Классификация и основные принципы работы токарных автоматов и полуавтоматов
Автоматы — это такие станки, где все вспомогательные и основные операции автоматизированы, включая установку, подачу, закрепление заготовки, а также освобождение и выдачу обработанного изделия. Функции оператора при обслуживании автомата сводятся к таким процессам: периодическая загрузка, выборочный контроль и наблюдение за общей работой станка (может включаться и его подналадка).
Отличие автоматов и полуавтоматов
Различие между автоматами и полуавтоматами заключается в том, что на полуавтомате оператор выполняет такие действия:
- установка и закрепление заготовки;
- пуск оборудования;
- освобождение и снятие готового изделия.
Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки. Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.
Классификация
Токарные автоматы и полуавтоматы классифицируют следующим образом:
- по режиму холостых и рабочих ходов;
- по количеству и расположению шпинделей;
- по роду заготовок;
- по назначению.
По назначению
- Универсальные. Они предназначаются для выполнения токарных и прочих операций над разнообразными элементами.
- Специализированные. Используются для выполнения некоторых операций над определёнными элементами.
Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
В автоматах прутковых пруток вводится в полый шпиндель, а в дальнейшем для каждой изготовляемой детали подаётся и зажимается автоматически.
В автоматах магазинных заготовки загружаются в бункер или магазин, а уже оттуда подаются автоматически к зажимному приспособлению станка.
По расположению шпинделей
- Устройства с вертикальным шпинделем.
- Устройство с горизонтальным шпинделем.
По количеству шпинделей
- Одношпиндельные. Могут одновременно обрабатывать только один элемент.
- Многошпиндельные. Могут обрабатывать несколько элементов одновременно. Количество элементов равняется числу шпинделей или на один меньше.
Одношпиндельные автоматы
- токарно-револьверные автоматы;
- продольного точения;
- фасонно-отрезные.
Фасонно-отрезные
Предназначены фасонно-отрезные автоматы для изготовления деталей коротких с малым диаметром, которые имеют простую форму. Материал закрепляется в шпинделе, который вращается при помощи цангового патрона. У станка имеется 2 или 4 суппорта, которые перемещаются только в поперечном направлении и несут отрезные и фасонные резцы. Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Основным движением таких станков является вращение шпинделя и движене подачи — перемещения суппортов поперечных. У некоторых моделей фасонно-отрезных оборудований имеется продольный суппорт, который перемещается вдоль оси шпинделя и позволяет сверлить отверстия.
Продольного точения
Это оборудование предназначено для изготовления в большом количестве элементов из бунта или прутка малого диаметра, но длинных. Используется такое оборудование на предприятиях точной индустрии (приборостроение, часовое производство и прочие). Высокие требования к чистоте поверхности и точности деталей
Суппорт резцу установочные перемещения при переходе на обработку ступени иного диаметра и движение поперечной подачи при фасонном обтачивании и отрезке. В станке есть суппорт сбалансированного типа и два или три вертикальных суппорта. Суппорт сбалансированного типа несёт два резца и совершает вокруг оси, которая закреплена в кронштейне, качательное движение. Чтобы увеличить жёсткость системы, пруток (заготовка) перемещается в люнетной втулке. Нарезание резьбы, развёртывание, зенкерование, сверление могут осуществляться с помощью специальных приспособлений, которые устанавливаются напротив обрабатываемой заготовки.
Часто шпиндели этих приспособлений имеют независимый привод для поступательного и вращательного движений.
Токарно-револьверные
Эти приспособления представляют собой токарно-револьверные станки, которые предназначаются для производства деталей сложной формы. Эти автоматы в основном рассчитаны на выполнение работ из прутка, но некоторые модели могут выполнять и обработку штучных изделий. Пруток закрепляется во вращательном шпинделе.
Револьверная головка совершает автоматические перемещения, которые связаны с подачей продольной, включая автоматические повороты для замены инструментов. Поперечная подача осуществляется двумя или тремя суппортами. Принцип работы и конструкция такого оборудования изучается в лабораторных условиях.
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.
Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.
Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков. Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
- дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Многошпиндельные горизонтальные
Они нужны для обработки элементов из калиброванных прутков шестигранного, квадратного и круглого профилей, а также из труб при массовом и крупносерийном производстве различных отраслей машиностроения.
Основными технологическими операциями, которые выполняются на этом оборудовании, являются:
- фасонное обтачивание;
- накатывание резьбы;
- отрезка;
- нарезание резьбы;
- развёртывание;
- сверление;
- обтачивание.
Все нужные движения в оборудовании происходят автоматически при помощи кулачков, которые располагаются на распределительном валу. При одном его обороте
В многошпиндельном горизонтальном прутковом устройстве шпиндели располагаются в шпиндельном блоке по окружности. Поперечные суппорты находятся с торца шпиндельного блока, а продольный суппорт может перемещаться на центральной гильзе. Шпиндели устройства получают через зубчатые колёса вращение от центрального вала. После того как готовое изделие отрезается, шпиндельный блок разворачивается на угол, который соответствует количеству шпинделей.
Через направляющие трубы вводится прутковый материал в отверстия шпинделей и закрепляются в цанговых патронах устройства. На каждой позиции последовательно осуществляется обработка каждого элемента. Все заготовки находятся в обработке одновременно. На последней позиции производят отрезку готового изделия. Поперечные суппорты обслуживают каждую позицию. Суппорт продольный может обслуживать все позиции. Могут на нём находиться державки с независимым друг от друга и от продольного суппорта приводом продольной подачи.
А ещё на нём могут размещаться инструментальные шпиндели для сверлильного инструмента с независимой скоростью вращения от рабочих шпинделей. Бесступенчато осуществляется регулирование величины ходов поперечных и продольного суппортов.
Токарные многошпиндельные полуавтоматы изготавливают аналогично многошпиндельным автоматам в вертикальном и горизонтальном положениях. Отличаются такие полуавтоматы тем, что на них штучные заготовки обрабатываются в патронах, а загрузка заготовок производится при помощи загрузочного устройства или вручную. У полуавтомата многошпиндельного имеется гидропривод, который нужен для зажима в патронах заготовок. В полуавтоматах шести- и восьмишпиндельных поперечных суппортов установлено только пять, а на загрузочных позициях суппорты отсутствуют.
В позициях загрузочных установлены приспособления для выключения и включения вращения шпинделя и зажима в патроне заготовки. В полуавтоматах нет механизма зажима прутка и его подачи.
Многошпиндельные вертикальные полуавтоматы необходимы для обработки в патронах, а реже — в центрах, элементов сравнительно небольшого размера в крупносерийном производстве. Вертикальные многошпиндельные полуавтоматы по принципу работы могут подразделяться на такие типы:
- параллельного действия;
- последовательного действия.
В шестишпиндельном полуавтомате с последовательным действием на основании установлена колонна, около которой стол с шестью шпинделями периодически поворачивается. Пять шпинделей одновременно обслуживают пять суппортов с режущим инструментом. Готовую деталь снимают в загрузочной позиции, а вместо неё ставят новую. Шпиндели получают вращение после поворота стола на шестую часть оборота, а готовую деталь вновь снимают на исходной позиции и устанавливают новую.
Время цикла работы подобных полуавтоматов состоит из времени, которое требуется для выполнения холостых ходов и обработки самой трудоёмкой позиции (установка новой заготовки, фиксация детали и стола, поворот).
В полуавтоматах параллельного действия установлена вертикальная неподвижная колонна на основании. Около неё вращается непрерывно стол, несущий шпиндели и шестигранная гильза с шестью суппортами, которая представляет собой карусель — единое целое. Суппорты при повороте гильзы перемещаются по направляющим, установленным вертикально, от неподвижного барабана, с которым их связывают тяги. На каждом шпинделе, который проходит загрузочную зону, за один оборот завершается обработка детали. Здесь выключается автоматически вращение шпинделя, деталь освобождается от зажима, суппорт уходит в верхнее положение, готовая деталь снимается, а новая вставляется.
что это такое, для чего нужен, фиксация и устройство с фото и картинками
18.03.2020
- Устройство и характеристики
- Принцип работы шпинделя и из чего он состоит
- Применение шпинделя: для чего он нужен
- Классификация шпинделей по типу, размеру и диаметру
- Выбор типа шпинделя
- Выбор вида охлаждения
- Выбор скорости и мощности
- Как изготовить своими руками шпиндель по картинке
- Обслуживание
Давно занимаетесь металлообработкой или только начинаете изучать теорию? Мы поможем разобраться с базовыми навыками. В статье расскажем о шпинделе станка: что это такое, покажем фото держателя инструмента и поговорим о том, как с ним работать.
Обработка металла на станках получила широкую распространенность. Это и не удивительно, с появлением машинизированного оборудования значительно, в разы увеличилась производительность труда, а сам процесс изготовления металлических изделий стал намного проще – рабочие тратят меньше времени на один производственный цикл.
Создание станочного оборудования также обеспечило:
- Более высокое качество деталей, хороший класс точности.
- Снижение итоговой стоимости всех работ.
- Увеличение скорости производства.
Практически ни один станок не обходится без фиксации шпинделя – что это расскажем на примере токарного аппарата. Это элемент, который отвечает за крепкую и надежную установку на одном месте заготовки. Если брать в качестве образца токаря, то он крепит металлический брусок или вал между двумя бабками, с одной из сторон которой установлен такой держатель. Вторая очень простая иллюстрация – это дрель. Здесь для того, чтобы удержать сверло или другой инструмент, тоже нужно монтировать его внутрь шпинделя.
Само слово имеет немецкое происхождение. Spindel – это веретено, то есть то, что имеет возможность вращаться в разные стороны. Конструктивно это вал. Сам термин в основном применяется в таких направлениях как станкостроение, металлообработка и деревообработка, соответственно. Это крайне важный элемент, без него не может быть представлена работа ни единого устройства. Задача детали – передавать усилие, которое генерирует электродвигатель, к обрабатываемой заготовке из металла или дерева, пластмасса. На вал крепится приспособление для центрирования и зажима данного бруска.
Объясним еще раз на простом примере, чтобы понять, что есть две основные цели – вращаться и держать заготовку. В токарном станке есть шпиндель. С одной стороны прикреплено зубчатое колесо, посредством него происходит передача усилия. Со второго края вала расположен подшипник. На него прикрепляется патрон для зажима.
Но, казалось бы, зачем еще он нужен, если можно присоединять металлический или деревянный образец непосредственно к коробке передач, редуктору? Дело в том, что эти части станка не приспособлены к повышенным вибрациям и высоким нагрузкам, они просто сломаются от них. А вот вал может стать посредником, который и принимает на себя все механические (и термические) воздействия. К тому же, на одной его стороне есть патрон, который имеет элементы крепления – резьбу, шлицы, пазы, то есть универсально подходят под конкретную цель крепежа.
Какие можно назвать особенности устройства шпинделя:
- Крепление осуществляется с помощью подшипника качения. Это прочный узел, стандартный, но он тоже имеет различные исполнения. Например, одни могут иметь устойчивость к вибрации, другие – более дешевую стоимость. Намного лучше работают станки, оснащенные системой подачи охлаждающей и смазывающей жидкости, потому что в таком случае подшипники меньше испытывают напряжение и трение, тем самым значительно увеличивая срок годности.
- Основное вращательное движение вал получает от асинхронного двигателя. Он устанавливается в корпусе оборудования – обычно в правой бабке. Сперва электродвигатели питались только от трехфазных источников и устанавливались непосредственно на производствах. Считалось, что они обладали более высокой мощностью. Но сейчас производят аппаратуру, которая питается от 220 В, поэтому может быть размещена и в обычных условиях – часто токарные или фрезеровочные установки стоят в гаражах и иных «домашних» постройках для личного пользования.
- Шпиндель может получать вращательное движение напрямую от электродвигателя, но чаще – через дополнительный узел, например, ремень. Ременная передача удобна – эта деталь недорого стоит, легко крепится, а также проста в использовании, но на очень высоких оборотах она может проскальзывать. В таких случаях, когда нужна большая скорость, устанавливают зубчатые колеса, шестерни.
- Основное крепление, которое находится с края вала, – это цанговый патрон. Это позволяет осуществить надежное крепление хвостовика любого диаметра. Практически все инструменты для резки по металлу, для сверления оснащены таким наконечником (хвостом), а если нет, то крепить приходится по внешнему краю, что намного менее надежно и допускает значительные расхождения и вибрации.
- Очень важно при промышленном производстве – наличие системы охлаждения на токарных или фрезерных станках. Она играет большое значение – продлевает максимальный период эксплуатации, а также время беспрерывной металлообработки.
- Самые сложные шпиндели – у аппаратуры с ЧПУ. Дело в том, что наличие пульта числового управления делает возможным изготовление деталей с максимальной точностью. Это, в свою очередь, требует минимальных вибраций. Такую качественную аппаратуру можно заказать через интернет на сайте компании https://stanokcnc.ru/. Здесь представлены качественные станки для обработки металлических заготовок.
- Степень фиксации вала напрямую зависит от скорости вращения. Чем она выше, тем более надежно должно происходить крепление.
Практически все оборудование с данным элементом заключается в применении режущей кромки по подготовленному материалу. Конструктивная особенность вала в том, что можно производить надежную фиксацию инструмента в одном из режимов работы станка – в силовом или скоростном. Во втором случае основная задача аппарата заключается в том, чтобы в максимально короткие сроки срезать верхний слой с поверхности обрабатываемой заготовки. У скоростного принципа работы есть свои особенные черты:
- Увеличивается производительность. Перед тем как просто выбрать высокую частоту вращения, необходимо провести измерения и занести все параметры в технологическую карту.
- Максимальное распространение данный вариант получил в случае финишного точения или при тонкой фрезерной обработки, поскольку нужно снимать только крайне тонкий слой на высокой скорости.
- Наиболее частый тип исполнения – это асинхронный двигатель с ременной или зубчатой передачей.
- Но иногда элемента-посредника попросту нет. Но из-за этого нельзя давать на аппарат слишком большое усилие, это грозит перегрузкой мотора. Но это еще и существенно уменьшает минимальные размеры всей установки, поэтому технология прямого подключения применяется в различных ручных электроинструментах.
Вторая категория – силовые аппараты – имеют следующие характерные черты изготовления и эксплуатации:
- Между резцом (сверлом) и самим крепежным устройством электрошпинделя необходимо вставлять втулки – это прокладки конической формы, которые существенно увеличивают положительные качества изделия и снижают вибрации, хорошо влияют на прочность. Их необходимо выбирать в зависимости от хвостовика – диаметра и типа.
- Не рекомендуется подключение напрямую к мотору, так как переменная нагрузка выводит его из строя. Основной способ передач – клиноременная или с помощью шестерен.
Для начала отметим, что сфера использования настолько широка, насколько много различного оборудования для металлообработки и обработки дерева, пластика. Если основное назначение детали заключается в том, чтобы держать оснастку, то и, соответственно, применение исходит из особенностей инструментария:
- Каждый электроинструмент, имеющий насадку, не обходится без электрошпинделя в качестве держателя.
- Необходим узел для фрезерных и токарных станков – они, в свою очередь, имеют очень широкое распространение, так как с их помощью можно создать многочисленные изделия.
- Фиксация проката для его обработки – это еще одно назначение.
Но самой главной функцией остается фиксация оснастки. Причем надежность крепления такая высокая, что она позволяет достигать максимальных вращений и предельной осевой нагрузки на вал.
Есть различные основания для классифицирования. Первая, она же, пожалуй, основная, – это то, для какого оборудования предназначен узел. Безусловно, для разных станков и электрооборудования необходимы различные приборы.
Второй принцип различения – это типоразмер. Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Ну и последняя, но не по назначению, классификация – по виду. Валы могут быть:
- Коллекторные. Это устройство, включающее цанговый валец высокоскоростного типа. Основные сферы использования – фрезерные станки, а также операции по нанесению гравировки.
- Специализированные на высоких оборотах. Они позволяют достигать значительной скорости металлообработки, поэтому повышается производительность. Но так как хорошее качество может быть достигнуто только при большой точности, то применяются высокоскоростные модели в основном только на оборудовании с ЧПУ. Купить такие станки можно на сайте https://stanokcnc.ru/.
- Конструкция со встроенным охлаждением. Охлаждающая система может подавать через деталь или жидкость, или холодный воздух. Это повышает скорость резания и степень шероховатости поверхности, а трение становится меньше, поэтому и износ тоже приходит позже.
Есть и еще одна классификация – по производителю. Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.
Теперь представим конкретные разновидности, отметим их достоинства и характерные черты. Их следует учитывать при подборе детали.
Со встроенным электромотором (электрошпиндели)
Они:
- Способствуют развитию очень высоких скоростей. При стандартных 18 000 – 24 000 оборотов в минуту, некоторые модели могут поддерживать и рабочие 120 тысяч об/мин.
- Очень хорошо режут на больших скоростных режимах.
- Имеют ограничения в нагрузках – оно продиктовано использованием небольших шариковых подшипников.
- Не приспособлены для обратного хода. Отсутствие такой функции сильно затрудняет создание некоторых элементов, например, нарезку резьбы.
- В качестве фиксаторов наиболее часто применяются конусы или цанговые зажимы.
Механические с внешним приводом
Они:
- Имеют дело с намного меньшими скоростями. Стандартном можно считать от 300 до 8 000 оборотов в минуту. Это обусловлено тем, что довольно трудно привести в движение все подшипники, шестерни и прочие передающие движение элементы
- Жесткость и нагрузочная способность больше. Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
- Есть обратная связь – при условии установки мотора с энкодером.
- Применяются инструментальные конусы вместо цанг – последние не отвечают требованиям по жесткости фиксации.
Охлаждать зону вращения требуется, чтобы увеличить срок эксплуатации. Есть два типа.
Водяное (жидкостное)
Отличия:
- Они очень тихие – жидкость поступает почти бесшумно. Но при этом есть еще один громкий звук от движения крыльчатки.
- Наличие контура, которые включает систему трубок, емкость, помпу. Нужно постоянно контролировать подачу влаги и ее температуру.
- Может работать на низких оборотах.
Воздушное
Отличительные черты:
- Сильный и не самый приятный звук.
- Может происходить разлет стружек под воздействием струи воздуха.
- Необходимо с одинаковыми промежутками заниматься прочисткой рубашки, где забиваются частички металла.
- Требуется очень тщательно следить за температурой, идеально – установить датчик с сигналом, потому что весь аппарат очень чувствителен к перегреву.
В результате рекомендуем применять воздушный вариант при работе с мягкими материалами, но когда заготовка из прочного металла, лучше применять жидкостное охлаждение.
Параметры напрямую зависят от того – как и что нужно резать. Алгоритм определения режима приблизительно такой:
- Оценивается твердость материала и поставленная задача (сверление, пазы, разрезание и пр.).
- Выбирается фреза.
- Под инструмент и процедуру подстраивается диапазон скоростей.
- Отсюда – максимальное и минимальное вращение.
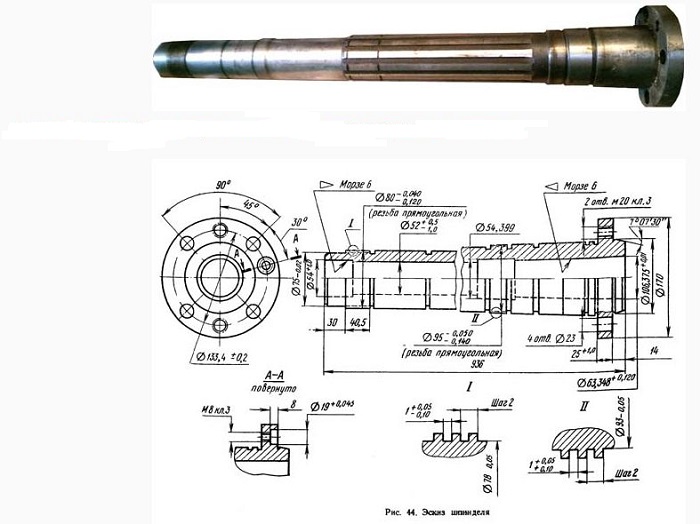
Если вы не боитесь самостоятельно создать изделие по готовым образцам из интернета. Для этого обычно требуются точные расчеты и наличие токарного оборудования. Приведем пример чертежа с размерами:
Основные требования к эксплуатации:
- Своевременная очистка от стружки или система стружкоотведения.
- Оснащение охлаждением зоны резания.
- Подбор и фиксация хвостовика по размерам.
- Нельзя вставлять сломанный инструмент.
- Устраняем излишнюю вибрацию.
Мы рассказали об одной из наиболее важных частей станка. Будьте внимательны при выборе и использовании.
что это такое, назначение, устройство, чертежи
Шпиндель — одна из важнейших частей токарного станка. Не будет преувеличением сказать, что без него станок — лишь груда металла, ведь практически все части, которые используются в токарном станке, предназначены для поддержания работы шпинделя.
Поэтому в этой статье будет рассказано о том, зачем он нужен, какие к нему предъявляются требования и ещё многое другое.
Что представляет собой шпиндель для токарного станка
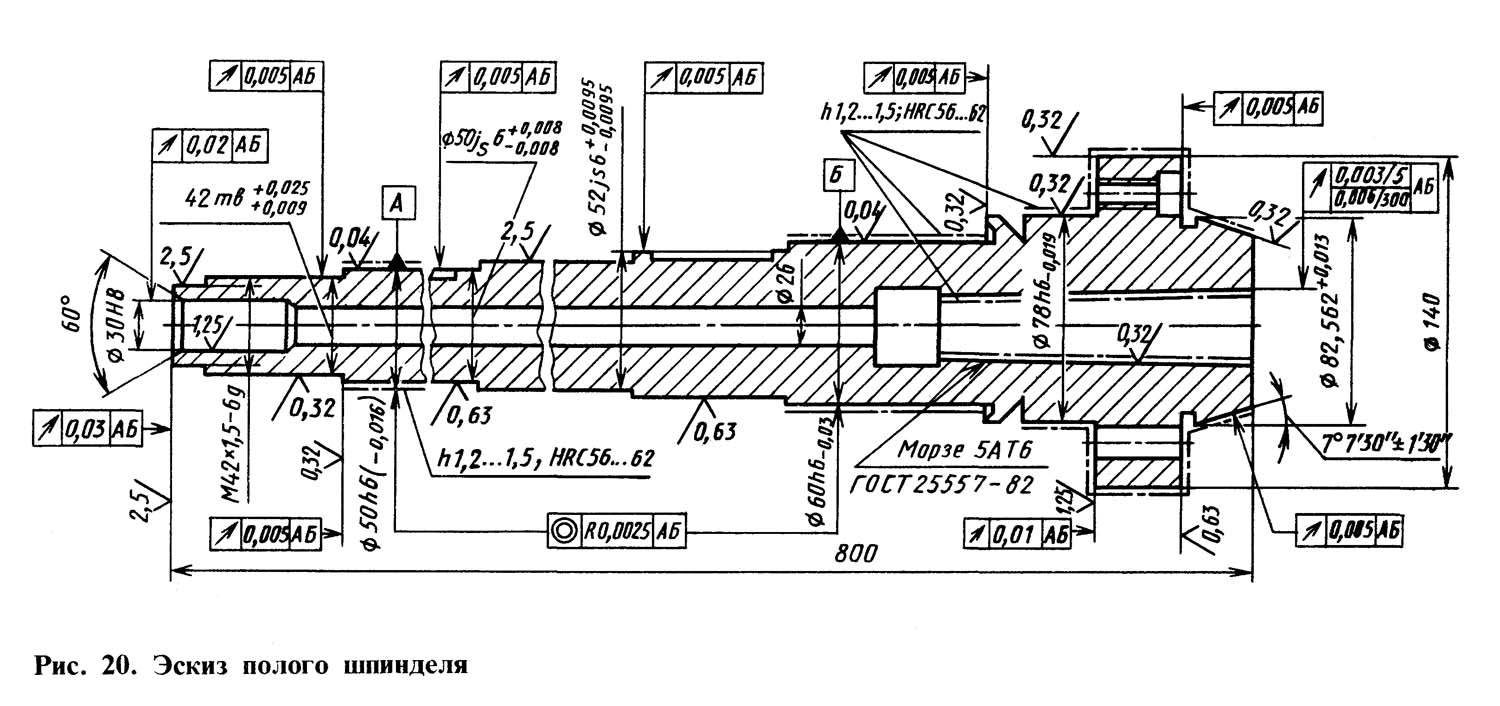
Шпиндель для токарного станка представляет собой вал с отверстием посередине. В него, в отверстие, вставляют заготовки будущих деталей. Изготавливают его из высокопрочной стали, так как на него постоянно ложится большая нагрузка. Теперь немного поподробнее.
Чертеж и конструкция устройства
То, какой конструкции будет шпиндель, зависит от большого перечня факторов. К примеру, от того, какие работы нужно будет выполнить, или от скорости, с которой будет происходить работа. Также в этот перечень можно внести виды станка, так как для разных видов нужен разный шпиндель.
Требования к шпиндельному узлу
В прошлом основным упором для данного узла были подшипники, на которых вращается шпиндель. Отклонение на них достигало около одного микрометра. Сейчас же всё поменялось: теперь требования к современным шпинделям усилились, и они изготавливаются при помощи либо магнитных, либо воздушных опор.
Это позволяет добиться намного лучших результатов, чем при использовании подшипников: теперь отклонения от нормы составляют лишь около двух десятых микрометров, что позволяет работать даже с самыми сложными деталями, не боясь выпустить брак.
Однако, две десятые микрометров не придел. При помощи маховика, который разгоняет шпиндель, можно добиться снижения погрешности до трёх сотых микрометров, что намного меньше предыдущего результата. Правда, такие работы должны выполняться после того, как маховик будет отключен. То есть, работы выполняются за счёт инерции, при помощи которой шпиндель продолжает движение.
Вот список требований, которым должны соответствовать шпиндельные узлы:
- Точность. Это требование проверяется на основание того, для какого станка нужен шпиндель и применения.
- Скорость обработки. Шпиндельные узлы вращаются всегда с разной скоростью (это зависит от вида). Если говорить грубо: чем быстрее — тем лучше. От скорости зависит, на каком уровне будет качество выполненной детали.
- Жёсткость. Здесь всё не так, как со скоростью. То есть, чем ниже — тем лучше. Вычисляется он при помощи соотношения величины прогиба шпинделя и уровня радиального биения. Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше.
- «Время жизни». Этот показатель означает, сколько шпиндель сможет прослужить при выполнении предназначенных работ. Он зависит от того, какой подшипник используется при эксплуатации. Естественно, чем он хуже — тем быстрее сломается шпиндельный узел.
- Устойчивость к вибрации. Естественно, при работе станок очень много вибрирует, что может привести к браку, если шпиндель не соответствует этому требованию. Если шпиндельный узел плохо переносит вибрацию, то уровень точности при работе будет заметно ниже.
- Максимальный уровень нагревания. Это — одно из важнейших требований. При работе шпиндельный узел, из-за силы трения, сильно нагревается, а потому иногда ему нужно, так сказать, «отдохнуть» от работы. При сильном нагреве он может начать видоизменятся и поломаться, а потому нужно выбирать самый устойчивый к высокой температуре.
- Максимально переносимый вес. Благодаря этому требованию можно определить — какого веса инструменты можно закреплять на шпиндельном узле. Также от этого показателя зависит размер используемого инструмента.
Учитывая все эти требования, которые предъявляют к шпинделю можно выбрать максимально хороший и подходящий для работ шпиндельный узел.
Назначение и принцип действия
Самым главным и, как следствие, основным назначением шпиндельного узла является закрепление на нём патрона, который в свою очередь предназначенных для зажима заготовки будущей детали.

Справка! Закрепление заготовки на шпинделе осуществляется благодаря специальному зажимному патрону, планшайбе или цанговому зажиму, которые крепятся на конце шпинделя.
Инструкция по эксплуатации
Перед тем, как вообще использовать шпиндель с токарным патроном для работы с заготовками, необходимо провести обкатку, о которой чуть позже.
После того, как обкатка была завершена, можно приступать к самой работе. Если в шпиндельном узле используются подшипники, то их смазывают специальной смазкой, которая помогает использовать возможности шпинделя по полной на высокой скорости.
Это позволяет шпиндельным узлам служить на протяжении всего времени, которое им отводят производители. Конструкция шпинделя сделана так, чтобы эта замазка могла смазывать все движущиеся части, при этом не позволяя ей выбраться из подшипника.
Также, благодаря конструкции, не только смазка не может выбраться наружу, но и различная грязь не сможет забраться внутрь шпиндельного узла.
Промывку необходимо производить с тщательным соблюдением мер обеспечения чистоты рабочего места и инструментов. При промывке подшипника, в случае констатации предельных или запредельных люфтов, а также износа беговых дорожек или выкрашивании текстолитового сепаратора, рекомендуется произвести полную замену подшипников шпинделя.
Кроме, выше указанного, в ряде случаев, когда шпиндель имеет высокую степень технологической загрузки, а режим его работы относится или близок к категории «круглосуточный», замену смазки в подшипниках следует производить по истечении определённого эмпирическим путем периода времени работы шпинделя.
Как производится регулировка и ремонт шпинделя
Обкатка или регулировка шпинделя, осуществляют следующим образом: нужно выполнить пять циклов каждый по двадцать минут. При этом необходимо делать перерывы между циклами по примерно две минуты.
Если же режимы работы были нарушены, а также если воздух в помещении, где выполняются работы, был сильно загрязнён пылью и грязью, то трущиеся поверхности достаточно быстро приходят в негодность, смазка, которая заливается ещё при производстве и должна служить на протяжении всего срока работ, начинает терять свои свойства.
Из-за этого трения начинает вызывать сильное повышение температуры и подшипники, после некоторого времени такой работы, приходят в негодность и больше не могут выполнять возложенные на них функции.
Чтобы избежать такого печального развития событий, нужно при первых признаках перегрева, а также при появлении вибраций и необычных звуков, шпиндельного узла немедленно прекратить работу с заготовкой и в срочном порядке произвести техническое обслуживание шпинделя. Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Важно!
Не стоит забывать про выбор марки, так как она зависит от того, какой вид шпинделя и подшипника используется.
Заключение
Из этой статьи понятно, для чего нужен шпиндельный узел в токарном станке. Это очень важная деталь, которая используется во всех токарных станках в наше время, не исключая и станки с ЧПУ.
Важно лишь знать, какой вид подойдёт под конкретные виды работ, ведь от этого зависит то, насколько хорошо шпиндель будет справляться со своей работой и сколько он сможет прослужить. А поэтому всегда внимательно следите за своим рабочим местом и тогда неожиданные поломки не смогут прервать вашу работу.
Принцип работы токарного станка
Принцип работы токарного станка
Весь механизм станка укреплен на станине, сделанной из двух стальных брусьев или из профильных чугунных либо алюминиевых балок. С одной стороны станины располагается передняя бабка, внутри которой размещен электрический двигатель (0,5-1,5 л. с.), вращающий шпиндель. Последний имеет конус Морзе, в него может вставляться поводковый центр (с двумя, тремя либо четырьмя ножами и одним острием), патрон или планшайба. С другой стороны станка находится задняя бабка, центр которой поджимает заготовку, удерживая ее в горизонтальном положении.
Поворачивающийся во все стороны подручник, располагающийся как можно ближе к заготовке, поддерживает и направляет резец.
На станках с ручной регулировкой скорость (частота) вращения может переключаться (от 450 до 2 000 об./мин) рычагом коробки передач, в которой расположены шкивы с подшипниками. В более сложных моделях станков коробка передач заменена электронным вариатором, позволяющим плавно регулировать скорость на ходу.
Виды работ на токарном станке для начинающих
В зависимости от того, какой предмет надо изготовить, существует два способа крепления заготовки.
В первом случае деревянная деталь зажимается горизонтально между центрами передней и задней бабок.
Второй способ предусматривает установку исключительно в передней бабке с помощью патрона или планшайбы. Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
1. Обработка заготовки, зажатой между центрами
Этот способ применяется для обработки деталей цилиндрической формы различной длины, укрепленных между центрами передней и задней бабок. Таким образом вы можете изготовить разнообразные детали: от миниатюрных шахматных фигур до ножек стола или стоек перил. Особенно опытным мастерам удается даже вытачивать бильярдные кии.
Как правильно зажать деталь
Первый шаг работы заключается в нахождении положения оси деревянной заготовки, чтобы зажать ее между поводковым центром и центром задней бабки.
- С помощью углового центроискателя проведите карандашом с обоих торцов заготовки по две-три линии, пересечение которых и будет центром торца.
- Сильно ударив молотком по разметочному керну, сделайте канавки и осевое углубление на торцах заготовки.
- Наденьте заготовку на поводковый центр, подведите заднюю бабку к противоположному торцу и подожмите ею деталь так, чтобы поводки хорошо врезались в канавки на торце, а затем отведите центр задней бабки — изделие должно держаться само.
- Вновь подведите центр задней бабки к заготовке, чтобы зафиксировать ее по оси центров. Поверните маховик задней бабки на четверть оборота, если дерево мягкое, и на пол-оборота, если оно твердое. Деталь должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.
Подведите подручник как можно ближе. Поворачивая ее рукой, убедитесь, что заготовка свободно вращается и ни за что не задевает. Опорная плоскость подручника должна располагаться примерно на 5 мм ниже оси вращения.
Как работать
Следующий состоит в том, чтобы сделать брусок дерева цилиндрическим. Это осуществляется на скорости 1 000-1 500 об./мин. При этом стружка снимается справа налево с помощью широкой вогнутой желобчатой стамески для черновой обработки — рейера. Если кусок дерева длинный, черновая обработка производится в несколько этапов; подручник придвигается к детали по мере ее обтачивания, не изменяя своего положения по высоте.
Для вытачивания деталей существуют инструменты разной формы: желобчатая стамеска для обработки фасонной поверхности, плоская стамеска, крючок, полукруглый резец, скошенная стамеска (косяк) и др.
В зависимости от типа используемого инструмента и стадии работы, следует периодически приближать подручник к заготовке. После завершения процесса, когда деталь уже выточена, производится окончательная отделка (шлифование, полирование, вощение, тонирование и др.) при снятом подручнике.
2. Обработка заготовки, зажатой с одного конца
При изготовлении коробочки деревянный брусок закрывается только с одного конца. В зависимости от формы и размеров детали используются разные средства крепления: патрон с тремя или четырьмя кулачками (некоторые зажимают в восьми точках), патрон «свиной хвост» (с установочными винтами, вкручивающимися в деталь), цанговый патрон или планшайба.
Эта работа требует немалого мастерства. Здесь надо проявить большую аккуратность при вытачивании уступа, чтобы диаметр не сделать меньше, чем нужно.
Токарно-винторезный станок. Назначение, принцип действия.
Токарно-винторезные станки являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и серийного производства.
Конструктивная компоновка станков практически однотипна.
Токарно-винторезные станки — это наиболее распространенная категория токарного металлообрабатывающего оборудования.
Это оборудования предназначены для выполнения разнообразных работ.
На этих станках можно обтачивать наружные цилиндрические, конические и фасонные поверхности, растачивать цилиндрические, конические отверстия, обрабатывать торцовые поверхности, нарезать наружную и внутреннюю резьбы, сверлить, зенкеровать и развертывать отверстия, производить отрезку, подрезку и другие операции.
Для нарезания резьбы метчиком и плашкой необходимо только главное движение, так как подача инструмента осуществляется самозатягиванием.
Токарные автоматы и полуавтоматы: принцип действия
Токарные автоматы и полуавтоматы используются для обработки заготовок сложной формы из прутка и штучных заготовок в условиях крупносерийного и массового производства. Обработка деталей на этих станках производится несколькими инструментами, которые устанавливают на суппортах и в специальных приспособлениях (сверлильных, резьбонарезных и др.)
Высокая производительность токарных автоматов и полуавтоматов достигается благодаря полной автоматизации рабочих и холостых ходов и их частичного совмещения. При этом один рабочий обслуживает несколько автоматов или полуавтоматов. Однако переналадка автоматов и полуавтоматов при переходе на обработку новой заготовки связана со значительными затратами времени, что экономически оправдано только в массовом, крупносерийном и иногда в серийном производствах.
Токарные автоматы и полуавтоматы выпускают с горизонтальной и вертикальной осью вращения шпинделя. Последние имеют преимущества по сравнению с горизонтальными: занимают меньшую площадь; обеспечивают более высокую точность обработки благодаря тому, что силы тяжести не влияют на поперечные деформации шпинделя; лучше обеспечивается защита направляющих от стружки и ее отвод. На горизонтальных токарных автоматах обрабатывают преимущественно заготовки пруткового и трубчатого типа, хотя не исключена обработка и штучных заготовок.
По способу обработки токарные автоматы и полуавтоматы делят на фасонно-отрезные, продольного точения, токарно-револьверные, многорезцовые и копировальные.
Вертикально-сверлильный станок: принцип действия
Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, вырезания дисков из листового материала. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
Основной параметр станка — наибольший условный диаметр сверления отверстия (по стали). Кроме того, станок характеризуется вылетом и наибольшим ходом шпинделя, скоростными и другими показателями.
Станина имеет вертикальные направляющие, по которым перемещается стол и сверлильная головка J, несущая шпиндель и электродвигатель. Заготовку или приспособление устанавливают на столе станка, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
Управление коробками скоростей и подач осуществляется рукоятками , ручная подача — штурвалом . Глубину обработки контролируют по лимбу . Противовес размещают в нише, электрооборудование вынесено в отдельный шкаф . Фундаментная плита служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок. Внутренние полости фундаментной плиты в отдельных конструкциях станков служат резервуаром для СОЖ.
Стол 9 можно перемещать по вертикальным направляющим вручную с помощью ходового винта, вращая рукоятку. В некоторых моделях стол бывает неподвижным (съемным) или поворотным (откидным). Охлаждающая жидкость подается электронасосом по шлангу. Узлы сверлильной головки смазывают с помощью насоса, остальные узлы — вручную.
Сверлильная головка представляет собой чугунную отливку, в которой смонтированы коробка скоростей, механизмы подачи и шпиндель. Коробка скоростей содержит двух- и трех-венцовый блоки зубчатых колес, переключениями которых с помощью одной из рукояток шпиндель получает различные угловые скорости. Частота вращения шпинделя, как правило, изменяется ступенчато, что обеспечивается коробкой скоростей и двухскоростным электродвигателем.
Назначение токарных мини-станков
По сути, мини-станок — это уменьшенная копия более крупного заводского оборудования.
Она подходит для работы с относительно небольшими заготовками, в основном с телами вращения: к таким относятся детали в виде сфер, цилиндров, конусов и так далее. Можно с помощью такого станка и сверлить, вытачивать канавки, нарезать резьбу, подрезать торцы и многое другое. Подойдёт он и для выравнивания поверхности. Его удобно использовать при разнообразных видах работы, а качество зависит лишь от конкретной фирмы и модели.
Приобретя настольный токарный станок, установите его на специальной подставке или просто поставьте на рабочий стол. Однако он может сдвигаться и качаться при выполнении работы, поэтому для устойчивости рекомендуем прикрепить его к поверхности. Это необязательно делать, если у вас есть специальный поддон или рабочие детали небольшие.
Основная масса таких аппаратов используется мастерами в быту, в небольших автомастерских, а также для обучения школьников и студентов токарному делу — в школьных кабинетах труда или в цехах институтов технической направленности. Они славятся высокой функциональностью, при этом не занимая много места и не требуя особенного дополнительного оборудования. Для работы с большими объёмами деталей и в промышленном производстве они, как правило, не подходят.
Тем не менее и на крупных предприятиях возникает необходимость изготовления миниатюрных изделий — например, при производстве часовых механизмов. В таких случаях используются особо точные модели для серийного и мелкосерийного производства.
Конструкция токарных мини-станков по металлу
Его главный элемент — это станина, к которой крепятся все остальные части. Она является основой всех узлов и имеет отверстия для крепления к столу. Обычно изготовлена из чугуна.
Следующий элемент — это суппорт, в который укрепляется сверло, резец или другой обрабатывающий инструмент.
Он же отвечает за перемещение сверла в нужном направлении, не отклоняясь от курса. Он передвигается при помощи вала хода и устройств передачи.
Деталь фиксируется на шпинделе — ещё одной части станка, выполненной в форме цилиндра. Именно от его параметров зависит качество работы всего устройства. Он питается энергией от электродвигателя.
На задней стойке есть специальный центр, удерживающий длинные детали во время их точения. Стойка приводится в движение специальным рычагом и фиксируется после установки необходимой позиции. Впрочем, такая тонкая регуляция есть не на всех аппаратах.
Привод у станка чаще всего бывает ременным — это наиболее удобный вариант, так как он более надёжен в случаях, когда заготовку заклинивает и механизм останавливается.
Самые маленькие станки имеют только одно место для резца в держателе, поэтому каждый раз перед сменой операции придётся вставлять его заново и регулировать высоту. Есть и возможность надстройки мини-станка — вы можете купить специальный держатель с поворотом.
Принцип работы настольных станков
Мини-токарные станки работают по тому же принципу, что и большое промышленное оборудование.
Принцип работы станка несложен. Если нужно обработать достаточно длинную деталь, ее закрепляют в патроне шпинделя, на задней бабке устанавливают сверлильный патрон со сверлом, выполняют в торце детали центровочное отверстие.
Потом патрон меняют на вращающийся центр, которым поджимают заготовку со свободного торца.
В резцедержателе закрепляют и выставляют по высоте нужный резец. Суппорт приводится в движение либо с помощью рукояток подачи, либо автоматически, в зависимости от модели станка и выбранного режима обработки.
Коробка передач позволяет менять скорость вращения и режимы работы.
Закрепленная в патроне шпинделя деталь вращается вокруг горизонтальной оси, а резец снимает стружку на заданную глубину.
Для обработки металлических деталей резец изготавливается из твердосплавных материалов.
Настольные комбинированные станки
Если настольные компактные станки становятся незаменимыми для малогабаритной или передвижной мастерской, то что уж говорить о комбинированных устройствах.
Мини-токарно-фрезерный станок, мало того что не требует большой площади для установки, он и стоит дешевле, чем два станка по отдельности.
На место резцедержателя устанавливаются тиски фрезерной части или же фрезеруется деталь, установленная в центрах.
На комбинированном станке выполняются токарные операции по резанию, проточке, сверлению, накатке, зенкованию и фрезерные по вырезанию канавок и пазов, получению профильных поверхностей, торцеванию.
Мини-токарный станок по дереву
В деревообработке разделение оборудования на промышленное и бытовое значительно более условно, чем в металлообработке.
На маленьких настольных токарных станках обрабатывается абсолютное большинство деталей цилиндрической формы даже на крупных предприятиях по производству мебели.
Устройство токарных станков по металлу и дереву практически одинаково с теми же передней и задней бабками на станине, электродвигателем и ременной передачей. В деревообработке значительно многообразнее инструменты и приспособления для разных видов обработки дерева, включая фасонную обработку и художественную резьбу. Поэтому и больше набор патронов и планшайб для установки их на станке. Существует даже специальное приспособление в виде насадки на шпиндель с эксцентриком и ползунами для точения овалов.
Понравилась статья? Расскажите друзьям: Оцените статью, для нас это очень важно:Проголосовавших: 1 чел.
Средний рейтинг: 5 из 5.
основные узлы и назначение, фото, видео
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.
 Общий вид токарного станка по металлу
Общий вид токарного станка по металлуОсновными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.

Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.

Станина
Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.

Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.

Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.

Шпиндель
В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.

Суппорт
При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.

Поперечные салазки
Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.

Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.

Задняя бабка
Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Устройство и принцип работы токарного станка по металлу
Содержание статьи:
Первый в истории человечества механический токарный станок был изобретен в XVIII веке отечественным умельцем А.К.Нартовым. Уникальность его состояла в наличии суппорта — революционного устройства, освобождающего руки рабочего. Сегодня на токарных станках обрабатывается до 70% всех металлических деталей. Это один из самых востребованных видов промышленного оборудования. Постепенно обычные станки вытесняются оборудованием с числовым программным управлением, более эффективным и точным.
Устройство токарного станка
токарный станок по металлу
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
- Устройство передней бабки
- Передняя бабка в разрезе
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Подшипники не должны иметь люфта, работать легко и равномерно, удерживать шпиндель крепко и устойчиво. Два подшипника обеспечивают надежное крепление и вращение: задний и передний.
Таблица переключателя вращения шпинделя
На внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Переключение скоростей производится после полной или частичной остановки инструмента, иначе зубчатые колеса передачи быстро выйдут из строя.
- Схема гитары
- Гитара станка
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
- Устройство коробки подач
- Коробка подач
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
- Чертеж станины
- Станина
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
- Устройство суппорта
- Суппорт
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
- Чертеж задней бабки
- Задняя бабка
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Задняя бабка может быть с обычной или крутящейся встроенной серединой. Встроенную крутящуюся середину используют в механизмах для ускоренного резания.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
Технические характеристики и принцип работы
Независимо от устройства, станок характеризуется несколькими показателями:
- максимальная толщина (диаметр) болванки из металла для обработки;
- максимальное расстояние между серединами бабок;
- наибольшая толщина заготовки, которая устанавливается над суппортом.
А — передняя бабка, Б — суппорт, В — задняя бабка, Г — станина, Д — основание, Е — фартук, Ж — привод деления и затылования, З — гитара
В крепления на задней бабке устанавливается инструмент, которым будет производиться обработка детали. Бабка перемещается по рельсам станины на расстояние, определяемое длиной обрабатываемой заготовки. Суппорт располагается между передней и задней бабками, во время работы каретка двигается по рельсам и перемещает резак вдоль заготовки. Устройство резцедержателя зависит от металла детали и степени нагрузки на инструмент. Если работа не слишком сложна, достаточно будет одиночного держателя. На токарных станках современных моделей обычно устанавливают головки резцов. Это достаточно устойчивое устройство, способное удержать до четырех инструментов одновременно.
В качестве двигателя используется электрический мотор с ременной передачей. Ремень идет от двигателя к шкиву токарного станка, основное внимание следует уделять его натяжке, обеспечивающей хороший ход. Ремень изготавливается из брезентовой ленты, прорезиненной ткани или другого прочного материала.
Видео о том, как правильно выбрать токарный станок по металлу:
Токарный станок с ЧПУ по металлу: чертежи модели настольного мини токарно-винторезного оборудования по обработке деталей
19.03.2020
- Назначение
- Конструкция
- Принцип работы современного токарного станка с ЧПУ
- Типы токарных станков с ЧПУ
- Классификация
- Маркировка
- Программирование оборудования
- Как выбирать токарные станки с ЧПУ
- Видео
Числовое программное управление вызвало переворот в технологии металлообработки. Если на старом оборудовании основное значение имело мастерство токаря, то теперь у агрегата может стоять любой оператор, его задача – только следить за действиями машины. В статье расскажем про работу на настольном мини токарном станке с ЧПУ с чертежами по металлу, про его технические характеристики.
Обработка материала происходит с помощью инструментов из прочной и острой инструментальной стали. Такое механическое воздействие позволяет рассечь стальной цилиндр (шар, конус), снять с него верхний слой, а также произвести сквозное или глухое отверстие.
Можно выделить шесть основных задач, которые реализуются методом точения:
- обтачивание поверхности – производится снятие стружки снаружи детали;
- расточка изнутри – есть возможность увеличить внутреннюю полость или произвести операции по приданию нужной формы;
- подрезка торцевой части – срез, край заготовки подвергается обработке;
- нанесение канавок или резьбы;
- сверление отверстий посредством сверла или метчика;
- распиловка цилиндрического стального прута, трубы.
Это стандартные функции классического вида токарного станка с ЧПУ. Но есть универсальные модели, которые включают также фрезерные инструменты. Соответственно, на них можно выполнять и работы по фрезеровке.
С помощью оборудования можно работать со следующими деталями:
- втулки;
- валы;
- шарики, например, для подшипников.
Числовое программное управление также позволяет изготавливать изделия сложной конфигурации. Обычно это не крупносерийное производство, а индивидуальные заказы по заранее подготовленным чертежам.
Вне зависимости от разновидности модели, ее основные элементы остаются прежними:
- Станина. Простыми словами – это крепкий и надежный стол, который выдерживает большую массу, вибрации, но при этом остается неподвижным и удобным для использования. При крупном весе изделий рекомендовано крепить ножки на бетонном основании.
- Бабка. Это узел, который можно назвать рабочей зоной. Он отвечает за поддержание и перемещение изготавливаемой продукции. Всего их две – передняя и задняя. В первой располагается движок (под ней), переключение скоростей и шпиндель – он отвечает за вращение. Во второй – только фиксирующие элементы.
- Суппорт – подвижная часть, отвечающая за перемещение резца в нескольких плоскостях. Также здесь установлены крепкие зажимы, позволяющие фиксировать инструмент.
Ко вспомогательным устройствам можно отнести сам пульт управления. Его задача – программирование токарных станков с ЧПУ, на разных моделях работа с ним отличается в деталях, но суть остается прежней. С его помощью осуществляется распределение задач на все подвижные узлы оборудования, то есть на вращающиеся шпиндели (скорость, направление) и на суппорт. Встроенное компьютеризированное устройство самостоятельно выбирает последовательность действий, максимально возможную скорость металлообработки и контролирует процесс.
Еще одна вспомогательная система – СОЖ. Это поставка смазочно-охлаждающей жидкости в рабочую зону, а также удаление возникающей в ходе работы металлической стружки.
С такими машинами можно достичь высокой степени автоматизации. Действия оператора являются фактически факультативной.
Большинство операций производятся автоматически. Все они делятся на основные, которые отвечают за металлообработку, вспомогательные – отвод стружки, подача смазки, установка и снятие детали.
Алгоритм проведения работы следующий:
- Фиксация заготовки.
- Постановление оснастки, то есть дополнительных средств для закрепления режущих элементов.
- Установка в резцедержателе инструмента.
- Включение привода. Начинает вращаться металлическая конструкция.
- Размещение резца в начальной точке – на расстоянии от металла.
- Проход – производится снятие верхнего слоя с последующим отводом лезвия.
- Чередование 5 и 6 этапа. При этом позиционирование происходит в разных плоскостях, для продольного и поперечного движения.
- Контрольное измерение параметров детали.
- Снятие со станочного оборудования.
Фактически все производится автоматически, кроме установки и снятия элемента. Даже замер размеров часто бывает автоматизированным, а приспособления для фиксации обладают быстрозажимной оснасткой и прочими свойствами для упрощения работы оператора.
В целом использование и наладка токарного (токарно-винторезного) станка с ЧПУ приводит к снижению трудозатратности, уменьшению количества брака, ускорению процесса. Производство, обладающее такими устройствами, является намного более эффективным. Также снижается количество полученных травм на заводе. Появляется возможность изготавливать сложные металлические детали без большого труда.
Компания «Сармат» реализует установки с числовым пультом управления по доступной цене. Фирма предлагает дополнительные услуги – доставку и настройку нового оборудования. В каталоге их интернет-магазина можно найти много моделей высокого качества разного ценового сегмента.
Любое металлообрабатывающее оборудование с пультом управления обладает одной из систем передвижения составляющих. В зависимости от того, как двигается инструмент и заготовка, различают три вида устройств.
Позиционные
Перед каждым новым циклом режущая конструкция «отправляется» на заранее выбранную позицию, с которой будет максимально удобно и эффективно производить начало работы. Координаты определяются автоматически с учетом силы трения, направления движения и прочих факторов. При этом используется самый короткий маршрут.
При постановлении резца на исходное место скорость движения постепенно замедляется, это позволяет добиться высокой точности при позиционировании. Если перемещение предполагается по двум координатам, то в зависимости от разновидности токарного станка-автомата с ЧПУ, либо оно происходит поочередно, либо одновременно – по диагонали.
Контурные
Второе название – непрерывные. Они работают в постоянном движении нескольких рабочих узлов, то есть перемещается не только инструмент, но и заготовка. Основное отличие происходит по количеству управляемых координат – от 2 до 6. Чем их больше, тем быстрее процесс и шире возможности. К примеру, наличие двух осей позволяет работать только с плоскими поверхностями, в то время как третья добавляем объем.
Все контурные системы разделяются на:
- прямолинейные;
- прямоугольные;
- криволинейные.
Это различие определяет передвижение резца.
Адаптивные, или универсальные токарные станки с ЧПУ
Это комбинированный механизм, который использует и одну, и вторую систему в зависимости от конкретной ситуации и ее потребностей. Такие машины являются самыми эффективными и производительными. Они обладают наибольшей скоростью выполнения и точностью.
Кроме перечисленного распределения, есть еще множество факторов, по которым происходит разделение всех устройств на модели и категории. Рассмотрим их подробнее.
По размещению шпинделя
Фактически это предопределяет расположение заготовки. Есть вертикальные и горизонтальные токарные станки с ЧПУ. Первые встречаются реже, но они удобны тем, что занимают мало места. Однако для их установки потребуется достаточно крепкое бетонное основание.
Если деталь крепится с двух сторон в позиции по горизонтали, то сама станина, как и рабочая зона, занимает больше места. Это более классическая и привычная форма, поскольку обычные, без пульта управления имели именно такое расположение.
По расположению направляющих
Это важный узел, по которому передвигаются ползунки с инструментами. Они могут двигаться в нескольких направлениях:
- по горизонтали;
- по вертикали;
- по наклонной линии.
По организации инструментальной системы
Существует два вида:
- Сменные магазины с инструментами. Иногда в одном может находиться до 300 разновидностей лезвий.
- Револьверные шпиндельные головки. Кассетный резцедержатель вмещает до 12 резцов.
По виду выполняемых работ
Все машины различаются по технологическим группам. Токарная обработка на станках с ЧПУ имеет 1-й номер. В то время как фрезерная, например, – 6-й.
Количество функций может быть разным. Чем больше возможностей у оборудования, тем оно универсальнее. Многозадачность может быть выражена возможностью делать глухие и сквозные отверстия, а также наносить внутреннюю и внешнюю резьбу.
На каждом устройстве есть обозначение, состоящее из цифр и букв. Оно может быть нанесено краской, но чаще делается гравировка. По данной совокупности знаков можно узнать подробную информацию о технических характеристиках изделия. Все устройства подвергаются маркированию по одному типу, поэтому токарные установки отличаются в основном первым числом.
Что обозначают цифры:
- Первая – группу (по типу деятельности, то есть фрезерное, сверлильное или иное назначение).
- Вторая – подтип. Это более конкретное описание технических характеристик, например, уровень автоматизации, направление движения и пр.
- Третья и четвертая – дополнительные черты.
Буква приписывается не всегда и не везде. Ее наличие говорит о модернизации стандартного устройства токарного станка с ЧПУ. Например, в самом конце стоит класс точности. Это может быть следующее буквенное обозначение:
- Н – нормальный.
- В – высокий.
- С – особо точный.
Также может быть указание на тип пульта управления. К примеру, буква «Ц» обозначает цифровую модификацию.
Иногда можно увидеть аббревиатуры самых популярных заводов, например, МШ – это московский шлифовальный.
Предоставим информацию в виде изображения, чтобы наглядно показать расположение всех знаков:
Работа с таким механизмом – это действия слаженной команды. Изначально при моделировании изделия поступает технический заказ. Инженеры создают чертеж. Проектирование происходит на компьютере посредством специальных систем – САПР, поскольку все схемы при сохранении должны быть сохранены в определенном формате – STL. Такие файлы хранят информацию о трехмерных моделях.
Затем из этой программы для токарного станка с ЧПУ документ переносится в память оборудования. Формируется набор действий, который наиболее быстро и эффективно поможет выполнить изделие на чертеже.
Оператор только следит за процессом и может вмешаться в действия контроллере управления, внести коррективы.
Не всегда на этапе программирования требуются компьютерные программы для автоматизированного проектирования. Иногда все параметры можно ввести вручную прямо на дисплее. Это актуально, когда в процессе работы нужно добиться максимально простых форм.
В целом сама система ЧПУ состоит из:
- пульта – это шкаф с кнопками, которые нажимает оператор;
- дисплея – на нем будут отображаться программные действия;
- контроллера управления – предназначается для распределения обязанностей между всеми узлами;
- оперативное запоминающее устройство – особенность такого оборудования в том, что в его память можно заложить несколько программ, а затем быстро переключать и перепрограммировать все на новый цикл.
Прежде чем купить аппаратуру, необходимо убедиться в ее необходимости. Мы рекомендуем установку довольно дорогостоящего инструмента в следующих целях:
- На небольшом предприятии, когда каждое изделие выполняется индивидуально и имеет сложную геометрию. Обычно в таких случаях детально прописывается чертеж, поэтому проще воспользоваться сразу хорошей программой и поместить макет в ПУ.
- При серийном производстве в качестве экономии времени и человеческих ресурсов. Быстрый и фактически беспрерывный производственный процесс вам может обеспечить только автоматизированная машина.
- В случае изготовления мелких деталей с требованием высокого качества точности. Изготавливать вручную очень маленькие металлические элементы – очень скрупулезный и неблагодарный труд. Только такое оборудование поможет добиться поразительной точности.
Так мы вкратце осветили вопрос, когда требуется покупать станок. Теперь определимся с тем, как его выбирать.
Понятно, что чем больше дополнительных функций, тем дороже прибор. Но важно понять заранее, требуется ли вам эта многозадачность. Если у вас в цеху уже ест винторез, сверлильная аппаратура, тогда токарь не обязан выполнять эти функции на своем рабочем месте.
Но если у вас небольшое, мелкосерийное производство, то часто выгодным решением становится приобретение универсального и многофункционального оборудования.
Высокое качество и доступная цена – характеристики интернет-магазина «Сармат». Здесь вы можете найти широкий ассортимент продукции. Консультанты помогут вам с выбором, а сотрудники компании предоставляют дополнительные услуги наладчика токарных станков с ЧПУ. Также после покупки фирма сама займется вопросом транспортировки и погрузки. Заходите в каталог на официальном сайте, чтобы найти подходящую модель по приятной стоимости.
Мы рассказали про разновидности и устройство механизма, работающего с помощью числового пульта управления. А в этом ролике специалистом-токарем будет наглядно показано и рассказано, как работать и обращаться с машиной:
Одношпиндельная производительность | Современный механический цех
Эти зубчатые элементы могут быть обработаны без дополнительных настроек благодаря возможности пятиосевого контура новых станков.
Эти зубчатые элементы могут быть обработаны без дополнительных настроек благодаря возможности пятиосевого контура новых станков.
Многочисленные карманы с тонкими стенками и полом характерны для крупных деталей планера, фрезерованных из алюминиевого листа. Высокоскоростная обработка делает одношпиндельный пятиосевой станок более производительным в такой работе, чем многошпиндельный станок, обрабатывающий три одинаковые детали за раз.
Многочисленные карманы с тонкими стенками и полом характерны для крупных деталей планера, фрезерованных из алюминиевого листа.Высокоскоростная обработка делает одношпиндельный пятиосевой станок более производительным в такой работе, чем многошпиндельный станок, обрабатывающий три одинаковые детали за раз.
Станины новых вертикальных машин имеют ширину 12 футов и длину 60 футов. Эффективное использование этой рабочей зоны является преимуществом при малосерийной и разнообразной производственной стратегии.
Станины новых вертикальных машин имеют ширину 12 футов и длину 60 футов.Эффективное использование этой рабочей зоны является преимуществом при малосерийной и разнообразной производственной стратегии.
Эта заготовка, вырезанная из листа, демонстрирует возможности нового горизонтального станка. Контур высоких тонких стен и количество снятого материала, чтобы оставить их стоять, замечательны.
Эта заготовка, вырезанная из листа, демонстрирует возможности нового горизонтального станка.Контур высоких тонких стен и количество снятого материала, чтобы оставить их стоять, замечательны.
Несколько трехшпиндельных портальных станков будут модернизированы более быстрыми и мощными шпинделями и более гибкими системами управления, чтобы сделать их пригодными для фрезерования титана.
Несколько трехшпиндельных портальных станков будут оснащены более быстрыми и мощными шпинделями и более отзывчивыми системами управления, чтобы сделать их пригодными для фрезерования титана.
Предыдущий следующийЗаводы, укомплектованные многошпиндельными портальными мельницами, когда-то были одной из основных характеристик аэрокосмической промышленности. Эти машины были заняты резкой трех, четырех или пяти алюминиевых деталей за раз. Как правило, детали шлифовали на одном станке, а затем обрабатывали на другом, поскольку партии медленно, но неуклонно двигались к цеху сборки, отгрузке или складскому складу.На этом пути требовалась значительная ручная работа.
Большинство аэрокосмических магазинов больше не выглядят так. Они гораздо более похожи на GKN Aerospace в Сент-Луисе, штат Миссури. Там большие одношпиндельные станки, работающие на гораздо более высоких скоростях и подачах шпинделя, стали основным ресурсом обработки больших алюминиевых компонентов самолетов. Штучный рабочий процесс в значительной степени заменил партии. Ручная работа на исходе.
Несколько лет назад, когда этот завод вошел в состав Boeing после слияния с McDonnell Douglas, завод напоминал типичный цех, полный многошпиндельных портальных мельниц.Партии компонентов планера — в основном алюминия — обрабатывались в нескольких отделах и проходили через завод довольно большое расстояние до завершения. Незавершенное производство не считалось большой проблемой.
Завод начал приобретать новый облик, когда GKN Aerospace приобрела завод в январе 2001 года. GKN Aerospace является частью GKN PLC, международной корпорации, которая в настоящее время является крупным мировым поставщиком автомобильных компонентов и систем, а также поставщиком передовых технологий. конструкции из композиционных материалов и высокопрочных сплавов для авиакосмической промышленностиВ этом секторе GKN Aerospace является генеральным подрядчиком Airbus, Boeing, Lockheed-Martin и нескольких производителей реактивных двигателей. С приобретением завода в Сент-Луисе GKN стала основным стратегическим партнером Boeing Military Aircraft and Missile Systems Group. В то же время в Сент-Луисе была основана штаб-квартира GKN Aerospace в США.
Время перехода
«В ходе комплексной проверки этого приобретения наша организация признала, что большая часть оборудования на заводе представляет собой устаревшую технологию», — говорит Майк Бек, главный операционный директор и исполнительный директор компании St.Сайт Луи. «Приобретенную нами бизнес-модель необходимо было превратить из цеха подачи в современную компанию мирового класса, ориентированную на широкий ассортимент и меньшие объемы».
Этот переход был необходим, потому что аэрокосмическая промышленность в целом переживала переходный период. Военные и коммерческие самолеты сегодня производятся в меньших количествах. Отдельные компоненты имеют тенденцию быть больше и сложнее, потому что проектировщики разрабатывают монолитные конструкции, которые заменяют сборки из более мелких деталей.Допуски также более жесткие, поскольку производители хотят исключить дорогостоящую ручную работу и регулировку прокладок. И геометрия, и качество поверхности должны быть намного лучше.
Эти условия побудили авиакосмические предприятия перейти на бережливое производство. GKN Aerospace — хороший пример бережливого производства в действии. Бережливое производство — это обобщающий термин для множества методов, направленных на устранение потерь времени, бесполезного движения и потерь материала. В качестве производственной стратегии бережливое производство делает упор на оптимизированный рабочий процесс и минимальное количество незавершенных работ.«Мы хотим иметь возможность изготавливать детали в точном количестве и в срок, которые соответствуют потребностям наших клиентов — ни больше, ни меньше, — говорит Стив Пикетт, вице-президент и генеральный менеджер подразделения металлических конструкций.
Однако на момент приобретения на заводе было более 50 трехшпиндельных портальных станков. Эти станки представляют собой основу ее возможностей по обработке алюминия. Было ясно, что эти машины больше не подходят для производственной стратегии, требующейся для работы в малых объемах и разнообразии.
По словам г-на Пикетта, компания ответила программой капитальной модернизации металлических конструкций, которая в конечном итоге приведет к инвестициям в размере 17 миллионов долларов в течение следующих 3 лет. Эти инвестиции включали закупку новых станков, а также реструктуризацию завода в производственные ячейки вместо отдельных отделов. Это означало перемещение или перепрофилирование оборудования таким образом, чтобы детали можно было собирать в пределах автономного участка фабрики. Обработка деталей, настройка и время ожидания в очереди можно было сократить или исключить.
Центральным элементом этой программы модернизации является приобретение фирмой трех высокоскоростных пятиосевых станков, построенных Анри Лине в Гранби, Онтарио. Компания IMTA Inc. (Рокфорд, Иллинойс), которая занимается продажей и маркетингом машин Henri Linè в Северной Америке, оказала содействие в разработке и установке этих машин Powermill. Первая из двух вертикальных машин была установлена в июне 2002 года; вторая — в ноябре 2002 года. Горизонтальная версия появилась в мае 2003 года и будет доступна в сети в конце первого квартала 2004 года.
Один шпиндель опережает трех
Влияние вертикальных станков на производственный поток было значительным. По словам г-на Пикетта, эти два станка фактически заменяют производительность пяти трехшпиндельных станков. Одношпиндельные станки обладают преимуществом из-за их высокой мощности / высокой скорости, гибкости пятиосевой обработки и возможностей для эффективной настройки.
Линейные двигатели по осям X и Y и шпиндели мощностью 90 л.с. достигают максимальной производительности 1000 дюймов в минуту для алюминия.Скорость шпинделя до 24 000 об / мин дополняет скорость движения оси. Интерфейс державки — HSK63-A.
«В настоящее время мы производим примерно в четыре раза больше алюминиевых деталей за то же время, что и наши трехшпиндельные станки», — говорит г-н Пикетт. Что касается сроков выполнения заказа, г-н Пикетт указывает на одну монолитную деталь планера, для сборки которой раньше требовалось 72 часа с трехшпиндельными станками. Сегодня эта часть завершена всего за 12 часов.
Новые машины имеют рабочую зону шириной 12 футов и длиной 60 футов.Хотя некоторые из трехшпиндельных станков могут соответствовать этой рабочей области, одношпиндельные станки используют пространство более эффективно. Чтобы использовать три шпинделя одновременно, рабочая зона должна быть разделена на три параллельные секции относительно небольшой ширины. Это ограничение требовало дополнительных настроек для некоторых крупных деталей с геометрией, которая не могла быть достигнута с помощью шпинделей, расположенных рядом. GKN Aerospace использует преимущества полной ширины и длины станины на новых машинах, вкладывая детали в алюминиевую пластину и используя составные части, часто правые и левые версии одной и той же детали.
Режущий инструмент также эффективнее использовать с одним шпинделем, чем с тремя. Во-первых, новые станки оснащены устройствами автоматической смены инструмента, тогда как на трехшпиндельных станках приходилось менять режущий инструмент вручную. С другой стороны, с одним шпинделем должен быть подготовлен только один режущий инструмент, а не три, которые должны быть тщательно согласованы для достижения стабильных результатов на нескольких заготовках. Таким образом, одношпиндельные станки требуют меньшего количества режущего инструмента.Процедуры подготовки инструмента проще.
Конечно, поскольку новые станки предназначены для работы на высоких скоростях, цех должен использовать твердосплавные режущие инструменты высшего качества в сбалансированных узлах державок. «Биение этих инструментов настолько низкое, что они по своей природе способны обеспечить более качественную обработку поверхности», — говорит г-н Пикетт.
Меньшее количество наладок — еще один ключевой аспект эффективности одношпиндельного станка. Сокращение количества переналадок — плюс в любой производственной стратегии, но обязательно в бережливом производстве.Поскольку новые станки быстрые и мощные, черновая и чистовая операции обычно выполняются за одну установку. Возможность пяти осей этих станков также исключает дополнительные настройки для деталей с геометрией, требующей ориентации инструмента за пределами 20 или 25 градусов поворота инструмента на трехшпиндельных станках. Одношпиндельные станки оснащены вращающимися головками с зубчатым приводом, способными ориентировать инструмент на 100 градусов от вертикали. GKN считает, что эта возможность особенно полезна при обработке зубчатых профилей и угловых отверстий по бокам, например, некоторых частей планера.
Одношпиндельные станки оснащены ЧПУ GE-Fanuc Series 150i. Эти контроллеры предназначены для высокоскоростной обработки, необходимой для высокоскоростной обработки. «В чем мы действительно видим преимущество, так это в способности точно и быстро обрабатывать углы за счет разумного замедления и ускорения подачи», — говорит г-н Пикетт. Поскольку при выполнении многих операций по удалению металла из алюминиевых деталей авиакосмической отрасли используются многочисленные карманы с тонкими стенками, возможность обрезать гладкие углы является огромным преимуществом.
По словам г-на Пикетта, GKN Aerospace совместно с IMTA разработали специальные методы обработки карманов, которые позволяют избежать срезания внутренних углов для более быстрой резки и увеличения срока службы инструмента. Другие специальные методы, использующие возможность высокоскоростной обработки, позволяют цеху обрабатывать полы толщиной до 0,040 дюйма без необходимости размещения вспомогательного материала позади детали. Эти методы обработки также обеспечивают преимущество минимизации коробления и получения отделки поверхности, не требующей ручного смешивания.
Включение обновления
В дополнение к тому влиянию, которое высокая скорость пятиосевой обработки оказала на сокращение продолжительности цикла обработки алюминиевых компонентов, эта технология также дает заводу значительную дополнительную мощность обработки. Снижая нагрузку на существующее оборудование, компания теперь может модернизировать ряд своих трехшпиндельных станков для обработки титана.
В 2004 году четыре из трехшпиндельных станков будут модернизированы более быстрыми и мощными шпинделями, а также новыми устройствами ЧПУ и сервосистемами.Хотя модернизированные станки будут значительно более производительными при обработке титана, они не смогут сравниться по мощности и скорости с одношпиндельными станками. «Это чисто экономическое решение», — объясняет г-н Пикетт. «Обновление этих машин требует доли инвестиций, необходимых для приобретения нового оборудования».
Дополнительные машины могут быть модернизированы в следующем году, в зависимости от объема титановой работы, произведенной новыми и текущими программами самолетов. Уроки, извлеченные из опыта цеха с одношпиндельными станками, будут применены при обработке титана на модернизированных трехшпиндельных станках.Например, использование всех трех шпинделей этих машин не будет приоритетом, говорит г-н Пикетт. «Мы можем использовать эти станки как одношпиндельные фрезы, если этого достаточно для поддержания надлежащего потока деталей и минимального рабочего времени».
Горизонтальная обработка закрывается через
Третья фреза Powermill от Анри Лине — горизонтальный пятикоординатный обрабатывающий центр. Эта машина включает в себя два рабочих стола с гидравлическим приводом, которые можно расположить горизонтально для облегчения загрузки тяжелых заготовок.Когда рабочие столы откидываются в вертикальное положение, они действуют как двери, закрывающие станок, в то же время, когда они размещают работу для обработки.
Горизонтальная обработка позволяет применять охлаждающую жидкость более эффективно, с лучшим сдерживанием брызг. Стружку легче вымыть, что является преимуществом при вырезании глубоких карманов. Когда этот станок будет полностью готов к работе, ожидается, что сочетание лучшего управления стружкой и подачи СОЖ приведет к увеличению производительности на 20–30% по сравнению с вертикальными станками при обработке тех же деталей.
Обнимая бережливость
Хотя г-н Пикетт и команда Metal Structures по праву гордятся успешным переходом, происходящим в GKN Aerospace, они не приписывают успех просто новой технологии обработки. Безусловно, высокоскоростная пятиосевая обработка дает важное конкурентное преимущество, но это преимущество может быть воспроизведено в другом месте.
Г-н Пикетт считает, что компания имеет более явное преимущество в том, что цех перешел на бережливое производство.«Вы можете навязать сотовое производство, канбан, единичный рабочий процесс и другие методы бережливого производства, но суть бережливого производства заключается в создании среды, которая позволяет операторам и начальникам цехов быть услышанными и услышанными», — говорит он. Сотрудников могут попросить принять методы бережливого производства, но гораздо важнее вдохновить их принять концепции, лежащие в основе этих методов. Приверженность искоренению отходов должна исходить изнутри.
«Наш подход к бережливому производству заключается в том, чтобы объяснять цели и действовать в соответствии с предложениями вовлеченных людей», -Пикетт говорит. Поначалу это может потребовать терпения от руководства, стремящегося увидеть результаты бережливого производства, но у персонала цехов разовьется собственное чувство безотлагательности, когда они увидят, что переход приносит им такую же пользу, как и всем остальным.
История успеха в конкурентной борьбе
У крупного завода с большими высокотехнологичными станками, такими как GKN Aerospace, и цеха со стандартным оборудованием есть одно общее: принципы бережливого производства могут иметь огромные преимущества в обоих случаях, особенно при разумном применении.Эти принципы одинаково эффективны, и необходимость в них столь же остра в обоих случаях.
.| | ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
секретов протяжки с ЧПУ на фрезерных и токарных станках [Шпоночные пазы и инструменты]
Мы уже писали о протяжных инструментах с ЧПУ. Это обычная операция для резки шпоночных пазов и тому подобное, и ее, безусловно, можно автоматизировать с помощью ЧПУ.
Вот гнездо из монеля, которое потребовало протяжки до винтовой резьбы:

Этот Монель может быть неприятным!
Как мы все знаем, этот Монель может быть неприятным. Вот инструмент от CNCBroachTools, который справился с этой задачей:

Протяжные инструменты с ЧПУ…
Инструмент со сменными пластинами и протяжные вставки легко заменяются.Вот как выглядит типичная операция протяжки на станке с ЧПУ:
Я подумываю добавить каналы и скорости для такого рода инструментов в G-Wizard Calculator и, возможно, Conversational Wizard для генерации g-кода в G-Wizard Editor. Дайте мне знать в комментариях, если вам будут интересны такие вещи.
Такая протяжка с ЧПУ может выполняться на фрезерном или токарном станке. Вот протяжка на токарном станке:
Протяжка с ЧПУ на токарном станке…
Постскриптум: Может ли протяжка с ЧПУ повредить подшипники шпинделя?
Я хочу немного резюмировать проблему протяжки и подшипников шпинделя.В разных местах этой Священной Войны нет конца нити, идущей туда и обратно. Вот несколько примеров для тех, кому интересно:
http://www.practicalmachinist.com/vb/cnc-machining/shaping-internal-splines-mill-good-bad-237265/
http://www.practicalmachinist.com/vb/cnc-machining/broaching-cnc-mill-120688/
http://www.cnczone.com/forums/haas-mills/122046-locking-spindle-use-linear-broach.html
http://www.cnczone.com/forums/machine-problems-solutions-wireless-dnc-serial-port/31233-feed-g01-spindle.html
На эти вечеринки приходит много людей из двух лагерей:
— Мы занимаемся этим годами, и он отлично работает. Вот хорошая цитата в этом отношении:
«Забудьте о подшипниках, все зависит от ширины и глубины резания. Если резцы острые и сужают ось z на станке без противовеса, возможно, он делает немного больше, чем позволяет гравитации резать! Острый резак шириной 1/8 дюйма в шпинделе бриджпорта легко займет тысячу за проход с минимальным давлением на ручку пиноли.Как меньше, чем сверление с давлением сверла 3/8 дюйма.
Да, статические нагрузки на подшипники значительно меньше динамических, но даже для прецизионных подшипников шпинделя на станке с конусом 40 статическая нагрузка находится в диапазоне тонн. Помните, что формование — это деликатная обработка с одной кромкой, а не метод резки с протяжкой 50 тонн ».
— Вы никогда не должны этого делать. Подшипники шпинделя легко повредить, если они не вращаются. Вы получите ложный Бринеллинг, мой мастер по ремонту XYZ сказал нам никогда этого не делать и т. Д.пр.
Вы должны решить, в какую категорию вы попадаете. Некоторые вещи, которые следует учитывать, если вы хотите быть в большей безопасности:
— Использование такого процесса на токарном станке кажется более приемлемым. Вы всегда можете выполнить протяжку исключительно на токарном станке с ЧПУ.
— Основная проблема заключается в том, что это делается при заблокированном шпинделе фрезы. Доступны инструменты, которые позволяют шпинделю вращаться со скоростью около 50 об / мин, поэтому нагрузка распределяется и ложный Бринеллинг устраняется.Вот пример от Benz под названием LinS Linear Broaching Tool:

В LinS используется знакомое расположение стопорных штифтов, которое мы видим на резьбонарезных головках, головках с прямым углом, ускорителях шпинделя и т.п. Есть также те, кто говорит о прижимании протяжки к шпинделю, чтобы к подшипникам вообще не прикладывалась сила. Трудность в том, что вы теряете возможность менять инструмент, если не происходит чего-то умного.
Лично я, если бы я собирался сделать это только немного, возможно, для одной или случайной работы, я бы просто продолжил и сохранял глубину резания.Как сказано в цитате, мы не говорим о таком большом давлении. Если бы я собирался делать это часто, такой инструмент, как LinS, вероятно, был бы намного дешевле, чем новые подшипники шпинделя.
И имейте в виду, что хотя силы не так уж и плохи, когда все работает хорошо, если вы сломаете протяжку, они будут намного выше.
Жестко закрепите протяжной инструмент
Вы также можете жестко закрепить протяжной инструмент на головке и изолировать его от подшипников шпинделя, чтобы в целом избежать подобных проблем:
Присоединяйтесь к 100 000+ ЧПУ! Получайте наши последние сообщения в блоге бесплатно раз в неделю прямо на ваш почтовый ящик.Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
.Токарные станки с ЧПУ— что вам нужно знать
Какие части токарного станка с ЧПУ? Как эти различные компоненты станка с ЧПУ сочетаются друг с другом?
Как правило, токарные станки с ЧПУ выпускаются в следующих основных конфигурациях:
- Горизонтальный
- Вертикальный
- Наклонная кровать
- Плоская кровать
- Стандартный
- Многоосевой
- Другие типы, например Швейцарский тип, многошпиндельный, ось B
В зависимости от конфигурации токарные станки с ЧПУ могут иметь следующие компоненты.
Станина станка
Станина токарного станка с ЧПУ или токарного центра с ЧПУ является основной базой для всего станка. Здесь устанавливаются различные компоненты машины. Например, шпиндельная бабка, в которой находится главный шпиндель станка; корпус задней бабки; Скольжения по осям X и Z; дополнительная ось Y; и вспомогательный шпиндель.
Чтобы обеспечить долговечность, Hwacheon производит станины станков из высококачественного чугуна Meehanite. Это помогает ограничить тепловую деформацию и обеспечивает прочную механическую стабильность.Это гарантирует, что обрабатываемые детали неизменно точны.
Главный шпиндель
Главный шпиндель, который часто называют сердцем станка, состоит из узла шпинделя и системы привода шпинделя. Это некоторые из движущихся частей станка с ЧПУ, в том числе двигатели, шестерни и патрон (подробнее об этом позже). Привод оси C, который помогает позиционировать материал, также будет собран вместе со шпинделем.
Держатели инструментов обычно устанавливаются на диск револьверной головки (вращающийся диск, позволяющий позиционировать и переключать инструменты), они включают как фиксированные, так и стойкие держатели инструмента.Встроенная система привода спасательного инструмента.
Чтобы обеспечить высокое качество, Hwacheon производит 100% собственных шпинделей и их частей. Они могут выдерживать стандартные или более высокие дополнительные диапазоны оборотов, работать с минимальным уровнем вибрации, в зависимости от требований приложения.
Вспомогательный шпиндель / Второй шпиндель
Отдельно от главного шпинделя, как опция, вспомогательный шпиндель работает синхронно с главным шпинделем для выполнения первой и второй операции резания на токарном станке с ЧПУ.Это повышает эффективность и производительность за цикл. Названный вторым шпинделем , механизм имеет ту же мощность и мощность, что и основной шпиндель.
Разработанный с учетом потребностей конечных пользователей для достижения большей гибкости и производительности, вспомогательные шпиндели доступны в качестве опции для большинства устройств серии Hi-TECH Hwacheon.
Патрон
Патрон — это тисковидная конструкция, которая зажимает обрабатываемые детали. Он прикреплен к основному шпинделю, который вращает как патрон, так и заготовку.
Чтобы добиться большей производительности в производстве, вам следует рассмотреть токарные станки с ЧПУ, которые предлагают множество опций, позволяющих выбрать подходящий инструмент для ваших токарных работ. Некоторые станки Hwacheon обладают гибкостью и размерами, позволяющими обрабатывать очень длинные масляные трубы и другие применения с длинными валами.
Направляющая
Направляющая позволяет инструменту перемещаться по горизонтали и вертикали для обеспечения плавного процесса резания. Для обеспечения прочности этой конструкции необходимы жесткость и высочайшая точность.
Hwacheon включает в себя высокопрочные цельные направляющие коробки на всех осях для своей линейки станков Hi-TECH, чтобы сократить время между процессами и повысить точность обработки.
Передняя бабка
Состоит из главного двигателя, передняя бабка удерживает главный шпиндель, на котором установлен патрон. Чтобы обеспечить высокую производительность, вам необходимо подумать, может ли передняя бабка вашего станка выдерживать высокий крутящий момент на низкой скорости. Это важное соображение для твердых материалов.
Для серии Hi-TECH Hwacheon наша система зубчатой передачи обеспечивает мощность и стабильность. Узел трансмиссии и двигатель шпинделя также предназначены для ограничения передачи тепла и вибрации.
Задняя бабка
бабки используется для обеспечения дополнительной силы поддержки на другом конце компоненты. Это необходимо при обработке длинных и сверхдлинных деталей (например, валов).
Для станков Hwacheon серии Hi-TECH заднюю бабку можно запрограммировать на положение в полуавтоматическом режиме.Это позволяет ему обеспечивать прочную поддержку и большую точность обрабатываемых деталей.
Инструментальная револьверная головка
Револьверная головка позволяет менять режущие инструменты, необходимые для обработки. Следовательно, он устанавливается на револьверной головке. Размер револьверной головки определяется количеством и размером инструментов, которые будут на ней установлены.
Для обеспечения стабильности и точности обработки револьверная головка, например, в Hi-TECH 550 Hwacheon обеспечивает мощное зажимное усилие, предлагая время индекса 0.2 секунды на установку для более быстрой и стабильной обработки.
Некоторые из доступных опций включают:
- Токарный станок с ЧПУ, ось Y (для операций вне центра)
- Улавливатель деталей токарного станка с ЧПУ (автоматическая разгрузка деталей)
- Устройство подачи прутка / магазин прутка токарного станка с ЧПУ (один пруток используется в устройстве подачи прутка, а магазин используется для автоматических процессов, включающих несколько прутков).
- Контршпиндель
- MC — привод включает в себя фрезерные, спасательные инструменты и управление по оси C
- Станина различной длины для длинных валов или труб