Все, что нужно знать о вольфрамовых электродах
Процесс TIG сварки невозможен без специальных вольфрамовых электродов. Существует несколько видов этих принадлежностей, в которых неплохо было бы разбираться всем мастерам. Изучив их единожды, вы сможете без проблем подбирать оптимальные материалы для работы и выполнять поставленные задачи максимально качественно.
ЧТО ТАКОЕ ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ И ДЛЯ ЧЕГО ОНИ НУЖНЫ?
Вольфрамовые электроды — это тонкие электроды или прутки из очень тугоплавкого металла вольфрама. Используются в ходе проведения аргонодуговой сварки TIG. При этом весь рабочий процесс происходит в среде инертного газа, в роли которого чаще всего выступает аргон. Металлические же прутки применяются для заполнения пустот в шве, если такая необходимость присутствует, и подаются второй рукой. Аргон же необходим для того, чтобы обеспечить защиту электрода от газов, присутствующих в воздухе.
Главное преимущество вольфрама заключается в его тугоплавкости. Так, например, температура, при которой он плавиться — 3410 градусов, а закипает — 10220. Т.е. материал сохраняет свою форму и остается идеально твердым даже в том случае, когда раскален докрасна. Расход вольфрама в процессе сварки настолько мал, что кажется, будто он и вовсе отсутствует. Так, на обработку 1 метра шва понадобиться даже не 1 грамм, а сотые его доли чистого вольфрама. Если же он легирован оксидами, расход становится еще меньше. Так что только представьте, насколько хватает вольфрамового электрода, и как выгодно их использовать.
Так, например, температура, при которой он плавиться — 3410 градусов, а закипает — 10220. Т.е. материал сохраняет свою форму и остается идеально твердым даже в том случае, когда раскален докрасна. Расход вольфрама в процессе сварки настолько мал, что кажется, будто он и вовсе отсутствует. Так, на обработку 1 метра шва понадобиться даже не 1 грамм, а сотые его доли чистого вольфрама. Если же он легирован оксидами, расход становится еще меньше. Так что только представьте, насколько хватает вольфрамового электрода, и как выгодно их использовать.
ВИДЫ ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ: МАРКИРОВКА, ПРИМЕНЕНИЕ, ХАРАКТЕРИСТИКИ
Для удобства подбора вольфрамовых электродов для TIG сварки существует международная маркировка по цветам. Она считается общепринятым стандартом и понятна каждому мастеру. Выделяют несколько основных типов:
- WP, электроды зеленого цвета. В их составе чистый вольфрам (99,9%). Идеальны для сварки алюминия, магния, никеля и сплавов.
- WT, электроды красного цвета.
 В их составе 2% тория. Созданы для работы со сталями, никелем, титаном, различными сплавами.
В их составе 2% тория. Созданы для работы со сталями, никелем, титаном, различными сплавами. - WC, электроды серого цвета. В их формуле есть церий. Такие электроды из вольфрама можно купить для сварки меди, титана, молибдена и прочих материалов.
- WY, электроды темно-синего цвета. Содержат в составе иттрий. Применяют их обычно для работы с конструкциями повышенной важности.
- WL-15 (золотой) и WL-20 (синий цвет). Изготавливаются с добавлением лантана. Хороши для обработки стали, алюминия, меди, бронзы.
- WZ, белый цвет. Состоят из вольфрама и циркония. Подходят для аргонной сварки меди, бронзы, алюминия, сплавов.
 В их составе 2% тория. Созданы для работы со сталями, никелем, титаном, различными сплавами.
В их составе 2% тория. Созданы для работы со сталями, никелем, титаном, различными сплавами.Понять, что каким вольфрамовым электродом варят, поможет и структурированная таблица, представленная ниже.
ОСНОВНЫЕ ОСОБЕННОСТИ РАЗЛИЧНЫХ ВИДОВ ЭЛЕКТРОДОВ
У каждого из типов есть свои интересные особенности, а также преимущества. Правильно используя их и учитывая эти нюансы в процессе сварки, можно существенно повысить эффективность рабочих процессов.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WL-15, WL-20
Особенности:
- Благодаря наличию лантана в составе они более долговечны. Практически не засоряют сварную ванну вольфрамом.
- Хорошо сохраняют форму первоначальной заточки. Такой эффект достигается равномерным распределением лантана по всей длине изделия.
- С добавлением лантана возрастает допустимый сварочный ток. При этом износ самого электрода снижается практически на 50%, если сравнивать с чистым вольфрамом.
Преимущества:
- Супер легкий первоначальный запуск дуги.
- Имеют низкую склонность к созданию прожогов.
- Поддерживают очень устойчивую дугу.Обеспечивают хорошие показатели повторного розжига.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WC-20
Особенности:
- Изделия с добавлением церия хорошо подходят для работы на исключительно малых токах. Хорошо справляются и с такой сложной работой, как ювелирная сварка, при которой требуется особая точность.
- Если сравнивать WC-20 с другими типами электродов, то при работе на малых токах они обеспечивают более устойчивую дугу, простое зажигание.
- Подходят для сварки в любых плоскостях.
- Специалисты не рекомендуют использовать цериевые электроды для сварочных манипуляций с высокой плотностью тока. Это может привести к потере всех свойств. В такой ситуации электрод ведет себя так, словно изготовлен из чистого вольфрама без добавок.

Преимущества:
- Легкий розжиг и исключительная стабильность дуги.
- Длительный срок эксплуатации.
- Отсутствуют радиоактивные свойства.
- Выдерживают более высокую нагрузку током, нежели электроды из чистого вольфрама.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WZ-8
Особенности:
- Могут быть использованы в тех случаях, когда необходимо исключить даже самое минимальное загрязнение сварочной ванны. При этом подходят для работы на переменном токе.
- При работе на переменном токе AC существенно превосходят по показателям токовой нагрузки такие виды электродов, как WC-20 (цериевые), WL (лантановые), WT-20 (ториевые).
Преимущества:
- Быстрый и легкий розжиг.
- Долговечность.
- Повышенный уровень устойчивости дуги.

ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WP
Особенности:
- Довольно сложно разжигаются.
- В процессе работы на кончике электрода температура крайне высока, из-за чего сокращается срок эксплуатации.
Преимущества:
- Дают неплохие показатели устойчивости дуги.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WT-20
Особенности:
- Радиоактивны. В процессе работы мастеру требуется дополнительная защита: плотная одежда и респиратор. В помещении должна быть организована хорошая вытяжная вентиляция.
Преимущества:
- Долговечны.
- Хорошо функционируют при токовых перегрузках.
- Обеспечивают легкий розжиг.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WY-20
Особенности:
- Подходят для работы с только постоянным током.
Преимущества:
- Не загрязняют сварочную ванну.
- Подходят для работы на ответственных объектах и с важными конструкциями.

РАБОТА С ВОЛЬФРАМОВЫМИ ЭЛЕКТРОДАМИ
Применение любого из типов вольфрамовых электродов может быть крайне эффективно, но только при правильном подходе. Верный подбор изделий, а также установка необходимых параметров сварки позволят выполнить работу качественно и быстро, не столкнувшись с какими-либо трудностями.
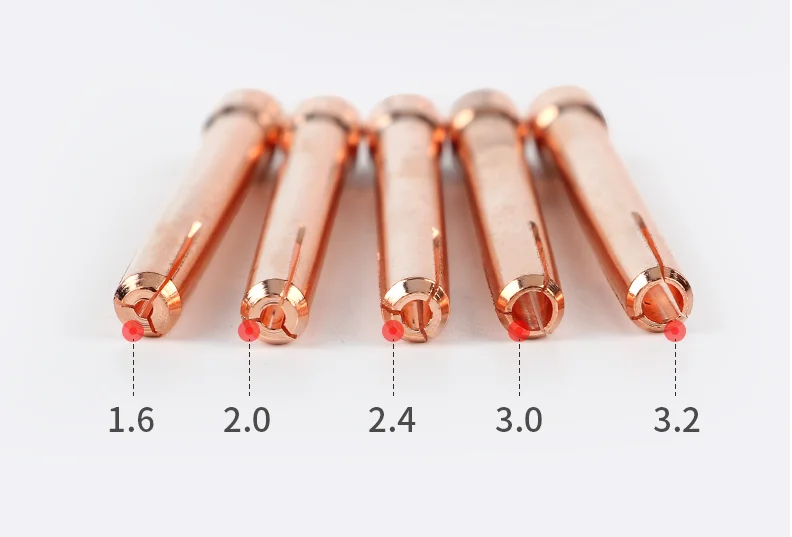
Прежде всего стоит большое внимание уделить выбору толщины вольфрамового электрода. Ознакомиться с основными рекомендациями подбору оптимального диаметра можно в таблице.
Не менее важным параметром, влияющим на конечный результат работы, считается подаваемый ток. Подробная таблица токов и электродов представлена ниже.
Всем мастерам, использующим аксессуары этого типа важно знать, что при правильном подборе самих принадлежностей и режимов сварки, поверхность изделия должна блестеть. Если же это не так, и она матовая, стоит задуматься о токовой нагрузке. Возможно, она слишком превысила все возможные допустимые параметры. Наличие же цветного налета на электроде после завершения работы говорит лишь о том, что подается слишком мало газа или стоит увеличить время продувки.
Предотвратить появление наростов на конце изделия, или так называемых коронок, очень просто. Достаточно улучшить качество газовой среды, и повысить уровень охлаждения электрода.
ЗАТОЧКА ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ
Правильность заточки сварочных электродов напрямую влияет на качество выполняемых сварочных работ. При обработке прутков важно уделять внимание и углу заточки, и площади притупления, и качеству шлифовки поверхности. Каждый из этих параметров отвечает за отдельные показатели и может существенно улучшить или ухудшить общее состояние получаемого шва.
При обработке электродов важно помнить несколько основных правил:
- Чем больше угол, тем уже дуга.
- Большие углы увеличивают срок эксплуатации электродов.
- Маленькие углы — гаранты стабильности дуги.
- При маленьких углах проще работать на низком токе.
- Уменьшение размеров диаметра притупления электрода позволяет увеличить глубину проплавления.
Чистота и гладкость поверхности электрода не должна переступать показателя в 0,5 Ra. Увеличение этого параметра приведет к нестабильности дуги, риску ее возгорания за пределами кончика электрода, уменьшению эксплуатационного срока.
Увеличение этого параметра приведет к нестабильности дуги, риску ее возгорания за пределами кончика электрода, уменьшению эксплуатационного срока.
Обработку электродов производят дисками повышенной твердости с мелким зерном. С распространением TIG сварки особой популярностью стали пользоваться специальные машинки и станки для заточки вольфрамовых электродов.
ВОЗМОЖНЫЕ ПРОБЛЕМЫ
В процессе аргонодуговой сварки пользователь может столкнуться с определенными проблемами. Чаще всего возникают они из-за невнимательности к деталям или незнания некоторых нюансов работы. Избавиться от этих неприятностей довольно просто, главное найти первопричину и устранить ее.
Основные ошибки и пути их устранения представлены в таблице ниже.
Большой выбор электродов, сварочного оборудования и принадлежностей для сварки вы сможете найти на страницах каталога Сварщик бай. Только у нас низкие цены, огромнейший ассортимент товаров и быстрая доставка. Заказывайте, и работайте с удовольствием!
Особенности заточки вольфрамового электрода для аргоновой сварки
Электродуговая сварка осуществляется двумя типами электродов: плавкими и неплавкими. Вольфрамовые электроды являются неплавкими, то есть не расходуются в процессе сварки, становясь частью материала шва. Они служат только для того, чтобы подвести электрический ток к месту горения электродуги. Добавки к материалу электрода — металлу вольфраму используются для оптимизации свойств для работы с теми или иными сплавами.
Вольфрамовые электроды являются неплавкими, то есть не расходуются в процессе сварки, становясь частью материала шва. Они служат только для того, чтобы подвести электрический ток к месту горения электродуги. Добавки к материалу электрода — металлу вольфраму используются для оптимизации свойств для работы с теми или иными сплавами.
Блок: 1/10 | Кол-во символов: 419
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/osobennosti-zatochki-volframovogo-elektroda.html
#1
Отправлено 03 Ноябрь 2014 17:41
Существует множество разных заточных дисков и камней. Какими дисками лучше точить вольфрамовые электроды ,чтобы дуга лучше гарела и меньше было царапин после заточки? Кто,чем и как точит? Какие камни для этого подходят и не оставляют канав после заточки вольфрама? В сварочном магазине не дали внятных ответов.
Блок: 2/21 | Кол-во символов: 545
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
21
Участвовать в обсуждениях могут только зарегистрированные пользователи.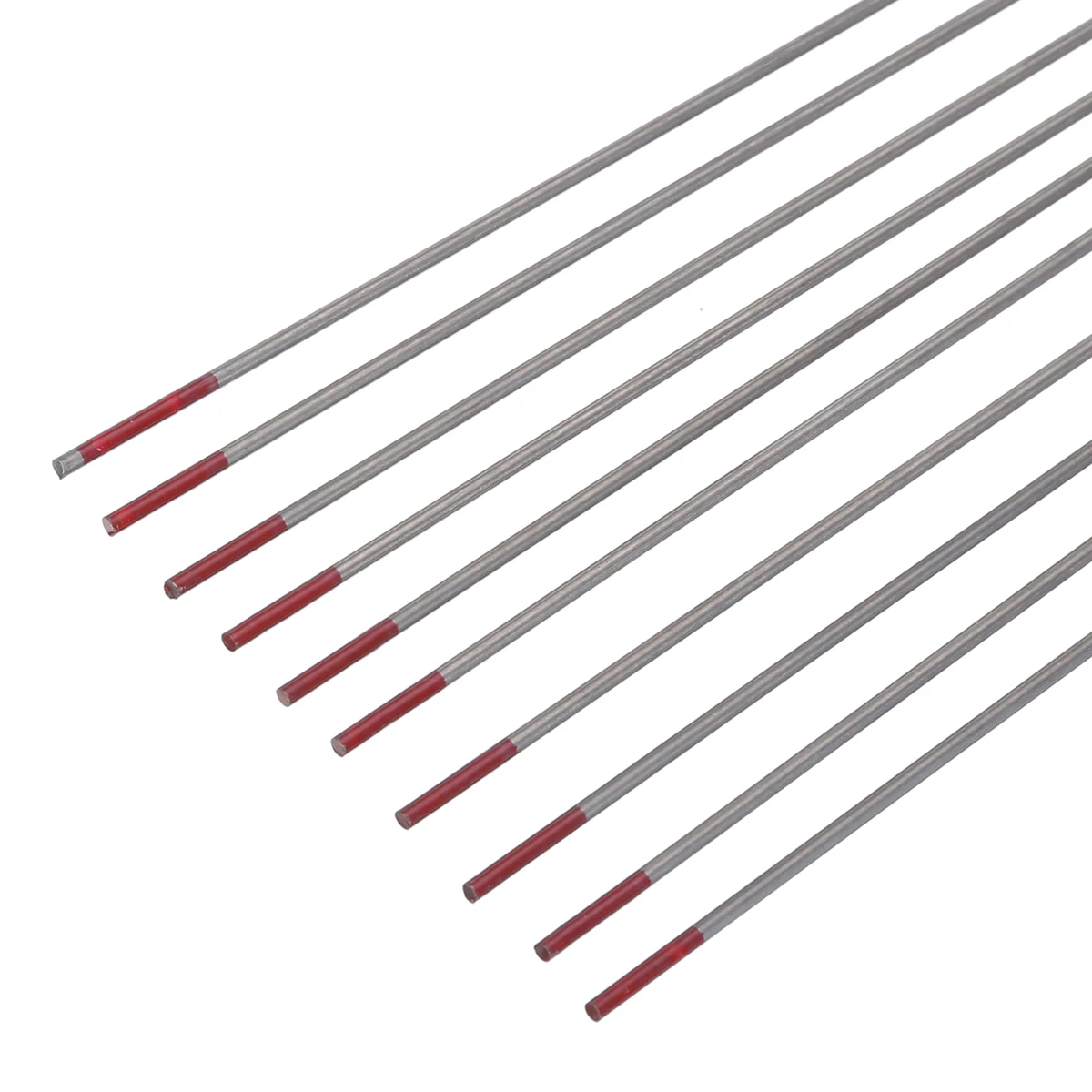
Блок: 2/2 | Кол-во символов: 134
Источник: https://www.drive2.ru/c/2148208/
#2
Отправлено 03 Ноябрь 2014 17:45
Урий,чем мельче камень,тем лучше,но за неимением таковых можно и на болгарке подправить,но это не лучший вариант.
Блок: 3/21 | Кол-во символов: 332
Источник: http://WebSvarka.ru/talk/topic/4906-chem-luchshe-tochit-volframovye-elektrody/
Сферы использования различных марок
В зависимости от материала стержня каждая марка имеет свою предпочтительную сферу использования. Чтобы отличать марки, принята международная система наименований и цветной маркировки.
- WP – зеленый. Состоят из практически чистого вольфрама (99,9%). для работы переменным током. Подходит для соеинения Al, Mg, Ni, Cu и их сплавов.
- WC 20 – серый. Для сварки постоянным током прямой полярности нержавейки и легированных сплавов, Mo, Ta, Ti.

- WL – синий. Применяются для работы прямой полярностью и переменным током. Рекомендованы для наплавочных работ, сварку тонколистовых деталей из стальных сплавов.
- WZ – белый. Для сваривания переменным током. Оптимизированы для Al, сплавов AL-Cu, Mg, Ni в различных комбинациях.;
- WT 20 – красный. Рекомендуются для работы постоянным током обратной полярности по легированным сплавам, Cu, Ni, Ti.
Применение электродов не по назначению весьма рискованно.
Вольфрамовые электроды для аргонодуговой сварки — технология
Из неплавких электродов можно выделить довольно уникальные варианты, предназначенные для выполнения определенных действий, которые не способны выполнять прочие модели изделий. Вольфрамовые электроды для аргонной сварки помогают формировать электрическую дугу установленной мощности, расплавлять основной материал и добавочный, в качестве которого обычно выступает проволока. Учитывая, что при этом аргон – защитная газовая среда, покрытие для проволоки необязательно. Такие изделия характеризуются отличными эксплуатационными свойствами, повышенной термической устойчивостью.
Учитывая, что при этом аргон – защитная газовая среда, покрытие для проволоки необязательно. Такие изделия характеризуются отличными эксплуатационными свойствами, повышенной термической устойчивостью.
Вольфрамовые электроды: основные характеристики
Подобные изделия представляют собой тугоплавкие стержни, которые предоставляют возможность создавать электрическую дугу, нужную для плавки кромок свариваемых изделий, присадочной проволоки в период выполнения сварочных работ. Применяются подобной модели электродов часто при сваривании деталей, когда аргон выступает в качестве защитной среды. В данном случае сварка вольфрамовым электродом производится на любых конструкциях. Подобран для этой цели неслучайно вольфрам, так как именно данный компонент является наиболее тугоплавким металлом, которые встречаются в природе.
При производстве вольфрамовых стержней обязательно учитываются требования, прописанные в международных стандартах.
 Это дает возможность причислить данные электроды к определенному классу, независимо от страны производителя. Маркировка электрода согласно данным требованиям обязана отражать не лишь тип изделия, но и какие химические элементы в него входят.
Это дает возможность причислить данные электроды к определенному классу, независимо от страны производителя. Маркировка электрода согласно данным требованиям обязана отражать не лишь тип изделия, но и какие химические элементы в него входят.«W» — первая буква маркирования изделия обозначает, что это вольфрамовые электроды. Такие изделия содержат чаще всего небольшой процент легирующих элементов, которые существенно повышают технические свойства изделия, также увеличивают их эксплуатационный период. Следующая буква в маркировке изделия оповещает о типе легирующего компонента.
Также в обозначении вольфрамовых электродов для аргонной сварки встречаются следующие буквы, указывающие на дополнительные компоненты.
Чистый вольфрам – «Р»
Присутствующая в обозначениях буква «Р» говорит о том, что изделие состоит на 99,5 процента из вольфрама, не содержит легированных элементов. Это обеспечивает в процессе выполнения сварочных работ устойчивость дуги при переменном токе. Изделия данной группы применяются для сварки алюминиевых конструкций.
Изделия данной группы применяются для сварки алюминиевых конструкций.
Оксид тория – «Т»
Обозначение «Т» указывает на наличие оксида тория, благодаря которому имеют множество преимуществ и являются достаточно востребованными. Инструменты данной категории чаще всего применяются при сваривании образцов из нержавеющей стали (использование постоянного тока). Но, как и другие изделия у них есть собственные недостатки:
- сварочные работы в закрытых помещениях при использовании электродов из вольфрама, содержащих торий, требуют обязательного обустройства рабочей зоны вентиляционной вытяжкой, так как данный химический элемент является радиоактивным. Выделяемые пары при нагревании тория достаточно опасны для человеческого здоровья;
- используя электроды данной марки, возможны скачки дуги (переменный ток). Это снижает существенно качество сварочного соединения.
Оксид лантана – «L»
Оксид лантана, входящий в состав инструмента, способствуют легкому розжигу дуги, повышают ее устойчивость в процессе работы, обеспечивает быстрое повторное зажигание. Применение подобных прутков снижает риски прожигания свариваемых образцов в среде аргона, существенно повышается ток. Эти модели инструмента отличаются продолжительным сроком эксплуатации. Если их сопоставить с аналогами из чистого вольфрама, то они менее способствуют загрязнению сварочной ванны.
Применение подобных прутков снижает риски прожигания свариваемых образцов в среде аргона, существенно повышается ток. Эти модели инструмента отличаются продолжительным сроком эксплуатации. Если их сопоставить с аналогами из чистого вольфрама, то они менее способствуют загрязнению сварочной ванны.
Иттрий – «Y»
Из всех модификаций вольфрамовых электродов, изделия данной категории являются наиболее устойчивыми. Поэтому они применяются для соединения достаточно ответственных конструкций. При использовании их для сварки применяется постоянный ток.
Оксид циркония – «Z»
Инструменты, содержащие оксид циркония, применяются для соединения образцов, когда в работе используется переменный ток. Работая с такими электродами нужно четко контролировать и не допускать загрязнения сварочной ванны. Если сравнивать с аналогичными изделиями другой маркировки, они выдерживают наиболее максимальные нагрузки тока.
Оксид церия – «С»
Изделия, промаркированные буквой «С», которые содержат оксид церия, считаются универсальными. Их применяют при соединении конструкций сварочным оборудованием на любом токе. Они даже при минимальных показателях тока поддерживают устойчивое горение.
Их применяют при соединении конструкций сварочным оборудованием на любом токе. Они даже при минимальных показателях тока поддерживают устойчивое горение.
Преимущества сварки в защитной аргоновой среде
- Данный тип сварки позволяет сваривать больше разновидностей металлов, чем прочие виды сварки. Высококачественного соединения можно достичь при сваривании конструкций из бронзы, меди алюминия, устойчивой к коррозии стали и прочих металлов.
- Шов при выполнении сваривания предметов в защитной среде аргона получается очень точным, аккуратным и чистым.
- Такая сварка предусматривает поддержание сварочной ванны в постоянной чистоте, благодаря чему сварочные швы и получаются максимально точными и аккуратными. В период выполнения работ брызги, искры отсутствуют (конечно же, если делать все правильно, согласно предъявляемым требованиям к сварочным работам). Присадочный металл используется без излишка. На швах не остается шлак, воздух не задымляется.
Модели электродов
Вольфрамовые электроды для аргонодуговой сварки отличаются по цвету.
- WZ8 – электроды белого цвета, в состав которых входит оксид циркония. При выполнении работ в сварочной ванне исключаются любые загрязнения. Рекомендуется применять при переменном токе. Модель инструмента прекрасно обеспечивают устойчивость дуги. Нагрузка тока более высокая. Заточка изделия сделана в сферообразной форме. Применяется при соединении образцов из магния, алюминия, бронзы, металлических сплавов.
- WC20 – изделия серого цвета, с наличием двух процентов оксида церия, который является нерадиоактивным редкоземельным и достаточно распространенным металлом. Он прекрасно воздействует на эмиссию инструмента, благодаря чему первый запуск значительно облегчается, рабочий токовый диапазон расширяется. Это универсальные электроды из вольфрама, их можно использовать для сварочных работ при любом электропитании, даже при минимальных токах устойчивость дуги довольно высокая. Инструмент применяется для орбитальной сварки тонкостенных металлических листов, трубопроводных коммуникаций. Церий при повышенных температурах собирается в наконечнике – это единственный недостаток. Изделия данной марки используют при соединении образцов из молибдена, необия, бронзой.
- WY20 – темно-синие иттированные электроды, характеризующиеся высокой стойкостью к большим температурам. Изделие применяется при соединении серьезных конструкций. В инструменте 2% оксидной добавки. Стабильность катодного пятна благодаря иттированию существенно повышается, поэтому. Данная модель инструмента применяется для сварки образцов из углеродистых металлов.
- WP – изделия зеленого цвета с наиболее высокой концентрацией чистого металла (добавочных элементов всего лишь 0,5%). В случае применения переменного тока электроды данной модели обеспечивают высокую стабильность дуги. Этот баланс можно увеличить, если дополнительно использовать осциллятор. Наиболее лучшие показатели электрода, когда для работы берется синусоидальный переменный ток. Изделия из вольфрама этой модели применяются для соединения алюминиевых, магниевых образцов.
- WL15 и WL20 – электроды золотистого, синего цвета, с присутствием оксида лантана, который обеспечивают свободный первый запуск дуги. Прожог металла с подобным инструментом сделать практически невозможно. Основное достоинство изделия: на протяжении всего эксплуатационного периода наблюдается прекрасная устойчивость дуги. Отличия между этими двумя моделями: в золотистые электроды добавок входит 1,5%, синие – 2%. Чем выше содержание добавочного компонента, тем диапазон тока значительно больше. В данной модели оксида лантана больше в 1,5 раза, чем в иных моделях. Это влияет на износоустойчивость наконечника, с помощью которого соединяют высоколегированные стали, алюминиевые, медные, бронзовые образцы.
- WT20 – изделия красного цвета, в состав которых входит оксид тория. Это одна из наиболее востребованных модель вольфрамовых электродов, потому что лучше всех показала себя в процессе сваривания на постоянном токе. Единственный недостаток данного добавочного химического элемента – это его незначительная радиоактивность, но все-таки небольшой негативный осадок он оставляет и на природной среде, и на человеческом здоровье. Применяются для соединения образцов из молибдена, бронзы, меди, титана, никеля.
 Церий при повышенных температурах собирается в наконечнике – это единственный недостаток. Изделия данной марки используют при соединении образцов из молибдена, необия, бронзой.
Церий при повышенных температурах собирается в наконечнике – это единственный недостаток. Изделия данной марки используют при соединении образцов из молибдена, необия, бронзой.
 Применяются для соединения образцов из молибдена, бронзы, меди, титана, никеля.
Применяются для соединения образцов из молибдена, бронзы, меди, титана, никеля.Итог
Покупая электроды для осуществления сварочных работ в среде аргона необходимо обязательно учитывать свойства соединяемых образцов: размеры, из каких химических элементов они состоят и т. д.
Неплавящиеся электроды для сварки: виды и особенности
На чтение 5 мин. Просмотров 3.4k. Опубликовано Обновлено
Дуговая сварка осуществляется в защитной атмосфере инертного газа и представляет собой один из высокоэффективных методов выполнения дуговой сварки путем плавления металла.
Применяется такая технология в большинстве случаев для работы с металлоконструкциями из алюминия, магния, а также их сплавов, нержавеющей стали, никеля, меди и ряда иных металлов с неферромагнитными качествами.
Виды неплавящихся электродов
Для дуговой применяются неплавящиеся электроды. Это расходный материал для сварочных работ, который не имеет металлической природы и свойств, присущих металлам. Подобный метод сварных операций был изобретен очень давно руками Н. Н. Бенардоса.
Разновидности сварочных электродов.Сегодня при выполнении соединений конструкций из металла применяются три основных типа неплавящихся стержней:
- Угольный неплавящийся электрод активно применяется при воздушно-дуговой резке металлов с целью устранения с поверхности изделий разного рода дефектов.
При этом сварку нужно проводить на токах силой, не более 580 Ампер. Также такой расходный материал для сварки используют при создании соединений металлических деталей в тонкостенных конструкциях из стали и цветных металлов. Угольные сварные электроды бывают круглыми и плоскими, сложенными вдоль линии варки или подающимися в сварную ванну. Они могут применяться вместе с присадкой или без нее, что определяется технологией проведения сварных работ. - Графитовые стержни актуальны при сварке цветных металлов, а также их сплавов.
Но особенно часто они применяются при работе с медными проводами. Графитовые расходники доступны по стоимости и довольно распространены на отечественном рынке, так как характеризуются рядом неоспоримых достоинств. Среди них: низкий износ, высокая стойкость к температурному воздействию, отличная способность к обработке. - Вольфрамовый сварной электрод изготавливается в виде стержня с диаметром 1-4 мм и наиболее часто применяется в производстве и быту.
Такой расходный материал отличается высокой тугоплавкостью, то есть, плавится при более высоких температурах, нежели иного рода стержни. Он позволяет сваривать разнообразные металлы без применения защиты в виде газа. Хотя вполне реально осуществлять сварку вольфрамовым электродом и при таких условиях, если в этом есть необходимость. В зависимости от состава, изделия делят на несколько групп: лантанированные, иттрированные, торированные, стандартные.


Все описанные виды электродов для сварных работ причисляются к классу неплавящихся, так как в процессе выполнения сварочных работ стержень либо вовсе не плавится, либо плавится незначительным образом.
При любом варианте развития событий материал стержня практически не участвует в процессе образования наплавленного металла и сварного соединения.
Сварка неплавящимися электродами
Схема сварки в среде защитного газа.
Неплавящиеся электроды активно применяются на крупных предприятиях:
- при необходимости осуществить сварку тонколистового металла;
- для проведения сварных работ со сталями всех классов, цветного металла, а также их сплавов;
- при необходимости получить высококачественные сварные соединения разнородных металлов.
Преимущества, которыми характеризуется сварка неплавящимся электродом:
- высокие показатели устойчивости дуги, вне зависимости от полярности тока;
- возможность получить швы с долей участия основного металла 0-100%;
- возможность регулировать химический состав и геометрию соединений при изменении скорости подачи, угла наклона, профиля, марки присадочного материала.
Недостатками такого метода сварных работ считаются следующие моменты:
- неважные показатели эффективности использования электроэнергии;
- необходимость применять специальные устройства для обеспечения начального возбуждения дуги;
- высокая скорость охлаждения изготовленных швов.

Но для полноценной характеристики сварки неплавящимся электродом важно понимать технологическую суть процесса. Операция осуществляется путем подачи защитного газа через сопло в зону дуги, которая горит между расходным материалом и изделием.
Газ выполняет защитную функцию, предохраняя несгораемые и расплавленный основной металл от негативного влияния активных атмосферных газов. Кромки свариваемого изделия плавятся под воздействием теплоты дуги и образуют сварной шов, кристаллизируясь.
При использовании сварочного аппарата и неплавящихся электродов важно правильно установить полярность. Она может быть прямой или обратной. В первом случае нужно установить массу на минус, держатель – на плюс. Во втором масса устанавливается на плюс, а держатель – на минус.
Марка и назначение неплавящихся электродов.От правильности выбора режима полярности зависит форма проваренного металла:
- работа с помощью постоянного тока при прямой полярности позволит создать глубокий и узкий сварной шов;
- широкого и поверхностного шва можно достичь путем выбора постоянного тока и обратной полярности.

Защитный газ для с применением электродов непременно должен демонстрировать инертность к рабочим металлам, поэтому при работе вольфрамовыми электродами в качестве такого вещества используют аргон, гелий, смесь аргона и гелия.
Если сварочные работы ведутся над проводами из меди или с помощью медных электродов со вставкой из гафния, можно воспользоваться азотом.
[box type=”fact”]Важно! В случае использования при сварке дорогостоящих инертных газов, к примеру Ar или He, стоит создать комбинированную защиту. Это позволит расходовать газ рационально.[/box]Если работать приходится с металлом большой толщины, то обеспечить плавление основного металла и получить актуальные геометрические параметры сварного шва можно при варении по зазору или с разделкой кромок с добавлением присадки.
 youtube.com/embed/YnxNQxIK660?feature=oembed»>
youtube.com/embed/YnxNQxIK660?feature=oembed»>
Итоги
Применение неплавящихся электродов для дуговой сварки при работе с металлоконструкциями из алюминия, магния, их сплавов, никеля, нержавеющей стали, меди и ряда иных неферромагнитных металлов и позволяет получить действительно прочные и долговечные сварные швы.
Это крайне важно для таких производственных сфер, как металлургия, электрохимическая промышленность и электротермическое производство.
Вольфрамовые электроды для сварки аргоном
Если сравнить неплавкие электроды, то можно встретить совершенно различные инструменты, предназначенные для того, чтобы выполнять те свойства, которые не в состоянии сделать все остальные электроды. Электроды данного типа применяются для создания электрических дуг необходимый мощности, и для плавки присадочного металла или сварочной проволоки. Защитной средой здесь является аргоновый газ, поэтому нет необходимости устанавливать проволочное покрытие. Изделия такого образца имеют долгий срок эксплуатации и прекрасной устойчивостью к различным температурам.
Вольфрамовые электроды выглядят как тоненькие стержни, произведенные из нескольких металлических частей прессованных. Вольфрам считается довольно трудноплавким материалом, поэтому он предназначен для производства изделий данного образца. Электроды производят не из цельного материала, а из спрессованных маленьких частей, которые проходят обработку высокими температурами. Они сильно напоминают внешний вид литого металла. Выпускаются электроды со специализированными покрытиями для стабилизации дуг, а также раскисляют металлы. Электроды из вольфрама производятся по всем государственным нормативам.
Электроды производят не из цельного материала, а из спрессованных маленьких частей, которые проходят обработку высокими температурами. Они сильно напоминают внешний вид литого металла. Выпускаются электроды со специализированными покрытиями для стабилизации дуг, а также раскисляют металлы. Электроды из вольфрама производятся по всем государственным нормативам.
Сварка при использовании вольфрамовых электродов является одной из наиболее качественных и прочных, чем все остальные способы. В процессе не остается никаких остатков обмазки. Материал является полностью универсальным, поэтому негативных последствий при использовании инструмента ждать не стоит. Однако для использования в домашних условиях он может оказаться дорогим, но на производстве считается практически необходимым.
Разновидности вольфрамовых электродов
Электроды данного типа в первую очередь имеют разные цвета:
- Зеленый (WP) – такая модель содержит большое количество металла в чистом виде, ну а примесей в нем меньше половины одного процента. Если применять переменный ток, то они обеспечивают прекрасное горение дуги. Баланс можно существенно улучшить, если стабилизировать осциллятор на высокой частоте. Свойства становятся максимально результативными при переменном синусоидальном токе. Вольфрамовые электроды также применяются при сварке алюминия и магния, а также сплавов из них. При ограниченной тепловой нагрузке обычно кончик инструмента произведен в форме шарика.
- Белый (WZ8) – данная модель содержит в себе дополнительно оксиды циркония. В этом случае сварочная ванна должна быть абсолютно чистой и не содержать каких-либо загрязнений. Необходимо пользоваться им на переменном токе. Инструмент стабилизирует стабильную дугу. Здесь необходима высокая нагрузка тока, которую отлично выдерживают цериевые, лантановые и ториевые электроды. Вольфрамовые электроды в этом случае выполняются в сферическом виде. Они используются для пайки различных видов материалов.
- Красный (WT20) – такая модель содержит в своем составе оксиды тория. Такие электроды наиболее распространены, ведь при воздействии постоянного тока проявляют себя лучше других. Торий является радиоактивным материалом, поэтому пагубно влияет на здоровье профессионала и окружающую среду. Если использовать данный материал периодически, то вред для здоровья окажется незначительным, однако если использовать его постоянно, то здоровье человека сильно пострадает. Вольфрамовые электроды для сварки аргоном и торием прекрасно работают не только на постоянном, но и на переменном токе. Можно вполне изменить заточку наконечника по своему усмотрению. Они не расплавляются даже при постоянном токовом напряжении. Заточка стандартного типа производится на площадке с несколькими выступами. Используются для самых разнообразных материалов и металлов.
- Синий (WY20) – данная модель иттрированная, поэтому прекрасно справляется с высокими температурами и их воздействием. Применяется только при постоянном токе. Необходимо использовать для конструкций повышенной важности, добавка оксида здесь около 2 %. При иттировании катодное пятно стабилизируется, поэтому даже переменный ток не может помешать этому. Вольфрамовые электроды при сварке могут спаивать нержавеющую сталь, а также углеродистые металлы.
- Серый (WC20) – такая модель содержит 2 % оксида церия. Этот металл не является радиоактивным, поэтому хорошо влияет на электродную эмиссию. Запускается в разы легче, чем другие разновидности, поэтому ток может быть при работе как постоянным, так и переменным. Этот инструмент является универсальным, поэтому и применяются при разном электричестве. Стабильность здесь довольно высокая вне зависимости от тока. Необходимы для использования трубопроводов и металлически тонких конструкций.
- Золотой и синий (WL15 и WL20) – эти марки включают в себя оксид латана. Дуга изначально запускается очень легко. Металл прожечь становится очень сложно, что является немаловажным плюсом при его использовании. Дуга постоянно ведет себя устойчиво. Обычно его используют при сваривании стальных элементов, при спаивании бронзы, алюминия или медных деталей.
 Если применять переменный ток, то они обеспечивают прекрасное горение дуги. Баланс можно существенно улучшить, если стабилизировать осциллятор на высокой частоте. Свойства становятся максимально результативными при переменном синусоидальном токе. Вольфрамовые электроды также применяются при сварке алюминия и магния, а также сплавов из них. При ограниченной тепловой нагрузке обычно кончик инструмента произведен в форме шарика.
Если применять переменный ток, то они обеспечивают прекрасное горение дуги. Баланс можно существенно улучшить, если стабилизировать осциллятор на высокой частоте. Свойства становятся максимально результативными при переменном синусоидальном токе. Вольфрамовые электроды также применяются при сварке алюминия и магния, а также сплавов из них. При ограниченной тепловой нагрузке обычно кончик инструмента произведен в форме шарика. Такие электроды наиболее распространены, ведь при воздействии постоянного тока проявляют себя лучше других. Торий является радиоактивным материалом, поэтому пагубно влияет на здоровье профессионала и окружающую среду. Если использовать данный материал периодически, то вред для здоровья окажется незначительным, однако если использовать его постоянно, то здоровье человека сильно пострадает. Вольфрамовые электроды для сварки аргоном и торием прекрасно работают не только на постоянном, но и на переменном токе. Можно вполне изменить заточку наконечника по своему усмотрению. Они не расплавляются даже при постоянном токовом напряжении. Заточка стандартного типа производится на площадке с несколькими выступами. Используются для самых разнообразных материалов и металлов.
Такие электроды наиболее распространены, ведь при воздействии постоянного тока проявляют себя лучше других. Торий является радиоактивным материалом, поэтому пагубно влияет на здоровье профессионала и окружающую среду. Если использовать данный материал периодически, то вред для здоровья окажется незначительным, однако если использовать его постоянно, то здоровье человека сильно пострадает. Вольфрамовые электроды для сварки аргоном и торием прекрасно работают не только на постоянном, но и на переменном токе. Можно вполне изменить заточку наконечника по своему усмотрению. Они не расплавляются даже при постоянном токовом напряжении. Заточка стандартного типа производится на площадке с несколькими выступами. Используются для самых разнообразных материалов и металлов. При иттировании катодное пятно стабилизируется, поэтому даже переменный ток не может помешать этому. Вольфрамовые электроды при сварке могут спаивать нержавеющую сталь, а также углеродистые металлы.
При иттировании катодное пятно стабилизируется, поэтому даже переменный ток не может помешать этому. Вольфрамовые электроды при сварке могут спаивать нержавеющую сталь, а также углеродистые металлы.
Характеристики вольфрамовых электродов
Большинство разновидностей электродов содержат в себе около 97 % вольфрама. Все марки имеют собственные параметры, которые немного различаются, но в основном в них имеется содержание чистого металла. Только небольшое количество добавок может присутствовать в изделиях:
- оксиды церия;
- оксиды лантана;
- оксиды циркония;
- оксиды тория.
Как выбрать вольфрамовые электроды?
Необходимо при выборе электродов отталкиваться от того, для чего они будут необходимы. Если необходимо произвести сварку при переменном токе, то рекомендуется сделать выбор в пользу чистого вольфрама. Если в электродах присутствуют добавки циркония, то можно использовать их при максимальных температурах, ведь дуга постоянно находится в стабильности. Оксид тория обеспечивает температурное сопротивление, поэтому электроды могут принимать самые разнообразные формы. Иттрированный вольфрам намного лучше стабилизируют дугу. Церий делает изделие абсолютно универсальным, поэтому можно его использовать при любых видах напряжения и токовой активности.
Церий делает изделие абсолютно универсальным, поэтому можно его использовать при любых видах напряжения и токовой активности.
Важно! Любые модели вольфрамовых электродов требуют особого внимания, ведь необходимо обязательно позаботиться о технике безопасности, так как работать приходится при максимальных значениях тока.
Как применять вольфрамовые электроды
При использовании инструментов данного типа необходимо подобрать токовый режим правильно, выбрать его род и полярность, ведь все характеристики электродов имеют свои особенности и различия.
Аргонодуговая сварка
Диапазон рабочего напряжения, В
8 160-270 3
9 167-247 1
10 180-253 4
12 187-253 15
13 192-250 1
14 198-242 1
15 323-437 14
Аргонодуговая сварка трубопроводов
Усовершенствование методов автоматической самокомпрессионной аргонодуговой сварки трубопроводов
Техническая область / область
- MAN-MPS / Производство, планирование, обработка и контроль / Технология производства
- MAN- MAT / Инженерные материалы / Производственные технологии
- OTH-BIT / Строительные технологии / Другое
Статус
3 Утверждено без финансирования
Дата регистрации
27. 06.2006
06.2006
Ведущий институт
НИКИМТ (Институт монтажных технологий), Россия, Москва
Поддерживающие институты
- НПО Техномаш, Россия, Москва
Сотрудники
- Areva A Германия, Эрланген \ nOtto-von-Guericke-Universität Magdeburg, Германия, Магдебург
Краткое описание проекта
Развитие промышленности и строительство таких объектов, как атомные и тепловые электростанции, химические, нефтесервисные и газовые предприятия, другие объекты требуют применения высокотемпературных процессов и оборудования для сварки труб.Строительство таких объектов требует колоссального объема работ по сварке труб. Например: при строительстве химических заводов необходимо сварить более 80 тыс. Стыков, для теплоснабжения: до 150 тыс. Стыков; КР типа ВВЭР: около 100 тыс. Стыков. Основной объем работ (до 80%) относится к стыкам трубопроводов НД 8-76 мм. В этом случае основным требованием к трубопроводам является обеспечение их эксплуатационной надежности и безопасности, которые в значительной степени зависят от качества сварных швов. Кроме того, по экономическим причинам требуется высокая производительность сварочных процессов, которую можно обеспечить за счет использования автоматизированного сварочного оборудования и оптимальных технологий.
Кроме того, по экономическим причинам требуется высокая производительность сварочных процессов, которую можно обеспечить за счет использования автоматизированного сварочного оборудования и оптимальных технологий.Программы многих всемирно известных фирм: ESAB (Швеция), Arc Machines (США), Polysoude (Франция), RTA (Италия) и др. Предусматривают разработку технологий и производство оборудования для автоматизированной сварки. В России такие работы в настоящее время выполняют НИКИМТ, Техномаш, Ржевский Машзавод и др. Исследования и разработки в области сварки трубопроводов осуществляются путем автоматизации, разработки и выбора рациональных методов сварки. Имеющийся опыт показывает большие преимущества процесса сварки TIG без присадочной проволоки в части автоматизации, разработки трубосварочного оборудования и обеспечения качества сварных швов.Особенно подходит для труб с толщиной стенки 3,5 — 4 мм и диаметром от 8 до 76 мм.
Однако процесс сварки в один валик без присадочного материала не позволяет получать швы с усилением прочности из-за утонения их поперечного сечения, особенно для вертикальных орбитальных стыковых соединений труб с толщиной стенки и диаметром, указанными выше. Доступные сварочные аппараты для подачи присадочной проволоки имеют большие размеры и пользуются меньшим спросом, особенно при монтажных процедурах.
Доступные сварочные аппараты для подачи присадочной проволоки имеют большие размеры и пользуются меньшим спросом, особенно при монтажных процедурах.
Эти проблемы были успешно решены в России, где был разработан принципиально новый метод сварки с использованием самосжатия сварного шва.Метод отличается применением термопластических деформаций для формирования армированного шва. Такие деформации возникают в сварном шве из-за сжимающих напряжений в зоне сварки в результате неравномерного нагрева стыкового соединения сварочной дугой. В процессе дополнительных «сжимающих» проходов, выполняемых дугой с меньшим энерговложением, одновременно с поперечной деформацией стыка, происходит течение нагретого металла в радиальном направлении и формируется в результате двухстороннее усиление сварочного шва.
Кроме того, в начале 70-х годов была разработана новая версия самосжатия: сварка с проплавлением. Применение этого процесса позволило существенно упростить технологию без перепрограммирования и сброса режимов сварки при выполнении «сварочных» и «самокомпрессионных» проходов. Были также разработаны некоторые другие аналоговые методы сварки, например: «антикомпрессионные» — процессы с несколькими валиками и применение стыковой обработки во избежание его поперечной деформации.
Были также разработаны некоторые другие аналоговые методы сварки, например: «антикомпрессионные» — процессы с несколькими валиками и применение стыковой обработки во избежание его поперечной деформации.
Однако до настоящего времени практически не изучены физические, материаловедческие и технологические особенности метода самокомпрессора, а также не разработаны оптимальные технологии сварки некоторых металлов и сплавов; недостаточно исследований проводилось для труб с толщиной стенки 4–5 мм, свойств и коррозионной стойкости сварных швов в зависимости от погонной энергии при сварке, последствий сварочных проходов, условий эксплуатации; Фактические области применения методов сварки не определены.Нет теоретических оснований для механизма формирования арматуры, повышения коррозионной стойкости и подавления трещинообразования за счет самосжатия сварки. Предлагается проект научно-исследовательских работ и разработки новых прогрессивных видов этого метода, чтобы обеспечить широкое применение в нескольких отраслях промышленности метода, который является экономичным, не требует сложного оборудования и высококвалифицированных операторов, обеспечивает стабильное качество сварных швов.
Исходя из этого, целью данного проекта является разработка технологических основ сварки труб самосжатым методом и их применение для автоматизированной сварки трубопроводов различного назначения.
Предлагаемый проект включает следующие этапы:
- Анализ имеющихся процессов автоматической сварки труб самосжатым методом.
- Разработка и испытание новых процессов сварки самосжатием труб из нескольких металлов и сплавов (коррозионностойкие, хромовые и перлитные стали, сплавы Fe-Ni, никель, медь и их сплавы, титан и его сплавы, алюминий и его сплавы).
- Исследование свойств сварных швов:
- Прочность, пластичность, ударная вязкость;
- Стойкость к межкристаллитной коррозии и коррозии в растворах кислот;
- Металлографический анализ сварных соединений;
- Контроль качества сварных соединений;
- Технологическая прочность.
- Микрорентгеноструктурный анализ и металл-граф с использованием электронной и оптической микроскопии;
- испытание сварных соединений на межкристаллитную коррозию согласно стандарту ISO 3651-1998;
- Контроль качества сварных соединений методом рентгено- и капиллярной дефектоскопии.

Результаты исследований и широкое тестирование передовых процессов позволят оптимизировать процессы разработки и оформить необходимую конструкторскую документацию.По результатам исследований и испытаний будут выданы технологические рекомендации, которые позволят широко применять самокомпрессионный метод для автоматизированной сварки в нескольких строительно-монтажных отраслях.
Имеющийся опыт участников проекта гарантирует, что проект будет реализован в полном объеме, своевременно и на высоком научном уровне. Проект полностью отвечает целям МНТЦ по привлечению оружейников к решению вполне гражданских задач.
Лучший аргон для сварочного электрода — отличные предложения на аргон для сварочного электрода от глобальных продавцов аргоновых электродов
Отличные новости !!! Вы попали в нужное место для сварки электродом аргоном. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот аргонный сварочный электрод высшего качества вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели сварочный электрод аргон на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели сварочный электрод аргон на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в сварочном электроде аргоне и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести аргоновый сварочный электрод по самой выгодной цене.
Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести аргоновый сварочный электрод по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
Электрод для дуговой сварки по лучшей цене — Отличные предложения на электроды для дуговой сварки от глобальных продавцов электродов для дуговой сварки
Отличные новости !!! Вы находитесь в нужном месте для электрода для дуговой сварки.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший электрод для дуговой сварки вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели электрод для дуговой сварки на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели электрод для дуговой сварки на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в электроде для дуговой сварки и думаете о выборе аналогичного товара, AliExpress — отличное место, чтобы сравнить цены и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress.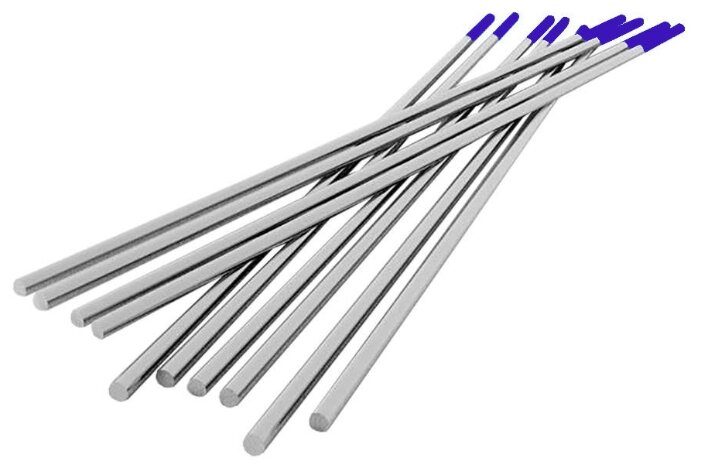 Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести электрод для дуговой сварки по самой выгодной цене.
Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести электрод для дуговой сварки по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
Обзоры на электрод для дуговой сварки— интернет-магазины и отзывы на электрод для дуговой сварки на AliExpress
Отличные новости !!! Вы попали в нужное место для приобретения электрода для дуговой сварки.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот верхний электрод для дуговой сварки вскоре станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели электрод для дуговой сварки на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели электрод для дуговой сварки на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в электроде для дуговой сварки и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести электрод для дуговой сварки по самой выгодной цене.
Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести электрод для дуговой сварки по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
Подготовка, расходные материалы и оборудование, необходимые для процесса
Газовая дуговая сварка вольфрамом (GTAW) — это процесс электродуговой сварки, при котором возникает дуга между неплавящимся электродом и свариваемым изделием. Сварной шов защищен от атмосферы с помощью защитного газа, который образует оболочку вокруг области сварного шва (см. , рис. 1, ).
| Рисунок 1: Процесс GTAW универсален и может использоваться для черных и цветных металлов.  Между неплавящимся электродом и свариваемым изделием возникает дуга. Сварной шов защищен от атмосферы защитным газом, который образует оболочку вокруг области сварного шва. Между неплавящимся электродом и свариваемым изделием возникает дуга. Сварной шов защищен от атмосферы защитным газом, который образует оболочку вокруг области сварного шва. |
GTAW универсален и может использоваться для черных и цветных металлов, а также, в зависимости от основного металла, во всех положениях сварки.Этот процесс можно использовать для сварки тонких или толстых материалов с присадочным металлом или без него.
При сварке более тонких материалов, кромочных соединений и фланцев присадочные металлы не используются. Для более толстых материалов обычно используется присадочная проволока с внешней подачей. Тип используемой присадочной проволоки основан на химическом анализе основного металла. Размер присадочной проволоки зависит от толщины основного металла, от которой обычно зависит сварочный ток.
Методы работы GTAW могут быть ручными или автоматическими.
Переменные процедуры сварки и конфигурации стыков
Переменные процедуры сварки управляют процессом сварки и качеством получаемых сварных швов. Конфигурация соединения определяется конструкцией сварного изделия, металлургическим анализом, а также процессом и процедурой, требуемыми для сварки.
Конфигурация соединения определяется конструкцией сварного изделия, металлургическим анализом, а также процессом и процедурой, требуемыми для сварки.
Параметры сварки выбираются после того, как были выбраны основной металл, присадочный металл и конфигурация соединения. К фиксированным параметрам сварки относятся тип присадочного металла, тип и размер электрода, род тока и тип защитного газа.
Регулируемые переменные управляют формой сварного шва, влияя на такие параметры, как высота шва, ширина шва, провар и целостность шва. Основными регулируемыми переменными для GTAW являются сварочный ток, длина дуги и скорость движения.
Вторичные переменные также помогают контролировать процесс сварки, но их сложнее рассчитать. Вторичные переменные включают рабочий угол и угол перемещения, а также расстояние, на которое электрод выходит за край чашки.
Вольфрамовые электроды
Электроды для GTAW изготавливаются из вольфрамового сплава. Вольфрам имеет одну из самых высоких температур плавления среди всех металлов, около 6 170 градусов по Фаренгейту (3410 градусов по Цельсию).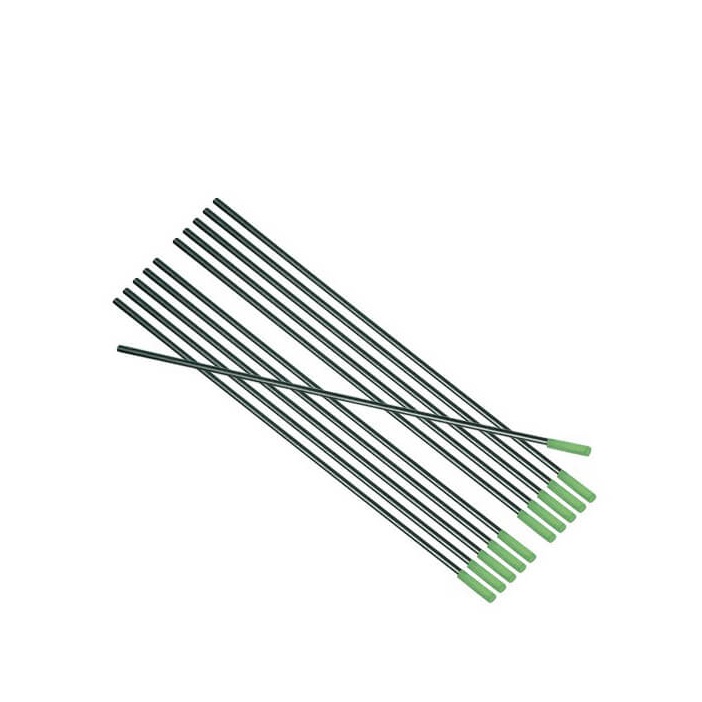
Размер используемого электрода определяется требуемым сварочным током. Электроды большего размера позволяют использовать более высокие токи. Электроды меньшего диаметра можно использовать для сварки более тонких материалов или при сварке в нерабочем положении.
Ниже приводится список различных типов используемых вольфрамовых сплавов:
1.Чистый вольфрам используется для обработки цветных металлов, таких как алюминий и магний, и обычно используется с препарированным концом на переменном токе (AC) (см. Рисунок 2 ).
| Рис. 2: Чистый вольфрам обычно используется с препарированием концов. |
2. Торированный вольфрам — наиболее распространенный тип вольфрамовых электродов для обработки углеродистой и нержавеющей стали. Его можно купить с 1 или 2% тория.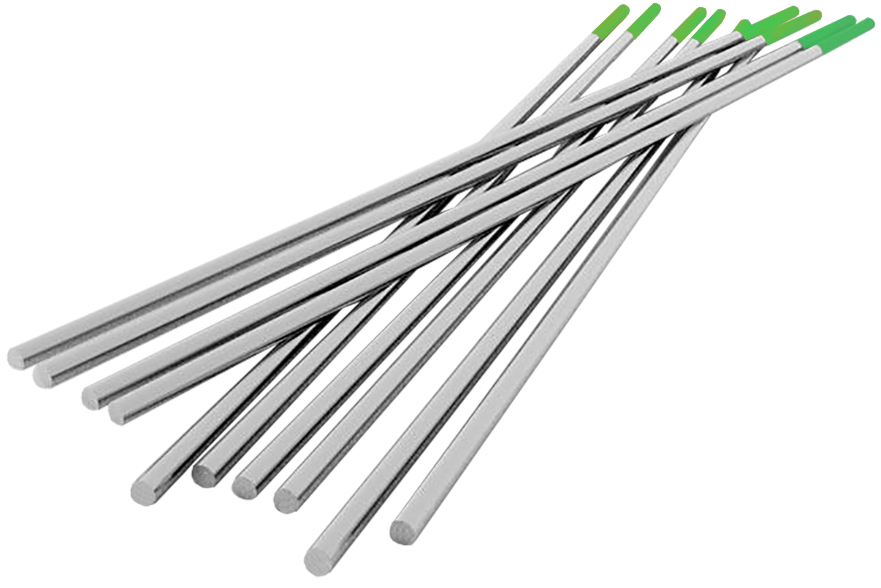 Торированный вольфрам легко зажигается и поддерживает стабильную дугу. Он обладает большей устойчивостью к загрязнениям, сохраняет остроту и не разрушается так же быстро, как чистый вольфрам.
Торированный вольфрам легко зажигается и поддерживает стабильную дугу. Он обладает большей устойчивостью к загрязнениям, сохраняет остроту и не разрушается так же быстро, как чистый вольфрам.
3. Цирконий вольфрам обычно используется для сварки цветных металлов с повышенным переменным током.
Подготовка острия или использование угла конуса электрода применимо к торированному вольфраму. Электроды из торированного вольфрама зашлифованы до точки для лучшего зажигания дуги с добавлением высокой частоты.Это обеспечивает зажигание дуги и предохраняет электрод от контакта с изделием. Это также помогает стабилизировать дугу.
Степень конуса влияет на форму и глубину проплавления сварного шва. Чтобы уменьшить количество раз, когда электрод нужно затачивать, сварщик должен научиться не прикасаться к вольфрамовой детали во время процесса сварки. Рекомендуемая длина конуса составляет от 21/2 до 3 диаметров электрода (см. Рисунок 3 ).
Рис. 3: 3: Правильная подготовка кончика электрода важна для обеспечения надлежащего проплавления шва. |
Защитные газы
Аргон и гелий — два наиболее часто используемых защитных газа, используемых для GTAW. Наиболее желательными характеристиками для целей защиты являются химическая инертность газов и их способность создавать плавную дугу при высоких токах. Оба газа инертны, вызывая эффект ионизации сварочной дуги. Они защищают вольфрамовый электрод и сварочную ванну от атмосферы.
Чистота газа влияет на сварной шов. Металлы выдерживают небольшое количество примесей, но для достижения наилучших результатов процент используемого инертного газа должен быть не менее 99.Чистота 9 процентов.
Аргон тяжелее гелия и может поставляться в жидкой или газообразной форме. Аргон обеспечивает хорошее очищающее действие. Расход определяется размером вольфрама и диаметром газового стакана. Аргон подходит для сварки одинаковых и разнородных металлов и хорошо работает при сварке в вертикальном и потолочном положениях.
Гелий — более легкий инертный газ. Он может распространяться в виде жидкости, но чаще используется в виде сжатого газа. Он покидает зону сварного шва быстрее, чем аргон, и при его использовании необходимы более высокие скорости потока.
Гелий образует узкую, но глубокую зону термического влияния (HAZ), которая хорошо подходит для сварки более тяжелых металлов. Он подходит для сварки на высоких скоростях и обеспечивает хорошее покрытие при сварке в вертикальном и потолочном положениях. Это помогает увеличить проплавление, а при использовании в качестве обратной продувки имеет тенденцию сглаживать проход сварного шва. Гелий подходит для обработки цветных металлов большой толщины.
Смеси аргона и гелия используются, когда сварщикам необходим контроль аргона и проникновения гелия.Эта смесь не нужна при сварке простых углеродистых сталей.
Типичные смеси различаются в зависимости от области применения. Он часто используется для автоматической сварки.
Смеси аргона и водорода часто используются для сварки нержавеющей стали, INCONEL® и MONEL®. Эту смесь не следует использовать при сварке простых углеродистых сталей. Типичная смесь состоит из 95 процентов аргона и 5 процентов водорода.
Эту смесь не следует использовать при сварке простых углеродистых сталей. Типичная смесь состоит из 95 процентов аргона и 5 процентов водорода.
Азот также можно использовать в качестве защитного газа, но он используется редко из-за более высоких требований к току.Подходит для сварки меди.
Сварочный ток, конструкция соединения
Ток зависит в первую очередь от типа свариваемого металла, требуемых уровней тока и наличия аппарата, который вырабатывает сварочный ток данного типа.
Положительный электрод постоянного тока (DCEP) (обратная полярность) иногда используется для сварки очень тонких цветных металлов, а также для шариковой сварки вольфрамового электрода. Отрицательный электрод постоянного тока (DCEN) (прямая полярность) чаще всего используется для сварки нержавеющей стали и черных металлов.
Переменный ток с добавлением высокой частоты чаще всего используется для сварки некоторых цветных металлов, таких как алюминий и магний. Он обеспечивает хорошее очищающее действие и дает умеренное проникновение.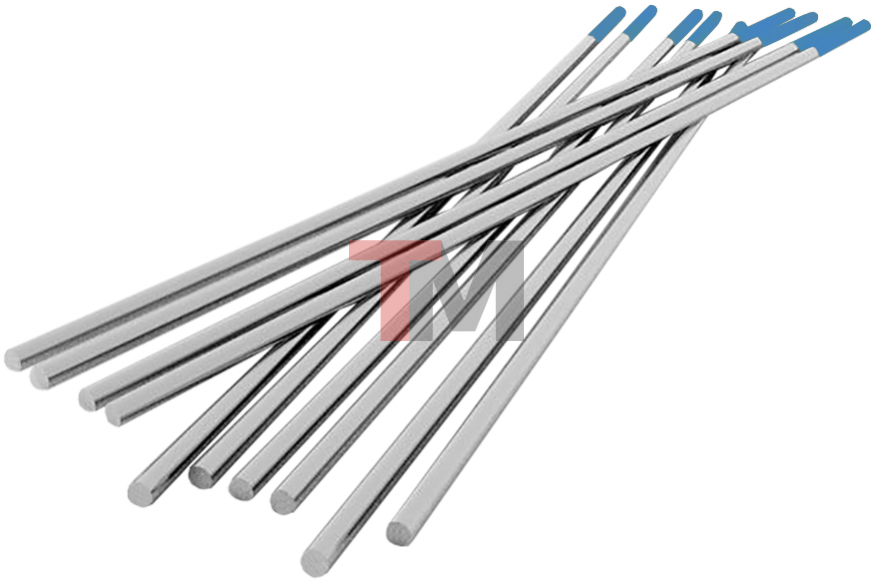
Конструкция сварного соединения
Пять основных типов соединений — это стыковое соединение, угловое соединение, краевое соединение, соединение внахлест и тройник (см. Рисунок 4 ). Из пяти типов шарниров наиболее часто используются стыковое и тройниковое соединение.
| Рисунок 4 |
Прочность сварного соединения — еще один фактор, влияющий на конструкцию сварного соединения.Сварные швы могут быть частичными или полными, в зависимости от требуемой прочности шва. Конструкция сварного соединения или конфигурация сварного изделия для GTAW определяется типом металла, конфигурацией сварного соединения, обозначенными кодами и техническими условиями, а также металлургическим анализом. На выбор конструкции соединения влияют несколько факторов, включая требуемую прочность, положение сварки, толщину металла и доступность соединения для сварщика.
Целью любой конструкции стыка является получение прочного сварного шва с желаемыми свойствами с максимальной экономией.Подготовка кромки и стыка важны, поскольку они влияют как на качество, так и на стоимость сварки.
Подготовка к сварке
Перед использованием GTAW необходимо предпринять несколько шагов для подготовки электрода и сварного шва, закрепления сварного соединения, установки переменных и предварительного нагрева основного металла, если необходимо. Объем подготовки зависит от размера сварного шва, типа основного материала, подгонки и требований к качеству.
Подготовка электродов. Подготовка электродов зависит от типа электрода и области применения сварки. Наконечник может иметь точку заземления или шаровой конец для сварки на переменном токе.
Чтобы приготовить электрод с острием, следы шлифовки должны проходить параллельно электроду.
Чтобы подготовить шарик на конце вольфрама, необходимо переключить источник питания на DCEP (обратная полярность). Затем после зажигания дуги между электродом и куском металлолома или меди ее необходимо поддерживать на умеренном уровне тока.Кончик мяча должен быть идеально чистым, блестящим и иметь зеркальную поверхность.
Затем после зажигания дуги между электродом и куском металлолома или меди ее необходимо поддерживать на умеренном уровне тока.Кончик мяча должен быть идеально чистым, блестящим и иметь зеркальную поверхность.
Подготовка сварного шва. При подготовке сварного шва можно использовать несколько различных методов, в том числе газокислородную резку, плазменную резку, резку ножницами, механическую обработку, строжку угольной дугой, шлифование или скалывание. Помните, что правильная подготовка сварного шва поможет произвести качественную сварку и соответствовать требованиям стандартов качества сварки.
Очистка. Очистка свариваемого материала важна.Сварные швы GTAW часто подвержены загрязнению во время сварки. На свариваемой поверхности не должно быть масла, жира, краски, грязи, окислов и других посторонних материалов.
Алюминий имеет оксидное покрытие, которое, если его не удалить, загрязняет зону сварки. Чистящие растворы, проволочные щетки, шлифовальные машины и абразивоструйная очистка — вот некоторые из методов, используемых для удаления этих загрязнений.
Крепление и позиционирование. Крепление и расположение также влияют на форму, размер и однородность сварного шва.Крепления удерживают сварную деталь на месте, контролируя деформацию, помогая размещать и удерживать детали в их положении относительно сварной конструкции.
Использование крепежа позволяет сократить время сварки. Позиционирование поможет переместить сварную деталь в ровное положение, что повысит производительность сварщика.
Охлаждающие блоки, радиаторы или опорные стержни могут использоваться при сварке некоторых металлов для предотвращения прожога, снижения температуры основного материала или для минимизации деформации.
Предварительный нагрев. В зависимости от легирующих элементов в основном материале, толщины стали и конфигурации соединения иногда требуется предварительный нагрев. Величина предварительного нагрева, необходимая для конкретного применения, обычно определяется процедурой сварки. Доступны несколько методов контроля температуры предварительного нагрева, включая нагрев печи, электрические индукционные катушки, кислородные горелки и одеяла резистивного нагрева.
Температуру предварительного нагрева можно измерить с помощью температурных палочек, шариков мелков, индикаторов температуры, термопар, термисторов или инфракрасных термометров.
Заключение
Изучение основ процесса GTAW повысит способность сварщика производить качественные сварные швы. Знание правильных расходных материалов, оборудования и необходимой подготовки к сварке поможет сварщику устранять проблемы при сварке.
Хорошее понимание процесса GTAW поможет сварщику сделать более разумный выбор при выборе присадочного металла, вольфрамовых электродов и защитных газов. Сварщик также сможет выбрать правильный тип оборудования в зависимости от области применения при сварке углеродистой стали, нержавеющей стали или цветных металлов.Предварительная подготовка также важна для получения качественных сварных швов.
Еще один важный навык для сварщика при выполнении качественной работы — это правильная подготовка для различных применений и отработка приобретенных навыков, необходимых для качественной работы.
PPT — Дуговая сварка Презентация PowerPoint, бесплатная загрузка
Дуговая сварка
Сварка • Сварочные процессы удобно разделить на два класса: сварка плавлением и сварка твердым телом.• Во время сварки плавлением часть соединяемых основных материалов расплавляется и смешивается, часто с добавлением присадочного металла, образуя прочное соединение после последующего затвердевания. • Как следует из названия, при сварке в твердом состоянии основной материал не плавится. Присоединение происходит за счет процесса, отличного от затвердевания, и очень часто включает диффузионные процессы.
Сварка плавлением • Процессы сварки плавлением классифицируются с точки зрения источника тепла, используемого для локального плавления: электродуговая сварка, термическая сварка и сварка сопротивлением.• С точки зрения абсолютного количества сварных швов, сварка плавлением является наиболее распространенной техникой сварки.
Принцип H = I2Rt
Электродуговая сварка • Все процессы электродуговой сварки основаны на образовании дуги между электродом и основным материалом для обеспечения тепла. • Электрическая дуга образуется при электрическом разряде между двумя металлическими объектами, которые не контактируют друг с другом — в случае дуговой сварки этими двумя объектами являются электрод и основная металлическая деталь.• Дуга ионизирует газ между электродом и основным металлом, создавая плазму, которая вызывает локальное плавление основного металла. • В зависимости от техники электрод может израсходоваться или не сгореть.
Электроды • Электроды можно разделить на неплавящиеся электроды и расходуемые электроды. • Состав электрода зависит от свариваемого металла. Например, для сварки используется электрод из низкоуглеродистой стали аналогичного состава, чтобы получить однородный сварной шов.• Размер (диаметр) электрода зависит от количества наплавленного металла и зазора между двумя свариваемыми пластинами. • При использовании электродов большего диаметра потребуются более высокие токи.
Неплавящиеся электроды • Неплавящиеся электроды — это те электроды, которые не расходуются в процессе сварки. Отдельные присадочные металлы необходимы для заполнения зазора между стыками. • Неплавящиеся электроды состоят из материалов с более высокой температурой плавления, таких как углерод (точка плавления -6700 ° F), графит или чистый вольфрам (точка плавления — 6150 ° F).• Неплавящиеся электроды используются при дуговой сварке углем и сварке TIG. • Использование нерасходуемых электродов позволяет хорошо контролировать процесс. • По сравнению с угольными электродами вольфрамовые электроды более дорогие, а легированные вольфрамовые электроды еще дороже. • Легирование вольфрама увеличивает коэффициент излучения, устойчивость к загрязнениям, стабильность дуги и загрязнения. Также меньше расход электродов.
Расходуемые электроды • Расходуемые электроды обладают большей термической эффективностью, чем неплавящиеся электроды.• Потребляются во время сварки. Может быть изготовлен из различных металлов в зависимости от назначения и химического состава свариваемых металлов. • Электроды без покрытия используются в виде спиралей без покрытия при сварке MIG. • Для дуговой сварки металла используется электрод с покрытием. • Обычно используемые материалы сердечника проволоки: низкоуглеродистая сталь, низколегированная сталь, никелевая сталь и т.д. .Дуга от неизолированного электрода нестабильна. Соединение, образованное неизолированными электродами, недостаточно прочное. Также имеет место нерегулярный перенос металла и атмосферное загрязнение. Электроды без покрытия используются, когда прочность не является первоочередной задачей. 2. Электроды с покрытием: расплавленный металл подвергается воздействию кислорода и азота в атмосфере, а также нежелательных оксидов и других веществ, снижающих прочность сварного шва. Электроды с покрытием (Flux Coated) используются для предотвращения образования окислов и способствует образованию шлака.Благодаря покрытию флюсом расплавленный металл не подвергается воздействию кислорода и азота в атмосфере, что приводит к прочной связи. Электроды с покрытием обеспечивают очень хороший внешний вид сварных швов и соединения без дефектов. Обычно используемые флюсы — это асбест, слюда, диоксид кремния и т. Д. Электроды с покрытием снова подразделяются на а) Электроды со слабым покрытием: тонкое покрытие из флюса. например. Цитобест-электрод АдваниОерликон. б) Электроды со средним покрытием: Среднее покрытие из флюса. например. Электрод Overcord AdvaniOerlikon. c) Электроды с сильным покрытием: толстое покрытие из флюса.например. Цитофиновый электрод АдваниОерликон.
Углеродно-дуговая сварка • Угольно-дуговая сварка — это процесс дуговой сварки, при котором сварка производится путем нагрева заготовки с помощью дуги между угольным электродом и заготовкой. • В этом методе углеродный стержень используется в качестве отрицательного электрода, а сварка — как положительный. • Дуга, возникающая между двумя электродами, нагревает металл до температуры плавления (около 3200 ° C). • Причина использования угольного электрода заключается в том, что на кончике электрода выделяется меньше тепла, чем на обрабатываемой детали, и угольный электрод будет плавиться с работой.• При дуговой сварке углеродом постоянный ток используется для предотвращения разрушения электрода и образования углеродных отложений на металле шва.
Экранированная (ручная) металлическая дуговая сварка • Процесс сварки металлической дугой в экранированной или ручной среде (SMA) широко используется для изготовления сосудов под давлением, трубопроводов и стыков трубопроводов, а также для ремонта и технического обслуживания промышленное оборудование. • Между электродом и основным металлом на линии стыка возникает дуга.Дуга плавит часть основного металла и электрода, образуя сварочную ванну. • Расплавленный металл защищен от окружающей атмосферы за счет разложения покрытия электрода, которое образует газовое облако.
Существует два типа дуговой сварки углем. Это 1) Сварка одним углеродным электродом 2) Сварка двумя углеродными электродами
Разница между сваркой одним углеродным электродом и сваркой двумя угольными электродами
Преимущества: • Подвод тепла к изделию может быть легко управляется.• Деформация детали незначительна. • Процесс можно механизировать. • Подходит для более тонких изделий. Недостатки: • Необходим отдельный присадочный металл, замедляющий процесс. • Вероятность образования нагара. Область применения: • Сварка листовой стали, медных сплавов, латуни, бронзы и алюминия. • Во многих сферах применения углеродная дуговая сварка была заменена сваркой TIG.
Экранированная (ручная) дуговая сварка металлическим электродом • Дуговая сварка металла в защитном флюсе — это процесс дуговой сварки, при котором сварка производится путем нагрева заготовки с помощью дуги между электродом, покрытым флюсом, и заготовкой.• Сталь при контакте с воздухом образует оксиды и нитриды. Эти примеси ослабляют сварной шов. Чтобы предотвратить появление этого расплавленного металла, его полностью покрывают инертным газом или флюсом. • В этом методе металлический стержень используется как отрицательный электрод, а свариваемая деталь — как положительный. • Дуга плавит электрод и изделие. Покрытие из флюса плавится, образуя газовый экран, предотвращающий атмосферное загрязнение расплавленного металла шва. • Дуга, возникающая между этими двумя электродами, нагревает металл до температуры плавления (около 2400-2600 ° C).• Могут использоваться как переменный ток, так и постоянный ток.
Экранированная (ручная) дуговая сварка металлом
Этапы: 1. Перед сваркой детали надлежащим образом подготовлены (сопрягаемые поверхности очищаются от окалины). 2. Заготовки размещены. 3. Возникла дуга. 4. После получения дуги электрод перемещается с постоянной скоростью по свариваемой области.
Преимущества: • Дуговая сварка металла под защитным флюсом — это самый простой из всех процессов дуговой сварки.• Оборудование переносное. • Можно сваривать большой спектр металлов и сплавов. • Обеспечивается хорошее качество сварки. • Стоимость довольно низкая. Недостатки: • Механизация затруднена из-за ограниченной длины электрода. • Процесс идет медленно. • Передача металла не ясна. Применение: • Используется для производственных и ремонтных работ. • Свариваются все обычно используемые металлы и сплавы. • Процесс находит применение в а) судостроении б) соединении труб и напорных трубопроводов. в) Строительство и строительство мостов.г) Автомобильная и авиационная промышленность.
Дуговая сварка металла в инертном газе (mig) • MIG использует большое количество тепла, выделяемого электрической дугой между плавящимся электродом и свариваемым материалом. • Газовая дуговая сварка металла — это дуговой процесс в среде защитного металла. • Электрод непрерывно подается через пистолет. • Диапазон тока от 100 до 400 А в зависимости от диаметра провода. • Скорость плавления проволоки может достигать 5 м / мин. • Обычно постоянное напряжение D.Аппарат C используется для сварки MIG. • Сварочный пистолет имеет водяное или воздушное охлаждение. • Сварочная проволока часто оголена. • CO2, аргон или смеси аргона и гелия часто используются в качестве защитных газов. • Экранирование сделано для предотвращения загрязнения сварного шва.
Преимущества: • Не требует особых навыков. • Возможна непрерывная сварка на высоких скоростях. • Возможно более глубокое проникновение. • Процесс можно механизировать. • Толстые и тонкие секции легко свариваются.• Могут быть получены большие скорости осаждения металла. • Флюс не используется. • Быстрее по сравнению с TIG и дуговой сваркой металла. Недостатки: • Сварочное оборудование очень сложное. • Трудно сваривать небольшие углы. • Немного сложнее, чем TIG. Область применения: • Используется для сварки углеродистых, кремниевых и низколегированных сталей, нержавеющих сталей, алюминия, магния, меди, никеля и их сплавов, титана и т. Д. • Используется для изготовления деталей холодильников. • Используется в таких отраслях, как авиастроение, автомобилестроение, сосуды высокого давления и судостроение.
Газовая вольфрамо-дуговая сварка (GTAW) или сварка вольфрамовым электродом в среде инертного газа (TIG): Принцип • Газовая вольфрамо-дуговая сварка представляет собой процесс дуговой сварки в среде защитного металла. • TIG Используйте большое количество тепла, выделяемого электрической дугой между неплавящимся вольфрамовым электродом и свариваемым материалом. • Вольфрамовый электрод используется только для создания дуги. • Присадочный металл можно использовать или не использовать. • Защита достигается с помощью инертного газа, такого как гелий или аргон, или их смеси. • Экранирование сделано для предотвращения загрязнения сварного шва.• Обычно аппарат переменного тока используется для сварки TIG (для цветных сплавов), за исключением сплавов черных металлов, которые используются на постоянном токе. • Конец сварочного пистолета охлаждается водой. • Обычно используется техника сварки влево. • Свариваемыми основными металлами являются углеродистые и легированные стали, нержавеющие стали, жаропрочные сплавы, тугоплавкие металлы, • алюминиевые сплавы, медные сплавы, магниевые сплавы, никелевые сплавы и т. Д.
Сварка вольфрама в инертном газе (TIG):
Сварка вольфрамом в среде инертного газа (TIG):
Преимущества: • Можно сваривать больше различных типов металлов, таких как углеродистая сталь, никелевая сталь, алюминий, латунь, бронза, титан.• В отличие от металлов, которые можно сваривать друг с другом, такие как низкоуглеродистая сталь, нержавеющая сталь, латунь и медь. • Зона теплового воздействия очень низкая. • Флюс не используется. • Четкая видимость дуги. • Можно получить гладкие сварные швы. Недостатки: • В аналогичных приложениях MIG быстрее, чем TIG. • Вольфрам при переносе может их загрязнить. • Дорого. Область применения: • Сварка листового металла и более тонких профилей. • Используется при прецизионной сварке в атомной энергетике, авиастроении и приборостроении.
Дуговая сварка на атомарном водороде Принцип: • В этом процессе дуга зажигается между выводами двух вольфрамовых электродов, и заготовка не образует никаких выводов.• Тепло генерируется при зажигании дуги между электродами и заготовкой под защитой из водорода. • Электрическая дуга расщепляет молекулярный водород на атомарный водород, который нестабилен и имеет сильную тенденцию к объединению. Когда он соединяется в молекулярной форме, выделяет тепло. Эта комбинация увеличивает температуру до 4200 ° C. • Характеристики атомарного водорода как в дуговой, так и в плазменной сварке. Для сварки используется комбинированная энергия дуги и химической реакции.
Дуговая сварка в атомарном водороде • Шаги: 1.Подача газообразного водорода и ток включены. 2. Дуга зажигается путем соприкосновения двух вольфрамовых электродов друг с другом и разделения их на заданное расстояние (скажем, 1,5 мм). Дуга удерживается над работой до образования ванны расплава.
Преимущества: • Процесс выполняется быстро. • Не используется флюс или отдельный защитный газ. Сам по себе водород действует как защитный газ. Возможна также сварка тонких материалов. • Можно получить однородные сварные швы. Недостатки: • Скорость меньше по сравнению с MAW или MIG.• Стоимость больше. Области применения: • Процесс может использоваться для сварки большинства металлов и сплавов, таких как углеродистая сталь, легированная сталь, алюминий, медь, никель и их сплавы.
Дуговая сварка под флюсом (SAW) (Скрытая дуговая сварка) • Дуговая сварка под флюсом — это процесс дуговой сварки, в котором коалесценция (соединение) достигается путем нагрева заготовки с помощью дуги между неизолированным металлическим электродом и заготовка. • При дуговой сварке под флюсом дуга погружается под слой флюса, поэтому дуга невидима.• Флюс подается через бункер для флюса. • Верхняя часть флюса контактирует с атмосферой. • Флюс может быть изготовлен из диоксида кремния, оксидов металлов или других соединений. • Оголенный электрод (сталь, нержавеющая сталь или медь и т. Д.) Подается через пистолет. • Обычно для сварки под флюсом используется постоянный ток, но также используется переменный ток. • Вместо покрытого флюсом электрода используется гранулированный флюс и неизолированный электрод. • Пила — это автоматический процесс изготовления стыковых швов высокого качества.
Дуговая сварка под флюсом (SAW)
Шаги: 1.Нажимают на спусковой крючок, и флюс начинает оседать на свариваемом соединении. 2. Дуга зажигается путем прикосновения к изделию электродом или с помощью высокочастотного устройства. 3. Во всех случаях дуга зажигается под покровом флюса. Флюс не является проводником электричества, но как только он плавится из-за воздействия тепла, он становится очень проводящим, и, следовательно, между заготовкой и электродом будет поддерживаться ток. 4. Электрод с заданной скоростью подается на свариваемое соединение.
Преимущества: • Часто автоматизировано, поэтому быстрее. • Возможно глубокое проплавление и качественный сварной шов. • Меньше искажений. • Оператор может работать без средств защиты. • Проволочные электроды недороги. • Без искр. • Практически не требуется подготовка кромок. • Можно получить гладкие сварные швы. Недостатки: • Так как оператор не видит выполняемую сварку, он не может точно судить о ходе сварки. • Не может использоваться для листов меньшей толщины.• Шлак необходимо удалять непрерывно. • Не может использоваться для сварки чугуна из-за большого количества тепла. • Этим процессом нельзя сваривать чугун, алюминиевые сплавы, магниевые сплавы, свинец и цинк. Области применения: • Изготовление труб, затворов, сосудов под давлением, котлов, конструкционных профилей и т. Д. • Используется в автомобильной, авиационной, судостроительной и ядерной энергетике. • Для сварки таких металлов, как низкоуглеродистая сталь, средне- и высокопрочные низколегированные стали.
Дуговая сварка порошковой проволокой (FCAW) Принцип: • Дуговая сварка порошковой проволокой — это процесс дуговой сварки, в котором коалесценция (соединение) достигается путем нагрева заготовки с помощью дуги между непрерывными трубчатыми расходными материалами электрод и заготовка.• Оборудование состоит из источника постоянного напряжения, механизма подачи проволоки и легкого сварочного пистолета. • Флюс содержится в электроде. Дополнительная защита может быть получена с помощью газа (CO2) или газовой смеси, подаваемого извне. • Флюс обеспечивает необходимую защиту бассейна. • Тепло дуги плавит поверхность основного металла и конец электрода. • Сварочная горелка похожа на сварочную горелку MIG. • Иногда дополнительная защита обеспечивается газом. • FCAW — это модификация MIG / CO2, в которой сплошная проволока заменена порошковым электродом.
Дуговая сварка порошковой проволокой (FCAW)
Преимущества: • Обеспечивает высокое качество сварки при меньших затратах. • Сваривает различные стали в широком диапазоне толщин. • Видимая дуга облегчает сварку. • Уменьшение искажений по сравнению с SMAW. Недостатки: • Используется только для сварки черных металлов, в первую очередь стали. • FCAW образует шлаковое покрытие, которое необходимо удалить. • Оборудование стоит дорого. Но повышенная производительность компенсирует это. Области применения: • FCAW широко используется для изготовления металлоконструкций средней толщины.• Используется для сварки мостов, судостроения и т. Д. • Используется для сварки a. Стали с низким и средним содержанием углерода b. Низколегированные высокопрочные стали c. Чугун d. Нержавеющие стали (определенные) e. Закаленные и отпущенные стали.