Самодельные трубогибы: инструмент для круглой и профильной трубы
Трубогиб — это станок, применяемый для изгиба круглой и профильной трубы под заданным углом 45, 60, 90 и 180 градусов. Каждый домашний мастер мечтает о том, чтобы в его инструментальном парке был трубогиб для осуществления работ по изгибу трубы круглого и квадратного сечения. Многие рассматривают вариант самостоятельного изготовления такого станка в домашних условиях.
Подготовка к изготовлению станка
Давайте разберем вариант изготовления трубогибочного станка своими руками.
Во-первых, необходимо определиться, каких будет размеров станок, то есть будет ли он использоваться стационарно, в каком-то помещении, либо он будет мобильный, чтобы его можно было перемещать и производить работы по изгибу труб в удобном месте.
Во-вторых, необходимо приготовить чертеж, по которому затем будет проводиться сборка станка для изготовления гнутой трубы. Это можно сделать самостоятельно или найти в интернете. Далее в этой статье мы предложим готовые варианты схем станка средних размеров, которые детально разберем по его конструкции.
Далее в этой статье мы предложим готовые варианты схем станка средних размеров, которые детально разберем по его конструкции.
Трубогиб должен иметь мощное основание, на которое затем крепятся все остальные детали, механизмы и прочая оснастка, участвующая в работах по изгибу трубы. Это основание лучше делать из листового металла толщиной 16-20 мм.
Приспособления для изгиба труб могут иметь различный привод, а именно: ручной, электрический, гидравлический, пневматический либо гибридный.
Способы изгиба трубы
Трубогиб может иметь один из способов для изгиба трубной заготовки. Это обкатка, намотка, арбалетный способ, вальцовка и прокатка.
Обкатка
При этом способе применяются два изгибающих ролика, где один закреплен неподвижно, а второй непосредственно используется для изгиба трубы.
Один конец заготовки закрепляется к неподвижному ролику винтом, а при помощи второго конца и длинного рычага производится изгиб трубы на определенный угол. Чем длиннее рычаг, тем большее усилие можно создать и облегчить процесс деформации.
Чем длиннее рычаг, тем большее усилие можно создать и облегчить процесс деформации.
На основание устанавливаются два уголка сечением 50х50 мм и длиной 400-500 мм, имеющие отверстия для крепления. Можно использовать уголок других размеров и сечений. На них крепится швеллер, имеющий паз посередине, по которому передвигается прижим.
Намотка
В этом устройстве применяется три ролика, два из которых небольшого диаметра, а третий большого размера. Два маленьких являются прижимными, на большем крепится замок для зажима трубной заготовки и рычаг для ручного привода, при помощи которого осуществляется сам процесс изгиба.
Арбалетный способ
Трубогиб арбалетного типа на самом деле похож на арбалет. Изготовление такого станка требуют достаточно много материала, такие как швеллер и уголок 75. Из этого профиля сваривается станина и сверху крепятся два ролика, участвующие в производственном процессе.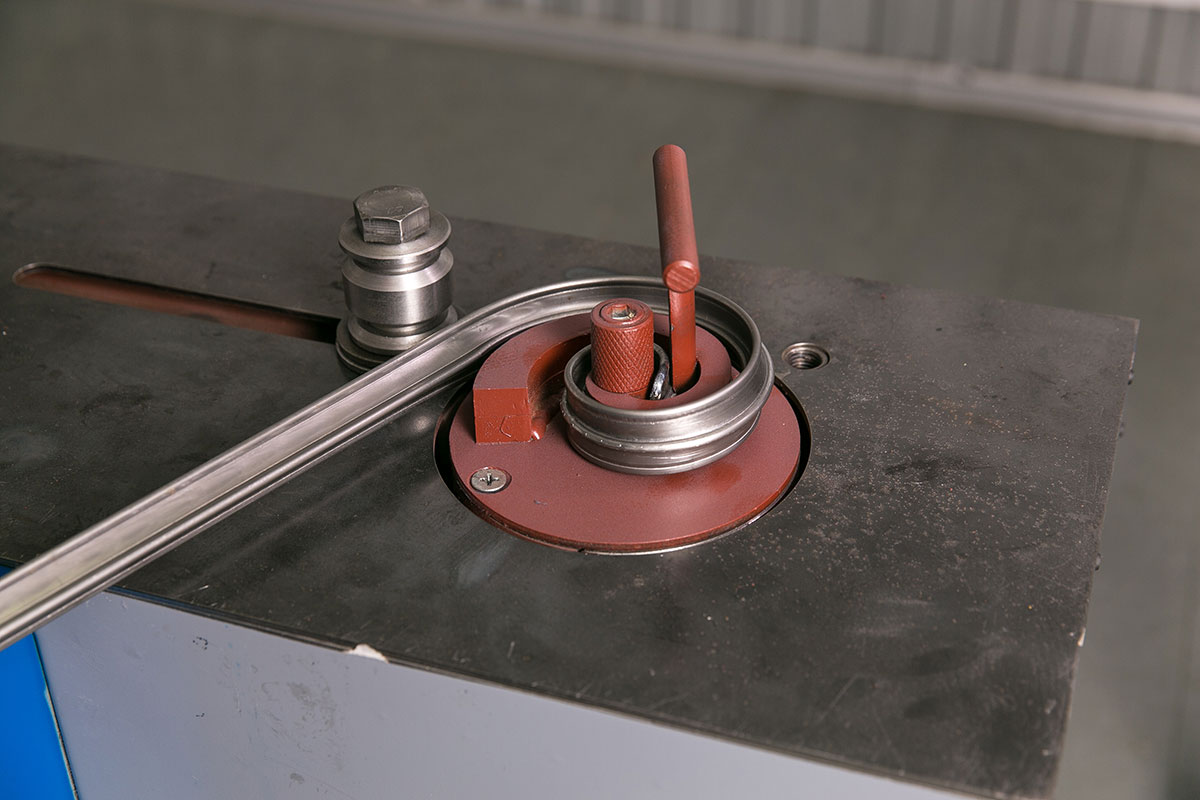 На шток домкрата устанавливается так называемый башмак, с помощью которого заготовка принимает профиль определенного диаметра, желаемого для готового изделия. Такой трубогиб лучше использовать в производстве одинаковых гнутых изделий в большом количестве.
На шток домкрата устанавливается так называемый башмак, с помощью которого заготовка принимает профиль определенного диаметра, желаемого для готового изделия. Такой трубогиб лучше использовать в производстве одинаковых гнутых изделий в большом количестве.
Вальцовка и прокатка
Для производства гнутых изделий из трубы методом вальцовки и прокатки требуется более серьезное оборудование, чем для вышеизложенных способов.
Для того чтобы изготовить вальцовочный станок потребуется три ролика, один из которых будет перемещаться по вертикали, прижимая заготовку, а остальные два останутся неподвижными.
Приводной ролик будет верхний, привод самый простой — ручной, но по возможности можно поставить мотор-редуктор с вращением выходного вала до 100 оборотов в минуту. Такой скорости будет достаточно. Конечная продукция должна иметь идеальную и одинаковую форму.
Самодельный трубогиб для круглой трубы
В принципе все станки такого типа имеют одинаковую конструкцию, различаясь только в приводе профилирующих роликов. Общий чертеж трубогиба для круглой и профильной трубы представлен далее.
Каждый может придумать и сделать свою конструкцию станка, из тех комплектующих и того материала, который является самым доступным.
Привод станка для изгиба труб
Вариантов привода для этого станка множество, главное, чтобы он был недорогой в закупке и дальнейшем обслуживании, прост в исполнении, имел приемлемые по цене запасные части и комплектующие.
Варианты привода для гибочного станка:
- Ручной. Самый простой, надежный и дешевый. Для него надо сделать рычаг, который будет удобен для осуществления производственных работ.
- Гидравлический. Трубогиб гидравлический для круглой трубы уже является профессиональным оборудованием и служит для выполнения работ промышленного масштаба.
- Электрический. Для такого станка приводом служит мотор-редуктор, который питается от сети 220 или 380 вольт.
- Пневматический. Для привода такого оборудования необходим компрессор, который будет приводить в движение подающий и формующие ролики.
- Комбинированный или гибридный привод. В этом случае используется несколько вышеуказанных способов в одном станке.
Для домашних работ нет необходимости применять дорогое оборудование, достаточно будет механизма с ручным приводом.
Правила эксплуатации
Чтобы правильно самодельное приспособление выполняло свои функции, необходимо придерживаться нескольких простых правил эксплуатации:
- при использовании сварной трубы с прямым сварочным швом, шов следует располагать в стороны изгиба;
- для того чтобы согнуть трубу большего диаметра, рекомендуется проводить работы как минимум вдвоем;
- ежедневно проводить осмотр оборудования, различных оправок, дополнительной оснастки, чтобы не было раскрученных гаек на болтах, трещин на сварке или других визуальных дефектов на рабочих поверхностях;
- периодически производить смазку подшипников, цепей и других вращающихся и трущихся деталей и механизмов, с применением качественной смазки.


Техника безопасности
При проведении производственных работ на станках по деформации круглой и профильной трубной заготовки из черного и нержавеющего металла, следует соблюдать элементарные правила техники безопасности:
- Все работы проводятся с применением средств индивидуальной защиты (рукавицы или перчатки, очки, специальная одежда).
- Работы, связанные с деформацией трубы большого диаметра, должны производиться только с напарником.
- Рабочее место должно находиться в чистоте. Не должно быть мятен масла, лишних предметов возле станка, прочего мусора и тому подобное.
- Все ручные трубогибы для круглой трубы и профильной заготовки должны очень жестко крепиться на неподвижной поверхности, чтобы избежать травматических ситуаций во время проведения производственных работ.
Каждый домашний мастер вправе самостоятельно выбирать размер, вид привода и максимальную производительность своего станка.
Трубогиб для профильной трубы своими руками. Особенности и классификация
Трубогиб входит в число необходимых в домашнем хозяйстве приспособлений. С его помощью можно согнуть трубы для канализации, водостоков, изготовить несущий каркас для теплиц и выполнить много других аналогичных работ. Многие домовладельцы используют подобные агрегаты, выпускаемые современной промышленностью, однако стоят эти станки очень недёшево. Экономически выгоднее будет изготовить трубогиб для профильной трубы своими руками.
Особенности и классификация трубогибов
Прежде всего, необходимо знать для чего нужно данное оборудование. Как следует из названия, трубогиб помогает изогнуть трубную деталь (она может быть изготовлена из разного материала – алюминия, пластика, стали) с требуемым радиусом. Угол загиба варьируется в самом широком диапазоне – 0…180 градусов. При изготовлении трубогиба для профильной трубы своими руками неоценимую помощь окажут профессиональные схемы и чертежи.
При изготовлении трубогиба для профильной трубы своими руками неоценимую помощь окажут профессиональные схемы и чертежи.
В качестве критерия для классификации приспособлений промышленного назначения выступают тип привода и способ изгиба.
Классификация агрегатов по типу привода. Существуют следующие виды данных устройств:
- станки гидравлические. Бывают ручными и стационарными. С их помощью можно гнуть трубную деталь диаметром до 3 дюймов. Гидравлические трубогибы широко используются в производственной сфере;
- электромеханические агрегаты. Данные конструкции пригодны для работы с любыми магистралями. «Умная» электроника, присутствующая в оборудовании для гибки профильной трубы такого типа, точно рассчитывает необходимое усилие нажатия и угол изгиба;
- ручные приспособления. Применяются для гибки трубных изделий небольшого диаметра.
Классификация по критерию «способ изгиба». Согнуть деталь можно различными методами. В зависимости от реализованного в конкретном агрегате способа, трубогибы бывают:
Согнуть деталь можно различными методами. В зависимости от реализованного в конкретном агрегате способа, трубогибы бывают:
- сегментными. Оснащаются специальным механизмом, позволяющим протаскивать и одновременно перегибать магистраль под требуемым углом;
- устройства арбалетного типа. Оборудуются специальным приспособлением, представляющим собой изгибающий элемент;
- пружинные приспособления. Оснащаются пружинами. С помощью таких станков для гибки профильной трубы можно обрабатывать пластиковые элементы.
Как самому сделать трубогиб для трубы профильного сечения
Чтобы создать такое устройство, вам потребуется ряд электроинструментов, в число которых входят шуруповёрт, болгарка (со шлифовальным и отрезным кругом), а также сварочный аппарат. Прежде, чем приступить к изготовлению приспособления для гибки профильной трубы своими руками все металлические компоненты станка рекомендуется покрыть предварительно антикоррозионной грунтовкой. Так увеличится его срок службы.
Так увеличится его срок службы.
Алгоритм сборки агрегата представлен ниже. Для его реализации необходимо иметь представление о том, как будет выглядеть устройство в конечном итоге.
- Из куска швеллера отрезается подходящий по длине кусок. Он будет служить в качестве опорной пластины каркаса.
- После этого вытачиваются на токарном станке обоймы подшипников внутри роликов. К опоре в вертикальном положении привариваются два уголка. Их высота 10-15 сантиметров.
- Из идентичного швеллера выполняется монтаж под валики основной несущей платформы. Её длина должна быть меньше аналогичного параметра нижней опорной пластины на 10 сантиметров.
- На самом краю верхнего швеллера делается сквозное отверстие. В нём монтируется на резьбовую втулку отрезок недостающей длины данного элемента. Под отрезком размещается домкрат так, чтобы его подъёмник упёрся в регулируемую пластину.
- Затем к верхнему обрамлению каркаса привариваются предварительно установленные в подшипники 3 ролика. Для поднятия над поверхностью пластины боковых роликов используется уголок, в то время как поднятие на большую высоту центрального ролика выполняется посредством профиля с прямоугольным сечением.
- Место установки оси вращения – отверстие центрального ролика. К этой оси приваривается приводная ручка. Затем вал соединятся с остальными роликами цепью. Изготовление самодельных станков для гибки профильной трубы без цепи, оставляя в качестве приводного только один ролик, специалисты не рекомендуют. Объясняется это тем, что пробуксовка профиля при прокатке приведёт к снижению КПД. Приводной рычаг лучше оснащать поворачивающейся ручкой.
 Для поднятия над поверхностью пластины боковых роликов используется уголок, в то время как поднятие на большую высоту центрального ролика выполняется посредством профиля с прямоугольным сечением.
Для поднятия над поверхностью пластины боковых роликов используется уголок, в то время как поднятие на большую высоту центрального ролика выполняется посредством профиля с прямоугольным сечением.
Сделать такой агрегат недостаточно — работа с самодельными трубогибами для профильной трубы требует владения определёнными навыками. Сегодня гибка выполняется двумя методами – холодным и горячим. Более простой в реализации первый способ, но он считается очень грубым: в месте, где в начале процесса ролик вдавливается в трубу, на профиле остаётся видимая деформация (остальная часть профильной трубы гнётся ровно).
Весьма значительные трудозатраты будут наблюдаться, когда холодным методом обрабатывается изделие с особо толстыми стенками. Тут оптимальный вариант – горячая гибка. Она предусматривает нагрев отрезка трубы на участке начального воздействия. Такой подход повысит пластичность материала, из которого было изготовлено профильное изделие. Источником огня может быть паяльная лампа.
Самый простой вариант
Если создание трубогиба профильной трубы своими руками по вышеописанной методике покажется сложным, самому можно сделать совсем простое приспособление. Речь идёт о конструировании шаблона. Этот вариант подходит для гибки медных и алюминиевых труб, однако обрабатывать на шаблоне стальной профиль достаточно сложно.
Самый простой образец представляет собой деревянную конструкцию. Из массива дерева (его толщина должна превышать диаметр описанной вокруг профиля окружности) вырезается полукруг. Размеры необходимо подбирать с учётом радиуса изгиба. Изготовленный полукруг располагается неподвижно на любой устойчивой поверхности, например, на верстаке, с правой от него стороны крепится упор, с помощью которого будет фиксироваться обрабатываемое изделие. На этом изготовление простейшего из приспособлений для гибки разнообразных профильных труб будет завершено. Сама процедура гнутья выглядит так: профиль помещается в отверстие между упором и шаблоном, затем путём давления на свободный конец трубы ей придаётся нужная конфигурация.
Изготовленный полукруг располагается неподвижно на любой устойчивой поверхности, например, на верстаке, с правой от него стороны крепится упор, с помощью которого будет фиксироваться обрабатываемое изделие. На этом изготовление простейшего из приспособлений для гибки разнообразных профильных труб будет завершено. Сама процедура гнутья выглядит так: профиль помещается в отверстие между упором и шаблоном, затем путём давления на свободный конец трубы ей придаётся нужная конфигурация.
В случае, когда предполагается работа с полимерными трубными изделиями, подобный шаблон можно изготовить из металлических крючков. Их нужно жёстко зафиксировать на деревянной поверхности так, что бы был сформирован полукруг.
Как выбрать промышленный образец
К сожалению, не все домашние мастера могут выкроить время, чтобы изготовить трубогиб своими руками. Вместе с тем, приобретая такой инструмент, рачительный хозяин всегда исходит из принципа разумной необходимости.
Основные критерии при выборе трубогиба ручного типа следующие:
- производительность. Данный параметр определяет скорость работы механизма;
- тип привода. Зависит от частоты использования аппарата и объёма работ;
- максимальные геометрические размеры обрабатываемого профиля. Тут всё понятно.
- принцип работы агрегата. Определяется спецификой исполняемых операций (сегментный, пружинный, арбалетный).
Особое внимание обратите на габариты инструмента. Их значения зависят от того, планируете ли вы выполнять процедуру реконфигурирования профильной трубы на рабочем верстаке либо у вас есть возможность установить под стационарный блок устойчивую прочную опору.
И знайте: качественный ручной или другой трубогиб для профильной трубы стоить дёшево не может, поскольку в процессе его производства используются прочные дорогостоящие детали. Эксперты рекомендуют останавливать выбор на продукции ведущих производителей, например таких, как Rothenberger (Германия),PROMA Machinery (Чехия), RIDGID (США), Bahco (Швеция) и других компаний. Конечно, стоят они очень недёшево. В частности, цена арбалетного трубогиба от американского бренда RIDGID составляет около 1500 долларов. Поэтому, если работы носят разовый характер, целесообразней такие агрегаты арендовать.
Эксперты рекомендуют останавливать выбор на продукции ведущих производителей, например таких, как Rothenberger (Германия),PROMA Machinery (Чехия), RIDGID (США), Bahco (Швеция) и других компаний. Конечно, стоят они очень недёшево. В частности, цена арбалетного трубогиба от американского бренда RIDGID составляет около 1500 долларов. Поэтому, если работы носят разовый характер, целесообразней такие агрегаты арендовать.
Источник: http://trubamaster.ru
Самодельный трубогиб из тисков — САМОДЕЛКИН ДРУГ
Уважаемые посетители сайта «Самоделкин друг» из представленного автором материала вы узнаете, как самостоятельно сделать трубогиб на базе слесарных тисков. Фото и подробная видеоинструкция прилагается. Для создания простого по конструкции трубогиба Вам понадобится изготовить ролики на токарном станке и запрессовать в них подшипники, проточить канавку по которой будет прокатываться заготовка (в данном случае пруток 12 мм)
Далее в губках слесарных тисков сверлятся три отверстия, на одной стороне 2 отверстия и на противоположной соответственно одно, далее нарезается резьба и прикручиваются ролики.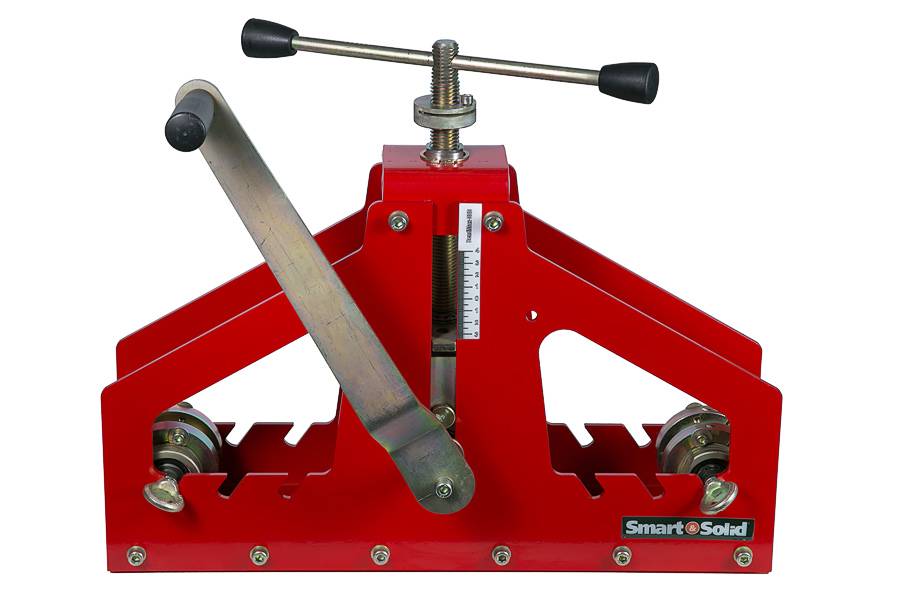
На один из роликов наваривается ручка, но лучше все таки проточить грани, чтоб в будущем можно было менять ролики с размерами канавки , или использовать рифленые для проката шинок или полос металла.
И так давайте рассмотрим технические особенности представленного станка.
Материалы
- слесарные тиски
- стальной лом для изготовления роликов
- подшипник 3 шт
- полоса металла толщиной 3 мм для ручки
- болт 3 шт
Инструменты
- сварочный инвертор
- дрель
- УШМ (болгарка)
- молоток
- токарный станок
Фото и видеоинструкция по изготовлению трубогиба на базе слесарных тисков своими руками.
Основа этого механизма -это три ролика выточенные на токарном станке с запрессованными в них подшипниками. Два ролика одинаковой длинны и один на котором будет крепиться ручка немного выше. В губках тисков сверлятся отверстия, два в одной части и одно отверстие в другой губе, нарезается резьба под болты крепления роликов. При помощи данного трубогиба автор согнул баскетбольное кольцо из прутка 12 ммБольше трубогиб все же следует использовать в качестве прокатного станка, потому как слишком мал диаметр заготовки, а так идея бодрая и интересная, нужно развивать эту тему) Рекомендуем так же изучить наш раздел на сайте СТАНКИ и ИНСТРУМЕНТЫ где вы найдете еще много интересных идей для создания самодельного инструмента, станков и приспособлений.
При помощи данного трубогиба автор согнул баскетбольное кольцо из прутка 12 ммБольше трубогиб все же следует использовать в качестве прокатного станка, потому как слишком мал диаметр заготовки, а так идея бодрая и интересная, нужно развивать эту тему) Рекомендуем так же изучить наш раздел на сайте СТАНКИ и ИНСТРУМЕНТЫ где вы найдете еще много интересных идей для создания самодельного инструмента, станков и приспособлений.
#ТИСКИТрубогиб
Самодельные трубогибы профильные
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Трубогиб для гибки профильной трубы. Гибка полосы на ребро.Важные технические моменты при изготовлении профилегиба.- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.

- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
 Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
Профилегиб с валами из велосипедных ступиц.В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.Как закрепить подшипники на каркасе профилегиба.Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Ниже на фото представлены различные варианты крепления подшипников.
Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Трубогиб со штурвалом.Ниже представлено несколько фотографий с различными конструктивными особенностями.
Чертеж профилегиба. Профилегиб с двумя приводными роликами. Профилегиб со съемным верхним роликом и подвижным крайним роликом. Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом. Как сделать ручной профилегиб с обкатным роликом.Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки. Схема гибки трубы.Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.Важные моменты при изготовлении трубогиба с обкатным роликом.В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами. Минимальный радиус гибки трубы.Самодельный трубогиб — HomemadeTools.net
ОПИСАНИЕ:
Самодельный трубогиб, изготовленный из домкрата для бутылок, квадратной трубки и алюминия.
Новейшие сообщения на форуме
- Профессиональный скоростной стрелок Джерри Микулек — GIF от Toolmaker51 в 2020-09-13 23:12:01
- Сделал первый шаг к созданию своего магазина от Toolmaker51 13.09.2020 22:59:51
- Создавайте собственные ручки быстро и легко БЕСПЛАТНЫЕ ПЛАНЫ от Toolmaker51 на 2020-09-13 22:45:58
- Вырезание дракона из вырванного с корнем пня — GIF от Altair on 2020-09-13 21:51:01
- Тележка для установки и снятия колес грузовиков — GIF от NortonDommi on 2020-09-13 21:23:07
- Видео с бикини — GIF от NortonDommi в 2020-09-13 21:20:40
- Ручка для складывания и раскладывания инвалидной коляски в автомобиле — GIF от Altair on 2020-09-13 20:27:02
- КЛАССНАЯ ПОЛЕЗНАЯ ИДЕЯ от orioncons36 на 2020-09-13 20:05:34
- Биплан срывает шасси при приземлении — GIF от Altair on 2020-09-13 19:13:01
- Винтажные фотографии рабочей бригады от Marksbug на 2020-09-13 19:02:35
Родственные самодельные инструменты:
.Dw38cnc Автоматическая механическая сталь Cnc Самодельный трубогиб
DW38CNC Автоматическая Механическая сталь Самодельный трубогиб с ЧПУ
Подробная информация о продукте
Сопутствующий продукт
№ | Элемент | 0 Данные |
1 | Макс. Способность изгиба | Φ38 * 2 мм |
2 | Диапазон радиуса изгиба | 25-150 мм |
3 900 | Макс.угол изгиба | 190 Градусов |
4 | Макс.длина на оправке | 2600 мм |
5 | Рабочая высота | 11 мм |
6 | 9 0017248 град / сек | |
7 | Точность гибки | +/- 0.1 градус |
8 | Скорость подачи | 940 мм / сек |
9 | Точность подачи | +/- 0,1 мм |
10 | Скорость вращения | 375 град / сек |
11 | Точность поворота | +/- 0,1 градуса |
12 | Всего Мощность | 11.15 кВт |
13 | Размер машины | 3900x900x1500 мм |
14 | Вес машины | 1650 кг |
Свяжитесь с нами
FAQ
Q: Вы производитель или торговая компания? |
| A: Мы производитель.Мы специализируемся на оборудовании для обработки металлических труб более 30 лет. |
Q: Как выбрать трубогибочные станки? |
A: Вы должны сообщить нам следующие данные: Макс. наружный диаметр, толщина стенки, радиус изгиба (CLR), Материал трубы, если возможно, чертежи |
Q: Какую максимальную изгибную способность вы могли бы предложить? |
A: На данный момент наибольшая способность гибки составляет 168 мм с внешним диаметром для холодной гибки. |
Q: Где находится ваш завод? Как я могу там побывать? |
A: Наш завод находится в городе Чжанцзяган (рядом с Шанхаем). Вы можете прилететь в аэропорт Шанхай Хунцяо или Уси напрямую. Приглашаем всех наших клиентов из страны или из-за рубежа к нам в гости! |
Вопрос: Как работает ваша фабрика в отношении контроля качества? |
A: Качество — это наша культура.Мы всегда придаем большое значение контролю качества с самого начала до до самого конца. Наша фабрика получила сертификат SGS, CE. |
Трубогибочный станок с передовыми технологиями
10 000 долларов.00–14 000,00 / Устанавливать | 1 компл. / Компл. (Мин. Заказ)
- Макс.Диаметр трубки (мм)
- 42
- Настройка:
Индивидуальный логотип (Мин.Заказ: 1 комплект)
Индивидуальная упаковка (Мин. Заказ: 1 комплект)Подробнее
Настройка графики (Мин.Заказ: 1 комплект) Меньше
Самодельные трубогибы для профильной трубы видео, фото
У специалистов и поклонников, которые занимаются изготовлением различного рода наружных конструкций, когда нибудь появляется потребность применять элементы изогнутой формы из профилированной трубы. Для сгибания подобного варианта проката есть специализированные станки, однако они довольно дороги. Что же делать, если надобность в гнутом профиле появляется редко, а сэкономить хочется? Ответ напрашивается сам собой – нужно сделать трубогиб для профилированной трубы собственными руками. Рекомендуем разобраться, как подступиться к решению этого вопроса.
Почему для профилированной трубы?
Условимся, что в настоящий момент мы говорим только о трубе стальной – другими словами имеющей не круглый поперечный срез, а, в основном, квадратный или прямоугольный, реже – округлый. Аналогичный прокат очень часто применяется в качестве арматуры во время строительства различного рода строений, благодаря следующим его свойствам:
- меньшему весу (а, это означает, и цене) если сравнивать с цельнометаллическими элементами;
- форме, позволяющей плотно слаживать, транспортировать и укладывать профильную трубу, тем более по ровным поверхностям;
- возможности обычного и хорошего монтажа;
- очень высокой прочности;
- стойкости к деформациям.
Сечения профилированных труб
И если вы подобрали собственно профтрубу, но желаете выполнить конструкцию закругленной формы, к примеру, теплицу, альтанку, выступ крыши, арку – то прямой профиль придется выгибать специализированным станком. Но потому как требование нашего эксперимента – очень маленькие финансовые затраты, то для работы мы возьмём рукодельный трубогиб для профиля.
Что собой представляет инструмент для сгибания труб?
Трубогибом емко и разумно называют профилегибочный станок, на котором одинаково сгибают профтрубу поэтому, чтобы она не сплющилась ни где изгиба. Просвет сечения хранит собственную конфигурацию, а сам профиль принимает форму дуги.
Станки, благодаря которым гнут профильную трубу, в зависимости от типа привода бывают:
- работающими от электричества;
- гидравлическими;
- механическими (ручными).
Механизмы с электрическим приводом относятся, в основном, к профессиональному оборудованию и способны в минимально возможное время выгнуть много метров профиля. Однако для нечастых работ в мастерской дома покупать их не правильно.
Фабричные модели трубогибов
Гидравлические трубогибы отличительны высокой мощностью и очень удобны тем, что не просят использования усилий в физическом плане во время работы. А если взять во внимание их небольшую цену, то ясно, почему они повсеместно применяются строительными бригадами. Впрочем трубогибы с гидравликой могут быть как небольшими переносными, так и тяжелыми. Вся разница в том, для профильной трубы какого диаметра они предназначаются.
Станок последнего типа, для ручной гибки, вполне можно сделать самостоятельно. Собственными силами сделанный инструмент обойдется намного дешевле – ведь практически все необходимые материалы отыщутся в любом гараже. Более того свой собственный трубогиб можно собрать конкретно для планируемых задач, к примеру, под конкретный радиус дуги.
Что нужно для производства инструмента?
Укажем главные конструктивные узлы и детали, из которых мы сможем сделать трубогиб.
- Для станины, на которой будет закреплен сам механизм, понадобится швеллер (уголок).
- Валки нужного диаметра, которые и будут задавать изгиб профтрубе, можно выбрать или заказать в токарной мастерской.
- Также понадобится цепной механизм – шестерни с натянутой цепью, благодаря которым вращающий момент будет передаваться на валы.
- Натяжитель.
- Для регулируемого вала потребуется направляющая – ее можно сварить из 2-ух уголков.
- В качестве элемента, приводящего барабан в движение, подойдёт отрезок профильной трубы.
- Винт регулировки.
- Любая ручка, пригодная для вращения.
- Болты для крепежа колес.
Рабочий принцип трубогиба при гибке профилированной трубы по радиусу
Как собирается ручной трубогиб?
Из швеллера сваривается станина комфортной для работы высоты, на ножках-опорах. На поверхности основы, в середине, крепится центральный ролик. Этот вал должен быть объединен с прижимным винтом и с помощью его подниматься и спускаться. Центральный валок – основной компонент трубогиба, собственно он и сгибает заготовку.
По двум сторонам от центрального вала, параллельно ему, ставятся два крутящихся ролика. Задача данных второстепенных валков – облегчать сгибание трубы и не давать ей ложиться параллельно основанию, сохраняя изгиб.
Три валка должны образовывать равнобедренный треугольник. Ограничивающие валики можно зафиксировать на одном месте, а можно рассчитать возможность перемещать их относительно центрального. В данном случае вы сумеете настраивать угол изгиба трубы.
На рабочей части валиков нужно сделать бортики-направляющие из уголка, которые будут удерживать заготовку в ровном положении, не давая возможность ей «гулять». Направляющие смогут помочь контролировать точность и равномерность изгиба. К одному из роликов присоединяется привод.
Как происходит сгибание трубы?
В рукодельный ручной станок на ролики помещается отрезок проката, который необходимо согнуть. С помощью винта профиль плотно крепится в одном положении. После, вращая ручку, прокручивают валы, одновременно протягивая трубу вдоль них. Сделав оборот прижимного винта для усиления давления, пропускают заготовку через ролики еще раз. Аналогичным образом понемногу достигается необходимая кривизна дуги. Если понадобится и настойчивости профильный отрезок можно согнуть даже в кольцо.
Как можно заметить, в том, чтобы без посторонней помощи сделать ручной трубогиб для профиля, нет трудностей или секретов. Так что необязательно приобретать специализированный станок, если заниматься пластичной вам необходимо пару раз в году. Все что необходимо – отыскать необходимые составляющие, а уж собрать ручной трубогиб под силу каждому мужчине. Зато при помощи подобного устройства вы сумеете выгибать профильные заготовки в дугу с любым радиусом.
И еще одна видео схема трубогиба, изготовленного собственными руками
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Приобрести дешевые, прочные и прочные самодельные трубогибы
На Alibaba.com представлены самодельные трубогибы высокого класса , которые отлично подходят для различных работ по гибке и могут обеспечивать стабильную производительность в течение длительного времени. Эти уникальные и современные самодельные трубогибы очень полезны для строительства и обрабатывающей промышленности, где требуется складывание листов, труб, прутков и т. Д. Приобретите эти быстрые и эффективные самодельные трубогибы различных моделей, включая автоматические и полуавтоматические, по номинальным ценам и с интересными предложениями.Выбирая из более широкого ассортимента самодельных трубогибов , вы можете легко установить их на месте или попросить квалифицированных инженеров установить их для вас. Эти самодельные трубогибы поставляются ведущими продавцами, которые предоставляют послепродажные услуги премиум-класса, такие как обучение с использованием видео, установка на месте и тщательное обслуживание продукции. Эти самодельные трубогибы просты в обслуживании и не требуют обширного или частого обслуживания, что делает их экономичными с точки зрения бюджета.Вам также предоставляются такие сертификаты, как CE, CEE, ISO и SGS, чтобы гарантировать качество и компетентность.
Alibaba.com предлагает вам премиальную коллекцию самодельных трубогибов в различных моделях с индивидуальной производительностью, потребляемой мощностью и нагрузкой по напряжению. Эти машины хорошо оснащены и потребляют малую мощность, что позволяет сэкономить на счетах за электроэнергию. Эти самодельные трубогибы поставляются с торсионами, гидравлическими листогибочными прессами и могут безупречно сгибать или складывать металлические стержни, стержни, листы для различных конструкционных или других целей.Самодельные трубогибы с гидравлическим приводом предлагают услуги по формовке концов, могут выдерживать большие нагрузки до 7000 кг, имеют раму для обработки и дополнительную механическую компенсационную машину для точной гибки или складывания стальных изделий.
Alibaba.com позволяет вам сэкономить много денег, представив вам обширный ассортимент самодельных трубогибов , чтобы вы могли выбрать лучший в соответствии с вашим бюджетом. Заказы OEM и ODM на эти машины доступны по запросу.Лучшая часть - это сенсорная панель и цифровой экран, позволяющие проверять различные параметры во время работы.
Самодельный ролик для труб | НОВОСТИ МАТЕРИ ЗЕМЛИ
Если вы изучали строительство теплицы на заднем дворе, то знаете, что одним из инструментов, необходимых для постройки небольшого «навеса от солнца», является каток для труб. Такое устройство — если оно будет куплено — может стоить вам несколько сотен долларов, потому что обычно это машина с моторным приводом, предназначенная только для профессионалов.
Ролик используется для формовки отрезков стандартной трубы или электрических металлических труб (EMT) в дуги (а не просто для формирования угла, как в случае с гораздо более распространенным трубогибом ) для использования в каркасе, инструментальное и другие виды изготовления.Несколько раз сотрудники магазина MOTHER EARTH NEWS испытывали острую потребность в одном из удобных инструментов … так что, наконец, они просто построили и построили свою собственную «копию Северной Каролины», которая полностью соответствовала требованиям!
Вот как это работает
Большинство купленных в магазине ламп-формирователей работают на электричестве. В нашей версии, однако, используется ручная рукоятка , которая не только быстро и легко протягивает канал, но и ничего не стоит в эксплуатации. Инструмент работает следующим образом: сам гибочный станок представляет собой просто пару крестовин, каждая из которых состоит из двух 18-дюймовых длин 2х4, которые «сэндвич» с набором из трех рифленых шкивов и пары опорных блоков.Два колеса (те, которые находятся на одной линии с крестовиной ) служат в качестве натяжных роликов … а третий шкив (расположенный на одном конце другой крестовины) является ведущим.
Когда прямая труба помещается между приводом и левым натяжным роликом, а рукоятка поворачивается, трубка перемещается, пока не соприкасается с правым роликом , что заставляет трубу слегка изгибаться, и до продолжается изгиб до весь раздел дугообразный. (Это происходит, конечно, потому, что водитель расположен достаточно близко к холостым колесам, чтобы заставить канал изгибаться.)
И строить легко!
Единственные инструменты, которые вам понадобятся для изготовления этого недорогого устройства, — это дрель с набором бит, пара гаечных ключей и настольная пила с регулируемым упором и высотой лезвия. Начните с поиска хорошей части 3/4 дюйма выдержанного дуба , шириной не менее 5 дюймов и длиной 30 дюймов (пока вы на нем, найдите — или запланируйте вырезать из первой доски, если она достаточно велика. — другая секция размером 3/4 дюйма X 1 1/2 дюйма X 12 дюймов… который станет рычагом поворотной ручки.)
Затем разрежьте доску пополам и склейте две части вместе так, чтобы — когда она высохнет — у вас будет цельный кусок дерева толщиной около 1 1/2 дюйма … из которого вы отрежете три 5-дюймовых Заготовки шкива 5 дюймов. Для этого установите упор пилы на расстоянии 5 дюймов от полотна и, начиная с неглубокого пропила и постепенно углубляя его, пропустите каждую заготовку через пилу, слегка поворачивая дерево при каждом проходе, пока диски не станут идеально круглыми.
Таким же способом можно сформировать канавки на шкивах.Наклоните пильный диск под углом 45 °, затем установите упор на 1 1/2 дюйма от его ближней стороны. Поднимите лезвие на 1 дюйм от стола (измеряется по стороне зубчатого диска) и проденьте через него край колес. Когда надрез будет сделан по всей окружности, переверните деревянный круг и прорежьте противоположную сторону канавки. (ВНИМАНИЕ: во время всех описанных выше процедур распиловки будьте предельно осторожны … помните, ваши пальцы будут находиться очень близко к разрезуемой области!)
Обрежьте остальные деревянные компоненты на длине 76 дюймов 2 х 4, скруглите концы дубовой ручки ручки и прорежьте стыки внахлест в центре крестовин… затем соберите ролик. (ПРИМЕЧАНИЕ: критически важными измерениями являются [1] межцентровое расстояние в 8 дюймов между двумя натяжными шкивами и [2] промежуток в 4 1/2 дюйма от оси ведущего колеса до середины этого 8-дюймовая осевая линия.)
Но это еще не все …
Этот маленький гаджет непревзойден для изгиба опорных ребер нашей «тесной» теплицы. Более того, если вы воспользуетесь советом Emerson Smyers MOTHER EARTH NEW, вы сможете использовать этот инструмент для выполнения любого количества других работ по формовке трубок : «Удлините каналы в нижней части каждого креста», — говорит Эмерсон. «и прорезать монтажные отверстия 1/4», чтобы приводной шкив можно было переместить ближе или дальше от других, но при этом его можно было заблокировать на месте, где это необходимо.Тогда вы сможете изготавливать практически любую дугу … даже такую, которая требуется для больших параболических зеркал! «
Первоначально опубликовано: сентябрь / октябрь 1980 г.
26 дюймов Я тратил деньги, как пьяный моряк. Проблема в том, что у меня нет никакого респектабельного ажиотажа, чтобы показать это, и теперь я разорен. Я смотрел Дебру Уингер и Ричарда Гира в том одном фильме, поэтому я знаю, как это работает, и готов поспорить, миллион баксов есть целая лодка настоящих моряков, которые произнесли эту точную фразу.
Итак, я подумал, что готов приступить к сборке стоек, но затем я начал фактически планировать свою первую стойку, которая, скорее, нетрадиционна, и понял, что в моем плане есть зияющие дыры, и мне нужно было выяснить это. В частности, мне нужно согнуть некоторые трубки с радиусом, отличным от того, на который изгибаются мои гибочные машины. Как я уже сказал, бюджет стоечного производства исчерпан. Я видел множество изгибных идей в сети, но все они мне чего-то стоили, и мне нужно было довольствоваться тем, что у меня есть.Мой отец вырос на ферме во времена Великой депрессии. Я знаю, что это должно быть где-то в моей ДНК.
К счастью, у меня есть несколько рад-инструментов и несколько металлических отходов, и мне не пришлось копать так глубоко. Это холодная пила, которая делает самые быстрые и чистые пропилы, которые вы когда-либо видели, но при этом выбрасывает подлые, отвратительные, острые металлические стружки из ада. Они могут застрять в подошвах вашей обуви и вырвать мочу из вашего паркетного пола или линолеума, а затем ваша жена будет бить вас веником, пока вы не выйдете на улицу.Я ненавижу эти эпосиды, поэтому я достаю пилу только в том случае, если она мне действительно, действительно нужна (что я и сделал сегодня вечером), а затем я всегда нахожу дополнительное время, чтобы подметать и смотреть, куда я ступаю.
После некоторой резки и сварки, которую слишком скучно передать, я остановился на них.
Затем я нашел кусок трубы с внутренним диаметром чуть больше, чем внешний диаметр трубы 3/8 дюйма, который был бы 3/8 дюйма. Я нашел сверло с зенковкой, которого едва хватило, чтобы сгладить внутренний край трубы.
Этот конкретный кусок трубы оказался сварным, а это значит, что на нем есть продольный сварной шов, который может испортить мой большой план. Но я чуть умнее трубы и сделал отметку, совпадающую со сварным швом, чтобы она оставалась наверху и не мешала изгибу.
Вот мы (я имею в виду вас и меня в этой интерактивной среде), прижимаем трубку к матрице и готовимся к изгибу.
Вот и мы, положив руку на трубку, готовы сгибать ее.
Вот наш конечный результат. Думаю, получилось неплохо.
За исключением одного плоского пятна, в котором я виню вас. Мне понравился этот совместный опыт, но я думаю, что с этого момента я бы предпочел действовать в одиночку. Наверное, лучше не использовать меня как ссылку.
Скачать Video & Lagu MP3 Gratis, Kumpulan Video & Lagu Terbaru 2020
5.07 MB2 дня назад
03 Min 32 Sec Download 5.19 MB
2 дня назад
03 Min 44 Sec Download 4.88 MB
3 дня назад
03 Min 13 Sec Скачать 7.02 MB
5 дней назад
05 Min 27 Sec Download 7.86 MB
4 дня назад
06 мин 11 сек Загрузка 6,55 МБ
3 дня назад
04 мин 08 сек Загрузка 5.07 MB
3 дня назад
03 Min 32 Sec Download 3,26 MB
1 неделя назад
01 Min 51 Sec Скачать 5,1 MB
1 неделю назад
03 Min 35 Sec Download 7,15 MB
3 недели назад
05 мин 04 сек Загрузка 41,92 МБ
1 неделя назад
40 мин 17 сек Загрузка 6.85 МБ
1 неделю назад
05 мин 10 сек загрузка 6,95 МБ
1 неделя назад
05 мин 20 сек загрузка 6,99 МБ
1 неделя назад
05 мин 24 сек загрузка 6,01 МБ
1 неделю назад
04 мин 26 сек Загрузка 5,89 МБ
5 дней назад
04 мин 14 сек Загрузка 6.03 MB
1 неделю назад
04 Min 28 Sec Download 6.95 MB
2 недели назад
05 Min 02 Sec Скачать 6.06 MB
2 недели назад
04 Min 31 Sec Download 7.15 MB
2 недели назад
05 мин 04 сек Загрузка 6,9 МБ
1 неделя назад
05 мин 15 сек Загрузка 5.29 МБ
1 неделю назад
03 мин 54 сек Загрузка 2 МБ
3 дня назад
02 мин 00 сек Загрузка 4,11 МБ
2 дня назад
02 мин 36 сек Загрузка 32,1 МБ
1 месяц назад
30 мин 35 сек Загрузка 3,65 МБ
1 год назад
01 мин 09 сек Загрузка 4 МБ
3 года назад
02 Мин 25 сек Загрузка 6.24 МБ
1 неделю назад
04 мин 49 сек Загрузка 6,05 МБ
3 дня назад
04 мин 03 сек Загрузка 6,33 МБ
3 дня назад
04 мин 58 сек Загрузка
вертикальных трубок планы изгиба
CBH Вертикальный Трубогиб — (CBHVTB)
Как известно многим читателям, я уже около 40 лет использую и конструирую трубогибы, и у меня есть мнения о том, что делает или мешает гибочный станок для выполнения производственных гибочных работ и я всегда предпочитал использовать ручной гибочный станок «горизонтального» стиля.
Однако когда я переехал в новый магазин в Техасе. Я сразу понял, что не могу место для обычного горизонтального гибочного станка, такого как JD2 model 3 или Pro-Tools модель 105, которые являются двумя моими фаворитами.
В результате этого ситуация я начал серьезно смотреть на покупку или строительство небольшого вертикальный тип гибочного станка, который я мог бы спрятать в углу небольшого магазина когда он не использовался.
Купил пару планов и скачал бесплатные планы из сети для нескольких разных вертикальных гибочных станков а затем я пошел по магазинам и дилерским центрам, чтобы увидеть некоторые из этих машин в действия, и, честно говоря, меня не впечатлило то, что я увидел. Лучший из я видел самодельные модели, но даже у некоторых из них были ограничения.
Много вертикальных Бендеры продаются с использованием того, что я бы назвал «фэнтезийной одеждой», где производитель делает некоторые необоснованные заявления, которые просто не могут быть подтверждены в реальности.На одной демонстрации продаж я действительно увидел, что рама гибочного станка застегивается вбок, просто пытаясь согнуть несколько стенок DOM 1,5 x 0,25 и модель, которую они демонстрировали свою якобы «сверхмощную» модель. Они обвинили отказ штампа Pro-Tools, который, по их словам, имел плохо отлитое отверстие под шарнирный палец что даже идиот мог сказать, что это не так. Большинство из нас на этой демонстрации ясно видела, что несдерживаемый вал гидроцилиндра движется к одной стороне приводные звенья, вызывающие скручивание и заедание, что оператор должен позаботились о.Этот опыт сразу же меня огорчил, потому что я много смотрел далее на серийно выпускаемых вертикальных гибочных станках, так как агрегат, который я смотрел, должен был быть «непревзойденным» пьяницей. По иронии судьбы производитель выпустил «улучшенная» модель несколько недель спустя, у которой были гораздо более толстые руки.
Я тоже был очень разочарован, узнав, что почти все вертикальные трубогибы, которые я видел продемонстрировал необходимость сброса приводных звеньев только для выполнения простого 100-градусного изгиб, который о том, что вам нужно сделать, чтобы получить хорошие «90» после «пружинение» принимается во внимание.Я не мог поверить, что эти различные производители и дизайнеры трубогибов не имели ни малейшего представления о самом основные принципы создания хороших изгибов труб. Было совершенно очевидно, что продавать консервированный продукт — гораздо важнее. важно, чтобы продавать что-то полезное и действительно работающее в среды небольшого производственного цеха.
Мне выпил, что требует сброса приводных звеньев после поворота изгиба от 60 до 70 градусов. не стартер по отношению к серьезным заводским работам.Даже парни только начинающие выпивая изгиб, поймите, что самая большая причина «перегиба», сморщивание и деформация из-за пружинения, и каждый раз, когда у вас чтобы сбросить приводные звенья, вы позволяете трубке «расслабиться» или «пружина назад», и при повторном включении приводных звеньев будет небольшой вдавливание в трубке после повторного приложения давления.
Ни один из вертикальных гибы, которые я смотрел, имели какое-либо приспособление для добавления одного из различных антипружинных задние устройства, которые мы обычно используем на горизонтальных гибочных станках.
Этот простой недостаток дизайна с гибочными станками вертикального типа — одна из причин того, что они не захватили долю рынка над старыми традиционными горизонтальными гибочными машинами в промышленном производстве промышленность.
Как я упоминал ранее, некоторые из лучших вертикальных гибочных станков, которые я видел, были изготовлены на заказ в небольших магазинах, и большинство в них были включены обходные пути решения проблемы угла изгиба.
Для меня это было довольно очевидно что некоторые производители гибочных станков неплохо справляются с обработкой деталей водоструйной очисткой. но не очень хорошо сгибает трубы, поэтому я вернулся к планам, которые Изначально я скачал, так как большинство из них были нарисованы парнями, которые пришлось согнуть несколько трубок в реальных условиях.
Мой лучший выбор домашних бендеров на основе рекомендаций десятков производителя была небольшая модель Pro-Tools HMP-200, но после того, как я рассмотрел детально планировал и построил макет, сразу было видно, что этот бендер имел некоторые довольно существенные ограничения, поэтому я положил его на полку.
Это хороший недорогой трубогиб, но я не думаю, что это работает очень хорошо в производственной среде изготовления и строить это относительно дорого.
следующий запой, на который я посмотрел, был еще один, рекомендованный множеством людей и это был AH-Bender, разработанный Фрэнком Такачем, известным большинству из нас как EuroFrank за досками. Планы по поводу этого бендера были около долгого времени. времени и прошли несколько этапов доработки и улучшения.
I еще не поговорить с кем-либо, кто использует тот, у которого нет ничего, кроме хорошего что о них сказать.
С у этого бендера была такая хорошая репутация, что я даже не стал смотреть на детально планировал в отношении операционных вопросов и пошел вперед и построил один.Это отличный запой, но он не стал одним из моих основных требований, и это было сделано для изгиба на 110 градусов за один чистый проход без необходимо изменить положение приводных звеньев. Другая моя проблема заключалась в том, что блок был просто опускаться на землю, чтобы мне всегда приходилось нагибаться, чтобы загрузить трубы, установите матрицу и толкатель и установите цифровой транспортир. В итоге я использовал загиб, сидя на двух пластиковых ящиках для молока, а затем «чувствовал себя» здорово.
Другим недостатком было то, что этот гибочный станок предназначен для использования Pro-Tools Model 105. наборы штампов, и я предпочитаю штампы JD2, особенно для гибки тонкостенных материалы и жесткий материал, такой как хромомолибден.
Пока исследуя вертикальные гибочные станки, мне довелось использовать станок, основанный на одном из Franks очень ранние модели (HD-Bender), и, честно говоря, я предпочел их его последняя версия. Я думаю, что планы на его оригинальные гибочные машины все еще доступны, и если вы серьезно относитесь к созданию гибочной машины, я бы посоветовал вам если возможно, купите оба набора планов.Сайт Franks: http://www.gottrikes.com
Геометрия вертикального гибочного станка
Дом Вертикальный гибочный станок с гидроцилиндром сильно отличается от строительство некоторых других гибочных станков, планы изготовления которых мы опубликовали. Самая большая проблема и существенное ограничение — это сам гидроцилиндр.
Почти все вертикальные гибочные машины, включая некоторые из тех моделей высокого класса, которые вы видите в рекламе в Сети используют дешевые импортные «воздушные над гидравлическими» длинноходовые 8-тонные гидроцилиндры.Фактически, физические размеры и характеристики этих гидроцилиндров большинство проектных параметров, которые может придумать человек, пытаясь построить бендер.
Другой Проблема с «дешевыми» гидравлическими и воздушными гидроцилиндрами заключается в том, что большинство из них не работают, если они не установлены таким образом, чтобы иметь наклон вверх к цилиндру.
‘Alltrade’ в Южной Калифорнии распространяет таран, который я использовал для своего конкретного проекта под торговой маркой Powerbuilt.Этот баран продается в десятках магазинов. торговые точки под другими торговыми марками, но почти во всех случаях это всего лишь один дюжины китайских клонов, которые попадают в Америку. Некоторые из этих брендов клоны граничат с чистым мусором, а другие на самом деле сделаны довольно хорошо. Приобретайте запчасти «лично», чтобы вы могли «посмотреть», что вы получаете.
В вообще почти все эти дешевые поршни имеют 8-тонную емкость с воздушным подача 110-120 фунтов на квадратный дюйм.Минимальная высота седла составляет 24,5 дюйма, а максимальная. высота седла составляет около 43,5 дюймов, что соответствует длине хода 19 дюймов. Нет ничего плохого в вместимости этих баранов по уважению к силе, приложенной к приводным звеньям. На самом деле 8-тонный поршень (16000 фунтов на квадратный дюйм) огромный перебор, так как для изгиба диаметром 2 дюйма требуется всего около 5000 фунтов на квадратный дюйм толстостенные трубы в типичном трубогибе.
Остерегайтесь что длина хода обычно меньше, чем опубликовано.Мой особенный баран имел полезную длину хода всего 18 дюймов, и я думаю, что это довольно типично за лот. У большинства этих баранов есть то, что я называю «мертвой зоной» на начало хода, что сокращает эффективную длину хода на столько же как дюйм. Есть соответствующая «мертвая зона» ближе к концу ход при полном выдвижении.
Я Также видно, что минимальная высота седла для этих цилиндров колеблется от 23,5 до 25,5 дюймов в зависимости от марки.По этой причине я сильно предложите вам купить и измерить барана, прежде чем делать что-либо еще, если вы планирует построить один из этих гибочных станков.
Рисунок 1
Рисунок 1 показаны основные размеры, используемые для описания характеристик типичный длинноходный пневмогидравлический цилиндр. Как видите, минимальное седло высота ‘- это расстояние между осевой линией отверстия под болт крепления основания и центр отверстия под шарнир в валу гидроцилиндра.Когда таран полностью сжатый. «Максимальная высота седла» — это расстояние между монтажными центр болта и ось шарнира в валу, когда он полностью выдвинут. В «длина хода» определяется вычитанием одного числа из другого.
Когда вы настраиваете контрольные точки для вертикального изгиба, вы в основном заинтересован в работе с тремя измерениями, которые определяют точки на радиусе подвижные части сборки.
Первый радиус управления — это радиус, установленный минимальной высотой седла ползуна. который вы используете, как показано слева на рисунке 2.В этом случае мы говорим что это 25 дюймов.
Рисунок 2
Следующая контрольная точка — та, которая лежит на радиусе полностью выдвинутого вала гидроцилиндра, как показано справа на Рис. 2. В данном случае мы говорим, что это 42 дюйма от центра болт крепления основания гидроцилиндра. Имейте в виду, что ползун поворачивается при движении его диапазон расширения.Многие новички забывают это учитывать.
В этом конкретном примере наша длина хода составляет 17 дюймов.
Два основных радиуса никогда не изменится, что бы вы ни делали с бараном, который вы покупаете. Вы можете двигаться точка крепления гидроцилиндра вверх, вниз или слева направо, но радиус указывает всегда будет оставаться постоянным относительно основания плунжера, если вы не измените его на ползун с разными характеристиками хода.
Следующая точка радиуса мы Следует учитывать, что это определяется длиной приводных звеньев. Это довольно просто рассчитать, так как мы знаем, что шарнирный палец или пальцы должны совпадать с дугами, образованными движением вала гидроцилиндра.
Вам не нужна долгая поездка звеньев, чтобы создать изгибающий момент с помощью гидравлического агрегата, как вы это делаете, когда строительство гибочного станка с ручным управлением. На моем маленьком прототипе приводные ссылки всего 10 дюймов в длину, и я прогибаюсь на 2 дюйма.188 стеновых труб в течение всего дня с этим конфигурация.
На рисунке 3 показан взаимосвязь радиусов приводного звена с радиусами вала гидроцилиндра для двух различных конфигурации. Рисунок слева на иллюстрации имеет приводные ссылки, которые имеют длину 10 дюймов, а рисунок справа имеет набор приводных звеньев, которые 16 дюймов в длину.
Рисунок 3
Обратите внимание, что радиус вала цилиндра точка поворота в полностью сжатом режиме совпадает с точкой поворота шарнирный штифт приводного звена, когда гибочный станок находится в положении «начало изгиба».Это довольно элементарная вещь, но я не думаю, что кто-нибудь когда-либо писал эти основы раньше, поэтому я просто хочу убедиться, что все полностью осведомлены о основные рабочие характеристики типичного вертикального гибочного станка до идти дальше.
А теперь самое интересное, потому что нам нужно придумать дизайн гибочного станка, который может сгибать трубы определенного размера в соответствии с конкретным угол под определенным радиусом центральной линии с наименьшими проблемами и здесь есть некоторые компромиссы.
Многие люди выходят и строят свои гибочные машины, основанные на ложном предположении, что как только у них будет подъемник и привод точки поворота рук совпадают, тогда все остальное хорошо, но это просто не так.
Вал гидроцилиндра — это физический объект и вы должны принять во внимание расположение этого вала, когда ползун движется через полный диапазон движения. Расчетная длина приводных звеньев и Расположение поворотных отверстий для вала гидроцилиндра в приводных звеньях определяется как в огромной степени по размеру материалов, которые вы планируете гнуть.
На рисунке 4 показан типичный Показан вертикальный гибочный станок с приводными звеньями, повернутыми на полные 110 градусов. В этом конкретная иллюстрация: гибочный станок настроен на изгиб трубы диаметром 1 дюйм. по радиусу 3,5 дюйма. Длина приводного звена в этом конкретный пример.
Рисунок 4
Эта конфигурация 10-дюймовых звеньев использование обычного плунжера отлично подойдет для трубок до 1.25 дюймов в диаметре изогнутый по средней линии с радиусом 4,5 дюйма. Вы можете сделать хороший изгиб на 110 градусов за один чистая развертка без сброса приводных звеньев.
Итак, вам не нужно начинать с царапины, я могу сказать вам, что на основе фактического полевого опыта и математических расчеты гидравлического гибочного станка с использованием 8-тонного гидроцилиндра с комплектом 10-дюймового привода звенья могут легко сгибать трубы с толстыми стенками диаметром 2 дюйма. Так что более длинный набор приводные звенья не нужны для создания дополнительного изгибающего момента.
Однако действительно необходимы более длинные ссылки чтобы освободить место для вала гидроцилиндра, чтобы « очистить » НКТ в матрице при изгибах изготавливаются из труб большего диаметра или изогнуты по большему радиусу. Вал ползуна в какой-то момент во время вращения штампа фактически натолкнется на трубку, что заклинило всю машину. Это самая большая проблема, с которой сталкивается конструкторы вертикальных гибочных машин. Мы можем винить во всем относительно короткий 18-дюймовый ход самых дешевых длинноходных гидроцилиндров.Если бы мы могли получить несколько больше дюймов длины хода, чем конструкция гибочного станка была бы намного проще. К сожалению, увеличение размера цилиндра для увеличения длины хода требует затрат. большие деньги и для большинства маленьких фабрик это решающий момент.
На рисунке 5 показана типичная установка гибочного станка. с набором штампов для 2-дюймовой трубки, изогнутой по радиусу 6 дюймов, но с использованием короткие 10-дюймовые приводные звенья.
Рисунок 5
Как можно видите, что шток плунжера на самом деле столкнется с трубкой, если вы попытаетесь сделать полный изгиб за один проход.Для использования коротких звеньев с большим диаметром умирает становится необходимым для сброса ссылок привода, чтобы вы в конечном итоге сделали серию короткие изгибы, чтобы сделать окончательный более длинный изгиб. Это будет работать, но это действительно неудобно. К сожалению, именно эта ситуация возникает, когда покупка некоторых из имеющихся сегодня на рынке вертикальных гибочных станков серийного производства.
Лучший способ чтобы справиться с этой ситуацией, для начала просто используйте более длинные ссылки на привод, но тогда возникает другая проблема.
В качестве привода ссылки становятся длиннее, в результате уменьшается возможное вращение до того, как плунжер достигнет максимальной точки выдвижения.
Рисунок 6 иллюстрирует эту ситуацию на примере гибочного станка с набором 18-дюймовых звеньев, которые довольно типичны для многих вертикальных гибочных станков. Используя этот тип расположение: вы можете сгибать трубки диаметром до 3 дюймов на матрице с радиусом 8 дюймов без особых проблем.
Обратите внимание, однако что вы можете сделать только где-то между 70 и 80-градусным изгибом с помощью этих длинных ссылки, прежде чем вам нужно будет сбросить ссылки на кристалле.
Действует таран просто не может простираться достаточно далеко, чтобы продолжать изгиб намного дальше точка 80 градусов на большинстве изгибов. На самом деле многие из коммерческих моделей а самодельные модели не могут изгибаться более чем на 70 градусов без перестановка звеньев на матрице.
Рисунок 6
As I упоминалось ранее, с моей точки зрения, самая важная конструкция гибочного станка Элементом была способность изгибать трубку не менее чем на 105 градусов без необходимо сбросить ссылки диска.Если вы выполняете любую работу с рулем или выхлопным коллектором, причина для этого должна быть в порядке понял.
Чтобы встретить это необходимо будет использовать ссылки, которые находятся где-то между 10 и 16 дюймов в длину, и также будет необходимо «смещать» плунжер расположение болта вала относительно осевой линии самих звеньев. если ты поискав в сети, вы увидите, что это то, что делают почти все производители для создания гибочный станок, который работает с широким диапазоном размеров труб и диаметров штампов.
Причина для этого долгого обсуждения базовой геометрии я знаю, что почти каждый, кто построит трубогиб по нашим планам, скорее всего, модифицирует его насколько это возможно, чтобы удовлетворить их специфические требования. Вооруженный этим информацию, которую они могут принимать более обоснованные решения, не прибегая к много экспериментов методом проб и ошибок.
Гидравлический цилиндр, который я использовал для этого проекта имелось отверстие под болт диаметром 5/8 дюйма, просверленное в 1.Вал 5 дюймов. — довольно типичная компоновка, но я встречал подобные поршни с 1,25-дюймовым вал диаметром, просверленный под штифт 3/4 дюйма, а также дешевые поршни с валом 1 дюйм просверлен для булавки 1/2 дюйма. Прежде чем сверлить что-либо, дважды проверьте фактическое размеры конкретного плунжера, который вы в конечном итоге будете использовать.
Это на самом деле хорошая вещь, чтобы скучать отверстие ведущего звена для пальца гидроцилиндра немного увеличено, так как это позволит вам для установки толкателя матрицы вручную, не приводя в действие плунжер.Для Например, если у вас есть плунжер с штифтом 5/8 дюйма, просверлите плунжер ведущего звена поворотное отверстие на 3/4 дюйма. Этот наконечник не показан на планах.
Очень важно прикрепить плунжер вал к приводным звеньям так, чтобы вал всегда был точно отцентрован между пластины приводных звеньев. В лучший и, возможно, самый простой способ сделать это — отрезать и закрепить прокладки для труб, чтобы вставьте внутрь приводных звеньев вместо использования шайб или свободно плавающих проставок.Я все еще использую шайбы в качестве регулировочных шайб на моем гибочном станке, и это работает, но это действительно плохой способ делать что-то.
Суммирование
Не успел закончить фактические этапы строительства этого нового трубогиба, но у меня было так много вопросов по установив старую модель вертикально, я подумал, что выложу это сейчас и закончу это позже.
Я построил оригинальный прототип для этот гибочный станок из подручных материалов, и он работал так хорошо, что я не стал беспокоиться для сборки или фото-документирования финальной версии пока нет, но вот фото рабочего макет.
Здесь вы видите, что трубогиб может легко растягиваться, чтобы сделать полный изгиб на 110 градусов за один ход без необходимости сбросить ссылки привода, и даже если на этой картинке не установлен кристалл имеется большой зазор для 2-дюймовой матрицы с 6-дюймовой центральной линией радиус. Я почти уверен, что эта версия вертикального гибочного станка CBH — единственная вертикаль на рынке с этой возможностью.
На этом фото вы можете получить лучшее представление об общем размере устройства.Я не стал надевать ролики прототип, но его по-прежнему легко таскать по магазину. О единственном изменении Хочу сделать на финальном варианте это добавить клапан дистанционного сброса давления. и «возвратная» пружина для приводных звеньев.
Я делал много рулей в последнее время, и я обнаружил, что могу установить 2 однодюймовые плашки бок о бок и получайте одинаковые изгибы на двух разных стержнях всего за один pass, который довольно удобен.
Я подумываю сделать звенья и рама для этого гибочного станка из пластины 5/8 «, чтобы его можно было установить вертикально или горизонтально и управляется вручную или с помощью пневмо / гидравлики.
В планах, как и у большинства из наших материалов широкоформатные распечатки, поэтому вам нужно будет отнести их в Kinko’s, чтобы получить их в заговоре. Несмотря на то, что планы были составлены в первую очередь для моего собственного использования в при создании прототипа я думаю, что большинство людей смогут понять вещи, которые я мог бы оставить на рисунках.
Я буду продолжать обновлять это материала и пересматривайте планы, поскольку мы начинаем строить некоторые финальные единицы для некоторых местные магазины.
Ссылки для скачивания планов:
https: // chopperbuildershandbook.com / VTB1-1.pdf
https://chopperbuildershandbook.com/VTB1-2.pdf
https://chopperbuildershandbook.com/VTB1-3.pdf
https://chopperbuildershandbook.com/VTB1-4.pdf
https://chopperbuildershandbook.com/VTB1-5.pdf
https://chopperbuildershandbook.com/VTB1-6.pdf
Следующие ссылки могут быть представляет интерес для людей, строящих новый бендер.
http://www.blindchickenracing.com/tools/tube%20bender/tubingbender.htm
http://www.mechwerks.com/Mechwerks_plans_drawings.htm
http://www.gottrikes.com/Tube_Bender.htm
http://www.probender.com/
http://www.jd2.com/c-12-benders.aspx
http: // www.jmrmfg.com/tag/tube-bender/
http://www.probender.com
После того, как вы загрузите планы, мы будем благодарны за пожертвование, независимо от его размера, чтобы помочь сохранить сайт и планы в свободном доступе.
|