Вальцовка металла | Компания Невские Ресурсы
ГлавнаяУслугимы делаем
Профессиональная вальцовка металла — еще одна задача, которую с успехом решают специалисты компании «Невские Ресурсы». Собственное производство на основе оборудованной современной технической базы позволяет нам поддерживать гибкую, демократичную ценовую политику и гарантировать безупречное качество вальцевания металлов в любые формы. Мы используем в работе современные станки и последние мировые технологии обработки высокопрочных материалов. Если возникают трудности в понимании самого процесса, предлагаем вам ознакомиться более визуально на сам процесс вальцовки металла.
Вальцовка или вальцевание – это процесс изменения формы, размера, диаметра металлической заготовки с помощью специального металлопрокатного оборудования.
Способы пластической деформации стальных деталей и придание им нужной конфигурации (конусной, цилиндрической, квадратной, овальной) используются людьми со времен старинного кузнечного дела.
Технологии нового тысячелетия стали более совершенны. Методы вальцовки металла упрощены и автоматизированы. Созданы мощные высокопроизводительные гидравлические станки с электроприводом, удобные инструменты, конструкции с ручным управлением, позволяющие легко работать в различных масштабах, с любым сырьем. Наш мини завод позволяет решить задачи простым техническим путем! Вся обработка от резки развертки до получения конуса или обечайки в одном месте — в компании «Невские Ресурсы»!
Выгодные условия компании «Невские Ресурсы»:
- Стоимость вальцовки листов металла – 100 р.
 за шт., труб – 50 р. за штуку;
за шт., труб – 50 р. за штуку; - Возможно выполнение заказа всего за 1 рабочий день;
- Вы получаете предварительные расчеты, бесплатные консультации;
- Прием заказов на штучные изделия и большие партии;
- Предоставляем все современные виды вальцевания;
- Для вас разработают индивидуальную инженерно-проектную документацию, чертежи;
- Наши станки способны обрабатывать металл толщиной 0,5-6 см, шириной до 2,5 метра;
- Применяем разные виды стали (оцинкованная, нержавеющая), алюминий, медь, углеродистые сплавы, цветные и черные металлы, твердые полимеры и резину;
- Обширный каталог наших изделий поможет вам легко сориентироваться в заказе;
- Выполним работу по вашему эскизу или предложим свой профессиональный вариант;
- Ведется строгий контроль над качеством обработки материалов;
- Вы получите приятные скидки при постоянных заказах;
- Предлагаем выгодные условия партнерам, разработаем коммерческое предложение;
- Вы приобретаете надежные гарантии и добросовестное отношение наших сотрудников.
 за шт., труб – 50 р. за штуку;
за шт., труб – 50 р. за штуку;
Мы также будем рады вам предложить целый спектр дополнительных услуг по металлопрокатным работам. К ним относится развальцовка, завальцовка труб, способ вальцевания «в радиус» и др. Эти методы обеспечивают более прочные, надежные соединения деталей и труб, герметичные швы и долгий срок эксплуатации.
В понятие вальцовки входит целый перечень технических процессов, которые изменяют параметры твердых заготовок. Это может быть формирование стального уголка, швеллера, узкой полосы, сужение и расширение стенок трубы, создание профнастила, изменение поперечного сечения, формы (круг, овал, квадрат, конус и т.п.). Кроме того, применяется холодный и горячий (сварочный) методы обработки твердого сырья.
Технологию холодного вальцевания сегодня предпочитают все цивилизованные страны мира. Такую популярность легко объяснить целым рядом весомых преимуществ. К ним относится сохранение свойств материала после обработки, отсутствие риска появления возможных дефектов, щелей и трещин. Холодный метод с успехом применяется для изгиба сложных деталей, поэтому с успехом используется в ювелирном производстве.
К ним относится сохранение свойств материала после обработки, отсутствие риска появления возможных дефектов, щелей и трещин. Холодный метод с успехом применяется для изгиба сложных деталей, поэтому с успехом используется в ювелирном производстве.
3 основных вида вальцовки металла:
- Штамповочная технология. Этот способ применяется для деталей с одинаковыми размерами и техническими параметрами. Он позволяет поддерживать высокую производительность процесса, необходимую для работы с крупной партией сырья. Как правило, штампованные детали используются в больших промышленных цехах и заводах.
- Формовочная технология вальцовки металла. Такая техническая операция позволяет обрабатывать самые разные заготовки и детали. Формовочное вальцевание включает в себя: одноручьевый тип (высокая производительность), многоручьевый (сложные формы с разным сечением), периодический (повторяющиеся изделия).
- Отделочная технология вальцовки металла. Такой способ позволяет создавать на обрабатываемой детали рельефную поверхность. В качестве заготовок применяются стальные профили, пруты, турбины, лопасти и другие сложные заготовки. В этой технологии мы используем наиболее эффективный, холодный тип вальцевания.

Мы принимаем заказы на изготовление партий деталей, а также единичных изделий. С заказчиком всегда согласовывается применение определенных технологий исходя из объема заказа, а также требований к качеству продукции. При этом наша компания устанавливает разумные цены на услуги вальцовки металла.
На рынке современного металлопроката сегодня представлены высокотехнологичные инструменты, позволяющие производить вальцовку сложных нестандартных изделий с высокой точностью. Наша производственная база оснащена самыми последними техническими разработками, инструментом и оборудованием. Персонал компании — это профессиональные инженеры, технологи, опытные мастера своего дела. Мы регулярно совершенствуемся и повышаем уровень технической специализации.
Персонал компании — это профессиональные инженеры, технологи, опытные мастера своего дела. Мы регулярно совершенствуемся и повышаем уровень технической специализации.
Промышленные машины для вальцевания, которыми оснащена наша производственная база, представляют собой мощные станки из высокопрочной стали с длительным сроком службы. Принцип работы заключается в обкатке материала вокруг вращающихся вальцев, имеющих разный радиус. У нас работают лучшие 3-х и 4-х валковые универсальные машины самого последнего технического образца.
В устройстве станка располагается основной верхний вал и 3 или 4 вальца, позволяющие изменять угол обработки изделия, создавая на выходе заданную форму детали или диаметр трубы. Функциональность металлопрокатного оборудования зависит от объемов работ, от толщины обрабатываемого металла или ширины листа.
Чем толще лист, тем радиус полученной детали становится соответственно меньше. Наиболее продуктивны трёх-четырёх-роликовые машины. Обычно парные валы располагаются симметрично либо асимметрично друг другу. Их количество напрямую влияет на производительность и уровень качества полученного результата.
Их количество напрямую влияет на производительность и уровень качества полученного результата.
3-х-валковое устройство – имеет доступную стоимость, обладает скоростью 5 м в минуту и рассчитано на заготовки от 6 мм толщиной. Слишком тонкий стальной лист не всегда зажимается валиками и может выпасть из станка во время обработки.
В 4-х валковом универсальном станке процесс полностью автоматизирован, скорость 6 м/мин, исключены сбои, выскальзывание детали и другие неполадки. Станок управляется удобным пультом. Это самое дорогое, но и самое совершенное современное оборудование для вальцовки.
Для разных целей используются соответствующие листогибочные станки и инструменты. Если для заготовок из мягкой меди достаточно простых инструментов, то для вальцевания труб и прутов твердой стали мы применяем специальные многофункциональные машины для создания изделий по индивидуальному и серийному заказу.
Процесс вальцевания должен производиться в установленной последовательности и с соблюдением всех норм, поэтому оптимальным решением станет обращение в специализированную металлообрабатывающую компанию с хорошей деловой репутацией! Профессиональный подход к решению вопроса позволит избежать необоснованных финансовых потерь и быть уверенным в качестве готовой продукции.
На текущий момент у нас есть возможность изготовления, вальцевания обечаек из листового металла шириной до 2000 мм и толщиной от 0,5 мм до 60 мм.
Этапы вальцовки металла:
- Анализ технических параметров металла, физико-химических свойств сырья;
- Замеры (расстояния между деталями и технические характеристики;
- Изгибание листа, трубы и внутренней решетки под давлением;
- Снятие нагрузки с готового изделия.
Несмотря на почти полную автоматизацию нашего производства, процесс качественного вальцевания требует специальных навыков и технических знаний. В компании «Невские Ресурсы» работают инженеры и мастера высокой квалификации, настоящие профессионалы в сфере современного металлопроката. Мы выполняем любые заказы в минимальные сроки.
Почему вальцовка металла – становится все более востребована в современном мире?

Металлопрокатные операции выполняют ряд многочисленных задач по изменению, деформации металлических деталей и заготовок. Вальцовка используется в строительстве, турбинном производстве, при формировании инженерных коммуникаций (вентиляция, теплообменное оборудование), при обработке кромок изделий, в мебельной промышленности и пр.
- Заполнить форму заявки на нашем сайте;
- Получить бесплатную консультацию о ценах и сроках;
- Заказать предварительную смету.
Вы можете также связаться с нашими менеджерами по телефону либо написать нам на e-mail . Доверьте работу надежным профессионалам!
Наши контактные телефоны: (812) 906-55-55, (921) 945-44-44, (900) 626-33-11
В техническом отделе вы сможете получить консультацию по всем вопросам, включая стоимость изделий.
Для оформления заказа достаточно связаться с нашими менеджерами по указанным телефонам или электронной почте : [email protected]
Вальцовка металла различных марок с высоким качеством на профессиональном оборудовании в Москве недорого от компании «Эфесто»
Онлайн-заказМеталлообработка
и металлоизделия
Вальцовка металла – это одна из разновидностей холодной деформации (проката), при которой металлический лист подвергается воздействию нескольких специально расположенных валов, придающих ему цилиндрическую или коническую форму. В результате такой обработки листовой металл приобретает вид цилиндра или дуги, из которых в дальнейшем возможно изготовление сосудов, колец, труб или других полых металлоконструкций, обладающих осевой симметрией. Для процесса вальцевания применяется специализированное оборудование: трех- или четырехвалковые станки с механическим или гидравлическим приводом, способные создавать достаточное усилие для деформирования стального листа толщиной до 8 мм. Готовые изделия востребованы в машиностроении, строительстве и коммунальном хозяйстве для создания емкостей и трубопроводов, фильтров, кожухов и ограждающих конструкций, а также в качестве заготовок для последующей штамповки.
Готовые изделия востребованы в машиностроении, строительстве и коммунальном хозяйстве для создания емкостей и трубопроводов, фильтров, кожухов и ограждающих конструкций, а также в качестве заготовок для последующей штамповки.
Особенности технологии вальцевания
Характерной чертой, отличающей вальцевание от других методов пластической деформации металлического листа, является то, что диаметр создаваемого изгиба значительно превышает размер валов оборудования. Благодаря этому появляется возможность производить цилиндрические элементы с большим радиусом, например, при производстве стальной емкости. Иными способами придать детали нужную форму окажется невозможно. Но для точной настройки оборудования нужно учитывать множество факторов, кроме линейных размеров заготовки – таких как толщина и показатели упругости материала. Поэтому требования к квалификации и опыту персонала, обслуживающего оборудование, достаточно высоки. Сотрудники компании «Эфесто» обладают необходимыми компетенциями, чтобы быстро и с нужным качеством выполнить сложные заказы. Важным доводом при выборе технологии является возможность обрабатывать листы с отверстиями, перфорацией с сохранением толщины и прочности металла.
Важным доводом при выборе технологии является возможность обрабатывать листы с отверстиями, перфорацией с сохранением толщины и прочности металла.
Наше предложение
Компания «Эфесто» предлагает недорого выполнить работы по изготовлению методом вальцовки из разнообразных марок и сортов цветных и черных металлов. Мы гарантируем своим заказчикам высокое качество и кратчайшие сроки исполнения работ. Если у Вас отсутствуют чертежи, наши инженеры готовы разработать их на основе эскизов или описаний пожеланий заказчика. Стоимость работ рассчитаем заранее при заключении договора исходя из объемов, сроков и особых условий заказа. Для получения любой дополнительной информации Вы можете обратиться к нашим специалистам по указанным на сайте телефонам в Москве.
4
фальцовочных вала
До 8 мм
толщина листа металла
До 1000 мм
ширина листа металла
Область применения
- Вальцовка листовой меди, алюминия, латуни и других цветных металлов.
- Вальцовка перфорированного листа.
- Вальцовка рифлёных листов.
- Вальцовка листа в трубу.
- Вальцовка конуса из листа металла.

При вальцовке металлического листа большой толщины требуется точная настройка оборудования и хороший опыт в этом виде металлообработки, который имеют специалисты Эфесто. Жёсткие требования связаны с тем, что толстый металл не такой пластичный, а угол сгиба при вальцовке меньше, чем у тонкого листа.
Стоимость вальцовки металла
Чтобы узнать стоимость изготовления деталей с помощью вальцовки металла, позвоните по указанному номеру телефона, заполните форму обратной связи или напишите нам на почту: [email protected]. Цена на услугу зависит от сложности изделия, срочности и объема работ.
Нашли дешевле? Сделаем скидку 5%
* Необходимо подтвердить цену счётом от конкурента.
Используемое оборудование
← Штамповка металла Художественный прокат →
Металлопрокат
Принципы металлопроката
Большинство операций металлопроката сходны тем, что обрабатываемый материал пластически пластичен. деформируется сжимающими силами между двумя постоянно вращающимися валками. Эти силы
уменьшают толщину металла и влияют на его зернистую структуру. Сокращение
Толщина может быть измерена по разнице в толщине до и после
сокращение, это значение называется проектом . Помимо уменьшения толщины
работы, валки также действуют для подачи материала, поскольку они вращаются в противоположных направлениях.
друг другу. Таким образом, трение является необходимой частью операции прокатки, но
слишком много трения может быть вредным по целому ряду причин. Существенно, что в
в процессе прокатки металла уровень трения между валками и обрабатываемым материалом
в этом могут помочь смазочные материалы. Основная операция плоской прокатки показана на
рисунок: 130, этот производственный процесс используется для уменьшения толщины
рабочий кусок.
деформируется сжимающими силами между двумя постоянно вращающимися валками. Эти силы
уменьшают толщину металла и влияют на его зернистую структуру. Сокращение
Толщина может быть измерена по разнице в толщине до и после
сокращение, это значение называется проектом . Помимо уменьшения толщины
работы, валки также действуют для подачи материала, поскольку они вращаются в противоположных направлениях.
друг другу. Таким образом, трение является необходимой частью операции прокатки, но
слишком много трения может быть вредным по целому ряду причин. Существенно, что в
в процессе прокатки металла уровень трения между валками и обрабатываемым материалом
в этом могут помочь смазочные материалы. Основная операция плоской прокатки показана на
рисунок: 130, этот производственный процесс используется для уменьшения толщины
рабочий кусок.
| Рисунок:130 |
При прокатке металла геометрическая форма изделия изменяется, но
его объем остается практически неизменным. Зона качки – это площадь, по которой катится
воздействуют на материал, именно здесь происходит пластическая деформация изделия. Важно
фактором в металлопрокате является то, что за счет сохранения объема материала при
уменьшение толщины, металл, выходящий из зоны прокатки, будет двигаться быстрее, чем
попадание металла в зону прокатки. Сами валки вращаются с постоянной скоростью, т.
В какой-то точке в зоне валков поверхностная скорость валков и скорость материала
точно такие же. Это называется нет точки проскальзывания . До этого момента
валки движутся быстрее материала, после этого материал движется быстрее
чем роллы.
Зона качки – это площадь, по которой катится
воздействуют на материал, именно здесь происходит пластическая деформация изделия. Важно
фактором в металлопрокате является то, что за счет сохранения объема материала при
уменьшение толщины, металл, выходящий из зоны прокатки, будет двигаться быстрее, чем
попадание металла в зону прокатки. Сами валки вращаются с постоянной скоростью, т.
В какой-то точке в зоне валков поверхностная скорость валков и скорость материала
точно такие же. Это называется нет точки проскальзывания . До этого момента
валки движутся быстрее материала, после этого материал движется быстрее
чем роллы.
| Рисунок:131 |
Иногда в практике металлопроката напряжение (сила) прикладывается к заготовке, поскольку она
прокатывается. Это натяжение может быть приложено к передней части (переднее натяжение), задней,
(натяжение спины), или обе стороны. Эта техника поможет силам, необходимым для формирования
работы и обычно используется на труднопрокатных материалах.
| Рисунок:132 |
Распространение в металлопрокате
При прокатке металлов пластическая деформация, вызывающая уменьшение толщины также приведет к увеличению ширины детали, это называется расширением .
| Рисунок:133 |
Когда обрабатываемая заготовка имеет высокое отношение ширины к толщине, увеличение ширина относительно мала и обычно не имеет значения в практике промышленного производства. В случаях с малым отношением ширины к толщине, например, в случае стержня с квадратным поперечным сечением, распространение может быть проблемой. Вертикальные валки можно использовать для окантовки изделия и сохранять постоянную ширину.
| Рисунок:134 |
Структура зерна в металлопрокате
В обычной промышленной обрабатывающей промышленности слитки или непрерывное литье
подвергается горячей прокатке в блюм или плиту. В дополнение к созданию полезной формы для
дальнейшая обработка, процесс горячей прокатки преобразует литейную зернистую структуру в
кованая структура зерна. Исходный литой материал будет иметь неоднородную
зернистая структура, как правило, крупные столбчатые зерна, которые растут в направлении
затвердевание. Эти структуры обычно хрупкие со слабыми границами зерен.
Литая структура обычно содержит много дефектов, таких как пористость, вызванная
газами, усадочными кавернами и твердыми включениями посторонних материалов, которые становятся
захваченные в металле, такие как оксиды металлов.
В дополнение к созданию полезной формы для
дальнейшая обработка, процесс горячей прокатки преобразует литейную зернистую структуру в
кованая структура зерна. Исходный литой материал будет иметь неоднородную
зернистая структура, как правило, крупные столбчатые зерна, которые растут в направлении
затвердевание. Эти структуры обычно хрупкие со слабыми границами зерен.
Литая структура обычно содержит много дефектов, таких как пористость, вызванная
газами, усадочными кавернами и твердыми включениями посторонних материалов, которые становятся
захваченные в металле, такие как оксиды металлов.
Прокатка металла выше температуры его рекристаллизации разрушает старый структуру зерна и реформирует новую. Границы зерен разрушаются и появляются новые образуются более жесткие, наряду с более однородной структурой зерна. Металлопрокат проталкивает материал, закрывая пустоты и полости в металле. Кроме того, горячая прокатка разрушает включения и распределяет их материал по всей работе.
| Рисунок:135 |
Должно быть очевидно, что преимущества обработки металлов давлением заключаются не только в создании
полезных геометрических форм, но и в создании желаемых свойств материала. Процессы холодной прокатки, как обсуждалось ранее, полезны для придания прочности и
благоприятная ориентация зерна. Поскольку металлопрокат влияет на ориентацию зерна, деталь может
быть свернуты таким образом, чтобы создать зерна, ориентированные в таком направлении, что они дают
направленная сила к детали, полезной для конкретного применения этой детали. Пример
это может быть разница в структуре зерен между резьбами обработанного болта
и закрученный болт. Благоприятная ориентация волокон холоднокатаного болта дает
его направленная сила выгодна для его применения.
Процессы холодной прокатки, как обсуждалось ранее, полезны для придания прочности и
благоприятная ориентация зерна. Поскольку металлопрокат влияет на ориентацию зерна, деталь может
быть свернуты таким образом, чтобы создать зерна, ориентированные в таком направлении, что они дают
направленная сила к детали, полезной для конкретного применения этой детали. Пример
это может быть разница в структуре зерен между резьбами обработанного болта
и закрученный болт. Благоприятная ориентация волокон холоднокатаного болта дает
его направленная сила выгодна для его применения.
| Рисунок:136 |
Валки для металлопроката
Металлопрокатное производство позволяет выпускать широкий ассортимент различной продукции.
Ширина проката может достигать нескольких метров или уже
тысячная доля дюйма. Металлопрокатное производство также производит прокатные работы по
широкий диапазон толщин. Металлические листы для некоторых котлов могут прокатываться до толщины
12 дюймов, а фольга для упаковки сигарет и конфет может быть 0,0003 дюйма
толстый.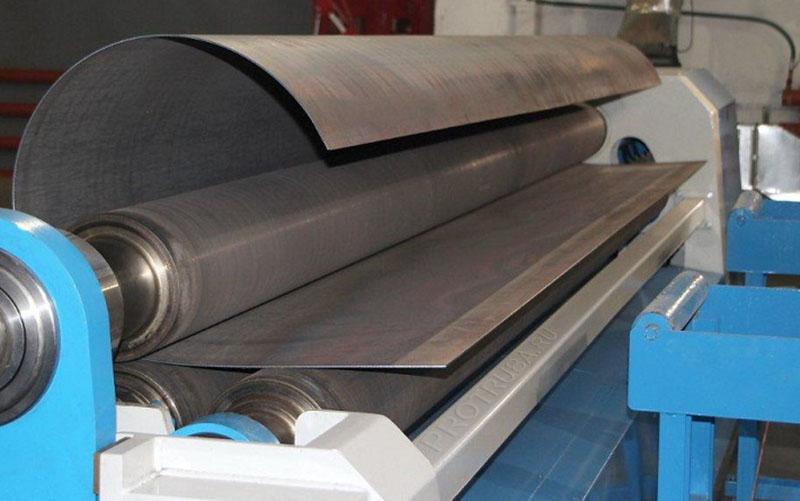 Валки, используемые в металлопрокате, бывают различных размеров и геометрии. В процессах плоской прокатки
при промышленном производстве рулоны обычно могут иметь диаметр от 24 до 54 дюймов. В некоторых
операции по прокатке металла, при формировании очень тонкой заготовки валки могут быть размером всего 1/4 дюйма.
Валки, используемые в металлопрокате, бывают различных размеров и геометрии. В процессах плоской прокатки
при промышленном производстве рулоны обычно могут иметь диаметр от 24 до 54 дюймов. В некоторых
операции по прокатке металла, при формировании очень тонкой заготовки валки могут быть размером всего 1/4 дюйма.
Валки подвергаются экстремальным условиям эксплуатации в процессе прокатки металла.
Условия включают огромные силы, изгибающие моменты, термические напряжения и износ.
Рулонные материалы выбираются по прочности,
жесткость, износостойкость. Материалы валков различаются в зависимости от конкретного металлопроката.
процесс. Обычными материалами валков являются чугун, литая сталь и кованая сталь. Кованый
валки прочнее и жестче, чем литые валки, но их сложнее изготовить.
В промышленных процессах производства металлов валки обычно изготавливаются из никелевой стали или молибдена.
стальные сплавы. При металлопрокатных операциях некоторых материалов валки из
карбид вольфрама может обеспечить чрезвычайное сопротивление отклонению.
Прогиб валков
Прочность и жесткость являются важными характеристиками валков, используемых для формования продукция в металлопрокатном производстве. Особые атрибуты рулонов будут влияют на размерную точность, а также на другие факторы в процессе эксплуатации. В течение В процессе прокатки на валки действуют большие силы. Роллы будут подвергаться различным степени отклонения. В любом конкретном процессе металлопроката важно понимать как эти отклонения повлияют на валки и, следовательно, на прокатываемую работу. рулоны изначально начинаются плоскими. Во время основной операции плоской прокатки можно наблюдать что рабочий материал будет оказывать большее усилие на валки по направлению к центру материала, чем на его краях. Это приведет к большему отклонению валков в центре и следовательно, придает работе большую толщину в середине.
| Рисунок:137 |
Для решения этой проблемы в производстве промышленного металлопроката валки часто
отшлифовать так, чтобы они были толще к центру таким образом, чтобы точно
компенсировать отклонение, которое произойдет в процессе. Эта дополнительная толщина
называется развал .
Эта дополнительная толщина
называется развал .
| Рисунок:138 |
Изгиб, который необходимо измельчить в рулон, очень специфичен для конкретной работы. ширина, материал и силовая нагрузка. Рулон обычно должен быть изготовлен только для одного процесс прокатки металла. В некоторых промышленных процессах металлопроката валки временно развала путем приложения усилия через их подшипники. Еще один способ, которым кувырки отклоняются, это укорачиванием их радиуса вдоль контакта работы. Другими словами, они сплющиться, как шина на автомобиле. Этот тип отклонения важно учитывать в производственной практики, так как это повлияет на расчет радиуса валка и трение.
Дефекты металлопроката
При производстве металлопроката возможны самые разнообразные дефекты. Поверхность
дефекты обычно возникают из-за примесей в материале, окалины, ржавчины или грязи.
Надлежащая подготовка поверхности перед прокаткой металла может помочь избежать
эти. Большинство серьезных внутренних дефектов вызваны неправильным распределением материала.
в конечном продукте. Дефекты, такие как краевые трещины, центральные трещины и волнистые края,
все они являются общими для этого метода производства металла.
Большинство серьезных внутренних дефектов вызваны неправильным распределением материала.
в конечном продукте. Дефекты, такие как краевые трещины, центральные трещины и волнистые края,
все они являются общими для этого метода производства металла.
| Рисунок:139 |
Часто лист не дефектный, он просто недостаточно плоский. В листовом металле промышленной практике, лист может быть пропущен через серию правильных валков, которые согните лист в противоположных направлениях, чтобы сгладить его. Еще один интересный дефект, который может произойти при плоской прокатке — это аллигаторная, когда прокатываемая работа фактически расщепляется на двоих в процессе. Две части рабочего материала движутся в противоположных направлениях. направлениях относительно соответствующих валков.
| Рисунок:140 |
При производстве профильного проката заготовка часто подвергается различному количеству
уменьшение различных площадей его поперечного сечения. Одна из целей проектирования прокатки состоит в том, чтобы
правильно разработать серию сокращений таким образом, чтобы смягчить относительные различия в
изменение формы между областями, чтобы избежать дефектов материала.
Неправильное сокращение продукта может привести к
деформация или растрескивание материала. Практика металлопроката не всегда является причиной
Причиной может быть коробление или растрескивание, иногда дефекты прокатываемого металла.
Одна из целей проектирования прокатки состоит в том, чтобы
правильно разработать серию сокращений таким образом, чтобы смягчить относительные различия в
изменение формы между областями, чтобы избежать дефектов материала.
Неправильное сокращение продукта может привести к
деформация или растрескивание материала. Практика металлопроката не всегда является причиной
Причиной может быть коробление или растрескивание, иногда дефекты прокатываемого металла.
| Рисунок:141 |
Прокатные станы
В металлообрабатывающей промышленности валки сами по себе не функционируют изолированно. В металлопрокате
процесс, валки, клети, подшипники, корпус, двигатели и другое механическое оборудование
все необходимые части производственной операции. Место, где находится все оборудование
для производства металлопроката создается прокатный стан. Прокатные станы часто различаются по
тип, количество и положение валков. Установки прокатного стана, обычно используемые в
обрабатывающая промышленность сегодня включает двухвысокая мельница , двухвысокая реверсивная мельница ,
трехвалковая мельница , четырехвалковая мельница ,
кластерный стан и прокатный стан-тандем .
Установки прокатного стана, обычно используемые в
обрабатывающая промышленность сегодня включает двухвысокая мельница , двухвысокая реверсивная мельница ,
трехвалковая мельница , четырехвалковая мельница ,
кластерный стан и прокатный стан-тандем .
| Рисунок:142 |
В двухвалковом реверсивном стане направление вращения валков может быть изменено на противоположное. Это позволяет работе проходить в одном направлении, а затем обратно в другое направление. С помощью одного и того же набора валков можно выполнить серию обжатий, передача работы туда и обратно. Недостатки двухвысокого реверсивного стана включают в себя механические требования и мощность для постоянного преодоления и изменить угловой момент валков.
| Рисунок:143 |
Трехвалковый прокатный стан использует принцип передачи заготовки туда и обратно к
добиться ряда сокращений. В отличие от двухвалкового реверсивного стана, в трехвалковом стане
три валика, которые всегда вращаются в одном направлении. Механизм лифта поднимает и опускает
работу так, чтобы ее можно было передавать вперед и назад через рулоны.
В отличие от двухвалкового реверсивного стана, в трехвалковом стане
три валика, которые всегда вращаются в одном направлении. Механизм лифта поднимает и опускает
работу так, чтобы ее можно было передавать вперед и назад через рулоны.
Все, что вам нужно знать о процессе прокатки
Прокатка в металлообработке — это процесс формовки металла, который помогает уменьшить толщину металла и сделать толщину однородной. Металлическая заготовка пропускается через одну или несколько пар валков для измельчения материала. Прокатка классифицируется по температуре прокатываемого металла, она является горячей прокаткой, если температура металла выше температуры его рекристаллизации. в то время как прокатка называется холодной, если температура металла ниже температуры рекристаллизации.
Сегодня мы рассмотрим определение, процессы, принцип работы, типы, применение, горячую и холодную прокатку, назначение смазки, дефекты, а также преимущества и недостатки прокатки.
Содержание
- 1 Определение проката:
- 2 Принцип работы Процесса прокатки:
- 3 Горячий и холодный прокатный 5 процессов прокатки:
- 6 Типы прокатных станов:
- 7 Смазка валков:
- 8 Подпишитесь на нашу рассылку новостей
- 9 Дефекты проката:
- 10 Пожалуйста, поделитесь!
Определение прокатки:
Прокатку можно определить как процесс формовки металла, при котором металлические детали пропускают через несколько пар роликов для получения однородной толщины или уменьшения толщины материала. Это достигается двумя способами; горячая и холодная прокатка. в приложении процессы горячей прокатки являются более тоннажными, чем любой другой производственный процесс, а процессы холодной прокатки являются самыми тоннажными из всех процессов холодной обработки.
Это достигается двумя способами; горячая и холодная прокатка. в приложении процессы горячей прокатки являются более тоннажными, чем любой другой производственный процесс, а процессы холодной прокатки являются самыми тоннажными из всех процессов холодной обработки.
Пары валков удерживаются на прокатных станах, которые объединены в валковые станы, легко обрабатывающие металл. Как правило, сталь можно прокатывать в различные изделия, такие как конструкционная сталь (двутавровые балки, уголки, швеллеры), сортовой прокат и рельсы. Ну, на некоторых сталелитейных заводах есть прокатные цеха, которые перерабатывают литейные полуфабрикаты в готовую продукцию.
Читать: Различные типы процессов формовки листового металла
Принцип работы процесса прокатки:
В процессе прокатки запас материала проходит между одной или несколькими парами валков для уменьшения и поддержания одинаковой толщины. Этот процесс в основном сосредоточен на поперечном сечении прессуемого слитка или металла, что способствует уменьшению толщины заготовки. Процессы прокатки увеличивают длину и уменьшают толщину без изменения ширины материала.
Процессы прокатки увеличивают длину и уменьшают толщину без изменения ширины материала.
В этом видео ниже объясняется работа прокатки:
Горячая и холодная прокатка:
Горячая прокатка:
Как упоминалось ранее, в процессе металлообработки горячая прокатка происходит выше температуры рекристаллизации материала. Однако рекристаллизация препятствует деформационному упрочнению металла.
Холодная прокатка:
В отличие от горячей прокатки, холодная прокатка происходит ниже температуры рекристаллизации материала, обычно при комнатной температуре. это увеличивает прочность примерно на 20% за счет деформационного упрочнения и улучшает качество поверхности, а также обеспечивает более жесткие допуски.
Прочитать статью полностью
Применение прокатки:
Применение горячей прокатки в основном касается производства листового металла или простых поперечных сечений, таких как рельсовые пути. Общие области применения горячекатаного металла включают:
- Рамы грузовиков
- Трубы и трубы
- Автомобильные диски сцепления, колеса и колесные диски
- Водонагреватели
- Сельскохозяйственное оборудование
- Обвязки Металлоконструкции Металлоконструкции7 Штамповки
- Вагоны-хопперы и их компоненты
- Ограждения улиц и автомагистралей
- Двери и полки
- Диски
Холоднокатаная сталь применяется в металлической мебели, шкафах для документов, столах, столах, стульях, выхлопных газах мотоциклов трубы, компьютерные шкафы и оборудование, бытовая техника и комплектующие, стальные барабаны, трубы, петли, светильники, стеллажи, водонагреватели, металлические контейнеры, лопасти вентиляторов, сковороды, электронные шкафы, газонокосилки, товары для строительства.
Из списка этих применений металлопроката вы можете увидеть, что почти все применения вокруг нас подвергаются либо холодной прокатке, либо горячей прокатке.
Процессы прокатки:
Следующие представляют различные процессы прокатки:
- Рулонный изгиб
- Сформирование рулона
- Плоская качка
- Rolling Rolling
- Структурная качка . полная статья
- Двухвалковые прокатные станы
- Трехвалковые прокатные станы
- Четырехвалковые прокатные станы
- Станы-тандемы
- Прокатные станы с кассетами
Типы прокатных станов:
Следующие пять типов прокатных станов используются для прокатки металлов:
Поскольку в процессе прокатки между валками и металлом возникает трение, смазка играет очень важную роль. Трение также полезно, поскольку оно отвечает за перемещение работы между валками вперед. Вот почему его иногда устраняют или уменьшают ниже соответствующего уровня, что делает важным выбор подходящего смазочного материала для процесса прокатки.