ЗАПРЕССОВОЧНЫЕ ВТУЛКИ ООО «Арматон» ⋆
ЗАПРЕССОВОЧНЫЕ ВТУЛКИ
Запрессовочные резьбовые втулки KFE, KFSE подходят для установки во всех типах печатных плат, а также листах из других материалов: алюминий, акрил, отливки и компоненты из поликарбоната. Втулки изготавливаются с резьбой и без резьбы. KFE – материал углеродистая сталь, покрытая оловом (луженая). KFSE – материал нержавеющая сталь серии AISI 300.
Размеры и характеристики:
sm – толщина листа минимальная;
ØH — диаметр отверстия в листе;
t – минимальное расстояние от края заготовки до центра отверстия;
| d1 | Сталь луженая | Сталь нерж. | L ±0,13 | sm min | A max | C ±0,08 | E ±0,13 | ØH +0,08 | t min | |||||||
| М3 | KFE | KFSE | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 1,53 | 1,53 | 4,68 | 5,56 | 4,22 | 4,4 |
| 3,6 | KFE | KFSE | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 1,53 | 1,53 | 5,87 | 7,14 | 5,41 | 5,5 |
| 4,2 | KFE | KFSE | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 1,53 | 1,53 | 6,86 | 8,74 | 6,4 | 7,1 |
Запрессовочный крепёж обеспечивает соединение конструкции гайками и винтами, которые можно заменять в процессе эксплуатации. Это свойство позволяет повысить эффективность производства, а также использовать сложные конструкции из тонких листов, в том числе и закрытые детали.
В общих чертах запрессовочным крепежом называют любую деталь, обычно с резьбой, которая при запрессовке в пластичный металл деформирует металл заготовки вокруг предварительно пробитого отверстия, в результате чего происходит холодное пластическое затекание металла заготовки в специально сконструированную круговую канавку в стержне крепежного элемента. При правильной запрессовке зубчатая кольцевая накатка, насечки, ребра или шестигранная головка препятствует проворачиванию крепежа в материале заготовки. Таким образом, запрессовочный крепѐж становится неотъемлемой частью обшивки, рамы, кронштейна или другого узла, в котором онаустановлена.
Также по сравнению со штампованной или накатанной/нарезанной резьбой запрессовочный крепеж имеет большую надежность и удерживающую способность. В основном такой крепеж используется в тех случаях, когда соединение должно иметь высокое сопротивление разрыву и кручению, а толщина металлических листов не достаточна для того, чтобы использовать другие виды крепежа для получения надежного соединения.
Но даже в тех случаях, когда толщина листа позволяет обеспечить надежное резьбовое соединение, бывает экономически целесообразно использовать запрессовочный крепеж. Этот крепеж можно запрессовывать машинным способом и исключать обычный крепеж из конечной сборки. Довольно часто использование запрессовочного крепежа позволяет уменьшить толщину листа из-за компактной конструкции и низкого профиля. Также обеспечивается безукоризненный внешнийвид изделия.
Как правило, запрессовочный крепеж нужно использовать в тех случаях, когда узел или деталь нужно быстро заменить и нет необходимости использовать обычные гайки и крепежные детали. Если выясняется, что обычные гайки и винты после сборки рамы, шкафа или другого изделия становятся недоступны, то в этом случае можно использовать запрессовочный крепеж, который устанавливается машинным способом. Таким образом, узел можно упростить и уменьшить время сборки, в том числе в условиях эксплуатации.
Запрессовочный крепеж — Metae.ru
Детали (преимущественно с резьбой), которые с помощью равномерной нагрузки запрессовываются в предварительно подготовленные отверстия листовых металлических заготовок, при этом материал заготовки пластически деформируется и затекает в специальные элементы конструкции деталей.
Разновидности запрессовочного крепежа
Наиболее востребованные типы крепежа для запрессовки
Запрессовочная гайка (артикул 30302) — каталог pdf — аналог: гайка S (HCN), гайка CLS
Запрессовочная резьбовая шпилька (артикул 30312) — каталог pdf — аналог: шпилька FH, шпилька FHS
Запрессовочная втулка с шестигранной головкой и глухой резьбой (артикул 30315) — каталог pdf — аналог: втулка BSO, втулка BSOS
Запрессовочная втулка с шестигранной головкой и сквозной резьбой (артикул 30314)- каталог pdf — аналог: втулка SO, втулка SOS
Запрессовочная гайка c шестигранной головкой заподлицо (артикул 30304) — каталог pdf — аналог: гайка F
Запрессовочный крепеж для печатных плат — в процессе
Узнать полную информацию о спецификации и номенклатуре товаров Вы можете в каталоге pdf.
Самый распространненный вид запрессовываемого крепежа — запрессовочные гайки или пресс-гайки. Применяется для создания усиленной внутренней резьбы в тонколистовых материалах, используя специальные гайки можно создать резьбовое соединение заподлицо (артикул 30304) с обеих сторон заготовки, плавающую резьбу (артикул 30307), в том числе самоконтрящееся резтьбовое соединение (артикул 30307-1). Запрессовочный крепеж монтируется в листы из различных материалов, в том числе из нержавеющей стали.
В итоге: легкий процесс установки (как вручную, так и автоматическим инструментом), запрессовывать можно в тонкий лист или лист из твердого материала, высокий крутящий момент, можно применять заподлицо в местах для соединения где пространство ограничено (угол, грань, углубление). Плюс ко всему богатый выбор типоразмеров — толщина листа (SWG) и диаметр резьбы.
Чтобы узнать о запрессовочном крепеже более подробно читайте статью.
Гаечная заклепка для соединения металлических листов
Гаечная заклепка, или резьбовая заклепка, представляет собой цилиндрическую или шестигранную заклепку с резьбой внутри сминаемой части. В отличие от стандартной вытяжной заклепки, которая впечатывается в поверхность листа благодаря вытягиванию сердечника, принцип крепления гаечной заклепки требует использования особой втулки на
Гаечные заклепки могут иметь различный размер и форму. По форме гаечные заклепки бывают цилиндрическими, полушестигранными (верхняя часть – шестигранная, нижняя – цилиндрическая) и шестигранными. Для большей устойчивости к проворачиванию поверхность цилиндрических заклепок покрывается параллельной вертикальной насечкой (шлицем).
Гаечные заклепки изготавливают из разных видов металла, как правило, нержавеющего или с антикоррозийным покрытием. Наиболее распространенными являются заклепки из оцинкованной стали или алюминия. Данная разновидность крепежа позволяет делать соединение металлических листов от 0,3 до 6 мм.
Группа компаний Контур в своем каталоге предоставляет большой выбор резьбовых или гаечных заклепок из оцинкованной стали (по запросу из нержавеющей стали, алюминия, латуни). Также вы можете приобрести у нас оборудование для крепления заклепок (прессы, заклепочники), а также различные виды крепежа для запрессовки (гайки, втулки, шпильки).
Втулки — Запрессовка — Энциклопедия по машиностроению XXL
Если важна строгая прямолинейность стенок отверстия, то следует предусматривать развертывание втулки после запрессовки или сажать втулку всей длиной или по крайней мере на большей части длины (рис. 341, д и е).При посадках с большим натягом втулки, особенно тонкостенные, садятся, причем их внутренний диаметр уменьшается. Такие втулки после запрессовки, как правило, подвергают развертыванию. [c.395]
Назначение. Соединения данного типа обеспечивают неподвижное скрепление деталей за счет сил трения, возникающих между охватываемой и охватывающей поверхностями при сборке деталей по посадке, создающей гарантированный натяг. На рис. 4.14, а показана схема запрессовки гладкого валика во втулку.
Для железографитовых втулок пористостью около 25% уменьшение внутреннего диаметра втулки после запрессовки колеблется в пределах 0,8—1,05 величины натяга. [c.584]
Доведение внутреннего диаметра втулки после запрессовки до точных размеров производят специальными калибрующими оправками (фиг. 19). [c.584]
С целью компенсации усадки отверстия охватываемой втулки при запрессовке диаметр ее при механической обработке заранее увеличивают. Практически при больших диаметрах втулок чертежные допуски на растачивание отверстия смещаются. [c.253]
Схема оправки, обеспечивающей такое центрирование, дана на рис. 203, а. Направление для запрессовки создается утолщенной цилиндрической частью самой оправки, на которой центрируется и втулка. Усилие запрессовки передается через накладку, навинченную на хвостовик оправки. Такие оправки применяют при сборке в крупносерийном и массовом производствах. Каждая из них может быть применена только для запрессовки определенной втулки.
Если это не учтено при расточке втулки до запрессовки, то отверстие ее приходится дополнительно обрабатывать. Чистовое растачивание или протягивание втулки в узле производят в механических цехах, а развертывание и калибрование — обычно в сборочных. [c.312]
В некоторых случаях для получения галтели втулку после запрессовки развальцовывают. Эту операцию производят на сверлильном станке или с помощью сверлильной машины, применяя вальцовки с фигурными роликами (рис. 261). Процесс вальцевания ведут с небольшим осевым нажимом так, чтобы отбортовка происходила постепенно. При большой подаче инструмента возможно образование треш,ин и разрывов на отбортованных концах втулки.
Усадка втулки при запрессовке 253
[c. 630]
630]
Для железо-графитовых втулок с пористостью около 254/(1 уменьшение внутреннего диаметра втулки после запрессовки колебалось в пределах 0,8—1,05 от величины натяга [3]. [c.261]
Г — внутренний радиус втулки до запрессовки, 2—наружный радиус втулки до запрессовки, Г2 —наружный радиус втулки после запрессовки, — радиус отверстия в проушине до запрессовки, — наружный радиус проушины. Pi — давление внутри отверстия втулки на единицу поверхности, pj —давление в отверстии проушины после запрессовки втулки на единицу поверхности, Е—модуль упругости, ц—коэфициент Пуассона.
Втулки термопластичные — Запрессовка в корпус 76 — Литье под давлением 74, [c.325]
Развертывание часто применяют для окончательной подгонки отверстий стальных или бронзовых втулок. Вызываемые натягом радиальные силы, которые возникают на поверхности контакта охватывающей и охватываемой деталей (фиг. 19), при всех неподвижных посадках дают упругие деформации. В запрессованной втулке эти деформации выражаются в изменении внутреннего диаметра, уменьшение которого тем значительнее, чем больше натяг. Для восстановления посадочных размеров втулку после запрессовки растачивают, шабрят или развертывают.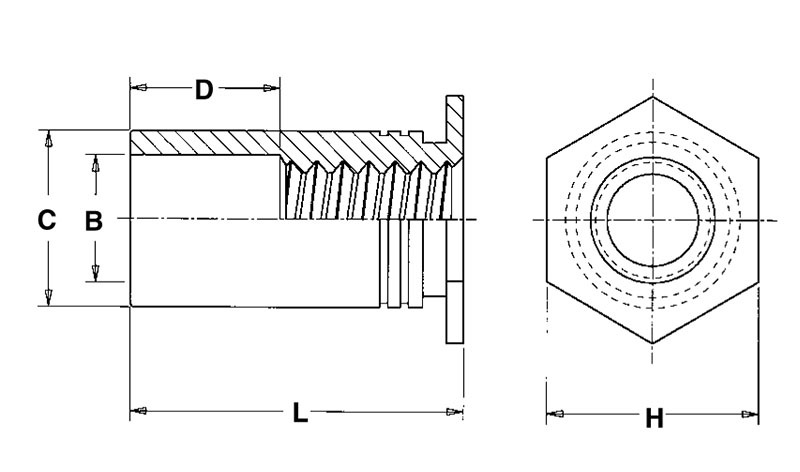 Подгонку втулки по сопряженной детали производят при помощи регулируемых разверток. Если нужно развернуть две втулки, которые должны иметь соосность, применяют регулируемые развертки с направляющей частью с последующей проверкой перпендикулярности оси отверстия втулки к базовой плоскости (фиг. 20).
[c.160]
Подгонку втулки по сопряженной детали производят при помощи регулируемых разверток. Если нужно развернуть две втулки, которые должны иметь соосность, применяют регулируемые развертки с направляющей частью с последующей проверкой перпендикулярности оси отверстия втулки к базовой плоскости (фиг. 20).
[c.160]
На эпоксидном клее можно устанавливать и втулки. При запрессовке в корпус машины втулка деформируется. Поэтому внутреннюю ее поверхность развертывают или [c.222]
Изношенные втулки шкворней заменяют новыми с последующим их развертыванием. Вначале запрессовывают и развертывают одну втулку, вставив направляющий хвостовик развертки в специально оставленную для этого старую втулку. Затем запрессовывают и обрабатывают вторую втулку. При запрессовке следят за совмещением отверстий для смазки. После обработки втулок их поверхности и масляные канавки очищают от стружки. [c.179]
На сборочном чертеже могут быть проставлены размеры с предельными отклонениями для окончательной обработки в процессе сборки или после нее. Такая обработка предусмотрена на чертеже, показанном на рис. 281,6, втулка после запрессовки должна быть обработана согласно размеру, отклонениям и обозначению шероховатости, нанесенным па сборочном чертеже. [c.155]
Сборка шпинделей с подшипниками скольжения. Технологический процесс сборки шпинделей должен обеспечивать получение перечисленных норм точности. Для этого необходимо создать при сборке шпинделей с опорами скольжения плотное прилегание поверхностей сопрягаемых деталей. Плотность прилегания наружных поверхностей втулки при запрессовке ее в корпус достигается путем выбора надлежащей посадки и правильной запрессовки. Для получения плотного. прилегания опорных шеек шпинделя к поверхностям опорных втулок, а также для получения их соосности производится шабрение поверхностей втулок, предварительно по специальной оправке, имеющей форму шпинделя, н окончательно по шпинделю. Шабрение производится, в зависимости от требуемой
[c.358]
Шабрение производится, в зависимости от требуемой
[c.358]
Далее втулку подвергают тонкому растачиванию, развертыванию, калиброванию упрочняющими оправками или шариками, раскатыванию. Соосно расположенные втулки после запрессовки растачивают за один установ или развертывают удлиненной разверткой. Втулки диаметром более 80 мм пригоняют только шабрением. [c.842]
Механическую запрессовку осуществляют с помощью прессов или прессующих установок, виброударными и винтовыми приспособлениями. Для исключения задиров втулки перед запрессовкой покрывают смазкой, а во избежание деформаций используют оправки (рис. 52, а), приспособления (рис. 52, б) и направляющие стойки (рис. 52, в), обеспечивающие правильную взаимную ориентацию деталей. [c.335]
Величина усадки внутреннего диаметра втулки при запрессовке может быть найдена по формулам, полученным в результате проведенных исследований на Уралмашзаводе [c.481]
Разница в массе самого тяжелого и самого легкого шатунов в комплекте, установленном на один двигатель, не должна превышать 8 г. Шатун заменяют при поломках либо наличии трещин на его теле или крышке. Изношенные втулки верхней головки шатуна заменяют новыми, для чего используют специальную оправку (рис. 120) и реечный пресс. Втулку перед запрессовкой подбирают по отверстию верхней головки шатуна так, чтобы обеспечить натяг не менее 0,05 мм. После запрессовки во втулке сверлят отверстие, а затем растачивают ее на горизонтально-расточном станке и обрабатывают в кондукторе (рис. 121) разверткой. Внутренняя поверхность втулки после обработки должна быть чистой, без рисок. [c.198]
Усадка втулки при ее запрессовке от чисто упругой деформации может быть теоретически определена по фор муле Ляме. Однако при практических расчетах эта формула неудобна, так как в ней. не учитывается ряд производственных факторов овальность и конусность втулки, огранка, чистота поверхности, неоднородность материала деталей, возможные перекосы втулки при ее запрессовке и пр.
 С учетом перечисленных технологических факторов величина усадки бв внутреннего диаметра втулки при запрессовке может быть найдена по формулам, полученным в результате прове-денных исследо,В аний на Уралмашзаводе
[c.248]
С учетом перечисленных технологических факторов величина усадки бв внутреннего диаметра втулки при запрессовке может быть найдена по формулам, полученным в результате прове-денных исследо,В аний на Уралмашзаводе
[c.248]Изношенные отверстия во втулках под шкворень восстанавливают заменой втулки с последующей обработкой под размер рабочего чертежа. При запрессовке втулки ее следует устанавливать открытыми концами канавок, для смазки вверх. Отверстия для смазки во втулках и в поворотной цапфе должны быть совмещены. При проверке стержень 07 мм должен проходить через отверстия в цапфе и втулке. После запрессовки втулки обрабатывают протягиванием. [c.309]
Рпс. 2. Втулки для запрессовки в шпалы а — тип I б — тип 1-к [c.16]
На фиг. 24 приведен трафик для определения величины усадки втулки после запрессовки, на которую следует увеличивать номинальный размер отверстия втулок. [c.216]
Получение точных отверстий после сверления по месту. Развертывание отверстий во втулках после запрессовки. Обеспечение соосности отверстий после сборки [c.636]
Выпрессовка изношенной втулки и запрессовка новой свернутой втулки. Уплотнение внутренней поверхности втулки гладкой прошивкой. Обработка фаски 1,0+ -б X 45 с двух сторон и растачивание или развертывание отверстия втулки до нормального или ремонтного размера [c.256]
Установка новых стрелок и монтаж старых после ремонта являются одной из обычных работ часового мастера. Стрелки должны хорошо удерживаться на втулках без запрессовки их с большим усилием. Хорошая посадка стрелок достигается в том случае, если посадочные размеры стрелок соответствуют диа- [c.140]
Разборное звено состоит из двух штампованных рельсов и приболчеиного к ним башмака (фиг. 77). Рельсы соединяются между собой при помощи запрессованных в них втулок и пальцев, вследствие чего втулка вращается с одним звеном, а палец с соседним. Выступающие концы втулок заходят в выточки наружных проушин, образуя лабиринтовые уплотнения шарнира. Зацепление со звёздочкой цевочное цевкой служит втулка звена. Запрессовкой пальцев и втулок в рельсы достигается жёсткость всей конструкции составного звена Величины прессовых натягов выходят за пределы, рекомендуемые стандартами. Например натяги (в микронах) для посадки пальцев в проушинах у трактора С-65 170—400, у С-60 натяг равен 150—268
[c.368]
Выступающие концы втулок заходят в выточки наружных проушин, образуя лабиринтовые уплотнения шарнира. Зацепление со звёздочкой цевочное цевкой служит втулка звена. Запрессовкой пальцев и втулок в рельсы достигается жёсткость всей конструкции составного звена Величины прессовых натягов выходят за пределы, рекомендуемые стандартами. Например натяги (в микронах) для посадки пальцев в проушинах у трактора С-65 170—400, у С-60 натяг равен 150—268
[c.368]
Сборка шпинделей с подшипниками скольжения. Для достижения выше перечисленных норм точности необходимо прежде всего обеспечить при сборке шпинделей с подшипниками скольжения прилегание по всей поверхности сопрягаемых деталей. Плотность прилегания наружных поверхностей втулки при запрессовке ее в корпус достигается за счет выбора надлежащей посадки и правильной запрессовки. Для обеспечения прилегания опорных шеек шпинделя к поверхностям лодшипников, а также для получения их соосности производится шабрение поверхностей подшипников предварительно по специальной оправке, 272 [c.272]
Часто большой затраты труда требует расшабривание отверстий различных втулок в связи с усадкой после их запрессовки в корпусные детали. Однако, как показывает опыт, операции шабрения во многих случаях здесь можно избежать. Усадка втулки зависит от ее диаметра, класса точности отверстия и натяга. С учетом этого отверстие втулки до запрессовки растачивают на больший диаметр, и за счет усадки при запрессовке получают отверстия нужного диаметра (см. стр. 248). [c.91]
Нередко конструкцией цредуоматривается торцовое сопряжение вала со втулкой по галтели. В таких -случаях при сборке втулку после запрессовки развальцовывают. Эту операцию произ- [c.317]
Запрессовку втулки в корпус подшипника выполняют в сле-дующ,е м порядке корпус подшипника ставят в теплое место (например, под струю теплого воздуха от генератора), а втулку опускают в ведро со смесью снега или льда поваренной солью или с искусственным льдом. Поверхность посадочного места в корпусе подшипника смазывают серой ртутной мазью для улучшения скольжения втулки при запрессовке. По наружному диаметру втулки до ее охлаждения из проволоки диаметром 6 мм изготовляют проверочный калибр (рис. 80), размер которого
[c.163]
Поверхность посадочного места в корпусе подшипника смазывают серой ртутной мазью для улучшения скольжения втулки при запрессовке. По наружному диаметру втулки до ее охлаждения из проволоки диаметром 6 мм изготовляют проверочный калибр (рис. 80), размер которого
[c.163]
Диски изготавливают с постоянным числом фиксирующих отверстий для следующего количества делений 8, 12, 24, 48 и 72. По мере надобности часть этих отверстий можно глушить вкладными пробками. Точность расположения делительных отверстий соответствует техническим условиям на изготовление дисков допускаемое отклонение не должно превышать 0,01 мм в любую сторону от номинала. Делительные диски можно изготовлять и с другим любым количеством отверстий, для чего необходимо заранее вьшолнить заготовки дисков и иметь готовые втулки под запрессовку. Это ускоряет изготовление новых дисков в случаях необходимости. [c.152]
После запрессовки втулок со значительными натягами диамотр их уменьшается. Поэтому втулку после запрессовки развертывают илп калибруют шариком или прошивкой. Для закрепленпя втулки в осевом направлении кромки их развальцовывают. [c.664]
При износе стержня клапана и направляющих втулок, помимо подсоса воздуха и нарушения состава горючей смеси, клапан плохо центрируется в направляющей, что приводит к ускоренному износу рабочей поверхности головки клапана и седла. Если зазор между стержнем клапана и направляющей втулкой превышает 0,2—0,25 мм, следует задюнить клапан и втулку. Втулку после запрессовки развертывают под размер стержня клапана разверткой с центрирующей направляющей. Стержень клапана восстанавливают хромированием до номинального размера или шлифуют под ремонтный размер с постановкой направляющих втулок соответствующего ремонтного размера. [c.301]
WESO и WEBSO Запрессовываемая резьбовая втулка для многоуровневой сборки
WESO и WEBSO Запрессовываемая резьбовая втулка для многоуровневой сборки, крепеж оптом, метизы оптомЗапрессовываемые резьбовые втулки WESO и WEBSO предназначены для обеспечения многоуровневой сборки.
При установке шестигранная головка вдавливается в основной материал, металл которой деформируется и заполняет пазы крепежа, фиксируя крепёж с основным материалом.
- Прочно скрепленный соединительный элемент
- Бывают со сквозной или глухой резьбой
- Ровная поверхность на противоположной строне соединения
- Аккуратная установка
- Широкий размерный ряд
Проектирование и установка
Отверстие
Допуск на диаметр отверстия в пределах -0,00 / + 0,08мм.
Установка
Установка всегда плавным прессованием, никогда ударом.
Материал тонкого листа
Твердость материала стального листа меньше 80Rb (150VPN).
Твердость нержавеющего стального листа меньше 70Rb (128VPN)
Технические характеристики WESO, WEBSO
Материал — Сталь закаленная оцинкованная WESO, WEBSO — Нержавеющая сталь WESOS, WEBSOS
Размеры
| Резьба | Толщина листа мм | Размер отверстия +0,08 -0,00 мм | C +0,00 -0,13 мм | A/F H мм | Безрезьбовая часть B мм | Мин. расстояние до края листа мм |
|---|---|---|---|---|---|---|
| M2.5, 3 | >1.0 | 4.20 | 4.19 | 4.8 | 3.2 | 6.0 |
| M3, 3.5 | >1.0 | 5.40 | 5.39 | 6.4 | 4.0 | 6.7 |
| M4 | >1.3 | 7.20 | 7.14 | 7.9 | 4.8 | 8.0 |
| M5 | >1.3 | 7.20 | 7.14 | 7.9 | 5. 2 2 |
8.0 |
| ДЛИНЫ WESO | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 |
|---|---|---|---|---|---|---|---|---|---|
| БЕЗРЕЗЬБОВАЯ ДЛИНА М2,5 | NONE | 4.0 | 8.0 | ||||||
| ДЛИНЫ WESO | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 25 | 26 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| БЕЗРЕЗЬБОВАЯ ДЛИНА M3-M5 | NONE | 4.0 | 8.0 | 11.0 | |||||||||||
| ДЛИНЫ WEBSO | 6 | 8 | 10 | 12 | 14 | 16 |
|---|---|---|---|---|---|---|
| БЕЗРЕЗЬБОВАЯ ДЛИНА M2.5 | 3.2 | 4.0 | 6.5 | |||
| ДЛИНЫ WEBSO | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 25 | 26 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| БЕЗРЕЗЬБОВАЯ ДЛИНА M3-M5 | 3.2 | 4.0 | 6.5 | 9.5 | ||||||||
Обозначения
| WESO | |
|---|---|
| ИЗДЕЛИЕ | WESO-M4-12 |
| РЕЗЬБА | WESO-M4-12 |
| ДЛИНА | WESO-M4-12 |
| WEBSO | |
|---|---|
| ИЗДЕЛИЕ | WEBSO-M4-12 |
| РЕЗЬБА | WEBSO-M4-12 |
| ДЛИНА | WEBSO-M4-12 |
Заказать обратный звонок
Оставьте номер своего телефона,
мы свяжемся с Вами в ближайшее время
Технология аксиальной запрессовки teceflex с использованием пресс-втулки
Одна система для любых примененийTECEflex — это система полимерных труб с широкой областью применений во внутренних инженерных системах. Латунные фитинги сертифицированы и разрешены для трубопроводных сетей питьевой воды, отопления, газоснабжения и сжатого воздуха. Особая конструкция металлополимерных труб TECEflex делает их пригодными для универсального применения. Исключение составляет труба для газа, у которой наружный слой желтого цвета. Поэтому TECEflex действительно универсальная трубопроводная система.
Латунные фитинги сертифицированы и разрешены для трубопроводных сетей питьевой воды, отопления, газоснабжения и сжатого воздуха. Особая конструкция металлополимерных труб TECEflex делает их пригодными для универсального применения. Исключение составляет труба для газа, у которой наружный слой желтого цвета. Поэтому TECEflex действительно универсальная трубопроводная система.
Универсальная трубопроводная система для всех областей применения в внутридомовом инженерном оборудовании
- Может применяться в трубопроводах питьевой воды, отопления и сжатого воздуха — «5 систем — один фитинг»
- Технология соединений без уплотнительных колец
- Трубы и фитинги практически с одинаковым внутренним поперечным сечением
- Толстостенные, незаламывающиеся металлополимерные трубы диаметрами 14-63 мм
- Устойчивая к ошибкам монтажа технология
- Простые инструменты
- Широкий ряд латунных фитингов диаметрами 14-63 мм
- PPSU-фитинги (из полифенилсульфона) диаметрами 16 и 20 мм как недорогая альтернатива
- Устойчивая к ошибкам и надежная
- Высокая термостойкость и прочность на сжатие
Трубопровод TECEflex для систем отопления
Трубопроводная система TECEflex — это решения для любой схемы применения, независимо от типа подключения радиаторов (из стены или пола). Подключение радиаторов упрощается при дополнении ассортимента крестообразными фитингами.Благодаря тому что способ производства основан на использовании внутренней трубы из полиэтилена PE-Xc, полимерные трубы TECEflex отличаются особенной термостойкостью. Долгий срок службы гарантируется даже при высокой температуре.
Белые металлополимерные трубы хорошо выглядят и на поверхности, и в магистральной разводке. Обрезки и остатки можно использовать в других системах, например, в трубопроводах питьевой воды.
TECEflex сертифицировано организацией DIN CERTCO для систем отопления.
ОСТ 1 11118-73 Втулки для запрессовки сталь
Втулки для запрессовки ОСТ 1 11118-73
Материал: Сталь 45
Диаметр резьбы, мм: От 3 до 30
Покрытие: Кд3.фос.окс
Аналоги: 1361С50, 909С52, 2410А57, 2411А57, 2412А57
Таблица 1
| d |
D Пред. откл. по u8 |
C | L (пред. откл. по h22) | ||||||||||||||||||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 38 | 40 | 45 | 50 | |||
| Масса стальных втулок 100 шт., кг | |||||||||||||||||||||||
| 3 | 5 | 0,2 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 4 | 6 | 0,04 | 0,05 | 0,06 | 0,07 | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 | 0,17 | 0,20 | |||||||||||
| 5 | 7 | 0,05 | 0,06 | 0,07 | 0,09 | 0,10 | 0,12 | 0,13 | 0,15 | 0,18 | 0,21 | 0,24 | |||||||||||
| 8 | 0,07 | 0,10 | 0,12 | 0,14 | 0,17 | 0,19 | 0,22 | 0,24 | 0,28 | 0,34 | 0,38 | ||||||||||||
| 6 | 0,06 | 0,07 | 0,03 | 0,10 | 0,12 | 0,14 | 0,16 | 0,17 | 0,21 | 0,24 | 0,28 | ||||||||||||
| 9 | 0,4 | 0,08 | 0,11 | 0,14 | 0,16 | 0,19 | 0,22 | 0,25 | 0,23 | 0,35 | 0,39 | 0,44 | 0,50 | 0,55 | 0,61 | 0,69 | |||||||
| 7 | — | 0,10 | 0,13 | 0,15 | 0,18 | 0,20 | 0,23 | 0,25 | * | 0,35 | 0,40 | 0,45 | 0,50 | 0,55 | 0,62 | 0,70 | |||||||
| 10 | 0,13 | 0,16 | 0,18 | 0,22 | 0,25 | 0,28 | 0,31 | 0,38 | 0,44 | 0,50 | 0,57 | 0,63 | 0,69 | 0,79 | 0,88 | ||||||||
| 8 | 0,09 | 0,11 | 0,14 | 0,16 | 0,18 | 0,20 | 0,22 | * | 0,31 | 0,36 | 0,40 | 0,44 | 0,49 | 0,56 | 0,62 | ||||||||
| 11 | 0,14 | 0,17 | 0,21 | 0,24 | 0,28 | 0,32 | 0,35 | 0,42 | 0,49 | 0,56 | 0,63 | 0,70 | 0,77 | 0,88 | 0,98 | 1,12 | 1,23 | ||||||
| 9 | — | 0,16 | 0,19 | 0,22 | 0,24 | 0,28 | 0,31 | * | 0,44 | 0,50 | 0,58 | 0,62 | 0,69 | 0,78 | 0,87 | 1,00 | 1,13 | ||||||
| 12 | 0,20 | 0,24 | 0,27 | 0,31 | 0,35 | 0,38 | 0,47 | 0,54 | 0,62 | 0,70 | 0,78 | 0,83 | 0,97 | 1,09 | 1,24 | 1,38 | |||||||
| 10 | 0,14 | 0,17 | 0,19 | 0,22 | 0,25 | 0,27 | 0,33 | 0,38 | 0,43 | 0,49 | 0,54 | 0,60 | 0,63 | 0,76 | 0,87 | 0,95 | |||||||
| 13 | 0,22 | 0,22 | 0,30 | 0,35 | 0,38 | 0,43 | 0,51 | 0,60 | 0,69 | 0,77 | 0,85 | 0,95 | 1,06 | 1,20 | 1,36 | 1,49 | |||||||
| 12 | 15 | — | — | 0,35 | 0,40 | 0,45 | 0,50 | 0,60 | 0,70 | 0,80 | 0,90 | 1,00 | 1,10 | 1,25 | 1,40 | 1,60 | 1,75 | ||||||
| 14 | 17 | 0,40 | 0,46 | 0,52 | 0,58 | 0,70 | 0,80 | 0,92 | 1,03 | 1,15 | 1,28 | 1,43 | 1,60 | 1,83 | 2,01 | ||||||||
| 15 | 18 | 0,6 | 0,54 | 0,62 | 0,69 | 0,77 | * | 1,08 | 1,23 | 1,39 | 1,55 | 1,71 | 1,94 | 2,17 | 2,48 | 2,79 | |||||||
| 19 | 0,59 | 0,67 | 0,76 | 0,84 | * | 1,17 | 1,34 | 1,51 | 1,66 | 1,84 | 2,10 | 2,35 | 2,68 | 2,93 | |||||||||
| 16 | 20 | 0,63 | 0,71 | 0,80 | 0,89 | * | 1,25 | 1,42 | 1,60 | 1,78 | 1,85 | 2,22 | 2,49 | 2,84 | 3,11 | ||||||||
| 17 | 21 | 0,66 | 0,75 | 0,85 | 0,91 | * | 1,31 | 1,50 | 1,69 | 1,87 | 2,06 | 2,34 | 2,62 | 3,00 | 3,28 | ||||||||
| 18 | 22 | 0,70 | 0,79 | 0,89 | 0,98 | * | 1,38 | 1,58 | 1,77 | 1,97 | 2,17 | 2,47 | 2,76 | 3,16 | 3,45 | ||||||||
| 20 | 24 | 0,77 | 0,87 | 0,93 | 1,09 | 1,31 | 1,58 | 1,74 | 1,98 | 2,18 | 2,40 | 2,73 | 3,03 | 3,49 | 3,82 | ||||||||
| 22 | 26 | 0,80 | 0,95 | 1,06 | 1,18 | * | 1,65 | 1,89 | 2,12 | 2,36 | 2,60 | 2,95 | 3,30 | 3,78 | 4,13 | ||||||||
| 24 | 29 | 1,0 | — | — | — | 1,83 | * | 2,28 | 2,81 | 2,93 | 3,26 | 3,59 | 4,08 | 4,56 | 5,22 | 5,71 | 6,52 | 7,34 | 8,15 | ||||
| 27 | 32 | 1,82 | 2,19 | 2,55 | 2,91 | 3,28 | 3,64 | 4,00 | 4,35 | 5,10 | 5,82 | 8,37 | 7,28 | 8,17 | 9,08 | ||||||||
| 30 | 36 | 2,44 | 2,85 | 3,42 | 3,60 | 4,39 | 4,88 | 5,37 | 6,10 | 6,83 | 7,81 | 8,54 | — | — | — | ||||||||
* требует уточнения
Пример наименования и обозначения втулки для запрессовки, исполенния 1, с размерами d=8 мм, D=10 мм, L=25 мм, из стали 45 нормализированной, с покрытием Кд3. фос.окс:
фос.окс:
Втулка 1-8-10-25-Кд.фос.окс-ОСТ 1 11118-73
То же, из стали 30ХГСА, с покрытием Кд3.фос.окс:
Втулка 1-8-10-25-Кд.фос.окс-ОСТ 1 11119-73
То же, из стали 30ХГСА, с покрытием Ц3.фос.окс:
Втулка 1-8-10-25-Ц.фос.окс-ОСТ 1 11119-73
То же, из стали 14Х17Н2, с покрытием Хим.Пас:
Втулка 1-8-10-25-Хим.Пас-ОСТ 1 11120-73
То же, из латуни, с покрытием К3.хр:
Втулка 1-8-10-25-Кд.фос.окс-ОСТ 1 11121-73
То же, из бронзы, с покрытием Кд3.хр
Втулка 1-8-10-25-Кд.фос.окс-ОСТ 1 11122-73
Как установить втулку без пресса
Установка втулки без пресса
Если у вас нет доступа к гидравлическому прессу, как у очень немногих из нас, есть простая и недорогая альтернатива установке втулки подвески. Используя инструменты, которые у нас были, и поездку в строительный магазин, мы создали самодельный установщик втулок, который справился с работой быстро и эффективно. Что еще более важно, стоимость оборудования была менее 10 долларов. В этой статье мы покажем вам, как создать собственный установщик втулки, и дадим вам несколько советов, которые нужно и что нельзя делать, чтобы установка прошла как можно более гладко.
Для тех из вас, кто изучает визуальное восприятие.
Снятие втулки OE
Перед установкой новой втулки необходимо удалить старую. Если вам нужна помощь в снятии втулки оригинального производителя, ознакомьтесь с нашей статьей «Как выжигать втулки: правильный путь».
** Обязательно ознакомьтесь с инструкциями по установке, прежде чем снимать внешнюю оболочку, так как многие втулки вторичного рынка требуют использования корпуса оригинального производителя. ** Но для тех из вас, у кого втулки с новой внешней оболочкой, прочтите ниже посмотреть, как мы установили втулку без гидравлического пресса.
Отшлифуйте и отполируйте корпус
После того, как вы сняли втулку и кожух оригинального производителя, у вас должен остаться пустой корпус. Перед установкой чего-либо рекомендуется отшлифовать и отполировать внутренний диаметр корпуса, чтобы удалить любую скопившуюся коррозию, загрязнения или ржавчину. Меньше всего вам понадобится острый край, который повредит вашу новую втулку при ее установке. Кроме того, чистый и полированный корпус снижает трение, что упрощает установку новой втулки.
Детали для установки втулки: что можно и чего нельзя делать
После того, как ваш корпус будет подготовлен, можно приступить к созданию установщика проходного изолятора. Полное раскрытие информации: первый установщик проходных изоляторов, который мы создали, не удался. Его просто не хватало, чтобы обеспечить силу, необходимую для установки втулки. Итак, на протяжении всего описания этого установщика, когда мы говорим «вы не хотите использовать» что-то, это потому, что мы пробовали это сделать, и это не удалось.
Розетки или труба
Мы использовали набор сокетов, потому что у нас был доступный набор, поэтому, если у вас есть набор сокетов, вы можете его использовать.Но если у вас ее нет, и вы не хотите тратить сотню долларов на хороший набор розеток, не волнуйтесь. Вы можете сделать то же самое с двумя кусками металлической трубы по 3 доллара. Вам понадобится кусок трубы того же диаметра, что и втулки, и второй кусок трубы большего диаметра, который будет упираться в корпус, в который вы устанавливаете втулки.
Важные примечания относительно гаек и болтов
Теперь, когда у вас есть розетки или трубы, вам понадобится болт с резьбой, чтобы пройти через все приспособление.Несколько важных моментов о болтах и гайках:
Используйте болт класса 8, а не класса 5
Болт класса 8 идентифицируется очень легко. На головке болта вы увидите несколько линий. Если на головке 6 линий, это 8-й класс, если 3 линии, это 5-й класс.
Первый установщик втулки, который мы построили, использовал стержень 5-го класса с полной резьбой. Резьба на Grade 5 была слишком мягкой и выходила из строя под давлением, когда мы устанавливали втулку в корпус.Когда мы перешли на болт Grade 8, мы задались вопросом, зачем мы вообще пробовали что-то еще.
Используйте грубую, а не тонкую резьбу
Обладая блестящим умом (сарказм), мы обязательно подумали, что нужно использовать стержень с тонкой резьбой. Чем больше ниток, тем меньше усилий требуется для завершения витка резьбы. Таким образом уменьшилось количество силы, необходимой для вдавливания втулки. Так или иначе, была мысль. Но на практике тонкие нити были слабее и выходили из строя под нагрузкой. Грубая резьба прочнее и долговечнее для задачи, требующей такого же усилия, как установка втулки.
Используйте болт наибольшего допустимого диаметра
Этот болт будет подвергаться большим нагрузкам при установке втулки, поэтому вам понадобится крепкий болт. Но этот болт должен пройти через внутреннюю втулку вашей втулки. Убедитесь, что у вас болт самого большого диаметра, соответствующего размеру вашей внутренней втулки.
Длинные болты класса 8 обычно имеют небольшую резьбу
Вот на этом мы должны были остановиться и надеть ограничения на мышление. Вся суть установщика втулки заключалась в том, чтобы затянуть две гайки, в результате чего гнезда прижимались к втулке с одной стороны и к корпусу с другой, вталкивая втулку в корпус.Поэтому нам нужен был болт с резьбой, который позволил бы полностью закрутить втулку. Вот почему мы изначально использовали стержень с полной резьбой, с большим количеством резьбы. Но как только это не удалось, мы попытались найти подходящий болт класса 8. К сожалению, болты Grade 8 в нашем местном хозяйственном магазине имели короткую длину резьбы. После того, как мы закрутили гайку до места, где она касалась гнезда, у нас осталось, может быть, один или два витка резьбы. После того, как мы надули на минутку, загорелась лампочка. Шайбы! Используя стопку шайб в качестве регулировочных шайб, мы смогли использовать всю резьбу, а затем некоторые.После того, как мы затянули гайку до конца резьбы, мы сняли гайку и добавили дополнительные шайбы, чтобы установить болт на конец резьбы.
После того, как мы надули на минутку, загорелась лампочка. Шайбы! Используя стопку шайб в качестве регулировочных шайб, мы смогли использовать всю резьбу, а затем некоторые.После того, как мы затянули гайку до конца резьбы, мы сняли гайку и добавили дополнительные шайбы, чтобы установить болт на конец резьбы.
Используйте высокую гайку
Чем выше гайка, тем больше резьбы у гайки. Наш первый орех оказался коротким. Когда мы перешли в 8 класс, нам тоже пришлось поменять гайки. У более высокой гайки было намного больше резьбы, что позволяло усилию распространяться на большую часть болта, создавая меньшую нагрузку на каждую отдельную резьбу. Теперь все, что вам нужно, это два гаечных ключа (или один гаечный ключ и пара тисков), и у вас есть самодельный установщик втулки.
Советы и приемы перед установкой
Перед тем, как вы начнете затягивать, есть еще несколько советов и приемов, которые вы можете использовать, чтобы сделать вашу установку более плавной.
Смажьте болт
Это был решающий шаг в нашем успехе. При первом обходе мы не смазывали болт. Гайка сильно нагрелась (на ощупь) из-за трения. Это тепло размягчило металл, сделав стержень не только слишком слабым для установки втулки, но и фактически разрушив резьбу.На болте 8 класса смазали резьбу. Это уменьшило трение, что уменьшило нагрев, позволяя металлу оставаться прочным.
Смажьте корпус маслом
Так же смазываем корпус маслом. Масло помогало втулке скользить, уменьшая трение. Кроме того, слой масла защитит только что отполированный металл от коррозии.
Заморозка втулки
А? Да, вы правильно прочитали. Наука это подтверждает. Металл сжимается на морозе.Мы помещаем втулку в морозильную камеру на 24 часа перед установкой, чтобы облегчить сжатие втулки. Теперь втулка не просто упала, но даже малейшее уменьшение диаметра втулки может иметь решающее значение.
Установка втулки
Теперь вы готовы к установке. Используйте гаечный ключ или тиски, чтобы затянуть одну из гаек. Затем затяните другую гайку гаечным ключом. Когда гнездо толкает втулку, противоположное гнездо действует как скоба, прижимаясь к корпусу, по существу вдавливая втулку в корпус.Через несколько минут втулка полностью оказалась в корпусе без пресса.
Используйте гаечный ключ или тиски, чтобы затянуть одну из гаек. Затем затяните другую гайку гаечным ключом. Когда гнездо толкает втулку, противоположное гнездо действует как скоба, прижимаясь к корпусу, по существу вдавливая втулку в корпус.Через несколько минут втулка полностью оказалась в корпусе без пресса.
Когда у нас появились нужные инструменты, процесс стал очень простым. Мы даже использовали тот же инструмент, чтобы удалить втулку, а затем вставить ее НАЗАД. На самом деле все дело в правильных инструментах. Поэтому, если у вас возникли проблемы с установкой проходного изолятора с помощью самодельного установщика проходного изолятора, помните:
Ключ к вашему успеху — убедиться, что у вас есть подходящие инструменты для работы. Но не забывайте эти полезные советы и рекомендации:
Если у вас есть другие вопросы, оставьте комментарий ниже или свяжитесь с нашей службой поддержки клиентов DST.Делитесь успехами и неудачами (если решитесь) в комментариях ниже? Кого-нибудь удивило замерзание кончика втулки?
Как это:
Нравится Загрузка …
Как заменить втулку рычага управления »Блог NAPA Know How
У всех автомобилей есть изнашиваемые детали. Это жертвенные ягнята, которые злоупотребляют дорожным движением, так что основные компоненты не нуждаются в этом. Многие из них имеют форму втулок или шарниров. Подвеска — это то место, где большинство людей сталкивается с этими предметами износа.Несмотря на то, что технологии значительно продлили срок службы этих компонентов, в конечном итоге они все еще нуждаются в замене. К тому времени, когда ваш автомобиль преодолевает расстояние 100–120 км, время эксплуатации большей части втулок и шарниров подвески довольно быстро тикает. Даже если вы не выполняете эту работу самостоятельно, знание того, как заменить втулку рычага подвески, поможет вам лучше понять, чем на самом деле занимается ваш механик.
Резиновые втулки выполняют несколько функций — гашение вибрации, снижение шума и плавность хода, но они изнашиваются. Обратите внимание на внутренние и внешние рукава.
Обратите внимание на внутренние и внешние рукава.Замена этих элементов — довольно простой процесс, но есть несколько советов и приемов, которые помогут вам сделать это быстро. Есть несколько способов выполнить эту задачу, и мы обсудим здесь каждый из них. Вначале нужно поговорить о самих втулках. Втулки, подобные тем, которые используются в рычагах подвески, состоят из трех компонентов — внешней оболочки, резиновой или полиуретановой втулки и внутренней втулки. Резина — это то, что ломается, хотя корпус и гильза часто ржавеют, что затрудняет их удаление.Снятие и установка действительно касается только внешней оболочки, так как это часть, которая фактически соединяется с рычагом управления. Это важно отметить, так как вы можете удалить центральные насадки, фактически не снимая кожух.
Метод снятия вручную
Это самый сложный метод снятия втулок поперечного рычага, который существует, но он также наиболее часто используется непрофессионалами. Обычно вы помещаете рычаг в тиски или просто держитесь за землю и ударяете молотком по втулке рычага подвески.Это плохо работает и может легко повредить саму руку.
Это не рычаг управления, это задний конец GM с 10 болтами. В нем используется резиновая втулка того же типа. Мы использовали ручной метод, чтобы удалить это.Обход этого метода заключается в использовании пневматического молотка и долбежке краев гильзы, вбивая вокруг гильзы серию клиньев. Это приведет к достаточной усадке оболочки, чтобы вы могли вытолкнуть ее из руки, не повредив ее.
Метод ручного резьбового пресса
Второй метод — самый простой вариант для строителей своими руками без полноразмерного пресса.Прелесть этого заключается в том, что вы можете использовать инструмент, чтобы это произошло. Вам понадобится пресс с шаровым шарниром, различные чашки и, возможно, гнездо, подходящее к внешней оболочке втулки поперечного рычага.
Пресс с шаровым шарниром упрощает процесс, если у вас нет доступа к прессу. Просто установите его, как если бы вы использовали гидравлический пресс, и используйте гаечный ключ для управления шуруповертом.
Просто установите пресс с большой чашкой на руке, которая достаточно велика, чтобы вместить внешнюю оболочку. Выберите отвертку, которая соответствует диаметру внешней оболочки для внутренней части втулки рычага подвески (где вы будете ее выдавливать), и медленно вытолкните втулку рычага управления наружу.Выполните операцию в обратном порядке, чтобы установить новую втулку.
Гидравлический прессовый метод
Это самый простой и быстрый способ снятия и установки втулок поперечного рычага. Для выполнения этой операции используются те же основные шаги, что и на резьбовом прессе.
Гидравлический цеховой пресс самый простой, но нужно быть осторожным, чтобы не раздавить рычаг. Выберите два больших гнезда: одно, которое подходит к большому концу втулки (где он будет выталкиваться), и меньшее, чтобы соответствовать внешней оболочке с другой стороны.Меньшее гнездо должно входить в отверстие для втулки в руке. Если вам нужно выдавить резину, работает тот же процесс, просто используйте меньшее гнездо, которое подходит для резиновой части, а не корпуса. Все готово, готово к запрессовке новой втулки.Ключом ко всем этим процессам является обеспечение того, чтобы рычаг управления не был поврежден, особенно на штампованных стальных рычагах, которые могут быть раздавлены, если чаша привода касается краев рычага, а не внешней оболочки. Есть некоторые втулки, которые требуют повторного использования внешней оболочки. Убедитесь, что вы знаете, какой у вас тип, прежде чем приступить к работе с ним.Работа, необходимая для замены втулки поперечного рычага, может быть утомительной, но с правильными инструментами вы справитесь в кратчайшие сроки. Как всегда, в случае сомнений обратитесь к специалистам в местном центре NAPA AutoCare, если вам неудобно выполнять эту работу.
Ознакомьтесь со всеми инструментами и оборудованием  Для получения дополнительной информации о том, как заменить втулку поперечного рычага, поговорите со знающим экспертом в местном магазине NAPA AUTO PARTS.
Для получения дополнительной информации о том, как заменить втулку поперечного рычага, поговорите со знающим экспертом в местном магазине NAPA AUTO PARTS.
Джефферсон Брайант, работающий на всю жизнь, проводит в магазине больше времени, чем где-либо еще. Его карьера началась в автомобильной аудиоиндустрии в качестве менеджера магазина, а затем он перешел на должность дизайнера в Rockford Fosgate. В 2003 году он начал писать технические статьи для журналов и с тех пор работает автомобильным журналистом. Его работы были представлены в Car Craft, Hot Rod, Rod & Custom, Truckin ’, Mopar Muscle и многих других. Джефферсон также написал 4 книги и снял бесчисленное количество видеороликов.Джефферсон управляет своей личной гаражной студией Red Dirt Rodz, где создаются все его журнальные статьи и технические видео.
Нет прессы, нет проблем — NASA Speed News Magazine
Вот старый корявый нижний рычаг подвески от Acura Integra 1993 года выпуска с изношенными резиновыми втулками. «Трение» резиновых втулок в том, что их трудно удалить. Мы собираемся показать вам, как их получить.Как и большинство гонщиков, я работаю над своим гоночным автомобилем. И эта работа должна выполняться с использованием любых инструментов, которые есть у меня в гараже.К сожалению, у меня нет таких предметов роскоши, как лифт, пресс или дежурный механик. Все, что связано с моей машиной, должен делать я, и я как бы учусь на ходу, используя изобретательность, терпение и множество сломанных суставов.
Недавно хотел заменить резиновые втулки подвески на полиуретановые. Получить втулки было дешево и легко благодаря Ebay и быстрой доставке. Самое сложное наступило, когда я понял, что у меня нет пресса, чтобы вытащить старые резиновые втулки. У меня было несколько вариантов: бежать в Harbor Freight и купить пресс или пойти в магазин и попросить их сделать за меня всю работу.Ни один из вариантов не казался подходящим, потому что у меня не было ни времени, ни денег ни на один из них. Гонка была на следующий день, и грузовой порт уже был закрыт. Это оставило мне работу… и факел.
Гонка была на следующий день, и грузовой порт уже был закрыт. Это оставило мне работу… и факел.
Огонь — ваш друг. Если сомневаетесь, сделайте это горячо.Используя фонарик для бутылочек, я решил выжечь втулки нижнего рычага подвески, так как у меня не было пресса. Совет профессионала: вставьте нижний рычаг в тиски. Не пытайтесь держать его в руке, пока вы сжигаете втулки. Металл быстро передает тепло, и ожоги заживают долго. Как только огонь действительно разгорелся и резина стала мягкой, все, что мне нужно было сделать, это взорвать центр втулки молотком.
Самый простой способ вытащить эту надоедливую резиновую втулку из нижнего рычага — это сжечь.Небольшой фонарик для бутылок и зажигалка помогут вам в пути. Резина будет гореть, и как только вы начнете готовить, у вас будет крошечный костер внутри вашего нижнего рычага управления. Дайте ему прогореть до такой степени, чтобы резина стала достаточно мягкой, чтобы вы могли выбить металлическую втулку в центре втулки. Пока втулка все еще горела, начните выбивать металлическую втулку посередине. Если у вас есть достаточно горячие вещи, это выйдет довольно легко. Используйте удлинитель на полдюйма, чтобы держать руки подальше от горячих предметов, когда вы выбиваете гильзу.После этого внешняя металлическая втулка втулки осталась внутри нижнего рычага подвески. Огонь мне в этом не поможет. Однако то, что огонь не может исправить, обычно могут пила и молоток. Я разрезал гильзу ножовкой, а затем долотом и молотком деформировал гильзу, чтобы она вышла наружу.
Вы обожгли резину и выбили металлическую втулку из центра втулки. Однако до того, как полиуретановая втулка можно будет запрессовать, вам еще предстоит пройти долгий путь.Теперь поработайте над снятием внешней металлической втулки с нижнего рычага подвески. Поскольку у вас нет пресса, вам нужно будет разрезать втулку ножовкой. Проблема в том, что гильза находится внутри замкнутого металлического круга. Просто снимите полотно с пилы, а затем наденьте его обратно, когда полотно находится внутри нижнего рычага управления, и вы сможете отпилить. Если вы тратите 10 минут и делаете отверстие в плече, пытаясь пропилить 1/16 -дюймовой толщины кусок металла, тогда вам понадобится новое лезвие.При замене полотна вставьте его в нижний рычаг управления перед тем, как прикрепить его к пиле. Теперь можно разрезать втулку. Наружная втулка резиновой втулки не очень толстая. Вам нужно только прорезать тонкую линию в металлической втулке. Не заходите слишком далеко. Если вы это сделаете, вам придется прорезать нижний рычаг подвески и, возможно, отправиться на площадку для разрушения, чтобы достать один. Теперь, когда у вас есть тонкий порез в металлической гильзе, вам понадобится долото и молоток. начните выталкивать втулку из поперечного рычага.Опять же, будьте осторожны, чтобы деформировать саму втулку, а не нижний рычаг. Как только внешняя металлическая втулка достаточно деформируется, возьмите молоток и разбейте этого плохого парня. Иногда молоток аналогичного диаметра может помочь вам выбить гильзу.
Поскольку у вас нет пресса, вам нужно будет разрезать втулку ножовкой. Проблема в том, что гильза находится внутри замкнутого металлического круга. Просто снимите полотно с пилы, а затем наденьте его обратно, когда полотно находится внутри нижнего рычага управления, и вы сможете отпилить. Если вы тратите 10 минут и делаете отверстие в плече, пытаясь пропилить 1/16 -дюймовой толщины кусок металла, тогда вам понадобится новое лезвие.При замене полотна вставьте его в нижний рычаг управления перед тем, как прикрепить его к пиле. Теперь можно разрезать втулку. Наружная втулка резиновой втулки не очень толстая. Вам нужно только прорезать тонкую линию в металлической втулке. Не заходите слишком далеко. Если вы это сделаете, вам придется прорезать нижний рычаг подвески и, возможно, отправиться на площадку для разрушения, чтобы достать один. Теперь, когда у вас есть тонкий порез в металлической гильзе, вам понадобится долото и молоток. начните выталкивать втулку из поперечного рычага.Опять же, будьте осторожны, чтобы деформировать саму втулку, а не нижний рычаг. Как только внешняя металлическая втулка достаточно деформируется, возьмите молоток и разбейте этого плохого парня. Иногда молоток аналогичного диаметра может помочь вам выбить гильзу.Как только старая втулка была снята, все, что мне нужно было сделать, это смазать новую полиуретановую втулку и поместить ее в нижний рычаг. Резиновый молоток легко справился с этой задачей. На изготовление одной втулки у меня ушло всего около часа. Хорошая новость в том, что я смог сделать это без какой-либо посторонней помощи и дополнительных затрат.Плохая новость заключалась в том, что в машине было еще 11 сайлентблоков. Ну что ж, я могу спать, когда умру.
Пришло время заменить мягкую резиновую втулку полиуретановой. Используйте прилагаемую смазку для покрытия втулок. Вы хотите, чтобы втулки вращались внутри нижнего рычага подвески, а не заедали. Материал втулки обеспечивает герметичность подвески. Смазка помогает вещам двигаться как надо, плавно, без заеданий. После всех усилий, которые потребовались для извлечения резиновых втулок, новые полиуретановые втулки входят в них, как масло.Чтобы протолкнуть его внутрь, вам не понадобится пресс, только рука. Одна из причин, по которой полиуретановые втулки легко вставлять в подвески, заключается в том, что они состоят из двух отдельных половинных секций. Эти секции можно вставлять в нижний рычаг управления с любой стороны, не требуя деформации материала. Теперь, когда втулка вставлена, пора пробить втулку, которая закрепит болт, удерживающий амортизатор на нижнем рычаге рука. Молоток и хорошая зрительно-моторная координация легко помогут вам в этом.Немного костра, немного пиления, немного тонкости, и вы получите новую жесткую полиуретановую втулку вместо изношенной резиновой. Все это было сделано без пресса и заняло всего около часа вашей жизни.
После всех усилий, которые потребовались для извлечения резиновых втулок, новые полиуретановые втулки входят в них, как масло.Чтобы протолкнуть его внутрь, вам не понадобится пресс, только рука. Одна из причин, по которой полиуретановые втулки легко вставлять в подвески, заключается в том, что они состоят из двух отдельных половинных секций. Эти секции можно вставлять в нижний рычаг управления с любой стороны, не требуя деформации материала. Теперь, когда втулка вставлена, пора пробить втулку, которая закрепит болт, удерживающий амортизатор на нижнем рычаге рука. Молоток и хорошая зрительно-моторная координация легко помогут вам в этом.Немного костра, немного пиления, немного тонкости, и вы получите новую жесткую полиуретановую втулку вместо изношенной резиновой. Все это было сделано без пресса и заняло всего около часа вашей жизни.| 80, 79, 1/64, 78, 77, 76, 75, 74, 73, 72, 71, 70 | .0135 до .0280 | 5 / 32 (.1578 / .1575) | 1/4 | P-10-4 | Купить |
| 80, 79, 1/64, 78, 77, 76, 75, 74, 73, 72, 71, 70 | .0135 до .0280 | 5/32 (.1578 / .1575) | 5/16 | P-10-5 | Купить |
| 80, 79, 1/64, 78, 77, 76, 75, 74, 73, 72, 71, 70 | .0135 до .0280 | 5/32 (.1578 / .1575) | 3/8 | P-10-6 | Купить |
| 80, 79, 1/64, 78, 77, 76, 75, 74, 73, 72, 71, 70 | от 0,0135 до 0,0280 | 5/32 (.1578 / .1575) | 1/2 | P-10-8 | Купить |
| 69, 68, 1/32, 67, 66, 65, 64, 63, 62, 61, 60, 59, 58, 57, 56, 3/64 | .0292 до .0469 | 5/32 (.1578 / .1575) | 1/4 | P-10-4 | Купить |
| 69, 68, 1/32, 67, 66, 65, 64, 63, 62, 61, 60, 59, 58, 57, 56, 3/64 | от 0,0292 до 0,0469 | 5/32 (.  1578 / .1575) 1578 / .1575) | 5/16 | P-10-5 | Купить |
| 69, 68, 1/32, 67, 66, 65, 64, 63, 62, 61, 60, 59, 58, 57, 56, 3 / 64 | от 0,0292 до 0,0469 | 5/32 (.1578 / .1575) | 3/8 | P-10-6 | Купить |
| 69, 68, 1/32, 67, 66, 65, 64, 63, 62, 61, 60, 59, 58, 57, 56, 3/64 | .0292 до .0469 | 5/32 (.1578 / .1575) | 1/2 | P-10-8 | Купить |
| 69, 68, 1/32, 67, 66, 65, 64, 63, 62, 61, 60, 59, 58, 57, 56, 3/64 | .0292 до .0469 | 5/32 (.1578 / .1575) | 3/4 | P-10-12 | Купить |
| 55, 54, 53, 1/16 | .0520 до .0625 | 5/32 (.1578 / .1575) | 1/4 | P-10-4 | Купить |
| 55, 54, 53, 1/16 | . 0520 до .0625 | 5/32 (.1578 / .1575) | 5/16 | P-10-5 | Купить |
| 55, 54, 53, 1/16 | . 0520 до .0625 | 5/32 (.1578 / .1575) | 3/8 | P-10-6 | Купить |
| 55, 54, 53, 1/16 | .0520 до .0625 | 5/32 (.1578 / .1575) | 1/2 | P-10-8 | Купить |
| 55, 54, 53, 1/16 | . 0520 до .0625 | 5/32 (.1578 / .1575) | 3/4 | P-10-12 | Купить |
| 1/16, 52, 51, 50, 49, 48, 5/64, 47, 46, 45, 44, 43, 42, 3/32, 41, 40, 39 | от 0,0625 до 0,0995 | 3/16 (.1891 / .1888) | 1 / 4 | P-12-4 | Купить |
| 1/16, 52, 51, 50, 49, 48, 5/64, 47, 46, 45, 44, 43, 42, 3 / 32, 41, 40, 39 | . 0625 до .0995 0625 до .0995 | 3/16 (.1891 / .1888) | 5/16 | P-12-5 | Купить |
| 1/16, 52, 51, 50, 49, 48, 5/64, 47, 46, 45, 44, 43, 42, 3/32, 41, 40, 39 | от 0,0625 до 0,0995 | 3/16 (.1891 / .1888) | 3 / 8 | P-12-6 | Купить |
| 1/16, 52, 51, 50, 49, 48, 5/64, 47, 46, 45, 44, 43, 42, 3 / 32, 41, 40, 39 | от 0,0625 до 0,0995 | 3/16 (.1891 / .1888) | 1/2 | P-12-8 | Купить |
| 1/16, 52, 51, 50, 49, 48, 5/64, 47, 46, 45, 44, 43, 42, 3/32, 41, 40, 39 | от 0,0625 до 0,0995 | 3/16 (.1891 / .1888) | 5/8 | P-12-10 | Купить |
| 1/16, 52, 51, 50, 49, 48, 5/64, 47, 46, 45, 44, 43, 42, 3/32, 41, 40, 39 | .0625 до .0995 | 3/16 (.1891 / .1888) | 3/4 | P-12-12 | Купить |
| 60, 59, 58, 57, 56, 3/64, 55, 54, 53 | .0400 до .0595 | 13/64 (.2046 / .2043) | 1/4 | P-13-4 | Купить |
| 60, 59, 58, 57, 56, 3 / 64, 55, 54, 53 | .0400 до .0595 | 13/64 (.2046 / .2043) | 5/16 | P-13-5 | Купить |
| 60, 59, 58, 57, 56, 3/64, 55, 54, 53 | от 0,0400 до 0,0595 | 13/64 (.2046 / .2043) | 3/8 | P-13-6 | Купить |
| 60, 59, 58, 57, 56, 3/64, 55, 54, 53 | .0400 до .0595 | 13/64 (.2046 / .2043) | 1/2 | P-13-8 | Купить |
| 60, 59, 58, 57, 56, 3 / 64, 55, 54, 53 | . 0400 до .0595 0400 до .0595 | 13/64 (.2046 / .2043) | 3/4 | P-13-12 | Купить |
| 1 / 16, 52, 51, 50, 49, 48, 5/64, 47, 46, 45, 44, 43, 42, 3/32, 41, 40, 39 | от 0,0625 до 0,0995 | 13/64 (.2046 /.2043) | 1/4 | P-13-4 | Купить |
| 1/16, 52, 51, 50, 49, 48, 5/64, 47, 46, 45, 44, 43 , 42, 3/32, 41, 40, 39 | .0625 до .0995 | 13/64 (.2046 / .2043) | 5/16 | P-13-5 | Купить |
| 1/16, 52, 51, 50, 49, 48, 5/64, 47, 46, 45, 44, 43, 42, 3/32, 41, 40, 39 | от 0,0625 до 0,0995 | 13/64 (.2046 / .2043) | 3/8 | P-13-6 | Купить |
| 1/16, 52, 51, 50, 49, 48, 5/64 , 47, 46, 45, 44, 43, 42, 3/32, 41, 40, 39 | .От 0625 до .0995 | 13/64 (.2046 / .2043) | 1/2 | P-13-8 | Купить |
| 1/16, 52, 51, 50, 49, 48, 5/64, 47, 46, 45, 44, 43, 42, 3/32, 41, 40, 39 | .0625 до .0995 | 13/64 (.2046 / .2043) | 3/4 | P-13-12 | Купить |
| 1/16, 52, 51, 50, 49, 48, 5/64, 47, 46, 45, 44, 43, 42, 3/32, 41, 40, 39 | .0625 до.0995 | 13/64 (.2046 / .2043) | 1 | P-13-16 | Купить |
| 1/16, 52, 51, 50, 49, 48, 5/64, 47, 46, 45, 44, 43, 42, 3/32, 41, 40, 39 | от 0,0625 до 0,0995 | 13/64 (.2046 / .2043) | 1-3 / 8 | P-13-22 | Купить |
| 40, 39, 38, 37, 36, 7/64, 35, 34, 33, 32, 31, 1/8, 30, 29, 28, 9/64 | .0980 до .1406 | 1/4 (.2516 / .2513) | 1/4 | P-16-4 | Купить |
| 40, 39, 38, 37, 36, 7/64, 35, 34, 33, 32, 31, 1/8, 30, 29, 28, 9/64 | . 0980 до .1406 0980 до .1406 | 1/4 (.2516 / .2513) | 5/16 | P-16-5 | Купить |
| 40, 39, 38, 37, 36, 7/64, 35, 34, 33, 32, 31, 1/8, 30, 29, 28, 9/64 | .0980 до .1406 | 1/4 (.2516 / .2513) | 3/8 | P-16-6 | Купить |
| 40, 39, 38, 37, 36, 7/64, 35, 34, 33, 32, 31, 1/8, 30, 29, 28, 9/64 | .0980 к .1406 | 1/4 (.2516 / .2513) | 1/2 | P-16-8 | Купить |
| 40, 39, 38, 37, 36, 7 / 64, 35, 34, 33, 32, 31, 1/8, 30, 29, 28, 9/64 | от 0,0980 до 0,1406 | 1/4 (0,2516 / 0,2513) | 5/8 | P-16-10 | Купить |
| 40, 39, 38, 37, 36, 7/64, 35, 34, 33, 32, 31, 1/8, 30, 29, 28, 9/64 | .0980 до .1406 | 1/4 (.2516 / .2513) | 3/4 | P-16-12 | Купить |
| 40, 39, 38, 37, 36, 7/64, 35, 34, 33, 32, 31, 1/8, 30, 29, 28, 9/64 | .0980 до .1406 | 1/4 (.2516 / .2513) | 1 | P-16-16 | Купить |
| 40, 39, 38, 37, 36, 7/64, 35, 34, 33, 32, 31, 1/8, 30, 29, 28, 9/64 | .0980 до .1406 | 1 / 4 (.2516 / .2513) | 1-3 / 8 | P-16-22 | Купить |
| 1/8, 30, 29, 28, 9/64, 27, 26, 25, 24, 23, 5/32, 22, 21, 20, 19, 18, 11/64, 17, 16, 15, 14, 13, 3/16, 12, 11, 10 | .1250 до .1935 | 5/16 (.3141 / .3138) | 1/4 | P-20-4 | Купить |
| 1/8, 30, 29, 28, 9 / 64, 27, 26, 25, 24, 23, 5/32, 22, 21, 20, 19, 18, 11/64, 17, 16, 15, 14, 13, 3/16, 12, 11, 10 | .1250 до .1935 | 5/16 (. 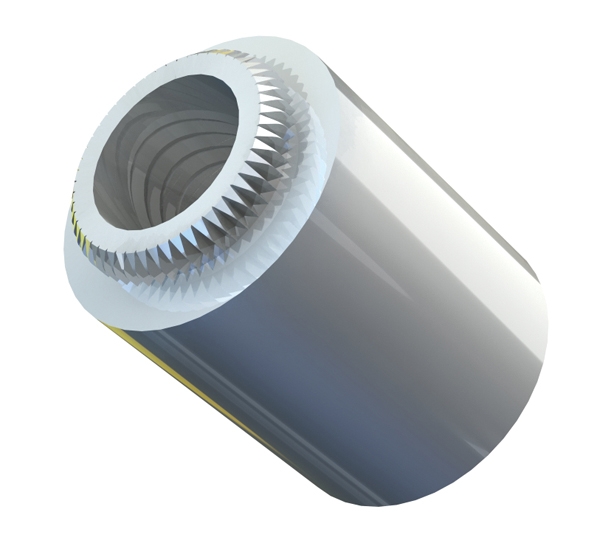 3141 / .3138) 3141 / .3138) | 5/16 | P-20-5 | Купить |
| 1/8, 30, 29, 28, 9/64, 27, 26, 25, 24, 23, 5/32, 22, 21, 20, 19, 18, 11/64, 17, 16, 15, 14, 13, 3/16, 12, 11, 10 | .С 1250 по .1935 | 5/16 (.3141 / .3138) | 3/8 | P-20-6 | Купить |
| 1/8, 30, 29, 28, 9 / 64, 27, 26, 25, 24, 23, 5/32, 22, 21, 20, 19, 18, 11/64, 17, 16, 15, 14, 13, 3/16, 12, 11, 10 | .1250 до .1935 | 5/16 (.3141 / .3138) | 1/2 | P-20-8 | Купить |
| 1/8, 30, 29, 28, 9/64, 27, 26, 25, 24, 23, 5/32, 22, 21, 20, 19, 18, 11/64, 17, 16, 15, 14, 13, 3/16, 12, 11, 10 | .С 1250 по .1935 | 5/16 (.3141 / .3138) | 5/8 | P-20-10 | Купить |
| 1/8, 30, 29, 28, 9 / 64, 27, 26, 25, 24, 23, 5/32, 22, 21, 20, 19, 18, 11/64, 17, 16, 15, 14, 13, 3/16, 12, 11, 10 | .1250 до .1935 | 5/16 (.3141 / .3138) | 3/4 | P-20-12 | Купить |
| 1/8, 30, 29, 28, 9/64, 27, 26, 25, 24, 23, 5/32, 22, 21, 20, 19, 18, 11/64, 17, 16, 15, 14, 13, 3/16, 12, 11, 10 | .1250 до .1935 | 5/16 (.3141 / .3138) | 1 | P-20-16 | Купить |
| 1/8, 30, 29, 28, 9/64, 27, 26, 25, 24, 23, 5/32, 22, 21, 20, 19, 18, 11/64, 17, 16, 15, 14, 13, 3/16, 12, 11, 10 | . С 1250 по .1935 | 5/16 (.3141 / .3138) | 1-3 / 8 | P-20-22 | Купить |
| 10, 9, 8, 7, 13 / 64, 6, 5, 4, 3, 7/32, 2, 1 | . 1935 г. до.2280 | 3/8 (.3766 / .3763) | 1/4 | P-24-4 | Купить |
| 10, 9, 8, 7, 13/64, 6, 5 , 4, 3, 7/32, 2, 1 | . 1935 до .2280 1935 до .2280 | 3/8 (.3766 / .3763) | 3/8 | P-24-6 | Купить |
| 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1 | .1935 до .2280 | 3/8 (.3766 / .3763) | 1/2 | P-24-8 | Купить |
| 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1 | .1935 по .2280 | 3/8 (.3766 / .3763) | 3/4 | P-24-12 | Купить |
| 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1 | .1935 до .2280 | 3/8 (.3766 / .3763) | 1 | P-24-16 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1, A, 15/64, B, C, D, 1/4, F | . 1875 — 0,2570 | 13/32 (.4078 / .4075) | 1/4 | P-26-4 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1, A, 15/64, B, C, D, 1/4, F | от 0,1875 до 0,2570 | 13/32 (.4078 / .4075) | 5/16 | P-26-5 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7 / 32, 2, 1, A, 15/64, B, C, D, 1/4, F | . 1875 — 0,2570 | 13/32 (.4078 / .4075) | 3/8 | P-26-6 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1, A, 15/64, B, C, D, 1/4, F | от 0,1875 до 0,2570 | 13/32 (.4078 / .4075) | 1/2 | P-26-8 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7 / 32, 2, 1, A, 15/64, B, C, D, 1/4, F | . 1875 — 0,2570 | 13/32 (.4078 / .4075) | 3/4 | P-26-12 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1, A, 15/64, B, C, D, 1/4, F | от 0,1875 до 0,2570 | 13/32 (.  4078 / .4075) 4078 / .4075) | 1 | P-26-16 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1, A, 15/64, B, C, D, 1/4, F | . 1875 — 0,2570 | 13/32 (.4078 / .4075) | 1-3 / 8 | P-26-22 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1, A, 15/64, B, C, D, 1/4, F | от 0,1875 до 0,2570 | 13/32 (.4078 / .4075 ) | 1-3 / 4 | P-26-28 | Купить |
| 15/64, 1/4, F, 17/64, 9/32 | .2344 .2500 . 2570 .2656 .2812 | 7/16 (.4392 /.4389) | 1/4 | P-28-4 | Купить |
| 15/64, 1/4, F, 17/64, 9/32 | .2344 .2500 .2570 .2656 .2812 | 7/16 (.4392 / .4389) | 5/16 | P-28-5 | Купить |
| 15/64, 1/4, F, 17/64, 9/32 | .2344 .2500 .2570 .2656 .2812 | 7/16 (.4392 / .4389) | 3/8 | P-28-6 | Купить |
| 15/64, 1/4, F, 17/64, 9/32 | .2344 .2500 .2570 .2656 .2812 | 7/16 (.4392 / .4389) | 1/2 | P-28-8 | Купить |
| 15/64 , 1/4, F, 17/64, 9/32 | .2344 .2500 .2570 .2656 .2812 | 7/16 (.4392 / .4389) | 5/8 | P-28-10 | Купить |
| 15/64, 1/4, F, 17/64, 9/32 | .2344 .2500 .2570 .2656 .2812 | 7/16 (.4392 / .4389) | 3/4 | P-28-12 | Купить |
| 15/64, 1/4, F, 17 / 64, 9/32 | . 2344 2344 .2500 .2570 .2656 .2812 | 7/16 (.4392 / .4389) | 1 | P-28-16 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1, A, 15/64, B, C, D , 1/4, F, G, 17/64, H, I, J, K, 9/32, L, M, 19/64, N, 5/16, O | .1875 до .3160 | 1/2 (.5017 / .5014) | 5/16 | P-32-5 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1, A, 15/64, B, C, D, 1/4, F, G, 17/64, H, I, J, K, 9/32, L, M, 19/64, N, 5/16, O | от 0,1875 до 0,3160 | 1/2 (.5017 / .5014) | 3/8 | P-32-6 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1, A, 15/64, B, C, D, 1/4, F, G, 17/64, H, I, J, K, 9/32, L, M, 19/64, N, 5 / 16, О | .1875 до .3160 | 1/2 (.5017 / .5014) | 1/2 | P-32-8 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1, A, 15/64, B, C, D, 1/4, F, G, 17/64, H, I, J, K, 9/32, L, M, 19/64, N, 5/16, O | от 0,1875 до 0,3160 | 1/2 (.5017 / .5014) | 3/4 | P-32-12 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1, A, 15/64, B, C, D, 1/4, F, G, 17/64, H, I, J, K, 9/32, L, M, 19/64, N, 5 / 16, О | .1875 до .3160 | 1/2 (.5017 / .5014) | 1 | P-32-16 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1, A, 15/64, B, C, D, 1/4, F, G, 17/64, H, I, J, K, 9/32, L, M, 19/64, N, 5/16, O | . 1875 до .3160 | 1/2 (.5017 / .5014) | 1-3 / 8 | P-32-22 | Купить |
| 3/16, 12, 11, 10, 9, 8, 7, 13/64, 6, 5, 4, 3, 7/32, 2, 1, A, 15/64, B, C, D, 1/4, F, G, 17/64, H, I, J, K, 9/32, L, M, 19/64, N, 5 / 16, О | . 1875 до .3160 1875 до .3160 | 1/2 (.5017 / .5014) | 1-3 / 4 | P-32-28 | Купить |
| N, 5/16, O, P, 21/64, Q, R, 11/32 | .3020 до .3438 | 9/16 (.5642 / .5639) | 3/8 | P-36-6 | Купить |
| N, 5/16, O, P, 21/64, Q, R, 11/32 | .3020 до .3438 | 9/16 (.5642 / .5639) | 1/2 | P-36-8 | Купить |
| N, 5/16, O, P, 21/64, Q, R, 11/32 | .3020 до .3438 | 9/16 (.5642 / .5639) | 3/4 | P-36-12 | Купить |
| N, 5/16, O, P, 21 / 64, Q, R, 11/32 | .3020 до .3438 | 9/16 (.5642 / .5639) | 1 | P-36-16 | Купить |
| 5 / 16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16 | .3125 до .4375 | 5/8 (.6267 / .6264) | 5/16 | P-40-5 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16 | .3125 до .4375 | 5/8 (. 6267 / .6264) | 3/8 | P-40-6 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16 | .3125 до .4375 | 5/8 (.6267 / .6264) | 1/2 | P-40-8 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16 | .3125 до .4375 | 5/8 (. 6267 / .6264) | 5/8 | P-40-10 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16 | . 3125 до .4375 3125 до .4375 | 5/8 (.6267 / .6264) | 3/4 | P-40-12 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16 | .3125 до .4375 | 5/8 (. 6267 / .6264) | 1 | P-40-16 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23 / 64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16 | .3125 до .4375 | 5/8 (.6267 / .6264) | 1-1 / 4 | P-40-20 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16 | .3125 до .4375 | 5/8 (.6267 / .6264) | 1-3 / 8 | P-40-22 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16 | .3125 до.4375 | 5/8 (.6267 / .6264) | 1-3 / 4 | P-40-28 | Купить |
| 5/16, O, P, 21/64, Q , R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16 | .3125 к .4375 | 5/8 (.6267 / .6264) | 2-1 / 8 | P-40-34 | Купить |
| 5/16, O, P, 21/64 , Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16, 29 / 64, 15/32, 31/64, 1/2, 33/64, 17/32 | .3125 до .5312 | 3/4 (.7518 / .7515) | 3/8 | P-48-6 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16, 29 / 64, 15/32, 31/64, 1/2, 33/64, 17/32 | .3125 до .5312 | 3/4 (.7518 / .7515) | 1/2 | P- 48-8 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16, 29/64, 15/32, 31/64, 1/2, 33/64, 17/32 | . 3125 до .5312 3125 до .5312 | 3/4 (.7518 / .7515) | 5/8 | P-48-10 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16, 29 / 64, 15/32, 31/64, 1/2, 33/64, 17/32 | .3125 до .5312 | 3/4 (.7518 / .7515) | 3/4 | P- 48-12 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16, 29/64, 15/32, 31/64, 1/2, 33/64, 17/32 | .3125 до .5312 | 3/4 (.7518 / .7515) | 1 | P-48-16 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16, 29/64, 15/32, 31/64, 1/2, 33/64, 17/32 | .3125 до .5312 | 3/4 (.7518 / .7515) | 1-1 / 4 | P- 48-20 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16, 29/64, 15/32, 31/64, 1/2, 33/64, 17/32 | .3125 до .5312 | 3/4 (.7518 / .7515) | 1-3 / 8 | P-48-22 | Купить |
| 5/16, O, P, 21 / 64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16, 29/64, 15/32, 31/64, 1/2, 33/64, 17/32 | .3125 до .5312 | 3/4 (.7518 / .7515) | 1-3 / 4 | P-48-28 | Купить |
| 5/16, O, P, 21/64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16, 29/64, 15/32, 31/64, 1/2, 33/64, 17/32 | .3125 до .5312 | 3/4 (.7518 / .7515) | 2-1 / 8 | P-48-34 | Купить |
| 5/16, O, P, 21 / 64, Q, R, 11/32, S, T, 23/64, U, 3/8, V, W, 25/64, X, Y, 13/32, Z, 27/64, 7/16, 29/64, 15/32, 31/64, 1/2, 33/64, 17/32 | . 3125 до .5312 3125 до .5312 | 3/4 (.7518 / .7515) | 2-1 / 2 | P-48-40 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5 / 8, 41/64, 21/32 | .От 5000 до .6562 | 7/8 (.8768 / .8765) | 1/2 | P-56-8 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32 | . 5000 до .6562 | 7/8 (.8768 / .8765 ) | 5/8 | P-56-10 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32 | .5000 до .6562 | 7/8 (.8768 / .8765) | 3/4 | P-56-12 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32 | .5000 до .6562 | 7/8 (.8768 / .8765) | 1 | P-56-16 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21 / 32 | .5000 до .6562 | 7/8 (.8768 / .8765) | 1-1 / 4 | P-56-20 | Купить |
| 1/2, 33 / 64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32 | .От 5000 до .6562 | 7/8 (.8768 / .8765) | 1-3 / 8 | P-56-22 | Купить |
| 1/2, 33/64, 17 / 32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32 | от 0,5000 до 0,6562 | 7/8 (.8768 / .8765) | 1-1 / 2 | P-56-24 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32 | .5000 до .6562 | 7/8 (.8768 / .8765) | 1-3 / 4 | P-56-28 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37 / 64, 19/32, 39/64, 5/8, 41/64, 21/32 | . 5000 до .6562 5000 до .6562 | 7/8 (.8768 / .8765) | 2-1 / 8 | P-56-34 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32 | .5000 до .6562 | 7/8 (.8768 / .8765) | 2-1 / 2 | P-56-40 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32, 43/64, 11 / 16, 45/64, 23/32, 47/64, 3/4, 49/64 | .От 5000 до .7656 | 1 (1.0018 / 1.0015) | 1/2 | P-64-8 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32, 43/64, 11/16, 45/64, 23/32, 47/64, 3 / 4, 49/64 | .5000 до .7656 | 1 (1.0018 / 1.0015) | 5/8 | P-64-10 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32, 43/64, 11/16, 45/64, 23 / 32, 47/64, 3/4, 49/64 | .От 5000 до .7656 | 1 (1.0018 / 1.0015) | 3/4 | P-64-12 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32, 43/64, 11/16, 45/64, 23/32, 47/64, 3 / 4, 49/64 | .5000 до .7656 | 1 (1.0018 / 1.0015) | 1 | P-64-16 | Купить |
| 1/2, 33/64, 17 / 32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32, 43/64, 11/16, 45/64, 23/32, 47/64, 3/4, 49/64 | .От 5000 до .7656 | 1 (1.0018 / 1.0015) | 1-1 / 4 | P-64-20 | Купить |
| 1/2, 33/64, 17/32, 35 / 64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32, 43/64, 11/16, 45/64, 23/32, 47/64, 3/4, 49/64 | .5000 до .7656 | 1 (1.  0018 / 1.0015) 0018 / 1.0015) | 1-3 / 8 | P-64-22 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32, 43/64, 11/16, 45 / 64, 23/32, 47/64, 3/4, 49/64 | .От 5000 до .7656 | 1 (1.0018 / 1.0015) | 1-1 / 2 | P-64-24 | Купить |
| 1/2, 33/64, 17/32, 35 / 64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32, 43/64, 11/16, 45/64, 23/32, 47/64, 3/4, 49/64 | .5000 до .7656 | 1 (1.0018 / 1.0015) | 1-3 / 4 | P-64-28 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32, 43/64, 11/16, 45 / 64, 23/32, 47/64, 3/4, 49/64 | .От 5000 до .7656 | 1 (1.0018 / 1.0015) | 2-1 / 8 | P-64-34 | Купить |
| 1/2, 33/64, 17/32, 35 / 64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32, 43/64, 11/16, 45/64, 23/32, 47/64, 3/4, 49/64 | .5000 до .7656 | 1 (1.0018 / 1.0015) | 2-1 / 2 | P-64-40 | Купить |
| 1/2, 33/64, 17/32, 35/64, 9/16, 37/64, 19/32, 39/64, 5/8, 41/64, 21/32, 43/64, 11/16, 45 / 64, 23/32, 47/64, 3/4, 49/64 | .От 5000 до .7656 | 1 (1.0018 / 1.0015) | 3 | P-64-48 | Купить |
| 25/32, 13/16, 27/32 | .7812 .8125 .8438 | 1-1 / 8 (1.1270 / 1.1267) | 1/2 | P-72-8 | Купить |
| 25/32, 13/16, 27/32 | .7812 .8125 .8438 | 1-1 / 8 (1,1270 / 1,1267) | 3/4 | P-72-12 | Купить |
| 25/32, 13/16, 27/32 | . 7812 7812 .8125 .8438 | 1-1 / 8 (1,1270 / 1,1267) | 1 | P-72-16 | Купить |
| 7/8 и 15/16 | .8750 & .9375 | 1-1 / 4 (1,2520 / 1,2517) | 5/8 | P-80-10 | Купить |
| 7/8 и 15/16 | .8750 &. 9375 | 1-1 / 4 (1,2520 / 1,2517) | 3/4 | P-80-12 | Купить |
| 7/8 и 15/16 | .8750 и .9375 | 1-1 / 4 (1,2520 / 1,2517) | 1 | P-80-16 | Купить |
| 7/8 и 15/16 | .8750 и .9375 | 1-1 / 4 (1,2520 / 1,2517) | 1-1 / 4 | P-80-20 | Купить |
| 7/8 и 15/16 | .8750 и .9375 | 1-1 / 4 (1,2520 / 1,2517) | 1-1 / 2 | P-80-24 | Купить |
| 7/8 и 15/16 | .8750 и .9375 | 1-1 / 4 (1,2520 / 1,2517) | 1-3 / 4 | P-80-28 | Купить |
| 7/8 и 15/16 | . 8750 и .9375 | 1-1 / 4 (1,2520 / 1,2517) | 2 | P-80-32 | Купить |
| 3/4, 49/64, 25/32, 51 / 64, 13/16, 53/64, 27/32, 55/64, 7/8, 57/64, 29/32, 59/64, 15/16, 61/64, 31/32, 63/64, 1 «, 1‑1 / 64, 1‑1 / 32 | .7500 к 1.0312 | 1-3 / 8 (1,3772 / 1,3768) | 1/2 | P-88-8 | Купить |
| 3/4, 49/64, 25/32, 51/64 , 13/16, 53/64, 27/32, 55/64, 7/8, 57/64, 29/32, 59/64, 15/16, 61/64, 31/32, 63/64, 1 «, 1-1 / 64, 1-1 / 32 | .7500 до 1.0312 | 1-3 / 8 (1,3772 / 1,3768) | 3/4 | P-88-12 | Купить |
| 3/4, 49/64, 25/32, 51/64, 13/16, 53/64, 27/32, 55/64, 7/8, 57/64, 29/32, 59/64 , 15/16, 61/64, 31/32, 63/64, 1 «, 1‑1 / 64, 1‑1 / 32 | . От 7500 до 1.0312 От 7500 до 1.0312 | 1-3 / 8 (1.3772 / 1.3768) | 1 | P-88-16 | Купить |
| 3/4, 49/64, 25/32, 51/64 , 13/16, 53/64, 27/32, 55/64, 7/8, 57/64, 29/32, 59/64, 15/16, 61/64, 31/32, 63/64, 1 «, 1-1 / 64, 1-1 / 32 | .7500 до 1.0312 | 1-3 / 8 (1,3772 / 1,3768) | 1-1 / 4 | P-88-20 | Купить |
| 3/4, 49/64, 25/32, 51/64, 13/16, 53/64, 27/32, 55/64, 7/8, 57/64, 29/32, 59 / 64, 15/16, 61/64, 31/32, 63/64, 1 дюйм, 1‑1 / 64, 1‑1 / 32 | .От 7500 до 1.0312 | 1-3 / 8 (1.3772 / 1.3768) | 1-3 / 8 | P-88-22 | Купить |
| 3/4, 49/64, 25/32 , 51/64, 13/16, 53/64, 27/32, 55/64, 7/8, 57/64, 29/32, 59/64, 15/16, 61/64, 31/32, 63 / 64, 1 дюйм, 1-1 / 64, 1-1 / 32 | .7500 до 1.0312 | 1-3 / 8 (1,3772 / 1,3768) | 1-1 / 2 | P-88-24 | Купить |
| 3/4, 49/64, 25/32, 51/64, 13/16, 53/64, 27/32, 55/64, 7/8, 57/64, 29 / 32, 59/64, 15/16, 61/64, 31/32, 63/64, 1 «, 1‑1 / 64, 1‑1 / 32 | .От 7500 до 1.0312 | 1-3 / 8 (1.3772 / 1.3768) | 1-3 / 4 | P-88-28 | Купить |
| 3/4, 49/64, 25/32 , 51/64, 13/16, 53/64, 27/32, 55/64, 7/8, 57/64, 29/32, 59/64, 15/16, 61/64, 31/32, 63 / 64, 1 дюйм, 1-1 / 64, 1-1 / 32 | .7500 до 1.0312 | 1-3 / 8 (1,3772 / 1,3768) | 2 | P-88-32 | Купить |
| 3/4, 49/64, 25/32, 51/64, 13/16, 53/64, 27/32, 55/64, 7/8, 57/64, 29/32, 59 / 64, 15/16, 61/64, 31/32, 63/64, 1 дюйм, 1‑1 / 64, 1‑1 / 32 | .От 7500 до 1.0312 | 1-3 / 8 (1.3772 / 1.3768) | 2-1 / 8 | P-88-34 | Купить |
| 3/4, 49/64, 25/32 , 51/64, 13/16, 53/64, 27/32, 55/64, 7/8, 57/64, 29/32, 59/64, 15/16, 61/64, 31/32, 63 / 64, 1 дюйм, 1-1 / 64, 1-1 / 32 | . 7500 до 1.0312 7500 до 1.0312 | 1-3 / 8 (1,3772 / 1,3768) | 2-1 / 2 | P-88-40 | Купить |
| 3/4, 49/64, 25/32, 51/64, 13/16, 53/64, 27/32, 55/64, 7/8, 57/64, 29 / 32, 59/64, 15/16, 61/64, 31/32, 63/64, 1 «, 1‑1 / 64, 1‑1 / 32 | .От 7500 до 1.0312 | 1-3 / 8 (1.3772 / 1.3768) | 3 | P-88-48 | Купить |
| 1‑1 / 32, 1‑1 / 16, 1‑3 / 32, 1‑1 / 8 | 1.0312 1.0625 1.0938 1.1250 | 1-1 / 2 (1.5022 / 1.5018) | 3/4 | P-96-12 | Купить |
| 1‑1 / 32, 1‑1 / 16, 1‑3 / 32, 1‑1 / 8 | 1.0312 1.0625 1.0938 1.1250 | 1-1 / 2 (1.5022 / 1.5018) | 1 | P-96-16 | Купить |
| 1‑1 / 32, 1‑1 / 16, 1‑3 / 32, 1‑1 / 8 | 1.0312 1.0625 1.0938 1.1250 | 1-1 / 2 (1.5022 / 1.5018) | 1-1 / 4 | P-96-20 | Купить |
| 1‑1 / 32, 1‑1 / 16, 1‑3 / 32, 1‑1 / 8 | 1.0312 1.0625 1.0938 1.1250 | 1–1 / 2 (1,5022 / 1,5018) | 1–1 / 2 | P-96-24 | Купить |
| 1‑1 / 32, 1‑1 / 16, 1‑3 / 32, 1‑1 / 8 | 1.0312 1.0625 1.0938 1.1250 | 1-1 / 2 (1.5022 / 1.5018) | 1-3 / 4 | P-96-28 | Купить |
| 1‑1 / 32, 1 ‑1/16, 1‑3 / 32, 1‑1 / 8 | 1.0312 1.0625 1.0938 1.1250 | 1-1 / 2 (1.5022 / 1.5018) | 2 | P-96-32 | Купить |
| 1 «, 1‑1 / 64, 1‑1 / 32, 1‑3 / 64, 1‑1 / 16, 1‑5 / 64, 1‑3 / 32, 1‑7 / 64, 1‑1 / 8, 1‑9 / 64, 1‑5 / 32, 1‑11 / 64, 1‑3 / 16, 1‑13 / 64, 1‑7 / 32, 1‑15 / 64, 1‑1 / 4, 1‑17 / 64, 1‑9 / 32, 1‑19 / 64, 1‑5 / 16, 1‑21 / 64, 1‑11 / 32, 1‑23 / 64, 1‑ 3/8, 1‑25 / 64 | 1. 0000
к
1,3906 0000
к
1,3906 | 1-3 / 4 (1,7523 / 1,7519) | 3/4 | P-112-12 | Купить |
| 1 «, 1‑1 / 64, 1‑1 / 32, 1‑3 / 64, 1‑1 / 16, 1‑5 / 64, 1‑3 / 32, 1‑7 / 64, 1‑1 / 8, 1‑9 / 64, 1‑5 / 32, 1‑ 11/64, 1‑3 / 16, 1‑13 / 64, 1‑7 / 32, 1‑15 / 64, 1‑1 / 4, 1‑17 / 64, 1‑9 / 32, 1‑19 / 64, 1‑5 / 16, 1‑21 / 64, 1‑11 / 32, 1‑23 / 64, 1‑3 / 8, 1‑25 / 64 | 1,0000 к 1,3906 | 1-3 / 4 (1,7523 / 1,7519) | 1 | P-112-16 | Купить |
| 1 «, 1‑1 / 64, 1‑1 / 32, 1‑ 3/64, 1‑1 / 16, 1‑5 / 64, 1‑3 / 32, 1‑7 / 64, 1‑1 / 8, 1‑9 / 64, 1‑5 / 32, 1‑11 / 64, 1‑3 / 16, 1‑13 / 64, 1‑7 / 32, 1‑15 / 64, 1‑1 / 4, 1‑17 / 64, 1‑9 / 32, 1‑19 / 64, 1‑5 / 16, 1‑21 / 64, 1‑11 / 32, 1‑23 / 64, 1‑3 / 8, 1‑25 / 64 | 1.0000 к 1,3906 | 1-3 / 4 (1,7523 / 1,7519) | 1-3 / 8 | P-112-22 | Купить |
| 1 «, 1‑1 / 64, 1‑1 / 32, 1‑3 / 64, 1‑1 / 16, 1‑5 / 64, 1‑3 / 32, 1‑7 / 64, 1‑1 / 8, 1‑9 / 64, 1‑5 / 32, 1‑11 / 64, 1‑3 / 16, 1‑13 / 64, 1‑7 / 32, 1‑15 / 64, 1‑1 / 4, 1‑17 / 64, 1‑9 / 32, 1‑ 19/64, 1‑5 / 16, 1‑21 / 64, 1‑11 / 32, 1‑23 / 64, 1‑3 / 8, 1‑25 / 64 | 1,0000 к 1,3906 | 1-3 / 4 (1,7523 / 1,7519) | 1-3 / 4 | P-112-28 | Купить |
| 1 «, 1‑1 / 64, 1‑1 / 32, 1‑3 / 64, 1‑1 / 16, 1‑5 / 64, 1‑3 / 32, 1‑7 / 64, 1‑1 / 8, 1‑9 / 64, 1‑5 / 32, 1‑11 / 64, 1‑3 / 16, 1‑13 / 64, 1‑7 / 32, 1‑15 / 64, 1‑1 / 4, 1‑17 / 64, 1‑9 / 32, 1‑ 19/64, 1‑5 / 16, 1‑21 / 64, 1‑11 / 32, 1‑23 / 64, 1‑3 / 8, 1‑25 / 64 | 1.0000 к 1,3906 | 1-3 / 4 (1,7523 / 1,7519) | 2-1 / 8 | P-112-34 | Купить |
| 1 дюйм, 1-1 / 64, 1-1 / 32, 1‑3 / 64, 1‑1 / 16, 1‑5 / 64, 1‑3 / 32, 1‑7 / 64, 1‑1 / 8, 1‑9 / 64, 1‑5 / 32, 1‑11 / 64, 1‑3 / 16, 1‑13 / 64, 1‑7 / 32, 1‑15 / 64, 1‑1 / 4, 1‑17 / 64, 1‑9 / 32, 1‑ 19/64, 1‑5 / 16, 1‑21 / 64, 1‑11 / 32, 1‑23 / 64, 1‑3 / 8, 1‑25 / 64 | 1,0000 к 1,3906 | 1-3 / 4 (1,7523 / 1,7519) | 2-1 / 2 | P-112-40 | Купить |
| 1 дюйм, 1-1 / 64, 1-1 / 32, 1‑3 / 64, 1‑1 / 16, 1‑5 / 64, 1‑3 / 32, 1‑7 / 64, 1‑1 / 8, 1‑9 / 64, 1‑5 / 32, 1‑11 / 64, 1‑3 / 16, 1‑13 / 64, 1‑7 / 32, 1‑15 / 64, 1‑1 / 4, 1‑17 / 64, 1‑9 / 32, 1‑ 19/64, 1‑5 / 16, 1‑21 / 64, 1‑11 / 32, 1‑23 / 64, 1‑3 / 8, 1‑25 / 64 | 1. 0000
к
1,3906 0000
к
1,3906 | 1-3 / 4 (1,7523 / 1,7519) | 3 | P-112-48 | Купить |
| 1‑3 / 8, 1‑25 / 64, 1‑13 / 32 , 1‑27 / 64, 1‑7 / 16, 1‑29 / 64, 1‑15 / 32, 1‑31 / 64, 1‑1 / 2, 1‑33 / 64, 1‑17 / 32, 1 ‑35/64, 1‑9 / 16, 1‑37 / 64, 1‑19 / 32, 1‑39 / 64, 1‑5 / 8, 1‑41 / 64, 1‑21 / 32, 1‑43 / 64, 1‑11 / 16, 1‑45 / 64, 1‑23 / 32, 1‑47 / 64, 1‑3 / 4 | 1,3750 к 1.7500 | 2-1 / 4 (2.2525 / 2.2521) | 1 | P-144-16 | Купить |
| 1‑3 / 8, 1‑25 / 64, 1‑13 / 32 , 1‑27 / 64, 1‑7 / 16, 1‑29 / 64, 1‑15 / 32, 1‑31 / 64, 1‑1 / 2, 1‑33 / 64, 1‑17 / 32, 1 ‑35/64, 1‑9 / 16, 1‑37 / 64, 1‑19 / 32, 1‑39 / 64, 1‑5 / 8, 1‑41 / 64, 1‑21 / 32, 1‑43 / 64, 1‑11 / 16, 1‑45 / 64, 1‑23 / 32, 1‑47 / 64, 1‑3 / 4 | 1.3750 к 1.7500 | 2-1 / 4 (2.2525 / 2.2521) | 1-3 / 8 | P-144-22 | Купить |
| 1‑3 / 8, 1‑25 / 64, 1 ‑13/32, 1‑27 / 64, 1‑7 / 16, 1‑29 / 64, 1‑15 / 32, 1‑31 / 64, 1‑1 / 2, 1‑33 / 64, 1‑17 / 32, 1‑35 / 64, 1‑9 / 16, 1‑37 / 64, 1‑19 / 32, 1‑39 / 64, 1‑5 / 8, 1‑41 / 64, 1‑21 / 32 , 1‑43 / 64, 1‑11 / 16, 1‑45 / 64, 1‑23 / 32, 1‑47 / 64, 1‑3 / 4 | 1,3750 к 1.7500 | 2-1 / 4 (2.2525 / 2.2521) | 1-3 / 4 | P-144-28 | Купить |
| 1‑3 / 8, 1‑25 / 64, 1 ‑13/32, 1‑27 / 64, 1‑7 / 16, 1‑29 / 64, 1‑15 / 32, 1‑31 / 64, 1‑1 / 2, 1‑33 / 64, 1‑17 / 32, 1‑35 / 64, 1‑9 / 16, 1‑37 / 64, 1‑19 / 32, 1‑39 / 64, 1‑5 / 8, 1‑41 / 64, 1‑21 / 32 , 1‑43 / 64, 1‑11 / 16, 1‑45 / 64, 1‑23 / 32, 1‑47 / 64, 1‑3 / 4 | 1.3750 к 1,7500 | 2-1 / 4 (2,2525 / 2,2521) | 2-1 / 8 | P-144-34 | Купить |
| 1‑3 / 8, 1‑25 / 64, 1 ‑13/32, 1‑27 / 64, 1‑7 / 16, 1‑29 / 64, 1‑15 / 32, 1‑31 / 64, 1‑1 / 2, 1‑33 / 64, 1‑17 / 32, 1‑35 / 64, 1‑9 / 16, 1‑37 / 64, 1‑19 / 32, 1‑39 / 64, 1‑5 / 8, 1‑41 / 64, 1‑21 / 32 , 1‑43 / 64, 1‑11 / 16, 1‑45 / 64, 1‑23 / 32, 1‑47 / 64, 1‑3 / 4 | 1,3750 к 1,7500 | 2-1 / 4 (2,2525 / 2,2521) | 2-1 / 2 | P-144-40 | Купить |
| 1‑3 / 8, 1‑25 / 64, 1 ‑13/32, 1‑27 / 64, 1‑7 / 16, 1‑29 / 64, 1‑15 / 32, 1‑31 / 64, 1‑1 / 2, 1‑33 / 64, 1‑17 / 32, 1‑35 / 64, 1‑9 / 16, 1‑37 / 64, 1‑19 / 32, 1‑39 / 64, 1‑5 / 8, 1‑41 / 64, 1‑21 / 32 , 1‑43 / 64, 1‑11 / 16, 1‑45 / 64, 1‑23 / 32, 1‑47 / 64, 1‑3 / 4 | 1. 3750
к
1.7500 3750
к
1.7500 | 2-1 / 4 (2.2525 / 2.2521) | 3 | P-144-48 | Купить |
Втулка и подшипники скольжения Конструкция и применение с прессовой или горячей посадкой
Подшипники
Меню знаний по применению
Подшипники
и втулки Продукция и поставка
Конструкция втулки с запрессовкой или горячей посадкой и установка является распространенным методом удержания подшипников с помощью использование натяга между втулкой и отверстие втулки.Втулки доступны в стандартных размерах. с отделкой поверхностей как внутреннего, так и внешнего диаметра, и обычно доступны во многих размерах.
Обычно вводы проектируются и изготовлено на 0,002 — 0,003 дюйма сверх номинального снаружи размеры диаметра для размеров 3 дюйма или меньше. Диаметры более 3 дюймов, внешние диаметры рассчитаны 0.003 на 0,005 дюйма больше номинального размера. Так как интерференционный материал встроен во втулки, а втулка обычно изготавливается с допусками +/- .0002. Эффективный натяг прессовой посадки составляет спроектирован и облегчен в целевом отверстии, которое втулка установлена.
Процесс прессования или усадки
вставляя втулку в отверстие, подшипник
уменьшаются в размерах из-за приложенных сжимающих усилий.Кроме того, материал, из которого изготовлена втулка.
вдавленные в искажения также некоторые. В общем, это
изменения диаметра составляют от 70 до 100 процентов
количество материала натяга или посадки. К несчастью,
точное или математическое предсказание изменения размера из-за
к эффективным сжимающим силам, прилагаемым во время
установка не была показана быть точной.Типичный
установочные силы сжатия и эффективный диаметр
изменения могут быть смоделированы или охарактеризованы путем изготовления
несколько тестовых примеров и измерение диапазона и вариаций
фактического соответствия. Часто втулки конструируются с
дополнительный диаметральный материал, требующий посадки после прессования
процесс установки машины, чтобы точно развернуть
желаемый диаметр.
В общем, это
изменения диаметра составляют от 70 до 100 процентов
количество материала натяга или посадки. К несчастью,
точное или математическое предсказание изменения размера из-за
к эффективным сжимающим силам, прилагаемым во время
установка не была показана быть точной.Типичный
установочные силы сжатия и эффективный диаметр
изменения могут быть смоделированы или охарактеризованы путем изготовления
несколько тестовых примеров и измерение диапазона и вариаций
фактического соответствия. Часто втулки конструируются с
дополнительный диаметральный материал, требующий посадки после прессования
процесс установки машины, чтобы точно развернуть
желаемый диаметр.
Посадка в термоусадочную пленку облегчается за счет охлаждения втулку с использованием подходящей медианы, например жидкости азотом, сухим льдом или помещением изолятора в морозильная камера. Охлаждение проходного изолятора предпочтительнее, чем охлаждение. нагрев целевого корпуса. Обычно втулка имеет значительно меньшая масса, чем у целевого корпуса, хотя нагрев корпуса и одновременное охлаждение проходного изолятора не редкость.
Когда втулка или подшипники прижаты
в корпус, сила, движущая втулку / подшипник
должны наноситься одинаково или равномерно до конца
подшипник, чтобы избежать истирания, заклинивания или повреждения втулки
/ несущий. Сопрягаемые поверхности как втулки, так и
корпус следует тщательно очистить, а дефекты по
а также заусенцы удалены.
Пресс для втулок тюнера | stewmac.com
Не используйте молоток!
Используйте этот пресс для надежной установки и снятия втулки.
Прекрасный инструмент заслуживает внимания — наш пресс для втулок тюнера — подходящий инструмент для установки запрессованных втулок тюнера. Его стабильное контролируемое давление помогает защитить отделку колышка, обеспечивая чистую и профессиональную работу. Он снимает и втулки, даже упорные втулки в отверстиях с цековками.
- Улучшено!
- Прозрачная защитная гильза для снятия втулки (не работает вслепую)
- Прозрачный защитный колпачок на колышках работает с втулками нескольких размеров
Этот удобный портативный инструмент был разработан Тоддом Сэмсом здесь, в нашем магазине, и работает с большинством основных производителей машин для настройки гитары и мандолины.
Лучше всего то, что снимает и втулки!
Даже упорные втулки в отверстиях с цековками можно легко и без повреждений снять благодаря регулируемому разжимному штифту, который захватывает втулку изнутри.
Защищает от серьезных повреждений колышка
По мере того, как плотно прилегающие втулки выходят из торцевой поверхности колышка, они часто вызывают появление стружек сухой древесины и лака вокруг отверстия. Это хорошо известная проблема, и наш втулочный пресс защищает от нее двумя способами:
1. Втулки выкручиваются постепенно, без ударов молотком.
2. Мы обеспечиваем прозрачную защитную оболочку, которая окружает втулку на торце головки штифта, удерживая покрытие при выдвижении втулки.
- В комплекте с прессом для втулки тюнера:
- Штифт латунный для установки и снятия втулок
- Уплотнение для защиты лица
- Шестигранный ключ
- Инструкции
КАЛИФОРНИЯ ПРЕДЛОЖЕНИЕ 65 ПРЕДУПРЕЖДЕНИЕ
Общие спецификации
Щелкните следующую ссылку Drill Chart для десятичного размера.
Материал
Стандартные бурильные втулки изготавливаются из прочной стали C1144 или других высокоуглеродистых сталей. Втулки подвергаются термообработке для достижения твердости по внутреннему диаметру по Роквеллу C62-64. Дополнительные материалы, такие как карбид вольфрама, сталь 52100, инструментальная сталь A2, инструментальная сталь D2, инструментальная сталь M2, нержавеющая сталь 416, нержавеющая сталь 440C, нержавеющая сталь 17-4PH, нержавеющая сталь 303, бронза 660, бронза Ampco 18, Oilite и латунь, доступны как спец.
Цековка
По запросу втулки можно заказать с цековками или без них.Длинные втулки с малым внутренним диаметром слегка расточены для обеспечения необходимой длины подшипника сверла и зазора от стружки. Цековки предотвращают заедание и нагревание из-за чрезмерной длины подшипника. Диаметр цековки обычно на 1/32 дюйма больше внутреннего диаметра подшипника.
Концентричность
Внешний диаметр втулки отшлифован соосно внутреннему диаметру с точностью до 0,0003 TIR (общее показание индикатора) для размеров внутреннего диаметра от 1/8 дюйма до 1/2 дюйма (от 3 мм до 12 мм).Для больших или меньших размеров концентричность находится в пределах 0,0005 TIR. Нешлифованные втулки концентричны с точностью до 0,006 TIR. На втулках с цековкой концентричность относится только к длине подшипника сверла.
Размер установочного отверстия
Во избежание деформации зажимной пластины или втулки не используйте чрезмерную посадку с натягом на втулках с прессовой посадкой. В таблице ниже указаны рекомендуемые размеры отверстий в зажимных пластинах из незакаленной стали или чугуна. Для отверстий для установки втулки рекомендуется использовать кондуктор или расширитель.Стандартные патронные развертки с положительным допуском должны обеспечивать требуемый допуск отверстия.