В каком масле закаливать ножи
Как закалить нож в домашних условиях, способы проведения процедуры
Автор Plus На чтение 9 мин. Просмотров 2.2k.
Даже если лезвие ножа изготовлено из высококачественной стали, оно все равно будет непрочным без предварительной закалки. Такой клинок может сломаться уже при небольшом нажиме, да и заточить его будет проблематично. Многих пользователей не зря интересует вопрос, как закалить нож в домашних условиях, ведь именно после термообработки физико-механические свойства металла существенно улучшаются. В процедуре нет ничего сложного, однако, если выполнить ее неверно, режущая часть инструмента будет быстро тупиться, что сделает эксплуатацию малоэффективной.
Особенности работы со сталью
Основной целью закалки металла является изменение его структуры и перестроение атомной решетки. При повышении температуры выше пиковой отметки, называемой точкой Кюри, сталь обретает особую прочность и износостойкость. Последующее быстрое охлаждение позволяет снизить хрупкость металла, возникающую вследствие внутреннего напряжения, и повысить его пластичность. Сломать хорошо закаленную сталь будет уже непросто – трещины на ней появятся лишь при сгибании под углом свыше 45°. Однако нарушение технологии закалки может привести к переходу атомной решетки в промежуточное состояние. При этом прочность материала, напротив, снизится.
Последующее быстрое охлаждение позволяет снизить хрупкость металла, возникающую вследствие внутреннего напряжения, и повысить его пластичность. Сломать хорошо закаленную сталь будет уже непросто – трещины на ней появятся лишь при сгибании под углом свыше 45°. Однако нарушение технологии закалки может привести к переходу атомной решетки в промежуточное состояние. При этом прочность материала, напротив, снизится.
Правильная закалка ножа в домашних условиях не так уж сложна. Главное – точно соблюдать время, температуру нагрева и охлаждения. При отсутствии специального оборудования не каждый вид стали получится закалить. Для этой цели подходят лишь металлы с высоким содержанием углерода. Узнать, какой вид стали использовался для изготовления лезвия, можно по маркировке – клейму на клинке.
Проще всего работать с изделиями из конструкционной разновидности марок 45, 50, жаропрочной 40´13 или инструментальной. Причем, чем выше содержание углерода, тем прочнее будет лезвие, однако обрабатывать (затачивать) его будет сложнее. Клинки из стали высокоуглеродистых марок и легирующих сплавов закаливают при довольно высоких температурах в специальных камерах. Малоуглеродистые стали, содержащие в маркировке цифры 10, 20 и 25, и чугун данной процедуре не подвергают.
Клинки из стали высокоуглеродистых марок и легирующих сплавов закаливают при довольно высоких температурах в специальных камерах. Малоуглеродистые стали, содержащие в маркировке цифры 10, 20 и 25, и чугун данной процедуре не подвергают.
В качестве охладителя используются жидкая среда, машинное масло (отработка) или вода. Слишком быстрое снижение температуры нежелательно – оно может привести к появлению трещин. Поэтому важно соблюдать точное время не только закалки, но и дальнейшего охлаждения.
Чтобы определить, насколько качественно закалена сталь, следует провести напильником по режущему краю клинка. Инструмент должен идти ровно, без усилий, легко отходить от поверхности, не прилипая к металлу.
Способы закаливания
Для прокаливания простейших клинков из конструкционной стали можно использовать обычный костер. Поднять температуру выше требуемых 900 °С при обработке высокоуглеродистых сплавов на открытом огне невозможно. Для этой цели потребуется специальная муфельная печь (камера), изготовить ее можно своими руками.
Для этой цели потребуется специальная муфельная печь (камера), изготовить ее можно своими руками.
В камере
При желании заняться самостоятельным изготовлением ножей, лучше использовать для этих целей печь из огнеупорной глины с обмоткой из нихрома. Термообработка будет проходить в идеальных условиях, при достаточно высокой температуре по заданному графику. Размер такой конструкции – 200х100х77 мм.
Вначале делается заготовка из картона, который покрывается парафином. Далее используется глина – ее наносят на бумагу слоем достаточной толщины таким образом, чтобы не осталось щелей. Особенно тщательно промазывают стыки. Дверку изготавливают отдельно.
Глина наберет необходимую прочность после тщательной просушки и дальнейшего прокаливания в духовом шкафу при 90-110 °С. Окончательный обжиг производится в печи на открытом огне при 900 °С. Остужать конструкцию следует медленно, поэтому раньше времени ее открывать не следует. После полного остывания глиняной камеры к ней крепят дверцы: делают это так, чтобы они распахивались горизонтально.
Хорошо просохшую заготовку обматывают проволокой из нихрома, которая будет служить нагревательным элементом. Ее понадобится около 18 метров. Витки должны идти плотно. Во избежание межвиткового замыкания проволоку следует предварительно обмазать влажной глиной. Нельзя забывать о проделывании в печи 2 отверстий. Одно необходимо для вставки термопары, измерительного прибора, с помощью которого можно будет контролировать процесс нагрева. Второе отверстие понадобится для контроля за процессом.
Схема: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спиралиДелаем глиняный кожухГотовый вариант камерыНа открытом огне
Закалить лезвие клинка, изготовленного из металла марок 45 и 50, можно на обычном костре или с помощью газовой горелки. Для проведения работ понадобятся топливо для костра (угли), а также пара больших емкостей. В одной будет находиться машинное масло, во второй – вода. Для удержания горячего лезвия используют кузнечные клещи.
Так как длительное наблюдение за открытым огнем может повлиять на зрение, глаза следует защитить специальными очками. Не помешает также надеть спецодежду из хлопка – синтетика при попадании искры способна быстро воспламениться.
Как провести процедуру самостоятельно
Для этого не обязательно иметь какой-либо опыт – достаточно точно следовать инструкции, которая подскажет, как закалить ножи в домашних условиях своими силами. Процедура может применяться для любого типа лезвий – топора, ножниц, прочего режущего инструмента.
Источник нагрева
 Для этого несколько пластин из металла нагревают: одну по максимуму, другую – чуть меньше.
Для этого несколько пластин из металла нагревают: одну по максимуму, другую – чуть меньше.Топливом выступают угли, которые разогревают максимально до белого цвета. Оттенок пламени при этом – желто-оранжевый или малиновый. Огонь должен распределяться равномерно по всей площади костра. После термообработки раскаленный предмет трижды опускается на несколько секунд в масло. Последний этап – погружение в емкость с водой. Жидкость следует предварительно хорошо перемешать (взболтать).
Паяльная лампаПечьГорнГазовая плитаТемпературный режим
Существует несколько способов закалки стали с разной температурой нагрева, временем выдержки и скоростью охлаждения. Для каждой марки металла нужен определенный температурный режим:
- для ножей из низкоуглеродистой стали диапазон температур должен составлять 757-950 °С;
- клинки из высокоуглеродистых марок закаливают при 680-850 °С;
- легирующим сплавам потребуется разогрев до 850-1150 °С.
В производственных условиях для определения степени нагрева используют прибор для бесконтактного измерения – пирометр, в быту применяют обычный магнит. При значительном повышении температуры магнитные свойства металла снижаются: если стальная заготовка к нему не притягивается – температура оптимальна.
При значительном повышении температуры магнитные свойства металла снижаются: если стальная заготовка к нему не притягивается – температура оптимальна.
Опытные мастера способны определить качество закалки по цвету стали: чем он светлее, тем сильнее нагрев. Перекаливать металл не следует, иначе он почернеет и отчистить его будет невозможно. Затачиваемая часть клинка нагревается 3 раза до почти фиолетового цвета, то есть до температуры 285 °С. Режущую же часть обрабатывают на огне только раз, но нагревают сильнее, до появления желто-оранжевого оттенка, то есть до 950-1000 °С.
Красный цвет свидетельствует о нагреве до 720-950 °С. Малиновый или светло-вишневый оттенки стали означают, что температура разогрева соответствует 800-850 °С. Появление в пламени бордового цвета свидетельствует о том, что лезвие накалилось недостаточно, лишь до 650-720 °С, коричневого – температура не выше 530-580 °С.
Светлая радужка может образоваться и вследствие появления слоя окислителя.
В этом случае ситуация обратная: чем светлее этот тончайший верхний слой, тем ниже температура.
 В этом случае ситуация обратная: чем светлее этот тончайший верхний слой, тем ниже температура.
В этом случае ситуация обратная: чем светлее этот тончайший верхний слой, тем ниже температура.Охлаждение и отпуск
В зависимости от метода термообработки и типа клинков используют разные способы охлаждения, к примеру, в минеральном масле (отработке) или обычной воде с добавлением соли. Варианты:
- если закаляемые лезвия нагревают докрасна, их остужают в масле, окуная в него трижды, чтобы каждое последующее охлаждение было продолжительнее предыдущего; последний этап – погружение в предварительно размешанную воду;
- для ножей с двухсторонними лезвиями, для придания им большей остроты и упругости, клинки, напротив, вначале опускают в воду на пару секунд, а затем в отработку;
- чтобы середина лезвия была максимально упругой, можно вначале прогреть ее металлическим прутком, затем на пару часов погрузить нож в кипяток, далее – в ледяную воду.
Следует учесть, что в масле (отработке) металл остывает в 2 раза быстрее. Для определения скорости охлаждения материала в разных растворах можно обратиться к сводной таблице.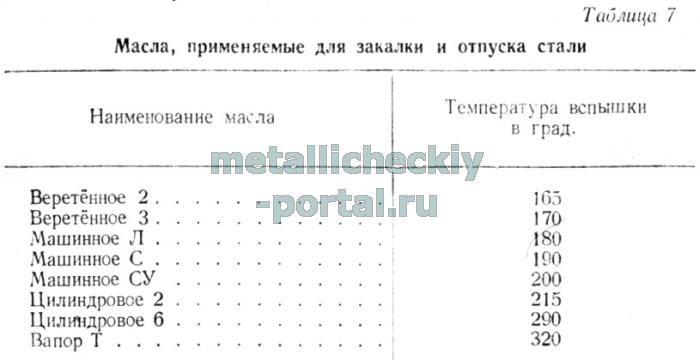
| Используемая среда | Скорость охлаждения, °С |
| Вода, нагретая до 27 °С | 450 |
| Масло комнатной температуры | 150 |
| Ледяная вода | 600 |
| Машинное масло, прогретое до 20 °С | 150 |
Прошедшая закалку и охлаждение сталь все еще слишком хрупкая. Для дальнейшего увеличения характеристик пластичности и вязкости ее следует вновь прогреть в течение часа, но лишь до 150-200 °С (данную процедуру и называют отпуском). Для легированного металла температура должна быть в пределах 270-320 °С, для быстрорежущего – еще выше. Чтобы клинок при быстром охлаждении не прогнулся, его необходимо опускать в жидкость строго вертикально, режущая кромка должна быть внизу, а лезвие при этом – оставаться неподвижным.
Охлаждение в маслеОтпускОпределение качества работы
Качество работы правильно закаленного ножа определяется следующими параметрами:
- лезвие должно сохранять прочность при соприкосновении с другими материалами;
- твердость металла обеспечивает и качество заточки – ее должно хватать надолго;
- срок службы ножа определяет также его износостойкость, то есть длительность использования без потери режущих свойств. Хороший инструмент при регулярной заточке способен прослужить до 10 лет.
 Хороший инструмент при регулярной заточке способен прослужить до 10 лет.
Хороший инструмент при регулярной заточке способен прослужить до 10 лет.Не менее важным показателем является пластичность. Материал должен достаточно легко гнуться, а при разгибании без проблем принимать прежнюю форму. Только при соблюдении вышеперечисленных требований клинок прослужит долго.
Срок использования ножа определяется качеством заточкиКлинок должен оставаться твердым во время использованияВидео
 youtube.com/embed/6577SoMRxGM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/6577SoMRxGM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Какое масло лучше всего для закалки ножевой стали?
Если вы когда-нибудь захотите сделать свои ножи или инструменты, в какой-то момент вам нужно будет закалить нож. Чаще всего это делается с различными видами масел. Но какое масло лучше всего для закалки стали?
Во-первых, нам нужно понять, для чего нужна закалка и что она делает со сталью. Закалка — это наш случай, когда мы нагреваем лезвие ножа с высоким содержанием углерода до высокой температуры и быстро охлаждаем его. Этот процесс быстрого охлаждения приводит к упрочнению стали.Если бы мы этого не сделали, сталь была бы слишком мягкой для хорошего ножа. Закалка способствует лучшему износу и удержанию кромок.
Вот несколько распространенных масел, используемых в качестве закалочных масел:
Пищевые закалочные масла
Пищевые масла обычно используются в качестве закалочных масел по нескольким причинам. Во-первых, они намного дешевле коммерческих закалочных масел. Во-вторых, они легко доступны. Вы можете пойти в местный магазин Walmart и купить эти масла для наших целей по цене от 30 до 40 долларов.
Во-первых, они намного дешевле коммерческих закалочных масел. Во-вторых, они легко доступны. Вы можете пойти в местный магазин Walmart и купить эти масла для наших целей по цене от 30 до 40 долларов.
Эти пищевые масла также лучше пахнут при закалке и отпуске.Это может быть важно при выполнении любого из этих процессов в закрытом помещении или в вашем доме.
Двумя наиболее распространенными пищевыми маслами, используемыми в этом процессе, являются арахисовое и каноловое масло. Оба эти масла имеют высокие температуры вспышки, что хорошо для процесса закалки. Вам необходимо предварительно нагреть эти масла до немного более высоких температур по сравнению с коммерческими закалочными маслами (120–130 градусов по Фаренгейту).
Моторные масла
Моторное масло — обычное масло, используемое в индустрии изготовления хобби-ножей.В этом процессе используется как старое, так и новое моторное масло. У него есть свои достоинства и недостатки.
Одно из преимуществ — новое моторное масло дешевле коммерческих охлаждающих жидкостей. Использованное масло очевидно бесплатное. Также везде доступны новые и бывшие в употреблении моторные масла. Скорее всего, они у вас есть прямо сейчас в вашем магазине или гараже.
Использованное масло очевидно бесплатное. Также везде доступны новые и бывшие в употреблении моторные масла. Скорее всего, они у вас есть прямо сейчас в вашем магазине или гараже.
К недостаткам относятся моторные масла, содержащие присадки и потенциальные токсины. Еще один недостаток моторного масла — это неприятный запах во время закалки. Это может стать проблемой, если вы делаете это в закрытом помещении или в подвале.Я предлагаю не вдыхать и это.
Эти запахи могут сохраняться и в процессе закалки. Это не очень хорошо, если вы используете для этого духовку своей жены!
Отработанное моторное масло также может оставить черную пленку на вашем проекте, что очень трудно. Удаление этого позже может быть болезненным.
Минеральное масло и ATF
Некоторые другие распространенные масла включают минеральное масло и жидкость для автоматических трансмиссий (ATF). Это могут быть альтернативы использованию моторного масла. В случае минерального масла в нем нет присадок, которые можно найти в моторном масле.
И то, и другое найти довольно легко, но если вы не можете найти минеральное масло, подойдет детское масло. По сути, это то же самое, но с добавлением небольшого количества духов. Будет работать нормально.
Коммерческие закалочные масла
На рынке имеется несколько коммерчески доступных закалочных масел. Эти масла специально разработаны для этого и обладают особыми свойствами, которые делают их более быстрыми или медленными.
В идеале это то, что вы хотите использовать. Однако их бывает трудно найти, и их нет в вашем местном магазине Walmart.Также они могут быть очень дорогими, особенно если вам нужно их пересылать. Они могут стоить около 150 долларов за 5 галлонов масла.
Parks — это распространенная торговая марка, которая используется в качестве коммерческого закалочного масла. В таблице ниже показаны два наиболее распространенных масла.
Закалочные масла Park Brand
Park # 50 | Park AAA |
|---|---|
# 50 закалочное масло приближается к скорости закалки воды. Это хорошее закалочное средство для высокоуглеродистой стали 1095. | Закалочное масло AAA — наиболее популярное и широко используемое закалочное средство, предлагаемое Park. Это масло обеспечивает равномерную скорость охлаждения и очищаемую поверхность при уходе. Это хорошая закалка с углеродистой сталью 1084. |
 Тем не менее, №50 даст вам менее суровую и более равномерную закалку, чем вода.
Тем не менее, №50 даст вам менее суровую и более равномерную закалку, чем вода.Дополнительные моменты, которые следует учитывать при закалке маслом
- Всегда имейте надлежащее защитное оборудование.Защитные очки, перчатки, кожа и т. Д.
- Всегда имейте под рукой огнетушитель и ведро с песком на случай пожара.
- Убедитесь, что масло находится в металлической емкости. Пластик может расплавиться и стать причиной аварии. Для больших проектов используйте фритюрницу для индейки. Металлический контейнер, вмещающий около 2 галлонов, идеально подходит для небольших проектов.
- Масло может вспыхнуть, когда вы впервые поместите в него лезвие. Длинные плоскогубцы или кузнечные клещи отлично подойдут, чтобы убрать руки с пути.Никогда не приближайтесь лицом к емкости с охлаждающим маслом.
- Всегда нагревайте масло перед закалкой вашего проекта. Тушители должны быть комнатной температуры или немного выше. Никогда не закаливайте в холодном масле. Нагрейте старый болт или стальной лом и доведите раствор до температуры.

Резюме
Как видите, существует множество различных масел, которые можно использовать. Лучшее масло для закалки ножевой стали может просто соответствовать вашей ситуации. Доступность, цена и личные предпочтения могут иметь значение здесь.Лично я использую как Park’s # 50, так и масло канолы.
Также некоторые углеродистые стали лучше закаливаются в одних маслах, чем другие. Например, сталь с более высоким содержанием углерода, такая как 1095, найденная в моем ноже для кустарников, лучше подходит для чего-то вроде масла Park # 50. Это потому, что это более быстрое тушение масла. Где что-то вроде углеродистой стали 1080 было бы хорошо в рапсовом масле или AAA Партта.
Это потому, что это более быстрое тушение масла. Где что-то вроде углеродистой стали 1080 было бы хорошо в рапсовом масле или AAA Партта.
Я могу написать статью позже, объясняя это более подробно. Какое масло вам больше всего нравится для закалки ножей для ваших проектов?
Как затачивать зубчатые ножиЗазубренные ножи действительно полезно иметь при себе, потому что они полезны для множества повседневных задач.Они […]
Как носить ботинокБотинки — это, очевидно, ножи, которые скрываются внутри ботинка, а иногда и снаружи […]
.Изготовление ножей, закалка и отпуск лезвия
Закалка и отпуск лезвия
Это часть, которую большинство людей считает самым большим препятствием, но на самом деле это довольно легко и займет у вас всего час. Многие другие работы, такие как подпиливание и растапливание, займут у вас несколько часов, но это совсем несложно. Вам просто нужно знать несколько вещей, чтобы понять это правильно.
Первый обзор
Когда вы делаете такой нож из необработанной стали, вам нужно сделать две вещи с лезвием. Вы должны сначала его закалить, а потом — закалить. Закалка доводит его до очень твердого состояния, но в этом состоянии лезвие слишком хрупкое. Он легко может сломаться. Он не выдержит требований использования ножа. Итак, вы смягчаете это, что является его смягчением. Да, но когда вы закаляете его, вы лишь немного закаляете его, и некоторые области вы хотите мягче, чем другие.
Вы должны сначала его закалить, а потом — закалить. Закалка доводит его до очень твердого состояния, но в этом состоянии лезвие слишком хрупкое. Он легко может сломаться. Он не выдержит требований использования ножа. Итак, вы смягчаете это, что является его смягчением. Да, но когда вы закаляете его, вы лишь немного закаляете его, и некоторые области вы хотите мягче, чем другие.
Итак, вы закалите все лезвие, не беспокоясь о хвостовике. А потом выборочно закаляете часть лезвия.
Следующее изображение и рисунок дадут вам хорошее представление о том, чего мы пытаемся достичь с помощью темперирования. Хотя картина и не самая лучшая, вы все равно получите хорошее представление о закалке.
Задняя часть лезвия (не режущая кромка) синего цвета. А острие лезвия пшеничного цвета. Это то, к чему вы стремитесь, когда закаляетесь. Как это сделать, нагревая факелом или помещая его у огня так, чтобы задний край был как можно ближе.Синий цвет показывает, что часть была нагрета примерно до 600 градусов по Фаренгейту, а пшеничная часть была нагрета примерно до 450 градусов по Фаренгейту.
Этим достигается смягчение задней кромки, что дает нам некоторый изгиб и упругость, сохраняя при этом твердую кромку, которая сохранит остроту лезвия.
Итак, либо используйте фонарик, либо заводите кузницу!
Закалка лезвия
Положите две вещи в огонь.Положи свой нож и кочергу или какой-нибудь длинный кусок стали. Этот длинный кусок стали предназначен для повышения температуры закалочного масла.
Масло для закалки — это ведро с маслом, которое вы используете для закалки лезвия ножа. Это может быть новое или использованное моторное масло, а также какое-то кулинарное или растительное масло. Просто будьте осторожны, может возникнуть пламя, и вы всегда должны иметь под рукой подходящий огнетушитель.
Когда ваша кочерга или кусок стали раскалены докрасна, вы добавляете их в масло, чтобы нагреть.
Теперь доведите свой клинок до красно-оранжевого цвета и наблюдайте за ним по пути. Он должен нагреться до 1450-1500 градусов по Фаренгейту, чтобы затвердеть. Судить об этом на глаз бывает сложно, но есть отличный способ узнать, когда температура подходящая. Вы проверяете это магнитом. С повышением температуры он будет становиться все менее и менее магнитопривлекательным. И как только он достигнет нужной температуры, магнит больше не будет к нему прилипать.
Судить об этом на глаз бывает сложно, но есть отличный способ узнать, когда температура подходящая. Вы проверяете это магнитом. С повышением температуры он будет становиться все менее и менее магнитопривлекательным. И как только он достигнет нужной температуры, магнит больше не будет к нему прилипать.
Когда он размагнитится, погасите его в масле и перемешайте. Не держите его на одном месте. Хорошо перемешайте! Если вы будете держать его в одном и том же месте, вокруг лезвия образуется слой перегретого масла, который препятствует затвердеванию и блокировке.
Ну вот. Наше закаленное лезвие.
Вы можете проверить твердость напильником. Слегка проведите по нему файлом.На лезвии он будет гладким и гладким на ощупь. Сравните это с тем, как это звучит на не жесткой секции танга. Будет разница.
Если они звучат одинаково, повторите процесс закалки. Доведите его до температуры и снова погасите!
Теперь закаляем лезвие
Теперь очистите лезвие наждачной бумагой или эмори-бумагой. Получите большую часть шкалы.Это потому, что нам нужно будет наблюдать за изменением цвета лезвия по мере его закалки.
Получите большую часть шкалы.Это потому, что нам нужно будет наблюдать за изменением цвета лезвия по мере его закалки.
Теперь поместите нож около огня вот так. Видите, как спина обращена к жару? Это даст нам более горячую секцию на спине, где мы хотим, чтобы лезвие было мягче.
Вы можете перемещать этот нож, когда делаете это, чтобы направить тепло. Следите за изменением цвета, и когда он станет нашим синим сзади и нашей пшеницей на краю, вы можете пойти дальше и окунуть его в свое масло, чтобы зафиксировать.
Это лезвие почти закаленное. Еще немного и немного переместите его, чтобы все получилось правильно. И тогда вы можете пойти и погасить его! Закалка и отпуск завершены. Теперь мы можем закончить создание этого ножа.
Давайте продолжим с Учебником по изготовлению ножей и закончим изготовление ножа
Вам нравится создавать проекты и заниматься различными хобби?
Подпишитесь на мою бесплатную рассылку новостей.Я регулярно сообщаю вам новости о хобби и проектах, которые вы можете реализовать. это совершенно бесплатно, и я никому не передаю вашу электронную почту.
это совершенно бесплатно, и я никому не передаю вашу электронную почту.
Oil Quench — Какой тип использовать? — Ножи, лезвия для термообработки и т. Д.
Искать в
- Везде
- Темы
- Этот форум
- Эта тема
- Больше вариантов…
Найдите результаты, содержащие …
- Любые слова из моего поискового запроса
- Все слова из моего поискового запроса
Найти результаты в …
- Заголовки и тело контента
- Только заголовки контента

Закалка: вода или масло? — Ножи, лезвия для термообработки и т. Д.
Искать в
- Везде
- Темы
- Этот форум
- Эта тема
Найдите результаты, содержащие…
- Любые слова из моего поискового запроса
- Все слова из моего поискового запроса
Найти результаты в …
.Сделал нож из клапана дизельной установки. Стоит ли заморачиваться и делать нож из такого материала? | Нож и Ножны
Здравствуйте уважаемые подписчики канала «Нож и Ножны » и те, кто заглянул из любопытства.
Расскажу вам про свой очередной опят. Давно в голове крутилась мысль, сделать нож, как говориться из «золотой середины». Хотелось, что бы клинок можно было править в полевых условиях не заморачиваясь, и в то же время ещё и заточку держал. Долго вынашивал такую идею и наконец, приступил к её осуществлению.
Хотелось, что бы клинок можно было править в полевых условиях не заморачиваясь, и в то же время ещё и заточку держал. Долго вынашивал такую идею и наконец, приступил к её осуществлению.
Материалом выбрал впускной клапан от дизельной установки, который реагирует на магнит (магнитится). Знакомый кузнец отковал для меня этот клапан, и я приступил к слесарке. Кто может подсказать, что за сталь, пишите в комментариях.
ЗакалкаСпуски были задуманы от обуха. Вышел на сужение в 0,3 мм. Прежде чем делать хвостовик, решил закалить. Сразу хочу сказать, закаливать пришлось два раза.
Первый раз разогрев клинок оставил его остывать на воздухе. Почистив клинок, от гари и заточив, решил отдать клинок на тест. На поковку намотал изоленты и отдал знакомым ребятам на разделку свинины. Результат оказался плачевным. Будущий нож не продержался и пяти минут.
Решил перекаливать в отработке. Прежде чем калить клинок нагрел отработку до появления пенки. Затем нагрев клинок до тех пор, когда он бросил реагировать на магнит, опустил его в отработку и оставил там остывать. Далее опять чистка, заточка, изолента и разделка свинины.
Затем нагрев клинок до тех пор, когда он бросил реагировать на магнит, опустил его в отработку и оставил там остывать. Далее опять чистка, заточка, изолента и разделка свинины.
Результат меня порадовал. Будущий нож отработал около часа на свинине, а потом ещё резал бумагу формат А-4. Правда рез был уже мохрявый. Отпуск данному клинку я не делал.
Больстер и рукоятьРукоять из сувеля березы. Больстер сделал из латуни.
БольстерКогда все склеил и начал обтачивать, меня ждал новый сюрприз. Внутри латуни оказались поры, которые обточить не удалось. Решил их заделать латунной крошкой перемешанной с эпоксидным клеем. Напильником наточил крошки и перемешав её с клеем замазал поры. Когда клей высох, обточил на лепестковом круге. Всё-таки осталось заметно, но я счёл это не критично.
РукоятьРукоять решил сделать финского типа и пропитать в льняном масле и пчелином воске. Пропорции сделал 50/50. Нагрел на водяной бане. Когда воск совсем растаял, погрузил туда нож и поместил в вакуумную установку сделанную мной же.
Когда воск совсем растаял, погрузил туда нож и поместил в вакуумную установку сделанную мной же.
- толщина в обухе 4 мм;
- длина хвостовика 85 мм;
- длина клинка 115 мм;
- рукоять 123 мм.
Мнение автора
Если у вас много свободного и где то завалялся клапан от дизельной установки, то почему бы и нет. Нож получился вполне пригодный для кухни. Основной его плюс то что он не ржавеет и легко правится.
Жду ваших отзывов, комментариев и советов. До новых встреч, всем добра и здоровья.Крепкий нож выживания из пильного диска
Если у вас имеется старый пильный диск, из него можно сделать отличный нож. Автор для таких целей использовал диск на 16 дюймов. С таким ножом будет не страшно отправиться в поход, да и подарить не стыдно. Самое главное при создании придерживаться правил безопасности, так как речь идет о металлообработке.
 youtube.com/embed/ZVelzKfq4Iw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/ZVelzKfq4Iw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Материалы и инструменты для самоделки:
— пильный диск на 16 дюймов;
— болгарка;
— ленточный шлифовальный станок;
— фломастер;
— точило;
— древесина и режущий инструмент по дереву для создания ручки;
— дрель или сверлильный станок;
— матовая черная краска;
— эпоксидка;
— масло для обработки ручки и другое.
Процесс изготовления ножа:
Шаг первый. Вырезаем контур
Сперва нужно придумать и найти форму клинка, а затем перенести на диск и вырезать.
Шаг второй. Грубая обработка на точиле
Теперь автор шлифует клинок на точиле, задавая ему основную форму.
Шаг третий. Ленточный станок
На ленточно-шлифовальном станке задается нужный угол лезвия. Для шлифовки автор использовал бумагу на 80, а потом на 120.

Шаг четвертый. Упор ножа
Автор решил сделать на ноже своего рода перекрестие, как раньше делали на мечах. Для этого понадобится отрезать еще один кусок от диска и задать ему нужную форму. Ну а далее этот кусок стали крепится саморезами к древесине и в нем проделывается щель, чтобы туда могла зайти рукоятка клинка.
Шаг пятый. Изготовление ручки
Ручку автор сделал из грецкого ореха. Отпилив нужный кусок, ручка шлифуется до нужного профиля. Далее, чтобы она надежно лежала в руке, автор сделал в ней щели по 3 мм. Щели можно закрасить черным фломастером, чтобы выделить ручку, а затем она опять шлифуется.
В заключении в рукоятке нужно просверлить отверстие, чтобы в него могла зайти узкая часть клинка. Можно просверлить несколько отверстий, а затем расточить их напильником.
Шаг шестой. Закалка
Для закалки автору понадобилась банка из под консервы (подойдет из под краски и т.д.). В крышке делается щель, в которую вставляется клинок.![]()
Завершающим этапом закалки стало помещение клинка в плиту на час с температурой в 205 градусов Цельсия. Перед этим он также затачивается.
Шаг седьмой. Примерка
На этом этапе автор проверяет, все ли детали подходят друг к другу.
Шаг восьмой. Деталь ручки
Для нижней части ножа автор также вырезал деталь и задал ей нужную форму.
Шаг девятый. Покраска
Автор красит все металлические детали ножа черным матовым цветом. Потом детали снова калятся в печи один час при температуре 205 градусов Цельсия, чтобы краска надежно пристала.
Шаг десятый. Окончательная заточка
Клинок точится до состояния лезвия, он без проблем должен резать бумагу. Наждачная бумага здесь использовалась на 220 и 400.
Шаг 11. И снова в духовку
В очередной раз автор помещает клинок в духовку на час при температуре 205oC.

Шаг 12. Сборка ножа
Для сборки ножа понадобится хороший клей, подойдет эпоксидка. Еще автор использовал в нижней части полиэфирную шпаклевку, чтобы сровнять все воедино.
Шаг 13. Завершающая шлифовка
Теперь ручка хорошенько шлифуется до идеальной гладкости.
Для хранения ножа нужно смазать его лезвие маслом, да и ручку можно также пропитать маслом или другими специальными пропитками.
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Можно ли починить штык нож???
Прохожий
Здравствуйте, уважаемые.
Кто знает, можно ли в принципе починить штык-нож, если клинок сломан у рукояти?
Приварить его можно?
Alex_Fox
Вообще у меня был сломаный нож, но не штык-нож, а небольшой охотничий (каленая сталь ок 3-х мм). Заварить заварили, держится до сих пор, но несколько неаккуратно получилось. Сварка не полностью расплавляет металл, а, в основном, делает наплав сверху. Далее подточили на наждаке и поставили на место. Недостаток поломки — треснула прямо под гардой, пришлось еще и ее подгонять. Аргоном или газом не вари (отпустишь металл), кемпингом тоже не стоит (он для точечной сварки). Лучше электросварка, еще лучше, если можно нормально закалить после этого. Металл прогревается около 4-х см вокруг. Для хвостовика некритично, а для лезвия — сам понимаешь…
Заварить заварили, держится до сих пор, но несколько неаккуратно получилось. Сварка не полностью расплавляет металл, а, в основном, делает наплав сверху. Далее подточили на наждаке и поставили на место. Недостаток поломки — треснула прямо под гардой, пришлось еще и ее подгонять. Аргоном или газом не вари (отпустишь металл), кемпингом тоже не стоит (он для точечной сварки). Лучше электросварка, еще лучше, если можно нормально закалить после этого. Металл прогревается около 4-х см вокруг. Для хвостовика некритично, а для лезвия — сам понимаешь…
DM
Не имеет никакого смысла — получится уродство
и все равно им можно будет только колбасу резать после ремонта.
Лучше и не пытаться…
На мой взгляд, штык нож для АК74 — метать вообще нельзя!!! и ронять на твердую поверхность тоже…
Alex_Fox
Что верно, то верно, но если хочется человеку восстановить любимый нож, помогем чем могем.
DM
Согласен
Reaper
Закаленная сталь штык-ножа плохо поддается какой бы то ни было сварке и впоследствии все равно треснет по шву или около него. Предполагаемые варианты решения проблемы:
1) Спаять графитовой или карбидной прокладкой под давлением. Подробнее — в «Справочнике паяльщика». Не ахти какой метод применительно к клинку, да еще обломанному у самой рукояти;
2) Отпустить сталь, сварить в инертном газе и заново закалить в мягких условиях (например, в масле). Гораздо лучше пайки. Если интересно, могу выложить руководство, как делать отпуск и повторную закалку.
Хотя, конечно, стандартный штык-нож того не стоит — всегда можно раздобыть новый. Ладно бы там был огненный меч или хотя бы сабля какого-нибудь исторического персонажа. 😛
Оно бы, по крайней мере, стоило такого труда и таких денег.
Mr_Mike
Reaper, вообще-то если можно выложить руководство по закалке/отжигу — или намылить дабы не засорять конфу — моя благодарность не будет иметь границ (нуу, в пределах разумного).
Mr_Mike
И тишина…. Ау,Reaper!..
Reaper
Хорошим руководством по закалке зосорить эту конфу довольно сложно. Вот некоторые вещи, которые надо помнить:
1) Температура воды должна быть строго 27 градусов;
2) Чтобы нож мог резать стекло, надо закаливать его не в воде, а в сургуче — макать в сургуч, каждый раз в новое место, пока не остынет и не перестанет входить в сургуч;
3) Перед закалкой сталь хорощо бы науглеродить. Один из рецептов: 1 часть толченого стекла, 200 соли, 8 частей животного (костяного) угля, 2 древесного угля, 2,5 части ржаной муки, 25 канифоли и 1299 частей желтой кровяной соли. Все растереть в порошок и замесить в спирте до консистенции густого теста. Покрыть клинок перед закалкой;
Покрыть клинок перед закалкой;
4) Другой рецепт: 700 канифоли, 300 желтой кровяной соли, 100 медного купороса, 100 льняного масла. Добавляя в этом порядке, варить в горшке, постоянно помешивая, до улетучивания 200 частей. Массу вылить в ящики и дать затвердеть. Клинок накалить до вищнево-красного цвета и воткнуть в массу (если сталь плохая, то повторить 3-4 раза). Затем клинок накалить еще раз и погрузить в холодную воду (27 градусов). Сталь будет твердой и очень упругой.
Источник — «Справочник кустаря», 1931 год.
Mr_Mike
2 Reaper. Спасиба, дарагой, да!
Пару вопросов для уточнения:
1. Инфа выше касается закалки в воду, так? А по поводу закалки в масло ничо нет? Оченно надо…
2. По поводу обогатительной смеси #1: «…Покрыть клинок перед закалкой…» — Закаливать со смесью на клинке, так? Как катану для хамона?
3. По поводу обогатительной смеси #2: «…помешивая, до улетучивания 200 частей. ..» 200 частей должно уйти или 200 всего остаться?
..» 200 частей должно уйти или 200 всего остаться?
Закалка в сургуч:
ИМХО закалка до твердости 65-66 HRC не есть гут — кромка будет щербиться и выкрашиваться. Вот тута у меня мысель — если после закалки (55-56 HRC)клинок в атмосфере азота (50 атм) подвергнуть лазерному удару для образования нитрида или карбида толщиной 20..150 мкм,э?
Ишшо раз сенкс.
[This message has been edited by Mr_Mike (edited 04-12-2001).]
Alex_Fox
Лет около 10 назад слышал, что кажется для дамаска для закалки использовался животный жир, в частности — свиное сало.
Может, пошутили, но способ закалки сильно похож на закалку в сургуче, о котором рассказывал Reaper.
[This message has been edited by Alex_Fox (edited 06-12-2001).]
Reaper
1) Закаливать лучше не в жире, а в минеральном масле. Так и делали в Дамаске. Могли бы догадаться — мусульманам ни к чему связываться со свиным жиром, потом такой клинок разве что европейцам и продашь. ..
..
2) Смесь надо наносить перед началом нагрева.
3) Пока не останется 1000 частей.
Mr_Mike
Вот меня интересует такой вопрос — всякое ли масло годится для закалки? Машинное попрет? А отработанное моторное? А сливочное? 😊
Есть ли к-л критерии на температуру масла?
Caucasian64
Luchshe vibrosi i ne pozor roditelei
Mr_Mike
2Caucasian64
Дарагой, читаем плохо, да? Школа не хадыл,э?
Дражайший и я сказал бы-достопочтенный Caucasian64 (надеюсь 64 — ето не ваш IQ)советую посмотреть кто начал топик — кому надо было чинить нож — и кто я (по профайлу побачь) Тока внимательно. Мине нужна инфа по закалке — если ее в этом топике выкладывают то я ее здесь и обсуждаю. Вопрос сломанных ножей мине не касается.И не надо касаться родителей. Все, пиши письма мелким почерком.
«я джигит кинжал достал,э…»
[This message has been edited by Mr_Mike (edited 09-12-2001).]
Caucasian64
Ia tak ponial chto shtik bil ot AKM. 😛 Nu a eto,kak skazal velikii i mudriy znakomii bivshii ZK ,vesch kotoroi xorosho teploe govno rezat’.Ia tak dumaiy!(mimino smotrel?).Esi cgelovek xochet svarit AK shtik znachit zhivet ne po sredstvam(neposredstvenniy). 😊 KA-BAR, xoroshee pero,rekomenduiu.A v shkolu ia xodil i po russkomu i literature bilo 5/5.A tak zhe i Med Institut pod nogi popalsia.64-eto sudba!IQ u menia takoi nizkii chto tolko v Yale University na rabotu vziali.Vot tak bivshii zemliachok! 😀
Mr_Mike
*** …если хочется человеку восстановить любимый нож, помогем чем могем.***
Кто не помогает — тот мешает. А свои заслуги перед отечеством и я могу перечислить. Тоже есть чем похвастаться. Вот, так-то, бывший землячок. А вообще-то молодец, топик почитал, тип ножа уяснил, а главное так и не понял…Жаль…
А вообще-то молодец, топик почитал, тип ножа уяснил, а главное так и не понял…Жаль…
Mr_Mike
Ау,Reaper, ты где? Я тут замонался без толку трещать.
Dr. Watson
Безусловно, штык-нож АК — это больше штык, чем нож. Он дорог, пожалуй, больше как символ. «На этих штыках держалась Империя» — хочу на своем экземпляре сделать гравировку и повесить на стену. На большее он не годится. Хочет человек его починить — его дело. Сможем — поможем.
Пижониться эмиграцией… Ах, Йель, ах Америка… «Страна равных возможностей». Среди потомков «Мейфлауера». Как там, в диаспоре, ассимиляция идет?
Ну, да ладно. Caucasian, извини, коль что не так, но будь ласка, не махай шашкой, не горячись. Участвуй, плззз, с достоинством. ОК?
Caucasian64
Privet,Dok,assimilicia idet medlenno,no verno,i esli bi CCCP ne razvalili ia bi nikogda ne uexal(pover chto zhil ia tam luchshe,za isklucheniem zakonnogo oruzhia). Da ,a shashkoi maxat nachal (ia tak dumaju),ne ia pervii(no nash bronepoezd….).Shtik k AK zdes $15.A skolko u vas?U menia net scanera, ato bi pomestil raznix kartinok iz kataloga.Da, a vi mozhete viiti na site Shotgun News?Daiju web site-www.shotgunmews.com.Ia vse vremia pokupaju ottuda patroni.A na schet uspexov-tak ia paxal po 12-13 casov v den bez vixodnix i otpuskov 4 goda v limuzine,poka zalez v Yale.Seichaskonechno ia belii chelovek i xozhu na rabotu kogda i vo skolko xochu ,u menia opublikovano 7 nauchnix rabot, ezzhu po strane , letom poedu v nauchnuju komandirovku v Guatemalu (oxota tam govoriat -skazka).Vsem privet,Ia skazal-vsem,i s shashkami tozhe.
Da ,a shashkoi maxat nachal (ia tak dumaju),ne ia pervii(no nash bronepoezd….).Shtik k AK zdes $15.A skolko u vas?U menia net scanera, ato bi pomestil raznix kartinok iz kataloga.Da, a vi mozhete viiti na site Shotgun News?Daiju web site-www.shotgunmews.com.Ia vse vremia pokupaju ottuda patroni.A na schet uspexov-tak ia paxal po 12-13 casov v den bez vixodnix i otpuskov 4 goda v limuzine,poka zalez v Yale.Seichaskonechno ia belii chelovek i xozhu na rabotu kogda i vo skolko xochu ,u menia opublikovano 7 nauchnix rabot, ezzhu po strane , letom poedu v nauchnuju komandirovku v Guatemalu (oxota tam govoriat -skazka).Vsem privet,Ia skazal-vsem,i s shashkami tozhe.
kapsul
Из того что понаписал Caucasian могу подписаться пол-ко под словами на счет Ka-Bar-чика. Действительно вещь хорошая, я с ним уже лет 8 по полям мотаюсь (геолог я) и без притензий, главное правильно заточить
Caucasian64
Kapsul delo govorit.Kstati na skolko M 16-dermo po sravneniju s AK,nastolko M 16 shtik luchshe.A tak zhe stiki ot Mausera i M1 karabina.KA-BAR po katalogu $28.90, a u vas?Voobsche stiki k M16 delaet Solingen,po licenzii Colt.
Caucasian64
OK, ia ubral svoi post.Voobsche-to ia ne lubitel nozhei. Poshel k sebe na ognesrel,see you there soon.
Reaper
Sorry за что, что не всегда отвечаю сразу…туговато с инетом.
В средние века для закалки брали масляную фракцию нефти (то есть ту, которая после нафты — лигроиновой фракции). Машинное масло лучше не брать. Легкое типа веретенного или часового — ничего, но лучше раздобыть специальное для закалки. Надо ехать туда, где до сих пор делают качественное холодное оружие (Ближний и Средний Восток).
Mr_Mike
Ясно, сенкс.
Dr. Watson
Caucasian64
esli bi CCCP ne razvalili ia bi nikogda ne uexal.Seichas konechno ia belii chelovek.
Все верно. И мне после «братской, социалистической», а ныне феодальной республики долго пришлось подниматься в России. Сейчас и о себе могу сказать, что «побелел». И хорошо, что мигрировал. Не хочется киплинговское «бремя белого человека» примерять на себя заново.
О ножах… КаБар не пробовал. Пользую сейчас финский J.Marttiini, стилизованный под штурмовой, оксидирован, но без лишнего, кроме идиотского компаса в пятке неопреновой рукояти. Заточку держит более-менее неплохо, сталь слегка мягковата. Удобны народные финские ножны, в которых нож утоплен до середины рукояти и поэтому не пристегнут.
А так исповедую «теорию трех ножей» — боевой нож, мачете и Handymann (вместо Викторинокса).
Caucasian64
Privet,Dok,Ia ne znaju vozmozhnosti comp. v tvoem polzovanii,i voobsche ia ne comp. genii,esli smozhesh,posmotri-www.tapco.com,Nozhi -klass.Shtik ot M16-survival knife,M9 Ranger,Commando,Special forces-ot $59.99 do $ 69.99 tam -zhe AK shtik-$18.00.
Изделия дамасская сталь. Как самостоятельно изготовить высокопрочный нож из дамасской или булатной стали. Технологии дамасской и булатной стали из подручных материалов своими руками. Наиболее часто задаваемые вопросы про дамаск
О свойствах легендарных оружейных сталей — дамаска, булата и вутца — хотя бы понаслышке знает любой цивилизованный человек. Они являются свидетельством уникальных возможностей мастеров металлургической профессии.
В чем секрет этих удивительных сплавов, кто и когда их производил и каким образом обрабатывал? Похоже, что современная наука нашла ответы на эти вопросы.
Продолжение цикла публикаций из энциклопедии «Металлургия и время».
Предыдущие статьи цикла:
, )
«Чугунение» и «насталивание»
Структуру металла с высокоуглеродистыми прослойками можно получить, применяя при кузнечной сварке в качестве флюса дробленый чугун.
При температуре сварки углерод чугуна мгновенно соединяется с окалиной, отнимая у нее кислород. В итоге вместо окалины образуются диоксид углерода и восстановленное железо, которое тут же науглероживается от контакта с углеродом жидкого чугуна. Чугун в данном случае служит более эффективным источником углерода, чем древесный уголь, поскольку при температуре сварки он плавится и углерод находится в нем в растворенном, более химически активном виде. Растекаясь по поверхности заготовки, жидкий чугун очищает ее от окалины, попутно теряя свой углерод и вследствие этого затвердевая. При последующей проковке часть жидкого чугуна выжимается, но остаются тонкие прослойки достаточно вязкого, обедненного углеродом чугуна и высокоуглеродистой стали.
Дальнейшую расковку пакета проводят при несколько пониженных температурах, чтобы высокоуглеродистые прослойки не расплавлялись, поэтому некоторые оружейники говорят, что они не сваривают пакет, а «паяют» его чугуном. Науглероживание поверхности металла расплавленным чугуном называют «чугунением» или «насталиванием». В итоге получается чередование слоев вязкого железа, стали и крайне твердого белого чугуна, т.е. «предельный» вариант дамасской стали. Классический японский способ изготовления клинков как раз и заключался в использовании молибденсодержащего железа, стали (по некоторым данным, импортируемой из Китая) и дробленого чугуна.
Ковка литой стали
Историческому сосуществованию двух типов оружейной стали — литой и сварочной — соответствовали две технологии ковки. Известно, что заготовка вутца перед ковкой имела небольшую массу (не более 1 кг).
Легковесность исходной заготовки позволяла мастерам осуществлять ускоренный подогрев изделия и широко использовать локальный нагрев его частей для последующей ковки.
Если внимательно присмотреться к состоянию микроволокон, выходящих на поверхность вутца, то можно видеть не только их «завихренность» в результате применения сложных приемов ковки, но и их раздробленность. Данное обстоятельство указывает на осуществление на определенном этапе ковки мощного «единоразового» воздействия на волокна, предварительно приведенные в благоприятные для дробления условия. По-видимому, именно эта операция ковки определяющим образом влияла на конечное качество булатной стали и совокупность ее феноменальных свойств.
Вместе с тем многими специалистами отмечается, что условием правильной ковки булата является ее «постепенность». Качество булатного клинка тем выше, чем медленнее ведется ковка. Аккуратная ковка при невысоких температурах, требующая многочисленных подогревов, приводит к повышению контрастности узоров. При нагреве мелкие карбиды и острые грани крупных карбидов растворяются, а при последующем остывании углерод вновь выделяется на поверхности крупных частиц в высокоуглеродистом прочном волокне. Поэтому первоначально размытый узор приобретает резкость и контрастность.
Ковка дамаска
В неоднородном дамаске вид макроструктуры очень сильно влияет на свойства клинка. В разных странах были разработаны десятки, а возможно, и сотни сортов сварочной стали. Несмотря на такое обилие, все эти сорта можно упорядочить, разделив по принципу образования на несколько групп: «дикий», «штемпельный» и «крученый (турецкий)».
«Дикий» узор дамаска образуется при беспорядочном перемешивании металла в результате простой ручной ковки. Лучшие мастера предпочитали ковать клинки из «штемпельного» дамаска с регулярным узором. «Штемпельным» узор назвали в Германии по способу его образования с помощью нанесения специальным штампом — штемпелем строго упорядоченного рельефа на заготовку клинка, в результате чего при ковке слои искажались в заданном порядке. Видов формируемых при этом узоров немного: ступенчатый, волнистый, ромбический (сетчатый) и кольчатый. Ступенчатый узор характеризуется относительно узкими прядями линий, расположенными поперек клинка.
Схема проявления узора (а) и основные виды набоек для изготовления штемпельного дамаска (б)
Распространенным видом «штемпельного» узора является ромбический, имеющий две разновидности. Одну из них получают, насекая поверхность заготовки зубилом крест-накрест, отчего узор имеет вид сплетенной из нитей сетки, наброшенной на клинок из «дикого» дамаска. Соответственно, и узор называется «сетчатым». Второй разновидностью является узор, который в Германии называют «мелкие розы». Он имеет вид четких концентрических ромбов и набивается имеющим пирамидальные выступы штампом. Кольчатый вид «штемпельного» узора в США называют «павлиний глаз», хотя он больше похож на «павлиний хвост», поскольку на клинке в четком порядке расположены многочисленные концентрические окружности.
«Турецкий» или «розовый» дамаск
Особенно красивым считается узор «турецкого» дамаска. Так в XVII-XVIII вв. его назвали в Европе, когда увидели привезенные с Востока сабли из местных разновидностей сварочного металла. Другое его название — «розовый» дамаск, обусловленное схожестью вида узора с цветками розы.
Отличительной особенностью «турецкого» дамаска являлось то, что клинки отковывались из предварительно туго закрученных прутков неоднородного металла. Узоры при этом получались крайне разнообразными и причудливыми. Беруальдо Бьянчини, автор вышедшей в 1829 г. книги «О дамасских клинках турецкого типа», писал: «…масса, употребляемая сегодня для создания дамасских клинков, в точности та же самая, какая идет на изготовление клинков совершенно ординарных, т.е. равномерная смесь стали и железа в соотношении два к одному.
Стадии проявления узора в крученом турецком дамаске
Вытягивание дважды рафинированных болванок в полосу и последующее выковывание клинка между двух штампов происходят так же, как и при изготовлении обычного клинка. Единственное различие состоит в том, что штамп для дамаска должен быть снабжен различными рельефами, которые желательно перенести на клинок. При ковке молотом сменяющие друг друга листы стали и железа клинка вдавливаются в углубления штампа, в результате чего возникают углубления или рельеф, которые, будучи затем спилены, дают желаемый узор».
Закалка оружейной стали
Режимы термической обработки изделий из булатной стали всегда привлекали пристальное внимание исследователей. Именно этот этап технологии ее производства окружен наибольшим числом легенд и таинств, дошедших из глубины веков.
И в сравнительно недавние времена, например в XIX в., многие металлурги придавали большое значение способам закалки булата и даже относили их к основным секретам изготовления булатного оружия.
Объяснить, почему металл становится прочнее и тверже, тогда никто не мог, зато рецептов закалки было великое множество: практически каждый мастер имел свой секрет.
Известно, что в качестве закалочной среды широко использовалась и родниковая вода, и вода минеральных источников. Температура воды и растворенные в ней соли оказывали большое влияние на скорость охлаждения изделий, поэтому место отбора воды и ее температуру при закалке держали в строгом секрете. Ввиду того, что клинки из стали с высоким содержанием углерода после закалки в холодной воде легко ломались от удара, в Персии холодное оружие начали закаливать в мокром холсте. Известен метод закалки, при котором перед термической обработкой клинок для тепловой изоляции обмазывался толстым слоем особой глины с разными примесями. Состав удалялся только с лезвия, подлежащего закалке в воде. Образовавшейся при этом «демаркационной» линии в каждой мастерской придавали своеобразный оригинальный рисунок, по которому можно было отличить мастера, изготовившего холодное оружие.
Моча рыжего мальчика и ягодицы молодого раба
Металлурги искали и умели находить среды, в которых сталь охлаждается быстрее, чем в воде. Так, моча и другие растворы солей забирают тепло у раскаленного металла быстрее, чем самая холодная вода.
Заметив эту особенность, средневековые металлурги разрабатывали различные варианты закалки и достигали порой немалых успехов. Вот как Теофил описывает закалку стали, которая режет «стекло и мягкие камни»: «Берут трехлетнего барана, привязывают его и в течение трех дней ничем не кормят. На четвертый день его кормят только папоротником. Спустя два дня такой кормежки, на следующую ночь барана ставят в бочонок с пробитыми внизу дырами. Под эти дыры ставят сосуд, в который собирается моча барана. Собранная таким образом за две-три ночи в достаточном количестве моча изымалась, и в указанной моче барана закаливали инструмент». Существуют легенды, согласно которым булатные клинки закаливали в молоке матери, кормящей сына, в моче рыжего мальчика, трехлетней черной козы и т.д.
Как повествует легенда, в Древней Сирии клинок нагревали до цвета зари и 6 раз вонзали в ягодицы молодого раба. Известны приемы подобной закалки стали охлаждением в теле свиньи, барана или теленка. В Дамаске сабельные клинки нагревали до цвета восходящего солнца и закаливали в крови убиваемого нубийского раба. А вот рецепт закалки кинжала, обнаруженный в одном из храмов на территории Малой Азии и относящийся к IX в.: «Нагреть (клинок) до тех пор, пока он не засветится, как восходящее в пустыне солнце, затем охладить его до цвета царского пурпура, погружая в тело мускулистого раба. Сила раба, переходя в кинжал, и придает металлу твердость».
Древние кузнецы знали и способы предохранения металла от окисления в период нагрева под закалку. Кузнец брал бычьи рога, сжигал их на огне, в полученный пепел примешивал соли и посыпал этой смесью изделия, которые затем нагревали и закаливали в воде или сале.
Тайна литой стали
Как ни парадоксально, человек пока так и не смог до конца понять сущность булатной стали, природу уникальных свойств и особенности технологии ее получения. И это несмотря на то, что долгое время использовал изделия из булата, совершенствовал его, терял секреты изготовления и вновь приоткрывал тайны булата, подобно тому, как это сделал в середине XIX в. русский металлург П.П. Аносов.
Необходимо отметить, что П.П. Аносов, неоднократно отмечая в своих работах высокие качества полученного им булата, не уступающего лучшим азиатским булатам, никогда не говорил о том, что раскрыл тайну индийского вутца; более того, он отказался от устоявшегося в то время понятия «дамасская сталь» и выдвинул новое — «русский булат».
Разгадать секрет литой оружейной стали стремились многие видные европейские ученые, в том числе Майкл Фарадей, сын кузнеца. В 1819 г. он исследовал образцы литой стали и пришел к выводу, что ее исключительные свойства объясняются присутствием небольших количеств кремния и алюминия. Хотя этот вывод оказался ошибочным, статья Фарадея вдохновила Жана Робера Бреана, пробирного инспектора Парижского монетного двора, провести серию экспериментов, в которых он вводил в сталь различные элементы. Именно Бреан впервые в 1821 г. высказал догадку о том, что необычные прочность, вязкость и внешний вид литой оружейной стали должны быть обусловлены высоким содержанием углерода. Он установил, что ее структура имеет светлые участки науглероженной стали на темном фоне, который он называл просто сталью.
Производство древнего оружия из булатной стали, окруженной легендарным ореолом сверхдостоинств и священных тайн, как уже хорошо известно, осуществлялось из индийского вутца. Он поставлялся на рынки Персии и Сирии в виде разрубленной пополам «лепешки» литой стали. Содержание углерода в вутце было очень высоким. Так, химический анализ вутца, проведенный по распоряжению П.П. Аносова, показал содержание углерода, равное 1,7-2,0 % масс. и более.
Заготовка индийского вутца имела диаметр примерно 12,5 см, толщину около 1 см и массу примерно 1 кг. Кроме того, слитки вутца имели своеобразные узоры, отличные от рисунка на готовых клинках. По мнению большинства специалистов, лучшие клинки ковали в VII-XII вв. Лезвие индийского клинка после заточки приобретало невероятно высокую режущую способность. Хороший клинок легко перерезал в воздухе газовый платок, в то время как даже современные клинки из самой лучшей стали могут перерезать только плотные виды шелковых тканей. Правда, и обычный стальной клинок можно закалить до твердости вутца, но он будет хрупким как стекло и разлетится на куски при первом же ударе.
К сожалению, в Древней Индии так тщательно скрывали секрет выплавки и технологию изготовления клинков, что, в конце концов, потеряли их совсем. Уже в XII в. табан, например, не могли делать ни в Индии, ни в Сирии, ни в Персии. В настоящее время ни один мастер, ни одна фирма в мире не могут воспроизвести лучшие сорта индийской стали, образцы которой сохранились еще в некоторых музеях Европы. Потеря секретов производства индийского вутца при наличии широкого рынка сбыта его заготовок указывает на ограниченное число мастеров, владевших технологией производства вутца, а также на достаточно высокие для своего времени показатели производительности, выход годного и воспроизводимость технологии получения вутца. С учетом этого можно предположить следующее: технология производства слитка индийского вутца была достаточно проста (как, наверное, и должно было быть, иначе стоило ли ее так тщательно скрывать), а форма в виде лепешки была в те далекие времена единственно правильной для представления готового полупродукта.
В средние века при определении преимуществ того или иного клинка настоящие мастера оценивали крупность узора (ширину волокон) булатной стали, характер рельефа, переплетения и число волокон, цвет травленого фона клинка и его отливы, высоту и длительность звучания клинка при ударе по нему, упругость и т.д. Представляется во многом понятным, что эти критерии контроля качества имели глубокий смысл, дающий информацию, в частности, о режущих свойствах клинка. Ширина высокоуглеродистых волокон характеризовала не только примененный способ получения булатной стали, но и режущие свойства клинка, его упругость и способность к самозатачиванию.
Очевидно, что после заточки и полирования лезвия из булатной стали его режущая кромка уже имела зубчатый рельеф, обусловленный изменяющимися по длине кромки твердостью и износостойкостью ее составляющих. Если учесть, что каждое высокоуглеродистое волокно булатной стали при выходе на режущую кромку имеет профиль определенной кривизны — фактор, существенно повышающий режущую способность клинка, то древние мастера были просто обязаны оценивать ориентировку волокон относительно режущей кромки клинка и его рукоятки.
Первым строго научно объяснил природу булата и связал ее со свойствами этой удивительной стали выдающийся русский металлург Дмитрий Константинович Чернов. Он считал, что при затвердевании сталь распадается на два различных соединения железа с углеродом, которые «играют очень важную роль при назначении такой стали на клинки: при закалке более твердое вещество сильно закаливается, а другое вещество остается слабо закаленным, но так как оба вещества в тонких слоях и фибрах тесно перевиты одно с другим, то получается материал, обладающий одновременно и большой твердостью, и большой вязкостью. Таким образом, оказывается, что булат несравнимо выше лучших сортов стали, приготовленных иными способами».
Легендарный композит
Итак, булат представляет собой композиционный материал. Отметим, что идея создания подобных материалов заимствована человеком у природы.
Множество природных конструкций (стволы деревьев, кости и зубы людей и животных) имеют характерную волокнистую структуру. Она состоит из сравнительно пластичного матричного вещества и более твердого и прочного вещества в виде волокон. Например, древесина — это композиция, состоящая из пучков высокопрочных целлюлозных волокон трубчатого строения, связанных матрицей из органического вещества (лигнина), придающего древесине поперечную жесткость. Зубы людей и животных состоят из твердого и вязкого поверхностного слоя (эмали) и более мягкой сердцевины (дентина). И эмаль, и дентин содержат неорганические микрокристаллы гидроксилапатита игольчатой формы, расположенные в мягкой органической матрице.
Сейчас можно с уверенностью сказать, что булатная сталь была открыта неслучайно и гораздо раньше, чем принято думать. Металлурги бронзового века не могли не обратить внимания на елочное строение бронзовых слитков. Получив первый слиток из железа с тем же елочным строением, древние мастера, вероятно, начали его ковать как бронзу. Конечно, он рассыпался. Однако это не остановило древних металлургов и спустя какое-то время, накопив опыт, они сумели найти решение.
Уникальность булатной стали заключается в том, что она представляет собой принципиально новый класс композиционных материалов. Она не может быть отнесена ни к одному из известных и научно определенных видов естественных и искусственных композитов, в числе которых в настоящее время принято определять волокнистые, слоистые и дисперсно-упрочненные. Особые свойства булата достигаются в результате совместной термомеханической обработки волокон и матрицы и последующего термического упрочнения композита посредством взаимного воздействия его отдельных составляющих и процессов, протекающих в них.
В заключение отметим, что при определенных условиях узорчатый слиток можно получить из однородного расплава. Это достигается путем замедленной кристаллизации высокоуглеродистого сплава, при которой вырастают крупные зерна-кристаллы, размер которых может достигать нескольких миллиметров. По границам этих кристаллов-дендритов выделяются карбиды, образующие цементитную сетку. Ковка такого крупнозернистого металла при невысоких температурах позволяет раздробить сплошную цементитную сетку на мелкие частицы и сформировать видимый глазом узор. Полученный таким образом узорчатый металл исследователи в настоящее время называют «дендритной» сталью — по дендритному характеру кристаллизации слитка, или «ликвационным» булатом — по механизму образования узора вследствие ликвации углерода. Клинки из «ликвационного» булата современные кузнецы расковывают при нагреве до температур, не превышающих 850 °С. Это обязательное условие; иначе, при более сильном разогреве, карбидные частицы полностью растворяются и магические узоры исчезают.
Для составления пакета подходят сотни современных сталей, назову лишь небольшое количество. По химическому составу подходят шх15, шх4, шх20сг, шх15сг, 65г, 50хфа, 60с2хфа, 70г, 70с2ха, 5хнм, 5хгм, 5х2мнф, 6хвг, 5хнв, 9хс, хвг, у8, у10, у12, у13а и т.д. По температуре ковки и закалки идеально подходят друг другу шх15, у8 и 65г. Температура для их сваривания примерно 1100 градусов, температура ковки 900-1000 градусов, температура закалки 850 градусов. Все эти стали соответствуют «трем правилам», и их легко найти в быту.
Используя в равных пропорциях, из этих сталей получается дамасская сталь с содержанием углерода 0,8%. Для изготовления пакета раскуем эти стали в одинаковые по габаритам пластины примерно 15*5*1 см. Сложим из них 6-ти слойный пакет: у8 — шх15 — 65г — у8 — шх15 — 65г. Чтобы пакет не развалился по углам прихватим его электро-сваркой и с торца приварим ручку из куска арматуры длиной 50-60 см. Пакет для сваривания готов. Теперь поместим его в разогретый горн и доведем до температуры 850-900 градусов, это красно-оранжевый цвет. Вытащим за ручку пакет из горна и поставим его на ребро так, чтобы все слои сталей стояли вертикально. Нанесем сверху на пакет горсть буры. Бура должна растаять и протечь насквозь через пакет. Если бура не протекла, надо добавить ее еще. Если бура не вся растаяла нужно пакет с бурой подержать в горне над углем пока бура не растает. Затем нужно повернуть пакет на 90 градусов, чтобы все слои металла были горизонтальны относительно земли. В таком состоянии бура должна покипеть между слоями сталей несколько минут. Это нужно для того, чтобы бура растворила все шлаки и окалину на металле, образующуюся при нагревании металла в горне. Затем вынимаем пакет разогретый до оранжевого цвета, это примерно 900-950 градусов по Цельсию. Пакет ставим под молот и несильными ударами проковываем от одного края до другого. Этим действием мы выдавливаем жидкую буру со всеми шлаками. Проковывать по всей поверхности пакета не желательно, внутри пакета может остаться бура, что в дальнейшем приведет к «непровару». После того, как вся бура выдавлена из пакета, пакет еще не сварен. Мы просто сблизили между собой очищенные от шлаков слои металла и теперь к свариваемому металлу нет доступа воздуха. Весь этот процесс нужно проводить очень аккуратно и желательно в защитных очках. Раскаленная бура брызгается из пакета на несколько метров в разные стороны и это очень травмо-опасно. Снова помещаем пакет в горн и разогреваем до сварочной температуры примерно 1100 градусов, белого цвета каления. Цвет пакета должен напоминать цвет раскаленного солнца. Пока пакет греется до сварочной температуры за ним необходимо постоянно следить и постоянно поворачивать в горне, чтобы не получить пережог. Как только металл засветился как бенгальский огонь это и есть пережог. Готовность пакета к сварки видна когда пакет равномерно прогрет до белого цвета каления, на нем нет темных пятен и от него только начинают отскакивать искорки. Готовый к сварке пакет вынимается из горна и проковывается на молоте по всей длине. В дальнейшем нужно вытянуть пакет в полосу путем ковки. Вытяжку в полосу нужно вести при температуре нагрева меньшей, чем температура сварки примерно 950-1000 градусов — желтый цвет каления. Проводя ковку пакета «на ребро» при температуре 950-1000 градусов вы сразу увидите есть ли непровар, на месте «непровара» слои разойдутся. Непровар не так страшен, в место где разошлись слои снова подсыпается бура и процесс сварки повторяется. Страшен пережог. В месте пережога сталь уже не лечится. После того, как пакет вытянут в полосу его можно разрубить на горячую или просто разрезать болгаркой допустим на три равных части. Эти части опять складываются в пакет и процесс сварки повторяется. Так из 6 слоев получится пакет из 18 слоев, затем из 54 и т.д. Узор получаемый от такого процесса ковки называется «диким дамасским узором». Для получения четкого контрастного дикого узора нужно набрать в пакете примерно 300-500 слоев. В процессе ковки из нашего пакета весом 3,5 кг останется всего около 2 кг готового изделия, остальной металл выгорел в процессе ковки. Для улучшения качества дамасской стали последнюю вытяжку пакета в полосу нужно проводить при температуре 850-900 градусов красно-оранжевый цвет каления. Это позволяет добиться мелко-зернистой структуры стали. Закаливать дамасскую сталь лучше всего в отработанном машинном масле. После закалки рисунок на стали проявляется еще сильнее. Закаливать дамасскую сталь в воде нельзя, ее там может просто разорвать. Японские кузнецы закаливают свои мечи в воде, но они перед закалкой обмазывают их огнеупорной глиной. После закалки в масле дамаск будет иметь твердость примерно 60-64 единицы по Роквеллу. Для снятия внутренних напряжений в дамасской стали ее нужно отпустить. Это делается двух-кратном нагреванием стали до температуры 180-200 градусов по 1 часу. Этот процесс можно провести даже в домашних условиях на кухне в духовке. Рисунок на стали выявляется путем травления ее в 5-ти % растворе азотной кислоты или в хлорном железе. Концентрацию хлорного железа каждый мастер подбирает себе сам. Начинать обучение по изготовлению дамасской стали нужно именно с «дикого дамаска», и от него уже переходить к изготовлению более сложных узоров. Еще один совет тем кто разогрев пакета проводит в угольном горне. В качестве топлива желательно использовать кокс, он меньше зашлаковывает колосники и дает больший жар. А сам пакет желательно прогревать в верхних слоях угля или даже сверху на угле. В этих слоях воздух, проходя с низу в верх, практически остается без кислорода. Весь кислород выгорает проходя через уголь, и в верхних слоях угля он сильно обогащен углекислым газом. В результате в верхних слоях угля металл почти не окисляется и частично науглероживается и восстанавливается.
Дамасская сталь (дамаск) — это сталь, полученная методом кузнечной ковки из пакета, состоящего из металла разного сорта. Благодаря наличию этих слоев, нож из дамасской стали имеет на поверхности характерный рисунок. Главное достоинство дамаска — сочетание твердости и гибкости, которая получается как раз из-за «смешивания» разносортного металла, но все-таки дамаск по своим характеристикам существенно уступает булату. С некоторой натяжкой можно сказать, что дамасская сталь это искусственный булат. Но вот сварочный дамаск и литой булат — это абсолютно разные стали. Принципиальная разница булата и дамаска в том, что булат это однородная высокоуглеродистая сталь, а дамаск представляет собой композицию из слоев разносортного металла.
Есть версия, что сварочный дамаск появился в Персии как искусственное подражание настоящему булату как более дешевый материал для изготовления оружия. С Юго-Востока данная технология пришла в Европу, где превратилась в настоящую индустрию. Расцвет школы сварного дамаска приходится на начало 18 века, в Европе это Золинген, в России — Златоуст. Великолепный дамаск также в те времена ковали и на Кавказе.
Сейчас, среди ножеманов, дамасский клинок благодаря своим качествам и эстетике набирает силу и признание. После некоторого забвения, кузнецы вновь открыли секреты его изготовления. Можно предположить, что в ближайшее время, после того как обрел высокую популярность, появятся и ружья со стволами из дамасской стали.
Дамаск — это высокоуглеродистая сталь, с содержанием углерода до 1,3%, обладающая превосходными характеристиками, нередко приближающимися к свойствам настоящего булата. Процесс изготовления дамасской стали известен и достаточно прост в разговорах и на бумаге, но кузнецов, кто изготавливает дамаск с феноменальными свойствами очень мало. И весь секрет дамаска — именно в кузнице, и не каждый «нож из дамаска» обладает теми качествами, которые присущи этому металлу.
Суть получения сварочного дамаска такова:
- собирается пакет из разносортного металла с различным содержанием углерода,
- посыпается флюсом, нагревается в горне и куется,
- по мере вытяжки брусок разрезается поперек, опять складывается в пакет и операция повторяется,
- и так несколько раз. Число слоев может доходить в итоге до десятков тысяч, но оптимальным, на наш взгляд является число примерно в триста слоев.
Если разогрев металла происходит в газовом горне — то настоящая дамасская сталь не получится, поскольку будет происходить выгорание углерода, а вот в угольных горнах — как раз и рождается первосортный дамаск — клинок, находясь в горящем угле хорошо науглероживается.
Именно благодаря чередованию слоев с высоким и низким содержанием углерода — одних твердых, а других вязких, как раз и достигаются те свойства, которыми знаменит нож из дамасской стали.
В зависимости от того, как кузнец скомпоновал и сварил различные сорта стали — формируется и вырисовывается знаменитый «рисунок дамаска». Эти узоры бывают разных видов, но наиболее часто встречающиеся — волны, полосы, сетка и букет.
Если Вы решили купить нож из дамаска , то с точки зрения прочностных и эксплуатационных характеристик — чем рисунок проще (границы слоев представляют равные по толщине и без особых зигзагов струи), тем лучше. Рекомендуем выбирать именно такие ножи. Также стоит отдать предпочтение более мелкому рисунку, чем крупному, поскольку это говорит о большем количестве слоев.
Проявление узора и подчеркивание эстетики ножа из дамасской стали достигается травлением.
Один из самых популярных пакетов для ножей из дамасской стали это ХВГ+У8+ШХ15
Одно из самых главных правил при обращении с клинком из дамаска — дамасские ножи нельзя шлифовать и обрабатывать абразивом. Эти действия «загонят» рисунок внутрь и клинок придется опять травить.
Приветствую всех мозгоремесленников ! После почти года «общения» с молотом и наковальней, я, наконец-то, приобрел необходимые опыт и инструменты для создания кованных поделок , таких как небольшой «дамасский» нож из данной мозгостатьи .
А начинал я, кстати, с небольшой кувалды в качестве наковальни, бил по которой небольшим молотком.
Сейчас же речь пойдет о создании своими руками небольшого, кованного, а не вырезанного, ножа с помощью самодельного горна, наковальни, молота и решимости. На лавры профессионала я не претендую, и это, безусловно, не единственный спсособ получения сварного дамасска, это рассказ о том, как мне удалось его сделать.
Дамасской сталью сегодня называют сварной дамасск, получаемый из сваренных металлических пластин различной мозгостали , впоследствии прокованных и перекрученных. Это как слепить вместе пластилин разных цветов и перекрутить его для получения волнистого узора. После ковки такую заготовку подвергают травлению, при котором разнородные металлы заготовки разъедаются неравномерно, тем самым образуя красивый контраст. Оригинальная дамасская сталь получается другим, весьма специфическим способом (хотя внешне похожа на современный дамасск), и мало кто знает, как ее создать, данный факт создал дамасску репутацию металла, якобы наделенного волшебной силой. А причина этой «силы», аналогичной и для самурайских мечей — процесс, позволяющий получать более однородную, и следовательно с нужными качествами, сталь, чего нельзя добиться другими способами, и дающий возможность включать в состав заготовки низкокачественную и высоко/низко углеродистую сталь. Что дает намного более качественное лезвие.
ВНИМАНИЕ!! Нож может быть опасен, прошу не давать его в руки людям с нарушениями психики!!!
Шаг 1: Материалы и инструменты
— стальные пластинки двух или более марок (предпочтительней в высоким содержанием угдерода), которые будут контрастировать друг с другом, я взял высокоуглеродистую 1095 сталь и сталь 15n20, с небольшим содержанием никеля, который добавит яркости и контраста после травления
— флюс (бура, которую можно приобрести в хозяйственном магазине)
— кусок арматуры, длинный пруток (будет приварен к заготовке в качестве ручки)
— дерево на ваш выбор для рукоятки ножа
— эпоксидная смола (отвердевающая за 5 минут самое то)
— латунные клепки
— состав для обработки древесины рукоятки, я использовал льняное масло
— масло для закалки металла (растительное)
— хлорное железо
— наковальня (желательно настоящая стальная наковальня, хотя при отсутствии таковой подойдут и некоторые другие прочные объекты: кусок рельса, кувалда, большая металлическая болванка, старый причальный столбик «кнехт», или просто большая прочная, твердая и ровная поверхность. Помните как все началось с ударов камнем на большом камне)
— молот (я использовал весом 1.3кг, с поперечным бойком)
— клещи
— сварка (необязательна, но желательна для сваривания пластинок друг с другом и приваривания ручки, если у вас нет сварки, то можно плотно обернуть пластины проволокой)
— кузнечный горн (способный нагреть заготовку до необходимых для ковки температур, что очень важно для качественного сплавления пластин друг с другом, более подробно об этом позднее)
— ленточный шлифстанок или напильник с горой терпения
— духовой шкаф или другой способ закаливания
— дрель или сверлильный станок
— тиски (очень полезна вещь)
Шаг 2: Сборка заготовки
Стальные пластинки обрезаются по нужным мозгоразмерам , мои к примеру 7.6х1.2см; при этом, чем больше заготовка, тем труднее ее формировать молотом. Перед тем как сварить их в стопку, пластинки со всех сторон очищаются от ржавчины и окалины. Далее пластинки укладываются стопкой, чередуя марки стали, так моя заготовка состояла их 7 пластин, три из которых марки 15n20, и четыре — 1095.
Выравненные относительно друг друга пластинки прихватываются сваркой (не обращайте особо внимания на мой шов), а затем к стопке приваривается ручка, чтобы было легче оперировать с заготовкой при ковке. Нет ничего зазорного, особенно после того как, стопка пластин сварена, в том, чтобы использовать только клещи. Я в любом случае выковал себе свои.
Шаг 3: Первая ковка стопки
Немного о моем горне: сделан он своими руками из пустого (для предосторожности специально купил новый) газового баллона, внутри выложен 5см-м слоем каолиновой ваты и огнеупорным цементом. Разогревается он горелкой типа Ron-Reil, о которой есть много хороших мозгостатей . Сам горн не особо большой и без проблем разогревается до нужной температуры.
Итак, заготовка из пластин нагревается до вишнево-красного цвета, жар для этого нужен не очень сильный. Нагретая заготовка самоделки посыпается бурой, которая сразу начинает плавиться и необходимо позволить ей просочится между пластинами. Это удалит окалину и предотвратит окисление, не позволяя кислороду контактировать с металлом. Данное действие обеспечит чистоту металла заготовки.
Затем заготовка снова нагревается в горне и процедура повторяется еще пару раз, не забывая очищать окалину при необходимости. А уже после этого заготовка нагревается до ковочной температуры, сколько это не могу сказать точно, но полагаю, где-то в районе 1260-1315 градусов Цельсия. При такой температуре заготовка будет иметь очень яркий желто-оранжевый цвет, примерно как умеренный дневной свет.
Чтобы не тратить время убедитесь, что наковальня и молот находятся под рукой и есть достаточно свободного рабочего пространства.
Затем заготовка быстро помещается на наковальню и легкими, мягкими ударами, равномерно по всей площади, начинается сквовка пластин воедино. Далее заготовка снова помещается в горн и разогревается до ковочной температуры, а потом проковывается ударами средней силы.
А уже после этого заготовка вытягивается, так, чтобы ее можно было загнуть.
Шаг 4: Загибание заготовки
Настало время увеличить количество мозгослоев в заготовке. Для этого заготовка проковывается до длины в два раза большей изначальной, но при этом важно равномерно протягивать ее, а не просто растягивать. По середине протянутой заготовки на подсечке, зубилом или другим подходящим способом делается поперечное углубление на 3/4 или 4/5 по толщине, по которому заготовка затем складывается пополам на краю наковальни, переворачивается и проковывается по всей длине, при этом убедившись, что половинки не сдвинулись относительно друг друга по боковым кромкам.
Затем повторяется процесс нагревания/ковки из предыдущего шага: флюс, нагрев, остывание, нагрев, ковка, горн. Процедура увеличения числа слое повторяется до нужного количества этих слоев, так я сложил ее 4 раза и получил 112 слоев. (Хотите больше слоев, пожалуйста, узор тогда получится мельче.4=112).
Далее разогретая до ковочной температуры заготовка самоделки помещается в паз наковальни, хорошенько скручивается, а затем ей снова придается прямоугольная форма. Но до скручивания, заготовка пробивается по углам для того, чтобы ее форма стала более округлой, ведь при скручивании и обратной проковке в прямоугольную заготовку могут образоваться включения и примеси от образующихся складок, если температура заготовки меньше ковочной.
После этого мозгозаготовка опять проковывается (я повторил его несколько раз), и охлаждается, а чтобы убедиться в однородности ковки, я зачистил один из концов заготовки. Во время самой ковки, особенно на первом этапе, важно держать температуру заготовки высокой и быть аккуратным, иначе можно оторвать слои друг от друга (по другому это называется расслоение, что совсем не хорошо).
Шаг 5: Модель и грубое формирование профиля
Теперь необходимо представить профиль будущего ножа и грубо выковать его из заготовки. Чем точнее вы можете проковать профиль и скос, тем меньше придется возиться со шлифовкой (на станке или напильником). На эту тему есть много мозгостатей более опытных кузнецов, поэтому я не углубляюсь в подробности. Суть в том, что заготовка ведет себя примерно как пластилин, когда она разогрета, необходимо пробивать ее в нужном направлении.
Шаг 6: Шлифовка профиля
Чистовое формирование профиля осуществляется болгаркой и напильником. Запаситесь чаем, ведь скорее всего, на это потребуется много времени, если конечно у вас нет шлифовального мозгостанка .
Шаг 7: Шлифовка, шлифовка, шлифовка…и размышления о смысле жизни
Шаг 8:Готовый профиль
После того как профиль поделки сформирован, его необходимо еще доработать напильником с более мелким зерном, я использовал 400-е. Кромка лезвия затачивается почти, но не до конца, необходимо оставить его немного не заточенным, чтобы при закалке материал кромки не деформировался. После этого в рукоятке ножа высверливаются отверстия под клепки и подготавливаются деревянные плашки для этой рукоятки.
Шаг 9: Волнующий момент
Закалка.
Она либо «создаст» ваше лезвие, либо погубит его. Важно сконцентрироваться и быть осторожным, иначе можно деформировать и разрушить лезвие. Способ которым я пользовался, является не самым тщательным методом мозгозакалки , но лишь он был доступен мне с имеющимися у меня инструментами, да и масло было самым лучшим, которое я мог достать.
Перед закалкой, лезвие необходимо нормализовать. Это снимет напряжения, накопившиеся во время ковки и скручивания, и снизит вероятность коробления во время закалки. Делается эта нормализация нагреванием лезвия выше его критической температуры (когда он больше не намагничивается, поэтому полезно под рукой иметь магнит) и охлаждением на воздухе. Процесс повторяется три-пять раз, так я сделал это 5 раз. К тому же это действие поможет вам натренироваться извлекать лезвие из горна, потому как во время закалки недопустимы никакие заминки. Данное действие показано на фото с моим болтающимся ножом. А еще эта часть крута тем, что во время остывания происходит окисление, которое начинает раскрывать узор стали.
Закалка: лезвие снова нагревается выше критической температуры, а затем быстро вынимается и помещается, в первую очередь острием, в теплое растительное масло (для таких марок мозгостали как у меня). Для разогревания самого масла можно просто нагреть что-нибудь металлическое и бросить в емкость с маслом, я например, использовал костыль для шпал. Масло перемешайте, так вы получите более ровную закалку. Если ваша сталь высокоуглеродистая, то для закалки не используйте воду, это лишь испортит лезвие, потому что вода слишком быстро охлаждает, что не подходит для высокоуглеродистой стали.
С поделкой сейчас следует обращаться как со стеклом, потому что если лезвие было закалено правильно, то оно настолько хрупко, что может расколоться если его уронить.
После этого наступает черед отпуска.
Шаг 10: Отпуск металла
Отпуск — это процесс придания некоторой твердости лезвию, чтобы увеличить его срок службы и прочность. Достигается это нагреванием лезвия при определенной контролируемой температуре. Отпуск своей мозгоподелки я проводил в духовом шкафу в течение часа при температуре 205 градусов Цельсия. «Пропекаем» пока на табло не высветится «готово».
Шаг 11: Травление
Заранее извиняюсь за отсутствие фото этого и следующего шагов, но процесс совсем прост. Хлорное железо готовится по прилагаемой к нему мозгоинструкции , а затем в нем выдерживается лезвие, столько, сколько указано в той же инструкции. В моем случае это 3 части воды на 1 часть хлорного железа, и выдерживание в течение 3-5 минут. Процесс действительно захватывающий, а его результат выглядит словно это нож Бэтмена.
Шаг 12: Рукоятка и заточка
Опять же, существует много методик и инструкций о том, как сделать рукоять ножа и заточить его, поэтому обойдусь без мозгоподробностей . Скажу лишь, что для своей поделки выбрал плашки из вишни, которые к рукояти ножа приклеил с помощью эпоксидного клея и закрепил двумя латунными клепками. Отшлифовал ее 400-м зерном и покрыл льняным маслом.
Для заточки я не использую какой-то особый, требующий больших усилий способ, а в основном пользуюсь обычным точильным камнем.
Шаг 13: Самое время похлопать себя по спине, нож готов…
Это мой готовый нож длиной около 15см. Людям может показаться это довольно забавным, но я понятия не имею, как получился этот причудливый узор.
Благодарю за мозговнимание , надеюсь это кому-нибудь это пригодится!
Доброго времени суток уважаемые читатели. Покупатели нашего интернет — магазина довольно часто задавали нам вопросы касаемо различных марок стали, поэтому мы решили подготовить информационные обзоры по ножевым сталям, представленным в нашем ассортименте. Наиболее подробный фоторепортаж, о технологическом процессе начиная с металлического бруска (заготовки) и заканчивая готовым ножом, мы решили подготовить о дамасской стали, так как она имеет значительные отличия от большинства марок стали.
Согласно материалам википедии — дама́ск (дама́сская сталь) — вид стали с видимыми неоднородностями на стальной поверхности, чаще всего в виде узоров, получаемых различными способами, например при многократной перековке стального пакета, состоящего из сталей с различным содержанием углерода (сварочный дамаск).
На фото (слева-направо): современный нож, изделие древних мастеров, булат.
Дамасская сталь связана со многими легендами и сильно романтизирована в классической литературе и исторических хрониках наряду с булатом. Не буду утверждать, что мы заново открыли рецепт придуманный, за тысячу лет до нашей эры, но пользуясь знаниями в современной металлургии и проведя большое количество опытов, мы получили свой собственный рецепт дамаска с твёрдостью клинка — 62 еденицы по шкале Роквелла (HRC).
Для тех, кого чтение статьи уже успело утомить и кто хочет ‘’один раз увидеть, а не сто раз услышать’’, небольшой видео ролик о рабочем процессе из нашей кузницы.
Рабочий процесс по изготовлению ножа разделяется на два этапа: изготовление дамаска в кузнице и последующая обработка клинка в ножевой мастерской. С производством стали в кузне вы можете ознакомиться в нашем видео, а так же в находящемся ниже фото-отчёте с комментариями.
Ковка дамаска в кузне
Изготовление дамаска может происходить несколькими различными способами, мы производим, так называемый ‘‘сварочный дамаск’’. Данная технология подразумевает набор и сварку заготовок (отсюда и название сварочный) из различных марок сталей, мягких и жёстких, что позволяет достигнуть необходимых характеристик для хороших режущих свойств клинка.
На фото (слева-направо): набор и сварка пакета сталей, скрутка раскованного пакета, ковка пакета сталей молотом.
Дамаск не является металлом, находящимся в природе в чистом виде, а состоит из пакета сталей, подобранных нами в результате большого количества тестов. Мы используем для его создания пакет из четырёх марок стали (ШХ-15, ХВГ, У8А, сталь-3), каждая из которых необходима для придания необходимых режущих свойств конечного изделия.
Перейдём более подробно к самому технологическому процессу. После того, как, как была подготовлена заготовка из пакета сталей, её необходимо раскалить до ярко-красного цвета, после этого можно приступить непосредственно к ковке. Процесс ковки повторяется трижды, толщина выкованной полосы при первых двух этапах не имеет чёткой регламентации, а при третьем финальном она делается максимально приближенной к толщине обуха конечного изделия, во избежание лишнего расхода металла и удлинения процесса обработки.
Далее заготовке придаётся прямоугольная форма для следующего технологического процесса – скрутки. Фрагмент непосредственно со скруткой не попал в видео, но здесь ничего особо сложного нет, раскалённая заготовка, закручивается по спирали, на такое количество оборотов, которого удаётся достичь, до того, как металл застынет – в результате чего форма заготовки меняется с прямоугольной на цилиндрическую (расковку скрутки вы можете увидеть на 10 минуте видео). От количества скруток зависит текстура рисунка на клинке.
Кроме того хочу обратить ваше внимание на такой момент технологического процесса, как посыпка бурой (порошок белого цвета), которая применяется вовремя ковки заготовки после скрутки для вытягивания шлака и окалины, что позволяет избежать появления свищей и непроваров. После этого получается полоса металла, из которой будут изготавливаться непосредственно клинки. Переходим теперь в мастерскую, где из полосы изготовят нож, ну и ещё немного фотографий из кузни напоследок.
Процесс изготовление ножа в мастерской
Мы уже побывали в кузнице и увидели, как изготавливаются полосы из дамаска, теперь давайте посмотрим, что происходит с ними дальше.
В первую очередь необходимо с помощью специального лекала обвести на заготовке контур будущего клинка, отрезать его от полосы металла выкованного в кузнице и обрезать по контуру.
На фото (слева-направо): разметка заготовки, заготовка и лекало, вырезание по контуру.
Ковка металла с применением механического молота допускает небольшого различия в толщине металла в выкованной пластине, по этому, необходимо произвести выравнивание клинка по плоскости. После этого клинку придаётся геометрия согласно лекалу и чертежу, так же именно на этом этапе, делается например взрезка по технологии двояковогнутой линзы.
На фото (слева-направо): вырезанная заготовка, выравнивание по плоскости, придание геометрии клинку.
После вышеописанных действий мы получаем клинок уже достаточно близкий по внешнему виду к тому, что мы привыкли видеть на прилавках магазинов, но достаточно грубовато выглядящий и без узора. Клинок необходимо отшлифовать, что называется до зеркального блеска. Далее наносится клеймо мастерской (область для нанесения клейма предварительно разогревается) и делаются отверстия для клёпок, если предусмотрен цельнометаллический монтаж.
На фото (слева-направо): шлифовка, нанесение клейма, сверление отверстий под клёпки.
Ни один клинок не будет обладать заявленными свойствами, если его не закалить. Переходим к следующему этапу термозакалке. Клинок закаливается в термопечи при определённой температуре и получает твёрдость клинка 62 HRC по шкале Роквелла. После этого поверхность зачищается на шлифовальной ленте от окалин и клинок стал бы уже готовой продукцией, если бы не одно маленькое но – нет рисунка. Узор который и делает дамаск — дамаском, проявляется при воздействии на клинок азотной кислоты, все манипуляции в кузне с различными сталями их свариванием и кручением был нужен именно для этого момента, для выявления рисунка.
На фото (слева-направо): термозакалка, очистка от окалины, травление рисунка.
Собственно клинок почти готов осталось придать только угол заточки, уделим немного вниманию рукояти. Монтаж рукояти мы делаем в двух вариантах с хвостовиком и цельнометаллический монтаж. С цельнометаллическим вариантом я думаю никаких вопросов возникнуть не должно, сверлятся отверстия под клепки и на них крепятся накладки. Цельнометаллическая конструкция является наиболее надёжным видом крепления, но большинство предпочитает более традиционное крепление посредством хвостовика. Для такого материала, как береста целмет монтаж практически невозможен.
На фото (слева-направо): обжиг хвостовика, рукоять в разборе, рукоять перед обточкой.
Для монтажа проводится отжиг хвостовика, происходит отпуск металла для сверления отверстий, на клёпку крепится шпилька – можно крепить гарду и рукоять. И последний этап придание формы рукояти – нож готов. Остаётся только придать ему необходимый угол заточки режущей кромке в зависимости от назначения.
Прилагаю некоторое количество фотографий не вошедшие в основное описание, к сожалению, у оригиналов был большой размер, поэтому все фотографии в статье пришлось ужимать для нормальной подгрузки на мобильных устройствах и планшетах, поэтому от увеличения по клику пришлось отказаться.
Наиболее часто задаваемые вопросы про дамаск
Чтобы удовлетворить ваше любопытство остановлюсь на нескольких наиболее важных моментах:
- Откуда берётся узор на клинке – узоры на поверхности этого вида дамаска достигается за счёт неравномерного распределения углерода в связи с неоднородностью материала, что специально усиливался посредством травлением поверхности кислотами для придания клинку красивой текстуры.
- Из чего вы делаете свой дамаск – клинки изготавливаются из пакета четырех сталей: ШХ-15 (конструкционная углеродистая сталь), ХВГ (сталь для измерительного и режущего инструмента), У8А (инструментальная углеродистая сталь) и сталь-3 (название условно, но до конца раскрывать секреты своей продукции не захочет ни один мастер).
- Сколько слоёв в ваших клинках – несколько тысяч, что достигается за счёт того, что сваренные полосы из металла проковываются трижды. В первый раз сваривается 21-22 полосы, во второй и третий меньше количество полос, так как ширина заготовки напрямую влияет на длительность процесса ковки.
P.S. Надеюсь данный материал был полезен и информативен, возможно мы что-то упустили, комментарии можете отправлять на нашу почту, , так же в ближайшее время мы планируем запуск групп в соц. сетях, как только найдем администратора. Покупайте ножи именно в нашем интернет — магазине и мы сделаем много интересного текстового, фото и видео материала по ножевой тематике.
Возможно, будет полезно почитать:
Как закалить китайский нож
Закалка металла – это технологическая процедура, цель которой заключается в придании материалу дополнительных эксплуатационных характеристик. Операция не отличается особой сложностью – при необходимости ее можно провести даже в домашних условиях.
Данная процедура относится к категории термической обработки металла. Для достижения положительного результата материал необходимо нагреть, а затем охладить в определенной среде. Температурные параметры зависят от типа металла.
Закалка ножа способна придать инструменту повышенную прочность. При соблюдении правил обработки это свойство сохраняется десятилетиями. Современный рынок предлагает потребителям широкий выбор ножей. По этой причине процедура закалки особо востребована, поскольку сейчас риск приобрести некачественное изделие очень велик. Кроме того, термообработку проводят домашние мастера, которые предпочитают изготавливать ножи самостоятельно.
Правила качественной закалки
Чтобы правильно закалить лезвие ножа или любого другого металлического инструмента, следует соблюдать определенные правила. В противном случае можно легко испортить клинок.
Суть термообработки металла заключается в его нагреве до определенной температуры, при которой происходит изменение структуры кристаллической решетки. Далее заготовку охлаждают в водяной или масляной среде.
Закалку выполняют для достижения следующих целей:
- повышения твердости верхнего слоя изделия;
- увеличения прочности;
- повышения сопротивления на изгиб за счет снижения пластичности;
- уменьшения веса при сохранении эксплуатационных параметров.
Существует множество методов закалки металла. Основные отличия зависят от следующих параметров:
- степени нагрева;
- скорости достижения рабочей температуры;
- продолжительности термообработки;
- скорости охлаждения.
Степень нагрева зависит от содержания в металле углерода и других примесей. В качестве единицы измерения закалки обычно используют максимальную температуру.
Лучшая ножевая сталь для каления
Чтобы результат термообработки соответствовал ожиданиям, следует узнать, из какого именно металла или сплава сделан нож. Это поможет подобрать оптимальные параметры для проведения рассматриваемой процедуры.
Самым распространенным материалом для режущих предметов является сталь – сплав железа с углеродом. Известно множество ее разновидностей, которые обладают своими достоинствами и недостатками. Например, нержавеющие сорта стали, которые характеризуются повышенным содержанием углерода и наличием дополнительных примесей, отличаются хорошими режущими свойствами и стойкостью кромки лезвия. Многие производители предпочитают использовать высокоуглеродистую сталь в качестве основного ножевого материала. Особой популярностью пользуется сорт 420 НС.
Стали с низким содержанием углерода отличаются высокой пластичностью и твердостью. Вместе с тем материал будет обладать низкой устойчивостью к износу и коррозии.
Ведущие производители в качестве базового сырья используют следующие сорта стали:
- Ламинированная. Представляет собой сварной композитный материал. Сердцевину изготавливают из твердой высокоуглеродистой стали, которую снаружи покрывают более вязким и визуально привлекательным веществом. Например, дамаском.
- Гомогенная. Противоположность многокомпонентным материалам. Это сталь с высокой однородностью, для производства которой применяют порошковые технологии.
Любителям самостоятельной работы можно посоветовать использовать в качестве заготовки обычный напильник. Можно применять отработанный инструмент со сточенной поверхностью – это совершенно не повлияет на качество будущего изделия. В качестве основного материала советских напильников использовалась твердая нелегированная углеродистая сталь У10, которая является отличным сырьем для изготовления ножа.
Требования к камере для закаливания
Камеру для закалки ножа можно изготовить из подручных материалов без особых вложений. Самая простая конструкция с хорошими функциональными качествами состоит из нескольких мягких кирпичей и пропановой горелки.
В качестве горючего материала можно использовать кислородно-ацетиленовую смесь. Она способна разогреть заготовку до 2800 °C, что практически в четыре раза превышает аналогичный показатель пропана. Некоторой сноровки требует регулировка интенсивности пламени. Единственный недостаток смеси – очень высокая стоимость.
Главное в горне – выбор кирпичей из нужного материала. Они должны быть изготовлены из огнеупорной глины. Это залог длительной работы всей конструкции. Если вы планируете закалять ножи большой длины, можно сделать горн на полтора или два кирпича.
При выборе горелки на пропане следует обращать внимание на наличие регулирующего клапана. Это позволит подбирать оптимальный температурный режим, исходя из размеров и типа ножа.
Отверстие для нагревательной камеры можно выполнить обычным сверлом. Огнеупорные материалы не отличаются высокой твердостью, так что эта процедура не отнимает много времени. Кроме того, необходимо выполнить боковое отверстие для пламени горелки. Следует помнить, что сопло должно располагаться на расстоянии 2–3 см от края кирпича.
С помощью такой конструкции можно быстро и удобно нагревать ножи небольшого размера. Альтернативные источники тепла будут рассмотрены ниже.
Процесс закалки ножа в домашних условиях
Рассматриваемая процедура не особо сложная, поэтому научиться закаливать ножи в домашних условиях сможет даже человек без опыта подобных работ.
Для проведения термообработки понадобятся:
- две емкости, в одной из которых вода, а в другой – масло;
- источник тепла;
- клещи или инструмент с аналогичными функциями;
- заготовка.
Нож можно закалить даже на обычном костре. Заготовку кладут на раскаленные угли, где она нагревается до нужной температуры. При этом необходимо обратить внимание на пламя. Белый цвет указывает на высокую температуру. В этом случае высок риск перегрева заготовки. Как показывает опыт, оптимальный цвет для выполнения обработки – малиновый. В процессе нагрева наблюдайте за лезвием: на его поверхности не должны появляться черные или синие пятна. Это свидетельствует о том, что процесс протекает с нарушениями технологии.
После того как нож приобретет равномерный темно-красный оттенок, его достают из огня с помощью клещей и опускают в масло. Это действие необходимо повторить 3–4 раза. Длительность первого погружения не должна превышать 3 секунд. По мере остывания лезвия интервал постепенно увеличивают. Данную процедуру следует выполнять четко и быстро, без лишних движений.
Последний этап – опускание заготовки в воду. Соблюдайте осторожность: при контакте с жидкостью частицы масла могут загореться или начать брызгаться.
Выбор источника тепла
Закалка ножа – ответственная процедура, успех которой во многом зависит от выбора источника тепла. Как было написано выше, открытый огонь или горн из мягких кирпичей неплохо справляется со своими функциями. Сейчас мы рассмотрим еще одну рабочую конструкцию, которая также заслуживает внимания.
Речь идет о муфельной печи. Она позволит нагреть нож до необходимой температуры по заданному графику. Для сборки конструкции понадобится глина, обладающая огнеупорными свойствами. Из нее делают камеру нагрева и стенки печи. Приблизительные размеры приспособления:
- длина – 200–220 мм;
- ширина – 100–120 мм;
- высота – 70–80 мм;
- толщина стенок – 10 мм.
В первую очередь следует сделать каркас из картона с парафиновой пропиткой, которая предотвратит прилипание глины к стенкам. Печь и дверцу лепят отдельно. В процессе выполнения работ нужно учесть возможность усадки материала. Кроме того, важно, чтобы в стыках отсутствовали полости.
Заготовки должны сохнуть в естественных условиях. Для удаления остатков влаги их прокаливают в печи при температуре 90–100 ºC. Окончательный обжиг выполняют при 900 ºC. Охлаждение должно протекать медленно. Для этого заготовки оставляют в печи до полного остывания.
Термоэлемент проще всего изготовить из нихромовой проволоки, сечением 0,75 мм и длиной 18 м. Обмотка должна быть ровной, без соприкосновений витков между собой.
Во избежание межвиткового замыкания следует промазать обмотку сырой глиной.
В завершение рекомендуют выполнить в корпусе два отверстия. Первое необходимо для установки термопары, а второе – для визуального контроля над закалкой ножа.
Температура нагрева
От соблюдения температурного режима зависит качество обработки ножа. Недостаточный нагрев ведет к неполной закалке. В результате не образуется мартенситной структуры или остаются участки феррита в зависимости от типа стали. Это приводит к снижению твердости ножа.
Аналогичный результат возможен в случае «подстуживания» заготовки. Это значит, что деталь нагрели до заданной температуры, однако в процессе переноса изделия из печи в закалочный бак прошло много времени. Такое случается при закалке ножей небольшого размера, особенно при значительной удаленности емкости с жидкостью.
Перегрев заготовки ведет к деформации изделия или появлению трещин. Для справки приведем рабочую температуру закалки отдельных сортов стали:
- низкоуглеродистая – 730–945 ºC;
- легированная – 850–1150 ºC;
- высокоуглеродистая – 678–851 ºC.
Охлаждение и графитовая закалка
При значительной толщине режущей кромки ножа можно прибегнуть к методу закалки графитом. Этот способ также подходит для повышения качества самоделок, изготовленных из подручных инструментов. Суть метода заключается в закалке ножа через графитовую стружку.
Охлаждение заготовки – важный этап обработки. Особенности процедуры зависят от типа ножа. Например, низколегированную сталь охлаждают в воде. Для ножей из нержавейки используют минеральное масло со специальными присадками.
Процедура отпуска
После термической обработки в структуре ножа накапливаются внутренние напряжения. Они негативно влияют на эксплуатационные качества, снижая прочность, твердость и упругость. Для устранения внутренних напряжений выполняют отпуск металла. Эта процедура начинается с нагрева ножа до пластичности материала.
Основное отличие от закалки заключается в методе охлаждения. Процедура протекает в естественных условиях, без резких перепадов температуры.
Для достижения наилучших результатов рекомендуют выполнять отпуск в муфельной печи. В ней процедура охлаждения будет протекать плавно.
Для проверки качества обработки рекомендуем использовать обычный напильник. При недостаточной обработке изделие будет липнуть к нему, а кромка лезвия согнется. В этом случае можно попробовать спасти изделие путем повторного отжига и закалки.
Некоторые считают, что наилучший эффект достигается при использовании сургуча и скипидара.
А вы пробовали выполнять закалку ножа самостоятельно? Какой метод обработки вы считаете наилучшим? Напишите ваше мнение в блоке комментариев.
Закалка металла – это технологическая процедура, цель которой заключается в придании материалу дополнительных эксплуатационных характеристик. Операция не отличается особой сложностью – при необходимости ее можно провести даже в домашних условиях.
Данная процедура относится к категории термической обработки металла. Для достижения положительного результата материал необходимо нагреть, а затем охладить в определенной среде. Температурные параметры зависят от типа металла.
Закалка ножа способна придать инструменту повышенную прочность. При соблюдении правил обработки это свойство сохраняется десятилетиями. Современный рынок предлагает потребителям широкий выбор ножей. По этой причине процедура закалки особо востребована, поскольку сейчас риск приобрести некачественное изделие очень велик. Кроме того, термообработку проводят домашние мастера, которые предпочитают изготавливать ножи самостоятельно.
Правила качественной закалки
Чтобы правильно закалить лезвие ножа или любого другого металлического инструмента, следует соблюдать определенные правила. В противном случае можно легко испортить клинок.
Суть термообработки металла заключается в его нагреве до определенной температуры, при которой происходит изменение структуры кристаллической решетки. Далее заготовку охлаждают в водяной или масляной среде.
Закалку выполняют для достижения следующих целей:
- повышения твердости верхнего слоя изделия;
- увеличения прочности;
- повышения сопротивления на изгиб за счет снижения пластичности;
- уменьшения веса при сохранении эксплуатационных параметров.
Существует множество методов закалки металла. Основные отличия зависят от следующих параметров:
- степени нагрева;
- скорости достижения рабочей температуры;
- продолжительности термообработки;
- скорости охлаждения.
Степень нагрева зависит от содержания в металле углерода и других примесей. В качестве единицы измерения закалки обычно используют максимальную температуру.
Лучшая ножевая сталь для каления
Чтобы результат термообработки соответствовал ожиданиям, следует узнать, из какого именно металла или сплава сделан нож. Это поможет подобрать оптимальные параметры для проведения рассматриваемой процедуры.
Самым распространенным материалом для режущих предметов является сталь – сплав железа с углеродом. Известно множество ее разновидностей, которые обладают своими достоинствами и недостатками. Например, нержавеющие сорта стали, которые характеризуются повышенным содержанием углерода и наличием дополнительных примесей, отличаются хорошими режущими свойствами и стойкостью кромки лезвия. Многие производители предпочитают использовать высокоуглеродистую сталь в качестве основного ножевого материала. Особой популярностью пользуется сорт 420 НС.
Стали с низким содержанием углерода отличаются высокой пластичностью и твердостью. Вместе с тем материал будет обладать низкой устойчивостью к износу и коррозии.
Ведущие производители в качестве базового сырья используют следующие сорта стали:
- Ламинированная. Представляет собой сварной композитный материал. Сердцевину изготавливают из твердой высокоуглеродистой стали, которую снаружи покрывают более вязким и визуально привлекательным веществом. Например, дамаском.
- Гомогенная. Противоположность многокомпонентным материалам. Это сталь с высокой однородностью, для производства которой применяют порошковые технологии.
Любителям самостоятельной работы можно посоветовать использовать в качестве заготовки обычный напильник. Можно применять отработанный инструмент со сточенной поверхностью – это совершенно не повлияет на качество будущего изделия. В качестве основного материала советских напильников использовалась твердая нелегированная углеродистая сталь У10, которая является отличным сырьем для изготовления ножа.
Требования к камере для закаливания
Камеру для закалки ножа можно изготовить из подручных материалов без особых вложений. Самая простая конструкция с хорошими функциональными качествами состоит из нескольких мягких кирпичей и пропановой горелки.
В качестве горючего материала можно использовать кислородно-ацетиленовую смесь. Она способна разогреть заготовку до 2800 °C, что практически в четыре раза превышает аналогичный показатель пропана. Некоторой сноровки требует регулировка интенсивности пламени. Единственный недостаток смеси – очень высокая стоимость.
Главное в горне – выбор кирпичей из нужного материала. Они должны быть изготовлены из огнеупорной глины. Это залог длительной работы всей конструкции. Если вы планируете закалять ножи большой длины, можно сделать горн на полтора или два кирпича.
При выборе горелки на пропане следует обращать внимание на наличие регулирующего клапана. Это позволит подбирать оптимальный температурный режим, исходя из размеров и типа ножа.
Отверстие для нагревательной камеры можно выполнить обычным сверлом. Огнеупорные материалы не отличаются высокой твердостью, так что эта процедура не отнимает много времени. Кроме того, необходимо выполнить боковое отверстие для пламени горелки. Следует помнить, что сопло должно располагаться на расстоянии 2–3 см от края кирпича.
С помощью такой конструкции можно быстро и удобно нагревать ножи небольшого размера. Альтернативные источники тепла будут рассмотрены ниже.
Процесс закалки ножа в домашних условиях
Рассматриваемая процедура не особо сложная, поэтому научиться закаливать ножи в домашних условиях сможет даже человек без опыта подобных работ.
Для проведения термообработки понадобятся:
- две емкости, в одной из которых вода, а в другой – масло;
- источник тепла;
- клещи или инструмент с аналогичными функциями;
- заготовка.
Нож можно закалить даже на обычном костре. Заготовку кладут на раскаленные угли, где она нагревается до нужной температуры. При этом необходимо обратить внимание на пламя. Белый цвет указывает на высокую температуру. В этом случае высок риск перегрева заготовки. Как показывает опыт, оптимальный цвет для выполнения обработки – малиновый. В процессе нагрева наблюдайте за лезвием: на его поверхности не должны появляться черные или синие пятна. Это свидетельствует о том, что процесс протекает с нарушениями технологии.
После того как нож приобретет равномерный темно-красный оттенок, его достают из огня с помощью клещей и опускают в масло. Это действие необходимо повторить 3–4 раза. Длительность первого погружения не должна превышать 3 секунд. По мере остывания лезвия интервал постепенно увеличивают. Данную процедуру следует выполнять четко и быстро, без лишних движений.
Последний этап – опускание заготовки в воду. Соблюдайте осторожность: при контакте с жидкостью частицы масла могут загореться или начать брызгаться.
Выбор источника тепла
Закалка ножа – ответственная процедура, успех которой во многом зависит от выбора источника тепла. Как было написано выше, открытый огонь или горн из мягких кирпичей неплохо справляется со своими функциями. Сейчас мы рассмотрим еще одну рабочую конструкцию, которая также заслуживает внимания.
Речь идет о муфельной печи. Она позволит нагреть нож до необходимой температуры по заданному графику. Для сборки конструкции понадобится глина, обладающая огнеупорными свойствами. Из нее делают камеру нагрева и стенки печи. Приблизительные размеры приспособления:
- длина – 200–220 мм;
- ширина – 100–120 мм;
- высота – 70–80 мм;
- толщина стенок – 10 мм.
В первую очередь следует сделать каркас из картона с парафиновой пропиткой, которая предотвратит прилипание глины к стенкам. Печь и дверцу лепят отдельно. В процессе выполнения работ нужно учесть возможность усадки материала. Кроме того, важно, чтобы в стыках отсутствовали полости.
Заготовки должны сохнуть в естественных условиях. Для удаления остатков влаги их прокаливают в печи при температуре 90–100 ºC. Окончательный обжиг выполняют при 900 ºC. Охлаждение должно протекать медленно. Для этого заготовки оставляют в печи до полного остывания.
Термоэлемент проще всего изготовить из нихромовой проволоки, сечением 0,75 мм и длиной 18 м. Обмотка должна быть ровной, без соприкосновений витков между собой.
Во избежание межвиткового замыкания следует промазать обмотку сырой глиной.
В завершение рекомендуют выполнить в корпусе два отверстия. Первое необходимо для установки термопары, а второе – для визуального контроля над закалкой ножа.
Температура нагрева
От соблюдения температурного режима зависит качество обработки ножа. Недостаточный нагрев ведет к неполной закалке. В результате не образуется мартенситной структуры или остаются участки феррита в зависимости от типа стали. Это приводит к снижению твердости ножа.
Аналогичный результат возможен в случае «подстуживания» заготовки. Это значит, что деталь нагрели до заданной температуры, однако в процессе переноса изделия из печи в закалочный бак прошло много времени. Такое случается при закалке ножей небольшого размера, особенно при значительной удаленности емкости с жидкостью.
Перегрев заготовки ведет к деформации изделия или появлению трещин. Для справки приведем рабочую температуру закалки отдельных сортов стали:
- низкоуглеродистая – 730–945 ºC;
- легированная – 850–1150 ºC;
- высокоуглеродистая – 678–851 ºC.
Охлаждение и графитовая закалка
При значительной толщине режущей кромки ножа можно прибегнуть к методу закалки графитом. Этот способ также подходит для повышения качества самоделок, изготовленных из подручных инструментов. Суть метода заключается в закалке ножа через графитовую стружку.
Охлаждение заготовки – важный этап обработки. Особенности процедуры зависят от типа ножа. Например, низколегированную сталь охлаждают в воде. Для ножей из нержавейки используют минеральное масло со специальными присадками.
Процедура отпуска
После термической обработки в структуре ножа накапливаются внутренние напряжения. Они негативно влияют на эксплуатационные качества, снижая прочность, твердость и упругость. Для устранения внутренних напряжений выполняют отпуск металла. Эта процедура начинается с нагрева ножа до пластичности материала.
Основное отличие от закалки заключается в методе охлаждения. Процедура протекает в естественных условиях, без резких перепадов температуры.
Для достижения наилучших результатов рекомендуют выполнять отпуск в муфельной печи. В ней процедура охлаждения будет протекать плавно.
Для проверки качества обработки рекомендуем использовать обычный напильник. При недостаточной обработке изделие будет липнуть к нему, а кромка лезвия согнется. В этом случае можно попробовать спасти изделие путем повторного отжига и закалки.
Некоторые считают, что наилучший эффект достигается при использовании сургуча и скипидара.
А вы пробовали выполнять закалку ножа самостоятельно? Какой метод обработки вы считаете наилучшим? Напишите ваше мнение в блоке комментариев.
Даже если лезвие ножа изготовлено из высококачественной стали, оно все равно будет непрочным без предварительной закалки. Такой клинок может сломаться уже при небольшом нажиме, да и заточить его будет проблематично. Многих пользователей не зря интересует вопрос, как закалить нож в домашних условиях, ведь именно после термообработки физико-механические свойства металла существенно улучшаются. В процедуре нет ничего сложного, однако, если выполнить ее неверно, режущая часть инструмента будет быстро тупиться, что сделает эксплуатацию малоэффективной.
Особенности работы со сталью
Основной целью закалки металла является изменение его структуры и перестроение атомной решетки. При повышении температуры выше пиковой отметки, называемой точкой Кюри, сталь обретает особую прочность и износостойкость. Последующее быстрое охлаждение позволяет снизить хрупкость металла, возникающую вследствие внутреннего напряжения, и повысить его пластичность. Сломать хорошо закаленную сталь будет уже непросто – трещины на ней появятся лишь при сгибании под углом свыше 45°. Однако нарушение технологии закалки может привести к переходу атомной решетки в промежуточное состояние. При этом прочность материала, напротив, снизится.
Правильная закалка ножа в домашних условиях не так уж сложна. Главное – точно соблюдать время, температуру нагрева и охлаждения. При отсутствии специального оборудования не каждый вид стали получится закалить. Для этой цели подходят лишь металлы с высоким содержанием углерода. Узнать, какой вид стали использовался для изготовления лезвия, можно по маркировке – клейму на клинке.
Проще всего работать с изделиями из конструкционной разновидности марок 45, 50, жаропрочной 40´13 или инструментальной. Причем, чем выше содержание углерода, тем прочнее будет лезвие, однако обрабатывать (затачивать) его будет сложнее. Клинки из стали высокоуглеродистых марок и легирующих сплавов закаливают при довольно высоких температурах в специальных камерах. Малоуглеродистые стали, содержащие в маркировке цифры 10, 20 и 25, и чугун данной процедуре не подвергают.
В качестве охладителя используются жидкая среда, машинное масло (отработка) или вода. Слишком быстрое снижение температуры нежелательно – оно может привести к появлению трещин. Поэтому важно соблюдать точное время не только закалки, но и дальнейшего охлаждения.
Чтобы определить, насколько качественно закалена сталь, следует провести напильником по режущему краю клинка. Инструмент должен идти ровно, без усилий, легко отходить от поверхности, не прилипая к металлу.
Способы закаливания
Для прокаливания простейших клинков из конструкционной стали можно использовать обычный костер. Поднять температуру выше требуемых 900 °С при обработке высокоуглеродистых сплавов на открытом огне невозможно. Для этой цели потребуется специальная муфельная печь (камера), изготовить ее можно своими руками.
В камере
При желании заняться самостоятельным изготовлением ножей, лучше использовать для этих целей печь из огнеупорной глины с обмоткой из нихрома. Термообработка будет проходить в идеальных условиях, при достаточно высокой температуре по заданному графику. Размер такой конструкции – 200х100х77 мм.
Вначале делается заготовка из картона, который покрывается парафином. Далее используется глина – ее наносят на бумагу слоем достаточной толщины таким образом, чтобы не осталось щелей. Особенно тщательно промазывают стыки. Дверку изготавливают отдельно.
Глина наберет необходимую прочность после тщательной просушки и дальнейшего прокаливания в духовом шкафу при 90-110 °С. Окончательный обжиг производится в печи на открытом огне при 900 °С. Остужать конструкцию следует медленно, поэтому раньше времени ее открывать не следует. После полного остывания глиняной камеры к ней крепят дверцы: делают это так, чтобы они распахивались горизонтально.
Хорошо просохшую заготовку обматывают проволокой из нихрома, которая будет служить нагревательным элементом. Ее понадобится около 18 метров. Витки должны идти плотно. Во избежание межвиткового замыкания проволоку следует предварительно обмазать влажной глиной. Нельзя забывать о проделывании в печи 2 отверстий. Одно необходимо для вставки термопары, измерительного прибора, с помощью которого можно будет контролировать процесс нагрева. Второе отверстие понадобится для контроля за процессом.
На открытом огне
Закалить лезвие клинка, изготовленного из металла марок 45 и 50, можно на обычном костре или с помощью газовой горелки. Для проведения работ понадобятся топливо для костра (угли), а также пара больших емкостей. В одной будет находиться машинное масло, во второй – вода. Для удержания горячего лезвия используют кузнечные клещи.
Так как длительное наблюдение за открытым огнем может повлиять на зрение, глаза следует защитить специальными очками. Не помешает также надеть спецодежду из хлопка – синтетика при попадании искры способна быстро воспламениться.
Как провести процедуру самостоятельно
Для этого не обязательно иметь какой-либо опыт – достаточно точно следовать инструкции, которая подскажет, как закалить ножи в домашних условиях своими силами. Процедура может применяться для любого типа лезвий – топора, ножниц, прочего режущего инструмента.
Источник нагрева
На открытом воздухе часть тепла, исходящая от костра, улетучивается – полученной температуры, особенно при термообработке высокоуглеродистой стали, может оказаться недостаточно. В этих случаях лучше использовать муфельную печь, резак, паяльную лампу, кузнечный горн, даже обычную электро или газовую плиту. При изготовлении партии ножей время закалки лучше определить экспериментально с помощью теста. Для этого несколько пластин из металла нагревают: одну по максимуму, другую – чуть меньше.
Топливом выступают угли, которые разогревают максимально до белого цвета. Оттенок пламени при этом – желто-оранжевый или малиновый. Огонь должен распределяться равномерно по всей площади костра. После термообработки раскаленный предмет трижды опускается на несколько секунд в масло. Последний этап – погружение в емкость с водой. Жидкость следует предварительно хорошо перемешать (взболтать).
Температурный режим
Существует несколько способов закалки стали с разной температурой нагрева, временем выдержки и скоростью охлаждения. Для каждой марки металла нужен определенный температурный режим:
- для ножей из низкоуглеродистой стали диапазон температур должен составлять 757-950 °С;
- клинки из высокоуглеродистых марок закаливают при 680-850 °С;
- легирующим сплавам потребуется разогрев до 850-1150 °С.
В производственных условиях для определения степени нагрева используют прибор для бесконтактного измерения – пирометр, в быту применяют обычный магнит. При значительном повышении температуры магнитные свойства металла снижаются: если стальная заготовка к нему не притягивается – температура оптимальна.
Опытные мастера способны определить качество закалки по цвету стали: чем он светлее, тем сильнее нагрев. Перекаливать металл не следует, иначе он почернеет и отчистить его будет невозможно. Затачиваемая часть клинка нагревается 3 раза до почти фиолетового цвета, то есть до температуры 285 °С. Режущую же часть обрабатывают на огне только раз, но нагревают сильнее, до появления желто-оранжевого оттенка, то есть до 950-1000 °С.
Красный цвет свидетельствует о нагреве до 720-950 °С. Малиновый или светло-вишневый оттенки стали означают, что температура разогрева соответствует 800-850 °С. Появление в пламени бордового цвета свидетельствует о том, что лезвие накалилось недостаточно, лишь до 650-720 °С, коричневого – температура не выше 530-580 °С.
Светлая радужка может образоваться и вследствие появления слоя окислителя. В этом случае ситуация обратная: чем светлее этот тончайший верхний слой, тем ниже температура.
Охлаждение и отпуск
В зависимости от метода термообработки и типа клинков используют разные способы охлаждения, к примеру, в минеральном масле (отработке) или обычной воде с добавлением соли. Варианты:
- если закаляемые лезвия нагревают докрасна, их остужают в масле, окуная в него трижды, чтобы каждое последующее охлаждение было продолжительнее предыдущего; последний этап – погружение в предварительно размешанную воду;
- для ножей с двухсторонними лезвиями, для придания им большей остроты и упругости, клинки, напротив, вначале опускают в воду на пару секунд, а затем в отработку;
- чтобы середина лезвия была максимально упругой, можно вначале прогреть ее металлическим прутком, затем на пару часов погрузить нож в кипяток, далее – в ледяную воду.
Следует учесть, что в масле (отработке) металл остывает в 2 раза быстрее. Для определения скорости охлаждения материала в разных растворах можно обратиться к сводной таблице.
| Используемая среда | Скорость охлаждения, °С |
| Вода, нагретая до 27 °С | 450 |
| Масло комнатной температуры | 150 |
| Ледяная вода | 600 |
| Машинное масло, прогретое до 20 °С | 150 |
Прошедшая закалку и охлаждение сталь все еще слишком хрупкая. Для дальнейшего увеличения характеристик пластичности и вязкости ее следует вновь прогреть в течение часа, но лишь до 150-200 °С (данную процедуру и называют отпуском). Для легированного металла температура должна быть в пределах 270-320 °С, для быстрорежущего – еще выше. Чтобы клинок при быстром охлаждении не прогнулся, его необходимо опускать в жидкость строго вертикально, режущая кромка должна быть внизу, а лезвие при этом – оставаться неподвижным.
Определение качества работы
Качество работы правильно закаленного ножа определяется следующими параметрами:
- лезвие должно сохранять прочность при соприкосновении с другими материалами;
- твердость металла обеспечивает и качество заточки – ее должно хватать надолго;
- срок службы ножа определяет также его износостойкость, то есть длительность использования без потери режущих свойств. Хороший инструмент при регулярной заточке способен прослужить до 10 лет.
Не менее важным показателем является пластичность. Материал должен достаточно легко гнуться, а при разгибании без проблем принимать прежнюю форму. Только при соблюдении вышеперечисленных требований клинок прослужит долго.
Видео
Какое масло лучше всего для закалки ножевой стали?
Если вы когда-нибудь захотите сделать свои ножи или инструменты, в какой-то момент вам понадобится закалить нож. Чаще всего это делается с различными видами масел. Но какое масло лучше всего для закалки стали?
Во-первых, нам нужно понять, для чего нужна закалка и что она делает со сталью. Закалка — это наш случай, когда мы нагреваем лезвие ножа с высоким содержанием углерода до высокой температуры и быстро охлаждаем его. Этот процесс быстрого охлаждения приводит к упрочнению стали.Если бы мы этого не сделали, сталь была бы слишком мягкой для хорошего ножа. Закалка способствует лучшему износу и удержанию кромок.
Вот несколько распространенных масел, используемых в качестве закалочных масел:
Пищевые закалочные масла
Пищевые масла обычно используются в качестве закалочных масел по нескольким причинам. Во-первых, они намного дешевле коммерческих закалочных масел. Во-вторых, они легко доступны. Вы можете пойти в местный магазин Walmart и купить эти масла за 30-40 долларов для наших целей.
Эти пищевые масла также лучше пахнут при закалке и отпуске.Это может быть важно при выполнении любого из этих процессов в закрытом помещении или в вашем доме.
Двумя наиболее распространенными пищевыми маслами, используемыми в этом процессе, являются арахисовое и каноловое масло. Оба этих масла имеют высокие температуры вспышки, что хорошо для процесса закалки. Вам необходимо предварительно нагреть эти масла до немного более высоких температур по сравнению с коммерческими закалочными маслами (120–130 градусов по Фаренгейту).
Моторные масла
Моторное масло — обычное масло, используемое в индустрии изготовления хобби-ножей.В этом процессе используется как старое, так и новое моторное масло. У него есть свои достоинства и недостатки.
Одно из преимуществ — новое моторное масло дешевле коммерческих охлаждающих жидкостей. Использованное масло явно бесплатное. Также везде доступны новые и бывшие в употреблении моторные масла. Скорее всего, они у вас есть прямо сейчас в вашем магазине или гараже.
К недостаткам относятся моторные масла, содержащие присадки и потенциальные токсины. Еще один недостаток моторного масла — неприятный запах во время закалки. Это может быть проблемой, если вы делаете это в закрытом помещении или в подвале.Я предлагаю не вдыхать и это.
Эти запахи могут сохраняться и в процессе закалки. Это нехорошо, если вы используете для этого духовку своей жены!
Отработанное моторное масло также может оставить черную пленку на вашем проекте, что очень трудно. Удаление этого позже может быть болезненным.
Минеральное масло и ATF
Некоторые другие распространенные масла включают минеральное масло и жидкость для автоматических трансмиссий (ATF). Это могут быть альтернативы использованию моторного масла. В случае минерального масла в нем нет присадок, которые можно найти в моторном масле.
И то, и другое найти довольно легко, но если вы не можете найти минеральное масло, подойдет детское масло. По сути, это то же самое, но с добавлением небольшого количества духов. Будет работать нормально.
Коммерческие закалочные масла
На рынке имеется несколько коммерчески доступных закалочных масел. Эти масла специально разработаны для этого и обладают особыми свойствами, благодаря которым они быстрее или медленнее охлаждают.
В идеале это то, что вы хотите использовать. Однако их бывает трудно найти, и их нет в вашем местном магазине Walmart.Также они могут быть очень дорогими, особенно если вам нужно их пересылать. Они могут стоить около 150 долларов за 5 галлонов масла.
Parks — это распространенная торговая марка, которая используется в качестве коммерческого закалочного масла. В таблице ниже показаны два наиболее распространенных масла.
Масло для закалки Park Brand
Park # 50 | Park AAA |
|---|---|
# 50 закалочное масло почти соответствует скорости закалки воды.Тем не менее, №50 даст вам менее суровое и более равномерное гашение, чем вода. Это хорошее закалочное средство для высокоуглеродистой стали 1095. | Закалочное масло AAA — наиболее популярное и широко используемое закалочное средство, предлагаемое Park. Это масло обеспечивает равномерную скорость охлаждения и очищаемую поверхность при уходе. Это хорошая закалка с углеродистой сталью 1084. |
Дополнительные моменты, которые следует учитывать при закалке маслом
- Всегда имейте надлежащее защитное оборудование.Защитные очки, перчатки, кожа и т. Д.
- Всегда имейте под рукой огнетушитель и ведро с песком на случай возникновения пожара.
- Убедитесь, что масло находится в металлической емкости. Пластик может расплавиться и стать причиной несчастного случая. Для больших проектов используйте фритюрницу для индейки. Металлический контейнер, вмещающий около 2 галлонов, идеально подходит для небольших проектов.
- Масло может вспыхнуть, если вы впервые поместите в него лезвие. Длинные плоскогубцы или кузнечные клещи хорошо убирают руки.Никогда не приближайтесь лицом к емкости с охлаждающим маслом.
- Всегда нагревайте масло перед закалкой вашего проекта. Тушители должны быть комнатной температуры или немного выше. Никогда не закаливайте в холодном масле. Нагрейте старый болт или стальной лом и доведите раствор до температуры.
Сводка
Как видите, существует множество различных масел, которые можно использовать. Лучшее масло для закалки ножевой стали может просто подойти к вашей ситуации. Здесь могут иметь значение доступность, цена и личные предпочтения.Лично я использую как Park’s # 50, так и масло канолы.
Также некоторые углеродистые стали лучше закаливаются в одних маслах, чем другие. Например, сталь с более высоким содержанием углерода, такая как 1095, найденная в моем ноже для кустарников, лучше подходит для чего-то вроде масла Park # 50. Это потому, что это более быстрое тушение масла. Где что-то вроде углеродистой стали 1080 было бы хорошо в рапсовом масле или AAA Партта.
Я могу написать статью позже, объясняя это более подробно. Какое масло вам больше всего нравится для закалки ножей для ваших проектов?
Как носить ботинокБотинки — это, очевидно, ножи, которые носят спрятанными внутри ботинка, а иногда и снаружи […]
Использование ножа для самообороныИспользование ножа для самообороны — действительно последнее средство, но для многих людей это альтернатива ношению оружия. Это […]
лучших типов закалочных масел для кузнечного дела 2021 г. [обновлено]
Существует множество различных типов закалочных масел со своими достоинствами и недостатками. Фото Мэтью Паллади CC BY-SAПроцесс закалки — очень важный этап кузнечного процесса при работе с нагретыми металлами.Закалка — это форма быстрого охлаждения однородно нагретого металла для ограничения и контроля влияния медленного охлаждения на микроструктуру металла и, следовательно, на его металлургические свойства.
Одной из распространенных сред, в которой можно закалить черновую заготовку, является масло. Для выполнения этой задачи доступно множество видов закалочных масел, но некоторые из них могут быть лучше других для определенных областей применения.
Обычные закалочные масла, которые мы обсудим, — это моторные масла, пищевые масла, минеральные масла и жидкости для автоматических трансмиссий, а также промышленные закалочные масла.Хотя свойства этих масел могут сильно различаться, также важно учитывать их стоимость, доступность и совместимость с маркой и типом стали, которую вы собираетесь закаливать.
Масло для гашения AAA от Park — кувшин на 1 галлон- Внешний вид: светло-янтарное масло, вязкость при 100 ° F: 14,0 — 19,3 сСт
- Никелевый шарик Время: 9 — 11 секунд, температура вспышки:> 340 ° F
- Parks AAA считается средне- и среднеустойчивым маслом.Часто охлаждающее масло описывается в секундах …
Как масла работают для закалки металлов?
Процесс закалки состоит из нескольких этапов. Когда нагретая заготовка впервые вступает в контакт с закалочным маслом, вокруг металла образуется слой пара, поскольку он полностью погружен в воду. Этот паровой слой стабилизируется разными условиями.
Свойства металла и закалочного масла могут сильно повлиять на стабильность паровой подушки, окружающей заготовку.После дестабилизации паровой подушки происходит пузырьковое кипение. На этом этапе процесса теплопередача самая высокая. Молекулярный состав отдельного закалочного масла играет большую роль в определении того, когда и насколько быстро происходит этот этап.
Когда температура процесса снижается ниже точки кипения масла, процесс переходит на этап конвективного охлаждения. Скорость охлаждения на этом этапе сильно зависит от вязкости охлаждающего масла, которая, в свою очередь, зависит от его чистоты.Ниже приведено отличное видео, демонстрирующее процесс закалки в двух разных средах, как в масле, так и в воде:
Как упоминалось ранее, свойства закалочных масел могут сильно различаться в зависимости от типа используемого масла. Это изменение влияет на способ закалки металла маслом. Некоторые из эффектов, которые он может вызвать, проявляются в структурных изменениях рабочего металла, которые более благоприятны при более низких температурах, например фазовых превращениях.
Фазовые превращения могут увеличить плотность кристаллической решетки металла, что приведет к его затвердеванию.Твердость металла может определять, насколько он пластичен или хрупок, что делает эту характеристику важной характеристикой, которую необходимо контролировать.
Есть ли на самом деле лучшее масло для закалки? Тип масла, который вы выберете, во многом зависит от вашего выбора материалов и проекта. Фото Бена Остина CC BY-SAХотя в целом лучшего типа закалочного масла может не быть, существуют закалочные масла, которые могут лучше подходить для закалки определенных типов или марок сталей в конкретном применении, чем другие.Этот фактор очень важно учитывать, когда вы понимаете характеристики металла, который вы собираетесь закалить.
Поскольку условия процесса закалки не универсальны для всех типов металлов, имеет смысл выбирать масла, используемые для закалки, на основе свойств, уникальных для конкретной закаленной стали или стального сплава.
Стали и сплавы подвергаются закалке при различных начальных температурах и скоростях охлаждения для обеспечения однородности и качества конечного продукта.Одной из распространенных комбинаций металлов и масел являются минеральные масла и закаленные в масле стали, поскольку они действуют как закалочная добавка средней скорости.
Рекомендации при покупке закалочных масел 1) Затраты на закалку в масле Многие масла пищевого качества являются биоразлагаемыми и намного дешевле коммерческих закалочных масел.
При выборе закалочного масла на первый план многие кузнецы обращают внимание на его стоимость. Это очень важный и действительный фактор, который следует учитывать, поскольку на стоимость может влиять эффективность конкретного масла в применении или просто доступность масла.
Если вы начинающий кузнец, который просто хотел бы начать работу с некоторыми проектами, включающими процесс закалки в масле, для вас может быть более разумным начать использовать более дешевые масла для отработки и совершенствования своей техники.
Если вы опытный кузнец, пытающийся найти идеальное масло для закалки для вашего применения, независимо от стоимости, было бы разумнее выбрать идеальный тип масла для вашего проекта — часто в виде коммерческих закалочных масел.
2) Масло Скорость закалки и скорость Вязкость (устойчивость к деформации) влияет на скорость закалки, при этом масла с более низкой вязкостью обеспечивают более высокую теплопередачу.
Другие физические свойства закалочного масла также могут существенно влиять на его эффективность при закалке определенного типа стали. Некоторые металлы требуют определенной скорости закалки, чтобы предотвратить растрескивание или деформацию их структуры.
Как кратко обсуждается, вязкость масла может ускорять или замедлять стадию конвективного теплопереноса в процессе закалки, также называемую скоростью закалки. Чем ниже вязкость конкретного масла, тем выше скорость передачи тепла.Также важно отметить, что на вязкость также может влиять разложение масла, которое происходит, когда оно используется в процессе закалки. Это разложение характеризуется присутствием в масле побочных продуктов окисления, которые также могут вызывать увеличение общей вязкости жидкости и снижать скорость теплопередачи.
Еще одним физическим свойством, которое может повлиять на скорость закалки, является содержание воды в масле. Это свойство также влияет на внешний вид и качество готовой детали, если оно не вызывает возгорания в сочетании с маслом.Поскольку вода по своим свойствам сильно отличается от масла, более двух процентов воды, содержащейся в закалочном масле, может создать неровности на поверхности заготовки и создать опасную комбинацию. Это форма загрязнения, которая может сильно изменить скорость теплопередачи на различных частях поверхности металла из-за температурных градиентов.
3) Воздействие масел на окружающую среду Многие пищевые масла являются биоразлагаемыми, но моторные масла и жидкости для автоматических трансмиссий — нет.
Воздействие закалочного масла на окружающую среду является очень важным фактором, который следует учитывать при выборе закалочного масла. Этот фактор влияет не только на то, как вы утилизируете масло, но и на то, сколько раз вы можете повторно использовать закалочное масло и получить максимальную отдачу от ваших запасов.
Например, закалочные масла премиум-класса могут прослужить годы, прежде чем их придется утилизировать. В крупномасштабных установках в настоящее время используются системы фильтрации и циркуляции масла для оптимизации использования охлаждающего масла из-за увеличения стоимости масла и его надлежащей утилизации.Возможность повторного использования закалочных масел может уменьшить ваш углеродный след. Некоторые масла можно даже утилизировать в качестве биотоплива, что еще больше оптимизирует их использование.
Различные типы кузнечных закалочных масел (сравнение) 1) Моторные масла
Моторные масла являются распространенным типом закалочных масел, используемых как в кузнечном деле, так и в кузнечном деле. Новые и отработанные моторные масла могут использоваться для закалки, и оба они широко доступны. Новое моторное масло обычно дешевле в использовании, чем коммерческое масло для закалки.
Отработанное моторное масло часто можно бесплатно или легко достать, но оно может содержать небольшое количество загрязняющих веществ из-за использования в транспортном средстве. К сожалению, как новое, так и отработанное моторное масло содержат присадки, которые могут выделять токсины, когда горячая металлическая деталь соприкасается с маслом во время процесса закалки. Эти токсины обычно выделяют нежелательный запах во время тушения. Всегда разумно избегать вдыхания этих токсинов и надевать соответствующую защитную экипировку.
Закалка моторным маслом должна производиться в помещении с достаточной вентиляцией.Из-за загрязнений, обнаруженных в моторных маслах, многие кузнецы, которые их используют, обнаруживают, что на готовой заготовке после закалки остается тонкая темная пленка.
| Преимущества | Недостатки |
|
|
Существует множество вариантов закалочного масла для кузнечного дела.Среди этих вариантов — растительное масло, арахисовое масло и масло авокадо. Некоторые широко используемые растительные масла — это рапсовое, оливковое и пальмоядровое масло. Растительное масло очень дешевое и поступает из возобновляемых источников. Они поддаются биологическому разложению и даже могут использоваться в качестве биотоплива. Растительные масла обладают лучшими энергетическими показателями при использовании в качестве закалочного масла. Эта характеристика позволяет им повышать ударную вязкость заготовки.
Компромисс с этими типами масел — пониженная твердость. Арахисовое масло и оливковое масло также можно использовать для аналогичных целей, но они, как правило, дороже, чем обычные нейтральные масла.
| Преимущества | Недостатки |
|
|
3) Минеральные масла и жидкости для автоматических трансмиссий
Минеральные масла и жидкости для автоматических трансмиссий являются подходящей альтернативой моторным маслам.Эти типы масел фактически не содержат присадок, которыми моторные масла для закалки в кузнечном деле печально известны. Если у вас нет доступа к минеральным маслам, детское масло — еще одна отличная альтернатива для них, оно просто содержит добавленный аромат.
Закалочные добавки на минеральном масле отлично работают со сталями, требующими высокой скорости закалки, и сталями, закаленными в масле. Минеральные масла обычно обладают большей охлаждающей способностью для стальных сплавов. Их эффективность в процессе закалки увеличивает их общую стоимость.
Минеральные масла оказывают не очень сильное воздействие на окружающую среду, поскольку они не поддаются биологическому разложению. Если эти масла нагреть до очень высоких температур, существует вероятность того, что опасные ароматические углеводороды начнут накапливаться и выделять токсины в воздух.
| A Преимущества | Недостатки |
|
|
4) Коммерческие закалочные масла Масло для гашения AAA от Park — кувшин на 1 галлон
- Внешний вид: светло-янтарное масло, вязкость при 100 ° F: 14.0 — 19,3 сСт
- Никелевый шарик Время: 9 — 11 секунд, температура вспышки:> 340 ° F
- Parks AAA считается средне- и среднеустойчивым маслом. Часто охлаждающее масло описывается в секундах …
Коммерческие закалочные масла специально созданы для использования в закалочных процессах, как следует из их названия. Существует широкий выбор промышленных закалочных масел, подходящих для закалки различных типов сталей и стальных сплавов. Они составлены таким образом, что различные коммерческие масла для закалки обладают свойствами, которые могут вызывать медленную или высокую скорость закалки.
Поскольку коммерческие закалочные масла производятся для закалки, они, как правило, являются наиболее дорогими из имеющихся закалочных масел. Их нелегко найти в обычных магазинах, и они стоят дороже, чем обычные масла.
| Преимущества | Недостатки |
|
|
Закалка: вода или масло? — Ножи, лезвия для термообработки и т. Д.
Да, нет, может и не знаю.
Я провел несколько дней с Ятайки, японским производителем пил и инструментов, он размешивал воду красным горячим стержнем и вручную проверял температуру перед закалкой. Насчет хамона не уверен, но предполагаю, что все лезвия с хамоном закалены в такой воде.
Есть старая история о японском ученике, который постоянно спрашивал мастера клинков о правильной температуре воды для закалки. Ученик становился яростным по этому поводу. Однажды, когда мастер готовился закалить клинок, ученик не мог больше сдерживаться и окунул руку в воду.Старик отрезал себе руку.
Ятайки знал эту историю, и я спросил через переводчика, могу ли я проверить воду, не отрезав себе руку. Мы все очень рассмеялись, и Ятайки сказал, что я могу опустить руку в воду. Вода была прохладной.
Что касается других закалок, мы делаем все, что говорит металлург для конкретной стали. Меня не интересует хамон, поэтому металлурги сказал бы, что сталь 1075 — это простая углеродистая сталь, предназначенная для закалки «тонких деталей в масле». Для меня это означает нож.Когда вы смотрите на характеристики 5160, вы видите, что он закаливается в масле из-за легирования кремния, марганца и хрома.
С точки зрения скорости, в условиях небольшого магазина рассол является самым быстрым закалочным раствором, так как он выбрасывает окалину, позволяющую жидкости сразу же контактировать с оголенным металлом. Вода идет на втором месте по скорости примерно по той же причине, хотя не вся окалина может слететь с заготовки. Когда горячая деталь погружена в жидкость, вокруг горячей детали образуется паровая завеса. Он кратковременный, но с маслом он более продолжительный по сравнению с водными тушителями.Пар действует как кратковременный изолятор, тем самым немного замедляя закалку. Металлурги рекомендуют масло с тонким поперечным сечением, как у лезвия, вместо воды, даже если сталь продается с закалкой в воде, например W1 или W2. С маслом меньше шансов на коробление, и вы все равно затвердеваете. Рассол или вода окружающей температуры могут быть слишком жесткими для тонких срезов, вызывая трещины, разрывы или коробление. Самым медленным типом затвердевания, конечно, является сталь с воздушной закалкой.
Если вы покупаете инструментальную сталь, вы должны получить спецификации термообработки, которые подходят для инструментальной стали.
Некоторые инструменты встряхивают под жидкостью, чтобы помочь стряхнуть паровой покров и дать свежему количеству охлаждающего средства ударить по заготовке со всех сторон. Я почти уверен, что японские лезвия не возбуждены. Теплая вода и продолжительность действия паровой подушки подходят для закаленных лопастей без перемешивания.
http://www.turleyforge.com Дедушка кузнечных школ
Как термически обработать нож | 4 простых шага для изучения
Краткое описание
Термическая обработка — это часть процесса изготовления ножа, предназначенная для упрочнения стали лезвия для использования.Термическую обработку можно выполнить в четыре этапа: нормализация, закалка, отпуск и шлифовка.
Охватываемые темы:
Целью термической обработки ножа является закалка стали в достаточной степени для использования. Правильная степень твердости будет зависеть от предполагаемого назначения лезвия. Он должен быть достаточно твердым, чтобы сохранять край, но достаточно гибким, чтобы выдерживать регулярное, а иногда и интенсивное использование.
В Red Label Abrasives мы гордимся тем, что обеспечиваем производителей ножей абразивными наборами, необходимыми для производства качественных ножей.В этом блоге мы рассмотрим этапы термической обработки вашего лезвия, чтобы в готовом продукте был найден идеальный баланс между прочностью и гибкостью. Эти шаги могут быть применены ко всем распространенным сталям для изготовления ножей, включая 1080, 1084, 1095 и 5160. Эти шаги также будут работать независимо от того, были ли ваши ножи сформированы путем ковки или удаления припуска.
Что вам понадобится
- Лезвие ножа с нанесенной фаской и поверхностью, доведенной до желаемой отделки (после затвердевания будет труднее удалить материал путем опиливания и шлифования)
- Источник тепла (эл.грамм. пропановая горелка, мини-кузница или угольная кузница)
- Контейнер для закалки огнестойкий с крышкой. Вы можете использовать металлические банки из-под кофе, форму для печенья или что-то подобное.
- Масло для закалки. Реально для этого подойдет большинство видов масла. Однако не используйте воду — она слишком быстро остывает и вызывает растрескивание большинства сталей.
- Противопожарный блок регулятора, такой как алюминиевая трубка, для удержания лезвия на нужной глубине в охлаждающем масле.
- Магнит для контроля температуры стали
- Клещи или клещи с тисками для надежного удержания лезвия во время нагрева, закалки и отпуска.
- Огнетушитель, предназначенный для пожаров жира или масла
- Защитная маска и термостойкие перчатки
- Напильник для проверки твердости лезвия
- Кухонная духовка (рекомендуется)
Шаг 1. Нормализовать
На этом этапе вы воссоздаете однородное или нормализованное состояние в стали, чтобы она стала более упругой и с ней было легче работать. В частности, процесс ковки приводит к слипанию карбидов и увеличению их размера, что может помешать правильному удержанию кромки.
Используйте лист наждачной бумаги с зернистостью P150, чтобы затупить край лезвия и минимизировать возможность деформации или растрескивания во время обработки. Затем с помощью источника тепла нагрейте сталь до температуры от 1500 до 1600 ℉, прежде чем дать ей остыть. Обязательно регулярно вращайте его над пламенем: концентрация на одной стороне может вызвать проблемы с готовым продуктом.
Ниже приводится обзор рекомендуемых температур нагрева для обычных сталей для изготовления ножей:
- 1080: 1500 ℉
- 1084: 1500 ℉
- 1095: 1575 ℉
- 5160: 1525 ℉
Вы можете использовать магнит для оценки температуры: сталь теряет свою магнитную способность при температуре около 1425 ℉, поэтому, если вы нагреете ее до немагнитного состояния, вы знаете, что приближаетесь.Нагрейте сталь на пару оттенков ярче, и вы получите правильную точку нагрева.
Еще один способ проверить температуру — посолить стальную поверхность. Соль плавится при 1474 ℉, поэтому, если вы увидите, что она разжижается, значит, вы достигли критической температуры.
Шаг 2: Погасить
После нагревания быстро окуните сталь в канистру с маслом и продвигайте ее вперед и назад резкими движениями. Это помогает предотвратить образование пузырьков воздуха вокруг стали. Затем положите его на блок регулятора, который следует погрузить в масло.(Блок обеспечивает равномерное охлаждение обеих сторон лезвия.)
Многие производители ножей рекомендуют использовать рапсовое масло, нагретое до температуры около 130, говоря, что вода слишком быстро охлаждает сталь, что может привести к растрескиванию, особенно если лезвие находится на тонкой стороне. Для сравнения, масло имеет более медленную скорость охлаждения. Вы можете нагреть его на плите или использовать кузницу, чтобы нагреть кусок арматуры, прежде чем погрузить его в масло, чтобы поднять температуру.
Чтобы лезвие затвердело, ему необходимо остыть ниже 900 ℉.Подождите примерно 10-15 секунд, прежде чем вытащить лезвие и проверить его на деформацию. Если он выглядит хорошо, возьмите напильник и потрите его уголком по стали. Правильно закаленное лезвие будет прочнее файла и не будет царапаться.
Шаг 3: Закалка
Сталь для лезвий после закалки очень хрупкая. Для размягчения стали и снятия накопленных напряжений ее нужно сразу снова нагреть — на этот раз до 400 ℉. Этот процесс, известный как темперирование, можно проводить на огне или с помощью паяльной лампы, но самый простой способ — поставить его в духовку при температуре 400 ℉ на два часовых цикла, давая ножу остыть между каждым циклом.Если вы используете другой метод, нагрейте нож, пока он не станет золотисто-соломенного цвета, что типично для 400 ℉.
Примечание:
- Некоторые производители ножей перед закалкой подвергают лезвия «криообработке». Сталь замачивают на ночь в сухом льду или жидком азоте при температуре от -90 ℉ до -290 ℉, в зависимости от используемой среды.
- Температуры отпуска ниже 347 ° F следует применять только при определенных обстоятельствах, например, при экстремальных требованиях к высокой твердости, поскольку более низкие температуры обычно приводят к очень хрупкому лезвию.
- Следует избегать температур отпуска выше 662 ° F, поскольку они могут привести к снижению коррозионной стойкости, а также к хрупкости. Если обработанное лезвие подвергается воздействию тепла, превышающего температуру отпуска (например, во время шлифования), свойства ножа будут ухудшены.
Завершение
К настоящему времени ваше лезвие полностью затвердело. Теперь все, что вам нужно сделать, это отшлифовать любой накипь, которая могла скопиться на лезвии после закалки. Нанесите мелкий абразив на ленточную шлифовальную машину и осторожно проведите им по поверхности, пока сталь не станет чистой.Затем вы можете завершить последние шаги, которые заключаются в наложении дополнительной фаски под желаемым углом и использовании мелкой зернистости для окончательной заточки и полировки.
Уже более 35 лет Red Label Abrasives поставляет как любителям, так и профессиональным производителям ножей шлифовальные ленты, позволяющие достичь превосходных результатов. Мы продаем полные наборы для изготовления ножей, а также отдельные ремни и листы, чтобы пополнить ваш склад.
Red Label Abrasives — это семейная компания, которая уже более 35 лет производит высококачественные абразивные материалы американского производства.Мы очень гордимся тем, что можем предложить непревзойденное качество продукции и обслуживание клиентов. Чтобы получить дополнительную информацию о наших продуктах или разместить заказ, позвоните по телефону 844-824-1956 или заполните контактную форму.
Инструкции по термообработке стандартных ножевых сталей — специальные ножи для жарки
Вот несколько основных инструкций по термообработке для нескольких распространенных ножевых сталей. Эти инструкции в основном основаны на интернет-источниках, в частности на странице Кевина Кэшена, но также на различных сообщениях Bladeforums и моем собственном опыте работы с большинством этих сталей.Рецептов термической обработки столько же, сколько и производителей ножей, но в целом нижеприведенная информация отражает то, как я это делаю.
Простая термообработка от Джейсона
Вот загружаемая версия этого файла: http://www.frycustomknives.com/wp-content/uploads/2013/10/Heat-Treat-Handout.docx
1080 / 1084- Лучшая сталь для простой термической обработки. Доступно на www.njsteelbaron.com. При снятии со склада нормализация не требуется. Если выкованы, нормализуйте x3 при уменьшении нагрева.Чтобы затвердеть, нагрейте немного до немагнитного (1500 F, если у вас есть контроль температуры), короткое замачивание, возможно, 5 минут, затем закалите. Масло для гашения должно быть рапсовым, минеральным маслом ветеринарного класса или маслом быстрого гашения. Выполняйте отпуск один час при 400, затем охладите при 450 в течение еще одного часа для RC 58-60.
1095- Не то же самое, что 1084. Дополнительный углерод усложняет термообработку. Нагрейте до 1500, выдержите 10 минут. Требуется ОЧЕНЬ быстрый переход от высокой температуры к маслу и ОЧЕНЬ быстрое масло для достижения полной твердости.Из него можно сделать «хороший» нож, но трудно сделать «отличный» нож без хорошего контроля температуры и быстрого промышленного закалочного масла.
О1- Легированная сталь глубокой закалки. Легко сделать «хороший» нож, так как он хорошо затвердевает практически в любом масле, но требует контролируемого замачивания, чтобы сделать «отличный» нож. Нормализовать x3, если выковано, затем 1500 F в течение 10-30 минут. Не перегревать после нормализации. Гасить в любом «среднем» масле. Канола, минеральное масло, трансмиссионная жидкость и т. Д.
5160- Высокоуглеродистая легированная сталь.Репутация стойкости. Из 5160 получаются хорошие пружины, но нельзя предполагать, что все пружины 5160. Нормализовать x3 после ковки. Чтобы затвердеть, нагрейте до 1525, ненадолго замочите, затем охладите в любом среднем масле.
Другие стали, но их нельзя делать в кузнице
D2 — Инструментальная высокоуглеродистая сталь. Устойчивый к истиранию, полу-нержавеющий. Трудно точить, но долго держит острие. Обертывание фольгой, 1850 x 20 минут, закалка в тарелках, криогенный сухой лед. Отпуск от 450 до 600 в зависимости от твердости после закалки.
154 CM / CPM 154 / ATS 34 — Нержавеющая сталь. В основном 440С плюс ванадий. Обертывание фольгой, 1950 х 20-30 минут, закалка пластинами, криогенная смесь сухим льдом. Отпуск от 450 до 550 в зависимости от твердости после закалки
Что делать со сталью, если не знаешь, что это такое
Невозможно предположить, что вы знаете, из чего он сделан, просто взглянув на то, для чего он использовался. Графики неправильные. Вам понадобится немного опыта или удачи, чтобы сделать «отличный» нож из загадочной стали.Большинству из нас лучше просто покупать известную сталь. Не забывайте «время — деньги». Если вы потратите 3 часа и 3 цикла термообработки, чтобы получить нужную сталь, вы могли бы просто купить 1084 и сделать это один раз. С другой стороны, папка вашего дедушки, родившаяся на форде 56-го года, или плуг на старой усадьбе могут быть более интересными.
Вот мой основной метод определения того, из стали ли нож или нет.
- Это нержавеющая сталь или углерод? Если он безупречный, его слишком сложно исправить методом проб и ошибок.
- Сколько в нем углерода? Проведите искровой тест. Если у вас нет «вьющихся» искр, значит, он не затвердеет достаточно, чтобы сделать нож.
- Попробуйте цикл закалки. Используйте тонкий кусок. Запустите его при 1500 x 10 минут и охладите в быстром масле. Попробуй сломать это. Если он согнется, из него не получится нож. Если он сломается, посмотрите на зерно. Он должен быть серым и мелким, с едва заметными зернами. Если он сломался и мелкозернистый, сделайте из него нож. Это может быть не здорово, но его можно будет использовать.
Как закалить лезвие — Полное руководство (2021)
Наблюдение за воспламенением нагретого лезвия после того, как его поместили в заполненный жидкостью контейнер, могло побудить некоторых из вас начать изготовление лезвий.Если вы когда-нибудь смотрели Forged In Fire, вы знаете, о чем я говорю. Поскольку закалка является важной частью процесса термообработки каждого лезвия, важно знать, как ее делать правильно.
Вот почему я решил написать это подробное руководство, которое ответит на некоторые из наиболее распространенных вопросов о гашении. По окончании отвечу так:
- Что такое закалка и ее цель?
- Как правильно закалить лезвие?
- Какую закалочную среду следует использовать для закалки лезвия?
- Сколько раз можно закалить лезвие?
- Вода против масла для закалки
- Какое масло использовать?
- Следует ли нагревать среду перед закалкой?
А теперь давайте, наконец, приступим к делу.
Что такое тушение?Прежде чем объяснять, как закаливать лезвие, мы должны установить, что такое закалка на самом деле. Все, что вы делаете в мастерской, должно быть целенаправленно, то же самое и с закалкой. Поскольку, вероятно, есть люди, которые не знают, что такое тушение, я постараюсь ответить на этот вопрос просто, чтобы каждый мог легко понять это.
Закалка — часть процесса термообработки металла. Основная цель закалки — закалка лезвия.Это достигается путем быстрого охлаждения металлической детали путем помещения ее в жидкость или принудительный воздух. Для закалки лезвия обычно используется масло или вода, в зависимости от типа стали.
Чтобы сталь считалась закаленной, она должна быть тверже, чем HRC50, и ее структура должна быть мартенситной. Вот почему тушение жизненно необходимо. Он предотвращает распад металла аустенита на цементит и феррит.
Обратите внимание, что гашение состоит из 3 фаз, которые происходят в одном месте, но в разное время.Эти три включают паровую фазу, фазу кипения и фазу конвекции.
Паровая фаза является начальной фазой этого интересного процесса. Из-за большой разницы между жидкостью и лезвием жидкость начинает испаряться. Теплопередача здесь низкая из-за излучения. Для этой фазы характерно появление мягких пятен на поверхности лезвия. Поэтому после закалки необходим отпуск.
Фаза кипения является второй и самой быстрой фазой всего процесса.Создаваемый пар превращается в кипящие пузырьки, которые позволяют быстрее охладить лезвие. Теплопередача очень высокая из-за перепада температуры. Фаза кипения заканчивается, когда температура лопатки падает ниже температуры охлаждающей среды.
Фаза конвекции — последняя фаза гашения, когда дальнейшая теплопередача происходит за счет теплопроводности и конвекции. На этом этапе происходит большая часть растрескивания и деформации. Кроме того, он самый медленный из всех.
Поскольку это руководство посвящено закалке, стальные лезвия заслуживают особого упоминания из-за их чувствительных механических свойств к закалке.А именно быстрое охлаждение — это то, что меняет микроструктуру стали по сравнению с медленным. Имейте в виду, что стальное лезвие очень твердое, но после закалки также становится хрупким. Твердость в первую очередь зависит от содержания углерода в конкретной стали.
Процесс закалки легко испортить, поэтому важно понимать некоторые из основных факторов закалки:
Среда или закалочное средство — относится к тому, что вы используете для закалки. Обычно это вода, масло или рассол.
Сталь типа — не для каждой стали требуется одинаковый процесс закалки. Например, некоторые стали следует закаливать в масле, а другие — в воде. Выбор неправильного материала может привести к получению некачественного лезвия
.Температура закалки — чем выше температура закалки, тем медленнее охлаждение
Размер контейнера — общее практическое правило — один фунт деталей на один галлон охлаждающего средства
Прочтите перед закалкойЕсли безопасность не является для вас проблемой номер один, сделайте это.В противном случае вы можете столкнуться с большими проблемами. Итак, прежде чем гасить лезвие, примите во внимание следующее:
- Наденьте защитные очки
- Наденьте соответствующую одежду
- Убедитесь, что ваш резервуар для закалки негорючий
- Убедитесь, что у вас есть что-то рядом с вами, чтобы предотвратить потенциальное возгорание
- Нагрейте среду перед закалкой имеет место
Ношение защитных очков — один из важнейших принципов безопасности, которые вы должны соблюдать в мастерской.Насколько мне известно, слепые мастера-клинки не ходят и не куют ножи. Чтобы предотвратить возможные травмы глаз, просто надевайте защитные очки. Это должно быть одним из первых действий, которые вы делаете при входе в магазин. Сделайте это привычкой. Вы можете только пожалеть о том, что не сделали этого.
Ношение соответствующей одежды — еще один важный фактор, о котором следует серьезно подумать. По возможности избегайте ношения синтетической одежды, особенно во время закалки. Синтетическая одежда гораздо более подвержена возгоранию, чем натуральные волокна, такие как, например, хлопок.Это особенно важно, когда вы помещаете лезвие в резервуар для тушения, когда возникает пожар. Также я бы порекомендовал надеть рубашку с длинным рукавом для лучшей защиты. Что касается брюк, то обычно рекомендуют длинные брюки из натуральных волокон.
Никогда не используйте пластиковую тару для закалки по понятным причинам. Возьмите металлический контейнер, чтобы избежать возгорания. На случай, если каким-то образом начнется пожар, всегда держите рядом с контейнером огнетушитель или ведро с водой, чтобы вы могли быстро и эффективно отреагировать.Кроме того, не приближайтесь лицом к резервуару для закалки.
Еще одна важная вещь, которую я должен отметить, это то, что вы должны ВСЕГДА предварительно нагревать закалочную среду перед закалкой любого лезвия. Причина, по которой я объясню позже в руководстве.
Как гасить лезвие?Теперь, когда мы понимаем основы этого интересного процесса, давайте узнаем, как применить его на практике. Прежде чем ответить, обратите внимание, что процесс закалки в первую очередь зависит от типа стали, и поэтому нет единственного способа сделать это.Например, некоторые виды нержавеющей стали нельзя закаливать ни в воде, ни в масле, вместо этого они охлаждаются воздухом.
Чтобы закалить лезвие, вы должны сначала достичь «немагнитных» температур в кузнице. После этого нагретое лезвие обычно опускают в банку с водой или маслом на 10-20 секунд, в зависимости от стали. Делать это нужно очень быстро и точно. Во время закалки рекомендуется «разрезать» лезвие, чтобы уменьшить образование пузырьков воздуха и увеличить скорость охлаждения.В конце проверьте, нет ли возможных трещин.
Хорошо, это был бы хороший, короткий и прямой ответ о том, как закалить лезвие, но я думаю, мы должны уточнить его. Итак, поехали.
Шаг 1) Нагрев лезвияЧтобы полностью понять процесс закалки, вы должны понять, что происходит до этого. Обычно лезвие подвергают отжигу или нормализации. Здесь важно отметить, что нормализованное лезвие находится в размягченном состоянии, в то время как закаленное лезвие находится в закаленном состоянии.После нормализации лезвие помещают обратно в кузницу или печь и нагревают до немагнитных температур, которые варьируются в зависимости от типа стали.
Убедитесь, что лезвие равномерно нагревается в кузнице. Горячие точки в кузнице часто нагревают лезвие неравномерно и, следовательно, вызывают различия в росте зерна на разных частях лезвия. Если у вас нет печи для термообработки, проще всего определить эту температуру с помощью магнита. Вы просто кладете магнит на лезвие и наблюдаете, прилипает он к нему или нет.Если да, то готов к закалке. Если нет, положите его обратно в кузницу.
Шаг 2) ЗакалкаПосле нагрева лезвия до нужной температуры выньте его из кузницы и погрузите лезвие в масло или воду. Эта часть должна выполняться очень быстро и точно, иначе лезвие остынет и потенциально испортит остальную часть процесса. Как только нагретое лезвие окажется в закалочной среде, следует ожидать сильного испарения. Как я уже упоминал ранее, перемещайте лезвие вперед и назад (движение нарезки), чтобы предотвратить образование пузырьков воздуха, а также увеличить скорость охлаждения.
Хотя температура сильно упадет всего за две секунды, это не значит, что вам следует брать лезвие. Если вы используете масло, лезвие следует закалить где-то в пределах 10-15 секунд. Не забывайте об обострениях, которые, скорее всего, произойдут именно в этот период. Всегда есть чем накрыть емкость.
Шаг 3) Проверка лезвияА теперь момент истины. Лезвие извлекается из жидкости и готово к анализу.Перед этим, пожалуйста, сделайте глубокий вдох и молитесь, чтобы все прошло хорошо. Найдите возможные перекосы на лезвии. Если таковых нет — замечательно, а если есть, разогрейте лезвие до критической температуры и слегка вытолкните его.
Если все в порядке, лезвие готово к файловому тесту. Это делается для проверки твердости закаленного лезвия. Для этого просто возьмитесь за лезвие и заточите его напильником. Если файл не кусает края, лезвие достигло достаточной твердости.И наоборот, если напильник кусает края лезвия, он все равно слишком мягкий.
Сейчас ваш клинок затвердевший, но еще и хрупкий. Вот почему следующая часть термообработки имеет решающее значение — процесс, называемый отпуском. Чтобы узнать больше, прочтите How to Temper a Knife — The Ultimate Guide (2021) .
Что лучше закалить лезвие в масле или воде?Решение, какую закалочную среду использовать, является одним из, если не самым важным фактором в этом процессе.В сети много споров о том, следует ли мастерам использовать воду или масло для закалки. Я думаю, что большинство этих споров не имеют смысла по одной причине. Не вся сталь одинакова, поэтому ни один метод не подойдет для каждой стали. Однако у обоих вариантов есть свои преимущества и недостатки.
Закалка лезвия обычно выполняется с помощью масла, хотя некоторые мастера по лезвиям используют воду, в зависимости от типа стали и опыта. Причина, по которой масло используется чаще, заключается в том, что оно обеспечивает хорошую твердость, но в конечном итоге снижает нагрузку на лезвие.Это означает, что вероятность взлома меньше. Однако некоторые стали необходимо закаливать в воде, например, W1.
В конце концов, не существует такого понятия, как одно лучше другого. У обоих есть свои плюсы и минусы, и их следует использовать в соответствии с рабочим материалом. Например, закалка в воде обеспечивает более быстрое охлаждение и более высокую твердость лезвия. С другой стороны, закалка в воде также создает гораздо более напряженное лезвие, что означает большие возможности деформации и растрескивания.
Масло, с другой стороны, медленнее охлаждает лезвие, что приводит к умеренной твердости. Хотя лезвие немного мягче, оно менее подвержено нагрузкам. Как видите, разница заключается в скорости процесса охлаждения. Обычно, чем выше содержание углерода, тем медленнее требуется закалка.
Поскольку большинство сталей для изготовления ножей также являются высокоуглеродистыми сталями, для их закалки часто используется масло. Помните, мы говорим о лезвиях, а не об инструментах. Лезвия настолько тонкие, что мы должны максимально снизить вероятность появления трещин.Поскольку масло обычно позволяет это, логично его использовать.
Тем не менее, некоторые мастера по клинку используют воду, но обычно это те, у кого большой опыт и знают, что они делают. Новичкам и мастерам клинков среднего уровня я настоятельно рекомендую использовать масло вместо воды для закалки, если только вода не требуется. Мой личный опыт также подсказал мне, что масло определенно является более «щадящим» закалочным средством. Используя масло вместо воды, мне удалось создать более качественные ножи, но это не значит, что вода просто плохая.
Как я уже сказал, некоторые без проблем используют воду, но большинство используют масло по ранее упомянутым причинам
Какое масло лучше всего подходит для закалки ножа?Итак, мы узнали, как правильно закаливать лезвие и когда следует использовать масло или воду. А теперь давайте выясним, какое масло для закалки вам следует использовать. Прежде чем я отвечу на этот вопрос, имейте в виду, что иногда «лучшее» масло для закалки — это доступное. Нет смысла биться головой только потому, что не можешь заказать или это слишком дорого.Однако, если эти превосходные закалочные масла доступны и вы можете себе их позволить, обязательно сделайте это.
Как правило, лучшие масла для закалки ножей — это коммерческие масла, такие как Parks AAA и Parks 50. Эти два масла имеют особые свойства — медленную или быструю закалку. Еще один отличный и часто используемый вариант — масло канолы, которое обладает высокой стойкостью к окислению. Другие возможные решения — арахисовое масло, минеральное масло и моторное масло.
Теперь давайте разберем каждую и проанализируем ее плюсы и минусы.
Коммерческие закалочные маслаДля тех, кто хочет надежное и проверенное решение, коммерческие закалочные масла, такие как Parks 50 и Parks AAA, — это именно то, что вам нужно. Оба они идеально подходят для процесса закалки.
Во-первых, у вас есть Parks AAA , одно из самых популярных закалочных масел. Parks AAA считается закалочным маслом средней и средней скорости. Его тест Nickle Ball составляет 9-11 секунд. Обычно с этим маслом подходят стали 01, 1084, 1080 и 5160.Обычная температура в зоне наилучшего восприятия составляет около 120 ° F.
Прямо рядом с Parks AAA у вас есть Parks 50, , который используется для «закалки в воде» стали. А именно, в начальной фазе (испарении) Parks 50 действует аналогично воде. Затем, когда охлаждение заканчивается, это масло начинает замедляться, чтобы предотвратить возможность появления трещин. Из-за его низкой вязкости температура от 50 ° F до 120 ° F обычно подходит.
Это отличная новость для тех, у кого нет закалочной емкости с нагревателем.Итак, пока температура не превышает 120 ° F, все в порядке. Parks 50 классифицируется как масло быстрой закалки. Типичными сталями в сочетании с этим закалочным маслом являются W1, W2 и 1095.
Преимущества промышленных закалочных масел
- Разработано специально для этого процесса
- Свойства для оптимальной закалки
- Подходит для различных скоростей
- Долговечность
Недостатки коммерческих закалочных масел
Рапсовое маслоБлагодаря более низкой цене и доступности рапсовое масло стало чрезвычайно популярным закалочным маслом для многих мастеров лезвий.Так что, если вы новичок, это отличный вариант. Масло канолы богато олеиновым жиром, который обеспечивает высокую стойкость к окислению среди всех растительных масел. Это масличные семена, которые в основном выращивают в Канаде. Масло канолы также легко разлагается микроорганизмами. Но самым большим преимуществом этого масла является отсутствие запаха. Это означает более комфортную закалку.
Имейте в виду, что масло канолы требует предварительного подогрева. Идеальная температура составляет около 130 ° F, хотя может работать немного выше или ниже.Я должен упомянуть, что он имеет высокую температуру вспышки, которая очень желательна для закалки. Кроме того, температура кипения намного выше, чем у большинства нефтяных масел. Все эти свойства делают масло канолы отличным средством для закалки.
Рапсовое масло — мое любимое масло для закалки. Я до сих пор использую его для большей части работы по изготовлению ножей. Я также попробовал и Parks AAA, и Parks 50. На мой взгляд, они все еще являются лучшим вариантом, но, к сожалению, мне их нелегко. Вот где важна доступность.Неважно, если какой-то продукт считается лучшим, если вы не можете его получить.
Преимущества рапсового масла
- Дешево
- Хорошая биоразлагаемость
- Слабый запах
- Идеально подходит для мастерских по изготовлению лезвий в помещении
- Высокая температура кипения
- Высокая температура вспышки
Недостатки рапсового масла
- Не предназначено специально для закалки
Арахисовое масло, хотя и не так широко, является еще одним гасящим маслом, которое можно использовать для этой цели.Преимущества использования арахисового масла заключаются в том, что оно нетоксично и биоразлагаемо. Если вы работаете в помещении, арахисовое масло — отличный выбор, потому что оно не токсично. Единственный недостаток — оно намного дороже рапсового масла, иногда даже в два раза дороже.
Преимущества арахисового масла
- Хорошая биоразлагаемость
- Идеально подходит для мастерских в помещении
- Высокая температура кипения и вспышки
Недостатки арахисового масла
Минеральное маслоДругой вариант закалочной среды — минеральное масло.Оно известно своими хорошими охлаждающими свойствами, но стоит дороже, чем масло канолы. К сожалению, при высоких температурах происходит накопление токсичных химикатов из-за окисления. Обратите внимание, что длительное вдыхание этих токсичных химикатов может вызвать негативные последствия для здоровья. Кроме того, накопление этих химикатов отрицательно сказывается на качестве процесса закалки.
Преимущества минеральных масел
Недостатки минеральных масел
- Дорого
- Низкая способность к биологическому разложению,
- Не идеально для мастерской в помещении
- Большое количество токсичных химикатов
Моторное масло обычно используется для закалки лезвий.Если я должен упомянуть о преимуществах его использования для закалки, то это его цена и доступность. Скорее всего, они у вас в гараже. Недостатком является то, что моторное масло содержит токсичные химические вещества и присадки, что не идеально для внутренней мастерской. Он также имеет неприятный запах, который может сохраняться даже во время закалки.
Преимущество моторного масла
Недостатки моторного масла
- Содержит присадки и токсичные химические вещества.
- Не подходит для использования в помещениях.
- Неприятный запах
Если вы все еще ждете ответа о предварительном нагреве масла перед закалкой, ваше ожидание окончено.А именно, гашение — это баланс между слишком быстрым и слишком медленным действием. Чтобы закалить стальное лезвие, оно остынет до температуры ниже 900 градусов всего за пару секунд, но это не значит, что вы должны его вынимать.
Предварительный нагрев масла перед закалкой выполняется, потому что вы уменьшаете его толщину, также называемую вязкостью. Таким образом, когда вы уменьшаете толщину масла, оно становится тоньше намного раньше, и поэтому лезвие остывает гораздо быстрее. Рекомендуемый диапазон температур где-то между 110 ℉ и 140 ℉, в зависимости от масла.
Предварительный нагрев закалочного масла особенно важен зимой при низких температурах. Вы можете нагреть масло, поместив металлический контейнер на газовую духовку или поместив в контейнер нагретый стальной стержень. На самом деле, есть третий способ, который включает в себя размещение в резервуаре плавающего нагревателя, мощность которого должна быть не менее 250 Вт, хотя я бы рекомендовал 500 Вт.
Однако имейте в виду, что некоторые закалочные масла не следует нагревать перед закалкой. В качестве примера можно привести коммерческое масло для закалки Parks 50, которое следует предварительно нагревать только в том случае, если в мастерской холодно.
Рекомендуемая литература:Почему кузнецы тушат нефть?
Какое масло для закалки лучше?
Что кузнецы используют для закалки?
Если вы новичок в кузнечном деле или просто интересуетесь этой практикой, возможно, вы слышали о процессе закалки или погружении вашей заготовки в вещество для охлаждения и затвердевания.
Кузнецы обычно используют воду, масло или сжатый воздух для закалки.Эти вещества различаются по влиянию на окружающую среду, стоимости и влиянию на металл, но лучшей закалочной средой обычно является вода или закалочное масло.
Чтобы узнать больше о том, что такое закалка и какие закалочные вещества наиболее эффективны, продолжайте читать!
* Эта статья может содержать партнерские ссылки. Как партнер Amazon, я зарабатываю на соответствующих покупках.
Как работает закалка?
Закалка — это когда горячие металлические детали погружаются в жидкость или воздух.Когда заготовки достигают процесса охлаждения, используется закалка, чтобы ускорить охлаждение металла и повысить его твердость.
Посмотрите видео ниже из телешоу «Forged in Fire», чтобы получить несколько отличных советов (PS: я люблю это шоу):
После того, как металл сформирован и пропитан, его погружают в закалку. жидкость. Когда металл нагревается и достигает нужной температуры, он замачивается, чтобы поддерживать его температуру равномерно по всему изделию.
Затем, когда температура стабилизируется, металл погружают в закалочный материал, образуя слой пара вокруг металла.
Этот процесс закалки приводит к уменьшению кристаллической структуры металла, делая его более плотным, прочным и твердым.
Почему тушение так важно?
При медленном охлаждении стали или чугуна образуется непрочный металл.
Более быстрое охлаждение этих веществ позволяет сформировать гораздо более твердый и прочный металл.
Таким образом, контролируя теплопередачу от горячего металла, вы можете обеспечить максимальную прочность металла и улучшить его микроструктуру, предотвращая образование трещин и трещин.
Без закалки ваш металл не был бы достаточно твердым в использовании.
Обязательно проверьте характеристики стали для закалки перед тем, как решить, какое закалочное вещество использовать. Этот рейтинг подскажет, какое вещество лучше всего подходит для вашего материала.
Наиболее распространенные вещества, используемые для закалки, включают воду, закалочное масло и воздух.
Различные типы закалочных сред
Самыми популярными закалочными средствами для кузнечного дела являются закалочные масла (растительные, моторные, минеральные), вода и сжатый воздух.
Подробнее о каждом из них читайте ниже:
1. Закалочное масло
Закалочное масло увеличивает смачивание стали во время процесса закалки, что помогает предотвратить образование трещин.
Закалка в масле лучше всего подходит для ножей, лезвий и некоторых ручных инструментов, потому что эти типы стали обычно рассчитаны на закалку в масле. Кроме того, он охлаждается быстрее, чем сжатый воздух. Хотя он не закаливается так быстро, как вода, он вызывает меньше трещин, чем закалка водой.
Закалочные масла менее эффективны, чем вода во время закалки, потому что они часто образуют осадок при закалке. Шлам и лак не равномерно впитываются в поверхность стали, поэтому эти побочные продукты изменяют скорость охлаждения различных частей поверхности стали.
Это может снизить эффективность, заставляя части поверхности охлаждаться медленнее, а также менее равномерно, создавая неравномерную теплопередачу, которая в некоторых случаях может привести к деформации и растрескиванию.
Способность масла правильно закаливать сталь зависит от неровностей поверхности металла. Кроме того, масла разной вязкости или толщины будут иметь разные точки кипения и воспламенения, поэтому важно учитывать толщину при принятии решения о том, каким типом масла для гашения.
При использовании закалочного масла также важно учитывать содержание воды, поскольку загрязнение водой закалочных масел может привести к увеличению скорости охлаждения и вызвать образование пятен или растрескивание.
Определенные типы закалочных масел лучше подходят для разных людей в зависимости от финансового положения, экологических соображений и того, что вы свариваете. Наиболее распространенными закалочными маслами являются моторные масла, минеральные масла, растительные масла и товарные масла.
а. Растительное масло
Если вы хотите использовать растительное масло для закалки, кокосовое масло — отличный вариант.Это не только эффективное закалочное масло, но и придаст вашей кузнице великолепный запах.
Как правило, растительные масла являются хорошим вариантом для домашних кузнецов, поскольку они широко доступны и просты в использовании.
Одной из проблем кокосового масла является его стоимость — оно обычно дороже, чем другие растительные масла.
Однако растительные масла являются наиболее подходящими для домашнего использования закалочными маслами из-за их общей доступности и отсутствия добавок.
г. Моторное масло
Моторное масло легко использовать для закалки.Для закалки можно использовать даже отработанное моторное масло, так что это отличный вариант, если у вас есть лишнее или вы хотите сэкономить.
Моторное масло, которое использовалось в транспортном средстве, можно получить легко или даже бесплатно, но оно может содержать загрязняющие вещества, находящиеся внутри транспортного средства.
Кроме того, моторное масло может быть опасным или неприятным, поскольку выделяет токсины и присадки с сильным запахом.
Для закалки моторным маслом необходимо работать в хорошо вентилируемом помещении и носить защитную одежду.
г. Минеральное масло
Минеральное масло работает так же хорошо, как моторное масло, но не содержит тех же токсинов или присадок, поэтому это более безопасная альтернатива.
Его можно купить оптом на Amazon, например, это минеральное масло от Pure Organic Ingredients . Однако оно дороже моторного масла, которое часто бывает бесплатным.
К счастью, даже если у вас нет минерального масла, вы можете использовать детское масло. Удивительно, но это масло работает как заменитель минерального масла при закалке металла!
Если вы заботитесь об окружающей среде, имейте в виду, что эти масла не являются биоразлагаемыми, поэтому они оказывают негативное воздействие на окружающую среду и могут выделять токсины при высоких температурах.
г. Коммерческое масло для закалки
Коммерческое масло для закалки — это масла, созданные специально для процесса закалки.
Эти масла специально созданы для различных сталей и сплавов, поэтому вы можете быть уверены, что они будут создавать высококачественные продукты.
Хотя эти масла — отличный вариант для профессиональных кузнецов, они обычно дороже других масел.
2. Вода
Вода также может использоваться для закалки металлов. Он имеет низкую вязкость (потому что он очень тонкий), поэтому быстро испаряется и быстро обменивается теплом с металлом.
Эти свойства позволяют воде охладить металл быстрее, чем другие закалочные среды.
Хотя вода делает металл значительно более твердым при закалке, она также может сделать его хрупким и склонным к растрескиванию.
Это один из компромиссов использования воды вместо масла, поскольку вода делает металл более склонным к растрескиванию, чем масло.
Чтобы закалить заготовку в воде, ее нужно погрузить в резервуар с водой до тех пор, пока температура заготовки и воды не станет комнатной.
Вода более экологична, чем другие закалочные вещества, так как не оказывает большого воздействия на окружающую среду.
Поскольку вода очень доступна, она, как правило, невысока.
3. Сжатый воздух
Сжатый воздух — одна из менее часто используемых сред для закалки. Когда металл оставляют охлаждаться на воздухе, это технически «закалка на воздухе». Однако погружение металла в сжатый воздух позволяет ему остывать быстрее, чем в обычном воздухе.
Хотя этот метод эффективен, он не меняет кардинально структуру металла и не делает его значительно более твердым.
Следовательно, для более сильных или более твердых инструментов вы можете использовать альтернативный носитель. Однако он также с меньшей вероятностью вызовет трещины или хрупкость металла, что делает его более гибким, чем другие вещества.
Как правило, сжатый воздух доступен и недорого.
Заключение
В заключение, кузнецы используют множество средств закалки. Наиболее распространенными закалочными веществами являются вода, сжатый воздух и закалочное масло.
Вода и сжатый воздух являются наиболее экологичными и доступными методами закалки, но вода может вызвать трещины в жидкости.
Сжатый воздух также может быть менее желательным вариантом из-за его неспособности существенно повлиять на свойства металла.