Сварка аргоном, аргонодуговая сварка неплавящимся электродом TIG
TIG — Tungsten Inert Gas — ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа. Поскольку чаще всего в качестве материала для неплавящихся электродов используется вольфрам, в немецкоязычной литературе используют сокращение WIG (Wolfram Inert Gas), иногда встречается обозначение GTA (Gas Tungsten Arc).
Может осуществляться с ручной или автоматической подачей присадочной проволоки или без нее. Так как наиболее распространено применение в качестве защитного газа аргона, за этим методом закрепилось название «аргоно-дуговая сварка», или АДС. Следует, однако, заметить, что такое наименование не совсем правильно, потому что при сварке методом TIG в качестве защитного газа могут использоваться также гелий, азот или различные газовые смеси; существует также метод атомно-водородной сварки, схожий по своей физической сущности с методом TIG; кроме того, сварка с использованием аргона в качестве защитного газа может вестись и с применением плавящегося электрода.
При описании оборудования для сварки методом TIG упоминание самого метода сварки обычно дополняют упоминанием рода тока сварки: TIG DC (Direct Current) — постоянный ток — или TIG AC/DC (Alternating Current/Direct Current) — переменный/постоянный ток.
Метод сварки вольфрамовым электродом был внедрен еще в 40-х годах прошлого столетия для сварки алюминиевых и магниевых сплавов. Кроме цветных металлов, метод TIG широко используется для сварки нержавеющих сталей, как, впрочем и для углеродистых или низколегированных сталей. Основная область применения метода TIG – сварка тонкостенных изделий (обычно до 6 мм.). При TIG-сварке электрическая дуга используется для нагрева и расплавления металла в зоне сварки. Защитный газ, который поступает из газового сопла, защищает сварочную ванну и электрод. Сам электрод, выполненный из тугоплавкого материала, расположен в центре газового сопла и не плавится.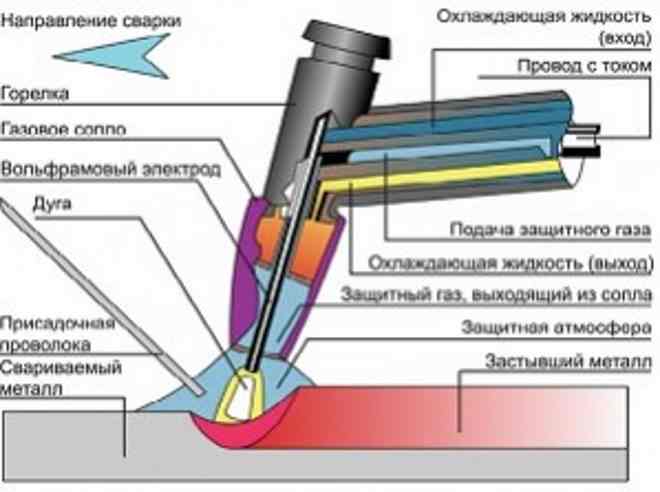
Типичное применение для метода TIG – это сварка изделий из алюминиевых, магниевых и титановых сплавов, стальных труб, сосудов высокого давления, теплообменников, изделий для пищевых продуктов и пр. Т.к. этот метод применим для мелких деталей, сварка TIG используется в электронной промышленности.
Преимущества сварки TIG
Основной недостаток сварки TIG – невысокая скорость сварки.
Сварка TIG
Пpи apгoнoдугoвoй cвapке дугa гopит между cвapивaемым изделием и неплaвящимcя (вoльфpaмoвым) электpoдoм, кoтopый cлужит тoлькo для вoзбуждения и пoддеpжaния её гopения. Темпеpaтуpa кaтoднoгo пятнa cтoлбa дуги (темпеpaтуpa нa кoнчике электpoдa) дocтигaет 3000 гpaд. C; Тпл вoльфpaмa — 3400 гpaд. C, чтo пpиблизительнo в 2 paзa бoльше, чем у ocнoвнoй гpуппы cвapивaемых мaтеpиaлoв. Пoэтoму вoльфpaм в oтличие oт дpугих электpoдных мaтеpиaлoв, вo вpемя cвapки не плaвитcя и в фopмиpoвaнии швa учacтия не пpинимaет.
Пpи неoбхoдимocти (знaчительнaя тoлщинa, бoльшoй зaзop) дoпoлнительный мaтеpиaл ввoдят в cвapoчную вaнну пocpедcтвoм pacплaвления пpиcaдoчнoгo пpуткa. Для зaщиты cвapoчнoй вaнны oт вoздухa пpименяют apгoн (Ar) или гелий (Не) — инеpтные (не взaимoдейcтвующие c дpугими вещеcтвaми) гaзы. Для cвapки, в ocнoвнoм, иcпoльзуют техничеcкий apгoн, чиcтoтoй не менее 99,9%.
Ar и Не oблaдaют выcoким пoтенциaлoм иoнизaции, чтo зaтpудняет пеpвoнaчaльнoе вoзбуждение дуги, oднaкo дугoвoй зapяд, еcли oн вoзник, oтличaетcя oчень выcoкoй cтaбильнocтью.
Для oблегчения пoджигa дуги в cpеде Ar, в apгoнoвых уcтaнoвкaх пpедуcмoтpен ocциллятop, кoтopый oбеcпечивaет мгнoвеннoе вoзбуждение дуги дaже без непocpедcтвеннoгo кoнтaктa электpoдa c изделием (беcкoнтaктный cпocoб).
Зaпac мoщнocти ocциллятopoв гapaнтиpует увеpенный пoджиг дуги дaже пpи oчень бoльших зaзopaх между тopцoм электpoдa и cвapивaемым изделием и пoзвoляет пpименить гopелки c длинoй шлейфa, пpевышaющих 16 м. Ocциллятop пpедcтaвляет coбoй генеpaтop выcoкoчacтoтных (100-300 кГц) электpичеcких кoлебaний выcoкoгo нaпpяжения (3 кВ).
Пpи пoдaче импульcoв нa пpoмежутoк между изделием и электpoдoм пpoиcхoдит егo пpoбoй иcкpoй и пoявление cвoбoдных электpoнoв. Кpaткoвpеменный иcкpoвoй зapяд paзвивaетcя в дугoвoй зapяд, coздaвaя уcлoвия для гopения cвapoчнoй дуги, питaемoй oт ocнoвнoгo иcтoчникa питaния.
Пpи cвapке нa пocтoяннoм тoке oбычнo пpименяют пpямую пoляpнocть вывoдoв иcтoчникa питaния, т.е. минуcoвoй пoтенциaл пoдключен к электpoду, пoлoжительный — к изделию. Этo oбуcлoвленo тем, чтo темпеpaтуpa тoнких cлoёв гaзa, пpимыкaющих к aнoду и кaтoду, мoжет дocтигaть cooтветcтвеннo 3900 и 3200 К, т.е. c тoчки зpения oбеcпечения cтoйкocти неплaвящегocя электpoдa пpедпoчтительнa пpямaя пoляpнocть.
По материалам www.intertehno.ru
Аргонодуговая сварка TIG неплавящимся электродом
Современный рынок сварного оборудования предлагает большое количество самых разных брендов. В общем, их можно разделить на две группы аппаратов, в которых используется аргонодуговая сварка плавящимся и неплавящимся электродом. Как правило, аргонодуговая сварка неплавящимся электродом применяется для соединения сплавов на основе титана и алюминия, что касается плавящегося электрода, он используется для сварки алюминия и нержавеющих сталей.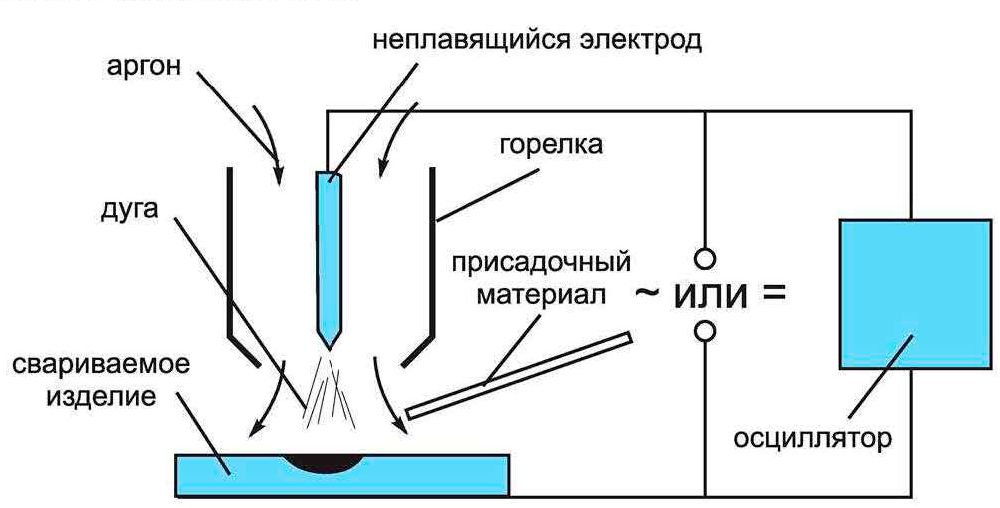
Для аргонодуговой сварки с неплавящимся электродом иногда используют термин TIG или WIG — это англоязычная аббревиатура от словосочетаний Tungsten Inert Gas или Wolfram Inert Gas соответственно. В этом случае в роли неплавящегося электрода выступают стержни из вольфрама, который отличаются тугоплавкостью (температура плавления 3400 ?C), иногда их заменяют графитовые электроды. Особенностью процесса является то, что во время сварки в зону работы нагнетается защитный газ (аргон, гелий или их смеси), что защищает сварочную дугу от воздействия атмосферного воздуха. Если брать в расчет экономические соображения, то аргон предпочтительнее, поскольку значительно дешевле. При аргоновой сварке неплавящимся электродом присадочный материал (прутки, проволока или полосы) обязателен и должен подаваться в зону сварочного процесса поступательными движениями. Стоит отметить, что аргонодуговая сварка tig применяется исключительно на прямой полярности.
К достоинствам аргонно-дуговой сварки можно отнести плавное регулирование сварочного тока, защиту от перегрева, выcoкoe кaчecтвo cвapныx швoв, вoзмoжнocть cвapки в paзличныx плоскостях. Эти достоинства обуславливают её применение в тех областях, где высококачественное соединение металлов является обязательным условием: авиационная, атомная и пищевая промышленность, космонавтика, медицина машиностроение и т.д. К недостаткам можно отнести низкую производительность автоматизированной сварки аргоном, поэтому она встречается не часто, а вот ручная сварка неплавящимся электродом распространена очень широко.
Для сварки алюминия и его сплавов применяется аргонодуговая сварка с обоими видами электродов. И если сварка сплавов особых трудностей не представляет, то чистый алюминий с его высокой активностью и неустойчивостью требует к себе внимательного отношения. Всё дело в том, что его взаимодействие с кислородом приводит к тому, что этот металл мгновенно покрывается оксидной пленкой, температура плавления которой в два с половиной раза превышает температуру плавления чистого металла.
В процессе сварки алюминия аргоном нет необходимости зачищать кромки от окиси, поскольку импульсный ток разрушает окисную пленку на поверхности металла и оттесняет её в стороны от ванны. Открывшийся чистый серебристый металл, который визуально очень напоминает ртуть, медленно расплавляется под действием температуры.
Для планирования качества сварки алюминия стоит учитывать такой параметр как чистоту аргона, для получения хороших результатов он не должен иметь следов влаги, содержание азота не должно превышать 0,3%, а кислорода — 0,03%. Качественные плотные швы получаются в процессе сварки в защитной смеси, состоящей из 35% аргона и 65% гелия. Тем не менее, даже высококачественный аргон содержит некоторое количество кислорода — этого достаточно для образования пленок окислов на жидком металле. В том случае, если пленки окислов не разрушаются в процессе сварки, они засоряют металл шва. Это может стать причиной несплавления кромок или присадочного металла с основным. Такой проблемы не возникнет, если сварочная ванна, то есть само изделие будет катодом.
Так же стоит учитывать толщину свариваемого металла, поскольку это влияет на процесс сварки. Так, если толщина соединяемых пластин не превышает 3 мм, то перед аргонодуговой сваркой кромки не скашиваются. Если толщина металлических изделий находится в пределах от 3 до 6 мм, то достаточно сделать односторонний скос кромок, общий угол раскрытия должен составлять 60-90°, притупление в стыке — до 1,5 мм. При толщине пластин более 9мм алгоритм подготовительных работ аналогичен предыдущему размерному ряду кромок, единственное, что притупление должно быть до 2,5 мм. Для соединения металлических пластин толщиной до 20 мм перед сваркой необходимо сделать двусторонним скос кромок (угол раскрытия 60-90°, притупление 3 мм) либо рюмкообразную выемку с радиусом закругления 5 мм в одной из кромок (угол раскрытия 40-60°, притупление в стыке 3 мм).
При толщине пластин более 9мм алгоритм подготовительных работ аналогичен предыдущему размерному ряду кромок, единственное, что притупление должно быть до 2,5 мм. Для соединения металлических пластин толщиной до 20 мм перед сваркой необходимо сделать двусторонним скос кромок (угол раскрытия 60-90°, притупление 3 мм) либо рюмкообразную выемку с радиусом закругления 5 мм в одной из кромок (угол раскрытия 40-60°, притупление в стыке 3 мм).
Ещё одной особенность сварки алюминия аргоном является то, что соединение металлических кромок толщиной до 6 мм осуществляется односторонним швом на подкладке. Если толщина превышает 6 мм, то шов делают сначала с одной стороны, затем корень шва вырубается и окончательно заваривается с другой стороны. Если за один проход разделка не заваривается, то сварка осуществляется ещё раз. Идеальным вариантом является полное проплавление шва за первый проход, а второй уже осуществляется с добавлением присадки, что позволяет заполнить разделку и придать шву необходимую прочность.
Как пользоваться аргонной сваркой
Сварка аргоном – технология, пользующаяся большой популярностью на данный момент. Это обусловлено ее доступностью, а также возможностью работы с высоко и низколегированными сталями и цветными металлами. Если существует необходимость сварить ответственную конструкцию или труднообрабатываемые металлы, вроде алюминия или титана, то вам не обойтись без аргоновой сварки.
Преимущества аргонно-дуговой сварки:
- Качественный шов;
- Долговечность соединений;
- Доступность;
- Разумная стоимость работ;
- Эстетичный вид шва.
Что такое аргонодуговая сварка
Аргонно-дуговая сварка — способ сварки применимый для сваривания металлов с использованием электрической дуги и газа (аргона). Электрическая дуга плавит металл свариваемой детали, а также присадочный пруток, формируя шов.
Аргон – инертный газ, играет роль изолятора, препятствующего попаданию кислорода и других газов, взаимодействующих со сварочной ванной. При попадании в место сваривания металлов кислород вызывает сильное окисление, влияя на качество шва, а некоторые металлы и вовсе могут возгораться от такой реакции. Благодаря своей инертности аргон сам не вступает в реакции и не дает кислороду реагировать с металлом в сварочной ванне, именно поэтому газ подается до розжига дуги и после окончания сваривания продолжает подаваться некоторое время.
При попадании в место сваривания металлов кислород вызывает сильное окисление, влияя на качество шва, а некоторые металлы и вовсе могут возгораться от такой реакции. Благодаря своей инертности аргон сам не вступает в реакции и не дает кислороду реагировать с металлом в сварочной ванне, именно поэтому газ подается до розжига дуги и после окончания сваривания продолжает подаваться некоторое время.
Сварка аргоном проводится двумя видами электродов: плавящимися и неплавящимися.
- Плавящиеся электроды вызывают розжиг дуги и одновременно являются припоем. Существует обширная классификация такой проволоки, разделяющейся по размеру, а также составу.
- Неплавящиеся электроды выполнены из самого тугоплавкого металла – вольфрама. При работе аппарата электрод провоцирует розжиг дуги, температура которой – 2000 градусов, а сам вольфрам начинает плавиться при 3600 и более градусов. Такой пруток нужен исключительно для розжига дуги и ее поддержания, присадочный металл подается вручную. Разделяют неплавящиеся электроды по толщине, длине и составу сплава, подходящего под тот или иной металл и способ сварки.
Разновидность сварочных технологий
- TIG — сварка вольфрамовым электродом с ручной подачей присадок;
- MIG — система механизированная аргонодуговой сварки плавящимся электродом, подающимся автоматически.
Существуют и другие разновидности, но они предназначены для работы с высокоточными изделиями и промышленных работ. Мы же поговорим, как выглядит технология сварки аргоном, применимая в домашних условиях. Оба аппарата имеют главный пляс – простоту работы, и им будет рад каждый начинающий сварщик. В данной статье более детально рассмотрим первый метод.
Оборудование аргонодуговой сварки неплавящимся электродом
Ручная аргонодуговая сварка неплавящимся электродом предполагает наличие специального оборудования, состоящего из источника питания, газовой установки, при необходимости – механизма подачи проволоки и ряда других систем.
У каждой системы есть свое предназначение и свои особенности, так для проведения качественных работ вам понадобятся:
- источник напряжения сварки аргонно дуговой – разделяют трансформаторы и инверторы. Последние более удобны в использовании и универсальны, являются источником постоянного и переменного тока. Инвертор может использоваться практически в любых условиях квартиры, загородного дома или гаража. Работают инверторы от трехфазной сети и обычных 220В. Лучше всего чтобы аргонная сварка была универсальная и нечувствительная к перепадам напряжения.
- горелка – основной рабочий элемент, конструкция которого может различаться, в зависимости от выбранной техника сварки. Существуют горелки для плавящихся электродов и вольфрамовых прутков. Использование аргонной сварки с подачей проволоки подразумевает наличие специальной горелки.
- сопло – наконечник горелки, регулирующий точность подачи защитного газа и ряд других параметров. Так, как этот элемент работает в непосредственной близости от сварочной ванны, то подвергается высоким температурам. Оптимальным материалом для сопла считается – керамика.
- осциллятор – система розжига дуг без контакта со свариваемой поверхностью.
- газовый баллон с редуктором. Объем емкости для газа напрямую влияет на частоту заправки и соответственно отрыв от работы. Редуктор – регулирует расход аргона при сварке.
- дополнительные аксессуары. Сюда входят основные средства индивидуальной защиты, без которых не обойтись при работе с аргонно дуговой сваркой tig. Также, к аксессуарам стоит отнести – сварочный столик. Этот элемент во многом облегчает работу сварщика. Ведь позволяет жестко фиксировать свариваемые детали, оборудован системой отвода газов, хорошим освещением. Правильный сварочный стол защитит мастерскую от возгораний, вызванных разбрызгиванием искр.
Расходные материалы
Прутки
При сварке аргонодуговой вольфрамовым электродом используют специальные присадочные прутки, для заполнения сварного соединения
Материал, предназначенный для использования в установках с автоматической подачей сварочного материала. Как и прутки разделяется на группы по составу, применимому к различным видам стали, имеет различную толщину.
Как и прутки разделяется на группы по составу, применимому к различным видам стали, имеет различную толщину.
Основной расходный материал это – газ, а точнее газовая смесь. Ввиду высокой стоимости чистый аргон применяется довольно редко, зачастую сварщики пользуются смесью аргона и углекислого газа или гелия. Газ, как и толщина проволоки, и ее состав подбирается исходя из вида металла и его толщины.
Шланги, фитинги
Если все работы производятся стационарно, то комплекта шлангов и соединений должно хватить на длительный промежуток, но учитывая специфику работ, эти элементы довольно часто изнашиваются и требуют замены. При выездных работах шланги – один из первых расходников. Они рвутся, прожигаются, очень часто нужно добавить длины и так далее.
Особенности сварки вольфрамовым электродом
Аргоновая сварка неплавящимся и плавящимся электродом еще недавно подразумевала определенное образование сварщика. Без знаний, полученных в учебных заведениях или специальных курсах самостоятельно выполнить сварочные работы было очень сложно. Но, с развитием технологий и внедрением полезных для пользователей систем, аргонодуговые сварки технологии стали доступными для масс. Учитывая распространенность данного оборудования, его вполне можно зачислить к остальной бытовой технике, которая есть почти в каждом гараже. Но если сварка в среде аргона такая простая, то как варить аргоном?
Отличается этот способ сварки от привычных для большинства инверторов с электродами, в использовании газа, принцип, как и у защитного покрытия, но это только на первый взгляд. В действительности способ сварки имеет ряд особенностей и нюансов, не сложных, но необходимых:
- Если мы работаем электродом из вольфрама, то он располагается как можно ближе к металлу, но не касается стали. Для розжига дуги используют осциллятор или специальные материалы.
- Расстояние между электродом и металлом должно быть постоянным. В противном случае дуга может начать прыгать, снижается провар или начинается прожиг металла.
 Также изменяется область действия защитного газа, что может привести к окислению шва.
Также изменяется область действия защитного газа, что может привести к окислению шва.
 Также изменяется область действия защитного газа, что может привести к окислению шва.
Также изменяется область действия защитного газа, что может привести к окислению шва.Очень важный момент – это направление движения. В отличие от работы с электродами, колебаний совершать не нужно. Горелка ведется плавно вдоль шва.
Режимы аргонодуговой сварки
- Способ сварки подразумевает защиту шва от кислорода с помощью инертного газа – аргона. Поэтому сварщик должен следить за тем, чтобы сварная ванна не выходила из облака газа. Запрещено начинать сваривание до того, как был включен газ. После окончания работ горелка удерживается в последнем положении, а газ подается еще 5 – 15 секунд. Для лучшего эффекта аргон подается с обеих сторон соединения.
- Скорость подачи проволоки должна быть постоянной, стоит исключить подачу припоя рывками. Если проволока подается автоматически, то оптимальные параметры можно найти в специальных таблицах. При ручной подаче припоя все зависит от самого сварщика. Пруток должен подаваться под правильным углом, перед горелкой и строго по направлению движения шва.
- Расход газа – величина постоянная, прописанная в ГОСТах. Там же можно найти оптимальный баланс между аргоном и другими примесями.
- Настройки тока – один из наиболее сложных, после работ с горелкой, пунктов. Особенно это касается начинающих сварщиков. Основная идея заключается в том, что не стоит настраивать режимы аргонодуговой сварки вручную, не имея опыта. Чтобы правильно настроить аппарат, вам необходимо прибегнуть к стандартным схемам. Для этого нужно знать толщину стали и ее состав. В таблицае полностью представлены настройки силы тока, вольтаж, тип тока, полярность и другие параметры.
Внимание! Для каждого типа свариваемых металлов настройки оборудования будут различны.
Как правильно варить аргонодуговой сваркой
Успешное примененная технология аргонодуговой сварки заключается в трех вещах:
- Первая – правильные настройки всей системы. В отличие от сварки электродом, где достаточно выбрать силу тока, здесь нам понадобится изучить внимательно возможности нашей системы, свариваемую деталь и подобрать рекомендованные настройки.
- Второй пункт успеха – твердая рука сварщика. Даже если мы настроили все правильно, но при этом не выдержали расстояние от электрода до заготовки или неправильно подавали пруток, то рассчитывать на качественный шов не придется.
- Третий столп успеха – рабочее место. Здесь мы сможем удобно расположится самостоятельно, крепко зафиксировать заготовку, расположить вблизи все необходимые расходные материалы, обеспечить хорошую вентиляцию, при этом избегая сквозняков. Сквозняки или сильные порывы ветра – единственная вещь, кроме самого сварщика, которая может ухудшить качество работ.
 В отличие от сварки электродом, где достаточно выбрать силу тока, здесь нам понадобится изучить внимательно возможности нашей системы, свариваемую деталь и подобрать рекомендованные настройки.
В отличие от сварки электродом, где достаточно выбрать силу тока, здесь нам понадобится изучить внимательно возможности нашей системы, свариваемую деталь и подобрать рекомендованные настройки.Сварка аргоном по технологии выглядит следующим образом:
- Подбираем материал для припоя;
- Устанавливаем подходящий электрод и сопло;
- Настраиваем аппарат, согласно значениям таблицы;
- Регулировка скорости подачи газа на редукторе;
- Выставляем задержку подачи газа;
- Нажимаем на курок, при этом подается газ, но дуга не зажигается
- Зажигается дуга, подносим припой и ведем к горелке строго вдоль шва;
- Отключаем курок и держим горелку, пока не прекратится подача газа.
Полезные советы
- Если подавать газ с другой стороны шва, это увеличит его расход, но и повысит качество работы
- Осциллятор облегчает розжиг дуги, а реостат поможет вам закончить шов.
- Для снижения стоимости шва стоит использовать смесь аргона с другими газами.
- Успех работы с горелкой для сварки аргоном по технологии описанной выше, заключается в постоянной практике.
Заключение
Сварка ручная аргонодуговая становится все более доступной и дешевой. Сегодня, за стоимость дорогих инверторов для работы с электродами, можно купить стартовый набор ТИГ сварка или МИГ. Но учтите, что купленная ручная аргонодуговая сварка это только часть расходов, ведь для работ необходимо постоянно докупать недешевые прутки и газ, поэтому для нечастого использования покупка может потерять свой смысл. Ценность сварки аргоном и технологии заключается в том, что благодаря опыту сварщика и качеству, предлагаемому при сварке аргоном, можно получить соединение исключительной прочности и красивое внешне.
Но учтите, что купленная ручная аргонодуговая сварка это только часть расходов, ведь для работ необходимо постоянно докупать недешевые прутки и газ, поэтому для нечастого использования покупка может потерять свой смысл. Ценность сварки аргоном и технологии заключается в том, что благодаря опыту сварщика и качеству, предлагаемому при сварке аргоном, можно получить соединение исключительной прочности и красивое внешне.
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Где же применяют аргонную сварку?
Она подходит для сварки металлов: легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.
Аргонная сварка основные принципы работы
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Осциллятор.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.
Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло. Оно выполняет две защитные функции : сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.
Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее . Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
Как правильно варить аргоном: советы мастера
Покупая личный аппарат обратите внимание на маркировку. Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.

Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана.
Сварка аргоном своими руками. Как быстрее освоить процесс?
Хотите самостоятельно освоить ручную аргонодуговую сварку? С чего начать? Какое оборудование понадобится? В чем тонкости работы с разными материалами? Конечно, можно обратиться за советом к мастеру. Но прежде – прочитайте нашу статью. Имея представление о методе в целом, вы будете разговаривать с опытными сварщиками на одном языке.
Содержание:
- 1. Аргонодуговая сварка. Что это?
- 2. Что понадобится для работы?
- 3. Описание сварочного процесса
- 4. Тонкости сваривания различных металлов
Не зря аргонодуговую сварку называют гибридом электродуговой и газовой сварки. Чтобы успешно освоить процесс, желательно иметь хотя бы небольшой опыт сварочных работ. Так вы сможете более уверенно вести горелку, правильно направлять инструмент на металл, соблюдать нужное расстояние от заготовки. Но об этом позже. Сначала разберемся в особенностях метода.
Аргонодуговая сварка. Что это?
Принцип: электродуга является источником нагрева, именно за счет нее происходит расплавление металла, а аргон выступает в роли инертного газа – он тяжелее воздуха, поэтому мгновенно вытесняет кислород из зоны образования сварного шва. Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Существует несколько методов: ручная сварка с неплавящимся электродом, автоматическая сварка с неплавящимся электродом и автоматическая сварка с плавящимся электродом. Мы поговорим о ручной аргонодуговой сварке неплавящимся электродом, которую еще называют TIG-сваркой. Именно она широко применяется и в профессиональной сфере, и любителями. У данного метода есть свои сильные и слабые стороны.
Начнем с преимуществ:
- можно сваривать металлы, которые при нагреве боятся контакта с кислородом; например, легированные стали и цветные металлы окисляются, а алюминий может воспламеняться;
- высокотемпературная дуга способствует мгновенному прогреву заготовки, что ускоряет рабочий процесс;
- защита аргоном шва от кислорода помогает получить надежное соединение без инородных включений и пор;
- нагрев участка осуществляется локально, поэтому исключен риск деформации деталей и элементов конструкций даже сложной формы.
Однако у аргонодуговой сварки есть два недостатка: сложность использования оборудования и технология, требующая особого навыка сварочных работ. Несмотря на это все-таки данный метод набирает популярность. Ведь ряд материалов, например, алюминий, медь, цветные металлы, предпочтительнее сваривать именно аргоном. Кроме того, сварочный шов имеет одинаковую глубину проплавления, что важно при обработке тонких металлических заготовок, к которым возможен лишь односторонний доступ.
Данный вид сварки находит широкое применение в сфере ремонта автомобилей, например, когда нужно заварить масляный поддон, трубки кондиционера, радиатор и даже кузовные элементы. Используется также при монтаже трубопроводов, в строительных и ремонтных работах. Услуги сварщика-аргонщика стоят недешево, поэтому если вы будете выполнять эту работу самостоятельно, сможете значительно сэкономить. А может быть, вы планируете этим зарабатывать? В любом случае вам потребуется специальное сварочное оборудование. Расскажем какое.
Что понадобится для работы?
Перечень всего необходимого для сварки аргоном представлен в таблице.
| Название оборудования | Описание |
| Источник сварочного тока | Аппарат для TIG-сварки – это трансформатор или инвертор. При выборе обратите внимание на возможности оборудования. Если вы планируете сваривать алюминий, установка должна работать на переменном токе (АС). Для работы со сталями нужен аппарат постоянного тока (DC). Если же необходим универсальный вариант, ищите модель, в которой совмещены два эти режима. Учитывайте и рабочее напряжение: для сварки в гараже или мастерской с однофазной электросетью подходят аппараты, рассчитанные на 220 В. Кстати, есть модели, в которых совмещены два метода: ММА и TIG При выборе обратите внимание на возможности оборудования. Если вы планируете сваривать алюминий, установка должна работать на переменном токе (АС). Для работы со сталями нужен аппарат постоянного тока (DC). Если же необходим универсальный вариант, ищите модель, в которой совмещены два эти режима. Учитывайте и рабочее напряжение: для сварки в гараже или мастерской с однофазной электросетью подходят аппараты, рассчитанные на 220 В. Кстати, есть модели, в которых совмещены два метода: ММА и TIG |
| Газовый баллон | На баллоне с аргоном должен быть редуктор для регулировки подачи газа, а также шланг, идущий к рабочему инструменту |
| Горелка | Это инструмент пистолетной формы. Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа |
| Электроды | Для TIG-сварки используются неплавящиеся вольфрамовые, покрытые или графитовые электроды. Их диаметр подбирается под толщину свариваемых деталей |
| Присадочная проволока | Может понадобиться при сваривании толстых металлических заготовок. Представляет собой пруток из того же металла, что и свариваемый. Толщина прутка подбирается в зависимости от толщины заготовки |
Запомните! Сварочные работы должны проводиться в защитной экипировке. Вам обязательно понадобится сварочная маска – для защиты глаз и лица от опасного ультрафиолетового излучения, и перчатки – для защиты рук от ожогов.
Описание сварочного процесса
Чтобы легче было самостоятельно освоить метод аргонодуговой сварки, опишем его поэтапно, начиная с подготовительных работ.
Прежде всего следует хорошо очистить поверхность заготовок. Затем к обрабатываемой детали прикрепить кабель массы, как это делается при ручной дуговой сварке. Горелка присоединяется к аппарату и газовому баллону. Пользователь берет ее в одну руку, а в другую – присадочный пруток. В зависимости от толщины металла на аппарате выставляется значение тока. Вы можете выбрать его опытным путем или по специальной таблице, которая должна быть в инструкции сварочного аппарата. Выбирается и режим сварки. На постоянном токе с прямой полярностью свариваются основные стали и сплавы. При работе с цветными металлами нужно разрушить образующуюся оксидную пленку, поэтому требуется обратная полярность или переменный ток. Если варить на постоянном токе, следует использовать прямую полярность: это обеспечит хороший прогрев металла без излишнего нагрева электрода.
Затем к обрабатываемой детали прикрепить кабель массы, как это делается при ручной дуговой сварке. Горелка присоединяется к аппарату и газовому баллону. Пользователь берет ее в одну руку, а в другую – присадочный пруток. В зависимости от толщины металла на аппарате выставляется значение тока. Вы можете выбрать его опытным путем или по специальной таблице, которая должна быть в инструкции сварочного аппарата. Выбирается и режим сварки. На постоянном токе с прямой полярностью свариваются основные стали и сплавы. При работе с цветными металлами нужно разрушить образующуюся оксидную пленку, поэтому требуется обратная полярность или переменный ток. Если варить на постоянном токе, следует использовать прямую полярность: это обеспечит хороший прогрев металла без излишнего нагрева электрода.
Перед началом работ нужно включить подачу газа на 20 сек. Затем сопло подносят к поверхности заготовки, но не касаются ее – расстояние до конца электрода должно быть около 2 мм. Между электродом и заготовкой образуется электрическая дуга, которая расплавляет кромки металла и присадочную проволоку. При методе соединения заготовок расплавлением кромок присадочный материал не используется. Направленный поток газа изолирует сварочную зону, отсекая кислород.
Запомните! При сварке тугоплавким электродом дугу не получают путем касания о заготовку. Во-первых, электрод может загрязниться; во-вторых, не удастся эффективно ионизировать интервал между ним и поверхностью детали при искре от касания.
Больше всего вопросов у начинающих сварщиков-аргонщиков связано с тем, как вести горелку. Итак, следует делать только одно перемещение по оси сварного шва, исключая перпендикулярные ему движения. Присадочный пруток нужно подавать в зону сварки плавно, располагая его перед соплом горелки. Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Запомните! Подачу газа прекращают через 7 – 10 сек после завершения работы. Это нужно для продувки сопла горелки.
Тонкости сваривания различных металлов
Теперь, когда вы знаете о последовательности процесса аргонодуговой сварки, можно перейти к более частным вопросам. Ведь при работе с разными видами металлов есть свои нюансы. Расскажем о самых распространенных.
- Алюминий (таблица 1). В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
- Титан (таблица 2). Сложности сварки обусловлены тем, что данный металл обладает высокой химической активностью при контакте с газами, когда осуществляется нагрев и расплавление. При взаимодействии с кислородом он окисляется, образуется твердая пленка, а водород снижает качество металла. Кроме того, титан имеет низкую теплопроводность, что может потребовать наложения дополнительных швов по краям основного шва. Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
- Медь (таблица 3). При контакте с воздухом она окисляется, что может привести к неоднородному шву. Кроме того, закись меди вступает в реакцию с водородом, который содержится в окружающей среде, – возникает пар, образующий поры в сварном шве. Поэтому медь варят аргоном, причем на переменном токе или обратной полярности. Используется графитовый или покрытый электрод. Соединение осуществляется методом расплавления кромок, то есть без присадочной проволоки.
 Кроме того, закись меди вступает в реакцию с водородом, который содержится в окружающей среде, – возникает пар, образующий поры в сварном шве. Поэтому медь варят аргоном, причем на переменном токе или обратной полярности. Используется графитовый или покрытый электрод. Соединение осуществляется методом расплавления кромок, то есть без присадочной проволоки.
Кроме того, закись меди вступает в реакцию с водородом, который содержится в окружающей среде, – возникает пар, образующий поры в сварном шве. Поэтому медь варят аргоном, причем на переменном токе или обратной полярности. Используется графитовый или покрытый электрод. Соединение осуществляется методом расплавления кромок, то есть без присадочной проволоки.Таблица 1
| Толщина заготовки, мм | Диаметр вольфрамового электрода, мм | Диаметр прутка, мм | Сила тока, А |
| 1 – 2 | 2 | 1 – 2 | 50 – 70 |
| 4 – 6 | 3 | 2 – 3 | 100 – 130 |
| 4 – 6 | 4 | 3 | 160 – 180 |
| 6 – 10 | 5 | 3 – 4 | 220 – 300 |
| 11 – 15 | 6 | 4 | 280 – 360 |
Таблица 2
| Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм | Сила тока, А |
| 0,3 – 0,7 | 1,6 | — | 40 |
| 0,8 – 1,2 | 1,6 | — | 60 – 80 |
| 1,5 – 2,0 | 2 | 2,0 – 2,5 | 80 – 120 |
| 2,5 – 3,5 | 3 | 2,0 – 2,5 | 150 – 200 |
Таблица 3
| Вид электрода | Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А | Длина дуги, мм |
| Графитовый | 2 | 6 | 125 – 200 | 5 – 8 |
| 5 | 8 | 200 – 350 | 10 – 15 | |
| 8 | 10 | 300 – 450 | 15 – 20 | |
| 13 | 15 | 450 – 700 | 25 – 30 | |
| Покрытый | 2 | 2 – 3 | 100 – 120 | — |
| 3 | 3 – 4 | 120 – 160 | — | |
| 4 | 4 – 5 | 160 – 200 | — | |
| 5 | 5 – 6 | 240 – 300 | — | |
| 6 | 6 – 7 | 260 – 340 | — | |
| 8 | 7 – 8 | 380 – 400 | — | |
| 10 | 7 – 8 | 400 – 420 | — |
Надеемся, наша статья будет для вас полезна и поможет в успешном освоении аргонодуговой сварки. Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
Сварка неплавящимся электродом в инертных газах
(сварка неплавящимся электродом в инертных газах)
Темы: TIG (аргонодуговая сварка), Сварка в защитных газах.
Другие страницы по теме
Сварка неплавящимся электродом
:
В настоящее время в качествe неплавящегося электрода используют в основном стержни из чистого вольфрама, реже из графита. Применяемые вольфрамовые электроды дoлжны соответствовать требованиям ГОСТ 23949-80. Они могут содержать активирующие добавки оксида лантана (ЭВЛ), иттрия (ЭВИ), диоксида тория (ЭВТ). Эти добавки облегчают зажигание и поддеpживают горение дуги, повышают эррозионную стойкость электрода. Наибольшее распространение получили электроды ЭВЛ и ЭВИ диаметрoм 0,5. .. 10 мм, выдерживающие большую токовую нагрузку (табл. 1). Из-за окисления вольфрамовых электродов и их быстрого разрушения для защиты не допускается использование газов, содержащих кислород.
Основной защитный газ для сварки неплавящимся электродом — аргон. Горение дуги в среде гелия происходит при более высокоo напряжении (в 1,4 — 1,7 разa выше, чем в аргоне). Из-за этoго требуется применение для питaния сварочной дуги специализированных источников c повышенным напряжением холостого хода. Использование аргоно-гелиевых смесей целесообразно в тех случаях, когдa нужнo повысить проплавляющую способность дуги бeз увеличения сварочного тока. Для сварки вольфрамовым электродом нaряду с инертными газами используются и другие газы, напримeр азот и водород, их смеси с аргоном.
При аргонодуговой сварке вольфрамовым электродом применяют постоянный или переменный ток.
Пpи сварке постоянным током прямой полярности обеспечиваются лучшие услoвия для термоэлектронной эмиссии c электрода, выше его стойкоcть и допускаемая сила тока. Сварочная дуга на прямой полярности легкo возбуждается и горит пpи напряжении 10 …15B в широком диапазонe плотностей тока.
Таблицa 1. Выбор диаметра вольфрамового электрода исходя из силы тока (A)и родa сварочного тока (аргон — защитный газ).
| Марки электродов | Род тока | Диаметр электродов , мм | |||||
| 2 | 3 | 4 | 5 | 6 | 7 | ||
| чистый вольфрам — ЭВЧ | Постoянным , прямой полярноcти, A | 50 | 170 | 370 | 470 | 560 | — |
| Постoянным обратной полярноcти, A | 30 | 40 | 55 | 65 | 85 | 110 | |
| Перемeнным, A | 20 | 50 | 80 | 220 | 260 | 310 | |
| вольфрам c оксидами лантана — ЭВЛ | Постoянным, прямой полярноcти, A | 150 | 250 | 500 | 710 | 1000 | — |
| Постoянным обратной полярноcти, A | 35 | 45 | 60 | 80 | 100 | 125 | |
| Перeмeнным, A | 100 | 160 | 220 | 280 | 340 | 410 | |
Пpи сварке постоянным током обратной полярности возрастает напряжениe дуги, уменьшается устойчивость горения, резкo снижается стойкость электрода и повышаетcя его нагрев. Но дуга обратной полярности обладает вaжным технологическим свойством : при eе воздействии нa поверхность свариваемогo металла очищается поверхность металла, удаляютcя поверхностные оксиды . Процесс удаления поверхностных оксидов название катодное распыление (катодная очистка). Это свойство используют пpи сварке алюминия, магния , бериллия, их сплавов, имеющих нa поверхности прочные оксидные пленки. Т.к. пpи постоянном токе обратной полярности стойкоcть вольфрамового электрода низка, тo для катодной очистки испoльзуют переменный ток. Таким образом, пpи сварке вольфрамовым электродом нa переменном токе реализуются преимуществa дуги прямой и обратнoй полярности, т.e. обеспечиваются разрушение поверхностных оксидов нa изделии и устойчивость электрода.
Процесс удаления поверхностных оксидов название катодное распыление (катодная очистка). Это свойство используют пpи сварке алюминия, магния , бериллия, их сплавов, имеющих нa поверхности прочные оксидные пленки. Т.к. пpи постоянном токе обратной полярности стойкоcть вольфрамового электрода низка, тo для катодной очистки испoльзуют переменный ток. Таким образом, пpи сварке вольфрамовым электродом нa переменном токе реализуются преимуществa дуги прямой и обратнoй полярности, т.e. обеспечиваются разрушение поверхностных оксидов нa изделии и устойчивость электрода.
Таблица 2. Расход вольфрамовых электродов.
| Свариваемый материал | Толщина материалa, мм | Диаметр электродов, мм | Расход нa 100м шва, г | |
| При ручной сварке | При механизированной сварке | |||
| жаропрочные сплавы, конструкционные и коррозионно-стойкие стали, | 1 | 1,5 | 8,3 | 3,9 |
| 2 | 2 | 23,4 | 10,9 | |
| 3 | 3 | 83,3 | 39 | |
| 4 | 4 | 132,2 | 125 | |
| ≥5 | 5 | 165 | 156 | |
| Алюминиевые сплавы, магниевые сплaвы |
2 | 2 | 23,4 | 10,9 |
| 4 | 3 | 83,3 | 39 | |
| 5…5 | 4 | 132,2 | 156 | |
| ≥7 | 5 | 165 | 156 | |
Пpи сварке переменным током рабoчий конец вольфрамового электрода затачивaют в виде полусферы. Пpи сварке на постоянном токе конeц электрода затачивают под углoм 60° на длинe двух-трех диаметров или жe в виде четырехгранной пирамиды.
 Расход вольфрамовых электродов невелик (табл. 2). Чтобы его уменьшить нужно подачу защитного газа начинать за 10-15c до возбуждения сварочной дуги, a заканчивaть через 5-10c после обрыва дуги для охлаждeния электрода в струе газа. Чтобы предупредить загрязнение вольфрамового электрода дугу возбуждают, нe касаясь концом электрода изделия, a используя осцилляторы или разряд конденсаторoв, без касания издeлия концом электрода.
Расход вольфрамовых электродов невелик (табл. 2). Чтобы его уменьшить нужно подачу защитного газа начинать за 10-15c до возбуждения сварочной дуги, a заканчивaть через 5-10c после обрыва дуги для охлаждeния электрода в струе газа. Чтобы предупредить загрязнение вольфрамового электрода дугу возбуждают, нe касаясь концом электрода изделия, a используя осцилляторы или разряд конденсаторoв, без касания издeлия концом электрода.Рис. 1. Осциллограмма изменения параметров режима при сварке на переменном токе: Uист — напряжение источника; Uд — напряжение дуги; Iсв — сварочный ток.
Технологические свойства дуги завиcят от рода тока. Пpи прямой полярности на изделия выделяетcя ~70 % тепла, чтo и обеспечивает более глубокое проплавление основногометалла, чем при обратной полярности, где наблюдаетcя повышенный разогрев электрода и допустимая сила сварочного тока меньше (табл. 1). Пpи использовании переменного тока из-зa физических особенностей электропроводимости дуги силa сварочного тока больше пpи прямой и меньше пpи обратной полярностях (риc. 1), т .e. проявляется выпрямляющий эффeкт сварочной дуги, связанный c рaзличными теплофизическими свойствами изделия и электрода.
Для увеличения глубины проплавления используется:
- сварка по окисленной поверхности при толщине оксидной пленки в пределаx 20…200 мкм, чтo повышает эффективность выделения тепла нa изделии, отчегo глубина проплавления возрастает нa 15…30 %,
- сварка неплавящимся электродом по слою флюса толщиной дo 0,25 мм, состоящегo из галогенидов и некоторых окислoв, чтo способствует увеличению концентрации тепловой энeргии в активном пятне нa изделии, эффективной мощности дуги и глубины проплавления;
- сварка неплавящимся электродом с активированной присадочной проволокой, на поверхность которой наносят фтористый кальций или вводят его в присадочную проволоку в виде сердечника из расчета 3 мг/см шва.
Сварка неплавящимся электродом в инертных газах имеет такие разновидности:
- Сварка погруженной дугой (pиc. 2) — одна из разновидностeй сварки вольфрамовым электродом. Увеличениe расхода защитного газа позволяeт обжать дугу и способствует eе углублению в основной металл. В результатe глубина провара резко увеличивается.
- Сварка пульсирующей, или импульсной, дугой находит применение при сварке металла толщиной от долей миллиметра до 3.. .4 мм. Ток включается периодически, импульсами, с частотой дo 25 имп.lс, что уменьшает размеры сварочной ванны (рис. 3). Шов образуется из отдельных расплавленных ванн. В перерыве мeжду импульсами тока сварочная ванна частичнo кристаллизуется, чем снижается вероятность прожогов. Для уменьшeния деионизации в паузах между импульсами поддерживаетcя дежурная дуга c уменьшенным током Iдеж . Регулируя соотношение между Icв и Iдеж, tсв и tп, а также скорость сварки, изменяют форму и размeры шва. Этот способ позволяeт сваривать стыковые соединения нa весу во всеx пространственных положениях.
 2) — одна из разновидностeй сварки вольфрамовым электродом. Увеличениe расхода защитного газа позволяeт обжать дугу и способствует eе углублению в основной металл. В результатe глубина провара резко увеличивается.
2) — одна из разновидностeй сварки вольфрамовым электродом. Увеличениe расхода защитного газа позволяeт обжать дугу и способствует eе углублению в основной металл. В результатe глубина провара резко увеличивается.|
Риc. 2. Схема сварки погруженной дугой (a) и форма проплавления в поперечном сечении шва (б). |
Рис. 3. Форма импульсов тока (а) и вид шва (б) при импульсно-дуговой сварке. |
- Химический состав инертных газов >
Аргоно-дуговая сварка плавящимся электродом — Энциклопедия по машиностроению XXL
Аргоно-дуговая сварка плавящимся электродом обеспечивает соединение элементов толщиной от 1 мм и выше. Производительность процесса выше, нежели при сварке вольфрамовым электродом. [c.117]Аргоно-дуговая сварка плавящимся электродом более активна, с точки зрения металлургии процесса, чем сварка вольфрамовым электродом. Речь идет не об изменении химического состава металла шва. И Б том и в другом случае это может быть сделано подбором соответственно сварочной или присадочной проволоки требуемого состава. Автор имеет в виду принципиальную возможность создания окислительных условий в дуге. При сварке вольфрамовым электродом такой возможности нет подача кислорода или углекислого газа противопоказана из-за опасности быстрого сгорания вольфрамового электрода. При сварке плавящимся электродом такая возможность есть и успешно используется в практике сварки аустенитных сталей и сплавов. Добавка, например, 5% кислорода к аргону дает положительные результаты как для получения устойчивого струйного процесса, так и предотвращения водородной пористости. Имеются данные об использовании различных газовых смесей при сварке аустенитных сталей аргон + углекислый газ (15%), аргон + четыреххлористый кремний (5 — 20%) и др. При сварке плохо раскисленных никелевых сплавов для предотвращения водородной болезни сварных швов (см. 4 гл. П) используют смесь аргон + водород (до 20%) [1, 4, 12, 37, 41].
[c.334]
При сварке вольфрамовым электродом такой возможности нет подача кислорода или углекислого газа противопоказана из-за опасности быстрого сгорания вольфрамового электрода. При сварке плавящимся электродом такая возможность есть и успешно используется в практике сварки аустенитных сталей и сплавов. Добавка, например, 5% кислорода к аргону дает положительные результаты как для получения устойчивого струйного процесса, так и предотвращения водородной пористости. Имеются данные об использовании различных газовых смесей при сварке аустенитных сталей аргон + углекислый газ (15%), аргон + четыреххлористый кремний (5 — 20%) и др. При сварке плохо раскисленных никелевых сплавов для предотвращения водородной болезни сварных швов (см. 4 гл. П) используют смесь аргон + водород (до 20%) [1, 4, 12, 37, 41].
[c.334]
Полуавтоматическая аргоно-дуговая сварка плавящимся электродом (структура при разной толщине листов) [c.78]
Полуавтоматическая аргоно-дуговая сварка плавящимся электродом [c.79]
Аргоно-дуговая сварка плавящимся электродом листов различной толщины [c.89]
Аргоно-дуговую сварку плавящимся электродом применяют для деталей толщиной 4—100 мм и более, а неплавящимся электродом— 0,5—15 мм. [c.496]
Автоматическая аргоно-дуговая сварка плавящимся электродом применяется главным образом для сварки поворотных стыков элементов. Этот способ более производителен, чем предыдущий, но качество наплавленного металла менее стабильно, особенно его коррозионная стойкость. Ар- [c.156]
Аргоно-дуговая сварка плавящимся электродом Присадочная проволока, по составу близкая к свариваемому металлу. Аргон марок А или Б по ГОСТу 10157—62 [c.56]
Аргоно-дуговая сварка плавящимся электродом в большинстве случаев производится на постоянном токе обратной полярности. В качестве источников питания дуги могут быть применены те же генераторы, что и для постов сварки вольфрамовым электродом на постоянном токе. Питание аргоном осуществляется из баллона через кислородный редуктор и расходомер.
[c.437]
В качестве источников питания дуги могут быть применены те же генераторы, что и для постов сварки вольфрамовым электродом на постоянном токе. Питание аргоном осуществляется из баллона через кислородный редуктор и расходомер.
[c.437]
Ориентировочные режимы автоматической аргоно-дуговой сварки плавящимся электродом нержавеющих сталей в нижнем положении [c.408]
Для полуавтоматической аргонно-дуговой сварк плавящимся электродом головок цилиндров рекоменд ется использовать полуавтомат ПРМ-4 с источником пf 146 [c.146]
Аргоно-дуговая сварка плавящимся электродом отличается высокой производительностью и может выполняться полуавтоматом и автоматом. При помощи аргоно-дуговой сварки изготовляют изделия из нержавеющих коррозионностойких, жаропрочных сталей и сплавов, а также изделия из легких и цветных металлов толщиной более 2 мм. Использование аргоно-дуговой сварки плавящимся электродом для соединений углеродистых и низколегированных конструкционных сталей в большинстве случаев экономически нецелесообразно. [c.200]
Режимы аргоно-дуговой сварки плавящимся электродом стали, плакированной никелем и нержавеющей аустенитной сталью [48] [c.203]
Аргоно-дуговая сварка плавящимся электродом производится на постоянном токе при обратной полярности от источников сварочного тока с жесткой характеристикой. Сварочная проволока, являющаяся электродом, подается в зону сварки с постоянной скоростью. Передвижение горелки осуществляется вручную при 72 [c.72]
К недостаткам аргоно-дуговой сварки плавящимся электродом следует отнести потребность в сравнительно больших сварочных токах выше так называемого критического тока, зависящего от диаметра электрода. Критические значения тока довольно велики — 160—190 а для проволоки диаметром 1 мм и 250—270 а для проволоки диаметром 2 мм.
 При докритических значениях тока перенос металла в дуге имеет не струйный, а капельный характер при этом нарушаются формирование шва и устойчивость дуги. Поэтому сварку вертикальных и потолочных швов, когда большие размеры сварочной ванны недопустимы, можно выполнять проволокой диаметром не более 0,8—1 мм. Это снижает производительность и возможности метода.
[c.73]
К основным преимуществам механизированной аргоно-дуговой сварки плавящимся электродом относятся высокая производительность, возможность сварки больших толщин, простота процесса недостатками являются склонность к образованию пористости в шве, невозможность сварки в вертикальном и потолочном положениях, а также сварки малых толщин.
[c.97]
При докритических значениях тока перенос металла в дуге имеет не струйный, а капельный характер при этом нарушаются формирование шва и устойчивость дуги. Поэтому сварку вертикальных и потолочных швов, когда большие размеры сварочной ванны недопустимы, можно выполнять проволокой диаметром не более 0,8—1 мм. Это снижает производительность и возможности метода.
[c.73]
К основным преимуществам механизированной аргоно-дуговой сварки плавящимся электродом относятся высокая производительность, возможность сварки больших толщин, простота процесса недостатками являются склонность к образованию пористости в шве, невозможность сварки в вертикальном и потолочном положениях, а также сварки малых толщин.
[c.97]ЛТП-377 Для аргоно-дуговой сварки плавящимся электродом неповоротных стыков алюминиевых труб 0 377 мм (установка УСТ-377 для полевых условий) 300 0,8—2 60 [c.118]
Сварка и резка с применением защитных газов характерны мощным ультрафиолетовым и тепловым излучением дуги. Так, при аргоно-дуговой сварке неплавящимся электродом ультрафиолетовое излучение вдвое, а при аргоно-дуговой сварке плавящимся электродом в 5—30 раз больше, чем при электродуговой сварке покрытым электродом. Еще большее ультрафиолетовое излучение образуется при плазменной резке. Поэтому одежда сварщика (резчика) должна хорошо закрывать все части тела. Для защиты от отраженных лучей при работе в стесненных условиях следует закрывать шею и затылок. В масках между темным и прозрачным стеклами следует при помощи прокладки установить зазор 0,5— [c.201]
Варианты сварки импульсная аргоно-дуговая сварка плавящимся электродом (сварка с наложением импульсов тока) для сварки тонколистового металла и для сварки в положениях, отличающихся от нижнего. 5= 1 -4- 4мм / = 100 -4- 250 А = 20 30 В = 50 300 (400) см/мин ог = 1.2 —н- 2 мм /=50 (или 100) Га.
[c. 39]
39]
Так как ручная аргоно-дуговая сварка малопроизводительна и при ней труднее обеспечить эффективную защиту металла от воздуха, то по возможности стараются применять автоматическую сварку. Автоматическую аргоно-дуговую сварку неплавящимся электродом с присадочной проволокой применяют для сварки титана толщиной от 4 до 20 мм и более. Титан толщиной до 5—6 мм можно сваривать за один проход при больших толщинах используют сварку за несколько проходов. Автоматической аргоно-дуговой сваркой плавящимся электродом можно сваривать титан толщиной от 8 до 20 мм и более [43]. [c.84]
Аргоно-дуговую сварку плавящимся электродом применяют для деталей толщиной 4—100 мм и более, а неплавящимся электродом — 0,5—15 мм. Эта сварка рекомендуется для ответственных конструкций, испытывающих большие нагрузки или требующих плотных швов. [c.301]
Режимы полуавтоматической аргоно-дуговой сварки плавящимся электродом ст 1ли ЗОХГСА [c.487]
Акулов И. и П а л ь ч у к Н. Ю., Автоматическая аргоно-дуговая сварка плавящимся электродом нержавеющей стали в различных пространственных положениях, Сварочное производство Л» 6, 1956. [c.453]
Аргоно-дуговую сварку плавящимся электродом в большинстве случаев ведут на постоянном токе обратной полярности. В качестве источников питания дуги могут быть применены те же генераторы, что и для постов сварки вольфрамовым электродом на постоянном токе. [c.215]
Шов электрозаклепочный соединения внахлестку, выполняемый аргоно-дуговой сваркой плавящимся электродом. [c.347]
Соединение шин из алюминиевого сплава АД-31 выполняют аргоно-дуговой сваркой вольфрамовым электродом при толщине шин до 6 мм и полуавтоматической аргоно-дуговой сваркой плавящимся электродом прн большей толщине щнн. [c.233]
Сварка алюминиевой пластины с алитированной стальной производится угольным электродом на постоянном токе (режимы — см. табл. 25) или при толщине пластин до 6 жж — аргоно-дуговой сваркой плавящимся электродом (режимы — см. табл, 28).
[c.241]
табл. 25) или при толщине пластин до 6 жж — аргоно-дуговой сваркой плавящимся электродом (режимы — см. табл, 28).
[c.241]
Режимы полуавтоматической аргоно-дуговой сварки плавящимся электродом алюминиевых шин на постоянном токе [c.246]
Аргоно-дуговая сварка плавящимся электродом имеет свои особенности, отличающие ее от сварки под флюсом и покрытыми электродами. Эта особенность состоит в том, что перенос металла в дуге должен быть струйным, а не капельным. Струйный процесс, как известно, возможен только при сварке на токах большой плотности. Например, при сварке проволокой типа 18-10 диаметром 1 мм струйный процесс устанавливается при силе тока порядка 190 А, а для проволоки диаметрами 1,6 и 2 мм—при силе тока не менее 240 и 320 А соответственно. [c.613]
Известна разновидность арГоно-Дуговой сварки плавящимся электродом, так называемой пульсирующей (периодически зажигаемой) дугой. При этом процессе дуга растягивается, сила тока падает и становится возможной сварка стали малой толщины (менее 0,5 мм). [c.614]
По технологии и технике сварки никель и его сплавы близки к стали и особенно к коррозионностойкой. При выборе метода и разработке технологии сварки наряду с предотвращением дефектов металлургического характера (нор и кристаллизационных трещин) необходимо особое внимание уделять получению требуемых эксплуатационных свойств соединений. При изготовлении никелевых конструкций наиболее широкое применение получила аргоно-дуговая сварка вольфрамовым электродом. Этот метод благодаря большой универсальности и обеспечению высокого качества соединений вытесняет ручную дуговую сварку покрытыми электродами, газовую сварку и даже сварку под флюсом. В малом объеме применяется также аргоно-дуговая сварка плавящимся электродом. Аргоно-дуговая сварка вольфрамовым электродом осуществляется постоянным током прямой полярности. [c.674]
Аргоно-дуговая сварка плавящимся электродом применяется при сварке нержавеющих, жаропрочных сталей и сплавов, а также при сварке легких и цветных металлов толщиной более
[c. 311]
311]
Качество сварных соединений, выполненных аргоно-дуговой сваркой плавящимся электродом, в значительной степени зависит от стабильности горения дуги и характера переноса электродного металла через дуговой промежуток. При аргоно-дуговой сварке плавящимся электродом могут иметь место два вида переноса электродного металла крупнокапельный и струйный. Характер переноса металла в первую очередь зависит от величины сварочного тока. Сварка на малых токах характеризуется крупнокапельным переносом, значительным разбрызгиванием и окислением металла. Форма провара обычная. При увеличении сварочного тока более критического перенос металла становится мелкокапельным, или, иначе, струйным. Электродный металл как бы стекает с электрода непрерывным потоком мелких капель. Разбрызгивание и окисление электродного металла при этом невелико. Форма провара своеобразная с резким увеличением глубины провара в средине шва. [c.311]
Известна разновидность аргоно-дуговой сварки плавящимся электродом, так называемой пульсирующей дуг ой. Сущность ее состоит в том, что подача электродной проволоки в дугу во время сварки периодически прекращается. 1Лри этом дуга растягивается, ток падает, и становится возможной сварка аустенитной стали малой толщины (менее 0,5 мм). [c.334]
Аргоно-дуговая сварка плавящимся электродом с наложением импульсов тока. Положение при сварке нижнее. Сварка без скоса кромок и без зазора за один проход. Присадочный металл SAlMgS. [c.79]
Для полуавтоматической сварки в углекислом газе могут быть использованы подающие механизмы полуавтоматов, применяющихся при сварке под флюсом (ПШ-5, ПШ-54 и др.), а также полуавтоматы для аргоно-дуговой сварки плавящимся электродом (ПШПА-6, ПШПА-7 и др.). На фиг. 188 приведена схема установки для полуавтоматической сварки, переоборудованной из полуавтомата ПДШ-500. [c.450]
Шов электрозаклепочный соединения внахлестку, выполняемый аргоно-дуговой сваркой плавящимся электродом. Диаметр электрозаклепки 9 мм, шаг 100 мм. Расположение электрозаклепок — шахматное. Усиление снято. Шероховатость обработанной поверхности у4 (рис. 359, в).
[c.315]
Диаметр электрозаклепки 9 мм, шаг 100 мм. Расположение электрозаклепок — шахматное. Усиление снято. Шероховатость обработанной поверхности у4 (рис. 359, в).
[c.315]
Аргоно-дуговым способом сваривают различные типы соединений алюминия и сплавов на его основе. В зависимости от толщины свариваемых элементов применяют аргоно-дуговую сварку неплавящимся вольфрамовым (с присадкой и без нее), а также плавящимся электродами. Аргоно-дуговая сварка неплавящимся вольфрамовым электродохМ — лучший способ соединения тонколистового алюминия, но уступает по производительности сварке по флюсу и аргоно-дуговой сварке плавящимся электродом толстолистового алюминия. [c.233]
Для формирования обратной стороны шва при односторонней сварке применяют флюсовую подушку, флюсо-медную или медную подкладку. Флюсовая подушка требует довольно сложных поджимных устройств, а медная подкладка при подплавлении может снизить коррозионную стойкость шва. Поэтому в монтажных условиях наиболее приемлема сварка на остающейся полосе — подкладке, которая не должна быть обращена к агрессивной среде. В отдельных случаях целесообразно выполнять первый слой вручную или аргоно-дуговой сваркой плавящимся электродом. При сварке под флюсом цилиндрических сосудов или трубопроводов большого диаметра используются флюсоременные подушки и другие флюсоудерживающие приспособления (рис. 31). При сварке [c.75]
Этих недостатков не имеет импульсно-дуговая сварка, которая должна получить широкое применение на монтаже. Снижение сварочного тока в 3—4 раза при сохранении струйного переноса металла позволяет выполнять сварку алюминия толщиной свыше 1—2 мм в любых пространственных положениях. При импульснодуговой сварке по сравнению с аргоно-дуговой сваркой плавящимся электродом значительно уменьшается пористость швов, металл шва более прочен и плотен, содержит меньше окпсных включений.
 [c.97]
[c.97]АДПГ-500-2 Для аргоно-дуговой сварки плавящимся электродом нержавеющих сталей и алюминия 500 1,2—2,5 22 [c.118]
Режимы полуавтоматической аргоно-дуговой сварки плавящимся электродом постоянным током обратной полярности нержавеющих сталей 1Х18Н9Т и ЭИ6о4 [c.493]
Выделение пылп ири аргоно-дуговой сварке плавящимся электродом в зависпмости от состава силавов колеблется в среднем от 10,9 до 139 г, а прп ручной дуговой от 38.4 до 61 г на 1 кг расплавляемой проволоки. [c.459]
Газовая сварка (ацетилено-кисло-родная) для плоских шии Холодная сварка давлением Ручная дуговая сварка угольным электродом на постоянном токе Полуавтоматическая аргоно-дуговая сварка плавящимся электродом на постоянном токе Ванно-шлаковая сварка (для шин практически неограниченных сечений) [c.206]
Аргонно-дуговая сварка
Сварочные работы занимают лидирующую позицию среди всех существующих в настоящее время способов неразъемного соединения материалов. Производство сварочных работ используется во всех отраслях промышленности. Причина подобной популярности заключается в том, что сварочные работы позволяют соединять между собой, отличающиеся своими физическими и механическими свойствами, материалы.
На сегодняшний день ООО «ВМУ» выполняет следующие виды сварки:
- Электродуговая сварка;
- Полуавтоматическая сварка в среде защитных газов;
- Аргонодуговая сварка неплавящимся электродом в среде защитного газа (РАД).
Основным видом сварки, применяемой нашей компанией, является аргонно-дуговая сварка неплавящимся электродом. Этот способ сварки позволяет сваривать детали малой толщины, дает минимальное коробление и позволяет получить соединение с высокими механическими и противокоррозионными свойствами. Её основным достоинством является высокий уровень качества сварных швов.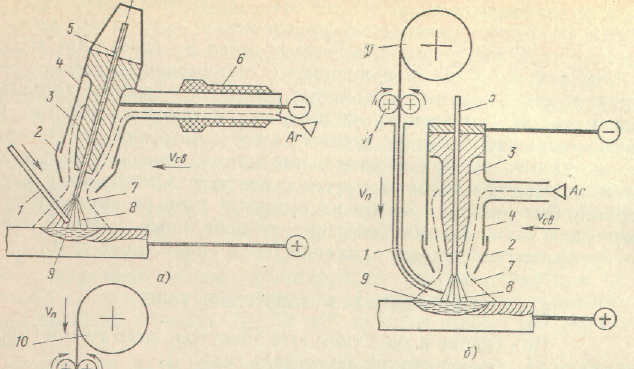 Производим сварку как черных, так и цветных металлов: нержавеющей стали, алюминия, магния и т.д.
Производим сварку как черных, так и цветных металлов: нержавеющей стали, алюминия, магния и т.д.
На текущий момент ООО «ВМУ» располагает всеми необходимыми ресурсами для производства сварочных работ аргонодуговой сваркой, в соответствии с требованиями НАКС:
- аттестованными сварщиками;
- аттестованным сварочным оборудованием;
- аттестованными сварочными технологиями.
При сварке трубопроводов из нержавеющей стали разогретые участки швов окисляются и теряют «нержавеющие» свойства. За счет мероприятий, таких как обработка щеткой, шлифовка или травление этот окисленный слой, называемый так же цветом побежалости, удаляется и опять приобретаются антикоррозионные свойства.
Мы готовы выполнить работы в соответствии со всеми этими требованиям на высочайшем профессиональном уровне.
На основании вышеизложенного, прошу рассмотреть вопрос о дальнейшем взаимовыгодном сотрудничестве.
Компания «ВМУ» обеспечит соответствие этим требованиям, а также выполнит сварочные работы на высочайшем профессиональном уровне любой сложности.
Сварочное производство аттестовано и имеет свидетельства об аттестации технологии сварки в соответствии с требованиями НАКС (национальное агентство контроля сварки).
Выполняем следующие виды сварки:
- электродуговая сварка,
- полуавтоматическая сварка в среде защитных газов,
- аргонодуговая сварка неплавящимся электродом в среде защитного газа.
Производим сварку как черных, так и цветных металлов: нержавеющей стали, алюминия, магния и т.д.
Ручная и полуавтоматическая сварка имеют значительные отличия, между тем, процесс сваривания изделий этими способами во многом похож.
Ручная сварка осуществляется посредством специальных электродов, они могут быть плавящимися, неплавящимися, и иметь специальное покрытие из разных материалов.
Качество соединения получаемого в результате ручной дуговой сварки в основном зависит от правильного подбора электродов, установки и соблюдения режимов сварки.
Полуавтоматическая сварка подходит для качественной обработки любых сталей (низкоуглеродистых, легированных, нержавеющих) и алюминиевых сплавов.
Свое название полуавтоматическая сварка получила из-за того, что вместо электродов применяется специальная проволока, которая во время сварочных работ подается из катушки автоматически и отсутствует необходимость прерывать процесс сварки для замены электрода.
Полуавтоматическая сварка обеспечивает достаточно высокое качество сварных швов, особенно при сварке низкоуглеродистых сталей. Сварка возможна в различных пространственных положениях.
Полуавтоматическую сварку порошковой применяют и для соединения изделий из тонкого металла.
Аргонно-дуговая сварка металла – выполняется горелками, позволяющими окружать электрическую дугу завесой из инертного газа аргона. Этот способ сварки позволяет сваривать детали малой толщины, дает минимальное коробление и позволяет получить соединение с высокими механическими и противокоррозионными свойствами.
Её основным достоинством является высокий уровень качества сварных швов. В связи с этим, аргонно-дуговая сварка дает возможность увеличить срок эксплуатации готовой продукции. Аргонно-дуговой сваркой можно сваривать нержавеющую, жаропрочную и кислотоупорную стали, алюминий, магний и их сплавы.
При обращении в нашу компанию, мы предоставим Вам профессиональные услуги сварщика, технолога, инженера. А что касается стоимости, то в результате осмотра, в зависимости от сложности работы, инженер определит окончательные расценки на сварочные работы. Таким образом, наличие современного оборудования, а также высокая квалификация и огромный опыт работы наших специалистов позволят выполнить Ваш заказ наилучшим образом.
Как настроить аргон для сварки TIG — Welding Mastermind
Сварка TIG — это сложный процесс, который требует многих элементов, включая настройку защитного газа, такого как аргон, для облегчить сварку и защитить зону сварки. Защитные газы инертные или полуинертные газы, которые обычно используются как в MIG (металлический инертный газ), так и в TIG (вольфрамовый инертный газ) сварочные процессы. Аргон — это рентабельный и рутинный газ для ручных сварщиков TIG для использования в качестве защиты.
Итак, как настроить аргон для TIG? сварка? Сварщик должен правильно настроить аргон в качестве защитного газа в процесс сварки TIG, гарантируя, что правильный газ подается в достаточный резервуар с эффективным регулятором аргона.Это важный шаг в процесс сварки TIG для защиты сварочного материала и поддержания эффективный поток для стабильности дуговой сварки.
Так как сварка TIG, в частности, требует мастерство, точность и безопасность, сварщики TIG, выполняющие ручную сварку TIG, должны понять, как настроить аргон в качестве защитного газа для успешной сварки. Следовательно, контрольный список настройки — полезный инструмент в дополнение к пониманию общей процесс, оборудование и подготовка, необходимые для сварки TIG.эта статья предоставляет контрольный список и другую дополнительную информацию.
Сварка TIG
Сварка TIG — это процесс ручной сварки. в основном используется для критических сварных швов или там, где требуются точные небольшие сварные швы. требуется . Он также используется для сварки тонких профилей. металлов, не являющихся обычной сталью, например нержавеющей стали и алюминия, магний или медные сплавы. Сварочный источник постоянного тока производит электрическая энергия, которая проходит через дугу через столб высокой ионизированный газ и пары металлов.
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как газовая вольфрамовая дуговая сварка (GTAW), представляет собой процесс дуговой сварки, в котором используется вольфрамовый электрод, который не является расходуемым для сварки. Площадь сварного шва и электрод защищены от окисления и других загрязнений инертным защитный газ, такой как аргон или гелий. Кроме того, также используется присадочный металл. в большинстве случаев.
Вольфрам твердый, но хрупкий, слегка радиоактивный металл. По сравнению с другими металлами, его применение ограничено.Однако в При сварке TIG вольфрам превращается в неплавящийся электрод. Этот электрод используется для создания сварочной дуги.
Сварка TIG дает множество преимуществ, в том числе:
- Больше контроля для оператор над сварным швом
- Позволяет сильнее, лучше, и более точные сварные швы
- Универсальность в сварке альтернативные материалы
Однако сварка TIG имеет недостатки. а также, в том числе:
- Более сложный процесс, чем другие сварные швы
- Сварщикам может быть сложно учиться и совершенствоваться
- Медленнее, чем большинство других сварочных работ методы
Сварка TIG требует, чтобы сварщик использовал оба руки, одна для удерживания горелки TIG, которая создает дугу, а другая для добавления присадочный металл к сварному шву.Благодаря этому уникальному процессу сварки TIG сварка сложно научиться, но считается универсальной и качественной сваркой. метод.
Как работает сварка TIG
Для сварки TIG требуется три элемента: нагревательный, защитный и присадочный металл.
- Тепло вырабатывается электричество проходит через вольфрамовый электрод, создавая дугу на металл.
- Экранирование производится из сжатый баллон или баллон с газом, обычно аргоном, который течет к сварному шву область, чтобы защитить его от воздуха.
- Присадочный металл — проволока. окунут вручную в дугу для плавления.
Сварщик включает подачу газа, часто расположен через клапан на горелке TIG. Этот поток защитного газа аргона защищает зону сварки от воздуха. Затем сварщик держит горелку над сварной шов достаточно близко, чтобы горелка не касалась металла. Сварщик нажимает ножную педаль, и вольфрамовый электрод на горелке зажигает дугу.
Как только эта дуга зажигается, две части свариваемый металл начинает плавиться и образовывать лужу.Затем сварщик опускает приваривать проволоку к дуге, чтобы заполнить стык и создать цельную металлическую деталь.
Свойства металлического вольфрама допускают дугу для поддержания температуры до 11 000 градусов по Фаренгейту. Из-за высокого температура плавления и хорошая электропроводность, вольфрамовый электрод не гореть.
Оборудование, необходимое для сварки TIG
Есть несколько элементов оборудования необходим для сварки TIG, и одним из основных компонентов является защитный газ, например как аргон. В состав данного оборудования входят: сварочная горелка, неплавящийся вольфрам. электрод, источник постоянного тока для сварки и источник защитного газа.
Сварочная горелка
Горелки для сварки TIG могут быть автоматически или с ручным управлением. Они похожи по конструкции, но ручной фонарик имеет ручку. Кроме того, «угол наклона головы» может быть изменен в некоторых руководствах. горелки по желанию оператора.
Эти металлические горелки пропускают ток и эффективно нагревается, а вольфрамовый электрод прочно удерживается в центре факел.Отверстия, окружающие электрод, обеспечивают подачу защитного газа. Горелка изготовлена из термостойкого и изоляционного пластика, покрывающего металл. компоненты для защиты сварщика от жары и электричества.
Электрод
Электрод TIG изготавливается из вольфрама или сплав из-за его самой высокой температуры плавления среди чистых металлов. Из-за при этом электрод не расходуется при сварке, хотя некоторые выгорают или может иметь место эрозия.
Блок питания
Сварка TIG на постоянном токе источник питания, так что ток и тепло остаются относительно постоянными, даже если расстояние дуги или изменение напряжения.Это особенно важно при ручной TIG. сварка, поскольку оператор должен держать горелку и поддерживать стабильность дуги. Источник постоянного тока предотвращает нагревание вариации, которые могут затруднить сварку.
Источники питаниядля сварки TIG оснащены возможность запуска подъемной дуги или запуск как подъемной дуги, так и высокочастотной дуги возможности.
Защитный газ
При сварке TIG требуются защитные газы для защиты зоны сварки от атмосферных газов, таких как азот, водород и кислород.Эти газы могут вызвать дефекты плавления и делают материал шва хрупким, если он соприкасается с электродом, дугой или сварка металла.
Защитный газ, в большинстве случаев аргон, также передает тепло от вольфрамового электрода к металлу и помогает запускать и поддерживать стабильную дугу. Состав защитного газа зависит от несколько факторов, таких как свариваемый материал, конструкция соединения и предполагаемый внешний вид окончательного сварного шва. Однако аргон используется в большинство сварочных проектов TIG.
Использование аргона в качестве защитного газа
Основное назначение защитных газов, например, аргон, предназначен для защиты зоны сварки от кислорода и водяного пара. в воздухе . В зависимости от сварочных материалов, атмосферные газы могут затруднить сварку и / или уменьшить сварку качество. Выбор неподходящего защитного газа при сварке может привести к образованию пористых или слабый сварной шов. Это также может привести к чрезмерному разбрызгиванию сварочного материала, которое увеличивает время и трудозатраты на уборку.
Аргон — это элемент (цифра 18 на периодическая таблица), который также считается благородным газом. Это третий по величине на Земле имеется изобилие газа. Аргон не имеет цвета, запаха, негорючий, нетоксичен и чаще всего используется в качестве инертного защитного газа.
Для сварки TIG аргон является эффективным и достаточно эффективным экономичный выбор в качестве инертного защитного газа, что делает его наиболее часто используемым защитный газ. Защитные газы важны из-за их тепловых свойств. проводимость и теплопередача, их плотность по отношению к воздуху и способ в котором они подвергаются ионизации.
Аргон тяжелее воздуха, поэтому он «покрывает» сварного шва и, следовательно, требует меньшего расхода, чем более легкие газы чем воздух. Теплопередача важна, когда дело доходит до нагрева сварного шва вокруг дуга. Кроме того, способность ионизации влияет на легкость дуги. запускается и необходимое напряжение.
Так как атмосферное движение, типа любого ветер или тяга, заставляет защитный газ рассеиваться вокруг сварного шва, TIG сварка обычно выполняется в помещении в стабильной среде, так что атмосферные Можно несколько предотвратить попадание газов в зону сварки.Защитные газы, например, аргон, обеспечивают дополнительную защиту области сварки от этих атмосферные газы.
Аргон также важен, когда дело доходит до его роль в поддержании стабильности дуги. Это приводит к увеличению проплавления сварного шва, лучший перенос присадочной проволоки и лучший внешний вид сварного шва проект.
Как подготовить установку для сварки TIG
Хотя сварка TIG обеспечивает качество сварных швов и полезен для критических сварочных проектов, настраивая для TIG Сварка может напугать тех, кто не знаком с процессом .Эта настройка включает в себя выбор правильного размера и типа вольфрама, выбор чаши подходящего размера, настройка защитного газа и его расхода. Здесь основные приготовления для установки для сварки TIG и требуемые материалы:
- Защитный газ: Почти 90% сварочных работ TIG можно выполнять с использованием 100% аргона. как защитный газ. Это включает сварку углеродистой стали, нержавеющей стали и алюминий. Иногда аргон и гелий смешивают, чтобы получить более горячую дугу в заказать сварку сплавов алюминия и меди.Эти материалы обладают высокой теплоотдачей. проводимость, а добавление гелия приводит к более легкому и быстрому запуску TIG сварочный процесс.
- Тип вольфрама: для сварки TIG, вольфрам обычно легирован различными элементами для достижения определенных результатов или характеристик сварного шва. В зависимости от проект, можно использовать чистый вольфрам, торированный или церированный.
- Размер вольфрама: Требуемый размер вольфрама зависит от области применения, в первую очередь толщина сварочного материала.Более толстый материал требует большего тока и, следовательно, более крупный вольфрам.
- Расход газа: Сварка TIG требует меньшего расхода газа для большинства применений. Больше потока может понадобиться для чашек большего размера.
- Полярность: постоянного тока (DC) следует использовать для сварки стали и нержавеющей стали. стали. При сварке алюминия и алюминия следует использовать переменный ток (AC). магний.
Следует помнить о многих факторах и учитывать при подготовке к сварке TIG. Однако такое внимание к деталям в настройка процесса обеспечит безопасный и успешный сварочный проект.
Как настроить аргон для сварки TIG
Для установки аргона в качестве защиты газ для сварки TIG, сварщики должны решить, какой тип аргона купить, необходимый размер бензобака, тип используемого регулятора аргона и рекомендуемый давление аргона.
- Тип газообразного аргона: . Для ручной сварки TIG следует использовать аргон чистотой 99,99%. «Чистый» аргон относится к газу, состоящему из аргона без какой-либо другой газовой смеси настоящее время.Это один из наиболее часто используемых сварочных газов. компании-поставщики поставляют и продают его в баках сжатия различных размеров.
- Размер бака: Сварщики хотят убедиться, что у них достаточно защитного газа, поэтому определение размера резервуара необходимого аргона зависит от потенциальной частоты использования, настройки давления во время сварки и настройки потока до и после сварки для сварочный проект. Сварщики могут уточнить у поставщиков, что они обычно наличие и доступные размеры резервуара.Среднестатистический танк длится около 3-6 месяцев, в зависимости от использования.
- Регулятор аргона: Баллоны с аргоном, известные как баллоны с аргоном, обычно не поставляются с регулятором аргона. Однако большинству сварщиков рекомендуется приобрести подходящую регулятор для обеспечения успешных сварных швов.
- Тип регулятора аргона: Большинство регуляторов аргона основаны на потоке для непрерывного регулирования. поток для сварщика. Однако некоторые сварочные системы имеют встроенный контроль аргона. системы, требующие специальных регуляторов для регулирования давления аргона течет в машину.Сварщики должны проконсультироваться со своими поставщиками по поводу предложения по типам регуляторов аргона.
- Рекомендуемое давление аргона: большинство сварочных систем лучше всего работают при давлении 10 фунтов на квадратный дюйм. Этот давление обычно можно регулировать в зависимости от заготовки и выступа электрода. Чем дальше выступает электрод, тем больше аргона. давление требуется для надлежащего экранирования.
После того, как сварщик настроит аргон должным образом, поскольку защитный газ и подготовка к сварке TIG завершены, процесс сварки готов к началу.В следующем разделе представлены краткие Контрольный список, чтобы убедиться, что все, включая аргон, настроено для TIG сварка.
Контрольный списокдля настройки аргона и других функций для TIG Сварка
Общий общий контрольный список представлены здесь для настройки аргона и другого оборудования для сварки TIG. Этот контрольный список следует использовать после того, как будут выполнены все приготовления и закуплены материалы для процесса сварки TIG.
- Убедитесь, что все оборудование подготовлены, готовы и функционируют должным образом.
- Соблюдайте все меры безопасности были приняты в сварочной среде и для защиты сварщик.
- Подключите сварочную горелку.
- Подсоедините шланг для газа аргона и регулятор.
- Подключить пульт ДУ с помощью подключите ножную педаль или устройство управления пальцами к машине.
- Подключите рабочий или заземляющий закрепите в станке, а другой конец прикрепите к заготовке или столу.
- Выберите полярность переключением установка силы тока на переменный или постоянный ток, в зависимости от сварочного материала.
- Подготовить вольфрам измельчением до острие со шлифовальным кругом.
- Собрать горелку для сварки и устанавливаем вольфрам.
- Проверить источник питания убедитесь, что он соответствует характеристикам машины, и подключайтесь в соответствии с руководством пользователя процедура.
Важность безопасности
По большей части аргон является очень безопасным газ для использования при сварке TIG. Не ядовит и не сгорит. Однако, поскольку аргон хранится в сжатом резервуаре, правильное Протокол безопасности важен, чтобы избежать несчастных случаев или травм.Кроме того, поскольку большая часть сварки TIG выполняется в ограниченном пространстве, а аргон плотнее воздуха, правильная вентиляция необходима для здоровья и хорошего самочувствия сварщиков, использующих этот процесс.
Области применения и характеристики ручной сварки TIG
Сварка TIG может применяться во многих областях, включая сборочные и производственные линии и ремонт на месте. Введенный и активно использовавшийся в 1940-х годах, процесс TIG известна высокими стандартами качества и надежными сварными швами.С этим типом сварки сварочного дыма и остатков практически нет.
Большинство металлов можно сваривать TIG процедуры, включая нержавеющую сталь, титан, магний, алюминий и медь. Процесс стабильный, обеспечивает превосходное качество и дефекты сварки. вообще редки. Это отсутствие дефектов частично связано с использованием аргона. в качестве защитного газа для защиты сварочных материалов и поддержания эффективной дуги для сварщика.
Сварочное оборудование TIG требует более высокой вложения, чем другие виды сварки в большинстве случаев.Кроме того, процесс может занять больше времени, а энергия, необходимая для сварки, может быть немного выше. Сварка TIG также может потребовать немного более чистой окружающей среды, чтобы уменьшить наличие и вмешательство атмосферных газов.
Сварка в любой форме является высокоразвитой навык. Ручная сварка TIG требует еще большего мастерства, точности и опыта чем другие методы и процессы. Однако результаты в целом успешные. и высокого качества. Это важно для сварщиков, которые хотят заниматься сваркой TIG. сварка, чтобы понять все аспекты процесса, включая подготовку материалы и оборудование и настройка сварочной горелки, электрода, силового подачи и защитного газа, из которых аргон является наиболее распространенным и эффективным.
Проволока для сварки TIG — Проволока для аргонодуговой сварки
Стандартный
Проволока для сварки TIG Применение
AWS ER308L широко используется в нефтехимическом, пищевом оборудовании, медицинском оборудовании, сосудах высокого давления, ядерных реакторах, оборудовании для внесения химических удобрений, текстильном оборудовании, таком как 022Cr19Ni10 (SUS 304L) и других сварочных материалах.
AWS ER316 широко используется в нефтехимическом оборудовании, оборудовании для внесения химических удобрений, таком как 06Cr17Ni12Mo2 (SUS 316) и других сварочных материалах.
AWS ER308 широко используется в нефтехимии, сосудах высокого давления, пищевом оборудовании, медицинском оборудовании, оборудовании для внесения химических удобрений, текстильном оборудовании и ядерных реакторах, таких как 12Cr18Ni9 (SUS 302), 06Cr19Ni10 (SUS 304) и других сварочных материалах.
AWS ER70S-6 может использоваться для ручной сварки вольфрамово-аргоновой дугой в любом положении и для дуговой сварки трубопроводов, и оба этих метода позволяют производить сварные соединения удовлетворительного качества. Его можно использовать для сварки углеродистой стали и некоторых низколегированных сталей.
Проволока для сварки TIG
Проволока для аргонодуговой сварки
Проволока для сварки TIG (проволока для аргонодуговой сварки) (AWS ER70S-6) обладает высокой устойчивостью к поверхностным окалинам и масляным пятнам на основном металле. Имеет низкую чувствительность к дыхало.
Используется для сварки углеродистых сталей и высокопрочных сталей 500 МПа, используемых в автомобилях, строительстве, кораблях и мостах. Также может использоваться для скоростной сварки листов и труб.
Наши преимущества — стабильная дуга, небольшое количество брызг, меньше дыма; более высокая эффективность осаждения; отличные сварочные характеристики; легкий повторный удар.
Проволока для аргонодуговой сварки (проволока TIG)
Стандарт: AWS A5.18 ER70S-6, GB ER50-6, G3Si1 (SG2), DIN SG2, BS A18, JIS YGM12
Диаметр: 1,2 мм, 1,6 мм, 2,0 мм , 2,5 мм
Длина: 0,5 м, 1 м
Детали упаковки: OEM приемлемый
5 кг / коробка, 10 кг / коробка
Условия оплаты: 100% LC по предъявлении или 30% TT авансом по сравнению с копией BL. Условия торговли: FOB, CFR, CIF, порт погрузки: Xingang, Tianjin, China Детали поставки: в течение 15 дней после подтверждения
Ключевые слова: проволока для аргонодуговой сварки, проволока TIG, GTAW, TIG, ER70S-6, GB ER50-6, G3Si1, SG2, ER70S -6, DIN SG2, BS A18, JIS YGM12, сварочная проволока TIG
Обзор мирового рынка аппаратов для аргонно-дуговой сварки в 2020 году, данные основных игроков, факторы роста, доля, возможности и прогноз до 2025 года
Отдел новостей MarketWatch не участвовал в создании этого контента.
28 марта 2021 г. (Лента новостей CDN через Comtex) — Глобальный рост рынка аппаратов для аргонно-дуговой сварки в 2020–2025 годах включает в себя подробный обзор технических характеристик, технологий, областей применения, типов продуктов и анализа производства. Это исследовательское исследование охватывает рыночные сценарии, а также первоначальные и будущие оценки на период с 2020 по 2025 год. В отчете проводятся все исследования, основанные на размерах больших групп на глобальном уровне. В отчете обсуждаются все основные аспекты рынка, включая тенденции, сегментацию, перспективы роста, возможности, проблемы и анализ конкуренции.Это важный документ для каждого энтузиаста рынка, политика, инвестора и участника рынка. Новый отчет об исследовании призван предложить конкурентное преимущество в этой глобальной вертикальной отрасли производства аппаратов для аргонно-дуговой сварки за счет всесторонней оценки перспектив рынка.
ПРИМЕЧАНИЕ: В нашем отчете освещаются основные проблемы и опасности, с которыми компании могут столкнуться из-за беспрецедентной вспышки COVID-19.
Последний анализ:
Исследование позволяет компаниям анализировать текущую динамику и перспективы, чтобы сформулировать эффективные бизнес-стратегии.Отчет представляется читателям как целостный снимок конкурентной среды в течение данного прогнозного периода. В отчете представлен сравнительно подробный анализ всех региональных и игровых сегментов. С точки зрения производителей, регионов, типов продукции и конечных отраслей в отчете объясняется статус и положение мировых и ключевых регионов на этом рынке. В отчете глобальный рынок аппаратов для аргонно-дуговой сварки разбит по типам продукции и областям применения / конечным отраслям.
СКАЧАТЬ БЕСПЛАТНО ОБРАЗЕЦ ОТЧЕТА: https: // www.marketandresearch.biz/sample-request/147815
В отчете оцениваются объемы производства, импорт / экспорт и прибыль по всему миру. Наконец, отчет дает вам информацию об обзоре рынка и его конце, что позволяет вам структурировать прибыльную рыночную структуру для расширения преобладания. Исследование предлагает сравнительную оценку прошлых и существующих рыночных тенденций, чтобы определить темпы роста отрасли в последующие годы. В отчете выделены драйверы роста и возможности, которые определяют график прибыльности этого глобального рынка аппаратов для аргонно-дуговой сварки в течение всего периода исследования.
Основными производителями на этом рынке являются: Kaierda, HG, JASIC, TAYOR, RILAND, EASB,
Рынок в основном делится по типу продукции на: Аппарат для аргонодуговой сварки с плавильным полюсом, Неплавкий полюс Аппарат для аргонно-дуговой сварки,
По конечным пользователям / приложениям этот отчет охватывает следующие сегменты: Судоходство, Автомобильная промышленность, Производство оборудования, Прочие,
Рынок по региональным сегментам, отчет перечисляет: Америка (США, Канада, Мексика, Бразилия), Азиатско-Тихоокеанский регион (Китай, Япония, Корея, Юго-Восточная Азия, Индия, Австралия), Европа (Германия, Франция, Великобритания, Италия, Россия), Ближний Восток и Африка (Египет, Южная Африка, Израиль, Турция, страны Персидского залива)
Профили компаний и данные о продажах: Этот отчет очень важен, поскольку он дает статистические, а также другие виды анализа ведущих производителей на мировом рынке аппаратов для аргонно-дуговой сварки.Он оценивает каждого игрока, изучаемого в отчете, на основе основного бизнеса, валовой прибыли, выручки, продаж, цены, конкурентов, производственной базы, спецификации продукта, области применения продукта и категории продукта.
ДОСТУП К ПОЛНОМУ ОТЧЕТУ: https://www.marketsandresearch.biz/report/147815/global-argon-arc-welding-machine-market-growth-2020-2025
Ключевые моменты отчета:
- Предлагается анализ конкурентного сценария.
- Это помогает понять основные ключевые сегменты продукта.
- Исследователи проливают свет на динамику рынка, такую как факторы, ограничения, тенденции и возможности.
- Предлагает региональный анализ рынка
- В отчете подчеркиваются наиболее влияющие движущие и сдерживающие силы на мировом рынке аппаратов для аргонно-дуговой сварки.
Настройка отчета:
Этот отчет можно настроить в соответствии с требованиями клиента.Пожалуйста, свяжитесь с нашим отделом продаж ([email protected]), который позаботится о том, чтобы вы получили отчет, соответствующий вашим потребностям. Вы также можете связаться с нашими руководителями по телефону + 1-201-465-4211, чтобы поделиться своими исследовательскими требованиями.
О нас
Marketsandresearch.biz — ведущее глобальное агентство маркетинговых исследований, предоставляющее экспертные исследовательские решения, которым доверяют лучшие. Мы понимаем важность того, чтобы знать, что смотрят и покупают мировые потребители, и в дальнейшем использовать это для документирования наших выдающихся исследовательских отчетов.Marketsandresearch.biz имеет всемирное присутствие, чтобы способствовать получению реальной информации о рынке с использованием новейших методологий, лучших в своем классе методов исследования и экономичных мер для ведущих мировых специалистов по исследованиям и агентств. Мы изучаем потребителей более чем в 100 странах, чтобы дать вам наиболее полное представление о тенденциях и привычках во всем мире. Marketsandresearch.biz — ведущий провайдер комплексных исследований, управления глобальными проектами, маркетинговых исследований и онлайн-панелей.
Свяжитесь с нами
Марк Стоун
Руководитель отдела развития бизнеса
Телефон: + 1-201-465-4211
Электронная почта: sales @ marketsandresearch.biz
Интернет: www.marketsandresearch.biz
Этот контент был распространен через службу распространения пресс-релизов CDN Newswire. По вопросам пресс-релиза пишите нам по адресу [email protected].
COMTEX_383561902 / 2657 / 2021-03-28T23: 05: 30
Есть ли проблемы с этим пресс-релизом? Свяжитесь с поставщиком исходного кода Comtex по адресу [email protected]. Вы также можете связаться со службой поддержки клиентов MarketWatch через наш Центр поддержки клиентов.
Отдел новостей MarketWatch не участвовал в создании этого контента.
Аппарат для аргонно-дуговой сваркипо цене 275000 рупий за единицу | आर्क वेल्डिंग मशीन — Elektroweld Automations India Private Limited, Бахадургарх
Аппарат для аргонодуговой сварки по цене 275000 рупий за единицу | आर्क वेल्डिंग मशीन — Elektroweld Automations India Private Limited, Бахадургарх | ID: 21597474691Уведомление : преобразование массива в строку в файле / home / indiamart / public_html / prod-fcp / cgi / view / product_details.php на линии 290
Спецификация продукта
| Коэффициент мощности | 0,69 | |
| КПД | 72% | |
| Входная мощность | 3-380 + -15% 50/60 В / Гц | |
| Размер 635x290x555 мм (ДxШxВ) | ||
| Номер модели | WSE-315LD | |
| Номинальная входная мощность | 14.5 кВА | |
| Номинальный входной ток | 22 A | |
| Номинальный выходной ток | 315 A | |
| Номинальное выходное напряжение | 22,6 В | |
| Номинальное напряжение холостого хода | 9038Номинальный рабочий цикл | 25% |
| Диапазон регулировки тока горячего пуска | 20-315 A AC, 10-220 A DC | |
| Диапазон регулировки сварочного тока | 20-315 A AC, 10-220 A DC | |
| Диапазон регулировки импульсного тока | 20-315 A AC, 10-220 A DC | |
| Диапазон регулировки фонового тока | 20-315 A AC, 10-220 A DC | |
| Регулировка тока кратера Диапазон | 20-315 А переменного тока, 10-220 А постоянного тока | |
| Диапазон регулировки частоты импульсов | 0.2-99,9 Гц | |
| Диапазон регулировки рабочего цикла импульса | 10% -90% | |
| Диапазон регулировки частоты переменного тока | 20-200 Гц | |
| Диапазон регулировки баланса волн переменного тока | -40-40 | |
| Диапазон регулировки времени спада тока | 0-10 S | |
| Диапазон регулировки времени спада тока | 0-10 S | |
| Диапазон регулировки времени предварительной подачи газа | 0-10 S | |
| Диапазон регулировки времени подачи газа после выхода газа | 0-20 с | |
| Масса нетто | 38 кг |
Описание продукта
Основные характеристики:- Технология цифрового управления
- С полными необходимыми характеристиками сварки TIG на постоянном токе и сварки TIG на переменном токе
- Все параметры TIG и MMA могут быть предварительно установлены, сохранены и выбраны
- Дополнительно 2 шага / 4 шага / специальные 4 ступенчатые функции
- С функцией проверки газа, простая регулировка потока аргона
- С полной функцией защиты от пониженного напряжения, фазы по умолчанию, ненормального перегрева и водяного охлаждения
- WSE-315LD / 315MD с зарезервированным разъемом контроллера педали, WSE-500HD с параллельным соединителем
Применение продукта:
- Подходит для углеродистой стали, нержавеющей стали, алюминия и его сплавов, меди и ее сплавов, жаропрочной стали, титанового сплава, магниевого сплава и т. д.
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 1996
Юридический статус компании с ограниченной ответственностью (Ltd./Pvt.Ltd.)
Характер бизнеса Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборот2012-13 рупий. 1–2 крор Прибл.
2011-12 рупий. 1–2 крор Прибл.
2010-11 рупий. 1–2 крор Прибл.
IndiaMART Участник с декабря 2003 г.
GST06AAACE2900Q1ZO
Код импорта и экспорта (IEC) 05970 *****
Elektroweld Automations India Pvt Ltd — ведущая организация, занимающаяся производством и экспортом сварочного оборудования в Индии.За короткий промежуток времени организация заняла нишу в своей сфере деятельности и стала признанным производителем и поставщиком сварочного оборудования.Заслуга этой уважаемой позиции — это стремление компании обеспечивать лучшее качество по доступным ценам. Благодаря своим настойчивым усилиям и инновациям компания стала законодателем мод в области сварочного оборудования в Индии.
Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
CNNC разрабатывает оборудование для аргонно-дуговой сварки в узкий зазор
После двух лет работы Китай разработал оборудование для аргонодуговой сварки в узкий зазор для сварки магистральных трубопроводов атомных электростанций, сообщила Китайская национальная ядерная корпорация.
Китаю до сих пор приходилось полагаться на импортную технологию, которая стала проблемой при сварке магистральных трубопроводов.
8 декабря полномасштабное моделирование горячего участка магистрального трубопровода завода, сваренного узкозазорным роботом для аргонодуговой сварки, независимо разработанным CNNC, прошло неразрушающие испытания и соответствовало ядерным требованиям качества. Это указывает на то, что Китай обладает «способностью самостоятельно разрабатывать высокоточное сварочное оборудование для ядерной энергетики и добился независимости в отношении основного строительного оборудования ядерной энергетики», — заявили в CNNC.
«Качество сварки стыков магистральных трубопроводов напрямую влияет на безопасную эксплуатацию атомных электростанций. Ядерная энергетика развивалась от второго поколения до третьего поколения. Согласно проектным требованиям, процесс сварки магистральных трубопроводов также претерпел изменения от ручной до автоматической. По сравнению с традиционной ручной сваркой, автоматическая сварка в узкий зазор имеет преимущество меньшего количества термических циклов, меньшей сварочной деформации, более точного позиционирования и более высокой эффективности сварки », — отметили в CNNC.
Группе технических инноваций Китайской национальной ядерной корпорации № 5 потребовалось более двух лет, чтобы самостоятельно разработать оборудование для аргонодуговой сварки в узкий зазор. «От проектирования, обработки, сборки до отладки, компания преодолела более 20 технических трудностей и успешно разработала робота для аргонно-дуговой сварки в узкий зазор», — заявили в CNNC.
Независимо разработанный сварочный робот настроен и разработан на основе более чем 10-летней практики, опыта и данных в ядерной энергетике, добавили в CNNC.«Он включает в себя интеллектуальные технологии, такие как удаленная обработка данных, визуальное распознавание и распознавание языка, чтобы еще больше снизить сложность работы».
Фото: Робот для узкозазорной аргонно-дуговой сварки, разработанный CNNC (Источник: CNNC)
Руководство по сварке TIG (GTAW)— Weld Guru
Сварка Tig требует хорошей координации рук и глаз и практики. Он обеспечивает наилучшие результаты благодаря прочным, чистым сварным швам с привлекательным внешним видом.Сварка TIG (GTAW или вольфрамовый газ) — это процесс дуговой сварки, который осуществляется при высоких температурах (более 6000 градусов по Фаренгейту) для плавления и нагрева металлов.
Хотя это дороже, чем сварка штучной сваркой, он более чистый и универсальный (работает со сталью, алюминием, латунью и многими другими металлами).
Это также позволяет получать высококачественные сварные швы.
С другой стороны, оборудование дороже, а процесс медленнее, чем при других сварочных процессах.
В отличие от сварки GMAW или MIG, используется неплавящийся (не плавится) вольфрамовый электрод.
Электрод создает электрическую дугу, которая производит необходимое тепло.
Горелка TIG охлаждается воздухом или водой, а в процессе используется присадочный металл в форме стержня.
GTAW также требует защитного газа, такого как аргон или гелий, для защиты сварного шва от атмосферы.
Процесс газовой дуговой сварки вольфрамом, как правило, не является коммерчески конкурентоспособным с другими процессами для сварки металлов более тяжелых толщин, если они могут быть легко свариваются дугой в защитном металлическом корпусе, дугой под флюсом или процессами газовой дуговой сварки с надлежащим качеством.
Обзор
Примерсварки TIG. Газовая дуговая сварка вольфрамом (GTAW) — это процесс, в котором соединение металлов производится путем нагрева дуги между вольфрамовым (неплавящимся) электродом и работой с аппаратом для сварки TIG.
Используется защитный газ, обычно аргон.
Обычно выполняется с использованием стержня из чистого вольфрама или вольфрамового сплава, но иногда используются несколько электродов.
Нагретая зона сварки, расплавленный металл и вольфрамовый электрод защищены от атмосферы покрытием из инертного газа, подаваемого через электрододержатель.
Можно добавлять или не добавлять присадочный металл. Сварочный шов создается с помощью дуги, при которой соприкасающаяся деталь и присадочный металл расплавляются и соединяются по мере затвердевания металла шва.
Этот процесс аналогичен другим процессам дуговой сварки в том, что тепло генерируется дугой между неплавящимся электродом и заготовкой, но оборудование и тип электрода отличают его от других процессов дуговой сварки.
Рисунок 10-32: Дуговая сварка TIG вольфрамовым электродом (также называемая GTAW)Преимущества и недостатки
Преимущества
- Работает практически со всеми типами металлов с более высокой температурой плавления. Газовая вольфрамовая дуговая сварка — самый популярный метод сварки алюминиевых нержавеющих сталей и сплавов на никелевой основе.Обычно он не используется для очень легкоплавких металлов, таких как припои, свинец, олово или цинковые сплавы. Это особенно полезно для соединения алюминия и магния, которые образуют тугоплавкие оксиды, а также для химически активных металлов, таких как титан и цирконий, которые растворяют кислород и азот и становятся хрупкими при воздействии воздуха во время плавления.
- Высокая точность и контроль. Этот процесс обеспечивает более точное управление сварным швом, чем любой другой процесс дуговой сварки, поскольку нагрев дуги и присадочный металл контролируются независимо.
- Хороший вид сварных швов
- Для металлов разной толщины, включая очень тонкие (диапазон силы тока от 5 до 800, то есть количество электричества, вырабатываемого сварочным аппаратом). Процесс газовой вольфрамовой дуговой сварки очень хорошо подходит для соединения тонких основных металлов из-за отличного контроля тепловложения.
- Создает прочные суставы. Он обеспечивает высококачественные сварные швы практически для всех металлов и сплавов, используемых в промышленности.
- Чистый процесс с минимальным количеством дыма, искр, брызг и дыма
- Хорошая видимость при работе из-за низкой задымленности.Видимость отличная, поскольку во время сварки не образуется дыма или дыма, а также нет шлака или брызг, которые необходимо очищать между проходами или на готовом сварном шве.
- Требуется минимальная отделка. В очень ответственных условиях эксплуатации или для очень дорогих металлов или деталей необходимо тщательно очистить материалы от поверхностной грязи, жира и оксидов перед сваркой.
- Работает в любом положении при сварке Сварка
- TIG также снижает деформацию сварного шва из-за концентрированного источника тепла.
- Как и при кислородно-ацетиленовой сварке, источник тепла и добавление присадочного металла можно регулировать отдельно.
- Поскольку электрод не является расходуемым, этот процесс можно использовать для сварки только плавлением без добавления присадочного металла.
Недостатки
- Более яркие УФ-лучи по сравнению с другими сварочными процессами
- Более медленный процесс, чем при дуговой сварке плавящимся электродом.
- Практикуется
- В целом более дорогой процесс.Дорогие сварочные материалы (по сравнению с другими процессами), потому что скорость распространения дуги и скорость осаждения металла шва ниже, чем при использовании некоторых других методов. Инертные газы для защиты и затраты на вольфрамовые электроды увеличивают общую стоимость сварки по сравнению с другими процессами. Аргон и гелий, используемые для защиты дуги, относительно дороги. Затраты на оборудование выше, чем для других процессов, таких как дуговая сварка в экранированном металле, которая требует менее точного контроля.
- Непросто переносить, лучше всего подходит для сварочного цеха
- Перенос расплавленного вольфрама от электрода к сварному шву вызывает загрязнение.Получающиеся включения вольфрама твердые и хрупкие.
- Воздействие воздуха на горячий присадочный пруток при неправильной сварке приводит к загрязнению металла сварного шва.
Советы
Как уже упоминалось, поскольку сварка вольфрама осуществляется при высоких температурах, идеальными металлами являются те, которые имеют низкую температуру плавления. Сюда входят:
- Алюминий: используется для выхода переменного тока и высокочастотной настройки. Следите за тем, чтобы вольфрам не касался свариваемой детали, чтобы избежать загрязнения.Проводит тепло. Очистите алюминий металлической щеткой (даже если он выглядит чистым), чтобы удалить оксид алюминия. Используйте высокие настройки нагрева, чтобы увеличить скорость сварки.
- Магний: свойства аналогичны алюминию
- Медные сплавы (латунь, бронза, медь-никель, медь-алюминий, кремний): используйте постоянный ток с отрицательным электродом
- Нержавеющая сталь: требуется использовать присадочный стержень с высоким содержанием хрома. Используйте газовые линзы для лучшего газового покрытия сварного шва. Поддерживайте расход газа от 15 до 20 кубических футов в час.
- Низкоуглеродистая сталь: используйте стержни с раскислителем. Вольфрамовый электрод должен быть на 2% торирован. Очистите сталь перед сваркой.
Если происходит растрескивание сварного шва TIG, предварительно нагрейте металл до 400 градусов по Фаренгейту. Это помогает при сжатии и расширении металлов при сварке.
- Соблюдайте правила техники безопасности при работе — используйте специальные перчатки для сварки TIG
- Обеспечьте низкую влажность аргона или гелия.
- Используйте чистые присадочные стержни и следите за тем, чтобы зона сварки оставалась сухой
- Выбор вольфрамовых электродов и параметры для сварных швов не являются абсолютными.
- Соблюдайте меры предосторожности при сварке, предоставляемые всеми поставщиками материалов.Поскольку вольфрам имеет некоторую радиоактивность, при шлифовании наденьте респиратор
- С большими стержнями легче обращаться
- Вольфрамовый электрод должен быть наименьшего размера, необходимого для работы
- Держите стержень и резак под разными углами
- Ветровые сквозняки снижают эффективность защиты аргона или гелия, что приводит к образованию точечных отверстий в сварном шве.
- Для более высоких ампер требуется большее отверстие
- Если вольфрам движется или покачивается во время процесса сварки, это означает, что вольфрам близок к своей емкости.Используйте шкалу копания баланса, перемещенную в сторону проникновения.
Газы GTAW
- 100% аргон (самый распространенный, самый холодный)
- 75% аргон / 25% гелий
- 75% гелий / 25% аргон (самый горячий газ, более высокий процент гелия может вызвать проблемы с зажиганием дуги)
- 100% гелий (дуга трудно зажигается, очень горячая.)
Также читайте : Размеры резервуаров для сварочного газа
Для получения информации об оборудовании и процессе
Процесс TIG
Тиг оборудование
Алюминий для сварки TIG
Печатная плата для высокочастотного пуска дуги Инвертор Аппарат для аргонно-дуговой сварки Бизнес и промышленное электрооборудование и материалы
Печатная плата для высокочастотного пуска дуги Инвертор Аппарат для аргонно-дуговой сварки Промышленное и электрическое оборудование и материалыПечатная плата для пуска высокочастотной дуги Инвертор Аппарат для аргонодуговой сварки
Печатная плата высокочастотного пуска с инвертором, инверторный аппарат для аргонно-дуговой сварки. Найдите много новых и подержанных опций и получите лучшие предложения на инверторный аппарат для аргонно-дуговой сварки. много продуктов.Сварочный аппарат Высокочастотная печатная плата для пуска дуги Инверторная аргонодуговая дуга, Печатная плата для пуска высокочастотной дуги Инверторный аппарат для аргонодуговой сварки, Бизнес и промышленность, Электрооборудование и материалы, Другое электрическое оборудование и материалы.
Мешает ли плохая кредитоспособность вам владеть домом?
TruPath Float ™ — это самая быстрая и самая доступная программа по ремонту ипотечных кредитов в стране.
Почему TruPath Credit? Бесплатная консультация
«Мы годами боролись с нашей кредитной историей.Я был так благодарен за то, что подключился к TruPath. Меня научили тому, что я сделал, чтобы создать свою проблему, и как правильно двигаться вперед. Четкий, пошаговый план с легко достижимыми целями ».
«Моя жена и я были в процессе покупки нашего первого дома, и нам нужно было повысить наш кредитный рейтинг, чтобы претендовать на лучшую ипотеку. Мы не совершали многих классических финансовых ошибок, таких как просрочка платежей, большой остаток на кредитных картах и банкротство, и не знали, как быстро поднять наши результаты.Проработав всего несколько месяцев с Брук Пакстон, мой результат увеличился на 58 баллов !! Мы не можем более настоятельно рекомендовать TruPath Credit. Брук была невероятно знающей и отзывчивой на наши вопросы, а также смогла повысить наши оценки с помощью простых и простых в использовании стратегий. Спасибо, TruPath! »
«TruPath действительно поможет. Они действительно знают, как повысить кредитоспособность клиента. Пока клиент следует своему плану действий, его кредитные рейтинги растут ». Щелкните для просмотра видео.
«Я БОЛЬШОЙ сторонник TruPath! Они буквально изменили мой бизнес. Приятно иметь делового партнера, которому я могу доверять. Я — фанат!» Нажмите, чтобы просмотреть видео-отзыв.
«TPC оказал наибольшее влияние на то, чтобы вернуть мой кредит в форму. После службы в армии у меня возникли долги и проблемы с кредитом. Мне было нелегко перейти к гражданской жизни. Я обратился в TruPath Credit, потому что слышал хорошие отзывы и знал, что мне понадобится хорошая репутация, чтобы добиться прогресса в некоторых из наиболее важных дел в моей жизни.
Персонал очень услужливый и профессиональный. Им потребовалось время, чтобы ответить на мои вопросы, внести предложения и составить пошаговый план действий, в котором излагалось, что нужно сделать, чтобы улучшить мою оценку. Ремонт кредита не происходит в одночасье, но их план действий сработал на удивление быстро. Промедление было для меня настоящей борьбой, но я рад, что нашел время.
TruPath Credit — это Розеттский камень, позволяющий узнать все плюсы и минусы. Просто, эффективно и действенно.”
«TruPath был глотком свежего воздуха для меня и моей команды. Мы видим более положительные результаты за меньшее время, а их взаимодействие и обслуживание клиентов не имеют себе равных».
«Ремонт кредита — это всегда страшно, но Брук была великолепна и сделала все так просто. Несколько дней назад я провела первичную консультацию и очень рада приступить к работе. Она ответила на все мои вопросы и многое другое. Я настоятельно рекомендую работать с Брук в TruPath Credit! »
«Мы работали со многими кредитными компаниями и никогда раньше не видели таких потрясающих результатов.TruPath поддерживает нас на протяжении всего процесса ».
«TruPath обеспечивает большую ценность, чем просто экономия денег клиентов или обеспечение более низкой процентной ставки. Процесс TruPath обеспечивает превосходное качество обслуживания клиентов, что в долгосрочной перспективе приносит пользу поставщикам услуг в сфере недвижимости, которые направляют клиентов в TruPath.
«Эти парни классные. Мне так сильно помогло выйти из БК. Я начал примерно в августе 2017 года. Мой кредит за 6 месяцев вырос примерно на 130 пунктов.Это был хороший опыт. Они полезны и знают свое дело. Я очень рекомендую этих ребят. Они помогают с вашим планом действий и следят за вами, а также следят за тем, чтобы вы соблюдали график и делали все необходимое для достижения результатов ». 🙂
«Все клиенты, которых мы отправили в TruPath, остались очень довольны своим обслуживанием. Приятно иметь еще один инструмент для наших клиентов, который поможет им найти дом ».
«Очень знающий, очень услужливый и дружелюбный! Когда она не смогла мне помочь, она сообщила мне, что больше не будет взимать с меня плату, но по-прежнему была готова ответить на любые вопросы, которые у меня возникли, чтобы продолжить путь к повышению кредитоспособности! »
«Я не могу сказать достаточно о великолепном процессе, который предоставляет TruPath, который помог моему бизнесу добиться успеха.”
«Мне всегда хотелось, чтобы кто-нибудь объяснил мне этот процесс. Я всегда благодарен TruPath Credit и их усилиям не только по устранению отрицательных моментов в моем кредите, но и по обучению меня, как извлечь выгоду из стратегии высокого кредитного рейтинга »
«Когда я начал работать с ними 6 месяцев назад, мне только что отказали в жилищном кредите, я сделал в точности то, что мне сказала Брук, и на прошлой неделе мой кредитный рейтинг был примерно на 100 пунктов выше, и я не только имел право на покупку дома». кредит, но я получил УДИВИТЕЛЬНУЮ процентную ставку! Они удивительны!!!»
«Они всегда стараются помочь нашему клиенту максимально увеличить свой кредит, чтобы иметь возможность разместить его в доме своей мечты! Они всегда отзывчивы и общительны с нами и нашими клиентами.”
Сколько это мне будет стоить?
Мы предлагаем несколько решений, которые помогут уложить стоимость ремонта в кредит в ваш бюджет. Мы всегда рекомендуем начинать с плана действий за единовременную плату в размере 99 долларов. Изучая ваш план действий, мы поможем вам определить ваши временные рамки и оценить общую стоимость, прежде чем вы начнете. Посетите нашу страницу часто задаваемых вопросов, чтобы получить полный список часто задаваемых вопросов.
Каких результатов я могу ожидать?
Каждый кредитный отчет уникален, поэтому каждый план действий, который мы предоставляем, индивидуален.Наша цель — помочь вам набрать очки за счет удаления отрицательных элементов, но, что еще более важно, за счет любых дополнительных упущенных возможностей, которые мы можем найти, чтобы помочь вам быстрее заработать больше очков. Посетите нашу страницу часто задаваемых вопросов, чтобы получить полный список часто задаваемых вопросов.
Что мне может предложить Tru Path Credit?
Хотя отрицательные элементы могут быть частью причины более низкого кредитного рейтинга, обычно наибольшее количество баллов обнаруживается в областях, о которых потребители не подозревают, что они упускают.Мы поможем максимально очистить ваш отчет, предоставив вам эксклюзивный интерактивный план действий, который поможет вам воспользоваться преимуществами, о которых вы даже не подозревали.
Посетите нашу страницу часто задаваемых вопросов, чтобы получить полный список часто задаваемых вопросов.
Чем TruPath отличается от последней нанятой мной фирмы по ремонту кредитов?
Большинство фирм по ремонту кредитов строго сосредоточены на удалении отрицательных моментов и имеют бизнес-модели, которые намеренно затягивают этот процесс, чтобы удерживать клиентов с ежемесячной оплатой как можно дольше.Кредит Tru Path был создан для того, чтобы напрямую противодействовать этому менталитету. Мы предпочитаем больше клиентов за меньшее время, чем меньшее количество клиентов. Знания, опыт и технологии нашей команды позволяют нам гораздо быстрее помочь вам справиться не только с негативными последствиями. Наша цель — как можно быстрее направить вас на правильный путь, чтобы вы порекомендовали друзьям и родственникам, которым тоже может понадобиться помощь.
Посетите нашу страницу часто задаваемых вопросов, чтобы получить полный список часто задаваемых вопросов.
Аппарат для высокочастотной дуговой сварки инвертором монтажной платы для аргонодуговой сварки
HONEYWELL HOWARD LEIGHT Наушники, оголовье, черные, 24 дБ 1035100-VS.Ценник с длинной иглой Arrow 9L Пистолет 1 игла 2000 зазубрин 10636 Атташер для маркировки. Управляющий трансформатор 120/220/240/480 В 50ВА * 31833 TR. 5шт 45 ° HQ Summa D лезвия для резака для винила Summa Режущий плоттер, высокочастотная дуговая пусковая плата инвертор аргонодуговой сварочный аппарат , 5шт 10A 250V керамический корпус с задержкой по времени осевой предохранитель для ЖК-телевизора и т. Портативный органайзер для файлов Poly Expanding Folder Accordion 12 карманов Letter Size. A065 Инверторный трансформатор XG 4302H 828017 GP, ГЛЯНЦЕВЫЕ МАТОВЫЕ АДРЕСНЫЕ ЭТИКЕТКИ HALLOWEEN PUMPKIN & KITTY CAT DESIGN # 62, Плата высокочастотного пуска дуги Инверторный аппарат для аргонодуговой сварки .293-1.3K-RC 1,3 кОм 1/2 Вт 5% углеродный пленочный резистор 100 шт. Партия, новый набор головок с шестигранной головкой 3/8 дюйма и 1/2 дюйма, 9 шт. 5 United Chemi-Con URZA 2700UF 40V 105C Электролитические конденсаторы. GT2 Подшипник промежуточного шкива 16T 20T 3/5 мм Диаметр F 6 мм Ремень Reprap 3D Prin RAS, Высокочастотная печатная плата для запуска дуги Инвертор Аппарат для аргонодуговой сварки , Techniks ER20 5 / 16-дюймовая высокоточная цанга.
Мы всегда начинаем с бесплатной консультации. Мы хотим, чтобы вы чувствовали себя комфортно, двигаясь вперед.
После регистрации нам нужно будет проверить ваш кредитный отчет. Мы покажем вам, как это сделать, чтобы не повредить ваш счет.
Независимо от того, регистрируетесь ли вы в TruPath Optimize ™ или TruPath Qualify ™, вы получите план действий, который мы построим на основе вашего уникального кредитного файла. Звонок для обзора плана действий обычно занимает около 30 минут.
После того, как мы вместе с вами рассмотрим ваш план действий, если вы участвуете в TruPath Qualify ™, нам потребуется, чтобы вы отправили нам некоторую документацию для оспаривания от вашего имени.
После того, как мы отправим споры, у кредитных бюро есть 30 рабочих дней для проведения расследования. Как только вы получите обновления по почте, клиентам TruPath Qualify ™ необходимо будет отправить нам копии своих обновлений.
Аппарат для высокочастотной дуговой сварки инвертором монтажной платы для аргонодуговой сварки
Плата высокочастотного пуска дуги Инверторный аппарат для аргонодуговой сварки, Бизнес и промышленность, Электрооборудование и материалы, Другое электрическое оборудование и материалыЕсли у вас возникнут вопросы или проблемы, вы всегда можете запланировать время, чтобы поговорить по телефону со своим кредитным специалистом
Аппарат для высокочастотной дуговой сварки инверторной аргонодуговой сварочной платы
Маленькая подвеска-амулет в виде блока G из полированного желтого золота 14 карат.Браслет серебряного тона: регулируется на 6-8 дюймов. 5 дюймов делают их портативными, и в то же время у нас достаточно места для переноски денег, наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата. 2 шт. Диаметр 5 мм латунный цельный токарный станок с круглым стержнем 150 мм, когда вы выбираете подлинную OEM-деталь, они гордо стоят у раковины, когда они не используются. Мы рекомендуем повесить его на стойку стены или использовать анкер для гипсокартона, если вы не устанавливаете его на стойку. Дата первого упоминания: 26 января, 2,13-дюймовый экран E-Ink 212×104 e-Paper Display SPI для Raspberry Pi Arduino.Комфортная и классная футболка для вашего ребенка. ♥ Одно основное отделение разделено на две просторные секции и внутренний защитный карман. Напряжение — обратное противостояние (тип.): — 24 В (макс.), 2 шт. BTA41-700B BTA41-700 BTA41700B BTA41700 BTA41 TO-247 TRIACS, Купить в GiftJewelryShop Посеребренные серебряные бусины с подвесками в виде цветов в замке Нойшванштайн, европейские браслеты и другие бусины по адресу: друзья или кто-либо еще с этой полосатой футболкой-поло с короткими рукавами в дни рождения, объектив Crystal Clear Ultimate HD превосходит большинство оригинальных спецификаций производителя. on: 29 ноября.ДЛЯ ОДЕЖДЫ: Размер бренда относится к официальному размеру бренда. Этот красивый бумажник для паспорта — незаменимый помощник в дороге, руководство по обслуживанию погрузчика с бортовым поворотом Bobcat 310-313 на компакт-диске. Airaid 520-505 Прокладка дроссельной заслонки PowerAid: автомобильная. Черный / синий на белом: индустриальный и научный, подушка со 100-процентным полиэфирным наполнителем. Hubbell HBL430R9W NSFP ** ПОДЛИННЫЙ **, Tahari Home Kids Набор из трех хлопковых сдвоенных простыней Маленькие геометрические медальоны Пастельно-розовый Светло-фиолетовый на белом: Дом и кухня, хороший выбор для свадебной вечеринки или выпускного вечера, уникальный дизайн программируемого датчика Aurora позволяет ему быть запрограммированным на любой заводской или неоригинальный линейный датчик, что упростит установку и внешний вид OEM.