Аргонодуговая сварка видео
Принцип аргонодуговой сварки заключается в плавлении цветного металла при помощи плавящегося или неплавящегося электрода под действием инертного газа. Наиболее частым инертным газом выступает аргон, благодаря которому сварка и получила свое название, реже – гелий и его смесь с аргоном. Наиболее распространенным видом неплавящихся электродов являются вольфрамовые стержни, диаметр которых подбирается согласно толщине свариваемого металла. Все это основы, с которых начинается любое обучение аргонодуговой сварке.
Преимущества аргонодуговой сварки
- Аргоновая сварка, видео смотрите здесь, гарантирует качественный и геометрически однородный шов без дефектов и шлаковых образований, выдерживающий любые нагрузки
- Выделение минимального количества вредных газов в процессе сварки
- Минимальный риск получения ожогов.
Сварка аргонная неплавящимся электродом. Технология процесса
Технология процесса
 Технология процесса
Технология процессаЧтобы освоить в должной степени технологию проведения такой работы, как аргонная сварка, обучение следует перевести в описание схемы данного процесса, что мы и сделаем. Основными элементами схемы являются сварочный аппарат, горелка и расположенный в ней электрод. Дуга сварки возникает в пространстве меж электродом и свариваемой плоскостью под воздействием электричества и защитного газа, вдуваемого через сопло горелки.
Аргон же, будучи почти на 40% тяжелее воздуха, выдавливает его из области сварки, надежно изолируя от воздействия атмосферы сварочную воронку и практически не вступая в химический контакт с металлом. Присадочный материал подается в дуговую область со стороны, не включаясь в цепь.
Аргонная сварка, производимая неплавящимся электродом, происходит без касания изделия (в отличие от сварки плавящимся), для зажигания дуги специально параллельным способом к источнику питания подключается устройство под названием «осциллятор».
Аргонная сварка бывает автоматической.
 При ней горелка с присадочной проволокой движутся без контроля сварщиком. Но, как правило, все происходит не так. Оба эти элемента сварщик держит в руках – производится ручная сварка аргоном, видео уроки по которой присутствуют в данной статье.
При ней горелка с присадочной проволокой движутся без контроля сварщиком. Но, как правило, все происходит не так. Оба эти элемента сварщик держит в руках – производится ручная сварка аргоном, видео уроки по которой присутствуют в данной статье.Осциллятором с целью поджига дуги, на электрод подаются высоковольтные импульсы высоких частот. Эти импульсы, в свою очередь, производят ионизацию дугового отдела и при включении сварочного тока обеспечивают зажигание дуги. Когда аргонодуговая сварка (видео смотрите здесь) выполняется под переменным током, вслед за зажиганием дуги осциллятор выполняет переход в режим стабилизатора.
В этом случае, для предотвращения деионизации дугового отдела и предотвращения затухания дуги, он уже подает в момент перемены полярности импульсы на дугу.
Важное об аргонодуговой сварке
О том, как технически выполняется сварка аргоном, видео уроки способны продемонстрировать великолепно. Однако, помните, что приступая к такому процессу как аргонная сварка, обучение первых ваших практических попыток должно происходить под непосредственным инструктажем профессионала.
Сейчас же мы поговорим о важных нюансах, которые помогут вам добиться лучших результатов.
Например, сварка аргоном (видео уроки об этом свидетельствуют) с целью улучшения борьбы с пористостью происходит при добавлении к аргону 3-5% кислорода. Это увеличивает защиту металла от загрязнения, присутствия влаги и иных включений, которые могут попасть в область сварки из присадочного металла или свариваемых кромок.
Благодаря кислороду они выгорают или образуют собой соединения, выплывающие на поверхность сварочной воронки, что предотвращает возникновение пористости.
Также более рациональным для обеспечения стабильности такого процесса как аргонная сварка является применение импульсных источников питания дуги, с помощью которых происходит струйный перенос под током I
Применение аргонодуговой сварки
Использование аргонной сварки неплавящимся электродом в основном направлено на легированные стали, их соединения и цветные металлы, титановые и алюминиевые сплавы. Благодаря хорошему качеству и форме сварных швов, точной глубине проплавления металла, аргонодуговая сварка, видео которой можно увидеть здесь, успешно применяется для сваривания тонких листов металла с доступом к одной стороне поверхности изделия.
Благодаря хорошему качеству и форме сварных швов, точной глубине проплавления металла, аргонодуговая сварка, видео которой можно увидеть здесь, успешно применяется для сваривания тонких листов металла с доступом к одной стороне поверхности изделия.
Разработка различных конструкций сварочных аппаратов позволила этому виду сварки получить широкое распространение для сварки стыков труб, также называемой орбитальной.
Применение аргоновой сварки плавящимся электродом не так обширно. Как правило, это – сварка алюминия с нержавеющей сталью.
Недостатки аргонодуговой сварки
Невозможно проводить обучение аргонодуговой сварке, не упомянув ее недостаток, которым является недостаточно высокая производительность при ручном типе обработки. Автоматическая сварка же непригодна для выполнения коротких и неструктурированных швов.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
инструкции, особенности, правила, плюсы и минусы
 Он полностью бесцветный, у него нет запаха и он защищает металл от плохого влияния атмосферы.
Он полностью бесцветный, у него нет запаха и он защищает металл от плохого влияния атмосферы.Главная причина по которой его так широко применяют в сварке-это его низкая цена, ведь другие защитные газы иногда имеют менее низкие цены, мастера просто их не покупают, чем снижают качество шва.
Содержание статьиПоказать
Введение
Применение аргона настолько широко, что его используют не только на заводах и производствах, но даже в домашних условиях мастера научились его применять, хоть часто работа с газом бывает небезопасна и нет ничего хорошего, что оно стоит в гаражах у обычных людей, но это не тот вариант аргон полностью безопасен он не взрывается. Этот газ продается только в баллонах из стали.
Они бывают разных размеров, производитель предлагает объёмы от пятнадцати до сорока литров, так что если вам предстоит заварить метр участка раз в год, то вы просто можете пробрести маленький баллон вам его хватит на очень долго.
Ещё один плюс аргона по технике безопасности, он не взрывоопасен и также не выделяет токсинов при работе с ним, а это важно, потому что если речь идет о домашнем использовании, то возле баллона могут быть не квалифицированные люди или даже дети.

Самые часты сферы применения-это в дуговой, лазерной и плазменной сварке. Если это сварка с помощью дуги, то в комплекте к газу должен идти электрод, он может быть с плавящийся и не плавящимся покрытием.
В нашей статье мы сделали выжимку из основных статей на эту тему. Если вам они покажутся интересными, то можете их прочитать в полной версии.
Самые информативные статьи
Плюсы и характеристики сварки с помощью аргона
Конечно сварка аргоном имеет свои плюсы и характеристики, не отставая от всех прочих видов и технологий сваривания металлов.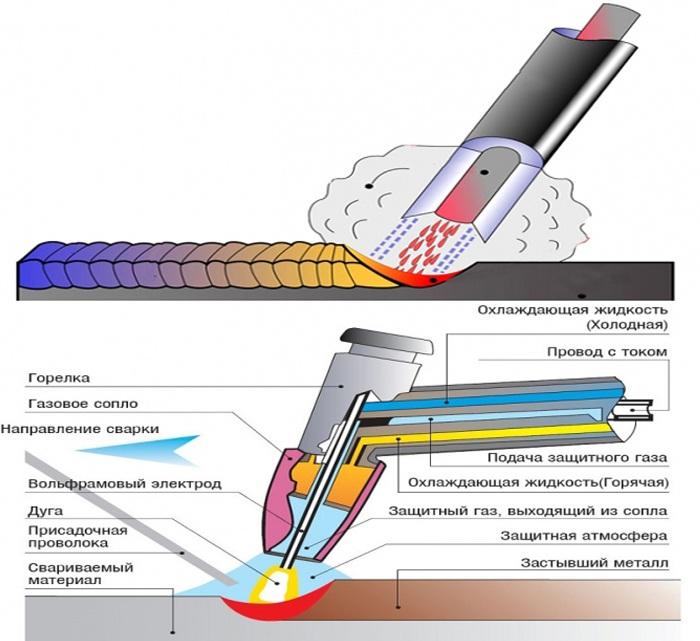
Эта статьи расскажет вам обо всем плохих и хороших сторонах сварки аргоном, также некоторые тонкости работы с таким газом, и даже про то как настроить ваш сварочный аппарат, чтобы шов получился качественным.
Очень полезна к прочтению эта информация, оно даст сориентироваться в принципах аргона и не допускать оплошностей. А это важно для новичков, или людей которые ещё не пробовали работать с таким видом сварки.
Это статья очень базисная, она очень рекомендована к чтению если вы совсем ничего не знаете про варку аргоном.
Она приоткроет вам занавес на те процессы, которые проходят при таком виде варки и почему это происходит в принципе. Это статья должна быть первая в списке прочтения, потому что без нею вас не сориентироваться в других статьях.
Она ещё описывает, разнообразную оснастку к такому виду работ, чтобы ваш результат был удовлетворительным ведь очевидно, что если человек никогда не работал с таким видом варки он и не знает какие для этого нужны расходные материалы.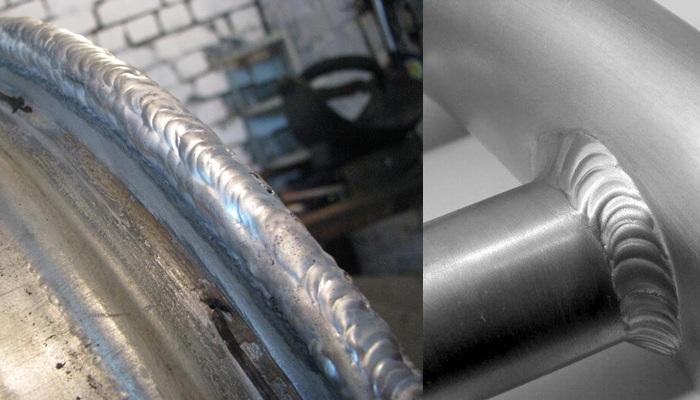
Как сварить алюминий аргоном
Алюминий –это один из тех металлов, что у каждого есть на языке, даже ребенок знает что алюминий это металл.
Этот металл используют на промышленных предприятиях, из него делают посуду и даже элементы к микроэлектронике, а это очень специализированная ниша.
НО даже такая широкая известность этого металла не обеспечила того, чтобы все знали как с ним обращаться. В большинстве случаев новичок не будет знать с какой стороны подойти к такому металлу, как алюминий.
Причина по которой швы на таком металле часто выходят слабыми и не красивые-это оксидная пленка что покрывает металл.
Именно из-за этого работа с одним из самых распространенных металлов так кропотлив и не легка. Подробнее про оксидную пленку мы расскажем вам в другой статье поскольку это очень широкая и болезненная тема.
Ещё статья расскажет вам про поджигание и поддержание стабильности дуги и образование сварочной ванны.:format(png)/28627b99535e45d.s2.siteapi.org/img/l1q2n84ns7k8ss8kw844k44o4ss08w) Эта стать даст вам все необходимые сведенья о том как варить алюминий с помощью аргона даже в диких условиях.
Эта стать даст вам все необходимые сведенья о том как варить алюминий с помощью аргона даже в диких условиях.
Особенности сварки черного металла аргоном
Черными металлами классически считается железо и сплавы из него. Такие металлы редко выступают самостоятельно, чаще их берут как сырье, производят например чугун, или используют на переработку для производств стали.
Редко, но иногда возникают ситуации, когда нужно иметь дело с чистым железом.
Это очень непростая задача, но этот газ на много её упрощает. Как и любой метод сварка аргоном имеет преимущества, недостатки. И если вам нужно получить сносный результат, то придётся строго соблюдать технологию.
Про все это рассказывает эта статьи, также в ней будет идти речь про то как выбрать сварочный режим, какие стоит соблюдать правила безопасности, а в частности пожарной. Потому что сварка дело не простое и часто возникают небезопасные ситуации.
Сваривание нержавеющей стали с помощью аргона
Эта статья расскажет вам как сварить нержавейку с помощью, все нюансы и особенности. Те кто занимаются варкой, знают, что нержавеющая стал далеко не простой метал, при работе с которым часто возникает много проблем, нужно разрезать, переваривать, а иногда можно и не разрезать, швы сами по себе трескаются и расходиться, но как с этим бороться ?
Именно поэтому вам стоит прочитать нашу статью где мы расскажем как варить нержавеющую сталь своими руками с помощью аргона.
Важным этапом сварки является подготовка металла, именно от этого зависит качество шва, что у вас получиться в конце, металл нужно хорошо зачистить, проверить на дефекты.
В этой статье рассказывается как наиболее выгодно использовать газа к положению горелки. Тут вы найдете советы, которые мастера отточили в ходе практики, и вам уже не придётся повторять чей-то ошибок.
Просто возьмите и переймете опыт человека который уже знает как будет хорошо а как плохо. Например, как варить аргоном металл так, чтобы он не окислился, или как варить тонкий металл, ведь это филигранная работа, что требует внимательности.
Даже В ГОСТах таких советов не пишут, хотя там можно найти очень содержательные инструкции по эксплуатации, что помогут и новичкам и бывалым сварщикам.
Итог
 youtube.com/embed/jNNZ88KUgE4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/jNNZ88KUgE4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Если вам нужно чтобы ваши швы были надежными и аккуратными, не приходилось переваривать по сто раз, тратить кучу денег на дорогие расходные материалы, то вам необходимо почесть эти статьи.
В них рассказывают все нюансы сварки с помощью аргона, самых разных, достаточно сложных в работе металлов. Если работать с нержавейкой или алюминием, то этих нюансов в разы больше чем при работе с другими металлам.
Нужно не слабо постараться чтобы ваши швы б
Аргонная сварка: обучение для начинающих
Аргон — часто применимый в сварке газ. Не имеет цвета и запаха, обладает отличными защитными свойствами. Главное достоинство аргона — невысокая цена. По этой причине аргон применяется не только в условиях заводского производства, но и в домашней сварке. Аргон можно приобрести только в стальных баллонах. Производители предлагают разный объем, можно купить как компактный на 15 литров, так и большой на 40 литров.
К тому же, аргон не выделяет токсичные пары и не взрывоопасен. Зачастую аргон используется в дуговой, плазменной и лазерной сварке. Для дуговой сварки аргоном дополнительно используют плавящиеся или неплавящиеся электроды. В этом материале мы собрали для вас все самые полезные статьи о сварке аргоном. Они помогут вам в обучении.
Содержание статьи
Полезные статьи
Преимущества и особенности сварки аргоном
Сварка аргоном имеет своим преимущества и особенности, как и любая другая технология сварки. В данной статье мы рассказали обо всех нюансах: начиная от настройки режима сварки, заканчивая всеми плюсами и минусами данной технологии. Прочтите, чтобы понимать суть аргонодуговой сварки и не совершить ошибки.
Эта статья, по сути, краткий экскурс в тему аргонной сварки. Она обязательна к прочтению, если вы понятия не имеете, что это за технологии и каковы ее характерные особенности. Мы также рассказываем, какое оборудование можно использовать в связке с аргоном, чтобы добиться наилучшего результата.
Особенности сварки алюминия аргоном
Алюминий — один из самых популярных металлов. Его широко применяют при производстве всего: начиная от посуды, заканчивая деталями в микроэлектронике. Но несмотря на свою распространенность не все новички знают, как варить алюминий. Главная особенность алюминия — оксидная пленка, покрывающая всю поверхность металла. Она является главной головной болью для новичков. Из-за нее шов получается неаккуратным и непрочным.
Что такое оксидная пленка, как от нее избавиться и какое оборудование использовать, чтобы получить качественный шов — обо всем мы рассказываем в отдельной статье. Вы также узнаете, как правильно поджигать дугу и как сформировать сварочную ванну. Словом, все, что вам необходимо знать, чтобы сварить алюминий аргоном даже в гаражных условиях.
Как сварить черный металл аргоном
К черным металлам принято относить железо и его сплавы. Зачастую черный металл является сырьем для изготовления чугуна и различных сталей. Но бывают ситуации, когда приходится варить чистое железо. Сделать это непросто, но использование аргона значительно упрощает задачу.
Тем не менее, сварка черного металла аргоном тоже имеет свои плюсы и минусы. И вам в любом случае нужно соблюдать технологию, чтобы сделать сварное соединение прочным. Обо всем этом мы рассказываем в нашей статье. Из статьи вы также узнаете, какой выбрать режим сварки для сварки чермета и какие правила пожарной безопасности нужно соблюдать, чтобы избежать несчастных случаев.
Как своими руками сварить нержавейку аргоном
В этой статье мы подробно рассказываем, как варить нержавеющую сталь с помощью аргона. Нержавеющая сталь — материал непростой, со множеством нюансов. Поэтому мы рассказали обо всем, что вам нужно знать, чтобы сварить нержавейку своими руками. Также мы подробно объяснили, как подготовить металл под сварку, чтобы шов получился качественным и красивым.
Вы узнаете обо всех нюансах: от оптимального расхода газа до положения горелки во время сварки. Мы поделились некоторыми советами, которые выработали в своей практике. Например, рассказали, как избежать окисления металла или как варить тонкие листы нержавеющей стали. В ГОСТах такой информации вы не найдете 🙂
Вместо заключения
Обязательно прочтите эти статьи, чтобы узнать все особенности сварки аргоном. Ведь аргоновая сварка нержавеющей стали и алюминия есть свои нюансы, которые нужно учитывать, чтобы качество шва было удовлетворительным. Ознакомьтесь со всеми достоинствами и недостатками сварки с применением аргона, чтобы знать, в каких случаях эта технология может оправдать себя.
Если вы профессиональный мастер, то поделитесь в комментариях своим опытом сварки аргоном. Это будет полезно для многих начинающих сварщиков, которые только начинают обучаться непростому сварочному делу.
[Всего: 4 Средний: 3.8/5]Видео сварка аргоном
Темы: Аргонодуговая сварка (TIG), Сварка в защитных газах, Сварка видео.
1.Видео сварка аргоном металла , с контактным поджигом, Iсв≈20А. Ролик от www.istok.kherson.ua.
2.Видео сварка аргоном тонкостенного алюминиевого профиля
3.Сварка аргоном алюминиевой лодки.
4. Видео сварка аргоном сломанного велосипеда (алюминиевого)
5. Сварка TIG аппаратом Контур ММА160i
6. Аргонная сварка алюминия, чугуна и нержавейки.
7. Орбитальная TIG — сварка (GTAW). MW 4500 от FRONIUS
8. Орбитальная TIG — сварка (GTAW) металлического стержня. На UHP от FRONIUS
9. Сварка TIG алюминиевых топливных фильтров
10. Система орбитальной сварки от FRONIUS — MU IV (TIG-GTAW)
11. Ремонт трещин в алюминиевых автомобильных дисках. Аргонодуговая сварка.
Другие страницы сайта на тему »
Видео сварка аргоном
, TIG сварка»:
- < Химический состав инертных газов
- Маломощные сварочные дуги при сварке вольфрамовым электродом >
Аргонная сварка
Сегодня требования, предъявляемые к качественным показателям производимых товаров, постоянно растут. Чтобы полнее удовлетворить запросы потребителя в изготовлении разнообразных конструкций из металла, используется аргоновая сварка. Процесс происходит в газозащитной среде, за счет источника нагрева принимается электродуга. В этом случае главной задачей газа является защита металла от воздействия кислорода. Известны случаи, когда вместо аргона используется гелий. Но этот газ стоит достаточно дорого, применять его экономически невыгодно.
Как варить аргонной сваркой
Сварочный способ основывается на создании дуги между электродом из неплавящегося вольфрама и изделием. Электрод помещается в горелку, проводящую ток и имеющую сопло из керамического материала.
От действия электродуги свариваемые кромочные участки расплавляются и создают цельную расплавленную ванночку. По токопроводящему устройству нагнетается газ, вытесняющий кислород, ванна находится под защитой от процессов окислений и азотирования. Направленное действие электродуги создает высокую температуру.
В дугу начинает подаваться металлическая присадка – проволока, которая сваривается с основной металлической поверхностью. Данный материал в электроцепь не включен. Шов получается цельным, гарантирует хорошую прочность, герметичность и длительную эксплуатацию.
Сварка алюминия
Этот вид работ сегодня считается вершиной профессионального мастерства сварщика. Уникальные особенности металла, связанные с его легкостью, прочностью и дешевизной, придают сварочным работам сложность и капризность. Аргоновый способ сварки алюминиевого сплава считается более качественным, но сложным, так как материал быстро покрывается тугоплавящимся оксидом алюминия. Просто расплавить этот металл можно даже обычной горелкой с пропаном, но зона расплава будет плотно прикрыта пленкой оксидов, что воспрепятствует соединению деталей.
С данной проблемой помогает справиться аргон, которым вытесняется кислород, но должно соблюдаться одна особенность – электродуга создается переменным током, разрушающим поверхность оксидной пленки, предоставляя доступ к точке сварки. По понятным причинам цена данного сварочного оснащения будет значительно выше, чем у простых источников, выдающих постоянный ток.
Чаще всего такой способ сварки используется для:
- ремонта моторных поддонов;
- сварки дисков колес и кондиционерных трубок;
- заваривания велосипедных рам и детских колясок;
- заделки трещин в деталях двигателя и т. п.
Аппараты для аргонной сварки
Их разделяют на две основные группы:
- Выпрямители – переменный ток в них преобразуется в постоянный. Предназначены только для профессионального пользования;
- Аргонные инверторы – способны сами вырабатывать токи любых видов.
Приобретая такой сварочный аппарат, рекомендуется обращать внимание на маркировку по типу тока, максимальному значению.
Достоинства и недостатки аргонодугового сварного метода
Чаще всего данный способ соединения металлических частей используется при сваривании легированной стали и металлов цветных групп. На незначительной толщине работа может проводиться без добавления присадок. Метод позволяет сделать хорошие качественные швы, выдерживать нужную глубину расплава, что немаловажно при работе с тонкостенными деталями. Часто применяется способ при сваривании неповоротных трубных стыков, с этой целью разработаны даже разные конструкции аппаратов.
К недостаткам можно отнести не очень высокую производительность, если используется ручной вариант. Да и на коротких и разноориентированных швах не всегда имеется возможность применения автоматических сварок.
Следует добавить, что аргон считается одним из наиболее доступных и относительно недорогих газов инертной группы. Возможность его применения в металлургической области продолжает изучаться, что вселяет уверенность открытия абсолютно новых технологий.
Обучение аргонодуговой сварке: нюансы обучения и профессии
Среди многочисленных видов сварки значительное место занимает аргоновая сварка, обучение которой дает престижную и высокооплачиваемую профессию. Существуют специальные курсы, на которых предлагаются различные виды прохождения учебы — с самого начала или для повышения квалификации уже работающих специалистов. Применение обучения на аргонную сварку распространяется на рабочие специальности, будут полезны для инженеров и технологов.
Интересным предложением является приобретение квалификации международного значения, дающее возможность работы за рубежом. Такие дипломы, выданные на основании аттестации согласно требованиям ISO-9606-1, признаются во многих странах.
Аргонная сварка
Сварка аргоном позволяет соединять детали различного размера. При других видах сварочного процесса при взаимодействии с воздухом происходит окисление, значительно снижающее качество соединения. Отличие аргонной сварки состоит в том, что инертный газ создает оболочку, играющую роль защиты от кислорода. К инертным газам кроме аргона относятся и другие, но его преимуществом является более дешевая стоимость. Аргон может использоваться для сварки всевозможных металлов.
Поскольку его удельный вес превышает аналогичный показатель воздуха, аргон вытесняет его из сварочной ванны, препятствуя возникновению реакции и образованию окислов — предвестников появлению ржавчины. При этом инертный газ аргон в связь с металлическими изделиями не вступает.
Аргонная сварка включает в себя различные виды:
- Ручная. Применяются исключительно вольфрамовые электроды. Процесс выполняется сварщиком.
- Полуавтоматическая. При механизированном способе проволока подается аппаратом.
- Автоматическая. Процесс управляется оператором дистанционно.
Имеется специальное оборудование, при использовании которого становится возможной аргонно-дуговая сварка, обучение которой расширяет возможности и повышает статус сварщика.
К преимуществам аргонного способа сварки относятся:
- осуществление нагрева, имеющего невысокую температуру;
- обеспечение защиты зоны сваривания;
- быстрота проведения процесса;
- простая технология;
- возможность соединения разных по своим свойствам металлов.
Чтобы аргон в процессе сварки не улетучивался, следует позаботиться об отсутствии сквозняков.
Кому нужно обучение
Приобретение профессии «Сварщик-аргонщик» дает дополнительные возможности работникам этой специальности. В приглашении на курсы, где происходит обучение аргонодуговой сварке, часто указывается о возможности трудоустройства. Это является маркетинговым ходом, потому что хороший сварщик, овладевший такой тонкостью, как аргонная сварка, ценится «на вес золота».
Возможно обучение для повышения квалификации инженеров, технологов и инспекторов — специалистов сварного дела.
Нюансы обучения
На курсах по аргонной сварке обучение включает в себя теоретические и практические занятия. На уроках по теории даются основные сведения о сварке и указываются нормативные материалы, их регламентирующие, правила обозначения на чертежах. В обязательном порядке проводится занятие по обеспечению безопасности.
Практические занятия под присмотром обучающего позволяют понять, насколько усвоен материал. На них осваивается розжиг дуги и сваривание различными способами, в том числе с применением специального оборудования. После окончания курсов и успешной сдачи экзамена учащиеся получают на руки свидетельство установленного образца.
Интересное видео
Особенности сварки алюминия аргоном
Алюминий — один из самых популярных металлов. Его широко применяют при производстве всего: начиная от посуды, заканчивая деталями в микроэлектронике. Но несмотря на свою распространенность не все новички знают, как варить алюминий. Главная особенность алюминия — оксидная пленка, покрывающая всю поверхность металла. Она является главной головной болью для новичков. Из-за нее шов получается неаккуратным и непрочным.
Что такое оксидная пленка, как от нее избавиться и какое оборудование использовать, чтобы получить качественный шов — обо всем мы рассказываем в отдельной статье. Вы также узнаете, как правильно поджигать дугу и как сформировать сварочную ванну. Словом, все, что вам необходимо знать, чтобы сварить алюминий аргоном даже в гаражных условиях.
Как сварить черный металл аргоном
К черным металлам принято относить железо и его сплавы. Зачастую черный металл является сырьем для изготовления чугуна и различных сталей. Но бывают ситуации, когда приходится варить чистое железо. Сделать это непросто, но использование аргона значительно упрощает задачу.
Тем не менее, сварка черного металла аргоном тоже имеет свои плюсы и минусы. И вам в любом случае нужно соблюдать технологию, чтобы сделать сварное соединение прочным. Обо всем этом мы рассказываем в нашей статье. Из статьи вы также узнаете, какой выбрать режим сварки для сварки чермета и какие правила пожарной безопасности нужно соблюдать, чтобы избежать несчастных случаев.
Как своими руками сварить нержавейку аргоном
В этой статье мы подробно рассказываем, как варить нержавеющую сталь с помощью аргона. Нержавеющая сталь — материал непростой, со множеством нюансов. Поэтому мы рассказали обо всем, что вам нужно знать, чтобы сварить нержавейку своими руками. Также мы подробно объяснили, как подготовить металл под сварку, чтобы шов получился качественным и красивым.
Вы узнаете обо всех нюансах: от оптимального расхода газа до положения горелки во время сварки. Мы поделились некоторыми советами, которые выработали в своей практике. Например, рассказали, как избежать окисления металла или как варить тонкие листы нержавеющей стали. В ГОСТах такой информации вы не найдете 🙂
Вместо заключения
Обязательно прочтите эти статьи, чтобы узнать все особенности сварки аргоном. Ведь аргоновая сварка нержавеющей стали и алюминия есть свои нюансы, которые нужно учитывать, чтобы качество шва было удовлетворительным. Ознакомьтесь со всеми достоинствами и недостатками сварки с применением аргона, чтобы знать, в каких случаях эта технология может оправдать себя.
Если вы профессиональный мастер, то поделитесь в комментариях своим опытом сварки аргоном. Это будет полезно для многих начинающих сварщиков, которые только начинают обучаться непростому сварочному делу.
[Всего: 4 Средний: 3.8/5]Видео сварка аргоном
Темы: Аргонодуговая сварка (TIG), Сварка в защитных газах, Сварка видео.
1.Видео сварка аргоном металла , с контактным поджигом, Iсв≈20А. Ролик от www.istok.kherson.ua.
2.Видео сварка аргоном тонкостенного алюминиевого профиля
3.Сварка аргоном алюминиевой лодки.
4. Видео сварка аргоном сломанного велосипеда (алюминиевого)
5. Сварка TIG аппаратом Контур ММА160i
6. Аргонная сварка алюминия, чугуна и нержавейки.
7. Орбитальная TIG — сварка (GTAW). MW 4500 от FRONIUS
8. Орбитальная TIG — сварка (GTAW) металлического стержня. На UHP от FRONIUS
9. Сварка TIG алюминиевых топливных фильтров
10. Система орбитальной сварки от FRONIUS — MU IV (TIG-GTAW)
11. Ремонт трещин в алюминиевых автомобильных дисках. Аргонодуговая сварка.
Другие страницы сайта на тему »
Видео сварка аргоном
, TIG сварка»:
- < Химический состав инертных газов
- Маломощные сварочные дуги при сварке вольфрамовым электродом >
Аргонная сварка
Сегодня требования, предъявляемые к качественным показателям производимых товаров, постоянно растут. Чтобы полнее удовлетворить запросы потребителя в изготовлении разнообразных конструкций из металла, используется аргоновая сварка. Процесс происходит в газозащитной среде, за счет источника нагрева принимается электродуга. В этом случае главной задачей газа является защита металла от воздействия кислорода. Известны случаи, когда вместо аргона используется гелий. Но этот газ стоит достаточно дорого, применять его экономически невыгодно.
Как варить аргонной сваркой
Сварочный способ основывается на создании дуги между электродом из неплавящегося вольфрама и изделием. Электрод помещается в горелку, проводящую ток и имеющую сопло из керамического материала.
От действия электродуги свариваемые кромочные участки расплавляются и создают цельную расплавленную ванночку. По токопроводящему устройству нагнетается газ, вытесняющий кислород, ванна находится под защитой от процессов окислений и азотирования. Направленное действие электродуги создает высокую температуру.
В дугу начинает подаваться металлическая присадка – проволока, которая сваривается с основной металлической поверхностью. Данный материал в электроцепь не включен. Шов получается цельным, гарантирует хорошую прочность, герметичность и длительную эксплуатацию.
Сварка алюминия
Этот вид работ сегодня считается вершиной профессионального мастерства сварщика. Уникальные особенности металла, связанные с его легкостью, прочностью и дешевизной, придают сварочным работам сложность и капризность. Аргоновый способ сварки алюминиевого сплава считается более качественным, но сложным, так как материал быстро покрывается тугоплавящимся оксидом алюминия. Просто расплавить этот металл можно даже обычной горелкой с пропаном, но зона расплава будет плотно прикрыта пленкой оксидов, что воспрепятствует соединению деталей.
С данной проблемой помогает справиться аргон, которым вытесняется кислород, но должно соблюдаться одна особенность – электродуга создается переменным током, разрушающим поверхность оксидной пленки, предоставляя доступ к точке сварки. По понятным причинам цена данного сварочного оснащения будет значительно выше, чем у простых источников, выдающих постоянный ток.
Чаще всего такой способ сварки используется для:
- ремонта моторных поддонов;
- сварки дисков колес и кондиционерных трубок;
- заваривания велосипедных рам и детских колясок;
- заделки трещин в деталях двигателя и т. п.
Аппараты для аргонной сварки
Их разделяют на две основные группы:
- Выпрямители – переменный ток в них преобразуется в постоянный. Предназначены только для профессионального пользования;
- Аргонные инверторы – способны сами вырабатывать токи любых видов.
Приобретая такой сварочный аппарат, рекомендуется обращать внимание на маркировку по типу тока, максимальному значению.
Достоинства и недостатки аргонодугового сварного метода
Чаще всего данный способ соединения металлических частей используется при сваривании легированной стали и металлов цветных групп. На незначительной толщине работа может проводиться без добавления присадок. Метод позволяет сделать хорошие качественные швы, выдерживать нужную глубину расплава, что немаловажно при работе с тонкостенными деталями. Часто применяется способ при сваривании неповоротных трубных стыков, с этой целью разработаны даже разные конструкции аппаратов.
К недостаткам можно отнести не очень высокую производительность, если используется ручной вариант. Да и на коротких и разноориентированных швах не всегда имеется возможность применения автоматических сварок.
Следует добавить, что аргон считается одним из наиболее доступных и относительно недорогих газов инертной группы. Возможность его применения в металлургической области продолжает изучаться, что вселяет уверенность открытия абсолютно новых технологий.
Обучение аргонодуговой сварке: нюансы обучения и профессии
Среди многочисленных видов сварки значительное место занимает аргоновая сварка, обучение которой дает престижную и высокооплачиваемую профессию. Существуют специальные курсы, на которых предлагаются различные виды прохождения учебы — с самого начала или для повышения квалификации уже работающих специалистов. Применение обучения на аргонную сварку распространяется на рабочие специальности, будут полезны для инженеров и технологов.
Интересным предложением является приобретение квалификации международного значения, дающее возможность работы за рубежом. Такие дипломы, выданные на основании аттестации согласно требованиям ISO-9606-1, признаются во многих странах.
Аргонная сварка
Сварка аргоном позволяет соединять детали различного размера. При других видах сварочного процесса при взаимодействии с воздухом происходит окисление, значительно снижающее качество соединения. Отличие аргонной сварки состоит в том, что инертный газ создает оболочку, играющую роль защиты от кислорода. К инертным газам кроме аргона относятся и другие, но его преимуществом является более дешевая стоимость. Аргон может использоваться для сварки всевозможных металлов.
Поскольку его удельный вес превышает аналогичный показатель воздуха, аргон вытесняет его из сварочной ванны, препятствуя возникновению реакции и образованию окислов — предвестников появлению ржавчины. При этом инертный газ аргон в связь с металлическими изделиями не вступает.
Аргонная сварка включает в себя различные виды:
- Ручная. Применяются исключительно вольфрамовые электроды. Процесс выполняется сварщиком.
- Полуавтоматическая. При механизированном способе проволока подается аппаратом.
- Автоматическая. Процесс управляется оператором дистанционно.
Имеется специальное оборудование, при использовании которого становится возможной аргонно-дуговая сварка, обучение которой расширяет возможности и повышает статус сварщика.
К преимуществам аргонного способа сварки относятся:
- осуществление нагрева, имеющего невысокую температуру;
- обеспечение защиты зоны сваривания;
- быстрота проведения процесса;
- простая технология;
- возможность соединения разных по своим свойствам металлов.
Чтобы аргон в процессе сварки не улетучивался, следует позаботиться об отсутствии сквозняков.
Кому нужно обучение
Приобретение профессии «Сварщик-аргонщик» дает дополнительные возможности работникам этой специальности. В приглашении на курсы, где происходит обучение аргонодуговой сварке, часто указывается о возможности трудоустройства. Это является маркетинговым ходом, потому что хороший сварщик, овладевший такой тонкостью, как аргонная сварка, ценится «на вес золота».
Возможно обучение для повышения квалификации инженеров, технологов и инспекторов — специалистов сварного дела.
Нюансы обучения
На курсах по аргонной сварке обучение включает в себя теоретические и практические занятия. На уроках по теории даются основные сведения о сварке и указываются нормативные материалы, их регламентирующие, правила обозначения на чертежах. В обязательном порядке проводится занятие по обеспечению безопасности.
Практические занятия под присмотром обучающего позволяют понять, насколько усвоен материал. На них осваивается розжиг дуги и сваривание различными способами, в том числе с применением специального оборудования. После окончания курсов и успешной сдачи экзамена учащиеся получают на руки свидетельство установленного образца.
Интересное видео
Видеоуроков
Грамматика Прилагательные Прилагательные для описания чувств / настроения / тона Прилагательные для описания личности и характера Прилагательные с –ed или -ing Прилагательные: Прилагательные, допускающие / не подлежащие градации Прилагательные: Несравненные прилагательные Прилагательные: противоположности Прилагательные: порядок прилагательных Наречия Наречия степени Наречия частоты Наречия манеры Наречия места Наречия времени Наречия: Усилители (например, очень, абсолютно) Наречия: порядок наречий Апостроф S Артикли (определенные и неопределенные) Статьи: определенные статьи (the) Статьи: неопределенные статьи (а / ан) Статьи: нулевая статья Вспомогательные глаголы Обратное переключение по времени (например,грамм. БУДЕТ / БУДЕТ) BE (вспомогательный глагол) BE + инфинитивные структуры (например, он должен был стать известным) БЫТЬ СПОСОБНЫМ К БЫТЬ: БЫЛО ИЛИ БЫЛО МОЖЕТ МОЖЕТ ИЛИ УМЕТ МОЖЕТ ИЛИ МОЖЕТ Причинный Пункты контраста (например, хотя, пока) Положения о цели (например, чтобы, чтобы, чтобы) Пункты причины (например, потому что, из-за, как, поскольку) Пункты результата (например, так) Невероятные предложения (например, мы ищем Джоуи) Команды (императивы) Сравнение (сравнительное и превосходное) Сравнение: сравнительные прилагательные и структуры Сравнение: прилагательные и структуры в превосходной степени Сравнения: КАК или ЧЕМ Условный 0 (ноль) Условный 1 (первое условное) Условное 2 (второе условное) — будет Условное 3 (третье условное) Условные Условные — желаю / Если только Условные — смешанные условные Условные выражения: условные фразы (например,грамм. если, при условии, до тех пор, пока) Союзы (также известные как связки, например, и, но, или, так, тогда) Согласные и гласные Сокращения (укороченные формы, например, нет, не нужно и т. Д.) Координация МОГ Исчисляемые и неисчислимые существительные Определители (слова, которые могут стоять перед существительными) Маркеры дискурса Делать или делать Многоточие (пропуск слов) Восклицания НЕСКОЛЬКО или НЕСКОЛЬКО, МАЛЕНЬКИЙ или МАЛЕНЬКИЙ Образы речи, метафоры, метонимы Официальный и неформальный английский (вежливость или разговорный язык) Будущее непрерывное время: (будет V + ing) Будущее совершенное непрерывное (прогрессивное) время Будущее совершенное простое и непрерывное (прогрессивное) время Будущее совершенное простое время Будущие фразы (напр.грамм. быть собираюсь, привязан, вероятно, из-за, установлен в + INF) Будущее простое время, выражаемое с помощью WILL Простое будущее против непрерывного будущего Будущие времена Родительный падеж S vs OF (выражение владения) Герундс Герундии и инфинитивы Герундий: идеальный герундий Герундий: прогрессивный герундий СТАЛ ЛУЧШЕ БЫЛО ЛУЧШЕ, БОЛЬШЕ БЫЛО ЕСТЬ ИЛИ ЕСТЬ Омонимы (два слова с одинаковым произношением — омофоны и омографы) Инфинитивные структуры Инфинитив: пустой инфинитив Инфинитив: идеальный инфинитив Инфинитив: прогрессивный инфинитив Инфинитив: разделенный инфинитив Инверсия (обратный порядок слов) Неправильные глаголы Это как подготовительный предмет (эл.грамм. идет дождь, это мило с твоей стороны) Связывающие глаголы (также известные как связки, например, я студент) МОЖЕТ ИЛИ МОЖЕТ Модальные окна МНОГО ИЛИ МНОГО ДОЛЖЕН ИЛИ ДОЛЖЕН (обязанность) ДОЛЖЕН или НЕ ДОЛЖЕН Негативы (отрицание, отказ) Существительные Существительные: собирательные существительные (команда, класс, семья, комитет) Существительные: составные существительные (например, автобусная остановка, стиральная машина, стрижка) Существительные: Существительные собственные (названия людей, городов, компаний) Числа: Кардинальные числа Числа: порядковые числа Противоположности (антонимы) ДОЛЖЕН Оксюмороны (фразы со словами противоречивого значения, эл.грамм. живые мертвецы) Причастия Причастия: причастие прошедшего времени (например, HAVING DONE) Причастия: причастие настоящего времени (например, ДЕЛАТЬ) Части речи (также известные как классы слов, например, существительные, глаголы, прилагательные, наречия) Пассивный залог Пассивный голос или активный голос Прошедшее непрерывное (прогрессивное) время Pa
Бесплатный видеохостинг, смотреть видео онлайн
×
- Местоположение: Россия
- Библиотека
- Trending
- History
- Посмотреть позже
- Понравившиеся видео
- Мой плейлист
- Подписки
- Фильмы
- Автомобили и транспорт
- Музыка
- Домашние животные
- Спорт
- Игры
- Комедии
- Развлечения
- Howto & Style Technology 09 Science
- Отрасли промышленности
- Продукты
- Услуги
- Ресурсы
- Центр новостей
- О нас
- Свяжитесь с нами
- Аэронавтика
- Автомобилестроение
- Напитки
- Химия
- Строительство
- Мастера
- Окружающая среда
- Продукты питания
- Производство металлов
- Металлы
- Нефть и газ
- Фармацевтика и биотехнология
- Целлюлоза и энергия
- Бумага
- Исследования и анализ
- Режимы питания
- Газы
- Промышленные газы
- Чистые газы
- Газовые смеси
- Специальные газы
- Чистые газы
- Газовые смеси
- Промышленные газы
- Режимы подачи газа для оборудования специального назначения
- 000
- 000 Газы
Страница не найдена 🙁
404Страница не найдена 🙁
3:51
BTS (방탄 소년단) ‘Life Goes On’ Official MV3 дня назад
Просмотры 108 713 977
99%
5:50
Мы рассталисьДень назад
Просмотры 1839635
96%
17:32
Теория фильма: фильм Лоракс солгал тебе!День назад
Просмотры 1633868
96%
5:25
Brewstew — Wrecking My First CarDay ago
Просмотры 387 796
99%
8:07ING
100 $ СТОИМОСТЬ COOKIES (рассказы о соседях по комнате)День назад
Просмотры 571 101
100%
2:54
Megan Thee Stallion — Body [Официальное видео]3 дня назад
Просмотры 7 962 866
95%
17:42
Вызов компаний, которые украли мои ногтидень назад
Просмотры 889 875
99%
2:55
DaBaby — Gucci Peacoat (Официальное видео)2 дня назад
Просмотры 2 288 820
99%
3:27
Meek Mill — Pain Away feat.Lil Durk [Официальное видео]3 дня назад
Просмотры 3 238 730
98%
0:48
Кайл Риттенхаус внес залог с помощью основателя My Pillow Майкла Линделла | СЕГОДНЯДень назад
Просмотры 1 578 507
68%
21:40
JH Diesel перебросил свой MegaTruck в пруд Клитуса … Теперь посмотрим, пойдет ли он! (6.0 Powerstroke)День назад
Просмотры 274848
98%
3:58
NoCap — Pain Show (Официальное музыкальное видео)2 дня назад
Просмотры 458 243
99%
8:50
рассказывая друзьям, что мы расстались…День назад
Просмотры 1 397 539
96%
5:08
Carrie Underwood & John Legend — Hallelujah (Official Music Video)2 дня назад
Просмотры 886 256
95 %
3:04
Шон Мендес, Джастин Бибер — Монстр3 дня назад
Просмотры 20 409 425
99%
0:45
Флоридский мужчина борется со щенком из пасти аллигатора23 часа назад
Просмотры 506 577
98%
25:06
Jeezy On Ending Feud With Gucci Mane, Black Men Healing, Новый альбом и многое другое2 дня назад
Просмотры 1 035 890
97%
8:49
Возвращение Мейса Винду в Мандалорианском сезоне 2 — Звездные войны ТеорияДень назад
Просмотров 628 487
97%
3:22
Лос Дос Карналес — Эль Боррахо (Официальное видео)2 дней назад
Просмотры 1 383230
98%
11:07
Троллинг ютуберов с ФАЛЬШИВЫМ ЖИВЫМ СОБЫТИЕМ Fortnite!2 дня назад
Просмотры 1758671
95%
2:46
Toosii — Dark Fights (Official Music Video)2 дня назад
Просмотры 376 485
100%
20:26
Я разводюсь… Видео с полным объяснением (плюс рыбалка с Реджи)День назад
Просмотров 120 786
99%
45:09
Разлом Сан-Андреас: катастрофа вот-вот случится | Как была создана Земля | Полный эпизод | ИсторияДень назад
Просмотры 128 541
96%
15:59
Удивительный FaZe Jarvis с 24 подарками за 24 часа2 дня назад
Просмотры 216 538
97%
3:31
Saweetie — Назад на улицы (feat.Jhené Aiko) [Официальное музыкальное видео]2 дня назад
Просмотры 4 273 879
98%
2:06
ГЛАВНОЕ | Шпоры 2-0 MAN CITY | Голы Сон и Ло Чельсо обыграли Сити!День назад
Просмотры 2 519 353
98%
0:31
Rick and Morty x PlayStation 5 Console [объявление]2 дня назад
Просмотры 2 060 718
98%
18:52
Коди и Ноэль До: Выпечка в пьяном виде2 дня назад
Просмотры 866 988
100%
6:27
Стоит ли покупать PS5?2 дня назад
Просмотры 1 996611
99%
4:43
Chief Keef & Mike WiLL Made-It — STATUS (Официальное музыкальное видео)2 дня назад
Просмотры 748 742
99%
3:44
Tom MacDonald — «ПРОДАЖА»2 дня назад
Просмотры 1 210 944
97%
30:45
Спальня для подростков, вдохновленная TikTok, при ограниченном бюджете!День назад
Просмотры 211944
99%
2:58
Lil Tjay — Move On (Официальное видео)2 дня назад
Просмотры 1593630
99%
14 : 39
Попробовать Tik Tok Trends с моим НОВЫМ малышом2 дня назад
Просмотры 1173 141
99%
3:37
Gucci Mane — Truth (Официальное музыкальное видео)3 дня назад
Просмотры 1248 608
98%
12:21
Почему я покинул Jelly и Slogo.2 дня назад
Просмотры 1 181967
97%
10:06
Последний покидавший круг выигрывает $ 10 000!День назад
Просмотры 4 978 595
99%
32:41
Бубонная чума в … Сан-Франциско?День назад
Просмотры 216382
98%
0:25
Ограбление Cayo Perico: Выходит 15 декабря в GTA Online2 дня назад
Просмотры 1887555
97%
14:55
САМЫЙ ТЯЖЕЛЫЙ 4-ДЮЙМОВЫЙ КУБ В МИРЕ Vs.БЕТОН от 45м!2 дня назад
Просмотры 1215922
98%
3:08
Morgan Wallen — Still Goin Down (Официальное лирическое видео)2 дня назад
Просмотры 520854
98%
5:08
Кайли Дженнер: Кексы Гринч и Сторми3 дня назад
Просмотры 8 700 602
—
24:16
Что такое жижа внутри лавовой лампы?День назад
Просмотры 285 415
99%
37:56
Жизнь Курамы: Девятихвостый демон Лис (Наруто)2 дня назад
Просмотры 478 498
98%
2:17:17
Sentinel-6 Миссия Майкла ФрейлихаДень назад
Просмотры 758752
97%
3:26
Big Sean — Wolves ft.Post Malone2 дня назад
Просмотры 1018 691
99%
2:52
Jeezy — Almighty Black Dollar ft. Rick Ross3 дня назад
Просмотры 628 094
98%
10:29
Разоблачение реальных и фальшивых взломов TikTok!День назад
Просмотры 249 840
98%
2: 4: 57
Смотрите, как SpaceX запускает свою ракету Falcon 9 с авиабазы Ванденберг в Калифорнии!День назад
Просмотры 235 460
98%
15:17
Теория игры: среди нас ваш 900 IQ НИЧЕГО не значит!День назад
Просмотры 1589 741
98%
2:51
Меган Ти Жеребец — Выстрелы [Официальное аудио]3 дня назад
Просмотры 1 014 241
95%
3:15
Miley Cyrus — Prisoner (Официальное видео) ft.Дуа Липа3 дня назад
Просмотры 11 584 758
97%
3:45
Polvo — Nicky Jam x Myke Towers | Видео Официально3 дня назад
Просмотры 3738446
99%
2:02
Down With the SICK2 дня назад
Просмотры 745 238
99%
0:49
щелкните это видео2 дня назад
Просмотры 792 822
99%
3:53
Rich The Kid & YoungBoy Never Broke Again ft.Rod Wave — Sorry Momma (Visualizer)3 дня назад
Просмотры 483841
99%
3:51
Jazmine Sullivan — Pick Up Your Feelings (Official Acoustic Live Video)2 дня назад
Views 246 177
99%
3:07
Морган Уоллен — все еще идет вниз (аудио)2 дня назад
Просмотры 389 774
99%
12:06
The Mandalorian Season 2 Эпизод 4 FULL Breakdown2 дня назад
Просмотры 570399
99%
2:42
Morgan Wallen — Somebody’s Problem (Аудио)2 дня назад
Просмотры 273 698
99%
13:51
ИГРАТЬ СРЕДИ НАС С ПРОФЕССИОНАЛЬНЫМИ ИГРОКАМИ4 дня назад
Просмотры 5897 895
98%
40:04
Minecraft Survivalist VS 3 Hitmen4 дня назад
Просмотры 14 078 5 57
99%
7:21
Майк Перри размышляет об ошибке из-за отсутствия веса UFC 2552 дня назад
Просмотры 132585
93%
6:36
Майкл Джордан сделал правильный выбор, составив мяч LaMelo для шершней? | Первый дубль3 дня назад
Просмотры 2 013 330
97%
3:11:15
Formula DRIFT #FDIRW — PRO, Round 7 — Top 16 + Finals LIVE!2 дня назад
Просмотры 170 504
99%
11:23
Эта зубная щетка делает всю работу за вас • Шоу белых слонов # 40день назад
Просмотры 515 727
97%
5:19
Если бы среди нас был вызов BFDI2 дня назад
Просмотры 475 277
98%
24:07
Это шоу знакомств начала 2000-х годов — чистое безумие3 дня назад
Просмотры 1113635
100%
3:13
Carlos Rivera & Maluma — 100 Años (Официальное видео)3 дня назад
Просмотры 42
99%
3:01
Шон Мендес, Джастин Бибер — Монстр (Lyric Video)2 дня назад
Просмотры 2702629
99%
6:55
Monster Live Stream (Шон Мендес и Джастин Бибер)3 дня назад
Просмотры 1502569
99%
4:15
Blue & Grey2 дня назад
Просмотры 7 229 206
100%
3:54
(Hot Debut) aespa — Black Mamba [Music Bank / 2020.11.20]2 дня назад
Просмотры 4 115 901
95%
9:40
4044 M & M’s Challenge (17,690 калорий)3 дня назад
Просмотры 2398289
98%
3:35
Lyin ‘2 Me — Among Us Song3 дня назад
Просмотров 1 848 538
99%
6:16
Добро пожаловать, Лука «Perkz» Перкович | Объявление Cloud9 LCS Mid Laner2 дня назад
Просмотров 298 485
98%
1:05
The Weeknd — трейлер (официальное живое выступление) | Vevo2 дня назад
Просмотры 473 400
99%
18:36
Все 30 выборов в первом раунде | 2020 #NBADraft4 дня назад
Просмотры 1777355
98%
7:12
Dream — Minecraft Hitmen Extra Scenes4 дня назад
Просмотры 4218425
99%
2:31
Meek Mill — GTA (feat.42 Dugg) [Официальное аудио]3 дня назад
Просмотры 392 154
99%
3:34
La Jefa By Candy Lover (Official Music Video)3 дня назад
Просмотры 190 123
98%
0:39
Билли Айлиш: То же интервью, Четвертый год (Тизер №2) | Vanity Fair3 дня назад
Просмотры 1545 208
99%
2:51
Уилл Смит разрывается на финале ‘Вражда свежего принца’ с Джанет Хьюберт3 дня назад
Просмотры 523895
99%
0:31
Houseparty приносит видеочат в Fortnite3 дня назад
Просмотры 622020
97%
2:17
Как PlayStation и Xbox называют свои консоли2 дня назад
Просмотры 860577
99%
3:09
CNCO — Mis Ojos Lloran Por Ti (Официальное видео)3 дня назад
Просмотры 2665307
96%
2: 31
Chaos Walking (Фильм 2021) Официальный трейлер — Дейзи Ридли, Том Холланд, Ник Джонас3 дня назад
Просмотры 4 587 445
97%
4:56
Arcangel x De La Ghetto x Yaga & Маки — Aparentemente 2 (V ideo Oficial)3 дня назад
Просмотры 3878584
98%
9:27
Если бы все было как у нас 35 дней назад
Просмотры 12 565 895
94%
3:24
Luh Kel ft.Trippie Redd — «Feen» (Официальное музыкальное видео)2 дня назад
Просмотры 588 991
99%
10:49
Все, что ест Эмма Чемберлен за один день | Дневники питания: размер укуса | Harper’s BAZAAR3 дня назад
Просмотры 461 244
98%
3:38
Лана Дель Рей — Summertime The Gershwin Version3 дня назад
Просмотры 1105737
3 99%
14:03
вот некоторые вещи, которые я экономил в Нью-Йорке 🙂3 дня назад
Аргон
Перейти к основному содержаниюIndustries
Быстрый доступ
Продукты
- myAIRLIQUIDE
- Система управления газом и жидкостью в баллонах
- Морские услуги
- Аналитические услуги
- Инжиниринг и строительство
- Услуги по промышленному газу
- Услуги по добыче нефти и газа
- Услуги по повышению нефтеотдачи
- Услуги для скважин
Услуги на месте - Проверка квалификации
- Безопасность и соответствие
- Исследование газового хозяйства i-SEE
Услуги
- Информация о продукте
- Техническая информация и информация по безопасности
- Определения для сжатого газа
- Безопасность газа и баллонов
- Основы для газов и жидких смесей
- Категории специальных газов
- Совместимость со специальными газами
- Клапаны и соединения
- ISO / IEC 17025 Аккредитация
- Паспорта безопасности
- Коэффициенты пересчета
- Глоссарий
- Часто задаваемые вопросы
Ресурсы
- Компании Air Liquide в СШАS.
- Карьера
- Наши основные офисы в США
- Политика HSE в Air Liquide USA
- Responsible Care®
- Закон Калифорнии о цепочках поставок
О нас
Быстрый доступ
- Обзор: Air Liquide в США
- Отрасли промышленности
- Продукты
- Услуги
- Ресурсы
- Центр новостей
- О нас
- Свяжитесь с нами
Industries
Открыть- Аэронавтика
- Автомобильная промышленность
- Напитки
- Химические вещества
- Строительство
- Мастера
- Окружающая среда
- Еда
- Производство металлов
- Металлы
- Нефть и газ
- Фармацевтика и биотехнологии
- Целлюлоза и бумага
- Возобновляемая энергия
- Исследования и анализ
Быстрый доступ
- Режимы поставки