Угол заточки ножей для фуганка
Заточка ножей для деревообрабатывающих станков — это обязательный процесс, который можно выполнять своими руками при помощи специальных приспособлений. Заточка — это восстановление прежних режущих возможностей ножовок, валов ножниц, строгальных, фуговальных и прочих устройств для обработки дерева.
Общие сведения
Фото заточенных ножей
- Чтобы заточить ножевой вал строгального, фуговального станка, вам потребуется соответствующее приспособление;
- Работа по заточке выполняется своими руками;
- Умельцы научились собирать точильные устройства;
- При восстановлении ножовок, фуговальных устройств, затачивая ножевые валы, обязательно придерживайтесь нескольких рекомендаций, четко следуйте технологии;
- Если зубья ножовок, ножевые валы окажутся заточенными неправильно, качество обработки инструментами древесины существенно ухудшится;
- Точильные камни — неплохая альтернатива для точильного станка. Но если есть возможность собрать своими руками или приобрести точильный станок, обязательно ею воспользуйтесь.
Подготовительные мероприятия
Схема устройства станка для заточки ножей деревообрабатывающих станков
Если вам потребовалась заточка ножей для деревообрабатывающего станка, начинать следует с обязательных этапов подготовки. Не так важно, какие параметры имеет ножевой вал или режущие листы ножовок 13 мм, 20 мм или все 200 мм, заточка им потребуется обязательно.
Некоторые предпочитают отдавать затупленные валы в специальные мастерские, где легко восстановят прежнюю остроту ножа на 200 мм или небольшого фреза токарного станка. Но как заказывать заточку, так и покупать новые ножевые валы — дело финансово затратное.
Подготовка к заточке начинается со знакомства с доступными средствами восстановления поверхностей режущих инструментов и некоторых рекомендаций.
- Для поддержания фуганков, строгальных станков, ножовок в рабочем состоянии, соберите или купите соответствующее точильное приспособление.

- Самый простой, бюджетный вариант — это точильный камень. Но качество обработки напрямую зависит от ваших умений работать с камнем. Если таковых не имеется, добиться нужного уровня заточки крайне сложно. Плюс камни не способны справиться со всеми типами режущих инструментов, которыми комплектуют современные деревообрабатывающие станки.
- Выбирайте станок, который способен затачивать на низких оборотах, поскольку это положительно влияет на качество обработки.
- Рекомендуемый элемент оснащения точильного станка — это система водяного охлаждения.
- Внимательно изучайте комплектацию бытовых деревообрабатывающих станков. Зачастую там уже присутствует точильный камень, который оптимально подходит по параметрам для обработки используемых ножей.
- Если камень не предоставлен в комплектации, его придется приобрести отдельно, выровнять специальным приспособлением, сгладить. Только так вы сможете качественно заточить ножевые валы фуговальных станков.
- На станках есть функция установки угла наклона, регулируемый специальным винтом. Вращая винт и меняя положение точильного приспособления, вы сможете правильно закрепить инструмент относительно камня.
- Следующий подготовительный этап — это держатель, в который устанавливают ножевой вал.
- Если вы новичок, начинать первую работу с ножей на 200 мм не рекомендуется. Начните буквально с 13-15 мм, а постепенно вы научитесь обрабатывать 200 мм и даже 2 мм. Для этого нужно скопить определенный опыт.
- Длина ножа — это не принципиальный параметр, поскольку нож в держателе может перемещаться на требуемое вам расстояние.
- Следите за тем, чтобы держать прочно фиксировал вал. В противном случае вы получите существенный перекос, из-за которого пострадает качество деревообработки.
- Детально изучите руководство по эксплуатации приобретенного точильного станка. Если это собранный своими руками инструмент, придется опираться на чертежи и доступную информацию в сети о конкретном проекте точильного приспособления.

Заточка
Чтобы выполняемая заточка ножей для деревообрабатывающего станка дала положительный результат, вы смогли возобновить работу с оборудованием на прежнем по качеству уровне, нужно придерживаться нескольких достаточно простых правил.
- Держатель точильного станка может перемещаться влево и вправо относительно камня для заточки ножей.
- Не допускайте, чтобы лезвие оказывалось за краем.
- Сразу зафиксируйте держатель на расстоянии 12 мм от края точильного круга.
- Когда выполняется заточка ножей на 200 мм или более мелких его вариаций, убедитесь в том, что на станке активирована функция водяного охлаждения.
- Система охлаждения требует постоянного контроля. Бачок обычно имеет небольшой объем, потому воду нужно периодически доливать. Если она закончится, а процесс заточки продолжится без охлаждения, вы рискуете испортить довольно дорогостоящий нож.
- По мере обработки ножей, вода из системы охлаждения может скапливаться на полу. Поскольку точильные станки — это электрические приспособления, предусмотрите возможность отвода воды от ног, работайте в резиновой обуви. В любом случае, стоять в луже воды при работе с электрическим станком — это всегда опасно. Придерживайтесь правил техники безопасности.
- Следите за чистотой точильного камня. Он загрязняется довольно быстро при активной эксплуатации.
- Очищаются точильные круги станков с помощью специального приспособления. Этим очищающим бруском должны комплектоваться станки, но если его нет в наборе, тогда придется приобрести отдельно.
- Каждая последующая заточка, согласно правилам эксплуатации, выполняется только при условии, что камень очищен. Потому после каждой заточки вооружайтесь очищающим бруском, обрабатывая им станок.
- В среднем на заточку с помощью специального станка уходит около 10-20 минут. Все зависит от типа и размеров инструмента, который затупился в результате проведенных операций по деревообработке.
- Выполнив заточку инструментов деревообрабатывающих станков, не спешите их возвращать на место и продолжать работу. После обработки на станке, инструмент нуждается в доводке.
- Доводка заключается в нанесении на поверхность режущего элемента специальной пасты. Действуйте согласно инструкции, которую предлагает производитель пасты-доводки на упаковке. Разные пасты могут несколько отличаться по методам нанесения.
 Все зависит от типа и размеров инструмента, который затупился в результате проведенных операций по деревообработке.
Все зависит от типа и размеров инструмента, который затупился в результате проведенных операций по деревообработке.Если вы все сделали верно, то нож должен получиться идеально ровным, остро заточенным, лишенным любых неровностей, заусенцев. Не переживайте, когда с первого раза результат не оправдывает ожидания. На это требуется некоторое время и немного опыта. Вот почему начинать стоит с простых и недорогих ножей, которые не жалко испортить.
ЗАТОЧКА НОЖЕВЫХ ГОЛОВОК
Ножи в ножевых головках перетачивают по задней поверхности.
По способу заточки ножевые головки можно разделить на две подгруппы:
Первая подгруппа
- Строгальные ножевые головки
Вторая подгруппа
- Ножевые головки для обработки профильных поверхностей
Строгальной называется ножевая головка, в корпус которой устанавливаются прямые ножи. Эти ножи имеют толщину 3 мм, ширину 30 мм и различную длину в зависимости от ширины обработки.
Профильной называется ножевая головка, в корпус которой устанавливают профильные ножи. Эти ножи имеют толщину 8 мм, ширину 50, 60 или 70 мм (в зависимости от глубины профиля) и различную длину в зависимости от ширины обработки.
Алгоритм заточки строгальной ножевой головки следующий:
1. На специальном приспособлении в ножевой головке устанавливаются ножи.
Ножи устанавливаются таким образом, чтобы все их вершины расположились строго на одной окружности.
2. Ножевая головка устанавливается на заточном станке таким образом, чтобы задняя поверхность ножа была строго параллельна плоскости шлифовального круга.
3. Абразивный инструмент подводится к задней поверхности ножа. Положение абразивного инструмента определяется по искре, то есть круг слегка касается затачиваемого инструмента.
4. Абразивный круг выполняет три движения:
4.2 S – возвратно-поступательное движение вдоль оси ножевой головки, дв.ход/мин
4.3 S1 – прямолинейное движение перпендикулярно оси ножевой головки, мм/дв.ход
Рисунок заточки строгальной ножевой головки – рис.7
При заточке строгальных ножевых головок следует обращать внимание на ряд особенностей:
Ножи в обычных и гидрозажимных строгальных ножевых головках имеют разные задние углы.
Рисунок строгальной и гидрозажимной ножевых головок – рис.8
Задний угол у ножей в обычных строгальных ножевых головках составляет 45 градусов. Задний угол у ножей в гидрозажимных ножевых головках составляет 60 градусов.
Таким образом, ножи в обычных и гидрозажимных ножевых головках имеют различные углы заострения betta.
От величины угла заострения зависит сила резания, необходимая для отделения стружки. Чем меньше угол заострения, тем меньше силы резания. Однако, при уменьшении угла заострения режущая кромка начинает терять свою стойкость.
Для увеличения стойкости ножей в гидроголовках на задней поверхности ножа делают небольшую фаску.
Эта фаска позволяет увеличить прочность режущей кромки и увеличить площадь соприкосновения режущей кромки с обрабатываемой заготовкой. В результате увеличения соприкосновения режущей кромки с обрабатываемой заготовкой увеличивается теплоотвод из зоны резания. Уменьшение температуры в зоне резания значительно увеличивает стойкость лезвия.
Стойкость инструмента также существенно зависит от величины заднего угла. Чем больше задний угол, тем меньше интенсивность изнашивания лезвия по задней поверхности. По этой причине задний угол у ножей гидроголовок делают большим.
При заточке ножей с напайным твёрдым сплавом задний угол стальной державки должен быть на 5-10 градусов больше, чем угол самого твёрдосплавного лезвия.![]() Это необходимо для того, чтобы алмазный круг не касался во время заточки стальной державки.
Это необходимо для того, чтобы алмазный круг не касался во время заточки стальной державки.
Рисунок заточки твёрдосплавного ножа – рис.9
Схема переточки твёрдосплавного ножа – рис.10
Весьма важно при заточке помнить предельно допустимые минимальные размеры строгального ножа.
В обычных строгальных ножевых головках минимальная ширина ножа составляет 18,5 мм. При меньшей ширине ножа не обеспечивается надёжность крепления ножа в корпусе. В гидрозажимных строгальных ножевых головках минимальная ширина ножа составляет 21,3 мм.
Таким образом, у обычного строгального ножа, ширина которого составляет 30 мм, в обычной ножевой головке зона переточки составляет 11,5 мм, соответственно, в гидрозажимной ножевой головке зона переточки составляет 8,7 мм.
У твёрдосплавных ножей с напайным твёрдым сплавом минимальная высота напаянного твёрдого сплава при переточках должна быть не менее 4 мм. Как правило, высота напайки твёрдого сплава составляет 10 мм. Таким образом, зона переточки твёрдосплавного ножа составляет 6 мм.
Существуют специальные ножевые головки, в которых система крепления ножей устроена таким образом, что эти ножи перетачивают по передней поверхности на плоско-шлифовальных станках.
В этом случае строгальный нож на тыльной стороне имеет прецизионный выступ. В свою очередь зажимной кулачок в корпусе ножевой головки имеет ответный прецизионный паз. При установке ножей выступ на ноже совмещается с пазом в кулачке и все ножи устанавливаются точно равноудалёнными от центра на одной окружности.
Данные ножи имеют две режущие кромки. В процессе эксплуатации ножи переворачиваются.
Фото специальной ножевой головки – рис.11
Шлифуются эти ножи на плоско-шлифовальном станке до тех пор пока на передней поверхности ножа не исчезнет продольный паз. Глубина этого паза порядка одного миллиметра. Таким образом, такой нож можно переточить 10-15 раз.
Рисунок ножа – рис.12
Алгоритм заточки ножевой головки с профильными ножами следующий:
Алгоритм заточки ножевых головок с профильными ножами такой же, как и строгальных ножевых головок за исключением трёх моментов:
- Для установки ножей в корпус ножевой головки не требуется никаких специальных приспособлений. На тыльной стороне ножа имеется прецизионное рифление, которое при установке ножа совмещается с ответным рифлением в корпусе инструмента.
- Возвратно-поступательное движение вдоль оси инструмента абразивный круг выполняет не по прямолинейной траектории а повторяет криволинейный профиль ножа.
- При переточке профильного ножа ось абразивного инструмента всегда параллельна оси ножевой головки.
Это обстоятельство приводит к тому, что задняя поверхность профильного ножа не прямолинейная, а радиусная.
Особенности заточки профильных ножей можно рассмотреть на примере ножей для обработки профильной вагонки.
Расположение изделия и ножей на 4-х стороннем станке – рис.13
Помимо основных геометрических параметров инструмент имеет также вспомогательные, которые по своей значимости не менее важны для качественной обработки изделия.
Одним из таких параметров является вспомогательный задний угол alfa.
На сечении D-D показан вспомогательный задний угол.
Этот угол необходим для того, чтобы вспомогательная задняя поверхность ножа при обработке не соприкасалась с обрабатываемой заготовкой. Если резец не имеет вспомогательных задних углов, инструмент начинает «гореть».
Рассмотрим заточку правого ножа.
рисунок правого ножа – рис.14
Представленный нож имеет ряд режущих кромок:
При заточке все режущие кромки ножа должны быть переточены.
В рассматриваемом случае критична переточка режущих кромок B-C и D-E.
При переточке этих кромок происходит уменьшение размера C-D.
Для того, чтобы переточка кромок B-C и D-E была не столь критична данные кромки выполняют с углом в плане. Этот угол делают небольшим, чтобы не ослабить прочность соединения элементов готового изделия, он равен 2-3 градуса.
Гораздо лучшие условия обработки создаются при обработке шпунта и гребня составными фрезами.
При переточке составной фрезы также происходит уменьшение размера C-D. Однако, составная фреза может раздвигаться и точно восстановить первоначальный размер C-D.
Однако, составная фреза может раздвигаться и точно восстановить первоначальный размер C-D.
Составные фрезы раздвигаются с помощью дистанционных колец. Толщина такого кольца может быть равна 0,01мм. Соответственно, размер C-D можно корректировать с точность до 0,01мм. Данная точность является более чем достаточной.
То обстоятельство, что составные фрезы могут быть раздвинуты с большой точностью, позволяет выполнять их режущие кромки с большими вспомогательными задними углами.
Смирнов А.В.
Технический директор ООО «Тул Лэнд»
Ручной фуганок с древних времен и сейчас активно используется в столярной работе. И с тех же самых пор особое внимание уделяется такому мероприятию, как заточка ножей фуганка. Ведь только качественно отрегулируемый инструмент позволяет получить качественный продукт.
Итак, заточка ножей фуганка своими руками начинается со снятия ножа вместе со стружколомом, который в последствии откручивают. После это с ножа смывают смолу и грязь, которая образовалась при работе. С такой задачей хорошо справляется бензин. После очистки ножа можно переходить непосредственно к заточке. Заточка фуговальных ножей может осуществляться множеством способов. Тот, кто часто этим занимается и имеет достаточно опыта, затачивает нож, просто удерживая его руками под нужным углом. Для тех, кто имеет меньше опыта, существует масса приспособлений, электрифицированных и ручных. Поскольку станки для заточки и правки лезвий дорогостоящие, наиболее часто используются ручные приспособления. Такие изделия есть как заводского изготовления, так и самодельные. Предельно простое приспособление для сохранения угла заточки неизменным представлено на фото ниже. Оно представляет собой мебельный болт, длинной около пятнадцати сантиметров с полукруглой головкой. Такая форма головки болта снижает трение при заточке. На резьбе болта закреплены две гайки, которые зафиксированы одна относительно второй. Перемещая эти гайки вверх или вниз можно изменять угол заточки в широких пределах. Помимо гаек на болте есть две широкие шайбы, между которыми зажимается нож фуганка. Фиксация ножа производится при помощи барашковой гайки. В собранном виде вся конструкция показана ниже. Угол заточки ножей фуганка можно рассчитать геометрически или измерить при помощи транспортира. Для строгания мягкой древесины заточка ножей фуганка осуществляется под углом в 25 градусов, для строгания твердой древесины и при мягкой стали ножа фуганка угол заточки должен составлять 30 градусов. Также есть в продаже и заводские приспособления для затачивания столярных инструментов. Помимо фуговальных ножей, на таких приспособлениях можно затачивать стамески, резцы для токарной обработки и прочие режущие инструменты. На фото ниже показано наиболее распространенное и недорогое приспособление для заточки ножей фуганка своими руками. С его помощью легко регулировать угол заточки, перемещая нож вверх для увеличения угла и вниз – для уменьшения. Установленный угол заточки инструмента можно определить по имеющейся линейке, которая на этом фото ниже откинута. Фиксируется нож двумя винтами. Шкала проградуирована под наиболее распространенные углы заточки – 25,30,35 градусов. Из недостатков такого устройства можно отметить то, что заточка часто происходит неравномерно, из-за неровно зажатого лезвия. Вал, благодаря которому осуществляется перемещение устройства, изготовлен из пластмассы и не очень прочный. Заточка ножей фуганка, независимо от выбранного приспособления производится на наждачной бумаге, которая закреплена на куске каленого стекла. Изменяя зернистость бумаги, добиваются приемлемой остроты. Заканчивают заточку шлифовкой и полировкой фаски лезвия. Для шлифовки применяют самую мелкозернистую бумагу, которая есть в наличии. Полируют лезвие на кожаном ремне, на который наносится паста ГОИ. После окончания полировки на пасте лезвие отражает предметы, как зеркало и имеет бритвенную остроту.
Помимо гаек на болте есть две широкие шайбы, между которыми зажимается нож фуганка. Фиксация ножа производится при помощи барашковой гайки. В собранном виде вся конструкция показана ниже. Угол заточки ножей фуганка можно рассчитать геометрически или измерить при помощи транспортира. Для строгания мягкой древесины заточка ножей фуганка осуществляется под углом в 25 градусов, для строгания твердой древесины и при мягкой стали ножа фуганка угол заточки должен составлять 30 градусов. Также есть в продаже и заводские приспособления для затачивания столярных инструментов. Помимо фуговальных ножей, на таких приспособлениях можно затачивать стамески, резцы для токарной обработки и прочие режущие инструменты. На фото ниже показано наиболее распространенное и недорогое приспособление для заточки ножей фуганка своими руками. С его помощью легко регулировать угол заточки, перемещая нож вверх для увеличения угла и вниз – для уменьшения. Установленный угол заточки инструмента можно определить по имеющейся линейке, которая на этом фото ниже откинута. Фиксируется нож двумя винтами. Шкала проградуирована под наиболее распространенные углы заточки – 25,30,35 градусов. Из недостатков такого устройства можно отметить то, что заточка часто происходит неравномерно, из-за неровно зажатого лезвия. Вал, благодаря которому осуществляется перемещение устройства, изготовлен из пластмассы и не очень прочный. Заточка ножей фуганка, независимо от выбранного приспособления производится на наждачной бумаге, которая закреплена на куске каленого стекла. Изменяя зернистость бумаги, добиваются приемлемой остроты. Заканчивают заточку шлифовкой и полировкой фаски лезвия. Для шлифовки применяют самую мелкозернистую бумагу, которая есть в наличии. Полируют лезвие на кожаном ремне, на который наносится паста ГОИ. После окончания полировки на пасте лезвие отражает предметы, как зеркало и имеет бритвенную остроту.
10,482 просмотров всего, 2 просмотров сегодня
То, что нужно знать о заточке ножей фуганка
Фуганок и фуговальный станок издавна были одними из самых популярных столярных инструментов, не потеряли они свою актуальность и сегодня. Вопросом о том, как заточить ножи фуганка интересуется множество профильных специалистов, поскольку полноценно подготовленный к работе инструмент позволяет добиться лучшего качества работы. Первое, что нужно сделать – это снять нож и стружколом, который перед работой нужно открутить. Бывший в употреблении инструмент нужно очистить от загрязнителей, например смолы, лучше всего она удаляется при помощи бензина.
Вопросом о том, как заточить ножи фуганка интересуется множество профильных специалистов, поскольку полноценно подготовленный к работе инструмент позволяет добиться лучшего качества работы. Первое, что нужно сделать – это снять нож и стружколом, который перед работой нужно открутить. Бывший в употреблении инструмент нужно очистить от загрязнителей, например смолы, лучше всего она удаляется при помощи бензина.
Чтобы осуществить заточку ножа строгательного и фуговального типа лучше пользоваться специализированными устройствами. Осуществляют процедуру также вручную, к тому же приспособление для заточки ножей фуганка можно собрать самостоятельно. При работе нужно соблюдать ряд правил, можно использовать несколько технологий. Независимо от того, каким вариантом заточки вы будете пользоваться, нужно максимально точно придерживаться инструкции. Иначе можно добиться некачественной работы инструмента, функциями которого столяр не сможет воспользоваться на 100%. Если вы задумываетесь о том, как заточить ножи фуганка дома, то используйте обычные точильные камни, хотя идеальным вариантом будет выбор профессионального точильного станка с функцией охлаждения.
Подготовка к заточке ножей
Заточка ножей фуганка может быть произведена более качественно, если выбирать приспособление с низкими оборотами и высокого качества. Если вы хотите использовать точильный камень, то его нужно изначально выровнять. После правки устройства, камень нужно сгладить бруском.
Теперь выставьте подходящий угол наклона, это осуществляется вращением винта, крепящего полотно. Далее нужно использовать держатель, входящий в стандартную комплектацию станка, там закрепляется фуговальный нож. Работу нужно начинать с ножей не шире 13 мм. Длина не важна, поскольку в держателе инструмент фиксируется в удобном положении.
Для того чтобы хорошо зафиксировать нож, держите его в выбранном положении и плотно закручивайте винты.
Чтобы контролировать угол заточки ножей фуганка применяется маркер, которым отмечают фаску ножа. Понять точность регулировки, можно проворачивая камень вручную.
Понять точность регулировки, можно проворачивая камень вручную.
Заточка инструмента
Заточка ножей фуганка представляет собой простой процесс, вам нужно лишь перемещать держатель из стороны в сторону относительно точильного камня. Старайтесь не давать лезвию выходить за края камня. Зафиксируйте держатель в 12 мм от окончания круга. При осуществлении работы нужно наладить подачу водяного охлаждения. Будьте готовы к тому, что нужно будет регулярно пополнять запас жидкости в бачке и не допускать осушения резервуара. Чтобы обезопасить работу нужно добиться, чтобы влага не стекала на пол под ноги.
Заточка фуговальных ножей довольно длительная процедура. Периодически проверяйте чистоту точильного камня, поскольку тот может быстро засаливаться. Чтобы его очистить, нужно воспользоваться специальным бруском, как только будет обнаружено загрязнение. Кстати, выбор камня во многом зависит от разновидности инструмента. Фуговальный станок может включать ножи из различных типов твердости, так что осторожно выбирайте точильный камень.
Обычно ножи для фуговального станка точатся в течение 20 минут, после чего нужно выполнить доводку. Эта процедура осуществляется при помощи специальной пасты. Полировка проводится для того чтобы на лезвие не было малейших шероховатостей, заусенцев, иначе работы с таким ножом не будет полноценной. Проверяют эффективность заточки при помощи разрезания им листка бумаги. Если срез выполнен аккуратно, то нож полностью готов к работе.
Другие материалы по заточке инструмента:
* Заточка ножовки по дереву.
* Заточка стамески своими руками.
Вам будет интересно
Угол заточки ножей для строгальных станков
Любому владельцу строгального оборудования приходилось сталкиваться с заточкой соответствующих ножей. Если в вашем распоряжении имеется специальный станок, то сделать это не составит никакого труда. Еще одним вариантом станет обращение в специализированную мастерскую. Также заточить подобные инструменты для резки можно и самостоятельно.
Почему необходима своевременная и правильная заточка?
Строгальные ножи, как и другие режущие инструменты, требуют ухода по определенным причинам:
- тупым лезвием строгальных ножей древесина будет обрабатываться очень некачественно;
- при работе с мягкими сортами древесины на поверхности будет образовываться ворс и разнообразные неровности;
- стертая кромка будет крошиться;
- при выполнении строгания тупыми инструментами возникает перегрузка двигателя станка
Если вы даже решите выполнить заточку самостоятельно, используя алмазные бруски, то эффект от такой работы будет совсем незначительный. Вам придется перетачивать их в ближайшее время. По этим причинам люди, занимающиеся строганием профессионально, выбирают только автоматическую или механическую заточку.
Подготовка рабочего места и оборудования, установка винта, контролирующего угол
Для заточки ножей вам понадобится специальное точило, но необходимо использовать современные его вариации с низкой оборотной скоростью, которые обладают охлаждением водяного типа. Более всего для этих целей подойдет Tormek T7 со специальным держателем Tormek SVH. Выполнить этот процесс качественно поможет ровный и чистый заточный камень. В дальнейшем, практический пример и будет рассматриваться на основе комплекта оборудования Tormek.
При заточке необходимо установить винт, которым вы сможете изменять угол заточки, но прежде нужно подготовить рабочее пространство, выполнив определенные условия:
- Устанавливаем заточный камень Tormek SG250, выравнивая его при помощи специального приспособления Tormek TT-50. Приспособление идет в комплекте с T7.
- Необходимо сгладить заточный камень, используя брусок для очистки и выравнивания.
- Убираем стандартный упор и ставим специализированный упор.
- Вкручиваем сам винт, которым в дальнейшем возможна регулировка угла наклона затачиваемого кресла.
- Устанавливаем специальный держатель для лезвия.

Рекомендуется затачивать режущие инструменты, чья ширина больше 12 миллиметров. А длина ножа уже не имеет никакого значения. К тому же, вы сможете переставлять длинные ножи. Большое значение имеет правильная установка лезвия в держатель, потому что возможна заточка с большими перекосами. Правильно этот процесс выполняется следующим образом: устанавливаем спинку ножа до упора и зажимаем его специальными держателями.
Оценка и установка требуемого угла наклона
Проанализировав особенности оставляемых заточным камнем следов, возможно правильно выполнить оценку угла наклона, подобрав нужные пропорции. Затем на закрепленный упор устанавливается держатель с ножом. Регулировка осуществляется винтами упора, нужно опустить держатель до касания камнем. Винтами выставления угла выбираем требуемый его параметр в отношении камня. Выполняя вращение в ручном режиме, по рискам на окрашенном лезвии определяется необходимость регулировки угла наклона держателя. И если это потребуется, такую регулировку очень просто сделать.
Рабочий диапазон углов 30-45 градусов. Точный его градус определяется по конкретному сорту дерева. В справочнике от 1985 года, написанном Карлом Фрониусом, говорится, что качество будет зависеть не только от угла, но и от вылета ножа и диаметра головы. Классическим параметром принято считать 40 градусов. Выбирая конкретное число, не стоит забывать, что фрезы спроектированы по стандартной затыловке. Если вы увеличите угол, то появляется риск трения затылка о заготовку. А если уменьшите, то режущая кромка станет слабее и тоньше.
Решение проблемы с выбором нужного угла
Решить проблему установки требуемого угла наклона можно двумя способами:
- Использование двухголовой затыловки по принципу двухслойных клинков. Главную затыловку делаем под углом 40 градусов, а саму вершину ножа – около 20 градусов. Тем самым вы значительно продлите срок службы, а также нож будет обладать хорошей устойчивостью к ударам.
- Проверить схему и режимы заточки.

Некоторые правила и особенности заточки
Установив угол наклона в нужную позицию, можно приступать к самому процессу заточки. Вы можете зафиксировать снимаемое количество металла, для этих целей предназначены два бегунка со шкалой и делением 0,1 мм. Специалист, выполняющий заточку, сможет регулировать этот параметр достаточно точно. Не стоит забывать после каждой подачи выполнять надежную фиксацию специальными зажимами, препятствующими появлению колебаний во время заточки.
Сам процесс заточки осуществляется благодаря изменению положения держателя в отношении заточного камня. Важно следить за тем, чтобы нож не попадал за крайнюю точку камня. Желательно останавливать держатель за 10 мм от края. В качестве тормозного элемента предусмотрены отдельные упоры, перемещением которых выставляется нужный ход. Тут решающим фактором станет опыт человека, который выполняет заточку строгальных ножей. Во время самого процесса образуется вода, которая накапливается и собирается на лезвие. Затем она стекает на сам корпус и на пол. Воды тратится очень много, поэтому не забывайте ее постоянно подливать в специальный отдел. А сам разлив можно уменьшить, подложив под ножку какую-либо подкладку, высотой 6 мм.
Еще одной неприятностью во время заточки станет постоянное засаливание точильного камня, что сказывается на продолжительности данной работы. Лучше всего периодически чистить его предусмотренным для этого бруском SP-650. При работе с мягким металлом, заточка пройдет гораздо быстрее и камень придется чистить реже, потому что такой материал снимается достаточно массивными участками.
После получасовой работы получается ровная фаска со стабильным заусенцем. Останется выполнить доводку, используя кожаный круг и пасту для полировки. В первую очередь потребуется довести до завершения плоскость ножа, а уже потом саму фаску.
Особенности работы с ручным станком
Станки ручного типа применяются лишь в тех случаях, когда нужно заточить не слишком большое количество ножей.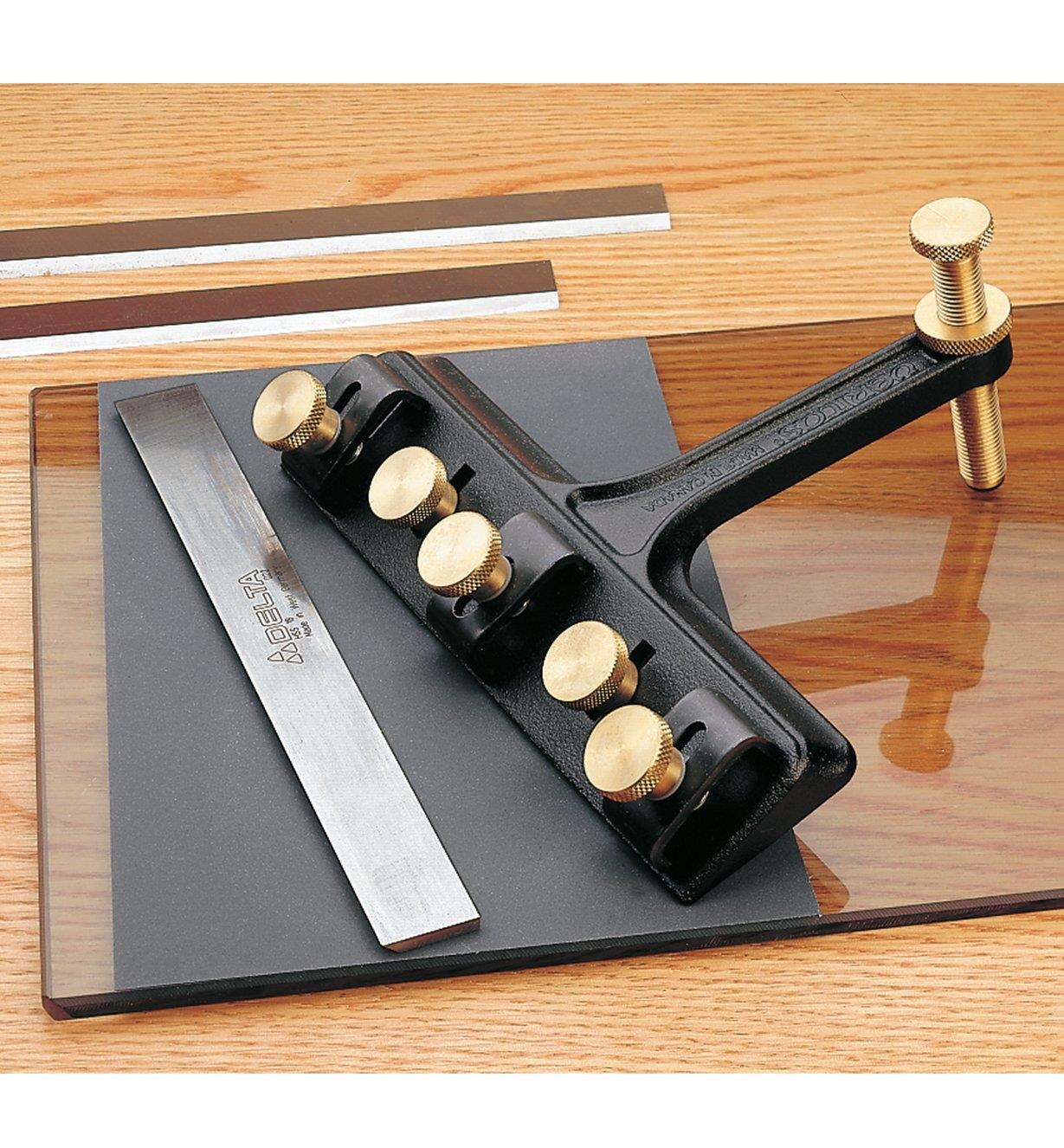 В противном случае пришлось бы потратить очень много времени. Но если вам нужно наточить несколько ножей, то этот способ станет достаточно приемлемым, но необходимо придерживаться следующих правил:
В противном случае пришлось бы потратить очень много времени. Но если вам нужно наточить несколько ножей, то этот способ станет достаточно приемлемым, но необходимо придерживаться следующих правил:
- нужно проверить поверхность камня, потому что использование подобных станков возможно только на чистых точильных инструментах;
- старайтесь сделать так, чтобы каретка с закрепленным ножом подводилась достаточно гладко, без каких-либо резких толчков;
- скорость движения каретки не должна превышать 6м/мин, большая скорость может повредить лезвие;
- во время одного прохода каретка должна продвигаться на расстояние, которое больше длины ножа на 15 см.
Особенности работы с автоматическим станком
- мокрый способ более подходит для заточки строгальных ножей, потому что осуществляется постоянное охлаждение лезвия;
- на этапе подготовки уже нужно выставить все параметры, включая угол наклона и расстояние передвижения каретки;
- важнейшим фактором является установка ножей на каретке;
- процесс должен осуществляться достаточно плавно, без резких подергиваний
Точильный станок собственными руками
При желании, возможно собрать точильный станок самостоятельно. Вам понадобятся следующие предметы: стол, планшайба, пылесос, двигатель и кожух для станка. Планшайба станет основным и самым дорогим компонентом. Желательно выбрать американских или немецких производителей. Затем подбирается двигатель, мощность которого – 1,5 кВт, подойдут даже поддержанные варианты. Например, можно приобрести двигатели от стиральных машин.
Мотор нужно установить под столешницей, а планшайбу закрепить к движущемуся элементу. Не забудьте продумать кнопки включения и выключения. На планшайбу нужно поставить кожух, срезав одну сторону, с которой и будет выполняться заточка. Также в нижней части столешницы потребуется сделать вырез под пылесос. Данный станок также подойдет для работы с другими режущими поверхностями.
Заточка ножей в специализированных мастерских
Если вам не по силам организовать правильную заточку строгальных ножей или становится сложно установить нужный уровень наклона, то обращение в мастерскую станет отличным решением проблемы. Такой способ имеет следующий преимущества.
- Используется дорогое и высококачественное оборудование. Прямолинейность режущей кромки будет выполнена гораздо лучше, чем при самостоятельной обработке.
- Применяются современные системы охлаждения, которые не позволят перегреться и разрушиться режущей поверхности.
- Применяются дополнительные материалы и специальные технологии по доводке ножа, что отражается на функциональных возможностях сроках службы таких ножей.
- В условиях мастерской возможно получить максимально ровную кромку благодаря отсутствию перегревов и различий по весу. На практике, должен получиться идеальный инструмент.
Заточка ножей фуганка | смогЁм сами
Ручной фуганок с древних времен и сейчас активно используется в столярной работе. И с тех же самых пор особое внимание уделяется такому мероприятию, как заточка ножей фуганка. Ведь только качественно отрегулируемый инструмент позволяет получить качественный продукт.
Итак, заточка ножей фуганка своими руками начинается со снятия ножа вместе со стружколомом, который в последствии откручивают. После это с ножа смывают смолу и грязь, которая образовалась при работе. С такой задачей хорошо справляется бензин. После очистки ножа можно переходить непосредственно к заточке. Заточка фуговальных ножей может осуществляться множеством способов. Тот, кто часто этим занимается и имеет достаточно опыта, затачивает нож, просто удерживая его руками под нужным углом. Для тех, кто имеет меньше опыта, существует масса приспособлений, электрифицированных и ручных. Поскольку станки для заточки и правки лезвий дорогостоящие, наиболее часто используются ручные приспособления. Такие изделия есть как заводского изготовления, так и самодельные. Предельно простое приспособление для сохранения угла заточки неизменным представлено на фото ниже. Оно представляет собой мебельный болт, длинной около пятнадцати сантиметров с полукруглой головкой. Такая форма головки болта снижает трение при заточке. На резьбе болта закреплены две гайки, которые зафиксированы одна относительно второй. Перемещая эти гайки вверх или вниз можно изменять угол заточки в широких пределах. Помимо гаек на болте есть две широкие шайбы, между которыми зажимается нож фуганка. Фиксация ножа производится при помощи барашковой гайки. В собранном виде вся конструкция показана ниже. Угол заточки ножей фуганка можно рассчитать геометрически или измерить при помощи транспортира. Для строгания мягкой древесины заточка ножей фуганка осуществляется под углом в 25 градусов, для строгания твердой древесины и при мягкой стали ножа фуганка угол заточки должен составлять 30 градусов. Также есть в продаже и заводские приспособления для затачивания столярных инструментов. Помимо фуговальных ножей, на таких приспособлениях можно затачивать стамески, резцы для токарной обработки и прочие режущие инструменты. На фото ниже показано наиболее распространенное и недорогое приспособление для заточки ножей фуганка своими руками. С его помощью легко регулировать угол заточки, перемещая нож вверх для увеличения угла и вниз – для уменьшения. Установленный угол заточки инструмента можно определить по имеющейся линейке, которая на этом фото ниже откинута. Фиксируется нож двумя винтами. Шкала проградуирована под наиболее распространенные углы заточки – 25,30,35 градусов. Из недостатков такого устройства можно отметить то, что заточка часто происходит неравномерно, из-за неровно зажатого лезвия. Вал, благодаря которому осуществляется перемещение устройства, изготовлен из пластмассы и не очень прочный. Заточка ножей фуганка, независимо от выбранного приспособления производится на наждачной бумаге, которая закреплена на куске каленого стекла. Изменяя зернистость бумаги, добиваются приемлемой остроты.
Предельно простое приспособление для сохранения угла заточки неизменным представлено на фото ниже. Оно представляет собой мебельный болт, длинной около пятнадцати сантиметров с полукруглой головкой. Такая форма головки болта снижает трение при заточке. На резьбе болта закреплены две гайки, которые зафиксированы одна относительно второй. Перемещая эти гайки вверх или вниз можно изменять угол заточки в широких пределах. Помимо гаек на болте есть две широкие шайбы, между которыми зажимается нож фуганка. Фиксация ножа производится при помощи барашковой гайки. В собранном виде вся конструкция показана ниже. Угол заточки ножей фуганка можно рассчитать геометрически или измерить при помощи транспортира. Для строгания мягкой древесины заточка ножей фуганка осуществляется под углом в 25 градусов, для строгания твердой древесины и при мягкой стали ножа фуганка угол заточки должен составлять 30 градусов. Также есть в продаже и заводские приспособления для затачивания столярных инструментов. Помимо фуговальных ножей, на таких приспособлениях можно затачивать стамески, резцы для токарной обработки и прочие режущие инструменты. На фото ниже показано наиболее распространенное и недорогое приспособление для заточки ножей фуганка своими руками. С его помощью легко регулировать угол заточки, перемещая нож вверх для увеличения угла и вниз – для уменьшения. Установленный угол заточки инструмента можно определить по имеющейся линейке, которая на этом фото ниже откинута. Фиксируется нож двумя винтами. Шкала проградуирована под наиболее распространенные углы заточки – 25,30,35 градусов. Из недостатков такого устройства можно отметить то, что заточка часто происходит неравномерно, из-за неровно зажатого лезвия. Вал, благодаря которому осуществляется перемещение устройства, изготовлен из пластмассы и не очень прочный. Заточка ножей фуганка, независимо от выбранного приспособления производится на наждачной бумаге, которая закреплена на куске каленого стекла. Изменяя зернистость бумаги, добиваются приемлемой остроты. Заканчивают заточку шлифовкой и полировкой фаски лезвия. Для шлифовки применяют самую мелкозернистую бумагу, которая есть в наличии. Полируют лезвие на кожаном ремне, на который наносится паста ГОИ. После окончания полировки на пасте лезвие отражает предметы, как зеркало и имеет бритвенную остроту.
Заканчивают заточку шлифовкой и полировкой фаски лезвия. Для шлифовки применяют самую мелкозернистую бумагу, которая есть в наличии. Полируют лезвие на кожаном ремне, на который наносится паста ГОИ. После окончания полировки на пасте лезвие отражает предметы, как зеркало и имеет бритвенную остроту.
11,450 просмотров всего, 3 просмотров сегодня
Рубанок. Рейсмус
Часть шестая. Заточка ножей электрорубанка, фуговальных и рейсмусовых станков. Для заточки таких ножей у Tormek есть приспособление SVH-320.
Оно состоит из независимого суппорта и оправки.
Суппорт устанавливается на станок на две винтовые стойки, на каждой из которых есть регулировочная гайка. На гайки нанесены цифровые шкалы для точной регулировки положения суппорта по вертикали.
На винтовых стойках на двух осях установлена алюминиевая направляющая.
Конструкция ее такова, что оправка с зажатым в ней ножом совершает строго горизонтальные рабочие движения.
Угол наклона направляющей, соответственно и угол заточки ножей, настраивается с помощью подпружиненного регулировочного винта.
На направляющей расположена стальная штанга, на которой есть две втулки-ограничители. Они служат для ограничения перемещения оправки по направляющей.
Втулки выставляют в необходимом положении на штанге и стопорятся на ней при помощи винтов в теле втулок. Ослабляют и затягивают эти винты маленьким шестигранным ключом, входящим в комплект SVH-320.
Затачиваемый нож зажимается в оправку П — образным профилем и пятью винтами.
Можно зажимать ножи до 300 мм в длину и не менее 13 мм в ширину.
Видел где-то в рекламе Tormek, как при помощи SVH-320 затачивают ножи длинною
миллиметров 450-500. Но мне кажется, что это больше выход из положения, чем норма.
В верхней части оправки, по центру расположен штифт, который во время заточки упирается во втулки-ограничители.
Ну что ж, пора к делу.
Заправляю станок водой до нормы.
Заточка такого типа ножей – довольно ответственное мероприятие.
Стоит воспользоваться приспособлением TT-50.
Рабочая поверхность абразивного круга станет ровной и чистой.
Вращение круга будет ровным, без биения.
Канавки, которые образуются после применения TT-50, можно использовать
на благо дела. В таком состоянии абразивный круг довольно быстро снимает металл.
А это актуально, когда затачиваешь ножи с мелкими выбоинами от сучков, а того хуже, гвоздей.
Но кроме скорости заточки необходимо добиться и чистоты заточки РК.
Для этого все же придется воспользоваться двухсторонним камнем SP-650.
Им я только слегка приглаживаю рабочую поверхность круга.
В процессе заточки канавки довольно быстро сгладятся, но первый нож я заточу
значительно быстрее остальных.
Вот наши подопытные ножи. Два ножа от рейсмусового станка Makita, два ножа от электрорубанка. Ножи от Makita затачиваются только с одной стороны, ножи от электрорубанка затачиваются с обеих сторон.
Вкладываю в оправку SVH-320 длинный нож от рейсмусового станка без зазоров и перекосов. Затягиваю центральный винт, затем соседние, а потом крайние винты.
Устанавливаю суппорт SVH-320 на станок, как показано на фото.
Надеваю оправку на направляющую суппорта. Для этого, возможно, придется поднять
суппорт при помощи регулировочных гаек.
Настройку угла заточки с помощью SVH-320 можно делать с использованием перманентного черного маркера.
В книжке по эксплуатации Tormek приводится только этот способ, и я его уже описывал
в теме о заточке топориков.
Я иногда выставляю угол заточки по угломеру WM-200, как это показано на фото.
Этот способ хорош, когда ножи постоянно находятся у меня на обслуживании, и я знаю точно, под каким углом они заточены мною в прошлый раз.
При помощи гаек на винтовых стойках суппорта и подпружиненного винта
выставляем необходимый угол заточки.
Здесь всего две настройки, но они влияют друг на друга. Первое время у людей бывают трудности с точной настройкой, но с приходом навыка и опыта затруднения исчезают.
Первое время у людей бывают трудности с точной настройкой, но с приходом навыка и опыта затруднения исчезают.
После того, как угол заточки установлен, фиксируем суппорт SVH-320, затянув стопорные винты на вертикальных направляющих Tormek.
Затем необходимо убедиться, что РК ножа и рабочая поверхность круга прилегают друг к другу плотно и без перекосов. Шведы предлагают делать это с помощью двух полосок папиросной бумаги. Я это делаю «на просвет», т.е. устанавливаю на противоположной стороне станка настольную лампу и смотрю световой зазор между камнем и РК ножа.
Если все в порядке, приступаем к «черновой» заточке ножа.
Продольные перемещения оправки с ножом должны быть равномерными.
Я делаю небольшой, но равномерный нажим на камень. В противном случае
РК ножа получится волнообразной.
Добившись отчетливого заусенца по всей длине РК, я перехожу к чистовой заточке.
Беру двухсторонний брусок SP-650, заглаживаю рабочую поверхность абразивного камня.
Делаю «чистовую» заточку. Несколько рабочих проходов достаточно.
Получаю примерно такую РК :
Аналогично затачиваются ножи для электрорубанка. Чтобы закрепить их в оправке, достаточно трех винтов.
У ножа рубанка затачиваются обе стороны. Поэтому на заточку двух ножей понадобиться 4 цикла «черновой – чистовой» заточки.
На фото видно, что втулки-ограничители я не использую. Я думаю, что они будут действительно полезны, когда придется заточить партию однотипных ножей.
Если требуется заточить 2-6 ножей, то достаточно, на мой взгляд, визуального контроля.
Получаю такую РК:
Начинаю доводку РК ножей на «кожаном» круге. Круг предварительно обмазываю финишной пастой Tormek PA-70.
Делаю доводку РК с противоположной стороны ножа.
Аналогично довожу РК ножей от рейсмусового станка.
Доводка с обратной стороны.
Важно добиться удаления заусенца по всей длине РК.
Получаю такой результат.
Хорошо заточенные ножи уверенно режут газетный лист.
Уверен, что качество поверхности древесины оструганной такими ножами порадует столяра или краснодеревщика.
Один из недостатков SVH-320 – это стекающая по обе стороны заточки вода.
Дело в том, что когда точишь длинномерные ножи, вода стекает по затачиваемому ножу то влево, то вправо. Вода попадает на кожаный круг, а затем и на приводное колесо.
Резиновая поверхность приводного колеса намокает, и станок начинает пробуксовывать
Я научился обходить эти проблемы.
Чтобы вода не попадала на рабочий стол, я сначала кладу на него автомобильный резиновый коврик с буртиками. Вся пролитая вода будет собираться в нем. А чтобы вода не попадала на приводное колесо, под ножки станка со стороны кожаного круга я подкладываю подложку толщиной около 1 см. В этом случае вода уже не капает на кожаный круг, а стекает по затачиваемому ножу обратно на абразивный круг.
В основном я доволен этой разработкой Tormek. Не встречал пока ничего, на чем можно было бы заточить подобные ножи качественнее. Может быть, со временем, меня кто-нибудь переубедит
Круги для Т7; Т4; Т3 можно приобрести здесь: www.grinder-man.ru
Какой угол заточки строгальных ножей. То, что нужно знать о заточке ножей фуганка. Заточка строгальных ножей
Владельцам строгальных, фуговальных станков и электро рубанков посвящается…..
Каждый обладатель строгальных, фуговальных станков и электро рубанков сталкивался с необходимостью заточки ножей к своему оборудованию. Имея специализированный небольшой станок для заточки строгальных ножей Вам не составит труда это сделать. Так же верным будет обратиться в где быстро и недорого заточат Ваши строгальные ножи.
Каким образом можно затачивать заостренным камнем и подходящим зерном? Замочите камень в воде в течение 5-10 минут перед использованием. Когда больше нет прыщей, вы можете удалить его из воды. Обратите внимание, что во время обрезки камень всегда влажный. Порошок, который выходит из камня во время процесса обрезки, должен оставаться в камне и таким образом формировать массу. Всегда начинайте с самой толстой части камня. Поместите нож для заточки под углом ок. 15 ° от тела с легким давлением на всю поверхность камня.
Когда больше нет прыщей, вы можете удалить его из воды. Обратите внимание, что во время обрезки камень всегда влажный. Порошок, который выходит из камня во время процесса обрезки, должен оставаться в камне и таким образом формировать массу. Всегда начинайте с самой толстой части камня. Поместите нож для заточки под углом ок. 15 ° от тела с легким давлением на всю поверхность камня.
Повторите эту процедуру до появления заусенцев. Теперь измените стороны лезвия и точно повторяйте точку # Очень важно, чтобы угол между лезвием и камнем был постоянным. Чтобы получить очень тонкое и острое лезвие, повторите эту процедуру на тонкой белой стороне камня. Наконец, тщательно промойте камень и очистите нож нейтральным моющим средством, чтобы он был полностью свободным от излишков. 360 зернистости для выравнивания режущего провода.
А возможно ли заточить строгальные и фуговальные ножи в домашних условиях???
Возможно. И заточить строгальные ножи можно на точиле. Да, на точиле. Но только для этого понадобиться современное низко оборотистое точило (а вернее даже заточной станочек) с водяным охлаждением. Лучшим вариантом является использование . Естественно в ручную такие ножи не точат. Для их заточки используем специальное приспособление .
Для качественной заточки строгальных ножей требуется ровный и не засаленный заточной камень. Выровняем заточной камень при помощи приспособление для выравнивания и правки заточного камня идущего в комплекте к Tormek T7.
После правки сглаживаем заточной камень при помощи бруска для очистки и выравнивания заточного камня .
Мы рекомендуем использовать наши магниты или блоки. До определенного момента ножи можно держать острыми через винтовку. Таким образом, режущий провод всегда остается острым. Однако через некоторое время удобно заточить нож через точилку, и таким образом таким образом получить режущий провод в качестве начального и идеального угла резания.
Почему существуют разные цвета ножевых кабелей? Главная цель этого указа — обеспечить единые стандарты гигиены в Европейском Союзе в целях обеспечения общественного здоровья и поддержания уверенности потребителей в пищевой системе без каких-либо неудобств. Любое загрязнение или загрязнение в пищевом продукте, которое может поставить под угрозу здоровье потребителей, считается неприемлемой угрозой.
Любое загрязнение или загрязнение в пищевом продукте, которое может поставить под угрозу здоровье потребителей, считается неприемлемой угрозой.
Подготовив заточной камень приступим к заточке строгальных ножей. Снимаем универсальный упор и устанавливаем специальный упор идущий в комплекте Tormek SVH 320.
Вкручиваем в него винт регулирующий угол наклона затачиваемого ножа относительно заточного камня. Этим винтом мы в дальнейшем сможем выставить необходимый затачиваемый угол.
Берем держатель лезвий идущий в комплекте SVH 320 и устанавливаем в него наш строгальный нож.
Производитель Tormek рекомендует затачивать лезвия и ножи шириной не менее 13 мм. Длина ножа не столь принципиальна, т.к. возможно длинный нож переставлять в держателе. Впрочем, с этим можно поспорить, т.к. у меня вызывают сомнения относительно удобства и качества заточки длинных ножей с перестановкой. Очень важно правильно установить нож в держателе, т.к. иначе он будет заточен с перекосом. При установке ножа в держатель упираем спину ножа в упор и зажимаем его винтами держателя.
В чем преимущество альвеол в лезвии? Воздушные подушки формируются через альвеолы, которые предотвращают прилипание продуктов к лезвию. С этим типом лезвия вы получаете отличные тонкие ломтики лосося, ветчины и т.д. Они представляют режущую проволоку только с одной стороны лезвия, потому что только одна сторона лезвия подходит для резки. Пища имеет небольшое время контакта с клинком, с которым минимальное трение. Этот тип ножа идеально подходит для филе мяса или рыбы через длинный и тонкий разрез, для которого угол не должен быть слишком крутым во время резки.
Для точного выставления и контроля устанавливаемого угла заточки маркером закрасим затачиваемую фаску ножа.
Теперь по характеру следов заточного камня на окрашенном лезвии мы можем оценить угол наклона и подкорректировать его в необходимых пропорциях.
Этот тип ножа подходит только для правшей. В чем преимущества ножа с более чем 1 слоем стали? Окисленный углеродистый стальной нож от времени нашей бабушки, вероятно, сокращается до наших дней. Ножи из углеродистой стали сегодня не используются по соображениям гигиены. Но для того, чтобы сохранить преимущество углеродистой стали в производительности резания, мы должны определить ультратонкий слой этого материала между двумя слоями высокой антикоррозионной защиты, используя процедуру сэндвича.
Ножи из углеродистой стали сегодня не используются по соображениям гигиены. Но для того, чтобы сохранить преимущество углеродистой стали в производительности резания, мы должны определить ультратонкий слой этого материала между двумя слоями высокой антикоррозионной защиты, используя процедуру сэндвича.
Какова сталь Дамаска и каковы его преимущества? Традиционно стальные лезвия Дамаска собирались вместе и складывались, один слой за другим. Благодаря различным материалам, используемым при производстве этих ножей, сегодня достигается невероятная твердость лезвия. Учитывая, что в древности основной целью было предотвратить разрушение хрупких материалов, сегодня главная характеристика стали Дамаска заключается в том, что различные свойства различных сталей выгодно сочетаются, что приводит к превосходному концу и большой режущей способности.
Устанавливаем держатель с ножом на упор закрепленный на Tormek. Регулировочными винтами упора опускаем держатель с ножом до касания с заточным камнем.
Регулировочным винтом выставления угла выставляем угол ножа относительно камня. Вращая вручную заточной камень по характеру рисок на окрашенном лезвии определяем необходимо ли регулировать угол наклона держателя с ножом. В случае необходимости производим регулировку.
Итак, выставив необходимый угол приступаем непосредственно к заточке. Для фиксированного съема метала с затачиваемого ножа на упоре имеется два бегунка со шкалой делением 0,1 мм. Предполагается, что заточник может регулировать величину съема в точных пропорциях. Обязательно после каждой подачи необходимо надежно фиксировать упор двумя зажимными винтами, чтобы не было колебаний упора во время заточки.
У всех кованых ножей есть заклепки? Ножи с заклепками обычно встречаются на кухнях, но они не обязательно должны быть высококачественными ножами или кованой сталью. Эти убеждения восходят к прошлому, когда процесс производства кабелей связан с кустарной работой и поэтому был осуществлен только в случае ножа долговечной ценности.
Все наши ножи производятся в Португалии. Традиционно заклепки использовались для удержания частей кабеля. Из-за больших усилий, связанных с производством, этот процесс стал рассматриваться как знак качества, но также по соображениям гигиены, при котором ручка и лезвие объединены, в этом случае заклепки не имеют функции для исправления.
Заточка ножа осуществляется путем перемещения вправо влево держателя с ножом относительно заточного камня.
Не допустимо, чтобы затачиваемый нож выходил за край заточного камня. Рекомендуется останавливать держатель за 12 мм до края круга. Для исключения ошибок предусмотрены упоры, которые можно перемещать и выставлять требуемый ход держателя. Мы не использовали данные упоры, полагаясь на свой опыт.
Почему так трудно затачивать нож с зубцами? Расстояние между зубцами фиксировано. В некоторых случаях эта серата должна быть удалена, полностью изношена и, таким образом, таким образом сформировать новую серра. Как вы узнаете подделанный нож? Подкрепленный нож распознается для его армирования. Иногда также непрерывная сталь лезвия на ручке. Попробуйте сдуть лезвие и кабель вместе.
Если появляется тень, лезвие сваривается. Процедура в случае жалоб? Мы гарантируем изготовление наших изделий со строгим контролем качества. Однако может быть некоторая причина жаловаться. В этом случае вы должны выполнить следующие шаги. Сначала перейдите в магазин, где вы приобрели продукт, и объясните ситуацию. Если это невозможно, отправьте жалобу непосредственно.
Необходимо отметить, что в ходе заточки строгального ножа происходит накапливание и распределение воды на лезвии ножа с заточного камня, что приводит к стеканию воды на корпус заточного станка и на пол. И воды этой стекает очень много. Поэтому необходимо регулярно доливать воду в емкость для воды Tormek. Для уменьшения разлива воды на корпус рекомендовано подложить под правую ногу станка (под хонинговальным кожаным кругом) подкладку высотой 6 мм.
Однако и эта мера не позволяет полностью исключить попадания воды на корпус Tormek T7. Впрочем Tormek T7 имеет хорошую защиту и ему не страшны такие водные ванны.
Впрочем Tormek T7 имеет хорошую защиту и ему не страшны такие водные ванны.
Приложите краткое описание проблемы и полный адрес. Если вы не получили ответа на свой вопрос, напишите нам напрямую. Один из старейших инструментов, он сохраняет свой внешний вид, свою конформацию и ее полезность с древних времен. Это остается непобедимым для результата на дереве, когда он проходит, очарование гармонии движения и красоты отходов, которые производят. Древесина должна обрабатываться острыми инструментами, и этот принцип стоит больше, чем когда-либо, для строгания ручного строгального станка для дерева.
Когда шлифовальные системы еще не существовали, человек смоделировал древесину камнями и утюгами, постепенно поглаживая поры, что не было необходимо, чтобы получить желаемую деталь. Тем не менее, с таким большим опытом, накопленным за тысячелетия, сегодня именно строгание ставит нас больше на испытания в области деревообработки. Причины этого факта можно найти в сущности инструмента, ручного строгального станка для дерева, что требует уважения по крайней мере к двум основным правилам. Первый — это правило, применимое к любой обработке, но в этом случае нет возможных допусков: вы должны испытать!
Другой неприятностью при заточке строгального ножа было то что камень SG 250 постоянно засаливался, что снижало эффективность заточки и увеличивало время заточки. Приходилось регулярно очищать его бруском для очистки и выравнивания заточного камня SP-650. Безусловно имеет большое значение из какого материала сделан нож. В нашем случае затачивался нож из стали HSS и данный камень приходилось править постоянно. При заточке ножей из инструментальной (более мягкой стали) происходит более интенсивный съем мелала и заточка происходит быстрей. Для заточки ножей HSS рекомендовано использовать другой камень .
Тип сущности и ориентация зерна, по сути, представляют собой «драматически» важную переменную при строгании, больше, чем во многих других процессах деревообработки. Таким образом, обучение планированию древесины также предполагает приобретение определенных технических знаний о сущности, а также способность оценивать саму часть или ориентацию волокон, наличие узлов, трещин или других причин слабости и разрыва, Второе фундаментальное правило заключается в том, что инструмент действителен, имеет высокий конструктивный уровень и, прежде всего, имеет очень хорошо заточенную и хорошо отрегулированную режущую кромку.
Таким образом, обучение планированию древесины также предполагает приобретение определенных технических знаний о сущности, а также способность оценивать саму часть или ориентацию волокон, наличие узлов, трещин или других причин слабости и разрыва, Второе фундаментальное правило заключается в том, что инструмент действителен, имеет высокий конструктивный уровень и, прежде всего, имеет очень хорошо заточенную и хорошо отрегулированную режущую кромку.
Итак, после 20 минут заточки мы имеем ровную гладкую красивую фаску ножа со стабильным ровным заусенцем на режущей кромке.
Нож требует доводки. Доводку строгального ножа производим на кожаном круге Tormek T7 с применением пасты для доводки и полировки .
Сначала доводим рабочую плоскость ножа, затем его фаску. Добиваемся, чтобы на режущей кромке ножа не осталось заусенца. Как только заусенец будет удален, нож заточен и готов к работе.
После заточки мы проверили геометрию ножа. Нож имел строгую параллельность режущей кромки и спины. Даже не смотря на достаточно большой угол заточки, заточенный нами нож прекрасно резал лист бумаги.
Несмотря на то, что строгальный станок является чрезвычайно простым и важным инструментом, он должен гарантировать надежную и прочную режущую кромку. Заточка ножа ручного строгального станка заслуживает отдельного обращения, учитывая, что, соблюдая все помещения, если нет, то совершенно бесполезно продолжать работу. Очевидно, что заточка не означает ручное строгание для нового дерева, ведь большую часть времени вы покупаете, первое, что нужно сделать, это шлифовка и заточка лезвия, а вторая — повторение как можно чаще.
Какой ручной строгальный станок для использования древесины?
Самолеты классифицируются по трем категориям, которые определяют предполагаемое использование базы: самолеты, спутники и мешки. Реальные плоскости — это те, которые используются для шлифовки поверхностей, или делают их плоскими, ровными, однородными. Фактически, в этой категории можно найти и другие подразделения. Строгальный станок для черновой обработки длиной от 25 до 35 см имеет плоскую подошву, но режущая кромка слегка выпуклая, чтобы удалить прочную толщину материала. Строгальный станок для отделки, используемый для работ до поверхностей, имеет прямую кромку с закругленными краями, чтобы избежать царапин на обрабатываемой поверхности.
Строгальный станок для черновой обработки длиной от 25 до 35 см имеет плоскую подошву, но режущая кромка слегка выпуклая, чтобы удалить прочную толщину материала. Строгальный станок для отделки, используемый для работ до поверхностей, имеет прямую кромку с закругленными краями, чтобы избежать царапин на обрабатываемой поверхности.
Подведем итоги:
1. Чтобы заточить строгальные ножи не требуется иметь сложные и дорогие станки. Достаточно обладать Tormek T7 и специальным приспособлением Tormek SVH 320
2. После заточки на Tormek T7 вы получаете качественно заточенный строгальный нож с неизменной геометрией.
Выявленные недостатки:
1. Входе заточки с затачиваемого ножа обильно льется вода на рабочий стол и корпус станка, от чего приходиться испытывать определенный дисконфорт. Даже прибегая к определенным хитростям не удается полностью избавиться от этого неудобства.
2. Заточной камень Tormek SG 250 регулярно засаливается и требует очистки и выравнивания с помощью бруска Tormek SP-650. Есть предположение, что если использовать камень Tormek SB 250, данная неприятность будет устранена.
Платформер бондаров характеризуется изогнутой подошвой, с помощью которой можно обрабатывать вогнутые части, например, планки для строительства деревянных бочек или чанов. Регистратор строгальный, чаще всего из металла, но также и из дерева, обеспечивает наличие винтов для регистрации, которые позволяют легко отрегулировать выступ лезвия и отверстие прорези. Шпондол, обычно тонкий, характеризуется одинаковой шириной ножа и очень маленьким отверстием, потому что стружка после щели вытесняется с боковых отверстий.
Горизонтальное строгание или поперечное строгание с ручным строгальным станком для дерева
Он используется для изготовления суставов, колодцев или молдингов. Клещи — это строгальный станок, характеризующийся формованием подошвы и ножа, чтобы сделать рамы или молдинги прямо на краю куска. Ручной строгальный станок для дерева должен перевозиться двумя руками, даже если передняя рукоятка отсутствует. Нижнюю часть этой страницы, в то время как для верхней части дерева строгание, задняя часть инструмента должна быть очень мягкой, что делает руку немного доминирующей спереди. Ручной строгальный станок для дерева также можно использовать для округления краев доски, а работа, особенно если деталь велика, проста, действительно, это хороший способ получить чувствительность по наклону инструмента. Планировка головки, которая создается путем приведения строгального станка поперек направления древесных волокон, создает определенные трудности.
Нижнюю часть этой страницы, в то время как для верхней части дерева строгание, задняя часть инструмента должна быть очень мягкой, что делает руку немного доминирующей спереди. Ручной строгальный станок для дерева также можно использовать для округления краев доски, а работа, особенно если деталь велика, проста, действительно, это хороший способ получить чувствительность по наклону инструмента. Планировка головки, которая создается путем приведения строгального станка поперек направления древесных волокон, создает определенные трудности.
Фуганок и фуговальный станок издавна были одними из самых популярных столярных инструментов, не потеряли они свою актуальность и сегодня. Вопросом о том, как заточить ножи фуганка интересуется множество профильных специалистов, поскольку полноценно подготовленный к работе инструмент позволяет добиться лучшего качества работы. Первое, что нужно сделать – это снять нож и стружколом, который перед работой нужно открутить. Бывший в употреблении инструмент нужно очистить от загрязнителей, например смолы, лучше всего она удаляется при помощи бензина.
Наиболее очевидным является тот факт, что волокна стрижены и таким образом обеспечивают большую устойчивость к проходу лезвия. Кроме того, представляя себя «в связке», часто присутствуют области слабости сущности; это приводит к классическому выходу из куска. Альтернативным решением проблемы является твердое блокирование куска дерева для лома на лице по отношению к выходу из плоскости. Древесина должна оставаться заподлицо с поверхностью строгания, чтобы удерживать волокна хорошего куска, жертвуя своей выгодой для работы.
Рукой, используя камни или с помощью шлифовального круга для воды, заточка — это операция, которая должна выполняться с максимальной осторожностью, особенно на ножах новых самолетов. На самом деле их очень мало, те, которые продаются совершенно остро. С камнями больше шагов сделаны с постепенной степенью шлифования, в зависимости также от того, насколько повреждена линия ножа. Проход с кожей завершен и завершает работу.
Проход с кожей завершен и завершает работу.
Чтобы осуществить заточку ножа строгательного и фуговального типа лучше пользоваться специализированными устройствами. Осуществляют процедуру также вручную, к тому же приспособление для заточки ножей фуганка можно собрать самостоятельно. При работе нужно соблюдать ряд правил, можно использовать несколько технологий. Независимо от того, каким вариантом заточки вы будете пользоваться, нужно максимально точно придерживаться инструкции. Иначе можно добиться некачественной работы инструмента, функциями которого не сможет воспользоваться на 100%. Если вы задумываетесь о том, как заточить ножи фуганка дома, то используйте обычные точильные камни, хотя идеальным вариантом будет выбор профессионального точильного станка с функцией охлаждения.
Подготовка к заточке ножей
Заточка ножей фуганка может быть произведена более качественно, если выбирать приспособление с низкими оборотами и высокого качества. Если вы хотите использовать точильный камень, то его нужно изначально выровнять. После правки устройства, камень нужно сгладить бруском.
Теперь выставьте подходящий угол наклона, это осуществляется вращением винта, крепящего полотно. Далее нужно использовать держатель, входящий в стандартную комплектацию станка, там закрепляется фуговальный нож. Работу нужно начинать с ножей не шире 13 мм. Длина не важна, поскольку в держателе инструмент фиксируется в удобном положении.
Для того чтобы хорошо зафиксировать нож, держите его в выбранном положении и плотно закручивайте винты.
Чтобы контролировать угол заточки ножей фуганка применяется маркер, которым отмечают фаску ножа. Понять точность регулировки, можно проворачивая камень вручную.
Заточка инструмента
Заточка ножей фуганка представляет собой простой процесс, вам нужно лишь перемещать держатель из стороны в сторону относительно точильного камня. Старайтесь не давать лезвию выходить за края камня. Зафиксируйте держатель в 12 мм от окончания круга. При осуществлении работы нужно наладить подачу водяного охлаждения. Будьте готовы к тому, что нужно будет регулярно пополнять запас жидкости в бачке и не допускать осушения резервуара. Чтобы обезопасить работу нужно добиться, чтобы влага не стекала на пол под ноги.
При осуществлении работы нужно наладить подачу водяного охлаждения. Будьте готовы к тому, что нужно будет регулярно пополнять запас жидкости в бачке и не допускать осушения резервуара. Чтобы обезопасить работу нужно добиться, чтобы влага не стекала на пол под ноги.
Заточка фуговальных ножей довольно длительная процедура. Периодически проверяйте чистоту точильного камня, поскольку тот может быстро засаливаться. Чтобы его очистить, нужно воспользоваться специальным бруском, как только будет обнаружено загрязнение. Кстати, выбор камня во многом зависит от разновидности инструмента. Фуговальный станок может включать ножи из различных типов твердости, так что осторожно выбирайте точильный камень.
Обычно ножи для фуговального станка точатся в течение 20 минут, после чего нужно выполнить доводку. Эта процедура осуществляется при помощи специальной пасты. Полировка проводится для того чтобы на лезвие не было малейших шероховатостей, заусенцев, иначе работы с таким ножом не будет полноценной. Проверяют эффективность заточки при помощи разрезания им листка бумаги. Если срез выполнен аккуратно, то нож полностью готов к работе.
Другие материалы по заточке инструмента:
| |||||
| |||||
| |||||


The Project Lady — Самодельное приспособление для заточки фуговальных ножей за 9 долларов
Мои фуговальные ножи ПРОДОЛЖАЛИ из-за хорошей заточки (они не снимали ничего с мягкой сосны 😳). Осмотрев их, я понял, что им понадобится серьезная смазка для локтей, чтобы избавиться от всех проблем — это потребовало приспособления!
Осмотрев их, я понял, что им понадобится серьезная смазка для локтей, чтобы избавиться от всех проблем — это потребовало приспособления!
Есть много самодельных приспособлений, но мне не понравилась идея затачивать 2 ножа за раз и менять / вращать лезвия каждые несколько минут. Я хотел избежать этого любой ценой!
Я сделал приспособление из очень небольшого количества материалов примерно за 9 долларов и очень им доволен! Он удерживает все 3 лезвия, легко вставлять и затягивать лезвия в зажимном приспособлении, и это легко сделать, если у вас есть подходящие инструменты!
Вот красивый край, который я получил всего за 10 минут работы лезвиями на наждачной шкурке с 3 зернами 😍
Вот что я использовал:
Необходимых инструментов:
Настольная пила
Сверлильный пресс + долото Форстнера 3/4 ″ + сверла 17/64 ″ и 3/8 ″
Ленточная пила
Маршрутизатор + биты (опц.но рекомендуется для удобного захвата)
Куб углового искателя
карты покемонов *
(* если ваш упор настольной пилы не регулируется легче, чем мой)
СОВЕТ: вам понадобится твёрдая ровная поверхность для заточки. У меня был гранитный квадрат, но лист стекла тоже подойдет! В Home Depot я нашел 3 упаковки различных шлифовальных листов (наждака) специально для металла, которые держались очень хорошо.Пропустите блок через настольную пилу так, чтобы на конце получился квадрат 2-1 / 4 дюйма.
Установите полотно настольной пилы на 38,5 градусов. СОВЕТ: Мои фуговальные лезвия имеют заводской угол 40 градусов, но я слышал, как другие люди говорили, что угол в 38 градусов создает хороший микрокос и легче затачивать лезвия, потому что вы снимаете меньше материала с поверхности.
Я опустил лезвие, чтобы сделать неглубокий разрез в древесных отходах, и понемногу поднимал лезвие, пока не убедился, насколько сильно торчит одно из моих лезвий. Установите забор так, чтобы вырезы находились там, где вы хотите, в вашем блоке — не слишком близко к краю и не слишком далеко от центра (вам нужно, чтобы слева было достаточно центра для создания «зажимной планки»). Сделайте проход по блоку, поверните и сделайте второй проход для прорезей для лезвий.
Сделайте проход по блоку, поверните и сделайте второй проход для прорезей для лезвий.
Чтобы создать более широкий паз для 2 лезвий, я не хотел регулировать мой забор, потому что его сложно отрегулировать идеально. Я решил сделать прокладку из игральных карт, которая имеет идеальную ширину для лезвия, которое можно вставить между забором и моим блоком, когда я проталкивал блок.
Убедитесь, что этот разрез снимает материал с внутренней, а не с внешней стороны уже существующей прорези. Видите эти карточки?… Они красиво скользили по забору вместе с блоком, и их было легко удерживать на месте.
Проверяйте установку лезвий на ходу. Вы не хотите, чтобы они входили слишком легко (я сделал еще один проход, вставив в прокладку еще несколько карточек, чтобы сделать больший слот шире).
Мой блок 8 дюймов в длину, а мои лезвия всего 6 дюймов. Я измерил линию в 6 дюймов, чтобы определить место, где нужно разрезать. Я отметил 1 ″, 3 ″ и 5 ″ для размещения головок болтов (по центру «зажимной планки»).
Вставьте сверло Форстнера 3/4 дюйма в сверлильный станок и установите упор, чтобы головка болта находилась заподлицо с блоком.
Просверлите 3 отметки, которые вы сделали.
Используйте сверло 17/64 ″ и просверлите центры на другой стороне.
С помощью бита 3/8 ″ установите ограничитель глубины на высоту соединительной гайки, чтобы он был свободен. СОВЕТ: используйте сверло, которое точно центрируется над уже просверленными отверстиями. Например, насадки Брэда не подойдут.
Просверлите другую сторону (верх) блока, центрируя сверлом каждое отверстие. Отрежьте лишние 2 дюйма вашего блока.
Проведите квадратную прямую линию, соединяющую сгустки ножа.Мой 6-дюймовый блок не проходил под моей ленточной пилой, поэтому я обрезал 1/8 дюйма или около того с каждого конца. Начните резать с самого широкого паза, чтобы он лучше всего подходил к полотну ленточной пилы. СОВЕТ: убедитесь, что вы не срезаете нижний край пазов, потому что он действует как «упор» для лезвий.
Wallah! Я рекомендую пометить детали на внутренней стороне, если вы беспокоитесь о том, что впоследствии не сможете правильно их соединить.
Проверьте свой блок с оборудованием и ножами.
Вы МОЖЕТЕ использовать новую джигу именно так, но ее очень неудобно держать.
Я проделал несколько канавок с каждой стороны для пальцев…
… и закругленные по концам и длинные края сверху.
После шлифовки будет смотреться красиво и ярко!
Я использовал Danish Oil для отделки, потому что это быстро и легко!
Добавить оборудование…
… и затяните от руки. Держите крепежные детали достаточно свободными, чтобы в них можно было упасть лезвия. С этого момента все, что вам нужно сделать, это ослабить / затянуть «зажимную планку», но вам никогда не придется снимать ее полностью. СОВЕТ: убедитесь, что ваша прижимная планка находится в зажимном приспособлении правильно (помогает выравнивание торцевого волокна).
Бросьте ножи в прорези…
… и осторожно переверните приспособление ножами по вашей плоской поверхности, которую вы будете использовать для шлифования.
Надавите на ножи, чтобы убедиться, что они полностью выровнены. Нажимая одной рукой на кондуктор, другой рукой можно затягивать болты. Встаньте на уровне глаз и убедитесь, что они все еще плоские.Включите фонарик, чтобы убедиться, что сквозь него не проникает свет.
Много работал наждаком. Мне потребовалось около 5 минут, чтобы достать безделушки, и к тому времени грубая одежда была готова — но это действительно выдержало! Одежда среднего и тонкого качества была легким делом, потому что к тому моменту лезвия имели красивую форму. СОВЕТ. Часто проверяйте лезвия, чтобы убедиться, что они все ровно прилегают к твердой поверхности.
Вы видите эту симпатичную микрокосмическую фаску? О, это меня так радует!
Эта маленькая джиг-приманка была такой палочкой-выручалочкой!
Я был очень взволнован, вставив их в мой фуганок, потому что проекты накапливались! Было так приятно видеть, насколько гладко они режут.
Кстати, у вас есть любимый процесс настройки ножа?
Я возился со своим циферблатным индикатором Grizzly довольно долго, и мне было труднее всего добиться того же самого заднего и переднего концов ножей. Я мог собрать все 3 задние стороны и все лицевые стороны одинаково (потому что мне не нужно было перемещать циферблатный индикатор), но после того, как мне пришлось переместить индикатор, я не смог получить одинаковую высокую точку лопастей независимо от того, насколько я осторожен.Я подтвердил, что они отключены, проверив, насколько лезвия будут тянуть прямую кромку по разгрузочному столу. Задняя сторона потянула его ровно на нужную величину, но передняя сторона ЕЩЕ НЕ контактировала с линейкой.
Я установил ножи перед тем, как использовать метод линейки (не совсем уверен, как вы его назовете), и решил, что сделаю это снова! Я ослабил все свои стопорные планки и идеально отрегулировал ножи, как спереди, так и сзади, в течение примерно 8 минут (у моего фуговального станка также есть винты регулировки высоты для лезвий, которые действительно помогают ускорить процесс). СОВЕТ: помогает использовать что-то с маркировкой, но я сделал это на глаз. Вот ссылка, которая объясняет этот процесс подробнее.Иногда просто — это легко, к тому же у меня не было неудобного индикатора с циферблатом, который нужно было обойти!
Используйте этот удобный Угловой куб, чтобы отрегулировать забор, пока вы на нем!
Сделай сам для победы!
Как сделать приспособление для заточки строгального / фуговального лезвия
Имея недорогой строгальный станок с двумя наборами ножей из быстрорежущей стали, мне нужен был способ их надежной заточки.Это сэкономит мне время и деньги, так как я не буду ездить туда и обратно на станцию заточки, и я, скорее всего, буду использовать в станке ножи с максимальной остротой.
Проведя небольшое исследование в Интернете, я нашел дизайн приспособления, который выглядит так:
Идея состоит в том, что лезвие будет зажиматься в нем, а рычаг и ролик сзади будут устанавливать правильный угол для заточки. Он предназначен для использования влажной / сухой наждачной бумаги в качестве абразива, и наждачная бумага будет приклеиваться к очень плоской поверхности, такой как кусок стекла или гранитная плита.
Сделав приспособление, я попробовал его и обнаружил, что, хотя он работал, пользоваться им было довольно неудобно, и листы наждачной бумаги изнашивались очень быстро. На то, чтобы нож приобрел пригодную для использования форму, потребовалось довольно много времени, то есть, если мне посчастливилось случайно не перевернуть приспособление вперед (это несложно сделать, когда наступает усталость рук), и только что заточенное лезвие затупится. В целом не очень удачный метод.
Я больше не думал об этом, просто принял идею, что в следующий раз, когда мне понадобятся ножи, я либо отправлю их, либо еще раз попробую сделать это с помощью этой приспособления.
Тогда недавно смотрел это видео:
Гениально! Я подумал, что приспособление, которое он использует для рубанков и долот, можно приспособить для более широких лезвий, таких как мои 12,5-дюймовые строгальные ножи.
Нож должен быть надежно удержан, а держатель должен быть совершенно прямым (в пределах разумного), очень устойчивым и прочным. Я выбрал кусок прозрачного клена с прямыми волокнами и разрезал его на 1-1 / 2 ″ x 1-1 / 2 ″ x 12-1 / 2 ″:
Я прорезал в нем паз для поддержки лезвия и просверлил сквозные отверстия 1/4 дюйма для зажимных болтов.
Болты с плоской головкой имеют под головками шайбу для умеренного давления на лезвие. Это надежно удерживает лезвие, не деформируя его:
Затем я вырезал еще один кусок клена для поворотного рычага. Он срезан под углом 40 градусов на конце, чтобы ориентировать удерживающую планку под правильным углом, чтобы рычаг располагался низко к рабочей поверхности, почти параллельно. Это одно из отличий от приспособления на видео — мне не нравится, насколько высок конец рычага и как направляющая штанга, регулирующая угол заточки, может изгибаться из-за этой дополнительной высоты.
Он срезан под углом 40 градусов на конце, чтобы ориентировать удерживающую планку под правильным углом, чтобы рычаг располагался низко к рабочей поверхности, почти параллельно. Это одно из отличий от приспособления на видео — мне не нравится, насколько высок конец рычага и как направляющая штанга, регулирующая угол заточки, может изгибаться из-за этой дополнительной высоты.
Как и в оригинале, я использовал рым-болт в качестве точки поворота поворотного рычага:
Он надевается на резьбовой стержень 3/8 ″, прикрепленный болтами к рабочей поверхности. По этому вопросу рабочая поверхность представляет собой кусок меламина 5/8 ″, 24 ″ x 20 ″. Я использовал его, потому что он очень плоский и имеет прочную поверхность, которую легко вытереть и которая ограничивает поглощение влаги.
Чтобы удержать камень, я вырезал куски клена толщиной 1-1 / 2 ″ и шириной 3-1 / 2 ″:
Насечки чуть меньше толщины камня, чтобы нож мог поворачиваться, не врезаясь в блоки.Блоки также обеспечивают поддержку, чтобы лезвие не повредилось краем камня, если он повернется слишком далеко.
Камень представляет собой комбинацию кристолона Norton-India, средний карбид кремния (серая сторона) для быстрой резки закаленной стали. Тонкий оксид алюминия (оранжевая сторона) дает острый край и износостойкий. Для этого рекомендуется использовать твердый камень, чтобы предотвратить преждевременный или неравномерный износ. Насечки в древесине позволяют двигать камень вперед и назад, чтобы обеспечить равное использование всей поверхности.
Вот поворотный рычаг, установленный на направляющей шине. Заклинивающие гайки регулируют угол заточки. Эта монтажная высота была той, которой я добился, когда отрезал руку под углом 40 градусов. При такой короткой длине пильная шина исключается. Это также делает хранение более удобным, если не торчит стержень с резьбой на 15 дюймов.
Готовая единица:
Готов к действию. Это так же закончено, как и я, — нет смысла его наряжать, потому что он скоро станет грязным.
Это так же закончено, как и я, — нет смысла его наряжать, потому что он скоро станет грязным.
При первом использовании я обнаружил, что это значительное улучшение по сравнению с другой версией (вверху этой страницы). Намного меньше усилий, быстрее резка и почти нет шансов испортить лезвие. Я могу сделать ровную, плоскую заточку по всей длине лезвия.
Вот я потратил около 20 минут, поправляя этот нож на крупном камне:
Это лезвие было сильно повреждено в результате моих предыдущих попыток заточки и нуждалось в тяжелой заточке. На этом изображении (вверху справа) ясно видно, как я немного изменил угол резания, чтобы быстрее восстановить кромку.Тем не менее, этого недостаточно, чтобы вызвать проблемы — может, полградуса. Поскольку часть старого края все еще видна, мне нужно еще немного поработать со средним камнем, прежде чем я смогу ударить по нему мелким.
После того, как этот угол заточки будет установлен, на последующих сеансах заточки потребуется меньше времени, чтобы вернуть лезвие обратно.
Я ожидаю, что это окажется очень полезным дополнением к моему магазину, вдвойне, когда у меня есть еще и фуговальные ножи для заточки. Достаточно простой и понятный в сборке, написание этой статьи заняло больше времени, чем сборка буровой установки!
|
 C. Emmerich Tools Орел америка Earlex Инструменты Easy Wood EazyPower Инструменты Eclipse Инструмент Эльбо Маски Elipse Энвиротекс Алмазные продукты EZE-LAP Famowood FastCap Fein Tools Fenner Drives Электроинструменты Festool Инструменты Fisch Компания Флетчер-Терри Инструменты для резьбы Flexcut Foredom Лезвия для пил Forrest Биты и лезвия для маршрутизаторов Freud Фуллер Общая отделка Общее оборудование Инструменты Gladstone Glen-Drake Toolworks Хорошая рука Gränsfors Bruks GreenWood Гробет США Hamburg Industries Привет Инструменты для резьбы Hirsch Скакательные инструменты Скамьи Hofmann & Hammer Держи Хит Продукция Howard Продукты HTC Гидрокот Гидросорбирующие осушители воздуха Самолеты Ibex iGaging Incra Промышленные абразивы Insty-Bit Дизайн Ironwood Файлы для резьбы Ивасаки Иёрой Японские инструменты Джаспер Инструменты JDS Джевонс Джевитт JHL JoolTool Токарные инструменты Jordan Капуста Келлер ласточкин хвост Клеммсия Известные концепции Инструмент Крег Кумагоро Кунц Инструментальный завод озера Эри Ламелло Ланкастер Приземляться Lap-Sharp Leecraft Ли Джигс Левин LHR Либерон Lie-Nielsen Toolworks Лигномат Потерянный арт-пресс Lufkin Lumberton Лутц Магкрафт Magswitch Махони Макита MegaPro Инструмент Mercer Дизайн Меса Виста Metabo Микро Забор Микро Джиг Миллер дюбель Чудо-точка Мирка Абразивы Моракнив Швеции MSA Мюллер Фордж Mylands Нарекс Инструменты Nebo Нельсон Пейнт Николсон Nobex Никто Нортон Nupla Старый коричневый клей Old Fashioned Milk Paint Co.Олсон Пила Односторонняя токарная обработка дерева Бык-Голова — Оксенкопф Пегас Пелтор Производительные абразивы Пику Игривые планы ПМС Портамат Портер-Кейбл Пауэлл Мфг Powerstrop Promax Proxxon Purdy Путч Р.
C. Emmerich Tools Орел америка Earlex Инструменты Easy Wood EazyPower Инструменты Eclipse Инструмент Эльбо Маски Elipse Энвиротекс Алмазные продукты EZE-LAP Famowood FastCap Fein Tools Fenner Drives Электроинструменты Festool Инструменты Fisch Компания Флетчер-Терри Инструменты для резьбы Flexcut Foredom Лезвия для пил Forrest Биты и лезвия для маршрутизаторов Freud Фуллер Общая отделка Общее оборудование Инструменты Gladstone Glen-Drake Toolworks Хорошая рука Gränsfors Bruks GreenWood Гробет США Hamburg Industries Привет Инструменты для резьбы Hirsch Скакательные инструменты Скамьи Hofmann & Hammer Держи Хит Продукция Howard Продукты HTC Гидрокот Гидросорбирующие осушители воздуха Самолеты Ibex iGaging Incra Промышленные абразивы Insty-Bit Дизайн Ironwood Файлы для резьбы Ивасаки Иёрой Японские инструменты Джаспер Инструменты JDS Джевонс Джевитт JHL JoolTool Токарные инструменты Jordan Капуста Келлер ласточкин хвост Клеммсия Известные концепции Инструмент Крег Кумагоро Кунц Инструментальный завод озера Эри Ламелло Ланкастер Приземляться Lap-Sharp Leecraft Ли Джигс Левин LHR Либерон Lie-Nielsen Toolworks Лигномат Потерянный арт-пресс Lufkin Lumberton Лутц Магкрафт Magswitch Махони Макита MegaPro Инструмент Mercer Дизайн Меса Виста Metabo Микро Забор Микро Джиг Миллер дюбель Чудо-точка Мирка Абразивы Моракнив Швеции MSA Мюллер Фордж Mylands Нарекс Инструменты Nebo Нельсон Пейнт Николсон Nobex Никто Нортон Nupla Старый коричневый клей Old Fashioned Milk Paint Co.Олсон Пила Односторонняя токарная обработка дерева Бык-Голова — Оксенкопф Пегас Пелтор Производительные абразивы Пику Игривые планы ПМС Портамат Портер-Кейбл Пауэлл Мфг Powerstrop Promax Proxxon Purdy Путч Р. Ножи Мерфи Рабочие места Ramia Мощность записи Ричард Келл Инструменты Рикон Роберт Лэнг Роберт Ларсон Рустолеум Покрытие Saburr Tooth Friction Coating Мешок ИБП Зауэрс SawStop Шредер ScrapeRite Инструменты Shaper Шеффилд Бронза Магазин Fox Шелковистый Sjobergs Деревянное правило Скоухегана Токарные инструменты Sorby Винты Spax Spyderco Стэнли Инструменты Старретт Sterling Toolworks Инструменты SuperMax Система Три Таджима Текнатул Томас Флинн и Ко.Инструменты для деревянного туфа Timberline TimberMate Клей для дерева Titebond TMI Тормек Тренд Тритон Vantage Industries Vaughan Инструменты Veritas Инструменты Венеры VPS W.W. Norton Publishing Wall Lenk Co. Watco Waterlox Уэйн Бартон Веллер Уайтхолл Биты маршрутизатора Whiteside Wixey Wolfcraft Деревянные детали Инструменты дятлов Ленточная пила WoodSlicer Работа Sharp ZetSaw Zinsser
Ножи Мерфи Рабочие места Ramia Мощность записи Ричард Келл Инструменты Рикон Роберт Лэнг Роберт Ларсон Рустолеум Покрытие Saburr Tooth Friction Coating Мешок ИБП Зауэрс SawStop Шредер ScrapeRite Инструменты Shaper Шеффилд Бронза Магазин Fox Шелковистый Sjobergs Деревянное правило Скоухегана Токарные инструменты Sorby Винты Spax Spyderco Стэнли Инструменты Старретт Sterling Toolworks Инструменты SuperMax Система Три Таджима Текнатул Томас Флинн и Ко.Инструменты для деревянного туфа Timberline TimberMate Клей для дерева Titebond TMI Тормек Тренд Тритон Vantage Industries Vaughan Инструменты Veritas Инструменты Венеры VPS W.W. Norton Publishing Wall Lenk Co. Watco Waterlox Уэйн Бартон Веллер Уайтхолл Биты маршрутизатора Whiteside Wixey Wolfcraft Деревянные детали Инструменты дятлов Ленточная пила WoodSlicer Работа Sharp ZetSaw Zinsser Пожалуйста, прочтите наше предупреждение Предложения 65.
Пожалуйста, прочтите наше предупреждение Предложения 65.
|
|
|
|
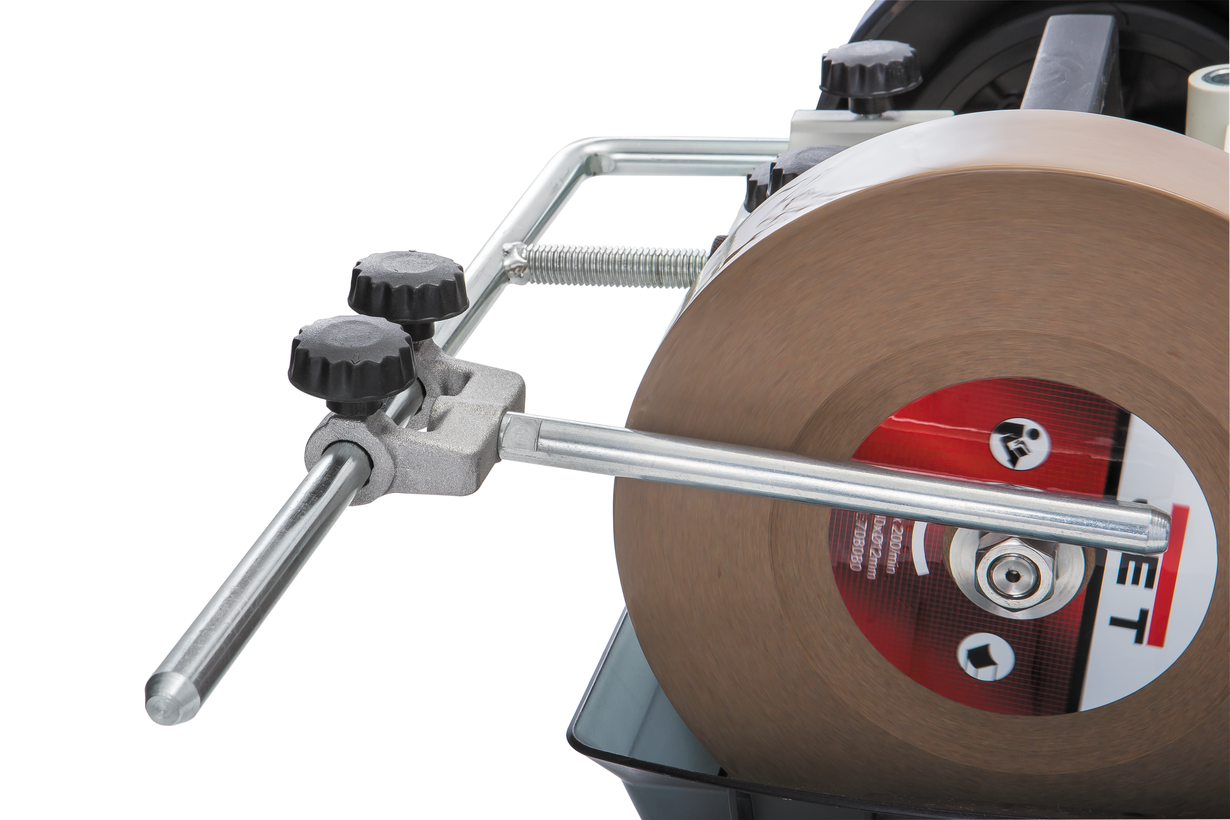 Галерея
Галерея Часть 1 — Заточка и настройка фуговальных ножей
Находка «Верхняя мертвая точка»
Затем отключите фуганок от сети. Теперь несколько раз нажмите кнопку пуска на фуганке,
уверен, что он выключен. Теперь нужно найти максимальную высоту ножа.
во время его вращения. Это часто называют «верхней мертвой точкой».
Иногда кажется, что это точное измерение невозможно найти,
но не беспокойтесь о том, чтобы получить его абсолютно идеально.
Теперь несколько раз нажмите кнопку пуска на фуганке,
уверен, что он выключен. Теперь нужно найти максимальную высоту ножа.
во время его вращения. Это часто называют «верхней мертвой точкой».
Иногда кажется, что это точное измерение невозможно найти,
но не беспокойтесь о том, чтобы получить его абсолютно идеально.
Чтобы найти верхнюю мертвую точку (или в другом месте достаточно близко), опустите разгрузочный стол примерно на 1/16 дюйма.Затем поместите плоскую стальную линейку на разгрузочный стол. и частично поперек режущей головки. Поверните режущую головку назад пока нож не соприкоснется с линейкой (фото 1). Используя карандаш, сделайте отметку на упоре для фуганка чуть выше переднего края линейка. Теперь медленно поверните режущую головку вперед, пока нож касается линейки. Вы заметите, что правитель едет с нож (движется вправо).
Продолжайте вращать режущая головка вперед. Когда нож перестанет двигаться, поставьте еще одну отметку на фуганке у верхнего края линейки. Теперь удалите линейку и измерьте расстояние между двумя отметками. Поставьте еще одну отметку на заборе по центру двух линий (фото 2).
Теперь поверните режущую головку. назад так, чтобы лезвие ножа не касалось линейки.Место край линейки на крайнем левом знаке. Теперь поверните режущую головку пока линейка не переместится на центральную линию. Это должно быть разумно близко к верхней мертвой точке.
Используйте легкое давление пальцем
чтобы режущая головка не двигалась при снятии линейки и
поместите его напротив забора на подающем столе фуговального станка (фото
3). Сдвиньте линейку к острию ножа и используйте магнитный прижим
приспособление, чтобы линейка не двигалась (фото 4. ) Обратите внимание, что линейка
не должны зажиматься между упором и магнитным зажимом или
зажим. Линейка должна быть перед приспособлением.
) Обратите внимание, что линейка
не должны зажиматься между упором и магнитным зажимом или
зажим. Линейка должна быть перед приспособлением.
Если у вас нет магнитным зажимом, прижмите брусок к забору против край линейки (фото 5).
Теперь вам следует сделать рейз выходной стол на 1/16 дюйма (назад в исходное положение).
Снимите линейку без разрушение магнитного зажима (или зажима).Снимите ножи и заточите их. Не теряйте пружины.
>> Далее Страница
Услуги по заточке фуговальных и строгальных ножей
Jamison’s Sharpening, Inc.5630 Грандин RD EXT
Роанок, Вирджиния 24018
(540) 989-2744 TEL
Jamison’s рекомендован Бобом Воаном.У них есть станок, который может заточить нож любой длины, какой только сможете. Помимо строгальных и фуговальных ножей, они также могут делать пильные полотна (включая заменяющие твердосплавные), фрезы, фрезы, сверла, расточные инструменты, ручные пилы и даже шипорезные головки.
Dynamic Knife and Saw
250 E Ge Patterson Ave
Memphis, TN 38126
(901) 526-0301
Dynamic Knife and Saw принадлежит Tom Overzet. Его обычная кофемолка — 6 футов в длину, а большая — почти 20 футов.Он также сваривает полотна ленточных пил.
Woodworkers ‘Tool Works
N4299 Lien Road
Melrose, WI 54642
Бесплатная линия: 1-800-475-9991 Телефон: (715) 662-2015 Факс: (715) 662-5801
Веб-сайт WoodworkersToolWorks.com
Woodworkers ‘Tool Works принадлежит Бобби Кнуреку, который регулярно участвует в форумах owwm.org (под именем sax13). WTW выполняет заточку на месте и может обрабатывать не только фуганки и строгальные ножи, но также может изготавливать и затачивать формовочные головки, затачивать дисковые пилы, долота для долбления и многое другое. Они могут посоветовать вам по телефону, и вы можете отправить им свои ножи для заточки.
Они могут посоветовать вам по телефону, и вы можете отправить им свои ножи для заточки.
JD Lacourse & Son
260 Middle St.
Pawtucket, RI 02860
Бесплатная линия: 1-866-96-SHARP Телефон: (401) 725-2920 Факс: (401) 728-2144
JD Lacourse & Сын сайт
Служба самовывоза и доставки в радиусе 50 миль, или можно воспользоваться службой доставки. Предлагаемая заточка для твердосплавных пил, фрез, ножей фуганка и строгальных ножей, фрезерных станков и т. Д.
Peter Hay Knife
351 Sheldon Drive
Cambridge, ON, N1T 1B1
(519) 621-0770
Веб-сайт Peter Hay Knife
Peter Hay Knife работает уже более века, но их производственные мощности полностью соответствуют современным требованиям, а услуги обработки с ЧПУ находятся на переднем крае их текущего бизнеса.Ориентированные в основном на промышленных клиентов, они производят ножи и резаки на заказ, а также предлагают услуги по заточке для всего Онтарио.
Galt Wood Tool
120 Turnbull Court, Unit N
Cambridge ON N1T 1H9
Бесплатный звонок: 1-888-830-8209 Телефон: (519) 623-6350 Факс: (519) 622-4322
Galt Компания Wood Tool также работает более века, поставляя все виды режущего инструмента для дерева. Они могут затачивать ваши фуговальные и строгальные ножи (твердосплавные или из быстрорежущей стали), а также предлагают переточку и заточку дисковых пил с ЧПУ.Они также могут затачивать твердосплавные фрезы и фрезы с твердосплавными напайками.
Как точить фуговальные ножи
Поскольку строгальные станки по дереву зависят от имеющихся в них фуговальных ножей , важно, чтобы они были заточены. Чтобы осуществить этот процесс эффективно, необходимо будет правильно выполнить все необходимые шаги.
Шаг 1. Осмотр
В зависимости от типа фуганка, с которым вы работаете, у вас может не быть значительного доступа к лезвию.Это необходимо для того, чтобы вы могли его заточить, поэтому вам нужно будет внимательно рассмотреть инструмент. При необходимости измерьте свободный край лезвия, чтобы определить, сможете ли вы заточить лезвие, не снимая его. Этот шаг также позволит вам определить расположение всех крепежей, удерживающих инструмент вместе.
При необходимости измерьте свободный край лезвия, чтобы определить, сможете ли вы заточить лезвие, не снимая его. Этот шаг также позволит вам определить расположение всех крепежей, удерживающих инструмент вместе.
Шаг 2 — Разборка
Большинство инструментов, в которых используются фуговальные ножи, можно разобрать для целей обслуживания и ремонта.Чаще всего для этой цели используются винты, но можно использовать и болты, поэтому вы должны убедиться, что у вас есть подходящий инструмент для их удаления. Снимите необходимые крепежные детали, чтобы освободить фуговальные ножи. Вы сможете внимательно изучить лезвие и, вероятно, обнаружите, что у него плоский край и скошенный край.
Шаг 3 — Подготовка
Используйте ткань, чтобы осторожно протереть лезвия фуговального станка, чтобы убедиться, что на них нет мусора. Положите точильный камень на твердую ровную поверхность и смочите верхнюю поверхность водой или маслом.Ознакомьтесь с инструкциями, прилагаемыми к точильному камню, чтобы определить, какое вещество лучше всего использовать.
Шаг 4 — Заточка
Начните с того, что приложите плоский край фуганка к точильному камню и положите пальцы на верхнюю часть лезвия. На этом этапе вы сможете тереть лезвие о камень, используя восьмерку или движение вперед и назад. Протестируйте оба метода, чтобы определить, какой из них вам легче использовать. Вам не нужно проводить этот процесс на сплющенной кромке более десяти кругов.Когда сглаженная кромка будет завершена, переверните лезвие, чтобы обработать скошенную кромку, которая является основной режущей кромкой. Расположите лезвие так, чтобы скошенный край соприкасался с точильным камнем, следя за тем, чтобы ваши пальцы были чистыми. Избегайте риска зажать пальцы между лезвием и камнем, прижимая их к верхней поверхности. В зависимости от того, что наиболее удобно, используйте круговое движение, движение по восьмерке или движение вперед-назад, чтобы отточить край лезвия. Убедитесь, что вы поддерживаете контакт между камнем и лезвием, и снова намочите его, если и когда это станет необходимо.