Устройство настольного горизонтально-фрезерного станка
Устройство настольного горизонтально-фрезерного станка23. Устройство настольного горизонтально-фрезерного станка
Фрезерование — это операция механической обработки резанием, при которой многорезцовый инструмент — фреза (рис. 71) совершает вращательное (главное) движение, а обрабатываемая заготовка — поступательное движение (движение подачи).
Фрезерование применяют для получения плоских или фасонных гладких поверхностей, пазов, канавок, изготовления зубчатых колес и др. Заготовку устанавливают в тисках или на столе станка (рис. 72).
Рис. 72. Фрезерование плоскостей: а — цилиндрической фрезой в тисках; б — Торцевой фрезой на столе станка
|
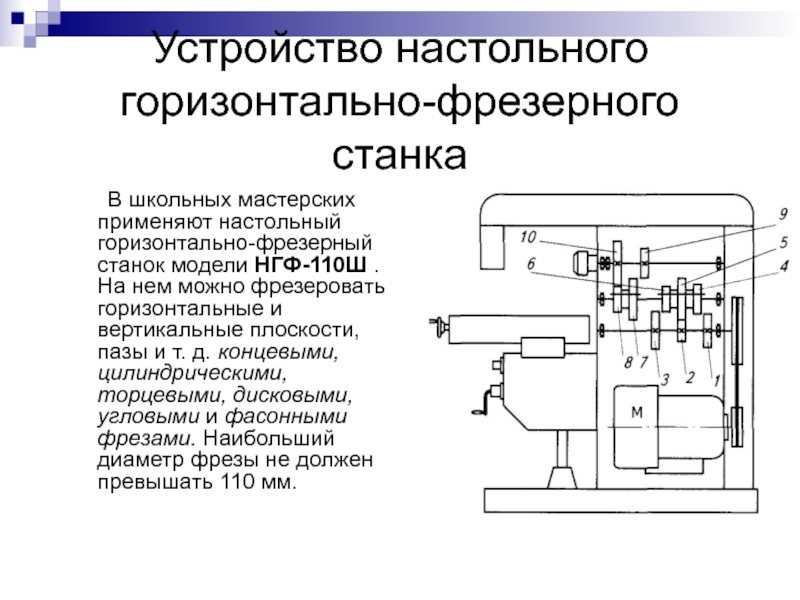
Рис. -фрезерный станок НГФ-11ОШ: 1 — Основание; 2 — маховик продольной подачи; 3 — корпус станка; 4, 5 — рукоятки переключения частот вращения Шпинделя; 6 — коробка скоростей; 7 — хобот; 8 — светильник 9 — серьга; 10 — оправка с фрезой; 11 тиски; 12 — стол; 13 — Маховик поперечной подачи; 14 — Консоль; 15 — маховик вертикальной подачи
|
 73.
Горизонтально
73.
ГоризонтальноВ школьных мастерских применяют настольный
горизонтально-фрезерный станок модели НГФ-110Ш (рис. 73). На нем можно
фрезеровать горизонтальные и вертикальные плоскости, пазы и т.д.
цилиндрическими, торцевыми, дисковыми, коническими, угловыми и фасонными
фрезами. Наибольший диаметр фрезы не должен превышать 110 мм.
73). На нем можно
фрезеровать горизонтальные и вертикальные плоскости, пазы и т.д.
цилиндрическими, торцевыми, дисковыми, коническими, угловыми и фасонными
фрезами. Наибольший диаметр фрезы не должен превышать 110 мм.
Станок состоит из основания 1 (рис. 73), корпуса 3, коробки скоростей б. Коробка скоростей обеспечивает получение 6 частот вращения шпинделя — от 125 до 1250 об/мин с помощью рукояток 4 и 5. Фреза закрепляется на оправке 10 зажимными втулками.
Рис. 74. Кинематическая схема настольного горизонтально-фрезерного станка модели НГФ-11ОШ
В верхней части корпуса 3 имеются направляющие типа
«ласточкин хвост», в которых установлен хобот 7. Хобот 7 можно перемещать
вручную по направляющим. К переднему концу хобота крепится серьга 9, которая
служит опорой для оправки 10 с фрезой. Другой конец оправки закрепляется в
шпинделе станка.
Заготовку устанавливают непосредственно на столе станка 12 или в тисках 11. Стол может перемещаться в продольном направлении рукояткой 2, в поперечном направлении маховиком 13, в вертикальном направлении вместе с консолью 14 по направляющим станины маховиком 15.
На рис. 74 показана кинематическая схема станка. От электродвигателя через клиноременную передачу главное движение передается через систему шестерен 15, 25, 34, 41, 43, 48, 50, 57, 59 (рис. 74) на шпиндель.
Правила безопасности
1. Не включать станок без разрешения учителя.
2. Работать на станке только в спецодежде и в защитных очках.
3. Нельзя трогать руками вращающийся шпиндель.
4. Рукоятки управления, маховики подач вращайте плавно, без рывков.
5. Стол станка не следует перемещать до
упора.
6. Не отходить от включенного станка.
7. Надежно и прочно закреплять заготовку.
Практическая работа №1
Ознакомление с режущим инструментом для фрезерования и с устройством станка НГФ-110Ш
1. Рассмотрите несколько различных фрез.
2. Определите их виды и назначение.
3. Осмотрите настольный горизонтально-фрезерный станок НГФ-110Ш и назовите его основные части.
4. Рассмотрите кинематическую схему станка НГФ-110Ш и разберитесь, каким образом передается главное движение шпинделю.
5. Изобразите в тетради кинематическую схему одной из частей станка (по указанию учителя).
Практическая работа №2
Наладка и настройка станка НГФ-110Ш
1. Пользуясь схемой, расположенной на коробке скоростей
станка, установите рукоятки 4 и 5 (рис. 73) переключения частоты вращения на
разные положения. Установите минимальную частоту вращения шпинделя, включите и
выключите станок. Проверьте работу станка при максимальной частоте вращения
шпинделя.
Пользуясь схемой, расположенной на коробке скоростей
станка, установите рукоятки 4 и 5 (рис. 73) переключения частоты вращения на
разные положения. Установите минимальную частоту вращения шпинделя, включите и
выключите станок. Проверьте работу станка при максимальной частоте вращения
шпинделя.
2. Переместите консоль вверх и вниз и стол по направляющим в продольном и поперечном направлениях.
3. Отсоедините серьгу 9 от хобота 7 и положите на стол станка. Закрепите на оправке 10 цилиндрическую фрезу, поставьте зажимные втулки, установите и закрепите серьгу.
4. Закрепите тиски 11 в середине стола 12 станка и
установите в них размеченную заготовку зажима воротка (рис. 57, а) или другой
детали. Разметочная риска должна находиться на расстоянии 2…3 мм от
поверхности губок тисков. Переместите консоль 14 станка вверх до легкого
касания фрезы. Отведите заготовку от фрезы маховиком продольной подачи 2.
Отведите заготовку от фрезы маховиком продольной подачи 2.
5. Установите нужное число оборотов и включите вращение шпинделя. Выполните пробное фрезерование с минимальной подачей и глубиной резания, вращая маховик продольной подачи. Выключите станок.
6. Замерьте толщину t слоя металла, которую требуется снять фрезерованием. Подсчитайте необходимое число делений а лимба вертикальной подачи по формуле: a=t/0,25 и поднимите маховиком 15 консоль со столом на нужную высоту.
7. Включите станок и выполните фрезерование.
8. Выключите станок и измерьте полученный размер штангенциркулем.
Новые термины: Фрезерование фреза (концевая, дисковая, торцевая, цилиндрическая, фасонная).
Вопросы и задания
1. Что такое фрезерование?
Что такое фрезерование?
2. Какие инструменты применяются при фрезеровании?
3. Какие виды работ Можно выполнять на фрезерном станке НГФ-11ОШ?
4. Из каких основных частей состоит станок НГФ-110Ш?
5. Каким образом производится крепление заготовки и инструмента на фрезерном станке?
б. Какие меры безопасности следует соблюдать при работе на станке?
7. Как установить необходимую частоту вращения шпинделя?
Сайт управляется системой uCoz
|

 ..боте на фрезерном станкею
..боте на фрезерном станкею
Устройство настольного горизонтально-фрезерного станка – Технология в школе
Фрезерование — это операция .механической обработки металлов и искусственных материалов резанием. Она заключается в том, что многолезвийный инструмент – фреза (рис. 55) совершает вращательное (главное) движение, а обрабатываемая заготовка — поступательное (движение подачи).
 Заготовку’ устанавливают в тисках или непосредственно на столе станка (рис. 56).
Заготовку’ устанавливают в тисках или непосредственно на столе станка (рис. 56).В школьных мастерских применяют настольный горизонтально-фрезерный станок модели НГФ-ПОШ (рис. 57). На нём можно фрезеровать горизонтальные и вертикальные плоскости, пазы и т. д. концевыми, цилиндрическими, торцевыми, дисковыми, угловыми и фасонными фрезами. Диаметр фрезы не должен превышать ПО мм.
Рис. 56. Фрезерование плоскостей: а — цилиндрической фрезой в тисках;
б — торцевой фрезой на столе станка; 1 — стол; 2 – заготовка; 3 — фреза;
4 — тиски; 5 — прижим
Устройство станка
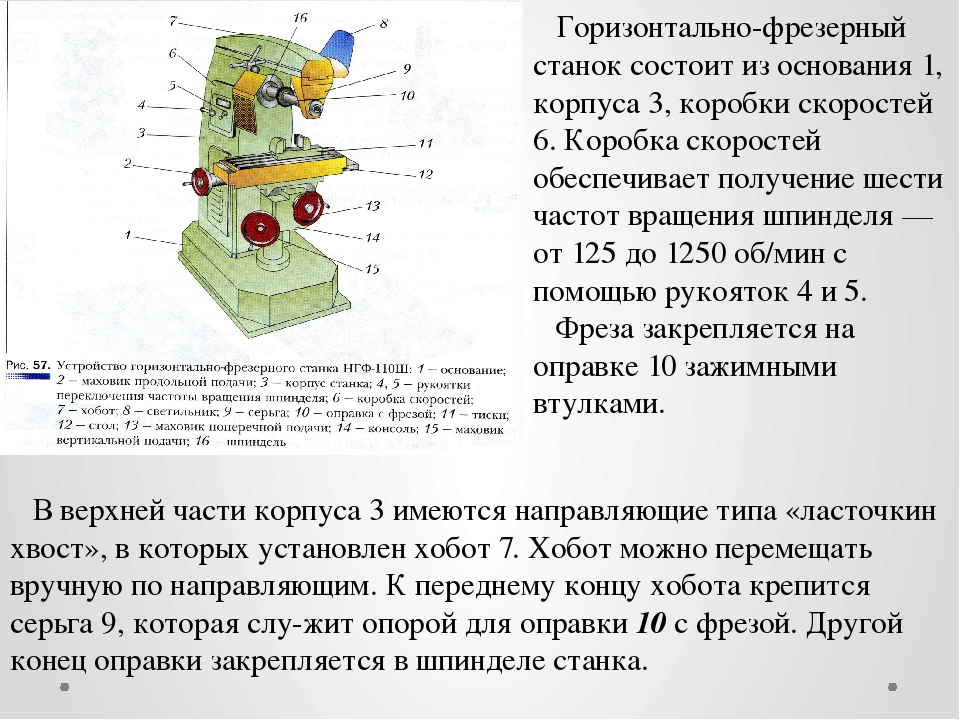
Горизонтально-фрезерный станок (рис. 57) состоит из основания 7, корпуса 3, коробки скоростей 6. Коробка скоростей обеспечивает получение шести частот вращения шпинделя — от 125 до 1250 об/мин с помощью рукояток 4 и 5.
Фреза закрепляется на оправке 10 зажимными втулками.
В верхней части корпуса 3 имеются направляющие типа «ласточкин хвост», в которых установлен хобот 7.

Рис. 57. Устройство горизонтально-фрезерного станка НГФ-ПОШ: 1 — основание;
2 — маховик продольной подачи; 3 — корпус станка; 4, 5 — рукоятки переключения частоты вращения шпинделя; 6 — коробка скоростей;
7 — хобот; 8 — светильник; 9 — серьга; 10 — оправка с фрезой; 11 — тиски;
12 — стол; 13 — маховик поперечной подачи; 14 — консоль; 15 — маховик вертикальной подачи; 16 — шпиндель
Заготовку устанавливают непосредственно на столе 12 станка или в тисках 11. Стол может перемещаться в продольном направлении маховиком 2, в поперечном направлении маховиком 13, в вертикальном направлении по направляющим станины вместе с консолью 14 маховиком 15.
 Коробка скоростей позволяет изменять частоту вращения шпинделя за счёт соединения разных шестерён (например, в первой зубчатой передаче могут быть соединены шестерни 1 и 4, или 2 и 5, или 3 и 6, а во второй — 7 и 9 или 8 и 10).
Коробка скоростей позволяет изменять частоту вращения шпинделя за счёт соединения разных шестерён (например, в первой зубчатой передаче могут быть соединены шестерни 1 и 4, или 2 и 5, или 3 и 6, а во второй — 7 и 9 или 8 и 10).96
Рис. 58. Упрощённая кинематическая схема фрезерного станка НГФ-НОШ: _ электродвигатель; 1-10 — зубчатые колёса и шестерни
Правила безопасной работы
1. Включать станок только с разрешения учителя.
2. Работать на станке только в спецодежде и защитных очках.
3. Не трогать вращающийся шпиндель.
4. Рукоятки управления, маховики подач вращать плавно, без рывков.
5. Стол станка не следует перемещать до упора.
6. Не отходить от включённого станка.
Практическая работа № 20
К!
Ознакомление с режущим инструментом
для фрезерования и с устройством станка НГФ-110Ш
1.
 Рассмотрите несколько различных фрез.
Рассмотрите несколько различных фрез.2. Определите их виды и назначение.
3. Осмотрите настольный горизонтально-фрезерный станок НГФ-НОШ и назовите его основные части.
4. Рассмотрите упрощённую кинематическую схему станка НГФ-НОШ (см. рис. 58) и уясните, каким образом передаётся главное движение шпинделю.
4-Тищенко. 7 хл.
97
‘ Практическая работа № 21
Наладка и настройка станка НГФ-110Ш
1. Пользуясь схемой, расположенной на коробке скоростей станка, установите рукоятками 4 и 5 (см. рис. 57) минимальную частоту вращения шпинделя, включите и выключите станок. Проверьте работу станка, настроив его на максимальную частоту вращения шпинделя.
3. Отсоедините серьгу 9 от хобота 7 и положите на стол станка. Установите на оправке 10 цилиндрическую фрезу и зажимные втулки. Установите и закрепите серьгу 9.
4. Закрепите тиски 11 в середине стола 12 станка и установите в них размеченную заготовку зажима воротка (см.
 рис. 41, а) или другой детали. Разметочная риска должна находиться на 2…3 мм выше поверхности губок тисков.
рис. 41, а) или другой детали. Разметочная риска должна находиться на 2…3 мм выше поверхности губок тисков.6. Замерьте толщину 1 слоя металла, которую требуется снять фрезерованием. Подсчитайте необходимое число делений а лимба вертикальной подачи по формуле: а = Г : 0,25 и поднимите маховиком вертикальной подачи 75 консоль со столом на нужную высоту.
7. Включите станок и выполните фрезерование.
8. Выключите станок и измерьте полученный размер штангенциркулем.
Фрезерование, фреза.
1. Что такое фрезерование?
2. Какие инструменты применяют при фрезеровании?
3.
 Какие виды работ можно выполнять на фрезерном станке НГФ-ПОШ?
Какие виды работ можно выполнять на фрезерном станке НГФ-ПОШ?98
4. Каким образом крепят заготовки и инструменты на фрезерном станке?
5. Какие меры безопасности следует соблюдать при работе на станке?
6. С какими видами фрезерных станков удалось ознакомиться с помощью Интернета?
Тест по теме «Назначение и устройство горизонтально-фрезерного станка»
Фреза имеет:
а) вращательное движение;
б) поступательное движение;
в) стоит на месте;
Главное движение резания на настольном горизонтально-фрезерном станке осуществляется с помощью:
а) винтовой передачи;
б) реечной передачи;
в) электродвигателя:
Какими фрезами выполняют фрезерование уступов?
а) дисковой фрезой;
б) угловой фрезой; в) отрезной фрезой;
г) цилиндрической фрезой.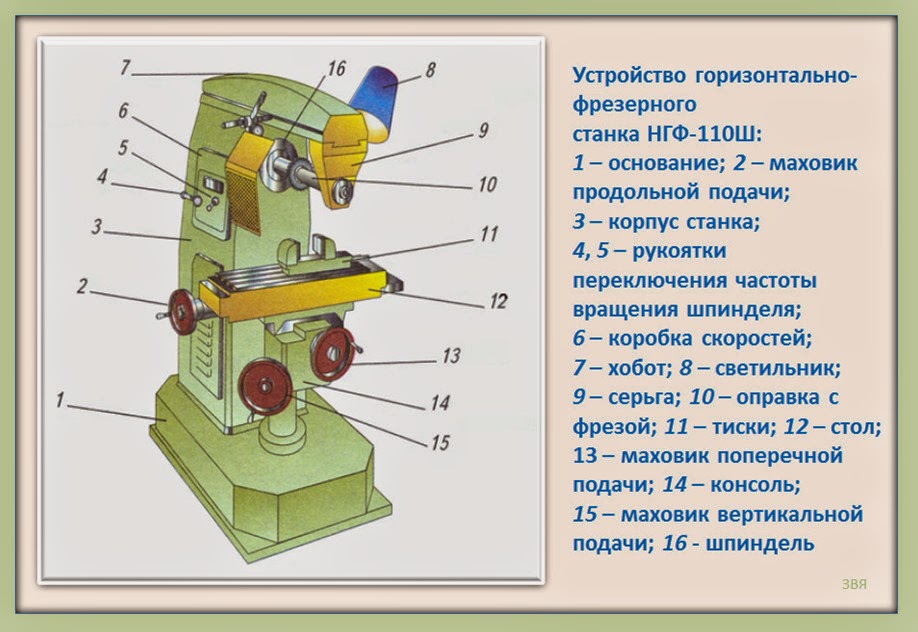
Какие фрезы не применяются при работе на горизонтально-фрезерном станке?
а) торцевые;
б) угловые;
в) фасонные;
г) конусные;
Способом обработки металлов резанием является:
а) ковка;
б) точение;
в) прокатка;
г) штамповка.
Что лежит в основе любого режущего инструмента?
а) зуб;
б) клин;
в) режущая кромка.
Какая операция не выполняется на фрезерном станке?
а) обработка горизонтальных поверхностей;
б) обработка скосов;
в) обработка открытых шпоночных пазов;
г) правка металла.
Ответы
1 | 2 | 3 | 4 | 5 | 6 | 7 | |
ответы | а | в | г | г | б | б | г |
Устройство настольного горизонтально-фрезерного станка — презентация онлайн
Устройство настольногогоризонтально-фрезерного
станка.

Фрезерование — это операция механической обработки
металлов и искусственных материалов резанием. Она
заключается в том, что много-лезвийный инструмент — фреза
совершает вращательное (главное) движение, а
обрабатываемая заготовка — поступательное (движение
подачи).
Фрезерование применяют для получения плоскостей, пазов,
канавок, изготовления зубчатых колёс и др. Заготовку
устанавливают в тисках или непосредственно на столе станка.
В школьных мастерских применяют настольный
горизонтально-фрезерный станок модели НГФ-110Ш. На нём
можно фрезеровать горизонтальные и вертикальные
плоскости, пазы и т. д. концевыми, цилиндрическими,
торцевыми, дисковыми, угловыми и фасонными фрезами.
Диаметр фрезы не должен превышать 110 мм.
Горизонтальнофрезерный станок состоит
из основания 1, корпуса 3,
коробки скоростей 6.
Коробка скоростей
обеспечивает получение
шести частот вращения
шпинделя — от 125 до 1250
об/мин с помощью
рукояток 4 и 5.
Фреза закрепляется на
оправке 10 зажимными
втулками.
В верхней части корпуса 3 имеются направляющие типа
«ласточкин хвост», в которых установлен хобот 7. Хобот можно
перемещать вручную по направляющим. К переднему концу
хобота крепится серьга 9, которая служит опорой для оправки
10 с фрезой. Другой конец оправки закрепляется в шпинделе
станка.
Заготовку устанавливают
непосредственно на столе
12 станка или в тисках 11.
Стол может перемещаться
в продольном направлении
маховиком 2, в поперечном
направлении маховиком
13, в вертикальном
направлении по
направляющим станины
вместе с консолью 14
маховиком 15.
На рисунке показана упрощённая кинематическая схема
станка. От электродвигателя через клиноременную передачу
главное движение передается на шпиндель через пары
зубчатых колёс 2 и 5, а также 8 и 10. Коробка скоростей
позволяет изменять частоту вращения шпинделя за счет
соединения разных шестерён (например, в первой зубчатой
передаче могут быть соединены шестерни 1 и 4, или 2 и 5, или
3 и 6, а во второй — 7 и 9 или 8 и 10).

Заготовки из
искусственных
материалов, например
пластмасс,
обрабатывают при
частоте вращения
шпинделя большей,
чем при обработке
металлических
заготовок.
ВОПРОСЫ:
1.Что такое фрезерование?
2.Какие виды работ можно выполнять на фрезерном станке
НГФ-110Ш?
3.Из каких основных частей состоит станок НГФ-110Ш?
4.Каким образом крепят заготовки и инструменты на
фрезерном станке?
5.Как установить необходимую частоту вращения
шпинделя?
Станок горизонтально-фрезерный 6Т81Г — Вега-Пром
Станок горизонтально-фрезерный 6Т81Г
Станок горизонтально-фрезерный 6Т81Г — Вега-Пром
Артикул: 110313
Вернем 2% стоимости товара любым удобным способом при 100% предоплате
Станок горизонтально-фрезерный 6Т81Г является младшей моделью в серии горизонтально-фрезерных станков. Небольшие габариты и масса станка, малое энергопотребление все это вкупе с сохранением больших технологических возможностей делает этот станок применимым не только на больших серийных производствах, но и практически незаменимым в условиях небольших ремонтных предприятий, автомастерских, гаражах и т.д. На данный станок возможна установка цилиндрических, торцовых, дисковых, угловых и специальных фрез. При установке на станок делительной головки или поворотного круглого стола повышается его универсальность, а установка УЦИ позволит оператору производить работы с большей точностью и скоростью.
Небольшие габариты и масса станка, малое энергопотребление все это вкупе с сохранением больших технологических возможностей делает этот станок применимым не только на больших серийных производствах, но и практически незаменимым в условиях небольших ремонтных предприятий, автомастерских, гаражах и т.д. На данный станок возможна установка цилиндрических, торцовых, дисковых, угловых и специальных фрез. При установке на станок делительной головки или поворотного круглого стола повышается его универсальность, а установка УЦИ позволит оператору производить работы с большей точностью и скоростью.
За дополнительную плату возможна установка устройства цифровой индикации (УЦИ), которое предназначено для обработки электрических сигналов поступающих от оптоэлектронных преобразователей линейных перемещений (оптических линеек и осуществляет визуализацию на цифровом табло полученной информации, а также оказывает помощь в выполнение операций обработки.
Основное назначение устройства цифровой индикации (УЦИ), это отображение координат перемещающихся осей на станках. При использовании УЦИ повышается точность изготовления и понижается процент брака, за счёт наличия индикации непосредственного положения исполнительного механизма, при этом не нужно делать поправку на люфты, и проводить расчёты перевода делений шкалы лимба на реально получаемый размер.
- УЦИ с отображением координат трех осей.
- Яркий дисплей
- Возможность выбора типа станка — токарный, фрезерный, шлифовальный.
| Параметр | Значение |
|---|---|
| Размеры рабочей поверхности стола, мм | 1000×250 |
| Наибольшее перемещение стола, мм | |
| Продольное | 800 |
| Поперечное | 235 |
| Вертикальное | 440 |
| Расстояние от оси шпинделя до поверхности стола, мм. | 30 – 470 |
| Максимальный угол поворота стола, град. | 45 |
| Диапазон частот вращения шпинделя, об/мин. | 35 – 1600 |
| Диапазон рабочих подач стола, мм/мин. | |
| — Продольная | 15 – 800 |
| — Поперечная | 15 – 800 |
| — Вертикальная | 6 – 270 |
| Мощность главного двигателя, кВт. | 5,5 |
| Габариты станка, мм | |
| Длина | 1480 |
| Ширина | 1990 |
| Высота | 1630 |
| Масса станка, кг. | 2210 |
Оборудование к 6Т81Г за отдельную плату:
- Устройство цифровой индикации Sino SDS6-3V (или аналог по желанию Заказчика)
- Стол поворотный круглый с редуктором механического привода 7204-0023-01
- Универсальная делительная головка УДГ-Д-250 или УДГ-Н-160
- Тиски станочные 7200-0220-02
Назад
Похожие товары
Горизонтально-фрезерный станок: характеристики, схемы, модели
Обработка неподвижных объектов с отделением материала от основной детали по плоскости ведется на горизонтально фрезерных станках. Их назначение – восстанавливать геометрические поверхности с заданной кривизной методом резания вращающимся инструментом. Популярно стало использование УСП (универсальные сборочные приспособления), эти станки также используют для торцовочных, черновых шлифовальных и горизонтально-расточных операций.
Процесс горизонтальной обработки материалов резанием с использованием вращающегося инструмента называется фрезерованием. Фрезеровка очень похожа по технологии на сверление, но отличается возможностью работы боковой режущей кромкой инструмента.
Основные технические характеристики
Основное отличие фрезерных операций и предназначенного для этого оборудования — количество координат, в которых одновременно обрабатывается поверхность. Для описания технологических свойств фрезерных станков служат следующие параметры:
- точность выполнения операций;
- максимальные перемещения по координатам;
- режимы и скорость подач;
- режимы резания и нагрузки;
- наличие механизированной смены инструмента;
- возможность установки дополнительного оборудования;
- потребляемая мощность.
Каждая из этих характеристик влияет на общую конструкцию станка. Итоговые параметры сочетают в себе компромисс между основными характеристиками.
Область применения
Характер применения горизонтально-фрезерных станков очень разнообразен. Перечислим материалы, которые могут быть на них обработаны:
- черные металлы и чугун;
- цветные и драгоценные металлы;
- древесина;
- полимерные материалы, пластикат.
По типу операций, проводимых на станках этого типа, они делятся на:
- продольно-фрезерные;
- рейсмусовые;
- горизонтально-расточные.
Продольные фрезеры по металлу используются в черновых заготовительных операциях, выполнении пазов, протяженных полостей, торцовочных и раскроечных операциях дисковыми фрезами.
Рейсмусовые станки используются в деревообрабатывающей промышленности для калибровки доски по толщине. Их отличает механизированная подача обрабатываемого материала.
Горизонтально-расточные фрезеры используются в составе промышленных линий по производству автокомпонентов, в ремонтных мастерских.
Использование поворотных столов и УСП (универсальные сборочные приспособления) позволяет расширить сферу применения этого типа станков. Одним из назначений, при установке заготовки в делительную головку, является нарезание элементов зубчатых колес.
Выбираем модель по техническим характеристикам
Параметры оборудования задаются технологическим процессом, используемым на предприятии. Например ремонтные мастерские широко используют малые станки 6Т82, 6Т83. Этот тип фрезеров имеет подходящие габариты, мощность и стоимость для небольшой мастерской.
По частоте шпинделя
Черновые и торцовочные работы не требуют высокой чистоты обработки. Для этого типа работ достаточно низкоскоростных шпинделей с частотой до 2500 тыс. об. Они приводятся во вращение ременными передачами через шестереночную коробку скоростей с ручным или механизированным устройством смены диапазонов. К таким моделям относятся станки 676П, 6Т82, 6Т83, НГФ-110-Ш4.
Среднечастотные шпиндели применяются в большинстве универсальных фрезеров. Их частоты от 0 до 12000 об. мин. Привод от мотора ременной, непосредственный, без промежуточных шестерен. Такой частоты хватает для чистовой обработки всех материалов, включая сыпучие и камнеподобные. Представитель станка со шпинделем этого типа — Starlex WFM 750.
Частоты от 12000 до 18000 — это высокочастотный диапазон. Он используется в ювелирном деле и зубном протезировании. Эти шпиндели уже относятся к прецизионным механизмам с непосредственной связью ротора мотора и конуса инструмента. Из-за сильного нагрева требуют принудительного охлаждения. Применяются в обработке ценных пород древесины, мебельном производстве, зубопротезном и часовом производстве,
Обороты от 18000 и выше — это диапазон ультраскоростей. Применяются в микроэлектронике, микрохирургии, ювелирном деле. Выполняются как монолитные моторшпиндели с жидкостными или пневмоподшипниками и принудительным охлаждением диэлектрическим теплоносителем.
Высокоскоростные шпиндели используются на горизонтальных станках очень редко: это вотчина вертикальных типов. Чаще всего такое оборудование изготавливается под заказ, на специализированные узконаправленные операции.
По скорости
Скорость подач зависит от конструкции направляющих механизмов. Чугунные полозья на станине обладают массой достоинств по точности работы, жесткости обработки, невысокой стоимости ремонта, но ограничивают скорости перемещения, имеют низкий ресурс. Большая площадь трущихся поверхностей заставляет применять более мощные моторы подач. В сочетании с приводом исполнительного механизма от пары винт-гайка скорость такой системы не превышает 1000 мм. мин.
Рельсовые шариковые направляющие — это новый этап развития станкостроения. Они являются универсальными элементами подач, которые используются в широкой номенклатуре механизированных станков. Легкость монтажа, большой выбор моделей, технологичность изготовления, минимальное сопротивление трению — это их основные достоинства. Применяются во всех типах фрезеров современных типов, особенно с компьютерным управлением. Так как сервоприводы больших мощностей, требуемые для классических направляющих, очень сильно увеличивают стоимость всего станка, такие модели стоят дороже универсальных механических аналогов При применении ШВП могут обеспечить скорость подачи до 50000 мм. мин.
Как устроена конструкция станка
Конструкции горизонтально-фрезерного станка классифицируются на консольные и бесконсольные. Они отличаются возможностью менять расстояние между режущей плоскостью инструмента и деталью при помощи подъема стола. К консольным относятся все модели малых и средних фрезеров, которым не нужна повышенная жесткость при работе, так как они не работают с крупногабаритными деталями. В консоль убраны коробка скоростей и ходовой винт подачи стола, муфты быстрого хода. Бесконсольные станки используются при обработке больших корпусов.
Станина
Все устройства и механизмы фрезерного станка смонтированы на станине. Это основной конструктив, от которого зависит точность и качество выполняемой работы. Она выполнена по схеме с расположением рабочих органов в разрыве линии, составляющей рисунок буквы С. Станина изготавливается из чугуна, имеет большую жесткость и вес. Это снижает вибрации инструмента в процессе работы, увеличивает чистоту реза за счет гашения колебаний в массивном основании.
Коробка подач
Разные материалы требуют индивидуальных величин подач и частоты вращения инструмента. Задача коробки скоростей — изменение передаточного отношения приводного вала и оси инструмента для регулировки режимов резания. Рабочие величинами для механических коробок подач – от 400 до 600 мм.мин.
Современные универсальные фрезеры постепенно лишаются механических элементов. Станок 6Т12Ф не имеет классической коробки скоростей. Она заменена на высокомоментный двигатель постоянного тока. Применение такое решения на универсальном станке позволило сделать диапазон рабочих подач бесступенчатым. Достоинства бесступенчатой подачи:
- повышение жесткости конструкции за счет меньшего количества люфтов в механизмах;
- увеличение максимальных скоростей обработки в двое;
- увеличение надежности станка.
Консоль
Консоль служит регулировочным органом для рабочей высоты над столом. Установлена на винт с отдельным приводом, который служит ей опорой. В корпусе консоли размещена коробка скоростей подач стола, салазок, их ходовые винты, механизм быстрого хода. Высота над столом настраивается перед началом работы и не меняется во время рабочего хода.
Коробка переключения скоростей
Привод главного движения фрезера оснащается асинхронными электродвигателями с частотами вращения 1500, 3000 об.мин. Так как технологические режимы обработки требуют индивидуального подбора, то необходим механизм изменения скорости вращения фрезы. Для этого станок оснащен коробкой переключения скоростей. Диапазон регулировки от 25 до 2500 об.мин.
Стол и салазки
Фрезерный стол — это база для всех измерений и место крепления обрабатываемой детали. От точности исполнения его плоскости зависит точность фрезеровки на нем изделий. На столе располагается Т-образный паз, в который устанавливаются крепежные болты. Сбоку стола смонтированы кулачки путевых выключателей и измерительный лимб ходового винта. В системе координат станка стол носит название координаты «Y».
Салазки — это координата «X», по которой деталь перемещается в поперечном направлении. На них также расположены кулачки путевиков и лимб.
В процессе работы приводится в движение только одна координата. Одновременное движение по двум координатам возможно только на станках с независимым приводом, к которым относятся станки с ЧПУ.
Особенности станка с числовым управлением
Основой горизонтально-фрезерных станков с ЧПУ является та же станина, что и на универсалах. Кардинально они отличаются в организации привода координат и инструмента. Место механических органов регулировки скорости подач занимают высокомоментные сервоприводы, а вместо лимбов появляются оптические энкодеры. Привод главного движения заменяется на частотно регулируемый, позволяющий полностью избавиться от промежуточных механизмов между мотором и шпинделем.
Такое построение станка диктуется необходимостью контроля стойкой ЧПУ текущего положения всех систем и механизмов. Эти данные заносятся в память компьютера, а на их основе выдаются команды движения.
Конструкция станков с ЧПУ стала проще и надежнее из-за отсутствия большого количества механизмов. Их функции перенесены в программное обеспечение. Так как ненадежные шестереночные передачи заменены прямыми приводами, то возросла скорость и точность обработки, появилась возможность одновременного перемещения детали по всем координатам с регулировкой скорости подачи.
Правила эксплуатации
При работе на горизонтально-фрезерном станке нужно соблюдать паспортные режимы и правила техники безопасности. Операторы станков пренебрегают этими правилами, а это представляет большую опасность для окружающих и работоспособности оборудования.
Чтобы станок служил долго и исправно, нужно изучить его предельные характеристики. Их ни в коем случае нельзя превышать, так как это чревато не только порчей оборудования, но и травмой оператора. Сломанный инструмент из-за нарушения режимов резания может искалечить работающего на нем человека. Запрещено работать на станке без индивидуальных средств защиты и защитных экранов.
Горизонтальный фрезерный станок | MachineMfg
Горизонтально-фрезерный станок — это разновидность станка с 12 скоростями. Его можно использовать для обработки различных плоскостей, скосов, канавок и т. Д. С помощью различных цилиндрических фрез, фрез для вафель, угловых фрез, формовочных фрез и концевых фрез.
ПримененияДетали особой формы, такие как шестерни, кулачки, изогнутые канавки и геликоиды, могут быть обработаны с помощью соответствующего фрезерного станка.
Оснащен аксессуарами для фрезерных станков, такими как универсальная фрезерная головка, круглый стол и делительная головка. Он также может обрабатывать отверстия для средних и мелких деталей после использования расточной оправки.
С добавлением вертикальной фрезерной головки можно выполнять резку концевой фрезой (концевая фреза является специальным аксессуаром) для дальнейшего расширения ассортимента станков.
Этот станок подходит для различных обрабатывающих отраслей.
Характеристики горизонтального фрезерного станка- Втулку шпинделя можно вводить вручную, она имеет ограничительное устройство, а фрезерная головка может плавно регулироваться и против часовой стрелки на 45 °;
- Рабочий стол можно подавать вручную вертикально и горизонтально и вертикально вверх и вниз, в то время как горизонтальное и вертикальное маневрирование может осуществляться в вертикальном и горизонтальном направлениях;
- Используется удлиненный слайдер на 1200 мм и удлиненный стол на 1500 мм.Продольный ход стола может достигать 1000 мм, ход длинный, а устойчивость выше.
- И главный привод, и подача имеют механизм переключения передач, а диапазон регулировки скорости широкий;
- В подшипнике главного вала используется конический роликовый подшипник, который обладает высокой несущей способностью и потребляет энергию при торможении. Обладает большим тормозным моментом, быстрой остановкой и надежным торможением.
- Прямоугольная направляющая шина имеет хорошую устойчивость;
- Стол и направляющая закалены суперзвук и обладают большей прочностью.
Характеристики фрезерного станка с горизонтальным подъемным столом
- Шпиндель имеет хорошую сталь и высокую несущую способность.
- Рабочий стол X, Y, Z трехходовой моторизованный привод
- X, Y, Z трехходовой направляющий рельс суб-звуковая закалка, прецизионное шлифование
- Ручное смазочное устройство принудительно смазывает ходовой винт и направляющий рельс.
- Специальные принадлежности — вертикальные фрезерные головки можно настроить для вертикального фрезерования.
Вертикальный горизонтальный универсальный фрезерный станок с подъемным столом Характеристики:
- Он может выполнять функции обработки вертикального и горизонтального фрезерования.
- Двухсекционная фрезерная головка и шпиндель могут вращаться и регулироваться под любым углом.
- Может использоваться для обработки корпусов и форм.
- Рабочий стол X, Y для маневрирования подачи.
Преимущества горизонтального фрезерного станка следующие:
- Станок жесткий и может выдерживать резку с большими нагрузками.
- Двигатель шпинделя горизонтально-фрезерного станка имеет высокую мощность и широкий диапазон скоростей переключения, что обеспечивает полный люфт производительности инструмента и высокую скорость резания.
- Износостойкие отливки изготовлены из ванадий-титанового износостойкого чугуна, а важные детали изготовлены из высококачественной легированной стали, которая отличается прочностью и долговечностью.
- Станок имеет идеальную систему смазки.
- Горизонтально-фрезерный станок может быть сконфигурирован в соответствии с потребностями пользователя в цифровом устройстве отображения.Этот продукт прост в эксплуатации и надежен. Различные цилиндрические фрезы, фрезы для пластин, угловые фрезы, формовочные фрезы и концевые фрезы могут использоваться для обработки различных плоскостей, скосов, канавок.
Что это такое, как это работает, операции, обзор
Процесс ЧПУ
Процесс ЧПУ был разработан в 1950-х годах и совершил скачок в 1980-х годах с добавлением компьютеризации.В отличие от других производственных процессов, ЧПУ начинается с рендеринга на компьютере, который создает двух- или трехмерное представление детали, которую необходимо произвести. САПР, автоматизированное проектирование, используется для создания инструкций, которые направляют станок с ЧПУ через производственный процесс.
Программное обеспечениеCAD точно определяет размеры и требования к детали. Инженеры и дизайнеры полагаются на него при проектировании прототипов, которые будут изучены, усовершенствованы и утверждены.Это дает возможность подробно изучить их идеи без необходимости изготовления прототипа на машине. CAD предлагает преимущества безопасной работы над концепцией без потери времени и труда. Многие изделия, представленные сегодня на рынке, были впервые созданы с помощью программного обеспечения САПР.
После того, как деталь окажется приемлемой, ее необходимо преобразовать в язык программирования для станка с ЧПУ. Это достигается за счет использования CAM, автоматизированного производства, который изменяет инструкции для станка с ЧПУ на общий или другой код, G-код или M-код.
Производство с ЧПУ от Avanti EngineeringПереведенная информация отправляется в производство для настройки станка с ЧПУ и загрузки программ САПР. Настройка оборудования включает добавление инструментов, загрузку сырья и тестирование процесса. После программирования станка с ЧПУ вставляется сырье или заготовка. Станок автоматически выполняет набор запрограммированных инструкций для создания готовой детали.
Процесс ЧПУ позволяет изменять форму различных материалов, таких как металл, пластик, стекло или дерево.Его можно запрограммировать на производство деталей по индивидуальному заказу с точными спецификациями за считанные минуты. Современное производство зависит от ЧПУ для эффективного и экономичного производства разнообразной продукции.
Фрезерование с ЧПУ является наиболее распространенной формой процесса ЧПУ и было первым типом, использованным на станках с ЧПУ в 1952 году. Фрезерование — один из старейших производственных процессов, начавшихся в начале 19 века. Он является идеальным партнером для метода ЧПУ, поскольку он предназначен для удаления материала с заготовки, что лежит в основе процесса ЧПУ.
Процесс фрезерования с ЧПУ
Процесс фрезерования начинается со вставки заготовки в рабочую поверхность станка с ЧПУ или удерживающее устройство. Затем следует установка фрезерного инструмента на шпиндель станка. Направленность процесса фрезерования может быть горизонтальной или вертикальной в зависимости от требований, запрограммированных в CAD. Как только заготовка закреплена, программа загружена и инструмент прикреплен, оператор активирует программу, и начинается процесс фрезерования.
В зависимости от инструкций от CAD, заготовка манипулируется, перемещается, вращается и позиционируется для работы режущего инструмента. Резки могут быть трех возможных: медленная подача в неподвижный инструмент, движение инструмента по неподвижной заготовке или оба метода вместе. Большинство станков с ЧПУ используют операцию фрезерования с подъемом, когда заготовка и фреза движутся в одном направлении. Другой метод фрезерования, традиционный, заключается в том, что фреза и заготовка движутся в противоположных направлениях.
Фрезерование с ЧПУ от Thuro Metal ProductsФрезерование обычно используется в качестве чистового или вторичного процесса для уже обработанной заготовки, где оно используется для добавления специальных функций, таких как отверстия, пазы или резьбы. Общее использование фрезерования — это основная концепция процесса ЧПУ, при котором материал постепенно удаляется из заготовки для создания желаемой формы или формы.
На первом этапе фрезерования режущий инструмент делает небольшие надрезы, чтобы приблизиться к форме, которую нужно изготовить.После начального прохода инструмент проходит над заготовкой несколько раз, делая точные и точные пропилы с каждым проходом для достижения точных характеристик и характеристик конечной детали. Для изготовления сложных и замысловатых деталей может потребоваться установка нескольких машин.
Фреза может перемещаться по нескольким осям и делать несколько форм, пазов, отверстий и других отпечатков. Процесс предназначен для перемещения по набору осей, где X и Y представляют горизонтальное движение.Ось Z — это вертикальное движение, а ось W — диагональное движение в вертикальной плоскости. Фрезерные станки с ЧПУ имеют от трех до пяти осей и могут изготавливать детали, которые невозможно создать никаким другим способом.
Обработка с ЧПУ от Thuro Metal ProductsВиды фрезерных операций
Точность фрезерования с ЧПУ позволяет использовать его в различных отраслях промышленности при производстве различных изделий. Используя программу CAD, фрезерная обработка с ЧПУ позволяет создавать прототипы для исследования, отдельные детали, несколько деталей или полные небольшие тиражи.Его универсальность способствует его популярности как производственного процесса. Фрезерование с ЧПУ имеет четыре общих процесса фрезерования.
Торцевое фрезерование
Торцевое фрезерование — это обработка плоской поверхности, расположенной под прямым углом к оси фрезы. Фрезы для этого процесса имеют зубья на периферии и торце инструмента. Каждый набор зубьев выполняет определенную функцию: периферийные зубы выполняют резку, а торцевые зубы — чистовую обработку.Торцевое фрезерование обеспечивает более высокое качество отделки и может использоваться как для вертикальных, так и для горизонтальных операций.
Плоское фрезерование
Плоское фрезерование, фрезерование поверхности или фрезерование слябов — это когда ось фрезы параллельна фрезеруемой поверхности. Это делается при установке заготовки параллельно поверхности стола фрезерного станка с фрезой, установленной на стандартной оправке фрезерного станка. Вал поддерживается в горизонтальной плоскости между шпинделем фрезерного станка и одной или несколькими опорами оправки.Заготовка прижимается непосредственно к столу. Плоские фрезерные инструменты имеют зубья на периферии режущего инструмента. Широкие или узкие фрезы можно использовать там, где узкие фрезы делают глубокие пропилы, а широкие фрезы используются для больших поверхностей. Если заготовка требует удаления большого количества материала, оператор использует фрезу с крупными зубьями, низкие скорости резания и высокие скорости подачи для получения приблизительной геометрии детали, за которой следует фреза с более мелкими зубьями, более высокая скорость резания и более медленная. скорость подачи для получения подробной информации.
Угловое фрезерование
Угловое фрезерование — это фрезерование плоских поверхностей, при которых ось режущего инструмента расположена под углом к поверхности заготовки. Одноугловая фреза используется для обработки угловых поверхностей, таких как фаски, зубцы и канавки. Фрезерование типа «ласточкин хвост» является типичным примером углового фрезерования, когда угол фрезы составляет 45 °, 50 °, 55 ° или 60 ° в зависимости от конструкции. Шип или паз сначала зачищаются боковой фрезой, после чего угловые стороны и основание обрабатываются угловой фрезой.
Фрезерование формы
Фрезерование формы — это функция фрезерования неровных поверхностей, таких как криволинейная плоская поверхность или все кривые. Он может завершить формовку за один проход с помощью формованной фрезы или фрезы, приданной по контуру выреза. Обычное фрезерование формы включает фрезерование полукруглых пазов и кромок или четвертькруглых радиусов на заготовках. Типы фрез для фасонного фрезерования: выпуклые, вогнутые и угловые фрезы для скругления, которые могут выполнять шлифовку до необходимого диаметра окружности.Фрезерование формы позволяет создавать сложные узоры или обрабатывать несколько сложных поверхностей за один проход. Полусферические и полукруглые полости, бусинки и контуры также могут быть сформированы с помощью этого процесса.
Специализированные фрезерные работы
Зуборезное
Зуборезный станок используется для черновой и чистовой обработки зубьев шестерен, для подгонки шестерен, а также для чистовой обработки и закругления торцевых концов зубьев шестерен. Из них делают прямозубые, косозубые, елочные и червячные передачи.Вертикальные модели изготавливаются либо с подвижным столом, либо со стационарной подставкой. Фрезы бывают разных форм и размеров в зависимости от количества зубьев для конструкции шестерни.
Зубообрабатывающее нарезание от Omni Gear & MachineПортальное фрезерование
При двухкоординатном фрезеровании две или более параллельных вертикальных поверхности обрабатываются за один проход, что достигается путем установки двух фрез на одной оправке, установленных на точной ширине заготовка. Обе стороны заготовки обрабатываются одновременно с точным контролем размеров.Заготовка устанавливается на фиксирующем приспособлении или в вертикальных поворотных тисках.
Профильное фрезерование
Профильное фрезерование используется для черновой обработки или чистовой обработки вертикальных или наклонных поверхностей с помощью различных фрез и может иметь несколько осей для 2D и 3D выпуклых или вогнутых форм. Режущие инструменты могут быть параллельны или перпендикулярны плоскости заготовки. Круглые пластины и концептуальные фрезы радиуса обычно используются для черновой и получистовой обработки, а концевые фрезы со сферическим концом используются для чистовой и сверхчистовой обработки.
Групповое фрезерование
Групповое фрезерование — это одновременная обработка нескольких поверхностей детали путем подачи ее на несколько фрез, которые могут быть одинакового или разных диаметров. Этот процесс позволяет производить более сложные разрезы для сложных деталей и сокращать время производства. Если заготовке требуется несколько разрезов, например, паз, плоский или угловой паз, групповое фрезерование — идеальный выбор.
Эти специализированные функции фрезерования представляют собой небольшую выборку из общего количества доступного уникального оборудования.По мере разработки более сложных конструкций и деталей будут изобретаться новые типы методов фрезерования. Хотя помол — это старый процесс, он стал основной частью современного производства продукции.
Детали фрезерного оборудования с ЧПУ
Независимо от разнообразия фрезерных станков, каждый из различных типов имеет одни и те же основные характеристики — интерфейс, колонна, колено, седло, рабочий стол, шпиндель, оправка, плунжер и станок. Интерфейс является источником информации для станка, и именно в него загружаются данные из САПР для предоставления инструкций по изготовлению желаемой формы.
Различные части машины — это ее физические характеристики и конструкция. Колонна является основной опорой с основанием и имеет прикрепленный шпиндель для удержания оправки. Регулируемый плунжер может скользить вперед и назад, увеличивая свое движение по осям X и Y. Второстепенная функция колонки — включение дополнительных компонентов, таких как резервуар для масла или охлаждающей жидкости. Опорным механизмом стола и седла является колено. Седло позволяет рабочему столу двигаться параллельно шпинделю и регулировать его по горизонтали.Заготовка помещается на рабочий стол и удерживается на месте механизмом фиксации формы.
Втулка — это место, где фрезерный инструмент подсоединяется и удерживается на месте. Он бывает разной длины и диаметра, который меняется в зависимости от выполняемого процесса и области применения. Оправки бывают стандартные, винтовые, пильные, торцевые и торцевые.
Последней частью фрезерного станка является инструмент, который удерживается шпинделем и удаляет материал с заготовки.Есть несколько видов фрез, которые выбирают в зависимости от детали, которую нужно изготовить. Фрезерные инструменты бывают разных размеров, форм и конструкций. Они классифицируются по нескольким категориям, которые включают количество, расположение и расстояние между зубьями, состав материала, длину, диаметр и геометрию. Новое применение фрезерования с ЧПУ привело к увеличению видов, стилей и разнообразия инструментов.
Станки с ЧПУпредназначены для производства специализированных деталей с точными спецификациями и деталями.Хотя они могут иметь характеристики, аналогичные ручным инструментам, они способны выполнять сложные сложные операции как часть программирования ЧПУ.
Фреза для черновой концевой фрезы
Фрезы этого типа используются для удаления большого количества материала для создания шероховатой поверхности и имеют волнистый набор зубьев. Называемый фрезой «риппа», он образует мелкую стружку, приводящую к шероховатой поверхности.
Фрезы для слябов
Фрезы для слябов легкие и удаляют материал с пластин или больших поверхностей и могут использоваться с горизонтальными или вертикальными фрезерными станками.Они изготовлены из быстрорежущей стали и используются в процессах группового фрезерования.
Концевая фреза
Она имеет боковые зубья для операций сверления и известна как нижняя фреза, способная резать во всех направлениях одной или несколькими канавками. Есть два типа — центр и нецентр. Инструменты с центром имеют режущую кромку с обеих сторон, в то время как нецентральные инструменты имеют режущую кромку с одной стороны.
Полые фрезы
Полые фрезы или полые фрезы — это концевые фрезы, вывернутые наизнанку, и они выглядят как труба с режущими кромками на внутренней стороне.Как токарно-револьверные станки и винторезные станки, они являются альтернативой токарной обработке ящичным инструментом на фрезерном станке или сверлильном станке.
Продукция для винтовых машин от H&R Продукция для винтовых машинШариковая фреза
Шариковые фрезы используются для уменьшения напряжения. Известные как шаровые концевые фрезы, они могут вырезать трехмерные формы.
Эвольвентная зуборезная фреза
Эти зуборезные фрезы фрезеруют под углом давления 14,5 ° и имеют несколько зубцов.Существует восемь типов этих фрез, которые могут нарезать шестерни с 12 зубьями и более.
Торцевая фреза
Режущие зубья расположены по бокам и по окружности. Они бывают нескольких диаметров и ширины. Боковые зубы делают несбалансированные пропилы. Это самая ранняя форма фрезы.
Фреза по дереву
Фрезы по дереву используются для прорезания паза под шпонку. По бокам они представляют собой углубление для облегчения положения.Зубы бывают как прямые, так и ступенчатые.
Фрезы для резьбовых фрез
Фрезы для резьбовых фрез работают так же, как и концевые фрезы. Он удаляет материал из заготовки, перемещаясь по спирали, и идентифицируется по его спиральному движению. Они нарезают внутреннюю и внешнюю резьбу с помощью процесса, называемого «фрезерованием резьбы».
Fly Cutter
Fly Cutter — это одноточечный резак, используемый для чистовой обработки поверхности на более медленной скорости.Размер резака для мух определяет качество отделки, а более мелкие — для чистовой обработки. В некотором смысле фреза похожа на торцевую фрезу.
Fly CutterSlide and Face Cutter
Они бывают разных размеров и форм с режущими зубьями на периферии и по бокам. Боковые и торцевые фрезы эффективны при односторонней резке и могут обрабатывать длинные, глубокие и открытые пазы. Как и другие фрезы, их можно настроить для групповой резки.
Зубофрезерный станок
Зубофрезерный станок — это процесс нарезания зубчатых колес, звездочек и шлицев. Зубья постепенно врезаются в заготовку серией надрезов варочной панелью. Это недорогой, точный процесс, который можно использовать для различных деталей. В основном используется для прямозубых и косозубых зубчатых колес.
Фреза «ласточкин хвост»
Фреза «ласточкин хвост» используется для обработки дерева и металла для создания прочного соединения. Разрезы могут быть под углом 45 или 60 градусов.Это концевая фреза, которая оставляет паз в виде ласточкина хвоста.
Это некоторые из доступных сегодня фрезерных режущих инструментов с ЧПУ. По мере разработки новых деталей и процессов будет изобретаться другой ассортимент инструментов. Перечисленные здесь являются одними из основных типов, общих для большинства фрезерных станков с ЧПУ.
Вертикальное и горизонтальное фрезерование
В процессе вертикального фрезерования шпиндель расположен вертикально по отношению к заготовке, в то время как в горизонтальном процессе шпиндель расположен горизонтально по отношению к заготовке.Обе конфигурации обычно используются в процессе фрезерования с ЧПУ. Какой из них использовать, зависит от типа изготавливаемой формы и конфигурации машины. При выборе между двумя стилями следует учитывать тип фрезерования, количество поверхностей и конструкцию детали, которую необходимо изготовить.
Вертикально-фрезерный
Вертикальные станки с ЧПУимеют цилиндрические фрезы, которые подходят для врезания и сверления, что считается идеальным для штамповки.Инструментами можно управлять до пяти осей для изготовления форм, прорезей, отверстий и деталей для трехмерных деталей. Существует множество приложений для вертикального фрезерования, включая токарные станки, обрабатывающие центры и пять осей для создания трехмерных конструкций.
Вертикальный фрезерный станокВертикальный фрезерный станок отлично подходит для односторонних проектов, таких как большие металлические пластины. Процесс вертикального фрезерования проще и менее сложен, чем горизонтальное фрезерование, поскольку шпиндель не должен двигаться в двух направлениях.Кроме того, он более экономичен и доступен по сравнению с горизонтальным фрезерованием.
Вертикальные станки являются наиболее распространенным форматом фрезерования из-за доступности производимых ими деталей, что делает их хорошей инвестицией. Низкая первоначальная стоимость делает производство деталей менее дорогим и более привлекательным. Из-за популярности этого формата доступно несколько обученных операторов.
Конструкция вертикального фрезерования дает операторам возможность обнаруживать ошибки и вносить исправления в процессе фрезерования.Поскольку вертикальные машины менее сложны, их программирование более удобно для пользователя, что повышает эффективность, поскольку меньше времени тратится на настройку и программирование. Больше внимания может быть уделено соблюдению технических требований для проекта и детали.
Базовых вертикальных фрезерных станков два — револьверный и станиновый. При фрезеровании револьверной головкой шпиндель движется перпендикулярно и параллельно оси. Этот процесс универсален, поскольку положением заготовки можно легко управлять.Станина фрезерного станка имеет. Шпиндель закреплен на вертикальной оси и может двигаться только вверх и вниз. Постельный метод используется для больших и тяжелых предметов.
Горизонтально-фрезерный
Существенная разница между горизонтальным и вертикальным расположением шпинделя. Для горизонтального фрезерования используется множество более толстых и коротких режущих инструментов, которые могут выполнять более тяжелые и глубокие резания. Заготовку можно расположить под разными углами для точной резки.Горизонтальная ориентация позволяет стружке от разреза падать с заготовки, создавая более чистую рабочую поверхность.
Горизонтальное фрезерование предназначено для производства большего количества продукции для производственной работы, поскольку детали машины рассчитаны на длительные тиражи и служат дольше. Их прочная конструкция означает меньшую вибрацию станка во время работы, что обеспечивает плавный процесс фрезерования. Благодаря наличию четвертой оси горизонтальные станки способны эффективно изготавливать сложные и замысловатые детали.
Горизонтальный фрезерный станокИспользуя режущие головки, похожие на небольшие дисковые пилы, установленные на горизонтальной оправке, горизонтальный фрезерный станок может выполнять несколько пропилов за один проход, когда оправка растягивается по длине станины. Некоторые мельницы ограничивают движение станины в горизонтальной плоскости, в то время как другие имеют вращающуюся станину. В отличие от вертикальных станков, горизонтальные станки могут резать под разными углами.
Сложные проекты фрезерования, требующие нескольких резов, обычно выполняются на горизонтальном станке из-за его гибкости.Это особенно актуально для работ, связанных с тяжелыми деталями. Горизонтальное фрезерование позволяет обрабатывать материалы любого размера и веса. Когда работа требует разрезов в нескольких плоскостях с разрезами с обеих сторон заготовки, горизонтальное фрезерное оборудование может выполнять формовку без необходимости перемещать или перемещать.
Выбор между вертикальным и горизонтальным фрезерованием
Обе конфигурации имеют преимущества. Основными факторами в процессе принятия решения являются количество обрабатываемых плоскостей, а также форма и размер детали.Более тяжелые детали с несколькими сторонами и разрезами лучше производить при горизонтальном фрезеровании, в то время как штамповка более совместима с вертикальным фрезерованием. Есть проекты, которые могут использовать любую конфигурацию и обеспечивать сопоставимое качество.
Фрезерование с ЧПУ применяется для вертикального и горизонтального фрезерования, поскольку они соответствуют требованиям повторяющихся процессов. Для любого процесса можно использовать одни и те же режущие инструменты, и они взаимозаменяемы. Кроме того, головки можно модифицировать и регулировать в соответствии с желаемым применением, что может быть фактором экономии, когда резцы используются нечасто.
Фрезерные станки разные
Фрезерные станки с ЧПУвыпускаются в нескольких вариантах в зависимости от производителя и требуемого типа операции. Они могут быть специально спроектированы для выполнения определенных работ в соответствии с типом производимой детали. Причина такой популярности фрезерных станков заключается в их способности точно и точно выполнять сложные операции. Ниже описаны типичные фрезерные станки.
Станок для фрезерования колен с колоннами. Среди различных типов фрезерных станков наиболее распространены коленные станки с колоннами.Стол установлен на коленной отливке, которая установлена на вертикальных салазках основной стойки. Колено на колонне можно отрегулировать вверх и вниз для работы на разной высоте в зависимости от характеристик заготовки.
Фрезерный станок колонного и коленного типаФрезерный станок плоского типа — Фрезерный станок плоского типа имеет горизонтальный шпиндель, что дает плоскому станку альтернативное название фрезерного станка с горизонтальным шпинделем. Стол можно подавать в продольном или вертикальном положении.Он продольный, когда стол движется под прямым углом к шпинделю.
Универсальный фрезерный станок — этот тип станка можно приспособить для выполнения различных фрезерных операций. Стол можно поворачивать на угол до 45 градусов от его нормального положения. Универсальные станки допускают четыре различных движения и могут выполнять винтообразное фрезерование. Термин «универсальный» относится к различным насадкам, которые могут быть добавлены, в том числе к вертикальным, поворотным, распределительным и разделяющим головкам.
Фрезерные станки с неподвижной станиной — Большинство станков с неподвижной станиной очень большие и тяжелые. Стол имеет очень ограниченное движение и находится под прямым углом к оси шпинделя, и его невозможно отрегулировать для поперечных или вертикальных изменений. Машины с неподвижной станиной могут иметь одно-, двух- или трехшпиндельные.
Рубаночно-фрезерный станок — Типичный строгально-фрезерный станок очень большой и предназначен для тяжелых работ. Он имеет регулируемые шпиндельные головки, которые могут перемещаться в вертикальном или поперечном направлениях. Станок имеет поперечную направляющую, которая может подниматься или опускаться, на которой установлен резак.Поскольку он может иметь несколько режущих шпинделей, можно одновременно обрабатывать несколько поверхностей, экономя время производства.
Строгально-фрезерный станокФрезерование материалов с ЧПУ
Фрезерование с ЧПУ — это эффективный производственный процесс, который можно использовать для обработки продукта или создания нового. У него безграничное количество приложений. Принимая решение о измельчении материала, необходимо принять во внимание некоторые соображения, чтобы убедиться, что материал подходит и соответствует процессу.Как правило, различные металлы, пластмассы, эластомеры, керамика, различные композиты и стекло можно формовать и формовать с помощью фрезерования.
Основным фактором при выборе способа производства фрезерования является тщательный учет типа материала. Это касается его твердости, прочности на разрыв и сдвиг, а также химической и температурной стойкости. Основное определение заключается в том, является ли фрезерование наиболее экономически эффективным методом. Помол имеет множество ограничений и ограничений, которые делают его неприемлемым для определенных типов производства, которые могут включать состав и форму конечного продукта.
Метод производства можно легко определить на этапе проектирования любого проекта, поскольку компьютерное моделирование позволяет разрабатывать прототипы и тестировать необходимые компоненты элемента. Этот прогресс — тот элемент, который изменил современное производство, предоставляя важную информацию и данные, продвигая фрезерование с 19 века до 21 века.
Высокоточные фрезерные станки с ЧПУ мирового класса
Горизонтальные обрабатывающие центры | Горизонтальный фрезерный станок с ЧПУ | Расточная оправка
Trace-A-Matic предлагает широкий выбор прецизионных фрезерных центров с ЧПУ для обработки высококачественных прототипов и крупносерийного производства металлических деталей сложной геометрии.Десятилетия проверенного опыта обработки и постоянные инвестиции в технологии заслужили доверие ведущих производителей комплектного оборудования для производства критически важных деталей. Наши современные горизонтальные фрезерные станки с ЧПУ, оснащенные хранилищем для нескольких режущих инструментов, несколькими поддонами и несколькими станочными ячейками — увеличивают скорость обработки, эффективность, повторяемость и производительность при обеспечении высочайшей точности. Мы — цех прецизионной обработки с ЧПУ, ориентированный на обслуживание клиентов, с фрезерными услугами, которые будут соответствовать или превосходить ваши допуски на обработку и требования к качеству.
Обзор возможностей обработки
Типы деталей:
Корпуса, корпуса насосов, роторы, блоки, промышленные компоненты и другие прецизионные детали, обработанные на станках с ЧПУ
Размер детали:
118 ”x 108” x 90 ”
Типы металлов:
Широкий спектр стандартных металлов, алюминий, бронеплита, латунь, бронза, хром, медь, гаммаллой, хастеллой, инколой, инконель, инвар, марганец, молибден, монель, никель, нитролой, платина, порошкообразный металлы, нержавеющая сталь, стеллит, титан, васпалой, цинк и многие другие суперсплавы
Типы материалов:
Отливки, поковки, сварные изделия и заготовки
Процессы фрезерования:
Растачивание, зенкование, зенкование, сверление, торцевание, обработка карманов, профилирование, развертывание и нарезание резьбы
Обслуживаемые отрасли:
Аэрокосмическая промышленность, оборона, пищевая промышленность, тяжелое оборудование, медицинское оборудование, военное дело, горнодобывающая промышленность, нефть и газ, производство электроэнергии и транспорт
Марки машин:
Doosan, Haas, HNK, Hyundai Wia, Kuraki, Mazak, OKK, Okuma, SNK и Toyoda — пожалуйста, обратитесь к нашему списку оборудования для получения конкретной информации и возможностей станка.
Обзор горизонтального фрезерования
Горизонтальный обрабатывающий центр или фрезерный станок с ЧПУ имеет шпиндель с регулируемой скоростью, который вращает режущие инструменты в горизонтальной ориентации. Металлическое и пластмассовое сырье крепится непосредственно к индексному столу или с помощью приспособления. Узел шпинделя и приводной инструмент перемещаются по ходовой колонне в вертикальном направлении. Индексный стол маневрирует заготовкой в горизонтальном положении спереди назад и во вращении относительно режущего инструмента для достижения точной траектории резания, необходимой для удаления материала.Мы предлагаем широкий выбор отделки поверхности от полуфабрикатов до чистовой отделки деталей машин. Как и токарная обработка с ЧПУ, это субтрактивный производственный процесс.
Горизонтальные станки с ЧПУпозволяют обрабатывать более тяжелые детали с нескольких сторон, увеличивают срок службы инструмента и более чистое удаление стружки под действием силы тяжести, чем вертикальные фрезерные центры.
CNC означает «компьютерное числовое управление». Наша служба обработки с ЧПУ преобразует ваши файлы CAD в G-код с помощью сложного программного обеспечения CAD / CAM.Этот язык обработки точно управляет нашими станками с ЧПУ, используя многоосевые координаты. Эта информация также позволяет создавать образцы с использованием технологии 3D-печати и обеспечивать быстрое прототипирование.
Анатомия горизонтальной фрезы
- Шпиндель в сборе — Шпиндель с регулируемой скоростью, вращающийся в горизонтальной ориентации, который удерживает режущий инструмент
- Пиноль шпинделя — Выдвижная секция шпинделя, обрабатывающая сложные участки заготовки за счет зазора, ось W
- Инструмент для многоточечной резки — Удаляет материал из заготовки для формирования детали — субтрактивное производство
- Подвижная колонна — Колонна, на которой шпиндель и инструмент перемещаются вертикально по оси Y
- Индексный стол Платформа зажима заготовки, к которой перемещается по оси X (перпендикулярно инструменту), оси Z (параллельно инструменту) и вращается по оси B
- Приспособление — Механическое устройство, используемое для позиционирования и удержания заготовки на индексном столе
- Заготовка — Зажимы к индексному столу напрямую или с помощью приспособления
Горизонтальная мельница Фотогалерея
Механически обработанные аэрокосмические компоненты
Блок стального гидроразрыва
Механически обработанные компоненты военного назначения
Компоненты промышленных насосов
Компоненты промышленных двигателей
Компоненты промышленных клапанов
Обработанные судовые компоненты
Фрезерованное литье с ЧПУ
Видео службы фрезерования с ЧПУ
Прочие предлагаемые услуги по обработке с ЧПУ: 5-осевая обработка, Многоосевая обработка, Горизонтальное фрезерование, Вертикальное фрезерование, Горизонтальный поворот, Вертикальная токарная обработка, ЧПУ Инжиниринг, Контроль ЧПУ и Специальный процесс обработки
Все названия продуктов, товарные знаки и зарегистрированные товарные знаки являются собственностью соответствующих владельцев.
В чем разница между вертикальным и горизонтальным фрезерованием? | Фрезерный станок с ЧПУ
Горизонтальные и вертикальные фрезерные станки могут выглядеть очень похоже, и во многих случаях они работают очень похоже, но есть также ключевые различия, которые влияют на ваше решение, какой выбрать. Основное различие между ними заключается в режущих головках и в том, как перемещается ось шпинделя — из стороны в сторону или вверх и вниз.
Как вертикальные, так и горизонтальные фрезерные станки имеют свои преимущества, и вы можете использовать любой из них для задач, связанных с вашим проектом, если вы знаете правильные методы работы или необходимые дополнительные детали.Знание разницы между этими двумя типами процессов фрезерования поможет вам определить, какой тип лучше всего подходит для вашего проекта. Свяжитесь с нашей командой по телефону 573-646-3996, если у вас есть вопросы о фрезеровании с ЧПУ!
Что такое вертикальное фрезерование?
Вертикальное фрезерование — это процесс с использованием фрезерного станка с вертикально выровненной режущей головкой и шпинделем. Этот шпиндель перемещается вверх и вниз по оси z, прижимаясь к заготовке для удаления материала. Остальная часть станка перемещается по оси Y и оси X, чтобы непрерывно позиционировать объект для резки.
Есть два типа вертикальных фрез, которые могут управлять перемещением по-разному:
- Станина фрез — шпиндель может подниматься или опускаться вместе со станиной, которая перемещается горизонтально и перпендикулярно шпинделю. Станины идеальны для обработки тяжелых изделий, потому что станину не нужно перемещать вертикально, чтобы добраться до шпинделя.
- Револьверные фрезы — шпиндель неподвижен, а станина перемещается как по горизонтали, так и по вертикали, чтобы перемещать материал вокруг шпинделя.Револьверные фрезы идеальны, потому что они более универсальны, меньше по размеру и более гибкие.
Что такое горизонтальное фрезерование?
Горизонтальное фрезерование — это процесс с использованием фрезерного станка с горизонтально выровненной режущей головкой и шпинделем. Вместо фиксированного шпинделя, вращающегося вертикально, как у их вертикальных фрезерных аналогов, горизонтальные фрезы устанавливаются на рычаге над столом, называемом оправкой, что означает, что материал может подаваться с трех осей.
В то время как вертикальные станки обычно имеют тонкие и длинные режущие инструменты, горизонтальные станки имеют более толстые и короткие режущие инструменты для выполнения более тяжелых и глубоких разрезов.В отличие от вертикального фрезерования, во время резки у вас нет прямой видимости.
Вертикальное фрезерование или горизонтальное фрезерование: что выбрать?
Итак, какой тип фрезерного станка выбрать? Не важно, что лучше, потому что у каждого есть свои преимущества и недостатки; все зависит от того, для чего вы их используете.
Выбор между двумя часто сводится к следующим соображениям:
- Конструкция заготовки
- Вес, размер и форма обрабатываемых деталей
- Количество фрезерованных плоскостей
- Ваш операционный бюджет
- Временная шкала, с которой вы работаете
Машина, которую вы решите использовать, не обязательно ограничивает типы проектов, которые вы можете выполнить.Многие элементы можно обрабатывать на любом из типов фрезерных станков, и опытный машинист часто может выполнить ту же задачу, отрегулировав технику. По каждому из них можно сделать несколько обобщений. Вот краткий список с подробным описанием того, какая операция фрезерования лучше всего подходит для проекта в зависимости от ваших потребностей.
Горизонтальные фрезы подходят для проектов с такими потребностями:
- Нарезка пазов
- Пазорезка
- Зуборезное
- Детальная работа с боковым упором
- Заготовка тяжелее
- Заготовка имеет несколько сторон, требующих резки
- Заготовка имеет объемные материалы или твердый металл
Вертикальные мельницы подходят для проектов с такими потребностями:
- Плашки тонкие
- Плунжерные насадки
- Отверстия
- Односторонние проекты
- Детальная работа требует хорошей видимости
Услуги фрезерования с ЧПУ в Миссури
Как вы уже знаете, у обоих типов фрезерных станков есть свои достоинства, но факт остается фактом: оба являются неотъемлемой частью любого механического цеха, от гаража для любителей до цеха по производству тяжелого оборудования.Кроме того, с внедрением фрезерных центров с ЧПУ можно выполнять даже сложные работы.
Roberson Machine Company специализируется на фрезеровании с ЧПУ алюминия, стали, нержавеющей стали, пластмасс и обычных металлов (латуни, бронзы и т. Д.). Выбирая нас, вы можете быть уверены, что ваши детали будут своевременно изготовлены в точном соответствии с вашими спецификациями. Свяжитесь с нашей командой по телефону 573-646-3996 или запросите расценки сегодня для получения дополнительной информации о наших услугах фрезерования с ЧПУ в штате Миссури.
Горизонтальный фрезерный станок | Яш-машина
Фрезерный станок в основном относится к станкам, которые в основном используются для обработки твердых материалов.Они в основном используются для огромного количества простых и сложных операций, таких как нарезание пазов и шпоночных пазов, фрезерование, планирование, формовка, сверление, нарезание резьбы, нарезание резьбы, контурная обработка, штамповка и т. Д. Фрезерные станки могут управляться вручную, механически автоматизированы или компьютер с числовым программным управлением. Доступны многие типы фрезерных станков, в зависимости от количества присутствующих осей, назначения, ориентации шпинделя, размера инструмента, метода управления, источника питания и т. Д.
Фрезерный станок перемещает заготовку в радиальном направлении относительно вращающегося резца для резки вбок, а также по ее кончику.Движение заготовки и фрезы точно контролируется до менее 0,001 дюйма или 0,025 мм. Каждая машина оснащена резаком, который может работать на разных скоростях для придания необходимой формы. На заготовку постоянно заливается смазочно-охлаждающая жидкость для охлаждения и смазки; а также смыть оставшийся материал.
В настоящее время на рынке доступно большое количество фрезерных станков. Каждый из них способен обрабатывать несколько задач и выполняет определенную функцию, основанную на определенных стандартных спецификациях.Горизонтальный и вертикальный — это две основные формы фрезерных станков, основанные на ориентации оси главного шпинделя и положении фрезы. В вертикальном фрезерном станке режущая головка удерживается над заготовкой на вращающейся катушке и направлена вертикально вниз. В горизонтальном фрезерном станке режущее лезвие выходит горизонтально наружу. В обоих этих фрезерных станках режущее сверло может перемещаться поперек, а также вверх и вниз для придания формы деталям.
Револьверно-фрезерный станок
Револьверно-фрезерный станок представляет собой разновидность вертикально-фрезерного станка, поскольку ось шпинделя ориентирована вертикально.Он способен резать различные предметы и обычно работает, перемещая стол вокруг режущего лезвия во всех направлениях. Стол можно перемещать как перпендикулярно, так и параллельно оси шпинделя для резки заготовки.
Револьверная фреза в основном имеет указатель, который позволяет поднимать фрезу вверх и опускать вниз. Он разрезает заготовку в вертикальном направлении, поднимая или опуская указатель, а также перемещая стол.Фреза удерживается в шпинделе и вращается вокруг своей оси. Шпиндель можно либо выдвинуть, либо опустить или поднять стол для резки и сверления заготовки.
В настоящее время широко используются револьверные фрезерные станки, которые обычно считаются одними из самых универсальных станков. Они отлично подходят для задач штамповки, таких как обработка пресс-формы в металлическом блоке. Он также предоставляет несколько вариантов для выравнивания шпинделя в нескольких различных положениях.Эта многофункциональная и эффективная машина позволяет производить самые разные изделия. Таким образом, вы можете повысить производительность с помощью револьверно-фрезерного станка.
Большое обрабатывающее оборудование с ЧПУ (горизонтальное, вертикальное, токарное)
K&M Machine-Fabricating Inc. специализируется на обработке крупных изделий и крупных отливок. В нашем цехе точных станков 37 станков с ЧПУ. 10 больших портальных фрезерных станков и 19 больших горизонтально-расточных станков работают на K&M, чтобы удовлетворить ваши потребности в обработке крупных деталей.Эти станки оснащены разнообразными угловыми головками, универсальными головками, удлинителями шпинделя и датчиками, чтобы обеспечить выполнение ваших больших требований к точности, точности и своевременной доставке.
В нашем списке оборудования вы найдете полный список всех станков с ЧПУ, установленных на K&M. Информация в этом разделе веб-сайта предоставит вам более подробную информацию о конкретных машинах K&M. Подробная информация о машинах будет периодически обновляться, добавляя информацию о дополнительных машинах, которые находятся в эксплуатации на K&M.
Вертикальные портальные мельницы (от самой большой до самой маленькой)
Горизонтально-расточные станки (от самых больших до самых маленьких)
Горизонтальные обрабатывающие центры (от самого большого до самого маленького)
Указатель артикулов для крупной обработки
Машины K&M № 121 и № 124 — Вертикальные портальные мельницы Mitsubishi MVR 43/49 Dx
НаK&M установлены и введены в эксплуатацию две вертикальные портальные мельницы Mitsubishi MVR 43/49 Dx. Эти машины являются крупнейшими вертикальными портальными мельницами, которые Mitsubishi установила в Северной Америке по состоянию на 21.10.14.В Таблице 1 указаны мощности машин № 121 и № 124. В таблице 2 перечислены насадки, установленные на машинах. Машина № 121 показана на Рисунке 1 ниже.
| Размер поддона | 3500 мм X 8000 мм |
| Ход по оси X | 9000 мм |
| Ход оси Y | 4900 ММ |
| Ход колонны по оси Z | 2200 ММ |
| Ход шпинделя оси W | 1000 мм |
| Корпус шпинделя | 400 мм X 400 мм |
| Емкость устройства смены инструмента | 80 Инструменты |
| Максимальный вес заготовки | 123 400 фунтов |
| Максимальная скорость шпинделя | 4000 об / мин |
Таблица 1 — Машины № 121 и № 124 Возможности
| Большая прямоугольная головка |
| Малая угловая головка |
| Универсальная головка |
| Удлинитель шпинделя |
| Зонд |
Таблица 2 — Навесное оборудование машины № 121 и машины № 124
Рисунок 1 — Машина № 121
Машина № 124 идентична машине № 121, показанной выше.Он был установлен через год после Машины № 121.
ФУНДАМЕНТ
Подготовка фундамента и установка являются важным аспектом качества, эффективности и безопасности, обеспечиваемых этими машинами. Бетонный фундамент для этих двух машин имеет толщину 8 футов и состоит примерно из 600 ярдов бетона. Грунт K&M представляет собой глиняно-гравийную смесь. Если бы почва была песчаной, толщина фундамента должна была бы составлять 20 футов. Бетон остывает от начальной температуры 190 градусов по Фаренгейту до 90 градусов по Фаренгейту в течение примерно 28 дней во время процесса отверждения.Датчик температуры встроен в бетон, чтобы определить, когда была достигнута температура отверждения. Фундамент для строящейся машины № 124 показан на рисунке 2. Окончательный фундамент для машины № 121 показан на рисунке 3.
Рисунок 2 — Фундамент машины № 124 в стадии строительства
Рисунок 3 — Фундамент машины № 121 завершен
Высота стола, показанная на рисунке 1, соответствует уровню пола. Это упрощает загрузку и разгрузку крупногабаритных деталей и делает их безопаснее для оператора станка.Это увеличивает эффективность машины и снижает эксплуатационные расходы.
ЧУГУННАЯ КОНСТРУКЦИЯ
Вертикальные портальные мельницы Mitsubishi MVR 43/49 Dx созданы для жесткости и мощного фрезерования. Основная конструкция машины изготовлена из чугуна и была спроектирована с использованием метода конечных элементов (FEA), чтобы разместить основное литейное ребро в оптимальном положении для достижения высокой жесткости. Эта основная конструкция способствует высокой точности фрезерного станка и достижимой высокой скорости съема материала.
ШПИНДЕЛЬ
Квадратный гидроцилиндр изготовлен из высокопрочного чугуна. Это 400 мм кв. Эта конструкция позволяет использовать полную мощность шпинделя в 45 кВт при полном выдвижении ползуна 800 мм. Мощный двигатель шпинделя мощностью 45 кВт находится на высшем уровне для станков этого класса. Крутящий момент 2793 Нм может быть достигнут при частоте вращения шпинделя 4000 об / мин. Полная мощность фрезерования достигается при низкой скорости вращения шпинделя 154 об / мин. Главный шпиндель приводится в движение двумя ступенчатыми косозубыми шестернями.Эта приводная система имеет низкий уровень шума, минимальный люфт и способствует высокой жесткости.
НАПРАВЛЯЮЩИЕ
Двойные вертикальные направляющие для перемещения поперечин вверх и вниз установлены на передней поверхности колонн. Они широкие, чтобы обеспечить фрезерование на полной мощности в любом положении опоры на поперечной балке. На направляющих оси X используются гидростатические направляющие для обеспечения стабильной подачи при больших нагрузках. Направляющие скольжения оси Y представляют собой линейные направляющие роликового типа с высокой жесткостью, обеспечивающие точное позиционирование седла.Оси Z и W представляют собой направляющие скольжения с высокими характеристиками демпфирования и автоматической прерывистой смазкой. Поперечина уравновешивается двумя противовесами. См. Рисунок 4, где показаны направляющие.
Рисунок 4 — Направляющие
КОНТРОЛЬ
Станки № 121 и № 124 оснащены ЧПУ FANUC серии 31i. Система управления оснащена макропрограммами для навесного оборудования и для программирования координат рабочей поверхности, что позволяет программировать наклонную поверхность как поверхность X-Y.Также есть макросы для обработки шаблонов. Мощное управление облегчает быстрое создание сложных программ обработки деталей и упрощает взаимодействие оператора и программиста с машиной. На рисунке 5 показано ЧПУ.
Рисунок 5 — Система управления Fanuc Series 31i
НАВЕСНОЕ ОБОРУДОВАНИЕ
Навесное оборудование на машинах 121 и 124 включает маленькую головку под прямым углом и большую головку под прямым углом. Маленькая головка позволяет обрабатывать в труднодоступных местах, а большая головка позволяет снимать тяжелые металлы.Также есть универсальная головка для обработки под углом и удлинитель шпинделя. Удлинитель шпинделя позволяет обрабатывать на большом расстоянии, минуя препятствия на заготовке.
СВОДКА
Две вертикальные портальные мельницы Mitsubishi MVR 43/49 Dx, установленные на предприятии K&M, предназначены для многосторонней крупногабаритной обработки. Они созданы для высокого съема материала и точности. Эти два станка, а также несколько других крупных вертикальных портальных мельниц, установленных на K&M, предоставляют нашим клиентам избыточные мощности и доступные мощности для удовлетворения непосредственных требований к обработке.Конструкция, установка и дополнительные возможности этих станков обеспечивают одно из лучших сочетаний производительности и точности, которое доступно для обработки больших объемов. Клиенты K&M могут воспользоваться этими крупными инвестициями в современные большие обрабатывающие мощности без капитальных вложений и постоянных затрат на владение. Постоянные затраты на станки становятся переменными, когда услуги по механической обработке приобретаются у K&M. Видео с Машины № 124 можно посмотреть ниже.
Вернуться к списку больших станков с ЧПУ
Станок K&M № 111 — Вертикальный портальный стан СНК ВФ-7ВМ
K&M имеет 11 больших портальных станков с ЧПУ.Шесть из этих портальных станков с ЧПУ были построены компанией SNK. Самый большой из вертикальных портальных станков с ЧПУ, принадлежащих K&M, — это SNK HF-7VM. В таблице 1 перечислены мощности машины № 111. В Таблице 2 перечислены вложения, установленные на Машине № 111. Машина № 111 показана на Рисунке № 1 ниже.
| Размер поддона | 3500 ММ X 10 000 ММ |
| Ход по оси X | 11000 мм |
| Ход оси Y | 4700 ММ |
| Ход колонны по оси Z | 2450 ММ |
| Ход шпинделя оси W | 1000 мм |
| Корпус шпинделя | 500 мм X 500 мм |
| Емкость устройства смены инструмента | 90 Инструменты |
| Максимальный вес заготовки | 132 000 фунтов |
| Максимальная скорость шпинделя | 3000 об / мин |
Таблица 1 — Возможности машины № 111
| Угловая головка |
| Универсальная головка |
| Удлинитель шпинделя |
| Зонд |
Таблица 2 — Навесное оборудование машины № 111
Рисунок № 1 — Машина № 111
Станок № 111 предназначен для прецизионной обработки и быстрого удаления металла на больших заготовках.Это быстрая и сверхмощная машина. Есть много характеристик машины, которые способствуют ее точности. Смазочное масло с регулируемой температурой используется во всей машине. Существуют системы контроля температуры подшипников шпинделя и навесных подшипников.
Поперечный рельс перемещается вверх и вниз двумя шариковыми винтами, по одной на каждой стойке. Эти ШВП имеют гидростатическую смазку. Каждая колонна оснащена гидроцилиндрами, которые поддерживают баланс поперечного рельса, когда шпиндельная головка перемещается по поперечному рельсу в горизонтальном направлении.
Стол поддерживается гидростатической направляющей. Направляющая обеспечивает давление как в горизонтальном, так и в вертикальном направлении.
Machine # 111 оснащена множеством программных макросов, которые повышают производительность оператора и программиста. Особенностью этого станка является 5-сторонняя обработка или обработка 3 + 2. Вложения загружаются и выгружаются под управлением программы. Устройство автоматической смены инструмента может загружать и выгружать инструменты во все навесное оборудование под управлением программы.
Размер и жесткость станка № 111 вместе с дополнительным оборудованием и программным обеспечением делают его гибким и производительным станком для обработки больших заготовок. Возможность работать с пятью сторонами детали за один установ и обрабатывать труднодоступные участки под разными углами к столу означает, что за одну установку можно обрабатывать множество деталей. Это означает более высокое качество готовой продукции. Каждый раз, когда деталь настраивается несколько раз, вводятся вариации. Одна установка уменьшает вариативность и улучшает качество.
На рисунке №2 показана универсальная головка в действии. На рисунке №3 показана головка под прямым углом в действии.
Рисунок 2 — Универсальная головка на станке № 111
Рисунок 3 — Головка под прямым углом на станке № 111
Вернуться к списку больших станков с ЧПУ
Горизонтально-расточной станок K&M № 125 Mitsubishi MAF-180C
Станок № 125 компании K&M Machine-Fabricating Inc. — это большой горизонтально-расточной станок с ЧПУ, идеально подходящий для обработки больших объемов.Это Mitsubishi MAf-180C, способный обрабатывать детали длиной 12 метров, высотой 5 метров и шириной 4 метра и весом до 132 000 фунтов. Важной особенностью этого станка является удлинение цилиндра и шпинделя, которые обеспечивают радиус действия 2250 мм (88 дюймов). Обработка больших объемов часто требует большого доступа к заготовке для обработки критических характеристик. Машина № 125 справится с этой задачей. На рисунке 1 показаны ползун и шпиндель, частично выдвинутые во время врезного фрезерования. На рисунке 2 показаны ползун и шпиндель в выдвинутом состоянии, причем шпиндель проходит через одно отверстие для обработки внутреннего отверстия.В таблице 1 перечислены мощности машины № 125. В таблице 2 перечислены установленные функции. На рисунке 3 показана машина № 125. Следующее видео демонстрирует возможности машины № 125.
Рисунок 1 — Ползун и шпиндель частично выдвинуты. Погружное фрезерование.
Рисунок 2 — Плунжер и шпиндель выдвинуты. Скучный.
| Паллета № 1 | 4000 мм X 4000 мм |
| Поддон 2 | 4000 мм X 4000 мм |
| Поворотный стол | 3000 мм X 3500 мм |
| Ход по оси X | 20000 мм |
| Ход оси Y | 5000 мм |
| Ход оси Z (баран) | 1250 ММ |
| Ось W (расточный шпиндель) Ход | 1000 мм |
| Размер поршня | 400 мм X 420 мм |
| Диаметр шпинделя | 180 ММ |
| Емкость устройства смены инструмента | 80 Инструменты |
| Максимальный вес заготовки | 132 000 фунтов |
| Максимальная скорость шпинделя | 2500 об / мин |
Таблица 1 — Машина № 125 Возможности
| Угловая головка |
| Универсальная головка |
| Зонд |
| Поворотный стол |
Таблица 2 — Характеристики машины № 125
Рисунок 3 — Машина № 125
СТРУКТУРА
Все основные конструкции MAF-180C представляют собой отливки, которые были разработаны с использованием метода конечных элементов (FEA) для обеспечения высокой жесткости, стабильности и точности при любых условиях обработки.Марка материала отливки, используемой для квадратного плунжера 420 мм, была выбрана из-за его эффекта гашения вибрации, который обеспечивает отличную производительность обработки даже при полностью выдвинутом плунжере. Такая конструкция способствует высокой производительности при обработке с высокой скоростью съема металла.
ШПИНДЕЛЬ И ПРИВОД
Шпиндель диаметром 180 мм имеет максимальную скорость 2500 об / мин. Эта скорость шпинделя в сочетании с максимальной скоростью подачи 8 м / мин позволяет использовать фрезерование с высокой подачей и высокую скорость съема металла.Максимальная мощность резки может быть достигнута при частоте вращения шпинделя всего 101 об / мин. Используется многоступенчатая косозубая передача, обеспечивающая бесшумную работу и минимальный люфт. Это очень жесткая конструкция. Максимальная мощность шпинделя составляет 85 кВт (201 л.с.). Максимальный крутящий момент составляет 8000 Н-м (5900 фунт-футов). Производительное и точное глубокое растачивание узких деталей возможно за счет комбинации хода ползуна, хода шпинделя, диаметра шпинделя и двигателя шпинделя.
НАПРАВЛЯЮЩИЕ
Гидростатические направляющие скольжения коробчатого типа используются по осям X и Y, что обеспечивает плавное движение подачи при высокой нагрузке.Конструкция колонны и станины в сочетании с гидростатическими направляющими скольжения дает возможность использовать высокую мощность обработки даже тогда, когда шпиндель расположен в самом высоком положении колонны. Большая обработка означает большие заготовки. Шпиндель часто располагается в верхнем положении колонны. На этой должности требуются производительность и точность.
ДВИГАТЕЛИ ПОДАЧИ И СИСТЕМА ПРИВОДА
Возможна высокая скорость перемещения до 10 метров в минуту, что еще больше увеличивает производительность за счет сокращения времени воздушной резки.Шарико-винтовые пары большого диаметра с предварительным натягом на всех осях подачи обеспечивают нулевой люфт, что обеспечивает высокую точность и точность позиционирования. При большой механической обработке операции обработки часто выполняются на большом расстоянии друг от друга на заготовке. Время, в течение которого машина перемещается между рабочими зонами, может вносить значительный вклад в общее время цикла. Высокая скорость ускоренного хода способствует повышению производительности и снижению затрат.
ТЕПЛОВОЕ ВОЗДЕЙСТВИЕ НА ОБРАБОТКУ
Термическое расширение крупных стальных деталей необходимо учитывать при обработке больших размеров.MAF-180C разработан для минимизации влияния температуры окружающей среды и станка. Применяется ряд активных и пассивных систем охлаждения.
КОНТРОЛЬ
ЧПУ на станке № 125 представляет собой ЧПУ Fanuc серии 31i.
СВОДКА
Станок № 125, установленный на заводе K&M, — это высокопроизводительный и точный станок, идеально подходящий для ваших больших механических работ. Обслуживается двумя 50-тонными кранами.
Вернуться к списку больших станков с ЧПУ
Станок K&M № 126 — Горизонтальный обрабатывающий центр PAMA SPEEDMAT 4-160
Станок № 126, PAMA SPEEDMAT 4-160 — самый большой из пяти крупных горизонтальных обрабатывающих центров K&M.Завод был установлен новым в 2013 году и оборудован для эффективного выполнения крупногабаритной обработки литья и крупногабаритной обработки. Эта машина оснащена двумя автоматическими устройствами смены поддонов, которые сокращают время простоя машины при погрузочно-разгрузочных операциях. Размер поддонов составляет 2,0 х 2,5 метра. Перемещение по оси X составляет 3,8 метра, а по оси Y — 3,0 метра. Колонна перемещается по оси Z на 2,6 метра. Вдобавок перо имеет 0,8 метра хода, что в сумме составляет 3,4 метра по оси Z.Эта машина может обрабатывать детали весом до 44 000 фунтов.
SPEEDMAT 4-160 от K&M оснащен прямоугольной головкой, которая загружается и выгружается под управлением программы ЧПУ и позиционируется под управлением программы ЧПУ. Этот станок оснащен устройством автоматической смены инструмента на 120 инструментов. Управление — Siemens 840D. На рисунке №1 показана передняя часть машины № 126 и двух автоматических устройств смены поддонов. На рисунке №2 показана сторона машины. Рабочее место оператора для загрузки инструментов в устройство смены инструмента находится слева на Рисунке № 2.Защитные блокировки позволяют получить доступ к инструментальному магазину только тогда, когда движение заблокировано. Система транспортера стружки видна на Рисунке № 2. Два транспортера стружки удаляют стружку из корпуса станка и отправляют ее на конвейер для стружки, который подает стружку в бункер.
Рисунок №1 — Два автоматических устройства смены поддонов | Изображение № 2 — Станция загрузки магазина инструментов и конвейеры для стружки |
На рисунке №3 показан инструментальный магазин емкостью 120 инструментов.На рисунке №4 показана операторская станция управления для системы управления Siemens 840D.
Рисунок №3 — Магазин инструментов | Рисунок №4 — Система управления Siemens 840D |
Движение всех линейных осей поддерживается и направляется линейными роликоподшипниками с автоматической смазкой. Линейные оптические преобразователи используются для управления движением по всем осям. Направляющие для линейных роликовых подшипников рассчитаны на быстрое перемещение.Линейные оптические преобразователи обеспечивают точное позиционирование.
Головка с прямым углом автоматически зажимается и присоединяется к передней части головки машины. Инструменты автоматически загружаются в угловую головку. Головка с прямым углом вращается вокруг оси C за счет вращения шпинделя станка и удерживается на месте с помощью муфт Хирта. Инкрементальный оптический преобразователь используется для считывания движения и положения вокруг оси C.
Станок № 126 имеет как высокое, так и низкое давление охлаждающей жидкости шпинделя.Редуктор шпинделя оснащен системой смазки с непрерывной рециркуляцией и контролем температуры. Подшипники шпинделя оснащены несколькими датчиками температуры. В шпинделе также есть датчик температуры, который контролирует температуру окружающей среды. Эти датчики температуры используются для остановки вращения шпинделя, когда существует опасность его повреждения. Рабочая зона полностью закрыта. Вся стружка, СОЖ и инструменты находятся в рабочем корпусе. Также присутствует шум.Рабочее ограждение улучшает здоровье и безопасность растений.
Мощность двигателя шпинделя 70 л.с. Максимальная скорость вращения шпинделя 2000 об / мин. Диаметр шпинделя 160 мм.
Система управления Siemens 840D удобна для оператора и программиста. В элементе управления доступно множество макросов, и он имеет функцию адаптивного управления. Адаптивное управление изменяет скорость подачи для поддержания постоянной силовой нагрузки шпинделя.
Станок № 126 предназначен для автоматизированной производственной обработки крупногабаритных деталей.Автоматические устройства смены поддонов, устройство автоматической смены головок, устройство автоматической смены инструмента на 120 инструментов и рабочий корпус позволяют непрерывно производить производственную обработку. Два поддона могут быть загружены различными деталями для обработки. Станок распознает поддон и загружает правильную программу ЧПУ для детали. Загрузка и разгрузка приспособлений выполняется оператором за пределами рабочего корпуса, в то время как происходит обработка детали на другом поддоне.
Станок разработан для скорости и точности.Линейные направляющие обеспечивают быстрое перемещение, оптические преобразователи обеспечивают точность. Власть не приносится в жертву. Двигатель шпинделя мощностью 70 л.с. обеспечивает высокую производительность съема материала.
Станок № 126 — идеальный станок для субподрядной обработки крупных деталей. Вы можете посмотреть видео о машине № 126 ниже.
Вернуться к списку больших станков с ЧПУ
Обработка с ЧПУ | Alle Kiski Industries
Токарная обработка с ЧПУ
Токарная обработка с ЧПУ — это операция, выполняемая токарным станком с ЧПУ.Подобно фрезерному станку, токарный станок использует шпиндель, который является высокоскоростным вращающимся устройством. Основное различие между двумя станками заключается в том, что токарный станок удерживает заготовку в шпинделе и, следовательно, вращает обрабатываемый материал относительно неподвижного режущего инструмента. Обратное верно для фрезерного станка. Подобно фрезерному станку, токарный станок предназначен для удаления материала с заготовки путем перемещения режущего инструмента так, чтобы он контактировал с заготовкой (которая вращается с высокой скоростью), и, таким образом, откалывает материал от поверхности до тех пор, пока не будет достигнут желаемый внешний размер.Скорость, с которой вращается шпиндель (элемент, удерживающий заготовку), называется скоростью шпинделя или часто просто скоростью. Скорость, с которой инструмент перемещается относительно заготовки (движение по оси X или Y) за один оборот, называется скоростью подачи или просто подачей. Когда шпиндель находится в движении и вращается с высокой скоростью, статический инструмент (например, режущий инструмент) входит в контакт с поверхностью заготовки, а затем медленно перемещается (подача) вдоль поверхности снимаемой детали. материал и довести до желаемого размера.В ЧПУ этот процесс удаления материала автоматизирован и поэтому хорошо контролируется и очень воспроизводим. Из-за конструкции токарного станка он лучше всего подходит для изготовления круглых деталей, однако некоторые аксессуары на токарных станках могут обеспечить дополнительную функциональность и обеспечить возможность фрезерования на одном станке.
Металл, возможно, является наиболее распространенным типом материала, обрабатываемого на токарном станке с ЧПУ, но эти станки также могут обрабатывать различные пластмассы, древесину, композиты и керамику, а также множество других элементов и соединений.Обработка металлов варьируется от углеродистой и нержавеющей стали до алюминиевых сплавов, латуни и меди, а также различных специальных и экзотических металлов, таких как Inconel, Hastelloy и т. Д.
Вообще говоря, токарное оборудование может быть в одной из двух конструктивных конфигураций: горизонтальные токарные станки или вертикальные токарные станки. Оба они описаны более подробно ниже. Функциональные элементы токарного станка в разных конфигурациях довольно одинаковы, и на приведенной ниже схеме показаны некоторые общие компоненты станка.В стандартном токарном станке это главный шпиндель, который представляет собой вращающийся элемент, приводимый в действие электродвигателем. Узел передней бабки содержит шпиндель вместе с комплектом подшипников, зубчатой передачей и другими элементами, необходимыми для поддержки и привода шпинделя. В шпинделе находится патрон, который работает так же, как тиски на фрезерном станке, и зажимает обрабатываемую деталь. Шпиндель расположен напротив револьверной головки, которая представляет собой приспособление для удержания инструмента, в котором размещается несколько различных инструментов (для резки, сверления и т. Д.) И может перемещаться по кругу, чтобы быстро переключаться с одного инструмента на другой без какого-либо ручного вмешательства.Например, после завершения начальной операции давайте воспользуемся примером операции резания с помощью режущего инструмента, чтобы повернуть внешний диаметр материала круглого прутка до нужного размера, затем револьверная головка индексирует (вращается) к следующему инструменту в программе. , скажем, сверло для просверливания внутреннего диаметра детали. У некоторых токарных станков с ЧПУ есть опция под названием Live Tooling. Благодаря этой функции токарный станок может работать как фрезерный. В этом случае шпиндель перестанет вращаться и остановит работу.Затем инструмент на револьверной головке начнет вращаться и подойдет к детали для обработки материала. Хороший пример того, как это можно использовать, — положить квартиру на круглую поверхность. Изначально OD будет создаваться с помощью традиционного процесса токарной обработки, а затем включится рабочий инструмент и обработать плоскую деталь. Это обеспечивает множество дополнительных функций и сокращает время и затраты на выполнение некоторых операций на токарном станке, а затем переход на фрезерный станок для завершения работы.
Станина токарного станка — это основание, на котором монтируются и связываются другие основные компоненты. Это жесткий конструктивный элемент, который соединяет переднюю бабку с задней бабкой и кареткой и обеспечивает их выравнивание. Каретка — это подвижный элемент, который удерживает инструмент и перемещается внутрь и наружу по оси x, чтобы зацепить патрон главного шпинделя и заготовку. Задняя бабка используется для поддержки противоположного конца (или свободного конца) заготовки для стабилизации детали при ее вращении.Представьте себе длинный стержень, который нужно обработать. Если один конец удерживается в патроне на шпинделе, а другой конец выступает более чем на несколько дюймов, как только шпиндель начинает вращаться, неподдерживаемый конец будет хлестать и препятствовать точной обработке, а также создавать повреждения. Чтобы предотвратить это, задняя бабка помещается на место рядом со свободным концом детали, а пиноль задней бабки с коническим концом выдвигается, чтобы войти в контакт со свободным концом детали. Теперь, когда шпиндель начинает вращаться, перо вращается вместе с деталью и поддерживает i.
Еще одним распространенным аксессуаром на токарных станках с ЧПУ является функция двойного шпинделя. Есть несколько различных конфигураций с несколькими шпинделями на токарном станке, но двойной шпиндель относится к добавлению вторичного шпинделя, который расположен зеркально относительно основного шпинделя. В некоторых случаях размер патрона, ограничение скорости шпинделя и мощность могут различаться между ними, но в конечном итоге двойной шпиндель обеспечивает дополнительную автоматизацию внутри станка. Представьте цилиндрическую деталь, требующую механической обработки на обоих концах цилиндра.В традиционном токарном станке вы должны обработать один конец, а затем вынуть деталь из патрона, перевернуть ее и затем обработать противоположную сторону. В конструкции с двумя шпинделями первая операция может выполняться в основном шпинделе, а затем станок передает деталь на вторичный шпиндель для выполнения второй операции без какого-либо вмешательства человека. Это может значительно сократить время простоя и производительность и идеально подходит для крупных производственных проектов.
Системы подачи прутка — еще одна принадлежность токарного станка, которая используется для увеличения производительности станка.