Технология сварки арматуры ванным способом
Все строительные процессы имеют государственные стандарты, которые определяют, как их надо проводить. В стандартах четко обозначено, какие материалы должны использоваться, какие технологии и последовательность проводимых операций. Сварка арматуры – не исключение.
Как соединяются два прута арматуры сваркой ванным способом
Для данного строительного процесса был разработан ГОСТ под названием «Соединения сварные арматуры и закладных изделий железобетонных конструкций». Стандарт введен в исполнении 1.07.92 г. под номером 14098-91. В нем есть две таблицы, определяющие требования ванной сварки арматуры, тема которой лежит в статье.
- В таблице под номером «1» обозначены виды сварки арматуры: стыковое, крестообразное, тавровое и нахлесточное. В стыковую категорию входит сварка при помощи ванночки или по-другому: инверторная форма. То есть, таким способом можно варить арматурные стержни, установленные стык в стык.

- В таблице №30, которая называется «Термины и Пояснения», дано понятие арматурной сварки ванным способом. В таблице написано, что ванная сварка – это процесс, при котором расплавление стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла.

Обратите внимание на слово – в основном – которое говорит о том, что не только расплавленный металл расплавляет арматурные стержни. Поэтому разберемся в технологии сварки арматуры ванным способом досконально.
Окончательный результат сварки ванным способом
Требования к технологии соединения ванным методом
Начнем с того, что сварка арматуры ванным способом – процесс, в котором кроме электродов и сварочного аппарата используется специальное приспособление сечением U-образной формы, изготовленное из низколегированной стали методом штамповки. Это первое.
Второе – размеры ванночки определяются диаметрами стыкуемой арматуры. Единственная стандартная величина – толщина используемой для изготовления ванночки стали, равная 6-8 мм. Сразу оговоримся, что приспособление является одноразовым. При окончании сварки оно остается на месте проведения стыковки арматуры, как неотъемлемая часть соединения. Таким образом ванночка дополнительно усиливает стык.
Сразу оговоримся, что приспособление является одноразовым. При окончании сварки оно остается на месте проведения стыковки арматуры, как неотъемлемая часть соединения. Таким образом ванночка дополнительно усиливает стык.
Стальные инверторные формы
Надо добавить, что кроме стальных инверторных форм при сварке двух арматурных прутьев используют медные или графитовые. Оба варианта являются многоразовыми, то есть после окончания работ ванночки снимаются, очищаются, их снова можно использовать на другом стыке. Это большой плюс, но есть у этих форм большой минус – высокая цена. Поэтому чаще всего строители используют стальные формы.
Третье требование – стыковка двух концов арматуры производится по одной оси с допуском в пределах половины диаметра прутьев. Зазор между торцами – не больше 1,5 диаметра арматуры. При этом ванная сварка арматуры может быть использована и при горизонтально расположенном стыке, и при вертикально расположенном.
Внимание! В последнем случае к ванночке добавляется стальной ограничитель, который приваривается к форме снизу.
Четвертое – соединять таким методом можно прутки диаметром 20-100 мм, если применяется ручная сварка.
Пятое требование касается способов сварки. Здесь три позиции:
- ручная,
- автоматическая (используется специальное сварочное оборудование с автоматической подачей электрода и движением держателя электрода),
- полуавтоматическая (движение держателя ручное, подача электрода автоматическая).
Технология ванной сварки
Как и все процессы, технология ванной сварки делится на два этапа: подготовка и сама сварка.
Подготовительный процесс
Сюда входит две операции:
- Очистка концов арматурных стержней металлической щеткой до блеска. Основная задача – удалить участки ржавчины, грязи, краски и прочих материалов, препятствующих получить высокое конечное качество. Размер очистки – 30 мм (минимум) на каждом конце.
- Приварить к нижним плоскостям стыкуемых стержней точечной приваркой инверторную форму. Она будет создавать емкость, в которой будет собираться расплавленная сталь.
 Она будет создавать емкость, в которой будет собираться расплавленная сталь.
Она будет создавать емкость, в которой будет собираться расплавленная сталь.Основной этап
Сразу надо оговориться, что основной металл, который будет заполнять собой ванночку – сталь арматуры. Поэтому электрод подводят к торцу одного из стержней и начинают его расплавлять, двигая расходником по всей площади торца: круговыми движениями или из стороны в сторону. Затем работа переходит на противоположный торец соединяемой арматуры. И так поочередно до полного заполнения ванночки расплавленным металлом.
Внимание! Все движения должны быть легкими, потому что расплавка производится при высоких токах. К примеру, если используются электроды диаметром 7-8 мм, то к ним подается ток силой 400-450 ампер.
Видео:
Сварка арматуры продолжается до тех пор, пока расплавленная сталь не закроет собой соединяемые стержни.
Даже самая небольшая по объему ванночка не заполниться металлом, если используется для расплавки один электрод. Как минимум, будет израсходовано 4-5 расходников. Поэтому сварщик, который выполняет данный вид сварки, должен обладать опытом и навыками, где основной – скорость замены электродов. На это выделяется не более 5 секунд. После этого временного периода сталь просто начнет застывать. И все проделанные манипуляции – ноль. Неравномерно остывающий металл – снижение качества соединения.
Сварка гребенкой и несколькими электродами
Этот способ называется многоэлектродной сваркой, где используется специальный держак, называемый гребенкой. В него вставляется сразу несколько электродов (3-5 шт. ). Принцип расплавления арматуры здесь точно такой же, как и в случае с одним расходником. Но есть и свои особенности.
). Принцип расплавления арматуры здесь точно такой же, как и в случае с одним расходником. Но есть и свои особенности.
- Зажигают дугу электродов не об арматуру, а об металлическую ванночку, чаще о ее днище. Просто об один торец одновременно сразу несколько электродов не разжечь.
- Для упрочнения стыка электроды периодически опускают в расплавленный металл, чтобы прогреть его.
- Можно зазор между прутками арматуры не оставлять, прижимая их плотно друг к другу.
- При вертикальном расположении арматуры не стоит сильно отклонять электроды от перпендикулярности к оси соединения.
Этот способ при соединения арматуры внутри бетонных конструкций используется редко. Он непростой, не все сварщики им владеют. Лучше для этого использовать разъемные формы из меди или графита, что увеличивает себестоимость процесса.
Одно- и многоэлектродная сварка ванным способом
Режим сварки
Ванная технология соединения арматуры чаще всего используется для стыковки прутьев большого диаметра. Поэтому режим сваривания – один из важных критериев добиться высокого качества стыка. В состав режима входят: диаметр электрода, сила тока, и все это зависит от диаметра свариваемых арматурных стержней. Зависимость здесь такая:
Поэтому режим сваривания – один из важных критериев добиться высокого качества стыка. В состав режима входят: диаметр электрода, сила тока, и все это зависит от диаметра свариваемых арматурных стержней. Зависимость здесь такая:
| Диаметр арматуры, мм | Диаметр электрода, мм | Сила тока, А |
| 20-25 | 5 | 230-260 |
| 36, 45 | 6 | 300-330 |
| 60 | 7 | 420 |
| 70 | 8 | 500 |
Так как сварка этого типа связана с использованием токов большой величины, то важная составляющая проводимого процесса – техника безопасности. Важно перед началом соединения арматуры с помощью ванной сварки удостовериться, что используемое оборудование, инструменты и приспособления находятся в технически исправном состоянии. Большое внимание надо уделить заземлению, спецодежде и сварочной маске. Обязательно места проведения сварки оборудуются первичными средствами пожаротушения.
Преимущества и недостатки ванной сварки арматуры
К преимуществам можно отнести:
- рациональный расход исходных материалов;
- высокое качество соединения;
- отточенная технология, которая позволяет добиться высокого качества;
- разнообразие инверторных форм, что позволяет сделать выбор точно под размеры арматуры.
Отрицательные стороны технологии:
- более требовательная подготовка, занимающая много времени, особенно это касается точного выставления концов двух соединяемых арматурных прутьев;
- большой расход стальных ванночек;
- высокая цена медных форм.
Итак, ванный способ соединения арматурных стержней, если его правильно проводить, это высокое качество конечного результата. Шов получается прочным и надежным. Место стыка гибким, как у сплошной арматуры, что позволяет выдерживать нагрузки на изгиб.
ассортимент, цены в ООО «КЕРН»
Технология стыковой сварки арматуры на скобе-накладке (ванночке) из стали широко используется в монолитном строительстве и производстве железобетонных конструкций. С помощью скоб выполняется вертикальное и горизонтальное наращивание стержней по длине. В результате их применения соблюдается соосность изделий, повышается прочность соединения.
С помощью скоб выполняется вертикальное и горизонтальное наращивание стержней по длине. В результате их применения соблюдается соосность изделий, повышается прочность соединения.
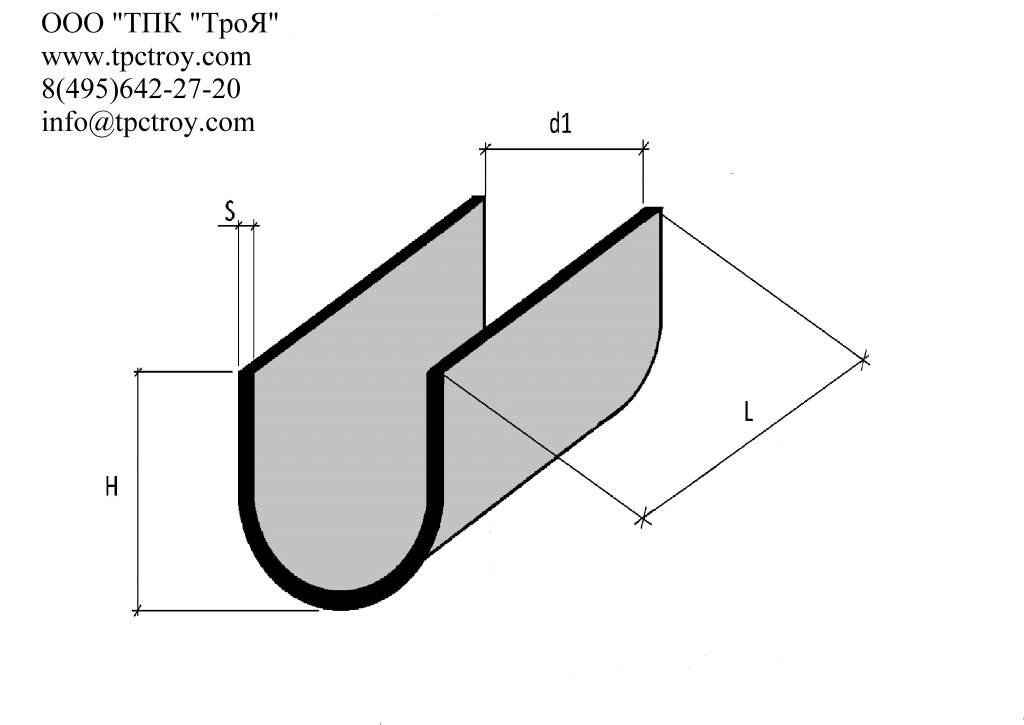
Таблица размеров скобы накладки для ванной сварки, в зависимости от диаметра арматуры:
| dH (номинальный диаметр арматуры), мм | d1 (внутренний диаметризделия), мм | L (длина), мм | H (высота), мм | s (толщина), мм |
| 16 | 19-20 | 55-85 | 25 | 6 |
| 18 | 21-22 | 60-90 | 28 | 6 |
| 20 | 23-24 | 65-100 | 30 | 6 |
| 22 | 25-26 | 75-105 | 32 | 6 |
| 25 | 28-29 | 80-120 | 36 | 6 |
| 28 | 31-32 | 90-130 | 41 | 8 |
| 32 | 35-36 | 105-145 | 46 | 8 |
| 36 | 40-41 | 115-160 | 51 | 8 |
| 40 | 44-45 | 130-180 | 56 | 8 |
ООО «КЕРН» изготавливает ванночки для сварки арматуры из низкоуглеродистой стали в соответствии с ГОСТ 14098-91:
- с внутренним диаметром, соответствующим номинальному диаметру стержня с учетом стандартного зазора;
- длиной 3-5 диаметра соединяемых стержней;
- толщиной 4-10 мм.

Зазор между стержнями и скобой-накладкой заполняется при сварке металлом, в результате чего конструкция воспринимает высокие нагрузки как единое целое. Такие каркасы монтируются для колонн, пролетов и других крупногабаритных железобетонных конструкций. Получаемые соединения рассчитаны на эксплуатацию при низких температурах, под воздействием деформации.
Ванночки для сварки арматуры изготавливаются из стального проката с соответствующим химическим составом и обладают хорошей свариваемостью.
Технология соединения арматуры ванночками для сварки
Сварка стыковых соединений на скобе производится с предварительным ее закреплением двумя прихватками, которые размещают на расстоянии половины номинального диаметра арматуры от краев. При этом торцы стыкуемых стержней находятся между прихватками. В процессе сварки вспомогательные дуговые элементы полностью переплавляются.
Для соединения механизированным или ручным свариванием используют электродную порошковую самозащитную или сплошную проволоку, которую многослойно наплавляют на торцы стержней. Особое внимание уделяется наплавке металла в угол, образуемый ванночкой для сварки и торцами арматуры. Методы сварки горизонтальных и вертикальных стыков схожи.
Особое внимание уделяется наплавке металла в угол, образуемый ванночкой для сварки и торцами арматуры. Методы сварки горизонтальных и вертикальных стыков схожи.
Стыковые швы с накладками располагают в соседних рядах со смещением на 1,3 длины арматуры. Такая работа требует высокой профессиональной квалификации. По ГОСТ 14098 перелом осей стержней относительно накладок на базе 250 мм не должен превышать 12 мм. На наплавленном металле не должно быть трещин, шлаковых включений. Не допускаются непровары, поверхностные поджоги основного металла.
характеристики и размеры по ГОСТ, нюансы технологии, цены
Как известно, наиболее прочный каркас получается при применении сварного способа соединения деталей. Для фиксации стержней арматуры встык используется так называемая ванная сварка.
Оглавление:
- Виды арматурных стержней
- Методы сварки, размеры и цены
- Нюансы проведения работ
Коротко о главном
Арматурный прокат представляет собой металлические прутья круглого сечения диаметром 4-80 мм. Из него формируется несущий каркас железобетонной конструкции, благодаря которому архитектурные элементы (фундамент, стены, перекрытия, колонны, дорожное полотно и т.д) выдерживают значительные нагрузки и служат не менее 20 лет.
Из него формируется несущий каркас железобетонной конструкции, благодаря которому архитектурные элементы (фундамент, стены, перекрытия, колонны, дорожное полотно и т.д) выдерживают значительные нагрузки и служат не менее 20 лет.
По физико-механическим свойствам выделяют два основных типа арматуры:
1. Монтажные стержни с гладкой поверхностью класса А1 или А240. Применяются для создания пространственной части каркаса.
2. Рабочие пруты с рифленым или периодическим профилем классов А2-А6 (А300-А600, А800, А1000). Используются в качестве несущих элементов «скелета».
Арматура выпускается нескольких разновидностей. В соответствии с общепринятой маркировкой для стандартных стержней указывается только класс или индекс текучести стали (А240, А300). Прокат из термически упрочненной стали обозначается литерой «Т» (А600Т). Стальные пруты, покрытые защитной антикоррозионной оболочкой (оцинкованные, окрашенные), маркируются буквой «К» (А300К).
В отдельную категорию выделяется арматура, к которой можно применять сварку. К основным обозначениям добавляется литера «С» (А400С, А500С). Но и здесь есть некоторые особенности. В соответствии с ГОСТ 14098-2014 (ГОСТ 14098-91) для стержней диаметром 4-40 мм используются следующие виды сварочных работ:
- электрошлаковая полуавтоматическая;
- электродуговая ручная обработка;
- контактная;
- ванно-шовная и ванная сварка;
Остановимся подробнее на последнем способе соединения прутов в единый каркас, так как именно она обеспечивает наиболее прочный и надежно защищенный от разрушающих факторов сварной шов.
Способы соединения
Сварка стержней арматурного проката производится 2 методами:
1. Сваривание встык. Для этого используются так называемые инвентарные формы или ванночки, а также специальные подкладки (при этом применяется порошковая проволока), флюс и т.п.
2. Обработка вручную электродуговым аппаратом при помощи накладок.
Ванночки для сварки арматуры – это стальные скобы-накладки U-образного вида, именуемые инвентарными формами. Изготавливаются в соответствии с ГОСТ 14098-91 «Соединения сварные арматуры и закладных изделий железобетонных конструкций». Длина варьируется от 5 до 20 см, толщина стенок стандартная – 6 и 8 мм, однако крупные заводы предлагают оптовым клиентам купить ванночки нестандартных размеров.
Такие параметры как глубина и ширина скоб зависят от диаметра используемой арматуры. Примеры габаритов изделий и их стоимость представлены в таблице ниже.
| Диаметр арматуры, мм | Показатели, мм | Цена, рубли | ||||
| Высота | Длина | Толщина стенок | Вес, кг | Внутренний диаметр | ||
| 16 | 25 | 75 | 6 | 0,21 | 19 | 25 |
| 18 | 27 | 80 | 6 | 0,24 | 21 | 28 |
| 20 | 30 | 95 | 6 | 0,32 | 23 | 40 |
| 22 | 33 | 100 | 6 | 0,36 | 25 | 43 |
| 25 | 37 | 115 | 6 | 0,48 | 28 | 45 |
| 28 | 42 | 130 | 8 | 0,81 | 31 | 63 |
| 32 | 42 | 150 | 8 | 0,96 | 35 | 75 |
| 36 | 52 | 160 | 8 | 1,23 | 40 | 105 |
| 40 | 56 | 180 | 8 | 1,50 | 44 | 115 |
Ванночки для сварки арматуры позволяют сформировать стержни любой длины. Наиболее долговечные и удобные в работе накладки изготавливают из меди любых марок методом литья либо штампования, но они используются только в том случае, когда производится так называемая вертикальная сварка. Для создания горизонтальных швов рациональнее выбрать стальные скобы. Сложные сплавы (латунь, бронза) для ванночек не применяются.
Наиболее долговечные и удобные в работе накладки изготавливают из меди любых марок методом литья либо штампования, но они используются только в том случае, когда производится так называемая вертикальная сварка. Для создания горизонтальных швов рациональнее выбрать стальные скобы. Сложные сплавы (латунь, бронза) для ванночек не применяются.
Инвентарные формы из стали считаются одноразовыми, то есть навсегда остаются на сварном соединении, существенно увеличивая запас прочности стыка. Медные же, как показывает практика, можно использовать как многоразовые, на 80-150 швов. Стоимость их на порядок выше, поэтому об экономии речь здесь не идет.
Ванночки для сварки вертикально расположенных стержней комплектуются ограничителями, которые не дают расплавленному металлу и шлаку стекать вниз.
Если требуется сварка арматуры разного диаметра, то для этих целей производители предлагают специальные переходные скобы-накладки, иначе именуемые вкладышами. Они обеспечивают правильную установку осей и центровку прутьев арматуры при соединении. Размер требуемых инвентарных форм рассчитывается по таблицам и формулам, приведенным в ГОСТ 14098-91.
Размер требуемых инвентарных форм рассчитывается по таблицам и формулам, приведенным в ГОСТ 14098-91.
Механизм проведения сварки
Инвентарные формы используются чаще всего при строительстве тяжелых сооружений, многоэтажных зданий, так как с их помощью можно получить единый несущий каркас по всему периметру конструкции (фундамента, колонн, монолитных стен или перекрытий и так далее) без потери жесткости и прочности.
Сварка производится при больших токах одно- или трехфазной дугой. При этом используется от 1 до 4 электродов, которые можно купить одновременно с инвентарными формами. Инженеры заводов, как правило, могут порекомендовать комплекты, наиболее оптимальные по соотношению «цена-качество». К примеру, при температуре ниже 0 рекомендуется проводить сварочные работы током, сила (А) которого должна быть больше установленного минимум на 10%.
Перед началом концы стержней следует очистить стальной щеткой от наслоений ржавчины, окалины и грязи. Пруты должны быть установлены соосно, зазор между соседними – не более 1,5 диаметра электрода.

Сварка горизонтально расположенной арматуры производится следующим образом: в области стыка приваривается стальная ванночка, в которой формируется некоторая масса расплавленного металла. Торцы арматурного проката плавятся под воздействием температуры внутри скобы и образуется единый шов. При вертикальной обработке дополнительно используется флюс или специальная порошковая проволока, излишки шлака удаляются.
Ванночки для сварки арматуры от завода Fire-Steel в Москве
ЧТО ТАКОЕ ВАННОЧКА ДЛЯ СВАРКИ АРМАТУРЫ?
Завод «Fire-Steel» успешно изготавливает и продает ванночки для сварки арматуры. При их производстве мы используем ГОСТ 14098-2014, а также изготавливаем по индивидуальным чертежам заказчика.
Ванночка для арматуры (техническое наименование скоба-накладка) – это вогнутая емкость, которая в поперечном сечении имеет форму подковы.
Ванночки для сварки используются для соединения стержневой арматуры и арматурной проволоки различного диаметра, начиная от 3 мм и более. При этом сохраняются и увеличиваются силовые показатели свойств самой арматуры.
ВАННАЯ СВАРКА: ОСОБЕННОСТИ
Сварка с применением ванночки является сложным технологическим процессом, позволяющим соединять арматурные изделия, имеющие один или разный диаметр в цельный элемент. Ванная сварка может применяться для соединения стержней арматуры, которые имеют достаточно большой диаметр (до 1м).
В отличие от дуговой шовной сварки сварка с применением ванночки значительно снижается потребление электродов, электроэнергии, гораздо ниже трудоемкость и, что самое главное – обеспечивается высокое качество сварного соединения.
Передача усилий конструкции осуществляется частично за счет сварного шва между соединяемыми арматурами и частично за счет ванночки. Такой метод сварки арматуры находит широкое применение в каркасно-щитовом строительстве, когда возводят:
- стандартные и нестандартные здания;
- производственные цеха;
- сельскохозяйственные объекты.

Применяется ванная сварка для соединения арматуры в железобетонных конструкциях с целью усиления бетона и препятствия деформации железобетонных плит сжимающими и растягивающими нагрузками. Чтобы не допустить простои и срывы сроков, необходимо, чтобы всегда в наличии были строительные материалы и оборудование. Учитывая большие объемы сварочных работ, нужно купить ванночки для сварки арматуры в достаточном количестве.
Применение современного оборудования, тщательный контроль качества и строгое соблюдение ГОСТа специалистами нашей компании обеспечивает получение готовых изделий, которые отличаются высокими показателями прочности и жесткости по всей длине.
Типы соединений арматуры ванной сваркой: C14-Мп, С15-Рс, С16-Мо, С24-Мо, С25-Мп, С26-Рс.
ВАННОЧКИ: МАТЕРИАЛ, ОСОБЕННОСТИ
Для получения удобных в работе и долговечных конструкций в качестве материала в «Fire-Steel» используют черный металл. Изготовление ванночек осуществляется методом литья или штамповки, используются они исключительно при вертикальной сварке.
Изготовление ванночек осуществляется методом литья или штамповки, используются они исключительно при вертикальной сварке.
Чтобы получить прочный горизонтальный арматурный шов, наиболее рациональным вариантом являются скобы, изготовленные из стали. Их особенностью является одноразовое использование: при сварке такая ванночка становится частью сварного соединения, что способствует увеличению прочности стыка.
Ванночки из черного металла подходят для многократного использования. Цена таких изделий вполне себя оправдывает эксплуатационными характеристиками. На ванночках для сварки стержней вертикальным способом имеются ограничители, исключающие стекание расплавленного металла и сплава вниз. Сварка арматурных изделий разного диаметра производится с применением специальных переходных скоб-накладок (вкладышей) для обеспечения правильной установки осей и центровки прутьев арматуры при соединении. Для расчета размера требуемых инвентарных форм используются таблицы и формулы, приведенные в ГОСТ 14098-2014.
КАК МЫ ИЗГОТАВЛИВАЕМ ВАННОЧКИ ДЛЯ СВАРКИ АРМАТУРЫ
— Резка листа на полосы нужной ширины
— Рубка полосы в размер
— Штамповка заготовки на прессе
ТАБЛИЦА ВАННОЧЕК ДЛЯ СВАРКИ ПО ГОСТ
ТАБЛИЦА ВАННОЧЕК ДЛЯ СВАРКИ С ИСПОЛЬЗОВАНИЕ ПОЛОСЫ
ПОКРАСКА ИЗДЕЛИЙ
Ванночки для сварки поставляются без покрытия
ДЛЯ ЗАКАЗА ВАННОЧЕК ДЛЯ СВАРКИ АРМАТУРЫ НЕОБХОДИМО ЗНАТЬ:
— Диаметр арматуры
— ГОСТ по которому необходимо изготовить
— Если необходимо изготовить ванночки для сварки по индивидуальному заказу, то нужны основные размеры изделия.
ВАННОЧКИ ДЛЯ СВАРКИ ОТ ПРОИЗВОДИТЕЛЯ
Завод «Fire-Steel» предлагает купить ванночки для сварки арматуры без лишних наценок по ценам от производителя в Москве и Московской области.
Мы гарантируем высокое качество продукции и быстрое выполнение заказа. Уточнить детали сотрудничества можно на сайте компании, по контактному телефону или электронной почте. Приглашаем к сотрудничеству!
Приглашаем к сотрудничеству!
Напишите нам
Ванная сварка арматуры – технология и требования ГОСТ для сварного шва
Ванная сварка арматуры – это наиболее надежный метод соединения отдельных участков металлоконструкций из легированной стали, обладающей высокой прочностью. На результат сварки влияет ряд факторов, один из которых – соосность соединяемых отрезков.
При проведении обычной сварки встык качество шва будет ненадежным, соединение поломается рядом со швом. Поэтому разработано решение более прочного соединения продольных и поперечных участков армирующей сетки – метод сварки в ванну. При существенных нагрузках во время эксплуатации, конструкция обладает достаточной жесткостью, а сварочный шов на соединении получается небольшим.
Способы соединения арматуры
Производство блоков жби для возведения бетонных домов, монолитное строительство и изготовление фундаментов – это основные места использования арматуры.
Обладая невысокой ценой при надежных характеристиках материала, метод ванной сварки удовлетворяет всем требованиям строительства и монтажа металлоконструкций. Ванную сварку используют также для соединения рельсов, валов и других деталей со сплошным профилем.
Ванную сварку используют также для соединения рельсов, валов и других деталей со сплошным профилем.
Согласно нормам ГОСТ – 14098 от 1991 года для изготовления фундаментов, плит перекрытий и балконов, а также других жби изделий, разрешено сваривание участков из металлических стержней для армирования и надежного сцепления бетонных конструкций. В современном строительстве применяют несколько видов неразъемного соединения армирующего слоя:
- с применением полуавтоматической электрошлаковой сварки;
- ванно-шовного способа соединения;
- ручной электродуговой сварки;
- контактной;
- ванного метода соединения.
С применением на стыке специальной ванночки, неразъемного соединение А500С и остальных марок и размеров, процесс выполнения и стыковки значительно облегчается.
Суть процесса
Метод ванной сварки наиболее часто применяется для соединения прутков с большим сечением 20 – 100 мм. Такой диапазон размеров более всего подходит для выполнения качественного шва.
При соединении ванночка обжимает полностью место контакта. При этом между соединяемыми деталями нужно оставить зазор 2 мм для затекания металла и заполнения всех пор.
При проведении работ по ванной сварке, согласно ГОСТ и требованиям СНиП, получается надежный стык с сохранением характеристик по всей длине собираемой конструкции.
Сдвиги заготовок ограничивает одетая на стык ванночка. Применяют резьбовые ванны, для соединения ответственных стыков, но этот способ требует нарезания резьбы на концах прутков.
Деталь для монтажа подбирается с учетом небольшого зазора между заготовкой и стенкой изделия. В него протекает металл электрода, образуя межатомное соединение основного металла со стержнем электрода.
Бортики на краях ванны не позволяют металлу вытекать, при этом шлак выдавливается наверх шва. Таким же способом происходит соединение вертикальных стержней при изготовлении колонн.
Достоинства и недостатки
Сварочный материал и расплавленный металл арматуры, не растекаясь, заполняет ванночку и образует надежный шов, способный выдержать значительные нагрузки. Материал самой детали служит добавочным усилением для шва.
К остальным преимуществам ванной сварки относятся:
- минимальные затраты, обусловленные рациональным расходованием наплавочного материала;
- технология выполнения всех операций обеспечивает высокое качество шва при аналогичных условиях с другими методами сварки;
- ванный метод неоднократно испытан и проверен, имеется много литературы и пособий по производству работ;
- для каждого размера прутка, найдется подходящая ванночка – это обусловлено широким ассортиментом продукции.
Есть в ванном методе и недостатки. Использование стальных ванн может быть только одноразовым из-за приваривания к основному металлу. Медные ванночки, хотя можно применять несколько раз, цена их довольно высока. Необходимо также проводить подготовительные работы, что забирает время.
Недостатки носят сугубо субъективный характер, поэтому ванный способ соединения наиболее распространен.
Алгоритм одноэлектродного метода
Для выполнения работ по закреплению различных изделий из арматуры А500С, самым лучшим способом будем ванная сварка при помощи медных накладок. Такая сварочная ванна выполняется без канавок для удержания металла, но внутренняя часть изготовлена с гладкой поверхностью, что позволяет легко пристыковывать арматуру.
Метод применяется при монтаже конструкций, находящихся под воздействием статических, вибрационных нагрузок. Сварочные аппараты могут использоваться с питанием от постоянного и переменного токов, главное, они должны быть достаточной мощности и производительности.
Ванную сварку начинают от одной из сторон, постепенно продвигаясь к центру. Электрод должен продвигаться медленно, совершая кольцевые движения или полумесяцем. Такой способ обеспечит равномерное заполнение полости ванночки и прогрева основного металла.
При плавлении, электрод опускают, обеспечивая образование наиболее короткой дуги. Металл поднимается к верхней кромке ванночки, полностью покрывая арматуру. После этого ванная сварка считается оконченной. Когда шов остынет, можно производить подгонку деталей.
При остановке ванной сварки надо обязательно отбить шлак и зажечь дугу на готовом крае шва. Это даст возможность надежно перекрыть место остановки и прерывания шва. Завершать шов следует посередине ванночки для предотвращения раковин и пустот. Такие места нужно очистить от шлака и проварить снова.
Формочки
Чтобы соединить две плети арматуры, применяют скобу-накладку, предназначенную специально для ванной сварки.
Медные ванночки или детали с содержанием этого металла считаются наиболее прочными накладками. Разборная накладка производится из разных марок меди с помощью литья, штампов и с помощью механических операций по обработке болванок.
Применять для изготовления ванн бронзу, латунь не рекомендуется. Для обеспечения сварки с малыми зазорами рекомендуется использовать неразборный способ производства медных желобков. Такие изделия можно применять для сварки более 100 стыков.
Для обеспечения сварки с малыми зазорами рекомендуется использовать неразборный способ производства медных желобков. Такие изделия можно применять для сварки более 100 стыков.
Многоэлектродный метод
Отличительной особенностью многоэлектродного метода ванной сварки является соединение нескольких электродов на специальную пластину, гребенку, которую вставляют в держатель.
Рукоятка держателя вынесена в сторону от корпуса и сварочной шины. Для ванной многоэлектродной сварки используются аппараты переменного тока.
Такая конструкция работает по принципу сварки одноэлектродным методом. Дугу зажигают с одной стороны, продвигаются ко второму краю. Следует помнить, что заканчивать шов лучше посередине накладки.
Расплавив конец арматуры, переходят ко второму концу. Движения электродов для наполнения шва точно так же производятся по кругу или полумесяцем, постепенно опускаясь при плавлении набора электродов.
Для усиления шва рекомендуется периодически опускать электроды в сварочную ванну.
 Метод позволяет выдавить шлак. Затем дуга снова зажигается и процесс электросварки продолжается. Такую операцию советуют провести более 5-ти раз.
Метод позволяет выдавить шлак. Затем дуга снова зажигается и процесс электросварки продолжается. Такую операцию советуют провести более 5-ти раз.При возникновении неудобного проведения сварочных работ и угла наклона держателя, зазор между стержнями не делают и соединяют их вплотную друг к другу.
При проведении ванной сварки в вертикальном положении, электроды ведутся без сильного наклона, пластина не отклоняется от перпендикулярного положения.
Для такого способа применение стальных неразборных ванночек достаточно редкое явление. Они применяются при невозможности установки специализированных накладок. Наиболее часто используются металлические разборные или выштампованные накладки.
Необходимо обратить внимание на несколько основных моментов. В случае грамотного, аккуратного и качественного проведения сварочных работ с применением соединения арматуры ванным способом, получается прочный, надежный сварочный шов.
Он позволяет пользоваться металлоконструкциями и бетонными узлами долгое время. Это обусловлено сохранением гибкости и прочности арматуры в месте сборки. Главное, чтобы работы по ванной сварке производились высококвалифицированными специалистами при соблюдении технологии проведения сварки.
Ванная сварка — принцип и назначение технологии
Рассмотрим, что представляет ванная сварка, какое оборудование нужно для ее проведения, преимущества и недостатки технологии, а также области ее применения.
Соединение металлических деталей с помощью сварки является наиболее надежным. Ее применяют во многих областях промышленности и в быту.
Наибольший интерес представляет часто применяемая ручная ванная сварка. Рассмотрим, что она собой представляет и какое оборудование нужно для ее проведения, преимущества и недостатки этой технологии, а также области ее применения.
Технология сварки ванным способом
В основном проводится ванная сварка арматуры. Свое название она получила благодаря использованию в технологии расплавленного металлического сплава, находящегося в ограниченной концами соединяемых деталей и накладкой в виде скобы области. Это напоминает ванну, наполненную водой. Жидкий металл состоит из расплавов электрода и соединяемых концов изделий. Накладки в виде скоб используются для того, чтобы расплав не мог растекаться во время проведения сварки. Дополнительно с торцов скобы устанавливаются ограничители, обеспечивающие защиту от растекания шлаковой фракции по поверхности стержня. Скобы–накладки и ограничители производятся из низкоуглеродистых сталей. После выполнения работ они остаются в области шва. Применяют также съемные ванночки для сварки арматуры, выполненные из медных сплавов (кроме латуни и бронзы), а также керамические и графитовые. Они являются формами многоразового использования.
Свое название она получила благодаря использованию в технологии расплавленного металлического сплава, находящегося в ограниченной концами соединяемых деталей и накладкой в виде скобы области. Это напоминает ванну, наполненную водой. Жидкий металл состоит из расплавов электрода и соединяемых концов изделий. Накладки в виде скоб используются для того, чтобы расплав не мог растекаться во время проведения сварки. Дополнительно с торцов скобы устанавливаются ограничители, обеспечивающие защиту от растекания шлаковой фракции по поверхности стержня. Скобы–накладки и ограничители производятся из низкоуглеродистых сталей. После выполнения работ они остаются в области шва. Применяют также съемные ванночки для сварки арматуры, выполненные из медных сплавов (кроме латуни и бронзы), а также керамические и графитовые. Они являются формами многоразового использования.
Выполняется сварка с помощью одного электрода или несколькими соединенными пластиной электродами (гребенкой) или электродным держателем
Ванночка для сварки арматуры
Технология позволяет стыковать горизонтально, наклонно и вертикально расположенные стержни.
При горизонтальном расположении изделий для создания ванны стальную скобу приваривают к области соединяемых арматурных стержней в месте их стыка.
Расстояние между свариваемыми торцами изделий должен составлять 1,5-2 диаметра используемых электродов с покрытием.
При соединении вертикально расположенных стержней применяют штампованную стальную форму, которую приваривают к торцу изделия, расположенного снизу. Затем производят расплавление его сечения с помощью дуги. После этого торец верхнего стержневого элемента прихватывают к расплавленому нижнему сечению и продолжают дальнейшее расплавление соединяемых частей. Происходит постепенное заполнение формы образующимся общим расплавом.
Для того, чтобы освободиться от шлака, делают отверстие в форме с помощью прожигания стенки. После проведения сварки его заваривают.
Особенности выполнения сварки
Чтобы Вы могли понять, как правильно выполняется сварка ванным способом, нужно узнать тонкости процесса.

Особенностью выполнения такой сварки является непрерывность процесса. При этом образующиеся после расплавления металла пузыри, состоящие из инертного газа, и шлаки собираются на поверхности металла. Это значительно улучшает качество стыкового соединения.
Расплавить кромочные части соединяемых деталей возможно только при достижении температуры плавления. Для металлов она имеет очень высокий показатель и получается с помощью плазменной дуги. Сварочная работа должна проходить так:
- Сначала нужно провести возбуждение дуги, которое возникает при контакте рабочего электрода с металлом. Другой электрод сварочного агрегата предварительно крепится к металлу. При соприкосновении с поверхностью рабочий электрод замыкает цепь, создавая ток в сотни ампер и возбуждая тем самым сварочную дугу.
- Затем выполняется сама сварка. Рабочим электродом с возбужденной дугой медленно водят над поверхностью кромок деталей, расплавляя их путем разогрева до температур в тысячи градусов. Сам конец рабочего электрода также подвергается расплавлению.
- Полученный расплав создает «сварочную ванну» в замкнутом пространстве. В результате химических процессов между компонентами расплава (торцевых частей и электрода) происходит образование нового сплава. Шлаковые отложения на поверхности и газовые выделения являются благоприятным фактором, т. к. они защищают расплав от соприкосновения с атмосферой до момента его окончательного застывания.
- При отвердевании нового сплава образуется прочное соединение деталей. На поверхности «правильного шва» соединения должна образоваться ровная корка из шлаковых компонентов.
- Иногда сварщики, пока металл не отвердел окончательно, обстукивают шов, чтобы снять появившееся в металле при сварке напряжение.
- Для получения качественного шва электрод при расплавлении не должен неподвижно располагаться в одном месте. Чтобы создать равномерный расплав, его необходимо двигать, прихватывая нерасплавленные части кромки и одновременно двигаясь поступательно по направлению шва.
 Сам конец рабочего электрода также подвергается расплавлению.
Сам конец рабочего электрода также подвергается расплавлению.
Применяемое оборудование
Сварка арматуры ванным способом особого оборудования не требует. Она может проводиться при наличии:
- Сварочного аппарата, служащего для понижения напряжения 220 вольт и создающего постоянный ток большой силы. В отличие от обычного трансформатора, он называется сварочным инвертором и имеет много дополнительных функциональных режимов. Сейчас выпускаются аппараты небольших размеров, которые можно использовать дома. Они отличаются высокочастотным напряжением в сотни КГц, преобразующим ток в постоянный.
- Скобы-накладки (ванночки), которые подбираются в зависимости от вида шва и характера свариваемых изделий. Для горизонтальных соединений, например, используются скобы типов С14-Мn, С15-Рс, С16-Мо.
- Для обеспечения защиты расплава в сварной ванне иногда требуется дополнительно создавать среду из инертного газа, т. к. этого требуют характеристики соединяемых материалов. Для этого используют небольшие баллоны с инертным газом, которые есть в продаже.
- Плавящиеся электроды с покрытием из стальных, алюминиевых, медных и других сплавов. Для рядовых работ подойдут стержни марок МР-3 и АНО диаметром 2-4 мм, которые всегда есть в продаже. Для конструкций ответственного назначения используют стержни УОНИ.
- Защитная маска (маска сварщика). Удобнее для работы маска, которую закрепляют на голове. Также нужна специальная одежда и перчатки, защищающие от ультрафиолетовых лучей и брызг расплавленного металла.

Для чего используют этот метод
Ванный способ сварки применяется для соединения:
- металлических арматурных стержней, особенно большого диаметра от 20 до 100 мм;
- стыков толстостенных стальных фланцев, изготовленных из полос;
- стыков многорядных арматурных конструкций в железобетонных сооружениях.
Ванным способом проводят соединения конструкций большинства крупных железобетонных объектов, имеющих сложный каркас.
Преимущества и недостатки
Широкое использование ванной сварки объясняется ее преимуществами:
- технология не требует специального оборудования;
- она удобна, потому что может быть выполнена в любом расположении стыков;
- с помощью ванной сварки достигается единый прочный каркас конструкции без снижения ее жесткости;
- является экономичным видом сварки;
- может применяться для бытовых нужд.

К недостаткам ванно-шовной сварки можно отнести требование соблюдать непрерывность процесса, чтобы поддерживать жидкое состояние металла во время работы. Поэтому замену электродов во время процесса не рекомендуют. В случае необходимости такой замены выполнять это нужно очень быстро.
Несоблюдение температурного режима очень влияет на качестве шва. При слишком быстром охлаждении расплава может образоваться много шлака.
Также не нужно допускать слишком быстрого расплавления металла, поэтому дугу на электроде нужно периодически гасить.
Области использования
Применение ванной сварки распространяется на все сферы строительства и машиностроения. Поэтому предприятия, деятельность которых связана с этими отраслями, часто занимаются сварочными работами. С помощью этой технологии производят сварку элементов конструкций не только в строительстве, но и в сельском хозяйстве, автомобильной промышленности, газовой и нефтяной отрасли.

Также ванная сварка широко используется при строительстве дачных домов и приусадебных построек, квартирном ремонте во время перепланировки и других бытовых работах.
Изучив тонкости ванной сварки, Вы можете попробовать выполнить ее самостоятельно. А если у Вас есть опыт таких работ, вы можете поделиться им в комментариях к этой статье.
ВСЕ О ПОДХОДЕ!Система прецизионных фитингов FIT RITE для труб значительно повышает скорость и точность монтажа труб. Запатентованная конструкция обеспечивает идеальную «посадку на трубу» за 15–20% традиционно требуемых человеко-часов. Исключительная скорость
Точность
Рентабельность
Доступны все размеры, графики и классы
Минимальный набор инструментов
| Прецизионные трубные фитинги …Система прецизионных фитингов FIT RITE обеспечивает новый уровень скорости, качества и безопасности при производстве труб. ПРЕИМУЩЕСТВА • Человеко-часы, сэкономленные в процессе «подгонки», быстро обеспечат отличных Возврат инвестиций • Идеальное выравнивание фланца и ориентация отверстия под болт за секунды • Посадки всегда идеально выровнены, ровные, квадратные и вертикальные. • Не требуется помощник или помощь для создания идеального образа • Минимизирует потребность в традиционных инструментах для настройки • Может использоваться в магазине или на поле Система труб FIT RITE используется для производства труб из углеродистой, нержавеющей и высоколегированной стали в промышленности, торговле и судоходстве. |



 Эта система идеально подходит для сварки труб, фитингов и фланцев: трубопроводов для масла, нефти и газа, на электростанциях,
коммерческие строительные площадки для HVAC, противопожарной защиты, санитарных и технологических трубопроводов, химических, гидравлических, пневматических, криогенных, высокотемпературных трубопроводов или трубопроводов высокого давления, а также для строительства насосных и технологических узлов.
Эта система идеально подходит для сварки труб, фитингов и фланцев: трубопроводов для масла, нефти и газа, на электростанциях,
коммерческие строительные площадки для HVAC, противопожарной защиты, санитарных и технологических трубопроводов, химических, гидравлических, пневматических, криогенных, высокотемпературных трубопроводов или трубопроводов высокого давления, а также для строительства насосных и технологических узлов.Посмотреть наш каталог специальной арматуры для водного хозяйства
Приложения
Специальные трубные фитинги служат для различных целей, включая отвод, объединение или регулирование потока через трубу, обеспечивая при этом герметичные соединения.Фитинги используются практически во всех сферах применения или на стройплощадках. Сервисные соединения, такие как Inserta Tee®, устраняют необходимость в дополнительных земляных работах вокруг трубы. Они обеспечивают быстрый и эффективный способ сделать водонепроницаемое соединение трубы с любой трубой или конструкцией. Фитинги из ПВХ Nyloplast также обеспечивают водонепроницаемые соединения, которые соответствуют требованиям как для ливневой, так и для бытовой канализации. Они легкие, простые в установке и совместимы практически с любым типом труб и диаметром до 30 дюймов.Трубные сетки и выпускные ограждения предотвращают засорение труб почвой и другим мусором.
Фитинги из ПВХ Nyloplast также обеспечивают водонепроницаемые соединения, которые соответствуют требованиям как для ливневой, так и для бытовой канализации. Они легкие, простые в установке и совместимы практически с любым типом труб и диаметром до 30 дюймов.Трубные сетки и выпускные ограждения предотвращают засорение труб почвой и другим мусором.
Преимущества
Наши фитинги отличаются высокой прочностью, пригодностью для испытаний на воздухе, водонепроницаемостью без клея, эпоксидной смолы, затирки или неудобных прокладок. В любом случае клиенты могут рассчитывать на то, что наша фурнитура будет легкой и простой в установке без необходимости в специальном оборудовании.
Тройник вставной
Inserta Tee® — это высокопроизводительное, простое в установке сервисное соединение, состоящее из ступицы из ПВХ, резиновой втулки и ленты из нержавеющей стали.Inserta Tee может похвастаться самой широкой линейкой боковых соединений в мире, обеспечивая беспрецедентную производительность для всех монолитных стеновых, профильных, закрытых профилей и гофрированных труб, производимых сегодня.
Фитинги ПВХ Нилопласт
Nyloplast предлагает фитинги из ПВХ для большинства подземных трубопроводных систем, доступных в настоящее время на рынке Северной Америки. Обладая 100-летним сроком службы, соответствующим стандартам ASTM D3212, Nyloplast представляет собой идеальное решение практически для любого жилого, коммерческого, ливневого и канализационного применения.
Экраны на входе и выходе
ADS предлагает различные экраны для труб, которые устраняют необходимость в дорогостоящих трудозатратах, вызванных заилением и обломками в дренажных системах. Наша линейка простых в установке сеток для впускных и выпускных труб включает в себя носок ADS, Drain Guard® и сетку для трубы аэрации зерна.
Защитные ограждения
Избегайте орошения и дорогостоящих засоренных дренажных систем с высокопроизводительной линейкой выпускных ограждений ADS, металлических ограждений от крыс, металлических откидных ворот, затворов и металлических и пластиковых ограждений для животных.
Соединители для труб
Соединитель MAR MAC DP Coupler разработан для перехода и соединения труб разнородных типов при сохранении эффективного дренажного потока. Эти переходные муфты проектируются по индивидуальному заказу и легко доступны для получения экономичного и долговечного уплотнения.
Метр Ямы
Прочные и простые в установке приямки для счетчиков газа и воды от Advanced Drainage Systems обеспечивают производительность, необходимую для всех типов почв, делая считывание показаний счетчика более быстрым и эффективным.
Отстойники и крышки
Отстойники и крышки из полиэтилена высокой плотностиADS обеспечивают душевное спокойствие домовладельцев благодаря конструкции, непроницаемой для воды, запаха и радона. Для установщиков колодцы для отстойников ADS прочные и долговечные, но при этом легкие, что упрощает установку.
Дистрибьютор промышленной трубопроводной арматуры | Промышленные фитинги и принадлежности для труб из ХПВХ и оцинкованной стали
Меню- Компания
- О компании
о нас
- Связаться с нами
- Управленческая команда
- Миссия / Видение
- История
- Подразделения
- Новости
- Комитеты
- Найди шляпу!
- Филиалы
- HazMat
- Решения
- Склад
- Логистика
Логистика
- Услуги
Соответствие требованиям Счета за воздуховод
- Коносамент
- Caricom
- О компании
- Формы
Формы
- Кредитная заявка
- Получить предложение
- Промышленное
промышленное
- Винокуренные заводы
- Механические и HVAC
- Энергетика
- Технологические установки
- Рафин eries
- Возобновляемый
- Терминал хранения
- Строительство
Строительство
- Проекты гражданских / общественных работ
- Коммерческие проекты
- Жилые
- Гидротехнические сооружения
гидротехнические сооружения
- Водораспределение
- Очистка сточных вод
- Промышленное
сеть и телекоммуникации
- Центр обработки данных / поставщик услуг
- Внутренний завод
- Внешний завод
- Промышленное
промышленное
- Промышленное
- Список производителей
- Линейная карта
- Крепеж, абразивы и ТОиР
- Фитинги
- Фланцы
- Прокладки
- Трубы и трубки
- Принадлежности для трубопроводов
- Конструкционная сталь
- Клапаны
строительство
- Строительство
- Список производителей
- Линейная карта
- Бытовая техника
- Бетонные аксессуары
- Двери и окна
- Электрические материалы и освещение
- Замки и Оборудование
- Столярные изделия, плитка, отделка и полы
- Сантехнические материалы и приспособления
- Фанера, арматура, гвозди и крепежные детали
- Конструкционная и неконструкционная сталь
- Инструменты и крепежные детали
- Инструменты и безопасность
- Wallboa rd & Framing
- Промышленное
- Гидротехнические сооружения
гидротехнические сооружения
- Гидротехнические сооружения
- Линейная карта
- Принадлежности
- Фитинги
- Сервисная линия
- Клапаны
Network and Telecom
- Network and Telecom
- Список производителей
- Line Card
- Кабель
- Сети
- Телекоммуникации
- Услуги
- Extreme Networks
- Восточно-Карибский регион
Восточно-Карибский
- Ангилья
- Антигуа / Барбуда
- Барбадос
- Белиз
- Бонайре
- Британские Виргинские острова
- Доминика
- Гренада
Гвина
- Монтсеррат
- Сент-Китс и Невис
- Сент-Люсия
- Sint Maarten, St. Эстатиус и Саба
- Сент-Винсент и Гренадины
- Суринам
- Теркс и Кайкос
- Sint Maarten, St.
- Восточно-Карибский регион
 Эстатиус и Саба
Эстатиус и СабаЗападный Карибский бассейн

 Футов, но он не опрокидывается. тележка, как баллон 125CF.
Футов, но он не опрокидывается. тележка, как баллон 125CF.