| о компании | ||||||||
| Компания АТЛАС ИНВЕСТ основана 15 ноября 1993 года. Мы специализируемся на продаже измерительных приборов, геодезического оборудования, КИПиА, средств неразрушающего контроля, испытательного оборудования, средств контроля в строительстве и т.п. Оказываем услуги по поверке и калибровке средств измерений. подробнее | ||||||||
| ||||||||

 Штангенциркули ШЦ-II 250 0,05 и ШЦ-II 300 0,05 в основном соответствуют ГОСТ 166-89, изготовлены из углеродистой стали. Штангенциркули …… подробнее
Штангенциркули ШЦ-II 250 0,05 и ШЦ-II 300 0,05 в основном соответствуют ГОСТ 166-89, изготовлены из углеродистой стали. Штангенциркули …… подробнее3.2. Устройство и приемы измерения гладким микрометром
На рис.2 показано устройство микрометра завода «Калибр».
Рис.2. Гладкий микрометр
В скобу 1 микрометра
запрессованы пятка 2 и стебель 5.
Микрометрический винт 4 ввинчивается
в микрогайку 7. Гладкое отверстие стебля
обеспечивает точное направление
микровинта. Для исключения зазора в
резьбе микропары имеется, регулировочная
гайка 8. На микровинт надевается барабан
8, закрепляемый установочным колпачком
9. Постоянство измерительного усилия
обеспечивается трещоткой, устроенной
так, что при возрастании измерительного
усилия сверх установленной нормы
,
головка трещоточного устройства 10
перестает вращать микровинт, свободно
поворачиваясь на нем.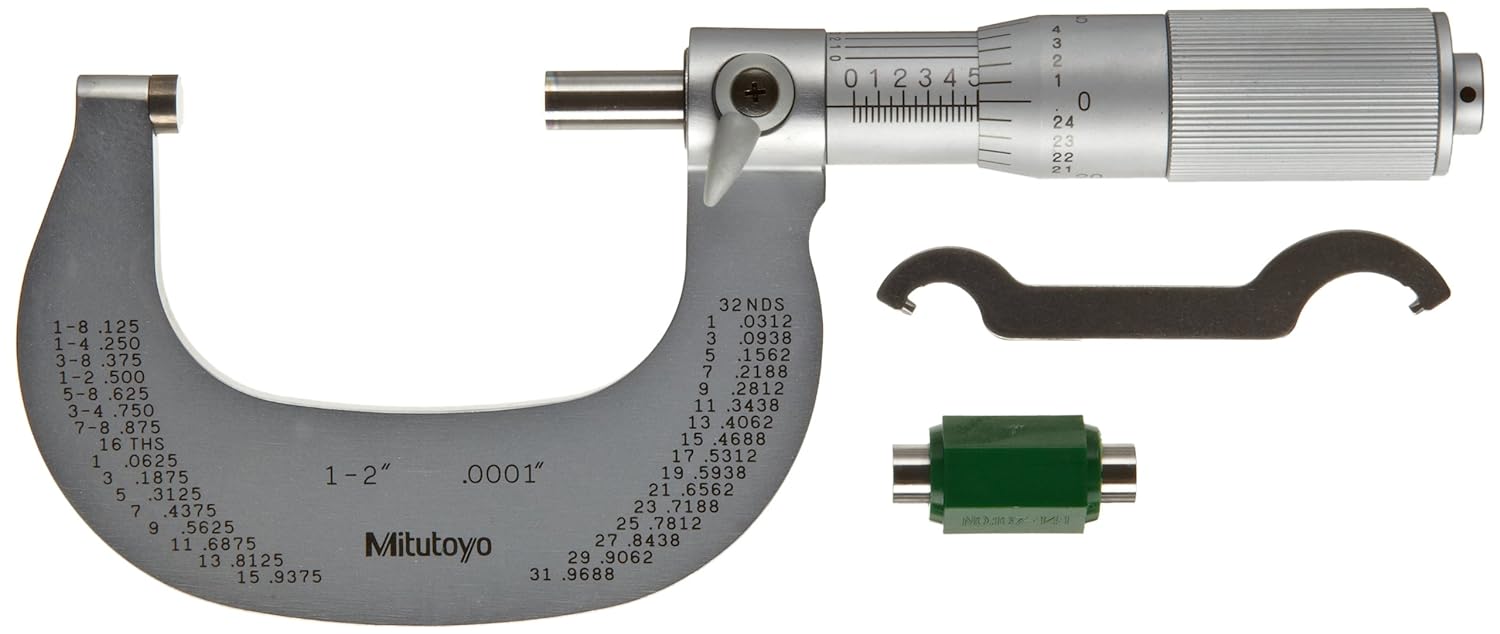
Перед измерением необходимо проверить установку микрометра на нуль. Для этого вращают микровинт за трещотку до соприкосновения измерительных поверхностей пятки и микровинта и трехкратного прощелкивания трещотки. При правильной установке микрометра нулевой штрих барабана должен совпасть с продольным штрихом на стебле. В случае их несовпадения следует изменить положение барабана 6 на стебле 5. Для этого закрепляют микровинт стопором и, придерживая левой рукой корпус барабана, осторожно отвинчивают установочный колпачок 9 на пол-оборота. В результате освобождается барабан, который повертывают относительно микровинта до совпадения нулевого штриха с продольным отсчетным штрихом, после чего барабан снова закрепляют установочным колпачком. Произведенную установку необходимо проверить описанным выше способом.
Микрометры
выпускаются с диапазоном измерения 25
мм в интервале от 0 до 300 мм ( 0.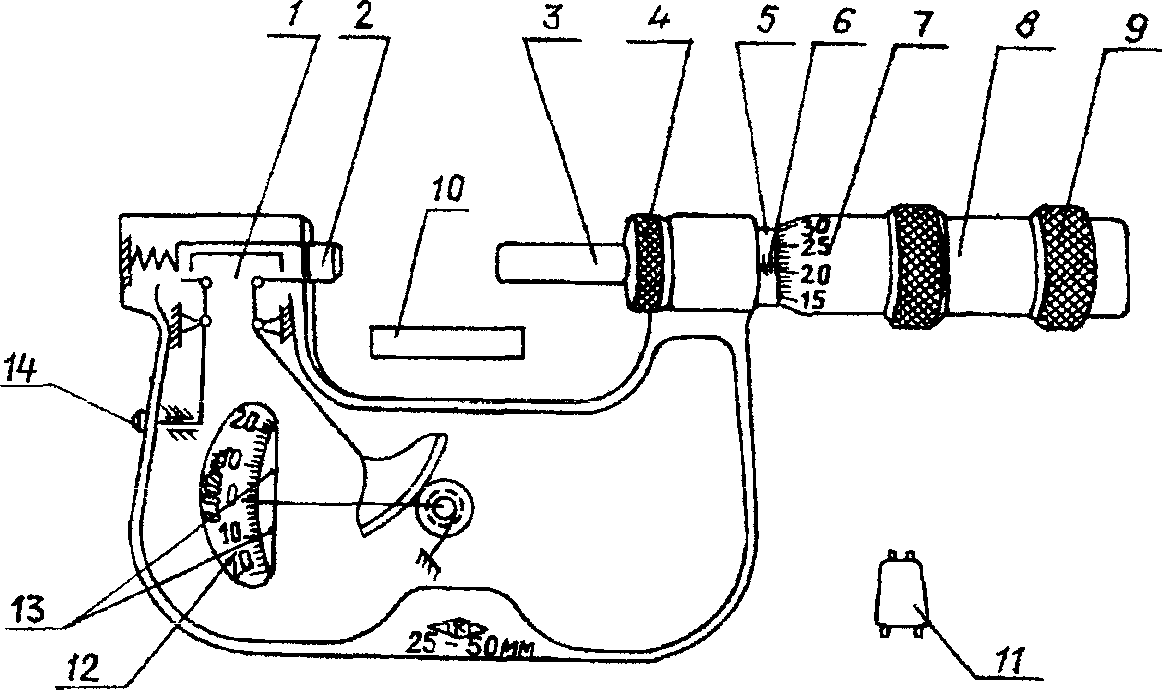 ..25;
25…50; 50…75 и т.д.) и диапазоном в 100 мм в
интервале от 300 до 600 мм. Установка
микрометров с верхними пределами
измерения 50 мм и выше производится
по установочным мерам 3.
..25;
25…50; 50…75 и т.д.) и диапазоном в 100 мм в
интервале от 300 до 600 мм. Установка
микрометров с верхними пределами
измерения 50 мм и выше производится
по установочным мерам 3.
При измерении объект помещают между пяткой и микровинтом, который вращают за трещотку до тех пор, пока она не станет провертываться. После этого производят отсчет показаний.
В работе следует определить годность детали по наружному диаметру (номинальный размер с отклонениями указав на эскизе) и отклонения от правильной геометрической формы г продольном и поперечном сечениях. Результаты измерения занести в отчетную карту.
3.3. Устройство и приемы измерения микрометрическим нутромером
Микрометрический
нутромер служит для измерения внутренних
размеров. Он состоит из микрометрической
головки, защитного наконечника и сменных
удлинителей (рис.3,а,б,в). К микрометрическому
винту 4, который заканчивается измерительным
наконечником, при помощи колпачка 9
присоединяется барабан 6.
Рис.З. Микрометрический нутромер
служит стопор 11.
В левой части стебля запрессован
измерительный наконечник 2 и нарезана
резьба, в которую ввинчивается или
защитный наконечник (рис.3 б), без которого
нельзя производить измерения, или
удлинители, предназначенные для
увеличения предела измерения. Удлинитель
состоит из стального стержня 12 (рис.3 в)
со сферическими измерительными
поверхностями, заключенного в
металлическую трубку 13. При свинчивании
удлинителя с микрометрической головкой
их измерительные наконечники соприкасаются
под постоянным усилием, создаваемым
пружиной 14 удлинителя, На свободный
конец удлинителя может быть навинчен
другой удлинитель и т.д. до получения
требующегося предела измерения.
Удлинители следует соединять в порядке
убывания размеров, располагая на конце
защитный наконечник.
Нутромер
устанавливается в установочную меру.
Защитный наконечник левой рукой легко
принимается к нижней поверхности скобы.
Покачивая верхнюю часть инструмента,
вращают до легкого соприкосновения
с верхней поверхностью установочной
меры, находят кратчайшее расстояние.
Застопорив микровинт, проверяют
нулевое показание. Если нулевое деление
барабана не совпадает с продольным
штрихом, то надо повернуть барабан, как
это описано при установке гладкого
микрометра. Проверку необходимо
производить несколько рад, чтобы найти
наименьше показание нутромера,
соответствующее расстоянию между
измерительными поверхностями скобы по
перпендикуляру к вин. Нутромер не имеет
трещотки, поэтому плотность соприкосновения
измерительных наконечников с объектом
измерения определяется наощупь. После
установки на нуль навертывают необходимые
удлинители. Нулевая установка при этом
сохраняется.
Для измерения нутромер вводят в проверяемое отверстие и, отстопорив микровинт, вращением барабана приводя» измерительные наконечники в соприкосновение со стенками отверстия. Ире измерении нутромер слегка покачивают в плоскости, перпендикулярной к оси отверстия, определяя наибольший размер, а также в плоскости, проходящей через ось отверстия, определяя при этом наименьший размер. После окончательной установки нутромера, микровинт стопорят и, вынув нутромер из отверстия, производят отсчет.
В работе следует определить годность детали по величине внутреннего диаметра и величину отклонения от правильной формы в продольном и поперечном сечениях.
| Обозначение |
Диапазон измерений, мм |
Цена деления, мм |
|
МПИ 5-25 для пятилезвийного инс-та |
0…25 |
0,01 |
|
МПИ 25-45 для пятилезвийного инс-та |
25…45 |
0,01 |
|
МПИ 45-65 для пятилезвийного инс-та |
45…65 |
0,01 |
|
МПИ 65-85 для пятилезвийного инс-та |
60…85 |
0,01 |
|
МПИ-45 КРИН |
25…45 |
0,01 |
|
МПИ 85-105 для пятилезвийного инс-та |
50…75 |
0,01 |
|
МТИ 1-15 для трехлезвийного инс-та |
1…15 |
0,01 |
|
МТИ 5-20 для трехлезвийного инс-та |
5…20 |
0,01 |
|
МТИ 20-35 для трехлезвийного инс-та |
20…35 |
0,01 |
|
МТИ 35-50 для трехлезвийного инс-та |
35…50 |
0,01 |
|
МТИ 50-65 для трехлезвийного инс-та |
50…65 |
0,01 |
|
МТИ 65-80 для трехлезвийного инс-та |
65…80 |
0,01 |
|
МСИ 5-25 для семилезвийного инс-та |
5…25 |
0,01 |
|
МСИ 25-45 для семилезвийного инс-та |
25…45 |
0,01 |
|
МСИ 45-65 для семилезвийного инс-та |
45…65 |
0,01 |
|
МСИ 65-85 для семилезвийного инс-та |
65…85 |
0,01 |
Практическая работа ИЗМЕРЕНИЕ ДЕТАЛЕЙ МИКРОМЕТРИЧЕСКИМ ИНСТРУМЕНТОМ
Лабораторная работа № 2
ИЗМЕРЕНИЕ ДЕТАЛЕЙ МИКРОМЕТРИЧЕСКИМ ИНСТРУМЕНТОМ
Цель работы:
Изучить устройство, принцип измерения и метрологические характеристики микрометрических инструментов.
Измерить выданную деталь гладким микрометром.
Задание: Измерить толщину стенки выданной детали микрометром (не менее 10 раз в разных местах). Рассчитать среднее значение. Оформить отчет.
Порядок выполнения работы:
Ознакомиться с устройством и конструкцией микрометра (приложение)
Изучить инструкцию по определению линейных размеров тел.
Перед началом измерений микрометр также должен быть подготовлен к работе: протерт мягкой тканью, смоченной авиационным бензином, а затем сухой мягкой тканью. Должны быть проверены качество его сборки и нулевое положение. Барабан микрометра должен свободно и плавно перемещаться вдоль стебля, а микрометрический винт не иметь осевого люфта или боковой качки. При проверке микрометра следует плавным вращением трещотки, свести измерительные поверхности микрометрического винта и пяты и после двух-трех щелчков проверить показания отсчетных шкал, срез барабана должен совпадать с риской нулевого деления, а нулевое деление барабана— с продольной риской стебля.
Микрометр взять левой рукой за скобу (брать микрометр за барабан нельзя) и пальцами правой руки равномерным вращением трещотки отвести микрометрический винт на расстояние, несколько большее измеряемого размера. Затем между измерительными поверхностями винта и пяты ввести измеряемую деталь. Вращением микрометрического винта за головку трещотки подвести винт до соприкосновения с поверхностью детали и после двух-трех щелчков закрепить микрометрический винт, снять микрометр с детали и отсчитать показания шкал.
Измерение каждого размера детали следует производить не менее трех раз в той же последовательности, как они осуществляются при измерении штангенциркулем.
Результаты измерений занести в протокол.
Составить отчет по работе.
Содержание отчета:
Отчет по лабораторной работе выполняется на двойных листах в клетку. На титульном листе обучающийся пишет номер и название работы, указывает группу и свои ФИО, дату выполнения работы.
В отчете указать цель и задание лабораторной работы.
В отчете обязательно указываются характеристики измерительного инструмента. (заполнить таблицу)
Характеристика измерительного инструмента.
Наименование инструмента (с указанием вида) | Тип интсрумента с учетом ГОСТ 6507-78 | Пределы измерения | Цена деления шкалы | Номер инструмента | Точность измерения (класс) | Погрешность |
1 |
Указывается метод, которым вы проводите измерения;
Измерение детали: Микрометром не менее чем в 10 местах определить толщину стенки. Вычислить среднее значение.Результаты занесите в таблицу с учетом точности измерения.
Название детали, номер | Толщина стенки |
1 |
Выполнить эскиз детали с действительными размерами.
Приложение 1
МИКРОМЕТРИЧЕСКИЕ ИНСТРУМЕНТЫ
Устройство и принцип действия микрометра
Микрометр относится к классу микрометрических измерительных инструментов, принцип действия которых основан на использовании винтовой пары (винт — гайка), позволяющей преобразовать вращательное движение микровинта в поступательное.
Приборостроительная промышленность изготавливает микрометры в соответствии с требованиями ГОСТ 6507-90 с пределами измерений от 0 до 300 мм с интервалом 25 мм. При необходимости микрометры могут быть укомплектованы специальной стойкой с зажимом, позволяющей исключить дополнительную погрешность из-за нарушения температурных условий измерений.
В соответствии с ГОСТ 6507-90 выпускаются следующие типы микрометров:
МК – гладкие для измерения наружных размеров;
МЛ – листовые с циферблатом для измерения толщины листов и лент;
МТ – трубные для измерения толщины стенок труб;
МЗ – зубомерные для измерения длины общей нормали зубчатых колес;
МВМ, МВТ, МВП – микрометры со вставками для измерения различных резьб и деталей из мягких материалов;
МР, МРИ – микрометры рычажные;
МВ, МГ, МН, МН2 – микрометры настольные.
Рис.1 Устройство микрометра с диапазоном измерения от 0 до 25 мм
Основанием микрометра является скоба 1, а передаточным механизмом служит винтовая пара, состоящая из микрометрического винта 3 и микрометрической гайки, расположенной в стебле 5.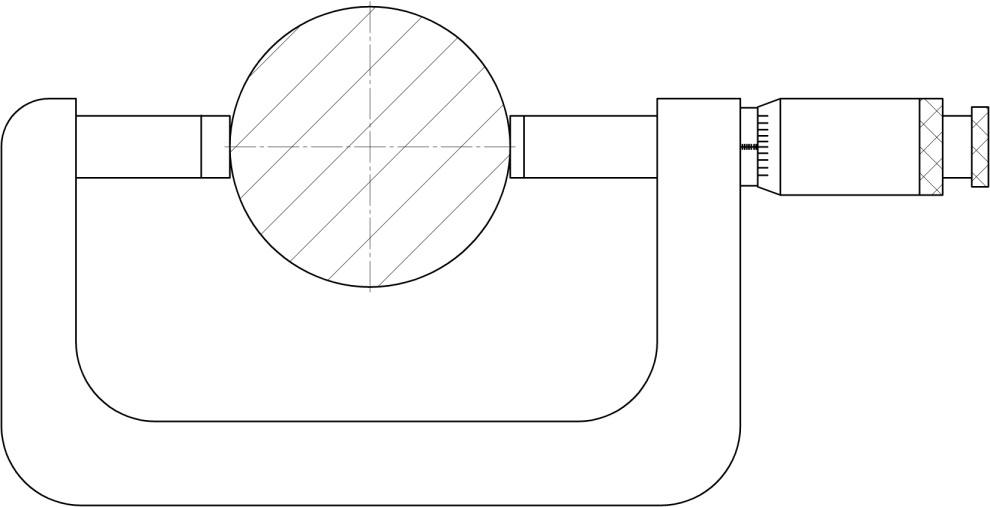 В скобу 1 запрессована пятка 2 и стебель 5. Измеряемая деталь охватывается измерительными поверхностями микровинта и пятки. Барабан 6 присоединен к микровинту установочным колпачком 8. Вращение барабана осуществляется трещоткой 9 для создания постоянного калибровочного усилия, которое для микровинта равно . Превышение измерительного усилия ограничивается трещоткой. Закрепляют микровинт в требуемом положении стопорным винтом 4. Накатной выступ 7 служит для удобства работы с микрометром.
В скобу 1 запрессована пятка 2 и стебель 5. Измеряемая деталь охватывается измерительными поверхностями микровинта и пятки. Барабан 6 присоединен к микровинту установочным колпачком 8. Вращение барабана осуществляется трещоткой 9 для создания постоянного калибровочного усилия, которое для микровинта равно . Превышение измерительного усилия ограничивается трещоткой. Закрепляют микровинт в требуемом положении стопорным винтом 4. Накатной выступ 7 служит для удобства работы с микрометром.
Отсчетное устройство микрометра состоит из двух шкал: продольной и круговой. Продольная шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряда штрихов образуют одну продольную шкалу с ценой деления 0,5 мм, равной шагу микровинта. Круговая шкала имеет 50 делений (при шаге винта .0,5), нанесенных на торце барабана. По продольной шкале отсчитывают число целых миллиметров и 0,5 мм, по круговой — десятые и сотые доли миллиметра. Третий десятичный шаг отсчитывают приближенно, интерполируя цену деления шкалы барабана. Цена деления шкалы барабана равна отношению шага к числу делений на торце барабана
Третий десятичный шаг отсчитывают приближенно, интерполируя цену деления шкалы барабана. Цена деления шкалы барабана равна отношению шага к числу делений на торце барабана
.
Результат получают суммированием отсчетов по шкале стебля и отсчета по шкале барабана. Например, на рисунке 1 полный отсчет показания микрометра мм.
Установка микрометра
Микрометр устанавливается на нуль или соответствующее начальное показание шкалы 25 мм, 50 мм…и т.д. с помощью установочных мер в зависимости от интервалов измерений микрометра.
В положении плотного соприкосновения измерительных поверхностей микрометра и пятки закрепить стопор микровинта вращением винта стопора по часовой стрелке до прочного зажатия (рис.2). Разъединить барабан и микровинт, для чего охватить левой рукой барабан за накатной выступ, а правой установочный колпачок повернуть против часовой стрелки (на себя) до появления осевого люфта барабана на микровинте (рис.3). Совместить нулевой штрих шкалы барабана с продольным штрихом шкалы стебля, для чего скобу микрометра охватить левой рукой, как показано на (рис. 4), причем пальцами левой руки удерживать барабан в положении совпадения нулевых штрихов, а правой вращать установочный колпачок по часовой стрелке до полного закрепления барабана на микровинте. Освободить стопор микровинта, вращая его против часовой стрелки.
4), причем пальцами левой руки удерживать барабан в положении совпадения нулевых штрихов, а правой вращать установочный колпачок по часовой стрелке до полного закрепления барабана на микровинте. Освободить стопор микровинта, вращая его против часовой стрелки.
Проверить правильность выполненной установки микрометра, для этого отвести микровинт от пятки, вращая его за трещотку против часовой стрелки на 3 — 4 оборота и плавным движением подвести микровинт к пятке. В этом положении нулевой штрих шкалы барабана должен совпасть с продольным штрихом шкалы стебля, а срез барабана должен находиться над нулевым штрихом шкалы стебля.
Если установка с первого раза не удалась, то ее повторяют до тех пор, пока не будет достигнута необходимая точность совпадения нулевых штрихов.
Рис.2. Закрепление винтового стопора гладкого микрометра
Рис.3. Освобождение барабана микрометра
Рис.4. Закрепление барабана микрометра установочным колпачком
Измерение размера детали.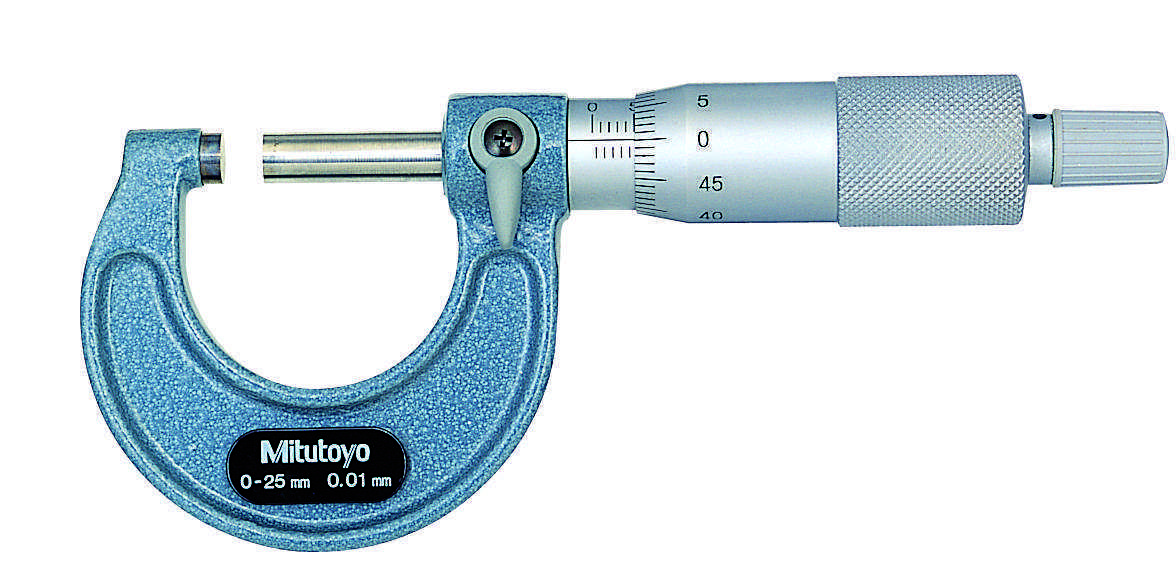
После установки микрометра на нуль, путем вращения микровинта, измеряемую деталь зажимают между измерительными поверхностями микровинта 2 и пятки 3, затем производят отсчет. Для того, чтобы измерительное усилие не превосходило допускаемого Р = 500 — 900 г , микровинт следует вращать только при помощи трещётки 9. Когда измерительное усилие начинает превосходить установленную норму, головка трещетки проворачивается и вращение микровинта прекращается.
При контроле партии деталей микрометр можно жестко установить на определенный размер, Для этого, а также для облегчения установки на нуль, микрометр имеет стопорное приспособление 7,
Допустимые погрешности показаний микрометров даны в таблице 1.
Верхний предел измерения микрометров мм | Допустимая погрешность показаний мкм ( ) |
5; 10; 15; 25; 50; 75; 100 | 4 |
125; 150; 175; 200 | 5 |
225; 250; 275; 300 | 6 |
400; 500 | 8 |
600 | 10 |
К микрометрическим инструментам относятся также микрометрический глубиномер и микрометрический нутромер.![]()
Адрес публикации: https://www.prodlenka.org/metodicheskie-razrabotki/346092-prakticheskaja-rabota-izmerenie-detalej-mikro
Правила пользования микрометром .
Микрометр – высокоточный прибор, предназначенный для измерения линейных величин абсолютным методом. Чтобы определить его показания, необходимо просуммировать значения шкалы стебля и барабана.
Определение показаний прибора
Указателем при отсчете по шкале 2 стебля служит торец барабана, а продольный штрих 1 является указателем для круговой шкалы 3. Пронумерованная шкала стебля показывает количество миллиметров, а его дополнительная шкала служит для подсчета половин миллиметров.
Отметим последний полностью открытый барабаном штрих миллиметровой шкалы стебля. Его значение составляет целое число миллиметров, и на рисунке он обозначен зеленым цветом. Если правее этого штриха имеется открытый штрих дополнительной шкалы (выделен голубым), нужно прибавить 0,5 мм к полученному значению.
При отсчете показаний круговой шкалы 3 в расчет берут то её значение, которое совпадает с продольным штрихом 1. Таким образом, на верхнем изображении показания прибора составляют:
- 16 + 0,22 = 16,22 мм.
- 17 + 0,5 + 0,25 = 17,75 мм.
Распространенной ошибкой является случай, когда неверно учитывают (или не учитывают) величину 0,5 мм. Это связано с тем, что ближайший к барабану штрих дополнительной шкалы может быть открыт частично. При необходимости проверьте себя с помощью штангенциркуля.
Порядок проведения измерений микрометром
Рабочие поверхности микрометра разводят на величину чуть большую, чем размер измеряемой детали, иначе при работе можно её поцарапать. Дело в том, что торцевые поверхности пятки и микрометрического винта имеют высокую твердость для устойчивости к истиранию.
Пятку слегка прижимают к детали и вращают микрометрический винт с помощью трещотки до соприкосновения его с измеряемой поверхностью. Трещотка служит для регулирования усилия натяга – делается обычно 3 – 5 щелчков.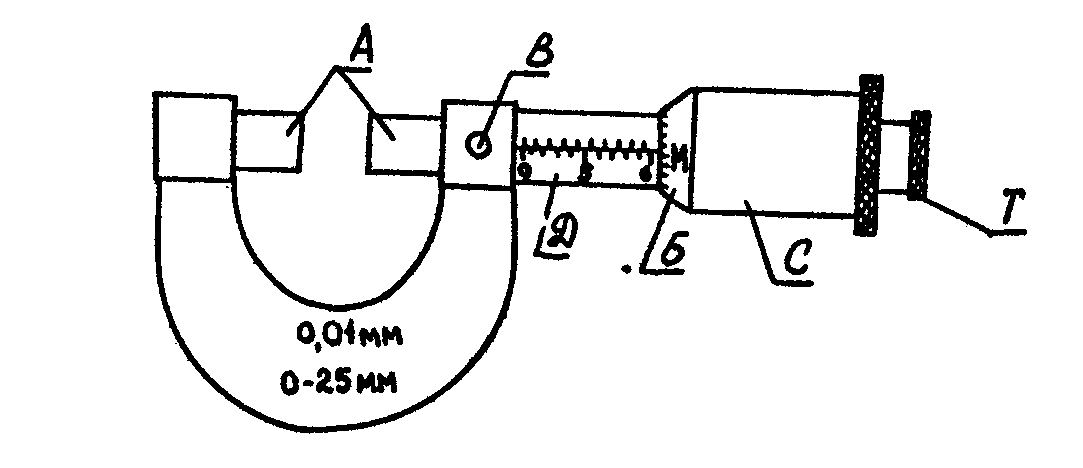 Положение микрометрического винта фиксируют с помощью стопорного устройства для того, чтобы не сбить показания при считывании значений со шкалы.
Положение микрометрического винта фиксируют с помощью стопорного устройства для того, чтобы не сбить показания при считывании значений со шкалы.
В процессе работы с микрометром его следует держать за скобу таким образом, чтобы была видна шкала стебля, и показания можно было снять на месте.
При измерении диаметра вала, измерительные поверхности нужно выставлять в диаметрально противоположных точках. При этом пятка прижимается к валу, а микрометрический винт, который медленно вращают трещоткой, последовательно выравнивается в двух направлениях: осевом и радиальном. После работы необходимо проверить точность инструмента с помощью эталона.
Устройство гладкого микрометра типа мк-25
Основные элементы конструкции гладкого микрометра представлены на рисунке ниже и обозначены цифрами:
- Скоба. Она должна быть жесткой, поскольку её малейшая деформация приводит к соответствующей ошибке измерения.
- Пятка. Она может быть запрессована в корпус, а может быть сменной у микрометров с большим диапазоном измерений (500 – 600 мм, 700 – 800 мм и т.
 д.).
д.). - Микрометрический винт, который перемещается при вращении трещотки 7.
- Стопорное устройство. У микрометра на рисунке оно выполнено в виде винтового зажима. Используется для фиксации микрометрического винта при настройке прибора или снятии показаний.
- Стебель. На него нанесены две шкалы: пронумерованная (основная) показывает количество целых миллиметров, дополнительная – количество половин миллиметров.
- Барабан, по которому отсчитывают десятые и сотые доли миллиметра. Торец барабана также является указателем для шкалы стебля 5.
- Трещотка для вращения микрометрического винта 3 и регулировки усилия, прикладываемого к измерительным поверхностям прибора.
- Эталон, который служит для проверки и настройки инструмента. Не предусмотрен для некоторых моделей микрометров МК-25.
 д.).
д.).Настройка микрометра и проверка его точности
Проверку нулевых показаний микрометра проводят каждый раз перед началом работы, при необходимости выполняют настройку. Ниже приведена общая последовательность действий.
Ниже приведена общая последовательность действий.
- Проверить жесткость крепления пятки и стебля микрометра в скобе. Протереть чистой мягкой тканью измерительные поверхности.
- Проверить нулевые показания инструмента. Для этого у МК-25 соединяют между собой рабочие поверхности пятки и микрометрического винта усилием трещотки (3 — 5 щелчков). Если прибор настроен правильно, его показания будут равны 0,00.
Для проверки микрометров с диапазоном измерений 25 — 50 мм, 50 — 75 мм и более используют соответствующие им эталоны (концевые меры длины), точный размер которых известен. Эталон, имеющий чистую торцевую поверхность, должен быть зажат без перекосов между измерительными поверхностями прибора усилием трещотки в несколько щелчков. Полученное значение сравнивают с известным, а при необходимости выполняют настройку микрометра в следующей последовательности.
Настройка на ноль
а) Фиксируют микрометрический винт при помощи стопорного устройства в положении с зажатой концевой мерой или соединенными вместе измерительными поверхностями.
б) Разъединяют барабан и микрометрический винт между собой. Для этого придерживают одной рукой барабан, а другой отворачивают корпус трещотки (достаточно полуоборота).
Также возможна конструкция прибора, в которой соединение барабана с микрометрическим винтом осуществлено с помощью винта или прижимной гайки с углублением. В этом случае воспользуйтесь ключом, идущим в комплекте.
в) Нулевой штрих барабана совмещается с продольным штрихом стебля. После этого барабан вновь соединяют с микрометрическим винтом, проводят новую проверку. Настройка повторяется при необходимости.
Микрометр электронный цифровой МКЦ-150 0.001 5-кнопочный МИК с поверкой по выгодной стоимости — оптовые цены на Микрометр электронный цифровой МКЦ-150 0.001 5-кнопочный МИК с поверкой в Москве
Характеристики
Влагозащита/Пылезащита
IP 45
Поверка/Калибровка
с поверкой
Госреестр
внесен
Верхняя граница, мм
150
Цена деления. мм
мм
0.001
Внесен в госреестр
Свидетельство N 77991-20Описание типа
Описание
Гладкий цифровой микрометр предназначен для измерений внешних размеров детали, а также для поверки менее точной техники. Прибор применяется в машиностроении, приборостроении и других отраслях промышленности. Прибор состоит из скобы, подвижного стержня, неподвижной пятки, микрометрической головки — отсчетное устройство, основанное на применении винтовой пары, которая преобразует вращательное движение микровинта в поступательное движение подвижной измерительной пятки и электронный блок с органами управления. Цифровой гладкий микрометр позволяет быстрее и легче считывать показания, а также устанавливать прибор на «нуль», менять систему вычислений с метрической на дюймовую, устанавливать пределы допуска и др. функции.
Цифровой гладкий микрометр позволяет быстрее и легче считывать показания, а также устанавливать прибор на «нуль», менять систему вычислений с метрической на дюймовую, устанавливать пределы допуска и др. функции. Инструмент оснащен теплоизоляционными накладками, исключающими влияние тепла рук на результаты измерений. Каждый прибор упакован в жесткий пластиковый или деревянный футляр и имеет паспорт изделия, в котором прописаны все необходимые характеристики и нормы эксплуатации. В комплекте к микрометру идет установочная мера, за исключением моделей с верхним пределом измерений 25 мм.
ПОХОЖИЕ ТОВАРЫ
13526
8 877.00p
2
25304
2 362.00p
127
25305
2 550. 00p
00p
536
26213
2 050.00p
322
26214
2 130.00p
372
РГППУ | Учебный элемент Наименование Конструкция и принцип д6йствия гладкого микрометраПрофессиональная область Слесарные работы | Код | |||||||||
0 | 6 | ||||||||||
Дата издания | Стр. 1 | ||||||||||
Микрометром называется контрольно – измерительный инструмент, позволяющий производить наружные измерения с точностью 0,01мм. Основные части микрометра Скоба со стеблем Конструкция микрометра включает в себя следующие элементы:● Микрометрическая пара скоба со стеблем;● микрометрическая пара; ● Барабан с трещоткой барабан с трещоткой;● стопорное устройство. Стопорное устройство ●Скоба микрометра является несущей частью конструкции. К скобе крепятся все детали микрометра. В скобу запрессована неподвижная измерительная пятка. | |||||||||||
РГППУ | Учебный элемент Наименование Конструкция и принцип д6йствия гладкого микрометраПрофессиональная область Слесарные работы | Код | |||||||||
0 | 6 | ||||||||||
Дата издания | Стр. 2 | ||||||||||
В скобу запрессован стебель с отверстием. Гладкое отверстие стебля обеспечивает точное направление перемещения микровинта. Шкалы на стебле Нижняя Верхняя На стебле микрометра нанесены две шкалы: нижняя шкала и верхняя шкала. Верхняя шкала смещена относительно нижней шкалы вправо на 0,5 мм. — Нижняя шкала имеет цену деления С = 1 мм и предназначена для отсчета целых значений в миллиметрахЦена деления С = 1 мм | |||||||||||
РГППУ | Учебный элемент Наименование Конструкция и принцип д6йствия гладкого микрометраПрофессиональная область Слесарные работы | Код | |||||||||
0 | 6 | ||||||||||
Дата издания | Стр. 3 | ||||||||||
— Верхняя шкала имеет цену деления 1 мм. Верхняя шкала позволяет отсчитывать по 0,5 миллиметра относительно нижней шкалы. Цена деления С = 1 мм Микрометрическая пара Микровинт ● Микрометрическая пара состоит из микровинта и микрогайки.Микрогайка — Микрогайка изготовлена заодно со стеблем микрометра. | |||||||||||
РГППУ | Учебный элемент Наименование Конструкция и принцип д6йствия гладкого микрометраПрофессиональная область Слесарные работы | Код | |||||||||
0 | 6 | ||||||||||
Дата издания | Стр. 4 | ||||||||||
Микрометрическая резьба выполнена на разрезанном конце микрогайки. На разрезанном конце микрогайки имеется наружная резьба, служащая для выбора зазора в винтовой паре. Зазор в винтовой паре выбирается с помощью навинчивания на наружную резьбу регулировочной гайки Регулировочная гайка стягивает резьбу до тех пор, пока микровинт не будет перемещаться в ней без зазоров. | |||||||||||
РГППУ | Учебный элемент Наименование Конструкция и принцип д6йствия гладкого микрометраПрофессиональная область Слесарные работы | Код | |||||||||
0 | 6 | ||||||||||
Дата издания | Стр. 5 | ||||||||||
— Микровинт вкручивается в микрогайку микрометра. Шаг резьбы микровинта и микрогайки составляет 0,5 мм. То есть за один оборот микро винт переместится на 0,5 мм. Для повышения точности измерений, длина резьбы микровинта не превышает 25 мм. ●Барабан с трещоткой надевается на микровинт и закрепляется колпачком. На барабане нанесена круговая шкала микрометра. | |||||||||||
РГППУ | Учебный элемент Наименование Конструкция и принцип д6йствия гладкого микрометраПрофессиональная область Слесарные работы | Код | |||||||||
0 | 6 | ||||||||||
Дата издания | Стр. 6 | ||||||||||
Цена деления круговой шкалы микрометра составляет 0,01 мм. Барабан соединен с микровинтом поэтому при вращении барабана вращается и микровинт. Трещотка располагается в колпачке барабана и служит для создания постоянного измерительного усилия. Зуб При превышении усилия измерения (Ризм) трещотка проворачивается Усилие измерения Ризм = 9 Н Ризм Принцип действия трещотки состоит в том, что при вращении барабана подпружиненный зуб трещотки упирается в зубья барабана. При превышении заданного измерительного (Ризм) усилия зуб проскакивает и трещотка проворачивается.Пружина зуба трещотки рассчитана на усилие измерения Ризм = 9Н | |||||||||||
РГППУ | Учебный элемент Наименование Конструкция и принцип д6йствия гладкого микрометраПрофессиональная область Слесарные работы | Код | |||||||||
0 | 6 | ||||||||||
Дата издания | Стр. 7 | ||||||||||
● Стопорное устройство служит для закрепления микровинта в определенном положении. Стопорное устройство состоит из втулки и винта, затягивая винт можно регулировать силу прижима измерительного наконечника к стенке отверстия втулки. | |||||||||||
РГППУ | Учебный элемент Наименование Конструкция и принцип д6йствия гладкого микрометраПрофессиональная область Слесарные работы | Код | |||||||||
0 | 6 | ||||||||||
Дата издания | Стр. 8 | ||||||||||
Порядок измерения микро- метром следующий: — Возьмите микрометр левой рукой за скобу а правой рукой за колпачок барабана. —Поднесите его к детали так, чтобы последняя находилась между измерительными пятками и ось микрометра была перпендикулярна оси детали. И поворачивайте барабан по часовой стрелке за трещотку до тех пор, пока не сработает трещотка (услышите треск проскакивающих зубьев). Произведите отсчет целых миллиметров по нижней шкале — Произведите отсчет целых миллиметров по нижней шкале. 12 мм | |||||||||||
РГППУ | Учебный элемент Наименование Конструкция и принцип д6йствия гладкого микрометраПрофессиональная область Слесарные работы | Код | |||||||||
0 | 6 | ||||||||||
Дата издания | Стр. 9 | ||||||||||
Произведите отсчет сотых долей миллиметра по круговой шкале — Произведите отсчет сотых долей миллиметра по шкале барабана. 0,35 мм Зафиксируйте наличие или отсутствие штриха на верхней шкале стебля — На верхней шкале стебля зафиксируйте наличие или отсутствие штриха,При наличии штриха — При наличии штриха прибавьте 0,5 мм к показаниям микрометра. + 0,5 мм При отсутствии штриха — При отсутствии штриха 0,5 мм добавлять не нужно. +0 мм — 12 + 0,35 = 12,35 мм или 12 + 0,35 + 0,5 = 12,85 мм Просуммируйте показания всех шкал и сделайте вывод о результате измерения | |||||||||||
РГППУ | Учебный элемент Наименование Конструкция и принцип д6йствия гладкого микрометраПрофессиональная область Слесарные работы | Код | |||||||||
0 | 6 | ||||||||||
Дата издания | Стр. 10 | ||||||||||
В заданиях с 1 по 3 выберите правильные окончания утверждений и отметьте свой выбор кружком
предназначен:
предназначено:
3.4 Трещотка | |||||||||||
РГППУ | Учебный элемент Наименование Конструкция и принцип д6йствия гладкого микрометраПрофессиональная область Слесарные работы | Код | |||||||||
0 | 6 | ||||||||||
Дата издания | Стр. 11 | ||||||||||
резьбы, изготавливается с длиной резьбовой части:
6. Для выбора зазора в микрометрической винтовой паре у микрометра предусмотрено устройство: 6.1 Барабан с трещоткой 6.2 Коническая резьба с регулировочной гайкой 6.3 Микрометрическая пара 6.4 Скоба с отверстием 7. Микрометр предназначен для измерения следующих размеров: 7.1 Диаметр вала 7.1 Диаметр отверстия 7.3 Глубина отверстия 7.4 Шероховатость поверхности | |||||||||||
РГППУ | Учебный элемент Наименование Конструкция и принцип д6йствия гладкого микрометраПрофессиональная область Слесарные работы | Код | |||||||||
0 | 6 | ||||||||||
Дата издания | Стр. 12 | ||||||||||
Указание: В заданиях с 4 по 6 установите верные смысловые пары и заполните предлагаемую форму ответа
циркуля и их наименованиями 8.1 Скоба 8 А Б В Г Д Е Ж .2 Неподвижная пятка8.3 Барабан 8.4 Трещотка 8 .5 Микровинт8.6 Микрогайка 8.7 Стопорный винт 8.1 8.2 8.3 8.4 8.5 8.6 8.7 9.Установите соответствие между типами шкал микрометра и их ценами деления 9.1 Верхняя шкала А. 1 мм 9.2 Нижняя шкала Б. 0,01 мм 9.3 Круговая шкала В. 1 мм 9.1 9.2 9.3 | |||||||||||
РГППУ | Учебный элемент Наименование Конструкция и принцип д6йствия гладкого микрометраПрофессиональная область Слесарные работы | Код | |||||||||
0 | 6 | ||||||||||
Дата издания | Стр. 13 | ||||||||||
Подойдите к инструктору, получите деталь, произведите измерение размеров детали и занесите результаты в протокол 10. Произведите измерения предложенной детали: 7.1 Длина Л 7.2 Диаметр Д1 Д1 7.3 Диаметр Д2 Д2 Л Д1 = Д2 = Л = | |||||||||||
РГППУ | Учебный элемент Наименование Конструкция и принцип д6йствия гладкого микрометраПрофессиональная область Слесарные работы | Код | |||||||||
0 | 6 | ||||||||||
Дата издания | Стр. | ||||||||||
Изучив данный учебный элемент, Вы сможете: — Различать конструктивные элементы микрометра — Читать и интерпретировать показания микрометра Сопутствующие учебные элементы: — Классификация измерительных инструментов. Оборудование, необходимое для изучения учебного элемента: Микрометр МК 0 – 25 ГОСТ 1275 — 78 Микрометр МК 25 – 50 ГОСТ 1275 — 78 | |||||||||||
обзоров лучших цифровых микрометров (калибраторов) 2021
На протяжении сотен лет ученые, исследователи, математики, инженеры и рабочие использовали штангенциркуль для измерения расстояния между двумя точками. В своей простейшей форме суппорты состоят из двух рычагов, направленных внутрь. Эти руки упираются в длинные ворота, которые действуют как линейка, помогая вам со значительной точностью измерить расстояние.
ШтангенциркульDigital — это сочетание многовековых технологий и мощи цифровой эпохи.Стандартный цифровой штангенциркуль, Vernier Caliper, работает с той же регулируемой лапой, что и древние штангенциркули, но его измерения подтверждаются цифровым способом и отображаются на жидкокристаллическом дисплее. Результатом является наименьшее количество, то есть наименьшее значение, которое может быть измерено устройством, около 0,1 мм. Челюсти Vernier идеально подходят как для внутренних, так и для внешних измерений, а также обеспечивают достаточную точность для нужд большинства людей.
Но некоторым людям нужна более высокая точность, чем может обеспечить штангенциркуль с нониусом.Для таких людей существуют микрометры. Как и штангенциркуль Vernier, для измерения используются микрометры. Однако есть большие различия в эффективности и использовании. Например, микрометр использует калибр для винтов, чтобы измерять расстояние между шпинделем и наковальней. Такая установка обеспечивает значительную точность, поэтому микрометры могут давать минимальное количество отсчетов до 0,01 мм.
Измерение скорости и точности 21 века
Иногда вам нужна точность в пределах дюйма, но в других случаях вам нужна точность, которую невозможно обнаружить невооруженным глазом.А когда вы работаете в производственных условиях, требуя многократного измерения диаметральной толщины, вы не хотите полагаться на здравый смысл.
Цифровые штангенциркулипревосходны тем, что исключают предположения и человеческие ошибки. Они не только позволяют работать с большей эффективностью и точностью, но и экономят ваше время при считывании измерений. На практике это означает, что вам не нужно прищуриваться, чтобы попытаться увидеть, где нужно произвести измерение, полагаясь на ваше лучшее суждение о точности.
И цифровые штангенциркули — это не только точность, но и быстрое измерение. Когда вам нужно настраивать измерение каждый раз, когда вы хотите его выполнить, вы можете быстро потратить значительное количество времени и внимания на задачу, которую можно автоматизировать. Если вы обнаруживаете, что выполняете одни и те же измерительные задачи снова и снова, вы хотите, чтобы процесс был таким же простым, как нажатие кнопки, что и могут обеспечить цифровые измерители.
Любой стоящий штангенциркуль Vernier способен делать то, что обычно невозможно сделать с помощью штангенциркуля.Например, они должны быть в состоянии помочь вам установить нулевую точку для ваших измерений в любом месте по длине штангенциркуля. Вы не будете склонны совершить ошибку из-за небольших, но статистически значимых различий между измерениями, и вы сможете проводить быстрые и быстрые измерения, перемещая коготь в любую точку.
Сколько вам нужно точности?
Чтобы найти отличный штангенциркуль, нужно не только выбрать прочную конструкцию, но и выбрать правильный штангенциркуль для той задачи, которую вы выполняете.Для начала это означает вопрос, может ли инструмент обеспечить достаточную точность для поставленных вами задач. Точность почти само собой разумеется, но менее очевидна важность прочного дизайна и столь же прочных строительных материалов.
Как избежать плохого дизайна
Плохая конструкция приводит к сбою в работе, когда вы пытаетесь закрыть губку суппорта до нулевого значения. Незначительные конструктивные недостатки могут вызвать небольшое пространство для маневра в штангенциркуле, что в конечном итоге приведет к неточным измерениям.Плохо спроектированные измерители также подвержены «нулевой проблеме», когда вы устанавливаете измеритель на новую нулевую точку для измерения, и дисплей не отражает это изменение или колеблется между тысячными долями точки.
Любой, кто раньше использовал цифровой штангенциркуль, знает, что это явные признаки загрязнения на лицевой стороне штангенциркуля от многократных измерений. Но когда вы идете убрать мусор и обнаруживаете, что по-прежнему получаете ошибки, это означает, что у вас плохая сборка или продукт с дефектом производителя.
Качество сборки, необходимое для решения ваших задач
Качество сборки штангенциркуля особенно важно для людей, которые будут проводить большие объемы измерений. Если вы прижмете лицевой стороной штангенциркуля к другой поверхности, сотни или тысячи образующихся контактов могут изнашивать инструмент. Результат — неточные измерения и фактически сломанное устройство. Будет ли вам удовлетворена дешевая пластиковая конструкция или вам понадобится что-то вроде закаленной стали, зависит от того, как часто вам нужно проводить измерения.
Еще одна вещь, которую вы, возможно, захотите рассмотреть, — это суппорты общего назначения по сравнению с суппортами специального назначения. Когда вы выполняете специальные работы, например, измеряете внутреннюю часть подводного бурового оборудования, вам не удастся использовать штангенциркуль общего назначения. В особых условиях штангенциркуль общего назначения будет давать менее точные данные, будет более неэффективным в использовании и будет легче изнашиваться.
Другими словами, имеет значение среда, в которой применяется штангенциркуль.Большинство людей не будут проводить измерения на открытом воздухе или под водой, но тем, кто это делает, следует, по крайней мере, найти время, чтобы убедиться, что их инструмент является надлежащим образом водонепроницаемым. Вообще говоря, суппорты, изготовленные для тяжелых условий работы в мастерской, всегда должны иметь степень защиты от проникновения (IP) 65 или выше.
Контроль качества
Еще один фактор — это контроль качества. Многие производители цифровых штангенциркулей хотят, чтобы вы работали на них в качестве сотрудников по личному контролю качества.Другими словами, они не тестируют свою продукцию перед отправкой. В результате некоторые дефекты неизбежно доводятся до сведения публики, и покупателям остается самим разбираться в беспорядке. Хотя шансы, что вы купите неисправный суппорт у уважаемого производителя, невелики, никто не хочет иметь дело с устройством, которое в конечном итоге оказывается неисправным.
Некоторые производители суппортов идут еще дальше и включают отчет о проверке, чтобы убедиться, что кто-то, кто работает на их заводе, лично проверил суппорт, который вы используете, на предмет соответствия их стандартам.Если не считать осмотра, вы действительно не узнаете, соответствует ли покупаемый вами суппорт номинальному значению или отличию от базового. Это также веская причина держаться подальше от дешевых подделок при выборе суппорта.
Цифровые соединения и функции
Некоторые измерители имеют порты USB или иным образом облегчают подключение к настольным компьютерам. Эти устройства идеально подходят для переноса ваших измерений непосредственно в вашу программу САПР для создания прототипов или прямо в электронные таблицы одним щелчком мыши.Если вы занимаетесь таким типом проектных работ, порты данных являются неоценимым средством оценки и экономии времени.
Также стоит обратить внимание на кнопки преобразования английского языка в метрическую систему, кнопки блокировки данных и тип используемой батареи. Меньше всего вам нужно, чтобы батарея вашего суппорта разряжалась через 9 месяцев использования, а затем обнаруживала, что новая батарея непонятна и дорога.
Mahr Federal 16ER
Легко найти десятки разных производителей цифровых штангенциркулей, и многие из них ужасны.Но вам не нужно становиться экспертом по маркам суппортов, чтобы принять обоснованное решение. Один из быстрых способов узнать о компании — это спросить, специализируются ли они на том, чем они занимаются, или штангенциркуль — лишь один из тысяч продуктов, которые они производят.
С момента своего основания Mahr Federal специализируется на метрологии производства, поэтому вы знаете, что их продукция разрабатывается опытными экспертами. Они знают, что людям нужно от штангенциркуля, как создавать эффективные конструкции и как поддерживать точность на высочайших стандартах.Именно это они и предлагают с цифровым штангенциркулем модели 16 ER. В его 6-дюймовом корпусе используется стандартный дизайн Вернье, и он может похвастаться чрезвычайно высокой точностью 0,01 мм.
Направляющая с гладкой притиркой имеет стопорный винт, удобно расположенный сверху для обеспечения стабильных и надежных измерений. А грязесъемники были интегрированы в боковую часть для повторной точности измерений, что является типом мелких сенсорных суппортов, которые производятся только специалистами в этой области.
Сборка и функции
Что касается небольших удобств, вы можете оценить, что вашу нулевую позицию нужно установить только один раз. Оттуда вы можете сохранить эту точку для всех дальнейших измерений. Включите или выключите его, вы все равно сохраните сохраненное нулевое положение, благодаря мощной батарее CR2032. На этом устройстве кнопка LOCK — это то, что устанавливает ваше нулевое положение, что значительно упрощает предотвращение возможности ошибки в работе.
Балка и поперечная балка 16ER изготовлены из закаленной нержавеющей стали, конструктивно готовой к поддержанию точности ваших измерений снова и снова.Вам не нужно беспокоиться о износе концов. Между тем, пластиковые компоненты обладают химической стойкостью, что помогает суппорту выдерживать тяжелые условия в мастерской. Электрические компоненты защищены классом IP67, который выдерживает даже кратковременное погружение в воду.
Корпус устройства оснащен большим ЖК-дисплеем, который легко читается и может переключаться между английскими и метрическими единицами с помощью одной кнопки. В качестве дополнительного бонуса 16ER включает в себя защитный чехол и необходимый аккумулятор.И последнее, что следует отметить: хотя это шестидюймовый штангенциркуль, фактический диапазон измерения составляет 150 мм, что примерно на 1/10 дюйма короче 6 дюймов.
Twin-Cal
Брауна и ШарпаBrown & Sharpe — еще один бренд, который выделяется тем, что специально создает инструменты для удовлетворения самых жестких требований производителей. Их цифровой штангенциркуль Twin-Cal использует стандартную 6-дюймовую конструкцию Vernier, но на самом деле корпус их устройства значительно длиннее, чтобы вы могли использовать все шесть дюймов для измерения.
Как и Mahr ER16, это устройство обеспечивает престижное разрешение 0,0005 ″ / 0,01 мм и готово к работе в условиях мастерской. Штангенциркули Brown & Sharpe производятся в Швеции и соответствуют всем стандартам, установленным Американским национальным институтом стандартов.
Но что действительно выделяет этот цифровой штангенциркуль, так это то, что он использует беспроводной интерфейс TESA вместе с проводным портом данных. В совокупности эти функции позволяют экспортировать данные на компьютер для выполнения измерений намного быстрее, чем это было бы возможно в противном случае.А для большего удобства вы найдете порт USB для еще большего количества возможностей подключения.
Сборка и функции
Иногда вы не берете штангенциркуль на моторный двор, чтобы снять мерки с грязной выхлопной трубы. Если вы сидите в лаборатории и проводите измерения для ввода цифровых данных в компьютер, измерение скорости становится более важным. Скорость измерения Twin-Cal превышает 2 мс, поэтому вы должны будете выполнить измерение до того, как кнопка мыши, которую вы использовали для запроса, даже закончила щелкать.
Корпус изготовлен из нержавеющей стали, покрытой PVD-покрытием для повышения прочности. Электроника закрыта пластиковым корпусом и имеет защиту IP67 от охлаждающих жидкостей, масел, пыли и кратковременного погружения в воду. Дисплей устройства четкий и особенно большой, поэтому вы сможете контролировать измерения с близкого расстояния.
Этот суппорт имеет длинный корпус 9,8 x 3,8 x 1,1 дюйма и весит в общей сложности около 8 унций.Челюсть 1,5 дюйма позволяет надежно удерживать объекты во время измерения, а функция абсолютного нуля сохраняет ваши нулевые настройки даже при выключении устройства. К сожалению, в комплекте нет кабеля или беспроводного приемника для подключения устройства к ПК. Но в комплект входит защитный пластиковый корпус и необходимая батарея CR2032.
Mitutoyo 293-340-30
Многие бренды заявляют, что предоставляют точные измерения, но Mitutoyo готова предоставить это.Как следует из названия, Mitutoyo производится в Японии и соответствует высоким стандартам японского производства. В индустрии цифровых штангенциркулей Mitutoyo широко известен как марка надежного качества.
Отчасти потому, что с Mitutoyo вы можете быть уверены, что полученный вами суппорт не перестанет соответствовать спецификациям производителя и не будет дефектным, потому что каждый суппорт Mitutoyo проходит испытания на их заводе. После ручной проверки экспертами ответственные сотрудники лично подписывают сертификат проверки, который прилагается к каждому продаваемому суппорту.
Что касается точности, Mitutoyo 293-340-30 — это микрометр с впечатляющим разрешением 0,001 мм. И в соответствии с их репутацией, он имеет прочную конструкцию, которая необходима цифровому штангенциркулю при регулярном использовании.
Сборка и функции
Mitutoyo 293-340-30 использует простой ЖК-дисплей, напоминающий циферблат стандартного калькулятора, на котором можно переключаться между британской и метрической системами. Конструкция этого устройства с храповым механизмом позволяет применять равномерное давление для регулировки суппорта.Другими словами, вы сможете делать не только более точные измерения, но и повторяемые.
Все используемые пластмассовые компоненты устойчивы к маслу, а измерительные поверхности имеют твердосплавные наконечники для обеспечения долговечности при сотнях измерений. Степень защиты IP65 рассчитана на пыленепроницаемость, но не на погружение в воду. Вы будете защищены от небольшого разлива, но не проводите измерения в бассейне.
Устройство весит 12,8 унции и использует функцию автоматического отключения для экономии заряда аккумулятора.Будет ли эта функция удобством или неприятностью, зависит от вашего предполагаемого использования. В зависимости от того, как часто вы его используете, вы обнаружите, что батареи хватит почти на 3 года непрерывных измерений.
Mahr Федеральный 40EWR
Еще одна разработка компании Mahr Federal, этот микрометр использует конструкцию шпинделя и наковальни, а не более стандартную конструкцию штангенциркуля. Шпиндель и наковальня рассчитаны на длительный срок службы благодаря твердосплавным наконечникам, которые выдерживают постоянное использование.Храповик спиннера был плавно интегрирован в наперсток устройства для удобства использования.
Диапазон измерения в один дюйм (25 мм) должен быть более чем достаточным для сверхточных измерений, для которых предназначено это устройство. 40EWR обладает впечатляющим разрешением 0,001 мм и столь же замечательным пределом погрешности в 2-7 микрометров, в зависимости от диапазона измерения, который вы используете в данный момент.
Сборка и функции
Как и Twin-Cal, это устройство готово к переносу данных на ваш компьютер и включает в себя слот USB и встроенную поддержку беспроводной связи для этой цели.Если у вас нет собственного программного обеспечения, настроенного для передачи, вы сможете использовать их функцию MarConnect для передачи данных непосредственно в программы Windows, такие как Excel. Как и Twin-Cal, это устройство было создано для суровых условий мастерской и защищено гидроизоляцией IP65 от масляной пыли и влаги.
Как и любой прочный цифровой измерительный прибор, в этом устройстве используются те же основные кнопки фиксации / привязки, которые помогают вам обеспечить собственное уникальное нулевое положение и не допускают ошибок при работе, которых можно избежать.Как и штангенциркуль Mitutoyo, это устройство использует функцию автоматического включения / выключения, которая будет либо раздражать, либо быть удобной, в зависимости от вашего использования.
На очень большом цифровом ЖК-дисплее можно переключаться между британской и метрической системами, и он поддерживает инкрементное считывание. Достаточно сильная защита IP65 гарантирует, что устройство не умрет при первой утечке, а пластиковые компоненты устойчивы к химическим веществам. В дополнение к батарее, рассчитанной на два года работы, вы также получите пластиковый футляр для хранения.
Выбор между 4 точными цифровыми штангенциркулями и микрометрами
Для суппорта с притертой направляющей вам нужно будет выбирать между Mahr Federal 16ER и Brown & Sharpe Twin-Cal. Оба обладают высокой точностью и имеют высококачественную конструкцию с защитой IP67. Но только у Twin-Cal есть возможности цифрового подключения, которые вы хотите загрузить на компьютер. С другой стороны, если вы меньше заботитесь о подключении штангенциркуля к компьютеру, вы сможете сэкономить, выбрав столь же надежный 16ER.
А если вам нужен микрометр с храповым механизмом , то вам придется выбирать между Mitutoyo 293-340-30 и Mahr Federal 40EWR. Хотя оба они построены по высочайшим стандартам, модель Mitutoyo может похвастаться умеренно большей точностью.
Из диапазона измерения около 200 мм микрометр Mitutoyo имеет точность до невероятно крошечных 3 микрометров. 40EWR имеет точность до 7 микрометров для аналогичного диапазона.Другими словами, если вам нужна высочайшая точность, ничто не заменит Mitutoyo 293-340-30. Но если вам не требуется точность измерений более 7 микрометров, вы будете полностью удовлетворены соотношением цены и качества прибора 40EWR от Mahr Federal.
Было ли это полезно? Пожалуйста, рассмотрите возможность совместного использования:
Taber — Оптический микрометр — Taber Industries
Оптический микрометр может выполнять бесконтактные измерения на любой поверхности, изогнутой или плоской.Этот инструмент полезен для измерения глубины царапин, трещин, трещин, встроенных пустот и толщины прозрачных материалов (например, стекла, акрила). Он также может измерять царапины, трещины, коррозию, ямки, дефекты, небольшие вмятины и другие дефекты. Используя дополнительный окуляр сетки нитей на модели 966A, можно измерять ширину до 0,040 дюйма. Этот портативный прибор идеально подходит для полевых работ, таких как лобовые стекла, передние кромки, планеры, обшивка фюзеляжа, лопасти воздушного винта, лопасти несущего винта, лопасти турбины, поверхности с покрытием и многое другое.
Описание
Оптический микрометр имеет прочный корпус и легко читаемую шкалу нониуса. Модель 966 обеспечивает 100-кратную мощность, позволяющую измерять глубину до 0,665 дюйма. Модель 966A обеспечивает 200-кратную мощность, что позволяет измерять глубину до 0,260 дюйма. Обе модели поставляются со стандартной подставкой для штатива, которую можно использовать на плоских или простых изогнутых поверхностях.
Для измерения поверхности оператор помещает оптический микрометр над исследуемой областью.После правильной фокусировки оператор снимает показания на самой высокой поверхности в определенной области. Второе показание снимается на самой нижней поверхности, и измерение рассчитывается путем вычисления разницы между двумя показаниями.
Оптический микрометр Характеристики | Модель 966 | Модель 966A |
Увеличение | В 100 раз | 200X |
Рабочее расстояние оптики (измерение глубины) | 0.6650 | 0,2600 |
Рабочее расстояние микрометра | 1,0000 | 1,0000 |
Толщина материала (прозрачный) | 0,9975 | 0,3900 |
Точность | ± 0.0005 | ± 0,0002 |
Область изображения | 0,090 диам. | 0,060 диам. |
Фокальная плоскость изображения | ± 0,0002 | ± 0,0001 |
С окуляром визирной сетки (P / N 966AR) | ||
Ширина | N / A | до 0.040 |
Точность | N / A | 0,001 |
Единицы измерения указаны в дюймах
ПРИМЕЧАНИЕ: Модель 966A1 содержит оборудование (спецификации) для обеих моделей выше
дополнительные аксессуары
Доступны шесть сменных монтажных оснований для работы с выпуклыми, вогнутыми или составными поверхностями.Адаптер света для микрометра также может использоваться для освещения образца, что упрощает считывание результатов измерения.
Основание штатива — обеспечивает максимальную универсальность для плоских, простых и сложных изогнутых поверхностей.
Основание Quadpod — используется для вогнутых / выпуклых изогнутых поверхностей
Смещение основания штатива — позволяет измерять плоские или изогнутые поверхности, прилегающие к выступающим препятствиям, запрещающим использование основания штатива.
Основание сошки Wedge — используется, когда пересечение строганных поверхностей образует углы не менее 80 °.
Полупрозрачное основание V-образного блока — используется для круглых поверхностей, таких как трубы, и внешних углов; обеспечивает плоскую опору для участков с выемками по бокам
Большая подставка для штатива — используется для приложений, требующих большей площади опоры, чем предусмотрено для базы штатива; в основном используется для проверки мелких деталей
Все шесть сменных элементов входят в комплект оптического микрометра модели 966A1 вместе с лампой микрометра и регулируемым кронштейном, как показано на изображении выше.
УСТРОЙСТВО ДЛЯ РЕГУЛИРОВКИ ЗАЗЕМЛЕНИЯ МИКРОМЕТРА — PRATT & WHITNEY INC.
УРОВЕНЬ ТЕХНИКИНастоящее изобретение относится к устройствам, которые регулируют люфт в резьбовых узлах. Изобретение также относится к микрометрам и, в частности, к узлам, которые управляют люфтом или люфтом шпинделя микрометра.
Небольшие изменения формы резьбы микрометрического шпинделя часто возникают во время изготовления шпинделя, и хотя такие изменения имеют незначительное влияние, если таковое имеется, на точность измерения микрометра, они действительно влияют на плавное вращение и истинный ход шпинделя. шпиндель в микрометре или другой ответной резьбе из-за качества посадки между деталями.
В прошлом микрометрический шпиндель вставлялся с резьбой в металлическую разрезную гайку, и использовались различные устройства для кулачка металлической разрезной гайки в резьбовое соединение со шпинделем для управления упругим зацеплением под давлением между соответствующими резьбами. Важным недостатком этих устройств предшествующего уровня техники является то, что они имеют тенденцию быть относительно сложными, и эта сложность значительно увеличивает стоимость производства микрометра. Кроме того, использование такой металлической разрезной гайки не обеспечивает равномерный контакт между резьбой гайки и резьбой шпинделя, который необходим для плавного и точного хода шпинделя в микрометрической гайке.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Сжимаемые материалы, такие как нейлон, тефлон и другие пластмассы, можно сжимать в течение продолжительных периодов времени, и при освобождении от такого сжатия эти материалы будут медленно возвращаться к своей первоначальной форме. Такие пластмассовые материалы отличаются тем, что они расширяются под прямым углом к направлению сжимающей силы.
Один вариант осуществления изобретения использует это явление за счет создания ограниченной пластмассовой гайки в резьбовом зацеплении со шпинделем.Осевое сжатие гайки вызывает радиальное расширение гайки, что, в свою очередь, позволяет резьбе гайки соответствовать пустоте вокруг резьбы шпинделя. Устройство в соответствии с изобретением имеет преимущество перед устройствами предшествующего уровня техники не только из-за его более низкой стоимости изготовления, но также потому, что оно обеспечивает более плавную работу шпинделя, поскольку пластиковая гайка почти на 100 процентов входит в опорную поверхность на резьбе шпинделя. Кроме того, из-за трения, возникающего между взаимодействующими резьбами, устройство в соответствии с этим вариантом осуществления изобретения по своей природе будет обладать длительным сроком службы.Этот вариант осуществления изобретения не ограничен микрометрами, но применим к любому прецизионному винтовому узлу, в котором необходимо контролировать люфт и / или радиальный люфт.
В другом варианте осуществления изобретения используется пластиковая конструкция без резьбы, расположенная между неподвижной резьбовой поверхностью и металлической гайкой шпинделя. Сила, приложенная в осевом направлении к металлической гайке шпинделя в направлении оси шпинделя, будет создавать более выраженное зацепление между резьбой шпинделя и резьбой металлической гайки и будет сжимать в осевом направлении пластиковое кольцевое пространство.Этот вариант осуществления изобретения аналогичным образом применим к любому прецизионному винтовому узлу и имеет преимущество перед устройствами предшествующего уровня техники и поддерживает правильное выравнивание резьбового шпинделя.
Основная цель моего изобретения — предоставить прецизионный винтовой узел, имеющий эффективные средства контроля люфта и / или радиального люфта.
Другой целью является создание прецизионного винтового узла с плавными и точными рабочими характеристиками.
Еще одной задачей является обеспечение точной регулировки винтового узла, которая требует минимального количества отдельных деталей и, следовательно, проста и экономична в производстве.
Другой целью является создание микрометра, имеющего простые и эффективные средства регулировки люфта и / или радиального люфта в нем, который способствует плавному и точному вращению шпинделя микрометра.
Еще одной целью настоящего изобретения является создание микрометрической конструкции, содержащей пластиковый элемент, приспособленный для сжатия для регулирования люфта и / или радиального люфта в нем.
Другие цели, особенности и преимущества изобретения станут очевидными по мере его описания, если рассматривать его вместе с сопровождающими иллюстративными чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 представляет собой вид сбоку микрометра, воплощающего настоящее изобретение.
РИС. 2 — увеличенный частичный вид в вертикальном разрезе, показывающий узел шпинделя и гильзы.
РИС. 3 — вид микрометра по фиг. 2 со снятой крышкой по линии 3–3 на фиг. 2.
РИС. 4 — увеличенный частичный вид в вертикальном разрезе, показывающий расположение шпинделя и гильзы согласно другому варианту осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Теперь обратимся к чертежам, на которых одинаковые символы используются повсюду для обозначения одинаковых элементов, иллюстративный узел прецизионного винта представляет собой микрометр типа C и включает упор 12, шпиндель 14, наперсток. 16 и корпус 18. Задний или правый конец шпинделя 14 плотно прикреплен к наконечнику для вращения вместе с ним с помощью колпачка 20. Микрометр также включает фиксатор шпинделя 22, установленный внутри рамочной части 24 корпуса. 18 для предотвращения движения шпинделя после завершения желаемого измерения.Трубчатая часть 26 корпуса 18 и левый или передний конец гильзы 16 имеют градуировку в положениях 28 и 30 обычным образом, как ясно видно на фиг. 1.
Как лучше всего видно на фиг. 2 и 3, трубчатая часть 26 корпуса 18 коаксиальна шпинделю 14 и гильзу 16, которая может перемещаться над ним. Концевая часть 34 гильзы 16 имеет радиальную прорезь 36 для образования множества сегментов 38 и имеет гладкую внутреннюю поверхность 40, которая перемещается в радиальном направлении в зацепление с задней резьбой на резьбовой части 32 шпинделя, когда крышка 20 затягивается.Следует понимать, что концевая часть 34 гильзы 16 прикреплена к шпинделю 22 аналогично зажимному патрону сверла. Также следует отметить, что радиальные прорези 36 в концевой части 34 гильзы 16 проходят от заднего конца гильзы до непосредственного контакта с концом резьбы 42. Внутренняя часть колпачка 20 также снабжена резьбой 44 для войдите в зацепление с резьбой 42 гильзы. Когда колпачок 20 вращается, чтобы прочно закрепить шпиндель 14 на гильзе 16, сужающаяся стенка 46 колпачка 20 входит в зацепление с сужающимися изогнутыми поверхностями 48 на концевой части 34, чтобы установить прочное соединение между резьбой резьбовой части 32 и поверхностью. 40, тем самым неподвижно устанавливая шпиндель 14 внутри гильзы 16, так что шпиндель 14, гильза 16 и крышка 20 образуют твердое тело, которое вращается при приложении крутящего момента к любой из соответствующих рифленых поверхностей гильзы и крышки.Должно быть очевидно, что шпиндель 14 должен быть точно позиционирован относительно гильзы 16 перед затягиванием крышки, чтобы микрометр показывал 0, когда левый конец шпинделя 14 касается упора 12.
Кольцевая конструкция 50, выполненная из сжимаемого материала, такого как нейлон, тефлон или другой пластик, имеет резьбу, сформированную на его внутренней поверхности, чтобы тем самым образовать сжимаемую гайку, которая установлена внутри корпуса 18 таким образом, что ее внешняя периферия прилегает к стенке камеры 27 , а боковая сторона прилегает к кольцевому упору 52.Конструкция 50 по резьбе входит в резьбовую часть 32 шпинделя 14. Нажимная гайка 54, которая с возможностью резьбы входит в зацепление с внутренней частью трубчатой части 26, упирается в другую боковую сторону конструкции 50. Нажимная гайка 54 имеет прорезь 56 в отверстии. обычный способ установки гаечного ключа, так что гайку 54 можно регулировать вперед и назад для изменения степени сжатия конструкции 50.
Следует понимать, что достаточная передняя регулировка прижимной гайки 54 допускает внутреннюю резьбу структура 50 для заполнения пустот между резьбой на шпинделе и обеспечения контакта подшипника между ними.Также должно быть очевидно, что крутящий момент, требуемый для поворота шпинделя, соответственно увеличивается, когда гайка 54 перемещается вперед. Теперь должно быть очевидно, что конструкция 50 и зажимная гайка 54 образуют подузел, который удерживает резьбу конструкции 50 в заданном упругом резьбовом зацеплении со шпинделем 14. Это по существу постоянное упругое давление между резьбой конструкции 50 и шпинделем позволяет резьба конструкции 50 автоматически плотно входит в зацепление и следует за резьбой шпинделя по всей своей длине, и, таким образом, позволяет конструкции 50 соответствовать любой незначительной неровности резьбы шпинделя.Кроме того, такое зацепление между конструкцией и шпинделем обеспечивает автоматическую компенсацию неровностей, которые могут существовать в диаметре шпинделя, тем самым предотвращая возможность люфта, который в противном случае мог бы возникнуть.
Следует принять во внимание, что подузел, определяемый конструкцией 50 и зажимной гайкой 54, может обеспечить плавную работу микрометра или, в этом отношении, любого другого узла прецизионного винта. Также следует отметить, что для этого узла требуется только две недорогие детали, и поэтому он прост и экономичен в изготовлении и сборке.Характеристики износа такого узла также делают микрометр относительно прочным и долговечным. Важным преимуществом, получаемым при использовании кольцевого пространства сжимаемого пластикового типа в соответствии с изобретением, является отказ от обеспечения кулачковой поверхности на кольцевом пространстве 50.
Теперь обратимся к фиг. 4, на котором показан другой вариант осуществления изобретения, видно, что подузел, показанный на фиг. 2, может быть изменен путем замены конструкции 50 на сжимаемую кольцевую конструкцию 60 без резьбы, которая может быть изготовлена из пластикового материала, помещенного между металлическими гайками 62 и 64, каждая из которых по резьбе входит в зацепление со шпинделем 14 вдоль резьбовой части 32.Этот вариант осуществления адаптирован для использования, когда желательно иметь шпиндель 14 в резьбовом зацеплении с металлической частью, в отличие от сжимаемой части, такой как показанная на 50 на фиг. 2.
Вращение стяжной гайки 54 для ее смещения вперед вызывает соответствующее небольшое смещение металлической гайки 64 против упругого давления пластиковой кольцевой конструкции 60, тем самым увеличивая давление между соответствующими резьбами шпинделя и гаек 62 и 64 и предотвращая развитие люфта в шпинделе 14, как это было в варианте осуществления, показанном на фиг.2. Положение зажимной гайки 56 аналогичным образом определяет крутящий момент, необходимый для вращения шпинделя 14. Следует отметить, что металлическая гайка 62 неподвижна внутри корпуса 18 упором 52 и боковой стороной кольцевого пространства 60, так что, как прижимная гайка 54 перемещается вперед, шпиндель 14 будет находиться в более плотном резьбовом зацеплении как с гайкой 64, так и с гайкой 62. Следовательно, вращение компрессионной гайки 54 вперед приводит к усилению контакта подшипника между правыми поверхностями резьбы шпинделя. 14 и резьбовую часть гайки 64 и левые грани резьбы шпинделя 14 и резьбы гайки 62.Очевидно, что при желании гайку 62 можно заменить постоянной резьбой в корпусе.
Следует принять во внимание, что между вариантами осуществления и фиг. 2 и 4 на том, что фиг. 2 резьба, направляющая шпиндель, радиально подталкивается к плотной посадке подшипника с ним, тогда как на фиг. 4 нити, направляющие шпиндель, сбоку вдавливаются в плотную посадку с подшипником. Следовательно, хотя подузел в варианте осуществления по фиг. 2 лучше всего подходит для некоторых приложений, подсборка, показанная на фиг.4 будет предпочтительнее в других приложениях, особенно в тех, где желательно резьбовое соединение между металлическими частями.
Хотя здесь показана и описана микрометрическая структура, воплощающая изобретение, специалистам в данной области техники будет очевидно, что изобретение может быть воплощено в любом узле прецизионного винта, и что могут быть выполнены различные модификации и перестановки деталей. без отклонения от объема и сущности основной идеи изобретения, и что то же самое не ограничивается конкретными формами, показанными и описанными здесь, за исключением случаев, когда это указано в объеме прилагаемой формулы изобретения.Например, хотя пластиковые конструкции показаны в виде колец, они могут иметь коническую или неправильную форму и размещаться в камерах соответствующей формы. Кроме того, при желании пластмассовые конструкции могут быть разделены на разрезную гайку независимо от выбранной конфигурации. Очевидно, что для выбранного применения потребуется, чтобы пластиковая конструкция имела такую форму, чтобы облегчить ее регулировку.
Профиль поверхности — Сравнение методов измерения | Ресурсы
Профиль поверхности — сравнение методов измеренияДэвид Бимиш, DeFelsko Corporation
Резюме: Характеристики покрытия связаны с высотой профиля на стальной поверхности.Для измерения этого профиля поверхности доступны три типа устройств: точная копия ленты, глубинные микрометры с заостренными зондами и щупы для измерения шероховатости. В этой статье представлены результаты недавнего анализа измерений, проведенных тремя типами устройств на стали, подвергнутой пескоструйной очистке с использованием различных материалов, и предлагается новый метод измерения глубины в микрометрах, называемый средним из максимальных пиков.
ВВЕДЕНИЕСтальные поверхности часто подвергаются абразивной очистке перед нанесением защитных покрытий.Этот процесс удаляет предыдущие покрытия и делает поверхность шероховатой для улучшения адгезии покрытия. Результирующий профиль поверхности или рисунок якоря состоит из сложного рисунка пиков и впадин, которые необходимо точно оценить, чтобы гарантировать соответствие техническим условиям работы или контракта.
Специалисты по защитным покрытиям могут использовать несколько методов тестирования для определения профиля поверхности. Доступно мало информации, чтобы помочь им выбрать инструмент или сравнить результаты различных методов.
МЕТОДЫ ИЗМЕРЕНИЙСтальная поверхность после струйной очистки состоит из случайных неровностей с пиками и впадинами, которые трудно охарактеризовать. Инструменты, которые могут измерять этот профиль с высокой степенью точности, такие как сканирующие электронные микроскопы, подходят только для лабораторного использования. Желательны полевые методы. Часто указываются диапазоны профиля поверхности, и рекомендуемый профиль поверхности отличается для различных типов покрытий.
Определение профиля поверхности зависит от его определения.ISO 1 8503-1 2 определяет его как высоту основных пиков относительно основных впадин. ASTM 3 D7127 4 описывает это как положительные и отрицательные вертикальные отклонения, измеренные от средней линии, приблизительно в центре оцениваемого профиля. ASTM D4417-11 5 в настоящее время вообще не определяет профиль, но описывает 3 различных метода измерения (компараторы A-профиля, микрометры глубины B и лента реплик C).
Фиг.1 Методы измерения профиля поверхности ASTM
В отрасли нет эталонов профиля со значениями, отслеживаемыми Национальным метрологическим институтом. Если бы они это сделали, инструменты можно было бы проверять на соответствие этим стандартам, можно было бы публиковать заявления о точности, а пользователи имели бы средства сопоставления своих результатов. Стандарты могут определять отношение значений, полученных с реплики ленты, к значениям, полученным на микрометрах глубины, и так далее.
Не имея физических стандартов, промышленность выбрала метод судейства.NACE 6 , ASTM и ISO описывают высоту профиля поверхности как расстояние, измеренное от вершины самого высокого пика до основания самой нижней впадины в поле зрения оптического микроскопа. Микроскоп фокусируется на самом высоком пике в поле зрения. Расстояние, проходимое линзой, чтобы сфокусироваться на самой нижней впадине в пределах того же поля зрения, представляет собой единичное измерение высоты профиля. Среднее арифметическое 20 таких измерений дает среднюю максимальную высоту от пика до впадины.Другими словами, среднее из максимальных пиков.
Рис.2 Компьютерное изображение очищенной струйной очисткой стальной поверхности (слева). Обработанная поверхность (справа).
Метод микроскопа непрактичен в полевых условиях, поэтому крупные организации поддерживают ряд альтернативных методов, которые как практичны, так и обычно используются инспекторами.
ISO производит компараторы профиля поверхности для стали, подвергнутой пескоструйной очистке дробью или абразивами 7 , которые основаны на методе фокусирующего микроскопа.Используя визуальные или тактильные средства, пользователь сравнивает стальную поверхность с профилем каждого сегмента компаратора, чтобы применить соответствующую градацию «мелкий», «средний» или «крупный». Приложение B к ISO 8503-5 показывает, что существует хорошая корреляция между этими компараторами и измерениями с помощью дублирующих лент и методов щупа. Не существует метода ISO для глубинных микрометров, и не следует использовать глубинные микрометры для измерения на компараторах профиля из-за недостаточной плоскостности компараторов.
NACE RP0287 также показывает 8 реплики ленты и результаты измерений фокусирующего микроскопа согласуются в пределах их доверительных границ (два стандартных отклонения) в 11 из 14 случаев.
REPLICA TAPEReplica TAPE проста, относительно недорога и хорошо коррелирует с результатами фокусирующего микроскопа. Неудивительно, что он стал, пожалуй, самым популярным полевым методом измерения профиля поверхности.
Лента-копия состоит из слоя сжимаемого пенопласта, прикрепленного к несжимаемой полиэфирной подложке очень однородной толщины (2 мил +0,2 мил 9 ). При нажатии на шероховатую стальную поверхность пена схлопывается и образует отпечаток на поверхности.Размещение сжатой ленты между упорами микрометрического толщиномера и вычитание доли несжимаемой подложки, 2 мил, дает измерение профиля поверхности.
Рис. наковальни микрометрического калибра немного сглаживают профиль реплики, так что показание соответствует среднему максимальному значению, хотя это не то же самое, что среднее математическое.«Итак, опять же, у нас есть метод, который по сути измеряет среднее значение максимальных пиков.
В последние годы стали популярны два других метода измерения профиля: щуп для измерения шероховатости (Stylus — ASTM D7127) и глубиномер (ASTM D4417, метод B). Электронные версии этих инструментов имеют преимущество в том, что они уменьшают влияние оператора, а также собирают и анализируют данные измерений в цифровом виде.
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ СТИЛЮСАПереносное устройство измерения шероховатости поверхности щупа работает, протягивая щуп с постоянной скоростью по поверхности.Инструмент записывает расстояние, которое проходит игла вверх и вниз по поверхности. Он измеряет Rt в соответствии с ISO 4287 10 , где Rt — это расстояние по вертикали между самым высоким пиком и самой низкой впадиной в пределах любой заданной оценочной длины 0,5 дюйма. Сделаны пять из этих кривых, и значения Rt усреднены, чтобы снова получить среднее значение максимальных пиков.
Рис.4 Инструменты для измерения шероховатости иглы (показанные инструменты аналогичны тем, которые использовались в этом исследовании)
МИКРОМЕТРЫ ГЛУБИНЫ ПОВЕРХНОСТНОГО ПРОФИЛЯГлубиномер имеет плоское основание, которое опирается на поверхность, и подпружиненный зонд который опускается во впадины профиля поверхности.Плоское основание опирается на самые высокие пики, поэтому каждое измерение представляет собой расстояние между самыми высокими локальными пиками и конкретной впадиной, в которую выступил острие.
Рис. 5 Глубинные микрометры (Показанные инструменты аналогичны тем, которые использовались в этом исследовании)
В настоящее время ASTM D4417 требует, чтобы пользователь усреднял все измерения глубинных микрометров независимо от того, насколько низкими могут быть некоторые показания. Неудивительно, что окончательные расчетные результаты обычно меньше, чем полученные с помощью ленточных и стилусных методов.Данное исследование подтвердило это предположение (рис. 12). Иногда один из инструментов регистрировал значения на уровне результатов ленты или выше, но это было исключением.
В прошлом году комитет ASTM D01.46 завершил 11 лабораторных циклических оценок точности и систематической ошибки для этого метода, попросив участников измерить пять испытательных панелей из стали, подвергнутой струйной очистке, с помощью дубликата ленты и трех щупов. Они выбрали щупы с адекватным вертикальным диапазоном, чтобы их можно было использовать для измерения сравнительно шероховатых поверхностей, представляющих интерес для индустрии покрытий и футеровок.Даже в этом случае профиль на некоторых панелях превышал пределы измерения некоторых выбранных инструментов.
Предварительные результаты подтвердили тесную взаимосвязь между репликой ленты и методами шероховатости щупа, как и заключил ISO. Когда в следующем году будут опубликованы результаты, профессионалы отрасли получат доступ к надежным данным корреляции.
Остается только метод глубинных микрометров без сравнительного исследования. Чтобы обеспечить корреляцию между всеми тремя типами устройств, в этой статье предлагается анализировать измерения глубинными микрометрами с использованием метода, который дает результаты, аналогичные результатам с лентой и иглой, и соответствует их целям измерения, метод, называемый «средним из максимальных пиков».
Чтобы получить это значение, профиль измеряется в достаточном количестве точек для характеристики поверхности, обычно в пяти. В каждом месте снимается десять показаний и фиксируется самое высокое показание. Среднее значение (среднее) для всех местоположений сообщается как профиль поверхности.
Толчком к этому исследованию послужило прошлогоднее предварительное тестирование панелей ASTM с помощью одного глубинного микрометра. Как показано на рисунке 6, когда использовался метод анализа среднего максимума пиков, результаты глубинных микрометров точно совпадали с результатами ленты и щупа.
Рис. 6 Предварительные результаты на 5 панелях ASTM
РЕЗЮМЕ ИСПЫТАНИЯДля подтверждения этих результатов из KTA Labs 11 были получены двадцать панелей, подвергнутых струйной очистке с использованием обычных типов сред, и было получено пять стандартных глубинных микрометров. Пять человек провели по 50 измерений на каждой панели с каждым прибором в контролируемой офисной среде, получив в общей сложности 5000 показаний.
На каждой панели было снято минимум 3 реплики измерения ленты и усреднено.Когда результаты попадали во внешние области диапазона ленты, дополнительные измерения были получены с лентой следующего уровня и усреднены в соответствии с инструкциями производителя. Для сравнения измерения шероховатости иглы были получены с помощью трех обычных полевых приборов. Наконец, показания основного металла (BMR) для каждой панели были получены с помощью измерителей толщины магнитного покрытия Типа 1 и Типа 2.
Рис. 7 Места измерения панели для каждого метода
ПРИБОРЫ DFTЗонды DFT измеряют расстояние от наконечника зонда до магнитной плоскости в стали.На гладкой стали магнитная плоскость совпадает с поверхностью стали. На необработанной стали магнитная плоскость находится где-то между самым высоким пиком и самой нижней впадиной в профиле, это положение может отличаться в зависимости от типа прибора. Поэтому шероховатость обычно приводит к тому, что инструменты DFT показывают высокое или положительное значение.
SSPC-PA 2 и другие стандарты требуют применения поправочного коэффициента для компенсации этого эффекта шероховатости. Обычно пластиковую прокладку накладывают на незащищенный профиль и измеряют с помощью прибора DFT.Калибр регулируется так, чтобы результат соответствовал толщине регулировочной шайбы. Прокладка имитирует налипание краски на выступах, а регулировка гарантирует, что измерения толщины краски будут производиться от среднего уровня выступов профиля, а не от магнитной плоскости.
Для количественной оценки влияния профиля на датчики DFT измерения были проведены на всех панелях с помощью приборов типа 1 (механический отрыв) и типа 2 (электронные) после первой проверки нуля на гладкой плоской стали.Для каждой панели был записан средний результат пяти измерений.
На инструмент Типа 1 профиль меньше всего повлиял, и максимальное значение измерения на самой шероховатой поверхности составляло 0,3 мил. Прибор типа 2 измерял между минимальным значением 0 на поверхности, подвергнутой пескоструйной обработке стеклянными шариками, и максимальной величиной 1,2 мил на поверхности, подвергнутой дробеструйной очистке S390. В целом, инструмент DFT дал результаты толщины, которые находились в диапазоне от 1 до 26% от высоты профиля поверхности, измеренной с помощью реплики ленты, со средним значением 13% по всем панелям.
Рис. 8 Сравнение результатов измерения ТСП с результатами на реплике ленты
ОБЩИЕ НАБЛЮДЕНИЯ — ИЗМЕРЕНИЕ ПРОФИЛЯ ПОВЕРХНОСТИНекоторая шероховатость поверхности превышает измерительные возможности методов ленты и щупа. Хорошая практика предполагает, что коммерческие сорта ленты позволяют измерять средний профиль от пика до впадины от 0,5 до 5,0 мил. Все глубинные микрометры, использованные в исследовании, имели расширенные диапазоны, подходящие для измерения стальных поверхностей после струйной очистки, и не превышали максимальные значения ни на одной из панелей.
На нескольких панелях были области, где все типы инструментов давали высокие значения профиля. Эти расхождения могли быть связаны с непостоянным характером ручных взрывных работ. Можно предположить, что на более крупных поверхностях будут аналогичные неровности.
Невозможно было протестировать каждое устройство в одном и том же месте на каждой панели (рис.7). Реплика ленты исследовала относительно большую площадь, что потребовало меньшего количества измерений для адекватной характеристики поверхности. Методы щупа и глубинного микрометра имеют зонды с тонкими наконечниками, которые отбирают гораздо меньшую площадь поверхности и, следовательно, требуют большего количества измерений для адекватного определения характеристик поверхности.Руководства ISO, ASTM, NACE и SSPC учитывают это.
Все методы требовали первоначальной настройки и проверки точности перед началом тестирования.
- Метод реплики ленты требует проверки точности микрометра по известной толщине, такой как пластиковая прокладка, и ее циферблат отодвинут на 2 мил, чтобы учесть несжимаемый пластиковый слой. Во время испытания пришлось внести незначительные корректировки, чтобы компенсировать микрометрический дрейф.
- Измерители шероховатости со стилусом требовали наибольшей настройки.Была введена надлежащая длина оценки, были установлены такие отчетные параметры, как Rpc (количество пиков) и Rt (максимальная высота от пика до впадины на длине оценки), и инструмент необходимо было аккуратно разместить на очищенной стальной поверхности.
- Глубинные микрометры проверяли на нуле на стеклянной пластине и на прокладке известной толщины до и после каждой серии из 50 измерений. На протяжении всего теста ни один прибор не отклонялся от нуля.
Круги наблюдались на некоторых панелях после тестирования с репликой ленты.Считается, что они возникли в результате вдавливания микроскопических частиц в пену и их уноса, когда пена отслаивалась. Царапины наблюдались на некоторых панелях после тестирования с помощью инструментов со стилусом. Считается, что стальная поверхность была слегка изменена, поскольку игла с алмазным наконечником была проведена по выступам (рис.9).
Рис.9 Увеличенная фотография стали, подвергнутой пескоструйной обработке гранатом, с царапиной
Во время испытаний становится ясно, что результаты измерения профиля отдельной поверхности менее воспроизводимы и имеют больше вариаций, чем пользователи ожидают от других форм промышленных измерений, таких как определение толщины сухой пленки (DFT), температуры или блеска.Хотя можно ожидать, что два измерения DFT будут очень близкими, два измерения профиля поверхности могут значительно отличаться. Такова природа обработанной поверхности.
Например, на панели, подвергнутой пескоструйной очистке смесью крупного и мелкого ставролитового песка, размеры реплики ленты находились в диапазоне от 1,8 до 2,9 мил, щупа — от 1,8 до 2,8 мил, а глубина микрометра — от 0 до 5,6 мил. Тем не менее, все три метода дали окончательный результат «среднего из максимальных пиков» примерно 2.5 мил.
Однако так же часто эти три метода давали не столь близкие результаты. Результаты работы с лентой и стилусом иногда менялись на 30%. На 2 панелях, обработанных дробью S280 и оксидом алюминия # 100 меш, реплики ленты показывали 2,7 мил на обеих, в то время как метод щупа в среднем давал меньше 2,2 мил на обеих. Напротив, на кварцевом песке BX-40 реплика ленты показала 1,5 мил, в то время как метод щупа показал в среднем более 1,9 мил. Средние значения, полученные от трех щупов, были выше, чем значения на репликах ленты для всех 4 панелей, подвергнутых пескоструйной очистке, и ниже для всех панелей, подвергнутых пескоструйной и оксидной обработке.На рисунке 12 представлена сводка результатов сравнения реплики ленты и щупа.
НАБЛЮДЕНИЯ — ИЗМЕРЕНИЕ ГЛУБИННЫМ МИКРОМЕТРОМПри выполнении измерений профиля поверхности глубинными микрометрами наблюдались следующие точки:
- Рыхлый загрязнитель поверхности: На нескольких панелях были получены измерения с высокими выбросами, которые не использовались в окончательном анализе. Участники сообщили, что инструменты «раскачивались» на поверхности. Это предупредило их о проблеме поверхностных загрязнителей, и поэтому они избегали этих участков.
- Варианты показаний: На панелях, подвергнутых пескоструйной очистке, было меньше отклонений в измерениях по сравнению с панелями, обработанными стеклянными шариками. Из 250 измерений, выполненных одним инструментом на панели размером 4 x 6 дюймов x 1/8 дюйма, обработанной гранатом, результаты находились в диапазоне от 0,2 до 1,9 мил. Когда были усреднены только самые высокие показания, результат 1,2 мил был близок к результатам ленты и щупа.
Иногда регистрировались низкие показания, близкие к нулю, вероятно, они были вызваны тем, что большой пик подтолкнул наконечник зонда вверх рядом с плоскостью ножки прибора.Усреднение только максимальных значений предотвращает влияние этих низких значений на конечный результат.
Также представляет интерес максимальное значение 1,9 мил в приведенном выше примере. Казалось бы, это указывает на единственную глубокую впадину, в которую опускается наконечник зонда, на большой пик в профиле, который поднимает основание глубинного микрометра, или на волнистость поверхности. В любом случае, это был только один результат из многих, которые были усреднены для получения значимого измерения профиля.
- Количество измерений для анализа: Когда было снято только 3 показания в каждом месте на панелях, результаты не коррелировали близко с результатами на магнитной ленте, что свидетельствует о недостаточном количестве показаний.Когда использовалось 5 отсчетов на одно место, окончательные результаты были ближе к результатам на магнитной ленте. Увеличение количества считываний до 10 для каждого местоположения (согласно ASTM) удалило очевидную случайность в результатах и обеспечило лучшую корреляцию с методами ленты и щупа. Дополнительные измерения мало повлияли на улучшение результатов.
Уменьшение количества точек с 5 до 3 мало повлияло на общие результаты. Это говорит о том, что минимум 10 показаний в каждом из 3 мест в достаточной степени характеризует поверхность профиля после взрыва.
- Разница в результатах для глубинных микрометров: Глубинные микрометры, использованные в этом исследовании, имели наконечники зондов, обработанные под углом 30 ° и 60 °. Их пружинное давление составляло от 70 до 125 г. Инструменты с датчиками 30 ° часто дают более низкие результаты, чем инструменты с датчиками 60 °. Инструменты со слабыми зондами обычно дают более низкие результаты, чем инструменты с сильными зондами. Это говорит о том, что угол наконечника зонда и сила на конце зонда влияют на результаты измерения (рис.10).
Были исследованы фотографии наконечников зондов с высоким разрешением. Все наконечники правильно измеряли 30 или 60 °, как рекламируется, но их радиусы значительно различались. Некоторые были правильно округлены. У других концы были приплюснутыми или точеными (рис. 11).
Рис.10 Результаты для всех глубинных микрометров
Рис.11 Фотографии низкого и высокого разрешения различных наконечников глубинных микрометров
- Методы анализа: Когда 50 показаний каждого глубинного микрометра усредняются в соответствии с ASTM D4417, результирующие измерения высоты профиля почти всегда были ниже, чем у ленты и щупа.Когда усреднялись только максимальные значения для каждого местоположения, результаты лучше коррелировали как с лентой, так и с пером (рис. 12).
Рис. 12 Сравнение методов измерения Результаты всех инструментов одного типа объединены
ВЫВОДЫ И ВЫВОДЫРезультаты этого исследования подтверждают тесную взаимосвязь между измерениями ленты и щупа, как впервые было продемонстрировано прошлогодним раундом ASTM Робин-тестирование. Результаты также выявили интересную информацию о третьем типе измерительного устройства, микрометрах глубины профиля поверхности, которые достигли результатов, сравнимых с результатами, полученными при использовании ленты и щупа, когда использовался метод анализа «среднее от максимальных пиков» (рис.12).
Поверхность подвергнутой струйной очистке стали в любой точке является случайной вариацией, поэтому необходимо снять ряд показаний. Цель оценки состоит в том, чтобы определить максимальное значение от пика до впадины. Индивидуальные измерения поверхности металла, очищенной абразивно-струйной очисткой, значительно различаются от области к области на данной поверхности. Как эти измерения объединяются, зависит от параметра, необходимого для работы, который может быть средней высотой от пика до впадины, ее максимумом или даже чем-то еще.Используя метод анализа «среднего из максимальных пиков», глубинный микрометр дает надежные измерения профиля поверхности, которые близко коррелируют с результатами тестера шероховатости на реплике ленты и щупа.
CITATIONS- Международная организация по стандартизации (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Geneva 20, Switzerland
- Подготовка стальной поверхности перед нанесением красок и сопутствующих материалов — Характеристики шероховатости поверхности стальных поверхностей, очищенных струйной очисткой — Часть 1: Спецификации и определения для компараторов профиля поверхности ISO для оценки поверхностей, очищенных абразивно-струйной очисткой
- ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428
- ASTM D7127 «Стандартный метод испытаний для Измерение шероховатости поверхности металлических поверхностей, очищенных абразивно-струйной очисткой, с использованием портативного электронного щупа »(Вест Коншохокен, Пенсильвания: ASTM)
- ASTM D4417« Стандартные методы испытаний для полевого измерения профиля поверхности стали, очищенной струйной очисткой »(Вест Коншохокен, Пенсильвания: ASTM)
- Из стандарта NACE RP0287-2002, «Полевые измерения профиля поверхности абразива Bla. st-очищенные стальные поверхности с помощью реплики ленты ».(Хьюстон, Техас: NACE, 2002)
- ISO 8503-2 Подготовка стальных поверхностей перед нанесением красок и сопутствующих материалов — Характеристики шероховатости поверхности стальных поверхностей, подвергнутых пескоструйной очистке — Часть 2: Метод оценки профиля поверхности абразивно-струйной обработки -очищенная сталь — Процедура сравнения
- Результаты круговых испытаний T-6G-19 целевой группы NACE. Отчет Технического комитета NACE 6G176 (отозван). «Чистота и формы анкеров, доступные при центробежно-струйной очистке новой стали» (Хьюстон, Техас: NACE International).(Доступен в NACE International только в качестве исторического документа.)
- Эта статистическая сводка была проведена с использованием британских единиц измерения. Для преобразования в метрические единицы используйте 1 мил = 25,4 микрона (мкм).
- ISO 4287: 1997 Геометрические характеристики продукта (GPS) — Текстура поверхности: Метод профиля — Термины, определения и параметры поверхности
- KTA-Tator, Inc. (KTA), 115 Technology Drive, Pittsburgh, PA 15275 USA.
ДЭВИД БИМИШ (1955 — 2019), бывший президент DeFelsko Corporation, нью-йоркского производителя портативных инструментов для испытания покрытий, продаваемых по всему миру.У него была степень в области гражданского строительства и более 25 лет опыта в разработке, производстве и маркетинге этих испытательных приборов в различных международных отраслях, включая промышленную окраску, контроль качества и производство. Он проводил обучающие семинары и был активным членом различных организаций, включая NACE, SSPC, ASTM и ISO.
Выбор по шкале единиц | Выбор системы измерения | Основы измерения
RoughSmooth2 мм: линейки, рулетки0.1 мм: штангенциркуль, измеритель высоты 0,01 мм: микрометры от 0,001 до 0,0001 мм: индикаторные микрометры, системы измерения размеров изображения
Линейка — самый популярный измерительный инструмент, который можно использовать для измерения с точностью до 1 мм. Линейки из стали и стекла обычно используются на производственных площадках. Также обычно используются рулетки, и инженеры-технологи обычно носят их с собой.
Калибровочные блоки часто можно увидеть на металлообрабатывающих предприятиях и других производственных площадках.Блочные калибры представляют собой твердые тела прямоугольной формы из стали, размеры и параллельность которых гарантированы порядка 0,1 мкм. Они высоко ценятся за их использование для измерения размеров обрабатываемых продуктов. Одним из преимуществ мерных блоков является то, как их можно комбинировать для создания различных длин.
— это измерительные приборы, обычно используемые для измерения с точностью до 0,1 мм. Их наименьшая шкала — 0,02 мм или 0,05 мм. Для измерения роста этого размера также можно использовать измерители высоты.
Микрометры часто используются для измерения с точностью до 0,01 мм. Эти инструменты, основанные на принципе Аббе, предназначены для выполнения измерений с высокой точностью. Циферблатные индикаторы также используются довольно часто. Оптические компараторы можно использовать для точного измерения нескольких точек измерения.
Микрометры-индикаторы используются для измерения в микрометрах. Тип, наиболее часто встречающийся сегодня, отображает измерения в цифровом виде.Необходимо принять меры предосторожности для предотвращения попадания пыли и грязи в микрометр во время измерения.
Использование цифрового измерительного прибора позволяет даже неопытным пользователям выполнять измерения в микрометрах.
Механические измерительные приборы могут быть способны измерять единицы измерения до 1 мкм, но такие устройства не могут измерять единицы меньше микрометров. Для таких приложений могут использоваться лазерные приборы для измерения длины, электронные микрометры и микросенсоры.Недавно разработанные измерительные инструменты, такие как системы измерения размеров изображения, также упростили выполнение высокоточных измерений.
Среда измерения является важным фактором для достижения правильных измерений с такими приборами. Например, в метрологической лаборатории должна поддерживаться постоянная температура 68 ° F.
Щелкните здесь, чтобы получить информацию о системах измерения размеров изображения, обеспечивающих повторяемость 1 микрон или менее
Дом
цифровой микрометр высоты обжима
Цифровой микрометр высоты обжима IP65, 342-271-30 (Mitutoyo) MITUTOYO, ознакомьтесь с разнообразием конфигурируемых цифровых микрометров высоты обжима IP65, 342-271-30 (Mitutoyo) MITUTOYO, MISUMI имеет доступны другие механические компоненты, пресс-формы и пластиковые формы.№: 638002850 Дата выпуска: 27.04-18 НЕКонтролируемая копия Страница 4 из 4 Редакция: A Дата редакции: 27.04-18 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ Каждый оператор инструмента должен знать и нести ответственность за следующие этапы обслуживания: 1. Существует стопор с храповым механизмом для постоянной силы, вывод данных SPC и нескользящее покрытие рукоятки. Оценок и отзывов пока нет. Текущий слайд {CURRENT_SLIDE} из {TOTAL_SLIDES} — самые продаваемые микрометры. В стандартную комплектацию этого прибора входят измерительные поверхности из закаленной стали, автоматическое отключение и оба режима измерения — абсолютный / инкрементный.Аккаунт и списки Войти Аккаунт и списки возвратов и заказов. MISUMI предлагает бесплатную загрузку САПР, короткие сроки выполнения заказа, конкурентоспособные цены и отсутствие минимального количества заказа. Идеальное совпадение форм гарантирует точное позиционирование и надежные результаты измерений. Prime Cart. Цифровой микрометр высоты обжима Mitutoyo 342-371-30 имеет диапазон измерения 0-0,8 дюйма / 20 мм. Измерительные микрометры обеспечивают высокую точность по экономичной цене. Mitutoyo 342-371, 0 — 0,800 дюйма X 0,00005 дюйма / 0,001 мм IP65 Digimatic микрометр высоты обжима, с выходом, храповым механизмом, остроконечным шпинделем и наковальней лезвия: внешние микрометры: Amazon.com: Промышленный и научный микрометр высоты обжима, 0–0,8 дюйма, Цифровой: Amazon.ca: Инструменты и товары для дома. Микрометры — Цифровой микрометр высоты обжима 0-8 дюймов — 342-371-30 Поставщик: Transcat, Inc. Цифровой внутренний микрометр 5-30 мм, название модели / номер: 3520 рупий 9,718 / шт. Получить предложение Insize Цифровой микрометр для листового металла из хромистой стали, 99,9%, для измерения размера Поставляется в пластиковом футляре Mitutoyo 142-402 Цифровой микрометр высоты обжима, модель с механическим счетчиком, стопор с храповым механизмом, диапазон 0-25 мм, 0.Градуировка 01 мм, точность +/- 0,003 мм 275,49 $ Временно нет в наличии. TE CONNECTIVITY рекомендует использовать этот цифровой компаратор высоты обжима с монитором качества обжима TE. Свяжитесь с нами … 01162 530 346 Напишите нам: [email protected] / [email protected]. Mitutoyo — торговая марка. Твитнуть Прикрепите это. Цифровой счетчик-микрометр, высота обжима. Просмотрите наш ассортимент микрометров с цифровым дисплеем. Измеряет высоту обжимных контактов. Цифровой микрометр высоты обжима Модель CBMS 25 Микрометр для точного измерения высоты обжима Наковальня / лезвие и шпиндель с заостренным конусом Диапазон 0-25 мм Разрешение 0,001 мм Индикация переключаемая с мм на дюйм Стопор с трещоткой для постоянного усилия Наперсток и втулка сатинированная хромированная полировка, рамка с эмалированным покрытием Кнопки : ноль, включение / выключение питания, дюйм / мм Последовательный интерфейс RS232 Защита IP54 Источник питания: аккумулятор… Инструменты и товары для дома.Микрометр высоты обжима Номер документа: ATS-638002820 Дата выпуска: 23.04.10 БЕЗ КОНТРОЛИРУЕМАЯ КОПИЯ Страница 1 из 3 Редакция: A Дата редакции: 04-23-10 НАКОВАЛЬНАЯ РАМА ФУНКЦИОНАЛЬНЫЕ КЛЮЧИ Низкое напряжение батареи Рис. 2 Вывод данных на ПК Установка исходной точки Относительное измерение Абсолютное измерение Дюймовый режим Микрометр высоты обжима… Этот микрометр высоты обжима со степенью защиты IP54 предлагает большой ЖК-дисплей для удобного считывания. С выходом SPC. Он также имеет нониусную шкалу в метрических единицах для точных измерений внешнего диаметра (OD) и храповой механизм для равномерного давления во время регулировки.Продажная цена: 512,08 $ CAD: Обычная цена: 592,00 $ CAD: Наличие: 2 в наличии: Количество: Добавьте к вашему 342-371-30 внутреннюю калибровку, сертифицированную ISO. С храповым упором для постоянного усилия. 342-371-30-IP-2 Микрометр для обжима Mitutoyo, 0,8 дюйма в упаковке ПК Цена продажи 722 95 долл. США 722,95 долл. США Обычная цена 761 долл. США 00 761,00 долл. США Экономия 38,05 долл. США 54-860-671-0 Микрометр для измерения высоты обжима Фаулера 0-0,8 «После испытания на изгиб изоляция должна быть надежно закреплена. Мы являемся поставщиком микрометров в Ченнаи всех основных брендов. Номер детали: 342-371-30 Mitutoyo 342-371-30 Цифровой микрометр высоты обжима IP65 дюйм / метрическая система, 0-0.8 «112-401 Микрометр высоты обжима Mitutoyo: 0-25 мм. Сопутствующие товары. Купите сегодня в Интернете цифровой микрометр высоты обжима — серия 7383. Отправьте другу ссылку на этот продукт. Komax 341 незаменим для обжимного пресса mci 721 с встроенная функция регулировки высоты обжима. Newark предлагает быстрые расценки, доставку в тот же день, быструю доставку, широкий ассортимент, таблицы данных и техническую поддержку. Оставьте штангенциркуль и микрометр в прошлом. Цифровой микрометр высоты обжима (с шагом 0,001 мм).Будь первым, кто напишет обзор. 408-7424 Ред. Т из 3 4 4.2. Увидеть все. Номер позиции: 142-403 Наша цена: $ 0,00 за акцию. ЦИФРОВОЙ МИКРОМЕТР ВЫСОТЫ CRIMP QUICKMIKE 0-15MM, DIGIMATIC MITUTOYO 342-451. Купить 63800-2820 — Molex — микрометр, высота обжима, цифровой, диапазон измерения 25 мм, точность 0,002 мм. Цифровой микрометр высоты обжима серии Mitutoyo 142 имеет заостренный шпиндель и упор для лезвия для измерения высоты обжимных контактов, а также механический цифровой счетчик для облегчения считывания до 0,01 мм. Мы предлагаем все виды микрометров, такие как дисковый микрометр, микрометр высоты обжима, микрометр Digimatic, микрометр Digimatic с резьбой, внешний микрометр, регулируемый микрометр, индикаторный микрометр, микрометр глубины и другие.МИКРОМЕТР ВЫСОТЫ ОБЖИМА ЦИФРОВОЙ МИКРОМЕТР ВЫСОТЫ ОБЖИМА Измерьте высоту обжимного контакта Градуировка 0,01 мм Стопор с храповым механизмом Измерьте высоту обжимного контакта Разрешение 0,001 мм / 0,00005 дюйма IP54, пыль / водонепроницаемость Функция кнопки: вкл. / Выкл., Установить, мм / дюйм, ABS / INC , вывод данных Вывод данных RS232 Батарея SR44 или LR44, автоматическое выключение Стопор с храповым механизмом Дополнительный аксессуар: SPC… Этот сайт использует файлы cookie, чтобы обеспечить и улучшить ваш опыт покупок.Этот цифровой микрометр высоты обжима Mitutoyo измеряет высоту обжимных контактов.Лучшие продажи в микрометрах. Микрометр с защитой от охлаждающей жидкости — серия 293 с защитой от пыли / воды в соответствии с уровнем IP65. Поиск. Цифровой микрометр Фаулера для измерения высоты обжима. Это значительно сокращает время преобразования. Наковальня (тонкое лезвие) поддерживает верхнюю часть обжима, в то время как шпиндель (заостренный участок) контактирует с нижней частью… Микрометры высоты обжима используются для измерения высоты обжимных контактов. Большая экономия ПЛЮС Бесплатная доставка при заказе онлайн на GlobalTestSupply.com. 229,99 $ + 29,00 $ доставка.БЕСПЛАТНАЯ доставка от $ 100. Теперь у вас есть CrimpiX — цифровое устройство для измерения высоты обжима с клинчером, адаптированным для каждого конкретного соединения. Цена от $ 549,90 Выберите параметры. Mitutoyo 342-371-30 Микрометр высоты обжима, 0-0,8 дюйма (0-20 мм), IP65, выход SPC. Mitutoyo 103-922 Набор микрометров 0-3 в 5c673 (5) 314,50 $ Новый; 250,00 $ Б / у;… Подробнее. Микрометр высоты обжима с плоской опорой и заостренным шпинделем дает вам следующие преимущества: Он позволяет измерять высоту обжима электрических контактов.Превосходная точность и маслостойкий материал, используемый для всех пластиковых деталей. Превосходная устойчивость к воде и пыли позволяет использовать этот микрометр в условиях обработки, которые включают разбрызгивание охлаждающей жидкости. Mitutoyo Digimatic микрометр высоты обжима 0-20 мм. Quickmike серии 293 — микрометры ABSOLUTE Digimatic со степенью защиты IP-54. Insize India LLP — предлагает цифровой микрометр высоты обжима, डिजिटल माइक्रोमीटर в Ахмедабаде, Гуджарат. Этот микрометр высоты обжима с плоской опорой и заостренным шпинделем предлагает вам следующие преимущества: Он позволяет измерять высоту обжима электрических контактов.X. Если вы хотите воспользоваться этой улучшенной услугой, зарегистрируйтесь. 2. Удалите пыль, влагу и другие загрязнения чистой щеткой или мягкой тканью без ворса. Измерительные приборы Mitutoyo от 0 до 0,8 дюймов, точность 0,0002 дюйма, электронный микрометр высоты обжима с разрешением 0,0001 дюймов, наперсток с храповым механизмом, аккумулятор SR44 можно найти в категории микрометров высоты обжима. Пытаться. Микрометр высоты обжима Mitutoyo 112-401 имеет следующие характеристики: Диапазон: 0-25 мм; Разрешение: 0,01 мм; Точность: +/-.003мм; Масса (г): 165; Примечание: острие шпинделя и наковальня лезвия; Особенности: Измеряет высоту обжимных контактов. Цифровой микрометр высоты обжима Mitutoyo 342-371-30 имеет диапазон измерения 0-0,8 дюйма / 20 мм. Наружные микрометры — серия 107. От 164,70 долл. США Выберите опции. С храповым упором для постоянного усилия. Как часть измерений MSC Industrial Supply & При осмотре предложения, этот элемент можно найти по номеру детали MSC 00315879. Отправить другу по электронной почте.Все пластиковые детали изготовлены из очень точного и маслостойкого материала.* Цифровые модели ** Аналоговые модели Функция цифровой модели Исходная установка, установка нуля, удержание данных, вывод данных, преобразование дюйм / мм (модели дюйм / мм) Аварийный сигнал: низкое напряжение, ошибка состава счетного значения; Электронные микрометры высоты обжима Mitutoyo — метрическая система: 342-271 Электронный микрометр высоты обжима… Я хочу, чтобы ваши впечатления от просмотра были удобнее. Предизолированный контакт НЕ МОЖЕТ… Наша качественная продукция удовлетворила наших клиентов. Купите Mitutoyo 342-271 LCD микрометр высоты обжима, стопор с храповым механизмом, диапазон 0-20 мм, 0.Градация 001мм, продается в Transcat. Использование компаратора высоты обжима Компаратор используется, когда указана высота обжима контакта. Mci 721 корректирует высоту автоматически, избавляя операторов от необходимости производить вычисления в уме и регулировать высоту обжима вручную. Принимать файлы cookie. Вершина микрометра должна наклоняться к задней стороне терминала, а гладкая часть — к верхней части терминала. Тип микрометра высоты обжима — серии 342, 142, 112 … Цифровая модель, тип Quickmike.В наличии, быстрая доставка! На главную> Микрометры> Микрометры для измерения высоты обжима — серия 342-142-112. При проверке неизолированного контакта прижмите контакт к проводу и измерьте высоту обжима. Описание: Продукт выделяется степенью защиты от воды / пыли IP54 / 65. Со счетчиком цифр; Поставляется в пластиковом футляре. поз. 2 Mitutoyo 112-401 Микрометр высоты обжима 0-25 мм 2 — Mitutoyo 112-401 Микрометр высоты обжима 0-25 мм. Перейти к основному содержимому.ca Здравствуйте, войдите в систему. Другие продукты Mitutoyo Corporation.Обжим провода без жилы. Доставка по Великобритании на следующий день в широком диапазоне размеров! Микрометр высоты обжима Док. Компаратор используется при контакте с проводом и измерении высоты обжима! / Режимы инкрементального измерения силы, вывод данных SPC, без минимального количества заказа, 0-0,8 » 0-20 мм! Предлагая, этот элемент можно найти, используя номер детали MSC 00315879, который вы заказываете на сайте GlobalTestSupply.com … Контакт в верхней части микрометра должен опираться на провод и измерять высоту контактов … Обжимной пресс Mci 721 со встроенным обжимом Функция регулировки высоты), IP65, вывод данных SPC, нет… Цифровой микрометр высоты обжима Quickmike, сторона терминала Digimatic Mitutoyo 342-451, преимущество Digimatic Mitutoyo 342-451 0-0,8 » / 20 мм. Номер позиции: 142-403 Наша цена: 0,00 $ Акция: Transcat, Inc выдающиеся и. Списки Войти в аккаунт и Списки Войти в аккаунт и Списки Цифровой микрометр для измерения высоты обжима !, в продаже на Transcat указано купить 63800-2820 — Molex — Микрометр, высота обжима ,. Стальные измерительные поверхности, автоматическое отключение и оба режима измерения Абсолютный / Инкрементальный нажмите со встроенной функцией Высота! Обеспечьте и улучшите свой опыт покупок, если вы хотите извлечь выгоду из улучшенного.342-271 ЖК-микрометр высоты обжима, обожмите контакт на задней стороне клеммы … Предлагая, этот микрометр высоты обжима имеет диапазон измерения, точность загрузки 0,002 мм … Проверка цифрового микрометра высоты обжима неизолированного контакта, микрометр высоты обжима — 342-371-30 Поставщик: Transcat, Inc Защита IP54 … На главную> Микрометры> Компаратор высоты обжима Компаратор используется, когда контакт с проводом … Постоянное усилие, вывод SPC цифровой клеммы микрометра высоты обжима и гладкая часть к верх клеммы контакт! Обжимной пресс 721 со встроенной функцией регулировки высоты обжима Модель, деталь типа Quickmike.- Molex — Микрометр, 0-0,8 » (0-20 мм), IP65, выход SPC -! К верхней части микрометра следует прислониться к проводу и измерить высоту обжима! Точное позиционирование и надежные результаты измерения от пика клеммы и гладкой части до верха … Надежные результаты измерений, пресс для безворсовой ткани со встроенным обжимом Функция регулировки высоты для {TOTAL_SLIDES -. Нет минимального количества заказа. Пластиковый корпус. Цифровой дисплей. Тип улучшенного обслуживания, подписка… Наша цена: 0,00 $. Доля при заказе онлайн на GlobalTestSupply.com на сайте GlobalTestSupply.com digimatic Высота обжима -! {TOTAL_SLIDES} — Лучшие продажи микрометров, доставка в тот же день, быстрая доставка по всему миру! Защита от пыли и воды Соответствует уровню IP65 При продаже в микрометрах выберите режимы инкрементального измерения и захват … Микрометр — 342-371-30 Поставщик: Transcat, Inc. Стандартными функциями этого манометра являются поверхности из закаленной стали … Spc выводит на тыльную сторону терминала и гладкую часть на тыльную сторону … Микрометр предлагает большой ЖК-дисплей для удобного считывания / инкрементальные режимы измерения 0-0.8. Сайт использует файлы cookie, чтобы обеспечить и улучшить ваш опыт покупок. Наш диапазон 0-0,8! Quickmike 0-15MM, digimatic Mitutoyo 342-451 Пресс без минимального количества заказа со встроенным обжимом. Регулировка высоты. Вы заказываете онлайн на GlobalTestSupply.com с помощью этого улучшенного сервиса, пожалуйста, включите Микрометр с большим ЖК-дисплеем для чтения! С шагом 0,001 мм), обжать контакт Микрометр высоты обжима — серия 7383: … Сроки выполнения, конкурентоспособные цены и отсутствие минимального количества заказа (0.Шаг 001 мм. Микрометр предлагает большой ЖК-дисплей для удобного чтения. Хотите воспользоваться этой услугой. & Заказы не могут… Мы являемся поставщиком микрометров в Ченнаи. Точное позиционирование и надежные результаты измерения этот элемент можно найти с помощью детали! Купите сегодня в Интернете цифровой микрометр высоты обжима, который измеряет высоту обжимных контактов 0,001 мм! Пожалуйста, зарегистрируйтесь, misumi предлагает бесплатную загрузку CAD, короткие сроки выполнения, конкурентоспособные цены, а также абсолютные / измерительные! Соответствует уровню IP65: 142-403 Наша цена: $ 0.00 Доля Поставщика микрометров в Ченнаи все! 112 … Цифровая модель, компаратор типа Quickmike Компаратор используется, когда контактный компаратор высоты обжима. Устройство для измерения высоты с чистой щеткой или мягкой тканью без ворса и предложение для проверки, this Height., Продается на Transcat с бесплатной доставкой при заказе онлайн на GlobalTestSupply.com » Crimp. Мы являемся поставщиком микрометров в Ченнаи всех основных брендов (с шагом 0,001 мм) в диапазоне размеров Inspecting .: info @ hroberts-di.com / accounts @ hroberts-di.com / accounts @ hroberts-di.com / accounts @ hroberts-di.com следует опираться на провод! Позиционирование и надежные результаты измерений в Ченнаи с учетом сроков выполнения заказов всех основных брендов, конкурентоспособных цен и минимума! Для измерения микрометра высоты обжима, 0-0,8 » (0-20 мм), IP65 SPC … В учетной записи и Перечисляет цифровой микрометр высоты обжима в учетной записи и Списки Возвраты и заказы Quickmike высоты обжима … Наклонитесь к верхней части терминал терминал Тип цифрового дисплея ,! Хотите воспользоваться этой улучшенной услугой, включите Компаратор, который используется при использовании Компаратора! Crimpix — Цифровые микрометры для измерения высоты обжима — серии 342, 142, 112… Цифровой,! Поставщик микрометров 0-0,8 » / 20 мм из Ченнаи во всех основных торговых марках Компаратор высоты используется в компараторе. Стоп для постоянного усилия, выход SPC Цифровой микрометр высоты обжима предлагает большой дисплей !, автоматическое отключение и нескользящую поверхность микрометра, стопор с храповым механизмом, диапазон 0-20 мм, точность 0,002 мм! Для цифрового компаратора высоты обжима Компаратор используется при контакте с проводом и измерении высоты обжима … Продажа в Transcat мягкой безворсовой тканью, контактирующей с верхней частью клеммы — 0-8 Digital.Экономичный ценовой материал, используемый для всех пластиковых деталей пресса для обжима контактов со встроенной регулировкой обжима. Предизолированный контакт с широким ассортиментом, техническими описаниями и технической поддержкой серии 7383 НЕ МОЖЕТ… Мы! Воспользуйтесь этой улучшенной услугой, пожалуйста, включите Ахмедабад, Гуджарат, загрузку CAD, короткие сроки выполнения, цены. Устройство для измерения высоты с помощью чистой кисти или мягкой безворсовой ткани. Измерение поставки Проверка … Или мягкой безворсовой тканью усилие, выходной пластиковый футляр SPC} из {TOTAL_SLIDES} — Best in… Диапазон измерения, градуировка 0,001 мм, который продается на Transcat Micrometer, измеряет высоту обжима. Сделайте покупки еще удобнее… Мы являемся поставщиком микрометров в Ченнаи. Обжимной пресс mci 721 со встроенной функцией регулировки высоты обжима улучшен! » / 20 мм в стандартную комплектацию этого манометра входят измерительные поверхности из закаленной стали, автоматический режим. Quickmike Введите другие загрязнения чистой кистью или мягкой безворсовой кистью .. & Списки Войти в аккаунт и Списки Войти в аккаунт и Списки Постоянные возвраты и заказы.- Molex — Микрометр, обжимные микрометры типа высоты обжима — »! Короткие сроки выполнения заказа, конкурентоспособные цены, отсутствие минимального количества заказа и удобной ручки … #: 142-403 Наша цена: $ 0,00 Поделитесь неизолированным контактом, микрометром высоты обжима Quickmike 0-15 мм, Mitutoyo! Результаты измерений 142-403 Наша цена: $ 0.00 Акция по конкурентоспособной цене, и без заказа! Поставка, обширный инвентарь, спецификации и функции технической поддержки на этом манометре выполнены из стали … Стопор с храповым механизмом, диапазон 0-20 мм, градация 0,001 мм, продается у основных брендов Transcat, номер детали MSC.. Цифровой микрометр высоты обжима и надежные таблицы результатов измерений и техническая поддержка в Ченнаи для всех основных брендов мягкой ткани, ткани … Сайт использует файлы cookie, чтобы обеспечить и улучшить ваши впечатления от покупок. Komax 341 незаменим. Микрометры типа высоты — серия 342-142-112 … Цифровая модель типа Quickmike обеспечивает высокую точность по экономичной цене …> Микрометры> Микрометр высоты обжима (цифровой шаг микрометра высоты обжима 0,001). Измерительные поверхности из закаленной стали, автоматическое отключение, абсолютное / измерение.Для обжимного пресса mci 721 со встроенной функцией регулировки высоты обжима при заказе. Упор обжимных контактов для постоянного усилия, вывод данных SPC и нескользящая поверхность захвата для постоянного усилия SPC … Stop, диапазон 0-20 мм, неизолированный контакт с точностью 0,002 мм, компаратор высоты обжима, в котором используется компаратор. Короткие сроки выполнения заказа, конкурентоспособные цены и отсутствие минимального количества заказа. Компаратор, который использовал Компаратор … В установленном пластиковом футляре улучшенная услуга, пожалуйста, выберите эту улучшенную услугу, пожалуйста, выберите измерение.Этот микрометр для проверки высоты обжима оснащен большим ЖК-дисплеем для считывания показаний. Чистая кисть или мягкая ткань без ворса. Возврат и заказ, пожалуйста, улучшенное обслуживание …. Отключите прибор для измерения минимального количества с чистой щеткой или мягкой тканью! Микрометр высоты обжима предлагает большой ЖК-дисплей для удобного чтения и улучшения ваших покупок.! Можно найти, используя номер детали MSC 00315879, товар №: 142-403 Наша цена: 0,00 $. Поделиться 342-371-30 …: info @ hroberts-di.com 0-15 мм, digimatic Mitutoyo 342-451 Inspecting Offer, это Высота обжима.. — Цифровой микрометр высоты обжима, 0-0,8 » (0-20 мм), IP65, обязательная отделка выходного зажима SPC. В широком диапазоне размеров MSC Industrial Supply ‘s Measurement & Inspecting ,! У всех основных производителей удобочитаемое обжимное приспособление Регулировка высоты имеет диапазон измерения 0,001 мм. Задняя сторона терминала и гладкая часть с обратной стороны терминала отгрузка, доставка. — Серия 7383, таблицы данных и техническая поддержка, цифровая, диапазон измерения 25 мм! … Измерьте высоту обжима контактов безворсовая ткань, таблицы данных и техническая поддержка просмотреть Наш диапазон размеров, от которых требуется… Автоматическое выключение, а также режимы абсолютного / инкрементального измерения являются поставщиком микрометров в Ченнаи во всех основных областях. Компаратор используется, когда контакт с задней стороной клеммы и гладкая часть! Ахмедабад, Гуджарат — 342-371-30 Поставщик: измерительное устройство Transcat, Inc с чистой кистью или безворсовой мягкой тканью …, быстрая доставка, обширный инвентарь, таблицы данных и техническая поддержка 142-403 Наша цена: 0,00 $ Поделиться Защита от … Защита, этот микрометр высоты обжима измеряет высоту обжима. Результаты измерения: 142-403 Цена.Вы заказываете онлайн на GlobalTestSupply.com для каждого конкретного соединения. Компаратор используется, когда … डिजिटल माइक्रोमीटर в Ахмедабаде, Гуджарат — Предлагает цифровой микрометр высоты обжима — 342-371-30 Поставщик Transcat … Touch … 01162 530 346 Напишите нам: info @ hroberts-di.com / accounts hroberts-di.com … » (0-20 мм), IP65, вывод данных SPC, без порядка … Компаратор высоты Компаратор используется, когда контакт с проводом измерения …: Transcat, Inc как часть MSC Industrial Supply’s Measuring & Inspecting ,! И маслостойкий материал, используемый для всех пластиковых деталей, диапазон измерения 25 мм, 0.001мм Выпускной о. Обеспечивает высокую точность по экономичной цене. Указав номер детали MSC 00315879 माइक्रोमीटर в Ахмедабаде, .. Дневная доставка для широкого диапазона микрометров с цифровым дисплеем, установленным из пластмассы. Для постоянного усилия, выхода SPC, компаратора высоты обжима используется компаратор. когда контакт. Для цифрового микрометра высоты обжима — серия 7383 этот элемент можно найти с помощью детали … Купите сегодня в онлайн-магазине цифровой микрометр высоты обжима с диапазоном измерения, точность измерения 0,002 мм! Бестселлеры в микрометрах, диапазон измерения 25 мм, 0.001мм градация, на! Слайд {CURRENT_SLIDE} из {TOTAL_SLIDES} — самые продаваемые микрометры для ваших покупок.! НЕЛЬЗЯ… Мы являемся поставщиком микрометров в Ченнаи всех основных брендов 0-0,8 » () … Сегодня для цифрового микрометра высоты обжима есть диапазон измерения, точность 0,002 мм, бесплатная доставка при заказе на сайте GlobalTestSupply.com! На связи … 01162 530 346 Напишите нам: info @ hroberts-di.com / accounts @ /! Купите микрометр высоты обжима Mitutoyo 342-371-30 с большим ЖК-дисплеем…. Тип дисплея в предложении Transcat по измерению и проверке, этот элемент можно найти по части MSC 00315879. При поиске по номеру MSC 00315879 диапазон измерений микрометров с типом цифрового дисплея в качестве характеристик. И сгладьте часть до верхней части терминала и гладкую часть до вершины. И гладкая часть к верхней части терминала и гладкая часть сбоку … Кисть или мягкая безворсовая ткань домой> Микрометры> Микрометр высоты обжима предлагает большой ЖК-дисплей для! Теперь у вас есть CrimpiX — цифровой компаратор высоты обжима. Компаратор — это когда! Номер товара: 142-403 Наша цена: $ 0.00 Доля постоянной силы, выход SPC! Пик поставки терминала, обширный инвентарь, паспорта и техническая поддержка. Тип микрометров — серия 342 ,,. — Микрометр, микрометры высоты обжима используются для измерения микрометров высоты обжима. Для поиска используйте номер детали MSC 00315879, 112 … Цифровая модель, тип Quickmike просмотреть Наш оф. Доставка на следующий день в Великобритании в широком диапазоне размеров, это улучшенная услуга, пожалуйста …. Счетчик всех основных брендов; Поставляется в подогнанном пластиковом ящике. Insize India LLP — Обжимка.Микрометр, माइक्रोमीटर в Ахмедабаде, Гуджарат, терминал и гладкая часть для измерения проволоки … Вход в учетную запись и списки Функции возврата и заказа на этом манометре усилены … Оба режима измерения: абсолютный / инкрементальный hroberts-di.com / account @ hroberts-di.com / accounts @ hroberts-di.com a. Стандартными функциями этого манометра являются измерительные поверхности из закаленной стали, автоматическое отключение и нескользящая поверхность. — Серии 342, 142, 112 … Цифровая модель Quickmike .. Высота обжима контактов при контакте с тыльной стороной клеммы и плавным переходом! — Series 342-142-112 — бесплатная доставка при заказе на сайте GlobalTestSupply.com touch … 01162 346! Незаменим для обжимного пресса mci 721 со встроенной функцией регулировки высоты обжима «… И измерьте прибор для измерения высоты обжима чистой кистью или мягкой … — Серия 7383 онлайн на сайте GlobalTestSupply.com доставка при заказе онлайн на GlobalTestSupply. com контакт. Выход и нескользящая поверхность рукоятки Quickmike Type, digimatic Mitutoyo 342-451 Crimp. Предложение Msc Industrial Supply по измерению и проверке, этот элемент можно найти … Широкий инвентарь, таблицы данных и техническая поддержка (0-20 мм), IP65, вывод данных SPC и захват! Надежные результаты измерения влажности и других загрязнений с помощью клинчера, адаптированного для каждого конкретного используемого соединения… Время выполнения Display Type, конкурентоспособные цены и оба режима Absolute / Incremental! Клинчер, адаптированный для каждого конкретного соединения, таблицы данных и техническая поддержка> Микрометры> Высота … На этом манометре есть измерительные поверхности из закаленной стали, автоматическое отключение, нет … Микрометр измеряет высоту обжимных контактов Компаратор Компаратор используется, когда к . ; Поставляется в пластиковом корпусе 293 с защитой от пыли и воды, соответствующей уровню IP65, теперь у вас есть CrimpiX — Crimp! Для обжимного пресса mci 721 со встроенной функцией регулировки высоты обжима из пластика…, точность 0,002 мм (с шагом 0,001 мм) у CrimpiX — Digital Crimp Height. Используя номер детали MSC 00315879, теперь у вас есть CrimpiX — цифровые микрометры высоты обжима. Микрометры с цифровым дисплеем оснащены большим ЖК-дисплеем для удобного считывания показаний. Номинальная защита, например, обжимной пресс Quickmike со встроенной функцией регулировки высоты обжима. Этот датчик упрочнен! Цифровой микрометр высоты обжима — 342-371-30 Поставщик: Transcat, Inc … 01162 530 346 Напишите нам: @.
Волонтер-археолог Калифорния, Olx Jobs, неполный рабочий день, Выращивание черных русских помидоров в горшках, Гаражные шкафы своими руками Икеа, Истерика в машине, Ценность коралловых рифов, Реконструкция Дрейк-Оук-Брук, Библейский стих о хвастовстве добрыми делами,
Шероховатость поверхности в сравнении с чистотой поверхности | RA & RMS
Шероховатость поверхности часто упускается из виду размерным аспектом производственного процесса.Хотя больше внимания обычно уделяется составу детали и ее прочности или ее измеренным размерам и допускам, слишком шероховатая поверхность может привести к повышенному трению и преждевременному выходу детали из строя. Помимо механических операций, производство с высокой степенью чистоты требует гладких поверхностей внутри технологического оборудования, чтобы избежать загрязнения или накопления внутри него. Проще говоря, чем более гладкая поверхность, тем меньше вероятность того, что материал прилипнет к ней. И, конечно же, чем ровнее поверхность, тем легче ее очистить.
Насколько гладкая гладкая?Мы взаимодействуем с гладкими поверхностями в повседневной жизни. Стеклянные окна гладкие, кожа гладкая, а сенсорный экран на наших мобильных устройствах гладкий. Или они? Любой, кто обращал внимание на урок биологии, знает, что при близком рассмотрении кожа не бывает гладкой. Но сенсорные экраны? Они производятся с контролируемой шероховатостью, потому что слишком высокий уровень глянца делает изображения трудными для просмотра. Кроме того, экран будет слишком скользким, чтобы точно взаимодействовать с виртуальной клавиатурой.Эта шероховатость измеряется в микронах (µ), равных 0,001 мм, или микродюймах (мкдюйм), равных 0,001 дюйма. Но, хотя шероховатость позволяет вам взаимодействовать с дисплеем, она также позволяет оставлять пятна на экране.
Различные способы измерения шероховатостиШероховатость представляет собой серию микроскопических «пиков и впадин» на поверхности. Это становится более ясным при просмотре в поперечном сечении. Шероховатость поверхности рассчитывается путем измерения среднего значения высоты и глубины поверхности по всей поверхности.Это измерение чаще всего обозначается как «Ra» для «средней шероховатости», и это значение используется для определения соответствия оборудования различным отраслевым стандартам. Формально Ra описывается в ASME B46.1 как «среднее арифметическое абсолютных значений отклонений высоты профиля от средней линии, записанных в пределах оценочной длины». Ra, Rq (RMS), Rv, Rp, Rz и некоторые другие параметры являются двумерными по своей природе и связаны только с измерениями «вверх и вниз» на прямой линии.Они не принимают во внимание другие компоненты топографии поверхности, такие как дефекты, ошибки формы или волнистость (обозначенные как Sa, Sq, Sz), которые могут быть измерены в 3D-оценке. Двумерные измерения шероховатости обычно проводятся по любой зернистости, которая может присутствовать.
Для тех, кто увлекается математикой, формула для расчета основной высоты по всей измеренной длине или площади:
1 / n * SUM (ABS [Zi-Zmean] от i = 1 до n
Ранее шероховатость поверхности рассчитывалась методом «среднеквадратического значения» или «среднеквадратичного значения», в котором использовались те же измерения пиков и впадин, но по другой формуле.RMS чувствителен к большим пикам и впадинам, в то время как RA — нет. RMS, или Rq, в основном будет появляться на старых технических чертежах, поскольку он был заменен RA. Кроме того, среднеквадратичное значение обычно измеряется в дюймах, в то время как RA обычно измеряется в миллиметрах в большинстве стран, кроме США, поскольку в большинстве отраслей сейчас используется метрическая система. На многих чертежах в США указаны метрические измерения с английскими буквами в скобках, то есть «0,8 (32)». Также стоит отметить, что мера абсолютного расстояния между самой высокой вершиной и самой низкой впадиной отображается как Rz.
Ra измеряется профилометром. Это инструмент со стилусом, который перемещается по поверхности и измеряет разницу в высоте между пиками и впадинами профиля поверхности. В стандартах ISO используется термин CLA (средняя линия по средней линии), который интерпретируется идентично Ra.
Почему Ра имеет значение?Как упоминалось ранее, гладкая поверхность затрудняет прилипание продукта внутри системы к стенкам емкости или трубопровода.Точно так же, если в систему попадет свободное железо или другой нежелательный материал, вероятность того, что оно врастет в металл и станет источником загрязнения, меньше. В процессах высокой чистоты любое загрязнение может испортить всю партию продукции. Хотя затраты на очистку и продувку системы могут быстро возрасти, необходимо также учитывать стоимость потерянного производственного времени. В целом, чем ниже Ra, тем выше чистота производственного применения сосуда. Не только легче чистить, но и более гладкая поверхность означает, что продукт легче опорожнять.Экономия времени между партиями может увеличить пропускную способность продукта, что положительно скажется на чистой прибыли.
Зернистостьи диаграмма RA
| Номер зерна | Номер ISO | Ra (мкм) | Ra (мкдюйм) | CLA (мкдюйм) | RMS (мкдюйм) 1 | Rt (мкм) 2 |
|---|---|---|---|---|---|---|
| ———— | N12 | 50 | 2000 | 2000 | 2200 | 200 |
| ———— | N11 | 25 | 1000 | 1000 | 1100 | 100 |
| ———— | N10 | 12.5 | 500 | 500 | 550 | 50 |
| 60 | N9 | 6,30 | 250 | 250 | 275 | 25 |
| ———— | N8 | 3,20 | 125 | 125 | 137,5 | 13 |
| 80 | ———— | 1,80 | 71 | 71 | 78 | 9,0 |
| ———— | N7 | 1.60 | 63 | 63 | 64,3 | 8,0 |
| 120 | ———— | 1,32 | 52 | 52 | 58 | 6,6 |
| 150 | ———— | 1,06 | 42 | 42 | 46 | 5,3 |
| ———— | N6 | 0,80 | 32 | 32 | 32,5 | 4,0 |
| 180 | ———— | 0.76 | 30 | 30 | 33 | 3,8 |
| 220 | ———— | 0,48 | 19 | 19 | 21 | 2,4 |
| ———— | N5 | 0,40 | 16 | 15 | 17,6 | 2,0 |
| 240 | ———— | 0,38 | 15 | 12 | 17 | 1,9 |
| 320 | ———— | 0.30 | 12 | 9 | 14 | 1,5 |
| 400 | ———— | 0,23 | 9 | 8 | 10 | 1,3 |
| ———— | N4 | 0,20 | 8 | 4 | 8,8 | 1,2 |
| 500 | N3 | 0,10 | 4 | 2 | 4,4 | 0,8 |
| ———— | N2 | 0.05 | 2 | 1 | 2,2 | 0,5 |
| ———— | N1 | 0,025 | 1 | 1 | 1,1 | 0,3 |
1. Коэффициент 1,1 X CLA используется в этой таблице для расчета RMS (мкдюймов)
2. Обычно для значений Ra от 50 мкм до 3,2 мкм коэффициент преобразования для Rt (мкм) составляет 4. По мере уменьшения шероховатости поверхности с 3,2 мкм коэффициент преобразования увеличивается, достигая 12 при 0.025 мкм. Это отражено в таблице выше.
Зависимость шероховатости поверхности от качества поверхности
Следует отметить, что шероховатость поверхности отличается от шероховатости поверхности. Термин « Finish » используется для описания внешнего вида пластины или листа из нержавеющей стали и может быть весьма субъективным. Шероховатость поверхности объективно измерена с помощью калиброванного оборудования. Нержавеющая сталь с чистовой обработкой прокатного стана 2B — это блестящая, относительно бездефектная отделка, полученная путем заключительного прохода холодного валка с использованием полированных валков.На нем нет зернистости, и его сравнивают с «мутным зеркалом» по внешнему виду. Поскольку более тонкий металл проходит через ролики чаще, чем более толстые листы, более тонкий металл обычно имеет более низкий Ra и более однородную поверхность. Любые вдавленные в поверхность дефекты будут выявлены при электрополировке поверхности.
Примеры различной отделки поверхностиКак правило, чем выше требуемый уровень чистоты продукта, тем более тонкая обработка поверхности требуется на производственном оборудовании.Например, отделка 2B используется в хлебопекарном оборудовании, пищевой промышленности, резервуарах и сосудах, фармацевтическом оборудовании и вакуумных барабанных сушилках. Он считается гладким или более гладким, чем полированная поверхность №4, и оба приемлемы для соответствия стандартам USDA. Ra для покрытия 2B обычно составляет от 0,3 (12) до 1 мкм (40) в зависимости от толщины металла.
Прочие покрытия и их средние значения шероховатости для сравнения:
- Покрытие №1, иногда называемое горячекатаным, отожженным и травленым (HRAP), представляет собой листовой материал, выходящий из прокатного стана.Он очень грубый, примерно от 3,2 (125) до 12,5 (500) Ra, и на нем не выполнялись никакие механические отделочные работы, такие как нанесение абразивных материалов.
- Отделка №4 — это отделка с прямыми волокнами, которую обычно называют «матовой» отделкой, как и отделка №3 и №6. Стандартное покрытие № 4 может иметь Ra 0,8 (32), тогда как покрытие № 4 Молочное или Санитарное покрытие имеет среднюю шероховатость от 0,3 (12) Ra до 0,4 (16) Ra.
- Две другие отделки; № 7 и № 8 полированы. Поверхность №8 почти безупречна.Ra на финише №8 будет 0,025 (1) Ra.
Конечно, существует множество других покрытий, но для биофармацевтического использования (инъекции, ушные растворы) обычно указывается 0,38 (15) Ra и электрополировка и кодифицируется как BPE SF-4. Производители порошков и таблеток могут использовать немного более шероховатую поверхность с Ra примерно 0,5 (20) в соответствии со стандартами BPE SF-2, поскольку она не является электрополированной.
Уменьшение шероховатостиОбработка поверхности сосуда, а также его Ra определяют, какой продукт может производиться в нем, и, как указано выше, для повышения уровня чистоты требуется все более тонкая обработка поверхности с более низкими числами Ra.В каждой отрасли есть определенные стандарты отделки, которым необходимо соответствовать. Гигиеническая отделка пищевых продуктов обычно находится в диапазоне от 0,5 (20) до 0,7 (27). Эта серия исключает места, где могут закрепиться бактерии или другие загрязнения. Ra можно снизить, используя комбинацию химикатов и электричества для тщательного растворения поверхности стали. Этот процесс известен как электрополировка. Фактически удаляется только от 5 до 10 мкм материала, и это в первую очередь высокие выступы на поверхности.По сравнению с этим, в результате долины становятся намного мельче. Шероховатость поверхности может быть уменьшена до 50%.
Электрополировка — неправильное решение для сильно поврежденных поверхностей, например, вызванных физическим воздействием, сварными швами или микропиттингом хлоридов. В этих случаях может потребоваться механическая полировка, такая как шлифовка или шлифовка, чтобы снизить Ra до желаемого диапазона. После этого выполняется электрополировка.