Как правильно варить сваркой — видео
Перед тем, как пробовать учиться варить инверторной сваркой, необходимо ознакомиться с комплектующими частями инвертора, а также посетить несколько практических занятий (можно посмотреть, как правильно варить сваркой видео). Сварочный инвертор состоит из следующих деталей:
преобразователь частоты; система управления; сетевой фильтр и выпрямитель; высокочастотный трансформатор; силовой выпрямитель.
Как правило, габариты сварочного инвертора невелики, это позволяет носить его даже на плече в течение всего рабочего дня.
Как научиться варить сваркой инвертором, может узнать любой желающий. Для этого необходимо использовать сварочные электроды, которые бывают трех основных видов:
- высоколегированные;
- углеродистые;
- легированные.
Благодаря правильному использованию нужных электродов можно получить достаточно качественный шов. Частота тока в сварках инверторного типа при этом не должна превышать 60-85 кГц.
Сварочный инвертор очень экономный, что является очень большим плюсом для аппарата. И размеры оборудования, и его экономичность обусловлены европейскими стандартами, создающими достаточно жёсткие рамки потребления энергии.
Чтобы знать, как правильно варить сваркой (видео), необходимо хотя бы предполагать, какое дополнительно оборудование может понадобиться: защитная маска (выбирать необходимо удобную маску, которая будет удобно крепиться на голове), держатели, защитные рукавицы и костюм.
Какой сварочный аппарат выбрать для проведения сварочных работ?
Чтобы варить инверторной сваркой, прежде всего, необходимо выбрать сам аппарат для сварки. На современном рынке очень много разных моделей сварочных аппаратов, как и много видеоматериалов в разделе как работать со сваркой видео.
Чтобы подобрать наиболее подходящий агрегат, нужно ознакомиться с особенностями каждой модели. В первую очередь при выборе инвертора обращают внимание на диапазон регулировки сварочного тока. К примеру, для сварочных работ на даче отлично пойдёт аппарат с показателем в пределах 160-200 А.
К примеру, для сварочных работ на даче отлично пойдёт аппарат с показателем в пределах 160-200 А.
Как варить сваркой «видео по инверторам» наверняка содержит информацию и о таком показателе, как ПВ – продолжительность выключения инвертора. Данный показатель всегда указывается в технических характеристиках сварочного аппарата (в %). К примеру, если ПВ равен 40%, то время работы соответственно будет составлять 60%.
Можно собрать сварочный инвертор и самому, только перед тем, как сделать сварку своими руками, придётся очень много информации проштудировать.
Напряжение холостого хода и потребляемая мощность – два показателя, которые также играют важную роль при выборе. Напряжение должно составлять 50-90 А, а потребление мощности не должно превышать 16-25 А.
Также раздел «как работать со сваркой видео» содержит информацию о пыле- и влагозащищённых свойствах корпуса устройства.
Выбор электродов для сварочного инвертора
Материал «как правильно варить сваркой видео» обязательно также содержит информацию о том, какие электроды нужно покупать для работы со сваркой инверторного типа.
Выбор электродов в первую очередь зависит от того, с какими материалами будет вестись работа (низко-, среднеуглеродистыми сталями, низколегированными, нержавеющими). К примеру, для наплавки и работы со спецсталями используются электроды высоколегированные, для сварки легированных сталей – легированные электроды.
Выбор электродов также зависит от вида работ. Например, на даче, где сварка производится в основном без критических нагрузок, можно использовать электроды класса МР-3 или АНО. Если проводятся более сложные сварочные работы, лучше применять электроды класса ОУНИ. Кроме того, необходимо также учитывать диаметр и марку электродов.
Азы сварки для начинающих
Перед тем, как приступить к сварке ответственных деталей, необходимо попробовать сварить что-то ненужное. Даже, если сварщик вообще не имеет опыта, на таких изделиях, он сможет сам понять, как научиться варить сваркой.
Нужно заправить электрод в специальный держатель, зажимы зафиксировать на свариваемой детали.
Электрод нужно становить под углом 65о к изделию и стараться при сварке всегда соблюдать небольшое расстояние между электродом и деталью. После прокладки шва по нему рекомендуется постучать молотком, чтобы полностью осыпался весь шлак.
Как правильно варить сваркой видео содержит информацию, где различают три основных вида швов:
- вертикальный;
- горизонтальный;
- потолочный.
Для успешной работы необходимо соблюдать также несколько правил:
- необходимо научиться правильно удерживать сварочный электрод;
- получить сварочную дугу можно двумя способами: подъёмом или черканием;
- получение дуги сопровождается благодаря подводу второго провода (массы), который отходит от инвертора и присоединяется к свариваемой детали;
- оптимальное расстояние от электрода до детали – 2-6 мм;
- если плавно и равномерно вести по всей длине места соединения, то канава, которая образуется при воздействии дуги на металлическую поверхность, будет заполняться расплавленным металлом (как варить сваркой видео содержит подробный материал).

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Электросварка. Видео. Как варить электросваркой
Электросварка. Видео
Это очень удобный формат для обучения электросварке. Ведь вы можете увидеть в действии все движения сварщика и процессы, происходящие во время выполнения сварного шва. И чтобы научиться варить электросваркой в принципе видеоуроков может быть достаточно, но важно понимать, что только ваша практика позволит вам действительно хорошо научиться варить электросваркой.
Ещё важный момент заключается в том, чтобы изучать теорию и осваивать практику сбалансированно. Я часто замечаю, как начинающие сварщики пытаются погрузиться глубоко в теорию или же пытаются варить, не понимая, что они делают и что на самом нужно делать.
И последняя рекомендация. Наверняка вам не нужно просматривать все эти видео по электросварке прямо сейчас. Тем не менее, вполне возможно, они понадобятся вам позже. поэтому, сохраните адрес этой страницы у себя в «избранном» или в «закладках», чтобы иметь возможность посмотреть эти видео тогда, когда они вам понадобятся.
Ну а теперь переходим к самим видео по электросварке.
Я разделил их на 3 категории:
1 — видеоуроки по электросварке,
2 — обзоры сварочного оборудования,
средств индивидуальной защиты и т.д.
3 — другое
Итак, начнём с видеоуроков.
________________________________________________________________________________
ВИДЕОУРОКИ
Как варить электросваркой. Это 1-й урок.
Полный курс на странице: http://svarka-elektrodom.ru/
В процессе просмотра видеокурса вы увидите, как выполнять разные виды сварных швов
_________________________________________________
Как выбрать сварочную маску «хамелеон». Это 1-й урок.
Полный курс на странице: http://svarka-elektrodom.ru/vibor-hameleona/
_________________________________________________
Как выбрать сварочный инвертор. Это 1-й урок.
Полный курс на странице: http://svarka-elektrodom.ru/invertor/
_________________________________________________
4 способа установить ток сварки правильно. Это 1-й способ.
Это 1-й способ.
Полный курс на странице: http://svarka-elektrodom.ru/tok/
________________________________________________________________________________
ОБЗОРЫ
Обзор масок элетросварщика
Костюмы сварщика (робы)
Приспособления для закрепления заготовок перед сваркой
 youtube.com/embed/MOj_FSsUpeA?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/MOj_FSsUpeA?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
Современные маски электросварщиков (Россия)
Защита органов дыхания сварщика
Оборудование для устранения магнитого дутья
и внутренних напряжений в металле
Выставка Weldex/Россварка 2013
 youtube.com/embed/Tjx4N3NoiQ0?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/Tjx4N3NoiQ0?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
Выставка Weldex/Россварка 2012
________________________________________________________________________________
ДРУГОЕ
Сварка в искусстве
Почему полезно мастерить своими руками
 com/embed/cdVYC_CtUnw?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
com/embed/cdVYC_CtUnw?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
Обо мне и моей деятельности
А теперь в комментариях напишите, пожалуйста, какое видео вам понравилось больше всего и почему?
Что ещё вам рассказать? О чём снять видео?
Как варить электродом правильно: видео и советы для чайников
За последние несколько сотен лет человечество освоило эту довольно хитрую науку без преувеличений идеально. Это значит, что у Вас есть все шансы научиться владеть аппаратом для сварки. Ниже мы расскажем несколько секретов для чайников.
Одна прочитанная статья, несколько переведенных электродов (хотя кто знает, может быть получится обойтись и без потерь) – и Вы станете мастером по соединению металлических поверхностей воедино. Начнем?
Начнем?
Перед тем как приступить непосредственно к делу, придется разобраться в нескольких вещах. Для начала выясним, что нам понадобится.
Во-первых, это сварочный аппарат. Вы можете найти, купить или попросить у соседа огромный трансформатор. Но пользоваться им совершенно неудобно и непрактично. Лучший вариант – купить инвертор, который безопасен для сети и имеет множество полезных функций.
При его выборе обращайте особое внимание на технические характеристики. Для бытовых нужд вполне достаточно аппарата с током 140-160А и периодом нагрузки 50% (5 минут работы – 5 минуты перерыва). Этих параметров хватит для того, чтобы получить качественный сварной шов с использованием электрода в 3,2 мм.
Типовая схема подключения выглядит следующим образом: плюс источника тока присоединен к электроду, который благодаря этому нагревается гораздо сильнее, чем материал. Конечно, в этом случае стержень сгорает быстрее, но риск проплавить металл детали (а мы работаем с не слишком массивными элементами, если речь идет о бытовой сварке) минимален.
Поговорим теперь непосредственно о самом процессе. Сразу обрадуем, все многостраничные описания практически бессмысленны. Они могут повлиять лишь на форму шва, но никоим образом на его качество. Согласитесь, простое прямое соединение смотрится гораздо лучше (да и прочностные характеристики изделия обеспечивает более высокие), чем сложный в исполнении зигзаг, обрамленный непроварами и дырками.
Поэтому давайте рассмотрим несколько советов о том, как варить без заморочек.
1. Перед началом работ выберите удобное для себя положение рук. Стержень нужно держать так, чтобы место сварки было отлично видно. Идеальный вариант расположить электрод под углом 30° от перпендикуляра, проведенного к будущему соединению. Для работы в труднодоступных местах, со стыковыми или угловыми соединениями можно выбрать другое, более удобное положение.
2. Время зажигать! Для того чтобы поджечь сварочную дугу нужно просто чиркнуть электродом о деталь или подвести стержень к поверхности под прямым углом (резко), а затем поднять его на несколько миллиметров.
3. Дуга горит, электрод расположен очень близко к детали (его обмазка касается поверхности) – самое время передохнуть, ожидая пока на металле появится красное пятно, превращающееся в сварочную ванну. С этого момента сконцентрируйте внимание на цвете: как только красный в центре начнет сменяться оранжевым, а поверхность «задрожит», немедленно переходите к следующему пункту.
4. Сварочная ванна
После того, как сварочная ванна (это капля расплавленного металла) появилась, перемещайте электрод дальше по шву буквально на несколько миллиметров за шаг и снова дожидайтесь образования «оранжевых колебаний». Не забывайте при этом постоянно приближать электрод к свариваемой поверхности, практически опуская его в расплавленный металл.
Почему «практически»? Все просто: прижмете вплотную – сработает защита от короткого замыкания, слишком отдалите – ванне не хватит материала, чтобы сформироваться. Для того чтобы легче ориентироваться, возьмите за правило слега упирать обмазку стержня в деталь.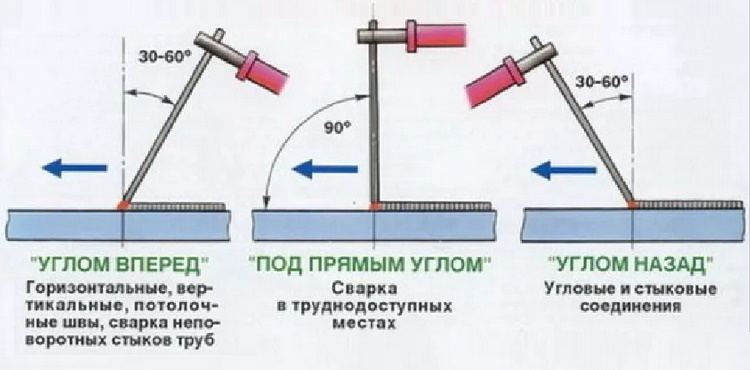
Раньше мы уже говорили о том, что электрод можно перемещать по прямой. Однако если у Вас проснулась жажда творчества – можете сделать свой шов «фигурным».
5. Очень важно правильно закончить процесс сварки. Не стоит резко обрывать шов. Плавно доведите дугу до обрыва, уделяя особое внимание тому, чтобы электродный металл заполнил кратер до самого конца.
И в завершение – небольшой лайфхак: если Вы все-таки прожгли дыру в металлической поверхности, не бросайтесь на ее устранение: заварите отверстие уже после завершения работы, когда уберете чешуйки шлака со всего шва.
Бесплатный курс Михаила Щербакова | ||||
http://svarka-elektrodom.ru/free/confirm.html | ||||
После просмотра серии видеоуроков вы узнаете, как варить электросваркой:с нуля без специальных знаний совершенно безвозмедно | ||||
Содержание видеоуроков:
| ||||
| ||||
| Понравилось? Расскажите друзьям! | ||||
Обратная связь: http://elektrosvarka. Все права защищены. М.Щербаков 2012-2017 г. Соглашение об обработке персональных данных. Регистируясь на получение видеоуроков по электросварке, вы соглашаетесь передать нам ваши имя и адрес e-mail. Ваше имя будет использоваться для персонифицированного обращения к вам в письмах, а ваш адрес электронной почты требуется для отправки вам обещанных уроков. Указанные данные будут храниться исключительно для отправки вам писем с уроками и ни при каких обстоятельствах не будут переданы третьим лицам. Вы в любой момент можете отказаться от получения писем и потребовать удаления ваших персональных данных. Ваши данные будут храниться до поступления вашего требования их удаления. | ||||
 Поэтому вы решили научиться
варить электросваркой самостоятельно и стали собирать информацию на эту
тему. Но эти разрозненные кусочки
информации не дают понимания с чего начать и как действовать дальше.
Но у этой проблемы решение есть!
Поэтому вы решили научиться
варить электросваркой самостоятельно и стали собирать информацию на эту
тему. Но эти разрозненные кусочки
информации не дают понимания с чего начать и как действовать дальше.
Но у этой проблемы решение есть! Вы можете узнать, как варить
электросваркой всего через несколько минут!
Вы можете узнать, как варить
электросваркой всего через несколько минут! Данный видеокурс сочетает в себе необходимые теоретические основы и большой набор практических рекомендаций, как варить электросваркой. Данные видео —
это полноценный самоучитель, который поможет научиться варить сваркой самостоятельно, и после изучения
этого курса вы сможете изготавливать сварные конструкции для дома и ваших бытовых нужд.
Данный видеокурс сочетает в себе необходимые теоретические основы и большой набор практических рекомендаций, как варить электросваркой. Данные видео —
это полноценный самоучитель, который поможет научиться варить сваркой самостоятельно, и после изучения
этого курса вы сможете изготавливать сварные конструкции для дома и ваших бытовых нужд.
 Расходные материалы – это электроды. Ещё вам понадобятся приспособления для закрепления деталей перед сваркой. Всё это я подробно обхясняю в своих видео.
Далее нужно разобраться с параметрами и процессом сварки.
Расходные материалы – это электроды. Ещё вам понадобятся приспособления для закрепления деталей перед сваркой. Всё это я подробно обхясняю в своих видео.
Далее нужно разобраться с параметрами и процессом сварки.
 support-desk.ru/
support-desk.ru/Как варить оцинковку: какими электродами варить оцинковку
Оцинкованная сталь пользуется неизменным спросом и обрела популярность во многих потребительских сферах. Такую популярность материал приобрел благодаря своей устойчивости к агрессивным воздействиям из вне. Оцинкованная сталь обладает достаточно высокой устойчивостью к коррозии и способна служить довольно длительное время. Достигается это путем нанесения на стальные листы цинкового слоя толщиной от 2 до 150 мкм. Однако цинковое покрытие является не только защитой стальных изделий от неблагоприятных воздействий, но и фактором, значительно усложняющим процесс обработки металла, в частности его сварку.
Оцинкованная сталь обладает достаточно высокой устойчивостью к коррозии и способна служить довольно длительное время. Достигается это путем нанесения на стальные листы цинкового слоя толщиной от 2 до 150 мкм. Однако цинковое покрытие является не только защитой стальных изделий от неблагоприятных воздействий, но и фактором, значительно усложняющим процесс обработки металла, в частности его сварку.
Для того, чтобы ответить на вопрос: как варить оцинковку, необходимо более подробно рассмотреть все аспекты, связанные с этим процессом.
СОДЕРЖАНИЕ СТАТЬИ
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СВАРКЕ ОЦИНКОВКИ
Основными нюансами, которые следует учитывать в процессе сварки оцинковки, являются температура плавления цинка и токсичность выделяемых им паров.
Сложность сварки оцинкованных изделий обуславливается тем, что температура плавления стали составляет 1100C, а цинковое покрытие плавится при 906C. Данное расхождение не позволяет использовать обычные методы сварки в связи с риском повреждения защитного слоя и утраты изделием устойчивости к окислению.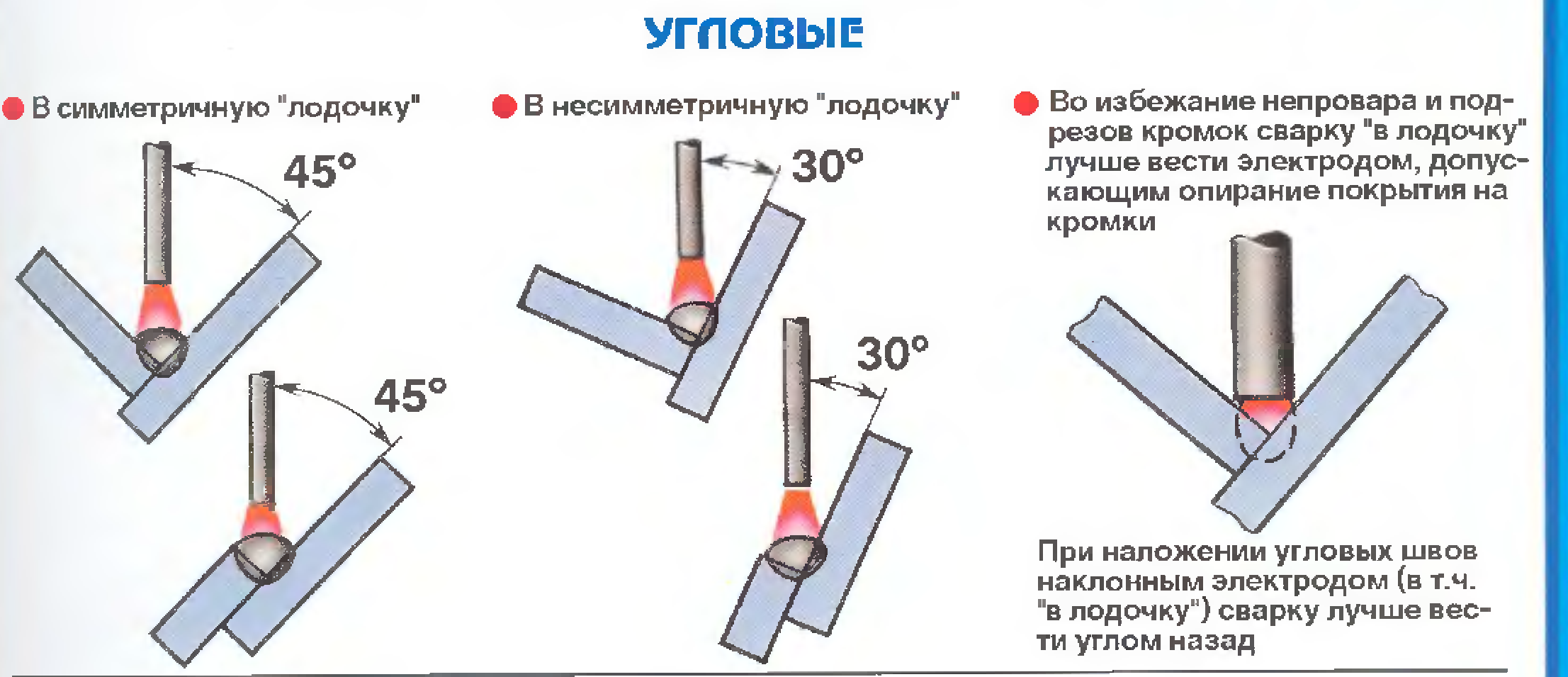
Неблагоприятные проявления в процессе сварки оцинкованного металла заключаются в том, что:
- При температуре 906 градусов, цинк плавится и переходит в газообразное состояние;
- Проникая в основу, выделяемые пары разрушают структуру металла;
- Происходит нарушение шва оцинковки;
- Токсичные пары поступают в окружающее пространство.
Именно поэтому, обработка оцинкованных изделий требует проведения дополнительных подготовительных мероприятий и тщательного подбора используемого оборудования.
ЭТАПЫ РАБОТЫ С ОЦИНКОВКОЙ
Удаление цинкового покрытия
Данная процедура необходима для того, чтобы расплавленный цинк, попав в область шва, не ухудшил его качество. Существует три основных способа зачистки:
Механический
Данный способ зачистки оцинковки осуществляется при помощи жестких абразивных средств, металлических щеток и наждачной бумаги.
Химический
Заключается в воздействии на покрытие кислотой, или щелочью. После осуществления необходимой экспозиции, изделие тщательно промывается и высушивается.
После осуществления необходимой экспозиции, изделие тщательно промывается и высушивается.
Термический
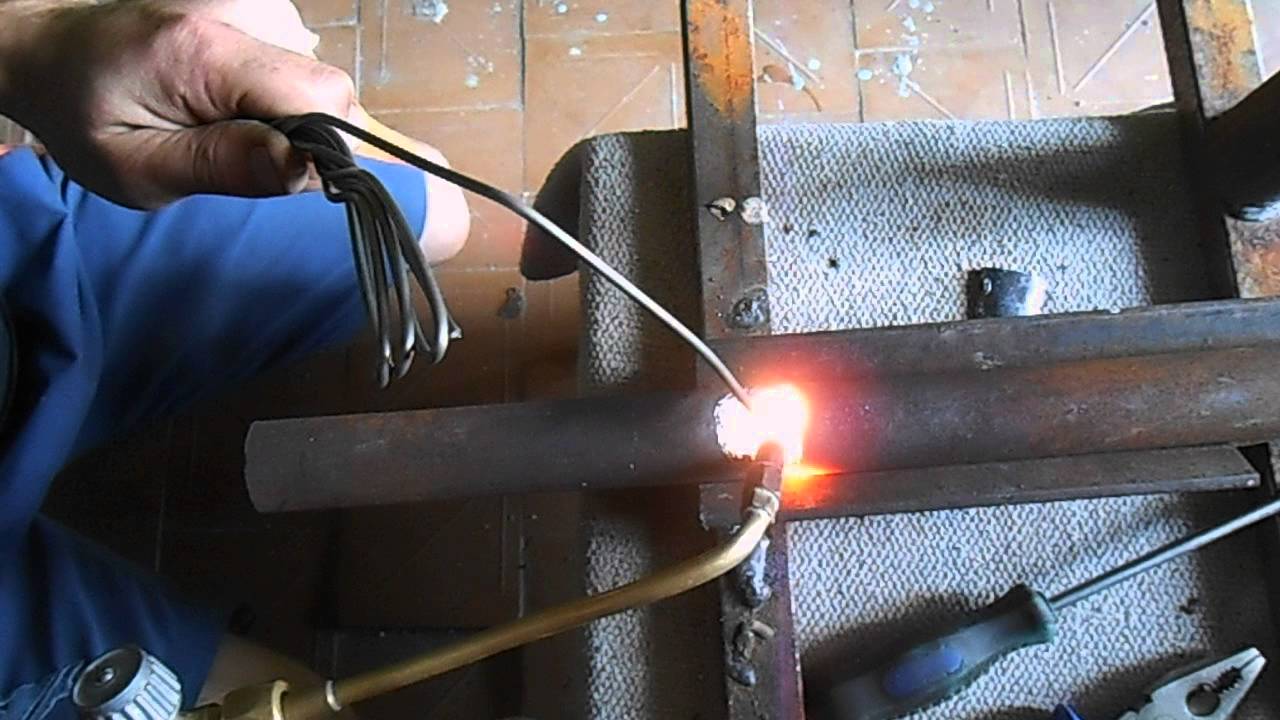
Заключается в обжиге краев изделия при помощи газовой горелки. Следует учитывать, что воздействие высоких температур провоцирует высвобождение токсичных паров.
Подбор электродов
Для того, чтобы выбрать, какими электродами варить оцинковку, необходимо учитывать ряд нюансов. Выбор электродов осуществляется с учетом типа свариваемой стали.
Можно выделить 2 основных вида электродов:
- С рутиловым покрытием (АНО-4, МР-3, ОЗС-4). Подходят для сваривания стали с низким углеродным содержанием. Наличие оксида титана значительно упрощает зажигание дуги, гарантирует прочность шва и его герметичность, а также минимизирует разбрызгивание;
- С сильноосновными флюсами (УОНИ13/45, УОНИ13/55, ДСК-50). Подходят для сталей низкого легирования.
Подбор присадочного материала
Основное требование к проволоке, используемой в качестве присадочного материала — низкая температура плавления, варьирующаяся от 900 до 1100 градусов. Соблюдение этого условия позволит добиться качественного шва, так как в этом случае проволока будет плавиться, не повреждая и не оплавляя сам материал.
Соблюдение этого условия позволит добиться качественного шва, так как в этом случае проволока будет плавиться, не повреждая и не оплавляя сам материал.
КАКИЕ ЕСТЬ ВИДЫ ПРОВОЛОКИ ДЛЯ СВАРКИ ОЦИНКОВКИ
- CuSi3. Проволока с 97% содержанием меди. Целевым назначением является сваривание медных изделий. Использование для сварки оцинковки является целесообразным и позволяет добиться легкообрабатываемого соединения. Минусом в данном случае будет являться то, что такое соединение не будет иметь очень высокого показателя прочности. Стоит учитывать, что входящий в состав сплава кремний обладает высокой текучестью, что требует повышенной осторожности при работе;
- Autrod 19.30. Целевым назначением является сваривание оцинкованных изделий. Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения;
- CuSi2Mn. Создает соединение с очень высокими показателями прочности. В связи с повышением показателя, усложняется процесс дальнейшей обработки;
- CuAl8. Целевым направлением является сваривание металла, обработанного сочетанным цинково-алюминиевым сплавом.
 Целевым направлением является сваривание металла, обработанного сочетанным цинково-алюминиевым сплавом.
Целевым направлением является сваривание металла, обработанного сочетанным цинково-алюминиевым сплавом.ОБЩИЕ ПРАВИЛА И РЕКОМЕНДАЦИИ ДЛЯ СВАРКИ ОЦИНКОВКИ
Вне зависимости от типа сварки оцинковки, необходимо:
- Исполнять шов наплывным методом по средствам частого отрыва электрода;
- Продление варочной ванны производится постепенно для недопущения риска повреждения;
- В случае, если цинковое покрытие не было удалено, необходимо дождаться его абсолютного выгорания до того момента, когда начнет расплавляться сама сталь. В противном случае после охлаждения возможно растрескивание и вспучивание шва;
- Оцинкованная сталь, толщина которой превышает 4 мм должна обрабатываться по краям по методу нанесения фаски, глубина которой составляет 1/3 листовой толщины;
- Все работы производятся со строжайшим соблюдением мер защиты и техники безопасности. Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.

ВИДЫ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
Сварка оцинковки полуавтоматом
Такой метод сварки имеет ряд особенностей:
- Подключение. «+»клемму подводят к горелке, а»-«к поверхности;
- Сила тока. Увеличение силы тока приводит к увеличению скорости подачи присадки;
- Подбор съемника тока. При подборе учитывается диаметр сечения проволоки. Необходимо вовремя производить замену, не дожидаясь значительного изнашивания;
- Выбор рукава подачи присадки. Необходимо выбирать жесткие рукава, не допускающие перегибов и нарушения подачи присадочного материала;
- Учет толщины листа. Тонкие листы толщиной 1мм. и менее, подвергаются точечной сварке;
- Напряжение. При возможности перепадов напряжения, рекомендуется использовать проволоку наименьшего диаметра, имеющую высокую скорость плавления, необходимую для компенсации недостатка напряжения сети;
- Техника без использования защитного газа. В данном случае, «+»клемма подключается к оцинкованной поверхности.
Преимущества метода:
- Возможность работы без создания защитной атмосферы;
- Хорошие показатели ровности шва;
- Простота в соблюдении параметров тока.
Отрицательные качества:
- Не рекомендуется проводить сварку при порывах ветра и в присутствии мощных вентиляционных систем;
- Необходимы крупногабаритные газовые баллоны;
- Необходимы жесткие рукава подачи присадки.
Сварка инвертором
Особенности сварки оцинковки при работе инверторным методом:
- Подбор диаметра электрода. Оптимальным сечением будет диаметр не более 2мм;
- Учет легкоплавкости электродов. Чем выше коэффициенты расплавления, тем ниже значения тока;
- Техника движения. Необходимо соблюдать плавность перемещения дуги;
- Соблюдение угла наклона. Соблюдение угла в пределах 45 градусов, позволяет избежать риска прогорания.
- Соблюдение распределения полярности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.
 Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.
Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.Этапы процесса сваривания оцинкованной стали при работе с трубопроводом.
- Подготовка. Учитывается толщина заготовки. Если она превышает 3мм, под углом в 80 градусов делается скашивание поверхности на расстояние 1-1.5мм по поверхности шва. Торцы изделия зачищаются от зазубрин и загрязнений и обезжириваются. Свариваемые элементы выкладываются ровно с соблюдением зазора в 3мм. Вдоль сварочного шва наносится 2мм слой флюса.
- Сварка. Производится в следующие этапы: — детали, подлежащие сварке прогревают на расстояние не менее 300мм от свариваемых краев; — флюс подвергается нагреву до прозрачного состояния; — присадка накладывается на поверхность и расплавляется при помощи газовой горелки до полного заполнения пустоты; — припой располагается перед пламенем горелки. Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки.
- Завершение процесса. Флюс удаляется, шов зачищается. По окончании зачистки, поверхность обрабатывается антикоррозийным составом.
 По окончании зачистки, поверхность обрабатывается антикоррозийным составом.
По окончании зачистки, поверхность обрабатывается антикоррозийным составом.Точечная сварка
Метод точечной сварки оцинковки получил наиболее широкое распространение в автомобилестроении. Получаемая точка отличается высокой прочностью. Линия разрыва не затрагивает область сварки, а проходит по поверхности листа. Следует учитывать, что использование точечного метода приводит к ускоренному изнашиванию электродов и требует больших энергетических затрат. В связи с этим, наиболее целесообразно проведение автоматической корректировки режимов и настроек в условиях профессиональных сварочных рабочих мест.
КАК ВАРИТЬ ОЦИНКОВКУ: ВЫВОД
Вне зависимости от типа используемой сварки и вида оборудования, необходимо строжайшее соблюдение всех мер безопасности и технологических правил. Цинк является токсичным материалом, вдыхание его паров способно привести к серьезной интоксикации организма. Поэтому при ответе на вопрос: «как варить оцинковку«, надо помнить, что работы проводятся в средствах индивидуальной защиты и при обеспечении качественной вентиляции.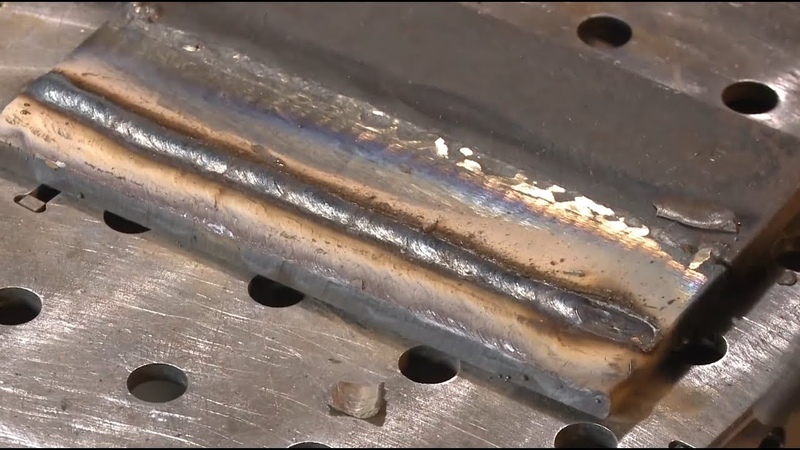
КАК ВАРИТЬ ОЦИНКОВКУ: ВИДЕО
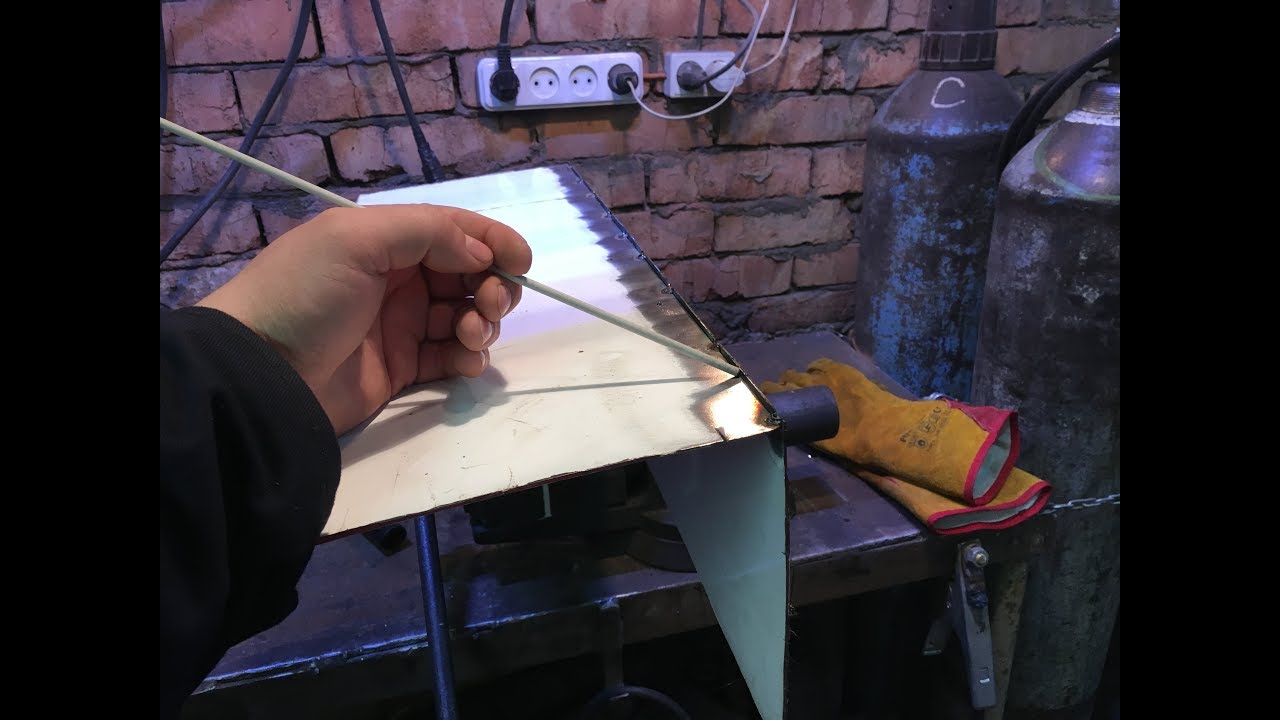
Электроды для сварки жести
Бывает так что нужно заварить тонкую жестянку и вы не знаете каким электродом можно все это сварить. Именно нужно сварить ручной дуговой сваркой так как другой у нет. Можно использовать различные аппараты ,но факт остается фактом и понятно что электроды как правило прожигают жестянку. Для начало возьмем электрод самого маленького диаметра, это двоечка или троечка,. Далее смотрим аппарат.
Можно варить как переменкой так и постоянным током. Желательно электроды использовать универсальные. Я бы вам посоветовал троечку марки МР-3С синие. Почему то так повелось и я ими сваривал тонкий металл. Металл можно наложить краем в нахлест (друг на друга) не много, и тем самым у нас больше шансов что мы его не прожгем.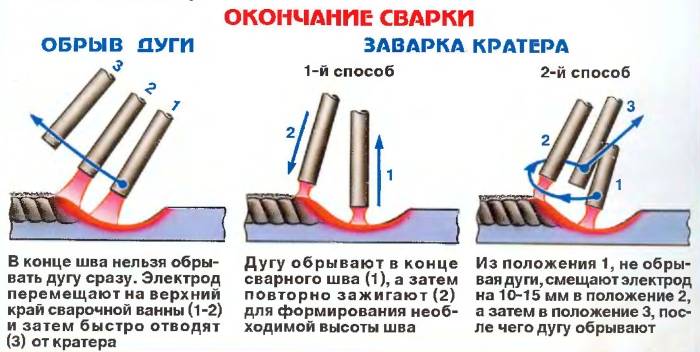 Обычно этот метод не подходит так как нужно часто соединять изделия в стык. Что же делать? Ни чего мудрить не нужно и будем использовать в качестве дополнительно металла для сварки ту же троечку. Очищаем ее от порошкового напыления и прикладываем на место сварки. Именно туда где будет проходить шов.
Обычно этот метод не подходит так как нужно часто соединять изделия в стык. Что же делать? Ни чего мудрить не нужно и будем использовать в качестве дополнительно металла для сварки ту же троечку. Очищаем ее от порошкового напыления и прикладываем на место сварки. Именно туда где будет проходить шов.
Если вы собрались варить авто жесть то тут история не много другая. Ее как правило ведет от через мерного нагрева. И варят ее либо полуавтоматом или другой сваркой. Электродами варить можно ,но не все части авто. Допусти мы приготовили все необходимое это:
- Электроды троечку.
- Подготовили детали перед сваркой (зачистили место сварки).
- Настроили сварочный ток для сварки нашей жести.
- Зачистили присадочный материал (очистили троечку от порошкового напыления)
Теперь нужно постараться положить детали так чтоб их как можно меньше повело. Если есть другой способ сварки жести , то я бы вам его порекомендовал. Типа газовой сваркой или полуавтоматом.
Почему важно положить делали? Потому что при сварке детали нагреваются и остывают и тем самым в месте нагрева происходит расширения и уменьшения. Вы не замечали когда вы варите что то тонкое и легкое типа жестянки вам кажется что деталь как будто шевелится? Это и называется у сварщиков ведет. Некоторые говорят: О смотри как повело металл! Было наверное слышали много раз. Так вот положите делали и прижмите сверху или закрепите временно, оставьте только место где нужно сваривать детали. Если детали не большие это не обязательно.
Возьму пример с двумя листами. Положим два листа на рабочую поверхность. Она ровная и делали на ней расположены в стык. возможности крепить нет. После сварки два металла стянутся друг к другу ,да так что еще скажете откуда этот угол образовался. Он образуется в результате деформации металла. Что такого не было нужно положить эти две детали не много под обратным углом, чтоб после соединения деталей все стало ровно.
Типа газовой сваркой или полуавтоматом.
Почему важно положить делали? Потому что при сварке детали нагреваются и остывают и тем самым в месте нагрева происходит расширения и уменьшения. Вы не замечали когда вы варите что то тонкое и легкое типа жестянки вам кажется что деталь как будто шевелится? Это и называется у сварщиков ведет. Некоторые говорят: О смотри как повело металл! Было наверное слышали много раз. Так вот положите делали и прижмите сверху или закрепите временно, оставьте только место где нужно сваривать детали. Если детали не большие это не обязательно.
Возьму пример с двумя листами. Положим два листа на рабочую поверхность. Она ровная и делали на ней расположены в стык. возможности крепить нет. После сварки два металла стянутся друг к другу ,да так что еще скажете откуда этот угол образовался. Он образуется в результате деформации металла. Что такого не было нужно положить эти две детали не много под обратным углом, чтоб после соединения деталей все стало ровно. В градусах это не знаю сколько, но на глаз это чуть видно что детали не ровно лежать. Рядом стоящему даже может привидится что они ровно состыкованы. Все попробуйте на каком нибудь похожем металле перед сваркой, разомните руки.
В градусах это не знаю сколько, но на глаз это чуть видно что детали не ровно лежать. Рядом стоящему даже может привидится что они ровно состыкованы. Все попробуйте на каком нибудь похожем металле перед сваркой, разомните руки.
Так же не забудьте что нужно электродом точечно варить. Сделал точку потом еще потом еще. Не нужно варить постоянно в смысле держать дугу, а то в металле образуется прожиг. Применять электроды советую именно по назначению. И в конце посмотрите видео. Правда варят полуавтоматом то там видно как варят тонкий лист в нахлест. К сожалению не удалось найти видео о сварке электродом жести.
Самостоятельно научится варить электросваркой с нуля — как пользоваться и работать со сварочным аппаратом самому в домашних условиях
12НояСварочный аппарат может использоваться для работы, строительства или просто для домашнего использования в подходящих моментах. Сейчас можно учиться на профессионального сварщика в колледже, но для пользования дома достаточно знать правила и тренировать руку. Актуальность этого навыка обусловлена тем, что металлические элементы не могут быть прикреплены другим способом так, чтобы не было заметно стыков. В статье мы расскажем о том, как самостоятельно научится варить сваркой в домашних условиях.
Сейчас можно учиться на профессионального сварщика в колледже, но для пользования дома достаточно знать правила и тренировать руку. Актуальность этого навыка обусловлена тем, что металлические элементы не могут быть прикреплены другим способом так, чтобы не было заметно стыков. В статье мы расскажем о том, как самостоятельно научится варить сваркой в домашних условиях.
Азы электросварки
Скрепление металлических конструкций происходит за счет того, что материал нагревается до высоких температур плавления. Делается это с помощью электрических дуг – они могут плавить изделие только на маленькой площади (сварочная ванна), образуя шов. Расплавленный металл при правильном воздействии входит в диффузионный процесс, то есть молекулы начинают переходить из одного участка в другой, образуя прочные связи. Для разных химических элементов, пород и сплавов требуются различные электродуги и подходящий температурный режим, мощность оборудования и подаваемый ток.
Какие виды электросварки существуют
- ММА. Простой и удобный в использовании ручной аппарат, для которого нужны электроды с обмазкой. Подходит для домашнего применения, недорого стоит, но его применение невозможно для ряда металлических конструкций, только для нержавеющей стали и черного металла.
- TIG – технология, которая открывает возможность работать с большим количеством веществ.Особенность в электроде, который используется для создания дуги, а также в специальной атмосфере из инертного защитного газа, чтобы получить ровный шов. Преимущество – это чистота действия, мощность оборудования. Минус – необходимо специальное обучение, так как научится самому правильно варить электросваркой такого типа сложно.
- MIG-MAG. Это приспособление полуавтоматического плана. Вместо электрода автоматически подается сварочная проволока. Ее использование подходит для атмосферы с инертными и активными газами, с различными металлами. Современное оборудование, которое используется и в домашних условиях. Сварной стык получается гладким, аккуратным, производительность и скорость труда увеличивается. Но в гараже или мастерской сама установка вместе с баллоном будет занимать много места.
- SPOT, она же – точечная сварка, применяется в случаях, когда требуется аккуратная припайка, важен внешний вид, например, при кузовном ремонте машин в автосервисе.
 Простой и удобный в использовании ручной аппарат, для которого нужны электроды с обмазкой. Подходит для домашнего применения, недорого стоит, но его применение невозможно для ряда металлических конструкций, только для нержавеющей стали и черного металла.
Простой и удобный в использовании ручной аппарат, для которого нужны электроды с обмазкой. Подходит для домашнего применения, недорого стоит, но его применение невозможно для ряда металлических конструкций, только для нержавеющей стали и черного металла.Чем обоснована надёжность сварки: основы сварочных работ
Прочность обусловлена пластичной деформацией, которая происходит на молекулярном уровне, потому что молекулы взаимно проникают в свариваемые тела. Это достигается путем нагревания металлов с помощью сварочной дуги. Классический производственный способ до настоящего времени электродуговой, когда используется электрон и сила тока. Но сейчас все более актуальными становятся технологии, использующие лазер, ультразвуковые излучения. Они фактически не оставляют шва после себя. Аппараты в основном работают на основе инвертора, то есть устройства, которое создает переменное напряжение.
Способы сварки: как самостоятельно научиться варить электросваркой
Новичку нужно начинать с основ, а именно с освоения двух техник. Их применяют в соответствии с задачами. Различают:
Их применяют в соответствии с задачами. Различают:
- Газопрессовую. С помощью ацетилкислорода получается пламя высокой продуктивности, оно позволяет скреплять даже самые мощные конструкции, например, тяжелые трубы с широкой толщиной стенок.
- Контактную. Результат получается за счет напряжения, которое дает электрический ток. При этом можно варить встык, внахлест, а также точечно.
- Роликовую. Автоматический крутящийся аппарат вращает электроды, шов образуется за счет силы сжатия.
- Электрошлаковую, или ЭШС. Расходники выходят очень дорого, поэтому применяется редко, когда важно получить изделие высокой прочности и качества. Сварочная ванна образуется в среде шлака.
- Термитную. Применяется термит – это порошкообразная смесь их алюминия, магния и железной окалины.
Технология работы
При соприкосновении двух противоположно заряженных элементов (металла и электрода) под напряжением появляется сварочная дуга. Сварщик направляет ее в выделенную область, под ее действием происходит значительный нагрев. Плавится не только исходный, свариваемый материал, но и сердцевина электродуги, которая стекает в сварную ванну – на этом месте образуется шов. Защитное покрытие образует газовое облако, которое оберегает процесс от влияния кислорода. Чтобы получилось ровное соединение, нужно передвигать аппарат под определенным углом с определенной скоростью – эти показатели зависят от типа металлических деталей. На стыке останется шлак, его можно сбить молотком, а затем зачистить.
Плавится не только исходный, свариваемый материал, но и сердцевина электродуги, которая стекает в сварную ванну – на этом месте образуется шов. Защитное покрытие образует газовое облако, которое оберегает процесс от влияния кислорода. Чтобы получилось ровное соединение, нужно передвигать аппарат под определенным углом с определенной скоростью – эти показатели зависят от типа металлических деталей. На стыке останется шлак, его можно сбить молотком, а затем зачистить.
Как самостоятельно научиться ручной дуговой электросварке ММА – что потребуется для работы
Наш совет новичкам: начинайте обучение с этой технологии. Она менее затратна, не требует особенного обращения, а инструкция по безопасности проста. Для процесса нужны:
- Сварочный аппарат. Можно использовать распространенные, простые и недорогие трансформаторы, выпрямители для постоянного тока или современные инверторы, которые не дают скачков напряжения, а поэтому предлагают ровный шов.
- Провода. При выборе обращайте внимание на качественную изоляцию из резины, на вилки, которые предназначены для вашей модели прибора, и на сечения проводов – от 16 до 35 квадратных миллиметров.
- Держатели для электродов. Их можно сделать и своими руками, но это не рекомендуется из-за малой надежности. Оптимальными считаются «прищепки», которые крепко захватывают инструмент. Материал изготовления – латунь или медь. Электрододержатель будет постоянно находиться в руках у сварщика, поэтому требуется его примерить по размеру ладони и по тяжести.
- Зажим для массы. Также должен быть крепким и надежным.

Видео: как выбрать сварочный инвертор
Как научится работать сваркой в домашних условиях безопасно – экипировка
От оснащения зависит техника безопасности, а также удобство. Обязательно понадобятся:
- Маска или щиток. Первый более полноценный вариант, потому что не приходится держать изделие свободной рукой. Второй может применяться только для недлительной работы, когда нужно быстро приварить элементы. Защитное стекло защищает от искр и дыма. А светофильтр – от ожога роговицы и слезоточивости. При этом он должен хорошо отражать цвет, чтобы сварщик мог различать мельчайшие детали. Основа приспособления из качественного пластика, который не плавится от металлических брызг. Можно брать щиток с металлической ручкой, но они тяжелые.
- Одежда также должна быть специальной, очень прочной, без лишних карманов и накладок, чтобы ни на чем не могли задержаться стружки.
- Обувь лучше брать из твердой кожи с высокими голенищами.
- Рукавицы, или краги, шьются с наполнителем из брезента.
 Второй может применяться только для недлительной работы, когда нужно быстро приварить элементы. Защитное стекло защищает от искр и дыма. А светофильтр – от ожога роговицы и слезоточивости. При этом он должен хорошо отражать цвет, чтобы сварщик мог различать мельчайшие детали. Основа приспособления из качественного пластика, который не плавится от металлических брызг. Можно брать щиток с металлической ручкой, но они тяжелые.
Второй может применяться только для недлительной работы, когда нужно быстро приварить элементы. Защитное стекло защищает от искр и дыма. А светофильтр – от ожога роговицы и слезоточивости. При этом он должен хорошо отражать цвет, чтобы сварщик мог различать мельчайшие детали. Основа приспособления из качественного пластика, который не плавится от металлических брызг. Можно брать щиток с металлической ручкой, но они тяжелые.При выборе этих элементов спецодежды следует руководствоваться правилом – все части тела, особенно запястья и щиколотки, шея, должны быть прикрыты.
Какие электроды использовать
Чтобы научиться сваривать электросваркой, нужно подобрать правильные расходные материалы. Обратим внимание на электрический проводник. Он может быть в виде проволоки для полуавтоматов и выполнен как палочки с металлической сердцевиной и обмоткой. Новичкам мы рекомендуем брать вторые, ими легче управлять. Оптимальный диаметр сечения – 3 мм. Меньше понадобятся для сваривания тонколистовых изделий, больше – для промышленных целей и мощного оборудования.
Он может быть в виде проволоки для полуавтоматов и выполнен как палочки с металлической сердцевиной и обмоткой. Новичкам мы рекомендуем брать вторые, ими легче управлять. Оптимальный диаметр сечения – 3 мм. Меньше понадобятся для сваривания тонколистовых изделий, больше – для промышленных целей и мощного оборудования.
Пошаговая инструкция для начинающих
Начните с подготовки рабочего места. Рядом не должно находиться легковоспламеняющихся и горючих веществ. Пол в помещении может быть бетонный или земляной. Лучше всего сваривать конструкции на открытом воздухе или в хорошо проветриваемом обширном пространстве. Рядом должны быть средства для тушения пожара и аптечка. Теперь перейдем к этапам обучения о том, как научиться самому варить сварочным аппаратом.
Как подключать электрод
Вставьте его в держатель, он не должен шататься. Затем подсоедините два сварочных кабеля. Они имеют различную маркировку (плюс и минус). Положительный заряд подают к детали (с помощью зажима), а отрицательный к электрическому проводнику. Такая полярность увеличивает нагрев металла.
Такая полярность увеличивает нагрев металла.
В статье мы рассказали, как правильно научиться варить сваркой с нуля самому. В качестве завершения предлагаем вам посмотрет
Начало сварки: зажигаем дугу
Электродуга создается самостоятельно при соприкосновении полярно заряженных элементов двумя способами:
- чирканьем – проведите полоску вдоль стыка;
- постукиванием – стукните 2-3 раза по месту, где не важен след.
Если искра сразу не образовалась, нужно отбить лишнюю обмотку. Можно работать дальше.
Наклон
Наклоняйте электрод в свою сторону на угол в диапазоне 30-60 градусов. Это обеспечивает хорошее прогревание шлаковой ванны. Но в ряде случаев это не нужно, тогда применяют способ «углом назад», то есть от себя, тогда шов тянется за кончиком защитного покрытия.
Как научиться пользоваться сваркой и определять скорость движения
Нельзя плотно прикладывать электрический проводник к металлической конструкции, между ними должно быть 2-3 мм, это расстояние нужно для образования шлаковой ванны. Как быстро совершать манипуляции зависит от напряжения и степени прогрева, обычно это индивидуальный показатель, его можно определить по степени нагрева и раскаливания при соприкостыка.
Как быстро совершать манипуляции зависит от напряжения и степени прогрева, обычно это индивидуальный показатель, его можно определить по степени нагрева и раскаливания при соприкостыка.
Как правильно сваривать детали
Перед началом процесса нужно создать временные крепления – стяжки, заклепки. Они позволят не стягивать на одну сторону конструкцию, чтобы она не деформировалась. Тогда шов получится ровный, а форма такой, которой она была задумана. Только после этого можно приступать к активным действиям.
Выбор тока
Он всегда зависит от типа металлических соединений и от электрода. Если напряжения в домашней сети не хватает для нужной силы, можно пройтись в два слоя или проводить работу медленнее, чтобы достигнуть оптимальной температуры. Таблица соответствия:
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Заключение
ь видео:
BangShift.com Приготовление бекона
Видео с беконом: Приготовление бекона с помощью сварки TIG — это самая популярная вещь, одобренная BangShift за всю историю
19 января 2015 Брайан Лонес ВЕСЕЛЫЕ МАТЕРИАЛЫ, видео
Гэри Патнэм — это несколько вещей. Прежде всего, он действительно, я имею в виду, действительно хороший сварщик. Во-вторых, он ветеран Drag Week, который построил действительно скупой Mustang, оснащенный мощным блоком ProCharged Chevy, который вы можете увидеть на сайте ЗДЕСЬ. В-третьих, это BangShifter, который с гордостью летает по цветам BS, как вы увидите в этом видео. Наконец, как и я, этот мужчина одержим беконом. Поразительно, что в этом видео, где он буквально готовит бекон с помощью своего сварочного аппарата TIG, все таланты и интересы этого человека объединяются в полном водовороте удивительного. Гениальность в том, что он не использует сварщика для приготовления пищи, вместо этого он кладет ее на стальную пластину, поддерживающую выполняемые им сварочные работы. По мере того, как Гэри сплавляет металл, тарелка становится все горячее и горячее, вплоть до идеального кулинарного мастерства.Этот человек настолько профессионален, что переворачивает волшебный продукт из свинины щипцами, чтобы убедиться, что обе стороны выполнены безупречно. Затем он поглощает свою работу.
Гениальность в том, что он не использует сварщика для приготовления пищи, вместо этого он кладет ее на стальную пластину, поддерживающую выполняемые им сварочные работы. По мере того, как Гэри сплавляет металл, тарелка становится все горячее и горячее, вплоть до идеального кулинарного мастерства.Этот человек настолько профессионален, что переворачивает волшебный продукт из свинины щипцами, чтобы убедиться, что обе стороны выполнены безупречно. Затем он поглощает свою работу.
Хотя на самом деле не существует такого понятия, как «плохой» бекон, потому что даже дрянной бекон лучше, чем никакой бекон, мы не уверены, что есть что-то лучше, чем бекон, приготовленный с помощью этого метода. Возможно, лучшая часть всего этого заключается в том, что в мозгу Гэри был момент, когда пара (потому что, будем честны, функционирует не намного больше, чем «пара») синапсов сработала, чтобы завершить мысль об этой операции.Хотя я прямо не подтвердил, какой вид бекона готовится, он выглядит как качественный толстый кусок мяса. Я практически чувствую его запах отсюда.
Я практически чувствую его запах отсюда.
ТЕПЕРЬ… .ЗДЕСЬ ВЕСЕЛЬЕ. КТО-ТО НУЖДАЕТСЯ В ЭТОМ! ОТПРАВИТЬ НАМ ВАШ ПОДХОДЯЩИЙ СПОСОБ ПРИГОТОВЛЕНИЯ БЕКОНА!
Крещение лучшим топливом: запуск проекта Дэйва Коннолли в программе Flaming Top Fuel во время зимней разминки 2015 PRO Освещение события: первая часть Нэшвиллского автофестиваля 2015 года — начало нового года с автомобилями и обменом!
Cook’s Welding празднует 30 лет
Summit Daily / Reid Williams Сегодня Рич и Вики Кук празднуют 30-летие своего бизнеса в округе Саммит.Cook’s Welding обслуживает самых разных клиентов: от курортов и строителей до скейтбордистов, ищущих рельсы.ВСЕ |
SILVERTHORNE — В течение 30 лет Cook’s Welding в Сильверторне поставляет сталь в округ Саммит. На этой неделе компания отмечает три десятилетия работы после своего основания в 1974 году Вики и Ричем Куком. Хотя этот бизнес может быть не знаком многим Summit жители, скорее всего, все видели работу компании. Каждый горнолыжный курорт, каждая главная улица, многие дома и даже туннель Эйзенхауэра сделаны из стали Cook’s Welding.Проекты Куков варьируются от массивных стальных двутавровых балок для тяжелой конструкции до гладких стальных перил в скейт-парке Silverthorne. Сломанные каркасы кроватей, перила для лестниц или даже предметы домашнего декора — обычное дело для них. Они построили первое оборудование для оснежения в округе для Медной горы, а затем и для Кистоун.
Хотя этот бизнес может быть не знаком многим Summit жители, скорее всего, все видели работу компании. Каждый горнолыжный курорт, каждая главная улица, многие дома и даже туннель Эйзенхауэра сделаны из стали Cook’s Welding.Проекты Куков варьируются от массивных стальных двутавровых балок для тяжелой конструкции до гладких стальных перил в скейт-парке Silverthorne. Сломанные каркасы кроватей, перила для лестниц или даже предметы домашнего декора — обычное дело для них. Они построили первое оборудование для оснежения в округе для Медной горы, а затем и для Кистоун.
«Ключ к успеху в любом бизнесе — это хорошие люди», — сказал Рич. «Мы хотели бы поблагодарить наших сотрудников за последние 30 лет». Рич впервые планировал переехать в Колорадо из Айдахо со своими лучшими друзьями из средней школы в 1969 году.«Когда пришло время садиться в машину и уезжать, я был один», — сказал Рич, у которого на счету было 68 долларов. «Я рыдал наполовину». Он работал на различных торговых должностях в Форт-Моргане, а позже в том же году женился на Вики. Они вместе переехали в Колорадо на следующий день после свадьбы в своем родном городе Айдахо. Рич был сварщиком по профессии и мечтал жить в горах и иметь бизнес. Вики была более практичной: «Я просто хотела уйти с семейной фермы», — сказала она. Когда они приехали, округ Саммит был совсем другим.Туннель Эйзенхауэра еще не открылся.
Они вместе переехали в Колорадо на следующий день после свадьбы в своем родном городе Айдахо. Рич был сварщиком по профессии и мечтал жить в горах и иметь бизнес. Вики была более практичной: «Я просто хотела уйти с семейной фермы», — сказала она. Когда они приехали, округ Саммит был совсем другим.Туннель Эйзенхауэра еще не открылся.
«Я была разочарована, Брекенридж был маленьким грязным городком», — сказала Вики. «У Фриско почти не было знака остановки». Сегодня это похоже на то, чего я ожидала, когда мы только приехали », — продолжила Вики. Временами дела шли тяжело. Когда они только начинали, ни Вики, ни Рич не проходили никакого бизнес-обучения. Когда прибыль была низкой, пара открыла шесть дополнительных предприятий, чтобы увеличить свой доход. Ремонт радиатора, собачья будка и складские помещения — все это помогло паре удержаться на плаву.Вначале Рич руководил работой, а Вики вела бухгалтерские книги. Она проехала долгий путь до Денвера и забрала счета. Однажды она потратила пять часов, пытаясь получить плату от строительной компании. Когда стало ясно, что владелец не выходит из офиса, чтобы увидеть ее, она нашла черный ход в его офис, подождала его там и получила деньги. Позже другой подрядчик не оплатил счет в размере 14 000 долларов.
Когда стало ясно, что владелец не выходит из офиса, чтобы увидеть ее, она нашла черный ход в его офис, подождала его там и получила деньги. Позже другой подрядчик не оплатил счет в размере 14 000 долларов.
«Наш бухгалтер сказал нам, что нам придется закрыть магазин, — говорит Рич. — Я сказал ему:« Мне нужно что-то более позитивное в моей жизни, ты сегодня уволен.Через несколько дней пришел чек. «Рич, он тот, кто заставил это работать», — сказала Вики. «Он вытащил 12-16 часов в день и, кроме того, разморозил трубы. Он трудоголик ». Постепенно бизнес улучшался, и компания росла. По словам Вики, террористические атаки 11 сентября остановили рост всех местных строительных работ, но за последние шесть месяцев компания Cooks восстановила свои позиции. Повара благодарны за то, что округ Саммит сделал для них и их шестерых детей, родившихся и выросших в Колорадо.Райли, самая младшая из них, водит грузовик для службы доставки. С Джастином Эпперли можно связаться по адресу jepperly@summitdaily.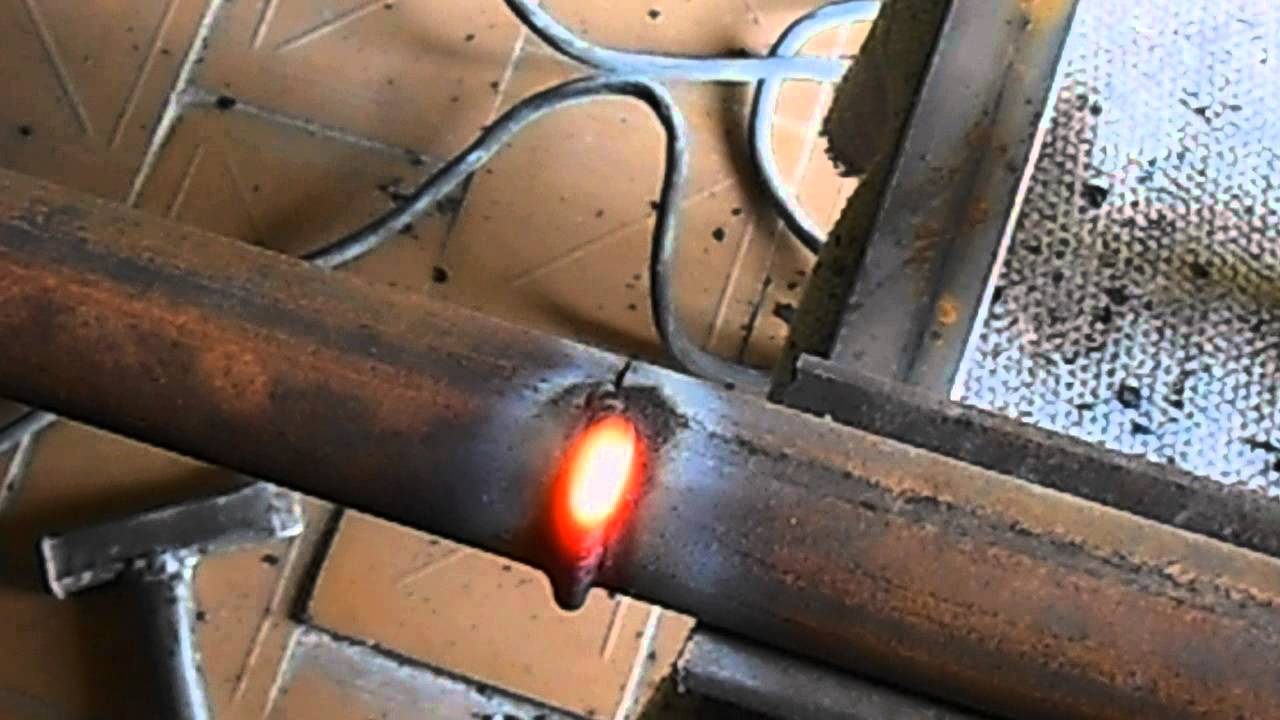 com.
com.
как правильно приготовить сваркой
29 мая 2017 г.
Вы легко научитесь наложить правильный и качественный сварной шов самостоятельно. Электрическая или дуговая сварка, предназначенная для начинающих мастеров, предполагает первоначальное обучение формированию этих неразъемных соединений. Начать следует с самых простых, постепенно переходя к более сложным связям, когда вы накопите достаточный опыт.
Для выполнения сварных соединений в обязательном порядке требуется подготовка соответствующего оборудования. Для работы с электродуговой сваркой нужно взять следующие инструменты и материалы.
- Непосредственно само сварочное оборудование, бывает разных типов.
- Электроды необходимого диаметра — обычно это зависит от толщины соединяемых элементов.
- Молоток со специальной заточкой, который сбивает шлак.
- Щетка металлическая для очистки участка металла, на котором сформирован сварной шов.
При формировании стыка помните о соответствующих мерах безопасности. Невозможно выполнять работу без подходящей маски, оснащенной специальными светофильтрами.
Невозможно выполнять работу без подходящей маски, оснащенной специальными светофильтрами.
Желательно носить достаточно тесную одежду с длинными рукавами, перчатки из замшевых материалов. Кроме того, следует взять выпрямитель или трансформатор, если оборудование довольно старое. Однако в последнее время все больше и больше сварных швов применяется с использованием инверторного оборудования, которое оснащено всем необходимым для преобразования переменного тока в постоянный.
Технология работы
Чтобы правильно уложить расплавленный электрод на образующийся шов, следует учитывать, что сварка — не очень простая и безопасная технология. В первую очередь это подразумевает использование высокой температуры, которая должна превышать температуру плавления стали.
Под его прямым воздействием основной металл и электрод плавятся. Соответственно, образуется так называемая сварочная ванна, в которой смешиваются металлы заготовки и электрода, в результате чего образуется сварное соединение или шов.
Размер сварочной ванны напрямую зависит от того, какие настройки были сделаны на оборудовании, от расположения в пространстве, скорости движения электрода, зазора между свариваемыми элементами. Получение правильного сварного шва предполагает среднюю ширину шва — от 4 до 30 мм, в зависимости от толщины заготовок.
Электродуговая технология предполагает использование электродов с так называемым покрытием. Когда на электрод и свариваемые элементы подается напряжение, над ванной образуется особая газовая зона.Благодаря этому происходит абсолютное вытеснение воздуха, не допускающее прямого контакта кислорода со свариваемыми металлами. При сварке элементов на поверхности стыка образуется шлак, который также препятствует контакту жидкого чугуна с воздухом.
Формирование правильного шва осуществляется при снятии электрической дуги: металл начинает постепенно остывать и образовывать кристаллическую решетку … Защитный слой шлака следует удалять после того, как металл затвердеет.
Основы электродуговой сварки
Чтобы сделать надежный сварной шов и правильно уложить расплавленный электродный материал, необходимо уделить пристальное внимание началу работ. Освоение этой работы лучше всего начинать под наблюдением опытного сварщика, который избежит самых распространенных ошибок и при необходимости проконсультирует.
Соединяемые части должны быть жестко закреплены. В связи с тем, что работы ведутся при высоких температурах, необходимо предусмотреть все меры, связанные с пожарной безопасностью.Установите рядом с собой ведро с водой. Не работайте на деревянных основаниях.
Заземляющий зажим крепится к свариваемым элементам. Перед этим следует внимательно проверить качество его утеплителя. Если он поврежден, не используйте этот кабель. Кроме того, он должен быть надежно закреплен в специальном зажиме.
Грамотно подобранные настройки оборудования позволяют плавно и равномерно наносить электрод, за счет чего металл приваривается к свариваемым элементам.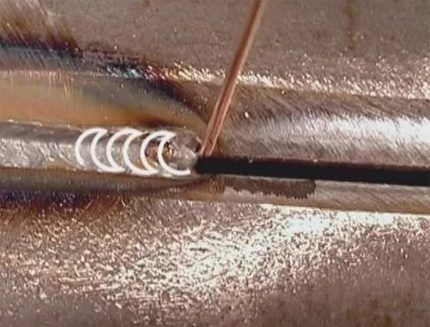
Когда все подготовительные работы будут завершены, осторожно зажгите дугу.Делать это нужно следующим образом: электрод держат под углом к заготовкам около 60 градусов, медленно водят по металлической поверхности до появления искр. Затем они слегка касаются заготовок и отодвигают их от них на расстояние примерно 5 мм, образуя электрическую дугу.
Этот зазор необходимо будет поддерживать в течение всего времени работы. Если все было сделано правильно, электрод будет постепенно плавиться и выгорать, поэтому его придется медленно подносить к заготовкам, выдерживая тем самым необходимое расстояние.Его не следует приближать, так как он может прилипнуть. Если дуги не возникло, вам придется увеличить силу тока на оборудовании.
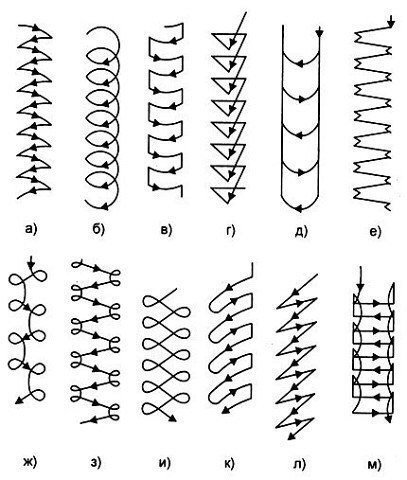
Перемещение электрода во время сварки должно осуществляться по одному из трех путей.
- Поступательная — электрическая дуга направлена по оси соединяемых элементов. Это позволяет не только поддерживать его постоянное горение, но и образовывать достаточно тонкий и прочный шов.
- Продольный — позволяет обеспечить резьбовой шов различной высоты, которая будет напрямую зависеть от скорости, с которой движется электрод.На самом деле связь получается очень прочной, но для ее усиления придется совершать некоторые боковые движения.
- Поперечный — обеспечивает формирование сварного шва необходимой ширины … Предполагает совершение колебательных движений. Ширина шва выбирается исходя из толщины соединяемых элементов, их размеров и ряда других параметров.
Обычно при проведении работ используются все эти движения, которые в сочетании друг с другом образуют определенную траекторию.Обычно он разный для каждого сварщика. В принципе, сама траектория не очень важна, главное, чтобы края заготовок были как можно лучше оплавлены и соответственно получился шов с заданными параметрами.
Сварка трубопроводов: особенности технологии
Следует отметить, что под сваркой подразумевается образование не только горизонтальных, но и вертикальных швов, что позволяет производить сварку, в том числе промышленных трубопроводов, требующих наиболее качественного соединения. В связи с этим к таким работам допускаются только опытные сварщики, имеющие все необходимые документы, подтверждающие их высокую квалификацию.
В связи с этим к таким работам допускаются только опытные сварщики, имеющие все необходимые документы, подтверждающие их высокую квалификацию.
В отличие от плоских деталей, при сварке труб электрод держится под углом 45 градусов. Максимальная высота этого шва должна быть не более 4 м. В зависимости от толщины труб ширина шва может быть довольно большой — в некоторых случаях до 4 см. При проведении промышленных работ, чтобы получить полноценный и прочный стык, участки, на которых будет образовываться шов, очищаются от жира, ржавчины и других загрязнений, способных снизить прочность стыка.
Сварка — это постоянное повышение квалификации, только в этом случае можно будет получить соединение высочайшего качества, которое прослужит долго.
Из-за долговечности и надежности сварных креплений нет ни одной отрасли промышленности, где бы не применялась эта технология. Владение электросварочным аппаратом позволит построить любые металлоконструкции, начиная от простого забора на даче и заканчивая многофункциональным мангалом или ажурными качелями в саду. Поэтому мы рассмотрим, как правильно сварить сваркой, и расскажем обо всех секретах и нюансах технологии сварки, чтобы ваш первый шов был аккуратным и прочным.
Поэтому мы рассмотрим, как правильно сварить сваркой, и расскажем обо всех секретах и нюансах технологии сварки, чтобы ваш первый шов был аккуратным и прочным.
Чтобы научиться правильно сваривать сваркой, вам необходимо знать, что электродуговая сварка — это процесс фиксации металла с использованием электрической дуги между электродом и поверхностью обрабатываемого материала. Возникающая в результате повышенная температура способствует одновременному плавлению металлической основы и электрода.Более того, появляется так называемая сварочная ванна, где основной металл соединяется с расплавленным электродом.
Объем ванны напрямую зависит от формы кромок стыкуемых поверхностей, режима сварки, положения изделий в пространстве, скорости движения электрода и т. Д. И т. Д. — 7- шириной 15 мм, глубиной около 5 мм и длиной 11-32 мм.
Слой газа, образующийся при плавлении электродного покрытия, не дает металлу гореть от повышенной температуры; он полностью вытесняет кислород из места плавления. После снятия сварочной дуги металл кристаллизуется и появляется общий шов деталей, защищенный слоем шлака, после остывания его снимают.
После снятия сварочной дуги металл кристаллизуется и появляется общий шов деталей, защищенный слоем шлака, после остывания его снимают.
Основные преимущества дуговой сварки:
- наличие;
- возможность приготовления различных материалов без переналадки аппарата;
- хорошая производительность;
- расходных материалов в наличии;
- отличное качество шва.
К недостаткам этого метода можно отнести необходимость подготовки кромок под сварку и непременное наличие электричества.
Подбор оборудования и материалов
Перед тем, как приступить к сварке сваркой, необходимо для себя понять, что этот процесс сопровождается появлением брызг и искр горячего металла, опасностью для глаз и выделением токсичных газов.
Следовательно, чтобы готовить безопасно, нужно запастись не только качественной техникой, но и необходимой техникой … Для начала приготовления потребуется:
Качественный сварочный аппарат с возможностью регулировки напряжения 10-200 А. Естественно, вы можете самостоятельно собрать простой сварочный трансформатор, но в этом случае не нужно думать о том, как правильно варить тонкий металл, ведь для этой работы требуются минимальные значения напряжения. Заводские устройства делятся на:
Естественно, вы можете самостоятельно собрать простой сварочный трансформатор, но в этом случае не нужно думать о том, как правильно варить тонкий металл, ведь для этой работы требуются минимальные значения напряжения. Заводские устройства делятся на:
- Сварочные инверторы. Эти машины предоставляют множество возможностей для приготовления пищи с любыми оптимальными характеристиками электрода. Электронные компоненты инверторной системы позволяют регулировать силу тока, силу дуги, скорость зажигания и т. Д., это обеспечивает отличную свариваемость деталей. К тому же инверторы легкие и довольно компактные.
- Выпрямители сварочные. Эти устройства оснащены диодным выпрямителем, благодаря которому переменное напряжение преобразуется в постоянное напряжение, необходимое для образования дуги. Сварка металла с помощью выпрямителей немного проще благодаря стабильной высокой дуге.
- Трансформаторы сварочные. Используется для снижения напряжения при увеличении силы тока. Являясь производительными и недорогими аппаратами, они достаточно хорошо сваривают металл, но имеют недостатки в виде большой массы, сильного перепада напряжения и нестабильной дуги.
О том, какую сварку лучше варить, всегда возникают споры. Некоторым сварщикам нравится надежность и простота трансформатора Кому-то нравится ручная сварка с помощью выпрямителя. Но удобнее всего научиться готовить сваркой с помощью сварочного инвертора. Возможность регулировки напряжения даст возможность правильно варить металл буквально на первых этапах.
Как выбрать электроды
Для ручной дуговой сварки использовать стержневые электроды с защитной проволочной обработкой.Металл проволоки должен соответствовать типу свариваемых материалов, поэтому для сварки магниевых, бронзовых или стальных металлов используются разные электроды.
Защитное покрытие во время сварки проволока плавится и превращается в шлак, который, выходя за пределы сварочной ванны, защищает расплав от воздействия азота, воздуха и кислорода. Иногда смеси имеют газообразующие добавки; во время варки они выделяют газ, ограничивающий доступ кислорода к месту плавления.
Иногда смеси имеют газообразующие добавки; во время варки они выделяют газ, ограничивающий доступ кислорода к месту плавления.
Как правило, у новичков не возникает вопрос, какие электроды выбрать, ведь чаще всего они начинают осваивать ремесло с сварки простейших низкоуглеродистых сталей.
Применение сварочных выпрямителей позволяет использовать для таких, а также нержавеющих металлов электроды марки ЮОНИИ , предназначенные для варки на постоянном токе.
Электроды маркиАНО можно использовать для работы с трансформаторами и выпрямителями, они позволяют работать как с обратным, так и с постоянным током, потому что любители выбирают их гораздо чаще, чем УОНИИ.
С учетом толщины свариваемых деталей применяют электроды сечением 1,6-5 мм. При этом для резки металлов используются прутки 4-5 мм, обнажающие наибольшую силу тока.
Необходимый диаметр электрода можно узнать по таблицам зависимости этого параметра от толщины материала, а также по различным формулам. Новички нечасто используют электроды диаметром более 4 мм.
Новички нечасто используют электроды диаметром более 4 мм.
Разновидности сварки (стыковая, нависающая, горизонтальная и так далее) практически не зависят от диаметра проволоки, чего нельзя сказать о ширине шва и глубине сварочной ванны.
Поскольку удельный сварочный ток напрямую зависит от диаметра электрода, то концентрация тока выше на конце тонкой проволоки, потому что глубина проплавления больше, чем при использовании толстого стержня. При этом использование электрода сечением 4-5 мм не так сильно плавит металл, создавая более широкий шов.
То есть сложно ответить, какой выбрать электрод, правильный выбор учитывает множество нюансов, от типа сварочного агрегата до необходимой ширины шва.
Подбираем силу тока и полярность
Для правильной варки металла необходимый ток определяется по таблицам или расчетом, а затем это значение устанавливается на панели инвертора. Чем выше сила тока, тем глубже сварочная ванна и тем больше мощность дуги. Но превышать оптимальный показатель не нужно — металл прогорит и шов будет некачественным.
Но превышать оптимальный показатель не нужно — металл прогорит и шов будет некачественным.
При установке силы тока обязательно учитывается место работы.Максимальный ток выставлен для горизонтальных плоскостей. При вертикальных швах она уменьшается на 15%, а потолочные требуют снижения силы тока более чем на 20%.
Если вы готовите с помощью выпрямителя или инверторной сварки, то на качество сварки влияют как сила тока, так и полярность, а именно направление движения электронов.
Электроны перемещаются от отрицательного к положительному … Для правильного приготовления меняется полярность, устанавливается как постоянный ток (продукт на плюс, электрод на минус), так и обратный.Как правило, выбирают прямое подключение, деталь в этом случае нагревается больше, но для сварки тонких материалов полярность меняют с помощью инвертора. Обратная полярность также используется для сварки легированных металлов, склонных к выгоранию, легкоплавких лигатур.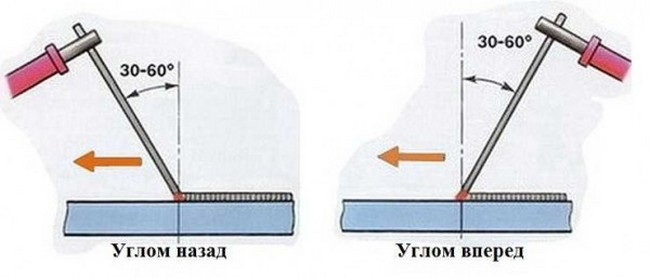
Техника ручной сварки
Попробуйте сначала зажечь дугу и удерживайте ее в течение некоторого времени. После следуйте инструкциям:
Научившись зажигать дугу, попробуйте медленно двигать стержень на себя, делая за это время движений на 3-5 мм в стороны … Попробуйте переместить расплав с периферии в середину сварочной ванны. Сделав шов размером около 5 см, снимите стержень и дайте металлу остыть, затем постучите по стыку молотком, чтобы удалить шлак. Качественный шов имеет волнистую монолитную поверхность без неровностей и кратеров.
Чистота шва напрямую зависит от правильного движения электрода и размера дуги.
Как сохранить дугу
- Для широкого шва электрод перемещают по его линии, совершая колебательные возвратно-поступательные движения.Величина их амплитуды зависит от того, насколько широким будет выходить шов, поэтому размер амплитуды рассчитывается с учетом конкретных условий.
- При продольном перемещении электрода создается сплав нити ролика, его ширина, как правило, на несколько миллиметров больше диаметра электрода, а толщина будет зависеть от силы тока и скорости движения. Бусинка нитки — самый узкий шов.
- Требуемая длина дуги поддерживается поступательным движением электрода вдоль оси.При плавлении размер стержня уменьшается, поэтому необходимо все время подносить держатель с электродом к металлу, соблюдая необходимый зазор.
 Бусинка нитки — самый узкий шов.
Бусинка нитки — самый узкий шов.Во время сварки применяется комбинация этих трех движений.
Защита металла от коррозии
Если вы помните, еще в самом начале статьи мы говорили о том, что для того, чтобы правильно сварить электросваркой , мало просто посмотреть видео, но еще нужно подготовиться теоретически? Согласитесь, статья дает лучшую возможность изучить теорию.Кроме того, в роликах почему-то упускается необходимость защиты деталей от коррозии при последующей эксплуатации. Мы постараемся устранить этот дефект.
Не секрет, что металл под воздействием кислорода быстро подвергается образованию ржавчины. Поверьте, сварные швы коррозируют намного быстрее.
Для защиты металлических изделий от коррозии обычно применяется окраска. Чтобы не делать эту работу ежегодно, делайте ее по всем правилам.
Чтобы не делать эту работу ежегодно, делайте ее по всем правилам.
Для начала нужно удалить ржавчину и старую краску … Для этого желательно использовать металлические насадки-щетки для болгарки или дрели, но можно провести работу и простой металлической щеткой. Не забывайте во время этой работы защищать глаза козырьком или очками.
После очистки деталей покрыть их нейтрализатором ржавчины, а затем обработать слоем грунтовки. Выберите состав грунтовки, специально разработанный для металлических работ. После того, как этот слой застынет, можно приступать к рисованию. Отличные результаты показали пентафталевые и акриловые эмали для наружных работ.
Получить специальность сварщика можно после 2 лет обучения в ПТУ или техникуме, в крайнем случае можно пройти курсы. Тем, кто не хочет заниматься этим профессионально, а просто хочет умело выполнить сварочные швы, поможет следующая подборка распространенных сварных швов.
Сварочный инструмент
Приобретение необходимого оборудования — важная подготовка к успешному выполнению сварных швов. Основное устройство для их создания — сварочный аппарат.Его варианты могут работать как на постоянном, так и на переменном токе. При работе на сварочном аппарате нужно приобретать электроды.
Основное устройство для их создания — сварочный аппарат.Его варианты могут работать как на постоянном, так и на переменном токе. При работе на сварочном аппарате нужно приобретать электроды.Если применима дуговая сварка, то электроды при постоянном токе перемещаются в одном направлении, которое определяется в соответствии с полярностью.
Есть несколько сварочных аппаратов:
- Трансформатор … Он преобразует электричество, подаваемое в сеть, в переменный ток для процесса сварки.Если выбрать его дешевый вариант, можно получить тяжелый прибор, с которым возникнут трудности при транспортировке, а также высокое постоянство дуги и потери напряжения при работе.
- Выпрямитель … Преобразует переменный ток сети в постоянный для сварки. У него почти те же недостатки и преимущества, что и у предыдущего устройства. Но качество швов после его наложения намного лучше, так как он сохраняет устойчивость дуги.
- Инвертор . .. Обеспечивает d.C. и напряжение для сварки. Это компактное устройство, обеспечивающее плавное регулирование тока, отличается от аналогов быстрым срабатыванием и легким зажиганием.
 .. Обеспечивает d.C. и напряжение для сварки. Это компактное устройство, обеспечивающее плавное регулирование тока, отличается от аналогов быстрым срабатыванием и легким зажиганием.
.. Обеспечивает d.C. и напряжение для сварки. Это компактное устройство, обеспечивающее плавное регулирование тока, отличается от аналогов быстрым срабатыванием и легким зажиганием.Сварочные инверторы нового поколения превосходят по точности трансформаторы, генераторы и выпрямители, ранее использовавшиеся для сварки; полярность можно установить независимо от них. Новичкам рекомендуется освоить сварку инверторами.
Успешное использование этих устройств зависит от правильной полярности концепции.Если выбрана прямая полярность, то провод с «минусом» идет на электрод, а с «плюсом» — на клемму «земля». При обратной полярности все будет наоборот.
Электропитание сварочного аппарата осуществляется по проводам с быстроразъемными зажимами. Жилы должны быть медными и изолированными, они проводят ток, а синтетическая пленка действует как разделитель.
Электроды для сварки металлов изготавливаются из сварочной проволоки … Но для чугуна используется присадочная проволока с графитовым стержнем. Чугун, в отличие от стали, очень хрупкий материал и требует холодной сварки. При сварке необходимо постоянно следить за нагревом ее поверхности, иначе могут возникнуть трещины. Шов выполняется не цельным, а нарастающим с обязательной долбкой.
Чугун, в отличие от стали, очень хрупкий материал и требует холодной сварки. При сварке необходимо постоянно следить за нагревом ее поверхности, иначе могут возникнуть трещины. Шов выполняется не цельным, а нарастающим с обязательной долбкой.
Основы сварщика-новичка
Освоение сварки начинается с обучения работе с ненужными кусками металла. Лучше запастись емкостью с водой, если вдруг по неопытности возникнет пожар, то можно будет быстро ликвидировать пожар.На первых шагах нужно быть внимательными и бдительными, даже если отразится небольшая искра, этого будет достаточно для начала возгорания:- На выбранном устройстве проверяется изоляция кабеля, правильность его заливки в держатель.
- Требуемое значение тока выставляем, ориентируясь на диаметр электрода.
- Зажигается дуга с наклоном 60-70 градусов и медленно переносится по свариваемой поверхности. Деталь касается дуги, когда от электрода исходят искры.Расстояние между дугой и электродом во время сварки должно составлять 5 мм. Во время работы электроды перегорят. Если электрод при движении прилипает к металлу, его необходимо отвести в сторону.
- Дуга может появиться не с первого раза, тогда величина тока увеличивается так, что получается дуга постоянной длины 5 мм.
- Когда получится его зажечь, нужно попробовать приварить борт, стараясь собрать расплавленный металл до центра дуги.
 Во время работы электроды перегорят. Если электрод при движении прилипает к металлу, его необходимо отвести в сторону.
Во время работы электроды перегорят. Если электрод при движении прилипает к металлу, его необходимо отвести в сторону.
После такого обучения можно будет переходить к сварке 2 частей металла.
Правильное выполнение вертикального шва (видео)
В этом видео показано, как сделать вертикальный шов на тонком металле толщиной всего 2 мм.Для сварки используются корейские электроды диаметром 2,6 мм. Обычно такие швы делают с наклоном вперед, но поскольку используется профиль, на котором делается небольшой зазор, работа будет перпендикулярной или с небольшим встречным уклоном.Для сравнения швов сначала сваривается половина зазора на 45 ампер, затем переключаются на 60 и 70. Через светофильтр видно, что сварка ведется снизу профиля.
 Получилось 2 петли. Как видите, на 70 ампер он получается более плавным и точным.
Получилось 2 петли. Как видите, на 70 ампер он получается более плавным и точным.Как сварить потолочный шов электросваркой? (видео)
Данный вид сварки выполняется на примере тонких пластин, для которых используются электроды УОНИ с основным покрытием.Вот инструкция по сварке:
- Первое движение электрода выполняется по схеме «елочка», при этом необходимо совершать небольшие колебательные движения.При варке шва потолка прикладывают ток 85 ампер, она выполняется без отрыва. Другой вариант выполнения такого шва — перемещение электрода немного назад, а затем вперед.
- После того, как все пластины были сварены, переходят к выполнению углового шва полупотолка, который проводят, начиная с малого шва и возвращаясь, а затем используют ту же елочку, выполненную с обратным углом. Для углового шва необходимо установить более высокий ток в 90 ампер. Угловую сварку можно выполнить вторым способом, используя возвратно-поступательные движения.
- Последние швы выполняются на стыке пластин внахлест. Это стык полупотолка. Из-за того, что верхняя пластина тонкая, движения «елочкой» нужно выполнять плавно, с небольшим шагом, не слишком сильно прикладывая к ней электрод во избежание взрывов. Движение по одному шву можно комбинировать. Сила тока осталась прежней — 90 ампер.
 Это стык полупотолка. Из-за того, что верхняя пластина тонкая, движения «елочкой» нужно выполнять плавно, с небольшим шагом, не слишком сильно прикладывая к ней электрод во избежание взрывов. Движение по одному шву можно комбинировать. Сила тока осталась прежней — 90 ампер.
Это стык полупотолка. Из-за того, что верхняя пластина тонкая, движения «елочкой» нужно выполнять плавно, с небольшим шагом, не слишком сильно прикладывая к ней электрод во избежание взрывов. Движение по одному шву можно комбинировать. Сила тока осталась прежней — 90 ампер.Шов внахлест показывает, что при широких движениях электродом образуются подрезы из-за тонкой платины. В начале швов появляются поры, возникшие в результате плохой очистки металла.
Видеоурок по выполнению сварных швов для начинающих
Умение готовить швы отличается своей красотой и качеством. Чтобы выполнить эти требования, вам необходимо иметь определенные навыки.Их можно приобрести только с опытом. А для начинающих сварщиков-самоучек нет лучшего руководства, чем видео профессионала, в котором по полочкам разложено, как правильно и надежно сваривать швы..jpg)
Зазор между трубками 2 миллиметра. Плавка труб будет производиться отрывом с использованием электродов с рутиловым покрытием. Сварку проводят под углом назад, точечно, не отрывая электрод, в одном и том же месте до образования валика. Фактический ток в аппарате будет примерно 110 ампер.Процесс сварки демонстрируется через светофильтр и при дневном свете. Перед тем, как делать шов, электрод нужно немного согнуть, чтобы было удобнее готовить. При осмотре шва, выполненного светофильтром после отбивания шлака, видно, что он образует ровный наплыв, только на месте замка автор ролика усиливает его дополнительной каплей.
Основным условием получения красивых изгибных швов является использование подходящего метода сварки и положения дуги.
После покупки необходимого инструмента и правильного выполнения подготовительных работ вы сможете самостоятельно выполнить швы, указанные в статье. А правильность их создания можно проверить, сравнив с примерами, представленными в видеоуроках от профессионалов в области сварки.

При проведении строительных работ часто возникает необходимость соединения разрозненных металлических элементов между собой. Один из самых надежных и привычных вариантов выполнения поставленной задачи — это проведение электросварки.При должных навыках и опыте в результате получается почти монолитное соединение, которое прослужит не один год. Как правильно приготовить, мы расскажем в этой статье.
С чего начать?
Прежде чем приступить к описанию работ, необходимо в общих чертах рассказать о сути процесса электросварки, так как успешность действий во многом будет зависеть от понимания этого вопроса.
Электросварка металлов заключается в том, что элементы соединяются под действием точечного нагрева, в результате чего металл двух соединяемых деталей плавится.Расплавленный металл смешивается и после затвердевания образует прочную связь.
Суть в том, что на электрод подается электрический ток. В момент подведения его к соединяемым деталям возникает электрическая дуга, имеющая высокую температуру . .. В результате металл соединяемых деталей и материал электрода плавятся. После возникновения дуги электрод следует держать на небольшом расстоянии от свариваемой детали. При этом, образуя защитную пленку, появляется шлак, препятствующий преждевременному и неравномерному охлаждению сварочной ванны.По окончании работы этот шлак соскребается, и можно увидеть получившийся сварной шов.
.. В результате металл соединяемых деталей и материал электрода плавятся. После возникновения дуги электрод следует держать на небольшом расстоянии от свариваемой детали. При этом, образуя защитную пленку, появляется шлак, препятствующий преждевременному и неравномерному охлаждению сварочной ванны.По окончании работы этот шлак соскребается, и можно увидеть получившийся сварной шов.
Правила работы
Если с теоретической стороной вопроса все понятно, можно начинать пробовать проводить сварку. Сразу стоит отметить, что качественный шов сразу не получится. Первоначальные опыты лучше проводить в присутствии опытного специалиста, а при выполнении не очень ответственных работ … Дело в том, что качество здесь напрямую зависит от опыта.Даже полностью понимая теорию, не каждый сможет с первого раза правильно приготовить шов. Однако есть определенные правила, по которым следует проводить работы:
- соблюдение правил техники безопасности. Сварка связана с риском получения травм от поражения электрическим током, а также термических ожогов. Все действия следует проводить только в специальной защитной одежде и при условии заземления. Кроме того, сварка генерирует очень интенсивное ультрафиолетовое излучение, поэтому работы нельзя проводить без соответствующей защиты глаз;
- свариваемые детали должны быть закреплены как можно прочнее.Во время сварки недопустимо смещение деталей, так как это негативно скажется на качестве шва;
- : толщина используемого при сварке электрода прямо пропорциональна толщине металла свариваемых деталей;
- необходимо провести электрод по свариваемым деталям равномерно. Следует избегать чрезмерного разрыва и заедания электрода. Если шов прерван, необходимо остановить процесс, зачистить шов и, отступив 1-1.5 см от края перерыва, продолжить работу;
- шлак, который выскакивает во время работы, следует удалять не сразу, а после работы делать это нужно.
 Все действия следует проводить только в специальной защитной одежде и при условии заземления. Кроме того, сварка генерирует очень интенсивное ультрафиолетовое излучение, поэтому работы нельзя проводить без соответствующей защиты глаз;
Все действия следует проводить только в специальной защитной одежде и при условии заземления. Кроме того, сварка генерирует очень интенсивное ультрафиолетовое излучение, поэтому работы нельзя проводить без соответствующей защиты глаз;
Удалять сразу шлак опасно, так как он летит в разные стороны, может привести к травмам и даже возгоранию.

Как упоминалось выше, выбор толщины электрода должен основываться на толщине металла. Схематично это можно выразить в следующей таблице:
Информация установлена эмпирическим путем и довольно приблизительна, но определенную закономерность уловить можно.
Что касается непосредственно процесса сварки, то это происходит следующим образом:
- Сначала детали фиксируются и размещаются вплотную друг к другу.
- Вставлен электрод и подсоединен сварочный аппарат.
- Электрод подводят на расстояние около 5 мм от поверхности металла, в результате чего должна возникнуть электрическая дуга. Если это произойдет раньше, то ток нужно уменьшить, а если позже, то увеличить. Если у вас старый сварочный аппарат, дугу придется зажечь, прикоснувшись электродом к поверхности свариваемого металла.
- Когда получается стабильная дуга, электрод плавно перемещается по линии стыка, что приводит к сварке.
- После проведения работ шов необходимо очистить от образовавшейся шлаковой корки, выбив ее.

Отдельно стоит рассмотреть вопрос о траектории движения электрода относительно сварочной линии. Здесь важно понимать, что электрод не всегда двигается во время работы. Исходя из конкретных условий, должны быть колебательные движения относительно оси электрода (для удержания электрической дуги), постепенное вертикальное перемещение электрода и колебательные, дугообразные движения для регулировки ширины шва.Сварной шов образуется путем объединения этих разнонаправленных движений, которые вы можете видеть на рисунке. Как уже упоминалось выше, полное понимание проблемы приходит только с опытом.
В заключение можно добавить, что освоить технологию электросварки для бытовых целей вполне возможно, но для выполнения действительно качественной работы потребуется не один час обучения и руководства специалиста.
Видеоуроки: как готовить электросваркой
Автор видео — слесарь, научившийся готовить электросваркой. Внимательно посмотрите это видео:
Внимательно посмотрите это видео:
- Какие электроды?
- Какой диаметр выбрать?
- Сушка покрытия
В одном коротком рассказе описать все нюансы этого увлекательного дела невозможно, так как квалифицированные сварщики обучаются не один месяц, а настоящее мастерство приходит к ним через опыт. Сварщик научится делать искусные швы только через несколько лет. Тем не менее, стоит дать несколько рекомендаций, которые помогут домашним мастерам научиться сваривать хотя бы на начальном уровне.Зная некоторые правила обращения с электродами и сварочным аппаратом, сварщики-любители уже могут сделать забор, сарай, калитку или калитку.
Что такое электроды?
Изучив тонкости профессии, специалисты могут определить тип электрода, просто взглянув на него. Для непрофессионалов эти знания в будущем, возможно, не помешают, а пока им необходимо дать предварительную информацию об электродах, используемых для легирования металлов. Их всего около 10 видов:
Положение электрода при сварке деталей.
- Стержни для сварки низколегированных и высокоуглеродистых сталей.
- Электроды для соединения высоколегированных сталей.
- Электроды для сварки жаропрочных металлов.
- Стержни для сварки чугунных изделий.
- Наплавка электродов (операция выполняется при восстановлении металлических поверхностей).
Кроме того, существуют электроды, которые разработаны специально для резки металлов, соединения цветных и неоднородных металлов, а также сварки различных сплавов.
Все электроды имеют одинаковую конструкцию. Их вал покрывает защитное покрытие, которое поддерживает горение сварочной дуги и создает зону, свободную от окисления в области шва. Покрытие не полностью покрывает стержень. Один конец подвергается воздействию дуги при контакте с поверхностью, с другой стороны снимается покрытие на несколько сантиметров для закрепления электрода на держателе. Стержни изготавливаются из различных марок стали и даже из полимеров, а их покрытие — из фторида кальция, рудной кислоты и соединений рутила.
Вернуться к содержанию
Какой диаметр выбрать?
Диаграммы движения электродов при сварке.
Чтобы не прожечь свариваемый металл, нужно уметь правильно подбирать электроды. Их сечение должно быть прямо пропорционально толщине стыкуемых кромок.
- Листы толщиной 2 мм или изделия со стенками до 2 мм сплавлены прутками сечением от 1,5 до 2 мм.
- Для металла толщиной 3 мм подходят стержни 2,5 или 3 мм.
- Толщина 4-5 мм — сечение 3 или 4 мм.
- Листы от 6 до 8 мм наплавляются электродами 4 мм.
- 9-12 мм — диаметр 4 и 5 мм.
- 13-15 мм — сечение стержня 5 мм.
Кстати, толщина электрода определяется именно сечением стального стержня.
Вернуться к содержанию
Как отрегулировать сварочный ток?
Ошибка начинающих сварщиков заключается в том, что они не могут выбрать правильную силу тока для сварки.Это напрямую зависит от того, какой электродный стержень используется и какая операция со сталью будет производиться. Ниже приведены диапазоны тока, соответствующие нормальной работе с электродами разной толщины.
Ниже приведены диапазоны тока, соответствующие нормальной работе с электродами разной толщины.
Следует добавить, что максимальные значения показывают ток резки металла, а минимальные значения — ток его сварки. На практике они могут незначительно отличаться, но отклонения (небольшие) вызваны характеристиками отдельных сварочных аппаратов… Оптимальный диапазон выбирается в пределах заданных значений. Если сила тока ниже требуемого минимума, то приготовление пищи не получится, так как стержень электрода, соприкасаясь с свариваемой поверхностью, только срежет искры. При токе, превышающем допустимый максимум, сталь плавится и горит.
Вот таблица соответствия между сечением и током:
- 1,5 мм — 30-60 А;
- 2 мм — 30-80 А;
- 2,5 мм — 50-110 А;
- 3 мм — 70-130 А;
- 4 мм — 110-170 А;
- 5 мм — 150-220 А.
В быту в основном используются электроды сечением от 2 до 4 мм, поэтому при выборе сварочных аппаратов необходимо учитывать этот фактор.

Вернуться к содержанию
Как удерживать и направлять электродный стержень
Сварка металлических колодцев — это не только правильный выбор силы тока и сечения стержня. Также нужно уметь правильно направлять стержень по шву, держать его под нужным углом и не допускать перегрева стыков или преждевременного затухания дуги.Первоначальное прикосновение стержня к свариваемым краям должно быть похоже на легкое постукивание или зажигание спичкой. После того, как дуга образовалась, электрод не нужно прижимать к свариваемым поверхностям. Расстояние между его концом и металлом должно составлять от 2 до 5 мм. Постепенно (и довольно быстро) вы научитесь выдерживать необходимый зазор, чтобы стержень не прилипал и дуга не гасла.
Рука сварщика должна быть расслаблена. Это позволит водить электрод не по прямой линии, а легкими волнообразными движениями (аналогично тому, как кондитер намазывает крем на торте), тогда соседние поверхности будут не только раскаленными, но и надежно слились друг с другом. Практикуйтесь в управлении штангой, не включая прибор. Прикоснитесь ими к стали, слегка уберите руку, проведите электродом по воображаемому шву. Держите электрод в плоскости, перпендикулярной стальному листу, но относительно шва стержень должен отклоняться от перпендикуляра на 10-15 градусов.
Практикуйтесь в управлении штангой, не включая прибор. Прикоснитесь ими к стали, слегка уберите руку, проведите электродом по воображаемому шву. Держите электрод в плоскости, перпендикулярной стальному листу, но относительно шва стержень должен отклоняться от перпендикуляра на 10-15 градусов.
(PDF) Система видеонаблюдения за дуговой сваркой в реальном времени
Система видеонаблюдения за дуговой сваркой в реальном времени
B. Hillers1, A. Graeser2
1 Институт Фридриха-Вильгельма-Бесселя, Wilseder-Berg-Str.5, Бремен, D-28329, Германия
2 Институт автоматизации, Отто-Хан-Аллее NW1, Бремен, D-28359, Германия
Эл. Почта: [email protected], [email protected] bremen.de
Abstract
В процессе дуговой сварки излучается сильное излучение в спектре
ИК, видимого и УФ света. Широко доступные камеры
не могут сопоставить с изображением высокий коэффициент контрастности 120 дБ между
окружающим миром и процессом сварки. Камеры CCD
Камеры CCD
дополнительно страдают от засветки, когда сильно экспонированные пиксели
наводняют своих соседей электронами, так что
воспринимаются как белые.Доступны полутоновые камеры на основе технологии C-
MOS с достаточной контрастностью
. Без каких-либо дополнительных методов его применимость для наблюдений за сваркой
ограничивается равномерно ослепляющими процессами
. Импульсные сварочные процессы вызывают эффект мерцания,
, что существенно снижает качество.
В этой статье представлена система наблюдения
видео в реальном времени, применимая к широкому спектру процессов дуговой сварки
.Используемая камера с высоким динамическим уровнем серого
оптически синхронизируется в процессе сварки и выдает
чередующуюся последовательность изображений с недодержкой и передержкой.
В последующем алгоритме данные изображения объединяются, и
дает видео, которое охватывает более широкий диапазон контрастности
динамики, где яркая дуга, сварочная ванна и окружающий пейзаж
четко видны одновременно. Эта система
Эта система
может использоваться для обнаружения вылета для контроля длины сварочной дуги
, наблюдения сварочной ванны для обнаружения разброса и управления траекторией
непосредственно в процессе.
Эта работа предоставлена MTKI-CT-2005-029652 Мари
Кюри Действия, финансируемые Европейской Комиссией
Введение
Захват видео процесса сварочной дуги и окружающей среды
превышает доступный коэффициент контрастности, который может
можно отобразить средней камерой. Сварочный процесс с использованием
его особой яркой электрической дуги освещает окружающее, но
увеличивает соотношение между самой темной и самой яркой точкой
в сцене до 1: 106, что соответствует 120 дБ.
Системы камер для сварки — в основном для высокоскоростной видеосъемки
наблюдения — доступны для наблюдения за процессом сварки
непосредственно для изучения переноса капель, щипкового эффекта,
дуги и т. Д., Не заботясь об окружающем
Д., Не заботясь об окружающем
среда. За счет сосредоточения исключительно на сварочной дуге
и пуле динамика яркости ограничивается меньшим значением
, чем в случае глобального наблюдения за сварочной сценой
, как рассмотрено в этой статье.Подходы к просмотру процесса сварки
либо используют сильную подсветку для сжатия
динамики, увеличивая темные области, либо освещают сцену
с помощью ИК-лазера [1], [2].
Этот присущий высокой яркости динамический коэффициент вызвал появление новых микросхем камеры
, использующих технологию C-MOS, которая может отображать
таких [3]. Широко доступные микросхемы камеры Charged Coupled Device
(CCD) не обеспечивают необходимый динамический диапазон
, поскольку они имеют тенденцию расцветать при высоких выдержках.Blooming
— это эффект, при котором окружающие пиксели сильно экспонированных
пикселей залиты зарядами, в результате чего образуется максимум
белых пятен.
Используемая камера C-MOS отображает высокий динамический диапазон
с логарифмическим сжатием на 8-битное изображение в оттенках серого
.
Самая важная часть сцены сварки охватывает только небольшую область изображения
и является наиболее сложной информацией, которая должна быть четко доступна человеческому глазу;
дуга.Логарифмическое сжатие препятствует доступным
уровням серого на единицу яркости в этой области. Все это вызывает потребность в алгоритмах
для повышения контрастности [4].
Особенностью используемых и наиболее доступных высокодинамичных камер C-MOS диапазона
является отсутствие функции глобального затвора
, которая может фиксировать значения пикселей на микросхеме камеры
в определенный момент. По сравнению с технологией камеры CCD
, технология C-MOS
мгновенно реагирует на изменения яркости.Если теперь микросхема камеры C-MOS имеет
построчное считывание для захвата всего кадра изображения,
, то изменения внешней молнии влияют на следующие
строк пикселей с измененным средним значением яркости; на изображении появляется горизонтальная полоса на
ярче или темнее.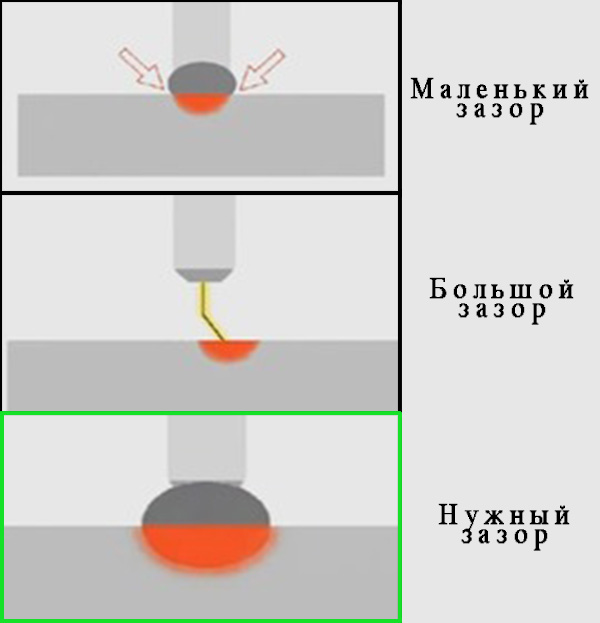
Источниками такой смены молнии могут быть неоновые лампы,
вспышек или в случае сварки короткой дугой или процесс импульсной сварки
. Каждый раз, когда зажигается сварочная дуга, меняется среднее значение
молнии сцены сварки, и на изображении камеры появляется белая полоса
.
Из-за несинхронизированного захвата камеры и процесса сварки
эта белая полоса появляется в разных горизонтальных позициях
в видеопотоке для мерцающих дуг.
Отпечаток мерцающей полосы дает
неудобное сварочное видео. Эта проблема известна
из получения изображений с неоновой молнией, где система камеры
синхронизирована с частотой мерцания [5].
Ручная сварка с использованием короткой дуги MIG / MAG и
импульсных процессов не создает статической частоты зажигания,
, в результате чего возникает быстрая реакция на спусковой крючок.
Наблюдение за сваркой тесно связано с процессом сварки
и, следовательно, с синхронизацией камеры [6].
Новые видеоролики, объясняющие карьеру сварщика, в удобных для понимания сегментах |
Домашняя страница / Новые видеоролики, объясняющие карьеру сварщика, в удобных для понимания сегментахАмериканское общество сварщиков представило серию «AWS ARCademy», призванную «оказать положительное влияние на подающих надежды сварщиков», не перегружая зрителей слишком рано. Будут добавлены новые дополнения, благодаря которым студенты и другие любители сварки смогут пройти «ускоренный курс» по основам сварки.
Основное внимание в серии видеороликов уделяется темам, связанным с процессами, с целью выделить продукты и решения AWS, предназначенные для продвижения карьеры сварщика.
Американское общество сварщиков (Майами, Флорида) запустило серию видеороликов «AWS ARCademy», которые предоставляют ресурсы для тех, кто хочет узнать больше о карьере сварщика. Сериал, организованный Джо Янгом (старший менеджер) и Стефани Хоффман (менеджер программы) в AWS Foundation, был запущен в январе. 27, и новые видео будут добавляться регулярно.
27, и новые видео будут добавляться регулярно.
«Наша главная цель для этих видео — помочь тем, кто хочет получить базовые знания о сварке, не перегружая их», — сказал Хоффман. «Слишком много видеоуроков многословны и охватывают слишком много тем в одном видео, и эти видео являются целевым обучением, за которым легко следить».
В эпоху дистанционного обучения AWS ARCademy разработан для тех, кто хочет учиться дома, или для тех, у кого нет времени или денег для выполнения полной программы сварки.Янг сказал, что новая серия видео окажет положительное влияние на начинающих сварщиков, которые хотят отточить свои навыки и расширить свои знания в области сварки.
«Независимо от вашей ситуации, в этой серии видеороликов будет представлен краткий курс по сварке», — добавил он. «Я действительно в восторге от сериала!»
Основное внимание в этой серии видео уделяется темам, связанным с процессами, и освещению продуктов и решений AWS, предназначенных для продвижения карьеры сварщика. Темы варьируются от того, как пользоваться стандартными инструментами мастерской и как понимать символы сварки, до пяти основных ошибок, которых следует избегать при сварке TIG, MIG и контактной сваркой.
Темы варьируются от того, как пользоваться стандартными инструментами мастерской и как понимать символы сварки, до пяти основных ошибок, которых следует избегать при сварке TIG, MIG и контактной сваркой.
программ карьеры для взрослых — Технологический центр Great Plains
Иногда, когда у вас есть цель, вы должны уделить ей все свое внимание. Если вы находитесь между работой, вам нужно повысить свои навыки или просто готовы к смене карьеры, вам стоит рассмотреть одну из наших программ полного рабочего дня для взрослых.
- Сотрудничайте в командах для создания уникальной 3D-анимации, компьютерной графики и видеоигр
- Производство короткометражных анимационных фильмов, спецэффектов и графики
- Работа с передовыми технологиями, такими как системы захвата движения, виртуальная реальность и 3D-печать.

КАРЬЕРА:
Готов к немедленному трудоустройству и повышению квалификации
1050 часов
Начинается каждый август; уточняйте у консультанта GPTC наличие мест.Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Техническое обслуживание и ремонт как внутри страны, так и за ее пределами вместе со специалистом ASE в автомобильном центре с полным спектром услуг
- Оптимизация работы и производительности автомобиля с помощью критического мышления
- Анализировать, диагностировать, ремонтировать и обслуживать базовые и современные автомобильные системы
Карьера:
Подготовлен для получения сертификата ASE для учащихся, немедленного трудоустройства, дальнейшего образования и сертификации ASE
1050 часов
Начинается каждый январь и август; уточняйте у консультанта GPTC наличие мест.Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Построить жилой дом от проекта до полного строительства и продать для сбора средств на стипендии
- Работы по всем аспектам жилищного и коммерческого строительства, включая смету, каркас, кровлю и внутреннюю отделку
- Интерпретация чертежей и спецификаций для строительства деревянных изделий и конструкций из необработанных пиломатериалов до чистового качества
Карьера:
Готов к немедленному трудоустройству, продвинутой сертификации, завершению ученичества и повышению квалификации
1050 часов
Начинается каждые шесть недель; уточняйте у консультанта GPTC наличие мест. Позвоните по телефону 580-250-5535, чтобы записаться на прием.
Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Оценка, оценка, ремонт и ремонт различных транспортных средств
- Использовать современные сварочные, шлифовальные, маскирующие, малярные и технические процессы
- Применяйте профессиональные методы изготовления металла, ремонта клея и творческой отделки.
Карьера:
Готов к немедленному трудоустройству, получению сертификата ASE и дальнейшего образования
1050 часов
Начинается каждый январь и август; уточняйте у консультанта GPTC наличие мест.Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Управление пожаротушением и электричеством для проектирования, демонтажа и строительства широкого ассортимента металлических изделий
- Развивать уверенность, трудовую этику, командное сотрудничество и выносливость, необходимые для карьеры в производстве
- Используйте широкий спектр сварочных процессов, чтобы получить важные отраслевые сертификаты
Карьера:
Готов к немедленному профессиональному трудоустройству и продолжению образования
1050 часов
Начинается каждый январь, май и август; уточняйте у консультанта GPTC наличие мест. Позвоните по телефону 580-250-5535, чтобы записаться на прием.
Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Укрепите свой разум и тело с помощью строгих умственных и физических тренировок, включая передовые методы самообороны
- Применять методы судебно-медицинской экспертизы для обработки мест преступления, пыли для получения отпечатков пальцев, вещественных доказательств и допроса подозреваемых
- Узнайте, как законы штата и федеральные законы работают для обеспечения безопасности наших сообществ
Карьера:
Подготовлен к трудоустройству, повышению квалификации в правоохранительных органах, службе в армии и повышению квалификации
1050 часов
Начинается каждый август; уточняйте у консультанта GPTC наличие мест.Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Координировать работу кулинарной группы, которая планирует меню, готовит и обслуживает все блюда с соблюдением этикета и безопасности в кафетерии и / или кейтеринге на общественных мероприятиях
- Готовьте вместе с профессионалами, готовя закуски, супы, салаты, основные блюда, десерты и т. Д. На всеобщее удовольствие.
- Выразите индивидуальный творческий подход и отличное обслуживание клиентов, используя развитые кулинарные навыки и координируя свои действия с другими членами кулинарной команды, чтобы помочь доставить уникальный обеденный опыт
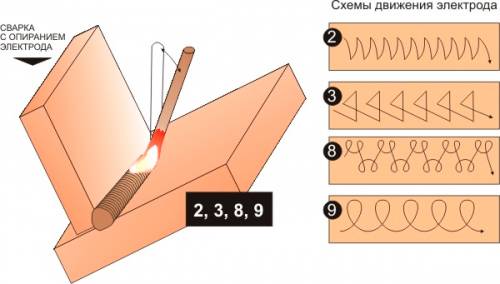 Д. На всеобщее удовольствие.
Д. На всеобщее удовольствие. Карьера:
Готов к немедленному трудоустройству и повышению квалификации
1050 часов
Сейчас принимаются заявки на август 2020 года; уточняйте у консультанта GPTC наличие мест.Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Работа в качестве ключевого члена команды кулинаров, которая разрабатывает, готовит и обслуживает блюда целиком с соблюдением этикета и безопасности в кафетерии и на общественных мероприятиях
- Готовьте вместе с профессионалами, готовя закуски, супы, салаты, основные блюда, десерты и т. Д. На всеобщее удовольствие.
- Выразите индивидуальный творческий подход и отличное обслуживание клиентов, используя развитые кулинарные навыки, чтобы помочь доставить уникальный ужин
Карьера:
Готов к немедленному трудоустройству и повышению квалификации
1050 часов
Сейчас принимаются заявки на август 2020 года; уточняйте у консультанта GPTC наличие мест. Позвоните по телефону 580-250-5535, чтобы записаться на прием.
Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Проведение кибер-расследований для защиты от криминальных и террористических угроз
- Использовать расширенные методы доступа к файлам, маневры восстановления и процессы восстановления данных
- Защита компьютеров и сетей с помощью конфигурации мощных программ безопасности программного обеспечения
Карьера:
Готов к дальнейшему образованию и немедленному трудоустройству
1050 часов
Начинается каждый август; уточняйте у консультанта GPTC наличие мест.Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Проектировать, провести и установить бытовую электропроводку для систем управления мощностью от «черновой» до «финишной»
- Используйте логическое мышление и математику для интерпретации чертежей, программного оборудования и макетов
- Обеспечивает электропитание широкого спектра систем и конструкций в соответствии с Национальным электротехническим кодексом .
Карьера:
Готов к немедленному трудоустройству, окончанию производственной практики, сертификации и дальнейшего образования
1050 часов
Начинается каждые шесть недель; уточняйте у консультанта GPTC наличие мест.Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Работа в офисной среде с использованием передового программного обеспечения и процессов, используемых бизнес-профессионалами
- Изучите различные типы предприятий, бухгалтерские приложения и стратегии рационального финансового управления
- Подготовьтесь к трудоустройству с организационными навыками, управлением деньгами и продолжите строительство
Карьера:
Готов к немедленному трудоустройству и повышению квалификации
1050 часов
Начинается каждый август; уточняйте у консультанта GPTC наличие мест.Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Испытайте удовлетворение от того, что вы будете первым реагировать, спасая жизни, борясь с пожарами и способствуя безопасному сообществу
- Эксплуатировать широкий спектр противопожарного и спасательного оборудования наряду с профессиональными пожарными и службами неотложной помощи.
- Спасайте жертв, уменьшайте разливы химикатов, управляйте лесными пожарами и используйте «Челюсти жизни» для извлечения жертв из ловушек

Карьера:
Готов к немедленному трудоустройству и повышению квалификации
705 часов
Начинается каждый январь и август; уточняйте у консультанта GPTC наличие мест.Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Съемка коммерческих фотографий и видеоклипов для печати и Интернета
- Выполнение профессиональных операций с копировальным аппаратом
Карьера:
Имеет профессиональный портфель для дальнейшего обучения или немедленного трудоустройства
1050 часов
Начинается каждые шесть недель; уточняйте у консультанта GPTC наличие мест. Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Поддерживать чистоту и безопасность на рабочем месте
- Многие выпускники работают в сфере гостеприимства, школах и медицинских учреждениях, ведении домашнего хозяйства и опекунства
Карьера:
Готовность к немедленному трудоустройству и / или переходному развитию персонала
1050 часов
Начинается ежемесячно; уточняйте у консультанта GPTC наличие мест. Позвоните по телефону 580-250-5535, чтобы записаться на прием.
Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Проектирование, настройка и обслуживание систем, на которых работает Интернет
- Сборка, модернизация и ремонт компьютеров и периферийных устройств
- Работайте индивидуально и в команде, используя ту же технологию, что и профессиональные инженеры
Карьера:
Готов к немедленному трудоустройству или поступлению в колледж в области компьютерных наук или информационных систем управления
1050 часов
Начинается каждый август; уточняйте у консультанта GPTC наличие мест.Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Построить прочные отношения с пациентами и клиентами, используя этические стандарты и профессионализм
- Развивайте свои компьютерные навыки до более высоких стандартов с помощью программного обеспечения для медицины и здравоохранения.
- с использованием программных приложений и процессов, используемых бизнесом и медицинскими работниками
- Развивайте и используйте второй язык: медицинская терминология
Карьера: готов к дальнейшему образованию и немедленному трудоустройству
1050 часов
Начинается каждый август; уточняйте у консультанта GPTC наличие мест. Позвоните по телефону 580-250-5535, чтобы записаться на прием.
Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Настройка, установка и управление сетями передачи данных, серверами, межсетевыми экранами, удаленным доступом и беспроводными технологиями
- Работайте индивидуально и в команде, используя ту же технологию, что и профессиональные сетевые инженеры
- Работа в профессиональной службе поддержки и среде сетевого администрирования для удовлетворения потребностей клиентов в быстро меняющейся отрасли
Карьера: готов к дальнейшему образованию, аттестации и немедленному трудоустройству
1050 часов
Начинается каждый август; уточняйте у консультанта GPTC наличие мест.Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Используйте навыки эффективного общения и критического мышления для оказания качественной помощи пациентам
- Оказать пациентам физическую и психологическую помощь при лечении различных заболеваний
- Развитие клинических навыков и практического опыта в различных медицинских учреждениях
Карьера:
Подготовлен для получения лицензии LPN, немедленного трудоустройства и дальнейшего образования
1,463 часов
Традиционный курс начинается каждый июнь; Дневной курс FLEX начинается каждый август и февраль; Пожалуйста, уточните у консультанта GPTC наличие мест и требования к заявке.
- Проектирование, изготовление, монтаж и обслуживание систем отопления, вентиляции, кондиционирования и охлаждения
- Горелки, паяльные и паяные трубы и фитинги для установки или ремонта компрессоров, конденсаторов, чиллеров и насосов в широком диапазоне систем отопления, вентиляции и кондиционирования воздуха и холодильных систем
- Проектирование, компоновка и изготовление воздуховодов из листового металла и широкого спектра экологических компонентов
Карьера:
Готов к дальнейшему образованию, ученичеству, аттестации и немедленному трудоустройству
1050 часов
Начинается каждые шесть недель; уточняйте у консультанта GPTC наличие мест.Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Испытайте все аспекты операционной, включая робототехнику и инвазивные операции
- Руки, близкое знакомство с анатомическими структурами тела
- Работайте бок о бок со специалистами, которые обучены спасать жизни, т. е. хирургами, анестезиологами и медсестрами
 е. хирургами, анестезиологами и медсестрами
е. хирургами, анестезиологами и медсестрами Карьера:
Подготовлен к сертификации по национальной хирургической технологии, немедленному трудоустройству и повышению квалификации
1,185 часов
Начинается каждый август; Пожалуйста, уточните у консультанта GPTC наличие мест и требования к заявке.Позвоните по телефону 580-250-5535, чтобы записаться на прием.
- Разрабатывать, производить и поставлять уникальные видео- и аудиопроекты для теле- и коммерческих передач
- Работайте индивидуально и в команде для создания динамичных фильмов, новостных пакетов, музыкальных клипов и рекламных роликов, которые превосходят ожидания клиентов
- Продемонстрируйте свои художественные таланты с помощью профессионального аудио / визуального оборудования и программного обеспечения для редактирования.
Карьера:
Готов к немедленному трудоустройству и повышению квалификации
1050 часов
Начинается каждый август; обратитесь к консультанту GPTC, чтобы узнать о наличии мест. Позвоните по телефону 580-250-5535, чтобы записаться на прием.
Позвоните по телефону 580-250-5535, чтобы записаться на прием.
Респираторная терапия
Радиологические технологии
Респираторная терапия и Радиологические технологии предлагаются совместно с Кэмеронским университетом.
Для Респираторная терапия информация, звоните или 580-581-2373 по электронной почте michaelh @ ca meron.edu
Для получения информации о Radiologic Technology свяжитесь с Кэрри Бакстер по телефону 580-250-5577 или напишите по электронной почте cbaxter @ cameron.edu
Бригада женских сварщиков
Сегодняшний конкурс представил довольно нетрадиционный коллектив сварщиков. Команда из Регионального технического центра Невады — это женская группа, состоящая из двух юниоров и старшей.
Чтобы участвовать в соревнованиях, их должен был выбрать инструктор. Но их путь к сегодняшним соревнованиям начался задолго до этого. А для Дезире Бьюзи это восходит к поиску способа наладить контакт со своим отцом.
А для Дезире Бьюзи это восходит к поиску способа наладить контакт со своим отцом.
«Мой отец был сварщиком, и когда он возвращался домой с дороги, я просто сваривал с ним и практиковался, и с тех пор мне это просто нравилось», — говорит Дезире Бьюзи, младший сотрудник регионального технического центра Невады.
И Дезире — не единственный член женской команды, имеющий семейные связи с ремеслом.
«Мой отец занимается трубоукладкой, и он учил меня с тех пор, как мне было около 13 лет, так что я просто взялся за дело, и мне это очень нравится», — говорит Рейган Джонсон, младший сотрудник Регионального технического центра Невады.
Но сварка — это не совсем то, чему традиционно учат старшеклассницы.
«Сначала я отнеслась к этому скептически, потому что, очевидно, было больше парней, чем девушек», — говорит Шарлин Петтибон, старший специалист регионального технического центра Невады.
Старшая Шарлин Петтибон говорит, что, войдя в магазин, она быстро полюбила работать с металлом. И она говорит, что хотя ребятам потребовалось время, чтобы привыкнуть к ним, в магазине стало очень гостеприимно.
И она говорит, что хотя ребятам потребовалось время, чтобы привыкнуть к ним, в магазине стало очень гостеприимно.
«Я так понимаю, все были студентами. Это не мужчины и женщины, мы все студенты, мы все здесь, чтобы работать и выполнять одну и ту же работу », — говорит Петтибон.
Шарлин, возможно, там что-то понимает. Фактически, их инструктор Кент Прюитт говорит, что в некоторых случаях из девочек получаются лучшие сварщики.
«Женщины обычно лучше слушают, более сознательно относятся к своей работе и уделяют больше внимания, и в целом они просто немного лучше справляются с работой, лучше координация глаз и рук, поэтому они делают работу немного лучше, чем парни», — говорит Кент Прюитт.
Девушки признают, что соревнования во вторник вызвали небольшую нервозность, но…
«Вы должны показать им, что вы такие же, вы равны им, так что вы просто должны показать это, не связывайтесь со мной, и я не буду связываться с вами, вы бросаете тень, я» отбросит тень », — говорит Рейган Джонсон.