуговой сварки относятся к категории таких изделий, востребованных при работе в защитной среде инертного газа при сваривании цветных металлов и их сплавов.
Особенности технологии
За счёт применения неплавящихся расходных материалов удаётся получить высококачественные сварные соединения, однако производительность операций с покрытыми электродами оставляет желать лучшего.
Они не в состоянии конкурировать с полуавтоматическими сварочными технологиями, при которых используются специальные плавящиеся электроды.

Таким образом, при изучении действующих методик обнаруживается, что используемый при дуговой сварке электрод может быть плавящимся и неплавящимся (покрытым). Рассмотрим каждую их этих разновидностей более основательно.
Достоинство технологии с неплавящимся электродом состоит в том, что можно сплавлять черный металл с заготовками, которые отличаются от него по структуре (включая изделия из высоколегированных и низкоуглеродистых сталей).
С учётом возможности работы с изделиями из цветных металлов этот метод успешно применяется также и при соединении разнородных по составу материалов.
 Сварка с использованием неплавящихся электродов характеризуется двумя отличительными чертами. Одна из них заключается в использовании специальных веществ, покрывающих рабочие электроды (природного вольфрама, графита и другие).
Сварка с использованием неплавящихся электродов характеризуется двумя отличительными чертами. Одна из них заключается в использовании специальных веществ, покрывающих рабочие электроды (природного вольфрама, графита и другие).
Второй особенностью этой технологии является использование инертных газов, ограничивающих доступ кислорода к месту сварки и защищающих как сам электрод, так и сварочную ванну от окисления.
Разновидности и предназначение
При проведении сварки чаще всего применяются следующие виды неплавящегося электродного покрытия:
- на основе угля;
- чистое графитовое;
- из вольфрама.
Независимо от покрытия электродов для ручной дуговой сварки все они относятся к одной категории, но при этом предназначаются для вполне конкретных целей.
Угольные
 Так, угольные расходные материалы применяются при проведении воздушно-дуговой резки, а также востребованы при устранении дефектов, имеющихся на поверхности заготовок.
Так, угольные расходные материалы применяются при проведении воздушно-дуговой резки, а также востребованы при устранении дефектов, имеющихся на поверхности заготовок.
Сварка неплавящимися стержнями с угольным покрытием проводятся в режимах с токами не более 500-600 Ампер, которых хватает для соединения не очень массивных стальных конструкций, а также исправления поверхностных дефектов литых изделий.
При этом сваривание с их помощью может быть организовано как с присадочным материалом, подаваемым в зону формирования будущего шва, так и без него.
Графитовые
Чисто графитовые электроды чаще всего применяются при работе с цветными металлами (алюминием или медью), а также с их сплавами. Этот вид сварного материала в отличие от угольных образцов более экономичен и выгоден на практике.

К тому же такие неплавящиеся стержни обладают целым рядом достоинств, а именно: устойчивость к воздействию высоких температур, меньший износ и простая подготовка к работе (резке).
Особое распространение графитовые стержни получили при сварке проводов и других изделий из меди.
Вольфрамовые
 Вольфрамовые неплавящиеся электроды неплавящегося типа относятся к разряду самого востребованного на производстве и в бытовых условиях расходного материала.
Вольфрамовые неплавящиеся электроды неплавящегося типа относятся к разряду самого востребованного на производстве и в бытовых условиях расходного материала.
С их помощью удаётся обрабатывать в защитной среде аргона или других газов разнообразные марки металлов, включая алюминий.
Они изготавливаются в форме длинного покрытого прутка с диаметром от 1-го до 4-х миллиметров и очень тугоплавки. Температура плавления такого электрода намного превышает тот же показатель для рабочей дуги, вследствие чего он обладает универсальными свойствами и может применяться даже для сварки сложной в обработке нержавейки.
Вольфрамовые неплавящиеся электроды могут делать с добавлением тория, оксида лантана (лантанированные) или иттрия. Каждая из марок предназначена для определенного вида сварки.
Плавящийся вид
 Ручная дуговая сварка с применением плавящегося электрода относится к разряду универсальных подходов, поскольку может проводиться практически в любых условиях.
Ручная дуговая сварка с применением плавящегося электрода относится к разряду универсальных подходов, поскольку может проводиться практически в любых условиях.
Этот способ организации сварочного процесса позволяет оператору комфортно работать даже в самых труднодоступных местах. Однако наряду с указанными достоинствами этот метод имеет ряд существенных недостатков, проявляющихся в следующем:
- небольшая глубина проплавления обрабатываемого металла;
- низкая производительность процесса сварки, что объясняется малыми уровнями рабочих токов;
- нестабильность ручной сварки, заметно уступающей автоматизированным приёмам сплавления.
Сущность данного способа обработки металлов состоит в использовании энергии электрической дуги, искусственно создаваемой между свариваемой заготовкой и электродом.
Под действием высоких температур металл в зоне сварки интенсивно плавится и образует так называемую «сварочную ванну». На завершающей стадии работ на месте расплава (после его остывания) должен получиться аккуратный шов.
По внешнему виду плавящийся электрод – это типовой металлический стержень с нанесённым на его поверхность покрытием определенной структуры и толщины.
Основные параметры, определяющие размеры так называемых «обмазанных» электродов, их разбивку по типам и предъявляемые к ним требования регламентируются действующими стандартами (ГОСТ 9467-75, в частности).

Согласно этим данным самый распространённый диаметр электродных стержней – в пределах от 3-х до 6-ти миллиметров. Указанный показатель определяется как толщина стержня, без учёта имеющегося рабочего покрытия.
Со снижением этой величины, а также при увеличении общей длины электрода изменяется и его проводимость, что естественно приводит к сильному нагреванию в процессе сварки.
В случае чрезмерного нагрева стержень быстро плавится (говорят, что она начинает «течь»). Одновременно с этим сгорают и входящие в состав покрытия органические компоненты, теряя свои защитные свойства.
Чем лучше варить
Для правильного выбора нужного метода желательно оценить каждый из них с точки зрения потребности в данных конкретных условиях. Для этого надо сравнить возможности разных электродов и определимся с наиболее оптимальным вариантом.
Прежде всего, необходимость сварки неплавящимися (или покрытыми) стержнями возникает лишь в тех случаях, когда предстоит работать с разнородными по структуре материалами. При этом характер сварных процедур (их подготовка и само сплавление) заметно усложняется и требует значительных усилий со стороны сварщика.
Таким образом, выбор операций с неплавящимся электродом целесообразен лишь как крайний случай, когда без него невозможно решение поставленной перед сварщиком задачи.
Во всех же остальных ситуациях вполне можно обходиться достаточно простыми и дешёвыми плавящимися электродами. Тем более что данный метод с течением времени постоянно совершенствуется и позволяет получить достаточно качественный сварной шов.
Ручная дуговая сварка покрытыми электродами — Осварке.Нет
Ручная дуговая сварка — дуговая сварка с использованием покрытого металлического электрода, при которой операции подачи электрода, его перемещения вдоль оси шва и поперечные манипуляции выполняется сварщиком вручную. Наиболее старый и универсальный метод сварки, требующий хорошей квалификации и опыта сварщика.
Сущность метода ручной дуговой сварки
Сварка деталей покрытым металлическим электродом возможна благодаря высокой тепловой мощности сварочной дуги, под воздействием которой металлы расплавляются. При сварке покрытым электродом сварная дуга расплавляет основной металл и, в то же время, металлический электрод. Участок расплавленного металла называют сварной ванной. Капли электродного металла расплавляются и переносятся в сварную ванну, увеличивая ее объем, поэтому покрытый электрод является еще присадочным материалом.
Под воздействием сварочной дуги расплавляется покрытие нанесенное на поверхность электрода. В состав покрытия входят измельченные компоненты разного назначения — шлакообразующие, газообразующие, связывающие, раскислители и другие. Шлак, полученный плавлением покрытия, обволакивает сварную ванну и защищает жидкий металл от взаимодействия из атмосферными газами. Считается, что при ручной сварке наблюдение за формированием шва ограниченное из-за наличия на поверхности сварной ванны шлака. Также покрытие выделяет газы при расплавлении его компонентов, защищающие дугу и зону сварки от воздуха. Это способствует стабильному и стойкому горению дуги.
По мере того как сварщик формирует шов, перемещая электрод и дугу вдоль оси сварного соединения, сварная ванна с жидким металлом постепенно кристаллизуется. На поверхности кристаллизованного шва застывает шлак и превращается в шлаковую корку.
После обрыва сварочной дуги необходимо очистить шов от шлаковой корки при помощи специального молотка, кирки и/или щетки. Если были выбраны правильные режимы сварки без ошибок в техники выполнения шва, под шлаковой коркой получим сварной шов необходимой формы, качества и геометрических размеров. Качество сварного шва в значительной степени будет зависеть от профессионализма сварщика.
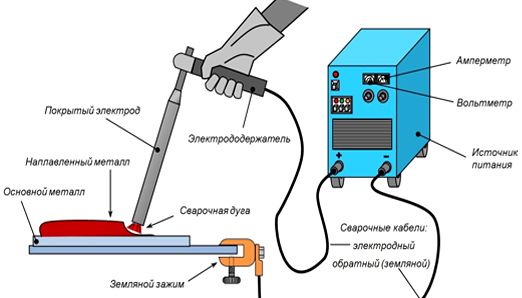
Схема оборудования для сварки покрытым электродом
Ручная дуговая сварки имеет наиболее универсальную и простую схему оборудования необходимого для сварки. В комплект оборудования для сварки покрытым электродом входит источник питания сварочной дуги, комплект кабелей, электрододержатель и электропроводящий зажим подключаемый на кабель массы. Этого оборудования достаточно для выполнения работ. В зависимости от используемого источника питания, вида сварочного поста и технологии сварки может применяться вспомогательной сварочное оборудование.
Сварка покрытым электродом может выполняться от источника питания постоянного и переменного тока. Для сварки переменным током используют сварочные трансформаторы, а для постоянного тока — выпрямители и преобразователи.
В последнее время, с развитием технологий, для сварки используют также инверторе источники питания. Преимуществами сварочных инверторов являются меньшие габариты и вес оборудования, более стабильное горение дуги, простое регулирование силы тока, дополнительный функционал, — анти-залипание, горячий старт, пульсирующий ток. Появление и распространение инверторных источников питания сделало оборудование для дуговой сварки более мобильным.
Для сварки в местах где отсутствует сеть питания можно использовать сварочные агрегаты. Агрегаты позволяют вырабатывать электрический ток при помощи сварочного генератора и двигателя внутреннего сгорания.
К вторичной обмотке источника питания подключается комплект кабелей. В зависимости от силы тока сечение кабелей можно ориентировочно выбрать используя таблицу ниже.
Эдектрододержатель предназначен фиксирования сварочного электрода, его быстрой замены и подведения к нему тока, а также для комфортного управления дугой сварщику.
Токопроводящий зажим крепится к кабелю массы для подведения тока к изделию, хорошего контакта и крепления его с основным металлом.
Дополнительное оборудование
Дополнительно в электрическую цепь при сварке могут включаться балластный реостат и осциллятор.
С помощью балластного реостата можно ступенчато регулировать силу сварочного тока. Балластный реостат формирует падающую вольт-амперную характеристику источника питания, а также компенсирует постоянную составляющую тока при сварке от трансформатора.
Осциллятор предназначен для бесконтактного зажигания и стабилизации горения сварочной дуги.
Покрытые электроды для дуговой сварки
Согласно истории развития сварки, до 1935 года использовались металлические электроды без покрытия или с тонким ионизирующим покрытием. Основными функциям покрытых электродов являются: подведение тока к сварочной дуге; защита дуги, расплавленного металла и зоны сварки от атмосферных газов; дополнительная подача расплавленного металла для заполнения зазора между кромок и наплавки валика шва.
Существует большое количество марок сварочных электродов отличающихся химическим составом металлического стержня, покрытием, предназначением и т.д. Краткую классификацию покрытых электродов можно посмотреть на рисунках ниже.
Классификация покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов для ручной сварки, наплавки и резки
Техника и технология ручной дуговой сварки
По сравнению с другими видами сварки, ручная сварка требует больше навыков и умений от сварщика, так как все операции выполняются вручную.
Условно выполнение сварочного шва можно разделить на три этапа: зажигание дуги, выполнение шва, окончание сварки или заварка кратера.
Существует два способа зажигания сварочной дуги — касанием и чирканьем. По окончанию сварки нельзя сразу обрывать дугу, иначе в месте окончания образуется кратер. Перед тем как оборвать дугу ее сначала перемещают на верхний край сварной ванны, а потом резко обрывают. При окончании сварки можно также использовать технику заварки кратера.
Техника выполнения шва зависит от пространственного положения, типа соединения, толщины сварных деталей, протяжности соединения и доступности шва. Во время сварки покрытым электродом от сварщика требуется одновременно перемещать электрод в трех направлениях.
Ручная дуговая сварка стыковых швов в нижнем положении
Сварка деталей толщиной до 4 мм встык выполняется без разделки кромок. При этом диаметр электрода подбирается равный толщине основного металла.
Стыковые соединения без скоса кромок толщиной до 6 мм выполняются односторонним швом.
Листы без скоса кромок толщиной от 2 до 8 мм можно сваривать двусторонним швом.
Если толщина металла более 8 мм необходимо выполнять разделку кромок.
Чтобы избежать прожогов при выполнении корневого шва или сварке тонких деталей используют съемные медные или стальные подкладки.
Ручная дуговая сварка угловых швов в нижнем положении
Сварка угловых швов в нижнем положении выполняется при сварке угловых, тавровых и нахлесточных соединений. Угловые швы в нижнем положении с катетом шва до 10 мм свариваются за один проход, электродами до 5 мм без колебательных движений концом электрода.
Угловые швы без скоса кромок с катетом более 10 мм выполняют за одни проход с поперечными колебательными движениями электрода треугольником с задержкой конца электрода в корне шва для лучшего провара. При этом дугу зажигают на горизонтальной полке, а не вертикальной, чтобы избежать натекания металла на холодную горизонтальную полку.По возможности угловые швы рекомендуется сваривать в лодочку. Для избежания непроваров в таком положении лучше вести сварку опирая покрытие электрода на кромки. Сварку швов в лодочку лучше вести углом назад.
Сварка в симметрическую лодочку, когда между электродом и поверхностью детали образуется угол, примерно, 45 градусов.
В несимметрическую лодочку, когда угол между деталью и электродом по одной из сторон детали равняется, примерно, 30 градусам.
Ручная дуговая сварка в вертикальном положении
При сварке вертикальных швов сварку можно вести снизу вверх (на подъем) и сверху вниз (на спуск). Силу сварочного тока при сварке в вертикальном положении уменьшают на 10% по сравнению из нижним положением, а сварку ведут короткой дугой. Это необходимо для того, чтобы жидкий металл не вытекал из сварочной ванны. Использовать сварочные электроды допускающие сварку в вертикальном положении.
Сварка способом снизу вверх используется чаще всего. Это удобный и производительный метод сварки вертикальных швов, для которого используются электроды диаметром до 4 мм. Поперечные колебательные движения: полумесяцем, углом или елочкой. Дугу возбуждают в нижней части сварного шва. После этого колебательными движениями наплавляется полочка размером равным сечению шва. Наибольшая глубина плавления достигается при перпендикулярном положении электрода к основному металлу. Чтобы избежать стекания металла электрод наклоняют вниз.
Способ сверху вниз при ручной сварке используется редко. Его можно использовать для сварки тонкого металла до 5 мм с разделкой кромок. Не все электроды позволяют вести сварку на спуск, поэтому необходимо смотреть информацию в паспорте на электроды. Дугу возбуждают в верхней части сварного шва. Когда формируются капли жидкого металла необходимо наклонить электрод вниз, чтобы дуга направлялась на жидкий металл.
Ручная сварка горизонтальных швов
Сварка горизонтальных швов выполняется вертикально расположенным электродом. Ток уменьшается на 15-20% по сравнению с нижним положением, а сварку ведут короткой дугой. При подготовке кромок делается скос только верхней кромки, скос нижней кромки не требуется. Начинают сварку на нижней кромке, а потом перемещают дугу на верхнюю кромку. Соединения толщиной более 8 мм сваривают многопроходными валиками.
Ручная сварка в потолочном положении
При сварке в потолочном положении расплавленный металл пытается вытечь вниз из сварочной ванны, поэтому сварку выполняют только короткой дугой. Силу сварочного тока уменьшают на 15-20% по сравнению с нижним положением. Детали толщиной более 8 мм сваривают многопроходными швами.
Газы, которые выделяются при плавлении электродных покрытий, поднимаются вверх и могут остаться в сварном шве. Чтобы избежать этого используют только хорошо просушенные электроды.
Валики шва накладываются в разделку тремя способами: лесенкой, полумесяцем и обратно-поступательно.
Лесенкой. При сварке потолочных швов лесенкой электрод располагают к плоскости под углом 90-130 градусов, подносят к металлу и возбуждают дугу. После образования небольшой капли металла электрод отводят на 5-10 мм от металла и возвращают. Возвращаясь необходимо перекрыть предыдущую порцию металла на 1/2 или 1/3 ее длины. Такая техника позволяет постепенно кристаллизоваться металлу и избежать стеканию вниз.
Полумесяцем. Сварочный электрод располагают под углом 90-130 градусов, зажигают дугу и выполняют колебательные движения полумесяцем, беспрерывно заводя дугу на отвердевшую часть шва.
Обратно-поступательно. Сварщик возвращает конец электрода назад, на кристаллизовавшуюся часть шва, постоянно удлиняя. валик.
Ручная дуговая сварка толстостенных сварных соединений
Сварку толстостенных конструкций невозможно выполнить однослойным швом за один проход, поэтому сварка металла большей толщины выполняется слоями за один проход или за несколько проходов.
Многослойный шов — шов выполняющийся несколькими слоями, каждый за один проход. Используется чаще для стыковых швов. Однопроходные швы рекомендуется использовать при ширине шва не более 14-16 мм. При таком подходе остаточные деформации наименьшие.
Многопроходный шов — шов выполняющийся за несколько проходов. Многопроходный шов является одновременно и многослойным. Подходит больше для угловых и тавровых соединений. При толщине шва более 15 мм не рекомендуется выполнять сварку каждого слоя за проход. Первый слой в металле такой толщине успевает остыть, и в нем возникают трещины.
Способы наложения швов при толщине соединения более 15 мм
Для равномерного нагревания конструкции по всей длине используют несколько техник наложения швов: двойным слоем, каскадом, блоками, горкой и поперечной горкой.
При способе двойного слоя сразу после наложения первого слоя и очистки соединения от шлака накладывают второй. Второй слой необходимо накладывать в обратном направлении на длину 200-400 мм.
Сварка каскадным методом требует предварительно разбить шов на короткие участки по 200 мм. После сварки первого участка его очищают от шлака. Второй слой необходимо начинать на втором участке и вести до полного перекрытия первого. Таким образом выполняется каждый следующий слой, перекрывающий предыдущие и не дающий им остыть.
Сварка горкой это техника похожая на каскадный метод, но для ее реализации необходимо участие двух сварщиков. В этом случае сварка ведется от середины сварного соединения до краев. В обоих случаях сварка обратно ступенчатая не только по длине, но и по сечению шва, а зона сварки всегда остается горячей.
Сварка блоками прежде всего предназначена для сталей склонных к закалыванию во время сварке. При сварке блоками шов накладывают отдельными ступенями по всей высоте сечения шва.
Преимущества и недостатки ручной дуговой сварки
Преимущества
- Универсальная и сравнительно недорогая схема оборудования для сварки.
- Мобильность оборудования.
- Сварка ручным дуговым методом выполняется во всех пространственных положениях и в местах с ограниченным доступом.
- Благодаря большому количеству различных марок электродов можно сваривать разные стали и металлы, а переход между свариваемыми материалами происходит очень быстро.
Недостатки
- Производительность труда и КПД по сравнению с другими видами сварки очень низкие.
- Качество сварных соединений зависит от квалификации сварщика.
- Дуговая сварка покрытыми электродами оказывает вредное воздействие на организм человека.
Обучающий видео фильм по ручной дуговой сварке.
СВАРКА ДУГОВАЯ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ — это… Что такое СВАРКА ДУГОВАЯ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ?
- СВАРКА ДУГОВАЯ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
- дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом
(Болгарский язык; Български) — електродъгово заваряване с топим електрод
(Чешский язык; Čeština) — obloukové svařování kovovou elektrodou
(Немецкий язык; Deutsch) — Lichtbogenschweißen mít schmelzender Elektrodě
(Венгерский язык; Magyar) — ívhegesztés fogyó elektródával
(Монгольский язык) — хайламтгай электродтой нуман гагналт
(Польский язык; Polska) — spawanie łukowe elektrodą topliwą
(Румынский язык; Român) — sudură cu arc cu electrozi fuzibili
(Сербско-хорватский язык; Српски језик; Hrvatski jezik) — lučno zavarivanje topljivom elektrodom
(Испанский язык; Español) — soldadura al arco con electrodo consumible
(Английский язык; English) — consumable electrode arc welding
(Французский язык; Français) — soudage avec fil fusible; soudage à l’arc par fusion d’électrode
Источник: Терминологический словарь по строительству на 12 языках
Строительный словарь.
- СВАРКА ДУГОВАЯ HEПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
- СВАРКА ДУГОВАЯ ПОЛУАВТОМАТИЧЕСКАЯ
Смотреть что такое «СВАРКА ДУГОВАЯ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ» в других словарях:
Сварка дуговая плавящимся электродом — – дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Авт … Энциклопедия терминов, определений и пояснений строительных материалов
СВАРКА ДУГОВАЯ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ — [Consumable electrode arc welding; MIG welding; MAG welding] дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом … Металлургический словарь
дуговая сварка плавящимся электродом — сварка плавящимся электродом Дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка,… … Справочник технического переводчика
Дуговая сварка плавящимся электродом — 8. Дуговая сварка плавящимся электродом Дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Сварка дуговая в защитном газе плавящимся электродом — – дуговая сварка плавящимся электродом, при которой используют электродную проволоку, а дугу и сварочную ванну защищают от атмосферы газом, подаваемым снаружи. [ГОСТ Р ИСО 857 1 2009] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное … Энциклопедия терминов, определений и пояснений строительных материалов
дуговая сварка в защитном газе плавящимся электродом — 4.2.4.13 дуговая сварка в защитном газе плавящимся электродом (13): Дуговая сварка плавящимся электродом, при которой используют электродную проволоку, а дугу и сварочную ванну защищают от атмосферы газом, подаваемым снаружи (см. рисунок 41). 1… … Словарь-справочник терминов нормативно-технической документации
дуговая сварка в активном газе плавящимся электродом — 4.2.4.15 дуговая сварка в активном газе плавящимся электродом (135): Дуговая сварка в защитном газе плавящимся электродом, при которой в качестве защитного газа используют химически активный газ. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и… … Словарь-справочник терминов нормативно-технической документации
дуговая сварка в инертном газе плавящимся электродом — 4.2.4.14 дуговая сварка в инертном газе плавящимся электродом (131): Дуговая сварка в защитном газе плавящимся электродом, при которой в качестве защитного газа используют инертный газ, например аргон или гелий. Источник: ГОСТ Р ИСО 857 1 2009:… … Словарь-справочник терминов нормативно-технической документации
дуговая сварка плавящимся электродом без газовой защиты — 4.2.4.3 дуговая сварка плавящимся электродом без газовой защиты (11): Дуговая сварка, осуществляемая без введения в зону дуги извне защитного газа. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки… … Словарь-справочник терминов нормативно-технической документации
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
ручная, аргонодуговая и другие технологии
Сварка является популярной технологией, при помощи которой можно создать прочные и надежные конструкции из металла. Она используется в разных областях производство, где важно высокое качество и гарантия прочности изготовляемых изделий.
Однако не каждый вид данной технологии позволяет получить прочный и идеальный шов, все зависит от вида металла и используемых материалов. Высокой популярностью среди сварщиков пользуется сварка неплавящимся электродом.
Она достаточно простая и ее могут использовать даже не профессионалы, она может использоваться в непромышленных условиях. Но все же перед тем как к ней приступать стоит рассмотреть ее главные особенности.
Особенности
При дуговой сварке неплавящимся электродом обычно используются неплавящиеся расходные материалы, которые позволяют получить сварные швы высокого качества. Однако стоит учитывать, что у технологии с покрытыми электродами наблюдается низкая производительность.
Главное достоинство сварки в инертных газах неплавящимся электродом состоит в том, что можно производить сплавление черного металла с заготовками, которые могут отличаться от него по структуре, включая изделия из высоколегированных и низкоуглеродистых сталей. Данный метод можно применять для сваривания разнородных по составу металлов.
Сварка, при которой применяются неплавящиеся электроды, обладает несколькими характерными особенностями. Одна состоит в использовании специальных элементов, которые покрывают электроды — из вольфрама, графита и другие виды.
Вторая особенность состоит в использовании инертных газов. Они ограничивают доступ кислорода к области сварки. Также они защищают электрод и сварочную ванну от окисления.
Преимущества и недостатки
Многие начинающие сварщики часто задаются вопросом — что такое дуговая сварка неплавящимся электродом? Это удобная технология, которая позволяет сварить разные металлические заготовки. Она имеет простое проведение, не требует наличия специальных навыков и опыта.
Неплавящиеся электроды могут применяться при проведении сварки в домашних условиях, но их также часто применяют в промышленности для осуществления следующих условий:
- Они могут осуществить качественную сварку тонких металлических листов;
- Они отлично подходят для проведения сварочных работ со сталями всех классов, цветных металлов, а также их сплавов;
- Плавящиеся электроды позволяют получить высококачественные сварные швы при сваривании разных видов металлов.
Кроме этого стоит обратить внимание на то, что сварка неплавящимся электродом в среде аргона имеет некоторые преимущества и недостатки. К положительным особенностям данной технологии стоит отнести:
- Дуга обладает высокой устойчивостью, которая никак не зависит от показателей полярности тока;
- Она предоставляет возможность получить сварные швы с долей участия главного металла от 0 до 100 %;
- Имеется возможность регулирования химического состава и геометрии соединения во время изменения скорости подачи, угла наклона, профиля, марки присадочного материала.
Но не стоит забывать про негативные качества:
- Обладает низкими показателями эффективности используемой электроэнергии;
Требуется использование специальных устройств для обеспечения начального возбуждения дуги;
Наблюдается высокая скорость охлаждения изготовленных швов.
Разновидности электродов
При проведении автоматической или ручной дуговой сварки неплавящимся электродом могут применяться расходные материалы, которые могут обладать разным составом. Они помогают получить качественное и прочное соединение.
Обычно во время сварочного процесса используются следующие виды неплавящихся электродов:
- Из угля;
- Из чистого графита;
- Из вольфрамовой основы.
При этом каждый вид электродов может обладать важными особенностями и качествами, которые обязательно нужно учитывать при проведении сварочного процесса.
Угольные
Угольные расходные материалы часто используются во время проведения воздушно-дугового сварочного процесса. Также они могут применяться для устранения разных дефектов и повреждений, которые имеются на поверхности заготовок.
Ручная аргонодуговая сварка неплавящимся электродом, который имеет угольное покрытие, может проводиться в режимах с токами с показателями напряжения 500-600 Ампер. Его вполне хватает для соединения массивных конструкций из стали, для исправления дефектов на литых изделиях.
Сам процесс сваривания может производиться с использованием присадочной проволоки, которая подается в область формирования сварного шва, и также без нее.
Графитовые
Электроды из чистого графита часто применяются при работе с цветными металлами — алюминием или медью. Также они могут использоваться во время сварки сплавов и данных металлов. Это вид материала неплавящегося материала в отличие от образцов из угля экономичный и его выгодно применять на практике.
Графитовые стержни имеют некоторые важные достоинства:
- Они имеют стойкость к воздействиям высоких температур;
- Обладают хорошей износостойкостью;
- Имеют простую подготовку к рабочему процессу.
Вольфрамовые
Вольфрамовые стержни неплавящегося вида часто применяют при проведении сварочного процесса на производстве и в бытовых условиях. Именно они позволяют осуществить сварку неплавящимся электродом в защитных газах алюминия и других видов металлов, сплавов.
Данный расходный материал изготавливается в виде длинного прутка с покрытием, которые имеют диаметр от 1 до 4 мм. Они обладают тугоплавкой структурой. Показатель температуры плавления у электродов из вольфрамовой основы намного больше показатели для рабочей дуги. Именно это делает стержни универсальными и их можно использовать даже для сваривания нержавейки, которая имеет сложную обработку.
Часто при изготовлении вольфрамовых электродов в их состав добавляются разные компоненты — торий, оксид лантана, иттрий. Каждый стержень с добавлением одного из этих вещества предназначен для определенного вида сварки.
Используемое оборудование
Какое оборудование применяется при проведении ручной, автоматической и аргонодуговой сварки неплавящимся электродом? Все зависит от объема сварочных работ, от размера собираемых конструкций. Обычно сварщики используют оборудование двух видов — универсальное и специальное.
Часто применяется первый класс аппаратов, потому что второй наиболее подходит для больших объемов и зачастую для механизированных. Универсальные ручные и автоматизированные сварочные аппараты имеют простое использование, также их легко обслуживать. По этой причине их часто применяют про проведение сварки в маленьких цехах и на огромных производствах.
Устройства для ручной дуговой сварки неплавящимся электродом в защитных газах имеют следующие компоненты:
- В них установлен источник постоянного или переменного тока. Иногда встречаются устройства, которые могут производить два разных вида тока;
- Горелки различных размеров. Они могут применяться для разных показателей тока;
- Осциллятор, который поджигает первичную дугу;
- Компоненты, которые обеспечивают газовую подачу аргона;
- Элементы, которые управляют сварочным процессом.
Требования к аргонодуговой сварке неплавящимся электродом
Аргонодуговая сварка неплавящимся электродом часто применяется для сваривания заготовок из разных видов металла. При помощи нее можно получить прочные швы с высокой износостойкостью. Но чтобы в процессе сварки заготовки могли нормально плавиться под воздействием плавящегося электрода и аргона, обязательно нужно выполнять важные требования аргонодугового сварочного процесса.
К главным требованиям аргонодуговой сварки относятся:
- Неплавящийся стержень из вольфрамовой основы при сварке может глубоко проникать в область зазора между заготовками. Для процесса следует использовать короткую дугу. Это позволит провести глубокую плавку, которая может отразиться на качестве соединения. Оно получится небольшим и прочным;
- При механизированной аргонодуговой сварке плавящимся электродом движение стержня должно выполняться по центральной части зазора и посередине. Даже небольшие нарушения могут привести к снижению прочности соединения, они могут негативно отразиться на его внешнем виде;
- Присадочный элемент должен постоянно прибывать в зоне с аргоном, он не должен выходить за пределы свариваемой зоны. Именно это защищает сварную ванну от отрицательного влияния кислорода и азота, которые присутствуют в воздухе. Влияние данных веществ может привести к усилению хрупкости соединения. Данные требования также относятся к неплавящемуся электроду;
- Ни в коем случае не стоит резко подавать присадочную проволоку в область сварной ванны. Это вызовет сильное разбрызгивание металла и в итоге будет его чрезмерный перерасход;
- При проведении ручной сварки присадочный материал должен подаваться под углом. Не должно наблюдаться поперечных нарушений;
- Не стоит при окончании сварочного процесса производить обрыв соединения при помощи отвода электрода из области сваривания. Достаточно погасить дугу реостатом;
- Подача и отключение защитного газа после окончания сварочного должно проводиться через или за 10 секунд. Это защитит неостывшую плавящуюся металлическую основу, которая при контакте с воздухом быстро покрывается оксидной пленкой;
- Перед началом автоматической аргонодуговой сварки неплавящимся электродом нужно подготовить соединяемые заготовки из металлической основы. Все стыкуемые зоны требуется очистить от грязи, ржавчины и других загрязнений. Для очистки рекомендуется использовать железную щетку или болгаркой с металлической щетковидной насадкой. Чистить необходимо до появления металлического блеска. Если имеются пятна из масла или жира, то дополнительно следует провести обработку растворителем;
- Обязательно должно проводиться сопоставление режимов аргонодуговой сварки неплавящимся электродом с показателем толщины стыкуемых заготовок. При этом требуется учитывать диаметр неплавящегося электрода.
Итоги
Проведение сварочных работ с неплавящимся электродом должно быть правильное, от этого зависит качество полученного сварного соединения. В первую очередь стоит разобраться, что такое дуговая сварка в защитном газе неплавящимся электродом и для чего ее проводят.
Этот метод считается популярным среди профессионалов и начинающих сварщиков. При помощи него можно произвести сваривание больших конструкций из разных видов металлов. Этот метод применяется в бытовых и промышленных условиях.
Интересное видео
Общие защитные газы для дуговой сварки
Я преподаю в сельском хозяйстве и в следующем году впервые буду преподавать секцию по дуговой сварке. При дуговой сварке используются различные защитные газы, и меня всегда смущало, когда использовать какой газ для какого применения. Пожалуйста, дайте несколько рекомендаций по этой теме.
Разнообразие защитных газов, используемых при дуговой сварке, может сбивать с толку. Однако использование внешнего защитного газа является необходимым компонентом для некоторых процессов, так как он необходим для защиты дуги и расплавленного металла сварного шва от загрязнения атмосферой.Защитный газ также может повысить плавность дуги и повысить привлекательность для оператора. Но они также усложняют сварочное оборудование за счет добавления газового баллона или подачи большого количества газа и необходимого газового устройства (например, регулятора / расходомера (или расходомера) и газового шланга). Не говоря уже о сложности смены типа защитного газа, когда вам нужно сваривать материал другого типа и / или другой процесс дуговой сварки. В некоторых случаях для одного и того же процесса и материала могут использоваться разные защитные газы, каждый из которых имеет свои преимущества.
В некоторых процессах дуговой сварки не используется внешний защитный газ, а вместо этого предусмотрена собственная система защиты за счет шлакового покрытия сварного шва и газов, образующихся в результате химических реакций в дуге. К ним относятся процесс дуговой сварки защищенного металла (SMAW), процесс самозащитной дуговой сварки порошковой проволокой (FCAW-S) и процесс дуговой сварки под флюсом (SAW). Основные процессы дуговой сварки, для которых требуется внешний защитный газ, — это процесс газовой дуговой сварки вольфрамом (GTAW) (также известный как TIG), процесс газовой дуговой сварки (GMAW) (он же MIG), процесс дуговой сварки металлической порошковой проволокой (GMAW-C) (также известный как металлический сердечник) и процесс дуговой сварки в среде защитного газа и порошковой проволоки (FCAW-G) (также известный как порошковая сварка в газе).Разнообразие защитных газов, используемых в этих процессах, велико, особенно с бинарными смесями и тройными (трехкомпонентными) смесями, а также с процентным содержанием каждого типа газа в смеси. Кроме того, газы могут различаться в зависимости от региона мира, в котором вы выполняете сварку. Поэтому, чтобы упростить эту статью, в ней будут обсуждаться только наиболее распространенные защитные газы, используемые на рынке сварки США.
Наиболее распространенными защитными газами, используемыми для этих основных процессов дуговой сварки, являются аргон (Ar), гелий (He), диоксид углерода (CO2) и кислород (O2).В то время как Ar, He и CO2 могут использоваться сами по себе (т.е. 100%) для определенных применений, в других случаях четыре газа смешиваются вместе в различных комбинациях для образования смесей защитных газов. Эти смеси выражаются в процентах (например, 75% Ar / 25% CO2 или 75% Ar / 25CO2). Иногда они даже выражаются сокращенно, например «75/25». Однако здесь делается предположение, что известно, к каким двум газам относятся проценты (и они не всегда одинаковы, как, например, в случае с 75/25 для углеродистой стали и 75/25 для никелевых сплавов. ).
Каждый из этих газов имеет разные свойства, которые влияют на их реакцию на нагрев сварочной дуги. К ним относятся их реакционная способность, потенциал ионизации и теплопроводность. Реакционная способность влияет на то, можно ли использовать определенный газ или газовую смесь с определенными материалами. Эти свойства также влияют на рабочие характеристики различных защитных газов, а также влияют на форму валика и профили проникновения. Подробное обсуждение каждого из этих свойств, а также свойств каждого защитного газа и газовой смеси выходит за рамки данной статьи.Тем не менее, подробную информацию о защитных газах можно найти в «Руководстве по сварке GMAW» Lincoln Electric (буклет C4.200) на страницах 12-15 . Его можно получить бесплатно: Загрузить руководство по сварке GMAW
В таблице 1 приведены общие защитные газы, используемые для этих основных процессов дуговой сварки, по типам основного материала. В случае MIG и процессов с металлическим сердечником он также определяет защитные газы в зависимости от того, какой режим переноса металла используется.В сносках указаны распространенные альтернативные газы. Эта таблица не является исчерпывающим списком защитных газов, используемых для дуговой сварки. Другие газы (например, водород) и многие другие газовые смеси с различным процентным содержанием и комбинацией газов также используются в сварочной промышленности. Таблица 1 просто предназначена для краткого обзора наиболее распространенных газов, используемых для основных типов основных материалов на рынке сварки США.
.Система управления производительностью сварки LiveArc
Система управления производительностью сварки LiveArc — Симулятор сварки Меню- Оборудование
- Сварщики
- Механизмы подачи проволоки
- Сварочный интеллект
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
- Удаление дыма
- Тренировочное оборудование
- Технологии
- Легкость использования
- Продуктивность
- Оптимизация и производительность
- Безопасность
- Голова и лицо
- Рука и тело
- Сварочный дым
- Перегрев
- Аксессуары
- Аксессуары
- Расходные материалы
- Отрасли
- Отрасли
- Приложения
- Ресурсы
- Поддержка
- Около
- Ресурсы
- Руководства по сварке
- Сварочное образование и обучение
- Учебные материалы
- Меры предосторожности
- Калькуляторы сварных швов
- Часто задаваемые вопросы
- Галерея проектов
- Библиотека статей
- Видео библиотека
- Информационные бюллетени
- Форумы
- Подкаст — Сварка труб
- Связаться с нами
- Поддержка
- Пункты обслуживания
- Руководства и запчасти
- Гарантия
6010 Характеристики сварочного стержня Расходные материалы для дуговой сварки в Китае
Упаковка и доставка
Упаковка:
Размер (мм) | Вес (кг) | Внутренняя упаковка (мм) | Наружная упаковка (мм) | Палочки / коробка |
2,5 × 300 | 2,5 кг / коробка, 8 коробок / коробка = 20 кг | 310 * 80 * 60 | 320 * 170 * 120 | 145 |
2.5 × 350 | 5 кг / коробка 4 коробки / коробка = 20 кг | 360 * 80 * 60 | 360 * 170 * 120 | 290 |
3,2 × 350 | 5 кг / коробка 4 коробки / коробка = 20 кг | 360 * 80 * 60 | 360 * 170 * 120 | 150 |
4.0 × 400 | 5 кг / коробка 4 коробки / коробка = 20 кг | 410 * 80 * 60 | 420 * 170 * 120 | 90 |
5.0 × 400 | 5 кг / коробка 4 коробки / коробка = 20 кг | 410 * 80 * 60 | 420 * 170 * 120 | 55 |
упаковка может сделать как ваше требование.
Информация о компании
Какую пользу приносит вам наш завод?
1. Завод предлагает вам максимальную прибыль
2. Поддержание постоянного качества;
3.OEM-сервис помогает вашему бренду не завоевать ваш рынок
Горячие продукты
Щелкните под типом, который вас интересует, чтобы просмотреть подробную информацию:
.