Воздушно-дуговая резка
Воздушно-дуговая резка
Воздушно-дуговая резка очень эффективный процесс, который легко осваивается и выполняется не сложным оборудованием. Сам процесс заключается в расплавлении металла электрической дугой, а после удаление металла струей воздуха. Струя воздуха направлена вдоль электрода «угольного или графитового». При воздушно-дуговой резке резы получаются, как правило, не глубокие, а их ширина зависит от назначения.
Воздушно-дуговая резка используется для выборки корневого шва, поверхностной обработки. Например выработка канавок, удаление дефектов, строжки и т.д. Используемый источник тока до 600 А. Расходные материалы: угольные электроды диаметром от 6 до 12 мм. Этот способ в основном применяют при резке углеродистых сталей и легированных. Обработка цветных металлов и чугуна происходит немного труднее. Воздушно-дуговая резка в основном применяется в заготовительном производстве, а также и на монтаже. В литейном производстве также применяется это способ резки (для обработки отливок, удаление прибылей и литников и т.д.)
Комплектующие:
- резак,
- источники тока,
- кабели и рукава,
- сжатый воздух.
Ориентировочные режимы поверхностной воздушно-дуговой резки (постоянный ток, обратная полярность)
| Ширина канавки, мм | Глубина канавки, мм | Диаметр электрода, мм | Сила тока, А | Скорость воздушно-дуговой резки, мм/мин, стали (низкоуглеродистой) | Скорость воздушно-дуговой резки, мм/мин, стали (высоколегированной) |
|---|---|---|---|---|---|
| 8 | 14 | 6 | 290 | 300 | 390 |
| 9 | 8 | 6 | 240 | 500 | 640 |
| 10 | 16 | 8 | 350 | 300 | 390 |
| 11 | 12 | 8 | 420 | 500 | 640 |
| 12 | 18 | 10 | 500 | 300 | 390 |
| 13 | 10 | 410 | 500 | 640 |
Режимы разделительной воздушно-дуговой резки низкоуглеродистых сталей
| Толщина разрезаемого металла, мм | Сила тока, А | Давление воздуха, МПа | Диаметр электрода, мм | Ширина реза, мм |
|---|---|---|---|---|
| 5 | 200-240 | 0,6 | 4 | 6 |
| 25 | 370-390 | 0,5 | 8 | 10 |
| 25 | 500-580 | 0,6 | 12 | 14 |
Для воздушно-дуговой резки используется специальный резак с зажимным устройством для крепления угольного электрода. Для подачи сжатого воздуха в зону режущей дуги (воздух подается параллельно электроду) резак имеет специальную сопловую систему. Этот резак не годится для сварки. По кабелю-шлангу подается ток и воздух. Для воздушно-дуговой резки применяют постоянный или переменный ток. На постоянном токе используют сварочные преобразователи и выпрямители, однопостовые и многопостовые, а при работе на переменном токе используют трансформаторы с низким напряжением холостого хода и жесткой ВАХ. Воздух подается по цеховой магистрали (до 0,6 МПа) или от компрессора (20 м
Для подачи сжатого воздуха в зону режущей дуги (воздух подается параллельно электроду) резак имеет специальную сопловую систему. Этот резак не годится для сварки. По кабелю-шлангу подается ток и воздух. Для воздушно-дуговой резки применяют постоянный или переменный ток. На постоянном токе используют сварочные преобразователи и выпрямители, однопостовые и многопостовые, а при работе на переменном токе используют трансформаторы с низким напряжением холостого хода и жесткой ВАХ. Воздух подается по цеховой магистрали (до 0,6 МПа) или от компрессора (20 м
Читайте также:
Защита от сварки
Ремонт дефектов чугунного литья заваркой
Хранение баллонов с газами
Установка для автоматической сварки
Излучение сварочной дуги
Кислородно-дуговая и воздушно-дуговая резка | Сварка и сварщик
Кислородно-дуговую резку применяют для резки углеродистых сталей и отличают от дуговой тем, что на нагретый до плавления металл подают струю технически чистого кислорода, которая интенсивно окисляет металл и удаляет из разреза образующиеся оксиды. При сгорании металла в струе кислорода образуется дополнительная теплота, которая ускоряет процесс резки металлов. В качестве электродов используют стальные трубки наружным диаметром 8 мм, длиной 340-400 мм. Для устойчивого горения дуги на трубки-электроды наносят специальное покрытие. Электрод при включенном напряжении источника направляют в точку начала реза под углом 80-85° к обрабатываемой поверхности. В процессе резки резчик перемещает резак вдоль линии реза.
В практике применяют как разделительную, так и поверхностную воздушно-дуговую резку. Сущность этого способа резки заключается в выплавлении металла по линии реза угольной дугой, горящей между концом угольного электрода и металлом, и принудительном удалении расплавленного жидкого металла струей сжатого воздуха. Воздушно-дуговую резку применяют в основном при резке углеродистых сталей, цветные металлы и чугун поддаются воздушно-дуговой резке хуже, чем стали. Воздушно-дуговую резку используют при обрезке прибылей от литья, удаления дефектных мест сварных швов. Недостатком этого способа резки является науглероживание поверхностного слоя металла.
Сущность этого способа резки заключается в выплавлении металла по линии реза угольной дугой, горящей между концом угольного электрода и металлом, и принудительном удалении расплавленного жидкого металла струей сжатого воздуха. Воздушно-дуговую резку применяют в основном при резке углеродистых сталей, цветные металлы и чугун поддаются воздушно-дуговой резке хуже, чем стали. Воздушно-дуговую резку используют при обрезке прибылей от литья, удаления дефектных мест сварных швов. Недостатком этого способа резки является науглероживание поверхностного слоя металла.
При ручной разделительной резке электрод утоплен в разрезаемый металл, угол между электродом и поверхностью разрезаемого металла составляет 60-90°, а при поверхностной резке он не превышает 30°. Вылет электрода не должен превышать 100 мм. При работе электрод обгорает и периодически его выдвигают на рекомендуемую величину. Нажимать на электрод не рекомендуется, так как при нагреве он становится непрочным и может ломаться. Ширина канавки на 1-3 мм больше диаметра применяемого электрода. Режимы воздушно-дуговой резки приведены в таблице.
Режимы воздушно-дуговой резки
| Диаметр электрода, мм | Ток, А | Давление воздуха, МПа | Толщина разрезаемого металла, мм | Ширина реза, мм |
| 4 | 200-240 | 0,6 | 5 | 6 |
| 8 | 370-390 | 0,5 | 25 | 10 |
| 12 | 500-580 | 0,6 | 25 |
В качестве источников питания используют сварочные генераторы или сварочные выпрямители. Для подачи воздуха используют компрессоры производительностью 20-30 м3/ч.
Качество резки во многом зависит от квалификации резчика. Резак во время резки должен передвигаться равномерно, электрод не должен касаться металла, так как это приводит к местному науглероживанию.
Воздушно-дуговая резка — Резание металла
Воздушно-дуговая резка
Категория:
Резание металла
Воздушно-дуговая резка
В этом схюсобе металл расплавляется дугохх с неплавящимся угольным или графитным электродом и расплавленный металл выдувается из полости реза потоком сжатого воздуха, подаваемого параллельно электроду.
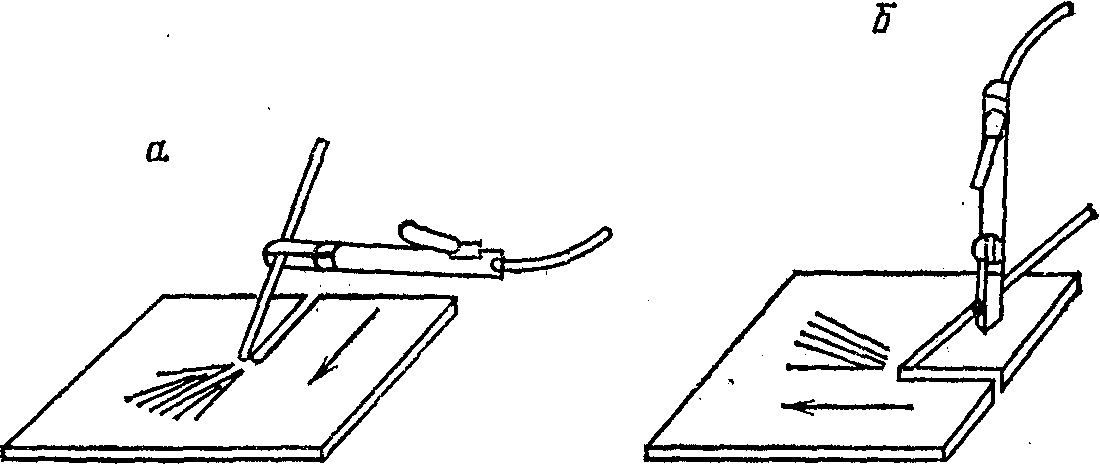
При строжке электрод располагают под углом 30—45° к поверхности металла и конец электрода несколько углубляют в обра-дующуюся канавку; выплавляемый металл разбрасывается вперед и в стороны. Для разделительной резки электрод углубляют на всю толщину металла, располагая его под углом 60—90° к поверхности металла; продукты резки выдуваются потоком воздуха сквозь щель реза. Окисление выдуваемого металла не очень значительно, и выдуваемые продукты на 80% состоят из металлического железа. Исследования показали, что при воздушно-плазменной резке 25—30% энергии идет на выплавление металла, 25—30% отводится в массу металла, 45—50% идет на нагрев электрода и воздушного потока.
Рис. 1. Воздушно-дуговая строжка: 1 — резак; 2 — воздушная струя; 3 — электрод; 4 — вырезаемая канавка; 5 — направление строжки
Рис. 2. Воздушно-дуговая разделительная резка: 1 — резак; 2 — воздушная струя; 3 — электрод; 4 — направление резки
Расход электродов пропорционален току: g = кс1 г!ч, где g — вес израсходованного электрода в г; 1 — ток в а; кс — коэффициент, величина которого 1,5—3 г/а-ч. Плотность материала электродов 1,5—1,6. Хорошие результаты дают омедненные электроды, покрытые слоем меди толщиной около 0,1 мм. Омеднение уменьшает расход электродов. Резка, как правило, ведется на постоянном токе обратной полярности, т. е. на электрод дается плюс, а на изделие — минус источника тока. Производительность па нормальной полярности и на переменном токе уменьшается в 2—3 раза. Процесс весьма производителен, коэффициент выплавления кь = = 25 Ч- 30 г/а * ч. Скорость строжки канавки может доходить до 2—3 м/мин; при скоростях свыше 1 м/мин наблюдается повышение содержания углерода в поверхностном слое металла, при меньших скоростях науглероживания не происходит. Обычно наиболее целесообразной считают скорость строжки 0,4—0,6 м/мин.
Воздушно-дуговая резка выполнима во всех пространственных положениях и находит достаточно широкое применение для удаления дефектного металла с поверхности отливок, поковок и проката; вырубки дефектных сварных швов; разделки трещин; разделки канавки на обратной стороне двусторонних швов; разделки кромок листов под сварку; удаления заклепок, твердых наплавлеиных слоев и пр., а также для разделительной резки нержавеющих сталей и других металлов, не поддающихся газокислородной резке при небольших толщинах металла; прожигания монтажных отверстий и т. д.
Рис. 3. Воздушно-дуговой резак РВД-1
Резак для воздушно-дуговой резки представляет собой держатель электродов усиленной конструкции на большие токи; головка держателя имеет сопла для воздуха.
Для воздушно-дуговой резки пригодны нормальные источники тока, применяемые для дуговой электросварки. Оптимальное давление воздуха при воздушно-плазменной резке 5—7 кГ1см2. Давление свыше 8 кПсм2 понижает устойчивость дугового разряда, менее 4 кГ/см2 замедляет выплавление металла. Нормальный расход воздуха 20—40 м3/ч.
Реклама:
Читать далее:
Подводная резка металлов
Статьи по теме:
Воздушно-дуговая резка металла
Принцип работы при воздушно — дуговой резке заключается в расплавлении металла в месте резания электрической дугой, а также удалением расплавленного металла сжатым воздухом, под действием дуги расплава. Подача воздуха осуществляется вдоль неплавящегося электрода, закрепленного в электрододержателе. Электроды, применяемые в работе, обычно графитовые или угольные.
Воздушно-дуговая резка угольным электродом диаметра 6 — 12мм., позволяет лучшим образом повысить производительность, при этом сила сварочного тока будет составлять 300 — 1500А, а напряжение на дуге электрическая дуга поддерживается постоянным током обратной полярности. В процессе работы горение дуги имеет низкую устойчивость и частые обрывы. При воздушно-дуговой резке принимается во внимание то, что чем меньше скорость износа электрода, тем эффективнее процесс резки. Таким образом, более целесообразно пользоваться электродами, имеющие защитно — разгружающий слой из меди или композиции на основе меди.
При воздушно-дуговой резке принимается во внимание то, что чем меньше скорость износа электрода, тем эффективнее процесс резки. Таким образом, более целесообразно пользоваться электродами, имеющие защитно — разгружающий слой из меди или композиции на основе меди.
Пожалуй, значительным недостатком воздушно — дуговой резки является невысокое качество места реза. Например, на кромках глубиной 0,1-0,3 мм, наблюдаются трещины, образующиеся повышением содержания углерода. Чтобы снизить процент науглероживания, по возможности при сваривании лучше не касаться электродом раскаленного металла. Обязательно после резки тщательно зачистить поверхность щеткой до металлического блеска и проверить наличие возможных дефектов.
Воздушно — дуговая резка часто применяется для поверхностной обработки как разделительная резка в лом стали, алюминия, меди, титана. Можно резать легированную и высоколегированную сталь, углеродистую, чугун, некоторые цветные металлы — бронзу, латунь, алюминий и сплавы. Если правильно вести процесс работы, то расплавленный металл полностью удаляется и поверхность металла не изменяет своего состава, благодаря краткому воздействию нагрева.
Воздушно — дуговая резка угольным электродом выполняется при постоянном токе прямой полярности, и применяется при резке чугуна, цветных металлов, стали. Но, выполняя работу таким электродом, ширина реза и его качество не очень надежное. Можно резать и при переменном токе, при работе поверхность располагается под небольшим углом к горизонтальной плоскости, для вытекания жидкого металла. При толщине угольного электрода 10мм., а металла 6мм., величина тока будет 400д. и скорость резки 21 М/Ч. При толщине 16мм. металла, скорость будет значительно ниже 10,5М/Ч.
Оборудование для воздушно — дуговой сварки состоит из пусковой аппаратуры, обязательный источник питания, сварочный кабель, шланг подачи воздуха, резак и воздушный компрессор.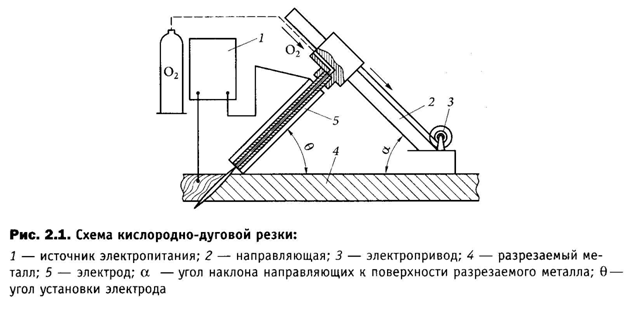 Если это рабочий цех, то шланг подачи воздуха подсоединяют к местному воздуховоду. В строительстве в основном применяют резак РВД (23.7), который состоит из небольшого корпуса с рукояткой, воздушного клапана, который подсоединяется к рукоятке кабель — шланга, имеются металлические подвижные и неподвижные губки, зажимающие угольный электрод.
Если это рабочий цех, то шланг подачи воздуха подсоединяют к местному воздуховоду. В строительстве в основном применяют резак РВД (23.7), который состоит из небольшого корпуса с рукояткой, воздушного клапана, который подсоединяется к рукоятке кабель — шланга, имеются металлические подвижные и неподвижные губки, зажимающие угольный электрод.
Воздушно-дуговая резка металлов — Энциклопедия по машиностроению XXL
ДУГОВАЯ И ВОЗДУШНО-ДУГОВАЯ РЕЗКИ МЕТАЛЛОВ [c.119]Почему при воздушно-дуговой резке металлов применяется постоянный ток обратной полярности [c.125]
Более высокую производительность и качество реза обеспечивает воздушно-дуговая резка. Металл расплавляется дугой, горящей с не- [c.310]
Для дуговой резки металлическим электродом используют толстопокрытые электроды, обычно те же, что и для сварки. Род тока зависит от марки электрода. На скорость разделительной резки основное влияние оказывают толщина металла, диаметр электрода и величина тока (табл. 3.6). С увеличением толщины металла скорость резко уменьшается. Для резки угольными или графитовыми электродами используют постоянный ток прямой полярности, так как в этом случае на изделии выделяется больше теплоты. Науглероживание кромок реза затрудняет их последующую механическую резку. Ширина реза больше, чем при использовании металлического электрода. При воздушно-дуговой резке металл расплавляется угольной дугой и выдувается потоком воздуха, подаваемого параллельно электроду под давлением 0,4. .. 0,6 МПа. [c.160]
При воздушно-дуговой резке металл, расплавленный дугой по линии разреза, выдувается струей воздуха. Воздух от заводской сети с давлением не менее 4 ат непрерывно подается в держатель и затем вдоль оси электрода в зону реза. Количество металла, выплавляемого из полости реза, пропорционально току в дуге.
[c. 210]
210]
При воздушно-дуговой резке металл расплавляется дугой, горящей между изделием и угольным электродом, а удаляется струей сжатого воздуха (рис. 50). [c.142]
Воздушно-дуговую резку металлов выполняют постоянным током обратной полярности, так как при прямой полярности металл нагревается на сравнительно широком участке, вследствие чего удаление расплавляемого металла затруднено. Возможно применение и переменного тока. Для воздушно-дуговой резки применяют резаки. В таких резаках соосно с угольным или графитизированным электродом перемещается струя сжатого воздуха, удаляющая расплавленный металл из полости реза. [c.142]
При воздушно-дуговой резке металл, расплавленный дугой по линии разреза, выдувается струей воздуха. Воздух от заводской сети с давлением не менее 4 ат непрерывно подается в держа- [c.163]
При воздушно-дуговой резке металл, выплавляемый электрической дугой, непрерывно удаляется струей сжатого воздуха. Воздушно-дуговую резку применяют при поверхностной обработке металла для выплавки дефектных участков и удаления корня сварных швов. [c.454]
Воздушно-дуговую резку металлов выполняют сплошным угольным или графитовым электродом, закрепляемым в электрододержателе. В неподвижной губке электрододержателя просверлены отверстия для подачи воздуха параллельно оси электрода. [c.606]
В настоящее время внедряется в производство воздушно-дуговая резка металлов. Сущность этого метода заключается в том, что обрабатываемый металл расплавляется в месте реза угольной дугой, затем под действием струи сжатого воздуха расплавленный металл частично сгорает, а частично выдувается. [c.314]
Для осуществления воздушно-дуговой резки металла необходимо иметь резак, источник электрической энергии, сжатый воздух и угольные нли графитовые электроды. [c.243]
Как осуществляется воздушно-дуговая резка металлов [c.
 199]
199]О МЕХАНИЗАЦИИ ВОЗДУШНО-ДУГОВОЙ РЕЗКИ МЕТАЛЛА [c.41]
Рассмотрены различные схемы механизации воздушно-дуговой резки металлов, выявлены оптимальные условия механизации воздушно-дугового процесса. Представлены конструкции полуавтоматов для воздушно-дуговой резки конструкции ВНИИАВТОГЕНМАШа. [c.196]
Воздушно-дуговая резка черных металлов наиболее производительна при использовании постоянного тока обратной полярности, а при резке цветных металлов — прямой полярности. [c.120]
Воздушно-дуговой поверхностной и разделительной резке могут подвергаться цветные металлы и их сплавы. Однако применение этого способа для разделения цветных металлов требует повышения погонной энергии ввиду более высокой теплоемкости и теплопроводности этих материалов. С помощью воздушно-дуговой резки можно удалять все дефекты в сварных швах, а в стальном—литье, газовые и усадочные раковины, шлаковые включения, земляные засоры, трещины, рыхлости и пористости, [c.122]
Изучить особенности дуговой и воздушно-дуговой резки и строжки металлов. [c.123]
Преимущества воздушно-дуговой резки и строжки металлов. [c.125]
Воздушно-дуговую обработку металла применяют для разделительной резки и поверхностной зачистки и строжки отливок из углеродистой и легированной стали, чугуна и цветных металлов. [c.136]
При воздушно-дуговой резке металл расплавляется дугой непла-вящимся графитовым электродом, а расплавленный металл выдувается из полости реза потоком сжатого воздуха, подаваемого параллельно электроду. Воздушно-дуговую резку можно выполнять во всех пространственных положениях. Основная область ее применения — поверхностная обработка металла (различные углубления в виде канавок, снятие лишнего или дефектного металла и т.- п.). Применяют разделительную воздушно-дуговую резку. Для воздушно-дуговой резки используют специальные резаки, представляющие собой держатель электродов, головка которого имеет сопла для подачи воздуха. [c.210]
[c.210]
Опыт 2. Определить производительность, расход электродного материала при воздушно-дуговой резке металлов низкоуглеродистой стали и стали 1Х18Н9Т, руководствуясь указаниями опыта 1. [c.124]
Сущность дуговой и воздушно-дуговой резки металлов и область их п)зименения. [c.125]
Воздушно-дуговая резка. Б процессе воздушно-дуговой резки металл в месте реза расплавляется теплом электрической дуги, горящей между угольным илп угольнр-графитированиьгм электродом и металлом, при непрерывном удалении жидкого металла струей сжатого воздуха. Установка дшя воздушно-дуговой резки сос-то(ит из резака, источникО В питания дуги электрическим токо м и сжатого воздуха, шлангов для подачи. сжатого воздуха и сварочных проводов. [c.82]
При воздушно-дуговой резке металл, выплавляемый электрической дугой, непрерывно удаляется струей сжатого воздуха. Воздушно-дуговую резку применяют при поверхностной обработке металла, для выплавки дефектных участков и удаления корня сварных швов, срезки заклепок, разделки трещин, пробивки отверстий для соединительных скоб и заклепок и т, д. Кроме того, воздушнодуговую резку используют для разделения нержавеюшей стали и [c.469]
При воздушно-дуговой резке металл, выплавляемый электрической дугой, непрерывно удаляется струей сжатого воздуха. Воздушно-дуговую резху применяют при поверхностной обработке металла для выплавки дефектных участков и удаления корня сварных швов, срезки заклепок, разделки трещин, пробивки отверстий для соединительных скоб и заклепок и т. Д. Кроме того, воздушно-дуговую резку иопользу-куг для разделения нержавеющей стали и латуни толщиной до 20—25 мм. Резка производится при помощи специального резака, яадример, РВД-1-57, показанного на рис. 17, рассчитанного на длительную работу угольными электродами диаметром от 6 до 12 мм при токе до 300 а (кратковременно до 500 а). [c.387]
При воздушно-дуговой резке металл расплавляется дугой не-плавяшегося угольного или графитового электрода и удаляется струей сжатого воздуха. Резку выполняют на постоянном токе обратной полярности или переменном токе. Применяют ее для поверхностной обработки металла, а также для выполнения разделительных операций — пробивки отверстий, разделки кромок и трещин. Процесс ведут специальными резаками, рассчитанными на длительную работу.
[c.287]
Резку выполняют на постоянном токе обратной полярности или переменном токе. Применяют ее для поверхностной обработки металла, а также для выполнения разделительных операций — пробивки отверстий, разделки кромок и трещин. Процесс ведут специальными резаками, рассчитанными на длительную работу.
[c.287]
В последнее время начали применять воздушно-дуговую резку металлов. Этот способ резки представляет собой сочетание нагрева и расплавления металла с помощью угольных или графити-9 [c.131]
Шапиро И. С. Воздушно-дуговая резка. металла на переменном токе. Ле1шнградскин дом научно-технической пропаганды, 1961. [c.172]
В настоящее время также применяется кислородно-дуговая и воздушно-дуговая резка металла. В этих случаях удаление расплавленного металла происходит препмущестзенно под действием струи газов. [c.313]
ГЛАВА XVIII ВОЗДУШНО-ДУГОВАЯ РЕЗКА МЕТАЛЛОВ 1 [c.241]
Резка металлов. Резка металлов — отделение частей (заготовок) ш шр 1 ццш а ил и л тетовота металл а способами кислородной, дуговой и воздушно-дуговой резки. [c.60]
Выборку дефектов производят абразивным инструментом или зубилами до здорового металла. Допускается для удаления дефектов (кроме трещин) применять ацетиленокислородную или воздушно-дуговую резку с последующей зачисткой места выборки абразивным инструментом. Перед огневой выборкой дефектов отливок из сталей 25Л и 20ГСЛ при толщине стенки более 40 мм требуется местный подогрев до 200°С, а для стали марок 20ХМФЛ и 15Х1М1ФЛ местный подогрев должен производиться до 250—300 «С независимо от толщины стенки. Подогрев осуществляют любым доступным способом температуру подогрева контролируют термокарандашами. [c.444]
Часть облицовки была удалена воздушно-дуговой резкой круглыми угольными омедненными электродами диаметром 6—10 мм по обычной технологии [Л. 2 2], а часть облицовки — с помощью воздушно-электродуго-вой строжки пластинчатыми графитовыми электродами.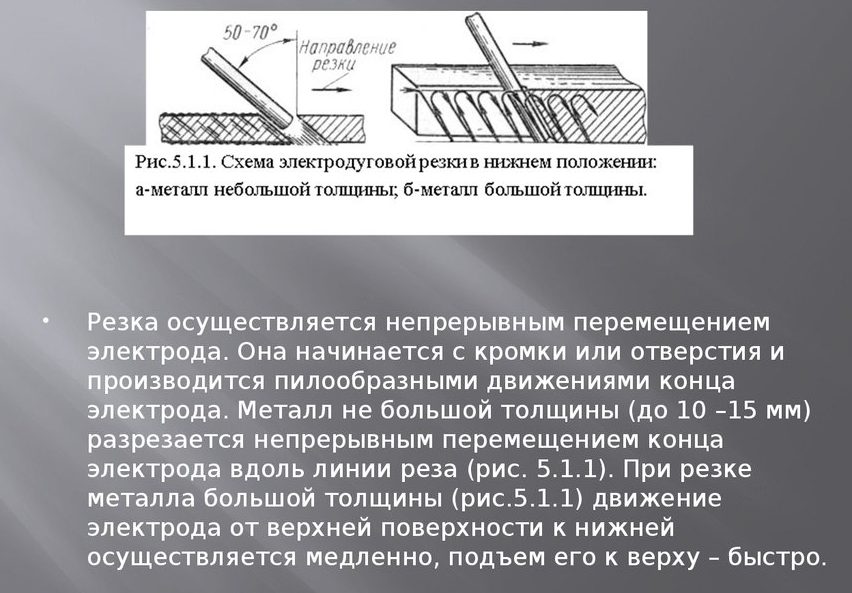 При этом движением электрода сверху вниз выплавлялись сварные швы между полосами, после чего облицовка легко отделялась от камеры. Оба способа при удалении облицовки обеспечили высокую производительность и хорошее качество. Разрушенный кавитацией основной металл камеры был удален поверхностной воздущно-электродуговой строжкой пластинчатыми графитовыми электродами по технологии, принятой на Каховской ГЭС,, и с такой же производительностью.
[c.66]
При этом движением электрода сверху вниз выплавлялись сварные швы между полосами, после чего облицовка легко отделялась от камеры. Оба способа при удалении облицовки обеспечили высокую производительность и хорошее качество. Разрушенный кавитацией основной металл камеры был удален поверхностной воздущно-электродуговой строжкой пластинчатыми графитовыми электродами по технологии, принятой на Каховской ГЭС,, и с такой же производительностью.
[c.66]
Выборку дефектов литья под заварку проводят воздушно-дуговой резкой. В отливках из стали марок 20ХМФЛ и 15Х1М1ФЛ место выборки предварительно нагревают газовым пламенем до 300—350 °С. Температуру нагрева контролируют термокарандашом. Дефекты литья выбирают полностью до здорового металла, сквозные трещины перед выборкой засверливают по концам. Перед заваркой выполняют разделку дефектного места. Форма разделки должна обеспечивать доброкачественный и полный провар по всей поверхности, т. е. стенки должны быть [c.393]
Резку производят на постоянном или переменном токе от источников питания дуги с жесткой вольт-амперной характеристикой. Электрод при поверхностной резке направляют под углом 30…45° к обрабатываемой поверхности, при разделительной — под углом 60…90°. Если толщина металла больше 20 мм, электрод утапливают в разрезаемый металл. Вылет электрода не должен превышать 100 мм, по мере обго-рания его выдвигают из зажима резака. Воздушно-дуговой резкой обрабатывают углеродистые и легированные стали. Хуже режутся цветные металлы и чугун. [c.311]
Угольные электроды предназначены для воздушно-дуговой резки и сварки металлов, удаления прибылей и дефектов литья, строжки электроприхваток и сварных швов, поверхностной резки металлов, срезки заклепок и подготовки кромок под сварку. Выпускаемые электроды могут быть омедненными и неомедненны-ми, круглыми, диаметром 4… 18 мм, и плоскими с сечением размером 12×5 или 18×5 мм. [c.90]
СваркаРУ — Воздушно-Дуговая Строжка и Резка Угольным Электродом (Строжка Угольной Дугой)
Цены и остатки не указаны по техническим причинам.
Просим уточнить стоимость и наличие продукции у наших сотрудников.
Приносим извинение за неудобство.
Строжка угольной дугой представляет собой метод, при котором металл, расплавленный электрической дугой, выдувается струей сжатого воздуха.
Строжка угольной дугой используется для обработки большинства металлов, таких как сталь, нержавеющая сталь, чугун, никель, медь, магний и алюминий.
Оборудование, используемое при строжке угольной дугой, включает источник питания, держатель угольных электродов и его кабели, а также угольные электроды, которые могут быть круглыми или плоскими. Кроме того также необходимо устройство для подачи сжатого воздуха.
Положительный постоянный ток, как правило, используется для литой стали и стальных сплавов.
Отрицательный постоянный ток используется для цветных металлов, марганцевой стали, чугуна.
Переменный ток используется для чугуна, алюминия и никелевых сплавов.
Круглый угольный электрод используется для:
- Выплавки корневых швов
- Выплавки дефектов и трещин в сварных швах
- Разделки кромок под сварку
- Резки метала
- Пробития отверстий
Плоский угольный электрод используется для:
- Выравнивания дефектов поверхности слабой дугой
- Очистки стального литья
- Выплавки дефектов в пороках литья
- Выравнивания верхнего слоя сварных швов дугой
Техника выполнения воздушно-дуговой строжки угольным электродом
При выполнении строжки угольной дугой примите к сведению следующее:
Перед началом работы убедитесь, что оборудование готово к использованию, а сила тока строжки и угольный электрод соответствуют заготовке
При строжке угольной дугой требуемое давление сжатого воздуха составляет 500–700кПа (5-7бар)
Вставьте угольный электрод в держатель таким образом, чтобы выступающая часть угольного электрода составляла 100-150мм (максимальный ø13мм)
Откройте клапан сжатого воздуха и поднесите наконечник угольного электрода к заготовке
Зажгите дугу, проведя угольным электродом по заготовке
Переместите угольный электрод в такое положение, при котором поток сжатого воздуха будет попадать на расплавляемый материал между электродом и создавшейся канавкой
Допустимый угол для строжки угольной дугой составляет 20° – 45°
Если угол больше, сжатый воздух не может выдувать расплавленный металл
Помните, что обрабатываемая поверхность не сразу готова к сварке
Пред сваркой поверхность необходимо очистить, например, отшлифовать
ВНИМАНИЕ! Не допускается превышение максимальной силы тока, указанной для угольного электрода, так как это ускорит износ угольного электрода.
 Если медное покрытие плавится быстрее угольного электрода, сила тока строжки будет превышена
Если медное покрытие плавится быстрее угольного электрода, сила тока строжки будет превышена
 Если медное покрытие плавится быстрее угольного электрода, сила тока строжки будет превышена
Если медное покрытие плавится быстрее угольного электрода, сила тока строжки будет превышенаДуговая резка листового металла по разметке в Москве – цена за метр, прайс на дуговую резку металла
Этот метод по качеству значительно уступает газовому. Поэтому его используют только при отсутствии необходимого оборудования.
Дуговая резка подходит для цветных металлов, разных видов сталей, чугуна и сплавов.
Виды резки металла
Выделяют следующие виды резки:
-
Разделительная – деление материала на части с применением неплавящихся электродов: угольного, графитового или вольфрамового. На скорость дуговой резки влияет диаметр стержня, величина силы тока и толщина самого металла.
-
Поверхностная резка. Применяется для устранения дефектов в сварных швах и выплавления канавок.
-
Проведение вырезки отверстий необходимого диаметра в металле.
Основные способы дуговой резки
Первый способ – резка с применением плавящихся и неплавящихся стержней. Плавящимся металлическим электродом, как и при сварке, выполняется резка металла. При этом только увеличивают силу тока на 40 %. Из неплавящихся применяют вольфрамовые, угольные и графитовые электроды.
Графитовые отличаются большей прочностью и меньшим электрическим сопротивлением (0,0008 Ом против 0,0032 Ом для кубика с ребром 1 см).
Дуговая резка с металлическим стержнем используется для раскроя стальных листов, а также для удаления дефектов и получения отверстий в листах материала. Главный недостаток при резке металлической дугой – образование натеков по сторонам реза. Когда качество реза и его ширина не важны, используют угольные и графитовые стержни.
При дуговой резке неплавящимся стержнем происходит его медленное обгорание, в результате чего рез получается чище в сравнении с резкой металлическим стержнем.
При наличии ржавчины и краски для дуговой резки лучше воспользоваться угольным электродом. Тогда не обязательна предварительная чистка и обработка места реза.
Графитовые стержни в сравнении с металлическими отличаются небольшим диаметром, поэтому ширина реза получается меньше. Также они обгорают не так быстро в сравнении с угольными, поэтому считаются более экономичными при резке металла.
Обратите внимание! Применение угольной дуги обеспечивает высокую производительность резки только в случае толщины материала до 12 мм.
Резку вольфрамовой дугой выбирают редко. Проводится она в защитной среде аргона и служит для обработки легированных сталей или цветных металлов.
Второй способ – кислородно-дуговая и воздушно-дуговая резка. Представляют собой процесс, при котором разрезаемый металл расплавляют электрической дугой и удаляют чистым кислородом или сжатым воздухом. Резка осуществляется обычным, пластинчатым, трубчатым, графитовым или угольным стержнем.
Такой дуговой способ используется, что разрезать сталь толщиной не более 20 мм, а также при проведении работ для цветных металлов и чугуна.
Эти дуговые резки применимы для вырезки отверстий в стальных плитах и удаления дефектов в местах сварки. Качественный рез и высокая скорость метода возможны при толщине материала 10–12 мм.
Кислородно-дуговой и воздушно-дуговой методы могут сочетаться со сварочными работами.
Такой резкой металла пользуются, когда нужно выполнить короткий рез на строительной конструкции.
Воздушно-дуговая, по сравнению с дуговой резкой, проста в исполнении, дешевле и производительнее.
Основные недостатки и преимущества метода
Основное преимущество метода – возможность проводить его во всех пространственных положениях, в том числе в труднодоступных местах.
Среди недостатков дугового метода:
-
Низкое качество обработки.
Это проявляется в слишком широком резе и неровных кромках на деталях.
-
Наличие шлака и выплавившегося материала на краях реза, что требует дополнительной механической обработки материала.
-
Низкая производительность. Чем больше толщина обрабатываемого материала, тем меньше скорость. Так, при толщине листового металла 15 мм скорость резки составит 120–150 мм/мин.
 Это проявляется в слишком широком резе и неровных кромках на деталях.
Это проявляется в слишком широком резе и неровных кромках на деталях.
CAC: Углеродная дуговая резка — Weld Guru
Резка с воздушной угольной дугой — это процесс дуговой резки, при котором металлы, подлежащие резке, плавятся под действием тепла угольной дуги.
Расплавленный металл удаляется струей сжатого воздуха с высокой скоростью.
Воздушная струя находится снаружи расходуемого угольно-графитового электрода. Он попадает в расплавленный металл сразу за дугой.
Требуемое оборудование: воздушный компрессор, источник сварочного тока, угольный электрод и горелка для строжки.
Процесс воздушной угольной дуги показан на рисунке 10-75.
Сравнение с другими процессамиВоздушная угольная резка и удаление металла отличаются от плазменной резки тем, что в них используется открытая (неограниченная) дуга, которая не зависит от струи газа. Воздух удаляет металл физически, а не химически, что является подходом в процессах газокислородной резки.
Этот процесс более гибкий, чем кислородно-топливные процессы, поскольку он не требует окисления для резки.Наиболее распространенные металлы, обрабатываемые этим способом, включают чугун, медные сплавы и нержавеющую сталь. Этот процесс широко используется для обратной строжки, подготовки стыков и удаления дефектного металла швов.
Видео по резке угольным воздухом
Схема оборудования и электрических соединений
Принципиальная схема для воздушно-дуговой резки (CAC) или строжки показана на рисунке 10-76. Обычно используются обычные сварочные аппараты с постоянным током.В этом процессе можно использовать постоянное напряжение. При использовании источника питания постоянного тока необходимо соблюдать меры предосторожности, чтобы эксплуатировать его в пределах его номинальной выходной мощности по току и рабочему циклу. Источники питания переменного тока, имеющие обычные характеристики спада, также могут использоваться для специальных приложений. Необходимо использовать угольные электроды переменного тока.
Схема воздушно-дуговой резки (CAC)Необходимое оборудование показано на блок-схеме. Специально для процесса воздушно-угольной дуги были созданы специальные сверхмощные сильноточные машины.Это происходит из-за чрезвычайно высоких токов, используемых для углеродных электродов большого размера.
Держатель электрода
Электрододержатель разработан для работы с воздушно-угольной дугой (CAC). Держатель включает небольшую круглую головку для захвата, которая содержит воздушные форсунки для направления сжатого воздуха вдоль электрода. На нем также есть паз для захвата электрода. Эту головку можно поворачивать, чтобы электроды располагались под разными углами по отношению к держателю. К держателю через клеммную колодку подсоединяются тяжелый электрический провод и шланг для подачи воздуха.В держатель включен клапан для включения и выключения сжатого воздуха. Доступны держатели нескольких размеров в зависимости от рабочего цикла выполняемой работы, сварочного тока и размера используемого угольного электрода. Для особо тяжелых работ используются держатели с водяным охлаждением.
Для особо тяжелых работ используются держатели с водяным охлаждением.
Типы электродов
Углеродный графит:
Электроды из угольного графита изготовлены из смеси углерода и графита плюс связующее, которое спекается для получения однородной структуры.Электроды бывают нескольких типов.
Обычные электроды без покрытия :
Плоский электрод без покрытия дешевле, пропускает меньше тока и легче запускается.
с медным покрытием:
Электрод с медным покрытием обеспечивает лучшую электропроводность между ним и держателем. Электрод с медным покрытием лучше подходит для сохранения исходного диаметра во время работы. Он длится дольше и пропускает более высокий ток. Электроды с медным покрытием бывают двух типов
Соотношение составов углерода и графита для этих двух типов немного отличается.Тип постоянного тока более распространен.
Тип переменного тока содержит специальные элементы для стабилизации дуги. Используется для получения отрицательного электрода постоянного тока при резке чугуна. Электроды с покрытием переменного тока изготавливаются из графита, углерода и специального связующего. Примешиваются редкоземельные материалы для обеспечения стабилизации при использовании переменного тока.
При нормальном использовании электрод работает с положительным электродом. Электроды имеют диаметр от 5/32 до 1 дюйма (от 4,0 до 25,4 мм). Электроды обычно имеют диаметр 12 дюймов.(300 мм) в длину; однако доступны электроды диаметром 6 дюймов (150 мм). Покрытые медью электроды с коническими муфтами доступны для автоматической работы и позволяют работать в непрерывном режиме.
В таблице ниже показаны типы электродов и диапазон тока дуги для различных размеров.
| Тип электрода | Размер электрода | Текущий | ||
|---|---|---|---|---|
| дюйм | мм | мин. | Макс | |
| DC (простой) или AC (с медным покрытием) | 5/32 | 4 | 90 | 150 |
| 3/16 | 4. 8 8 | 150 | 200 | |
| 1/4 | 6,4 | 200 | 400 | |
| 5/16 | 7,9 | 250 | 450 | |
| 3/8 | 9,5 | 350 | 600 | |
| 1/2 | 12,7 | 600 | 1000 | |
| 5/8 | 15,9 | 800 | 1200 | |
| 3/4 | 19.1 | 1200 | 1600 | |
| 1 | 25,4 | 1800 | 2200 | |
Полярность электрода положительная (обратная полярность).
Примечание. Для электродов постоянного тока с медным покрытием ток можно увеличить на процент.
Проверьте инструкции производителя
Давление воздуха
Давление воздуха не критично, но должно находиться в диапазоне от 80 до 100 фунтов на квадратный дюйм (от 552 до 690 кПа).Требуемый объем сжатого воздуха составляет от 5 кубических футов в минуту (2,5 литра в минуту) до 50 кубических футов в минуту (24 литра в минуту) для угольных электродов самого большого размера. Компрессор мощностью в одну л.с. обеспечит достаточное количество воздуха для электродов меньшего размера. При использовании электродов самого большого размера потребуется компрессор мощностью до десяти лошадиных сил.
Факел
Резак CAC для строжкиВыше показан ручной резак для строжки углем. Горелка удерживает электрод в шарнирной головке, имеющей один или несколько удерживающих устройств.Таким образом, воздушная струя остается на одной линии с электродом независимо от угла наклона электрода к горелке.
Если горелка имеет две головки (воздушные форсунки по обе стороны от электрода) или с фиксированным углом между электродом и держателем, это лучше для некоторых применений, таких как большие отливки (мытье подушек) или для удаления подушек.
Горелка охлаждается воздухом. Если используются сильноточные системы, водяное охлаждение можно использовать вместе с резаком для тяжелых условий эксплуатации.
Если используются сильноточные системы, водяное охлаждение можно использовать вместе с резаком для тяжелых условий эксплуатации.
Преимущества и основные области применения
Процесс воздушно-угольной дуговой резки (CAC) используется для резки металла, вырезания дефектного металла, удаления старых или плохих сварных швов, для строжки корневых швов сварных швов с полным проплавлением и для подготовки канавок под сварку.Резка воздушной угольной дугой также используется в тех случаях, когда незначительные неровности кромок не вызывают возражений.
Площадь реза небольшая, и, поскольку металл плавится и удаляется быстро, окружающая область не достигает высоких температур. Это снижает склонность к деформации и растрескиванию.
Процесс воздушно-дуговой резки (CAC) и строжки обычно выполняется вручную. Аппарат может быть установлен на ходовой тележке. Это считается машинной резкой или строжкой.
Были созданы специальные приложения, где цилиндрическая деталь помещалась на токарном станке и вращалась под воздушной угольной дуговой горелкой.Это машинная или автоматическая резка, в зависимости от участия оператора.
Работает во всех позициях:
Процесс резки воздушной угольной дугой (CAC) можно использовать во всех положениях. Его также можно использовать для строжки во всех положениях. Использование позиции над головой требует высокого мастерства.
Работает с обычными металлами:
Процесс воздушной угольной дуги может использоваться для резки или строжки большинства распространенных металлов. К металлам относятся: алюминий, медь, железо, магний, углеродистая и нержавеющая сталь.
Этот процесс не рекомендуется для подготовки к сварке нержавеющей стали, титана, циркония и других подобных металлов без последующей очистки. Эта очистка, обычно путем шлифования, должна удалить весь науглероженный материал, прилегающий к срезу. Этот процесс можно использовать для резки этих материалов на металлолом для переплавки.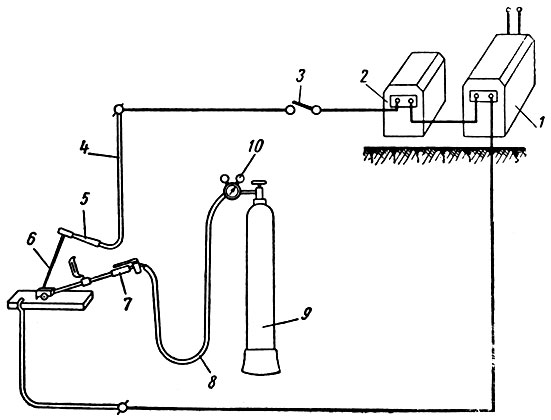
Принципы процесса
Принципы воздушно-угольной дуговой резки СхемаСхема выполнения канавок в стали приведена в таблице ниже…
| Ширина рощи | Глубина рощи | Диаметр электрода. | А постоянного тока | Вольт положительный электрод | Подача электрода | Скорость передвижения | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| дюйм | мм | дюйм. | мм | дюйм. | мм | изобр. / Мин | мм / мин. | изобр. / Мин | мм / мин. | ||
| 1/4 | 6,4 | 1/16 | 1,6 | 3/16 | 4,8 | 200 | 43 | 6.2 | 157,7 | 82,0 | 2028,8 |
| 9/32 | 7,1 | 1/8 | 3,2 | 3/16 | 4,8 | 200 | 40 | 6,7 | 170,2 | 38,2 | 970,3 |
| 5/16 | 7,9 | 3/16 | 4,8 | 3/16 | 4,8 | 190 | 42 | 6,7 | 170,2 | 27.2 | 690,9 |
| 5/16 | 7,9 | 1/4 | 6,4 | 3/16 | 4,8 | Чтобы сделать канавку глубиной 1/4 дюйма, сделайте два прохода глубиной 1/8 дюйма | |||||
| 5/16 | 7,9 | 3/32 | 2,4 | 1/4 | 6,4 | 270 | 40 | 4,0 | 101,6 | 54,0 | 1371,6 |
| 5/16 | 7.9 | 1/8 | 3,2 | 1/4 | 6,4 | 300 | 42 | 4,0 | 101,6 | 51,0 | 1295,4 |
| 5/16 | 7,9 | 3/16 | 4,8 | 1/4 | 6,4 | 300 | 40 | 6,7 | 170,2 | 38,2 | 970,3 |
| 5/16 | 7,9 | 1/4 | 6.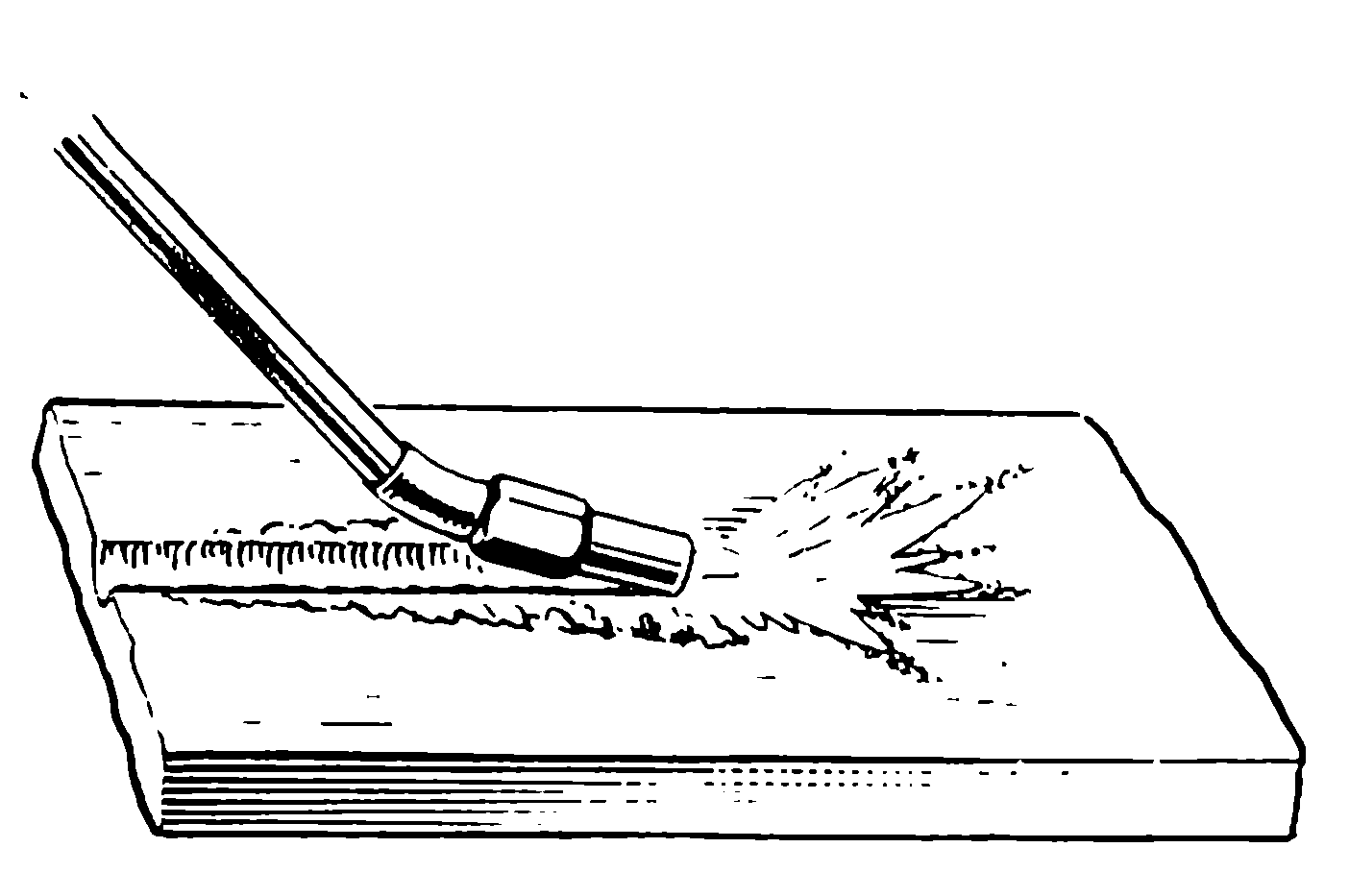 4 4 | 1/4 | 6,4 | 320 | 42 | 6,2 | 157,4 | 29,5 | 749,3 |
| 5/16 | 7,9 | 3/8 | 9,5 | 1/4 | 6,4 | 320 | 46 | 3,6 | 92,4 | 15,0 | 381,0 |
| 3/8 | 9,5 | 1/8 | 3,2 | 5/16 | 7.9 | 320 | 40 | 3,0 | 76,2 | 65,5 | 1663,7 |
| 3/8 | 9,5 | 3/16 | 4,8 | 5/16 | 7,9 | 400 | 46 | 4,3 | 109,2 | 46,0 | 1168,4 |
| 3/8 | 9,5 | 1/4 | 6,4 | 5/16 | 7,9 | 420 | 42 | 3.8 | 96,5 | 31,2 | 792,5 |
| 3/8 | 9,5 | 1/2 | 12,7 | 5/16 | 7,9 | 540 | 42 | 5,6 | 142,2 | 27,2 | 690,9 |
| 7/16 | 11,1 | 1/8 | 3,2 | 3/8 | 9,5 | 560 | 42 | 4,2 | 106.7 | 82,0 | 2082,8 |
| 7/16 | 11,1 | 1/8 | 3,2 | 3/8 | 9,5 | 560 | 42 | 3,3 | 83,8 | 65,0 | 1651,0 |
| 7/16 | 11,1 | 3/16 | 4,8 | 3/8 | 9,5 | 560 | 42 | 2,5 | 66,0 | 41,0 | 1041.4 |
| 7/16 | 11,1 | 1/4 | 6,4 | 3/8 | 9,5 | 560 | 42 | 3,0 | 76,2 | 29,5 | 749,3 |
| 7/16 | 11,1 | 1/2 | 12,7 | 3/8 | 9,5 | 560 | 42 | 3,2 | 81,3 | 15,0 | 381,0 |
| 7/16 | 11. 1 1 | 16/11 | 17,5 | 3/8 | 9,5 | 560 | 42 | 3,5 | 88,9 | 12,2 | 309,9 |
| 9/16 | 14,3 | 1/8 | 3,2 | 1/2 | 12,7 | 1200 | 45 | 3,0 | 76,2 | 34,0 | 863,6 |
| 9/16 | 14,3 | 1/4 | 6.4 | 1/2 | 12,7 | 1200 | 45 | 3,0 | 76,2 | 22,0 | 558,8 |
| 9/16 | 14,3 | 3/8 | 9,5 | 1/2 | 12,7 | 1200 | 45 | 3,0 | 76,2 | 20,7 | 525,8 |
| 9/16 | 14,3 | 1/2 | 12,7 | 1/2 | 12.7 | 1200 | 45 | 3,0 | 76,2 | 18,5 | 469,9 |
| 9/16 | 14,3 | 5/8 | 15,9 | 1/2 | 12,7 | 1200 | 45 | 3,0 | 76,2 | 15,0 | 381,0 |
| 9/16 | 14,3 | 3/4 | 19,1 | 1/2 | 12,7 | 1200 | 45 | 3.0 | 76,2 | 12,5 | 317,5 |
| 13/16 | 20,6 | 1/8 | 3,2 | 5/8 | 15,9 | 1300 | 42 | 2,5 | 63,5 | 44,5 | 1130,3 |
| 13/16 | 20,6 | 1/4 | 6,4 | 5/8 | 15,9 | 1300 | 42 | 2,5 | 63.5 | 29,5 | 749,3 |
| 13/16 | 20,6 | 3/8 | 9,5 | 5/8 | 15,9 | 1300 | 42 | 2,5 | 63,5 | 20,0 | 508,0 |
| 13/16 | 20,6 | 1/2 | 12,7 | 5/8 | 15,9 | 1300 | 42 | 2,5 | 63,5 | 14,5 | 368. 3 3 |
| 13/16 | 20,6 | 5/8 | 15,9 | 5/8 | 15,9 | 1300 | 42 | 2,5 | 63,5 | 13,0 | 330,2 |
| 13/16 | 20,6 | 3/4 | 19,1 | 5/8 | 15,9 | 1300 | 42 | 2,5 | 63,5 | 11,0 | 279,4 |
| 13/16 | 20.6 | 1 | 25,4 | 5/8 | 15,9 | 1300 | 42 | 2,5 | 63,5 | 10,0 | 254,0 |
- Давление воздуха от 80 до 100 фунтов на квадратный дюйм (от 552 до 690 кПа) рекомендуется для электродов 1/2 ″ и 5/8 ″ (13 и 16 мм).
- Для канавок глубиной более 3/4 дюйма (19 мм) можно использовать комбинацию настроек и несколько проходов.
Для резки или строжки резак зажигает дугу и почти сразу запускает воздушный поток.
Электрод направлен в направлении движения под углом примерно 45 ° к оси канавки.
Скорость перемещения, угол электрода, размер электрода и ток определяют глубину канавки. Диаметр электрода определяет ширину канавки.
Методы отрезания электродов для CACОбычные меры предосторожности, связанные с дуговой сваркой угольным электродом и дуговой сваркой в среде защитного металла, применяются к воздушной угольной дуговой резке (CAC) и строжке. Однако необходимо соблюдать две другие меры предосторожности.
Во-первых, воздушный поток заставит расплавленный металл перемещаться на очень большое расстояние. Перед операцией строжки следует установить металлические отклоняющие пластины. Все горючие материалы следует убрать из рабочей зоны. При сильном токе масса удаляемого расплавленного металла довольно велика и может стать причиной возгорания, если не будет должным образом локализована.
Второй фактор — это высокий уровень шума.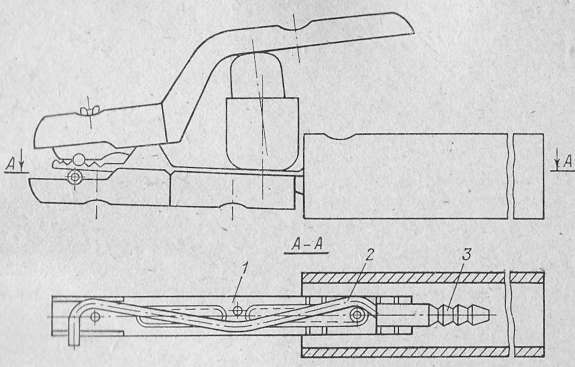 При больших токах и высоком давлении воздуха возникает очень громкий шум. При использовании дугогасителя следует надевать защитные наушники, наушники или беруши.
При больших токах и высоком давлении воздуха возникает очень громкий шум. При использовании дугогасителя следует надевать защитные наушники, наушники или беруши.
Воздушно-угольная дуговая строжка. Что это такое, как работает и в чем преимущества?
25 июля Воздушно-угольная дуговая строжка. Что это такое, как работает и в чем преимущества?
Отправлено в 16:03 в Без рубрики, Сварка по kaymorЧто такое воздушно-угольная дуговая строжка, как она работает и о каких преимуществах вы спрашиваете. Давай выясним.
Что такое воздушно-угольная дуговая строжка?
Строжка воздушной угольной дугой — это процесс удаления металла за счет тепла, выделяемого угольной дугой. В процессе используются угольно-графитовый электрод, сжатый воздух и стандартный источник питания. Сильная электрическая дуга, возникающая между концом угольного электрода и металлической заготовкой, разрезает и расплавляет заготовку. Дуга возникает при попадании кончика электрода на поверхность заготовки. Затем сжатый воздух используется для тщательного выдувания расплавленного металла с поверхности металла.Металл разрезается или долбится только по направлению воздушного потока. Этот процесс прост в применении. Основная цель — удаление дефектных или старых сварных швов с целью ремонта или демонтажа оборудования. Оборудование для ручной дуговой сварки металлическим электродом (MMA) может использоваться при строжке угольной дугой на воздухе, однако, в отличие от MMA, наконечник не вынимается для определения длины.
Как это работает?
Требуется источник питания с высоким напряжением. DC (постоянный ток) наиболее подходит и предпочтителен для стали и нержавеющей стали.Также можно использовать переменный ток (переменный ток), однако он лучше подходит для корпусного железа, меди и никелевых сплавов. Источник питания должен иметь выходную характеристику постоянного тока, в противном случае ток высокого напряжения может вызвать «взрыв» кончика электрода при прикосновении к обрабатываемой детали.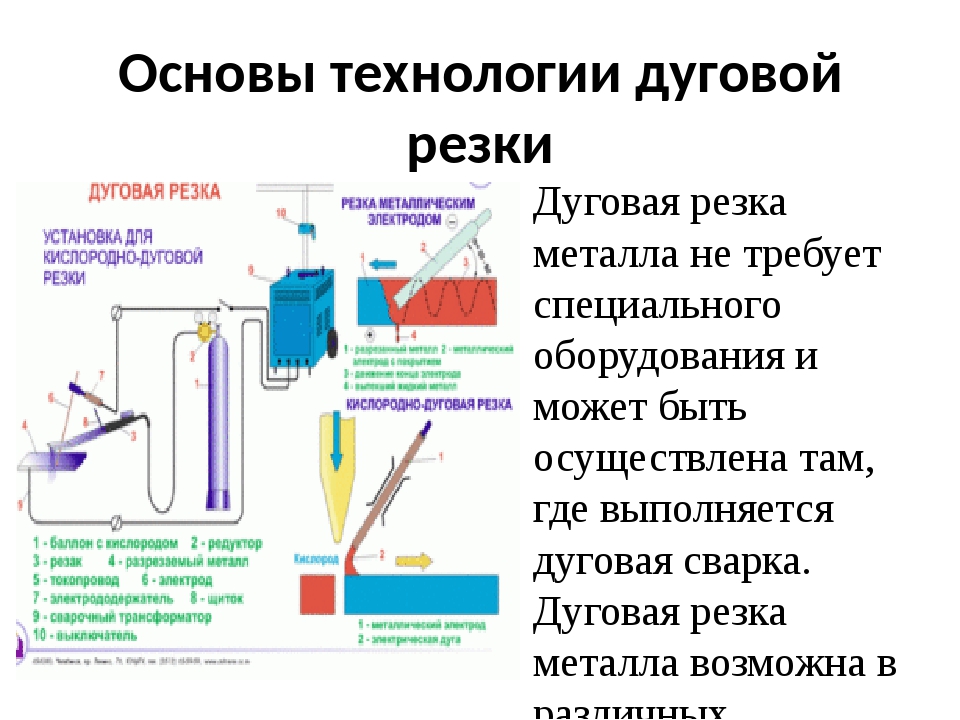
Используется линия сжатого воздуха до 100 фунтов на квадратный дюйм или отдельная подача газа в баллонах, около 35 фунтов на квадратный дюйм. Нет никаких преимуществ в использовании более высоких давлений, поскольку они могут не удалять расплавленные металлы должным образом.
Электрод представляет собой графит-углеродный стержень с медным покрытием.Медное покрытие снижает эрозию электрода. За счет использования электрода правильного диаметра, необходимого для ширины и глубины строжки, резку можно точно контролировать, а отходы материала сводятся к минимуму.
Каковы преимущества?
1-Процесс резки воздушной угольной дугой может выполняться на заготовке во всех направлениях.
2-Температура окружающей области разрезаемого материала не достигает максимума, так как металл быстро удаляется после плавления.
3-С помощью этого процесса можно долбить или резать почти все распространенные металлы.
4-Поскольку большинство поверхностных карбонизированных материалов вблизи среза удаляется во время процесса очистки, обрезки можно переплавить.
Итак, воздушная резка угольной дугой — это процесс удаления металла с детали с использованием тепла угольной дуги, сжатого воздуха и источника энергии, который является высокоэффективным с минимальными отходами.
Если вам требуется ремонт, который потребует резки угольной дугой на воздухе, позвоните Каймору по телефону 780-538-2623 и попросите Дэйва.
Практические инструкции по строжке — Производительность сварки
Воздушная строжка угольной дугой удаляет металл за счет интенсивного нагрева дуги, возникающей между угольным электродом и заготовкой. По мере плавления материала сжатый воздух, который направляется через выпускные отверстия в нижних зажимах горелки, удерживающей электрод, поднимает расплавленный металл от дуги до того, как металл затвердеет.
Процесс воздушно-дуговой строжки угольной дугой не требует окисления для сохранения резания, поэтому он может выдолбить или резать металлы, что невозможно при кислородно-топливной технологии. Фактически, наиболее распространенные металлы (углеродистая сталь, нержавеющая сталь, высоколегированные износостойкие листы, медные сплавы и чугуны) можно резать с помощью воздушной строжки угольной дугой.
Фактически, наиболее распространенные металлы (углеродистая сталь, нержавеющая сталь, высоколегированные износостойкие листы, медные сплавы и чугуны) можно резать с помощью воздушной строжки угольной дугой.
Типичные области применения включают в себя заднюю строжку сварных швов для достижения наплавленного металла шва с другой стороны заготовки, удаление заслонок и стояков с отливок, удаление старого или избыточного металла шва для ремонта оборудования и изменение формы разорванного металла перед ремонтом сваркой, особенно на строительной технике.
Изобретатель строжки угольной дугой Майрон Степат первоначально разработал процесс удаления дефектных сварных швов в броневой плите из нержавеющей стали на военных кораблях США; традиционные методы, такие как измельчение и измельчение, оказались невозможными из-за факторов времени и стоимости. Первоначально Степат работал с военно-морским флотом во время Второй мировой войны, прежде чем основал Arcair Co. в 1949 году. Сегодня Arcair является частью семейства брендов ESAB, а название Arcair является синонимом процесса строжки.
Скорость удаления металла зависит от эффективности воздушного потока, диаметра угольного электрода, мощности источника сварочного тока и навыков оператора.К счастью, для изучения процесса строжки угольной дугой на воздухе требуется только практика. Вот восемь советов по улучшению результатов.
1. Выберите электрод
Существует три типа угольных электродов: электроды с покрытием переменного тока (для использования с источниками питания переменного тока), плоские электроды постоянного тока и электроды с медным покрытием постоянного тока. Последние получили наибольшее распространение из-за их сравнительно длительного срока службы электродов, стабильных характеристик дуги и однородности канавок.
Эти электроды изготовлены из смеси углерода и графита со связующим. Обжиг этой смеси дает плотные, однородные графитовые электроды с низким электрическим сопротивлением, которые затем покрываются медью контролируемой толщины.
Обжиг этой смеси дает плотные, однородные графитовые электроды с низким электрическим сопротивлением, которые затем покрываются медью контролируемой толщины.
Угольные электроды с медным покрытием бывают трех форм и нескольких размеров: круглые электроды диаметром от 1/8 дюйма до 1 дюйма, полукруглые электроды диаметром 5/8 дюйма. диаметры и плоские (прямоугольные) электроды размером 5/32 дюйма на 3/8 дюйма или 3/16 дюйма на 5/8 дюйма. Прямоугольные электроды используются для создания прямоугольных канавок и удаления усиливающих швов, в то время как полукруглые электроды обеспечивают универсальность создания круглой или плоской бороздки в зависимости от их ориентации.
Электроды постоянного тока с медным покрытием наиболее широко используются при воздушной строжке угольной дугой из-за их сравнительно длительного срока службы и стабильных характеристик дуги.Глубина и контур создаваемой канавки регулируются диаметром электрода и скоростью перемещения. Канавки глубиной более 1,5 диаметра должны выполняться за несколько проходов. Ширина канавки определяется диаметром электрода и обычно на 1/8 дюйма шире диаметра. Более широкая канавка может быть сделана с помощью небольшого электрода путем колебания электрода в ткацком движении.
Диаметр угольного электрода ограничен мощностью источника питания. В таблице 1 представлены диапазоны тока для обычно используемых электродов постоянного тока с медным покрытием.
2. Выбрать резак
Ручная горелка для строжки и кабельная сборка включает в себя соединения для сварочного кабеля и линии сжатого воздуха. Убедитесь, что размер резака и заземляющего кабеля соответствует силе тока и длине кабеля. Изолированный соединительный кожух и комплект для подключения упрощают подключение резака и исключают возможность возникновения дуги при контакте с электрически горячими частями.
Ручной резак удерживает угольный электрод в поворотной головке, так что воздушные форсунки остаются на одной линии с электродом независимо от угла. У большинства горелок есть один комплект воздушных форсунок, но у некоторых есть воздушные форсунки с двух сторон электрода, которые лучше подходят для некоторых целей, например для снятия подушек и стояков с больших отливок (промывка подушек).
У большинства горелок есть один комплект воздушных форсунок, но у некоторых есть воздушные форсунки с двух сторон электрода, которые лучше подходят для некоторых целей, например для снятия подушек и стояков с больших отливок (промывка подушек).
Традиционные модели ручных резаков требуют значительного усилия для открытия, около 27 фунтов. или больше. Новейший резак Arcair, AirPro X4000, использует сжатый воздух, уже проходящий через резак, для пневматического открытия губок резака.Оператор нажимает кулисный переключатель, челюсти открываются, и оператор может без усилий вставлять, регулировать и извлекать угольные электроды. В качестве дополнительного преимущества устранение рычага в сборе позволяет создать резак с более низким профилем для облегчения доступа.
Кулисный переключатель также управляет функцией включения / выключения сжатого воздуха, чтобы воздух не проходил через резак или кабель, если оператор не инициирует поток через кулисный переключатель. Защелкивающийся механизм блокирует поток воздуха во время работы, чтобы уменьшить усталость рук, а воздушный клапан «без утечек» экономит электроэнергию и снижает затраты на техническое обслуживание заводского воздушного компрессора.
Ручные горелки обычно имеют воздушное охлаждение. Для сильноточных устройств кабельные сборки с водяным охлаждением могут использоваться с резаками для тяжелых условий эксплуатации.
3. Установите электрод
При использовании угольных электродов с медным покрытием поместите электрод в резак так, чтобы его конец без покрытия был направлен к заготовке. Установите давление воздуха от 80 до 100 фунтов на квадратный дюйм, что является достаточным потоком, чтобы предотвратить улавливание нагара в канавке.
В нормальных условиях располагайте электрод так, чтобы расстояние от него не превышало 7 дюймов.углерода торчит за головку резака. Для алюминия это удлинение должно быть 3 дюйма. Источник воздушного потока всегда находится между электродом и заготовкой. При достаточном потоке воздуха очистка стыка не проблема.
При достаточном потоке воздуха очистка стыка не проблема.
4. Дуга
Зажигайте дугу, слегка прикасаясь угольным электродом к заготовке. Дайте дуге начаться и медленно перемещайте ее вперед или из стороны в сторону, если необходимо, для достижения цели.Зажигание дуги немного отличается и немного легче, чем при использовании сварочного электрода. Перед зажиганием найдите время, необходимое для того, чтобы принять удобное положение, и не отводите электрод назад после зажигания дуги.
Процесс воздушной строжки угольной дугой осуществляется в диапазоне от 35 В до 55 В. Прислушивайтесь к сильной дуге, которая указывает на достаточное напряжение (примечание: при строжке используйте средства защиты органов слуха). Приглушенная дуга означает, что напряжение слишком низкое, что может привести к образованию нагара.
5.Угол перемещения
Удерживайте резак так, чтобы угольный электрод отклонялся назад от направления движения, при этом воздушный поток проходил мимо кончика электрода для удаления расплавленного металла. Правильный угол между резаком и заготовкой составляет от 35 до 45 градусов.
При воздушной строжке угольной дугой зажгите дугу так же, как на стержневом электроде, но удерживайте резак в нужном положении, когда возникнет дуга.6. Глубина бороздки
Скорость движения определяет глубину бороздки.Чем выше скорость движения, тем мельче выемка. Низкая скорость движения приводит к более глубокому порезу. Короткая дуга должна поддерживаться, продвигаясь в направлении реза достаточно быстро, чтобы не отставать от удаления металла и расхода электрода. Равномерность прогрессии контролирует гладкость получаемой поверхности.
7. Техника толкания
При воздушной строжке угольной дугой всегда используйте технику проталкивания. Продолжайте двигаться вперед, дуя воздухом из-за дуги.Никогда не отступайте. Это предотвращает отложения углерода в основном материале, который невозможно сварить без предварительной строжки или шлифовки для полной очистки основного материала.
Ширина канавки обычно на 1/8 дюйма шире диаметра электрода, а глубина канавки регулируется скоростью движения.8. Сосредоточьтесь на линии
При строжке сварного шва сосредоточьтесь на линии стыка, которая видна прямо перед угольным электродом. Это позволяет следить за сварным швом.Чтобы лучше контролировать результаты строжки, держите голову за дугой.
Учитывая этот совет и немного попрактиковавшись, воздушная строжка угольной дугой может быть простым, недорогим и высокоэффективным способом удаления почти всех металлов при производстве и ремонте различных металлов.
ESAB Продукция для сварки и резки
Углеродно-дуговая резка (CAC): процесс и руководство
Углеродно-дуговая резка (CAC) , называется дуговой строжкой , ранее также называлась воздушно-дуговой резкой, — это метод резки металла, в котором используется высокая температура дуги угольного электрода для локального нагрева металла до состояния плавления и одновременного выдува расплавленного металла потоком сжатого воздуха.
Рисунок 1 Модель
для резки угольной дугой Краткое описание углеродно-дуговой резкиУгольно-дуговая резка (CAC) — это «процесс дуговой резки, при котором расплавленный металл удаляется струей воздуха». Он также используется для строжки. Резка угольной дугой работает путем пропускания электрического тока через электрод, сделанный из твердого углерода. Тепло дуги на конце электрода разжижает металл. Высокоскоростная воздушная струя, параллельная угольному электроду, ударяет в лужу расплавленного металла сразу за дугой и выдувает расплавленный металл из непосредственной области.На рис. 2 показана дуга между угольным электродом и изделием и поток воздуха, параллельный электроду, от специального электрододержателя.
Рисунок 2 Схема процесса дуговой сварки углем или стыковки
Углеродная дуговая резка (CAC) используется для резки металла, вырезания дефектного металла, удаления некачественных сварных швов для строжки корня и для подготовки канавок под сварку. Резка угольной дугой используется, когда слегка неровные края не вызывают возражений. Площадь резания небольшая, и, поскольку металл плавится и удаляется быстро, окружающая область не достигает высоких температур.Это снижает склонность к деформации и растрескиванию.
Процесс угольной дуги более вероятно будет использоваться для операций строжки, чем для резки. Строжка угольной дугой используется для удаления нежелательных сварных швов. Углеродная дуговая резка также оставляет уникальную радиальную канавку, когда она используется для подготовки кромок на листовой заготовке. Соединения с J-образными и U-образными пазами обрабатываются операциями CAC. С помощью процесса угольной дуги можно резать и строжку самых разных материалов, включая углеродистую сталь, нержавеющую сталь, алюминий, чугун, сплавы на основе меди, никелевые сплавы и магний.Поскольку электрод изготовлен из твердого углерода, небольшое количество углерода будет перенесено на основной металл.
После строжки таких металлов, как алюминий, латунь и даже сталь, бороздку необходимо отшлифовать, чтобы удалить остатки углерода перед сваркой.
Угольные электроды бывают разных диаметров. Чем больше диаметр, тем больше требуется выходная сила тока. Диаметр электрода также определяет глубину и радиус бороздки, которую он может сделать. Более глубокие канавки можно сделать с помощью электродов меньшего размера, сделав несколько проходов.Медная фольга снаружи помогает проводить электричество к режущей дуге.
Углеродная дуга работает очень громко. В этом процессе необходима защита слуха. В отличие от газовой резки и плазменной резки, резка угольной дугой удаляет гораздо больше металла, создавая большое количество искр и большое количество горячего шлака. Необходимо будет надеть сварочный шлем с линзой абажура № 10. Для большей силы тока может потребоваться более темные линзы.
Процесс резки угольной дугой1.Подготовка к резке: ①В зависимости от типа и толщины строганного металлического материала выберите полярность источника питания, диаметр углеродного стержня и ток строгания. ② Отрегулируйте длину удлинения угольного стержня, 80 ~ 100 мм. ③ Отрегулируйте выпускное отверстие для воздуха так, чтобы оно совпадало с канавкой.
2. Резка: ① Во избежание дефектов улавливания нагара во время строгания сначала следует открыть газовый клапан, а затем зажигать дугу; при строжке в вертикальном положении направление строжки должно быть сверху вниз, чтобы шлак легко выводился.②Угол наклона угольного стержня зависит от глубины канавки, которая обычно составляет 45 градусов. ③ Центральная линия угольного стержня должна совпадать с центральной линией канавки, в противном случае форма канавки будет асимметричной. ④ Во время операции строгания дуга должна быть стабильной, а скорость строгания — постоянной. При соединении каждого отрезка дугу следует провести на дуговой ямке. ⑤ В реальной работе сжатый воздух обычно слегка продувается, поворачивая часть шлака за пределы резервуара (напротив оператора).
3. Замыкание дуги: Чтобы охладить угольный стержень, дугу следует отключать в конце каждого строгания, а затем через несколько секунд отключать подачу газа. Следите за тем, чтобы расплавленный чугун не оставался в строгальном чане.
Рисунок 3 Процесс резки угольной дугой
Приложение1. Используется для строгания корней (чистых корней) на противоположной стороне сварного шва перед сваркой нижнего сварного шва с обеих сторон.
2. Используется для устранения дефектов неквалифицированных сварных швов, строгания послойно до исчезновения дефектов.
3. Используется для открытия фаски, особенно U-образной фаски.
4. Используется для очистки заусенцев, заусенцев, отверстий для литья и дефектов отливки.
Air Carbon Arc Строжка и процесс резки
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
2. ССЫЛКИ
3. БЕЗОПАСНОСТЬ
4. ОПИСАНИЕ
5. ВОЗМОЖНОСТИ И ОГРАНИЧЕНИЯ 6,1 Текущий
6.2 Напряжение дуги, длина дуги
6.3 Скорость перемещения
6.4 Тип, диаметр и характеристики электрода
6.5 Полярность и род тока
6.6 Воздушный поток и направление
6.7 Вылет электрода
6 Угол электрода
6.9 Плетение
7. АНТИСПАТТЕР
8. РЕЖИМЫ РАБОТЫ
8.1 Строжка
8.2 Пробивка, продольная и сквозная резка
3 Мойка
8.4 Снятие фаски
9. ИСТОЧНИКИ ПИТАНИЯ
10. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
11. ПРЕИМУЩЕСТВА
12. ОГРАНИЧЕНИЯ
ИЗОБРАЖЕНИЕ ДАННОГО ИЗОБРАЖЕНИЯ.
1 Нормальная установка для воздушно-угольной дуговой строжки и резки.
2 Углеродно-дуговая горелка и ее компонент.
3 Плоская воздушно-дуговая строжка угольным электродом.
4 Крутых угловая воздушно-дуговая строжка углем.
5 Мелкоугловая воздушно-дуговая строжка угольной дугой.
6 Вертикальная воздушно-дуговая строжка угольным электродом.
7 Горизонтальная воздушно-дуговая строжка углем.
8 Воздушно-дуговая строжка углем в верхнем положении.
9 Воздушно-угольная дуговая строжка с помощью плоского электрода.
10 Снятие фаски с воздушно-угольной дугой.
11 Углеродно-дуговая резка на воздухе.
ТАБЛИЦА I — Электроды постоянного тока (dc) с обратной полярностью (rp).
ТАБЛИЦА II — Размеры сварочных выводов и количество кабелей, необходимых для указанной длины кабеля (источник питания для сварки к заготовке).
ТАБЛИЦА III — Допустимые источники питания.
В этой статье описывается процесс строжки и резки угольной дугой, его возможности и ограничения, параметры процесса, режимы работы, оборудование, а также преимущества и недостатки.
4.Процесс строжки и резки угольной дугой 4.1 Резка воздушной угольной дугой — это процесс термической резки, при котором удаление или отрезание металла осуществляется путем плавления с помощью тепла дуги между электродом и заготовкой и выдувания расплавленного материала. с воздушной струей. Электрод представляет собой специальный углеродный графитовый материал, удерживаемый специальным изолированным электрододержателем, через который воздух направляется к дуге. Электропитание обычно подается от источника питания для дуговой сварки.Мало того, что требования к мощности для угольного электрода данного диаметра выше, чем для электрода для дуговой сварки с металлическим экраном сравнимого диаметра, но и для электродов для воздушно-угольной дуговой резки
обычно больше.
4.2 Хотя процесс резки с воздушной угольной дугой используется в основном для строжки и в некоторых случаях сглаживания (смывания) излишков металла, его также можно использовать для резки металлов, особенно тех, которые трудно разрезать кислородом. процесс резки топливного газа.Для этих металлов больше подходит процесс резки с воздушной угольной дугой, поскольку его работа не зависит от окисления железа, а поверхностные оксиды хрома не препятствуют его продвижению. На Рисунке 1 показана установка для резки с нормальной воздушной угольной дугой. Однако следует отметить, что если требуется резка достаточного количества материала этого типа, плазменная резка является более эффективным процессом.
4.3 На рис. 2 показан типичный резак с воздушной угольной дугой и обозначения различных компонентов.
4.4 Вращающаяся головка позволяет регулировать струи сжатого воздуха и электрод относительно ручки.
5. Возможности и ограничения процесса воздушно-угольной дуги5.1 Процесс воздушно-угольной дуги подходит для строжки, сглаживания, плавления и сквозной резки. Он также используется для удаления трещин при подготовке к ремонту сварного шва, удаления излишков сварного шва и, в некоторых случаях, удаления поддерживающих лент.
Рис. 1 — Нормальная установка для воздушно-дуговой строжки и резки угольным газом
Рис. автоматическая работа. Однако этот стандарт описывает только ручное управление. Процесс воздушно-угольной дуги обеспечивает быстрое удаление металла, неглубокое проникновение тепла и снижение деформации.
5.3 Этот процесс используется с простыми углеродистыми сталями, низколегированными сталями, нержавеющими сталями, никелевыми сплавами и чугуном.
5.4 При работе с такими материалами, как высокоуглеродистая сталь и чугун, часто происходит упрочнение нагретого материала. Эта закаленная поверхность может быть удалена шлифованием или механической обработкой.
5.5 Нержавеющие стали легко резать с помощью угольной дуги. На стойкость к атмосферной коррозии не влияет, пока тонкий поверхностный слой, обогащенный углеродом, отшлифован.
5.6 Сплавы с высоким содержанием никеля труднее чистить, чем углеродистые стали, низколегированные стали или нержавеющие стали.
5.7 После резки все поверхности с воздушной угольной дугой должны быть отшлифованы или обработаны для очистки металла. В зависимости от материала и его склонности к растрескиванию также следует проводить проникающий или магнитопорошковый контроль.
5.8 При ручном процессе обработки угольной дугой с ручным управлением качество резки в основном зависит от навыков оператора.Гладкость или качество поверхности среза зависит от способности оператора поддерживать постоянную скорость движения. См. Рисунок 3.
Рисунок 3 — Строжка угольной дугой в горизонтальном положении
6. Параметры процесса, используемые в процессе воздушно-дуговой резки углем 6,1 ТокИспользуемый сварочный ток представляет собой постоянный ток (dc) от обычного источника сварочного тока, будь то двигатель-генератор или выпрямленный ток.
6.1.1 Используемый ток зависит от выбранного размера электрода. Указание по требуемой силе тока показано в Таблице I.
Таблица I — Постоянный ток (dc) Обратная полярность (rp) Электроды
6.1.2 Фактический используемый ток зависит от человека работа. В общем, максимальная сила тока работает лучше всего.
6.2 Напряжение дуги, длина дуги6.2.1 Напряжение дуги и длина дуги взаимозависимы. Увеличение длины дуги увеличивает напряжение дуги и, наоборот, уменьшение длины уменьшает напряжение дуги.
6.2.2 В ручном режиме напряжение дуги и длина дуги контролируются оператором, как при сварке штучным электродом.
6.2.3 Рекомендуется поддерживать короткую дугу, но электрод не должен касаться изделия, кроме как при зажигании дуги в точке начала .Используйте как можно более постоянную длину дуги: не отводите электрод назад после зажигания дуги. Эта техника отличается от сварки, поскольку при резке металл удаляется.
6.3 Скорость движения6.3.1 Глубина резания зависит от скорости резания. При постоянном размере электрода и угле резака уменьшение скорости перемещения , увеличивает глубину резания, а увеличение скорости уменьшает глубину резания.
6.3.2 При ручной резке стабильность скорости дуги контролирует гладкость поверхности реза.
6.3.3 Как правило, правильная скорость движения определяется путем прослушивания плавного шипения или равномерного потрескивания дуги.
6.4.1 Электроды изготовлены из угольного графита и плакированы медью для поддержания постоянного диаметра.Этот тип электрода режет равномерно, держит устойчивую дугу, работает при более низкой температуре и в целом менее подвержен поломке, чем электроды без покрытия.
6.4.2 Во время работы медное покрытие выгорает от угольного электрода. Уменьшите ток, если обратный удар больше 25,4 мм (1 дюйм). Это индикатор для выбора правильного тока для данного диаметра электрода.
6.4.3 Для удаления излишков поверхностного металла иногда используют сплюснутый угольно-графитовый электрод с медной оболочкой. .Эти электроды обычно имеют размер 4,0 на 9,5 мм или 4,8 на 9,5 мм . Использование этих электродов обеспечивает быстрое удаление металла, высокую эффективность и низкий рост температуры основного металла.
6.4.4 Диаметр электрода в первую очередь определяет ширину и глубину резания. Обычно ширина реза на 3,2 мм на шире диаметра электрода. Глубина резания обычно равна диаметру электрода.
6.4.5 Большинство электродов предназначены для использования с постоянным током.Однако доступны электроды для переменного тока.
6.5 Полярность и род токаРезка угольной дугой на воздухе выполняется постоянным током с обратной полярностью. Провод резака — положительный (+), а заземляющий — отрицательный (-). Если полярность неправильная, количество дожигания будет больше.
6.6 Воздушный поток и направление6.6.1 Высокоскоростные струи сжатого воздуха используются для сдувания металла по мере его плавления под действием угольной дуги.
6.6.2 Использование надлежащего давления воздуха 552-689 кПа (80-100 фунтов на кв. Дюйм), расхода 170-1416 л / мин (6-50 кубических футов в минуту) и направления воздушного потока необходимы для обеспечения чистая, свободная от шлака поверхность среза.
6.6.3 При резке в любом положении поток воздуха должен быть позади и под электродом и направлен на дугу. Канавка во вращающейся головке обычно обеспечивает правильное соотношение воздушного потока и дугового потока.
6.6.4 Позиционирование дугового и воздушного потока осуществляется поворотом вращающейся головки таким образом, чтобы поток был направлен в правильном направлении , как показано на рисунке 2.
6.6.5 Рекомендуемый размер и количество сварочных проводов для различных рабочая длина кабеля и токи указаны в таблице II .
Таблица II — Размер сварочных выводов и количество кабелей, необходимых для указанной рабочей длины кабеля (источник питания для сварки к заготовке)
6.7 Вылет электрода
6.7.1 Вылет электрода — это расстояние от головки воздушной струи резака до конца дуги электрода.
6.7.2 Луч длиной 152 мм (6 дюймов) для ручной строжки лучше всего. Слишком большой вылет приводит к плохому действию воздушной струи и, как следствие, к плохому съему металла. Слишком короткий вылет приводит к перегреву горелки и плохому съему металла из-за преждевременного охлаждения расплавленного материала струей воздуха.
Чем круче угол электрода (см. Рисунок 4), тем более прямое попадание дуги на поверхность и тем глубже рез. Плоский угол (см. Рисунок 5) дает неглубокую канавку. Хотя изменение угла наклона электрода можно использовать для изменения глубины резания , часто лучше использовать угол 35–45 градусов и изменять глубину резания, изменяя диаметр электрода или скорость перемещения , или и то, и другое.
Рисунок 4 — Угловая воздушно-дуговая строжка под большим углом
Рис. При данном размере электрода более широкая канавка может быть получена путем плетения электрода. Плетение же целесообразно только с автоматической раскройкой.
7. Состав против разбрызгивания7.1 Для предотвращения прилипания брызг при резке угольной дугой на воздухе можно использовать соединения, не содержащие свинца, ртути и хлоридов.
7.2 Перед нанесением состава для предотвращения разбрызгивания на металлическую поверхность очистите поверхность от жира и загрязнений. Соединение можно использовать напрямую или его можно разбавить 1 частью воды на 1 часть соединения по объему. Перед началом работы дайте покрытию высохнуть. В любом случае следуйте рекомендациям производителя.
7.3 Компаунды можно использовать на всех поверхностях, на которых происходит разбрызгивание расплавленных частиц. Также можно использовать дополнительные экраны из листовой нержавеющей стали или платы Transite. Позаботьтесь об экранировании бетонных полов под работой, чтобы предотвратить растрескивание бетона.
8. Рабочие режимы воздушно-угольной дуги 8.1 Строжка8.1.1 Строжка используется для удаления сварочных дефектов, фрезерования и удаления прихваточных швов.
8.1.2 Может выполняться во всех положениях. В вертикальном положении строжку лучше всего выполнять в направлении вниз, когда удаляет материал за счет силы тяжести (см. Рисунок 6). Горизонтальную строжку (см. Рисунок 7) можно выполнять либо вправо , либо влево. В верхнем положении (см. Рисунок 8) электрод устанавливают почти параллельно горелке под небольшим углом , чтобы избежать капания расплавленного металла на оператора.
8.2 Прокалывание, продольная и сквозная резка8.2.1 При работе с тонкими материалами держите резак под крутым углом (примерно 90 градусов к изделию) так, чтобы кончик электрода проткнул срез и полностью прорезал.
8.2.2 При работе с тяжелыми материалами используйте резак под углом 35-45 градусов и сделайте несколько проходов. На последнем проходе используйте для резки материала под углом 90 градусов.
Рисунок 6 — Вертикальное положение Воздушно-дуговая строжка угольником
Рис.6 — Вертикальное положение воздушно-угольной дуговой строжки
Рис. — Горизонтальное положение Строжка углекислым газом в горизонтальном положении
Рисунок 8 — Воздушная строжка угольной дугой в верхнем положении
Рисунок 8 — Воздушно-дуговая строжка углем в верхнем положении
8.2.3 Делая глубокие надрезы, расширьте надрез на поверхности, чтобы предотвратить дугу от электрода от боковых стенок и потери режущего действия.
8.3 ПромывкаОбычно используются мелкие проходы. Часто используются плоские электроды (см. Рисунок 9 и 6.4.3). Могут быть получены низкие температуры основного металла , и высокие скорости. Также подходит для снятия облицовки.
8.4 Снятие фаскиЧтобы сделать наклонный разрез вдоль кромки (см. Рисунок 10), электрод можно плавно протянуть почти параллельно разрезу.Воздушный поток находится между электродом и изделием.
Рисунок 9 — Воздушно-угольная дуговая строжка с плоским электродом
Рис.9 — Воздушно-угольная дуговая строжка с плоским электродом
Рис. — Углеродно-дуговая резка на воздухе
9. Источники питания для воздушно-угольной дуговой строжкиДля воздушно-угольной дуговой резки можно использовать все стандартные источники сварочного тока соответствующей мощности (см. Таблицу I). Однако напряжение холостого хода должно быть достаточно большим, чем требуемое напряжение дуги, чтобы учесть падение напряжения в цепи. Напряжение дуги, используемое при строжке и резке угольной дугой, находится в диапазоне 35-55 вольт. На обрыв цепи требуется напряжение не менее 60 вольт. Фактическое напряжение дуги при строжке и резке угольной дугой в значительной степени определяется размером электрода. В таблице III показаны допустимые источники питания.
Таблица III — Допустимые источники питания
10. Устранение неисправностей воздушно-угольной дуговой строжки
10.1 Сложный процесс воздушно-дуговой резки с использованием угольной дуги не является сложным. но иногда возникают проблемы. Вот некоторые распространенные проблемы и их решения:
a. Крупные отложения углерода в начале бороздки . Режущий оператор либо не включил струю воздуха перед зажиганием дуги, либо горелка была установлена неправильно. Воздух включается перед зажиганием дуги, и проходит между электродом и изделием и за электродом относительно направления движения.
б. Нестабильная дуга, из-за которой режущий оператор использует низкую скорость движения даже на неглубоких канавках. Сила тока недостаточна для используемого диаметра электрода.Хотя минимальная сила тока достаточна, требует более высокой квалификации. Середина диапазона более эффективна, а верхняя часть диапазона даже лучше; поэтому, если сила тока ограничена мощностью источника питания, более высокий КПД может быть получен путем снижения до следующего меньшего диаметра электрода.
г. Беспорядочная канавка, с дугой, блуждающей из стороны в сторону, и с быстрым нагревом электрода. Используемый процесс — постоянный ток, прямая полярность (электрод отрицательный). Электроды постоянного тока должны использоваться с постоянным током обратной полярности для всех металлов, за исключением некоторых медных сплавов. Для этих сплавов дополнительное тепло в электроде , создаваемое высокой силой тока для данного диаметра электрода, увеличивает скорость резания.
г. Прерывистое действие дуги, приводящее к неровной поверхности канавки. Скорость воздушной строжки угольной дугой на намного выше, чем при дуговой сварке защитным металлом.Режущий оператор должен принять удобное положение, чтобы его рука могла свободно двигаться, а перчатки не тянули при работе. Если оператор фиксирует свое положение, опираясь рукой на изделие (как это делают большинство аппаратов для дуговой сварки в экранированном металле), трение между рукой в перчатке и изделием вызовет беспорядочное движение вперед .
e. Углерод, отлагающийся на различных интервалах между канавками во время строжки и на различных участках промытой поверхности при промывке подушек. Короткое замыкание электрода при работе. Это состояние вызвано использованием чрезмерной скорости движения для имеющейся силы тока и глубины проделываемой канавки.
ф. Нерегулярная канавка слишком глубокая, а затем слишком неглубокая. Режущий оператор был неустойчив. Оператор должен расслабиться и принять удобное положение при строжке.
г. Шлак прилипает к краю канавки. Выброс шлака был недостаточным.Для адекватного выброса шлака необходимо использовать соответствующее давление и объем воздуха . Давление воздуха от 552 до 689 кПа (от 80 до 100 фунтов на кв. Дюйм) не приведет к эффективному выталкиванию всего шлака , если объем воздуха недостаточен. Для достаточного объема требуется воздушный шланг с минимальным внутренним диаметром 6,4 мм , питающий концентрический кабельный узел.
ч. Groove становится все глубже. Скорость перемещения электрода слишком мала.
11. Преимущества воздушной угольной дуги11.1 Быстро — Это в пять раз быстрее, чем выкрашивание. Он вырезает канавку 9,5 мм со скоростью более 51 мм (2 фута) в минуту.
11.2 Легко управляемый. Точно устраняет дефекты. Дефекты хорошо видны в канавке и легко отслеживаются . Глубина реза легко регулируется, сварочный шлак не отклоняется и не мешает резанию .
11,3 Компактный. Он не намного больше держателя электрода для дуговой сварки с металлическим экраном.
11.4 Универсальность и портативность. Его можно использовать практически везде, где возможно сваривать. Его можно использовать в помещениях, которые также ограничены для размещения отбойного молотка или газовой резака с ацетиленом. Не требует сложной настройки для работы с разными металлами.
11.5 режет чисто. Полученные поверхности чистые и гладкие. Для углеродистой стали сварка обычно может выполняться с минимумом шлифовки или очистки .
11,6 Стоимость оборудования. Минимальный.
12.1 В большинстве случаев другие процессы резки лучше подходят для резки (см. Рисунок 11) или резки листа углеродистой стали и трубы.
12.2 Требуется большой объем сжатого воздуха.
12.3 Существуют ограничения по глубине резания.
Рис. 11 — Углеродная резка на воздухе
Рис. …
Использование воздушно-дуговой строжки
Строжка канавок — это процесс удаления металла за счет тепла, выделяемого угольной дугой.В этом процессе используются угольно-графитовый электрод, сжатый воздух и стандартный источник питания. Сверхвысокая тепловая дуга, возникающая между электродом и металлической заготовкой, вырезает и расплавляет заготовку. Сжатый воздух также сдувает расплавленный металл. Этот процесс является обычным для резки нержавеющей стали, углеродистой стали и сплавов меди, латуни, алюминия и магния.
Воздушно-дуговая строжка
Назначение воздушно-дуговой строжки
Основная цель воздушно-дуговой строжки — удаление дефектных или старых сварных швов для ремонта или демонтажа оборудования.В отличие от газокислородной резки, строжка канавок исключает необходимость окисления металла при резке.Скорость удаления металла зависит от эффективности струи воздуха по удалению расплавленного металла и скорости плавления.
Как работает воздушно-дуговая строжка
Строжка начинается с удара кончиком электрода о поверхность заготовки для зажигания дуги. Наконечники электродов для ручной дуговой сварки металлическим электродом (MMA) извлекаются. Однако наконечники электродов не вынимаются для определения длины дуги. Поток воздуха сразу сдувает расплавленный металл прямо под наконечник электрода (дуга).Важно, чтобы воздушный поток был направлен к дуге из-за электрода и проходил под кончиком электрода для эффективного удаления металла. Диаметр электрода определяет ширину канавки.Однако угол наклона электрода к заготовке и скорость перемещения определяют глубину. При использовании малого угла электрода возможны относительно высокие скорости движения. Это дает неглубокую канавку. Крутой угол приведет к образованию глубокого паза и требует меньшей скорости движения.Имейте в виду, что круто изогнутый электрод может привести к загрязнению углеродом.
Вы можете значительно увеличить ширину строжки, раскачивая электрод круговым или ограничивающим переплетением во время строжки. Это полезно для устранения дефектов сварного шва или пластины, которые шире самого электрода. Однако очень важно, чтобы ширина переплетения не превышала четырехкратного диаметра электрода. Поверхность канавки должна быть относительно свободной от окисленного металла и готова к сварке без дополнительной подготовки.Если образуется слой с высоким содержанием углерода, то правку проводят шлифовкой боковых стенок канавки. Кроме того, при работе с чувствительными к трещинам материалами, такими как высокопрочная низколегированная сталь, потребуется правка шлифованием или другим одобренным методом.
Преимущества воздушно-дуговой строжки
Некоторые из многих преимуществ воздушно-дуговой строжки включают следующее:- Этот процесс распространен не только для резки металлов и строжки дефектного металла, но и для подготовки сварочных канавок и удаления старых поврежденных сварных швов.Основным преимуществом этого метода является то, что температура окружающей области разрезаемого материала не достигает максимума, так как металл быстро удаляется после плавления.
- Этот процесс можно выполнять на заготовке во всех положениях.
- Воздушно-дуговой строжкой можно долбить или резать почти все распространенные металлы.
- Очистка необходима при выполнении строжки канавок для подготовки к сварке циркония, титана и нержавеющей стали, так как во время очистки происходит удаление большей части поверхностных карбонизированных материалов вблизи среза.С помощью этого процесса вы можете разрезать эти материалы, чтобы образовались обрезки, которые можно переплавить.
Это только основные сведения о строжке канавок. Не стесняйтесь обращаться в Brazos Industries по ссылке ниже для получения дополнительной информации!
Воздушно-угольная дуговая строжка — TWI
Строжка угольной дугой работает следующим образом. Электрическая дуга возникает между концом угольного электрода и заготовкой. Металл расплавляется, и высокоскоростная воздушная струя течет по электроду и сдувает его, оставляя чистую канавку.Этот процесс прост в применении (с использованием того же оборудования, что и сварка стержневыми электродами), имеет высокую скорость съема металла и позволяет точно контролировать профиль строжки. Недостатки заключаются в том, что воздушная струя вызывает выброс расплавленного металла на довольно большое расстояние и из-за высоких токов (до 2000 А) и высокого давления воздуха (от 80 до 100 фунтов на квадратный дюйм) может быть очень шумным.
Приложение
Поскольку воздушная строжка угольной дугой не зависит от окисления, она может применяться к широкому спектру металлов. Постоянный ток (положительный электрод) обычно предпочтительнее для стали и нержавеющей стали, но переменный ток более эффективен для чугуна, меди и никелевых сплавов.Типичные области применения включают в себя заднюю строжку, удаление поверхностных и внутренних дефектов, удаление излишков сварочного металла и подготовку скошенных кромок к сварке.
Электрод
Электрод представляет собой графитовый (углеродный) стержень с медным покрытием для уменьшения эрозии электрода. Диаметр электрода подбирается в зависимости от необходимой глубины и ширины бороздки. Резку можно точно контролировать, а количество расплавленного металла / окалины сводить к минимуму.
Источник питания
Источник питания постоянного тока с положительной полярностью электрода является наиболее подходящим.Могут использоваться источники переменного тока, которые также являются постоянным током, но со специальными электродами переменного тока. Источник питания должен иметь выходную характеристику постоянного тока. В противном случае случайное прикосновение электрода к заготовке вызовет сильный выброс тока, достаточный для «взрыва» наконечника электрода. Это нарушит работу и вызовет накопление углерода. Поскольку напряжение дуги может быть достаточно высоким (до 50 В), напряжение холостого хода источника питания должно быть более 60 В.
Подача воздуха
Горелка для строжки обычно работает либо от линии сжатого воздуха, либо от отдельной подачи баллонного газа.Давление подачи воздуха будет до 100 фунтов на квадратный дюйм от воздуховода, но ограничено примерно до 35 фунтов на квадратный дюйм от подачи в баллонах. При наличии достаточного воздушного потока для удаления расплавленного металла использование более высокого давления и скорости потока не дает никаких преимуществ.
Пикап Карбон
Хотя углерод улавливается расплавленным металлом, поток воздуха удаляет богатый углеродом металл из канавки, оставляя лишь минимальное загрязнение боковых стенок. Плохая техника строжки или недостаточный поток воздуха могут привести к улавливанию углерода с риском металлургических проблем, например.g высокая твердость и даже растрескивание.
Типичные рабочие характеристики для воздушно-дуговой строжки угольной дугой:
| Диаметр электрода (мм) | Ток A Примечание: электрод постоянного тока | Размеры строжки | Расход угольного электрода (мм / мин) | Скорость строжки (мм / мин) | ||
|---|---|---|---|---|---|---|
| Глубина (мм) | Ширина (мм) | |||||
| Ручной | 6.4 | 275 | 6-7 | 9-10 | 120 | 609 |
| 8,0 | 350 | 7-8 | 10-11 | 114 | 711 | |
| 9,5 | 425 | 9-10 | 12-13 | 100 | 660 | |
| 13,0 | 550 | 12-13 | 18–19 | 76 | 508 | |
| Автомат | 8.0 | 300-400 | 2-9 | 3-8 | 100 | 1650-840 |
| 9,5 | 500 | 3-12 | 3-10 | 142 | 1650-635 | |
| 13,0 | 850 | 3-15 | 3-13 | 82 | 1830-610 | |
| 16,0 | 1250 | 3-19 | 3-16 | 63 | 1830-710 | |
Эксплуатация
Строжку начинают, ударяя кончиком электрода о поверхность заготовки, чтобы зажечь дугу.В отличие от ручной металлической дуговой сварки (MMA) наконечник электрода не отводится для определения длины дуги. Расплавленный металл непосредственно под наконечником электрода (дуга) сразу уносится потоком воздуха. Для эффективного удаления металла важно, чтобы воздушный поток был направлен на дугу из-за электрода и проходил под кончиком электрода. Ширина канавки определяется диаметром электрода, но глубина определяется углом электрода к заготовке и скоростью перемещения.При использовании малого угла электрода возможны относительно высокие скорости движения. Это дает неглубокую канавку: крутой угол приводит к глубокой канавке и требует меньшей скорости движения. Обратите внимание, что круто изогнутый электрод может привести к загрязнению углеродом.
Колебание электрода круговым или ограниченным переплетением во время строжки может значительно увеличить ширину строжки. Это полезно для удаления дефектов сварного шва или пластины, которые шире самого электрода.