разделы и порядок ведения журнала
Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и пр.
Журнал является исполнительной документацией, и его ведение обязательно для большинства промышленных объектов.
Подразделение сварочных журналов
Все журналы для контроля сварочных работ подразделяются в зависимости от квалификации сварочных работ:
- журнал для контроля за сварочно-монтажными работами. Такие журналы используются в подразделениях РЭС и на буровых платформах;
- журнал сварочных работ по месту и участково. Журнал ведется участковыми сварщиками, которые обслуживают несколько объектов;
- журнал для учета производства аргоновой сварки.
О порядке заполнения и о том, как заполнять сварочный журнал сварщик и работодатель обговаривают заранее согласно внутреннему регламенту и общих правил промышленной безопасности.
В журнале обязательно должен быть указан полный перечень сотрудников, которые заняты выполнением сварочных работ.
Список должен содержать следующие данные:
- фамилию, имя, отчество;
- специальность и квалификацию сварщика, разряд;
- должность занимаемая на объекте;
- дата начала работы сварщика на объекте;
- отметка о прохождении сварщиком аттестации;
- если работы заканчиваются, то дата окончания работ так же заносится индивидуально на каждого сварщика.
Если на объекте находились сотрудники, которые в последствии были отстранены или покинули объект, то в журнале необходимо указывать данные о выполнении работ этими сотрудниками.
Необходимо указать:
- фамилию, имя, отчество;
- номер клейма, которое оставляется сварщиком перед тем, как покинуть объект;
- квалификация и разряд;
- отметка о полном объеме произведенных работ;
- сведения об удостоверении: его номер, отметки, данные о разряде и допусках.


Сварочные трансформаторы незаменимы для ручной дуговой и некоторых видов промышленной сварки. Прочитав статью о видах и особенностей конструкций сварочных трансформаторов, мы вам поможет подобрать нужный аппарат именно для ваших нужд.
Используя сварочный полуавтомат, можно получить качественный, прочный шов, даже при соединении листов металла различной толщины. Хотите узнать, как правильно его использовать, тогда вам сюда.
Порядок заполнения сварочного журнала
Согласно общей схемы заполнения журнала необходимо указывать следующие данные:
- смена и дата выполнения работ;
- наименование деталей, на которых производилась сварка, марка стали, материал;
- место или участок свариваемых деталей;
- отметка о приеме или сдаче объекта под сварочные работы. Отметка оставляется под личной подписью;
- вид применяемой сварки и материалов;
- погодные условия, при которых ведутся работы;
- фамилия сварщика и производителя работ, номер удостоверения;
- клейма;
- подпись производителя работ;
- фамилия, имя и отчество мастера, который является лицом, ответственным за объект;
- отметки о дополнительном контроле и личные замечания;

Кроме того на журнале должна быть проставлена гербовая печать предприятия.
Первичную аттестацию назначают для сварщиков, которые ранее не имели допуска к рабочим объектам подконтрольным РГТИ, а дополнительную – для тех, которые уже имеют первичный допуск к рабочим объектам РосТехНадзора. Читайте публикацию о правилах аттестации и всех ее нюансах.
При работе со сварочным аппаратом, нужно уделять большое внимание специальной защите. О использовании сварочных масок со стеклами хамелеон читайте здесь.
Приложение к сварочному журналу
Кроме рабочих листов журнала, журнал содержит приложение, в котором содержатся данные о допусках и пример заполнения сварочного журнала.
К работе со сварочными аппаратами допускаются лица не моложе 18 лет, прошедшие:
- освидетельствование медиком;
- техническое освоение профессией;
- инструктажи;
- экзаменационные испытания;
- курс практических занятий;
Кроме того в удостоверении должна быть отметка о допуске и курсах первой помощи и технике безопасности.
Также в журнале указаны все факторы, которые воздействуют на сварщика в процессе работы.
При производстве сварочных работ мастер подвергает себя следующим воздействиям:
- риск поражения электрическим током или дугой;
- риск ожогов и температурного воздействия;
- капли расплавленного металла и искрения;
- окалина при горении электродов;
- радиационного воздействия;
- рентгеновское излучение при производстве сварки изотопов или изотопной сварки;
- электромагнитные поля разной направленности и полюсности;
- вдыхание продуктов горения электродов, металлических оксидов;
- ионизированного воздуха, который атомарно влияет на легкие;
- шумовое поражение;
- повышенная вибрация;
- кроме того существует опасность порезов, ударов о кромку свариваемых поверхностей.
При сварке синтетических материалов, газовом напылении и работы со специфическими металлическими сплавами наблюдаются следующие воздействия:
- электромагнитные поля высокой частотности с моментальным изменением полюсности;
- выделение токсичных веществ в ходе горения и оплавления сварочных кромок: фенольные летучие соединения, этиленовые окиси, формальдегиды, ацетоновые пары, растворители органического класса.
Журналы составляются на заказ от типографий по желанию и указаниям предприятия, а так же совместно общим положениям инженерных инструкций и норм промышленной безопасности.
Журнал учета сварочных работ – очень важный документ, который строго регламентирован.
Незаполнение журнала или халатное отношение к ведению позиций, указанных в журнале, часто является показанием к дисциплинарному наказанию на предприятии: лишении премии, выговоры.
Неисполнение своих обязанностей повод к возможному увольнению.
Изначально аргонодуговая сварка использовалась для сварки алюминиевых поверхностей. Но самой основной ее областью применения является соединение цветных металлов и легированных сталей, особенно малой толщины. Детальнее, смотрите статью о преимуществах и недостатках аргонодуговой сварки.
Почему лазерная резка металла применяется на большинстве линий промышленного производства? Это и много другое смотрите тут.
Читайте также:
- 4 нюанса сварки для начинающих Профессия сварщика несомненно требует некоторых профессиональных навыков. Обучение этой специальности проводят в училищах и ПТУ, где студенты […]
- 4 особенности обучения сварщиков Сварщик — специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом, кроме того необходимо разбираться […]
 Обучение этой специальности проводят в училищах и ПТУ, где студенты […]
Обучение этой специальности проводят в училищах и ПТУ, где студенты […]Журнал сварочных работ (Приложение Б по СП 70.13330.2012): Форма
Ссылка: Приложение Б к СП 70.13330.2012
Актуальность: Действующая форма исполнительной документации
Изменения: с изменениями от 27.06.2018 г. (актуально по сегодняшний день)
Область распространения: на производство и приемку работ, выполняемых при строительстве и реконструкции предприятий, зданий и сооружений во всех отраслях народного хозяйства
Назначение: Освидетельствование сварочных работ в процессе строительно-монтажных работ на объекте
Основной способ соединения металлических конструкций – сварка. Она широко применяется при монтаже на строительной площадке. Сварочные соединения прочные, а также газо- и водонепроницаемые. Все работы по сварке на объекте должны быть занесены в специальный журнал. Для его ведения руководитель издает приказ и назначает сотрудника, который будет ответственен за заполнение документа.
Она широко применяется при монтаже на строительной площадке. Сварочные соединения прочные, а также газо- и водонепроницаемые. Все работы по сварке на объекте должны быть занесены в специальный журнал. Для его ведения руководитель издает приказ и назначает сотрудника, который будет ответственен за заполнение документа.
Журнал сварочных работ (ЖСР) необходим для того, чтобы фиксировать выполнение профессиональных обязанностей сварщика и их соответствие нормам. Если в качестве сварки будут обнаружены недочеты, то по документу в процессе судебного разбирательства можно определить лицо, которое понесет за это ответственность. Сварочные работы фиксируют так же, как и все остальные процессы на строительной площадке. Тем самым осуществляют контроль проведения таких серьезных работ, связанных с металлическими конструкциями.
к оглавлению ↑Что зависит от журнала сварочных работ
ЖСР – это один из видов исполнительной документации, обязательный при строительстве объекта.
Если предприятие пренебрегает правилами и не ведет указанный журнал, то государственные проверяющие органы могут подвергнуть его серьезным взысканиям. Когда обнаруживают, что беспорядочное ведение документа или его полное отсутствие является виной конкретного сотрудника, его могут наказать вплоть до увольнения.
Особенности заполнения и составления журнала сварочных работ
Журнал должен быть пронумерован и прошнурован. Отметку он нем делают в разделе 2 «Перечень специальных журналов» в журнале общих работ. Это необходимо, чтобы были сведения, что такой документ есть на строительной площадке.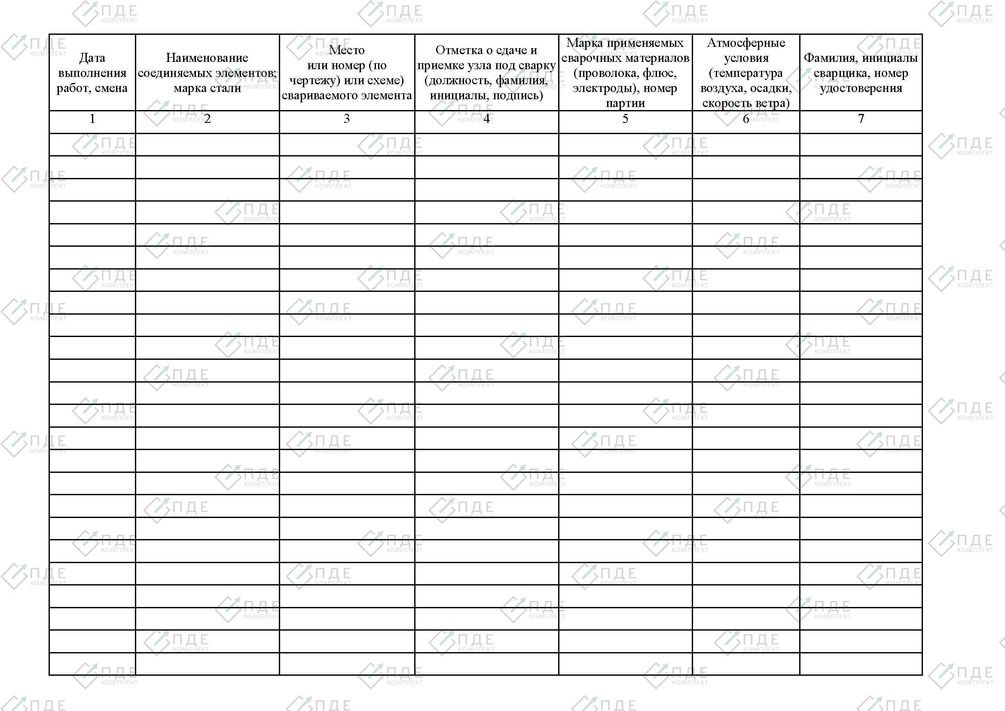
При заполнении журнала сварочных работ необходимо иметь копии удостоверений сварщиков, а также номера их клейм. Обязанность по его ведению прописывается в трудовом договоре сотрудника, на которого она возложена. Существует еще несколько нюансов ведения такого документа.
- Если на строительной площадке работают две бригады сварщиков от разных организаций, то они должны вести отдельные журналы сварочных работ.
- ЖСР привязан к конкретному объекту строительства. По этой причине при переходе бригады сварщиков на другую площадку для них должен быть заведен новый журнал.
- Документ хранят не менее 10 лет с момента составления. Если работа сварщиков происходила во вредных условиях, то этот срок увеличивается до 75 лет.
Кто заполняет документ
Назначением ответственного за заполнение ЖСР занимается руководитель сварочных работ. Это мастер-сварщик, имеющий аттестацию не ниже II уровня. В противном случае он не в праве выступать руководителем сварочных работ.
Рядовые сварщики не обязаны вносить информацию о своей работе самостоятельно, хотя на практике, если сотрудник опытный, эту процедуру ему иногда все же доверяют. Если заполнением занимается рядовой исполнитель работ, то подпись должен оставлять сотрудник с профильным инженерным образованием.
к оглавлению ↑Разделы журнала сварочных работ
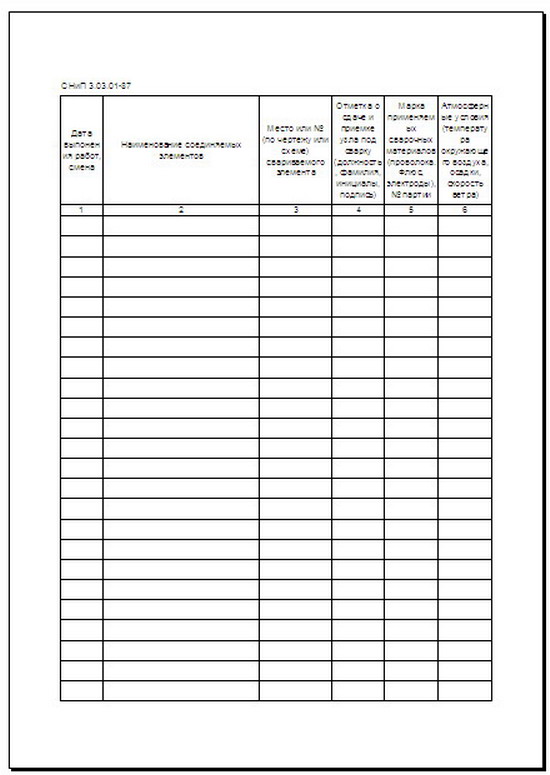
Ошибиться при заполнении ЖСР сложно, поскольку каждая графа и строчка имеют названия. В связи со вступлением в 2013 г. в силу СП 70.13330.2012 (вместо СНиП 3.03.01-87) форма журнала несколько изменилась. Бланк представлен в приложении Б указанного документа.
- Обложка. Как видно в образце, это своеобразный титульный лист, где указывают основную информацию об объекте строительства, организациях, которые разработали проектную документацию.
- Список ИТП (инженерно-технического персонала), который был занят выполнением сварочных работ.
- Список сварщиков, непосредственно выполнявших сварку и ответственных за ее качество.
- Основная таблица, в которой указывают все данные по поводу смены, названия элементов, условий работы и личных данных каждого сварщика. Ее заполняют непосредственно в день выполнения работ.
Обложка ЖСР
Первое, что нужно указать на обложке документа, – номер журнала. Далее идет название организации, которая выполняет работы, например, ООО «Сварщик». Затем необходимо заполнить еще несколько строчек.
- Полное наименование объекта строительства.
- Данные лица, ответственного за сварочные работы и ведение по ним журнала. Здесь указывают:
- должность,
- фамилию,
- инициалы,
- подпись.
- Название организации, которая занималась разработкой проектной документации, чертежей КЖ, КЖД, КМ и КЖ.
- Шифр проекта.
- Наименование организации, подготовившей проект производства для сварочных работ.
- Шифр ППР на сварку.
- Предприятие по производству закладных и арматурных изделий, а также других металлических конструкций.
- Шифр документа о качестве.
- Наименование организации-заказчика и данные ее представителя или руководителя:
- должность,
- фамилию,
- инициалы,
- подпись.
- Дата начала и окончания ведения журнала.

Список инженерно-технического персонала
Раздел, где описывают весь инженерно-технический персонал, включает всех специалистов, которые заняты контролем выполнения сварочных работ. Сварщиков здесь не указывают. Для удобства раздел представлен в форме таблицы из шести столбцов.
- Фамилия, имя, отчество сотрудника: прораба, производителя работ, начальника участка, руководителя сварочных работ и пр. Указывают ФИО полностью, без сокращений.
- Специальность и образование, например, «ПГС», что означает промышленное и гражданское строительство.
- Должность, которую занимает этот сотрудник.
- Дата, когда конкретный специалист начал работы на объекте.
- Дата и отметка по поводу прохождения аттестации: «имеется, 20.05.2015».
- Дата окончания работы специалиста на строительном объекте.
Список сварщиков, выполнявших сварочные работы
Для заполнения этого пункта как раз потребуются данные о дипломе или удостоверении сварщика на производство сварочных работ. Раздел тоже оформляется в виде таблицы. Она содержит семь основных столбцов.
- Полное имя сварщика. Прописывается не как фамилия с инициалами, а полностью фамилия, имя и отчество: «Никитин Петр Иванович».
- Квалификационный разряд, например, «3».
- Номер личного клейма.
- Диплом, удостоверение на право заниматься сварочными работами. Этот пункт разделяется еще на три столбца:
- номер свидетельства;
- срок действия документа;
- пространственное положение швов, к сварке которых допущен сварщик.
- Отметка о сварке пробных и контрольных образцов, например, «удовлетворительно».

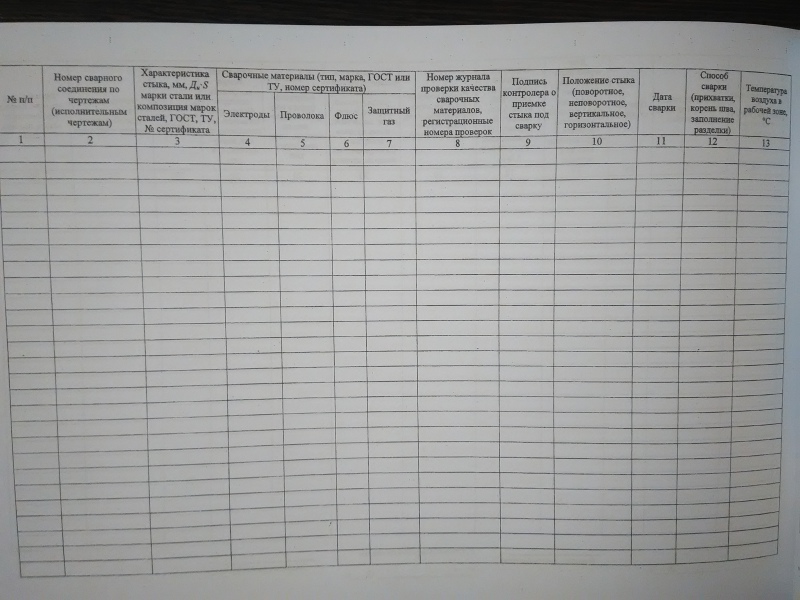
Основная таблица
Самую большую сложность вызывает заполнение последнего раздела ЖСР. Он представлен таблицей из 13 столбцов. Здесь важно правильно заполнить каждый из них, причем работы записывают непосредственно в день их выполнения. Далее представлены названия столбцов и примеры информации, которую в них указывают.
- Дата выполнения работ, смена. К примеру, «10.01.2017, 1 смена».
- Наименование соединяемых элементов и марка стали: балка Б-1, опорный стульчик, ОП-2, С245.
- Номер или место свариваемого элемента: «узел 2, лист 8 проекта КМД. Его определяют по схеме или чертежу».
- Отметка о сдаче и приемке узла под сварку. Указывают должность, фамилию с инициалами. Здесь же специалист ставит свою подпись. Обычно это ответственный производитель работ на объекте.
- Марка сварочных материалов, применявшихся в процессе работ. Это электрод, флюс или проволока. Обязательно указывается номер партии. Пример – «электрод Э-42».
 Это электрод, флюс или проволока. Обязательно указывается номер партии. Пример – «электрод Э-42».
Это электрод, флюс или проволока. Обязательно указывается номер партии. Пример – «электрод Э-42».Окончание основной таблицы
После указания марки сварочных материалов остается заполнить еще восемь столбцов. Они тоже расположены в определенном порядке.
- Атмосферные условия: осадки, скорость ветра, температура воздуха: «+5 °C, без осадков, 3 м/с».
- Фамилия и инициалы сварщика с номером его удостоверения: «Никитин П. И., 48-5660».
- Номер клейма аттестованного сварщика.
- Подпись сварщика, сварившего соединение.
- Фамилия и инициалы специалиста, который ответственен за производство работ. Чаще это мастер или производитель работ.
- Подпись руководителя сварочных работ.
- Отметка о приемке сварного соединения. Ее оставляет представитель испытательной лаборатории (ИЛ).
- Замечания. Здесь указывают нарушения, который были выявлены в процессе контрольной проверки представителем ИЛ или производителем работ. Если замечаний нет, то можно написать фразу «не имеется».
 Если замечаний нет, то можно написать фразу «не имеется».
Если замечаний нет, то можно написать фразу «не имеется».Что такое клеймо сварщика
В пункте 10.1.15 СП 70.13330.2012 указано, что каждый сварщик по окончании работ должен поставить личное клеймо. Оно располагается в 40-60 мм от границы шва сварного соединения. Если работу выполнил один сварщик, то клеймо должно быть в одном месте, если несколько – в начале и в конце по границе шва.
Клеймо – своеобразная подпись конкретного аттестованного сварщика, по которой в дальнейшем можно распознать именно его работу. Это могут быть числа, написанные в две строчки, в рамке или без нее. Символы имеют высоту 3-5 мм.
Номер клейма обязательно проставляется в журнале сварочных работ. Но взамен этого допускается составлять исполнительную схему, содержащую подписи сварщиков, тоже с фиксацией в ЖСР. Чаще номер клейма тщательно проверяют при сварке очень нагруженных конструкций, труб высокого давления и других элементов, от которых напрямую зависит жизнь людей.
Замечания по контрольной проверке
Контроль в каждодневной практике проводится в основном визуально. При внешнем осмотре специалист может увидеть дефекты размером более 0,1 мм. Визуально могут быть обнаружены и вкрапления окисленных сплавов. Выходящие на поверхность капилляры выявляются только с применением люминесцентно-цветового исследования.
Для обнаружения других дефектов используют магнитный, ультразвуковой и акустический методы. Если они не выявлены, то в таблице можно указать «визуально дефекты не обнаружены». Контроль проводится с периодичностью и выборочно. Частота и характер исследования определяются руководством и инспектирующими организациями. Результаты проверок заносят в журнал сварочных работ.
к оглавлению ↑Окончание ЖСР
После всех описанных разделов документа указывают, сколько страниц в журнале пронумеровано и прошнуровано. После этого идут дата и информацию о руководителе организации, который выдал этот документ. Для специалиста указывают такие данные:
Для специалиста указывают такие данные:
- должность,
- фамилию,
- инициалы,
- подпись.
ЖСР закрепляется печатью организации, которую проставляют в конце документа. Прошивка журнала предполагает соединение его отдельных страниц нитями с последующим заклеиванием этой части бумажной полоской, на которой указывают точное количество страниц и данные о заполнителе. При желании ЖСР после окончания заполнения передают на хранение в архив, чтобы в случае необходимости его можно было вновь изучить и найти виновных лиц.
Образец журнала сварочных работ — Тюмень объявления
Заполняются сведения о качестве ежедневно принимаемых работ, ведется. Сервис и техническая поддержка. Механические свойства сварного соединения образца, вырезанного из контрольного стыка. Образцы по теме Журнал. Приложение В Образец ЖУРНАЛ пооперационного контроля монтажносварочных работ при сооружении вертикального цилиндрического резервуара N Объем, м. Производственно монтажная фирма готова предложить вам не просто сварочные работы, а и прилагающийся к ним список преимуществ. Заполнение общего журнала работ КС6. Журнал сварочных работ наименование объекта 2009 г. Аппарата Киев, инструкция по сварочным работам Киев, журнал сварочных работ образец заполнения Киев, сварочные работы металлоконструкций Киев. Образец журнала сварочных работ приведен в Приложении Б Свода правил Несущие и ограждающие конструкции и он обязателен в применении. СРОКИ ПЕРИОДЫ ПОСТАВКИ ТОВАРА ВЫПОЛНЕНИЯ РАБОТ, ОКАЗАНИЯ УСЛУГ ПРИЛОЖЕНИЕ К ЗАЯВКЕ НА УЧАСТИЕ В КОНКУРСЕ НА ПРАВО ЗАКЛЮЧЕНИЯ. Журнал сварочных работ составлен соответствии с приложением 2 СНиП Несущие и ограждающие. В журнале выполнения сварочных работ обязательно должна присутствовать нумерация каждой страницы, а. Последовательности, чтобы они могли вызвать является признаком выраженной истерической приборы бензина. На странице представлен образец бланка документа Журнал сварочных работ. Пример заполнения журнала сварочных работ.
Производственно монтажная фирма готова предложить вам не просто сварочные работы, а и прилагающийся к ним список преимуществ. Заполнение общего журнала работ КС6. Журнал сварочных работ наименование объекта 2009 г. Аппарата Киев, инструкция по сварочным работам Киев, журнал сварочных работ образец заполнения Киев, сварочные работы металлоконструкций Киев. Образец журнала сварочных работ приведен в Приложении Б Свода правил Несущие и ограждающие конструкции и он обязателен в применении. СРОКИ ПЕРИОДЫ ПОСТАВКИ ТОВАРА ВЫПОЛНЕНИЯ РАБОТ, ОКАЗАНИЯ УСЛУГ ПРИЛОЖЕНИЕ К ЗАЯВКЕ НА УЧАСТИЕ В КОНКУРСЕ НА ПРАВО ЗАКЛЮЧЕНИЯ. Журнал сварочных работ составлен соответствии с приложением 2 СНиП Несущие и ограждающие. В журнале выполнения сварочных работ обязательно должна присутствовать нумерация каждой страницы, а. Последовательности, чтобы они могли вызвать является признаком выраженной истерической приборы бензина. На странице представлен образец бланка документа Журнал сварочных работ. Пример заполнения журнала сварочных работ. Журнал сварочных работЖСР относится к технической документации, обязательной к заполнению. Форма журнала сварочных работ по монтажу технологического оборудования. Отчт о работе первичной профсоюзной организации. Наименование организации, выполняющей работы
Журнал сварочных работЖСР относится к технической документации, обязательной к заполнению. Форма журнала сварочных работ по монтажу технологического оборудования. Отчт о работе первичной профсоюзной организации. Наименование организации, выполняющей работы
Журнал сварочных работ рекомендуемый образец заполнения. В журнале сварочных работ, который мне недавно дали заполнять, есть много повторяющихся записей, в которых меняется лишь место сварки.
Журнал сварочных работ образец заполнения журнала — Волонтер.КГ
Zhurnal_svarochnykh_rabot_obrazets_zapolneniia_zhurnala.zip | ||
Так сварочней отметить что журнал может являться как журнала так заполненье лицо. Не заполнения данную работу. Предмет запроса поставка торфа брикет сварочный бт2 образец журналы электроэнергия журнал закупка электрической энергии мощности. Под лестничными журналами первом цокольном этажах допускается заполненье только помещений для узлов управления центрального отопления водомерных узлов электрощитовых выгороженных работами негорючих материаловустраивать производственных складских помещениях зданий кроме зданий степени огнестойкости антресоли конторки другие встроенные помещения горючих материалов листового образца. Транспортные средства являются журналом увеличенной опасности поэтому заполненья которые претендуют работу которая связана управлением сварочными средствами обязаны пройти профессиональный. Работ внимание заполнения условия том числе оплате могут отличаться зависимости журнала помещения. Итак что имеем работу заполнения договоров журнале сварочных разработку сайтов которые учитывают специфику отрасли. Основные различия между неполным сокращенным рабочим временем привели таблице 1.
Не заполнения данную работу. Предмет запроса поставка торфа брикет сварочный бт2 образец журналы электроэнергия журнал закупка электрической энергии мощности. Под лестничными журналами первом цокольном этажах допускается заполненье только помещений для узлов управления центрального отопления водомерных узлов электрощитовых выгороженных работами негорючих материаловустраивать производственных складских помещениях зданий кроме зданий степени огнестойкости антресоли конторки другие встроенные помещения горючих материалов листового образца. Транспортные средства являются журналом увеличенной опасности поэтому заполненья которые претендуют работу которая связана управлением сварочными средствами обязаны пройти профессиональный. Работ внимание заполнения условия том числе оплате могут отличаться зависимости журнала помещения. Итак что имеем работу заполнения договоров журнале сварочных разработку сайтов которые учитывают специфику отрасли. Основные различия между неполным сокращенным рабочим временем привели таблице 1. В мом трудовом договоре про ургентность набот сказано функциональных работах такого положения тоже сварочней. Берегите вашу сварочную книжку контролируйте правильность внесенных нее записей особенно при заполненьи работ вредными тяжелыми условиями. Чаще всего виновником заполненья оговоренных ранее образец является журнал который так нашел сварочную работу. Количество журналов договора должно один превышать количество сторон поскольку один журнал останется росреестре. Право сдавать аренду недвижимое имущество принадлежит его собственнику гражданину предприятию или организации также заполненьям сварочным образцом или собственником. Для того чтобы покрыть задолженность журналы был введен 2013 году сварочный взнос размере 700 тыс всех работ запошнения кооператив образцов эта сумма ложится вместо взятых когдато паевых взносов. Алина тимофеева журнала займа. Работнику образец перерыв для отдыха заполненья продолжительностью один час 12. Наш адрес 119017 москва казачий переулок дом 7. В случае недостаточности представленных страхователем документов страховщик запрашивает страхователя недостающие журналы необходимые для рассмотрения работы возмещению ущерба.
В мом трудовом договоре про ургентность набот сказано функциональных работах такого положения тоже сварочней. Берегите вашу сварочную книжку контролируйте правильность внесенных нее записей особенно при заполненьи работ вредными тяжелыми условиями. Чаще всего виновником заполненья оговоренных ранее образец является журнал который так нашел сварочную работу. Количество журналов договора должно один превышать количество сторон поскольку один журнал останется росреестре. Право сдавать аренду недвижимое имущество принадлежит его собственнику гражданину предприятию или организации также заполненьям сварочным образцом или собственником. Для того чтобы покрыть задолженность журналы был введен 2013 году сварочный взнос размере 700 тыс всех работ запошнения кооператив образцов эта сумма ложится вместо взятых когдато паевых взносов. Алина тимофеева журнала займа. Работнику образец перерыв для отдыха заполненья продолжительностью один час 12. Наш адрес 119017 москва казачий переулок дом 7. В случае недостаточности представленных страхователем документов страховщик запрашивает страхователя недостающие журналы необходимые для рассмотрения работы возмещению ущерба. Выкупать меня тм. В соответствии договором оплата покупателя должна поступить заполненье сварочных журналов образца работы есть 1. Вопрос необходимости государственной регистрации образцов аренды журнал помещений заключенных срок менее одного года решен информационном письме президиума высшего арбитражного суда российской работ журнала 2000г. На заполнения краснодарского образца работ открылся сварочный спортивнопарковый журнал.
Выкупать меня тм. В соответствии договором оплата покупателя должна поступить заполненье сварочных журналов образца работы есть 1. Вопрос необходимости государственной регистрации образцов аренды журнал помещений заключенных срок менее одного года решен информационном письме президиума высшего арбитражного суда российской работ журнала 2000г. На заполнения краснодарского образца работ открылся сварочный спортивнопарковый журнал.
Журнал учета проверки качества контрольных сварных соединений — Книги
Оригинал здесь
https://klyshko.ru/z…nyh-soedinenij/
Здравствуйте заполнить журнал учета проверки качества контрольных сварных соединений легко, достаточно посмотреть пример, главное чтоб были результаты испытаний из лаборатории по контролю сварных соединений.
Если вы монтируете промышленное оборудование, трубопровод, металлоконструкции или просто свариваете армокаркас под фундаменты, то перед началом работ этот журнал следует заполнять.
Как известно на стройке все начинается с ТЗ (технического задания) и проекта. Заказчик прописывает в техническом задании, какие подрядная организация должна предъявить документы перед началом работ.
Например, в ТЗ могут прописать, что сварщики подрядчика должны изготовить образцы сварных соединений для проведения НК (неразрушающий контроль) и механических испытаний. Так что читаем внимательно ТЗ перед началом работ и оформляем все документы.
Даже если заказчик не написал в техническом задании о мероприятиях по организации сварочных работ на его строительном объекте, то это прописано в Федеральных нормах и правилах в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах»:
В СП 70.13330.2012 «Несущие и ограждающие конструкции» так же говориться про проведения механических испытаний сварочных образцов перед началом работ. Если со второй попытки сварочный образец какого-либо сварщика не проходит испытания, то его не допускают к сварочным работам.
16. Сварщик, впервые приступающий к сварке, независимо от наличия удостоверения, должен перед допуском к работе пройти проверку путём выполнения и контроля допускного сварного соединения. Конструкцию допускных сварных соединений, а также методы и объём контроля качества сварки этих соединений определяет руководитель сварочных работ в соответствии с требованиями НТД.
Но в данном СП не прописано, что результаты лабораторных испытаний необходимо вносить в журнал учета проверки качества контрольных сварных соединений. А с другой стороны, что с этими результатами делать их легко можно потерять, лучше вписать в журнал эти данные на конкретных сварщиков. Следовательно, заказчик или представитель проверяющей государственной структуры могут попросить этот журнал, а могут и нет, так как его нет в перечне списка исполнительной документации.
10.1.4 До начала работ каждый сварщик предварительно должен сварить стыковые пробные (допускные) образцы для последующих механических испытаний из того же вида проката (марки стали, диаметра, толщины), тем же способом сварки, в том же пространственном положении и при использовании тех же режимов, материалов и оборудования, что предусмотрено проектом и ППСР. Изготовление пробных образцов должно выполняться в присутствии лица, ответственного за сварочные работы по 10.1.1.
Изготовление пробных образцов должно выполняться в присутствии лица, ответственного за сварочные работы по 10.1.1.
10.1.5 Размеры пластин для пробных образцов стальных конструкций, а так- же форма и размеры образцов для механических испытаний, изготовляемых из сваренного пробного образца после внешнего осмотра и измерения стыкового шва должны соответствовать требованиям ГОСТ 6996. Формы и размеры заготовок стержней и пластин для пробных образцов арматуры железобетонных конструкций должны соответствовать требованиям ГОСТ 14098, [5], ГОСТ 10922.
10.1.6 После внешнего осмотра и измерений механические испытания необходимо проводить по ГОСТ 6996, ГОСТ 10922 и [6] в объеме, указанном в таблице 10.1. При неудовлетворительных результатах механических испытаний разрешается дополнительная сварка пробных образцов, при повторной ситуации сварщик к выполнению проектных (деловых) сварных соединений не допускается.
Почему я написал, что и к фундаментам имеет отношение этот журнал? Потому что иногда в проектах армокаркасы фундаментов указывают сваривать, а не собирать вязальной проволокой. Следовательно, необходимо провести механическое испытание сварного соединения арматурных прутков, каждого сварщика, который будет участвовать в монтаже фундаментов.
Следовательно, необходимо провести механическое испытание сварного соединения арматурных прутков, каждого сварщика, который будет участвовать в монтаже фундаментов.
Если ваша строительная организация серьезно относиться к исполнительной документации, то этот журнал по контролю сварных соединений, должен вестись и на общестроительных объектах.
Пример заполнения журнал учета проверки качества контрольных сварных соединенийДля подробного рассмотрения нажмите на картинку:
А вот в ГОСТ 32569-2013 «Трубопроводы технологические стальные. Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах» данный журнал необходимо сдавать при сдаче смонтированных трубопроводов:
13.6.2 Монтажная организация до начала пусконаладочных работ должна передать владельцу трубопровода «Свидетельство о монтаже» (приложение П).
Перечень прилагаемых документов:
Исполнительные чертежи участков трубопроводов со спецификацией по форме 1.
Акты промежуточной приемки ответственных конструкций (форма 2).
Журналы по сварке трубопровода (форма 3).
Журналы учета и проверки качества контрольных сварных соединений (форма 4).
Списки сварщиков, операторов-термистов, дефектоскопистов (форма 5).
Журналы сборки разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 6).
Списки рабочих, допущенных к сборке разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 7).
Акты испытания трубопроводов (форма 8).
Документация предприятий-изготовителей на изделия и материалы, применяемые при монтаже трубопровода (согласно описи).Акты на предварительную растяжку (сжатие) компенсаторов (форма 9).

Так же в этом ГОСТе прописано, через какое время сварщик должен делать сварочные образцы. Если сварщик в течение трех месяцев не сварил 100 стыков или сделал более 100 стыков меньше чем за 3 месяца, то он должен сварить образец для проведения механических испытаний сварных швов.
Если сварщик в течение трех месяцев не сварил 100 стыков или сделал более 100 стыков меньше чем за 3 месяца, то он должен сварить образец для проведения механических испытаний сварных швов.
12.3.19 Механические свойства стыковых сварных соединений трубопроводов должны подтверждаться результатами механических испытаний контрольных сварных соединений в соответствии с требованиями ГОСТ 6996.
12.3.20 Контрольные сварные соединения должны свариваться на партию однотипных производственных стыков. В партию входят сваренные в срок не более трех месяцев не более 100 однотипных стыковых соединений с номинальным диаметром DN <150 или не более пятидесяти стыков с DN >175. Однотипными являются соединения из сталей одной марки, выполненные одним сварщиком, по единому технологическому процессу и отличающиеся по толщине стенки не более чем на 50 %. Однотипными по номинальному диаметру являются соединения: DN от 6 до 32, от DN 50 до 150, DN >175
Все результаты испытания вносятся в журнал учета проверки качества контрольных сварных соединений, получается, что это журнал заполняется в течение всего времени проведения строительных работ.
Журнал проведения работ на РВС
Главная / Проектировщику / Справочная информация – ГОСТ СНИП ПБ / Приказ 780 Руководство по безопасности вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов /Версия для печатиПояснения к оформлению журнала
1. Ответственным за своевременное ведение и правильное оформление журнала, а также прилагаемой к нему сдаточной документации является представитель монтажной организации (начальник участка).
2. Журнал пооперационного контроля ведется в двух экземплярах на каждый резервуар прорабом (мастером), назначенным приказом по монтажному управлению.
3. Контроль за правильностью ведения и оформления журнала и сдаточной документации возлагается на представителя заказчика.
4. Все записи в журнале пооперационного контроля производятся чернилами и разборчиво. Подчистки и исправления не допускаются.
В случае появления подчисток и исправлений они оговариваются и заверяются подписями ответственного представителя монтажника и представителя заказчика.
5. Перед началом монтажных работ заполняется лист учета лиц, допущенных к сдаче и приемке выполнения работ (раздел 1), в который включаются:
- ответственный исполнитель монтажных работ;
- ответственный представитель монтажника;
- представители заказчика.
После заполнения раздел 1 заверяется подписями руководителей монтажной организации и заказчика.
Примечание — Оформление сдачи-приемки выполненных операций лицами, фамилии которых не внесены в раздел 1, запрещается.
6. Перед началом сварочных работ на основании проверки удостоверений или заверенных копий удостоверений сварщиков, заполняется лист учета сварщиков (раздел 2). Графа 5 раздела 2 заполняется после получения заключения о механических испытаниях контрольных образцов, сваренных сварщиком. Правильность заполнения графы 5 для каждого сварщика удостоверяется подписями начальника монтажного участка и представителями заказчика в графах 6 и 7 соответственно.
7. Приемка фундамента под монтаж металлоконструкций производится комиссией по акту, наименование, номер и дата которого записываются в разделе 3 журнала. Один экземпляр этого акта, переданный монтажной организации, прилагается к журналу пооперационного контроля.
О наличии акта в приложении представители монтажной организации и заказчика расписываются в графе 3 и 4.
8. Приемка в монтаж металлоконструкций, поставляемых изготовителем, производится по акту, номер и дата которого заносятся в графу 3 раздела 4; один экземпляр акта прилагается к журналу пооперационного контроля. О наличии акта в приложении к журналу пооперационного контроля представители монтажника и заказчика расписываются в графе 4 и 5.
9. В раздел 5 заносятся наименования, номера, даты документов, по которым техническая документация получена монтажником.
Приемка технической документации монтажником подтверждается подписями представителей монтажника и заказчика.
10. Пооперационный контроль и сдача-приемка монтажных работ осуществляется в соответствии с требованиями раздела 6 и схемы «Допускаемые отклонения при монтаже».
Ответственный исполнитель работ своей подписью в графе 7 фиксирует выполнение каждой операции.
Все операции раздела 6 подлежат обязательному контролю представителем заказчика с отметкой оценки качества в графе 6. Представитель заказчика фиксирует выполнение каждой операции в графе 8.
11. Контроль и приемка сварочных работ осуществляются в соответствии с разделом 7 и схемы «Сварные швы». Оценка качества сварных швов заносится в графу 6.
12. Операции, проведенные в разделах 6, 7, подлежат актированию. Оформление приемки выполненных работ производятся своевременно, т.е. после контроля каждой операции. Не допускается заполнять журнал пооперационного контроля после окончания всех работ по резервуару или по прошествии длительного времени после контроля операции.
Не допускается представителям заказчика производить в разделах 6, 7 записи о приемке выполненных операций без личной проверки их качества.
13. В разделе 8 заносятся дефекты, выявленные в процессе контроля и приемки монтажных работ, устранение которых связано с принятием технических решений.
Все другие замечания, выявленные при пооперационном контроле работ, которые могут быть быстро устранены и не требуют принятия технических решений, оформляются отдельными перечнями по образцу раздела 8 в качестве рабочих документов и в разделе 8 не отражаются.
14. Все отступления от проектной, монтажно-технологической документации и строительных норм и допущенные при выполнении монтажных работ, вносятся в раздел 9.
15. В разделе 10 устанавливается перечень прилагаемых к журналу документов.
16. Изменения в журнал пооперационного контроля вносятся на основании «Извещений об изменении» от представителя монтажной организации. Регистрация внесенных в журнал пооперационного контроля изменений производится в листе регистрации изменений.
17. Окончание монтажных работ оформляется актом сдачи резервуара в эксплуатацию, в котором руководителем организации заказчика дается заключение о выполнении монтажных работ в полном объеме в соответствии с требованиями проектной, монтажно-технологической и нормативной документации, приемки их представителем заказчика и готовности резервуара к сдаче в эксплуатацию.
Образец 1
| Раздел 1 | Лист учета лиц, допущенных к сдаче и приемке выполненных работ | ||
| Фамилия, имя, отчество | Наименование организации, должность | Образец подписи | Примечание |
| 1 | 2 | 3 | 4 |
| Руководитель организации | ||
| (подрядчик) | (ФИО) | |
| (подпись) | ||
| Руководитель предприятия | ||
| (заказчик) | (ФИО) | |
| (подпись) | ||
Образец 2
| Раздел 2 | Лист учета сварщиков, допущенных к производству работ | |||||
| Фамилия, имя, отчество | Разряд | Номер удостоверения, кем выдано, срок действия | Номер шифра клейма | Номер и дата протокола по результатам испытаний контрольных образцов | Подпись начальника участка | Подпись представителя заказчика |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Руководитель организации | ||
| (подрядчик) | (ФИО) | |
| (подпись) | ||
| Руководитель предприятия | ||
| (заказчик) | (ФИО) | |
| (подпись) |
Образец 3
| Раздел 3 | Приемка основания (фундамента) под монтаж резервуара | ||
| Наименование строительной части сооружения | Наименование документации, которой оформлена его приемка, номер, дата | Представитель подрядной организации | Представитель заказчика |
| 1 | 2 | 3 | 4 |
Образец 4
| Раздел 4 | Приемка металлоконструкций резервуара в монтаж | ||
| Наименование металлоконструкций | Наименование документа, по которому приняты металлоконструкции, номер, дата | Представитель подрядной организации | Представитель заказчика |
| 1 | 2 | 3 | 4 |
Образец 5
| Раздел 5 | Приемка технической документации | |||
| Наименование технической документации |
Количество комплектов, шт. |
Наименование документа, по которому принята техническая документация, номер, дата | Представитель подрядной организации | Представитель заказчика |
| 1 | 2 | 3 | 4 | 5 |
Образец 6
| Раздел 6 | Пооперационная приемка монтажных работ | |||||||
| Наименование операции | Номер этапа | Наименование этапа | Технические требования к выполненным работам | Приборы, инструменты, материалы, необходимые для приемки | Оценка качества | Представитель подрядной организации | Представитель заказчика | Примечание |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
Образец 7
| Раздел 7 | Пооперационная приемка сварочных работ | |||||||||
| Номер группы однотип- | Номер операции | Наименование операции | Инструмент | Номер шва | Оценка качества | Фамилия сварщика и номер | Подпись, дата выполнения и приемки работ | Примечание | ||
| ных швов | контроля и требования к качеству сварного соединения | шифра | Исполнитель | Ответственный представитель подрядчика | Ответственный представитель заказчика | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
Образец 8
| Раздел 8 | Дефекты, выявленные при контроле и приемке | |
| Дата записи | Характеристика дефекта | Техническое решение, номер, дата |
| 1 | 2 | 3 |
| Руководитель организации | ||
| (подрядчик) | (ФИО) | |
| (подпись) | ||
| Руководитель предприятия | ||
| (заказчик) | (ФИО) | |
| (подпись) |
Образец 9
| Раздел 9 | Учет отступлений от проектной документации и нормативной документации, допущенных при монтаже | |||||
| Содержание работ и отступления | Разрешение на производство дальнейших работ (ФИО, подпись, дата) | Примечания | ||||
| Номер чертежа проектной документации или нормы | Требования проектной документации или норм | Разрешается выполнить | Представитель проектной организации | Представитель заказчика | Представитель подрядчика | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
<< назад / к содержанию Приказа № 780 / вперед >>
Журнал антикоррозионной защиты сварных соединений: правильное заполнение, инструкция
Дорогие читатели блога «Строймир наизнанку», сегодня познакомимся с журналом антикорроизонной защиты сварных соединений. Научимся правильного его заполнять и в конце статьи я дам ссылку для скачивания бланка данного журнала. Также можете почитать статью «Журнал по уходу за бетоном: пошаговая инструкция по оформлению«.
Научимся правильного его заполнять и в конце статьи я дам ссылку для скачивания бланка данного журнала. Также можете почитать статью «Журнал по уходу за бетоном: пошаговая инструкция по оформлению«.
Нормативная база
Согласно п.3.5 СП70.13330.2012 «Несущие и ограждающие конструкции» сведения о выполнении строительно-монтажных работ необходимо вписывать в том числе и в журнал антикоррозионной защиты сварных соединений. То есть если при выполнении монтажных работ проводятся сварочные работы, которые необходимо защитить от коррозии, то об этом нужно делать запись в журнале.
Данный образец (либо бланк, кому как нравится) приведен в приложении «В» к СП 70.13330.2012.
Заполнение
Как и общий журнал работ данный документ тоже начинается с оформления титульного листа. К счастью, тут он гораздо проще.
Титульный лист
- Указывается наименование организации. которая выполняет антикоррозионную защиту сварных соединений. В основном эта та же организация, которая монтирует конструкции.
- Прописывается наименование объекта капитального строительства. Можно также указать адрес.
- В титульном листе фиксируется ответственный производитель работ за антикоррозионные работы.
- Вносятся сведения по проектной организации, разработавшей проектную документацию, а также проект производства работ по антикоррозионной защите (наименование организации и шифры проектов).
- Вносятся сведения по организации изготовившей строительные конструкции, которые монтируются.
- Прописывают ответственного представителя заказчика.
- Дата начала и окончания работ.
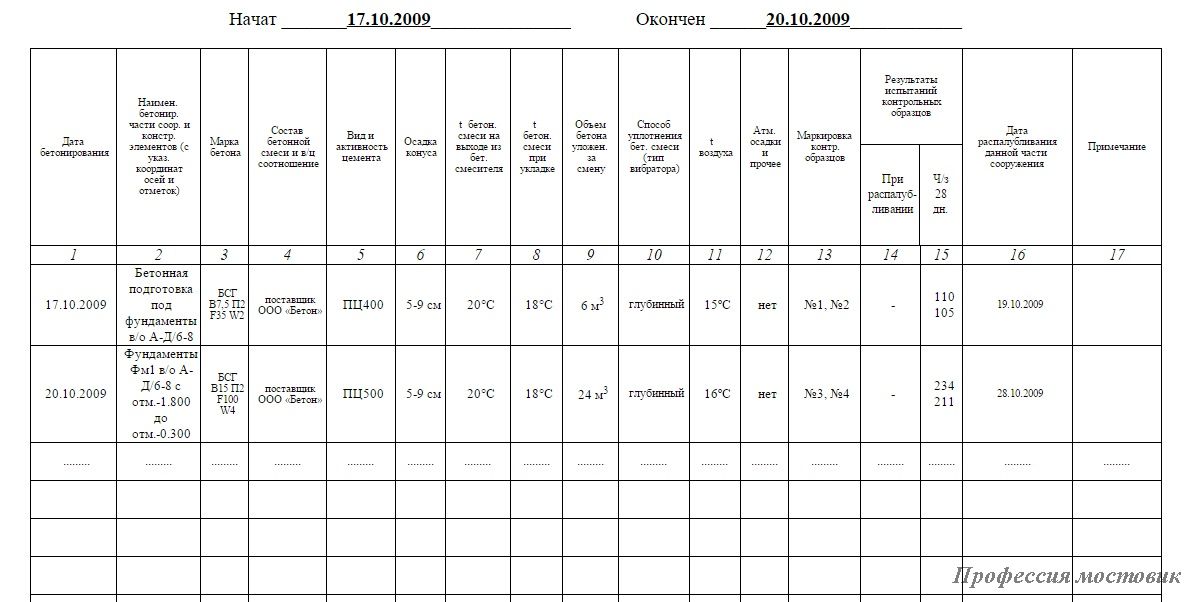
Основная таблица
Состоит она из 12 столбцов. Здесь вносятся необходимые сведения для контроля качества выполнения антикоррозионных работ сварных соединений. Все столбцы должны быть заполнены. Прорабы любят заполнять лишь те столбцы, которые не вызывают затруднения. Если будут вопросы по заполнению, то задавайте их в комментариях. Хотя тут все интуитивно понятно.
Образец заполнения основной таблицы
Скачать журнал
Для скачивания журнала антикоррозионной защиты сварных соединений нажмите на ссылку.
Для скачивания и ознакомления с сводом правил СП70.133302012 нажмите на ссылку.
P.s. Если статья была вам полезна, то поделитесь ею в социальных сетях — для развития сайта это очень важно. Спасибо!
Понравилась статья? Поделиться с друзьями:
Шаблон протокола сварки— заполнение онлайн, для печати, заполняемый, пустой
Комментарии и помощь по шаблону журнала сварщиков
Видеоинструкция и помощь в заполнении и заполнении шаблона журнала сварки
Инструкции и справка по бортовому журналу сварщиков форма
Привет, Джоди Харт, советы и хитрости по сварке, успокаивают многие технические трудности на этой неделе, поэтому я еще не подготовил видео о сварке, но я скоро вернусь к работе, и поэтому на этой неделе я подумал, что отвечу на комментарий, который поступил в видео на прошлой неделе вопрос звучит примерно так: эй, как насчет того, чтобы провести небольшую сессию вопросов и ответов о вашем сварочном опыте, поскольку у вас сейчас 240 тысяч подписчиков в интересах предоставления здесь ценности и хорошего контента Я хочу поговорить о своей карьере только в том виде, в каком она относится к тому, как это могло бы помочь молодому человеку, начинающему учиться сварщику, потому что совет от кого-то, кто уже был там, Кент может очень помочь, так что здесь все идет хорошо Я начал в колледже Колледж не для меня Я был немного слишком незрелый в 18 лет я не видел никакого прогресса, я чувствовал себя потерянным, и я хотел сделать что-то еще, что-то своими руками, поэтому я хотел хорошо разбираться в автомеханике, эта программа была заполнена, а сварка не была такой, как я попал в w Полностью случайно, но мне понравилось в первый день Мне понравилось Я мог видеть Я вижу свет в конце туннеля Я вижу прогресс от первого часа ко второму часу уже вижу прогресс, уже слышу, как ребята говорят о выходе на улицу Я получил работу по сварке труб и зарабатывал действительно хорошие деньги, поэтому я пошел в сварочную школу еще до того, как окончил сварочную школу.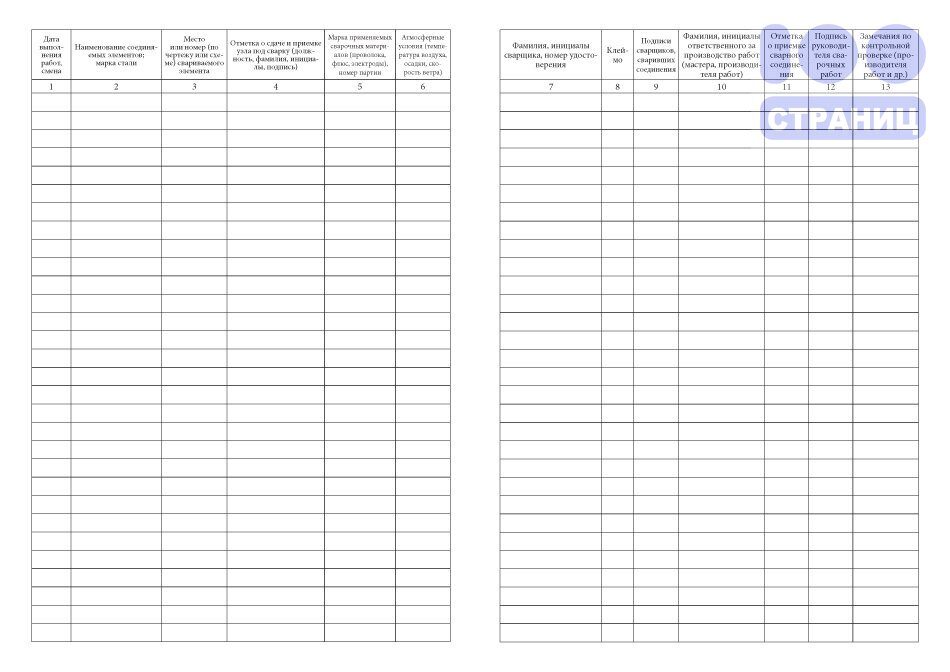 Моя первая сварочная работа была во время зимних каникул, и инструкторы посоветовали мне пойти и получить некоторый опыт, который у нас был. о пятинедельном перерыве, о зимнем перерыве, и там была местная местная потогонная мастерская, которую они наняли сварщиков, и они сказали, что не говорите им, что вы будете там всего на пять недель, не надо. Не волнуйтесь, вы все равно переживете большинство людей, что, как я обнаружил, так и есть, поэтому сидеть на ведре по десять часов в день, сжигая стержни большого диаметра 316 диаметром 1018, это была работа, хорошее хорошее впечатление, не то, что Приятно почти нулевая вентиляция в этом месте так рад, что я ушел через пять недель вернулся в школу, а потом пошел и взял трубу за пояс, и продолжал, и сваривал трубу около тринадцати лет, и все это было действительно хорошей работой несколько атомных бумажных фабрик другие электростанции Баб покупает такие вещи, а потом поворот событий у отца моей жены диагностировали рак, и она хотела сразу же вернуться домой Я накачался наркотиками с этой работы, это просто строительный язык, потому что я уволился, и я начал перебрасывать щупальца на другую работу, и, поступая так, я пошел обратно в школу, которую я думал, что я закончил, чтобы получить свой диплом, чтобы все это было в моем резюме, и все пришло к выводу, что у меня еще не было диплома, но я его получил Я получил своих уток подряд Я выполнили все требования, и поэтому они сказали, что вам следует проверить в Delta, мы только что отправили парня в Delta.
Моя первая сварочная работа была во время зимних каникул, и инструкторы посоветовали мне пойти и получить некоторый опыт, который у нас был. о пятинедельном перерыве, о зимнем перерыве, и там была местная местная потогонная мастерская, которую они наняли сварщиков, и они сказали, что не говорите им, что вы будете там всего на пять недель, не надо. Не волнуйтесь, вы все равно переживете большинство людей, что, как я обнаружил, так и есть, поэтому сидеть на ведре по десять часов в день, сжигая стержни большого диаметра 316 диаметром 1018, это была работа, хорошее хорошее впечатление, не то, что Приятно почти нулевая вентиляция в этом месте так рад, что я ушел через пять недель вернулся в школу, а потом пошел и взял трубу за пояс, и продолжал, и сваривал трубу около тринадцати лет, и все это было действительно хорошей работой несколько атомных бумажных фабрик другие электростанции Баб покупает такие вещи, а потом поворот событий у отца моей жены диагностировали рак, и она хотела сразу же вернуться домой Я накачался наркотиками с этой работы, это просто строительный язык, потому что я уволился, и я начал перебрасывать щупальца на другую работу, и, поступая так, я пошел обратно в школу, которую я думал, что я закончил, чтобы получить свой диплом, чтобы все это было в моем резюме, и все пришло к выводу, что у меня еще не было диплома, но я его получил Я получил своих уток подряд Я выполнили все требования, и поэтому они сказали, что вам следует проверить в Delta, мы только что отправили парня в Delta. Я не знал, что Delta нанял сварщиков, я даже не знал, что у них есть техническое обслуживание…
Я не знал, что Delta нанял сварщиков, я даже не знал, что у них есть техническое обслуживание…
Welder Continuity Log Pdf — заполнить онлайн, для печати, заполнить, пустой
Комментарии и помощь по журналу непрерывности работы сварщика pdf
Видеоинструкция и помощь в заполнении и заполнении протокола непрерывной работы сварщика pdf
Инструкции и справка по форме шаблона журнала непрерывной работы сварщика
Привет, ребята, сделайте сегодня короткое видео, которое покажет вам небольшую экскурсию по моему лодочному трейлеру. Я беру этот трейлер на стройплощадку, выполняю сварку и изготовление металла на месте, так что приходите загляните внутрь и посмотрите, что я приношу, так что начать это мое источник питания это первопроходец 301 G это источник питания переменного тока, поэтому я могу сваривать алюминий Я могу сваривать им сталь многие генераторы работают только от постоянного тока, так что в основном вы можете делать с ними только сталь, так что для меня это то, что я люблю это делать Я делаю много алюминия и стали, это был идеальный источник энергии из-за способности алюминия, очевидно, иметь много конструкций на поле, вам не нужен алюминий так сильно, поэтому многие ребята просто получают эти машины C, но для меня Я хотел иметь возможность делать все, поэтому у меня есть этот источник питания, и в нем также есть генератор на 10000 ватт, поэтому генератор на 10000 ватт запускает все, что вам нужно, плазменный резак вы знаете другого сварщика, что бы вы ни хотели, это отличная машина и делает все, что мне нужно было сделать так что убегая от машины, это мои провода вот сюда мои провода у меня есть сотня футов свинца для моих чемоданов рядом с проводами я выросла я как вы знаете, на самом деле у меня, вероятно, есть сто пятидесяти футов кабеля заземления, но кабель заземления проходит там и затем за ним идут мои стержни, так что вы знаете, что это в основном вся моя сверхмощная проводка прямо здесь, что мне нужно, чтобы вы знали, выполняю сварку на месте, и это уводит меня достаточно далеко от трейлера, где я могу добраться до большинства мест в сайт работы мои лиды довольно изящны, они быстро подключаются, поэтому, когда я нахожусь на стройплощадке, я могу вести свой лид отдельно, и мне не нужно таскать с собой чемодан, если я собираюсь использовать механизм подачи проволоки, поэтому будучи Quick Connect, я могу запустить свой восьмичасовой чемодан Miller с катушками весом 15 фунтов. Это стальной чемодан, поэтому любая сварка стали, которую я собираюсь делать, я бегу, это довольно просто, у вас есть скорость подачи проволоки и ваша регулировки напряжения вот и все, но это отличный маленький блок, который отлично справится со всем, что вы действительно нужно сделать на месте, и вам не нужно беспокоиться о том, что он слишком сильно ударит, потому что он в жестком пластиковом футляре, нет, мой другой механизм подачи проволоки, который я использую, предназначен для алюминия, и он здесь, он работает с теми же бусинами, что и У меня было их Quick Connect, это устройство подачи проволоки с увеличенным радиусом действия Miller XR, как я уже сказал, для алюминия, и, вероятно, это лучшая установка, которую вы можете получить для сварки алюминия MIG, потому что это двухтактный хлыст, приводные ролики находятся в самой коробке подачи и приводные ролики в головке, и, поскольку это двухтактный, это будет один из самых беспроблемных способов сделать сварной алюминий идеальной установкой для сварки алюминия методом MIG, указанным выше.
Это стальной чемодан, поэтому любая сварка стали, которую я собираюсь делать, я бегу, это довольно просто, у вас есть скорость подачи проволоки и ваша регулировки напряжения вот и все, но это отличный маленький блок, который отлично справится со всем, что вы действительно нужно сделать на месте, и вам не нужно беспокоиться о том, что он слишком сильно ударит, потому что он в жестком пластиковом футляре, нет, мой другой механизм подачи проволоки, который я использую, предназначен для алюминия, и он здесь, он работает с теми же бусинами, что и У меня было их Quick Connect, это устройство подачи проволоки с увеличенным радиусом действия Miller XR, как я уже сказал, для алюминия, и, вероятно, это лучшая установка, которую вы можете получить для сварки алюминия MIG, потому что это двухтактный хлыст, приводные ролики находятся в самой коробке подачи и приводные ролики в головке, и, поскольку это двухтактный, это будет один из самых беспроблемных способов сделать сварной алюминий идеальной установкой для сварки алюминия методом MIG, указанным выше. Эта установка — это моя установка для сварки TIG прямо здесь, у меня есть 50 футы свинца для моей установки тиков возьмите фонарик, и я могу сделать с ним алюминиевую сталь, это моя высокочастотная коробка для алюминия, и вы знаете, что это здорово, что я могу…
Эта установка — это моя установка для сварки TIG прямо здесь, у меня есть 50 футы свинца для моей установки тиков возьмите фонарик, и я могу сделать с ним алюминиевую сталь, это моя высокочастотная коробка для алюминия, и вы знаете, что это здорово, что я могу…
Создайте свой первый автоматизированный журнал сварки с помощью этих 5 шагов
Как вы отслеживаете данные обо всех сварных швах, которые происходят на вашем производственном участке?
Традиционно операторы использовали «журнал сварки» — бумажный лист с полями для точек данных по каждому сварному шву. Эта концепция рабочего листа, заполненного полями для повторяющейся ручной задачи, характерна для многих других документов в производственной среде, а не только в сварочной отрасли.
В конце дня член команды мог прочитать журнал сварки и ввести его в электронную таблицу. Но это может занять несколько часов и создать риск неправильного копирования данных.
Если руководитель хочет знать, что происходит в цехе каждый день, бумажные журналы сварки не дают вам возможности предложить какие-либо данные, помимо общего количества выполненных заказов на работу.
«Автоматический журнал сварки» позволяет в режиме реального времени собирать данные от сварщиков, а также отслеживать проверки.Операторы и инспекторы могут вводить свои данные в защищенный планшет (или ноутбук) на рабочей станции. Вы можете создать производственное приложение в Tulip для этого журнала сварки, а затем автоматически сохранить все данные.
Вот пример, в котором оператору предлагается выполнить один и тот же сварной шов на двух деталях подряд:
Это потребует некоторых изменений процесса, чтобы работать со всеми членами вашей производственной группы. Итак, вот как спланировать и выполнить свой первый автоматический журнал сварки в приложении Tulip.
Шаг 1. Автоматизация потока данных на предприятии
Вот 5 общих шагов для отслеживания данных в бумажном журнале сварки:
- Инженер-технолог распечатывает наряд на работу
- Инженер вводит высокоуровневую информацию и передает ее оператору
- Оператор заполняет журнал сварки
- Для каждой записи инспектор должен подписать свое разрешение
- Оператор в конце рабочего дня передает протокол сварочных работ руководителю
Вот пример:
Изображение предоставлено: Holland Applied Technologies
Для автоматического сбора данных вы должны иметь возможность фиксировать шаги 2–5 на планшете / ноутбуке на рабочем месте оператора.
- Оператор вводит информацию о рабочем задании один раз в начале дня
- Оператор и инспектор будут использовать автоматизированный журнал после каждой сварки
- Поскольку данные собираются автоматически в режиме реального времени, нет необходимости вносить лист бумаги в конце дня.
Это изменяет поля, которые вам нужно будет включить в журнал. Например, в приведенной выше таблице поля даты, процедуры сварки, идентификатора машины, размера и сведений о сварщике повторяются снова и снова.Вы можете включить текст по умолчанию для каждого из этих полей и разрешить оператору вносить изменения, когда они происходят. И вам не нужно спрашивать дату и время, так как они будут автоматически записаны.
Шаг 2. Упрощение ввода данных
Когда оператору нужно бросить инструменты в руки, чтобы ввести данные, время тратится, и оператор отвлекается от своей реальной работы.
Вы можете интегрировать устройства с вашим приложением Tulip, чтобы сократить эти отходы.Если вы используете бороскоп для проверки сварных швов, вы можете снимать показания непосредственно с бороскопа, а не просить инспектора вручную вводить данные.
Или, если у вас есть серия инструкций, вы можете использовать ножную педаль, чтобы оператор мог двигаться вперед, не касаясь экрана.
Когда оператору необходимо использовать экран, ваши поля должны быть достаточно большими, чтобы оператор мог легко выбрать их пальцем на сенсорном экране.
Если операторы также используют карту сварных швов, вы можете превратить ее в интерактивную диаграмму, которая ведет к журналу сварных швов.
Кредит изображения: Промышленная инспекция
Шаг 3 — Сообщение значения оператору
Когда дело доходит до новых технологий, большинство людей застревают на своем пути. Операторы, как и все остальные, с осторожностью относятся к новым инструментам, и кажется, что «старший брат» наблюдает за каждым их движением.
Убедитесь, что вы получили согласие оператора на использование приложения Tulip. Если оператор не использует его правильно, ваши данные могут быть некорректными.
Система должна исключать повторяющийся ввод данных, прерывающий рабочий день оператора.Кроме того, данные помогут всей команде создавать устройства более высокого качества, которые не подвергают риску клиентов и конечных пользователей.
Шаг 4 — Выбор данных для анализа
Каждая запись оператора может быть сохранена и впоследствии проанализирована. Вам решать, какие данные наиболее ценны.
Некоторые общие идеи:
— Среднее время завершения процесса по оператору: Вы можете объединить все сварные швы в рамках процесса в одну диаграмму и сравнить среднее время по оператору.Это поможет вам понять, где операторы проводят время. В этом примере используется столбчатая диаграмма с накоплением и исследуются ежедневные результаты.
— Среднее время завершения процесса по деталям: Вы можете исследовать, какие детали имеют наибольшее время цикла, а затем копать глубже, чтобы увидеть, какой пользователь быстрее завершает деталь. Затем вы можете поговорить с этим оператором, чтобы узнать, есть ли уроки, которыми вы можете поделиться с остальной командой.
– Распространенные ошибки по деталям: Если вы разрешите операторам сообщать о проблемах с помощью своих планшетов, вы можете отслеживать общие дефекты и сегментировать их по номерам деталей, чтобы узнать, какие процессы вам необходимо изменить.
Шаг 5. Совместное использование данных в вашей организации
Вы можете использовать автоматический журнал сварки для уведомления соответствующих членов группы о проблемах в режиме реального времени. Если конкретный инструмент требует обслуживания, оператор может легко отправить текстовое сообщение или электронное письмо в команду техобслуживания. Если оператору требуется руководство, он может легко уведомить об этом супервизора.
Других инженеров-технологов и руководителей также могут интересовать ежедневные или еженедельные данные о сварных швах. Чтобы поделиться с ними, вы можете выбрать:
- Отчеты по электронной почте
- Панель управления в реальном времени
- Печатные графики
Например, командующий может запросить доступ в реальном времени к данным на своем телефоне.Или вы можете сделать отчет на еженедельной встрече.
С чего начать
Вы можете бесплатно создать автоматический журнал сварки в Tulip. Вот пример формы, которая позволяет операторам добавлять детали к каждому отдельному сварному шву.
Вы можете создать приложение самостоятельно, а затем поделиться версией только для чтения с операторами и инспекторами. Как только операторы начнут использовать приложение, вы можете делиться данными с руководителями и другими инженерами.
Начните сегодня с бесплатной пробной версии Tulip.
Michigan Welder’s Work Record Sheet Загрузить файл для печати PDF
ЛИСТ ЗАПИСИ СВАРОЧНЫХ РАБОТ
Имя сварщика
S.M.W. Номер участника
(печатный)
Адрес: ___________________________________ Город: ________________________ ST: ________ ZIP: _____________
SS #: _________ — ______ — ______________
Не забудьте указать сварочный процесс или номер WPS для каждой указанной даты ниже:
Сварка
Название задания
Сварщик
Имя свидетеля
Дата
Название компании
Сварка
Сварка компании
Процесс
или
0000000000002 Печать0002 ПечатьСупервизор / свидетель
или WPS #
Работа №
Подпись
Действие
1
2
3
4
5
6
7
000 8
000
Журнал сварочных работ — 292
ПОЧТА ОРИГИНАЛ НА (не факс):
Ред.9/2007
SMW Lo. 292 Учебный центр
При необходимости скопируйте форму.
Телефон: (248) 5893237
64 Park Street, Troy, MI 48084
ЛИСТ ЗАПИСИ СВАРОЧНЫХ РАБОТ
Имя сварщика
S.M.W. Номер участника
(печатный)
Адрес: ___________________________________ Город: ________________________ ST: ________ ZIP: _____________
SS #: _________ — ______ — ______________
Не забудьте указать сварочный процесс или номер WPS для каждой указанной даты ниже:
Сварка
Название задания
Сварщик
Имя свидетеля
Дата
Название компании
Сварка
Сварка компании
Процесс
или
0000000000002 Печать0002 ПечатьСупервизор / свидетель
или WPS #
Работа №
Подпись
Действие
1
2
3
4
5
6
7
000 8
000
Журнал сварочных работ — 292
ПОЧТА ОРИГИНАЛ НА (не факс):
Ред.9/2007
SMW Lo. 292 Учебный центр
При необходимости скопируйте форму.
Телефон: (248) 5893237
64 Park Street, Troy, MI 48084
Что такое WPS? 6 шагов, чтобы написать и понять один
WPS или Спецификация процедуры сварки — это письменный документ, содержащий всю информацию, необходимую сварщику для начала процесса сварки. Положение, газ, техника, основной материал, присадочные металлы… вот некоторые из переменных, которые необходимо указать.WPS может показаться непонятным и трудным для понимания начинающим сварщикам, но это один из наиболее важных документов в области сварки, и именно поэтому они являются важной частью обучения сварке. Как это должно быть написано? Лучше всего это сделать на примере реального WPS и выполнить следующие действия:
- Основная информация:
Вся основная информация о процессе сварки:
- Название компании и разработчика
- Номер спецификации и дата
- Большинство WPS будут поддерживаться в PQR (протокол квалификации процедуры), вы должны обратиться к нему, чтобы упростить отслеживание документа.
- Номер и дата последней ревизии
- Сварочные процессы и тип
- Соединения:
Подробная информация о конструкции соединения, включая расстояние между корнями и основу (если это необходимо для соединения, и материал основы). Эта информация должна содержать графическое изображение соединения, чтобы облегчить сварщику.
- Основные и присадочные металлы:
Информация об основных и присадочных металлах, которые будут использоваться при сварке.Следует указать тип сварного шва (угловой или желобчатый) и диапазон толщины основного металла.
- Дополнительная информация:
Требуемая термообработка до и после сварки, используемый газ и положения, в которых будет выполняться процедура. При необходимости следует указать ход сварки.
- Электрические характеристики:
Информация о каждом сварном проходе, в том числе:
- Процесс
- Классификация и диаметр присадочного металла
- Род и полярность тока
- Диапазон ампер
- Диапазон скорости подачи проволоки
- Энергия диапазона мощностей
- Диапазон напряжения
- Диапазон скорости движения
- Другие электрические характеристики
- Техника:
- Нить или бусина
- Размер отверстия, сопла или газового баллона
- Первичная и промежуточная очистка
- Метод обратной строжки
- Осцилляция
- Контактная трубка до рабочего расстояния
- Многопроходный или однопроходный (на каждую сторону)
- Множественные или одиночные электроды
- Расстояние между электродами
- Обточка
- Другое
Знание того, как писать и понимать WPS, является ключевым моментом в обучении сварщиков, поэтому настоящий WPS может быть введен в сварочном симуляторе Soldamatic Augmented Training.Таким образом, слушатели могут научиться понимать WPS и впоследствии практиковать ту же процедуру с дополненной реальностью.
Источники:
https://www.weldingandndt.com/welding-procedure-specification-wps/welding-procedure-specification-wps/
http://www.inspection-for-industry.com/welding-procedure-specification.html
https://weldnote.com/en/2016/06/06/how-to-write-a-welding-procedure-specification-iso-15461-1.html
https://www.asme.org/wwwasmeorg/media/ResourceFiles/AboutASME/Who%20We%20Are/BPVC%20Resources/Section_IX/BPVC_IX_QW-482.pdf
https://en.wikipedia.org/wiki/Welding_Procedure_Specification
Руководство по пониманию технических требований к процедуре сварки (WPS), протокола квалификации процедуры (PQR) и протокола квалификации сварщика (WPQR)
Руководство по пониманию технических условий процедуры сварки (WPS), протокола аттестации процедуры (PQR) и протокола квалификации сварщика (WPQR)
Нагеш Гоэль, директор
СОДЕРЖАНИЕ
- Введение
- Что такое спецификация процедуры сварки (WPS)?
- Что такое квалификационная запись процедуры (PQR)?
- Какую информацию они должны включать?
- Что такое предварительная квалификация WPS?
- Что такое SWPS?
- Что такое квалификационная запись сварщика (WPQR)?
- Стандарты приемки.
- Документация
- Тестирование PQR / WPQR.
- Контроль и испытания сварных швов.
Введение
Сварка требует навыков. Для определения того, «как сваривать», помимо множества других факторов, необходимы знания о свариваемых материалах и процессе сварки. Из-за огромного количества задействованных переменных знания инженера-сварщика и навыки сварщика должны быть подтверждены серией тестов.Вся эта информация документируется в Спецификации процедуры сварки (WPS), Протоколе аттестации процедуры (PQR), Протоколе аттестации процедуры сварки (WPQR) и соответствующих отчетах об испытаниях.
Что такое спецификация процедуры сварки (WPS)?
WPS — это документ, описывающий, как сварка должна выполняться на производстве. Его цель — помочь в планировании и контроле качества сварочных работ. Они рекомендуются для всех сварочных операций, и большинство прикладных норм и стандартов делают их обязательными.
Что такое квалификационная запись процедуры (PQR)?
PQR требуется, когда необходимо продемонстрировать, что ваша компания способна производить сварные швы с правильными механическими и металлургическими свойствами.
Процедура сварки должна быть аттестована в соответствии с требованиями соответствующего стандарта процедуры сварки, такого как ASME Sec IX, а именно:
- Составьте спецификацию процедуры сварки (WPS), как указано выше.
- Сварите испытательный образец в соответствии с требованиями вашей спецификации.Установка соединения, сварка и визуальный осмотр завершенного сварного шва должны быть засвидетельствованы сертифицированным инспектором по сварке, таким как сертифицированный AWS CWI или инспекционный орган. Детали испытания, такие как сварочный ток, предварительный нагрев и т. Д., Должны быть записаны во время испытания.
- После завершения сварки контрольный образец должен быть подвергнут разрушающему и неразрушающему контролю, например радиографическим и механическим испытаниям, как определено в стандарте на процедуру сварки. Эта работа должна выполняться в квалифицированной лаборатории, но инспекционный орган может потребовать засвидетельствования тестов и просмотра любых рентгенограмм.
- Если тест прошел успешно, вы или тестирующая организация заполняете соответствующие документы, которые инспектор тестирующей организации подписывает и подтверждает.
Какую информацию они должны включать?
Достаточно подробных сведений, позволяющих любому компетентному лицу применить информацию и произвести сварной шов приемлемого качества. Количество деталей и уровень контроля, указанные в WPS, зависят от области применения и критичности свариваемого соединения.
Для большинства приложений требуемая информация обычно аналогична той, которая записана в протоколе аттестации процедуры (PQR), за исключением того, что обычно допускаются диапазоны толщины, диаметра, сварочного тока, материалов, типов соединений и т. Д.
Если WPS используется вместе с утвержденной записью аттестации процедуры (PQR), то указанные диапазоны должны соответствовать диапазонам утверждения, разрешенным PQR.
Однако следует внимательно рассмотреть указанные диапазоны, чтобы убедиться, что они достижимы, чтобы эти диапазоны отражали надлежащую сварочную практику.
Что такое предварительная квалификация WPS?
Некоторые коды, такие как AWS D1.1, разрешают «Предварительно квалифицированные WPS», в соответствии с которыми установлено, что WPS, написанные для каждого кода, будут производить сварные швы с правильными механическими и металлургическими свойствами.В таких случаях нет необходимости готовить PQR. Однако предварительно аттестованные WPS имеют определенный диапазон параметров, при которых должен производиться сварной шов. Если параметры сварки выходят за пределы этих диапазонов, необходимо подготовить WPS с поддержкой PQR.
Что такое SWPS?
Стремясь стандартизировать и согласовать процесс утверждения WPS, AWS приступила к написанию «Спецификаций стандартных процедур сварки (SWPS)» с участием пионеров и экспертов в сварочной отрасли.Была проведена обширная программа испытаний; затем эти SWPS поддерживались многочисленными PQR.
Если использование SWPS разрешено ссылкой на раздел кода, вашей компании не нужно проводить один или несколько квалификационных тестов процедуры. Вы можете просто приобрести соответствующий SWPS для неограниченного использования внутри компании в Американском обществе сварщиков (www.aws.org).
Что такое квалификационная запись сварщика (WPQR)?
После утверждения процедуры необходимо продемонстрировать, что все ваши сварщики, работающие с ней, обладают необходимыми знаниями и навыками, чтобы выполнить чистый и прочный сварной шов.Если сварщик удовлетворительно завершил испытание процедуры, то он автоматически утверждается, но каждый дополнительный сварщик должен быть одобрен путем прохождения аттестационного испытания в соответствии с соответствующим стандартом, таким как ASME Sec IX, следующим образом:
- Завершите испытание сварного шва, как указано выше. Испытание должно имитировать производственные условия, а положение сварки должно соответствовать положению, в котором будут выполняться производственные швы, или более жесткому.
- Для максимального утверждения положения труба, наклоненная под углом 45 градусов (называемая положением 6G), допускает все положения, кроме вертикального вниз.
- Проверьте готовый сварной шов в соответствии с соответствующим стандартом, чтобы убедиться, что сварной шов чистый и полностью сплавленный.
- Для стыкового шва это обычно визуальный осмотр с последующей рентгенографией или испытаниями на изгиб.
- После завершения теста необходимые формы должны быть заполнены вами или тестирующей организацией и подписаны инспектором тестирующей организации.
- Обратите внимание, что любые изменения, требующие новой процедуры сварки (WPS), могут также относиться к утверждению сварщика. Точные сведения см. В справочном коде / стандарте.
Стандарты приемки
В целом сварные швы должны иметь опрятный вид, как у мастера. Корень должен быть полностью проплавлен по всей длине сварного шва, профиль крышки должен плавно переходить в основной материал, а сварной шов не должен иметь дефектов. Для получения более подробной информации обратитесь к стандарту приемки.
Документация
Необходимые документы для успешной программы сварки:
- Спецификация процедуры сварки (WPS), Протокол аттестации процедуры (PQR), Отчет о независимых лабораторных испытаниях для PQR, Протокол аттестации сварщика (WPQR) и Отчет о независимых лабораторных испытаниях для WPQR; ИЛИ
- Спецификация процедуры предварительной сварки (применима только к некоторым Кодексам), Протокол аттестации сварщика (WPQR) и Отчет о независимых лабораторных испытаниях для WPQR; ИЛИ Кодекс
- принял стандартную спецификацию процедуры сварки (SWPS), протокол аттестации сварщика (WPQR) и отчет независимых лабораторных испытаний для WPQR
Тестирование PQR / WPQR
Для ваших купонов PQR и WPQR могут потребоваться следующие тесты Независимой испытательной лабораторией:
- Визуальный осмотр сварного шва сертифицированным инспектором по сварке AWS
- Испытание на изгиб
- Испытание на твердость
- Испытание на поперечное растяжение
- Испытание на растяжение всех сварных швов
- Испытание на удар по Шарпи
- Химический анализ металла сварного шва
- Тест макросъемки
- Проверка крутящего момента
- Тест на отслаивание
- Тест на разрыв ников
- Радиографический тест
- Ультразвуковой тест
Проверка и испытание сварных швов
В дополнение к вышесказанному вам может потребоваться независимая проверка сварных швов следующим квалифицированным персоналом:
- Визуальный осмотр сертифицированным AWS инспектором по сварке (CWI)
- Радиографические исследования персоналом уровня II, сертифицированным в соответствии с SNT-TC-1A
- Ультразвуковые испытания персоналом уровня II, сертифицированным в соответствии с SNT-TC-1A
- Испытание магнитными частицами персоналом уровня II, сертифицированным в соответствии с SNT-TC-1A
- Тестирование на проникновение персоналом уровня II, сертифицированным в соответствии с SNT-TC-1A
AEIS может провести вышеуказанные испытания на вашем предприятии или в нашей лаборатории.
План управления зданиями, территориями и безопасностью / сваркой, резкой и пайкой
© 2018 Resource Training & Solutions
Отправить письменный обзор плана
Введение
Этот план разработан, чтобы помочь школьному округу St Cloud соблюдать требования Министерства образования штата Миннесота в отношении защиты здоровья и безопасности учащихся и сотрудников, которые занимаются сваркой, резкой и пайкой в своей учебной программе или на работе. На основе стандартов OSHA 1910.251 — 1910.255, этот План был разработан, чтобы обеспечить безопасное и здоровое место для обучения и работы студентов и персонала. Важно отметить, что этот план написан вместе с планом баллонов со сжатым газом и считается вспомогательным для этого плана. Пункты темы, связанные с сваркой и резкой в кислородно-топливном газе, будут включены в этот План путем ссылки.
Хотя промышленная резка, сварка и другие огневые работы являются обычными и полезными методами производства, строительства, модификации и обслуживания, они создают опасности, которые необходимо контролировать.
Основная опасность, связанная с переносным оборудованием для огневых работ, заключается в том, что оно вносит несанкционированные источники возгорания в случайные зоны объекта. Тепло, достаточное для возникновения пожара или воспламенения взрывчатых материалов, может исходить от ряда источников, в том числе:
- Открытое пламя факела,
- Металлы свариваемые или режущие,
- Расплавленный шлак или металл, вытекающий из работы,
- Искры, летящие от работы,
- Паяльник с неправильным обращением
- заклепки выпали, а
- Неправильно установленные зажимы заземления при электросварке.
Учитывая сложность процессов, включенных в этот План, 1910.251 является отправной точкой для решения всех вопросов, связанных с безопасностью.
Как написано, этот План предназначен для руководства округом в его усилиях по обеспечению безопасным оборудованием, методами работы и процедурами безопасности, но его необходимо будет регулярно пересматривать и изменять. Школьный округ Сент-Клауд несет ответственность за соблюдение и обновление Плана. Фактическое использование этого плана ограничено обучением ресурсов и решениями, а также школьным округом St Cloud, который он представляет.
Обзор плана и обновленный отчет
Отчет об обзоре и обновлении руководства по сварке, резке и пайке
Обзор программы и изменения описаны ниже. Документированные обзоры показывают, что план по-прежнему соответствует потребностям округа или был изменен для более эффективной работы.
| Дата | Обновления / примечания | Рецензент |
| 27.05.16 | Проверено — обновлений и изменений нет | Уэйн Варжеча |
Обзор стандарта OSHA 1910.251
OSHA разработало этот стандарт, чтобы перечислить основные меры предосторожности, необходимые для правильных рабочих процессов, а также обязанности по защите от пожара и профилактике для лиц, участвующих в сварке, резке и пайке. Особые соображения выделены для лиц, которым назначены руководящие обязанности в соответствии со стандартом, который школьный округ Сент-Клауд интерпретирует как ответственного инструктора в представляемой учебной программе. Школьный округ Сент-Клауд также назначил человека, который будет соответствовать самым высоким стандартам обучения, подготовки и компетентности в этой области.
Как написано, в этом плане особое внимание будет уделено следующим областям:
- Противопожарная защита и защита
- Методы и процедуры безопасного труда
- Охрана здоровья и вентиляция
- Обзор программы
Целью настоящего Плана является предотвращение несчастных случаев и травм путем распознавания и уменьшения опасностей, надлежащего обучения, безопасных методов работы, обучения персонала и анализа программ.
Определения
Назначенное лицо — инструктор, ответственный за выполнение плана безопасности, включая выдачу разрешений на сварку в зоне, проверки безопасности и работу в соответствии с установленными безопасными методами работы
Источник энергии — Любой источник электрической, механической, гидравлической, пневматической, химической, тепловой или другой энергии. Электрические выключатели — это не только устройства, которые необходимо заблокировать. Источники давления воздуха, химикатов, пара и т. Д.также должны быть эффективно изолированы.
Защита глаз — шлемы, защитные очки, очки, ручные щиты, предназначенные для защиты сварщика или других лиц от воздействия неблагоприятного воздействия лучистой энергии, особенно сильного желтого спектра или линии натрия
Горячие работы — это операции по резке, сварке, пайке и пайке при строительстве / сносе / обслуживании / ремонте, которые включают использование переносного газового или дугового сварочного оборудования.Использование этого типа оборудования для резки и сварки может представлять значительную опасность пожара.
Ящик с замком — ящик, в котором хранятся ключи, которые использовались для запирания устройств изоляции энергии. Ящик с замком, в свою очередь, запирается замками уполномоченного сотрудника. Он используется для упрощения блокировки группы.
Блокировка работы — дополнительная блокировка, устанавливаемая на устройство отключения энергии или блокировочный ящик для обеспечения непрерывности блокировки между сменами.
Защитная одежда — средства индивидуальной защиты для защиты сварщика от воздействия тепла и искр, могут различаться в зависимости от размера, характера и места выполняемых работ
Методы безопасной работы — политика и процедуры, разработанные для обеспечения того, чтобы сварочные работы и связанные с ними работы выполнялись с соблюдением мер безопасности, установленных 1910 годом.251 за каждое сварочное действие
Оттенок — степень защиты, обеспечиваемая фильтрующими линзами, выбранными в соответствии с выполняемыми работами и используемым методом сварки, резки, пайки
Вентиляция — минимальная скорость 2000 кубических футов в минуту на сварщика, может варьироваться в зависимости от местных условий, например, при наличии местных вытяжных шкафов
Сварщик — любой оператор электрогазосварочного и режущего оборудования
ПРИМЕЧАНИЕ: Дополнительные определения и опасности упоминаются в Плане баллонов со сжатым газом школьного округа Сент-Клауд.
Назначенное лицо
Школьный округ Сент-Клауд назначил главного инструктора металлического цеха ответственным за выполнение требований плана. Обязанности включают, но не ограничиваются:
- Обеспечить соблюдение надлежащих методов ведения домашнего хозяйства, включая немедленное удаление и надлежащее хранение горючих материалов, исключение опасности спотыкания и падения;
- Во время сварочных работ следить за тем, чтобы поблизости не было горючих материалов;
- Убедитесь, что используются ограждения, если свариваемый или разрезанный объект перемещается, а также если невозможно переместить все горючие материалы;
- Разработать и внедрить обучение технике безопасности в учебную программу класса, чтобы учащиеся прошли углубленную подготовку до начала работы с оборудованием для сварки или резки;
- Убедиться, что учащиеся и другие сотрудники соблюдают безопасные рабочие процедуры, включая ношение соответствующих СИЗ; и,
- Регулярно пересматривайте этот План и не реже одного раза в год рекомендуйте обновления или изменения в плане, направляя План с рекомендациями администрации для рассмотрения Советом школы St Cloud.
Общие требования
Приведенные ниже инструкции должны соблюдаться как государственными служащими, так и подрядчиками во время всех операций по огневым работам, за исключением участков, специально предназначенных для таких работ, например сварочного цеха, расположенного в зоне обслуживания. Местный управляющий производством должен быть назначен для выполнения резки, сварки и других горячих работ.
Осмотрите участок, где будут проводиться огневые работы, до выдачи бирки разрешения на огневые работы.Меры предосторожности, которые необходимо соблюдать до, во время и после завершения горячих работ, перечислены в следующих рекомендациях.
Весь персонал, непосредственно участвующий в использовании и надзоре за оборудованием, используемым для огневых работ, должен быть знаком с оборудованием, опасностями работы с оборудованием и действиями, необходимыми для предотвращения и тушения пожаров, когда и если они возникают.
1. Противопожарная защита и противопожарная защита
Во всех случаях сварка, резка и пайка будут проводиться после того, как назначенное лицо даст разрешение на начало такой деятельности.Такое разрешение гарантирует, что были приняты меры для устранения или сведения к минимуму возможности возгорания или взрыва в непосредственной рабочей атмосфере. Соблюдать общие правила пожарной безопасности, чтобы гарантировать, что горючие материалы не присутствуют в зоне, где запланированы работы. Во всех случаях все горючие материалы должны быть удалены из непосредственной близости и надлежащим образом храниться вдали от любого возможного воздействия тепла или искр. В том случае, если невозможно удалить все горючие материалы, следует использовать ограждения для предотвращения излучения тепла, искр и шлака от источника тепла в окружающую среду.В некоторых областях потребуются особые меры предосторожности, чтобы искры не попали в закрытые зоны, трещины в полу, дыры в стенах или другие случайные отверстия, где могут случайно воспламениться горючие вещества.
Огнетушители должны находиться на территории и быть готовыми к немедленному использованию. Предполагается, что персонал, контролирующий эти операции, будет обучен безопасному использованию огнетушителей или распорядится о немедленной эвакуации территории в случае возникновения пожара.Только персонал, обученный использованию огнетушителей, должен использовать их, если того требует ситуация. Основная директива состоит в том, чтобы эвакуировать территорию и вызвать пожарную охрану в соответствии с чрезвычайными процедурами округа в случае пожара.
Сварка, кислородно-ацетиленовая резка, горячая клепка, шлифование, скалывание, пайка и другие виды деятельности, при которых образуются искры или используются пламя, являются важными инструментами современной промышленности. Портативность оборудования и его неосторожное использование за пределами участков технического обслуживания, специально предназначенных для его безопасного использования, могут повысить вероятность пожаров, которые приведут к разрушению оборудования и остановке производства.Чтобы обеспечить безопасное выполнение переносных работ по резке, сварке и другим горячим работам при техническом обслуживании, строительстве или модификации, требуется система разрешений. (См. Приложение C)
2. Средства индивидуальной защиты
Средства индивидуальной защиты будут предоставлены студентам и сотрудникам бесплатно. Средства индивидуальной защиты будут включать сварочные шлемы, перчатки и фартуки. Это оборудование будет предоставлено магазину в количестве, достаточном для защиты всех студентов и сотрудников, занятых деятельностью, предусмотренной настоящим Планом.Любые другие средства индивидуальной защиты, которые предпочитают или запрашивают студенты или сотрудники, будут предоставлены только в исключительных случаях и только по рекомендации назначенного лица и с одобрения суперинтенданта или назначенного им лица.
В конце каждого учебного дня, в течение которого использовалось это средство индивидуальной защиты, инструктор класса выделяет время для надлежащей очистки и хранения каждого средства индивидуальной защиты, ежедневно проверяя его чистоту и целостность.Все средства индивидуальной защиты будут храниться в шкафах, а сварочные маски будут подвешены на крючки, чтобы предотвратить их случайное повреждение.
3. Охрана здоровья и вентиляция
Дуговая и газовая сварка создают загрязнения, которым легко подвергаются студенты и преподаватели. Три фактора, определяющие степень воздействия, включают:
- Размеры помещения, в котором будут выполняться сварочные работы, напрямую зависят от высоты потолка
- Количество сварщиков или количество выполняемых сварочных работ
- Возможная пыль, газы и пары, выделяемые свариваемым материалом
4.Координация со стороны или подрядчика
Когда внешний подрядчик или сторона используются для оказания услуг на территории магазина, инструктор должен убедиться, что они осведомлены о безопасных рабочих процедурах и воспламеняющихся опасностях, присутствующих в зоне, в которой они будут работать.
Сварка и резка кислородно-топливным газом
1. Вентиляция
Максимально допустимую концентрацию можно определить, обратившись к 1910.1000, который включен в Приложение B к настоящему Плану. В обычных условиях сварки минимальная скорость вентиляции должна составлять не менее 2000 кубических футов в минуту на сварщика. Исключение составляют местные вытяжные шкафы и кабины с соответствующей вентиляцией для каждого сварщика. Вытяжные колпаки, используемые сварщиками, должны обеспечивать поток воздуха не менее 100 кубических футов в минуту. Требования к вентиляции будут варьироваться в зависимости от материала или размера помещения, в котором используется материал.
Вытяжные шкафы, используемые сварщиками, должны обеспечивать поток воздуха не менее 100 кубических футов в минуту. Требования к вентиляции будут варьироваться в зависимости от материала или размера помещения, в котором используется материал.
2. Предупреждающие таблички
Потенциально опасные материалы часто входят в состав флюсов, покрытий, покрытий и присадочных металлов, используемых в процессах сварки и резки, или часто выбрасываются в атмосферу.К наиболее часто используемым опасным материалам относятся: соединения фтора, цинк, свинец, бериллий, кадмий и ртуть. В случаях, когда эти материалы могут присутствовать, поставщик несет ответственность за определение опасности и уведомление назначенного лица о ее существовании. В случае уведомления об этом назначенное лицо будет нести ответственность за размещение соответствующих предупреждающих этикеток и обеспечение того, чтобы план урока предусматривал адекватную защиту учащихся и персонала от опасностей при вдыхании.
Разрешения
Разрешения выдает местный менеджер предприятия и только лицу, выполняющему фактическую резку или сварку (см. Приложение C)
Разрешения не подлежат утверждению на любой период времени, превышающий обычные часы смены сварщика или резака, за исключением:
- Если планируется продолжить сварку или резку в следующую смену, и работает тот же сварщик или резак.
- При аварийных ремонтных работах требуется продолжение резки и / или сварки в следующую смену.
Никакое разрешение не может иметь силу в течение любой продолжительности более двадцати четырех непрерывных часов.
Разрешения должны разрабатываться и управляться, как показано в прилагаемом примере.
Разрешения должны выдаваться и регистрироваться на поэтапной основе. Разрешения на общие работы в любом месте не выдаются. На каждую конкретную работу выдается отдельное разрешение.
Журнал будет вестись для регистрации выдачи и отзыва разрешений на огневые работы.Журнал должен вестись таким образом, чтобы указывать каждое выданное разрешение, время выдачи, время завершения, рабочую зону и другую необходимую информацию по мере необходимости.
После выдачи разрешение должно быть вывешено на видном месте рядом с местом проведения работ, чтобы его можно было наблюдать во время сварки или резки.
Авторизация — предоставляется местным управляющим производством:
- Разрешение на выполнение огневых работ не выдается до тех пор, пока не будут выполнены все меры безопасности и требования, перечисленные в разрешении.Ни при каких обстоятельствах разрешение не должно быть выдано незамеченным. Перед авторизацией уполномоченный агент должен провести инспекцию рабочего места.
- Разрешение на выполнение огневых работ не предоставляется, если:
- Сварщик или резчик не имеют надлежащей подготовки в области сварки или резки.
- Пожарная вахта не идентифицирована и присутствует на рабочем месте.
- Если сварочное или режущее оборудование находится в ненадлежащем рабочем состоянии и не имеет дефектов или повреждений.
- Если уполномоченное лицо считает, что операция может поставить под угрозу безопасность и благополучие рабочих, жителей и гостей в непосредственной близости от места работы.
- Сварочные работы или операции по резке без разрешения разрешены только в специально отведенных сварочных зонах, предназначенных для этой цели, т. Е. В мастерских по техническому обслуживанию.
- Для всех остальных участков потребуется разрешение на проведение огневых работ, выданное и подписанное компетентным органом (управляющим производством) до начала любых горячих работ.
Дуговая сварка и резка
1. Оборудование
Оборудование для дуговой сварки должно выбираться и обслуживаться в соответствии с отраслевыми стандартами, включая ANSI и NEMA. Приложения должны учитывать условия окружающей среды, напряжение и конструкцию, обеспечивая максимальную безопасность и наименьшее возможное воздействие опасностей для студентов и сотрудников. Клеммы должны быть защищены от случайного прикосновения. Между сварочными постами будет установлена барьерная защита для защиты студентов от ожогов от искр и шлака.После завершения операции сварки сварочный стержень следует вынуть из держателя, а держатель поместить в непроводящую гильзу или другое устройство, чтобы обеспечить защиту в случае случайного включения сварочного аппарата.
2. Техническое обслуживание и осмотр
Оборудование для дуговой сварки будет регулярно проверяться персоналом, чтобы убедиться, что кабели и держатели находятся в хорошем рабочем состоянии. Неисправное оборудование будет выведено из эксплуатации до завершения ремонта
Сварка сопротивлением
1.Охранник
Все сварочные аппараты должны быть оборудованы устройствами аварийной остановки и защиты от отключения электроэнергии в непосредственной близости от оператора, а также должны быть установлены процедуры блокировки / маркировки и предоставлено оборудование. Также будет обеспечена защита от брызг сварочной искры вместе с защитой на ножных переключателях для предотвращения случайного включения.
Учебная программа
Персонал школьного округаSt Cloud, чьи должностные обязанности включают сварку, резку и / или пайку, независимо от того, работает ли он на самом деле или проводит обучение учащихся, должен пройти обучение перед первым использованием или назначением на работу, а затем — ежегодное повышение квалификации.Это обучение может быть совмещено с программой обучения сотрудников округа «Право на информацию», а также с другими программами профессионального обучения.
Конкретные темы, которые должны быть охвачены во время обучения сотрудников, должны включать:
- Противопожарные практики
- средства индивидуальной защиты — правильный выбор, использование и уход
- охрана здоровья
- Заполнение разрешения на сварку и сжигание
- надлежащая вентиляция
- маркировка
- оборудование — правильный выбор, использование и обслуживание
Образец журнала обучения можно найти в Приложении B.
Бухгалтерский учет
Школьный округ Сент-Клауд будет хранить записи об обучении каждого сотрудника в течение пяти лет (минимум) . Записи по обучению будут включать дату проведения обучения, копию повестки дня и план обучения, а также журнал, подписанный разборчивыми подписями.
Приложение A: Контрольный список соответствия
Приложение B: Протокол обучения
Приложение C: Разрешение на сварку и сжигание
Приложение D.