время и температура по таблице.
Температура пайки полипропиленовых труб: таблица значений
Во время прокладки водопроводов часто используют полипропиленовые трубы. Их монтаж отличается простотой. Чтобы соединить трубопрокаты, применяют фитинги, которые стыкают спаянным методом с помощью утюга.
Температура пайки пропиленовых труб указана в специальной таблице, которой пользуются во время монтажных работ.
Содержание статьи:
- 1 Метод стыковки: пайка.
- 2 Типы труб из полипропилена.
- 3 Технологические особенности процесса.
- 4 Температура пайки труб из ПП материала.
- 5 Монтажные работы.
- 6 Процесс нагрева и соединения деталей.
Метод стыковки: пайка.
Во время процесса следует учитывать множество факторов, чтобы получить качественный стык деталей. При проведении пайки следует учитывать температурный показатель сварки элементов, время нагрева, диаметр.
Сначала стоит понять, как пользоваться оборудованием для сварки.
Важно! Нельзя спаивать изделия, не выяснив размеры труб, их тип.
Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции.
Важная информация о ПП трубах.
В основе сварки лежит свойство полипропиленового материла, он быстро плавится. Когда затвердевает, создает прочность, герметичность изделию.
Трубопрокаты имеют различия в толщине стенок, цвете, диаметре, техническими характеристиками.
Сечение труб из ПП находится в пределах от шестнадцати до ста десяти миллиметров, к ним применяют разную технику соединения.
Окраска полимера не важна при выборе труб, но следует обратить внимание на полоски на трубах:
1. с синими полосками для водопровода с холодной водой.
с синими полосками для водопровода с холодной водой.
2.с красными полосками для водопровода с горячей водой.
Маркировка труб указывает на особенные свойства изделия, на нее опираются во время покупки продукции, также во время сварки.
Материал полипропилен в маркировке указывают с помощью сочетаний букв: PP-H, PP – B, PPR, также PPRC.
Внимание! Сочетания цифр с буквами на трубах дают информацию о диаметре изделия, толщине стенки, типе трубы, максимальном давлении. Эти данные важны во время пайки.
Тип труб, различающихся по значению номинального давления, которое они могут выдержать при определенных условиях, позволяет выбрать продукцию, подходящую для установки дома либо на производстве.
Типы труб из полипропилена.
Различают следующие разновидности труб, изготовленных из полипропиленового материала:
1.маркировка PN 10 могут применяться для подачи холодной жидкости. Их применяют при монтаже теплых полов, если носитель в трубах не будет нагреваться более сорока пяти градусов.
2.маркировка PN 16, трубы можно устанавливать в холодном и горячем трубопроводе. Максимальный температурный режим носителя может быть до 60 градусов выше ноля.
3.маркировка PN 20, трубы предназначены для воды до 90 градусов выше ноля, трубопроводы должны быть защищены от воздействия гидроударов.
4.маркировка PN 25, трубы можно применять для центральной либо автономной сети, максимальный показатель температуры может быть 95 градусов, но кратковременно могут выдержать большую температуру.

Во время производства действует правило: толщина стенок увеличивается, если повышается температура жидкости с давлением в сети.
По данным таблицы можно определить необходимый внутренний размер трубы, ее толщину, зная наружное сечение. Определяя параметры, учитывают тип изделия по показателю номинального давления.
Данные условия следует соблюдать, выбирая и применяя изделия из полипропилена.
Технологические особенности процесса.
Выделяют виды пайки полипропиленовых труб:
1. стыковой тип.
стыковой тип.
2.муфтовый тип.
Стыковой вид редко применяют при монтаже коммуникаций в доме, потому что сложен для самостоятельной установки. Его применяют для прокладки магистральных сетей с трубами большого размера.
Внимание! В квартирах используют сварку с помощью муфт, которая доходит, чтобы соединять трубы сечением, равным минимум 16 миллиметров, максимум 63 миллиметра.
Муфтовая сварка основана на принципе: два изделия соединяют с помощью раструбов, нагревая с помощью специального инструмента. Они должны быть равны по размеру сечения, толщине стенок
Важно! Муфта до нагрева должна быть меньшего диаметра по отношению к трубе.
Этапы пайки:
1.соединяют паяльник с деталью.
2.нагревают до температуры плавления.
3.добиваются герметичного узла.
Зона оплавленного полимера должна охватывать только те, поверхности, которые будут соединены.
Главное, во время убрать детали от инструмента, соединив их друг с другом. В результате образуется единая деталь с полимеризацией. На качественное соединение влияют температура плавления, также время, затраченное на процесс.
В результате образуется единая деталь с полимеризацией. На качественное соединение влияют температура плавления, также время, затраченное на процесс.
Температура пайки труб из ПП материала.
Нельзя перегревать изделия для пайки, и наоборот, недостаточно разогревать.
При перегреве детали деформируются с образованием наплыва валика, уменьшится внутреннее сечение. В зоне некачественных стыков образуется накипь и пробки.
При малом нагреве стыковка будет слабой, герметичность невысокая, возможны протечки.
Чтобы исключить прорывы труб, надо строго придерживаться технике сварки, учитывая следующие параметры в виде:
1.диаметра изделий для сварки.
2.время, требуемое для нагрева, остывания изделий.
3.температуру оборудования.
4.температуру во время пайки в помещении или на улице.
Сварку нельзя проводить, если температурный показатель ниже, чем десять градусов мороза, либо выше девяноста градусов тепла. Внешняя температура должна быть равна от ноля до двадцати пяти градусов выше ноля.
Внешняя температура должна быть равна от ноля до двадцати пяти градусов выше ноля.
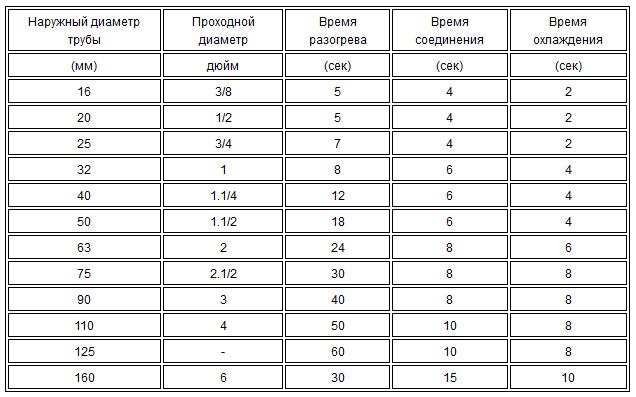
В специальной таблице определена зависимость температуры и времени процесса.
При понижении температуры на улице ниже пяти градусов выше ноля, процесс нагревания потребует на пятьдесят процентов времени больше, по-другому в 2 раза.
Температура нагрева одинакова плюс двести шестьдесят градусов. Допустимое значение температуры равно от плюс 255 до плюс 280 градусов.
Данный параметр не зависит от размера сечения трубы, они одинаков для труб с сечением 16 миллиметров, и для труб с сечением 50 миллиметров. Изменяется лишь время проведения сварки. Поэтому в таблицах температуру пайки для труб из ПП не прописывают.
Монтажные работы.
Пайка занимает немного времени, этому свидетельствует таблица. Для стыка деталей внутри помещения, с сечением в двадцать миллиметров, понадобится 5 секунд, чтобы нагреть детали, 4 сек., чтобы соединить, три минуты, чтобы материал отвердел. В итоге весь процесс занимает 3 минуты и девять секунд.
Важно, чтобы весь механизм пайки был отработанным, не возникало заминки во время соединения.
Инструменты для пайки. Чтобы выполнить работы дома, понадобится оборудование для стыка деталей из ПП. К ним относят трубы, уголки, муфты, тройники с заглушками.
Если приходится проводить работы с чистого листа, и в дальнейшем обслуживать систему, то можно купить прибор. Но лучше взять прибор в аренду.
Также понадобится:
1.маркер.
2.строительный уровень.
3.рулетка.
4.линейка.
Процесс нанесения разметки и нарезки трубопрокатов.
До паечных работ трубы нарезают необходимой длины. Изделия складывают согласно схеме. Схему обязательно продумывают перед монтажом водопроводной системы либо отопления.
С помощью трубореза нарезают куски необходимого размера. Далее подбирают фитинга под размер в виде муфт, тройников, уголков. При наличии армированного слоя, необходимо зачистить алюминиевое покрытие.
Трубы должны иметь ровные края, отрезанные перпендикулярно трубной оси. Все поверхности очищают, обезжиривают.
Все поверхности очищают, обезжиривают.
Процесс нагрева и соединения деталей.
Подготовив аппарат для работы, подбирают муфты с дорнами необходимого размера. Включают утюг в розетку, нагревают до температуры двести шестьдесят градусов в среднем. Точная температура указана в инструкции к паяльнику.
На некоторых инструментах присутствует шкала, равная 320 градусам выше ноля. Однако, не следует нагревать оборудование максимально. В инструкции указаны ситуации, требующие максимального нагрева прибора.
Наносят отметки, которые показывают глубину прогрева на деталях. Поверхности надо обезжирить и высушить. Влага считается причиной разгерметизации стыков.
Во время нагрева один конец трубопроката вставляют в муфту до отметки, надевают максимально соединительную деталь на дорн.
Как только все детали установлены, отсчитывают время, указанное в таблице. Через необходимое время детали снимают, соединяют фитинг с трубой, придерживаясь отметки.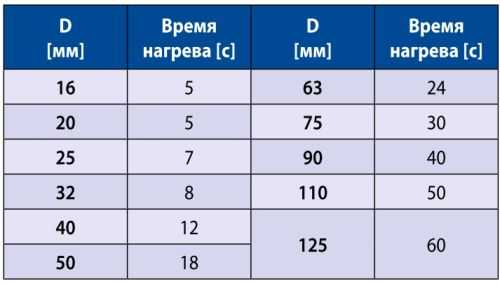
Чтобы поправить детали, отводится несколько секунд. Нельзя переворачивать детали, допускать их перекосы.
Узел следует удерживать до тех пор, пока стык не затвердеет. Как правило, занимает этот процесс три минуты, время надо смотреть в таблице.
Если детали спаяны правильно, то стык прочен и герметичен.
Все узлы сваривают по очереди, далее из них собирают единую систему, сваривая их в нужном месте по нанесенному контуру водопровода, канализации либо отопления.

инструкция, как правильно паять трубы из полипропилена
Прислушавшись к многочисленным советам, вы приняли решение не нанимать мастеров для монтажа системы отопления и выполнить все соединения полипропиленовых труб своими руками. Если вы уверены в успехе и хорошо умеете работать самостоятельно, то смело приступайте к подготовке и производству работ.
Мы же, со своей стороны подскажем, какие потребуются инструменты и приспособления для монтажа и как правильно паять полипропиленовые трубы. По умолчанию будем считать, что все материалы уже куплены, осталось только собрать все по схеме.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Примечание. Соединение деталей из ППР иногда называют сваркой. Чтобы не запутаться, запомните, что когда речь идет о полипропиленовых трубах, то способ соединения существует один – пайка, но его часто называют свариванием. С помощью прессовых или резьбовых фитингов, как металлопластиковые трубы, эти системы не монтируются.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.
Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.
Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.
Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.


Важно! Поскольку спайка полипропиленовых труб – это работа с нагретым оборудованием, то настоятельно рекомендуется всегда пользоваться перчатками вне зависимости от того, есть они в комплекте или нет. Особенно это касается новичков, которые в 99 случаях из 100 случайно прикасаются к нагревательному элементу.
Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Рекомендации по монтажу
Кроме утюга следует приготовить и другой инструмент для пайки полипропиленовых труб, его состав приведен выше в перечне. Если в наличии нет ножниц для отрезания трубы под углом 90º, то для этой цели можно воспользоваться ножовкой и плотницким стуслом либо изготовить его самостоятельно, руководствуясь чертежом:
Примечание. Когда ножницы для полипропиленовых труб отсутствуют и они обрезаются ножовкой, то торец надо обязательно зачистить от заусениц снаружи и внутри изделия.
До того как отрезать участок нужной длины, его надо точно разметить. Дело в том, что при соединении часть трубы входит в тройник или любой другой фитинг, это называется глубиной пайки. Поэтому к необходимому размеру участка, определенному с помощью рулетки, нужно прибавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашом. Так как технология пайки предусматривает различную глубину погружения для разных диаметров трубопроводов, то ее значения можно взять из таблицы:
Примечание. В таблице указаны диапазоны глубины пайки, поскольку у разных производителей труб из ППР она варьируется в этих пределах.
 Значение можно уточнить, измерив несколько фитингов глубиномером.
Значение можно уточнить, измерив несколько фитингов глубиномером.При монтаже систем отопления выполняется пайка армированных полипропиленовых труб, они отличаются от обычных наличием слоя из алюминиевой фольги, стекловолокна или базальтового волокна. Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:
Процесс сваривания
Перед тем как приступить к работе, нужно поставить на паяльник насадки, соответствующие размерам труб, а затем включить его и настроить. Тут надо знать, при какой температуре паять полипропиленовые трубы. Большинство производителей указывают рабочую температуру 260—270 ºС, выше поднимать не стоит, а то не избежать перегрева. Недогрев тоже чреват некачественным и негерметичным соединением, где потом быстро образуется течь.
Надо понимать, что время нагрева, диаметр изделий и температура сварки связаны между собой. В таблице мы укажем промежутки времени сваривания при стандартной температуре 260 ºС.
Примечание. Длительность сварки – это время до полного застывания пластмассы, когда стык набирает максимальную прочность.
Когда настройка утюга окончена, приступаем к свариванию, следуя инструкции для пайки полипропиленовых труб:
- Взяв в одну руку трубу, а в другую – фитинг, одеваем их на насадку разогретого паяльника одновременно с двух сторон, не поворачивая вокруг своей оси.
- Выдерживаем положенное время.
- Аккуратно снимаем обе соединяемые части с тефлоновой насадки, опять же, без вращения.
- Плавно вставляем трубу в фитинг до отметки без проворачивания и фиксируем в течение времени, указанного в таблице, на этом стык готов. Подробнее операция показана на видео:
Прокладывая магистральные трубопроводы, соблюдайте очередность монтажа участков и элементов.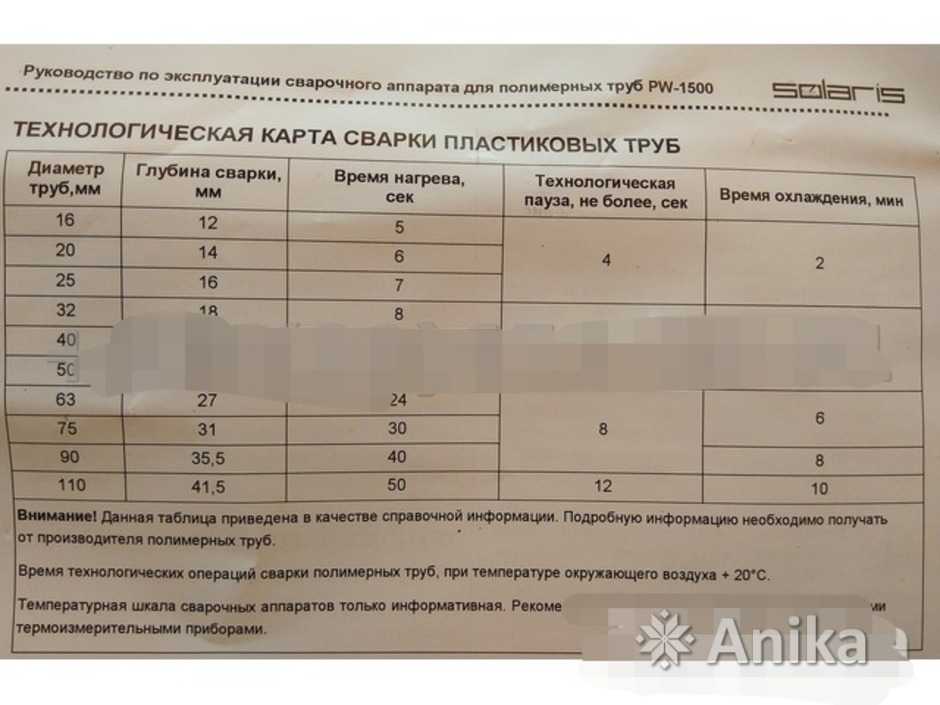 Начните сборку системы от источника тепла и идите до конца, а чтобы соединить две полипропиленовые трубы, старайтесь использовать только тройники, от которых пойдут отводы к батареям. Муфты для этой цели применяйте, когда иначе поступить нельзя. Избегайте стыков в труднодоступных местах, иначе для их выполнения придется работать сразу двумя паяльниками, чтобы одновременно прогреть соединяемые части.
Начните сборку системы от источника тепла и идите до конца, а чтобы соединить две полипропиленовые трубы, старайтесь использовать только тройники, от которых пойдут отводы к батареям. Муфты для этой цели применяйте, когда иначе поступить нельзя. Избегайте стыков в труднодоступных местах, иначе для их выполнения придется работать сразу двумя паяльниками, чтобы одновременно прогреть соединяемые части.
Совет. Многие производители полипропиленовых систем разрабатывают собственные инструкции по монтажу своих изделий. Оттуда можно почерпнуть массу полезной информации, воспользуйтесь этим.
Как соединить металлопластиковую трубу с полипропиленовой
В силу различных обстоятельств бывает так, что надо соединить различные виды труб, например, ППР и сталь, металлопластик с полипропиленом и так далее. Такие ситуации случаются в квартирах, где участок общего стояка водопровода или отопления, проложенного стальной или металлопластиковой трубой, поменять затруднительно, а подключиться к нему надо. Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Поскольку соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, то для стыковки с полипропиленом удобнее взять разъемный фитинг с наружной резьбой. В свою очередь, к торцу трубы из полипропилена припаивается фитинг с наружной резьбой, после чего соединение скручивается традиционным способом, с подмоткой льна или фум-ленты.
Разъемный фитинг для соединения труб
Когда надо врезаться в металлопластиковые трубы, то тут удобнее всего поставить тройник с резьбовым отводом, куда впоследствии можно прикрутить фитинг, а потом припаять к нему полипропиленовую трубу. Правда, с установкой тройника придется повозиться: надо отключить воду или опорожнить систему отопления, а потом перерезать металлопластик и произвести монтаж.
Заключение
соединение полипропиленовых труб с помощью пайки или клея
Любой строительный материал имеет свой срок службы, по окончании которого необходимо заменить пришедшие в негодность изделия. Трубы не исключение. Современные полипропиленовые трубы настолько просты в монтаже, что позволяют без особых усилий заменить всю систему отопления или водопровода. Для того, чтобы определиться, как соединить полипропиленовые трубы, достаточно прочитать статью.
Трубы не исключение. Современные полипропиленовые трубы настолько просты в монтаже, что позволяют без особых усилий заменить всю систему отопления или водопровода. Для того, чтобы определиться, как соединить полипропиленовые трубы, достаточно прочитать статью.
Пара основных достоинств таких труб:
- Сила. Они способны выдерживать скачки давления в системе и высокие температуры, не трансформируя свои характеристики.
- Прочность.
- Стойкий к коррозии.
- Простота установки. Для установки труб достаточно нагреть их специальным устройством и соединить при помощи фитингов. Соединение полипропиленовой трубы с железной трубой также осуществляется с помощью фитингов.
Инструменты
Простота монтажа – первое и главное достоинство полипропиленовых труб, ведь потребуются дополнительные материалы и инструменты.
- трубы полипропиленовые,
- карандаш,
- зажимы для крепления труб,
- рулетка,
- муфты,
- нагреватели Merilon,
- уголки. Нужны изделия двух видов: на 45 и 90 градусов,
- МРВ-ушастик. Используется для крепления миксера, МРВ
- и МРН выходов с железной нитью, паяльника
- , ножниц
- для пластмассовых изделий.
 Нужны изделия двух видов: на 45 и 90 градусов,
Нужны изделия двух видов: на 45 и 90 градусов,Монтаж
Как правильно установить систему с использованием полипропиленовых труб, чтобы результат был долговечным, рассмотрим ниже. Если вы все еще сомневаетесь в своих силах, или не решаетесь самостоятельно заменять изделия, то забудьте об этом навсегда. Дело в том, что, кроме того, неправильную пайку таких труб можно исправить муфтами.
Совет! При выборе изделий из полипропилена ориентируйтесь на диаметр ветхих труб, что поможет значительно упростить монтаж всей конструкции.
Классический способ соединения труб термодиффузией
Перед началом монтажа необходимо выбрать оптимальный способ соединения полипропиленовых труб, максимально соответствующий проекту. Обустройство систем отопления или водоснабжения на этапе строительных работ или ремонта (модернизации) существующей системы предполагает разные способы монтажа и разные виды соединений труб.
Физические свойства полипропиленовых труб позволяют соединять их на молекулярном уровне, нагревая соединяемые поверхности. Прочность и герметичность соединения обеспечивается фитингами. Для осуществления качественного соединения полипропиленовых труб потребуется специальный инструмент и практические навыки работы с полипропиленовыми трубами.
Способ пайки труб с помощью специального утюга используют профессионалы и домашние мастера.
Инструменты и оборудование
В первую очередь необходимо подготовить трубы к монтажу. Качественное соединение полипропиленовых труб обеспечивается аккуратной — под углом 90 градусов — обрезкой торцевой кромки трубы, и соблюдением интервала нагрева. Обязательным условием является соблюдение техники безопасности при работе с инструментом, что необходимо проверить перед началом работы. Любая обнаруженная неисправность может негативно сказаться на качестве соединения, а работать сломанным инструментом просто опасно.
Для резки труб на необходимую длину в идеальном случае используются специальные ножницы, предназначенные для резки полиэтиленовых, полипропиленовых и металлопластиковых труб. Ножовку используют и по металлу, в этом случае кромку среза трубы «украшают» неизбежной бахромой распиливаемого материала, а перед соединением полипропиленовых труб с фитингами необходимо зачистить торцевую кромку трубы.
Качественное соединение полипропиленовых труб термодиффузионным методом будет сложно осуществить без специального сварочного аппарата. Чаще его называют «трубным паяльником». Отличительной особенностью профессионального инструмента является наличие индикации нагрева и контроля температуры. При работе с трубами малых — до 40 мм — диаметров удобнее пользоваться трубообразным паяльником, им легче монтировать соединения в труднодоступных местах, например, в пространстве между стены или для монтажа тройника или врезного штуцера. Если при выполнении ремонтных работ возникает вопрос, как соединить полипропиленовую трубу без сварки, воспользуйтесь методом «холодной сварки».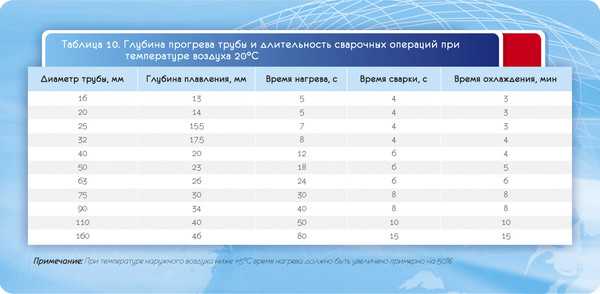
Для получения качественного соединения труб термодиффузионным методом необходимо использовать только специализированные инструменты.
Также используется специальный инструмент типа швайгера: им зачищают торцевой срез трубы для снятия армирующего слоя. Это необходимо для того, чтобы реализовать качественное соединение при пайке.
Для соединений компрессионного типа требуются обжимные клещи (прецизионное профессиональное оборудование) и специальные фитинги, дополненные обжимными шайбами. Метод требует профессионального подхода, стоимость хорошей арматуры не может быть низкой. Для соединения со скользящими фиксирующими элементами потребуется специальный инструмент (расширитель), которым подготавливается внутренняя поверхность трубы, и, соответственно, инструмент для натягивания обжимного элемента на фитинг.
Потребуется определенная решимость, чтобы одновременно вставить фитинг и трубку в сопло паяльника. Необходимо выдерживать температурный интервал, соответствующий диаметрам соединяемых элементов — от 5 секунд для труб диаметром 16 мм, до 12 секунд для трубы 40 мм;
Важно! Все соединения полипропиленовых труб с другими видами труб осуществляются с помощью комбинированных фитингов.
 Для соединения с металлическим трубопроводом используется фитинг, дополненный металлическим резьбовым узлом. Монтаж происходит сначала на металлическую трубу, после обеспечения герметичности резьбового фитинга припаивается полипропиленовая труба.
Для соединения с металлическим трубопроводом используется фитинг, дополненный металлическим резьбовым узлом. Монтаж происходит сначала на металлическую трубу, после обеспечения герметичности резьбового фитинга припаивается полипропиленовая труба.Для соединения элементов трубопровода между собой необходимо использовать фитинги соответствующего диаметра.
При соединении обогреваемых соединений недопустимо нарушать соосность соединения, переворачивать соединяемые элементы. Хорошим тоном и признаком настоящего мастера считается проведение испытаний с максимальным давлением в конце сборки системы.
Диффузионная сварка
Полипропиленовые изделия можно соединять несколькими способами, но наиболее популярным является диффузионная сварка. Для надежного крепления изделий здесь используется фурнитура: муфты, уголки и переходники.
Полипропиленовые трубы в системе холодного водоснабжения гарантированно прослужат до 50 лет. Около четверти века они смогут служить в обустройстве теплого водоснабжения. Помните, что срок службы этих изделий зависит от давления и температуры воды в конструкции.
Помните, что срок службы этих изделий зависит от давления и температуры воды в конструкции.
Полипропиленовый трубопровод имеет огромный запас прочности, позволяющий выдерживать все преобразования в системе. Так, высокое давление и низкие температурные показатели никак не повлияют на срок годности изделий. Такое же действие на полипропиленовые трубы окажет низкое давление при высокой температуре. Но высокие показатели давления и температуры, зафиксированные в системе в один момент, сократят срок службы изделий на 5-7 лет. В отечественных трубопроводах нет чрезмерных нагрузок, способных повредить трубы, поэтому нет необходимости беспокоиться об этом.
Совет! Полипропиленовые трубы, для которых использовались неразъемные соединения, впоследствии нельзя разбирать.
Соединение резьбовое
Схемы отопления и водоснабжения бытового уровня собираются с помощью ручного сварочного аппарата. Для подключения к отопительному или сантехническому прибору при стыковке с металлом используется переходная втулка. Одна его сторона предполагает латунную резьбу, а другая спаяна с полипропиленовой трубой. Легкость монтажа, быстрота демонтажа для текущего ремонта или обслуживания узлов и агрегатов, обязанных полипропиленом, достигаются за счет разборных деталей. К ним относятся следующие фитинги:
Одна его сторона предполагает латунную резьбу, а другая спаяна с полипропиленовой трубой. Легкость монтажа, быстрота демонтажа для текущего ремонта или обслуживания узлов и агрегатов, обязанных полипропиленом, достигаются за счет разборных деталей. К ним относятся следующие фитинги:
- Разъемное соединение американка. Производители полипропилена предлагают два варианта продукции. В первом случае разборное соединение оканчивается с обеих сторон патрубками с диаметром трубы, а во втором — гильзами для пайки патрубка. Металлические поверхности соединяются в фитинге через паронитовую или резиновую прокладку.
- Разрезное сцепление американка. Монтажный элемент содержит с одной стороны резьбовую часть (внутреннюю или наружную), а с другой — патрубок или втулку под приварку. Американка для полипропиленовых труб изготавливается в двух вариациях: прямая штучная или угловая американка.
- Накидная гайка. Бывает двух видов: гайка соединяется с наружной резьбой через прокладку или с конусом (используется при обвязке коллекторов).

Соединение американка, как правило, сопровождает монтаж кранов. Такое сочетание запорной арматуры и разъемной арматуры обеспечивает автономность и ремонтопригодность отдельных участков трубопровода. Утечки установленных сетей происходят в основном на набивке резьбовых соединений, поэтому их количество стремятся уменьшить. Для этого производители наладили выпуск фитингов из полипропилена. Популярны следующие детали:
- шаровые краны полипропиленовые;
- фильтры грубой очистки;
- обратные клапаны;
- Клапаны прямоточные для наружной и скрытой установки;
- Вентили радиаторные с американкой: прямые и угловые.
ПОСМОТРЕТЬ ВИДЕО
Как соединить полипропиленовые трубы в том или ином случае, решение принимается в зависимости от назначения устанавливаемой системы, диаметров соединяемых изделий, а также наличия средств и возможностей. Лучше, если полипропиленовые трубопроводы будут подключать специалисты. Они гарантируют стабильную работу собранных систем за счет надежности выполненных сварочных работ.
Категории полипропиленовых труб
Все полипропиленовые трубы делятся на:
- PN 25. Труба выдерживает 2,5 МПа. Применяется в системах отопления и горячего водоснабжения.
- PN 20. Универсальная труба, способная выдерживать 2 МПа. Ее можно использовать для холодного и горячего водоснабжения при условии, что температура системы не более 80°С. Полипропиленовая труба этой категории относится к изделиям большой прочности, так как ее внутренняя часть армирована фольгой.
- PN 16. Труба для низконапорных систем отопления и холодного водоснабжения.
- PN 10. Труба тонкостенная, выдерживающая давление 1 МПа. Широко применяется в конструкциях теплых полов (но при температуре не выше 45?С) и холодного водоснабжения (до +20?С).
Определиться в столь непростом выборе поможет видео с наглядными примерами использования труб определенной категории:
Типы фитингов
Соедините две трубы из разных материалов (железо и полипропилен) с помощью специальных фитингов.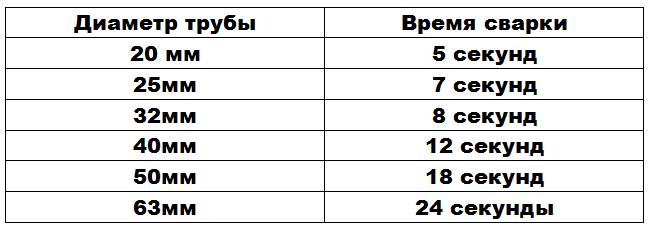 Они также помогают в соединении сантехнических приборов со стальными фитингами. Вставки на фурнитуре необходимы для надежного крепления изделий и они могут быть латунными или хромированными. Как их правильно применять и где лучше, мы сейчас касаться не будем, а рассмотрим только их разновидности – это:
Они также помогают в соединении сантехнических приборов со стальными фитингами. Вставки на фурнитуре необходимы для надежного крепления изделий и они могут быть латунными или хромированными. Как их правильно применять и где лучше, мы сейчас касаться не будем, а рассмотрим только их разновидности – это:
- крестовина,
- тройники комбинированные,
- муфты,
- краны шаровые угловые и прямые,
- заглушка,
- квадраты на 45 и 90 градусов,
- угольники (тройные или для соединения труб), проход 9 -сквозной водоотвод,
- переход. Имеет наружную резьбу или пластиковую типа ДГ,
- седло приварное,
- муфты комбинированные,
- отводы комбинированные для труб,
- отводы комбинированные для приборов.
Стыковая и раструбная сварка полипропиленовых труб
Интересующие нас трубные изделия, характеризующиеся малым весом, простотой механической обработки и монтажа, а также сравнительно невысокой стоимостью, соединяются разъемным и неразъемным способами. Под последней понимается сварка, осуществляемая по одной из двух технологий: встык или по раструбному (раструбному) способу.
Под последней понимается сварка, осуществляемая по одной из двух технологий: встык или по раструбному (раструбному) способу.
Сварка встык идеально подходит для полипропиленовых изделий сечением более 6,3 см. При этом толщина их стенки должна быть не менее 4 мм. Процедура выполняется стационарным сварочным аппаратом, что обеспечивает очень точную установку полипропиленовых труб с разными геометрическими параметрами. Перед началом операции их концы срезают, чтобы получить полностью параллельные поверхности. Аппарат для стыковой сварки имеет специальный диск – он выполняет роль нагревательного устройства.
Стыковая сварка полипропиленовых изделий
Также при проведении такой процедуры в большинстве случаев требуется использование центрирующих элементов. Они придают соединяемым деталям из полипропилена необходимое выравнивание. Сварка в раструб рекомендуется для труб сечением менее 6,3 см. Этот тип соединения требует использования муфт и фитингов. Без них процедура невозможна. Для формирования различных стыковочных узлов (в том числе резьбовых) используются фитинги, имеющие специальные раструбы. И муфта устанавливается между двумя свариваемыми трубами.
Для формирования различных стыковочных узлов (в том числе резьбовых) используются фитинги, имеющие специальные раструбы. И муфта устанавливается между двумя свариваемыми трубами.
Для раструбной сварки труб сечением до 4 см допускается использовать ручной агрегат. Оснащен насадками (нагревательными элементами), которые выполнены в виде оправки (необходимо оплавить внутреннюю часть раструба) и втулки (оплавить наружную часть).
Нагревательные элементы обычно имеют тефлоновое покрытие. Этот антипригарный состав отлично защищает насадки от выхода из строя в процессе эксплуатации. Очищайте горячие сопла после каждой отдельной операции сварки. Для этого используются скребки по дереву или грубая ветошь (например, брезентовая). После полного остывания форсунок снять с них слой расплавленного полипропилена невозможно. Вы просто испортите дорогой тефлоновый слой.
Движение соединения труб
Склеивание изделий из полипропилена – простой процесс, но требующий аккуратности и аккуратности. Для того, чтобы сделать все правильно, нужно прочитать инструкцию, которая идет в комплекте с паяльником. Все работы по пайке труб лучше проводить поэтапно.
Для того, чтобы сделать все правильно, нужно прочитать инструкцию, которая идет в комплекте с паяльником. Все работы по пайке труб лучше проводить поэтапно.
Давайте сначала нарисуем схему! Новая сантехника начинается с разметки кранов, фильтров, отводов и других деталей. После завершения составления подробной схемы можно приступать к частичной сборке трубопровода. Некоторые детали можно соединить без пайки с помощью клея, а для других требуется специальный инструмент. Чтобы облегчить процесс пайки, держите трубы строго горизонтально.
Для того, чтобы соединить трубы, расположенные вертикально, вам понадобится помощник. Второй человек должен только зафиксировать изделие на месте, а вы начнете паять, сняв паяльник с подставки. Последний этап – сборка оставшихся деталей в единую конструкцию. Здесь также пригодится помощник.
Для соединения полипропиленовых изделий диаметром более 63 см применяется сварка встык. Такой способ крепления изделий считается самым надежным, и для его проведения не нужны никакие дополнительные детали.
Сварка полипропиленовой трубы с фитингами
Основные этапы:
- подготовка необходимого инструмента.
- составление плана трубопровода.
- резка труб.
- сварка труб и фитингов.
Фитинги и фитинги обычно приваривают к пластиковым трубам. Для этого вам понадобится специальный паяльник с несколькими насадками, подходящими по размеру к диаметрам труб и фитингов. Прежде чем приступить к сварке, вам нужно будет очистить место, где в него входит штуцер. Для этого снимается алюминиевая фольга, если используется труба с алюминиевым слоем.
Пайка полипропиленовой трубы с фитингом
Затем фитинги для полипропиленовых труб и сама труба равномерно прогреваются паяльником с подходящей насадкой и соединяются между собой.
При склеивании деталей труб и фитингов следует избегать вращения деталей. Пайка элементов должна быть надежно зафиксирована в момент их остывания. В противном случае соединение будет негерметичным и будет давать течь в процессе эксплуатации.
При комбинированном соединении с металлическим водопроводом требуется другой способ соединения, включающий как сварку, так и резьбовое соединение. Обычно такое комбинированное подключение требуется при подключении сантехнического оборудования.
В первую очередь перед началом работ следует отключить стояки и слить воду в системе. После этого старая система водоснабжения демонтируется.
Для ускорения демонтажа старого водопровода можно просто использовать болгарку — разрезать на куски старые металлические трубы.
Процесс пайки подробно показан на видео ниже.
После завершения демонтажных работ необходимо снять старую арматуру, прочистить часть водопровода, ведущую к стояку с кабелем, и приступить к установке новой арматуры. Это поможет избежать заторов в водопроводе на этом старом участке водопровода.
Перед установкой необходимо поставить фильтр на смеситель. Это продлит срок службы стиральной машины, которую можно подключить к водопроводу в этом месте.
После всего этого можно установить комбинированный фитинг. Резьбовая металлическая часть соединяется со смесителем, а пластиковая приваривается к трубам.
Аппарат Фузиотерм
Холодные полипропиленовые трубы наматываются и затягиваются на своих местах, после чего стыки обрабатываются аппаратом Фузиотерм. Если требуется сварка двух концов изделий, то их нужно вставить в специальное отверстие в аппарате. Затем включают паяльный аппарат, дают ему прогреться до 260 градусов, трубы вставляют в специальное отверстие, выдерживают заданное время, снимают и подсоединяют.
Совет! Перед сваркой необходимо контролировать температуру нагрева.
Как правильно паять трубы PPR?
Полипропиленовые трубы постепенно получают наибольшее распространение. Причины этого. Полипропиленовые трубы и фитинги к ним относительно дешевы. Соединение штуцера и трубы потом не протекает, его можно назвать практически вечным, как и сами трубы. Но важно понимать, как паять пластиковые трубы. Помните, что правильная техника – залог успеха.
Технология пайки
Процесс сварки (пайки) предельно прост! Полипропилен эластичен при термическом нагреве – он переходит в состояние, которое можно сравнить с глиной. Когда материал остывает, его структура резко затвердевает. По-научному этот процесс называется сваркой полиэстера. Когда вы наберетесь достаточного опыта сращивания полипропиленовых труб, то это покажется невероятно легким.
Способы пайки
Теперь припаиваем двумя способами. Муфтовая пайка – это соединение двух труб с помощью специальной муфты или отрезка трубы, диаметр которого больше двух свариваемых изделий. Этот метод используется, когда свариваемая труба имеет диаметр менее 63 мм.
Видео пайка – это просто соединение двух смежных граней труб без каких-либо дополнительных сторонних элементов. Этот вариант предпочтительнее с точки зрения эстетики, но сложнее с точки зрения исполнения.
Для выполнения этой (прямой) пайки требуется опыт. Как паять полипропиленовые трубы? Эти оба описанных варианта считаются правильными, каждый способ имеет свои нюансы и особенности. Выбор вы делаете для себя, но в основном для бытового использования припой с муфтой.
Рекомендуем
Наиболее эффективные методы проращивания семян
Несмотря на то, что рассадный метод в овощеводстве является очень трудоемким процессом, его использует большинство огородников. Посев семян в открытый грунт — простой и удобный способ, но эффективен он только в определенных климатических зонах. I…
Светоотражающая краска. Область применения
Когда автомобили стали заполнять дороги, их популярность стала набирать светоотражающая краска. Благодаря этой краске, как водителям, так и пешеходам становится намного легче избежать ДТП в тёмное время суток. Назначение краски Светоотражающая краска – лакокрасочный материал,…
Как сделать значок своими руками — варианты изготовления (простые и сложные)
В советское время многие собирали значки, эмблемы, вымпелы. Достать их было непросто. А сегодня, благодаря технологиям, их можно изготовить самостоятельно. Зная, как сделать икону своими руками, можно и сделать оригинальные подарки друзьям, и сделать…
Клеммы
Для пайки любым из вышеперечисленных способов требуется специальное оборудование, и в частности, специальный паяльник. Если посмотреть на конструкцию паяльника для полипропиленовых труб, то он «близкий родственник» утюга. Основная часть устройства – массивный нагреватель. Этот нагреватель идет под специальные съемные насадки, поставляемые в комплекте с устройством (металлические стержни из разного диаметра)
Если речь идет о том, как паять полипропиленовые трубы своими руками, то нам подойдет выше паяльник. Он бытовой и подходит для пайки с использованием муфт. Если говорить о промышленной пайке, то для пайки полипропиленовых труб встык нужен специальный паяльник. Конструктивно этот паяльник также имеет систему контроля свариваемых элементов.
Также выпускаются паяльники двух основных мощностей. Обычно мощность существенно влияет на цену паяльника, хотя в ценообразовании устройства есть и другие составляющие.
Процедура сварки
Основное правило: пайку производить при обеспечении хорошей вентиляции. Плавление полимеров вызывает токсичность, если вдыхать их в избытке, здоровью человека будет нанесен значительный вред. Также должны быть защитные перчатки, очки и респиратор. Но, стоит повторить главное правило, которым нельзя пренебрегать. Как паять пластиковые трубы с точки зрения безопасности, своего здоровья? С притоком достаточного объема свежего воздуха!
При какой температуре паять полипропиленовые трубы?
Если вы используете для сварки труб именно специализированный паяльник, а другие варианты даже не рассматриваются, то вопросов о правильной температуре сварки у вас даже возникнуть не должно. Ваш паяльник оснащен зеленым индикатором, когда он загорится, то можно приступать к работе. Если вопрос температуры интересует просто для общего ознакомления или ваш паяльник оснащен ручкой для установки температуры пайки, то температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб с них снимают фаску, и эти места обезжиривают.
Пайка
Вопросы о том, как паять трубы PPR, важным фактором является время. Небольшое время воздействия плохого паяльника расплавит элементы, что приведет к плохому соединению. Если вы крутили элементы на паяльнике, они начнут деформироваться и менять свою структуру, что также не гарантирует качества соединения.
Если ваша сварная труба имеет диаметр 20 мм, то выдержите ее в горячем паяльнике около 8 секунд, за это же время необходимо сварить элементы между собой. Скорость охлаждения в этом случае принимается равной 2 минутам.
Если вы свариваете трубы диаметром 40 мм, то нагревайте их 18 секунд, для качественной сварки вам необходимо будет выдержать соседние элементы около 20 секунд, остыть в этом случае 5 минут.
Если ваши сварные элементы имеют диаметр от 20 мм до 40 мм, вы можете рассчитать все параметры на основе приведенных примеров.
Труба сварная с армированием
Рассмотрим подробно, как паять армированные полипропиленовые трубы. Здесь главный момент – снятие защитного материала. Почему? Прямо ниже меня поймите это прямо. Также нужно понимать, что фольга в структуре трубы (армирующий слой) обязательно требует дополнительного нагрева.
Особенность таких трубок-спаек – их увеличенный диаметр, как правило, такие трубки не подходят для бытовых утюгов. Чтобы решить эту проблему, трубы необходимо очистить перед пайкой. Можно использовать для этого специальный свайер (фрезер для пластиковой трубы), принцип его работы чем-то похож на точилку для карандашей. Свайер нужен для снятия наружного слоя с трубы, рубанок снимает внутренний слой трубы. Устройство выбирают исходя из расположения армирующего слоя к трубе.
Исключением из вышеперечисленного являются трубы, армированные не алюминием, а стекловолокном. В данном случае все стандартно и без осложнений. Теперь вы знаете, как паять ППР трубы для отопления, ведь армирующий слой присутствует только в полипропиленовых трубах предназначенных для отопления.
Распространенные ошибки при пайке труб
Во избежание ошибок не нужно спешить. При пайке полипропиленовых труб допускается несколько распространенных ошибок:
- На тюбике осталась жирная пленка (забыла обезжирить).
- Непрямая угловая резка сварных элементов (криво обрезанные кромки).
- Слабая посадка конца трубы внутри фитинга (малый опыт).
- Недостаточный или слишком длительный нагрев припаиваемых деталей (малый опыт).
- Некачественное снятие армирующего слоя трубы (невнимательность).
- Корректировка расположения свариваемых деталей после их первичного полимерного схватывания (малый опыт).
Когда знаешь достаточно о том, как паять трубы ППР, этот вопрос не покажется сложным. Электромонтажные трубы из полипропилена помогут вам сэкономить не только деньги, но и время. Есть один момент, который многих смущает при выборе полипропиленовых труб – якобы их эстетичность. Но, следует отметить, любая труба не выглядит привлекательно. Желательно делать по возможности скрытую установку любых трубопроводов.