Устройство сварочного трансформатора: принцип действия, работы
Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
- Устройство сварочного трансформатора
- Принцип действия
- Полезное видео
- Магнитопровод
- Ограничитель холостого хода
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем.
 Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя; - Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
 Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
Органы управления сварочным трансформатором. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
[tip]Если собираетесь делать данное устройство своими руками, то вот подробная статья на эту тему.[/tip]
Принцип действия
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.
Физические процессы в трансформаторе. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.
Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2.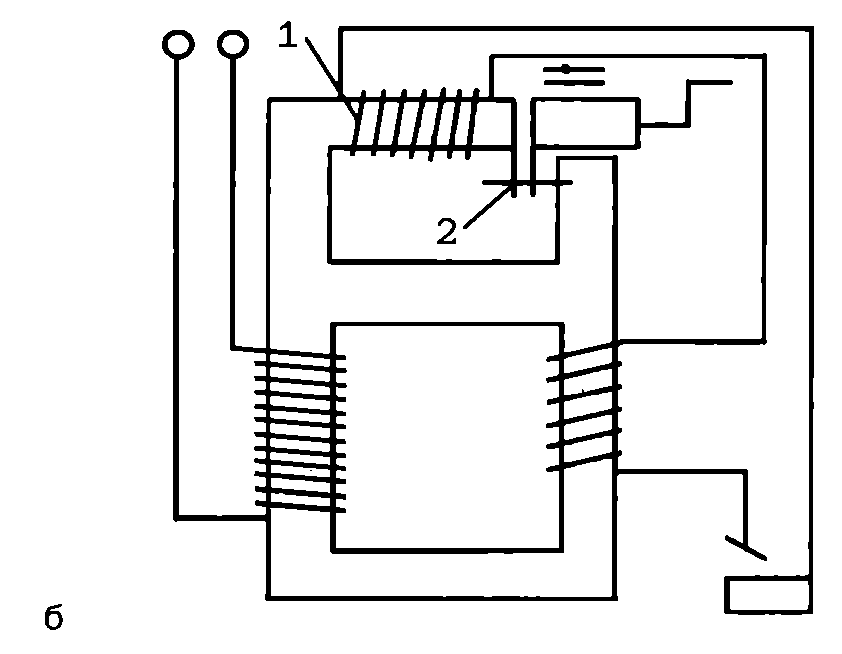
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение — число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 — число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.
Устройство сварочного трансформатора. Ист. http://stroysvarka.ru/kak-ustroen-svarochnyj-transformator-dlya-poluavtomata/.
Пояснения к схематическому изображению сварочного трансформатора:
- 1 — первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 — вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 — подвижная часть магнитопровода;
- 4 — система подвеса трансформатора внутри корпуса агрегата;
- 5 — механизм управления воздушным зазором;
- 6 — ходовой винт. Основной элемент управления воздушным зазором;
- 7 — рукоятка привода ходового винта.
Функциональная схема такого СТ представлена на рисунке.
Функциональная схема сварочного трансформатора с зазором магнитопровода. Ист. http://www.studfiles.ru/preview/3997689/.
Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- обмотки реактивной катушки IIк.

Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока — величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока — величину зазора уменьшают.
[note]К сведению: что ломается и как ремонтируется в сварочных трансформаторах[/note]
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
[note]Магнитопровод – это центральная часть конструкции СТ. Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.[/note]
Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.[/note]
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком.![]()
Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».
Ограничитель напряжения холостого хода СТ «ОНТ-1». Ист. http://kiev.kv.besplatka.ua/obyavlenie/ont-1-ogranichitel-napryazheniya-holostogo-hoda-f1bc31.
Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
[help]Советуем также ознакомиться: Что выбрать — инвертор или трансформатор?
Смотрите больше информации про сварочные трансформаторы здесь.[/help]
Устройство сварочного трансформатора, виды трансформаторов
Сварочный трансформатор — это устройство, предназначенное для преобразования тока из электросети в ток, пригодный для сварки. Он понижает напряжение сети до нескольких вольт, а ток, соответственно, возрастает и может достигать тысячи ампер и больше. В этой статье мы рассмотрим устройство сварочного трансформатора и выявим разновидности таких агрегатов.
- Конструкция сварочного трансформатора
- Классификация сварочных трансформаторов
Конструкция сварочного трансформатора
В основе устройства лежит понижающий трансформатор, запитываемый от внешнего источника электроэнергии. Кроме него, конструкция подразумевает наличие дополнительных приспособлений для получения необходимых характеристик тока, управления током и защиты устройства от коротких замыканий. Как правило, в цепь включается отдельная дроссельная катушка.
Принцип работы сварочного трансформатора — преобразование внешнего напряжения (220 или 380В) в более низкое — в режиме холостого хода оно составляет около шестидесяти вольт.
Примерная схема агрегата с дросселем такова: первичная и вторичная катушки намотаны на одном металлическом сердечнике. Дроссель подключается после вторичной обмотки устройства, при этом его исполнение позволяет регулировать характеристики тока за счет изменения воздушного зазора — для этого предусмотрен регулировочный винт. Регулировка тока возможна и с использованием других способов, как правило, используется движение подвижных обмоток (неподвижной в таких конструкциях является первичная обмотка, подключенная к электрической сети) и регулировочного винта.
Регулировка тока возможна и с использованием других способов, как правило, используется движение подвижных обмоток (неподвижной в таких конструкциях является первичная обмотка, подключенная к электрической сети) и регулировочного винта.
Возникновение электрической дуги (начало процесса сварки) ведет к снижению значения тока, что снижает ЭДС самоиндукции дросселя и приводит к возникновению рабочего напряжения, обеспечивающего устойчивое горение дуги. Это напряжение ниже, чем напряжение холостого хода.
В целом схема сварочного трансформатора подразумевает наличие следующих элементов:
- Центральная часть конструкции – магнитопровод (сердечник), изготавливаемый обыкновенно из нескольких стальных пластин, гальванически разъединенных друг с другом. Самодельные сердечники для сварки изготавливаются из электротехнической стали, берущейся из «донорской» техники.
- На сердечнике размещены обмотки из изолированного провода соответствующей длины и сечения, число витков напрямую влияет на характеристики устройства. Первичная обмотка в такой конструкции всегда одна.
- Для регулировки тока используются различные решения – подвижные обмотки и т.д.
- Для защиты агрегата от повреждений он помещается в корпус;
- Дополнительные элементы, такие, как вентиляция, колеса и ручки для удобной транспортировки тяжелых агрегатов.
 Первичная обмотка в такой конструкции всегда одна.
Первичная обмотка в такой конструкции всегда одна.к меню ↑
Классификация сварочных трансформаторов
Агрегаты для сварки можно классифицировать следующими способами:
- По фазности: однофазные, трехфазные;
- По конструкции: с регулировкой напряжения переключением обмоток, посредством дросселя насыщения или посредством магнитного рассеяния;
- По количество обслуживаемых мест.
Помимо этого, конструкции различаются такими характеристиками, как коэффициент мощности, вторичное и первичное напряжение, мощность и пределы регулирования тока. Существует достаточно большое количество моделей агрегатов для сварки, что позволяет подбирать оптимальный вариант под любые задачи.
Устройства с регулировкой посредством магнитного рассеивания состоят из двух частей – понижающего блока и регулирующего напряжение дросселя.
Устройства с увеличенным магнитным рассеиванием несколько более сложны по конструкции – в них входят несколько подвижных обмоток, конденсатор или импульсный стабилизатор и некоторые другие элементы.
Стоит упомянуть и о сравнительно новом типе агрегатов для сварки – тиристорных моделях. В них включается силовой блок и тиристорный фазорегулятор, позволяющий достичь меньшего веса по сравнению с другими видами конструкций.
Заключение
Мы рассмотрели устройство агрегатов для сварки и различные варианты их конструкции. Как видите, схема сварочного трансформатора не очень сложная, и такой агрегат легко изготовить даже самостоятельно, а различные варианты изготовления таких агрегатов позволяют подобрать оптимальный метод под каждую ситуацию и каждый сварочный процесс. Надеемся, эта информация будет полезной для вас.
 youtube.com/embed/ilMxrdHJ3vA» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/ilMxrdHJ3vA» frameborder=»0″ allowfullscreen=»allowfullscreen»> Похожие статьи
- Сварочный аппарат переменного тока: в чем его преимущества и польза?
- Самодельный аппарат для ручной сварки — это просто
- Сварка в доме – нужна ли она
- Какое приспособление сварочного аппарата в ответе за величину тока?
Что такое отводы на сварочном трансформаторе? — Полное руководство
Последнее обновление
Сварочный трансформатор является важным элементом оборудования, снижающим напряжение, поступающее от источника питания. Он работает, изменяя переменный ток от розетки до высокой силы тока и тока низкого напряжения, подходящего для сварки.
Напряжение и сила тока, используемые при сварке, регулируются отводами первичной и вторичной обмотки сварочного трансформатора. Чтобы знать, как функционируют отводы в сварочном трансформаторе, необходимо более глубоко понимать принцип работы сварочного трансформатора.
Поэтому будем копать глубже, чтобы узнать, что такое отводы на сварочном трансформаторе. Продолжай читать!
Что такое сварочный трансформатор?
Двухобмоточный трансформатор. Первичная обмотка имеет ответвляющую головку, предназначенную для изменения напряжения зажигания дуги. Кроме того, кнопка крана используется для изменения напряжения холостого хода вторичной стороны. Первичная и вторичная обмотки соединены отдельно с двумя ножками железного сердечника.
Таким образом, трансформатор будет иметь реактор утечки большего размера. Тогда напряжение на клеммах вторичной обмотки сильно упадет при увеличении тока.
Реактор со стальным сердечником включен последовательно в цепь дополнительной обмотки для задания сварочного тока. Если изменить длину воздушного зазора реактора, ток возрастет.
Изображение предоставлено: evgeniy11, Shutterstock
Как работает сварочный трансформатор?
Сварочные трансформаторы работают, изменяя напряжение до напряжения, необходимого для создания сварочной дуги. Время восстановления дуги — это время, необходимое для увеличения напряжения от нуля до напряжения, необходимого для сварки.
Время восстановления дуги — это время, необходимое для увеличения напряжения от нуля до напряжения, необходимого для сварки.
Крайне важно поддерживать минимальное время восстановления дуги, чтобы гарантировать стабильность дуги. Если он не остается низким, катод может стать холодным. Это остановит производство достаточного количества ионов и электронов для формирования и удержания дуги.
Одним из способов сокращения времени является увеличение напряжения цепи источника электроэнергии. При более низком максимальном значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
Отводы помогают изменять напряжение для получения желаемой дуги. Если напряжение низкое, то отводы будут увеличивать ток. Низкое напряжение препятствует формированию предпочтительной дуги, потому что тепло теряется через катод.
Если сила тока достигает 250 ампер, вы можете легко создать дугу. Ему нужно напряжение до 60 вольт. Можно увеличить напряжение до 80 вольт, если ток ниже 70 ампер.
Ему нужно напряжение до 60 вольт. Можно увеличить напряжение до 80 вольт, если ток ниже 70 ампер.
Тем не менее, повышение напряжения представляет угрозу безопасности, а также ослабляет дугу. Это приводит к коэффициенту напряжения холостого хода сварочного трансформатора. В этой ситуации отводы имеют большое значение, поскольку они поддерживают напряжение в пределах ограничений и, следовательно, останавливают любые повреждения. Теперь, когда мы знаем назначение отводов на сварочном трансформаторе, давайте. посмотрите, как устроены эти краны.
Как устроены отводы в сварочном трансформаторе?
Во вторичных обмотках имеются отводы на сварочном трансформаторе, соединенные с вилкодержателем или сильноточной кнопкой. Обычно они используются для снижения напряжения от 15 до 45 вольт. Один конец вторичной обмотки соединен со свариваемыми деталями, а другой — с электродом.
Отводы на сварочном трансформаторе предотвращают проблемы с нагревом за счет минимизации необходимого напряжения. Для изменения тока, используемого при сварке, можно закрепить точки на вторичной катушке. Некоторые сварочные трансформаторы имеют отводы, прикрепленные к вторичной обмотке катушки, чтобы обеспечить нужное напряжение.
Для изменения тока, используемого при сварке, можно закрепить точки на вторичной катушке. Некоторые сварочные трансформаторы имеют отводы, прикрепленные к вторичной обмотке катушки, чтобы обеспечить нужное напряжение.
Эти ответвители подают полную мощность на клеммы. Многие большие сварочные трансформаторы обычно имеют несколько фазных входов, а меньшие обычно имеют однофазные входы. Когда электрический ток большой, столько тепла вырабатывается во вторичных обмотках. Это связано с сопротивлением между анодом и свариваемыми деталями.
Полное сопротивление сварочных трансформаторов обычно выше, чем у обычных трансформаторов. Дуга образуется из-за высокого импеданса. Электрический ток остается в форме волны, а напряжение искривляется в сварочном токе.
Где расположены отводы в сварочном трансформаторе?
Отводы находятся в разных местах на вторичной обмотке. Соединение на последнем слое катушки является основным методом обеспечения отводов. Слой катушки расположен вдали от линии финиша.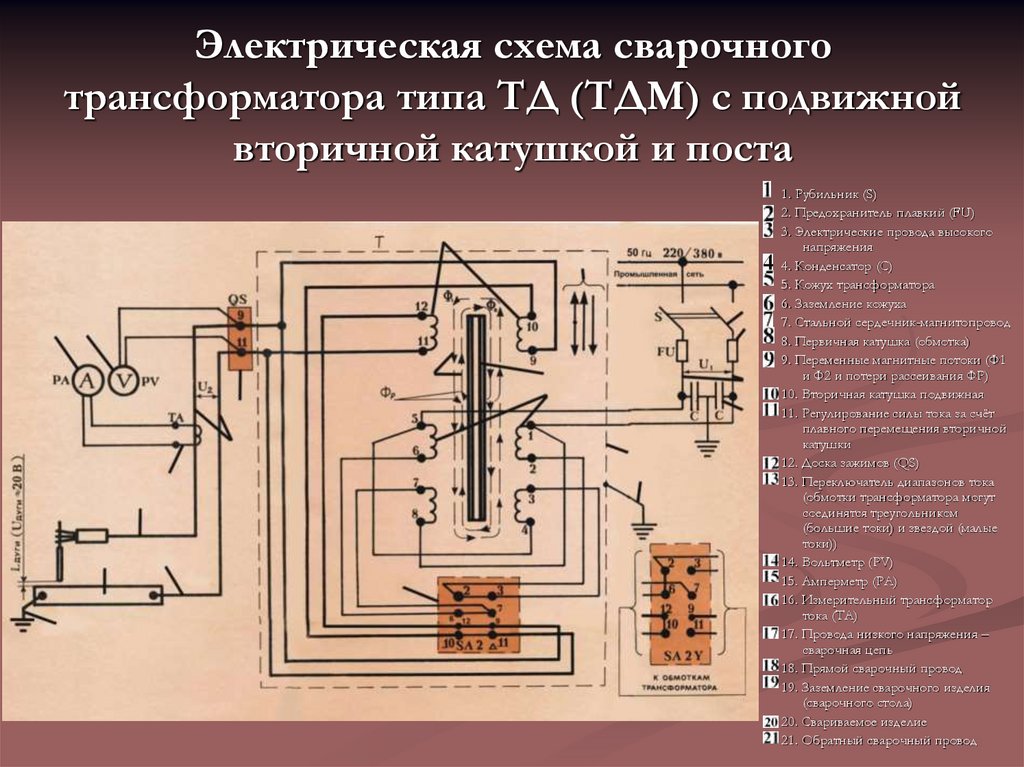
Между метчиками с номерами четыре и пять на части метчика в большинстве случаев имеются разрывы. Кроме того, для катушки предлагается перемычка, которая позволяет вам выбрать желаемое напряжение на конкретной заводской табличке.
Подключение шлейфа, расположенного на конце вторичной обмотки, без пауз между отводами – еще одна конфигурация отвода. Крайний кран (обычно кран под номером семь) находится недалеко от финиша.
Соединение «звезда» или «треугольник» в этой конфигурации ответвления (на стороне входа) закрыто на ответвлении в соответствии с паспортной табличкой. Эта конфигурация отводов известна как «отводы на конце катушки» или «отводы от линии».
Перемычки ответвлений соединяют два конца катушки. В другой конфигурации перемычки ответвлений соединяют только один конец с клеммой основной фазы. А на фазовой клемме положение отвода совпадает с предпочитаемым вами напряжением.
Конструкции отводов сварочного трансформатора
Конструкции сварочных трансформаторов отличаются различными конфигурациями отводов. Тем не менее, самый нижний отвод всегда присоединяется к максимальному циклу вращения трансформатора. Это приводит к выработке наименьшего напряжения для передачи.
Тем не менее, самый нижний отвод всегда присоединяется к максимальному циклу вращения трансформатора. Это приводит к выработке наименьшего напряжения для передачи.
Наименьшее напряжение приводит к меньшему электрическому току и мощности, вырабатываемой сварочным аппаратом. Другие конфигурации ответвителя генерируют более высокое напряжение и ток для контактной сварки.
Вы можете либо сделать петлю, либо припаять клеммы ответвления. Проводник катушки с петлевыми ловушками обычно снимается с изоляции, чтобы создать петлю, соответствующую размеру оборудования. Концы отводов припаяны к катушке в нужном месте.
Надеемся, что теперь вы поняли, что такое отводы в сварочном трансформаторе, и узнали все, что нужно знать о них, и как они работают.
Ознакомьтесь с некоторыми из наших самых популярных постов
- Что такое кузнечная сварка? Тщательное понимание
- Как склеить алюминий без сварки (быстро и просто) Электродная сварка
- : что это такое и как выбрать? (с диаграммой)
Авторы избранных изображений: pinger, Pixabay
- Что такое сварочный трансформатор?
- Как работает сварочный трансформатор?
- Как устроены отводы сварочного трансформатора?
- Где расположены отводы в сварочном трансформаторе?
- Конструкции отводов сварочного трансформатора
Что такое отводы на сварочном трансформаторе?
Пьер Янг
Сварочные трансформаторы — жизненно важное оборудование, используемое для снижения напряжения от источника электроэнергии. Устройство преобразует переменный ток (AC) из сети в ток большой силы и низкого напряжения, пригодный для сварки.
В сварочном трансформаторе отводы первичной и вторичной обмотки используются для макрорегулировки сварочного тока и напряжения. Глубокое понимание принципа работы обмоточных трансформаторов важно для понимания функции отводов.
Итак, давайте копнем глубже, чтобы узнать, что такое ответвления на обмотке трансформатора.
Каков принцип работы сварочного трансформатора?
Сварочные трансформаторы используются для регулировки напряжения источника питания до напряжения, необходимого для формирования сварочной дуги. Время, необходимое для повышения напряжения от нуля до желаемого напряжения, необходимого для сварки дугой, называется временем восстановления дуги.
Время восстановления дуги должно быть небольшим, чтобы дуга была стабильной. Это важно, иначе катод может стать холодным, что помешает генерации достаточного количества ионов и электронов для создания и поддержания дуги.
Одним из способов сокращения времени является увеличение напряжения цепи источника питания. Время восстановления дуги значительно меньше при более низком пиковом значении напряжения. Сварочная цепь должна иметь индуктивность, обеспечивающую разность фаз между переходными токами и напряжением в диапазоне от 0 до 35 и от 0 до 45.
Ответвители помогают регулировать напряжение для получения желаемой дуги. Отводы помогают увеличить ток при низком напряжении. Низкое напряжение предотвращает создание нужной дуги из-за потери тепла катодом.
Дуга может легко образоваться при силе тока до 250 ампер. Для этого требуется напряжение около 60 вольт. В случае, если ток ниже 70 ампер, напряжение можно увеличить до 80 вольт. Но увеличение напряжения создает угрозу безопасности, а также ухудшает соотношение дуги и напряжения холостого хода сварочного трансформатора. Отводы оказываются незаменимыми в этой ситуации, поскольку они помогают удерживать напряжение в пределах ограничений, тем самым предотвращая любые повреждения.
Отводы оказываются незаменимыми в этой ситуации, поскольку они помогают удерживать напряжение в пределах ограничений, тем самым предотвращая любые повреждения.
Конструкция ответвителей на обмотках трансформаторов
Отводы имеются во вторичных обмотках и подключены к сильноточному выключателю или штепсельным розеткам. Они используются для снижения напряжения обычно между 15 и 45 вольт. Одна сторона вторичной обмотки соединена с электродом, а другой конец соединен со свариваемыми деталями.
Отводы на обмотках трансформаторов помогают снизить напряжение, тем самым предотвращая проблемы с нагревом. Точки на вторичной обмотке могут быть прикреплены для изменения сварочного тока. В некоторых сварочных трансформаторах отводы подсоединяются к обмоткам вторичной обмотки, чтобы обеспечить правильное напряжение. Эти ответвители обеспечивают полный выход на клеммы.
Большинство крупных сварочных трансформаторов имеют многофазные входы, а меньшие — однофазные. При сильном токе выделяется много тепла из-за сопротивления между свариваемыми деталями и электродом во вторичных обмотках.
Импеданс сварочных трансформаторов обычно выше, чем у обычных трансформаторов. Высокий импеданс приводит к возникновению дуги. Ток остается синусоидальным, а напряжение искажается в сварочном токе.
Расположение ответвителей
Ответвители могут быть расположены в другом месте на вторичной обмотке. Основной способ изготовления отводов – соединение последнего слоя змеевика. Слой катушки расположен вдали от линии финиша. В большинстве случаев между отводами номер четыре и пять на отводной секции имеются разрывы. Кроме того, для катушки предусмотрена перемычка, помогающая выбрать нужное напряжение на конкретной табличке.
Другая конфигурация ответвления заключается в соединении контура на конце вторичной обмотки без разрыва между ответвлениями. Последний кран, обычно седьмой, находится недалеко от финиша. В этой конфигурации соединение «звезда» или «треугольник» на стороне входа закрыто на кране в зависимости от паспортной таблички. Эта конфигурация отводов называется «отводами от линии или отводами на конце катушки».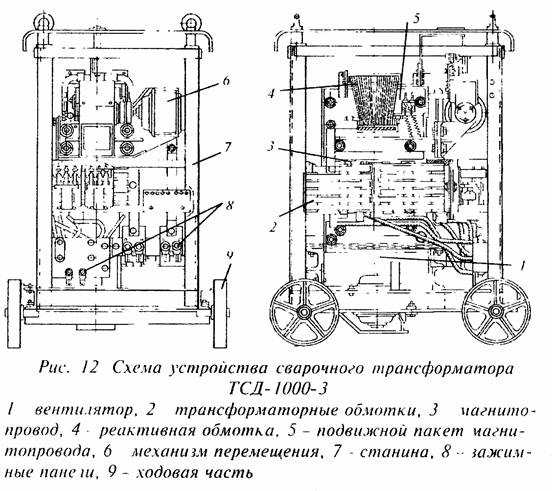
Перемычки ответвлений соединяют две клеммы ответвлений катушки в сварочном трансформаторе. В другой конфигурации перемычки ответвлений соединяют только одну клемму с клеммой соответствующей фазы. Расположение отвода на фазном зажиме соответствует нужному напряжению.
Конструкция отводов сварочного трансформатора
Конструкции сварочных трансформаторов различаются в зависимости от конфигурации отводов. Но самый нижний отвод всегда соединяется с максимальным циклом оборотов в трансформаторе. Это приводит к генерации самого низкого напряжения для передачи. Низкое напряжение приводит к меньшему току и мощности, генерируемой сварочным аппаратом. Другие конфигурации отводов обеспечивают более высокое напряжение и ток для контактной сварки.
Наконечники отводов могут быть сварными паяными или петлевыми. Проводник катушки для петлевых ловушек обычно лишен изоляции, чтобы сформировать петлю, соответствующую размеру оборудования. Отводы клемм припаяны к катушке в соответствующем месте.
Вопросы по теме
Как отводы помогают регулировать напряжение?
Отводы используются в сварочном трансформаторе для регулировки напряжения и тока. Они подключены к вторичной обмотке в различных конфигурациях. Эти отводы позволяют сварщику отрегулировать нормальное напряжение до требуемого устройством. Вывод отводов подключается к клемме или нескольким клеммам.
Отводы незаменимы, когда напряжение в сети выше или ниже напряжения, необходимого для создания дуги. Они обеспечивают более высокое или более низкое вторичное напряжение в зависимости от напряжения сети. Коэффициент трансформации трансформатора изменяется при использовании ответвлений.
На больших силовых трансформаторах отводы помогают компенсировать колебания напряжения. Соединения отводов обычно устанавливаются по умолчанию для сетевого напряжения. Сварщик может менять отводы, чтобы получить желаемое напряжение.
Например, трансформатор с одной обмоткой, рассчитанный на 480–120 В, с входным линейным напряжением 456 В будет иметь вторичное напряжение, номинальное 114 В. Значение вторичного напряжения получается путем деления более высокого значения напряжения на более низкое. Здесь коэффициент вторичного напряжения равен 4, что получается путем деления 480 на 420. В результате вторичное напряжение для входного перехода 456 В составляет 114 В или 456, деленное на 4. Такой же переход, имеющий 400 В, будет иметь вторичное напряжение 100 В.
Значение вторичного напряжения получается путем деления более высокого значения напряжения на более низкое. Здесь коэффициент вторичного напряжения равен 4, что получается путем деления 480 на 420. В результате вторичное напряжение для входного перехода 456 В составляет 114 В или 456, деленное на 4. Такой же переход, имеющий 400 В, будет иметь вторичное напряжение 100 В.
Большие трансформаторы допускают только несколько витков. В этой ситуации отводы не могут быть размещены на точно точном напряжении. Большой трансформатор обычно имеет 5 В на виток, из-за чего отвод 2 ½ на обмотке с напряжением 480 В позволяет 2,4 витка. Поскольку ответвления возможны только для целых витков, обычно ответвления расположены на 2 витках для 10 В.
Что такое переключатели ответвлений и повороты?
Большинство сварочных трансформаторов имеют переключатель отводов. Переключатель позволяет сварщику изменять соотношение витков в трансформаторе. Сварщик может увеличивать или уменьшать выходное напряжение, поворачивая кран.
При изменении выходного напряжения также меняется возможность увеличения доступного тока для различных частей. Более высокое напряжение приводит к более высокому току, подаваемому на разные части.
Между ответвлениями важно количество оборотов. Это необходимо, иначе кран не будет поворачиваться для установки нужного напряжения. Например, отвод обмотки невозможен при 7 ¼ и 12 ¾ витках. Оборотов должно быть 7 или 12 для правильной работы.
Предположим, у нас есть трансформатор на 480 В с 960 оборотов. Отвод будет 24 витка в случае 2 витка на вольт. Напротив, при 2 ½ процента отвод низкого уровня приведет к снижению напряжения примерно на 12 В или в 0,025 раза по сравнению с обычным отводом 480 В.
Количество витков на вольт можно изменить. Большинство ответвлений имеют маркировку для обеспечения точной регулировки напряжения. Напряжения отводов обычно указаны на паспортных табличках трансформатора.
Как определить оптимальную настройку крана?
При сварке на переменном токе обычно выделяется много тепла. Вот почему время выключения должно быть сведено к минимуму во время каждого цикла для достижения оптимальных результатов. График сварки должен быть оптимизирован для конкретного применения. В случае очень высокой или низкой настройки отвода ток будет недостаточным, из-за чего не будет производиться требуемое тепло.
Вот почему время выключения должно быть сведено к минимуму во время каждого цикла для достижения оптимальных результатов. График сварки должен быть оптимизирован для конкретного применения. В случае очень высокой или низкой настройки отвода ток будет недостаточным, из-за чего не будет производиться требуемое тепло.
Общее эмпирическое правило для оптимальной настройки ответвления состоит в том, чтобы использовать самый низкий отвод трансформатора при максимальном процентном токе в течение минимальной продолжительности. Это приведет к генерации желаемого тока, необходимого для постоянного и качественного сварного шва. Установка метчика обеспечивает наилучшую термическую и механическую сварку.
Оптимальные настройки метчика обеспечивают идеальное для сварки тепло. Слишком большой или малый сварочный ток может повредить сварочный аппарат. Время низкого тока может привести к недостаточному нагреву, в то время как большой ток может привести к слишком большому нагреву. Следование общему эмпирическому правилу приведет к желаемому току и нагреву для создания оптимального сварного шва.