сварка плавящимся электродом — это… Что такое сварка плавящимся электродом?
- сварка плавящимся электродом
- consumable electrode welding
Большой англо-русский и русско-английский словарь. 2001.
- сварка плавлением
- сварка под флюсом
Смотреть что такое «сварка плавящимся электродом» в других словарях:
Дуговая сварка плавящимся электродом — 8. Дуговая сварка плавящимся электродом Дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
дуговая сварка плавящимся электродом — сварка плавящимся электродом Дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка,… … Справочник технического переводчика
плазменная сварка плавящимся электродом в инертном газе — 4.2.4.18 плазменная сварка плавящимся электродом в инертном газе (151): Комбинация сварки в инертном газе плавящимся электродом и плазменной сварки. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки … Словарь-справочник терминов нормативно-технической документации
дуговая сварка плавящимся электродом без газовой защиты — 4.2.4.3 дуговая сварка плавящимся электродом без газовой защиты (11): Дуговая сварка, осуществляемая без введения в зону дуги извне защитного газа. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы.

Сварка дуговая в защитном газе плавящимся электродом — – дуговая сварка плавящимся электродом, при которой используют электродную проволоку, а дугу и сварочную ванну защищают от атмосферы газом, подаваемым снаружи. [ГОСТ Р ИСО 857 1 2009] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка дуговая плавящимся электродом — – дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Авт … Энциклопедия терминов, определений и пояснений строительных материалов
СВАРКА ДУГОВАЯ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ — дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом (Болгарский язык; Български) електродъгово заваряване с топим електрод (Чешский язык; Čeština) obloukové svařování kovovou elektrodou (Немецкий… … Строительный словарь
СВАРКА ДУГОВАЯ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ — [Consumable electrode arc welding; MIG welding; MAG welding] дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом … Металлургический словарь
Дуговая сварка неплавящимся электродом — Сварка плавящимся электродом 9. Дуговая сварка неплавящимся электродом Дуговая сварка, выполняемая нерасплавляющимся при сварке электродом Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
дуговая сварка в защитном газе плавящимся электродом
ручная дуговая сварка плавящимся покрытым электродом — 4.2.4.4 ручная дуговая сварка плавящимся покрытым электродом (111): Дуговая сварка плавящимся электродом, выполняемая вручную с использованием покрытого электрода (см. рисунок 37). 1 заготовка; 2 сварной шов; 3 шлак; 4 дуга; Рисунок 37 Ручная… … Словарь-справочник терминов нормативно-технической документации

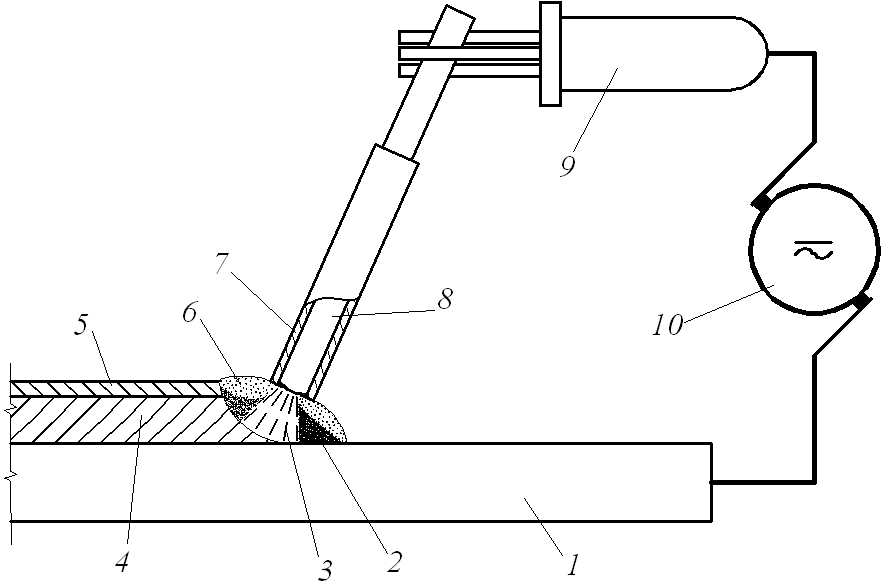 рисунок 41). 1… … Словарь-справочник терминов нормативно-технической документации
рисунок 41). 1… … Словарь-справочник терминов нормативно-технической документацииРучная дуговая сварка плавящимся электродом
Ручная дуговая сварка плавящимся электродом
Категория:
Сварка металлов
Ручная дуговая сварка плавящимся электродом
Наибольший объем среди других видов сварки занимает ручная дуговая сварка плавящимся электродом. Сварку выполняют электродами, которые вручную подают в зону горения дуги и перемещают вдоль свариваемого изделия. Дуга горитмеж-ду стержнем электрода и основным металлом. Под действием тепла дуги электрод и основной металл плавятся, образуя металлическую сварочную ванну. Капли жидкого металла с расплавляемого электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода, образуя газовую защиту вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла.
Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и образуется сварной шов. Жидкий шлак по мере остывания образует на поверхности шва твердую шлаковую корку, которая удаляется после остывания шва. Для обеспечения заданного состава и свойств шва сварку выполняют покрытыми электродами, к которым предъявляют специальные требования.
Рис. 1. Ручная дуговая сварка металлическим электродом с покрытием (стрелкой указано направление сварки)
Рис. 2. Схема питания дуги при ручной дуговой сварке (на постоянном токе): а — электрическая схема, б — общая компоновка поста для сварки; 1 — изделие, 2 — сварочная дуга, 3 — электрод, 4 — электрододержатель, 5 — сварочные провода, 6 — источник питания, 7 — щит с приборами контроля и регулирования параметров режима сварки
Рабочим местом для ручной сварки служит сварочный пост, оснащенный источником питания, токоподводом, необходимыми инструментами, принадлежностями и приспособлениями. Схема питания дуги приведена на рис. 2.
Схема питания дуги приведена на рис. 2.
Сварочные посты могут быть стационарными и передвижными. К стационарным постам относятся посты, расположенные в цехе, преимущественно в отдельных сварочных кабинах, в которых сваривают изделия небольших размеров. Передвижные сварочные посты, как правило, применяют при монтаже крупногабаритных изделий (трубопроводы, металлоконструкции, сосуды) и
ремонтных работах. При этом часто используют переносные источники питания.
В зависимости от свариваемых материалов и применяемых электродов для ручной дуговой сварки применяют источники переменного или постоянного тока с крутопадающей характеристикой.
Основным рабочим инструментом сварщика при ручной сварке служит электрододержатель, который предназначен для зажима электрода и подвода сварочного тока. Применяют электрододержатели пружинного и пластинчатого типов.
Согласно ГОСТ 14651—78, электрододержатели выпускают трех типов в зависимости от силы сварочного тока: I типа — для тока 125 А; II — 125—315 А, III — 315—500 А.
Для подвода тока от источника питания к электрододержателю и изделию используют сварочные провода. Сечения проводов выбирают по установленным нормативам для электротехнических установок — 5—7 А/мм2.
Для предохранения лица и глаз сварщика от лучей электрической дуги служат специальные защитные приспособления — щитки и маски из жаростойких диэлектриков (фибры, пропитанной специальным раствором фанеры и т. п.) с защитными стеклами —светофильтрами (размер 52×102 мм). Для предохранения тела применяют спецодежду из плотного брезента или сукна, иногда из асбестовой ткани.
К вспомогательным инструментам для ручной сварки относятся стальные проволочные щетки для зачистки кромок перед сваркой и для удаления с поверхности швов остатков шлака, молоток-шлако-отделитель для удаления шлаковой корки, особенно с угловых и корневых швов в глубокой разделке, зубило, набор шаблонов для проверки размеров швов, стальное клеймо для клеймения швов, выполненных сварщиком, метр, стальная линейка, отвес, угольник, чертилка, мел, а также ящик для хранения и переноски инструмента.
Реклама:
Читать далее:
Техника ручной дуговой сварки
Статьи по теме:
Сварка в защитных газах плавящимся электродом
Сварка в защитных газах плавящимся электродом
Категория:
Сварка металлов
Сварка в защитных газах плавящимся электродом
Сварка в защитных газах плавящимся электродом — дуговая сварка, осуществляемая с использованием плавящегося электрода и защитного газа, вдуваемого в зону дуги. Для защиты используют инертные и активные газы, а также их смеси (Аг, Не, С02, Аг+СО», С02+02, Аг+02 и др.).
Основными разновидностями сварки плавящимся электродом в защитных газах являются аргонодуговая сварка и сварка в углекислом газе. Этот процесс является механизированным, сварку выполняют полуавтоматами и автоматами.
Сварка в защитных газах плавящимся электродом имеет ряд особенностей. Устойчивое горение дуги обеспечивается при высокой плотности постоянного тока (100 А/мм2 и выше) на возрастающей ветви вольт-амперной характеристики. Стабильность параметров сварного шва (его глубина и ширина) зависит от постоянства длины дуги, которая обеспечивается процессами саморегулирования длины дуги за счет поддержания постоянной скорости подачи электродной проволоки, равной скорости ее плавления.
Так как условием устойчивого горения дуги при сварке плавящимся электродом в защитных газах является высокая плотность сварочного тока, то применяют электродную проволоку малого диаметра, что приводит к необходимости применения больших скоростей подачи электродной проволоки.
При этих условиях процесс саморегулирования источниками питания с падающими характеристиками не обеспечивается. Поэтому для поддержания стабильной длины дуги и обеспечения процесса саморегулирования длины дуги необходимо применять источники питания постоянного тока с жесткой или возрастающей внешней характеристикой (преобразователи типа ПСГ-500 или выпрямители ВС-300, ИПП-300, ИПП-500 и др. ). Сварку обычно ведут на постоянном токе обратной полярности при непрерывной подаче электродной проволоки. Сварку выполняют полуавтоматами и автоматами.
). Сварку обычно ведут на постоянном токе обратной полярности при непрерывной подаче электродной проволоки. Сварку выполняют полуавтоматами и автоматами.
Наибольшее применение получили полуавтоматы типов А-547, ПДГ-500 и др.
Автоматы для сварки в защитных газах в основном тракторного типа — АДПГ-500, АДГ-500 и др.
Основные параметры режима и техника сварки. К основным параметрам режима сварки плавящимся электродом относятся сила тока, полярность, напряжение дуги, диаметр и скорость подачи электродной проволоки, состав и расход защитного газа, вылет электрода, скорость сварки. Сварку плавящимся электродом обычно выполняют на обратной полярности. При прямой полярности скорость расплавления в 1,4—1,6 раза выше, чем при обратной, однако дуга горит менее стабильно с интенсивным разбрызгиванием. Сварочный ток, от которого зависят размеры шва и производительность сварки, зависит от диаметра и состава проволоки, его устанавливают в соответствии со скоростью подачи проволоки.
Скорость сварки составляет обычно 15—80 м/ч, ее выбирают с учетом производительности и качества формирования шва. Качественные соединения можно получить при толщине металла для автоматической сварки >0,5 мм, полуавтоматической >1 мм, обычно сваривают толщины >3 мм.
Металлы толщиной до 4 мм сваривают без разделки кромок. Для улучшения формирования шва при толщине металла >2—3 мм сварку проводят на медной подкладке с формирующей канавкой или на остающейся подкладке из основного металла. Для сварки тонколистового металла используют проволоку диаметром 0,5—1,2 мм. Металл толщиной 4—12 мм обычно сваривают за два прохода с двух сторон без разделки, толщиной 15—20 мм — за два-три прохода с углом разделки 60° и притуплением 2—4 мм. При толщине 20— 30 мм применяют двустороннюю разделку кромок с углом 60° и притуплением 2—4 мм. Металлы большей толщины целесообразно сваривать при узкой щелевой разделке кромок за несколько проходов.
Полуавтоматическую сварку выполняют обычно на меньших силах тока, чем автоматическую. Сварку можно выполнять в различных пространственных положениях с применением приемов удержания сварочной ванны. Техника сварки металла толщиной >2 мм при полуавтоматической сварке аналогична технике при ручной дуговой сварке покрытыми электродами.
Сварку можно выполнять в различных пространственных положениях с применением приемов удержания сварочной ванны. Техника сварки металла толщиной >2 мм при полуавтоматической сварке аналогична технике при ручной дуговой сварке покрытыми электродами.
Аргонодуговая сварка плавящимся электродом. Область применения этого вида — сварка цветных металлов (алюминия, магния, меди, титана и их сплавов) и легированных сталей.
Сварка происходит с капельным и струйным переносом. С увеличением тока капельный перенос металла электрода сменяется струйным и глубина проплавления увеличивается. Критическая величина тока, при которой капельный перенос сменяется струйным, составляет: при сварке сталей — от 60 до 120 А на 1 мм2 сечения электродной проволоки, при сварке алюминия — 70 А.
При аргонодуговой сварке плавящимся электродом предъявляются более жесткие требования к сборке, чем при сварке вольфрамовым электродом, перед сваркой необходима тщательная очистка кромок свариваемых материалов и проволоки.
Сварка плавящимся электродом в углекислом газе. Этим способом можно сваривать подавляющее большинство сталей, удовлетворительно сваривающихся другими видами дуговой сварки. Наряду с другими преимуществами, которые характерны для сварки в защитных газах, сварка в углекислом газе характеризуется высокой производительностью и низкой стоимостью. К недостаткам ее относятся повышенное разбрызгивание и не всегда удовлетворительный внешний вид шва.
Основной особенностью сварки в углекислом газе плавящимся электродом является необходимость применения электродных проволок с повышенным содержанием элементов — раскислителей кремния Si и марганца Мп, компенсирующих их выгорание в зоне сварки, предотвращающих дополнительное окисление металла при сварке и образование пор. Для углеродистых сталей в основном используют сварочные проволоки сплошного сечения Св-ЮГС, Св-08Г2С, а также порошковые проволоки, содержащие порошки ферросплавов FeSi, FeMn. Причины окисления и образования пор при сварке в углекислом газе следующие.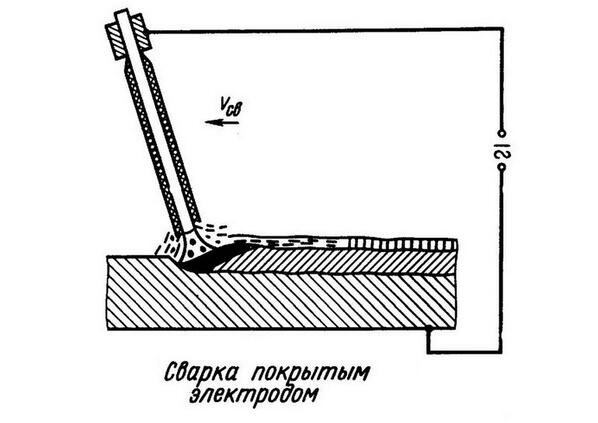 При сварке углекислый газ диссоциирует в зоне дуги с образованием атомарного кислорода по реакции С02->С0+0, СО-КЯ-О. Атомарный кислород окисляет железо и легирующие присадки, содержащиеся Ь стали Fe+0->FeO. В результате этого металл сварочной ванны насыщается кислородом, а его свойства ухудшаются.
При сварке углекислый газ диссоциирует в зоне дуги с образованием атомарного кислорода по реакции С02->С0+0, СО-КЯ-О. Атомарный кислород окисляет железо и легирующие присадки, содержащиеся Ь стали Fe+0->FeO. В результате этого металл сварочной ванны насыщается кислородом, а его свойства ухудшаются.
Образующийся при кристаллизации металла шва СО выделяется в виде пузырьков, часть из которых, не успевая выделиться, задерживается в металле шва, образуя поры.
В том случае, если сварочная проволока легирована кремнием и марганцем, окислы железа раскисляются не за счет углерода, а в основном за счет кремния и марганца из сварочной проволоки и таким образом предотвращается образование окиси углерода при кристаллизации и образование пор.
Реклама:
Читать далее:
Дуговая наплавка и резка металлов
Статьи по теме:
Ручная дуговая сварка плавящимся электродом
Опыт показал, что уравнение (2.50) справедливо для ручной дуговой сварки плавящимся электродом, а для сварки под флюсом имеет вид [c.59]К первой схеме нагрева относятся ручная дуговая сварка плавящимся электродом, электрошлаковая сварка пластинами, электрошлаковый переплав, электрошлаковая сварка плавящимся мундштуком (по отношению к мундштуку), ручная газовая сварка с присадкой, сварка неплавящимся электродом (по отношению к вольфрамовому или угольному электроду). [c.223]
Для алюминия и его сплавов используют все виды сварки плавлением, Наибольшее применение нашли автоматическая и полуавтоматическая дуговая сварка неплавящимся и плавящимся электродом в среде инертных защитных газов, автоматическая дуговая сварка с использованием флюса (открытой и закрытой дугой), электрошлаковая сварка, ручная дуговая сварка плавящимся электродом, электронно-лучевая сварка. Сварка, как правило, осуществляется в цехах с высокой культурой производства
[c.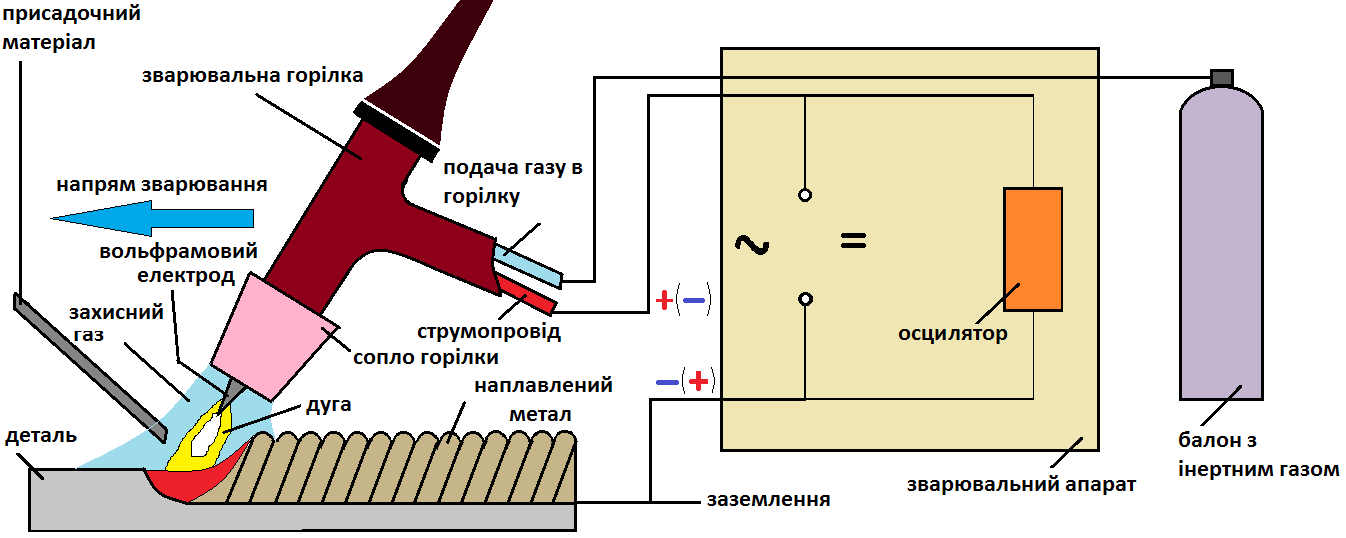 442]
442]
Из большого разнообразия существующих видов сварки в машиностроении применяют ручную дуговую сварку плавящимся электродом, авто.матическую дуговую сварку плавящимся электродом под флюсом, электрошлаковую сварку и контактную сварку — стыковую, шовную и точечную. Первые три способа относятся к сварке плавлением, последний — к сварке плавлением или давлением. [c.46]
Ручная дуговая сварка плавящимся электродом, при которой подача электрода и перемещение дуги вдоль свариваемых кромок осуществляются вручную. Нагрев производится электрической дугой между изделием и электродом. Электрод, расплавляясь при сварке, служит присадочным материалом для образования сварного шва. При данном способе возможна сварка стальных деталей толщиной 1…60 мм и более. Этот вид сварки применяют для конструкций с короткими и неудобно расположенными сварными швами, а также в единичном производстве. [c.46]
Аргоно-дуговая сварка неплавящимся и плавящимся электродами Ручная дуговая сварка плавящимся электродом на постоянном токе Газовая сварка [c.616]
Ручная дуговая сварка плавящимся электродом на постоянном токе (в особенности при изготовлении секций и узлов шинопроводов сложного и круглого сечений) [c.616]
ЧТО ручная дуговая сварка плавящимся электродом выполняется сварщиком с помощью инструмента, получающего энергию от специального источника расплавляемый при сварке электрод, закрепленный в инструменте, служит присадочным металлом, вводимым в сварочную ванну в дополнение к расплавленному основному металлу. Этот вид сварки в настоящее время занимает по объему выполненных сварочных работ первое место в строительно-монтажном производстве. [c.10]
[c.10]
Кроме перечисленных сварных соединений и швов при ручной дуговой сварке применяют соединения под острыми и тупыми углами по ГОСТ 11534—75, но они встречаются значительно реже. Для сварки в защитном газе, сварки алюминия, меди, других цветных металлов и их сплавов применяют сварные соединения и швы, предусмотренные отдельными стандартами. Например, форма подготовки кромок и швов конструкций трубопроводов предусмотрена ГОСТ 16037—80, в котором определены основные размеры швов для различных видов сварки. На рис. 2.6, а показана подготовка кромок шва С-1 с толщиной элементов 2—4 мм для ручной дуговой сварки плавящимся электродом и 2—3 мм для сварки неплавящимся электродом в защитном газе. На рис. 2.6, б показана форма подготовки кромок шва С-6 с толщиной 3— 20 мм для комбинированной ручной сварки плавящимся или неплавящимся электродом подварочного шва и последующей механизированной сварки основного шва, а также для сварки стали толщиной 3 мм неплавящимся электродом в защитном газе. [c.26]
Сварочный пост для ручной дуговой сварки плавящимся электродом [c.153]
Сварные соединения из углеродистых и низколегированных сталей, выполняемые ручной дуговой сваркой плавящимся электродом во всех пространственных положениях прн толщине свариваемого металла до 60 мм включительно с расположением свариваемых деталей под острыми и тупыми углами [c.36]
В автомашине (рис. 52) смонтирован главный щит 7, обеспечивающий управление работой генераторов, а также быструю настройку на один из видов сварки ручной дуговой сварки плавящимся электродом на постоянном токе любой полярности и на переменном токе аргоно-дуговой сварки неплавящимся электродом на переменном токе (с осциллятором) и постоянным током (только при прямой полярности). Наружные сварочные кабели постоянно подключены к щиту и при переездах мастерской находятся в бухтах на кронштейне в специальном отсеке 13 под верстаком. [c.129]
[c.129]
Ручная дуговая сварка плавящимся электродом является наиболее распространенной она применяется для сварки и наплавки углеродистых и легированных сталей, чугуна и цветных металлов. [c.7]
Ручная дуговая сварка плавящимся электродом является наиболее распространенной, ее применяют для сварки и [c.6]
Ручная дуговая сварка плавящимся электродом на постоянном токе [c.208]
Отсталая промышленность дореволюционной России так и не смогла в должном объеме использовать дуговую сварку. Промышленное применение этого вида сварки в нашей стране началось только после победы Великой Октябрьской социалистической революции. Уже в начале 20-х годов под руководством В. П. Вологдина были изготовлены сварные котлы, а несколько позже — суда и другие ответственные конструкции. В конце первой четверти XX в. ручная дуговая сварка плавящимся электродом стала основным способом сварки в нашей стране и во всем мире. [c.7]
Сварные соединения строительных конструкций, изделий и деталей из алюминия и алюминиевых сплавов могут выполняться ручной дуговой сваркой плавящимся электродом газовой [c.193]
На фиг. 3, г приведен способ сварки плавящимся электродом под флюсом (порошкообразное вещество определенного состава) дуга горит в пузыре из расплавленного флюса, который надежно изолирует зону сварки от соприкосновения с воздухом. Сварка под слоем флюса производится только автоматами и полуавтоматами, причем производительность этого способа в несколько раз выше, чем при ручной дуговой сварке плавящимся электродом открытой дугой. Питание дуги осуществляется как переменным, так и постоянным током. Сварка под слоем флюса может производиться также и неплавящимся (угольным или вольфрамовым) электродом. [c.7]
Аппарат Разряд-250 предназначен для ручной дуговой сварки плавящимся электродом углеродистой стали, а также сварки неплавящимся электродом в защитных газах коррозионно-стойкой стали и алюминия. [c.13]
[c.13]
Основными видами сварки меди являются ручная дуговая покрытыми электродами, автоматическая под флюсом, в защитных газах плавящимся и неплавящимся электродом, газовая. В связи с высокой теплопроводностью меди сварку ведут на повышенных по сравнению со сталью величинах тока. Например, при ручной дуговой сварке покрытыми электродами величина тока выбирается из расчета /диаметр электрода сварка ведется на постоянном токе с подогревом до 200—250°С. Мощность газового пламени по расходу ацетилена выбирают из расчета для толщин бЮ мм Ос.н.=200-6 л/ч е использованием, нормального пламени и флюсов на основе буры. [c.137]
ИП постоянного тока используются при ручной дуговой сварке штучными электродами, при сварке плавящимся и неплавящимся электродом в среде защитного газа. [c.102]
Примечания. 1. Условные обозначения по ГОСТ 16037-80 Р — ручная дуговая сварка покрытым электродом . Ф — автоматическая дуговая сварка под флюсом ЗН — дуговая сварка в защитном газе не-плавящимся электродом ЗП — то же, но плавящимся электродом. [c.205]
Сварку листовых конструкций, в том числе трубных изделий, когда не допускается применение стальных подкладок, выполняют после под-варки корня шва. Подварку корня шва высотой 5…6 мм выполняют ручной дуговой сваркой покрытым электродом или ручной аргонодуговой сваркой с присадочной проволокой. Стыковые соединения трубных изделий диаметром более 800 мм обычно сваривают автоматами с двух сторон, при этом первым выполняют поворотный шов с внутренней стороны на флюсовой подушке (рис. 4.10), а затем сваривают шов с наружной стороны. Плавящийся электрод сварочного автомата располагается со смещением относительно точки зенита с целью получения швов оптимальной формы (см. рис. 3.18). [c.302]
Многослойные швы соединений отдельных стальных конструкций выполняют с применением одновременно нескольких видов и способов сварки, в том числе механизированной дуговой сварки плавящимся электродом порошковой проволокой, в углекислом газе, ручной дуговой покрытым электродом и автоматической дуговой под флюсом.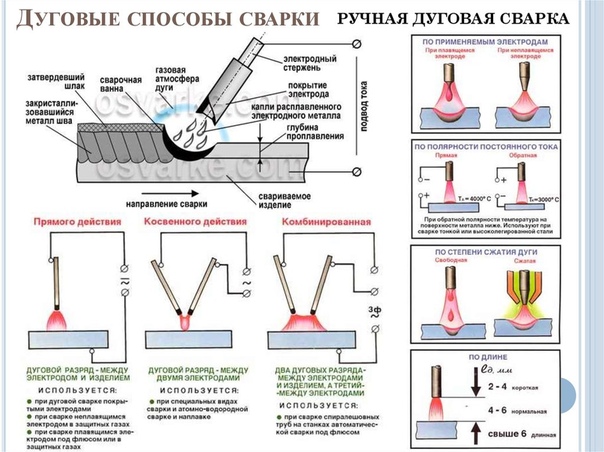 Так, кольцевые и продольные соединения листовых трубных конструкций с толщиной стенки 8… 10 мм при таком подходе сваривают на режимах в зависимости от положения выполняемого слоя в шве, вида и способа сварки (табл. 4.31).
[c.335]
Так, кольцевые и продольные соединения листовых трубных конструкций с толщиной стенки 8… 10 мм при таком подходе сваривают на режимах в зависимости от положения выполняемого слоя в шве, вида и способа сварки (табл. 4.31).
[c.335]
Каждый способ сварки имеет свою проплавляющую способность и оптимальные форму и параметры разделки для конкретной толщины. На рис. 1.11 представлены разделки кромок для сварки стыков труб толщиной 11. .. 18 мм магистральных трубопроводов ручной дуговой сваркой покрытыми электродами (е), дуговой сваркой плавящимся электродом в среде защитных газов ж), автоматической дуговой сваркой под флюсом (э) и электронно-лучевой сваркой и). [c.17]
ГОСТ 27580-88 «Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами» распространяется на сварку деталей толщиной от 0,8 до 60 мм (включительно) ручной, полуавтоматической и автоматической дуговой сваркой неплавящимся электродом в инертных газах с присадочным металлом, полуавтоматической и автоматической дуговой сваркой плавящимся электродом, а также автоматической сваркой неплавящимися электродами трехфазной дугой с присадочным металлом. [c.20]
В отличие от ручной дуговой сварки металлическом электродом при сварке под флюсом, так же как и при сварке плавящимся электродом в защитных газах, токоподвод 2 к электродной проволоке осуществляется на небольшом расстоянии (вылет электрода) от дуги (до 70 мм). Это позволяет без перегрева электрода использовать повышенные сварочные токи (до 2000 А). Плотность сварочного тока достигает 200. .. 250 А/мм в то время как при ручной дуговой сварке не превышает 15 А/мм . В результате повышается глубина проплавления основного металла и скорость расплавления электродной проволоки, т.е. достигается высокая производительность процесса. [c.110]
Наибольший объем среди других видов сварки занимает ручная дуговая сварка плавящимся электродом.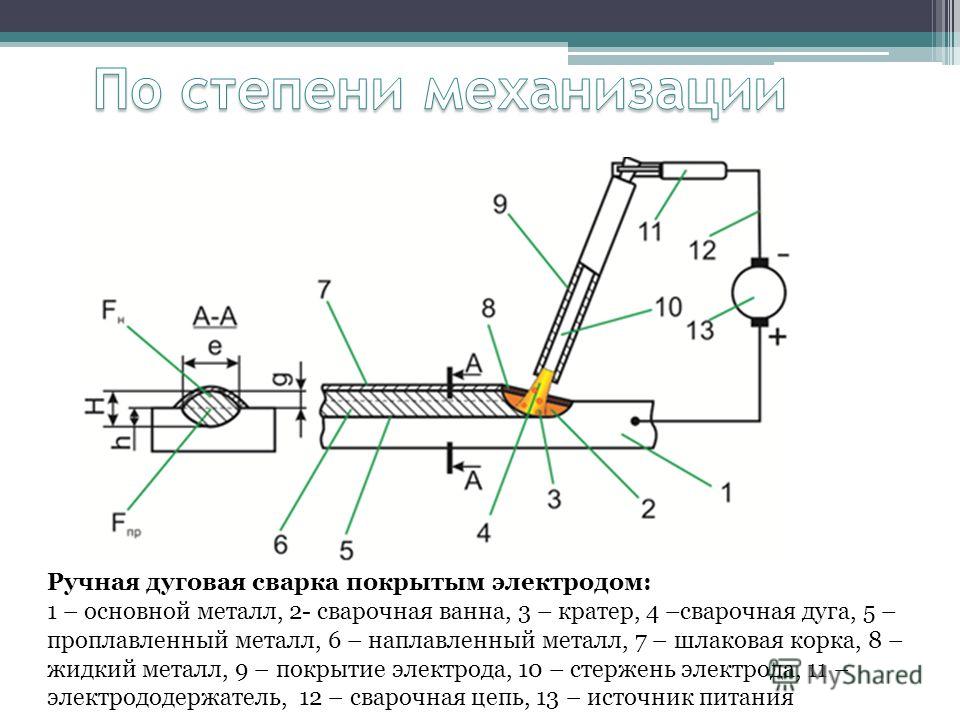 Сварку выполняют электродами, которые вручную подают в зону горения дуги и перемещают вдоль свариваемого изделия. Схема процесса сварки металлическим покрытым электродом показана на рис. 35. Дуга горитмеж-ду стержнем электрода I и основным металлом 7. Под действием тепла дуги электрод и основной металл плавятся, образуя металлическую сварочную ванну 4. Капли жидкого металла 8 с расплавляемого электродного стержня переносятся в ванну через дуговой промежуток.
[c.65]
Сварку выполняют электродами, которые вручную подают в зону горения дуги и перемещают вдоль свариваемого изделия. Схема процесса сварки металлическим покрытым электродом показана на рис. 35. Дуга горитмеж-ду стержнем электрода I и основным металлом 7. Под действием тепла дуги электрод и основной металл плавятся, образуя металлическую сварочную ванну 4. Капли жидкого металла 8 с расплавляемого электродного стержня переносятся в ванну через дуговой промежуток.
[c.65]
Для перехода от значений внешних нагрузок (номинальных напряжений) к локальным напряжениям и деформациям необходимо располагать в соответствии с нормами расчета энергетических конструкций на малоцикловую усталость [2] значениями кэффициен-тов концентрации напряжений (при упругих деформациях) и коэффициента концентрации деформаций К , если местные напряжения превышают предел текучести материала. Если для геометрических концентраторов напряжений типа отверстий, галтелей, выточек и т. п. такие данные в области упругих деформа ий широко представлены в работах [3, 4], то применительно к сварным соединениям строительных конструкций такая систематизация до настоящего времени отсутствует. В связи с этим были проведены исследования зон концентрации напряжений и деформаций в стыковых и угловых швах при простейших способах нагружения (растяжение, изгиб) с применением [5] методов фотоупругости и фотоупругих покрытий. При исследованиях варьировались следующие величины, характеризующие геометрию сварного шва и определяющие уровень концентрации напряжений для стыковых швов — относительная высота наплавленного металла к его ширине q e, относительная ширина шва е/5, радиус перехода р и толщина свариваемых пластин з для угловых швов — соотношение катетов, радиус перехода р и толщина з. Диапазон изменения этих параметров был выбран на основе стандартных допусков на геометрию швов, выполненных ручной дуговой сваркой плавящимся электродом, автоматической и полуавтоматической под слоем флюса и дуговой сваркой в защитных газах.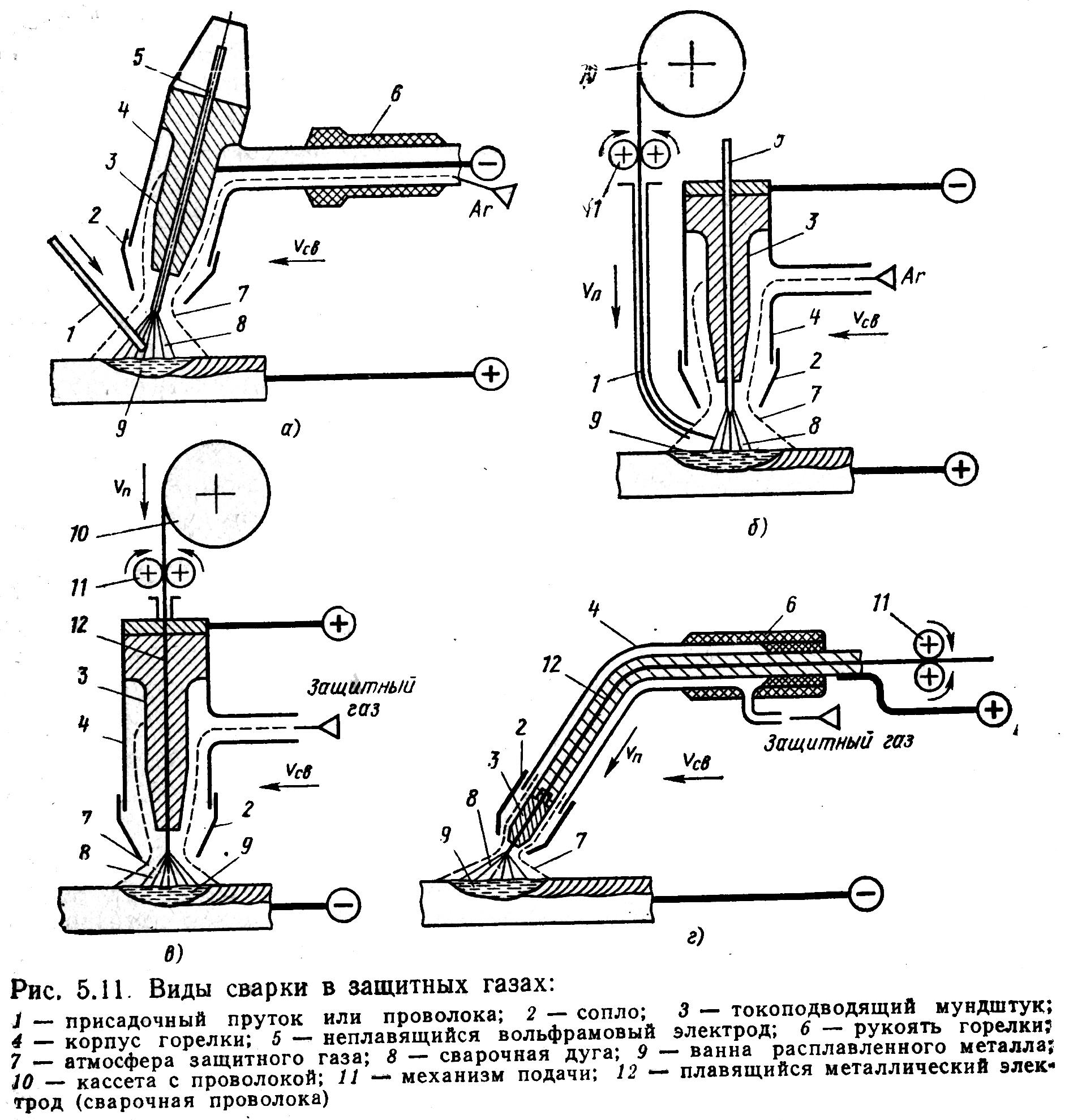 Было принято, что в стыковых сварных соединениях относительная высота валика шва не превышает 0,7, а относительная ширина шва находится в пределах 0,03 е/з 3,4. С увеличением толщины свариваемых пластин относительная высота и относительная ширина шва.
[c.173]
Было принято, что в стыковых сварных соединениях относительная высота валика шва не превышает 0,7, а относительная ширина шва находится в пределах 0,03 е/з 3,4. С увеличением толщины свариваемых пластин относительная высота и относительная ширина шва.
[c.173]
Режимы ручной аргонодуговой сварки стыков труб и положение при сварке неплавяшегося электрода и присадочной проволоки представлены в табл. 3.13 и на рис. 3.9 для ручной дуговой сварки плавящимся электродом с основным покрытием — в табл. 3.12 и на рис. 3.7 и 3.8 схема многослойных стыковых и угловых швов — на рис. 3.5 и 3.6. Режимы автоматической дуговой сварки под флюсом стыков трубопроводов представлены в табл. 3.31. [c.253]
Использование в различных отраслях новой техники в качестве конструкционных материалов редких и тугоплавких металлов (молибдена, тантала, ниобия, вольфрама, циркония и др.), которые ранее находили ограниченное применение, в основном,-лишь в качестве легирующих добавок, выдвинуло проблему разработки методов их сварки. Эти металлы составляют группу труд-носваривающихся вследствие того, что помимо высокой температуры плавления они характеризуются высокой химической активностью при повышенных температурах. Большинство из них реагирует со всеми известными флюсами, а некоторые являются гетерами. Поэтому применительно к этим металлам оказались неприемлемыми такие методы сварки, как ручная дуговая сварка плавящимся электродом, сварка под флюсом и газовая. [c.5]
Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питания (рис. 56, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами. порошковых проволок, например ЭПС-15/2. Для сварки в защитных газах допустимы также источники питания с пологовозрастающи-м и в н е ш н и м и характеристиками (рис. 56, кривая 4).
[c.136]
56, кривая 4).
[c.136]
Алюминий и его сплавы, обладающие рядом физических и технологических особенностей, успешно сваривают в инертных газах. Однако при необходимости применяют ручную дуговую сварку плавящимися электродами и ручную сварку неплавлящимися электродами, например угольными. В табл. 11.1 приводится состав некоторых марок алюминиевой сварочной проволоки, которую употребляют для изготовления электродов для механизированной сварки, а также в качестве присадочного металла при ручной аргонодуговой сварке неплавящимся вольфрамовым электродом. [c.143]
Передвижная сварочная двухпостовая установка СДУ2 [16]. Установка СДУ2 предназначена для ручной дуговой сварки плавящимся электродом в полевых условиях при монтаже трубопроводов. Установка предназначена для сварки углеродис-122 [c.122]
ГОРЕЛКИ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ в АКТИВНОМ и ИНЕРТНОМ ЗАЩИТНОМ ГАЗЕ (ИЗГОТОВИТЕЛЬ — PLAST) [c.135]
Доля основного металла в металле однопроходного шва (одиночного наплавленного валика) зависит от способа сварки, режима сварки (например, при дуговой сварке плавящимся электродом — от Ug, leg и Ктеплофизических свойств свариваемого металла, формы и размеров разделки кромок под сварку. Для обычных режимов ручной дуговой сварки плавящимся электродом, а также обычных типовых режимов сварки под флюсом малоуглеродистых и низколегированных сталей доля основного металла ф, в металле шва при отсутствии разделки (согласно рис. 1.3, а) изменяется в следующих пределах при ручной сварке — от 0,25 до 0,40 при сварке под флюсом — от 0,65 до 0,70. [c.19]
При ручной дуговой Bapjie плавящимся электродом размеры сварного шва в большинстве случаев определяются размерами разделки кромок соединений, подготовленных под сварку. Поэтому необходимости определения глубины провара при ручной дуговой сварке, как правило, не возникает. Исключение может составлять только сварка стыковых соединений без разделки кромок, диапазон толщин которых согласно ГОСТ 5264—69 ограничен. Этим ГОСТом регламентированы также конструктивные элементы подготовки кромок соединений различных видов исходя из условий получения необходимой величины проплавления и формы шва при использовании режимов сварки в ншроком диапазоне.
[c.183]
Этим ГОСТом регламентированы также конструктивные элементы подготовки кромок соединений различных видов исходя из условий получения необходимой величины проплавления и формы шва при использовании режимов сварки в ншроком диапазоне.
[c.183]
Однако даже при получении швов, подобных по составу основному металлу, необходимо учитывать, что часть наиболее важных свойств сварных соединений может быть получена, когда металл шва по составу несколько отличается от свариваемой стали, например имеет меньшую концентрацию углерода, содержит некоторое количество титана и т.д. В связи с тем, что такое регулирование состава металла шва легче обеспечивается при дуговой сварке, этот способ сварки наиболее распространен при изготовлении и ремонте изделий из высокохромистых сталей. Большинство сварочных работ с этими сталями выполняют ручной дуговой сваркой стальными покрытыми электродами. Наряду с этим используют дуговую сварку плавящимся электродом в углекислом газе, в инертных газах (аргоне, аргоногелиевых смесях) и сварку под спещ1альными флюсами. [c.328]
Сварка плавящимся электродом — Энциклопедия по машиностроению XXL
Сварочные выпрямители с трансформатором с нормальным магнитным рассеянием имеют пологопадающие или жесткие внешние характеристики (типов ВС и ВДГ). Их применяют для сварки плавящимся электродом в среде защитных газов. [c.189]В соответствии с необходимостью применения высоких плотностей тока для сварки плавящимся электродом используют проволоку малого диаметра (0,6—3 мм) и большую скорость ее подачи. Такой режим сварки обеспечивается только механизированной подачей проволоки в зону сварки. Сварку выполняют на постоянном токе обратной полярности. В данном случае электрические свойства дуги в значительной степени определяются наличием ионизированных атомов металла электрода в столбе дуги. Поэтому дуга обратной полярности горит устойчиво и обеспечивает нормальное формирование шва, в то же время ей соответствуют повышенная скорость расплавления проволоки и производительность процесса сварки. [c.197]
[c.197]
От каких факторов зависит производительность электрической сварки плавящимся электродом [c.30]
Производительность сварки плавящимся электродом определяется коэффициентами расплавления и наплавки. Расплавление присадочного металла характеризуется коэффициентом расплавления [c.22]
Металл шва в общем случае при сварке плавящимся электродом или применении металлических присадок (проволоки, порошка и т. п.) образуется в результате перемешивания в ванне основного и. электродного (присадочного) металла. Доля основного металла (фо) в шве зависит от вида соединения (с разделкой, без разделки), вида и режима сварки и может быть определена по отношению площади, занятой основным металлом в поперечном сечении шва, ко всей его площади (рис, 17) [c.25]
Участки I и II ВАХ соответствуют режимам сварки, применяемым при ручной сварке плавящимся покрытым электродом, а также неплавящимся электродом в среде защитных газов. Механизированная сварка под флюсом соответствует II области и частично захватывает III область при использовании тонких электродных проволок и повышенной плотности тока, сварка плавящимся электродом в защитных газах соответствует III области ВАХ. Для питания дуги с падающей или жесткой ВАХ применяют источники питания с падающей или пологопадающей внешней характеристикой. Для питания дуги с возрастающей ВАХ применяют источники тока с жесткой или возрастающей внешней характеристикой. [c.57]
Основными разновидностями сварки плавящимся электродом в защитных газах являются аргонодуговая сварка и сварка в углекислом газе. Этот процесс является механизированным, сварку выполняют полуавтоматами и автоматами. [c.85]
Основные параметры режима и техника сварки. К основным параметрам режима сварки плавящимся электродом относятся сила тока, полярность, напряжение дуги, диаметр и скорость подачи электродной проволоки, состав и расход защитного газа, вылет электрода, скорость сварки. Сварку плавящимся электродом обычно выполняют на обратной полярности. При прямой полярности скорость расплавления в 1,4—1,6 раза выше, чем при обратной, однако дуга горит менее стабильно с интенсивным разбрызгиванием. Сварочный ток, от которого зависят размеры шва и производительность сварки, зависит от диаметра и состава проволоки, его устанавливают в соответствии со скоростью подачи проволоки.
[c.86]
Сварку плавящимся электродом обычно выполняют на обратной полярности. При прямой полярности скорость расплавления в 1,4—1,6 раза выше, чем при обратной, однако дуга горит менее стабильно с интенсивным разбрызгиванием. Сварочный ток, от которого зависят размеры шва и производительность сварки, зависит от диаметра и состава проволоки, его устанавливают в соответствии со скоростью подачи проволоки.
[c.86]
Аргонодуговая сварка плавящимся электродом. Область применения этого вида — сварка цветных металлов (алюминия, магния, меди, титана и их сплавов) и легированных сталей. [c.86]
При дуговой сварке плавящимся электродом рез получается более чистый и узкий, чем при резке неплавящимся электродом. Резку выполняют методом опирания. Наличие покрытия приводит при резке к повышению устойчивости дуги, замедлению плавления стержня электрода, изоляции его от стенок реза и ускорению резки благодаря окислению расплавленного металла компонентами покрытия. Ток при резке на 20—30% выше, чем при сварке. [c.93]
Для тонколистового металла целесообразна сварка в импульсном режиме. Для толстолистового металла (б>10 мм) хорошие результаты дает трехфазная сварка неплавящимся электродом. Сварку плавящимся электродом в инертных газах выполняют при толщинах более 4 мм на постоянном токе обратной полярности /, = (120- I60) Ia, где dg — диаметр сварочной проволоки. Недостатком сварки плавящимся электродом является повышенная пористость. [c.135]
Наиболее прогрессивными видами сварки меди считают сварку в защитных газах неплавящимся (для толщин до 2—5 мм) и плавящимся (для больших толщин) электродами. При сварке плавящимся электродом применяют аргон, гелий, азот и их смеси с небольшими добавками кислорода. Например, Не-Ь(1—2)% Ог, Аг- -(2— 4)% Оа и На-Ь(4—6)% Оа или Ыа(25—32)%+Оа(4—6)%+Аг(72- 68)%. [c.137]
При сварке плавящимся электродом обычно используют дугу размыкания, а при сварке неплавящимся вольфрамовым электродом — высокочастотный вспомогательный разряд от осциллятора. Импульс высокого напряжения получают обычно с помощью конденсатора. Угольную дугу возбуждают чаще всего, используя третий электрод. [c.37]
Опыт показал, что уравнение (2.50) справедливо для ручной дуговой сварки плавящимся электродом, а для сварки под флюсом имеет вид [c.59]
При всех видах сварки плавящимися электродами — как дополнение к другим видам переноса [c.87]
К первой схеме нагрева относятся ручная дуговая сварка плавящимся электродом, электрошлаковая сварка пластинами, электрошлаковый переплав, электрошлаковая сварка плавящимся мундштуком (по отношению к мундштуку), ручная газовая сварка с присадкой, сварка неплавящимся электродом (по отношению к вольфрамовому или угольному электроду). [c.223]
Ко второй схеме нагрева относятся автоматическая и полуавтоматическая сварка плавящимся электродом (под флюсом, в среде защитных газов), электрошлаковая сварка проволоками, электрошлаковая сварка плавящимся мундштуком (по отношению к проволокам), сварка неплавящимся электродом с подачей присадочной проволоки в зону дуги (по отношению к присадочной проволоке). [c.223]
При сварке плавящимся электродом, так же как и при сварке неплавящимся электродом, вненгние магнитные ноля отклоняют дугу. Однако эффект от использования внешнего магнитного поля наблюдается при сварке длинной дугой и наиболее заметен при струйном переносе электродного металла. В этом случае расплавленный торец электрода колеблется синхронно с частотой внешнего магнитного поля. При поперечных колебаниях увеличивается гнирина нгва и уменьшается глубина нроплавления. В результате образующийся шов не имеет повышенной глубины про-плавления по его оси. [c.57]
При сварке плавящимся электродом в защитных газах зависимости формы и размеров шва от основных пара.метров режима такие же, как и при сварке под флюсом (см. рис. 28). Для сварки используют электродные проволоки малого диаметра (до. 3 мм). Поэтому швы имеют узкую форму провара и в них может наблюдаться повышенная зональная ликвация (см. рис. 2У). Применяя ионерочиые колебания электрода (с м. рис. 30, а), изменяют форму шва и условия кристаллизации металла сварочной вапны и уменьшают вероятность зональной ликвации. Плюется опыт примопе-ния для сварки в углекислом га ю электродных проволок диаметром 3—5 мм. Сила сварочного тока в этом случае достигает 2000 А, что значительно повыша( т производительность сварки. Однако при подобных форсированных режимах наблюдается ухудшенное формирование стыковых швов и образование в иих подрезов. Формирование и качество угловых швов вполне удовлетворительны. [c.58]
Сварочные трансформаторы и выпрямители обладают значительно меньшей электромагнитной инерцией и практически их MOJKHO считать безынерционными установками. Однако при коротких замыканиях дуги, образуемых при переносе капель, п малой электромагнитной инерции (малая величина индуктивности сварочной цепи) сила тока дуги нарастает недопустимо быстро. Происходит сильное разбрызгивание наплавляемого металла при сварке плавящимся электродом. [c.127]
Сварка плавящимся электродом в углекислом газе хотя и обеспечивает обычно достаточное оттеснение воздуха от сварочной зоны, однако оказывает значительное окислительное воздействие на металл. Для борьбы с недопустимым окислением металла шва в электродную проволоку необходимо вводить специальные рас-кислители в количествах, достаточных для предохранения от вы1 ораиия основных элементов, определяющих свойства металла шва. Принципиально возможна и разработка порошковых проволок для сварки рассматриваемых сталей. [c.265]
При иеплавяп( емся электроде сварку выполняют на переменном токе илн на постоянном токе прямой полярности. При сварке плавящимся электродом используют постоянный ток обратной полярности. Выбор диаметра вольфрамового электрода и присадки зависит от толщины свариваемого металла. [c.347]
При сварке плавящимся электродом в инертных газах используют обычные полуавтоматы для сварки в защитных газах и сварочную проволоку диаметром 1—2 м г сила сварочного тока 150— 200 А для проволоки диаметром 1 мм и 300—450 А для проволоки диаметром 2 мм напряжение дуги 22-26 В скорость сварки зависит от сечения шва. При сварке латуней, бронз и медно-никелевых сплавов наиболее широко используют вольфрамовый электрод, так как при сварке плавяш,имся электродом происходит более интенсивное испарение цинка, олова и др. [c.347]
Для механизированной сварки плавящимся электродом под флюсом используют стандартные автоматы типа АД С-1000 и флюсы типа ОСЦ-45, АН-348А и АН-20. Сварочная проволока диаметром 3—5 мм из меди марок Ml, М2 или бронзы КМц 3-1, БрОЦ 4—3 и др., содержащих рас-кислптели. [c.348]
При сварке плавящимся электродом за два прохода (с двух сторон) можно сваривать металл без скоса кромок толщиной до 36 мм. В качестве защитного газа используют аргон и гелий (табл. 106), При сварке за два прохода в аргоне швы получаются относительно более узкими (рис. 164, а), а в гелии — более широкими (рис. 164, е), что связано с физическими свойствами защитных газов при сварке в гелии требуется более высокое паиряже-нне дуги. Сварку ведут на постоянном токе обратной полярности. [c.366]
Сварочную проволоку используют также при автоматической дуговой сварке под флюсом, сварке плавящимся электродом в среде защитных газов и как присадочный материал при дуговой сварке неплавящимся электродом и газовой сварке. Покрытия электродоп предназначены для обеспечения стабильного горения дуги, защиты расплавленного металла от воздействия воздуха и получения металла шва заданного состава и свойств. В состав покрытия электродов входят стабилизирующие, газообразующне, шлакообразующие, раскисляющие, легирующие и связующие составляюище. [c.191]
Сварку в углекислом газе выполняют только плавящимся электродом на повышенных плотностях постоянного тока обратной полярности (см. рис. 5.11, в, г). Такой режим обусловлен теми же особенностями переноса электродного металла и формирования njea которые рассмотрены для сварки плавящимся электродом в аргоне. [c.197]
Пленка оксида покрывает капли расплавленного металла и препятствует сплавлению их между собой и основным металлом. Для разрушения и удаления пленки и защиты металла от повторного окисления при сварке используют специальные флюсы или ведут сварку в атмосфере инертных газов. Флюсы состоят из смеси хлористых и фтористых солей щелочноземельных металлов (Na I, K I, Ba Ij, LiF, aFj и др.). Действие флюсов основано на растворении пленки оксидов. При сварке в защитных газах пленка разрушается в результате электрических процессов в том случае, если она оказывается в катодной области дуги. Это реализуется при сварке плавящимся электродом на постоянном токе обратной полярности и сварке не-плавящимся электродов на переменном токе с использованием специальных источников тока (см. разд. 5, гл. II, п. 6). [c.236]
Наиболее широко применяют сварку алюминия и его сплавов в атмосфере защитных газов неплавящимся (толщины 0,5—10 мм) и плавящимся (толщины более 10 мм) электродом. В этом случае получают более высокое качество сварных швов по сравнению с другими видами дуговой сварки. Применяют также автоматическую сварку плавящимся электродом полуоткрытой дугой по слою флюса, при которой для формирования корня шва используют медные или стальные подкладки. Возможна газовая (ацетилено-кислородная) сварка алюминия и его сплавов. Флюс наносят на свариваемые кромки в виде пасты или вводят в сварочную ванну на разогретом конце присадочного прутка. Алюминий и его сплавы также сваривают плазменной и электрошлаковой сваркой они достаточно хорошо свариваются контактной сваркой. Учитывая высокую теплопроводность и электропроводимость алюминия, для его сварки необходимо применять большие силы тока. [c.237]
При механизированных способах сварки лучшие результаты достигаются при использовании йсточников с жесткими характеристиками благодаря более интенсивному саморегулированию дуги. Саморегулирование дуги — это свойство сварочной дуги при сварке плавящимся электродом восстанавливать длину дуги при случайных ее отклонениях благодаря изменению скорости плавления электрода. Чем больше изменяется длина дуги, тем больше изменяется ток и, следовательно, скорость плавления электрода. Если длина дуги уменьшается, ток и скорость плавления увеличиваются и длина дуги возвращается к первоначальному значению. [c.58]
Наибольший объем среди других видов сварки занимает ручная дуговая сварка плавящимся электродом. Сварку выполняют электродами, которые вручную подают в зону горения дуги и перемещают вдоль свариваемого изделия. Схема процесса сварки металлическим покрытым электродом показана на рис. 35. Дуга горитмеж-ду стержнем электрода I и основным металлом 7. Под действием тепла дуги электрод и основной металл плавятся, образуя металлическую сварочную ванну 4. Капли жидкого металла 8 с расплавляемого электродного стержня переносятся в ванну через дуговой промежуток. [c.65]
Так как условием устойчивого горения дуги при сварке плавящимся электродом в защитных газах является высокая плотность сварочного тока, то применяют электродную проволоку малого диаметра (обычно необходимости применения бо.льших скоростей подачи электродной проволоки. [c.85]
Сварку плавящимся электродом проводят на токах, обеспечива-юшдх струйный перенос металла. [c.128]
Ручную дуговую сварку выполняют плавящимися покрытыми и угольными электродами. Для сварки плавящимся электродом используют чугунные электроды (ОМЧ-1, ВЧ-3, Станколит, ЭП4 и др.), которые состоят из чугунного стержня марок А или Б (ГОСТ 2671-70), содержащих углерод (3—3,5%), кремний (3—4%), мар-гаиец (0,5—0 8%) и стабилизирующие покрытия с добавкой графи-тизаторов. Сварку ведут на повышенных токах /св=(60- 10( йз с использованием специальных электрододержателей. Используют электроды диаметром до 12 мм. Сварку угольным электродом проводят электродами диаметром 8—20 мм с использованием присадоч-гаях чугунных прутков марок А и Б и флюса на основе буры. [c.130]
Для сварки находят применение дуги с плавящимся и иепла-вящимся электродами, горящие в среде или в струе защитных газов Аг, Не, Oj и др. Эти газы влияют на состав плазмы столба и, следовательно, на ее параметры Uo, Qe, от которых зависят температура столба, напряженность и плотность тока в нем. При малых скоростях и ламинарном течении струи газов вносимые ею изменения незначительны. Например, для сварки плавящимся электродом свойства столба при атмосферном дав- [c.59]
ПРОЦЕССЫ ДИ1-1АМИЧЕСК0Г0 САМОРЕ ГУ ЛИРОВАНИЯ ПЕРЕНОСА ЭЛЕКТРОДНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ [c.116]
Сварка плавящимся электродом в среде защитного газа. GMAW процесс
GMAW процесс — это процесс соединения металлов плавлением электрической дугой, горящей между непрерывно подаваемым плавящимся электродом и изделием. Зона горения дуги защищается с помощью газа (рис. 7). Защитный газ и подвижный плавящийся электрод — два обязательных участника этого процесса.
Большинство металлов имеют высокую тенденцию к присоединению кислорода (образуют оксиды) и в меньшей степени к присоединению азота (образуют нитриды). Кислород также реагирует с углеродом, содержащимся в металле, с образованием окиси углерода. Оксиды, нитриды и окись углерода при растворении в металле шва образуют дефекты сварного шва. Воздействие атмосферы на расплавленный металл очень велико, так как в ней содержится около 80% азота и примерно 20% кислорода. Основная функция защитного газа — исключить контакт расплавленного металла с окружающей атмосферой.
Рис. 7. Сварка плавящимся электродом в защитном газе
Кроме защиты сварочной ванны, защитный газ влияет на:
- характеристику дуги;
- способ переноса электродного металла;
- глубину проплавления и профиль сварного шва;
- производительность сварки;
- склонность к прожогу;
- степень зачистки сварного шва.
При сварке плавящимся электродом шов образуется за счет проплавления основного металла и расплавления дополнительного металла — электродной проволоки. Поэтому форма и размеры шва помимо прочего (скорости сварки, пространственного положения электрода и изделия и т. п.) зависят также от характера расплавления и переноса электродного металла в сварочную ванну. Характер переноса электродного металла определяется в основном материалом электрода, составом защитного газа, плотностью сварочного тока и рядом других факторов.
Характер переноса расплавленного металла имеет большое значение для качественного формирования сварного шва при сварке плавящимся электродом в защитном газе. Управляя этим процессом различными способами (используя специальные сварочные процессы), можно всегда получить качественное сварное соединение. При MIG/MAG способе сварки можно выделить несколько основных форм расплавления электрода и переноса электродного металла в сварочную ванну:
- циклический режим сварки короткой дугой без разбрызгивания;
- режим сварки оптимизированной короткой дугой;
- крупнокапельный процесс сварки;
- режим импульсной сварки;
- режим струйного (Spray) переноса металла;
- режим непрерывного вращающегося переноса металла (ротационный перенос).
Режим струйного (Spray) и крупнокапельного, а также непрерывного вращающегося переноса металла связан со сравнительно высокой энергией дуги и обычно ограничивается сваркой в нижнем и горизонтальном положении металла толщиной более 3 мм. Циклический режим сварки короткой дугой без разбрызгивания и импульсная сварка имеют низкие энергетические показатели, но обычно позволяют сваривать металл толщиной до 3 мм во всех пространственных положениях.
Циклический режим сварки короткой дугой без разбрызгивания (процесс сварки с периодическими короткими замыканиями). Данный процесс сварки характерен для сварки электродными проволоками диаметром 0,5-1,6 мм при короткой дуге с напряжением 15-22 В и токе 100-200 А.\
Рис. 8. Осциллограмма циклического режима сварки короткой дугой
После очередного короткого замыкания (8 и 9 на рис. 8) силой поверхностного натяжения расплавленный металл на торце электрода стягивается в каплю, приближая ее к правильной сфере (1 — 3), создавая тем самым благоприятные условия для плавного объединения со сварочной ванной. В результате длина и напряжение дуги становятся максимальными.
Во всех стадиях процесса скорость подачи электродной проволоки постоянна, а скорость ее плавления изменяется и в периоды 3 и 4 меньше скорости подачи. Поэтому торец электрода с каплей приближается к сварочной ванне (длина дуги и ее напряжение уменьшаются) до короткого замыкания (4). Во время короткого замыкания капля расплавленного электродного металла переходит в сварочную ванну. Далее процесс повторяется.
При коротком замыкании резко возрастает сварочный ток — до 150-200 А и как результат этого увеличивается сжимающее действие электромагнитных сил (6-7) -, совместное действие которых разрывает перемычку жидкого металла между электродом и изделием (8). Капля мгновенно отрывается, обычно разрушаясь и разлетаясь в стороны, что приводит к разбрызгиванию. Кроме того, ток такой величины, пытаясь пройти через узкую перемычку, образовавшуюся между каплей и ванной, приводит к выплеску металла.
Для уменьшения разбрызгивания электродного металла необходимо сжимающее усилие, возникающее в проводнике при коротком замыкании, сделать более плавным. Это достигается введением в источник сварочного тока регулируемой индуктивности. Максимальная величина сжимающего усилия определяется уровнем тока короткого замыкания, который зависит от конструкции блока питания. Величина индуктивности определяет скорость нарастания сжимающего усилия. При малой индуктивности капля будет быстро и сильно сжата — электрод начинает брызгать. При большой индуктивности увеличивается время отделения капли, и она плавно переходит в сварочную ванну. Сварной шов получается более гладким и чистым. В табл. 12 приведено влияние индуктивности на характер сварки.
Таблица 12. Влияние индуктивности на характер сварки.
Частота периодических замыканий дугового промежутка при циклическом режиме сварки короткой дугой может изменяться в пределах 90-450 замыканий в секунду. Для каждого диаметра электродной проволоки в зависимости от материала, защитного газа и т. д. существует диапазон сварочных токов, в котором возможен процесс сварки с короткими замыканиями. Данный режим удобен для сварки тонколистового металла и пригоден для полуавтоматической сварки во всех пространственных положениях. При оптимальных параметрах процесса потери электродного металла на разбрызгивание не превышают 7%.
Режим сварки оптимизированной короткой дугой. Процесс сочетает в себе циклический режим сварки короткой дугой и очень высокую скорость подачи сварочной проволоки, что позволяет использовать короткую и мощную дугу (напряжение на дуге до 26 В при токе до 300 А). Данный режим позволяет получать сварные соединения с минимальным тепловложением и низкой степенью окисления наплавленного металла.
Крупнокапельный процесс сварки. Увеличение плотности сварочного тока и длины (напряжения) дуги (напряжение на дуге от 22 до 28 В и ток от 200 до 290 А) ведет к изменению характера расплавления и переноса электродного металла, переходу от сварки короткой дугой с короткими замыканиями к процессу с редкими короткими замыканиями или без них. В сварочную ванну электродный металл переносится нерегулярно, отдельными крупными каплями различного размера, хорошо заметными невооруженным глазом. При этом ухудшаются технологические свойства дуги, затрудняется сварка в потолочном положении, а потери электродного металла на угар и разбрызгивание возрастают до 15%.
Крупнокапельный процесс сварки характеризуется некачественным формированием сварного шва.
С положительного электрода, независимо от типа защитного газа, крупнокапельный перенос металла происходит при низких плотностях тока. Крупнокапельный перенос характеризуется размером капли, капля имеет диаметр больше, чем сам электрод.
При использовании инертных защитных газов достигается осеориентированный перенос электродного металла без разбрызгивания. Длина дуги при этом должна быть достаточной, чтобы гарантировать отделение капли прежде, чем она коснется расплавленного металла.
Использование углекислого газа в качестве защитного газа при крупнокапельном переносе всегда дает неосеориентированный перенос капель металла. Это является следствием электромагнитного отталкивающего воздействия на низ расплавленных капель. При углекислотной защите конец электродной проволоки плавится теплом дуги, переданным через расплавленную каплю. Капли в форме бесформенных шариков, произвольно направляемые через дугу, дают сильное разбрызгивание. Сварной шов получается грубый, с волнистой поверхностью.
Дуга, обычно неустойчивая, сопровождается характерным треском. Для уменьшения разбрызгивания необходимо, чтобы конец электрода находился ниже поверхности металла, но в пределах полости, создаваемой дугой. Поскольку большая часть энергии дуги направлена вниз и ниже поверхности сварочной ванны, сварной шов имеет очень глубокое проплавление.
Режим импульсной сварки. Для улучшения технологических свойств дуги применяют периодическое изменение ее мгновенной мощности — импульсно-дуговая сварка. Теплота, выделяемая основной дугой, недостаточна для плавления электродной проволоки со скоростью, равной скорости ее подачи. Вследствие этого длина дугового промежутка уменьшается.
Под действием импульса тока происходит ускоренное расплавление электрода, обеспечивающее формирование капли на его конце. Резкое увеличение электродинамических сил сужает шейку капли и сбрасывает ее в направлении сварочной ванны в любом пространственном положении, т. е., режим импульсной сварки — режим, при котором капли расплавленного металла принудительно отделяются электрическими импульсами. За счет ЭТОГО на токах соответствующих крупнокапельному переносу, можно формировать качественные сварные швы, подобно циклическому режиму сварки короткой дугой без разбрызгивания. Режим импульсной сварки известен также под названием .
Импульсный режим использует одиночные импульсы или группу импульсов с одинаковыми или различными параметрами. В последнем случае первый или первые импульсы ускоряют расплавление электрода, а последующие сбрасывают каплю электродного металла в сварочную ванну. За счет этого металл переносится порциями мелких капель и без разбрызгивания. Кроме того, за счет применения импульсной технологии возникает электромеханическая вибрация сварочной ванны, в результате чего газовые пузырьки выходят из нее, и сварные швы получаются высокой плотности.
Устойчивость режима импульсной сварки зависит от соотношения основных параметров (величины и длительности импульсов и пауз). Соответствующим подбором тока основной дуги и импульса можно повысить скорость расплавления электродной проволоки, изменить форму и размеры шва, а также уменьшить нижний предел сварочного тока, обеспечивающий устойчивое горение дуги.
Преимуществом этого метода является низкое тепловложение, что важно при сварке тонких материалов и при позиционной сварке. Импульсный режим обеспечивает высококачественную сварку низкоуглеродистых и низколегированных сталей. При сварке алюминия можно использовать электродную проволоку больших диаметров, при этом обеспечивается меньшая пористость. Основной недостаток этого процесса — сложный блок питания.
Импульсный режим обеспечивает более высокий коэффициент тепловложения в наплавленный металл, чем циклический режим сварки короткой дугой без разбрызгивания, и осуществляется при напряжении на дуге от 28 до 35 В и токах от 300 до 350 А.
Режим струйного (спрей) переноса металла. При достаточно высоких плотностях постоянного по величине (без импульсов или с импульсами) сварочного тока обратной полярности и при горении дуги в инертных газах (содержание аргона не менее 80%) может наблюдаться очень мелкокапельный перенос электродного металла. Название <струйный> он получил потому, что при его наблюдении невооруженным глазом создается впечатление, что расплавленный металл стекает в сварочную ванну с торца электрода непрерывной струей.
Поток капель направлен строго по оси от электрода к сварочной ванне. Дуга очень стабильная и ровная. Разбрызгивание очень небольшое. Валик сварного шва имеет гладкую поверхность. Энергия дуги передается в металл в форме конуса, поэтому наплавляемый металл имеет поверхностное слияние. Глубина проплавления больше, чем при циклическом режиме сварки короткой дугой, но меньше, чем при крупнокапельном переносе.
Изменение характера переноса электродного металла с капельного на струйный происходит при увеличении сварочного тока до <критического> для данного диаметра электрода.
Значение критического тока уменьшается при активировании электрода (нанесении на его поверхность тем или иным способом некоторых легко ионизирующих веществ), увеличении вылета электрода. Изменение состава защитного газа также влияет на значение критического тока. Например, добавка в аргон до 5% кислорода снижает значение критического тока. При сварке в углекислом газе без применения специальных мер получить струйный перенос электродного металла невозможно. Невозможно его получить и при использовании тока прямой полярности.
При переходе к струйному переносу поток газов и металла от электрода в сторону сварочной ванны резко интенсифицируется благодаря сжимающему действию электромагнитных сил. В результате под дугой уменьшается прослойка жидкого металла, в сварочной ванне появляется местное углубление. Повышается теплопередача к основному металлу, и шов приобретает специфическую форму с повышенной глубиной проплавления по его оси. При струйном переносе дуга очень стабильна — колебаний сварочного тока и напряжений не наблюдается.
Режим струйного переноса металла характеризуется узким столбом дуги и заостренным концом плавящейся электродной проволоки. Расплавленный металл проволоки передается через дугу в виде мелких капель, от сотен до нескольких сотен в секунду. Диаметр капель равняется или меньше, чем диаметр электрода. Поток капель осенаправленый. Скорость плавления проволоки от 42 до 340 мм/с.
Струйный перенос металла происходит при дуге высокой стабильности (напряжение на дуге от 28 до 40 В при токе от 290 до 450 А) и позволяет формировать качественные сварные швы на высоких значениях тока. Данный режим необходим для сварки металлов толщиной более 5 мм.
Режим непрерывного вращающегося переноса металла (ротационный перенос). Ротационный перенос металла возникает при образовании длинного столба жидкости на конце оплавляющегося электрода. Вследствие очень большого тока (напряжение на дуге от 40 до 50 В при токе от 450 до 650 А) и большого вылета электрода температура образовывающейся капли настолько высока, что электрод плавится уже без действия дуги. Расстояние до токоведущего мундштука в этом случае составляет 25-35 мм. По причине продольного магнитного поля столб жидкости вращается вокруг своей оси и конически расширяется. Капли металла переходят в радиальном направлении в основной материал и создают относительно плоское и широкое проплавление.
В зависимости от свариваемого металла и его толщины в качестве защитных газов используют инертные, активные газы или их смеси. В силу физических особенностей стабильность дуги и ее технологические свойства выше при использовании постоянного тока обратной полярности. При использовании постоянного тока прямой полярности количество расплавляемого электродного металла увеличивается на 25-30%, но резко снижается стабильность дуги и повышаются потери металла на разбрызгивание. Применение переменного тока невозможно из-за нестабильного горения дуги.
Инертные газы аргон и гелий и их смеси обязательно используются для сварки цветных металлов, а также широко применяются при сварке нержавеющих и низколегированных сталей. Основное различие между аргоном и гелием — плотность, теплопроводность и характеристика дуги. Плотность аргона приблизительно в 1,4 раза больше плотности воздуха, а гелий в 0,14 раза легче воздуха. Для защиты сварочной ванны более эффективен тяжелый газ. Следовательно, гелиевая защита сварочной ванны для получения того же эффекта требует приблизительно в 2-3 раза большего расхода газа.
Гелий обладает большей теплопроводностью, чем аргон, и энергия в гелиевой дуге распределена более равномерно. Плазма аргоновой дуги характеризуется очень высокой энергией сердцевины и значительно меньшей периферии. Это различие оказывает большое влияние на профиль сварного шва. Гелиевая дуга дает глубокий, широкий, параболический сварной шов. Аргоновая дуга чаще всего характеризуется сосковидной формой сварного шва.
При любой скорости подачи электродной проволоки напряжение на аргоновой дуге будет значительно меньше, чем на гелиевой дуге. В результате будут меньшее изменение напряжения по длине дуги, что, в свою очередь, приводит к большей стабилизации дуги. Аргоновая дуга (включая смеси как с низким, так и с 80%-ным содержанием аргона) производит струйную передачу электродного металла на уровнях выше раздела энергетики переноса.
Гелиевая дуга производит крупнокапельный перенос металла в нормальном рабочем диапазоне. Следовательно, гелиевая дуга имеет большую степень разбрызгивания электродного металла и меньшую глубину проплавления. Легко ионизируемый аргон облегчает зажигание дуги и при сварке на обратной полярности (плюс на электроде) дает очень чистую поверхность сварного шва.
В большинстве случаев чистый аргон используется при сварке цветных металлов. Использование чистого гелия ограничено из-за ограниченной устойчивости дуги. Тем не менее, желаемый профиль сварного шва (глубокий, широкий, параболической формы), получаемый с гелиевой дугой, можно получить, применяя смесь аргона с гелием, кроме того, характер переноса электродного металла приобретает характер, как при аргоновой дуге.
Смесь гелия с аргоном, при 60-90% содержании гелия, используется для получения максимального тепловложения в основной металл и улучшения сплавления. Для некоторых металлов, например нержавеющей и низколегированной стали, замена углекислого газа на гелий позволяет получить увеличение тепловложения, и, поскольку гелий инертный газ, не происходит изменения свойств свариваемого металла.
Чистый аргон и в известной мере гелиевая защита дают отличные результаты при сварке цветных металлов. Тем не менее, эти газы в чистом виде дают не вполне удовлетворительную характеристику при сварке черных металлов. Гелиевая дуга стремится к переходу в неуправляемый режим, сопровождаемый сильным разбрызгиванием. Аргоновая дуга имеет тенденцию к прожогу. Добавление к аргону 1-5% кислорода или 3-10% углекислого газа (вплоть до 25%) дает заметное улучшение характеристики.
Объем добавляемого кислорода или углекислого газа к инертному газу зависит от состояния поверхности (наличие окалины) основного металла, требуемого профиля сварного шва, положения в пространстве и химического состава свариваемого металла. Обычно добавление 3% кислорода или 9% углекислого газа вполне достаточно для проведения качественной сварки.
Добавление углекислого газа к аргону позволяет получить грушевидный профиль сварного шва. Применение различных газов и газовых смесей для сварки различных металлов и на различных режимах приведено в табл. 13-14.
Таблица 13. Выбор защитных газов и газовых смесей для циклического режима сварки короткой дугой без разбрызгивания.
Таблица 14. Выбор защитных газов и газовых смесей для струйного (спрей) переноса металла.
18.1 Основы способа сварки плавящимся электродом в защитном газе. Схема процесса сварки.
Этим способом можно соединять вручную, полуавтоматически или автоматически в различных пространственных положениях разнообразные металлы и сплавы толщиной от десятых долей до десятков миллиметров.
При сварке в зону дуги 1 через сопло 2 непрерывно подается защитный газ 3 (рис. 1). Теплотой дуги расплавляется основной металл 4 и, если сварку выполняют плавящимся электродом, расплавляется и электродная проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует шов. При сварке неплавящимся электродом электрод не расплавляется, а его расход вызван испарением металла или частичным оплавлением при повышенном допустимом сварочном токе.
Рис.1 Дуговая сварка в защитных газах
Образование шва происходит за счет расплавления кромок основного металла или дополнительно вводимого присадочного металла. В качестве защитных газов применяют инертные (аргон и гелий) и активные (углекислый газ, водород, кислород и азот) газы, а также их смеси (Аг + Не, Аг ‘+ С02, Аг + 02, С02 + 02 и др.). По отношению к электроду защитный газ можно подавать центрально или сбоку (рис. 2). Сбоку газ подают при больших скоростях сварки плавящимся электродом, когда при центральной защите надежность защиты нарушается из-за обдувания газа неподвижным воздухом. Сквозняки или ветер при сварке, сдувая струю защитного газа, могут резко ухудшить качество сварного шва или соединения. В некоторых случаях, особенно при сварке вольфрамовым электродом, для получения необходимых технологических свойств дуги, а также с целью экономии дефицитных и дорогих инертных газов используют защиту двумя концентрическими потоками газа.
По сравнению с другими способами сварка в защитных газах обладает рядом преимуществ: высокое качество сварных соединений на разнообразных металлах и сплавах различной толщины; возможность сварки в различных пространственных положениях; возможность визуального наблюдения за образованием шва, что особенно важно при полуавтоматической сварке; отсутствие операций по засыпке и уборке флюса и удалению шлака; высокая производительность и легкость механизации и автоматизации; низкая стоимость при использовании активных защитных газов. К недостаткам способа по сравнению со сваркой под флюсом относится необходимость применения защитных мер против световой и тепловой радиации дуги.
19.1 Сварка плавящимся электродом в защитном газе. Автоматическая и механизированная сварка.
Этим способом можно соединять вручную, полуавтоматически или автоматически в различных пространственных положениях разнообразные металлы и сплавы толщиной от десятых долей до десятков миллиметров.
По сравнению с другими способами сварка в защитных газах обладает рядом преимуществ: высокое качество сварных соединений на разнообразных металлах и сплавах различной толщины; возможность сварки в различных пространственных положениях; возможность визуального наблюдения за образованием шва, что особенно важно при полуавтоматической сварке; отсутствие операций по засыпке и уборке флюса и удалению шлака; высокая производительность и легкость механизации и автоматизации; низкая стоимость при использовании активных защитных газов. К недостаткам способа по сравнению со сваркой под флюсом относится необходимость применения защитных мер против световой и тепловой радиации дуги.
При автоматической и полуавтоматической сварке электрод располагают перпендикулярно к поверхности изделия. Угол между ним и присадочной проволокой (обычно диаметром 2—4 мм) должен приближаться к 90°. В большинстве случаев направление сварки выбирают таким, чтобы присадочный пруток находился впереди дуги (подавался в головную часть сварочной ванны).
При автоматической и полуавтоматической сварке вертикальных швов на спуск, если сварочная ванна имеет значительные размеры, возможно затекание расплавленного металла под электрод, что резко уменьшает глубину проплавления и может привести к короткому замыканию. Вылет конца электрода из сопла не должен превышать 3—5 мм, а при сварке угловых швов и стыковых с глубокой разделкой — 5—7 мм. Длина дуги должна поддерживаться в пределах 1,5—3 мм. Для предупреждения непровара в начале и конце шва рекомендуется применять выводные планки. Обрывать дугу следует постепенным ее удлинением, а при автоматической сварке — уменьшением силы сварочного тока. Для защиты расплавленного металла в кратере после обрыва дуги защитный газ выключают через 5—10 с. Защитный газ включают за 15—20 с до возбуждения дуги для продувки шлангов от воздуха.
Разница между плавящимся и неплавящимся электродом
Дуговая сварка — это один из типов процесса сварки плавлением, при котором электрическая дуга используется для подачи тепла для плавления стыковых поверхностей основного металла, а также присадочного металла. Существует несколько процессов дуговой сварки, а именно дуговая сварка защищенным металлом (SMAW), газовая дуговая сварка (GMAW), газовая дуговая сварка вольфрамовым электродом (GTAW), дуговая сварка порошковой проволокой (FCAW), дуговая сварка под флюсом (SAW), электрошлаковая сварка (ESW). ), Дуговой сваркой углеродом (CAW), электрогазовой сваркой (EGW) и т. Д.Независимо от процесса сварки дуга всегда образуется между электродом и проводящими основными металлами. В некоторых процессах дуговой сварки электрод расходуется во время сварки для подачи необходимого присадочного материала; в то время как в других процессах электрод остается неизменным. В зависимости от расхода материала электродов при сварке сварочные электроды можно разделить на плавящиеся и неплавящиеся электроды. Каждый тип электрода имеет уникальные преимущества и ограничения.
Во время дуговой сварки плавящийся электрод плавится из-за дугового нагрева и впоследствии откладывается на сварном шве.Поскольку сам электрод обеспечивает необходимый наполнитель для заполнения корневого зазора между основными компонентами, дополнительный наполнитель не требуется. Очевидно, что расплавленная часть электрода в конечном итоге становится неотъемлемой частью сварного шва. Из-за постоянного расхода электрода срок его службы невелик. Материал расходуемого электрода следует выбирать в зависимости от материала заготовки, поскольку химическая совместимость очень желательна для образования коалесценции. Процессы дуговой сварки, такие как SMAW, GMAW, SAW, FCAW, ESW и т. Д.использовали расходуемый электрод. С другой стороны, неплавящийся электрод не плавится и не откладывается на сварном шве на любом этапе сварки. Здесь электрод используется только для создания и поддержания электрической дуги. При необходимости присадочный материал необходимо поставлять отдельно. Таким образом, электрод демонстрирует более длительный срок службы. Здесь существует проблема совместимости между присадочным металлом и основным металлом, и, следовательно, электродный материал не зависит от основного металла, который необходимо соединить. Сварка TIG — это распространенный пример, в котором используется неплавящийся вольфрамовый электрод.Различные сходства и различия между расходуемым электродом и неплавящимся электродом приведены ниже в виде таблицы.
- Роль электронной эмиссии и образования дуги одинакова как для расходуемых, так и для неплавящихся электродов.
- При использовании как расходуемых, так и неплавящихся электродов, плавящаяся поверхность основных металлов, а также присадочный металл плавятся во время дуговой сварки для образования коалесценции.
- Защитный газ необходим для обоих электродов для защиты горячего сварного шва от нежелательного окисления и загрязнения.Однако источник защитного газа может варьироваться от одного процесса сварки к другому.
| Расходный электрод | Неплавящийся электрод |
|---|---|
| Плавящийся электрод сам плавится во время сварки и впоследствии откладывается на сварном шве. | Неплавящийся электрод не плавится и не откладывается на сварном шве. Он остается неизменным на протяжении всей сварки. |
| Расходный электрод действует как наполнитель и, таким образом, обеспечивает необходимый наполнитель, предназначенный для заполнения корневого зазора. | Неплавящийся электрод не подает наполнитель. Таким образом, наполнитель необходимо поставлять отдельно. |
| После сварки значительная часть электрода становится неотъемлемой частью сварного шва. | После сварки электрод не подвергается воздействию (кроме небольшой эрозии). |
| Этот тип электрода не допускает автогенного режима сварки, так как присадочный материал применяется по своей сути. Его можно использовать как для однородного, так и для неоднородного режима сварки. | Позволяет выполнять все три режима сварки — автогенную, однородную и неоднородную. |
| Материал электродов необходимо выбирать на основе исходных материалов, чтобы обеспечить химическую совместимость между ними. | Поскольку неплавящийся электрод не действует как наполнитель, материал электрода не зависит от свариваемых исходных материалов. |
| Поскольку электродный материал расходуется во время сварки, обычно требуется частая замена электрода.Однако частота замены зависит от размера электрода и скорости осаждения наполнителя. | Неплавящийся электрод обеспечивает увеличенный срок службы, так как не расходуется во время сварки. Частая замена тоже нежелательна (помогает повысить производительность). |
Процессы дуговой сварки с использованием плавящегося электрода:
| Процессы дуговой сварки с использованием неплавящегося электрода:
|
- Технология производства: литье, формовка и сварка П.Н. Рао (Tata McGraw Hill Education Private Limited).
- Учебник технологии сварки О. П. Ханна (Dhanpat Rai Publications).
Что такое сварочные электроды (и что вы должны знать)?
Независимо от того, являетесь ли вы профессиональным сварщиком или энтузиастом, вы должны знать, что такое сварочные электроды и их относительные плюсы и минусы.
Так что же такое сварочные электроды? Сварочные электроды — это отрезки проволоки, которые соединяются со сварочным аппаратом для создания электрической дуги.Ток проходит через эту проволоку, образуя дугу, которая выделяет много тепла для плавления и плавления металла для сварки.
Основные типы:
- Расходные материалы
- Не расходные материалы
Эта статья поможет вам различать разные типы сварочных электродов и даст вам хорошее представление об их сильных и слабых сторонах, чтобы вы могли выбрать лучший выбор для вашей сварки Приложения.Читай дальше, чтобы узнать больше.
Сварочные электроды разные
Стержни, используемые для сварки MIG и стержневой сварки, являются примерами плавящихся электродов. У них есть присадочный материал, который плавится, образуя сварные швы.
С другой стороны, при сваркеTIG используются неплавящиеся электроды. Эти электроды состоят в основном из вольфрама, который не плавится (в отличие от расходуемых электродов) из-за своей высокой температуры плавления. Он просто подает электрическую дугу для сварки. Наполнитель подается с помощью проволоки, подаваемой вручную.
Следовательно, основное различие между ними состоит в том, что расходуемые электроды плавятся, а неплавящиеся электроды — нет.
Эти две категории также имеют несколько типов электродов.
Расходные электроды
Расходуемые электроды — это ключ к дуговой сварке сваркой сваркой, MIG и порошковой порошковой проволокой. Расходуемые электроды, используемые для сварки штангой, называются штучными электродами. К ним относятся электроды с толстым покрытием, экранированная дуга и электроды с легким покрытием.
Электроды с легким покрытием
Как следует из названия, электроды с легким покрытием имеют тонкое покрытие на своей поверхности, которое наносится такими методами, как распыление или нанесение кистью.
Эти электроды и их покрытия изготавливаются из нескольких различных материалов. Присадочный материал во многом похож на свариваемый основной металл.
Световое покрытие служит еще одной жизненно важной цели. Это покрытие уменьшает количество примесей, таких как сера и оксид, для обеспечения лучшего качества сварного шва.Это также обеспечивает более равномерное плавление присадочного материала, что позволяет создать гладкий и надежный сварной шов.
Поскольку покрытие тонкое, получаемый шлак не слишком толстый. Экранированные дуговые электроды имеют некоторое сходство с электродами с легким покрытием. Главное отличие в том, что у них более толстое покрытие. Эти сверхпрочные электроды подходят для более сложных сварочных работ, например, для сварки чугуна.
Электроды неизолированные
Использование неизолированных электродов может быть сложной задачей, поскольку дуга несколько нестабильна и ее трудно контролировать.Легкое покрытие увеличивает стабильность электрической дуги, облегчая вам управление ею. Применение неизолированных электродов ограничено. Например, они используются для сварки марганцевой стали.
Электроды дуговые экранированные
Экранированные дуговые электроды имеют три различных типа покрытия, которые служат разным целям. Один вид покрытия содержит целлюлозу и использует слой защитного газа для защиты области сварного шва. Второй тип покрытия содержит минералы, образующие шлак.Третий вид покрытия представляет собой сочетание минералов и целлюлозы.
Экранированные дуговые электроды создают слой защитного газа, который образует эффективный барьер для защиты зоны горячего шва от загрязнения и коррозии окружающим воздухом. Это приводит к более прочным и надежным сварным швам. Нагретая зона сварного шва должна быть защищена от атмосферных газов, таких как азот и кислород, которые вступают в реакцию с высокотемпературным металлом с образованием хрупких, пористых и слабых сварных швов.
Экранированные дуговые электроды сводят к минимуму содержание серы, оксидов и других примесей в основном металле, что обеспечивает регулярные, гладкие и чистые сварные швы.Эти покрытые электроды также создают более стабильную электрическую дугу по сравнению с неизолированными электродами, что делает сварку более управляемой и снижает разбрызгивание.
Экранированные дуговые электроды также выделяют шлак из-за минерального покрытия. Этот шлак, кажется, сложно удалить, но он служит полезной цели. Он охлаждается намного медленнее, чем экранированные дуговые электроды. Этот процесс вытягивает загрязнения и отправляет их на поверхность. Следовательно, вы получите качественные, чистые, прочные и прочные сварные швы.
Нерасходуемые электроды
Неплавящиеся электроды проще понять не только потому, что они не плавятся, но и потому, что их всего два типа.
Электроды угольные
Первый вид — это угольный электрод, который используется как для резки, так и для сварки. Этот электрод изготовлен из угольного графита. Он может быть покрыт слоем меди или оставлен без покрытия.
Американское общество сварки не выпустило никаких спецификаций для этого типа электродов.Однако для угольных электродов существуют военные спецификации.
Электроды вольфрамовые и их разные
Второй вид неплавящегося электрода — это вольфрамовый электрод, который используется для сварки TIG. Эти электроды состоят из чистого вольфрама (с зеленой маркировкой), вольфрамсодержащего циркония от 0,3 до 0,5% (с коричневой маркировкой), вольфрама с 2-процентным содержанием тория (с красными маркировками) и 1-процентного вольфрамсодержащего тория (с желтой маркировкой). маркировка).
Неплавящиеся электроды из чистого вольфрама имеют ограниченное применение и подходят для легких сварочных работ. На это есть две причины. Во-первых, чистый вольфрам не обладает прочностью и прочностью вольфрамовых сплавов. Во-вторых, чистый вольфрам может иметь проблемы с большим током.
Вольфрамовые электроды с содержанием циркония от 0,3 до 0,5 процента обеспечивают отличные результаты при переменном токе. Они лучше чистого вольфрама, но не так хороши, как вольфрамовые электроды с содержанием тория.
Вольфрамовые электроды с содержанием тория 1-2% являются одними из наиболее широко используемых неплавящихся электродов, поскольку они служат дольше и имеют более высокое сопротивление, чем другие виды вольфрамовых электродов. Их можно использовать для более высоких токов по сравнению с электродами из чистого вольфрама. Эти электроды также обеспечивают лучший контроль дуги и их легче запускать.
При использовании вольфрамовых электродов лучше использовать максимально допустимый ток, если они имеют гладкую цилиндрическую форму, иначе становится трудно контролировать дугу и поддерживать ее.
Для лучшего контроля дуги и стабильности кончики этих электродов следует заточить до точки, то есть сделать концы конусов. Если вы это сделаете, вам придется выбрать пуск от касания вместо аппаратов для сварки постоянным током. Помните, что вольфрамовые электроды с торием и цирконием будут иметь более высокую долговечность, чем электроды из чистого вольфрама, если вы выберете конические электроды с использованием сенсорного запуска.
Как читать код на стержневых электродах
Теперь, когда вы хорошо разбираетесь в основах, пора глубже изучить классификацию сварочных стержней.
Эта классификация стержневых электродов учитывает различные факторы, такие как процентное содержание порошка железа, наиболее подходящее положение сварки, предел прочности, материал покрытия и диаметр.
Не используйте плавящиеся электроды, толщина которых превышает толщину свариваемого металла. Наиболее часто используемый диаметр электрода составляет 3/32 дюйма. Однако для некоторых приложений требуются электроды с диаметром, который может быть в пять раз больше или всего 1/16 дюйма.
Предел прочности на разрыв — это максимальное усилие, которое может выдерживать сварной шов.Чтобы сделать прочный и надежный сварной шов, вам необходимо использовать электрод с более прочным присадочным материалом, чем основной металл. Если присадочный материал слабее основного металла, сварное соединение станет слабым местом, которое может легко сломаться.
Процентное содержание порошка железа в электроде также имеет значение, поскольку при расплавлении под воздействием тепла сварки он превращается в сталь. Более высокий процент порошка железа означает, что каждый электрод может предоставить вам больше присадочного материала для сварки большего количества деталей. Однако следует учитывать, что процентное содержание железа вряд ли превысит 60 процентов.
Поняв эти свойства, вы можете теперь рассмотреть классификационный код для этих электродов.
Например, вы можете встретить E6010. Буква «E» указывает на то, что это электрод. Первые две цифры, следующие за «E», указывают предел прочности на разрыв. «60» здесь означает, что предел прочности на разрыв составляет 60 000 фунтов на квадратный дюйм.
Таким образом, вам нужно добавить четыре нуля к этим двум цифрам, чтобы определить предел прочности электрода на разрыв. Таким образом, число 70 означает предел прочности на разрыв 70 000 фунтов на квадратный дюйм.
Если имеется пять цифр, то первые три цифры после «E» относятся к пределу прочности на разрыв.
Вторая последняя цифра указывает положение, в котором можно использовать электрод. «1» означает, что вы можете использовать электрод в любом положении — над головой, горизонтально, вертикально и горизонтально. «2» означает, что электрод подходит только для горизонтального и плоского положения.
Последняя цифра в сочетании с предпоследней цифрой говорит о покрытии.Эта информация поможет вам выбрать сварочный ток. Производитель электродов предоставит таблицу, в которой перечислены текущие настройки для различных покрытий в соответствии с двумя последними цифрами.
Связанные вопросы
Из чего сделаны сварочные электроды? Сварочный электрод состоит из двух компонентов: настоящего металла и флюсового покрытия. Сплав может отличаться от низкоуглеродистой стали, чугуна, нержавеющей стали, высокопрочной стали, бронзы, алюминия, алюминия или алюминия.
Что означают цифры на сварочном стержне 7018? В рамках этой процедуры классификации самые первые 2 или 3 числа указывают на вязкость при растяжении склеенного продукта, которая может быть измерена в kpi или килограммах на квадратный дюйм. В E7018 70 означает 70 000 фунтов на квадратный дюйм или 70 kpi. 1: 3-й рисунок указывает положение сварки.
Для чего используется сварочный стержень 6012? Используйте сварочные стержни 6012, чтобы соединить открытое соединение между двумя соединениями.Профессиональные сварщики используют электроды 6012 в плоском положении из-за собственных быстрых сильноточных угловых швов.
Подобные сообщения:
| A | B |
|---|---|
| Что такое электрическая дуга? | Электрическая дуга — это разряд электрического тока через промежуток в цепи. Он поддерживается ионизированным столбом газа (плазмы), через который протекает ток. Для зажигания дуги в AW электрод приводят в контакт с изделием, а затем быстро отделяют от него на небольшое расстояние. |
| Дуговая сварка | Рядом с кончиком электрода образуется лужа расплавленного металла, и по мере движения электрода вдоль стыка расплавленная сварочная ванна затвердевает в своем следе |
| Ручная дуговая сварка и время дуги | Проблемы с ручной сваркой : Качество сварного шва. Производительность. Время дуги = (время зажигания дуги) деленное на (отработанные часы) — Также называется «время зажигания дуги». Время дуги ручной сварки = 20%. Время сварочной дуги аппарата ~ 50%. |
| Два основных типа электродов AW | Расходные материалы — расходуются в процессе сварки.Источник присадочного металла при дуговой сварке. Нерасходуемый — не расходуется в процессе сварки. Присадочный металл необходимо добавлять отдельно. |
| Расходуемые электроды | Формы расходуемых электродов — Сварочные стержни (также известные как стержни) имеют диаметр от 9 до 18 дюймов и 3/8 дюйма или меньше, и их необходимо часто менять. Сварочную проволоку можно непрерывно подавать из катушек с проволокой большой длины, что позволяет избежать частых перерывов в работе. Как в стержневой, так и в проволочной формах электрод потребляется дугой и добавляется в сварное соединение в качестве присадочного металла. |
| Неплавящиеся электроды | Изготовлены из вольфрама, стойкого к плавлению. Постепенно истощается во время сварки (основной механизм — испарение). Любой присадочный металл должен подаваться отдельной проволокой в сварочную ванну. |
| Защита от дуги | При высоких температурах в AW металлы химически реагируют с кислородом, азотом и водородом в воздухе. Эти реакции могут серьезно ухудшить механические свойства соединения. Для защиты работы дуга должна быть защищена от окружающего воздуха в процессах AW.Экранирование дуги достигается с помощью: Защитных газов, например, аргона, гелия, CO2. Флюс. |
| Флюс | Вещество, которое предотвращает образование оксидов и других загрязнений при сварке или растворяет их и облегчает удаление. Обеспечивает защитную атмосферу для сварки. Стабилизирует дугу. Уменьшает разбрызгивание. |
| Различные способы нанесения флюса | Заливка гранулированного флюса во время сварки. Электрод-стержень с покрытием из флюса, плавящегося во время сварки, для покрытия операцииТрубчатые электроды, в которых флюс содержится в сердечнике и высвобождается по мере расходования электрода. |
| Источник питания для дуговой сварки | Постоянный ток (DC) в сравнении с переменным током (AC) — машины переменного тока менее дороги в приобретении и эксплуатации, но обычно ограничиваются черными металлами. Оборудование постоянного тока может использоваться для всех металлов и обычно отличается лучшим контролем дуги. |
| Процессы с плавящимся электродом AW | Дуговая сварка защищенного металла.Газовая дуговая сварка металлов. Порошковая сварка. Электрогазовая сварка. Дуговая сварка под флюсом. |
| Дуговая сварка экранированного металла (SMAW) | Использует расходный электрод, состоящий из стержня из присадочного металла, покрытого химическими веществами, которые обеспечивают флюс и экранирование. Иногда это называется «сварка штангой». Источник питания, соединительные кабели и электрододержатель доступны за несколько тысяч долларов. |
| Сварочная палочка в SMAW | Состав присадочного металла обычно близок к основному металлу.Покрытие: порошкообразная целлюлоза, смешанная с оксидами, карбонатами и другими ингредиентами, удерживаемая силикатным связующим. Сварочная палочка зажимается в электрододержателе, подключенном к источнику питания. Недостатки сварки штангой: Палки нужно периодически менять. Высокий ток может преждевременно расплавить покрытие. |
| SMAW Применения | Используется для сталей, нержавеющих сталей, чугуна и некоторых цветных сплавов. Не используется или редко используется для алюминия и его сплавов, медных сплавов и титана. |
| Газовая дуговая сварка металла (GMAW) | В качестве электрода используется расходуемая неизолированная металлическая проволока, а в качестве защиты достигается заливка дуги газом. Проволока подается непрерывно и автоматически с катушки через сварочный пистолет. Защитные газы включают инертные газы, такие как аргон и гелий, для сварки алюминия, и активные газы, такие как CO2, для сварки стали. Оголенная электродная проволока и защитные газы исключают образование шлака на валике сварного шва — нет необходимости в ручном шлифовании и очистке шлака. |
| GMAW Преимущества перед SMAW | Лучшее время дуги благодаря сплошному проволочному электроду. Палки необходимо периодически менять в SMAW. Лучше использовать присадочный металл электрода, чем SMAW. Конец ручки нельзя использовать в SMAW. Более высокая производительность наплавки. Устраняет проблему удаления шлака. Легко поддается автоматизации. |
| Дуговая сварка порошковой проволокой (FCAW) | Адаптация дуговой сварки защищенным металлом для преодоления ограничений стержневых электродов. Электрод — это непрерывная расходуемая трубка (в бухтах), содержащая флюс и другие ингредиенты (например,г., легирующие элементы) в его сердцевине. Две версии: Самозащитный FCAW — сердечник содержит соединения, выделяющие защитные газы. FCAW с газовой защитой — использует защитные газы, подаваемые извне. |
| Электрогазовая сварка (EGW) | Использует непрерывный расходуемый электрод, порошковую проволоку или неизолированную проволоку с подачей защитных газов извне, а также формовочные башмаки для удерживания расплавленного металла. Когда используется порошковая электродная проволока и не поступают внешние газы, то это особый случай самозащиты FCAW.Когда используется неизолированная проволока электрода с защитными газами от внешнего источника, то особый случай GMAW. |
| Сварка под флюсом (SAW) | Использует непрерывный расходуемый неизолированный проволочный электрод с дуговой защитой, обеспечиваемой покрытием из гранулированного флюса. Электродная проволока автоматически подается из катушки. Флюс вводится в соединение немного впереди дуги под действием силы тяжести из бункера. Полностью погружает работу, предотвращая искры, брызги и излучение. |
| Области применения и продукты для сварки SAW | Изготовление стальных конструкций из профилей (например,г., двутавр). Швы для труб большого диаметра, резервуаров и сосудов под давлением. Сварные детали для тяжелой техники. Большинство сталей (кроме стали Hi C). Не подходит для цветных металлов. |
Неплавящиеся электроды и другие присадочные металлы: Maine Welding Company
Нерасходуемые электродыСуществуют и другие присадочные металлы и специальные изделия, обычно используемые при сварке швов. К ним относятся , , неплавящиеся электроды, , (вольфрам и углерод) и другие материалы, в том числе подкладочные ленты, подкладочные устройства, добавки флюса, припои и припои.Другой тип материала, который используется при сварке, — это расходуемые кольца, используемые для сварки корневого прохода трубы. Также существуют манжеты, используемые для приварки шпилек, и направляющие трубы при электрошлаковой сварке расходуемых направляющих. Другие присадочные материалы — это припои и припои.
Типы неплавящихся электродов. Есть два типа неплавких электродов. Угольный электрод представляет собой электрод из неприсадочного металла, используемый при дуговой сварке или резке, состоящий из стержня из углеродного графита, который может быть покрыт или не покрыт медью или другими покрытиями.Вторым неплавящимся электродом является вольфрамовый электрод, определяемый как электрод из неплавящегося металла, используемый при дуговой сварке или резке, в основном изготовленный из вольфрама.
Угольные электроды. Американское сварочное общество не предоставляет спецификации для угольных электродов, но есть военная спецификация, нет. MIL-E-17777C, озаглавленный «Электроды для резки и сварки углерод-графит без покрытия и с медным покрытием». В данной спецификации представлена система классификации, основанная на трех классах: без покрытия, без покрытия и с медным покрытием.Он предоставляет информацию о диаметре, длине и требованиях к допускам по размеру, обеспечению качества, отбору образцов и различным испытаниям. Применения включают сварку угольной дугой, сварку двойной угольной дугой, резку углем, а также резку и строжку угольной дугой на воздухе.
Вольфрамовые электроды.
Неплавящиеся электроды для типов газов: чистый вольфрам, вольфрамсодержащая вольфрамовая дуговая сварка (TIG) состоит из четырех 1,0% тория, вольфрама с содержанием тория 2,0% и вольфрама с содержанием 0%.От 3 до 0,5 процента циркония. Они также используются для плазменно-дуговой сварки и дуговой сварки на атомарном водороде. Вольфрамовые электроды можно идентифицировать по окрашенным концевым меткам: (а) Зеленый — чистый вольфрам. (б) Желтый — 1,0% тория. (c) Красный — 2,0% тория. (d) Коричневый — от 0,3 до 0,5 процента циркония. Электроды из чистого вольфрама (99,5% вольфрама) обычно используются для менее ответственных сварочных операций, чем вольфрам, который легирован. Этот тип электрода имеет относительно низкую пропускную способность по току и низкую стойкость к загрязнениям.Торированные вольфрамовые электроды (1,0 или 2,0 процента тория) превосходят электроды из чистого вольфрама из-за их более высокого выхода электронов, лучшего зажигания дуги и стабильности дуги, высокой допустимой нагрузки по току, более длительного срока службы и большей устойчивости к загрязнениям. Вольфрамовые электроды, содержащие от 0,3 до 0,5 процента циркония, по своим характеристикам обычно находятся между электродами из чистого вольфрама и электродами из торированного вольфрама. Однако есть некоторые признаки улучшения характеристик при сварке некоторых типов с использованием переменного тока.Более точное управление дугой можно получить, если электрод из легированного вольфрамом заземлить до определенной точки (рис. 8-3). Когда электроды не заземлены, они должны работать при максимальной плотности тока, чтобы получить приемлемую стабильность дуги. Острие вольфрамовых электродов трудно обслуживать, если в качестве источника питания используется стандартное оборудование постоянного тока, а дуга с зажиганием от прикосновения является стандартной практикой. Поддержание формы электрода и уменьшение количества включений вольфрама в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток.Вольфрамовые электроды, легированные торием, дольше сохраняют форму при пуске от касания. Если не доступен высокочастотный переменный ток, следует использовать пуск от прикосновения с ториевыми электродами. Вылет электрода за пределы газового стакана определяется типом свариваемого соединения. Например, удлинитель за газовый стакан на 1/8 дюйма (0,32 см) может использоваться для стыковых соединений из легкого материала, а удлинитель примерно на 1/4 — 1/2 дюйма (от 0,64 до 1,27 см). может потребоваться на некоторых угловых швах.Вольфрамовый электрод или горелку следует слегка наклонить, а присадочный металл следует добавлять осторожно, чтобы избежать контакта с вольфрамом, чтобы предотвратить загрязнение электрода. В случае загрязнения электрод необходимо снять, переточить и заменить в резаке.Материалы основы. Для сварки все чаще используются подкладочные материалы. Существуют специальные ленты, некоторые из которых содержат небольшое количество флюса, которым можно закрепить корни суставов. Также существуют различные композитные материалы основы для односторонней сварки.Расходные кольца используются для выполнения стыковых швов труб и насосно-компрессорных труб. Это металлические кольца, которые привариваются прихваточным швом к основанию сварного шва и вплавляются в соединение газовой вольфрамовой дугой. Существует три основных типа колец, называемых расходуемыми инертными кольцами, которые доступны для различных анализов металла на основе стандартных спецификаций.
Сварка — Дуговая сварка — Электрод, металл, основа и газ
Электрическая дуга, используемая в сварочных процессах, создается между покрытым или неизолированным металлическим электродом и основным металлом или заготовкой.При дуговой сварке в среде защитного металла (SMAC) электрическая цепь устанавливается между сварочным аппаратом (источник постоянного или переменного тока), заготовкой, электрическими кабелями, электрододержателем, электродом и заземляющим проводом. Для зажигания дуги электрод должен касаться основного металла; Обычно это делается путем царапания или расклевывания электродом основного металла. Когда электричество начинает течь, электрод удерживается от основного металла, создавая зазор. Электрический ток течет через зазор, вызывая дугу.Сильное тепло от дуги расплавляет заготовку и электрод, содержащий металлический порошок, который при расплавлении становится присадочным металлом. Покрытие или покрытие на металлическом электроде представляет собой плавящийся флюс, который удаляет загрязнения из сварного шва и иногда создает газ, который защищает область от атмосферного загрязнения . По сути, электрод и его защита контролируют механические, химические и электрические характеристики сварного шва. Тепло — 6 000–9 000 ° F (3 351–4 982 ° C) — электрической дуги переводит основной металл и расходуемый электрод в расплавленное состояние за считанные секунды.
Газовая дуговая сварка металлическим электродом (GMAW или MIG) аналогична SMAW. В этом процессе всегда используется постоянный ток (DC) и есть устройство подачи газа. Расходуемый электрод помещен в сопло, которое подает инертный защитный газ, такой как гелий или аргон. GMAW имеет несколько преимуществ перед SMAW. Благодаря GMAW скорость сварки выше, шлака не образуется, проплавление становится глубже, а электродная проволока подается непрерывно, что позволяет выполнять более длинные сварные швы. Типом дуговой сварки без использования плавящегося электрода является дуговая сварка вольфрамовым электродом в газовой среде (GTAW или TIG).Между основным металлом и вольфрамовым электродом образуется дуга, используется защитный газ, и для охлаждения горелки требуется подача воды . Вместо расходуемого электрода при необходимости используется металлический стержень или сварочный стержень для обеспечения присадочного металла. Этот вид сварки еще называют гелиарой.
SMAW против сварки TIG: в чем разница?
Дуговая сварка в среде защитного металла (SMAW) и сварка в среде инертного вольфрама (TIG) — два наиболее распространенных и широко используемых сегодня процесса сварки.Оба они полагаются на использование тепла для плавления и соединения нескольких металлических или термопластичных объектов. Когда металлические предметы остывают, они затвердевают и сплавляются. Но SMAW — это не то же самое, что сварка TIG. Чтобы узнать больше о различиях между сваркой SWAW и TIG, продолжайте читать.
Что такое SMAW?
Также известный как ручная дуговая сварка металлическим электродом, SMAW — это сварочный процесс, который характеризуется созданием сварочной дуги между плавящимся электродом, обычно изготовленным из стали, покрытой флюсом, и основным металлом или материалом.Во время SMAW сварочная горелка удерживает этот электрод, в то время как тепло по существу испаряет часть его внешнего покрытия. Когда электродный стержень плавится, он создает газы, которые прилипают к металлу, тем самым устраняя пузырьки или карманы кислорода.
Что такое TIG?
СваркаTIG похожа на SMAW в том смысле, что оба процесса создают дугу между электродом и основным металлом или материалом. Однако при сварке TIG используется неплавящийся электрод. Электрод, используемый при сварке TIG, как следует из названия, сделан из вольфрама.Обладая температурой плавления около 6192 градусов по Фаренгейту, вольфрам способен выдерживать высокую температуру сварочной дуги, что означает, что электрод можно использовать многократно.
Различия между сваркой SMAW и TIG
Основное различие между сваркой SMAW и TIG заключается в том, что в первой используется расходуемый электрод, а во второй — неплавящийся электрод многоразового использования. Помимо этого нюанса, отличается и материал, из которого изготовлен электрод.При SMAW расходуемый электрод обычно изготавливается из того же материала или материала, аналогичного материалу основного металла или материала. Для сравнения, неплавящийся электрод, используемый при сварке TIG, изготовлен из вольфрама.
Также стоит отметить, что SMAW — это более простой процесс сварки по сравнению с TIG. Он требует меньше инструментов и меньше обучения, чем его аналог TIG, что делает его популярным среди малых и средних предприятий.
А как насчет GMAW?
В то время как SMAW и TIG являются двумя наиболее распространенными сварочными процессами, третий процесс сварки — это дуговая сварка металлическим электродом в газе (GMAW).Ключевое различие между GMAW и двумя аналогами заключается в том, что в нем используется катанный электрод. Электрод, используемый в GMAW, состоит из рулона металлической проволоки, пропускаемой через устройство, похожее на пушку. Это же устройство также выпускает газы для вытеснения кислорода, тем самым уменьшая образование шлака и упрощая процесс сварки в целом.
Нет тегов для этого сообщения.4 Важные расходные материалы для дуговой сварки
Эта статья проливает свет на четыре важных расходных материала для дуговой сварки. Расходные материалы: — 1.Электроды с покрытием 2. Сварочные стержни и проволока 3. Сварочные флюсы 4. Защитные газы.
Расходный материал № 1. Электроды с покрытием:Практически все виды сварки общего назначения выполняются дуговой сваркой в среде защитного металла с использованием покрытых электродов. Покрытые электроды состоят из сердечника проволоки с покрытием из материала покрытия. Сердечник, используемый для электродов, изготавливается в соответствии с определенными национальными или международными стандартами, которые определяют калибр проволоки, состав материала, правила приемки и т. Д.
Электроды для ручной и автоматической дуговой сварки низко- и среднеуглеродистых сталей, а также низколегированных сталей в основном изготавливаются из стали с содержанием углерода 012%.
Диаметр сердечника электродов обычно составляет от 3,15 до 12,50 мм, а промежуточные стандартные диаметры составляют 4,00, 5,00, 6,30, 8,00 и 10,00 мм. Длина этих покрытых электродов варьируется от 350 до 450 мм, причем неизолированная часть (без покрытия) находится в диапазоне от 20 до 30 мм, откуда они удерживаются в держателе электрода.
Химический состав сердечника проволоки для низко- и среднеуглеродистых сталей приведен в таблице 5.1A, а сердечника электродов из мягкой стали — в таблице 5.1B .:
Расходные материалы № 2. Сварочные стержни и проволока:
Сварочные проволоки и прутки без покрытия используются короткими отрезками длиной около 1 метра или в бухтах. В то время как короткие длины используются для таких процессов, как GTAW и плазменная дуговая сварка, где они не являются частью сварочной цепи, длинные проволоки используются для таких процессов, как GMAW и SAW, где часть проволоки проводит ток, когда сварочная проволока является частью сварочной проволоки. В электрической цепи он называется сварочным электродом, иначе его называют сварочным стержнем.
Большинство проволок, используемых для сварки конструкционной стали, обычно содержат от 0 до 10% углерода и от 0-35 до 0-60% марганца. Другие имеют повышенное содержание марганца. Некоторые другие типы содержат повышенное количество углерода, марганца и кремния.
Избыток кремния в сварочной проволоке приводит к сильному разбрызгиванию, образованию газов в сварочной ванне и появлению неметаллических материалов в металле шва. Таким образом, максимально допустимое содержание кремния составляет до 0-95%.
Содержание вредных примесей, таких как сера и фосфор, не должно превышать 0-04% каждая.В некоторых проволоках, особенно тех, которые используются для сварки легированных сталей, максимально допустимое количество серы и фосфора составляет 0–3% каждая.
Диапазон диаметров проволоки от 0-5 до 2-5 мм с 0-5, 0-6, 0-8,0-9,1-0, 1-2, 1-6,2-0,2 Обычно в наличии проволока диаметром 4 и 2-5 мм. Сварочные аппараты используют непрерывную проволоку в бухтах. В зависимости от диаметра проволоки катушка может весить от 5 до 500 кг и иметь диаметр от 150 до 1000 мм.
Сварочные проволоки обычно покрыты медью, чтобы предотвратить ржавление и улучшить прием тока от контактной трубки, это также помогает при протяжке проволоки через матрицы.Чтобы избежать вредных воздействий и отслаивания медного покрытия, его обычно делают очень тонким, а максимальное количество меди указывается на уровне 0-4% от веса проволоки.
Помимо низкоуглеродистых сталей, сварочная проволока также производится из нержавеющих сталей, алюминия и его сплавов, никелевых сплавов, магниевых сплавов, титановых сплавов и медных сплавов.
Сварочная проволока бывает сплошной и трубчатой, последняя содержит флюс.
Спецификации для одножильных проводов и стержней :
Для определения сварочных электродов или стержней используется несколько систем.Спецификация AWS — одна из хорошо известных систем кодификации. Он состоит из префикса буквы или букв, за которыми следуют две цифры и буква S, а затем суффикс, который может быть цифрой или буквой, или и тем, и другим.
Обозначение AWS для электродов из углеродистой стали без покрытия и стержней для дуговой сварки в среде защитного газа можно объяснить с помощью кода, скажем, ER — 70S-1
ER — Префикс указывает на электрод или сварочный стержень
70 — указывает минимальную прочность на растяжение после сварки 70000 фунтов на квадратный дюйм (5000 Н / мм 2 )
S — указывает на твердый электрод или стержень
1 …….. 6 — Число суффикса указывает на химический анализ или другой фактор пригодности, например, 1 означает 0-07% углерода и 0-30% кремния.
Все эти проволоки и стержни обычно предназначены для использования с глубокой полярностью, и большинство из них предназначены для использования с CO 2 в качестве защитного газа.
Система AWS, принятая для идентификации сплошной неизолированной проволоки из углеродистой стали для дуговой сварки под флюсом, выглядит следующим образом:
Он имеет префиксную букву E для обозначения электрода. После этого следует буква L, M или H, указывающая уровень марганца; L означает низкое, M — среднее, а H — высокое содержание марганца.За ним следуют одна или две цифры, обозначающие среднее количество углерода в сотых долях процента, например, 8 означает 0,08% углерода. Буква суффикса K используется для обозначения содержания кремния выше 0,05%.
Примеры :
EL8 — Низкое содержание марганца (0-30-0-55%), среднее содержание углерода 0-08%, 0-05% кремния
EL8K — (0-30-0-55)% Mn, 0-08% C, (0-10-0-20)% Si
EM12 — (0-85 — 1-25%) Mn, (0-09 — 0-15)% C, 0-05% Si
EH 14 — (1-75-2-25)% Mn, (0-10-0-18)% C, 0-05% Si
Некоторые из этих проволок очень похожи по составу на проволоку, используемую для газовой дуговой сварки.
Трубчатые электроды или порошковая проволока:
Порошковая проволока состоит из металлической оболочки, в которой заключен сердечник из флюса. Флюс, содержащийся в электроде, выполняет по существу те же функции, что и покрытие на покрытом электроде, то есть действует как раскислитель, шлакообразователь, стабилизатор дуги и может обеспечивать легирующие элементы, а также защитный газ.
Есть две основные причины для внедрения порошковой проволоки, а именно: в отличие от сплошной проволоки, для ее производства не обязательно требуются стальные заготовки определенного состава, поскольку ее можно изготавливать из полос желаемого материала; также его легче использовать, особенно для сварки труб, уложенных в фиксированном положении.
Порошковые проволокив их нынешнем виде были внедрены в США в 1956 году. Сначала полоса, содержащая флюс, была доведена до необходимого диаметра путем складывания, но последующие разработки привели к созданию бесшовной металлической трубки вокруг сердечника, содержащего флюс. Доступны порошковые проволоки различной конфигурации, некоторые из которых показаны на рис. 5.1.
Первоначально порошковые проволоки производились диаметром 3,2 мм, но теперь они доступны и диаметром до 11 мм.
Типичные порошковые проволоки используются с CO 2 в качестве защитного газа с флюсом, содержащим составляющие, образующие шлак, и легирующие элементы. Во многих случаях провода также содержат железный порошок, вставленные провода или металлические полосы, которые частично проводят ток.
Диаметр проволоки обычно находится в диапазоне от 1-2 до 4 мм, при этом флюс обычно составляет 5-25% от общей массы проволоки, что обеспечивает эффективность наплавки от 85 до 95%.
Типы порошковой проволоки:
Большинство порошковых проволок, доступных для сварки углеродистых сталей, относятся к рутиловому типу, в котором TiO 2 (диоксид титана) является основным шлакообразующим компонентом.Эти проволоки позволяют производить сварку без брызг и сварные швы с гладкой поверхностью и легко удаляемым шлаком.
Однако более популярны порошковые проволокиосновного типа. Шлакообразующие составляющие этих проволок — фторид кальция, известняк, карбонаты и оксиды щелочноземельных металлов. При использовании малых токов эти провода дают больше брызг, однако при более высоком токе перенос металла происходит плавно и с небольшим разбрызгиванием. В случае углеродистой стали основная проволока обеспечивает лучшую ударную вязкость сварных швов, чем рутиловые электроды.Еще одной отличительной особенностью металла шва, полученного с использованием основной порошковой проволоки, является его нечувствительность к отжигу для снятия напряжений. После отжига при температуре около 600 ° C страшного падения ударной вязкости не происходит.
В то время как содержание водорода в металле шва в электродах с основным покрытием, даже если они полностью высушены перед использованием, составляет 3 мл / 100 г металла шва, оно может составлять всего 1-2 мл / 100 г металла шва для флюса. -провода.
Существует два основных типа порошковой электродной проволоки:, проволоки одно- и многопроходные. Первое дает более высокое содержание марганца и кремния в металле шва, чем второе. Кроме того, порошковые проволоки могут быть с газовой защитой или с самозащитой (без внешней газовой защиты), то есть она защищена газом, образующимся при разложении и испарении флюсовой сердцевины. В последнем случае расплавленный шлак экранирует каплю на протяжении всего переноса металла.
CO 2 -экранированные и самозащитные порошковые проволоки все чаще используются в основном для сварки стали толщиной более 12 мм, для чего их основным преимуществом является возможность непрерывной и очень быстрой наплавки металла с использованием полуавтоматических сварочных систем. .Одновременно наблюдается рост использования GMAW с газовой смесью, богатой аргоном, для сварки сталей, в основном толщиной менее 12 мм. Основным преимуществом этого является сочетание высокой скорости сварки с хорошей отделкой и минимальным разбрызгиванием и образованием шлака.
Система кодирования для идентификации порошковой проволоки следует той же схеме, что и для сплошной проволоки GMAW, но специфична для трубчатых электродов.
Возьмем для примера E60T — 7
Здесь,
E — указывает на электрод.
60 — Указывает 60 000 фунтов на квадратный дюйм (420 Н / мм) как минимальную прочность на растяжение после сварки.
T — обозначает трубчатый, сварной или порошковый электрод.
7 — Цифра от 1 до 8 в качестве суффикса указывает химический состав наплавленного металла шва, защитный газ и коэффициент использования.
Среди наиболее популярных спецификаций — тип рутила (E70T — 1 и E70T — 2), самозащитный тип (E70T — 4) и базовый тип (E70T — 5).
Помимо основной порошковой проволоки из углеродистой стали, были также разработаны порошковые проволоки для низколегированных сталей, которые позволяют производить металл сварного шва, подходящий для большинства видов стали и для различных технических требований.Порошковые проволоки, легированные никелем, молибденом и хромом, могут использоваться для сварки высокопрочных мелкозернистых конструкционных сталей, которые ранее желательно было сваривать электродами с основным покрытием и основными флюсами.
Технология порошковой проволоки заставила пользователей перейти с процесса сплошной проволоки CO 2 на процесс порошковой проволоки для получения различных преимуществ. Этот процесс намного быстрее, проще и экономичнее, чем сварка под флюсом, с более высокой производительностью в определенных областях применения, например, в судостроении. Трубчатая проволока или порошковая проволока также используются для наплавки и сварки под флюсом.
Порошковая проволока, в которой флюс заменен металлическими порошками, используется с богатым аргоном защитным газом для наплавки металла шва с очень высокой скоростью на стальных листах толщиной от 5 до 60 мм. Они обладают хорошими механическими свойствами, практически не содержат брызг и мало шлаков. Также мало дыма, и удаление шлака между прогонами не требуется.
Порошковая проволока MIG-сварка сочетает в себе лучшие свойства защиты инертным газом и порошковой порошковой проволоки. Сплошная проволока заменяется порошковой проволокой, в которой сердечник состоит из металлических порошков и раскислителей вместо обычных шлакообразующих флюсов.Когда эта проволока наплавляется в среде защитного газа, состоящего из аргона с небольшим процентным содержанием CO, 2 сварных швов практически идентичны сварным швам MIG, но с более высокими скоростями наплавки, связанными с порошковой проволокой.
Порошковая проволока обычно изготавливается диаметром 1,6 мм и предназначена для сварки во всех положениях с более высоким процентным извлечением при использовании газа, богатого аргоном, и практически не дает шлака. Процент извлечения, который определяется как отношение массы наплавленного металла к массе используемых расходных материалов, умноженное на 100, варьируется от одного процесса к другому, как показано в таблице 5.3.
Расходные материалы № 3. Сварочные флюсы:Флюс является важным аспектом процесса дуговой сварки под флюсом и служит следующим целям:
1. Та часть флюса, которая плавится, плавает как жидкий покров над расплавленным металлом, защищает его от вредного воздействия окружающей атмосферы, тем самым уменьшая поглощение кислорода и азота.
Представление об эффективности флюса для защиты сварочной ванны от атмосферного загрязнения может быть получено из содержания азота в металле сварного шва.При сварке неизолированными электродами содержание азота в металле шва достигает 0-18%. Электроды с толстым покрытием поддерживают этот показатель на уровне 0-026%, в то время как при сварке под сварку SAW максимальное количество азота в наплавленном шве составляет 0,005%.
2. Он действует как хороший изолятор и концентрирует тепло в относительно небольшой зоне сварки, таким образом улучшая плавление расплавленного металла сварочного электрода и основного материала.
3. Действует как очищающее средство для металла шва, поглощает примеси и добавляет легирующие элементы, такие как марганец и кремний.
4. Благодаря флюсу металл шва не только чистый, но и более плотный и, следовательно, имеет отличные физические свойства.
5. Покрытие из флюса повышает эффективность процесса за счет уменьшения потерь от разбрызгивания и горения, которые неизбежны при использовании обычной открытой дуги.
Состав и химическая классификация флюсов на ПАВ:
Составляющие флюсов — это в основном сырье геологического происхождения на основе кремнезема, силикатов, известняка, глины, оксидов, фторидов и других минералов.Многие составляющие флюса не сильно улучшают его свойства, а присутствуют в основном в виде остатков; однако до некоторой степени они могут влиять на его физическое и химическое поведение.
Обычно флюс на ПАВ состоит из кварца (SiO 2 ), хаусманила (Mn 3 O 4 ), корунда (Al 2 O 3 ), периклаза (MgO), кальцита (CaCO 3 ), флюорит (CaF 2 ), известняк (CaO), диоксид циркония (ZrO 2 ), криолит (Na 3 AlF 6 ), доломит (CaMg (CO 3 ) 2 ), ферро -кремний (FeSi 2 ), магнезит (MgCO 3 ), роденит (MnSi0 3 ), рутил (TiO 2 ), велластонит (CaSiO 3 ), циркон (ZrSiO 3 ), циркон (ZrSiO ) а также оксиды бария, натрия, калия и железа i.е. BaO, Na 2 O, K 2 O и FeO. Он может состоять из всех этих элементов или некоторых из них в желаемых пропорциях. Каждый элемент придает сварочному флюсу разные характеристики, поэтому изменение их пропорций позволяет подобрать флюс, соответствующий требованиям.
В зависимости от количества различных компонентов флюс может быть кислотным, основным или нейтральным.
Эти характеристики определяются ИНДЕКСОМ ОСНОВНОЙ ИНФОРМАЦИИ (B.I.) флюса, который определяется как отношение основных оксидов к кислотным оксидам, то есть:
Флюс считается кислым, если B.I. <1, нейтральный для B.I. между 1-0 и 1-5, базовый для B.I. от 1,5 до 2,5 и очень простой для B.I. более 2,5.
Некоторые из флюсов, классифицированных на основе вышеизложенных соображений, приведены в таблице 5.4:
Роли компонентов флюса:
1. Кремнезем (SiO 2 ):
Это кислый оксид, который образует главный градиент всех потоков ПАВ. Он обеспечивает необходимую вязкость и токопроводящую способность флюсу в расплавленном состоянии.Чем выше содержание SiO 2 , тем выше вязкость и токонесущая способность флюса. Он улучшает отделяемость шлака и, как следствие, хороший внешний вид сварного шва без подрезов даже при 1000 А. Однако SiO 2 приводит к потере раскислителей и вызывает диффузию кремния в металл сварного шва, что приводит к ухудшению механических свойств, особенно ударной вязкости.
SiO 2 во флюсе варьируется от 25 до 55% по массе. Но флюсы, содержащие SiO 2 более 40%, показывают быстрое окисление легирующих элементов и повышенное количество неметаллических включений в металле сварного шва, что приводит к снижению ударной вязкости металла сварного шва.
SiO 2 уменьшает отношение ширины к проплавлению сварного шва. Это также снижает стабильность дуги.
2. Оксид марганца (MnO):
Приводит к легированию марганца в металл шва, что улучшает его отрицательные свойства.
MnO способствует более высокой скорости сварки и большему провару. Это снижает чувствительность к пористости ржавчины, но также снижает пропускную способность по току и вязкость. Однако MnO улучшает стабильность дуги.
3. Рутил (TiO 2 ):
Это химически нейтральный оксид. Это дает металлургическое преимущество за счет образования игольчатого феррита из-за измельчения зерна. Улучшает стабильность дуги и ударные свойства.
4. Оксид алюминия (Al 2 O 3 ):
Он также улучшает ударные свойства металла шва за счет измельчения зерна и образования игольчатого феррита. Однако он снижает стабильность дуги и вязкость, а также обеспечивает среднюю проплавку.
5. Диоксид циркония (ZrO 2 ):
Удаляет вредные элементы, такие как кислород, азот, сера и фосфор. Однако он действует в основном как измельчающий зерно элемент и способствует образованию игольчатого феррита.
6. Бор, ванадий и ниобий:
Эти элементы отвечают за измельчение зерна в металле шва, но в избытке приводят к дисперсионному упрочнению.
7. Известняк (CaO):
Это один из основных компонентов флюса с точки зрения стабильности дуги и текучести.CaO — очень стабильный оксид, имеющий основную природу. Это снижает вязкость и делает флюс очень чувствительным к влаге. Этот гигроскопический характер приводит к пористости сварного шва.
CaO удаляет серу и фосфор и увеличивает ударную вязкость металла шва. Однако он дает очень неглубокое проникновение и увеличивает склонность к подрезанию.
8. Фторид кальция (CaF 2 ):
Повышает текучесть расплавленного металла и приводит к распылению.Он помогает удалить растворенный водород из расплавленной металлической стали, образуя фтористый водород, к которому сталь не имеет сродства.
9. Карбонат кальция (CaCO 3 ):
Уменьшает вязкость и делает флюс более основным. Это предотвращает впитывание влаги.
10. Раскислители (Al, Mn, Ti, Si):
Эти элементы во флюсе помогают удалять кислород из металла шва из-за их более высокого сродства к кислороду, чем у других элементов.Кроме того, Al, Ti и Mn также улучшают механические свойства металла шва за счет измельчения зерна.
11. Оксид натрия (Na 2 O) и оксид калия (K 2 O):
Это элементы с низким потенциалом ионизации, которые являются наиболее нестабильными составляющими потока. Они испаряются и диффундируют в полость дуги, создавая пары с низким потенциалом ионизации вблизи дуги и, таким образом, повышая стабильность дуги.
Основные цели различных составляющих флюсовой дуги — достижение стабильности дуги, желаемой текучести расплавленного флюса и легкого отделения затвердевшего шлака после сварки.
Что касается стабильности дуги, CaF 2 ухудшает ее, хотя его добавление важно для контроля пористости. Поэтому крайне важно найти баланс между этими противоречащими друг другу требованиями. К элементам, улучшающим стабильность дуги, относятся калий, натрий и кальций. Благодаря своему влиянию на стабильность дуги состав флюса напрямую влияет на форму сварного шва.
Избыточное количество CaF 2 или SiO 2 во флюсе ухудшит стабильность дуги и, как следствие, правильную форму сварного шва.В результате сварной шов будет узким с чрезмерным проваром, поскольку дуга становится короткой и менее маневренной. С другой стороны, присутствие некоторых градиентов, таких как CaO, Na 2 O, K 2 O, делает дугу длинной и податливой, а полученный шов широким и с нормальным проваром.
Избыточные количества CaF 2 и SiO 2 нежелательны еще и потому, что они вызывают образование ядовитых фторидов, монооксида углерода (CO) и пентаоксида азота, поэтому необходимо постоянно контролировать их содержание в атмосфере сварочного цеха.
Текучесть флюса в расплавленном состоянии также является фактором, влияющим на форму сварного шва. Флюс, текучесть которого в расплавленном состоянии широко изменяется в зависимости от температуры, называется коротким потоком, а поток, текучесть которого остается более или менее постоянной, называется длинным потоком, как показано на рис. 5.2. Длинные флюсы вызывают грубую рябь на сварном шве, а короткие — мелкую.
Если флюс имеет низкую текучесть при температуре затвердевания металла шва, поверхность шва будет шероховатой, с множеством выступов и впадин.Шлак легко прилипает к такой поверхности и его очень трудно удалить.
Избыточные количества SiO 2 , MnO и FeO также затрудняют отделение шлака, что снижает скорость сварки, особенно при многопроходной сварке.
Кроме того, флюсы не должны образовывать слишком много пыли, поскольку это может вызвать силикоз (заболевание легких, вызываемое попаданием пыли, содержащей диоксид кремния). В качестве меры предосторожности все работы с флюсом должны быть механизированы.
Физическая классификация флюсов на ПАВ:
Флюсы для дуговой сварки под флюсом гранулируются до контролируемого размера и могут быть одного из двух основных типов, а именно.:
(i) Плавленые флюсы.
(ii) Агломерированные флюсы.
(i) Плавленые флюсы:
Чаще всего используются плавленые флюсы. Они производятся из таких минералов, как песок (SiO 2 ), марганцевая руда (MnSiO 3 ), доломит (CaMg (CO 3 ) 2 ), мел (CaCO 3 ) и т. Д. Название подразумевает, что плавленый флюс получают путем плавления градиентной верхней части печи и измельчения по мере необходимости. Он не содержит влаги и не гигроскопичен.
Причина слияния ингредиентов заключается в том, что измельчение и механическое перемешивание градиентов не позволяет получить однородную массу. Зерна различных минералов различаются по плотности и отличаются друг от друга при обращении. Это разделение неизбежно изменяет состав смеси, и флюс перестает выполнять свою функцию.
Низкоуглеродистые стали чаще всего сваривают плавлеными флюсами.
Некоторые из хорошо известных плавленых флюсов доступны с двумя размерами зерен.Более крупный размер предназначен для автоматов для дуговой сварки, а более мелкий — для полуавтоматических переносных станков для сварки на филе. В первом случае размер зерна составляет от 3-0 до 0-355 мм, а во втором — от 1-6 до 0-25 мм. По внешнему виду зерна представляют собой прозрачные частицы от желтого до красновато-коричневого цвета. Номинальный состав одного из этих флюсов
Другой доступный плавленый флюс также очень мало отличается от указанного выше. Оба приготовлены из песка, содержащего не менее 97% кремнезема, марганцевой руды, содержащей не менее 50% марганца и не более 0–2% фосфора; плавиковый шпат с содержанием CaF 75% 2 и не более 0.2% сера; каустический магнезит с содержанием оксида магния не менее 87%; и углеродсодержащие материалы для раскисления флюса при плавлении, например древесный уголь, антрацит, кокс, опилки и т. д.
(ii) Агломерированные флюсы:
, которые также включают керамические флюсы, получают путем смешивания градиентов и связывания зерен жидким стеклом (силикатом натрия). Эти флюсы содержат ферросплавы (ферромарганец, ферро-кремний и ферротитан) и обеспечивают высокое содержание кремния, марганца и других легирующих элементов в металле сварного шва.
Один такой флюс, из которого могут быть получены все другие классификации путем введения легирующих добавок, имеет следующий весовой состав:
С этим составом можно получить высоколегированный металл шва с низкоуглеродистой электродной проволокой.
Недостатком керамических дюкс является то, что они легко впитывают влагу, а их зерна обладают меньшей механической прочностью, из-за чего флюс нельзя использовать повторно.
Керамические флюсы следует хранить в герметично закрытых емкостях и предъявлять претензии перед использованием.Во избежание образования пыли никогда не храните и не перевозите их в мягких мешках.
Факторами, определяющими эффективность флюса в достижении желаемых функций, являются глубина и ширина слоя флюса, а также размер и форма зерен флюса. Обычно слой флюса должен быть не менее 40 мм в глубину и на 30-40 мм шире стыка. Недостаточная глубина или ширина слоя флюса подвергнет зону воздействию воздуха, в результате чего расплавленный металл будет поглощать азот и пластичность металла сварного шва будет снижена.Это касается и крупнозернистых флюсов. По этой же причине стекловидные флюсы лучше пемзовидных.
При дуговой сварке металла в защитных слоях электродами с толстым покрытием металл шва легируют ферросплавами, входящими в состав покрытия. Благодаря этому высоколегированный металл сварного шва можно получить даже с помощью обычной низкоуглеродистой электродной проволоки. Однако наиболее часто используемые плавленые флюсы не содержат ферросплавов, а единственными легирующими элементами являются кремний и марганец.
Количество Si и Mn, захваченных металлом сварного шва, зависит от условий сварки, анализа флюса, а также используемого электрода и основного металла.Обычные цифры составляют от 0-1 до 0-3% кремния и от 0-1 до 0-4% марганца.
Приблизительная пропорция различных основных компонентов флюсов, производимых крупным производителем в Великобритании, и их влияние на состав металла сварного шва для данной присадочной проволоки приведены в таблице 5.5.
Спецификация флюсов для ПАВ:
Согласно системе кодирования AWS Флюсы для SAW указываются в соответствии с механическими свойствами металла шва для конкретной электродной проволоки.
Поток идентифицируется специальной системой спецификации, в которой используется префиксная буква F для обозначения потока. Следующая цифра указывает минимальную прочность на разрыв в 10 000 фунтов на кв. Дюйм (70 Н / мм 2 ) металла шва. Следующая цифра или буквенный код указывает на самую низкую температуру, при которой ударная вязкость металла шва будет равна или превышает 27 Дж (20 фут-фунтов).
Этот код выглядит следующим образом:
За этой цифрой кода следует тире, а затем буква E для обозначения электрода.За ним следует буква, обозначающая уровень марганца: L для низкого (0-30 — 0-60%), M для среднего (0-85 -1-40%) и H для высокого (1-75). — 2-25%) марганца. За ним следует число, которое представляет собой среднее количество углерода в точках или сотых долях процента.
Например, F74-EM12 будет указывать поток SAW со следующими характеристиками:
F — флюс
7 — металл сварного шва с минимальным пределом прочности на растяжение 700 Н / мм (500 Н / мм 2 )
4 — шов с ударной вязкостью 27 Дж при -40 ° С
Е — с присадочной проволокой в качестве электрода
М — шов металлический марганец средней степени i.е. От 0-85 до 1-40%
12 — содержание углерода в металле шва 0-12%.
Флюсы для электрошлаковой сварки (ЭШС) похожи на флюсы под ПАВ, но чаще бывают плавлеными. «Флюс должен оставаться полностью в расплавленном состоянии, чтобы проводить электричество, чтобы обеспечить работу процесса ЭШС. Расплавленный флюс обеспечивает необходимое сопротивление току, чтобы поддерживать желаемую температуру.
Флюс также содержит элементы для очистки и раскисления металла шва, а также защищает его от вредного воздействия атмосферного азота и кислорода.Флюс в расплавленном состоянии должен иметь меньшую плотность, чем сталь, чтобы удерживать его на плаву над расплавленным металлом.
Расходный материал № 4. Защитные газы:Основными защитными газами, используемыми при сварке вольфрамовым электродом вольфрамовым электродом, дуговой сварке металлическим электродом и плазменной сварке, являются аргон, гелий и диоксид углерода. Помимо этих азот, кислород, водород и их смеси с первыми тремя газами также используются для достижения желаемой конфигурации валика и свойств металла сварного шва.
Эти защитные газы можно разделить на две группы, а именно:
а. Инертные газы, такие как (i) аргон и (ii) гелий,
г. Газы, которые растворяются в металле и вступают с ним в реакцию, например, CO 2 , O 2 , H 2 и N 2 .
Аргон:
Это негорючий, невзрывоопасный газ, получаемый из воздуха путем глубокого охлаждения и фракционирования, в котором он присутствует в количестве 9 единиц.3 x 10 Это примерно на 23% тяжелее воздуха.
Обычно аргон продается трех марок, скажем, A, B и C, содержащих 0–01, 0–04, 0–1% примесей соответственно. Товарный аргон содержит 16-7% примесей. Для высококлассных сварочных работ требуется чистота аргона порядка 99-995%.
Аргон не токсичен, но может вызвать удушье в замкнутых пространствах, замещая воздух.
Аргон хранится и отгружается в стандартных стальных баллонах в газовой среде. Цилиндры для чистого аргона окрашены в черный цвет внизу и в белый цвет вверху, на котором по трафарету нанесены слова «Чистый аргон».В баллоне газ находится под давлением 150 атмосфер (примерно 15 Н / мм 2 ) — когда он полностью заполнен.
Стандартный 40-литровый баллон вмещает 6 кубических метров (6000 литров) аргона. Из баллона аргон подается к месту сварки через регулятор давления, прикрепленный к клапану в горловине баллона. Регулятор давления снижает давление газа до значения, необходимого для сварки (которое обычно ниже 0-5 атмосфер), а также поддерживает постоянное рабочее давление независимо от давления в баллоне.Регуляторы давления для баллонов с аргоном окрашены в черный цвет.
Расход аргона измеряется ротационным расходомером, который прикреплен к регулятору.
Конкретные области применения различных марок аргона для сварки перечислены ниже:
Класс A:
Аргон марки А (чистота 99-99% и более) используется для сварки активных и редких металлов, а также для сварки деталей из других материалов на завершающей стадии производства.
Класс B:
Аргон марки B (чистота 99-96%) используется для сварки сплавов на основе алюминия и магния.
Класс C:
Марка C (чистота 99-9%) аргон используется для сварки нержавеющих и других высоколегированных сталей.
Гелий:
Гелий — инертный газ. Он присутствует в атмосфере только в пределах 0-52 x 10 -3 %. Кроме того, гелий присутствует в природном газе до 10%.Он также возникает в результате распада определенных радиоактивных элементов и содержится в некоторых урановых минералах.
Из-за своей высокой стоимости гелий является сравнительно менее используемым инертным газом.
Это легкий газ, который весит всего 1/7 веса воздуха. Это усложняет защиту сварочной ванны и приводит к увеличению расхода газа.
Гелий продается двух марок. Сорт I имеет чистоту 99-6-99-7% и сорт II 98-5-99-5%. Он хранится и отгружается в газообразном состоянии в стандартных баллонах под давлением 15 МПа (150 ат.). Товарный гелий I хранится в цилиндрах, окрашенных в коричневый цвет и не имеющих надписи. Коммерческий гелий II хранится в цилиндрах, выкрашенных в коричневый цвет и нанесенных белой краской по трафарету «Гелий».
Гелий имеет самый высокий потенциал ионизации из всех защитных газов, поэтому сварочная дуга может работать при гораздо более высоком потенциале, чем аргон. Таким образом, дуга с гелиевой защитой выделяет большее количество тепла. Из-за своего легкого веса гелий имеет тенденцию улетать из зоны дуги и, следовательно, создает неэффективный экран, если не поддерживаются более высокие скорости потока.
Однако его небольшой вес удобен при сварке над головой. Поскольку для гелия требуется больший расход, достигаются более высокие скорости сварки. С гелием можно сваривать примерно на 35-40% быстрее, чем при использовании аргона в качестве защитного газа. Он часто используется в процессах газовой дуговой сварки вольфрамом, газовой дуговой сварки металлическим электродом и автоматической сварки MIG.
Двуокись углерода:
Бесцветный газ со слабым запахом. При растворении в воде дает кислый вкус.Это примерно на 1,5 лайма тяжелее воздуха.
Промышленно CO 2 получают путем прокаливания кокса или антрацита в специально разработанных топках котлов и улавливания его из природных источников. Его также получают как побочный продукт при производстве аммиака и ферментации спирта
.Под давлением CO 2 становится жидкостью, которая при достаточном охлаждении затвердевает до снежно-подобного вещества (называемого сухим льдом), испаряющегося при -57 ° C.
Сухой лед и газообразный CO 2 , используемые в промышленных масштабах, получают из жидкого CO 2 , который представляет собой бесцветную жидкость.При испарении при 0 ° C и нормальном давлении (760 мм рт. Ст.) Из одного кг CO 2 образуется 509 литров газообразного CO 2 .
Жидкий CO 2 поставляется в стальных баллонах, в которых он занимает от 60 до 80% общей площади. Стандартный 40-литровый баллон вмещает 25 кг жидкости, из которых получается около 15 куб. газа при испарении. Давление газа в баллоне зависит от температуры, которая понижается по мере того, как из баллона отбирается больше газа.
CO 2 , используемый для сварочных целей, может быть двух марок.Уровень I должен содержать не менее 99-5% (по объему) чистого CO 2 и не более 0-178 г / м 3 влаги. Соответствующие показатели для Grade II составляют 99-0% и 0-515 г / м 3 .
Характеристики проникновения CO 2 аналогичны характеристикам проникновения гелия из-за сходства масс газов. CO 2 , который используется для сварки, не должен содержать никакой влаги, потому что влага выделяет водород, который вызывает пористость в металле сварного шва.Поскольку CO 2 имеет большее электрическое сопротивление, уставка тока должна быть на 20–30% выше, чем у аргона и гелия.
CO 2 считается инертным при нормальной температуре и давлении. Однако при повышенных температурах он диссоциирует на 20–30% на CO и O. CO токсичен и имеет безопасную концентрацию всего 175 ppm (частей на миллион) по сравнению с 5000 ppm для CO 2 . Это требует эффективной выхлопной системы для защиты от вредного воздействия CO.
Отрицательной характеристикой образования кислорода является то, что он может снизить номинальную прочность металла. Другим важным недостатком использования CO 2 является его чрезвычайная устойчивость к току. Из-за этого сопротивления длина дуги чувствительна. Когда длина дуги слишком велика, она гаснет быстрее, чем при использовании инертного газа, такого как аргон или гелий.
Дефектные сварные швы чаще всего образуются при использовании CO 2 из верхней или нижней части цилиндра.Это связано с тем, что газ в верхней части несет большую часть примесей (азот, кислород и влагу), тогда как вода, которые могут там быть. 150-200 г / цилиндр собирается под жидким CO 2 внизу. После полного израсходования жидкого CO 2 выходящий из баллона газ будет содержать чрезмерную влажность.
Чтобы избежать дефектов из-за примесей в CO 2 , было бы неплохо, чтобы только что доставленный CO 2 оставался на 15.20 минут, и выпустить верхнюю часть содержимого в атмосферу. Также рекомендуется перевернуть баллон вверх дном и дать ему постоять в этом положении примерно 15 минут. По истечении этого времени осторожно откройте вентиль, вся вода из баллона вытечет.
Когда CO 2 выпускается со скоростью более 1000 л / час (при непрерывной сварке), оператору рекомендуется использовать как минимум два цилиндра, соединенных параллельно.
Если речь идет о больших количествах CO 2 , его можно перевозить в цистернах и выливать в испарители.CO 2 также может поставляться в виде сухого льда и испаряться на территории пользователя. Основными преимуществами использования твердого CO 2 для сварки являются высокая чистота газа и лучшая транспортабельность. Брикеты из твердого CO 2 , поставляемые поставщиком, переводятся в газ в специальных емкостях, нагреваемых электричеством или горячей водой.
Другие газы:
Обычно Ar, He и CO 2 используются по отдельности или в смесях в качестве защитных газов для сварки.Однако довольно часто к этим газам добавляют другие газы, такие как O 2 , H 2 и N 2 , для достижения определенных желаемых форм и характеристик наплавленного металла.
Кислород — это активный газ без цвета, запаха и вкуса, который соединяется со многими элементами с образованием оксидов. В стали он может соединяться с углеродом с образованием CO, который может захватываться затвердевающим металлом сварного шва и приводить к образованию пор или пустот. Этот дефект обычно преодолевается добавлением раскислителей, таких как Mn и Si.
Водород — самый легкий газ, присутствующий в атмосфере в количестве 0–01%. Однако водород также может присутствовать в атмосфере дуги из-за влаги или углеводородов, присутствующих на основном металле или присадочной проволоке. Он растворяется в расплавленной стали, но его растворимость в стали при комнатной температуре очень низкая. Таким образом, выходящий водород попадает на границы зерен и может вызвать трещины. Это также вызывает растрескивание под бортом в ЗТВ.
Азот находится в большом количестве в атмосфере.Это бесцветный, без запаха, нетоксичный и почти инертный газ. Он растворим в расплавленной стали, но его растворимость в стали при комнатной температуре очень низкая. Таким образом, это также может вызвать поры и пустоты. В очень небольших количествах нитриты, если они образуются, могут повысить прочность и твердость стали, но снизить ее пластичность, что может привести к растрескиванию. Азот иногда используется для сварки меди, потому что он обеспечивает высокую степень нагрева дуги. Из-за его низкой стоимости по сравнению с аргоном, он часто используется для продувки труб и систем труб из нержавеющей стали.
Смеси газов:
Смеси газов, обычно используемые в процессах дуговой сварки, включают Ar-He, Ar-CO 2 , Ar-O 2 , Ar-H 2 , Ar-CO 2 — O 2 и т.п. .
Соотношение аргона в смесях Ar-He может варьироваться от 25 до 95% Ar. Однако для сварки алюминия часто используется комбинация Ar-75% He или Ar-80% He. Аргон в качестве защитного газа помогает удалять оксиды, а также демонстрирует определенную степень контроля пористости наплавленного металла.Гелий помогает получить хорошую конфигурацию гранул. Большинство черных и цветных металлов можно сваривать гелием, аргоном или их смесями. Гелий особенно полезен для сварки более тяжелых профилей из алюминия, магния и меди, а также для сварки над головой.
Смесь CO 2 -75% Ar или CO, -SO 2 % Ar довольно популярна для сварки конструкционных и низколегированных сталей. Аргон улучшает характеристики переноса металла, а CO 2 помогает улучшить форму валика и повысить экономичность процесса.Однако эти смеси используются для обработки более тонких участков стали, когда важен внешний вид борта. Они также могут быть полезны для сварки очень тонкого листового металла в нерабочем положении.
Кислород иногда добавляют к аргону с целью улучшения формы валика при сварке низкоуглеродистых сталей. Небольшое количество кислорода, добавленного к аргону, приводит к значительным изменениям. Например, он расширяет палец с глубоким проникновением в центре бусины; он также улучшает контур валика и устраняет подрезы на краю сварного шва.
Кислород обычно добавляют в количестве 1%, 2% или 5%. Максимальное количество кислорода, используемого для смесей Ar-O 2 , составляет 5%. Добавление более высоких количеств может привести к пористости в металле сварного шва. Основная цель добавления кислорода к аргону — образование термоэмиссионного оксида железа на поверхности стального электрода, который улучшает его излучательную способность и делает катодное пятно более широким и стабильным, если электрод сделан отрицательным.
Водород иногда добавляют к аргону, но его количество ограничено максимум 5%.Обычно используются смеси Ar-2% II или Ar-4% H 2 . Добавление водорода вызывает повышение напряжения дуги, что приводит к более высокому нагреву дуги. Смесь Ar-H 2 не следует использовать для низкоуглеродистых или низколегированных сталей, поскольку это может привести к водородному растрескиванию, часто называемому водородным охрупчиванием. Он в основном используется для сварки никеля или никелевых сплавов. Этой смесью сваривают и тяжелые профили нержавеющих сталей.
Смесь CO 2 — O 2 или Ar-CO 2 — O 2 также иногда используется для сварки мягких сталей.Это улучшает режим переноса металла и форму валика. Добавление кислорода приводит к более горячему горению дуги и, таким образом, предотвращает отсутствие плавления.
Использование небольших количеств хлора в качестве защитного газа для алюминия улучшает стабильность дуги. Кроме того, оксид азота в виде очень небольшой добавки (<0-03%) в защитный газ для сварки алюминия помогает снизить содержание озона в зоне сварного шва.