Станок для изготовления улиток своими руками
Все привет, вот сегодня весь день возился в мастерской и вот что наварил).
Всем мира и добра!
Комментарии 25
Неплохо получилось, но это для тех у кого есть руки и желание. У меня его не было, хотя чертежей всяких кучу понаходил. Купили готовые станки: spbstanki.ru/ruchnoy-instrument-holodnoy-kovki
Здравствуйте. Ответь пожалуйста. Кривизна и угловатость улитки не имеет значения? Прут все равно выйдет аккуратным?
нет, нужно делать максимально ровно, у меня небольшой изгиб был на улитке, а деталь получается еще крывее
Холодная ковка для понимающих это Г (мягко сказано), поэтому она ни чего и не стоит и нельзя на этих полуфабрикатах заработать, а вот производители этих станков для холодной ковки очень даже не плохо зарабатывают продавая по 5000-10000 евро станки + матрицы к ним .
С вами согласен полностью
Хватает толщины 8 мм, не соскакивает пруток? Если крутить примерно квадрат 8-10 мм?
десятый квадрат крутил, хватает но хотелось бы повыше
А если наварить на улитку этот согнутый квадрат, все-таки уже будет 18мм?
попробуй, я не стал заморачиватся
где взял такой толстый метал для улитки и чем вырезал?
Металл 8мм. Остался ещё от деда, вырезал болгарской 125ой
как мне повезло с ней, у меня покупная «по халяве»
Да, больше повезло. Когда собирался заняться художественной ковкой — покупал инструмент, делал горно, … Все друзья знали и предлагали все что «не поподя», все что отношение имеет. За 4-ре года набралось ого-го!
Продолжаете занимается ковкой?
Нет.
Все заготовил: рабочее место, инструмент, топливо, … но так и не занялся. Сезон шабашил на стройках, сезон лечился, а этот решил посвятить УАЗу. Поэтому из-за смены интересов все стоит.
Сезон шабашил на стройках, сезон лечился, а этот решил посвятить УАЗу. Поэтому из-за смены интересов все стоит.
Рынка сбыта нет, материал дорог. Все кто в поселке открывались(официально) — закрылись.
Просили все продать — жалко.
Еще может займусь.
Есть станочки для «холодной» ковки фирмы eisenkraft — eisenkraft.ru/ Покупал бу.
Читаю определенные ресурсы по ковке, коплю идеи(могу поделиться).
Могу снять размеры с заводского оборудования.
Окей, на «ты». Да у нас тоже рынок не ахти, и металлистов хватает, у меня есть другая работа в командировках правда, но всю жизнь по командировкам жизнь чет перспектива вообще не айс. Вот я в свободное время и занимаюсь тем что душу греет, надеюсь что все пригодится, у нас теплиц много, может теплицами займусь.
У меня основная — за компом.
А железки — это хобби.
Вот греться зашел, делаю «пресс» из домкрата 8т.
Еще хочу станок сверлильный из «рулевой рейки 2108». Рейку нашел, теперь дрель нужна или мотор.
Рейку нашел, теперь дрель нужна или мотор.
Я тоже думал сверлильной из реки зубилы сделать). Как сделаешь — обязательно выложи! А отрезной я решил со следующей зарплаты купить заводской, у меня лишних болгарок все рано нет, все рано покупать, пусть дороже за то заводское, мы на работе таким пользовались — красотааа))) А пресс зачем? да еще и на 8 т?
Просто домкрат рабочий у отца валялся лет 30-ть!
А мне нужно было подшипник ступичный заменить, а там с помощью пресса красота.
Так что из расходов — не хватает 3-ри метра швеллера на 160 мм. И все.
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео: как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
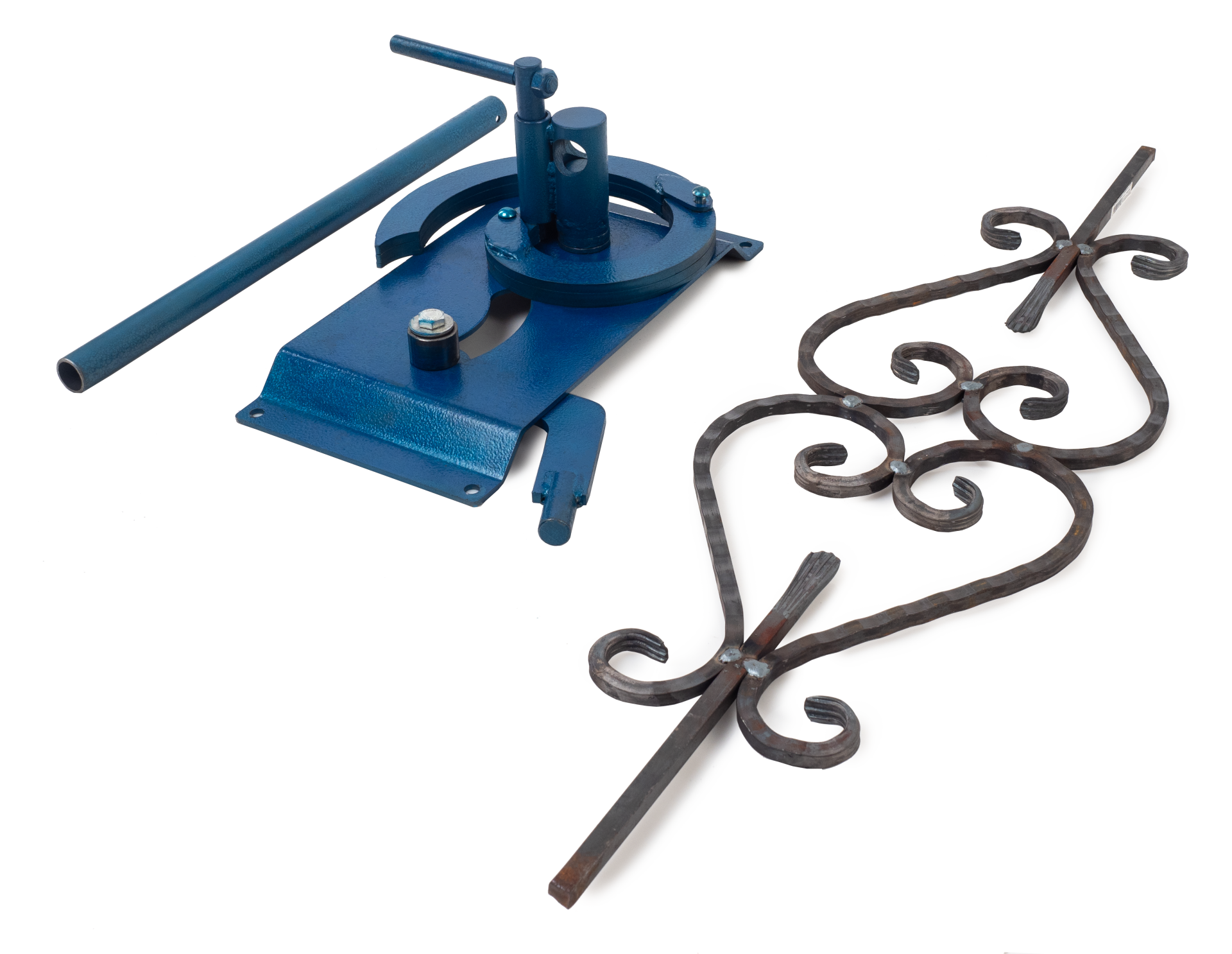
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.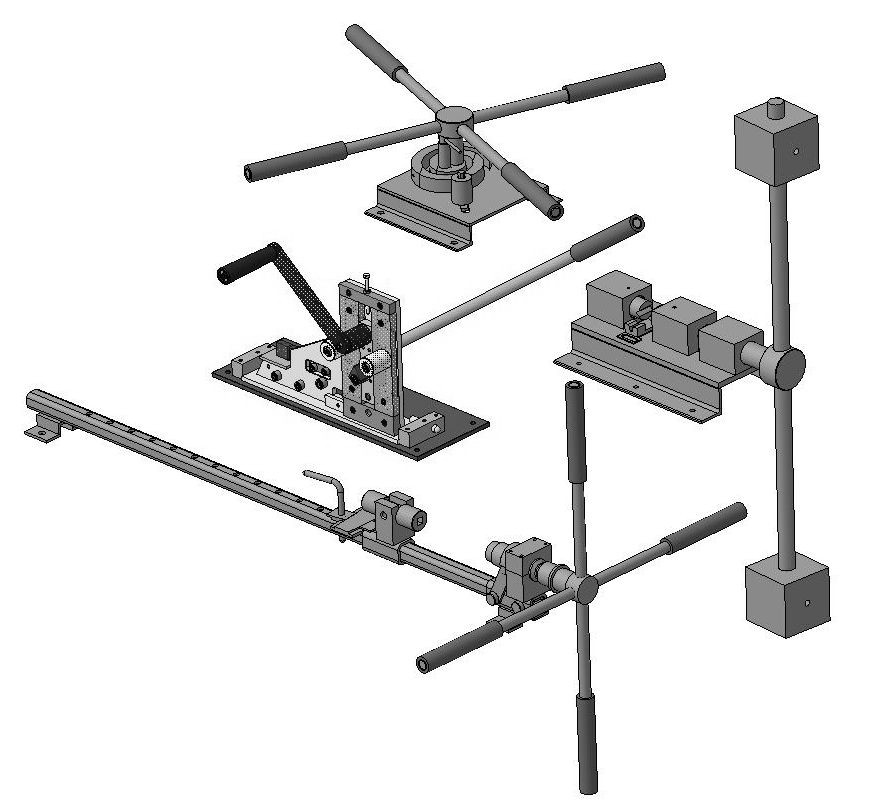
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки»
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
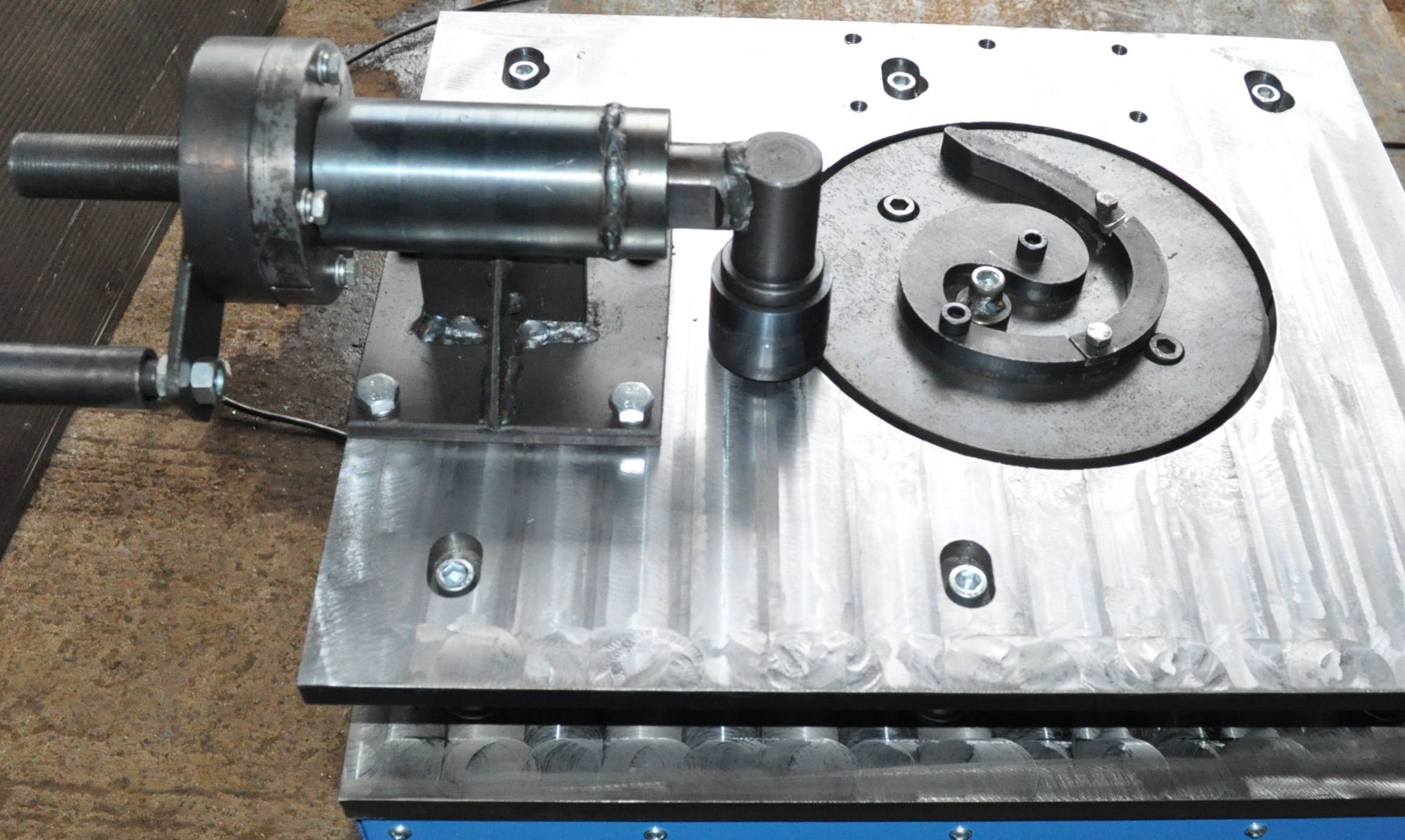
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.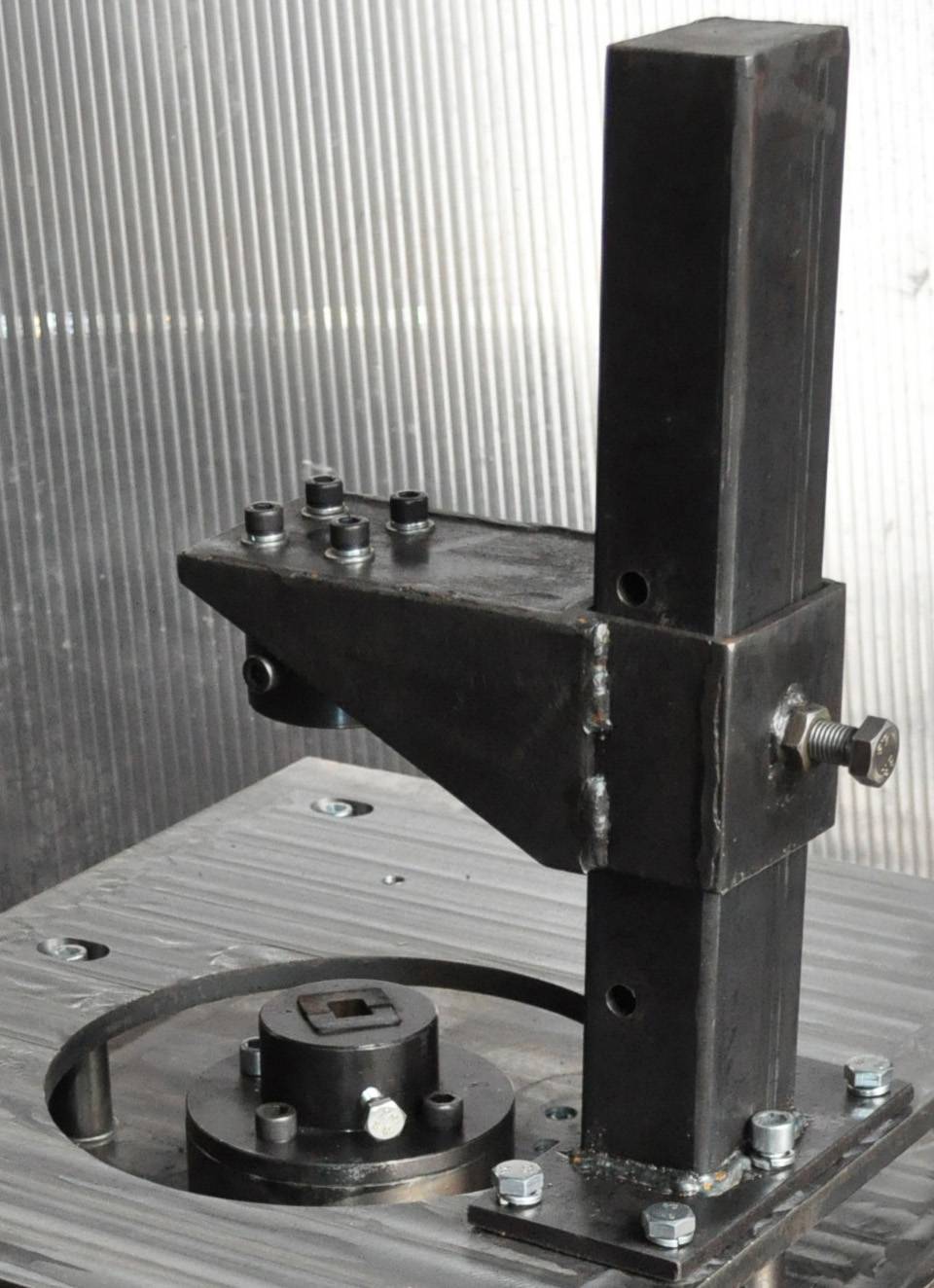
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Главная страница » улитки для холодной ковки
На данной странице вы найдете сведения по теме “улитки для холодной ковки”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
Для оформления внутреннего интерьера помещений и придомовой территории часто используются завитки из металлических прутков. Станок улитка для холодной ковки — это устройство, с помощью которого создаются узоры закруглённой формы (завитки, волюты). Своими руками из металлических листов делаются шаблоны для дальнейшего использования.
Данная статья посвящена назначению станков улитка, их устройству и области применения в целом, не разделяя на самоделки и промышленные. О самодельных устройствах этого типа на сайте существует отдельная статья.
Принцип работы и устройство
Станок улитка позволяет изготавливать закруглённые фигурные элементы с нагревом или без него. Мастер работает вручную или использует электрический привод (такой метод применяется при необходимости выполнения больших объёмов работ).
Станок улитка может быть сконструирован разными способами:
- В форме шаблона, который приварен к основанию;
- В виде отдельных разборных элементов (сегментов), которые закрепляются на основании.
Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
Простой ручной привод применяется путём наматывания прутка на шаблон при помощи рук или рычагов. Для работы на станке с электрическим приводом рычаг присоединяется к ножке станины и двигается при помощи подшипника, который перемещается по основанию улитки.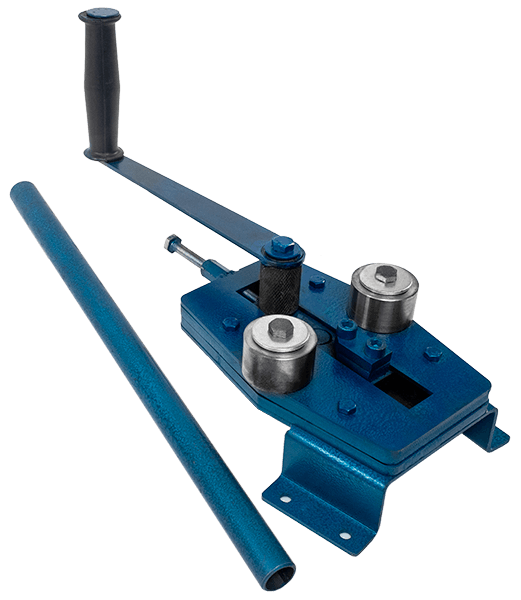 В приспособлениях со сложной конструкцией вращения совершает кондуктор, крепящийся на ось вала. Двигают его при помощи рычагов либо электроприводом.
В приспособлениях со сложной конструкцией вращения совершает кондуктор, крепящийся на ось вала. Двигают его при помощи рычагов либо электроприводом.
Разновидности
Среди станков улиток существует несколько основных разновидностей:
- Ручная монолитная неразборная. В ней применяется неподвижный металлический шаблон.
- Ручная съёмная конструкция. При её использовании метал сгибается вокруг сегментов, которые вставляются в отверстия на плите. Пригодится для создания разнообразных деталей с необычной формой. Сечение металлического прута ограничено.
- Разборные модели с вращением. Используются с применением механической силы, позволяют получить одинаковые изделия со сложной формой. Работают за счёт рычагов.
- Горизонтальные и вертикальные модели. Позволяют гнуть метал в удобном положении, упрощают работу.


Станок типа улитка PROMA/ Фото ВсеИнструменты.ру
Если работа проходит на монолитном кондукторе, то конечные детали имеют одинаковую форму. А при использовании съёмных конструкций завитки получаются более разнообразными. Зато надёжность закрепления шаблона при таких условиях ниже, чем у неразъемного. Резьбовые соединения придётся постоянно подкручивать, иначе они быстро ослабеют.
Другое оборудование: универсальное, шаблоны, лекала и прочее
Приспособления для холодной ковки используются для сгибания по дуге, под углом или скручивания. Ниже приведены основные разновидности оборудования.
- Универсальные станки используются для производства значительных объемов элементов, поэтому применяются сотрудниками крупных и средних компаний. С помощью универсальных машин производятся разные по форме элементы: завитки, корзинки, кольца, торсированные прутки и т.д.
Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки бывают как ручными, так и электрическими. К подобным устройствам относится улитка, а также: гнутик, твистер (фонарик), волна, глобус.
 К подобным устройствам относится улитка, а также: гнутик, твистер (фонарик), волна, глобус.
К подобным устройствам относится улитка, а также: гнутик, твистер (фонарик), волна, глобус.К станкам также можно отнести:
- Штамповый пресс. При помощи этого устройства на металл наносят определённый рисунок путём отпечатывания его с шаблонов под давлением.
- Механический узел. Устройство, помогающее выгибать прут в форму круга с разным диаметром.
- Приспособления для ковки, к которым относятся шаблоны, оправки, кондукторы используются индивидуальными мастерами, которые не гонятся за количеством произведенных элементов.
- Ручные инструменты: клещи, вилки, тяжелый молоток или кувалда также чаще используются индивидуальными мастерами.
Популярные производители и модели
Станки для холодной ковки металла легко приобрести в магазине. Самые распространённые модели перечислены ниже:
1. НК-1 — это универсальный вальцовочный станок для холодной ковки. Он является многофункциональной металлообрабатывающей установкой с несколькими блоками. Позволяет производить самые распространённые элементы: завитки, кольца, волюты, гусиные лапки, скрученные прутки, а также может наносить рисунок вдавливанием на полосу, профильную трубу, кругляк и квадрат. Подробнее о станке тут.
Позволяет производить самые распространённые элементы: завитки, кольца, волюты, гусиные лапки, скрученные прутки, а также может наносить рисунок вдавливанием на полосу, профильную трубу, кругляк и квадрат. Подробнее о станке тут.
Станок делает компания «Нова Кузня», существующая на рынке более 10 лет. Фирма отличается широким разнообразием выбора моделей как для больших производств, так и для малых цехов.
Универсальный станок НК-1
2. BlackSmith UNV2 является универсальным станком для профессиональной ковки. Умеет выполнять следующие операции: сгибание углов, продольное скручивание прутков, изгиб труб, сгибание завитков и волн, создание корзин и шишек. Есть возможность программирования операций. О нем больше информации здесь.
Станок производится в Китае на предприятии BlackSmith с 40-летним опытом работы. Компания экспортирует товары в Россию, Германию, Италию, США, Англию и другие страны.
Универсальный станок для ковки Blacksmith UNV2.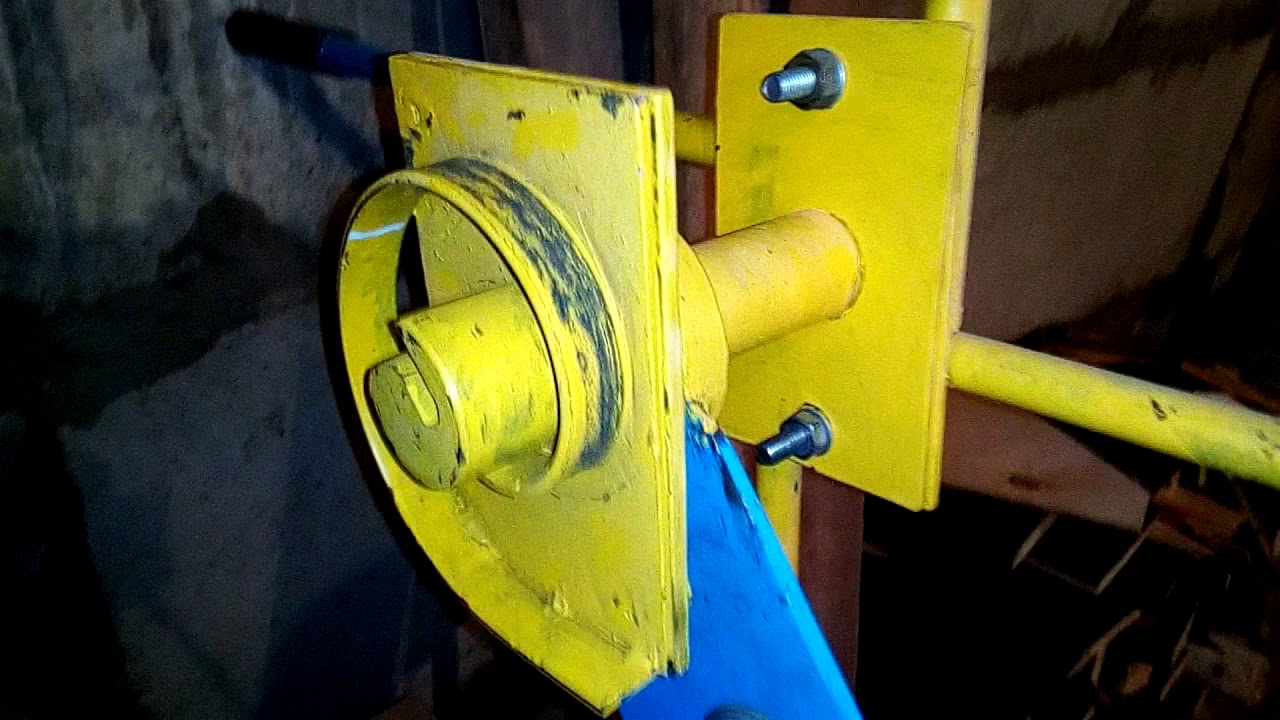 Фото ВсеИнструменты.ру
Фото ВсеИнструменты.ру
3. Декор-3 — это гидравлический пресс, который способен выполнять как холодную, так и горячую ковку металла. Для обслуживания станка достаточно одного работника, время изготовления одной детали — 7-8 секунд. Узнать о нем больше.
Пресс производится в России на фабрике «Декор», которая работает более 10 лет. Существует возможность персонального изготовления станков и комплектующих.
Как сделать своими руками, размеры и другие важные сведения
Станок улитка для холодной ковки возможно изготовить своими руками. Для этого действуют по следующей схеме:
- Перед началом работы на бумаге создаётся чертёж будущей модели. В этот момент нужно определиться с размерами материалов, которые планируется обрабатывать. Чем больше диаметр предполагаемых прутков, тем шире следует выбирать шаг станка. Обычно витки располагают на расстоянии не менее 12-13 мм., чтобы в паз поместился 10-мм. прут.
- Для создания рабочей поверхности берут металлический лист толщиной минимум 4-5 мм. Из него вырезается круг диаметром 80 см. Площадь листа также зависит от моделей, которые будут изготавливаться.
- Для производства формы берётся металлический лист толщиной 3 мм. На будущем устройстве края заготовки должны фиксироваться, для этого применяются прижимные валы. Вместо них берут обрезанный прут, который равен по длине полоске заготовки.
- Сама улитка делается из металлического прута, согнутого в нужном направлении. Вместо него берут лист металла, а затем вырезают из него сегменты и закрепляют их при помощи болтов.
- В качестве дополнительного устройства делают рычаг из прута с сечением 2 см. и подшипником.
Кроме этого, существует возможность самостоятельного изготовления и других станков для холодной ковки: фонарик, волна и другие.
Купить
Если возможности не позволяют сделать станок собственными руками, его легко можно приобрести в магазине. На нашем сайте существует специальный раздел с подборкой надёжных компаний, продающих готовые устройства.
На нашем сайте существует специальный раздел с подборкой надёжных компаний, продающих готовые устройства.
Кроме столь востребованного у клиентов устройства типа улитки, производители предлагают также купить и другие станки для холодной ковки: ручные и электрические.
Приобретение устройств позволит выполнять проекты по холодной ковке своими руками.
Универсальный станок для художественной ковки BlackSmith UNV2
Станок BlackSmith UNV2 предональную металлообрабатывающую установку с электроприводом. Позволяет изготавливать элементы художественной ковки с помощью операций: сгибание углов, продольное скручивание прутка и полосы, изгиб круглых и профильных прямоугольных труб, гибка завитков и волн, изготовление «шишек» и.
Универсальный станок для холодной и горячей ковки НК-1
Станок для художественной ковки НК-1 представляет собой многофункциональную металлообрабатывающую установку, которая укомплектована несколькими блоками и позволяет выполнять множество операций, а также производить основные элементы художественной ковки — кольца, завитки, волюты, «гусиные лапки», скрученные прутки и т. д.
д.
чертежи и видео — Обзоры оборудования для бизнеса
Изготавливать предметы холодной ковки не трудно. Нужно лишь приобрести хорошее оборудование из качественной стали, например, такое:
Кроме покупки ручного оборудования для холодной ковки многие задаются вопросом о самостоятельном изготовлении станков. Идея может оказаться удачной, если у вас есть опыт работы с металлическими заготовками, чертежами, качественным материалом для изготовления станков. В пользу самостоятельного изготовления станков для холодной ковки могут выступать и небольшие финансовые затраты на такое производство. Это позволит вам открыть свой бизнес в небольшом помещении, гараже, рядом с домом.
Для последующей работы необходим ряд станков, на которых вы будете скручивать металлические заготовки под углом, волной, улиткой, завитком, сердечком, изготавливать элементы фонарик и т.д. Чаще всего это несколько станков — улитка, гнутик, твистер, волна, объемная, фонарик. Остановимся подробнее на описании станка Твистер для холодной ковки металла и его изготовлении своими руками.
Станок твистер необходим для того, чтобы делать загиб металлической детали вдоль оси. Вот такие детали получаются на ручном станке твистер:
Также с помощью станка Твистер можно делать заготовки «Фонарик» и «Шишка»:
В данном видеоролике представлен универсальный станок для холодной ковки, который может выполнять и функцию скручивания прутка. Оборудование получилось легким и удобным в работе:
Следующее оборудование для производства «корзинок» из четырех заготовок методом скручивания, также может применяться для торсировки металлического прутка. Для работы на таком станке используются пруток металлический диаметром 6 или 8 мм, квадрат 6*6 или 8*8 мм. для изготовления «корзинок». Для торсировки применяют полосу 20*4 мм, квадрат 16*16 мм.
В данном видео вы увидите ручной станок для ковки, сделанный умельцем без токарных работ. Самодельное оборудование для ковки позволяет изготавливать «шишки», «фонарики», «корзинки». Для производства понадобится металлические пруты, уголки, трубки для вращения и скрутки.
Самодельное оборудование для ковки позволяет изготавливать «шишки», «фонарики», «корзинки». Для производства понадобится металлические пруты, уголки, трубки для вращения и скрутки.
Универсальное приспособление для холодной ковки
В этом видео мастер показал универсальный станок для холодной гибки. Он очень простенький. Сделан из доступных материалов. Но очень эффективные. На нём можно гнуть разные углы, разные диаметры заготовок, фигуры. На видео показаны далеко не все возможности, но после просмотра станет понятно, насколько может быть полезен это совершенное приспособление.
Станок Самоделкина Ивана для холодной ковки
Показываю самодельный универсальный станок для холодной ковки своими руками. Станок для ковки имеет преимущества в гибке металла.
Обсуждение
Саша Джус
7 месяцев назад
Отличный станок! Себе захотел такой сделать, но вот хотелось чертижи увидеть, что куда и на каком расстоянии приваривается и прокручивается если можно пришлите буду очень благодарен!
Самодельный станок для холодной ковки youtube.com/embed/CR8e2hToK_w» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/CR8e2hToK_w» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Обсуждение
Сергей Дубатолов
2 месяца назад
Здравствуйте. Сделал станок по вашему видео осенью прошлого года. Накрутил уже много чего, спасибо за идеи. На счёт резьбы (может вы не знали) М12 основной шаг 1,75 сверлить нужно 10,25 а дрелью вообще можно на 10 (всё равно разобьёт). У вас резьба получилась слабая, немного не рассчитаете с усилием и её вытянет.
Сергей Мазало
1 месяц назад
Евгений, добрый день! Сейчас делаю себе такой же станок, по Вашему видео. И остановился на моменте изготовления кондуктора для завитков. Вопрос вот в чем: Вы, на видео, располагаете заготовку улитки на пластине не строго по центру, а как бы ближе к одному из краев пластины. Этот сдвиг удитки не скажется потом на работе станка? С уважением!
Сергей Удалов
1 месяц назад
Без преувеличения, первый видос, где всё по делу! Четко, понятно и главное, без воды. А то сопли жуют по часу, лишь бы время протянуть.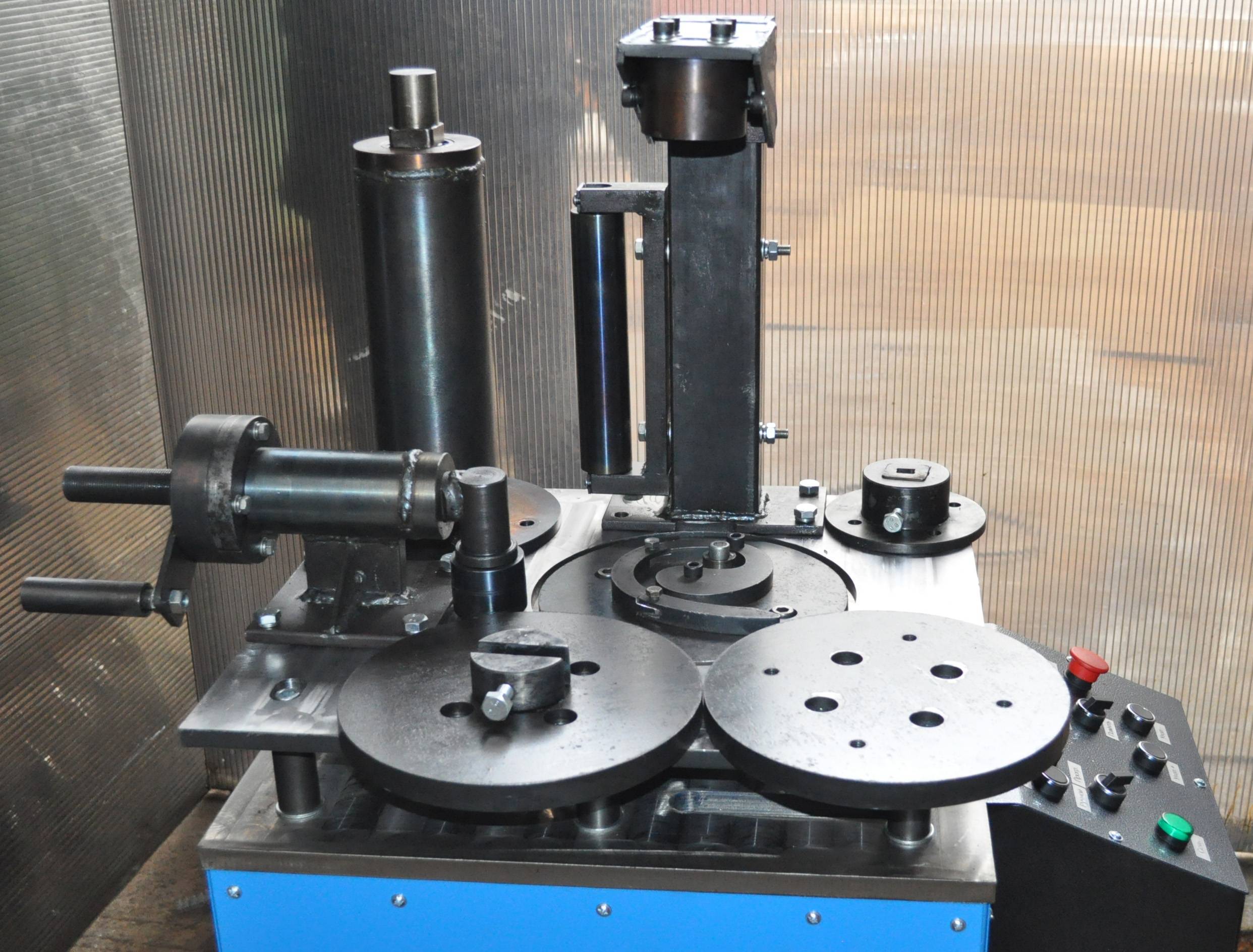 Молодец! Респект, уважение и успехов!
Молодец! Респект, уважение и успехов!
Павел Щебельников
2 месяца назад
Спасибо большое за пояснение, и что вы поделились с людьми!!! Осенью собирал подобный, только на двух подшипниках, рассчитывая на работу и 12 мм квадратом!
Алексей Логвиненко
2 месяца назад
Я стал делать станок как увидел здесь на канале. Раньше работал поваром на судне. Так вот, как я готовил: сначала решаю готовить борщ, а в процессе решаю и варю суп-харчо. Тут получилось точно так же. Пытаюсь скопировать идею этого станка, но в процессе изготовления получается совсем не похожая конструкция. Получилось на двух подшипниках (на одном его почему-то вывернуло), в общем очень похоже на мясорубку.
Вот собрался сегодня делать приблуду к станку для скручивания торсиона. Буду пробовать как тут показано. Надеюсь, что в процессе не изобрету что-то новое. Ибо всё новое – это забытое старое.
Чертежи станка для холодной ковки своими руками
Все привет, вот сегодня весь день возился в мастерской и вот что наварил).
Всем мира и добра!
Комментарии 25
Неплохо получилось, но это для тех у кого есть руки и желание. У меня его не было, хотя чертежей всяких кучу понаходил. Купили готовые станки: spbstanki.ru/ruchnoy-instrument-holodnoy-kovki
Здравствуйте. Ответь пожалуйста. Кривизна и угловатость улитки не имеет значения? Прут все равно выйдет аккуратным?
нет, нужно делать максимально ровно, у меня небольшой изгиб был на улитке, а деталь получается еще крывее
Холодная ковка для понимающих это Г (мягко сказано), поэтому она ни чего и не стоит и нельзя на этих полуфабрикатах заработать, а вот производители этих станков для холодной ковки очень даже не плохо зарабатывают продавая по 5000-10000 евро станки + матрицы к ним .Если делать красивые вещи то только молот и горн, а холодная ковка это погонаж.
С вами согласен полностью
Хватает толщины 8 мм, не соскакивает пруток? Если крутить примерно квадрат 8-10 мм?
десятый квадрат крутил, хватает но хотелось бы повыше
А если наварить на улитку этот согнутый квадрат, все-таки уже будет 18мм?
попробуй, я не стал заморачиватся
где взял такой толстый метал для улитки и чем вырезал?
Металл 8мм. Остался ещё от деда, вырезал болгарской 125ой
Остался ещё от деда, вырезал болгарской 125ой
как мне повезло с ней, у меня покупная «по халяве»
Да, больше повезло. Когда собирался заняться художественной ковкой — покупал инструмент, делал горно, … Все друзья знали и предлагали все что «не поподя», все что отношение имеет. За 4-ре года набралось ого-го!
Продолжаете занимается ковкой?
Нет.
Все заготовил: рабочее место, инструмент, топливо, … но так и не занялся. Сезон шабашил на стройках, сезон лечился, а этот решил посвятить УАЗу. Поэтому из-за смены интересов все стоит.
Рынка сбыта нет, материал дорог. Все кто в поселке открывались(официально) — закрылись.
Просили все продать — жалко.
Еще может займусь.
Есть станочки для «холодной» ковки фирмы eisenkraft — eisenkraft.ru/ Покупал бу.
Читаю определенные ресурсы по ковке, коплю идеи(могу поделиться).
Могу снять размеры с заводского оборудования.
Окей, на «ты». Да у нас тоже рынок не ахти, и металлистов хватает, у меня есть другая работа в командировках правда, но всю жизнь по командировкам жизнь чет перспектива вообще не айс. Вот я в свободное время и занимаюсь тем что душу греет, надеюсь что все пригодится, у нас теплиц много, может теплицами займусь.
У меня основная — за компом.
А железки — это хобби.
Вот греться зашел, делаю «пресс» из домкрата 8т.
Только доделал отрезной станок, из болгарки на 235 мм.
Еще хочу станок сверлильный из «рулевой рейки 2108». Рейку нашел, теперь дрель нужна или мотор.
Я тоже думал сверлильной из реки зубилы сделать). Как сделаешь — обязательно выложи! А отрезной я решил со следующей зарплаты купить заводской, у меня лишних болгарок все рано нет, все рано покупать, пусть дороже за то заводское, мы на работе таким пользовались — красотааа))) А пресс зачем? да еще и на 8 т?
Просто домкрат рабочий у отца валялся лет 30-ть!
А мне нужно было подшипник ступичный заменить, а там с помощью пресса красота.
С другом разговорился, он швеллер на 120 мм отдает «затак», 6-ть метров. Он конечно знает что я болен на железки.
Так что из расходов — не хватает 3-ри метра швеллера на 160 мм. И все.
Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок — 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.
Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.
Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной — 4 см.; кусок жести 16 на 16 см., толщина — 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.
Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен для изготовления определенного вида элементов. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.
Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Что такое холодная ковка
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
- каркас из металлического уголка и швеллера или трубы с толстыми стенками;
- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Холодная ковка своими руками: оборудование и приспособления
Оглавление публикации:
Холодная ковка: что это такое
Что можно изготовить, используя технологию холодной ковки
Оборудование для холодной ковки: основные приспособления
Какие приспособления можно сделать своими руками
Что еще не окажется лишним в мастерской
Сделать кованый забор или решетку на окна для мастеровитого человека не так уж и сложно, и обзаводиться собственной кузней для этого не обязательно. Не придется даже приобретать всевозможные кованые элементы, хотя, по сути, они тоже не окажутся лишними. Речь идет о так называемой холодной ковке, декоративной гибке стального прутка, с которой мы и познакомимся в данной статье. Вместе с сайтом stroisovety.org мы ответим на вопросы, что такое ковка на холодную, какое оборудование для нее используется и можно ли сделать его самостоятельно.
Возможности холодной ковки фото
Холодная ковка: что это такое
На самом деле процесс изготовления ажурных завитков на холодную называется ковкой весьма условно, так как никакие кузнечные приспособления в их классическом варианте не применяются. Это процесс гибки и кручения металлического прутка с помощью различных приспособлений. По своему внешнему виду такие завитки мало чем отличаются от кованых, а сам процесс имеет несколько существенных преимуществ.
В отличие от классического кузнечного дела, ковка на холодную:
- не требует наличия серьезно кузнечного оборудования;
- приспособления, применяемые в этом процессе, весьма несложно изготовить самостоятельно;
- продукция, создаваемая на холодную, имеет сравнительно низкую себестоимость;
- сам процесс является безопасным – по крайней мере, ожогов он не предвещает.
Холодная ковка своими руками фото
Что касается недостатков, то самый главный из них заключается в том, что на холодную можно изготовить далеко не каждый декоративный элемент – для осуществления сложных проектов некоторые кованые элементы придется покупать в специализированном магазине или заказывать в кузнечной мастерской.
Что можно изготовить, используя технологию холодной ковки
Практически все самое основное:
- декоративные завитки различной сложности и размера;
- крученый пруток;
- корзинки;
- кольца;
- даже такой элемент, как гусиная лапка, при желании можно изготовить на холодную.
Все остальное по мере необходимости придется приобретать. В принципе, возможностей холодной ковки вполне достаточно, чтобы собрать красивую решетку на окна или забор.
Приспособления для холодной ковки своими руками фото
Оборудование для холодной ковки: основные приспособления
На сегодняшний день в магазине можно приобрести несколько типов станков для ковки металла по холодной технологии:
- Улитка – на нем изготавливают декоративные завитки. Станок может быть со съемными приспособлениями или стационарными – первый вариант предпочтительнее, так как имеет более широкие возможности.
- Универсальный станок – используется для клепки, формирования заготовки и даже резки металла.
- Гнутик – применяется для гибки прутка под определенным углом с сохранением плавной дуги поворота.
- Твистер – он же торсионный станок – продольный осевой загиб готового декоративно элемента.
- Волна – по аналогии с названием позволяет создавать волнообразные элементы металлического декора.
- Пресс – нанесение отпечатков на изделие.
- Станок для изготовления колец и арочных элементов.
Улитка для холодной ковки фото
Далеко не каждый указанный выше станок легко можно изготовить своими руками. В принципе, все они и не нужны – для частного производства или для домашней мастерской понадобится парочка основных приспособлений, изготовление которых является несложным делом.
Какие приспособления можно сделать своими руками
Опять-таки, речь идет о самых основных станках, без которых процесс изготовления кованых на холодную изделий практически невозможен.
- Улитка. Чертежей и пояснений в интернете достаточно много, как, в общем-то, и видеоматериалов с процессом сборки – углубляться в эту тему сильно не будем, а скажем только одно. Самое главное в этом станке – это улитка. Шаблон, по которому происходит процесс гибки. Шаблон крепится на жестком неподвижном основании (столе) и позволяет гнуть завитки большого размера практически руками – для мелких завитков понадобится дополнительный рычаг. Кстати, существует два варианта станков этого типа – полностью ручной и электрический, сделать который при желании вполне реально.
- Торсион. Крученный спиральный прут – именно он позволяет создавать подобный декор. В принципе, скрутить квадрат несложно и в ручную, используя тиски и вороток, но получить таким способом ровную деталь не получается – вместе со скручиванием происходит и сгибание в разные стороны. В общем, впоследствии пруток приходится рихтовать, что весьма сложно, особенно если длина скрученного участка большая. Ровную заготовку можно получить только тогда, когда прут не имеет возможности сгибаться в сторону – то есть он должен быть немного натянут.
Станок для холодной ковки своими руками фото
Наличие этих двух станков уже позволяет говорить о производстве любых кованых изделий – скамейки, решетки, ограждения, стулья, столы, сделанные своими руками, становятся реальными.
Что еще не окажется лишним в мастерской
Существует достаточно много изделий со специфическими деталями, изготовить которые с помощью двух указанных выше станков не получится. К примеру, простая дуга в нескольких экземплярах не может быть сделана ни на улитке, ни на торсионном станке. Поэтому чем больше различных приспособлений, тем шире возможности.
- Трубогиб. Да, именно роликовый трубогиб, используемый для гибки профильной трубы, только в миниатюре, позволяет изготавливать не только арочные конструкции, но и делать кольца различного диаметра, как большого, так и малого. Гнуть на нем можно не только пруток, но и полосу. Единственное, что следует учесть, это универсальность – то есть настройку приспособления под определенный радиус изделия. Расстояние между неподвижными роликами должно регулироваться – только в этом случае можно будет изменять диаметр колец.
- Штамп – ручной аналог пресса, который позволит делать такой распространенный элемент, как гусиная лапка. Он легко изготавливается из очень толстого прута (диаметр около 50 мм) с помощью болгарки – нарезки делаются на двух заготовках сразу. Предварительно расплющенный или срезанный прут укладывается между двумя цилиндрами, после чего производится несколько ударов кувалдой – и деталь готова!
Как сделать холодную ковку фото
Несложным в изготовлении является станок для кручения корзинок, который, по сути, является некоторой модернизацией торсионного приспособления, предназначенного для скрутки прутка в спираль. Изменения в этом случае касаются исключительно зажимов. В принципе, торсион и без того должен иметь универсальный крепежный арсенал, позволяющий работать с прутками различного сечения – немного подогнать его под корзинки будет несложно.
В заключение темы, холодная ковка своими руками, остается добавить только одно – со временем арсенал различных приспособлений придется расширять. Как и говорилось выше, каждое изделие может потребовать уникального оборудования, поэтому конструкцию некоторых из них придется продумывать самостоятельно.
Автор статьи Александр Куликов
Станок для холодной ковки сделать самому своими руками. Станки для холодной ковки самодельные
Холодная ковка – это обработка металла без его доведения до высоких температур. В отличие от горячей, холодная не предусматривает установки горна, именно поэтому такой метод и пользуется широкой популярностью у домашних умельцев. Стоит заметить, что можно изготовить станок для холодной ковки своими руками. Для этого понадобится минимальное количество инструмента, свободное время и желание работать.
Немного общих сведений
Прежде всего хотелось бы сказать о том, что сфера применения деталей, полученных путем холодной ковки, весьма обширна. Это различные оградки для клумб, заборы, декоративные металлические фонари, лавки и многое другое. Изготовить такое изделие сможет каждый. Для таких целей нередко применяют ручные станки, которые состоят только из наковальни и молотка. Но ассортимент изготавливаемых изделий в данном случае будет довольно ограничен. Это же касается и обычного трубогиба. Да, им можно что-то сделать, но часто этого мало. Поэтому и возникает необходимость в создании станка. Пусть он будет не профессиональным, но вы сможете полноценно ковать. Давайте же поговорим о том, как создать станок для холодной ковки своими руками. Но обо всем по порядку.
Преимущества и особенности холодной ковки
Как было отмечено выше, вам не понадобится обустраивать горн. Обусловлено это тем, что собственно суть холодной ковки состоит в том, что металлические заготовки в большей мере обрабатываются изгибанием, сваркой, а также прессованием. В мастерской вам не потребуется много места, так как оборудование в данном случае менее габаритное и простое. Кроме того, процесс более безопасный, так как не приходится работать с высокими температурами.
Но тут есть и свои недостатки, которые заключаются в том, что работать приходится с заготовками-полуфабрикатами. Следовательно, если вы ошибетесь, то уже не будет возможности исправить ошибку. Безусловно, это касается далеко не всех работ, но в большинстве случаев заготовку можно выбросить на металлолом. Помимо этого, кованые изделия нередко ломаются, что тоже сильной стороной не назовешь. В остальном это отличный способ сделать витые, волнообразные и другие изделия из металла.
Холодная ковка своими руками: станки «улитка» и их особенности
С помощью данных станков, а их модификаций существует большое количество, можно изготовить кольца, спирали, волны и другие металлические «завитушки». Конструкция оборудования достаточно проста и процесс изготовления подразумевает всего несколько простых этапов.
Для начала нам потребуется бумага-миллиметровка, которая нужна для нанесения точных размеров. На бумаге надо нарисовать спираль, каждый виток которой больше предыдущего. Но при этом необходимо строго соблюдать шаг. Хотя данное требование может и не соблюдаться, особенно если вы не планируете изготавливать симметричные детали.
Прежде чем приступать к сборке, необходимо продумать, с заготовками какого диаметра будет выполняться работа. При любых обстоятельствах должно соблюдаться следующее требование: «шаг» должен быть больше диаметра обрабатываемого прутка. В противном случае у вас не получится вынуть из станка заготовку без её повреждения, что не есть хорошо. Стоит заметить, что станок для холодной ковки, своими руками изготовленный, например типа «улитка», очень полезен.
Рабочая поверхность, форма и дополнительные элементы
В качестве рабочей поверхности можно взять листовой металл. Его толщина должна быть не менее 4 мм. Что же касается линейных размеров, этот параметр зависит от того, насколько габаритными будут заготовки.
Для формы желательно взять полосовой металл, примерно 3 мм толщиной. Так вы сможете без особых проблем работать с ручным инструментом. К примеру, сгибание в спираль можно выполнить с помощью плоскогубцев, но обязательно по шаблону.
Для большего удобства выполнения работ необходимо один конец заготовки фиксировать. Для этих целей подойдет обычный обрезок прутка, который по ширине будет такой же, как и полоса. Кроме того, изготовленный станок для холодной ковки своими руками должен быть закреплен на верстаке. Нередко рабочую площадку крепят в тиски, что тоже довольно эффективно. Ну а так как усилия при работе прилагаются не маленькие, то фиксация должна быть надежной.
Сборка «улитки»
Станки для холодной ковки самодельные типа «улитка» собираются довольно просто. Как было отмечено выше, есть целая масса модификаций. Кто-то делает станок монолитным, другие же предпочитают разборную конструкцию. Если воспользоваться первым вариантом, то готовую «улитку» просто-напросто приваривают к рабочей площадке. Основное требование в этом случае – обеспечить надежное крепление конца обрабатываемой детали. Разборная конструкция предусматривает наличие посадочных отверстий в рабочей площадке. При необходимости это позволит снять станок, скажем, на ремонт, а затем поставить его обратно. Такой подход более практичен, но надежность фиксации в этом случае несколько ниже, так как резьбовые соединения будут постоянно ослабевать. Мы уже немного разобрались с тем, что такое холодная ковка. Своими руками станки, помимо «улитки», можно сделать и другие, давайте более подробно рассмотрим и их.
«Гнутик» и «фонарик»
«Гнутик» – это станок, который для холодной ковки, без всякого сомнения, является базовым. Стоит заметить, что станки для холодной ковки самодельные такого типа изготовить довольно сложно, но возможно. Как и в предыдущем случае, понадобится сначала сделать чертеж или воспользоваться уже готовым. Только после этого приступают к сборке. Из названия можно понять, что данное приспособление используется для изгибания металлических изделий под определенным углом. В результате мы получаем дуговые элементы необходимого радиуса. Конструкция состоит из неподвижного отверстия в основании с упором. Диаметр этого отверстия необходимо подбирать в зависимости от диаметра заготовки.
Такое самодельное оборудование для холодной ковки, как «фонарик», встречается крайне редко. Обусловлено это тем, что данный станок используется для изготовления декоративных фонарей. Тут очень важна точность, которой добиться в домашних условиях очень сложно. Да и зачастую «фонарик» не включают в базовое оборудование для холодной ковки.
«Волна» и «твистер»
Как вы видите, изготовить самодельное оборудование для холодной ковки не так и сложно, тем не менее для этого придется приложить некоторые усилия. Например, станок «волна» представляет собой элементарную конструкцию, состоящую из неподвижного упора и пары роликов. Причем один ролик необходимо устанавливать в неподвижном состоянии. Второй же оснащается рычагом и является подвижным. С его помощью и осуществляется изгиб заготовки, которая закрепляется с помощью неподвижного упора.
«Твистер» — приспособление, состоящее из подвижного продольного зажима, который может вращаться вокруг собственной оси. На одной площадке монтируется второй зажим, но уже неподвижный. В этом случае ковка металла своими руками предусматривает изготовление витых изделий. Достигается это с помощью специального винта, установленного на подвижном зажиме. Вторая часть заготовки устанавливается в неподвижный. При этом важно разместить оба упора на одной оси.
Несколько деталей
Вот мы уже и разобрались, как сделать самодельный станок для холодной ковки. Хотелось бы обратить внимание, что данное оборудование является достаточно простым, поэтому сделать его сможет каждый желающий. Но обычно на глаз никто ничего не делает. Это касается как изготовления станков, так и кованых изделий. Поэтому перед началом работы всегда делайте эскиз, наносите размеры и подгоняйте оборудование под габариты. В приоритете желательно изготовить станок для холодной ковки универсальный. Своими руками сделать такое оборудование довольно сложно, так как оно сочетает в себе все вышеописанные виды. Можно поместить все станки на одну большую рабочую платформу, что тоже довольно удобно, да и место экономит. Если вы планируете работать с толстыми прутьями, то ручного привода вам будет недостаточно. В этом случае наиболее целесообразное решение – установить электродвигатель. Но важно правильно выбрать его мощность. Если она будет недостаточной, то мотор не справится с работой, если слишком большой, то рискуете переборщить.
Заключение
Теперь вы знаете, в чем заключается холодная ковка. Станки своими руками самодельные, как было отмечено выше, можно изготовить без особых проблем. Вам понадобится минимальное количество инструментов и знаний. Если вы не слишком часто занимаетесь ковкой, то вам будет достаточно минимального набора. Когда же это уже работа, то станки необходимо постепенно модернизировать. К примеру, на улитку устанавливать съемные спирали, которые между собой будут отличаться размерами и шагом. В принципе, это все что можно рассказать по данной теме. Тут не все так сложно, как может показаться на первый взгляд. Главное, это приступить к сборке, а дальше будет несколько проще.
Чертежи шаблонов для холодной ковки. Как сделать станок для холодной ковки
своими рукамиАрхитекторы и дизайнеры часто используют в своей работе кованые элементы. Элегантно и благородно смотрятся ажурные металлические решетки, закрывающие камины или красивые балясины на лестнице.
Если вы умеете выполнять ковку и научитесь этому ремеслу, то сможете создавать оригинальные изделия самостоятельно.
Это занятие подойдет всем, кто любит заниматься физическим трудом и готов познакомиться с технологией и особенностями выбора металла.
Что нужно знать о ковке?
Ковка — это процесс обработки специальной заготовки. Его цель — придать металлу нужные размеры с формой. Различают горячую ковку и холодную.
Мастеру необходимо познакомиться с обеими разновидностями, чтобы знать достоинства и недостатки каждой.
Метод горячей штамповки
При горячем способе металлическая преформа сильно нагревается. В результате металл становится пластичным.Горячая ковка придает заготовке желаемые размеры и желаемую форму. Мастеру доступны различные варианты работы.
Есть и недостатки у нагрева металлической заготовки. В первую очередь необходимо оборудовать специальную комнату. Вам нужно будет купить кузнечную кузницу, для которой придется покупать топливо.
Необходимо соблюдать правила пожарной безопасности, важно, чтобы мастер умел работать с огнем.
Имея представление о температурных режимах, используемых в процессе ковки, вы легко можете выбрать нужный тип ковки.
Метод холодной штамповки
Холодная штамповка — трудоемкий процесс. Чтобы получить требуемую форму металлической заготовки, ее гнут, обжимают и сваривают. Техника выполнения несколько проще по сравнению с горячим методом.
Мастерская не требует много места, и для ее обустройства не потребуется приобретать специальный рог, достаточно купить кузнечный станок.
Производственный процесс продукта предполагает работу с полуфабрикатами заводского изготовления.Если была допущена ошибка, то исправить ее невозможно.
Выбрать металл
Для ручной ковки подходят металлы с определенными свойствами. Чем пластичнее металл, тем легче изменить его форму. Однако пластичность неразрывно связана с прочностью.
Увеличение показателя одной характеристики неизбежно влечет за собой снижение другой. Покупая заготовку, мастер должен точно знать, каков ее состав.
Мастера изготавливают декоративные элементы ковки из меди, стали, дюралюминия или латуни.Кроме того, также могут использоваться сплавы. Информацию о металлах, которые легко подделать, можно найти в Марочнике стали и сплавов.
Какие инструменты нужны для ковки?
Инвентарь варьируется в зависимости от метода ковки. Кузнечная кузница с наковальней, для горячей ковки понадобятся молотки с клещами.
Для холодного метода понадобится инструмент Gnutik, позволяющий сгибать заготовку под углом, и станок Snail для ковки, который можно сделать самостоятельно.Последний станок позволяет создавать декоративные элементы с формой в виде спирали.
Примечание!
Помимо основных инструментов для холодного метода можно использовать «Фонарик», «Волна», «Твистер», станок для изготовления колец и другие.
Современный рынок предлагает промышленные машины, предназначенные для выполнения технологических операций. На фото ковки вы можете увидеть изделие, изготовленное на станке Master 2 фирмы MAH.
Ручная ковка
Чтобы заготовка приобрела желаемую форму, мастер должен применять в своей работе различные приемы и приемы. Вам нужно будет приобретать различные инструменты и осваивать различные технологии.
Метод холодной ковки не требует от мастера особых усилий. В работе выделяются следующие этапы:
- создание рисунка или эскиза декоративного элемента;
- заготовка заготовок;
- процесс ковки.
Сегодня рисунок можно сделать с помощью компьютерной программы самостоятельно или заказать у профессионалов. Проект позволит перед началом работ рассчитать, сколько металлических заготовок нужно закупить.
Примечание!
Основные кованые элементы представлены следующими группами:
- Лапы. Концу металлического стержня придают определенную форму.
- локонов. Концы стержня можно загнуть в одну или две стороны.
- Кольца.Элементы декора изготавливаются из прутьев квадратного или круглого сечения.
- Торсион. Характеризуется винтовой закруткой по оси.
Используются 3 общепринятые технологии: волочение, гибка и скручивание.
- Вытяжка позволяет увеличить длину металлической заготовки, уменьшив значение ее поперечного сечения.
- Гибка дает возможность изгибать любую часть заготовки под углом.
- Скрутка — технология, при которой заготовка скручивается по оси.Для скручивания используется машина Twister.
Все элементы собираются вместе и фиксируются сваркой. Эти операции выполняются на специальном столе. Самодельная холодная ковка не требует особых навыков.
Ковка своими руками фото
Примечание!
Люди давно заметили, что нагретому в кузнице металлу можно придать практически любую форму. Кованые изделия прекрасно смотрятся в любом интерьере.Они могут быть элементом декора как деревянных, так и каменных коттеджей.
Среди владельцев частных домов вряд ли найдется человек, который не хотел бы иметь кованый забор, перила или лестницу. Но, несмотря на множество преимуществ, изделия, полученные с помощью горячей ковки — процесса, при котором металл становится пластичным под воздействием высокой температуры, доступны далеко не каждому из-за высокой цены. Есть альтернатива — холодная ковка металла. Его главное преимущество — не только невысокая цена, но и доступность техники для самостоятельного повторения.
Холодная ковка металла — это процесс, при котором металл не подвергается нагреву, а форма изделия придается за счет его гибки, опрессовки и сварки из нескольких заготовок.
Некоторые специалисты считают название «холодная ковка» не совсем правильным. По их мнению, ковкой можно назвать только процесс пластической деформации горячего металла. Но название этого метода обработки металла прижилось. Более того, пользователи считают, что в некоторых случаях холодная ковка металла может стать достойной заменой горячей ковки.Так ли это на самом деле мы расскажем в сегодняшней статье.
Особенности холодной ковки
Бытует мнение, что изделия, полученные путем гибки, получаются однообразными, больше похожими на заводскую штамповку, установленную на резьбе. Однако практика показывает, что при правильном подходе с помощью холодной ковки можно создавать настоящие авторские произведения.
Чаще всего методом холодной ковки металла делают:
- решетки оконные;
- элементов козырьков, перил и навесов для входной группы;
- декоративные элементы для ворот и калиток;
- фигурные ножки для столов и стульев;
- элементов декора: подставки для цветов, решетки для каминов, обрамление картин, зеркала и т. Д.
Для художественной горячей ковки металла выпускаются изделия, полученные методом холодной деформации на специальном оборудовании, впоследствии свариваемые в одно целое: элементы ограждения, ограждения или калитки. Тем более, что непосвященный человек не сразу поймет, как было подделано это изделие.
Goblin 2 пользователь FORUMHOUSE
На мой взгляд, кованые элементы, изготовленные методом холодной деформации (гибки), выглядят не хуже, чем такие же элементы, сделанные вручную — горячей ковкой.И они дешевле.
Холмофф пользователь FORUMHOUSE
Холодная штамповка металла позволяет на достаточно простом комплекте оборудования создавать типовые элементы — торсионы, прокатные пики, спирали, элементы пространственной гибки. А затем, комбинируя этот набор (примерно из 10-15 типов типовых элементов) для создания сложных узорчатых изделий. Освоить процесс гибки сможет любой человек, владеющий слесарным инструментом, было бы желание.
Обычные геометрические формы в сочетании с завитками и волнами могут очень красиво смотреться в металле, ведь любой сложнейший узор состоит из множества простых элементов.
Существенным преимуществом холодной ковки металла перед горячей ковкой является высокая производительность. Для работы не требуется много места. Нет необходимости обустраивать и разжигать рог, кузницу, молот на наковальне. Меняя только фурнитуру, можно быстро создавать самые разные элементы, но для соединения узлов потребуется хорошее владение сварочным делом.
Холмофф пользователь FORUMHOUSE
Однажды я сделал холодную ковку и научился готовить в полуавтомате за два дня.
Для получения хорошего результата процесс холодной ковки металла следует разделить на ряд последовательных этапов:
- Идея и постановка задачи.
- Концептуальные зарисовки от руки на бумаге.
- Точный рисунок продукта вручную или в графической программе.
- Разбивка всего изделия на отдельные простых элементов .
- Рисование или печать на принтере единиц продукции в натуральную величину.
Некоторые принтеры поддерживают печать плакатов, то есть печатают части большого изображения на листах A4, после чего их можно только склеить.
- Расчет количества необходимого материала.
- Изготовление отдельных элементов.
- Шлифовка и сборка (сварка) отдельных элементов в единой конструкции.
Несмотря на кажущуюся простоту, практика холодной ковки металла требует вдумчивого подхода и грамотного расчета всех деталей будущего изделия.Специалисты FORUMHOUSE советуют — для визуализации идеи предварительно изготовить отдельные блоки из проволоки реального размера . Это поможет понять, как различные элементы будут сочетаться друг с другом и вовремя исправить ошибки, или найти более удачное сочетание узоров и отдельных элементов.
К основным элементам, полученным методом холодной ковки металла, относятся:
- Лапы и козырьки. Эти элементы выкатываются из металлического прутка.
- Локоны.Включают: завиток, червяк и улитку. У волута, или, как его еще называют, рогалики, концы загибают в одну сторону. Маленький червяк выглядит как знак $. Улитка похожа на запятую.
- Кольца изготавливаются из прутка круглой или квадратной формы, намотанного на специальную оправку. Получается своеобразная металлическая пружина, которую потом нарезают кольцами.
- Торсион. Один из самых распространенных элементов. Получается скручиванием одного или нескольких стержней.
Все вышеперечисленные элементы можно реализовать, объединив всего три технологических процесса.
1. Вытяжка. Благодаря этому процессу за счет уменьшения поперечного сечения заготовки увеличивается ее длина. Таким образом обычно получаются лапки и пики, для которых металл помещается в специальный прокатный или опрессовочный станок. Пропуская заготовку через ролики и постепенно уменьшая расстояние между ними, материал раскатывается. Также на валики могут наноситься рельефные насечки, которые придают поверхности заготовки определенную фактуру.
2. Кручение. Металл (полоски или стержни) скручивают вдоль своей оси. Вы можете скрутить одну, две, три и более заготовок. Для этого один конец заготовки (или заготовок) помещается в тиски, а другой начинает поворачиваться по оси. Если скрутить несколько стержней, а затем сжать их, прикладывая силу по оси, то они разойдутся по дуге. Получается утолщение из плетеных стержней под названием «Фонарик» или «Корзина».
3. Гибка.Металл гнут на специальном станке по шаблонам.
Для гибки металла в разных плоскостях необходимо простейшее оборудование и простые станки. На рынке имеется множество машин для холодной ковки. Но из-за высокой цены их приобретение оправдано только в том случае, если планируется дальнейшая прибыль. Начинающий мастер, занимающийся холодной ковкой «под себя», вполне может согнуть металл.
Сначала можно обойтись простыми кондукторами и оправками, вставленными в обычные настольные тиски.Сделать кручение можно, зажав конец заготовки в тисках, затем надев на него трубу, и, используя хомут, закрутить заготовку вдоль своей оси.
Alexei62 пользователь FORUMHOUSE
Все инструменты для холодной ковки (кроме сварочного аппарата) могут быть изготовлены из подручных средств.
Для холодной ковки металла чаще всего используются следующие инструменты:
- Gnoot. С его помощью заготовка изгибается под определенным углом.
- Улитка.С его помощью заготовка сгибается по спирали. Изменяя шаблоны, вы можете изменить радиус изгиба.
- Фонарик. Он похож на инструментальный станок токарного станка. С помощью этого инструмента металлические заготовки переплетаются между собой для получения одноименного элемента.
- Волна. Принцип действия этого средства понятен из названия. С его помощью металлу придается волнистая поверхность. Расстояние между «гребнями» волн и их высоту можно регулировать в зависимости от настроек машины.
- Твистер. Скручивает полосу или брус по продольной оси.
Принцип работы всех вышеперечисленных машин очень прост. Он основан на приложении определенной силы к заготовке через рычаги, приводящей к деформации металла. Гибка металла на станках ручная. Для облегчения труда некоторые машины оснащены электродвигателями, что увеличивает их стоимость. Многие домашние мастера предпочитают изготавливать станки для холодной ковки своими руками.Также с появлением опыта и увеличением сложности изделий необходимо оснащать станки разнообразной фурнитурой — шаблонами, кондукторами, упорами, упорами.
Большой простор для творчества. Каждый мастер вносит приспособления под свои задачи. Важно соблюдать принцип разумной достаточности. Самые красивые изделия можно сделать с помощью минимум приспособлений.
Секреты холодной ковки
Один из главных вопросов начинающих мастеров: «Какой металл подходит для холодной ковки.«По мнению форумчан, нужно не жалеть времени и ходить по местным металлобазам, а также знакомиться со списком, который они предлагают. Для холодной ковки используется самый распространенный« черный »металл. Погонный размер для полос шириной 14 и 16 мм, толщиной 2-4 мм. Пруток — квадрат со стороной до 10 мм. Такой материал легче гнуть. Более толстый материал, полоса 20х4 мм и т. д., сначала будет иметь на разрез.
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и применять металлы в своей жизни.До изобретения штамповочных и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, домашней утвари и ювелирных изделий.
Чтобы освоить традиционное кузнечное дело, нужно было долго учиться и набираться опыта. Изделия кузнеца оказались очень трудоемкими и уникальными, это несомненный плюс для искусства и столь же очевидный недостаток там, где необходимо большое количество одинаковых изделий.
К недостаткам горячей штамповки относятся:
- высокая сложность
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Метод холодной ковки лишен недостатков. В его основе лежит свойство металлов изменять свою форму в определенных пределах под действием механической силы. Технология применима к круглому и квадратному прутку, металлической полосе, трубам и прокату различного профиля. Несколько основных операций, таких как
- изгиб заготовки под заданным углом и заданным радиусом,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и сочетание полученных деталей позволяет создавать кружевные ограждения, беседки, скамейки, предметы декора и быта в разумные сроки и по доступной цене, в разы и даже в десятки раз ниже, чем при использовании горячей ковки. .
При этом все элементы будут абсолютно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используют специальные станки.
- Гнутик — один из самых популярных. Он позволяет гнуть брус под заданным углом и заданным радиусом, в том числе в виде волны.
- Улитка используется для скручивания конца стержня или трубы в спираль.
- Торсион предназначен для скручивания стержня вдоль его продольной оси.
Если вы планируете выпускать продукцию большими сериями, то вам понадобится станок для промышленного производства. Он обладает высокими характеристиками, достаточным ресурсом, оснащен электроприводом достаточной мощности, сочетающим в себе гнут, улитку и торсион. Продвинутые производители оснащают свои агрегаты полуавтоматическими приставками, а роль сотрудника сводится к установке необходимой оправки, закреплению заготовки и запуску программы.Сама система контролирует скорость подачи, усилие прижима формующего ролика, начало и конец формования.
Если для начала вы планируете просто познакомиться с технологией холодной штамповки, потрогать ее руками, то можно сделать устройство начального уровня самостоятельно, сэкономив значительные суммы, так как промышленные агрегаты приближаются к цене автомобиля.
Станок
Одна из простых конструкций самодельного гнутика состоит из следующих деталей:
- Массивное основание с проточкой.
- Подвижный упор, перемещаемый по пазу червячной передачей
- Два фиксированных упора, закрепленных на основании.
Крепление «Гнутик»
Ролики на фиксированных упорах взаимозаменяемы, чтобы можно было гнуть стержни и трубы под разными углами и радиусами. На подвижном упоре также фиксируется съемный ролик или клин, в зависимости от желаемой формы изгиба.
Пока прямая заготовка зажимается неподвижными упорами и, вращая привод червячного механизма загиба, подводят к ней подвижный упор — клин или ролик.Продолжая вращать привод, согните заготовку на нужный угол.
Сделать комара для холодной ковки своими руками вполне реально, достаточно строго следовать чертежу, соблюдая размеры и припуски.
Сложности в домашней мастерской могут возникнуть при фрезеровании высокопрочной стали и сверлении в ней отверстий.
Если такого оборудования в мастерской еще нет, лучше оформить заказ на основные детали гайки в производстве — сверлом и лобзиком этого не сделать.
Соединение и покраска деталей
Для сборки деталей нужного дизайна необходимо предусмотреть ровное свободное пространство — на полу или на столе, в зависимости от размера. Перед сваркой и покраской детали лучше отшлифовать, чтобы удалить ржавчину и очистить поверхность. Пескоструйный агрегат также можно изготовить автономно из использованного газового баллона, пары форсунок и кранов. В качестве форсунки можно использовать керамический корпус использованной свечи зажигания. Для этого достаточно владеть навыками сварочного и слесарного дела.
После пескоструйной обработки детали раскладываются на месте сборки. Для удобства работы можно использовать штанги-накладки. После того, как детали расставлены, стоит еще раз проверить соответствие их расположения чертежу. Далее, зафиксировав хомутами ключевые элементы конструкции, точечная сварка должна прижать их друг к другу. Последний раз проверяя размеры, углы и взаимное расположение, можно приступать к сварке всех необходимых швов.
После сварки необходимо очистить окалину проволочными щетками, закрепленными в дрели, и вручную в труднодоступных местах.Дизайн готов к покраске. В зависимости от выбранных грунтовок и финишного покрытия, а также от способа нанесения, сборка укладывается на амортизирующие планки или устанавливается вертикально с временными упорами.
Конструкции с высокой плотностью деталей удобно красить из пульверизатора, для редкой решетки, для уменьшения потерь краски придется вооружиться кистью.
Холоднокованые изделия
Холодной штамповкой производятся различные изделия.Это, в первую очередь, элементы решеток и заборов — как сами прутья, так и поперечины, вершины и украшения. С расстояния в несколько метров ее сложно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Таким образом, обыкновенный забор помимо утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гайка, улитка и торсион.
Кованые подставки для фонарей, перила для мостов через пруды, навесы и веранды, столы и скамейки отлично смотрятся на придомовой территории.Да и саму беседку неплохо сделать из кованого бруса. Неожиданная для сурового металла легкость и воздушность придадут ему завитки и спирали, а закрученные опоры подчеркнут желание подняться.
Сегодня широко распространены кованые мангалы для барбекю, которые эстетически дополняют бытовое назначение. Сам мангал теряется среди навеса, узорчатых стен и опор, украшен завитками крыши.
Очень популярны детали балюстрад, лестничных перил и балконов.Завитки и спирали здесь также широко используются не только как украшение, но и как структурный элемент. Очень уместно смотрится балясина, закрученная по продольной оси, а угловые опоры часто делают из нескольких скрученных между собой стержней. Также на торсионе делают так называемый «фонарик» — несколько изогнутых по спирали стержней, соединенных концами сваркой.
Следующее направление применения холодной ковки — это детали декора помещений и мебели.Дверные ручки и защелки, каминные инструменты и вешалки, стойки для зонтов и карнизы для штор и портьер — здесь широко используются мелкие завитки и перекрученные штанги.
Мебель изготавливается как садовая, не боящаяся осадков и смены времен года, так и домашняя, сочетающая металл с деревом и тканью.
Кованые изделия в архитектуре и дизайне интерьеров уже давно пользуются большой популярностью. Кованые из металла решетки на окнах и для каминов, ограды или балясины лестниц всегда выглядят элегантно и привлекательно.Сегодня, несмотря на современные технологии в обработке металла, как никогда популярны кованые изделия из металла. Конечно, ковка металла своими руками — задача не из легких, а без должной подготовки сделать красивое кованое изделие сложно. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелому физическому труду, придется познакомиться с видами и технологией ковки металла, понять, как ковка используется в металлах, понять процесс ковки и уметь обращаться с кузнечным инструментом.
Поковка металлическая
Ковка металла — это процесс обработки металлической заготовки для придания ей определенной формы и размера. На самом деле существует два вида ковки — холодная и горячая. Выполняя ручную ковку металла, необходимо разбираться в обоих видах ковки, поскольку у каждого есть свои достоинства и недостатки.
Во время горячей ковки заготовка нагревается до определенной температуры, при которой металл теряет прочность и становится пластичным.Высокая пластичность — главное преимущество горячей штамповки. Он позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий ковки, что благоприятно сказывается на разнообразии вариантов работы.
Но у нагрева металла есть свои недостатки. Прежде всего, это необходимость оборудовать специальный кузнечный очаг и стоимость топлива для него. Это может стать настоящей проблемой для тех, кто хочет заняться горячей ковкой металла своими руками в городских условиях.К тому же работа с огнем — занятие довольно опасное и требует повышенной пожарной безопасности. Еще один фактор, который может существенно повлиять на выбор типа ковки, — это конкретные знания температурных режимов ковки металла.
В отличие от горячей ковки, холодная ковка металла не требует установки пода для нагрева металла. Вся суть холодной ковки заключается в формовании металлической заготовки путем гибки, опрессовки и сварки. Холодную ковку осуществить несколько проще, а для оснащения цеха не требуется много места.Весь процесс создания готового продукта не требует использования высоких температур, что очень положительно сказывается на общей безопасности.
Но у холодной ковки есть один существенный недостаток. Вся работа должна выполняться с определенными готовыми полуфабрикатами без возможности исправить их ошибку. Конечно, это касается не всех работ по холодной ковке, но в большинстве случаев поврежденная заготовка подходит только для металлолома или учебного пособия.
В любом случае, независимо от типа ковки, необходимо достаточно внимательно ознакомиться с рядом важных моментов.В первую очередь это касается металлов и температурных режимов их плавки и ковки. Во-вторых, нужно знать и понимать технологию ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они используются в работе.
Поковка металлическая
Ручная ковка металла — довольно трудоемкая и сложная задача, требующая использования определенных металлов, а точнее металлов с определенными характеристиками. Для ручной холодной или горячей ковки важнейшей характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки.Но стоит отметить, что пластичность и прочность металла взаимосвязаны. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно понимать характеристики металла и знать состав заготовки.
Важно! Есть и другие, не менее важные характеристики металлов. Но поскольку мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясин, заборов и т. Д., Нет необходимости акцентировать внимание на износостойкости, устойчивости к покраснению и так далее, а также на легирующих элементах.
Для декоративной ковки используются следующие металлы: медь, латунь, дюралюминий, сталь, а также другие сплавы меди, магния, алюминия и никеля. Фактически, для ручной ковки используется мягкий ковкий металл, которому можно легко согнуть или придать определенную форму. Чтобы выбрать самый легкий пластичный металл, вам нужно присмотреться к Marochnik Steel and Alloys. В нем вы можете найти подробное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самым ковким металлом является медь и ее сплавы, мастера предпочитают использовать черные металлы для холодной и горячей ковки. Такая позиция обусловлена дороговизной цветных металлов. Ведь на ковку из металла цена больше зависит от стоимости исходной заготовки, и не каждый может позволить себе приобрести забор или балясины из меди. Выбирая для ковки мягкий черный металл, необходимо ориентироваться на сталь с минимальным содержанием углерода около 0.25%. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме того, следует избегать использования конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2% до 1,35%. Такие стали наименее пластичны и трудны для сварки.
При выборе того или иного металла необходимо использовать Марочник стали и сплавов. Но если к нему нет доступа, то для определения содержания углерода в стали можно воспользоваться приведенными ниже таблицами. Сам процесс определения довольно прост, достаточно поднести заготовку к работающей точилке и посмотреть на сноп искр, а потом сравнить с показателями в таблице.
Сегодня, благодаря промышленному производству металла, отпала необходимость создавать заготовки своими руками. В современных кузницах для холодной ковки используются уже готовые заводские изделия. Чаще всего используются заготовки следующих размеров: 30×45 мм, 40×45 мм, 10×10 мм, 12×12 мм, стержни сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл с толщиной от 3,5 до 6 мм, круглые трубы 1/2 «, 3/4», 1 «, профильные трубы от 20×20 мм до 30×30 мм.
Инструмент для ковки металла
Любая работа по ковке металла невозможна без специального инструмента.Кузнечное оборудование для горячей штамповки довольно разнообразно и включает в себя наковальню, кузницу, различные молотки, клещи и многое другое. Инструмент для холодной ковки несколько проще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, шлифовальный станок и шлифовальный станок, используется как в холодной, так и в горячей ковке. Зная предназначение инструмента, вы сможете правильно выполнить любую работу.
Инструмент для горячей штамповки
- Гудок . Без горячей ковки не обойтись. Ведь именно в нем заготовку можно нагреть до температуры 1400 ° С.По большей части печь представляет собой топку, рассчитанную на высокие температуры и с обдувом.
- Наковальня . Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня бывает нескольких видов, среди которых наиболее популярной является наковальня с двумя рогами массой 200 кг. Но вес может колебаться от 150 до 350 кг.
- Шпера . При выполнении различной художественной и декоративной ковки используются шперы. Их много разных видов, и каждый мастер может сделать их для себя.Общей чертой любых шпереков является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянном бревне. На фото ниже представлены самые распространенные шперы.
- Кувалда и Ручной тормоз . Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и применяется для нанесения сильных ударов. В зависимости от вида работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0.От 5 до 2 кг. Используется для доработки продукта.
- Клещи . Горновые клещи — второй по важности инструмент. Без них невозможно провести горячую заготовку для обработки. Есть несколько видов клещей под определенный профиль и размер заготовки. На фото ниже представлены клещевые клещи различной формы.
- Молотки фасонные . При выполнении художественной ковки требуется создание криволинейных заготовок или заготовок определенной формы.Для этого используются фасонные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков много и у каждого мастера свои. На фото ниже показан основной вспомогательный инструмент.
В дополнение к описанным выше используются различные измерительные инструменты, такие как обычная рулетка , двойной штангенциркуль , кузнечный уголок , образцы и калибры . Выбор кузнечного инструмента огромен, весь перечень сложен, поэтому у каждого мастера свой набор только необходимых и часто используемых инструментов.
Инструмент для холодной ковки
- Гнутик (фото внизу). Это основной инструмент для холодной ковки. Как следует из названия, он позволяет сгибать металлическую заготовку под определенным углом. Кроме того, гнут позволяет создавать элементы дуги определенного радиуса.
- Улитка . Имя говорит само за себя. С помощью улитки можно создавать различные элементы декора в форме спирали. Спираль изготавливается под определенный узор, который при необходимости можно поменять на другой, с меньшим или большим радиусом.
- Фонарик . Эта машинка предназначена для создания одноименного декоративного элемента.
- Волна . Позволяет создавать волнообразные элементы. При протаскивании стержня через этот станок на выходе получается красивая синусоидальная заготовка.
- Твистер . По принципу действия этот станок похож на Фонарик, но в отличие от него крутилка только скручивает заготовку по оси.
- Кольцевой станок . Как и у всех предыдущих машин, название говорит само за себя.
Кроме вышеперечисленного, существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше машины можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью элементов, созданных с их помощью.Для изготовления машин холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Машины для холодной штамповки могут быть ручными или оснащаться электродвигателями. Несмотря на наличие зубчатых передач, ручная холодная ковка — довольно трудоемкая и длительная задача, и для получения больших объемов кованых элементов лучше оснастить станок электродвигателем.
Отдельно стоит упомянуть промышленные станки для холодной ковки.На аналогичные станки холодной ковки цены порядка 6000 у.е., но на одном таком станке можно выполнять практически все технологические операции холодной ковки. Примером может служить машина Master 2 фирмы MAN. На видео, показывающем холодную ковку, вы можете увидеть возможности этого станка.
Металлическая ковка своими руками
В процессе ковки используются различные приемы и методы ковки, чтобы придать заготовке определенную форму. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла.Технология ковки металла горячим и холодным способами существенно отличается. Как уже отмечалось, горячая ковка требует нагрева заготовки для изменения ее формы, а при холодной ковке заготовка только изгибается. Исходя из этого, выделяют основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Металлическая ковка своими руками
Холодная ковка своими руками достаточно проста и не требует особых усилий. Все работы разделены на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и собственно процесс ковки металла.
Рисунок можно создать в специальной компьютерной программе, купить готовый или нарисовать вручную. Вы можете найти чертежи для холодной ковки. Для этого достаточно обратиться к мастерам, которые занимаются ковкой несколько лет, и попросить один-два чертежа для обучения. На самом деле рисунок преследует несколько целей. Во-первых, чтобы узнать, какие элементы нужно будет изготовить методом холодной ковки. Во-вторых, имея такой проект на руках, можно рассчитать количество и тип металлических заготовок, например прутков, профильных труб и так далее.В-третьих, потребуется чертеж, чтобы собрать все элементы в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, составляющие проект. Сегодня можно встретить довольно много разных кованых элементов, но все они могут быть объединены в несколько классических групп.
- Лапы . Этот элемент представляет собой раскатанный в той или иной форме конец металлического стержня. В эту группу входят так называемые Пики. Несмотря на заостренный конец, козырьки выполнены по аналогичной технологии.
- Кудри . В эту группу входят несколько общих элементов: завиток, сердечки и улитки. Volute или Bagel представляет собой стержень, концы которого загнуты в одном направлении. Червячок — стержень, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его сходства со знаком американской валюты. Запятая или Улитка — простой завиток, один конец которого загнут, а второй прямой.
- Кольца . Создается этот элемент довольно просто: на заготовку станка накручивается стержень круглого или квадратного сечения, в результате получается пружина, которую потом разрезают на отдельные кольца.
- Торсион . Этот элемент довольно легко узнать по закрутке винта по оси. Вариантов торсионов очень много и одним из самых распространенных является такой элемент, как фонарик, а также простой стержень винтовой формы для решетки или забора.
Весь процесс изготовления элементов холодной ковки основан на следующих общепринятых технологиях ковки — гибка, скрутка, волочение.
Вытяжка — это технология, заключающаяся в увеличении длины заготовки за счет уменьшения ее поперечного сечения. При холодной ковке используется один из вариантов вытяжки — прокатка. Именно с его помощью создаются различные лапки и козырьки. Для создания лапок используется специальный вальцовочный станок.Вводят конец заготовки и затем запускают раскатывающий механизм, в результате конец выравнивается с разгрузкой или без нее. Для изготовления козырька используют пресс. Процедура такая же, но в результате конец раскатывается и прижимается в определенной форме.
Гибка . Эта технология ковки заключается в загибании концов или другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках для холодной ковки.Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Сначала конец заготовки помещается внутрь специального шаблона, а затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Скручивание . Эта технология ковки предполагает скручивание заготовки по оси. При холодной ковке этот процесс можно наблюдать при использовании станка Twister, на котором создаются различные кручения. Для этого один конец заготовки помещают в тиски, а второй конец поворачивают вдоль оси.Отдельно стоит выделить элемент фонарик. Для него используются два и более стержня, которые сначала закручиваются по оси, а затем сжимаются по оси, в результате чего стержни в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется сваркой на специальном сборочном столе. Сегодня сварочный аппарат общедоступен и является незаменимым инструментом для современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей.Не требует специальных знаний, навыков и больших помещений для работы.
Холодная ковка своими руками: видеоурок
Металлическая ковка своими руками
По сравнению с холодной ручной горячей штамповкой намного сложнее и требует большого опыта в обращении с инструментом и хорошей физической подготовки. Работа проводится в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
На самом деле разница между горячей и холодной ковкой заключается в технологических процессах обработки металла.Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любую металлическую заготовку. Но для удобства принято использовать готовые стержни квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитков, лапок, козырька и прочего, но горячая ковка позволяет использовать весь потенциал фантазии мастера, открывающий безграничные возможности.Все изделия для чеканки изготавливаются с использованием следующих технологий обработки металла: осадки, вытяжки, гибки, скручивания, резки, надрезания, тиснения.
Draft применяется для ковки металла с целью увеличения поперечного сечения всей заготовки или ее части. При ковке в зависимости от необходимости проводят полный или локальный нагрев заготовки от атмосферных осадков.
Вытяжка заключается в увеличении длины заготовки за счет уменьшения ее поперечного сечения.Это можно сделать как ударом кувалды или ручного тормоза, так и прокаткой металла между валами на станке. В отличие от холодной ковки, создание козырька с помощью капюшона требует точных и аккуратных ударов.
Гибка . Эта операция выполняется для придания заготовке криволинейной формы. При этом следует учитывать, что изгиб толстых заготовок может привести к их перекосу, и чтобы придать первоначальную форму, необходимо выполнить черновик. Для гибки заготовок используются различные шпереки, рог для наковальни, фасонные молотки и кондукторы.
Скручивание . Эта технология ковки предполагает скручивание заготовки по оси. Как и при холодной ковке, заготовка зажимается в тисках и проворачивается. Но в отличие от холодной ковки, вы можете нагревать заготовку локально, что позволяет легко выполнять локальную скручивание.
Технологии ковки, такие как резка , узор с надрезом, и рельефная набивка , используемые в художественной ковке с использованием долот. Края горячих заготовок в зависимости от проекта рассекают и скручивают клещами.Также, пока заготовка горячая, на ее поверхности печатается другой узор.
При горячей ковке металла важно знать температурный режим нагрева. Это поможет лучше обработать металл. Ковка черного металла ведется при температуре 800 — 1250 ° С. Конечно, термометром нельзя будет измерить горячую заготовку, а для определения температуры придется ориентироваться по ее цвету. В таблице ниже указаны температура и цвет заготовки из черного металла.
Горячая ковка металла: видеоурок
Ковка металла своими руками — занятие довольно увлекательное, требующее постоянного совершенствования. В первую очередь это касается создания различных художественно-декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работа имела идеальную форму и высокое качество.
Любой мастер, обустраивая домашнюю кузницу, приобретает минимальный набор инструментов и аксессуаров. Но, как правило, простейшие технологические операции с металлическими заготовками производятся только на первом этапе.
С приобретением опыта работы с «железом» появляется и желание, и необходимость заниматься художественной ковкой — это и украшение дома, и дополнительный доход. К сожалению, машины для придания образцам спиральной формы — улитки — в продаже практически нет. Так или иначе, но домашние мастера, как правило, изготавливают его своими руками. Особенности самостоятельного изготовления и сборки мотков для холодной ковки — тема данной статьи.
Характеристики улитки
Автор специально решил обратить внимание читателя на ряд моментов.Это поможет избежать ошибок в будущем. Например, разобравшись с устройством улитки и принципом ее функционирования, кто-то захочет собрать собственное устройство, отличное от тех, чертежи которого будут представлены ниже.
Такой прибор вполне себе (если мы говорим о самодельном оборудовании), он позволит изгибать образцы с поперечным сечением (стороной квадрата) не более 10 — 12 мм. Подразумевается модель улитки с «ручным управлением». Более габаритными образцами в повседневной жизни почти никто не занимается.Машину можно улучшить, установив привод и электродвигатель.
Но насколько это рационально для небольшой домашней кузницы?
- Холодная ковка осуществляется на малых скоростях. Резкое изменение геометрии металла приводит к появлению трещин (надрывов).
- Вам нужно будет выбрать не только мощность электродвигателя, но и передаточное число коробки передач. Плюс смонтировать схему автоматики с установкой соответствующих элементов (кнопки, пускатель и так далее).Все это сильно усложняет изготовление станка.
Вывод — для домашней кузницы достаточно улитки, с помощью которой можно гнуть изделия из металла вручную. Любой, кто разберется во всех нюансах его конструкции и хоть что-то разберется в электротехнике, сможет самостоятельно установить на него электропривод.
Изготовление улиток
Показаны несколько устройств. Примерно так (в основании) и должно получиться.
Сборка улитки своими руками — один из вариантов самостоятельного проектирования, когда нет смысла давать рекомендации с указанием точных параметров всех комплектующих.Здесь нужно ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет ясна суть процесса изготовления, то сама сборка затруднений не вызовет.
Настольное устройство
Процесс холодной штамповки требует больших усилий. Если у вас уже есть готовый верстак, возможно, вам придется его усилить. При изготовлении улитки с нуля каркас стола делается только из металла — швеллер, уголок, толстостенная труба.
Понятно, что столешница тоже должна быть металлической. Во время работы улитка будет подвергаться как статическим, так и динамическим нагрузкам. Поэтому обычный лист железа не подходит. Только пластина, и не менее 4 мм.
Маркировка и установка «навесного» оборудования
Пожалуй, самый творческий этап работы. Все можно сделать своими руками. Но как с учетом перспектив или ограничиться выпуском аналогичных образцов?
Вариант 1.Самый простой. Смысл операции в том, что на столешнице рисуется спиральный контур.
По сути, это набросок будущих фигурных деталей, например, из бруса. После этого достаточно вырезать несколько отрезков из согнутой по радиусу толстой полосы железа. Их приваривают к столешнице, и механизм загибания в основном готов.
Кому-то такое исполнение будет привлекательнее — с цельной полосой.
Но практика показывает, что работать с такой улиткой сложнее.Например, при снятии с него готового изделия возникнут определенные трудности.
Вариант 2. То же, но нарисовано несколько контуров. Вдоль каждого просверливаются отверстия, в которых нарезается резьба. Осталось только подготовить шаблоны для стоп-сегментов. Своими руками их делают, как правило, из плотного картона или фанеры.
Из них металлические колодки, в которых после очередной разметки также просверливаются отверстия под посадочные «гнезда» в плите.Такая конструкция позволит организовать на одном столе производство спиральных заготовок разного радиуса. Вам нужно только, в зависимости от формы сгиба, установить соответствующие сегменты в определенных местах. Их крепление к основанию — болтовое. Можно поступить иначе. Вместо таких упоров ставьте цилиндрические.
Для фиксации притягиваются болтами (снизу пластины) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними намного удобнее.А если есть, то сделай сам — пару часов сделай.
Вариант 3. Подготовить несколько съемных модулей, которые при необходимости следует менять.
Улитка в сборе
Установлен лемех, прикреплены рычаги, боковой упор. Все это хорошо видно на рисунках.
Все, что есть в сарае (гараже, на чердаке) — отрезы труб, стержни, уголки и тому подобное, пойдет в действие. Если принцип работы улитки понятен, то подсказки больше не нужны.
Проверка здоровья
Это всегда подразумевается, поэтому без комментариев.
В принципе сделать улитку для холодной ковки не так уж и сложно. Тем более, что на такие устройства нет единого стандарта. Кто-то скажет — не проще ли купить заводскую модель? Во-первых, как уже было сказано, на поиск уйдет много времени. Во-вторых, не факт, что его возможности совпадают с фантазиями мастера. В-третьих, нужно будет облегчить кошелек примерно на 19000 (ручная) и 62000 (электрическая модель) рублей как минимум.
Удачи в изготовлении улитки своими руками!
История
1874: Где все начиналось
Национальная машиностроительная компания была основана в Кливленде, штат Огайо, мистером Уильямом Р. Андерсоном. Со штатом из десяти человек г-н Андерсон поставил перед отраслью самое лучшее и новейшее оборудование для изготовления болтов и гаек.
1882 : Переезд в Тиффин, штат Огайо
Мешеч Фрост, будущий владелец, вместе с несколькими другими инвесторами убедили г-наАндерсон переводит National Machinery Company в Тиффин, штат Огайо.
1883: 3 престижных награды
На Национальной выставке железнодорожной техники в Чикаго компания National получила награды за лучшую болтовую головку, лучший болторез и лучший станок для горячего прессования гаек. Именно Bolt Cutter принес имя National в магазины по всему миру. Его производительность в нарезании настоящих нитей была беспрецедентной. Наш болторез № 1 режет резьбу от 3/16 дюйма до 1 дюйма.Он весил около 900 фунтов и продавался всего за 233 доллара.
1885: Станки для изготовления гвоздей
Станки для изготовления гвоздей были представлены в 1885 году и продолжали оставаться стабильным источником бизнеса до 1940-х годов. Наш производитель ногтей был популярен во всем мире и временами был единственным доступным производителем ногтей.
1889: «Гигантский концерн»
В 1889 году газета New York Daily опубликовала это краткое заявление о National Machinery Company: «Это гигантский концерн, занимающий здание в 300 футов.на 100 футов. Их годовой объем производства составляет 150 000 долларов, и они уникальны тем, что являются единственным предприятием в мире, способным оборудовать завод по производству болтов и гаек оборудованием. Они ведут переписку и осуществляют продажи по всему миру ».
1900: Мешех Фрост становится владельцем
Мешеч воспользовался опционом на выкуп других инвесторов и стал владельцем и генеральным директором National Machinery Company.
1901: Инновации были ключевым моментом для рост
Инновационные машины продолжали вытекать из наших чертежных досок, и на рубеже веков National Machinery Company поставляла такие машины, как тройные болторезные станки, коробчатые головки, молотковые головки, станки для горячей ковки гаек и даже несколько машин для холодной заклепки. .К тому времени мы удвоили нашу первоначальную фабрику площадью 300 000 кв. Футов, а число наших клиентов составило около 350.
1908: Электричество
Продолжалась модернизация, и в 1908 году был установлен первый большой мостовой кран. С появлением современных электродвигателей паровые двигатели, приводившие в движение наши линейные валы, ушли в прошлое, а электричество стало новым источником энергии.
1915: Волна будущего
Примерно в 1915 году спрос на поковки достиг рекордно высокого уровня для железных дорог и новой автомобильной промышленности.Инженеры обнаружили, что поковки намного прочнее отливок. С ростом популярности ковки мы подарили отрасли ковочный станок National Heavy-Pattern Forging Machine, нашу первую машину, разработанную специально для ковки деталей, а не только болтов и гаек. Это стало предшественником того, что мы знаем сегодня как нашу высокопроизводительную кузнечно-прессовую машину.
1925: 200 посетителей со всего мира
Мы провели «2-ю выставку и демонстрацию кузнечного оборудования». На этой четырехдневной выставке более 200 посетителей со всего мира увидели новейшее оборудование и методы ковки деталей.Всего было представлено 35 жаток и кузнечно-прессовых машин.
1927: Самый большой ковочный станок в мире
Мы построили самый большой в мире ковочный станок 7-1 / 2 дюйма. Он весил колоссальные 187 тонн. В 1928 году мы поставили первую ковочно-штамповочную машину с автоматической подачей ключа. Это радикально новое Концепция ковки привлекла внимание другого очень важного предпринимателя того времени, Генри Форда. Генри приобрел ковочно-штамповочную машину National 4 «с автоматической подачей ключа. Когда гости и высокопоставленные лица прибыли в Детройт, он отвез их прямо к своей национальной 4-дюймовой кузнечной машине, которую он считал чудом своего времени.
1930: Выпуск Maxipres
В кузнечной промышленности промелькнул новый станок и новое имя — Maxipres. Хотя Maxipres действительно начинался как пресс для чеканки монет, вскоре он стал ценным активом для линии ковки. С разработкой нашей пневматической муфты в начале 1940-х годов она была переименована в High-Speed Forging Maxipres.
1941: 9-дюймовая ковочная машина
Мы построили нашу первую 9-дюймовую ковочную машину весом чуть более 525 000 фунтов. Эта машина была известна во всем мире как самая большая ковочная машина из когда-либо построенных.Напротив, мы также предложили новую линейку малых машин, трубчатые заклепочные головки, самая маленькая из которых весила 2500 фунтов.
1943: Награда Army Navy E
Наши усилия принесли нам известную награду «Army Navy E». Только около 3,5% компаний в нашей стране получили эту престижную награду. Церемония прошла в местном театре Ritz.
1944: новый способ изготовления орехов
Мы представили нашу первую формовочную машину для холодных орехов как новый способ изготовления орехов. Эта машина включает уникальную передачу, которая позволяет нам вращать заготовку между операциями, что улучшает целостность сформированной заготовки гайки при одновременном повышении производительности и экономии материала.Этот процесс по-прежнему является предпочтительным методом изготовления орехов даже сегодня.
1947: Э.Дж. Покупка компании Manville Co.
Наш рост продолжился, и не только с новыми продуктами, которые мы разработали, но и с покупкой E.J. Manville Company в Уотербери, штат Коннектикут. Это помогло нам дополнить нашу линейку станков для продольной резки, резьбонарезания и другого оборудования для изготовления крепежа. Мы продолжали строить линию Manville и поставлять запасные части еще 20 лет.
1948: No. 10 Maxipres
National проводит день открытых дверей, который дал сотрудникам и их семьям возможность увидеть самый большой в мире ковочный пресс, наш 1,600,000 фунтов стерлингов No.10 Maxipres. Эта массовая пресса составляла более половины населения Тиффина.
1951: Поковки лопастей для реактивных двигателей
В начале 50-х годов наша модернизация Maxipres была завершена и задействована в корейской войне, установив новые стандарты в производстве поковок лопастей для реактивных двигателей. На время войны правительство взяло на себя практически все наши производственные мощности, чтобы производить Maxipress для изготовления реактивных лопастей, которые были так важны для военных действий.
1954: 1 миллион фунтов
Еще один рекорд был установлен, когда мы построили нашу первую 10-дюймовую ковочную машину, самую большую в мире, с максимальной суммой в 1 миллион фунтов.
1955: Расширения, инвестиции и 20 000 посетителей
Большинство наших строительных программ были завершены. Завод расширился до более чем 400 000 кв. Футов, что в семь раз больше, чем на рубеже веков. Был проведен день открытых дверей, чтобы продемонстрировать новое расширение и наши инвестиции в более чем 150 новых станков. Посещаемость была невероятной. . . более 20 000 посетителей.
1956: Крупнейший производитель болтов в мире
К середине 50-х годов мы завершили создание новой линейки болтов с четырьмя головками, включая крупнейшего производителя болтов в мире.Этот гигант мог потреблять одну тонну стали каждые 13 минут.
1958: международное расширение
Мы снова расширились, приобретя компанию J. G. Kayser в Нюрнберге, Германия. Эта 103-летняя компания была крупнейшим производителем оборудования для холодной штамповки за пределами США. Это приобретение дало нам возможность для роста на мировом рынке и открыло новую эру международного бизнеса.
1960: Формовка сложных форм
С новым акцентом на формование сложных форм, потребовалась новая линейка оборудования, например, наши пяти- и шестиконечные машины для холодной штамповки.Универсальный трансфер был разработан, чтобы добавить еще больше гибкости и возможности формования этой новой линейке современного формовочного оборудования.
1963: Премия президента Кеннеди «E»
В начале 60-х мы продолжали расширять нашу линейку машин. Новые экструзионные прессы Maxipres, трубчатые заклепочные головки с одной головкой, две холодные головки с тремя выдувами и самый большой в мире пресс 8000 Ton Maxipres были гордостью Tiffin. Наше служение стране и обществу продолжалось на протяжении 60-х годов, и мы получили 1963 г. — Премия президента Кеннеди «E» за значительный вклад в правительственную программу расширения экспорта.В то время только 200 компаний в США получили эту награду.
1971: Завершение строительства 200-тонного отсека
Бизнес был хорош, наше будущее было светлым, и нам требовались дополнительные мощности для строительства новых больших форм, поэтому началась работа над новым 200-тонным отсеком
1972: 1000 th Высокоскоростная холодновысадочная машина
Мы достигли еще одной важной вехи, отгрузив 1000-ую высокоскоростную холодновысадочную машину.
1976: Приобретения
В связи с этим увеличением бизнеса нам нужно было расширяться, поэтому мы снова обратились к сторонним приобретениям и купили компанию Special Machine Company из Рокфорда, штат Иллинойс, которую мы превратили в предприятие по производству листового металла для поставки наших звуковых корпусов.В Нюрнберге потребовались дополнительные мощности, поэтому была приобретена небольшая производственная компания в соседнем Кульмбахе, Бавария, чтобы добавить некоторые столь необходимые производственные мощности.
1979: Машины горячей формовки
70-е подошли к концу с появлением четырех новых и лучших идей, таких как наша линейка машин горячей формовки с тремя и четырьмя головками. Эти машины принимали прутки, пропускаемые через индукционные нагреватели, и производили гайки и специальные детали со скоростью до 150 штук в минуту. Самый крупный из них, 10-3 Hot Former, установил еще один мировой рекорд по размеру.Он был отправлен заказчику во Францию для производства заготовок зубчатых колес и зубчатых венцов. Этот большой станок для горячей штамповки может подавать горячекатаные прутки диаметром более 3 дюймов и заготовки зубчатых колес диаметром 8 дюймов со скоростью 45 передач в минуту.
1981: Конкуренты прекращают работу
У нас были рекордные заказы и поставки в 70-х и начале 80-х годов, в то время как другим производителям оборудования было трудно выжить. В 1981 году наш крупнейший конкурент в США, Waterbury Farrel Div. Textron закрыла дверь в производство оборудования для холодной высадки и формовки.Они сослались на падающий рынок. Они сказали, что лучше всего будет сосредоточиться на оборудовании прокатных станов, а не на холодной высадке или нарезании резьбы.
1983: Новая линия накатки резьбы
Мы приобрели резьбонакатную часть компании Hartford Specialty Machinery Company и передали производственную линию компании Tiffin. Мы производили нитевдеватели Hartford, пока не разработали нашу собственную линейку более технически совершенных нитевдевателей FORMAX. После внедрения нитевдевателей FORMAX мы продали линию Hartford компании Reed Roll Thread Company.
1989: Представлен FORMAX ®
Позитивные усилия людей, работающих вместе, стали очевидны для клиентов, когда мы представили FORMAX в ноябре 1989 года в Атланте, штат Джорджия, на Международной выставке крепежа (IFE). Для рекордного количества посетителей мы представили нашу новую концепцию оборудования для холодной штамповки: FORMAX. Линия машин холодной формовки FORMAX удовлетворяет потребности производителей крепежных изделий и холодногнутых деталей и была быстро принята многими нашими клиентами. Ранний успех FORMAX превзошел наши ожидания.FORMAX предоставил клиентам очень простую и удобную в эксплуатации систему, которая резко увеличила производство за счет более высоких скоростей станков и более быстрой смены заданий. Этот новый подход к оборудованию для холодной штамповки был быстро принят во всем мире.
1999: FORMAX 2000
Технология FORMAX продолжает расширяться и развиваться. Теперь он включает в себя наши формирователи FORMAX PLUS, резьбовые устройства FORMAX PLUS и FORMAX PLUS для крупных деталей. В 1999 году на выставке IFE Show в Чикаго мы представили новый FORMAX 2000.Эта технология перенесет нас и индустрию гнутых деталей в следующее столетие. Когда мы объединяем передовые технологии FORMAX с самоотверженностью наших сотрудников, обеспечивающих выдающийся сервис и высококачественное оборудование, неудивительно, что мы заработали репутацию компании, устанавливающей «Мировой стандарт качества».
2002: National Machinery в новой собственности
После непродолжительного закрытия National Machinery Company была приобретена членом семьи бывшего владельца Мешеха Фроста.Национальная машиностроительная компания переименована в ООО «Национальное машиностроение» и возглавляется Эндрю Калнов как мажоритарным владельцем и генеральным директором.
2004: 130-летний юбилей
National отпраздновал 130 лет проведением в 2004 году Дня открытых дверей, на котором был продемонстрирован новый центр приема посетителей и осмотр всех объектов, а также демонстрация оборудования для клиентов и сообщества Tiffin.
2007: National Machinery China
Этот год ознаменовался значительным расширением благодаря открытию National Machinery China в Сучжоу.Это полностью находящееся в собственности предприятие обеспечивает поддержку клиентов в области обслуживания и запчастей для Китая, а также производит недавно представленные модели машин LeanFX и PumaFX FORMAX.
2008: Выпуск моделей LeanFX и PumaFX
Эта новая линия сочетает в себе высокие стандарты производительности FORMAX® с простотой эксплуатации и конкурентоспособными ценами, востребованными сегодня на мировом рынке.
2011: Производство 7-матричного FORMAX
FORMAX продолжал развиваться на протяжении многих лет.Начиная с оригинальной машины FORMAX, линейка расширилась до моделей FORMAX Plus и FORMAX 2000. Formax Plus для больших деталей был добавлен вместе с возможностью производства сверхдлинных деталей. В последнее время способность разрабатывать сложные детали привела к увеличению числа штампов, доступных на станках с 7 штампами, которые становятся все более распространенными.
2012: Компания National Machinery Europe в движении
Наши подразделения NM Europe переехали на новый завод. Мы построили совершенно новый завод по обслуживанию, ремонту и поставке запчастей для обслуживания европейского континента, а также офисы — все это по-прежнему находится в историческом городе Нюрнберг, Германия.
2014: 140 лет
Неделя 22 сентября ознаменовала празднование 140-летия компании National Machinery. Более 150 клиентов посетили каждый день трехдневного мероприятия Open House. Посетители смогли увидеть результаты значительных затрат завода за последние два года, включая инвестиции в новое производственное обрабатывающее оборудование, контрольно-измерительное оборудование, улучшения технологического процесса и рабочие места сотрудников.
2015: National Machinery приобретает SMART Machinery Srl
National Machinery LLC объявляет о приобретении контрольного пакета акций SMART Machinery Srl.SMART Machinery — это новая компания, созданная для того, чтобы взять на себя бизнес-интересы и активы S.M.A.R.T Srl, компании из Тортоны, Италия, которая является ведущим производителем резьбонарезных станков и пионером в использовании сервоприводов.
В ближайшие годы мы видим изменения и возможности. Теперь мы видим будущее, в котором упор будет делаться на рост и стабильность. Мы будем работать над укреплением лидирующих позиций в индустрии холодной штамповки вместе с нашими клиентами, что сделает нас обоих более успешными.
, цена на машину для холодной ковки Поставщики и производители на Alibaba.com
Откройте для себя мощную коллекцию прочных и эффективных. Машина для холодной ковки по цене на Alibaba.com, предназначенная для выполнения различных задач промышленного прессования или ковки металла. Машины оснащены последними достижениями в области технологий и превосходно сконструированы, чтобы выдерживать тяжелые процессы. Эти невероятно сильные и умелые. Машина для холодной ковки цена оснащены передовыми функциями для точного выполнения всех видов промышленных работ по металлу.Ведущий. цена на станок холодной ковки поставщики и оптовики на сайте предлагают эти эффектные изделия по доступным ценам.Продвинутый. Машина для холодной ковки цена на сайте изготовлены из прочных материалов, которые означают выдающуюся долговечность и стабильную оптимальную производительность. Они компактны по размерам и конструкции, поэтому их легко разместить в любом месте мастерских. Благодаря полностью автоматической и интегрированной системе эти. Станки холодной ковки цена отличаются высокой производительностью и простотой в эксплуатации.Файл. Цена для холодной штамповки. Цена усилена пневматическими механизмами захвата, которые обеспечивают стабильное усилие зажима во время работы.
На Alibaba.com много всего. Станок для холодной ковки по цене различных форм, размеров и конструкций, учитывающих различные требования пользователей. Они оснащены сенсорными элементами управления, а также основными и вспомогательными рычагами, изготовленными из износостойких сплавов. Эти. Станок для холодной ковки цена обладает антикоррозийными свойствами и устойчивостью к высоким температурам, а также многофункциональным механизмом захвата, который помогает удобно менять захват.Файл. Цена для холодной штамповки машины также оснащены гидравлическими устройствами защиты от перегрузки, системой управления PLC и вертикальным коленчатым валом.
Просмотрите отдельные. Машина для холодной ковки по цене на сайте Alibaba.com позволяет получить эти продукты в соответствии со своими экономическими целями. Эти продукты соответствуют высоким стандартам качества и нормативным требованиям по сертификации. Их установка очень проста, а послепродажное обслуживание гарантирует, что они немедленно принесут вам пользу.
Улучшение производства шестигранных гаек холодной штамповки с помощью компьютерного анализа и проверки экспериментов
Холодная штамповка сыграла решающую роль в крепежных изделиях и применялась в автомобильной промышленности, строительной промышленности, аэрокосмической промышленности и производстве живого товара, так что холодная штамповка представляет собой лучший продукт. возможности для производства большего количества продукции. В этом исследовании с помощью компьютерного моделирования делается попытка проанализировать процесс создания деталей машин, таких как шестигранные гайки.Программное обеспечение для формования DEFORM-3D применяется для анализа процесса на различных этапах компьютерного моделирования, а испытание на сжатие также используется для уравнения напряжения течения, чтобы сравнить различия между экспериментальными результатами и уравнением, которое встроено в программное обеспечение для компьютерного моделирования. В то же время металлография и твердость экспериментов используются для понимания характеристик холодной ковки шестигранных гаек. Результаты исследования помогут машиностроительным предприятиям понять нагрузку ковки и условия формования на различных этапах перед формированием крепежа.В дополнение к правильному проектированию и производству штампов качество выпускаемых шестигранных гаек будет более стабильным, что повысит конкурентоспособность промышленности.
1. Введение
Винты, также называемые крепежными элементами, широко применяются и являются неотъемлемой частью. В развитых странах с более высокой индустриализацией более высокий спрос на крепежные детали в больших количествах. Крепежные детали необходимы в нашей повседневной жизни. В условиях глобального экономического спада промышленность крепежных изделий на Тайване пострадала от серьезных последствий со стороны развивающихся стран материкового Китая, Юго-Восточной Азии и Индии, а также от антидемпинговых мер.Ожидается больше проблем. Процесс ковки в производстве крепежных изделий — важная технология. Ковка — это технологическое ремесло, изменяющее форму металлических материалов под давлением, так что материалы становятся кованными с определенными механическими свойствами, формами и размерами. Другими словами, металлические материалы сжимаются или выдавливаются между штампами, чтобы увеличить частичную или полную высоту и ширину или принять требуемые формы. В этом случае качество штамповок повлияет на качество, стоимость и эффективность продукции.Поэтому становится критически важным быстро спроектировать штамп и проверить надежность штампа, чтобы повысить его промышленную ценность.
Большинство производителей, которым требуется массовое производство винтов, выберут холодную штамповку. Холодная ковка — это обычный, но важный процесс обработки металла, в котором в основном используется штамп для фиксации нижней части металлического стержня до требуемой формы с помощью пуансона. Готовые изделия в основном используются для соединения различных строительных деталей. Поскольку нагревание не требуется, точность и гладкость поверхности оптимальны.В то же время дорогая штамповка сохраняется для более длительного срока службы. Это может снизить стоимость ковки, а также повысить прочность металла. Falk et al. [1] применили программу конечных элементов DEFORM в 2001 году, чтобы предложить метод коррелированной объемной штамповки, который может просто и точно оценить срок службы штампа холодной штамповки, но также был подтвержден экспериментами. С помощью программного обеспечения конечных элементов ANSYS Ландре и др. [2] использовали программное обеспечение конечных элементов для моделирования процесса цилиндрического сжатия углеродистой стали 1040, обсудили влияние трех форм предварительного формования на предел формования и спрогнозировали место деформации разрушения заготовки на заготовке.Кроме того, коэффициент разрушения использовался для сравнения применимости процесса по различным критериям. Ли и др. [3] использовали DEFORM для анализа напряжения пресс-формы для холодной штамповки в 2002 году и разделили его на две процедуры. В процедуре 1 предполагалось, что форма является твердым телом, нагрузка была добавлена к форме после того, как заготовка была сформирована, а затем был проведен анализ напряжений. В процедуре 2 предполагалось, что пресс-форма представляет собой упругое тело в процессе формования заготовки для анализа напряжений пресс-формы.Напряжение пресс-формы при таких двух процедурах сравнивалось с ним в эксперименте. Результат показал, что деформация формы, считающейся упругим телом, была близка к экспериментальной. Следовательно, точность DEFORM убедительна в этом исследовании. Тамура и др. [4] исследовали точность размеров и однородность кованых круглых заготовок. В исследовании использовался трехмерный жесткопластический метод конечных элементов, а достоверность анализа была проверена лабораторными экспериментами с использованием свинцовых заготовок.В то же время было уточнено и уточнено независимое влияние каждого выбранного основного рабочего параметра, то есть угла поворота и подачи. В результате была предложена оптимальная комбинация угла поворота и подачи с учетом не только точности размеров, но и производительности. Joun et al. [5] представили ориентированный на приложения подход конечных элементов к структурному анализу штампованных штампов. В их работах условие нагружения было автоматически извлечено из имитатора ковки на основе метода жестко-вязкопластических конечных элементов, и таким же образом учитывалась предварительная нагрузка, вызванная силой зажима.Софуоглу и Гедикли [6] использовали физическое моделирование и программное обеспечение ANSYS для анализа изменений внутренней сетки детали и нагрузки при экструзии с определенным смещением пуансона, когда в процессе трехмерной экструзии использовались различные скорости экструзии и угол полуэкструзии головки. Маккормак и Монаган [7] приобрели коэффициент критерия Латама, проанализировали процесс формования шестигранных болтов и нагрузку на сдвиг форм, а также улучшили процесс формования для определения параметров процесса формования в 2001 году.Кроме того, MacCormack и Monaghan использовали DEFORM для анализа влияния параметров формы для формования болтов с шестигранной головкой на напряжение формы. Результаты анализа показали, что напряжение формы будет уменьшено, а срок службы будет продлен, если геометрическая форма формы позволит материалу легко течь в процессе формования. Ким [8] применил многоступенчатую непрерывную холодную ковку для формирования контактного штифта в 2007 году, когда экструзия и осадка заменили традиционную сварку, использовал CAMPform-3D и холодную штамповку для проверки и успешно произвел продукцию, которая позволила избежать 10% дефекты, вызванные сваркой.Ван и Чен [9] решили проблемы обработки тонкостенных деталей и на примере типичных осевых тонкостенных деталей провели общий анализ метода обработки, чтобы найти возможный метод обработки для справки аналогичная обработка тонкостенных деталей. Чтобы устранить дефекты заготовок, потери сырья и энергии, длительную процедуру обработки и низкую эффективность производства при производстве концевых муфт, Ма и др. [10] использовали программное обеспечение DEFORM-3D и мелкосерийное производство на местах для доказательства преимуществ экструзионного формования, включая высокую точность размеров, снижение стоимости производства и хорошую формуемость, чтобы удовлетворить потребности массового производства.
Методы инкрементной ковки дают возможность изготавливать точные компоненты кольцевого типа с меньшими нагрузками, чем операции прессования. Guangchun и Guoqun [11] использовали метод конечных элементов при анализе процесса ротационной ковки. Трехмерная программа для анализа методом конечных элементов жесткой пластики была разработана на языке FORTRAN и использовалась для анализа процесса ротационной ковки кольцевой заготовки. Результаты показали, что механическая модель, представленная в этой статье, хорошо согласуется с практическим процессом ротационной ковки.Микрофаковка — это область с большим потенциалом, особенно в области электронных и медицинских устройств; например, Hsia et al. [12, 13] использовали программу конечных элементов DERORM-3D для моделирования процесса прямой экструзии и штамповки 3C микроштифтов в 2013 и 2014 годах. В исследовании моделировалась прямая микроэкструзия заготовок и обсуждались различия между смоделированным стадийным процессом и процессом штамповки. экспериментальный процесс. В их исследованиях также оценивалась эффективная нагрузка-деформация и свойства текучести материала после экструзии и реакция головки пуансона при формировании прогнозируемого материала в качестве стандарта оценки для проектирования головки пуансона и прочности конструкции штампа.
Публикация гораздо более широкого спектра промышленных приложений для ковки в значительной степени способствовала бы использованию вычислительного моделирования. Нацеленное на процесс формирования шестигранных гаек, это исследование пытается предшествовать программному анализу и моделированию, чтобы обсудить распределение напряжения, деформации, поля скорости и нагрузки на каждом этапе, чтобы помочь предприятиям прогнозировать возможные проблемы в процессе формования, когда проектирование штампов. Кроме того, стоимость разработки штампов может быть снижена, чтобы сделать производство крепежных изделий более эффективным.
2. Методология исследования и экспериментальная основа
В производстве крепежных изделий большой опыт работы с продуктом имеет решающее значение. Отсутствие мощной поддержки теорий и известной науки может привести к возникновению узких мест в развитии. Например, продукты, которые постоянно тестируются на платформе, могут задерживать доставку продукта. Рост затрат повлияет на производство крепежных изделий. Использование программного обеспечения для компьютерного анализа, FEM (DEFORM-3D), для ковки металла было важным в последние годы и стало тенденцией развития.Внедрение компьютерного проектирования и анализа при проектировании и производстве штампов для крепежных изделий могло бы эффективно сократить время разработки продуктов, дополнительно сократив время испытаний штампов и предотвратив образование отказов. Помимо обеспечения качества поковок и увеличения срока службы штампов, это может снизить затраты на использование материалов и модификацию штампов.
2.1. Теория холодной ковки
Поскольку формовка металла — это сложная деформирующая форма, предположение о точности и разумности граничных условий и характеристик материала при анализе методом конечных элементов в значительной степени повлияет на результаты анализа.В этом случае подходящие допущения требовались для моделирования при анализе или моделировании обработки пластика, чтобы разумно упростить сложность обработки пластика и сократить время алгоритма. Допущения для моделирования перечислены ниже.
2.1.1. Критерий текучести
Обычно критерий текучести по Мизесу принят как правило пластичности материала. Он обеспечивает связь между условием текучести материала и трехмерным напряженным состоянием. Все три главных осевых напряжения, и могут быть выражены как эффективное напряжение, указанное Мизесом, в то время как эффективное напряжение достигает значения предела текучести материала, тогда в этом материале начинается пластическая деформация.Уравнение (1) выражается как
2.1.2. Постоянный температурный режим
Температура формования поддерживалась при комнатной температуре, а температура, возникающая в результате пластической деформации металла кованой заготовки в процессе холодной ковки, была небольшой, так что влияние локальной температуры не принималось во внимание.
2.1.3. Friction Model
Обработка крепежных деталей методом холодной штамповки показала высокое контактное давление, поэтому для трения на границе раздела использовалась модель постоянного трения; постоянный коэффициент трения рассматривался как коэффициент трения на границе раздела фаз, и трение на границе раздела между формой и изделием оставалось постоянным в процессе.
2.2. Этапы эксперимента
Программное обеспечение для компьютерного моделирования SolidWorks применяется для создания трехмерной геометрической модели штампов и заготовок в этом исследовании. На рис. 1 показан 5-ступенчатый продукт исследуемой шестигранной гайки; На рис. 2 показана работа штампа, пуансона и штампованной заготовки с 1/6 исходной формы. Первый этап — это предварительное формирование шестигранной гайки, второй этап — изменение внешней формы шестигранной гайки, третий этап и четвертый этап — выявление больших изменений на штампованном штифте, которые, по-видимому, демонстрируют большие нагрузки из-за предварительного формирования отверстия шестиугольной гайки. гайка, а пятая стадия повторяет процессы двух предыдущих стадий и продолжает деформацию холодной штамповки до конечного размера продукта.Для анализа фигуры сначала преобразуются в файлы STL, а затем импортируются в программу формования DEFORM-3D для моделирования. Блок-схема анализа показана на рисунке 3, где сначала определяется направление исследования, а затем приобретаются истинные материалы для испытания на сжатие, чтобы получить напряжение течения для проверки. Анализ моделирования на различных этапах может предшествовать, если экспериментальный результат верен. Окончательные результаты сравниваются с полевой обработкой, чтобы проверить выполнимость компьютерного моделирования в целом.
2.3. Испытание на сжатие
Детали обрабатывались в эксперименте на сжатие с помощью универсальной испытательной машины, чтобы получить данные о нагрузке холодной штамповки и этапах сжатия, с помощью которых вычисляются истинное напряжение и истинная деформация, график линии напряжения течения строится с Программное обеспечение Grapher, и уравнение получено с помощью статистической регрессии.
В ходе эксперимента материал AISI 1010 сначала нарезается так же, как и шестигранная гайка для испытательного цилиндрического образца, при этом соотношение внешнего диаметра и длины устанавливается равным 1: 1.5, а фактический внешний диаметр готового цилиндрического образца — 6 мм, высота — 9 мм. Для испытания на сжатие используется универсальная испытательная машина с давлением 100 тонн; цилиндрический образец покрывается смазкой (диоксид марганца) перед сжатием, чтобы материал можно было испытать, находясь ближе к реальной производственной линии. После сжатия до этого уменьшения от 30%, 60%, 75% и 90%, рис. 4, компьютер автоматически записывает нагрузку холодной штамповки, шаг сжатия и время деформации в экспериментальном процессе.Такие данные в дальнейшем рассчитываются и систематизируются с помощью Excel. Нагрузка холодной штамповки, процесс деформации сжатия и геометрическая форма цилиндрического образца преобразуются в инженерные напряжения и инженерные деформации с помощью (3) и (4), а затем преобразуются в истинное напряжение и деформацию с помощью (5) и (6).
Инженерное напряжение:
Инженерное напряжение:
Истинное напряжение:
Истинное напряжение: где — сжимающая нагрузка, — начальная площадь и высота поперечного сечения, это высота при деформации и уменьшение.В испытании на сжатие инженерная деформация и уменьшение равны; то есть, .
Получив истинное напряжение и истинную деформацию с помощью приведенных выше уравнений, они добавляются в программное обеспечение Excel и рассчитывают кривую напряжения течения с помощью степенного закона, рисунок 5, и уравнения напряжения течения, где константа 633,63 — это коэффициент прочности, а 0,13 — индекс упрочнения. В этом испытании на сжатие начальная высота цилиндрического образца составляет 9 мм, а диаметр — 6 мм. Максимальное уменьшение 90%, показанное на рисунке 4, означает истинную деформацию 2.3 мм / мм, но только до 1,5 мм / мм, широко используется для получения данных о напряжении течения при обработке металлов давлением. Получив напряжение потока, уравнение затем подставляется в DEFORM-3D для моделирования, которое сравнивается с результатом анализа с уравнением, встроенным в базу данных программного обеспечения, чтобы понять разницу в результатах компьютерного моделирования между фактическим испытанием на сжатие. и программное обеспечение на различных этапах для использования в будущем.
2.4. Выбор параметра моделирования
Матрица, материалы деформации и параметры моделирования для настроек в процессе анализа показаны в таблице 1. В операциях предварительной формовки коэффициент трения 0,12 применяется для моделирования условий холодной штамповки из-за смазанные условия между штампом и заготовкой. Ввод вышеуказанных параметров в программу компьютерного моделирования, DEFORM-3D, позволяет продолжить анализ на различных этапах. Поскольку нагрузка на материалы напрямую влияет на срок службы материала, сравнивается и обсуждается нагрузка, полученная в результате эксперимента, и моделирование кривой напряжения течения, построенное в программном обеспечении для анализа.
| |||||||||||||||||||||||||||||||
3.Результат и обсуждение
3.1. Нагрузки на холодную штамповку из базы данных и испытания на сжатие
Пятиступенчатый процесс изготовления шестигранных гаек с базой данных, созданной в компьютерном моделировании, и кривой напряжения течения, полученной с помощью фактического испытания на сжатие, продолжался с моделированием и анализом, таблица 2. Основа для справки Нагрузка при холодной штамповке получается из базы данных в программном обеспечении компьютерного моделирования, а знаки плюс-минус используются для представления разницы между результатом моделирования и фактическим экспериментом по сжатию.Знак плюс означает результат, превышающий размер базы данных, а знак минус означает отрицательный результат. Нагрузка в Таблице 2 — это последняя стадия сжатия на каждой стадии; и 1/6 симметричных шестигранных гаек для анализа моделирования, что реальная нагрузка при холодной штамповке равна конечной нагрузке, умноженной на 6. При сравнении большая разница в 11% появляется на третьем этапе, тогда как ошибка на других этапах составляет выявлено, что оно составляет от 2% до 3%. В результате пятиэтапного моделирования, рис. 6, красная линия представляет собой результат моделирования на основе кривой напряжения течения в базе данных, черная линия — результат моделирования кривой напряжения течения в эксперименте по сжатию, а синяя линия — разница между ними.При сравнении наибольшая разница появляется в начале сжатия на каждой стадии, где самые большие 80% из 5 стадий появляются на шаге сжатия 0,04 мм на третьей стадии. В этом случае наибольшая разница появится в интервале, когда материал начинает течь, то есть в первые несколько шагов после начала сжатия, в отношении уравнений потока для анализа моделирования с помощью программного обеспечения для формования DEFORM-3D либо с помощью эксперимента по сжатию или базы данных, встроенной в программу.Затем анализ моделирования следует за соотношением истинного напряжения и истинной деформации в уравнении потока. На рисунке 6 также представлена нагрузка холодной ковки 80,16 кН (10%) на первом этапе, 178,08 кН (21%) на втором этапе, 218,04 кН (26%) на третьем этапе, 237,66 кН (около 29%) на этапе четвертая ступень и 117,3 кН (14%) на пятой ступени при суммарной нагрузке 831,24 кН.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3.2. Анализ моделирования процесса шестиугольных гаек
Результат моделирования на 5 этапах с помощью программного обеспечения компьютерного моделирования DEFORM-3D, эффективное напряжение, эффективная деформация и поле скорости на каждом этапе могут быть записаны.На рисунках 7–11 показаны результаты анализа с первого по пятый этапы. Поскольку напряжение может повлиять на срок службы материала, процесс формовки и результат, более высокое напряжение представляет собой более высокий индекс упрочнения, из-за чего материал может быть нелегко обработан. Кроме того, упор будет сосредоточен на углах при общей обработке, поэтому матрица должна иметь закругленную форму для плавного движения материалов. Деформация может помочь в понимании места деформации в пласте, а поле скорости помогает нам понять поток материалов в полости в процессе сжатия.
На рисунке 7 показана предварительная формация на первом этапе, где максимальное эффективное напряжение 686 МПа и максимальная эффективная деформация 1,84 мм / мм проявляются на внутреннем угле изгиба матрицы, а максимальная скорость поля скорости — 472 мм / с. на голове. На рис. 8 показаны максимальное напряжение 750 МПа и максимальная деформация 3,66 мм / мм на втором этапе на углах внешнего изгиба верхней и нижней частей и максимальная скорость 894 мм / с. Поскольку рисунок верхнего штифта пуансона демонстрирует очевидные изменения на третьем этапе, рис. 9, напряжение сосредоточено на поверхности выдавливания штифта на верхней и нижней поверхностях, а максимальное напряжение 761 Ма, максимальная деформация 4.10 мм / мм, а поле скорости 1750 мм / с появляется на периферии верхней поверхности материала. На рис. 10 показано максимальное напряжение 814 МПа и максимальная деформация 6,85 мм / мм на четвертой стадии, где нижний пласт имеет большие изменения, а также поле максимальной скорости 1920 мм / с на периферии верхней поверхности. На рисунке 11 показана пятая стадия формовки, где максимальное напряжение 922 МПа и максимальная деформация 17,9 мм / мм возникают в материале внутри отверстия, общее распределение напряжений и деформаций показывает даже больше, чем первые четыре стадии, поле максимальной скорости показывает 1190 мм / сек, и поток появляется на нижней и верхней поверхности.На фиг. 12 показаны результаты анализа на дополнительном этапе, где максимальное эффективное напряжение 839 МПа возникает на этапе 165, концентрируясь на области, где вырезается остаток; максимальная эффективная деформация 8,65 появляется в той же позиции, что и максимальное эффективное напряжение; и поле максимальной скорости 431 мм / сек появляется в нижней части после прорезания отверстия. Из приведенных выше результатов моделирования видно, что форма шестигранной гайки показывает наибольшее изменение на пятой стадии, когда максимальное эффективное напряжение и эффективная деформация возникают на стадии, а поле максимальной скорости появляется на четвертой стадии.
В таблице 3 показано сравнение моделируемых и экспериментальных размеров на разных этапах холодной штамповки шестигранной гайки. В данном исследовании обсуждаются только размеры диагонали и толщина. Поскольку симметричная сетка 1/6 установлена при моделировании, размеры оси-оси указывают на среднюю толщину диагонали и -оси. Результаты моделирования получены на основе анализа DEFORM-3D, а экспериментальные размеры различных последовательностей ковки от металла заготовки до этапа чистовой обработки измерены, как показано на рисунке 1.Из таблицы 3 процент ошибок составляет не более 6,6%, например, максимум по диагонали первой ступени.