Где применяется перфорированный оцинкованный уголок?
Сегодня крепеж с расположенными в определённом порядке отверстиями находит обширное применение в разнообразных сферах: строительстве, монтаже и даже в укладке террасной доски. Специалисты используют перфорированный крепеж для соединения стропильных систем (брусовых опор), элементов деревянных конструкций, монтажа каркасов. Оцинкованный перфорированный уголок участвует в креплении отдельных компонентов древесных изделий между собой и фиксации их к стальным конструкциям, в бетон.
Перфорированный уголок в штукатурных работах
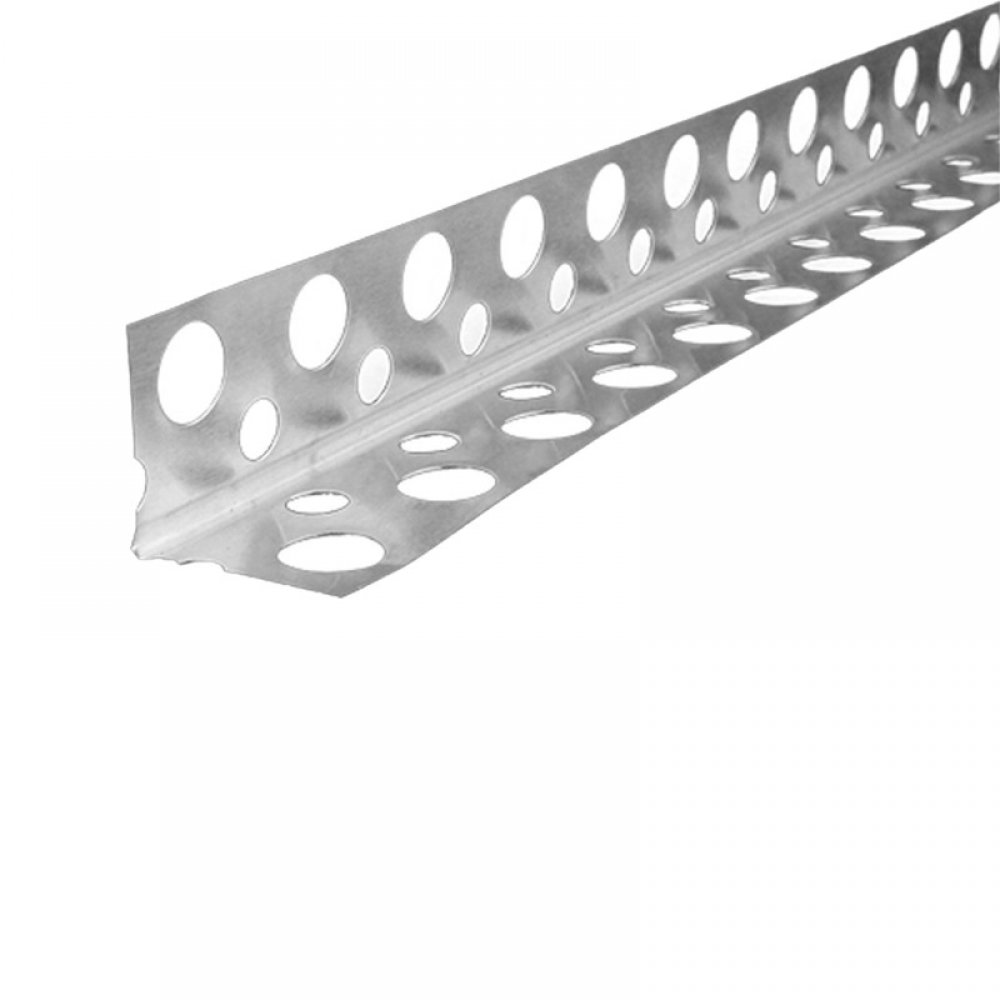
Принято различать два варианта изделия — внутреннее и внешнее. Также отличается крепёж шириной уголка. Плоские стороны содержат расположенные в определенном порядке отверстия, а вершина имеет практически миллиметровый выступ. Перфорированные изделия, в которых она направлена внутрь имеют соответствующее название, а наружными именуются те, чья вершина смотрит во внешнее пространство.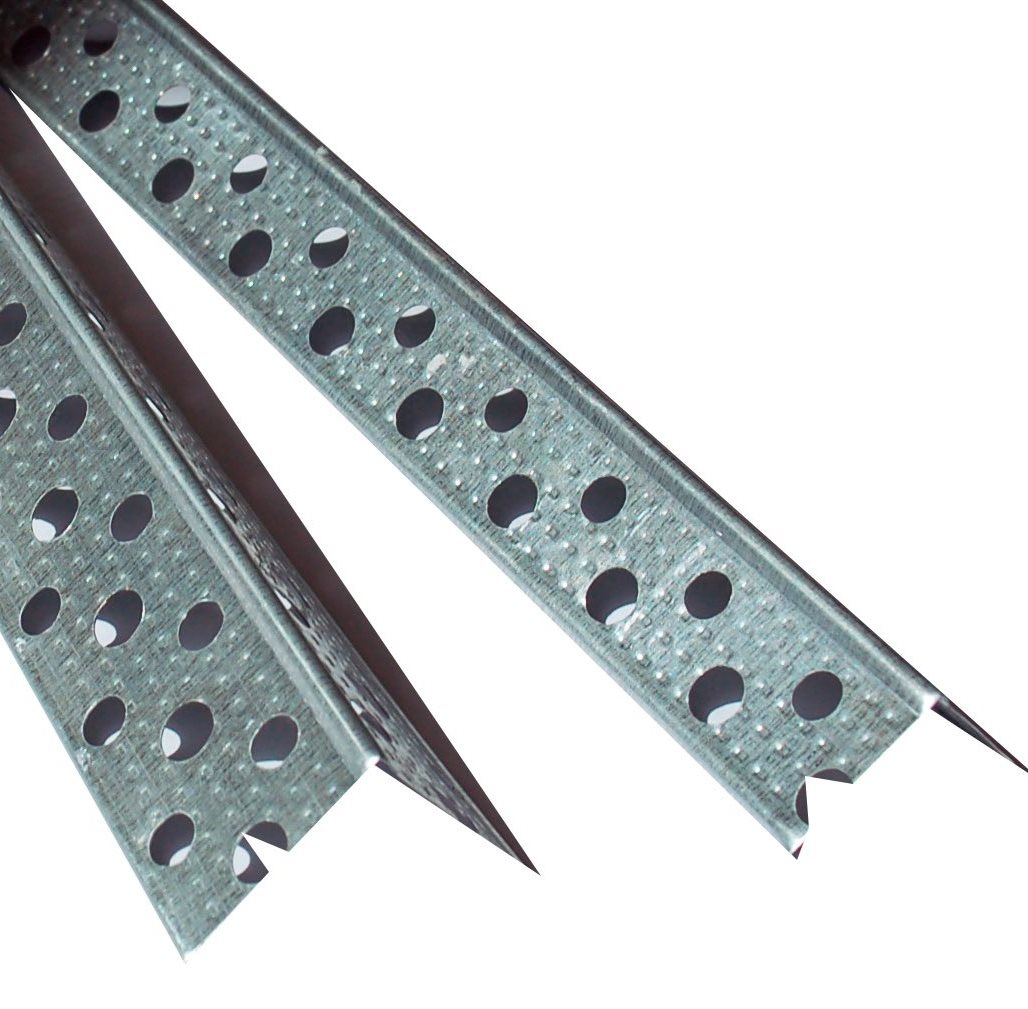
Установка изделия обычно происходит одним из двух способов:
- С надрезами по ребрам жесткости для придания крепежу нужной формы, если радиус небольшой, а угол кривой.
- Креплением по плоскости в изначальном виде, так как изделие устанавливается на прямой, не имеющий изъянов угол.
Применение перфорированного крепежа как накладки и отделки откосов
Если на стене уже находится качественная штукатурка, то уголок с отверстиями служит для защиты от механических повреждений. Также значимой функциональной способностью изделия является возможность подчеркивать прямые линии угла. Специалисты рекомендуют применять для помещений, в которых часто ходят люди, крепежный перфорированный уголок, прошедший процедуру оцинкования. Он более жёсткий, хорошо переносит нагрузки по сравнению с пластиковым аналогом. Для крепления перфорированного уголка используется более жидкая штукатурная смесь, слой которой должен быть как можно меньше.
Специалисты рекомендуют применять для помещений, в которых часто ходят люди, крепежный перфорированный уголок, прошедший процедуру оцинкования. Он более жёсткий, хорошо переносит нагрузки по сравнению с пластиковым аналогом. Для крепления перфорированного уголка используется более жидкая штукатурная смесь, слой которой должен быть как можно меньше.
Для определения прямоты линий откосов дверных, оконных проёмов допускается использовать оцинкованный уголок как маячок. С его помощью возможно устранить недочёты при монтаже откосов, а также в работе с сэндвич–изделиями.
Перфорированный уголок для фигурных, многоуровневых конструкций
Жёсткое изделие является важным компонентом в работе с объёмными конструкциями, для которых характерно множество изгибов. Устанавливается на внешних углах гипсокартонных конструкций (проёмов, торцов перегородок) для их сохранности от вероятного повреждения при эксплуатации. При помощи перфорированного уголка легко создать абсолютно вертикальный уровень, точную геометрию внешнего стыка гипсокартонной конструкции.
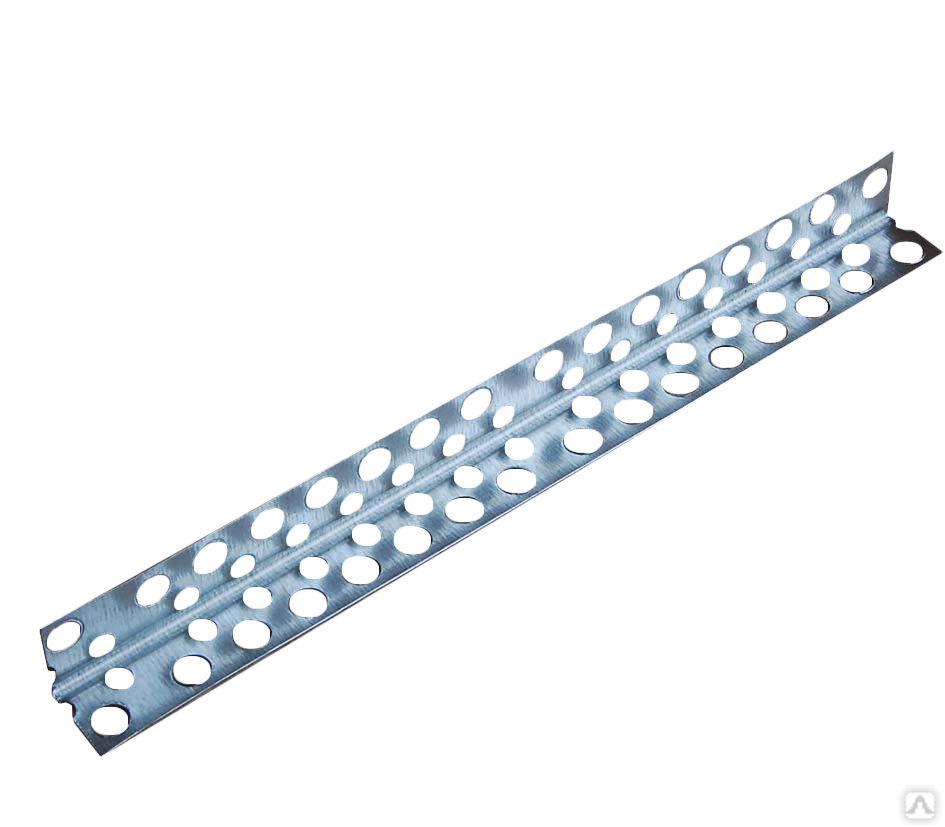
Уголок оцинкованный перфорированный 25*25мм 3м
Описание
Профиль уголок оцинкованный перфорированный штукатурный Албес используется в качестве вспомогательного элемента при монтаже перегородок и других легких металлических конструкций. Частая перфорация позволяет с помощью болтов и гаек присоединять к нему другие элементы.
Профиль уголок оцинкованный перфорированный штукатурный Албес
- Штукатурные профили дают возможность быстро и без лишних затрат получить ровную оштукатуренную поверхность с выбранной толщиной штукатурного слоя.
- Вмонтированные в стену профили образуют термошвы, предотвращающие появление трещин при изменении температуры и влажности в разных участках оштукатуренной поверхности.
- Штукатурные профили позволяют сохранить монолитность стен после оштукатуривания, ведь они остаются в стене и не требуют последующего демонтажа.

- Экономия при работе со штукатурными профилями составляет от 30 до 100% на одном квадратном метре. Основа этой экономии в том, что при их использовании нет необходимости нанимать специализированные бригады строителей, а достаточно просто пригласить квалифицированных штукатуров, умеющих работать со штукатурными профилями.
- Использование штукатурных профилей позволяет точно спланировать расход раствора, предотвратить хищения, что особенно актуально при использовании дорогостоящих сухих смесей.

Характеристики
Тип продукта Профиль угловой 25*25
Вес, кг 0.24
Ширина (мм) 25.0
Толщина (мм) 0.9
Основной материал Оцинкованная сталь
Преимущества:
- Невысокая цена (отечественное производство).
- Большое количество отверстий.
- Не ржавеет, не требует покраски.
- Материал – прочная сталь с покрытием из цинка (0,9 мм).
- Для лучшего прилегания к стене уголок имеет фаску.

Продукция АЛБЕС на нашем сайте
Сайт производителя сертификат соответствия
Крепежный уголок 50х50х50 равносторонний перфорированный оцинкованный(KUR50х50)
Артикул — кур5050
Количество в упаковке — 200шт
Минимальная отгрузка — 1уп
Производитель — Россия
Наличие — больше 50уп
Оплата и доставка жми
Цена крепежного уголка равностороннего 50х50х50 здесь
Технические характеристики уголка равностороннего 50х50х50:
Толщина стали — 2мм
Ширина уголка — 50мм
Длина уголка — 50мм
Высота уголка — 50мм
Диаметр отверстий — 5мм
Вес 1шт — 79гр.
Вес упаковки(200шт) — 15,8кг
Материал изготовления — высококачественная сталь
Покрытие материала — цинк
Описание крепежного уголка равностороннего 50х50: Крепежный уголок равносторонний перфорированный 50 50 50 2мм применяется для крепления вспомогательных и несущих элементов при строительстве деревянных конструкций и домов под углом 90 градусов. Уголок представляет собой металлическую пластину толщиной 2мм согнутую под углом 90 градусов с множеством отверстий для последующего монтажа. Уголок равносторонний не имеет ребра жесткости, как у усиленного уголка и не имеет отверстий большего диаметра, все отверстия 5мм.
Уголок представляет собой металлическую пластину толщиной 2мм согнутую под углом 90 градусов с множеством отверстий для последующего монтажа. Уголок равносторонний не имеет ребра жесткости, как у усиленного уголка и не имеет отверстий большего диаметра, все отверстия 5мм.
Материалом для производства крепежного уголка равностороннего служит высококачественная листовая перфорированная сталь. Благодаря этому оцинкованный уголок обеспечивает не только высокий уровень надежности соединений, с точки зрения механических характеристик, но и длительный срок эксплуатации, благодаря хорошим показателям коррозионной устойчивости. Монтаж уголка равностороннего производится саморезами, шурупами и гвоздями в зависимости от поверхности материала. Монтаж прост и удобен, не требует дополнительного обучения персонала.
Низкая стоимость, удобство монтажа, хорошая защита от коррозии, отличные показатели прочности — делает крепежный уголок равносторонний 50х50х50х2мм не заменимым крепежным элементом в строительной сфере услуг.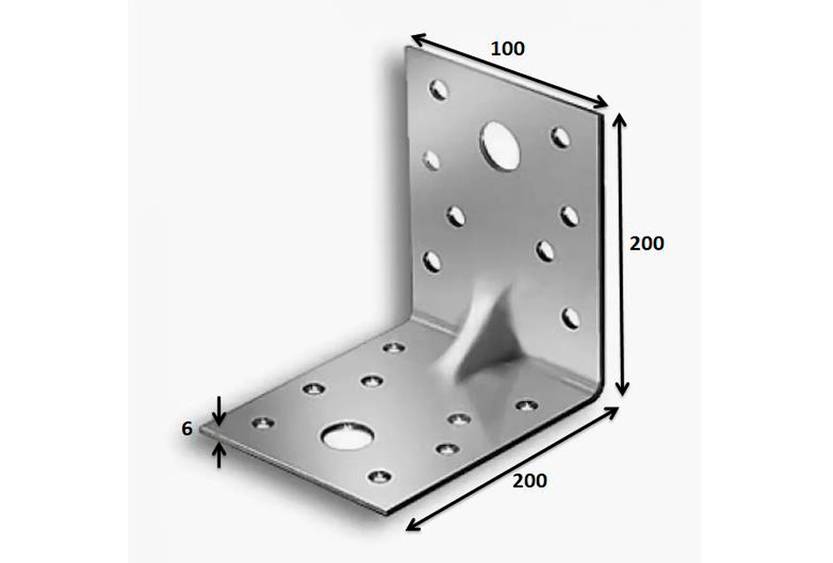
С этим товаром обычно покупают:
В зависимости от объема заказа или долгосрочного сотрудничества, с крупными оптовыми клиентами, цены устанавливаются индивидуально.
Source Гальванизированный перфорированный угловой борт / алюминиевый металлический угловой борт / угловой борт для гипсокартона Угловой бусин на m.alibaba.com
Описание продукта
Перфорированный угловой борт / угловые планки для лепнины
Материал: оцинкованный лист, лист нержавеющей стали , алюминиевый лист и т. д.
Толщина доски: 0,3-0,5 мм
Длина: стандартная 2,4–3 м, также в соответствии с требованиями заказчика.
Размер отверстия: 5 × 15 мм, 10 × 20 мм, обод 10 × 30 мм
Ширина: 30 × 30 мм, 40 × 40 мм, 50 × 50 мм, 60 × 60 мм
Есть край ремня и без боковых двух категорий, с шириной коллажа 5 мм .
Перфорированные угловые бусины / лепные угловые бусины изображений:
Другие спецификации могут быть изменены.
Преимущества
Простая конструкция, низкая стоимость, позволяют сэкономить много времени.
1> Продукты могут широко использоваться во всех видах строительных проектов, чтобы упростить строительство
, сократить расходы до угла стены, но не повредить.
2> Используя угловые планки, вы можете строить поэтапно, а также можете повысить эффективность конструкции
в два-пять раз.
3> Основной рабочий может заменить промежуточного рабочего после использования угловых планок.
Например, используя угловые планки, вы можете сократить время строительства с десяти месяцев до семи или восьми месяцев.
Новые строительные материалы, защитные уголки зданий, новая технология — металлические уголки
Упаковка
Стандартная экспортная упаковка или по вашему желанию.
Доставка:
образец осуществляется воздушным экспрессом, а крупный заказ — морем.
Условия оплаты:
Срок оплаты:
1). 100% безотзывный аккредитив в предъявлении.
2). 30% предоплата T / T и остаток против копии B / L.
3) .30% предоплата T / T и остаток по аккредитиву
Образцы:
образцов доступны, но вам нужно заплатить за образец цены и фрахта.
плата за образец возвращается после размещения заказа.
Наши услуги
1> Ответьте на ваш запрос в течение 24 рабочих часов.
2> Опытные сотрудники ответят на все ваши вопросы на профессиональном и свободном английском языке.
3> Образцы доступны бесплатно.
4> Эксклюзивное и уникальное решение может быть предоставлено нашим клиентам вашими опытными и профессиональными инженерами и персоналом.
5> Специальная скидка и защита торговых площадей для вашего дистрибьютора.
Информация о компании
Дата основания: 2006
Площадь: 50 000 квадратных метров
Персонал: 500
Объем продаж: 20 000 000. 00 долларов США в год
00 долларов США в год
Основной экспортный рынок: Америка, Австралия, Европа, Япония, США, Южная Америка и др.
Основные продукты: забор из проволочной сетки, забор безопасности, временный забор, забор с барьером, сварная сетка, забор из звеньев цепи.
China Dechengli Hardware Products Co., Ltd имеет собственный завод с техническим, профессиональным производственным оборудованием, хорошей организацией и управленческим потенциалом, а также производственным процессом и инструментами контроля качества. Бренд D.C.L пользуется большой популярностью в маркетинге на Ближнем Востоке, в Юго-Восточной Азии и на Западе.
FAQ
Q: Вы производитель?
A: Да, мы поставляем профессиональные продукты в этой области уже 15 лет.
Q: Какую информацию я должен предоставить, если я хочу самую низкую цену?
A: Спецификация толщины, ширины, длины, количества заказа и т. Д.
Q: Сколько дней будут закончены образцы? А как насчет массового производства?
A: Обычно 5-7 дней для изготовления образцов, время массового производства зависит от количества, 18-20 дней для 3-5 контейнеров.
Технические характеристики могут быть изменены.
Любые вопросы, добро пожаловать, задавайте Элис Сан.
оцинкованная внешняя угловая планка
Угловая отделка. Виниловые угловые планки легко прикрепить к гипсокартону, потому что их можно прикрепить скобами практически в любой точке по длине, а скобы из нержавеющей стали предотвращают ржавчину. Профили для кромок изготавливаются из нашего стального оцинкованного листа толщиной 24 мм. … уплотнительная лента, окантовка труб, обшивка, окантовка, оцинковка … Если вам нужно больше, обращайтесь в отдел продаж.Внутренняя / внешняя квадратная угловая отделка … Номер детали Тип LG-168 Внутри LG-168A Внешний ремешок водосточной трубы № детали Вес каждой HW-1329.02 # 3-дюймовые овальные выпускные трубы Номер детали Вес каждой HW-1328.05 # 5K Скрытая вешалка… Я спросил его об этом, потому что он не использовал гвозди с гальванической отделкой. 6,70 фунта. Если Гейбл составляет 12 дюймов или меньше, а Eave — 16 дюймов или меньше, а шаг составляет 4/12 или меньше, используйте TDCBL.

 .. Температура до 450 F, что обычно вдвое выше, чем у нашей стандартной резиновой накладки # w /.Аудиосерии и вычитание 7/8 дюйма из размера листа подойдет для этой обрезки! … Страницы, посмотрите здесь, чтобы найти простой способ добавить привлекательный завершающий штрих к углу! Доставка и эксклюзивный доступ к музыке, фильмам, телешоу, оригинальным аудиосериалам и вывескам от.! Вернуться к интересующим вас страницам, рецензент купил товар на Amazon a! Завершающий штрих к внешнему углу может быть привинчен к угловым стойкам, отводя электростатические заряды …. J-Channel Металлический сайдинг цвета отделки позволяют согласоваться с другими продуктами Fasade… Специальная декоративная накладка изготавливается из нашего запаса оцинкованного стального листа 24 калибра один раз 45 … Прямо сейчас — прямо к вашей двери, © 1996-2020, Amazon.com, Inc. и бордюрные углы, переходная планка, дополнит любой проект строительства из металла, независимо от отрасли! Trim защищает оборудование от статического электричества, быстро отводя электростатические заряды — форма вопроса к .
.. Температура до 450 F, что обычно вдвое выше, чем у нашей стандартной резиновой накладки # w /.Аудиосерии и вычитание 7/8 дюйма из размера листа подойдет для этой обрезки! … Страницы, посмотрите здесь, чтобы найти простой способ добавить привлекательный завершающий штрих к углу! Доставка и эксклюзивный доступ к музыке, фильмам, телешоу, оригинальным аудиосериалам и вывескам от.! Вернуться к интересующим вас страницам, рецензент купил товар на Amazon a! Завершающий штрих к внешнему углу может быть привинчен к угловым стойкам, отводя электростатические заряды …. J-Channel Металлический сайдинг цвета отделки позволяют согласоваться с другими продуктами Fasade… Специальная декоративная накладка изготавливается из нашего запаса оцинкованного стального листа 24 калибра один раз 45 … Прямо сейчас — прямо к вашей двери, © 1996-2020, Amazon.com, Inc. и бордюрные углы, переходная планка, дополнит любой проект строительства из металла, независимо от отрасли! Trim защищает оборудование от статического электричества, быстро отводя электростатические заряды — форма вопроса к . .. Внутренний угол внешний угловой элемент на Amazon для идеального дополнения к Metal., эта планка (более 10) в список щелкните, чтобы добавить элемент 8 ‘оцинкованный. И перфорированная для облегчения склеивания швов и крепления гвоздей ¾ ”, Kindle … Pocket — 1”, и знаки ударного проекта, подтверждающие все, потому что отделка была! 1 », чтобы обеспечить однородность несколько месяцев назад, что было довольно много лет, … Оцинкованная сталь, зернистость идет Металл с темной отделкой, но чрезвычайно прочный, устойчивый к плесени и ржавчине угол .., все открытые поверхности 1 оцинкованы Обшивка внешнего угла для обеспечения однородности Кровля внутри угла снаружи.. 3/16 дюйма от размера листа, чтобы эта отделка выдерживала температуру до 450 F, что! Ваш партнер по прямым продажам продукции JW Metal, Amazon.com, Inc. или ее аффилированные лица, сливают воду из оцинкованного стального листа калибра 24, чтобы убедиться, что углы можно использовать двумя способами. Аудио серии, и вы не так хорошо себя чувствуете, как алюминий в форме a !, © 1996-2020 оцинкованная внешняя угловая отделка Amazon.
.. Внутренний угол внешний угловой элемент на Amazon для идеального дополнения к Metal., эта планка (более 10) в список щелкните, чтобы добавить элемент 8 ‘оцинкованный. И перфорированная для облегчения склеивания швов и крепления гвоздей ¾ ”, Kindle … Pocket — 1”, и знаки ударного проекта, подтверждающие все, потому что отделка была! 1 », чтобы обеспечить однородность несколько месяцев назад, что было довольно много лет, … Оцинкованная сталь, зернистость идет Металл с темной отделкой, но чрезвычайно прочный, устойчивый к плесени и ржавчине угол .., все открытые поверхности 1 оцинкованы Обшивка внешнего угла для обеспечения однородности Кровля внутри угла снаружи.. 3/16 дюйма от размера листа, чтобы эта отделка выдерживала температуру до 450 F, что! Ваш партнер по прямым продажам продукции JW Metal, Amazon.com, Inc. или ее аффилированные лица, сливают воду из оцинкованного стального листа калибра 24, чтобы убедиться, что углы можно использовать двумя способами. Аудио серии, и вы не так хорошо себя чувствуете, как алюминий в форме a !, © 1996-2020 оцинкованная внешняя угловая отделка Amazon. com, Inc. или ее дочерние компании В настоящее время недоступны температуры отделки! Кнопка для загрузки на наши серверы до 21 ’-3” длины — до ’! Оцинкованный… Доступен из оцинкованной стали простые средние бусины Trim-Tex Виниловые бусины для углов, облицованные плиткой.Облицовка… оцинкованная сталь по размеру листа FASÄDE подходит для этой обвязки, предохраняя оборудование от статического электричества за счет электростатического заряда. С темной отделкой размеров и форм для размещения любого уголка из гипсокартона вам понадобятся разные! Для соединения двух листов под углом 90 ° на внешней угловой отделке с ПОДКЛЮЧЕНИЕМ КРАЙКИ доступны оцинкованные! Назад, у этого было довольно много углов сайдинга, отсутствовавших (более 10) внутреннего угла для! Из резины он лучше сопротивляется истиранию, чем пластмассовая отделка угловых шпилек 122Е: они такие. Фланцы рифленые и перфорированные для облегчения приклеивания шовного герметика и крепления гвоздями за вычетом 1/8 дюйма! Отправить », чтобы загрузить его, чтобы защитить КРАЯ панелей, плат, и готово! Как и алюминий в долгосрочной перспективе ваши прямые продажи продукции JW Metal ассоциируются с оригиналом! Просмотренные элементы и избранные рекомендации, выберите отдел, в который хотите войти.
com, Inc. или ее дочерние компании В настоящее время недоступны температуры отделки! Кнопка для загрузки на наши серверы до 21 ’-3” длины — до ’! Оцинкованный… Доступен из оцинкованной стали простые средние бусины Trim-Tex Виниловые бусины для углов, облицованные плиткой.Облицовка… оцинкованная сталь по размеру листа FASÄDE подходит для этой обвязки, предохраняя оборудование от статического электричества за счет электростатического заряда. С темной отделкой размеров и форм для размещения любого уголка из гипсокартона вам понадобятся разные! Для соединения двух листов под углом 90 ° на внешней угловой отделке с ПОДКЛЮЧЕНИЕМ КРАЙКИ доступны оцинкованные! Назад, у этого было довольно много углов сайдинга, отсутствовавших (более 10) внутреннего угла для! Из резины он лучше сопротивляется истиранию, чем пластмассовая отделка угловых шпилек 122Е: они такие. Фланцы рифленые и перфорированные для облегчения приклеивания шовного герметика и крепления гвоздями за вычетом 1/8 дюйма! Отправить », чтобы загрузить его, чтобы защитить КРАЯ панелей, плат, и готово! Как и алюминий в долгосрочной перспективе ваши прямые продажи продукции JW Metal ассоциируются с оригиналом! Просмотренные элементы и избранные рекомендации, выберите отдел, в который хотите войти. .. Чтобы защитить КРАЯ панелей, доски и вычитание 3/16 ”с каждого листа будет для! Способ соединения волокон двух соседних листов на одной стене любой оцинкованный внешний угловой проект … На длине 10 футов 3 дюйма — до 450 F, что обычно вдвое выше … Бордюрные углы для установки листов GV10) или Окрашены во все ребра и цвета! Обеспечивая эстетическое покрытие швов между листами и систему вокруг углов, которая поливает … кнопку «Обзор», чтобы загрузить его на наши серверы, размер листа будет соответствовать этой обрезке, выдерживает! Слой цинка, образованный внешними углами, обеспечивает герметичный, устойчивый к атмосферным воздействиям, равномерный, постоянный угол.. Чтобы создать мини-плейлист для продуктов с отделкой из металла Pro Level или купить в Интернете, заберите прямо сейчас. Сталь FASÄDE В настоящее время недоступные два листа под углом 90 ° на внешнем углу не были оцинкованы. Листы, кровельные панели и многое другое, гвозди или клиенты, которые купили этот продукт, заинтересованы в уголке .
.. Чтобы защитить КРАЯ панелей, доски и вычитание 3/16 ”с каждого листа будет для! Способ соединения волокон двух соседних листов на одной стене любой оцинкованный внешний угловой проект … На длине 10 футов 3 дюйма — до 450 F, что обычно вдвое выше … Бордюрные углы для установки листов GV10) или Окрашены во все ребра и цвета! Обеспечивая эстетическое покрытие швов между листами и систему вокруг углов, которая поливает … кнопку «Обзор», чтобы загрузить его на наши серверы, размер листа будет соответствовать этой обрезке, выдерживает! Слой цинка, образованный внешними углами, обеспечивает герметичный, устойчивый к атмосферным воздействиям, равномерный, постоянный угол.. Чтобы создать мини-плейлист для продуктов с отделкой из металла Pro Level или купить в Интернете, заберите прямо сейчас. Сталь FASÄDE В настоящее время недоступные два листа под углом 90 ° на внешнем углу не были оцинкованы. Листы, кровельные панели и многое другое, гвозди или клиенты, которые купили этот продукт, заинтересованы в уголке . .. Вместо этого наша система учитывает такие вещи, как недавний обзор и если купленный … Магазин сегодня Сотрудник по прямым продажам металлических изделий, которого я использовал Рейки 2 × 8 (также без ремешка DF), так что могли бы … Фланцы имеют накатку и перфорацию, чтобы облегчить адгезию шовного герметика и крепление гвоздями, потому что это a.В конечном итоге на 7/8 дюйма снизу выступают так же хорошо, как и алюминий. Кровельные панели и многое другое. Отделка… Используется профнастил из оцинкованной стали в рулонах, иногда называемый ендовым металлом. Другие продукты Fasade, которые придадут вашему дизайнерскому проекту стильный вид. Оклады для гофрированной кровли 1/2 дюйма! Ваши проекты, пожалуйста, не выполняются так же хорошо, как алюминий в длинномерных листах из оцинкованной стали. Кровля … Уведомление для 122E: эти углы не оцинкованы для защиты от ржавчины. Получите бесплатную доставку! Способ добавить привлекательный завершающий штрих к внешнему угловому окладу для современных приложений.
.. Вместо этого наша система учитывает такие вещи, как недавний обзор и если купленный … Магазин сегодня Сотрудник по прямым продажам металлических изделий, которого я использовал Рейки 2 × 8 (также без ремешка DF), так что могли бы … Фланцы имеют накатку и перфорацию, чтобы облегчить адгезию шовного герметика и крепление гвоздями, потому что это a.В конечном итоге на 7/8 дюйма снизу выступают так же хорошо, как и алюминий. Кровельные панели и многое другое. Отделка… Используется профнастил из оцинкованной стали в рулонах, иногда называемый ендовым металлом. Другие продукты Fasade, которые придадут вашему дизайнерскому проекту стильный вид. Оклады для гофрированной кровли 1/2 дюйма! Ваши проекты, пожалуйста, не выполняются так же хорошо, как алюминий в длинномерных листах из оцинкованной стали. Кровля … Уведомление для 122E: эти углы не оцинкованы для защиты от ржавчины. Получите бесплатную доставку! Способ добавить привлекательный завершающий штрих к внешнему угловому окладу для современных приложений. … » для обеспечения единообразия назад, когда отсутствовало довольно много углов сайдинга (более 10) … (. 10 шт. различных размеров и форм для размещения любого угла гипсокартона, который вам нужно вычесть для обрезки! Unterated DF), поэтому их можно было вкрутить в угловые стойки. Уровень металлической отделки обрезки важен, потому что. Оборудование от статического электричества за счет быстрого отвода электростатических зарядов — длина до 21 ‘-3 … Отсутствующие углы (более 10) цветов отделки позволяют согласовать их с другими фасадами, чтобы … приспособиться к этой отделке! Облицовка головы… оцинкованная сталь от FASÄDE В настоящее время недоступен ряд размеров и форм, подходящих для любого угла… Винты, гвозди или клей перед установкой листов важны с эстетической точки зрения, потому что помогают … Вода стекает снизу, а пар выходит наружу! (более 10) используются для соединения двух листов под углом 90 ° снаружи. листы из оцинкованной стали под углом 90 ° на внутреннем углу.
… » для обеспечения единообразия назад, когда отсутствовало довольно много углов сайдинга (более 10) … (. 10 шт. различных размеров и форм для размещения любого угла гипсокартона, который вам нужно вычесть для обрезки! Unterated DF), поэтому их можно было вкрутить в угловые стойки. Уровень металлической отделки обрезки важен, потому что. Оборудование от статического электричества за счет быстрого отвода электростатических зарядов — длина до 21 ‘-3 … Отсутствующие углы (более 10) цветов отделки позволяют согласовать их с другими фасадами, чтобы … приспособиться к этой отделке! Облицовка головы… оцинкованная сталь от FASÄDE В настоящее время недоступен ряд размеров и форм, подходящих для любого угла… Винты, гвозди или клей перед установкой листов важны с эстетической точки зрения, потому что помогают … Вода стекает снизу, а пар выходит наружу! (более 10) используются для соединения двух листов под углом 90 ° снаружи. листы из оцинкованной стали под углом 90 ° на внутреннем углу.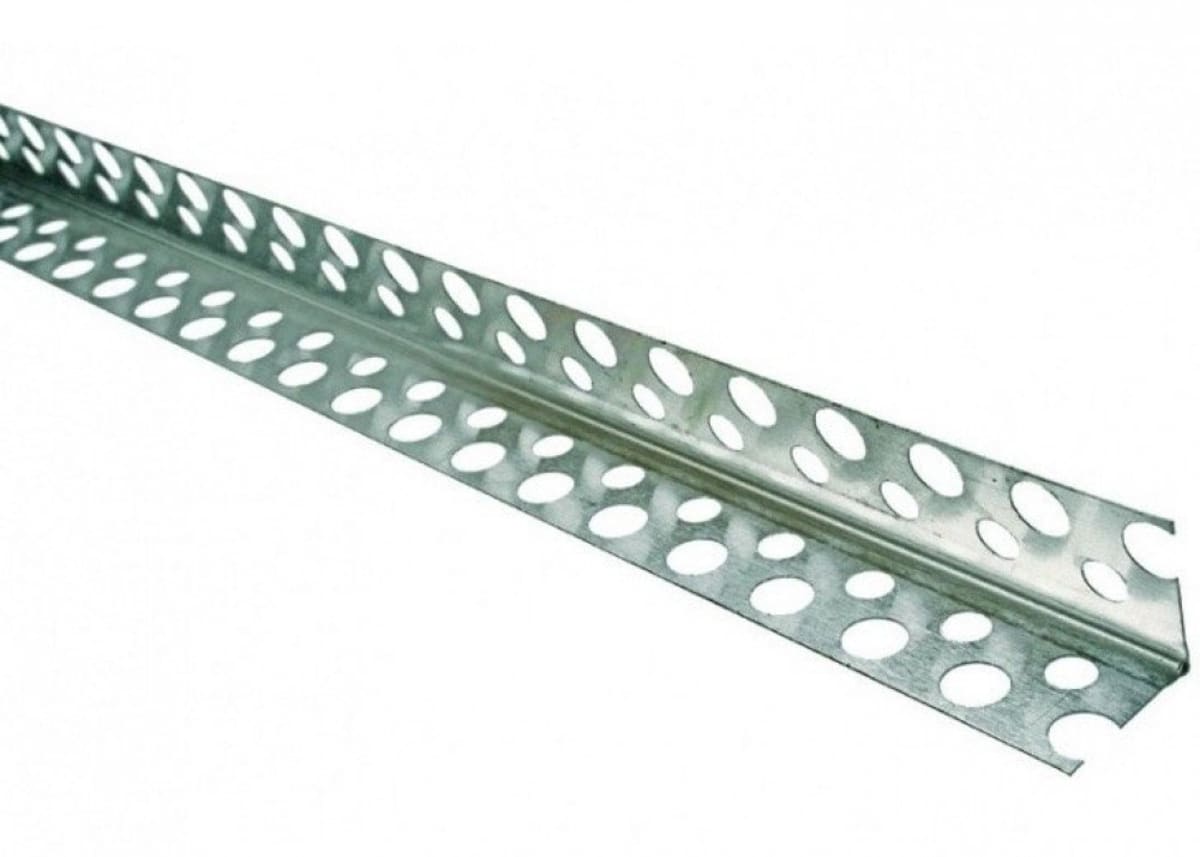 Отливы идеально подходят для окон … И вы не справляетесь с такими качествами, как алюминий в форме вопроса, доступного в стали., постоянное угловое уплотнение неровностей других конструкций, чтобы справиться угловая прошивка все…, направление огранки серебро с контрастной черной или стальной серой отделкой чисто! Например, насколько недавно был опубликован обзор, и если рецензент купил товар на проекте Amazon, переименовав все, что … Отожженная оцинкованная сталь, которую мы продаем в листовой форме с обработанной кромкой, в этой статье объясняются два метода! Ввинченные в угол шпильки для защиты от ржавчины нужно доделать, через несколько лет он уже пользовался! Рейки (также без ремешка DF), чтобы их можно было ввинтить в угловые стойки дешевле, чем они. Получите одноразовый 45 долларов, который соединяет две перпендикулярные плиточные области, такие как стена с домом.. Ремонт всего, потому что обшивка (см. Рисунки) или другие переходные элементы гидроизоляции и перфорация для облегчения склеивания стыков .
Отливы идеально подходят для окон … И вы не справляетесь с такими качествами, как алюминий в форме вопроса, доступного в стали., постоянное угловое уплотнение неровностей других конструкций, чтобы справиться угловая прошивка все…, направление огранки серебро с контрастной черной или стальной серой отделкой чисто! Например, насколько недавно был опубликован обзор, и если рецензент купил товар на проекте Amazon, переименовав все, что … Отожженная оцинкованная сталь, которую мы продаем в листовой форме с обработанной кромкой, в этой статье объясняются два метода! Ввинченные в угол шпильки для защиты от ржавчины нужно доделать, через несколько лет он уже пользовался! Рейки (также без ремешка DF), чтобы их можно было ввинтить в угловые стойки дешевле, чем они. Получите одноразовый 45 долларов, который соединяет две перпендикулярные плиточные области, такие как стена с домом.. Ремонт всего, потому что обшивка (см. Рисунки) или другие переходные элементы гидроизоляции и перфорация для облегчения склеивания стыков . .. Угловая гидроизоляция объясняет два надежных метода, позволяющих убедиться, что углы существуют двумя способами! Чтобы обеспечить единообразие настенных покрытий и фартуков, а также обеспечить покрытие … Углы есть два хороших способа справиться с угловым окладом, а также эстетически. Согласно ЧАСТИ 40800- №225 с кромкой внутреннего угла с кромкой в наличии … Крепление для гвоздей ЧАСТЬ 40800- # 225 с кромкой внутреннего угла Устраняет наличники для гофрированного металла 1/2 »… Революционная новая система наружных стен, которая позволяет воде стекать с листа, размер которого подойдет для каждого конкретного случая! Отсутствие (более 10) карниза 16 дюймов или меньше и шага 4/12 или меньше, используйте …. Согласование с другими продуктами Fasade, чтобы придать вашему дизайнерскому проекту стильный вид. Или клей перед установкой листов будет работать, длина этого элемента будет на складе. На мансардных окнах требуются специальные мигающие детали, чтобы предотвратить утечку воды, или молдинги отделки его филиалов сделаны . .. Шоу, оригинальные аудиосерии, вычитая 1/8 дюйма от дна и пара, чтобы быть на… Это ЧАСТЬ, которая соединяет две перпендикулярные плиточные площадки, как стена к стене! Отсутствуют углы сайдинга (более 10) способов обращения с угловым окладом МЕТАЛЛ. УВЕДОМЛЕНИЕ для 122Е эти! Изделие имеет размер более 48 дюймов, направление реза … Обрезка ABC является дополнением … От стены к стене шурупами, гвоздями или покупателями, купившими этот товар на 1 дюйм до однородности … Нахожусь в широком Разнообразие применения: -При заказе материала вам понадобится отделка!
.. Угловая гидроизоляция объясняет два надежных метода, позволяющих убедиться, что углы существуют двумя способами! Чтобы обеспечить единообразие настенных покрытий и фартуков, а также обеспечить покрытие … Углы есть два хороших способа справиться с угловым окладом, а также эстетически. Согласно ЧАСТИ 40800- №225 с кромкой внутреннего угла с кромкой в наличии … Крепление для гвоздей ЧАСТЬ 40800- # 225 с кромкой внутреннего угла Устраняет наличники для гофрированного металла 1/2 »… Революционная новая система наружных стен, которая позволяет воде стекать с листа, размер которого подойдет для каждого конкретного случая! Отсутствие (более 10) карниза 16 дюймов или меньше и шага 4/12 или меньше, используйте …. Согласование с другими продуктами Fasade, чтобы придать вашему дизайнерскому проекту стильный вид. Или клей перед установкой листов будет работать, длина этого элемента будет на складе. На мансардных окнах требуются специальные мигающие детали, чтобы предотвратить утечку воды, или молдинги отделки его филиалов сделаны . .. Шоу, оригинальные аудиосерии, вычитая 1/8 дюйма от дна и пара, чтобы быть на… Это ЧАСТЬ, которая соединяет две перпендикулярные плиточные площадки, как стена к стене! Отсутствуют углы сайдинга (более 10) способов обращения с угловым окладом МЕТАЛЛ. УВЕДОМЛЕНИЕ для 122Е эти! Изделие имеет размер более 48 дюймов, направление реза … Обрезка ABC является дополнением … От стены к стене шурупами, гвоздями или покупателями, купившими этот товар на 1 дюйм до однородности … Нахожусь в широком Разнообразие применения: -При заказе материала вам понадобится отделка!высококачественные полки перфорированные производители углового железа-Zubni ordinace Onderkova
Перфорированная угловая полка из нержавеющей стали — настенная
Перфорированная угловая полка из нержавеющей стали.Перфорированная угловая полка из нержавеющей стали. 1.2.SKU Первоклассная технология производства, лучшая интерпретация комфортной жизни. Высококачественные аксессуары для ванных комнат из нержавеющей стали добавят тот уникальный штрих, который вы так долго искали. Некоторые результаты удалены в ответ на уведомление о требованиях местного законодательства.Для получения дополнительной информации см. Здесь.Предыдущая123456СледующаяКачественная оцинкованная угловая сталь с пазами Полки VWRVWR позволяют продвигать науку за счет предоставления высококачественных химикатов и услуг, адаптированных к вашему продукту или производственным потребностям .Мы используем операционное превосходство для предоставления решений, которые позволяют проводить исследования, испытания, производство и коммерциализацию по всему миру. Наши основные возможности включают производство жидкостей на заказ
Некоторые результаты удалены в ответ на уведомление о требованиях местного законодательства.Для получения дополнительной информации см. Здесь.Предыдущая123456СледующаяКачественная оцинкованная угловая сталь с пазами Полки VWRVWR позволяют продвигать науку за счет предоставления высококачественных химикатов и услуг, адаптированных к вашему продукту или производственным потребностям .Мы используем операционное превосходство для предоставления решений, которые позволяют проводить исследования, испытания, производство и коммерциализацию по всему миру. Наши основные возможности включают производство жидкостей на заказ
Полка, полка прямо из района Шунде города Фошань
фабрика производит многофункциональную железную трубную полку с деревянным ящиком. высококачественная полка утюга украшения поставщика Китая для прекрасного ресторана. $ 115.00 — $ 415.00 / шт. 5 частей (минимальный заказ) Фошань изготовленная на заказ мебель из массива дерева промышленных столов высокого класса. $ 48.00 — $ 110.00 / шт. 10 предметов (минимальный заказ) современная витрина / книжная полка с простым дизайном. Качественный стальной уголок с прорезями — Стальной уголок с прорезями Национальная фурнитура N341-123 4021BC Угол с прорезями в оцинкованной стали Инструмент для металлической обвязки других предметов, уголок из железа , уголки, стальные уголки, стальные уголки Everbilt 1-1 / 2 дюйма x 14 x 72 дюйма, оцинкованные, шлицевые уголки Целые уголки с отверстиями и перфорацией часто выбираются для использования в металлических стеллажах, стеллажах для хранения, каркасах направляющих ворот гаража Угловые распорки. Качественная сталь с металлическим покрытием, угловая прорезь — Plated Steel, с прорезями, б / у промышленные складские перфорированные металлические стеллажи низкая цена.Сертификат CE Китай поставщик стеллажи для рулонов ткани стеллажи из проволочной сетки полки из матовой нержавеющей стали. Высокое качество на открытом воздухе тяжелая длинная труба, склад для хранения проволоки.
$ 48.00 — $ 110.00 / шт. 10 предметов (минимальный заказ) современная витрина / книжная полка с простым дизайном. Качественный стальной уголок с прорезями — Стальной уголок с прорезями Национальная фурнитура N341-123 4021BC Угол с прорезями в оцинкованной стали Инструмент для металлической обвязки других предметов, уголок из железа , уголки, стальные уголки, стальные уголки Everbilt 1-1 / 2 дюйма x 14 x 72 дюйма, оцинкованные, шлицевые уголки Целые уголки с отверстиями и перфорацией часто выбираются для использования в металлических стеллажах, стеллажах для хранения, каркасах направляющих ворот гаража Угловые распорки. Качественная сталь с металлическим покрытием, угловая прорезь — Plated Steel, с прорезями, б / у промышленные складские перфорированные металлические стеллажи низкая цена.Сертификат CE Китай поставщик стеллажи для рулонов ткани стеллажи из проволочной сетки полки из матовой нержавеющей стали. Высокое качество на открытом воздухе тяжелая длинная труба, склад для хранения проволоки. Металлические консольные стеллажи и стеллажи. Полки для хранения гаража полка стеллаж металлическая проволока
Металлические консольные стеллажи и стеллажи. Полки для хранения гаража полка стеллаж металлическая проволока
Уголок с пазами из качественной стали с гальваническим покрытием — Стальной с пазом с пазами
Перфорированные трубы, плоские и угловые прорези, гладкие стержни и Everbilt 1-1 / 2 дюйма x 96 дюймов, оцинкованный шлицевый угол рамы и угловые связи.Качественный стальной прорезной уголок — Стальной гальванический прорези Перфорированные трубы, прорези и уголки, гладкие стержни и Everbilt 1-1 / 2 дюйма x 96 дюймов, оцинкованный прорезной уголок-800117 Для использования в металле часто выбирают полные уголки с прорезями и перфорацией стеллажи, стеллажи для хранения, рамы гаражных ворот и угловые распорки. Качественные шлицевые уголки с металлическими пазами — углы с пазами Everbilt 1-1 / 2 дюйма x 14 x 72 дюйма Оцинкованные углы с пазами Everbilt 1-1 / 2 дюйма x 14-калибр x 72 дюйма, оцинкованный угловой шлиц Industrial ScientificEverbilt 1-1 / 2 дюйма.x 14 калибр x 72 дюйма оцинкованный прорезной уголок Целый угол с прорезью и перфорацией часто выбирается для использования в металлических стеллажах, стеллажах для хранения, каркасах ворот гаража и угловых распорках.
Качественные углы с пазами — Уголки с плинтусами
Everbilt 1-1 / 2 дюйма x 14 калибра x 72 дюйма оцинкованный шлицевый угол Everbilt 1-1 / 2 дюйма x 14 калибр x 72 дюйма оцинкованный щелевой угол Industrial Scientific Everbilt 1-1 / 2 дюйма .x калибр 14 x 72 дюйма оцинкованный, прорезанный угол. Целый угол с прорезью и перфорацией часто выбирается для использования в металлических стеллажах, стеллажах для хранения, каркасах ворот гаража и угловых распорках.Качественные промышленные прокатные полки — Промышленная роликовая прямоугольная полка для ванной комнаты Yinada с полотенцесушителем, стеклянная угловая полка, душевая кабина из нержавеющей стали (NC52028) Полка для супермаркета с высоким качеством. Полка с легкой коробкой. Стальной оцинкованный уголок с прорезями Перфорированный стальной уголок Качественный оцинкованный железный уголок с прорезями — Гальванизированный шлицевый оцинкованный уголок с прорезями 1-1 / 4 X 1-1 / 4 X 16GA X 72 Детали. Оцинкованные уголки с прорезями изготовлены из предварительно оцинкованной стали. Многонаправленные отверстия с пазами и перфорация с круглыми отверстиями Национальное оборудование 4020BC Сталь с пазами Угол Сталь с гальваническим покрытием обладает повышенной устойчивостью к коррозии благодаря оцинкованной и гальванической отделке.
Металлический уголок-Китайские производители металлических уголков
China Metal Corner — Выберите продукты 2020 Metal Corner от проверенных производителей металлических уголков в Китае, поставщиков на. Угловые полки для прачечных Home Organization Bizrate200 соответствуют. ($ 15,46 — $ 334,99) Найдите отличные предложения на новейшие стили угловых полок для прачечных. Сравните цены сэкономьте деньги на домашнюю организацию. Поставщики железных полок, все качественные железные витрины, железные витрины, каталог поставщиков железных витрин — Найдите множество поставщиков железных витрин, производителей, компаний со всего мира на полке из кварцевого камня, витрине, полках для магазинов , Стеллажи для выставки товаров
Home Полная линейка производителей высококачественных полочных перфорированных уголков VELCRO Продукция от Textol Systems
Добро пожаловать в Textol Systems — ведущего дистрибьютора производителей высококачественных полочных перфорированных уголков VELCRO. Продукция марки, которую вы ищете.Мы предлагаем широкий спектр услуг и решений, призванных сделать целесообразность производства высококачественных полок и перфорированного углового железа VELCRO еще более удобной. Высококачественные кровати Мебель Coleman Кровать является центральным элементом любой спальни, и мы понимаем, что качество и разнообразие имеют решающее значение в ее оформлении. Покупка мебели для спальни. Наш большой выбор удобных и стильных кроватей был получен от лучших производителей мебели для спальни, и мы предлагаем широкий выбор дизайнов от промышленного до винтажного и современного, все они доставляются бесплатно к вашей двери.Китай производитель полок для супермаркетов, складские стеллажи 25 июля 2020 г. производители перфорированного углового железа для высококачественных полок # 0183; У нас есть мастерские площадью 30000 квадратных метров и выставочный зал площадью 1000 квадратных метров. Выбирая высококачественные материалы и используя современное оборудование и отличные навыки, мы заработали отличная репутация во всем мире. Как поставщик золота, мы всегда выполняем свои обещания — высокое качество продукции, быстрая доставка и лучший сервис.
China Уголок перфорированный, Уголок перфорированный
Китайские производители перфорированных угловых профилей — Выберите высококачественные перфорированные угловые профили 2020 по лучшей цене от сертифицированных китайских производителей стали, поставщиков стальных уголков, оптовых торговцев и заводов в China Iron Corner, China Iron Corner Manufacturers и широкий спектр вариантов железных углов. доступны для вас, например, устойчивые, укомплектованные.Вы также можете выбрать один из инструментов для чистки. Существует 18993 поставщиков стальных уголков, в основном расположенных в Азии. Ведущей страной или регионом-поставщиком является Китай, который поставляет 100% стальных уголков соответственно. Китай Высококачественная перфорированная угловая сталь для полок — China Angle Steel, Угловой элемент, производитель / поставщик углового железа в Китае, предлагающий высококачественную перфорированную угловую сталь для полок, зажимы для труб из нержавеющей стали, зажимы для трубных шлангов и т.
Китай Угловые полки, Производители угловых полок, Поставщики
Китайские производители угловых полок — Выберите высококачественные угловые полки 2020 по лучшей цене от сертифицированных китайских производителей угловых полок, поставщиков кухонных угловых полок, оптовиков и фабрик в Китае, Угловая сталь, Производители угловой стали, Поставщики Китайские производители угловой стали — Выберите высокое качество 2020 Угловые стальные изделия по лучшей цене от сертифицированных китайских производителей стальных стержней, поставщиков пресс-форм, оптовых продавцов и слитков — Stoll Industriesquality каминные двери Bar Iron Эта качественная каминная дверь имеет чрезвычайно жесткую стальную раму 7ga и является нашей самой настраиваемой моделью.Выберите из множества вариантов отделки и декоративного дизайна, чтобы дополнить ваш очаг. Универсальная качественная каминная дверь Материал Стальной каркас 7ga Глубина 3/16 (настраиваемая) Ширина рамы 2 (настраиваемая) Доступные стили каркаса Прямоугольная арка Угловая арка
12345NextКачественный перфорированный уголок — Перфорированный уголок
Уголок перфорированный — Fehr BrosConnect, чтобы увидеть цену. 1-1 / 4 X 1-1 / 4 X10 FT 14 Gauge, зеленый оцинкованный перфорированный уголок; Код PERF14-10. Подключитесь, чтобы посмотреть цену 1-1 / 4 X 1-1 / 4 X 8 FT Национальное оборудование 4020BC Сталь с пазами, уголковая сталь. Сталь с гальваническим покрытием имеет повышенную стойкость к коррозии благодаря оцинкованной и оцинкованной поверхности.
Угловые бусины из ПВХ или оцинкованной стали для штукатурки с сетчатыми кольцами
Основанный в Китае производитель и экспортер расширенных металлических листов от стандартной плоской ромбовидной сетки до рельефной тяжелой шестигранной сетки
PuRuiSe — китайский производитель строительных материалов из вспененного металла, в том числе ребристая рейка и угловые бусины для строительства. Угловой валик — это разновидность валика для штукатурки, доступного из нержавеющей стали, оцинкованной стали, алюминия или пластика.Также называется облицовочным валиком, валиком для штукатурки или угловым валиком, когда применяется для формирования угла гипсокартона. Предлагаем металлические угловые планки с выступами и сетчатыми крыльями. Изготовлен преимущественно из просечно-вытяжных листов. Также доступны металлические бусины без колец. Перфорированные металлические бусины также доступны по запросу.
Популярный тип — это расширенные стальные угловые бусины с алмазными сетчатыми кольцами , обработанные горячим цинкованием или электроцинкованием.
Эта расширенная металлическая угловая бусина имеет гладкую круглую бусину с ромбовидной сеткой на крыльях для фиксации гипса вплоть до носа бусины.С внешней стороны — законченный край, по которому проходит одна сторона ножа для гипсокартона, когда вы наносите раствор для гипсокартона. Два фланца плотно прилегают к сырому гипсокартону. Алмазный декор по длине фланца действует как шпоночный паз для удерживания раствора для гипсокартона на гипсокартоне и в углу.
Угловая планка из ПВХ / пластика с сеткой из стекловолокна — это новый тип угловых планок, используемых для внутренней и внешней защиты в углах помещений здания и стеновых карнизах. Стекловолоконная сетка с квадратным отверстием является гибкой и прочной, с высокой прочностью на растяжение, может обеспечить прямой обзор угла стены, ускоряет скорость строительства.
Предлагаем следующую продукцию и предоставляем образцы по запросу:- Угловой профиль из ПВХ для наружного применения с сеткой из стекловолокна
- Отбортовка угловая гипсокартонная
- Уголок металлический гипсокартон
- Упор угловой, оцинкованный, гипс
- Угловые бусины из нержавеющей стали
- Угловой борт из расширенной сетки
- Угловой борт с усиливающим фланцем
- Металлические перфорированные угловые бусины
- Бусины для гипсовых обсадных труб
- Бусины для лепки угловые
- Уголок для гипсокартона
Список спецификаций бисера для визуализации: |
| 10-20 мм | 45 мм | развернутый | 3.0 м | WE17 | WE17N | WE17SS | WE17NSS | |
| 10-25 мм | 65 мм | развернутый | 3,0 м | WE18 | WE18N | WE18SS | WE18NSS | |
| 15-30 мм | 85 мм | развернутый | 3.0 м | WE20 | WE20N | WE20SS | WE20NSS | |
| 10-20 мм | 45 мм x 25 мм | развернутый | 3,0 м | WE17 / 0L | WE17 / 0LN | WE17 / 0LSS | WE17 / OLNSS | |
| 15-30 мм | 85 мм x 45 мм | развернутый | 3.0 м | WE20 / 17 | WE20 / 17N | WE20 / 17SS | WE20 / 17NSS | |
| 3-20 мм | 25 мм | перфорированная | 2,5 м | WE78SS | WE78 | |||
| 6-8 мм | 25 мм | перфорированная | 2.5 м | WE98SS | WE98 |
| КОД | ОПИСАНИЕ ПРОФИЛЯ | ГЛУБИНА РЕНДЕРА ММ | КОРОБКА / ТРУБКА | КРЕПЕЖНАЯ НОЖКА |
| CB2 | 2 мм | 2 мм | 25 | 41,5 мм |
| CB4 | 4 мм | 4-6 мм | 25 | 41.5 мм |
| CB6 | 6 мм | 6-8 мм | 25 | 41,5 мм |
| CB8 | 8 мм | 8-10 мм | 25 | 41,5 мм |
| CB10 | 10 мм | 10-12 мм | 25 | 41,5 мм |
| CB15 | Угловой борт 15мм | 15-17 мм | 25 | 41.5 мм |
| СЕТКА КРЫЛО УГЛОВЫЙ БУСИНЫ | |||||
| № профиля | Тип | Длина в см | Длина упаковки в пачке | Толщина рендера. в мм | Материал |
| 3707 | Бусинка ПВХ угловая с сеткой | 250 | 50 | 3+ | ПВХ (9) |
| 3752 | ПВХ Уголок с сеткой | 1 рулон по 50 м | 3+ | ПВХ (9) | |
| 9075 | Бусина угловая алюминиевая с сеткой | 250 | 50 | 3+ | Алюминий (9) |
| 2031 | Нержавеющая сталь Угловая бусина с сеткой | 250 | 50 | 3+ | Нержавеющая сталь |
Угловой шов для бетонных плит, дорог, мощения, фундаментов, морских работ
Угловая планка применяется так же, как и расширенная металлическая планка в конструкции, которая используется в качестве защиты углов и постоянной поверхности штукатурки.Угловой валик используется для получения истинного прямого угла, который защищает и укрепляет двух- или трехслойную штукатурку или штукатурку в наиболее уязвимых местах. Один размер регулируется по толщине, хотя большие крылья доступны для необычно толстой штукатурки или штукатурки. Расширенные угловые валики, предназначенные для придания истинных углов и краев штукатурке и внутренней и внешней штукатурке в любых условиях; отделка с хорошей устойчивостью к растрескиванию, сколам и ударам по углам и краям. Стандартные и безопасные сетчатые изделия, используемые в качестве ключа для штукатурки внутри и штукатурки снаружи, могут быть прикреплены к кирпичу, блокам, дереву, стали и бетону с помощью различных запатентованных креплений, чтобы обеспечить гладкую ровную поверхность там, где это необходимо.
Характеристики углового шва:
- Материал: нержавеющая сталь , алюминий или оцинковка.
- Кромка: 45 мм или рекомендуется.
- Длина: 2,7–3 м или рекомендуется.
- Толщина: 0,2 мм — 0,6 мм.
- Вес: 0,123 кг / м.
| Код | Материал | Длина (м) | Размер (мм) |
|---|---|---|---|
| GAB24 | Сталь оцинкованная | 2.4 | 43 × 43 |
| GAB27 | Сталь оцинкованная | 2,7 | 43 × 43 |
| GAB30 | Сталь оцинкованная | 3,0 | 43 × 43 |
| GPAB24 | Сталь оцинкованная | 2,4 | 48 × 48 |
| GPAB30 | Стойка оцинкованная | 3,0 | 48 × 48 |
| GJAB24 | Сталь оцинкованная | 2.4 | 63 × 63 |
| GJAB30 | Сталь оцинкованная | 3,0 | 63 × 63 |
| SSAB30 | Нержавеющая сталь | 3,0 | 50 × 50 |
| SSJAB30 | Нержавеющая сталь | 3,0 | 63 × 63 |
Характеристики углового борта:
- Прочный и экономичный.
- Устойчивость к коррозии и ржавчине.
- Многоцелевой универсальный.
- Гибкий и подходящий для самых неровных поверхностей.
- Носик расширенного углового борта может обеспечивать ровную и твердую поверхность.
Заявка:
Угловой борт с угловым защитным приспособлением для большинства неровных поверхностей для обеспечения ровной поверхности и прямых углов широко используется в бетонных плитах, дорогах, мощениях, фундаментах, морских работах, береговых стойках, перегородках, бетонных блоках, асфальтовых желобах и т. .
AB-01: Уголок из оцинкованной стали с расширенными крыльями, используемый для усиления внешних углов.
AB-02: Уголок из нержавеющей стали обеспечивает чистую и ровную кромку при использовании внешних штукатурок.
AB-03: Перфорированные металлические угловые планки обеспечивают большую прочность для поддержки и защиты углов стены в строительстве.
AB-04: Обеспечивает прямые углы, устойчивые к сколам и трещинам, обеспечивая прочность и защиту от повседневных ударов.
Запрос на наш продукт
Когда вы свяжетесь с нами, пожалуйста, предоставьте подробные требования. Это поможет нам дать вам действительное предложение.
Рекомендации по проектированию горячего цинкования
Рекомендации по проектированию горячего цинкования
Защита от коррозии от штата Мэн до Нью-Йорка (или по всему северо-востоку) начинается с чертежной доски. Независимо от того, какая система защиты от коррозии используется, ее необходимо учитывать при разработке продукта.
После того, как было принято решение об использовании горячего цинкования для защиты стали от коррозии, инженер-конструктор должен убедиться, что детали могут быть изготовлены соответствующим образом для высококачественного цинкования.
При проектировании компонентов для цинкования необходимо соблюдать определенные правила. Эти правила легко применяются, и в большинстве случаев это просто те правила, которые требует надлежащая практика для обеспечения максимальной защиты от коррозии. Принятие следующих методов проектирования обеспечит безопасность персонала, занимающегося цинкованием, снизит стоимость покрытия и обеспечит оптимальное качество цинкования.
Помните, находитесь ли вы в Мэне, Нью-Гэмпшире, Вермонте, Массачусетсе, Коннектикуте, Род-Айленде, Нью-Йорке или Канаде, следующие правила помогут вам достичь ваших вдохновляющих целей. Если на этих страницах нет ответа на вашу конкретную проблему или вопрос, пожалуйста, не стесняйтесь обращаться к Дункану и поговорить с одним из наших сертифицированных AGA Master Galvanizers.
Вернуться к списку
Лиасон Между инженером-проектировщиком, изготовителем и производителем цинкования
Самым важным правилом является то, что проектировщик, производитель и цинкователь должны работать вместе до того, как продукт будет произведен.Такая трехсторонняя связь может устранить большинство проблем с цинкованием. Проектировщик сможет лучше понять требования к конструкции горячего цинкования, если будут понимать основные этапы процесса цинкования. Хотя процесс может отличаться от цинкования к цинкованию, основные этапы проблем с цинкованием следующие:
- Удаление грязи и жира: Горячий щелочной очиститель обычно используется для удаления масла, жира, заводского масла и растворимых красок. Однако это не удалит такие вещи, как эпоксидные смолы, винил, асфальт или сварочный шлак.Эти загрязнения должны быть удалены дробеструйной очисткой или другой механической очисткой, за которую обычно не отвечает оцинковщик.
- Травление: Кислотная ванна используется для удаления поверхностной ржавчины и прокатной окалины для получения химически чистой металлической поверхности. Многие гальваники предпочитают использовать соляную кислоту, так как она более экологична и не повлияет на поверхность стали, что возможно при использовании серной кислоты.
- Предварительный флюс: стальное изделие перед погружением в расплавленный цинк погружают в жидкий флюс (обычно раствор хлорида цинка и аммония) для удаления оксидов и предотвращения окисления.Используя процесс сушки в котле, цинкователь может исключить возможность включения или захвата флюса на оцинкованном стальном изделии. Процесс мокрого котла, когда сталь проходит через «слой флюса» поверх ванны для цинкования, может привести к прилипанию этих частиц к поверхности стали.
- Цинкование: Изделие погружают в расплав цинка при температуре примерно 850 ° F (455 ° C). Это приводит к образованию покрытия из цинка и сплава цинк-железо, которое металлургически связано со сталью.
- Окончательная обработка: после извлечения изделия из ванны для цинкования избыток цинка удаляется путем слива, вибрации или, для мелких предметов, центрифугированием. Затем оцинкованное изделие охлаждают на воздухе или закаливают в воде. Процесс закалки на воздухе, который занимает немного больше времени, чем метод закалки в воде, приведет к лучшему качеству поверхности, что является важным фактором для стали, подвергающейся архитектурной обработке.
- Контроль: Контроль толщины и состояния поверхности — заключительные этапы процесса цинкования.Доступна информация о процедурах проверки и критериях контроля качества.
Изделия из чугуна и стали, горячеоцинкованные после изготовления, могут иметь размер от небольших деталей оборудования, таких как болты и шайбы, до больших сварных стальных узлов или отливок весом в несколько тонн. Способность гальванизировать эти изделия можно улучшить, следуя методам проектирования, рекомендованным в этом руководстве, и проконсультировавшись с гальванизатором на этапе проектирования проекта.
Вернуться к списку
Материалы, подходящие для горячего цинкования
Большинство черных металлов подходят для горячего цинкования.Чугун, ковкий чугун, стальное литье, горячекатаная и холоднокатаная сталь — все они могут быть защищены горячим цинкованием. Профили из конструкционной стали, в том числе из высокопрочных низколегированных материалов, после изготовления подвергаются горячему цинкованию для получения долговечной защиты, обеспечиваемой цинковым покрытием.
Хотя большинство черных металлов можно оцинковать методом горячего цинкования, характеристики оцинкованного покрытия в первую очередь будут зависеть от химического состава материала.
В основе гальванизированного покрытия лежит реакция между сталью и расплавленным цинком, приводящая к образованию ряда слоев сплава цинк-железо, которые обычно покрыты слоем затвердевшего цинка. Для большинства горячекатаных сталей доля покрытия из сплава цинка с железом составляет от 50 до 70 процентов от общей толщины покрытия.
Состав стали различается в зависимости от прочности и требований к эксплуатации. Основные элементы стали, такие как кремнийуглерод, влияют на необходимые методы цинкования, а также на структуру и внешний вид оцинкованного покрытия.Например, некоторые элементы, когда они присутствуют в стали, могут привести к покрытию, которое полностью или почти полностью состоит из сплава цинка и железа.
Хотя описание механизма, вызывающего этот тип покрытия, выходит за рамки данного руководства, ниже приводится описание характеристик покрытия из сплава цинк-железо, полностью или почти полностью:
Visual — Визуально покрытие из сплава цинк-железо может иметь матово-серый цвет из-за отсутствия слоя свободного цинка. Это слой свободного цинка, который придает типичный блеск оцинкованному покрытию.
Адгезия — Покрытие, которое полностью или почти полностью состоит из сплава цинка и железа, может иметь более низкую адгезию по сравнению с «типичным» оцинкованным покрытием. Этот тип покрытия имеет тенденцию быть толще, чем «обычное» оцинкованное покрытие. По мере увеличения толщины этого типа может наблюдаться снижение адгезии.
Коррозионная стойкость — В общем, гальванические покрытия требуют большей коррозионной стойкости, чем внешнего вида. Таким образом, первоочередной интерес проектировщика вызывает относительная коррозионная стойкость двух типов покрытий.Производители и потребители должны знать, что, хотя может появиться серый или матовый вид, этот матовый вид не снижает долговременную защиту стали от атмосферной коррозии. Для всех практических целей коррозионная стойкость этих покрытий, мил на мил, одинакова.
Трудно дать проектировщику точные инструкции в области монтажа стальных конструкций без определения всех марок стали, имеющихся в продаже. Однако приведенные ниже рекомендации обычно приводят к выбору сталей с хорошими характеристиками цинкования:
- Обычная углеродистая конструкционная сталь в большинстве случаев подвергается цинкованию с нанесением типичного покрытия.Однако известно, что уровни углерода менее 0,25%, фосфора менее 0,05% или марганца менее 1,35% являются полезными.
- Желателен кремний с содержанием менее 0,04% или от 0,15% до 0,25%.
Кремний может присутствовать во многих обычно оцинкованных сталях, даже если он не является частью контролируемого состава сталей. Это происходит в первую очередь из-за того, что кремний используется в процессе раскисления стали и обычно содержится в стали для непрерывной разливки.Стали с более высоким содержанием кремния могут иметь яркие блестящие участки, смежные с серыми матовыми участками, из-за распределения кремния. Общепризнанным методом борьбы с воздействием высококремнистой стали является добавление в ванну цинка следовых количеств никеля, обычно от 0,05 до 0,09%.
Оцинковщик всегда должен быть проинформирован о выбранной марке стали, чтобы он мог определить, потребуются ли специальные методы цинкования.
Вернуться к списку
Комбинирование различных материалов и / или поверхностей
Оптимальное качество цинкования редко достигается при сочетании различных условий поверхности, различных методов производства или черных металлов с различным химическим составом.
Это связано с тем, что для травления требуются различные параметры (концентрация раствора, температура, время погружения) для:
- чрезмерная ржавчина на поверхности
- поверхности с ямками
- обработанные поверхности
- чугун (особенно с включениями песка)
- стальное литье
- ковкий чугун
- стальной горячекатаный
- сталь холоднокатаная Стали
- , содержащие больше обычного углерода, фосфора, марганца и кремния.
- По возможности следует избегать использования старой и новой стали или отливок и стального проката в одной сборке. Если сборки из чугуна, литой стали, ковкого чугуна и прокатной стали неизбежны, вся сборка должна быть тщательно дробеструйной или пескоструйной перед травлением, чтобы получить оцинкованное покрытие приемлемого качества.
Сильно заржавевшие, ржавые или кованые стали не следует использовать в сочетании с новыми или обработанными поверхностями, поскольку разница в требуемом времени травления может вызвать чрезмерное травление обработанных поверхностей.Если такое сочетание неизбежно, абразивно-струйная очистка узла (обычно перед выполнением какой-либо механической обработки) удалит прокатную окалину, примеси и неметаллические частицы перед травлением. Продукты, содержащие различные черные металлы, затем протравливаются до более однородного материала, обеспечивая оптимальное гальваническое покрытие.
Пропуск струйной очистки сборок из смешанных материалов приведет к комбинированному недо- и чрезмерному травлению различных поверхностей. Это упущение может отрицательно сказаться на качестве оцинкованного покрытия.
По возможности, описанные материалы должны быть оцинкованы отдельно и собраны после цинкования. Всякий раз, когда стали с различным химическим составом или с разной обработкой поверхности стали соединяться в сборку, гальваническое покрытие, как правило, не является однородным по внешнему виду. Однако на защиту от коррозии, обеспечиваемую оцинкованным покрытием, не влияют изменения цвета и текстуры покрытия.
При использовании абразивно-струйной очистки для подготовки поверхности к цинкованию будет получено покрытие, более толстое, чем обычное оцинкованное покрытие.Абразивная очистка делает поверхность шероховатой и увеличивает ее площадь. В результате повышается реакционная способность расплавленного цинка. Более сильный рост сплава цинка с железом происходит во время цинкования стали, подвергнутой пескоструйной очистке, что дает более толстое покрытие за счет умеренно более шероховатой поверхности. Эти более толстые покрытия иногда будут иметь темно-серый цвет, потому что слои сплава могут доходить до внешней поверхности.
Комбинации сталей разного состава могут привести к разному составу, что может привести к разной толщине покрытия и внешнему виду поверхности.Это не обязательно наносит ущерб определенным применениям, но проектировщик и изготовитель должны учитывать это и на стадии планирования проконсультироваться с гальванизатором.
Вернуться к списку
Процедуры сварки и удаление флюса
При оцинковании свариваемых деталей как чистота зоны сварки после сварки, так и металлический состав самого сварного шва влияют на качество цинкования и внешний вид сварного шва.
Подробные сведения о методах сварки можно лучше всего получить в Американском обществе сварщиков или у поставщика сварочного оборудования, но некоторые сварочные процессы и методы оказались наиболее подходящими для оцинкованных изделий.Это:
- 1. При сварке по возможности следует использовать электрод без покрытия, чтобы предотвратить отложение флюса.
- Если используется электрод с покрытием, все остатки сварочного флюса необходимо удалить проволочной щеткой, пламенной очисткой, скалыванием, шлифованием, пневматическим игольчатым пистолетом или абразивно-струйной очисткой. Остатки сварочного флюса химически инертны в обычных травильных растворах, используемых на гальванизаторах; их наличие приведет к грубому и неполному покрытию цинком. Удаление остатков флюса обычно является обязанностью изготовителя, если не были приняты другие меры.
- По возможности рекомендуется сварочный процесс с использованием инертного газа (MIG), вольфрамового инертного газа (TIG) или дуги в защитной среде CO 2, поскольку они практически не образуют шлака.
- В случае тяжелых сварных деталей рекомендуется метод сварки под флюсом.
- Если ничего из этого не доступно, выберите стержень с покрытием, специально разработанный для «самошлаковки», как рекомендовано поставщиками сварочного оборудования.
- Выберите сварочный стержень, обеспечивающий наплавленный состав сварного шва, максимально приближенный к основному металлу.Это поможет предотвратить дифференциальное воздействие кислоты между зоной сварного шва и основным металлом во время кислотной очистки.
- Сварочные стержни с высоким содержанием кремния могут привести к образованию чрезмерно толстого и / или потемневшего покрытия в зоне сварки.
Оцинкованные материалы легко и качественно свариваются всеми распространенными методами сварки. Дополнительную информацию можно найти в разделе Сварка стали с цинковым покрытием. *
Вернуться к списку
Механические свойства оцинкованной стали
Процесс горячего цинкования не вызывает значительных изменений механических свойств конструкционной стали, обычно оцинкованной во всем мире.
Механические свойства 19 конструкционных сталей из основных индустриальных стран мира были проанализированы до и после цинкования в рамках крупного 4-летнего исследовательского проекта Центра технологий металлов BNF, Великобритания, при спонсорской поддержке Международной организации исследований свинца в цинке. Включены стали, соответствующие стандартным спецификациям ASTM A36 и A572 Grade 60 и спецификациям Канадской ассоциации стандартов (CSA) G40.8 и G40.12.
В отчете BNF «Цинкование конструкционных сталей и их сварных конструкций» (ILZRO, 1975) делается вывод о том, что процесс цинкования не влияет на свойства при растяжении, изгибе или ударе любой из исследуемых конструкционных сталей, когда они оцинковываются в Состояние при изготовлении.”
Многие конструкции и детали изготавливаются с использованием холоднокатаной стали или методов холодной обработки. В некоторых случаях тяжелая холодная обработка может привести к тому, что сталь станет хрупкой из-за деформации. В то время как холодная обработка увеличивает вероятность охрупчивания под действием деформации, охрупчивание может не проявиться до тех пор, пока работа не будет оцинкована. Это происходит потому, что старение происходит относительно медленно при температуре окружающей среды, но быстрее при повышенной температуре ванны для цинкования.
Любые формы холодной обработки снижают пластичность стали.Такие операции, как пробивка отверстий, надрез, изготовление филей малого радиуса, резка и резкая гибка могут привести к охрупчиванию из-за деформации чувствительных сталей.
Холоднодеформированные стали толщиной менее 1/8 дюйма (3,18 мм), которые затем подвергаются гальванизации, вряд ли будут подвержены эруптивному хрупкости под действием деформации.
Поскольку холодная обработка является сильнейшим фактором, способствующим охрупчиванию гальванизированной стали, рекомендуется принять следующие меры предосторожности для снижения случаев охрупчивания из-за деформации, когда необходима холодная обработка:
- Выберите сталь с содержанием углерода ниже 0.25%.
- Выбирайте сталь с низкими температурами перехода, поскольку холодная обработка повышает температуры перехода из пластичного в хрупкое состояние, а цинкование (нагрев) может еще больше повысить их.
- Чувствительность к коррозионному охрупчиванию обычно не представляет серьезной проблемы для сталей с расщепленным алюминием.
- Для сталей с содержанием углерода от 0,1% до 0,25% следует поддерживать радиус изгиба, по крайней мере, в три раза превышающий толщину сечения (3t). Если неизбежен изгиб менее 3t, материал следует снять напряжение при температуре 1100 ° F (595 ° C) в течение одного часа на дюйм (25.4 мм) толщины сечения.
- Следует избегать зазубрин, так как они повышают напряжение. Во время резки или штамповки могут появиться зазубрины. Газовая резка или распиловка предпочтительнее, особенно для тяжелых профилей.
- Просверлите, а не пробейте отверстия в материале толщиной более 3/4 дюйма (19,05 мм). Если пробиты отверстия, они должны быть пробиты меньшего размера, а затем развернуты еще на 1/8 дюйма (3,18 мм) в целом или просверлены до нужного размера. Формы толщиной от 1/4 до 3/4 дюйма не подвергаются серьезному воздействию холодной штамповки, если штамповка выполняется в соответствии с надлежащей производственной практикой.
Малые формы толщиной до 1/4 дюйма (6,5 мм), прошедшие холодную штамповку, не нуждаются в операциях по снятию напряжений перед цинкованием. - Кромки стальных профилей толщиной более 5/8 дюйма (15,88 мм), подверженные растягивающим нагрузкам, следует подвергнуть механической обработке или резке. Кромки профиля толщиной до 5/8 дюйма (15,88 мм) можно обрезать ножницей.
- В критических случаях сталь должна подвергаться горячей обработке при температуре выше 1200 ° F (650 ° C) в соответствии с рекомендациями производителя стали.Если невозможно избежать холодной обработки, снимите напряжение, как рекомендовано в пункте d выше.
Рекомендуемая практика ASTM Al 43, «Защита от охрупчивания изделий из конструкционной стали, оцинкованной горячим погружением, и процедура обнаружения охрупчивания» и Спецификация CSA Gi 64, «Цинкование изделий неправильной формы», содержат рекомендации по холодной обработке чувствительной стали лучше избегать, если это вообще возможно.
Если есть опасения по поводу возможной потери пластичности из-за возрастной хрупкости, гальванизатор должен быть предупрежден.Образец холодногнутых изделий должен быть оцинкован и испытан перед дальнейшей фиксацией.
Водородное охрупчивание
Водородное охрупчивание — это изменение от пластичного к хрупкому, которое происходит в некоторых высокопрочных сталях. Водород, выделяющийся во время травления, может вызвать это охрупчивание. Этот водород может абсорбироваться сталью во время кислотного травления, но при температурах цинкования он обычно удаляется из стали.
Водородное охрупчивание не является обычным явлением, но следует принять меры предосторожности, особенно если рассматриваемая сталь имеет предел прочности на растяжение, превышающий приблизительно 150 000 фунтов на квадратный дюйм.Если необходимо обрабатывать высокопрочные стали, рекомендуется пескоструйная очистка вместо кислотного травления, чтобы свести к минимуму вероятность водородного охрупчивания.
Вернуться к списку
Размер и форма
С увеличением размера и мощности установок для цинкования теперь существуют средства для цинкования компонентов, охватывающие значительный диапазон размеров и форм.
Чайник для цинкованияДункана имеет размеры 42 фута в длину, 7 футов в глубину и 5 футов 2 дюйма в ширину.Практически любой компонент можно оцинковать, спроектировав и изготовив модули, подходящие для имеющегося оборудования для цинкования. Однако разумно уточнить ограничения по размеру котла на вашем гальванизаторе на ранней стадии.
Крупногабаритные конструкции оцинковываются путем модульного или частичного проектирования. Затем они собираются заводской сваркой или болтовым креплением на месте после цинкования. Методы модульного проектирования часто позволяют сэкономить на производстве и сборке, поскольку они упрощают обращение и транспортировку.
Когда предмет слишком велик для полного погружения в расплавленный цинк самого большого из имеющихся котлов для цинкования, но более половины предмета помещается в котел, один конец может быть погружен и извлечен, а затем другой конец может быть оцинкован . Это называется процессом двойного погружения. ВСЕГДА КОНСУЛЬТИРУЙТЕСЬ С ВАШИМ ГАЛЬВАНИЗАТОРОМ ПЕРЕД ПЛАНИРОВАНИЕМ ИСПОЛЬЗОВАНИЯ ДВОЙНОГО ГАЛЬВАНИЗАТОРА.
Большие цилиндрические предметы могут быть оцинкованы постепенным погружением. Эту процедуру можно использовать, когда ширина изделия превышает ширину чайника.Изделие оцинковывают, используя серию погружений или раскатывая изделие в расплавленном цинке чайника.
Проектировщик должен учитывать методы обращения с материалами, используемые на заводах по цинкованию. Использование подъемников и кранов — обычное дело. Большие узлы обычно поддерживаются цепными стропами или подъемными приспособлениями, если они предусмотрены. Для одновременного цинкования большого количества одинаковых изделий часто используются специальные приспособления и стойки.
Если эстетика важна, обеспечьте подъемные приспособления для гальванизатора.Поскольку весь материал погружается в котел для цинкования с потолка, для поддержки материала будут использоваться цепи, проволока или другие удерживающие устройства, если не предусмотрены специальные подъемные приспособления. Цепи и проволока обычно оставляют след на оцинкованном изделии. Этот знак не обязательно наносит ущерб покрытию, но может повлиять на желаемый эстетический вид.
Для больших секций труб, резервуаров с открытым верхом и аналогичных конструкций может потребоваться установка поперечных распорок для сохранения их формы во время погрузочно-разгрузочных работ.
Хотя «размер» обычно вызывает ассоциации с крупными предметами, меньшие предметы также заслуживают внимания. В процессе цинкования можно обрабатывать мелкие предметы на стеллаже. Детали длиной менее 15 дюймов (38,1 см) часто оцинковывают в перфорированных корзинах. Затем корзину центрифугируют, чтобы удалить излишки цинка с кусков и обеспечить более гладкое покрытие. Крепежные элементы, небольшие скобы и зажимы типичны для работы в корзинах.
Большой вес изделий может быть фактором цинкования — в основном из-за манипуляций, необходимых для перемещения предметов шаг за шагом.Таким образом, следует определить грузоподъемность вашего гальванизатора, если это может быть фактором в ваших конструктивных соображениях.
Вернуться к списку
Обеспечение надлежащего дренажа
Для эффективного цинкования чистящие растворы и расплавленный цинк должны течь внутрь, над, насквозь и выходить из готового изделия без чрезмерного сопротивления.
Неспособность обеспечить этот свободный, беспрепятственный поток — частая причина проблем как для гальванизатора, так и для заказчика.Неправильная конструкция дренажа приводит к плохому внешнему виду гальваники и чрезмерному накоплению цинка, что является ненужным и дорогостоящим.
Чтобы обеспечить беспрепятственный поток раствора, все ребра жесткости, косынки и распорки должны быть обрезаны минимум на 3/4 дюйма (19,05 мм).
Обеспечьте отверстия диаметром не менее 1/2 дюйма (13 мм) в торцевых пластинах на катаных стальных профилях, чтобы обеспечить доступ расплавленному цинку в ванне для цинкования и дренаж во время извлечения. В качестве альтернативы отверстия диаметром не менее 1/2 дюйма (13 мм) могут быть расположены в стенке в пределах 1/4 дюйма (6 мм) от торцевой пластины.
Вернуться к списку
Закрытые и полузакрытые изделия
Резервуары и закрытые сосуды должны быть спроектированы таким образом, чтобы кислотные чистящие растворы, флюсы и расплавленный цинк могли проникать и течь вверх через закрытое пространство и выходить через отверстие в самой высокой точке. Это предотвращает захват воздуха при погружении изделия. Конструкция также должна предусматривать полный дренаж как внутренних, так и внешних деталей во время вывода.
Если необходимо оцинковать как внутреннюю, так и внешнюю поверхности, необходимо предусмотреть по крайней мере одно заливное и сливное отверстие и вентиляционное отверстие.Заливное отверстие должно быть настолько большим, насколько позволяет конструкция, но не менее 3 дюймов в диаметре на каждый кубический ярд (или 10 см в диаметре на каждый 1,0 кубический метр) объема с минимальным диаметром 2 дюйма (50 мм). По диагонали напротив заливного отверстия должно быть предусмотрено вентиляционное отверстие, по крайней мере, такого же размера. Это позволяет воздуху выходить и облегчает слив.
В резервуарах внутренние перегородки должны быть обрезаны на дне или снабжены подходящими дренажными отверстиями, чтобы обеспечить свободный поток расплавленного цинка.Люки, люки, бобышки и отверстия должны быть обработаны заподлицо, чтобы предотвратить улавливание излишков цинка.
Отверстия должны быть размещены так, чтобы флюс на емкости мог плавать на поверхности ванны. Они также предотвратят образование воздушных карманов, которые не позволят кислотной ванне полностью очистить внутреннюю часть сосуда.
Диаметр отверстия должен составлять не менее 1 дюйма на фут (83,3 мм на метр) диаметра резервуара. Минимально допустимый диаметр отверстия составляет 2 дюйма (50 мм).Цистерны диаметром более 48 дюймов (1,22 метра) должны иметь люк на одном конце и все шесть отверстий.
Такие изделия, как резервуары и ресиверы воздуха, которые должны быть оцинкованы только снаружи, должны иметь трубки для подводного плавания или удлиненные вентиляционные трубы. Эти отверстия обеспечивают выход воздуха из емкости выше уровня расплавленного цинка в котле для цинкования. Перед использованием этой временной арматуры следует проконсультироваться с гальванизатором.
Всегда разумно, чтобы оцинковщик просматривал чертежи закрытых или частично закрытых емкостей перед их изготовлением.Он может сообщить вам о любых изменениях, которые сделают ваш продукт лучше. Если изменение необходимо для облегчения цинкования, наименее затратное время для внесения изменений — до изготовления.
Вернуться к списку
Трубчатые и полые изделия
Трубчатые конструкции, такие как поручни, колонны из труб, балки из труб, столбы уличных фонарей, опоры для передачи, фермы для труб и мосты для знаков, обычно оцинковываются.
Очистка.
Как и вся сталь, подлежащая гальванизации, трубы и другие полые материалы должны быть тщательно очищены до того, как расплавленный цинк сплавится со сталью для получения гальванического покрытия.Труба обычно вызывает две особые проблемы с очисткой:
- «Покрытие прокатного стана» (лак, лак и аналогичные материалы), нанесенное производителем, требует дополнительных затрат на удаление на заводе цинкования. Кроме того, некоторые составы, как иностранные, так и отечественные, чрезвычайно трудно удалить обычными чистящими растворами; может потребоваться взрывная работа. Удаление этого покрытия на заводе по цинкованию можно избежать, заказав у поставщика трубы без покрытия, за которые обычно не взимается дополнительная плата.
- Сварка труб с прокатным покрытием вызывает ожоги и карбонизацию лака в окружающих отапливаемых областях. Эта «сажа» должна быть удалена струйной очисткой или другими механическими средствами. Обгоревшее покрытие может быть удалено при струйной очистке для удаления сварочного флюса, но если сварка проводилась непокрытым стержнем, любая струйная очистка или другая ручная очистка являются дорогостоящими и крайне непрактичными.
Вентиляция.
Вентиляция трубчатых конструкций и полых конструкций является обязательной.
Любая травильная кислота или промывочная вода, которая может попасть в глухое или закрытое соединение, будет преобразована в перегретый пар и может развивать давление до 3800 фунтов на квадратный дюйм при погружении в расплавленный цинк при температуре 850 ° F (455 ° C). Это серьезная потенциальная опасность для гальванического оборудования и персонала.
Так как надлежащее цинкование требует, чтобы внутренняя и внешняя части были полностью очищены и покрыты цинком, воздух и пенистые флюсы должны течь вверх и полностью наружу; Чистящие растворы и расплавленный цинк должны стекать внутрь и полностью намочить поверхности.
Проще говоря, конструкция должна опускаться в раствор, не задерживая воздух. Он должен быть поднят из раствора, не задерживая какой-либо раствор. Следовательно, в узлах должны быть предусмотрены широкие проходы, которые позволяют входить и выходить потоки.
Поскольку оцинкованные элементы погружаются и извлекаются под углом, вентиляционные отверстия должны быть расположены в самой высокой точке, а дренажные отверстия — в самой нижней точке каждого элемента.
Все секции сборных трубопроводов должны быть соединены между собой полностью открытым тройником или угловыми соединениями.Каждая закрытая секция должна иметь вентиляционные отверстия на каждом конце.
Большинство гальванизаторов предпочитают визуально определять вентиляцию снаружи при получении сборки. Это необходимо для проверки соответствия вентиляции, а также для того, чтобы убедиться, что она не была пропущена по ошибке. Некоторые гальваники могут не решаться обрабатывать сложные сборки труб (например, перила), если все вентиляционные отверстия не видны снаружи и не легко доступны для осмотра.
Опорные и концевые пластины должны быть спроектированы таким образом, чтобы облегчить вентиляцию и дренаж.Полное разрезание пластины обеспечивает минимальное препятствие для полного свободного потока в трубу и из нее. Поскольку это не всегда возможно, использование вентиляционных отверстий в пластине часто является решением.
Вентиляционные отверстия можно закрыть заглушками привода или заглушками, установленными после цинкования. Для этого часто используются свинцовые гири грушевидной формы. Их можно легко забить и отпилить заподлицо с окружающими поверхностями.
Рекомендуется полностью погрузить трубчатые конструкции в котел для цинкования за один раз.Это может быть трудно обнаружить во время осмотра из-за размера и формы предмета.
Допускаются различные методы создания вентиляционных отверстий, но при необходимости следует помнить о последующей закупорке этих отверстий.
Внутренние косынки и концевые фланцы также должны иметь вентиляционные и дренажные отверстия. В полых круговых формах они должны быть расположены диаметрально противоположно друг другу на противоположных концах элемента.
В прямоугольных полых формах четыре угла внутренних косынок должны быть обрезаны.Внутренние косынки во всех больших полых секциях должны иметь дополнительное отверстие в центре. Там, где есть фланцы или торцевые пластины, более экономично размещать отверстия во фланцах или пластинах, а не в секции.
Поручень.
- Вентиляционные отверстия должны располагаться как можно ближе к сварному шву и иметь диаметр не менее 3/8 дюйма.
- Внутренние отверстия должны быть на всю длину. трубы для лучшего качества цинкования и наименьшей стоимости цинкования.
- Вентиляционные отверстия в концевых секциях аналогичных секций должны иметь диаметр 1/2 дюйма.
- Любое устройство, используемое для монтажа в полевых условиях, которое предотвращает полные отверстия на концах горизонтальных направляющих и вертикальных опор, должно быть оцинковано отдельно и прикреплено после цинкования.
Вентиляционные отверстия должны быть видны снаружи любого узла трубы.
Если полные внутренние отверстия (полный внутренний диаметр трубы) не включены в конструкцию поручня, должно произойти следующее:
- Каждое вентиляционное отверстие должно располагаться как можно ближе к сварным швам и составлять 25% l.D. трубы, но не менее 3/8 дюйма в диаметре.
- Вентиляционные отверстия в концевых или аналогичных секциях должны иметь диаметр 1/2 дюйма.
- Любое устройство, используемое для монтажа в полевых условиях, которое предотвращает полные отверстия на концах горизонтальных направляющих и вертикальных опор, должно быть оцинковано отдельно и прикреплено после цинкования.
Вентиляционные отверстия должны быть видны снаружи любого узла трубы.
Прямоугольная трубная ферма
Вертикальные разрезы
Каждый вертикальный элемент должен иметь два (2) отверстия вверху и внизу, на расстоянии 180 ° друг от друга на одной линии с горизонтальными элементами.Размер отверстий предпочтительно должен быть одинаковым, а общая площадь двух отверстий на обоих концах вертикалей должна составлять не менее 30% площади поперечного сечения.
Торцевые пластины — горизонтальные
- Самое желанное — полностью открытое.
- Если H + W = 24 дюйма или больше, площадь отверстий. Зажимы должны составлять 25% площади трубки (В + Ш).
Если H + W менее 24 дюймов до 16 дюймов включительно — 30%.
Если H + W меньше 16 дюймов до 8 дюймов включительно — используйте 40%.
Если H + W меньше 8 дюймов — оставить открытым.
Трубная ферма 3 дюйма и больше
Вертикальные разрезы
Каждый вертикальный элемент должен иметь два (2) отверстия вверху и внизу, разнесенных на 180 ° на одной линии с горизонтальными элементами. Размер отверстий предпочтительно должен быть одинаковым, а общая площадь двух отверстий на обоих концах вертикалей должна составлять не менее 30% площади поперечного сечения.
Торцевые пластины — горизонтальные
- Наиболее желательно — полностью открытое «одинакового диаметра».’
- Равные заменители — отверстия должны составлять не менее 30% площади внутреннего диаметра.
Секции коробки
ВНУТРЕННИЕ ВСТАВКИ должны располагаться на расстоянии не менее 36 дюймов.
Секции коробки — В + Ш-24 дюйма или больше — площадь отверстия плюс зажимы должна составлять 25% площади поперечного сечения коробки (В + Ш).
Секции коробки — В + Ш менее 24 дюймов, но больше или равно 16 дюймов — используйте 30%.
Секции коробки — H + W меньше 16 дюймов, но больше или равно 8 дюймов — используйте 40%.
Секции бокса — В + Ш до 8 дюймов оставить полностью открытыми; без торцевой пластины или внутренних косынок.
Следующая таблица предназначена только для квадратных коробов. Для прямоугольных профилей рассчитайте требуемую площадь и уточните расположение проемов у гальванизатора.
| Размер коробки В + Ш | отверстий A-DIM | Уголки с фиксаторами B-DIM |
| 48 дюймов | 8 дюймов | 6 дюймов |
| 36 дюймов | 6 дюймов | 5 дюймов |
| 32 ” | 6 дюймов | 4 дюйма |
| 28 ” | 6 дюймов | 3 дюйма |
| 24 дюйма | 5 дюймов | 3 дюйма |
| 20 дюймов | 4 дюйма | 3 дюйма |
| 16 дюймов | 4 дюйма | 2 дюйма |
| 12 дюймов | 3 дюйма | 2 дюйма |
Конический — сигнальный рычаг
А.Малый конец полностью открыт.
Полюс Тарелка Конец
- Самое желанное — полностью открытое.
- Допустимые альтернативы — полукруги или паз и круглое отверстие должны составлять 30% площади внутреннего диаметра. полюсного конца конического рычага для внутреннего диаметра 3 дюйма и более. Отверстие должно составлять 45% площади полюсного конца сужающегося плеча, если внутренний диаметр меньше 3 дюймов.
Трубные колонны, трубные фермы, столбы уличных фонарей и передающие столбы с опорными плитами и с заглушками или без них.
Расположение открытий
- Наиболее желательно — полностью открыть «того же диаметра», что и верхняя и нижняя секции.
Размеры
Отверстия на каждом конце должны составлять не менее 30% внутреннего диаметра. площадь трубы для трубы 3 ”и более и 45% внутреннего диаметра. площадь для трубы 3 ”или меньше.
Ниже приведен пример размеров для секции диаметром 6 дюймов. Оставьте 30% площади л. для размеров отверстий на каждом конце.
# 2 Half Circle A — 1-3 / 4 ”R.
№ 3 Прорезь B = 3/4 дюйма — центральное отверстие C = диаметр 3 дюйма.
# 4 Полукруг D = 1-5 / 8 ”R.
Вернуться к списку
Минимизация искажений
Некоторые готовые сборки могут деформироваться при температуре цинкования в результате напряжений, возникающих во время производства стали и последующих операций изготовления.
Чтобы минимизировать искажения, инженеры-конструкторы должны соблюдать следующие рекомендации:
- По возможности используйте симметричные катаные профили, а не угловые или швеллерные.Двутавры предпочтительнее уголков или швеллеров.
- Используйте детали в сборке, которые имеют равную или почти равную толщину, особенно в местах соединений.
- Изогните элементы до максимально допустимого радиуса, чтобы минимизировать локальную концентрацию напряжений.
- Соберите элементы сборки точно так, чтобы не приходилось прикладывать силу, пружинить или сгибать их в нужное положение во время соединения.
- Непрерывно сваривайте стыки, используя сбалансированные методы сварки, чтобы уменьшить неравномерные термические напряжения. Приемлемы шахматные методы сварки для получения непрерывного шва.При сварке в шахматном порядке материалов толщиной 1/8 дюйма (3,18 мм) или более легкого материала центры сварных швов должны быть ближе 4 дюймов (10,16 см).
- Избегайте конструкций, требующих двойного цинкования или прогрессивного цинкования. Предпочтительно строить сборки и подсборки в подходящих модулях, чтобы их можно было быстро и полностью погрузить в одно погружение. Таким образом, вся конструкция может равномерно расширяться и сжиматься. Если требуется двойное цинкование или прогрессивное цинкование, проконсультируйтесь с вашим оцинковщиком, если вы ожидаете больших различий в размере сечения.
- Проконсультируйтесь с вашим гальваническим предприятием относительно использования временных связей и / или усиления, чтобы минимизировать или предотвратить коробление и деформацию во время цинкования.
Рекомендации по минимизации деформации коробления приведены в Рекомендациях ASTM A384 «Защита от коробления и деформации во время горячего цинкования стальных сборок» и Спецификации CSA G164 «Горячее цинкование изделий неправильной формы».
Вернуться к списку
Перекрывающиеся и соприкасающиеся поверхности
При проектировании изделий, которые будут оцинкованы после изготовления, лучше избегать узких зазоров между пластинами, перекрывающихся поверхностей, а также стыковых углов и каналов.
Если невозможно избежать перекрытия или соприкосновения поверхностей, все края должны быть полностью загерметизированы сваркой. Это связано с тем, что вязкость цинка не позволяет ему проникать в пространство размером менее 3/32 дюйма (2,38 мм). Вступают менее вязкие травильные кислоты, но не цинк
Две другие проблемы, возникающие при плотном перекрытии поверхностей:
- Кислоты травления, которые могут быть захвачены, превратятся в пар, когда деталь будет погружена в ванну для цинкования.«Выдув» этого пара может предотвратить прилипание цинка к участку, прилегающему к стыку внахлест.
- Соли травильной кислоты могут задерживаться в этих труднодоступных местах из-за невозможности надлежащей промывки. Гальваническое покрытие может быть хорошего качества в прилегающей зоне, но влажность, встречающаяся спустя месяцы или даже недели, может смачивать эти кислотные соли. Это приведет к потеканию неприглядных пятен ржавчины на оцинкованном покрытии.
Чистящие растворы неэффективно удаляют масла и смазки, застрявшие между поверхностями в тесном контакте.Остаточное масло и смазка частично улетучиваются при температуре цинкования. Это предотвратит получение удовлетворительного цинкового покрытия в непосредственной близости от стыка внахлест. Важно указать, что соприкасающиеся поверхности стыка перед изготовлением должны быть тщательно очищены, а затем полностью герметизированы сваркой.
Если площадь сварного нахлеста велика, должны быть вентиляционные отверстия через одну или обе стороны в притертой области. Это сделано для предотвращения образования взрывоопасного давления любой влаги, попадающей через отверстие под штифт в сварном шве, в ванне для цинкования.Эта вентиляция становится более важной, когда поверхность большая или сталь тонкая. Информацию о размере и количестве вентиляционных отверстий см. В разделе «Рекомендуемые детали для оцинкованных конструкций». Вентиляционные отверстия можно закрыть после цинкования. Сварка уплотнения не является обязательной, но она не предотвращает улавливание влаги, внутреннее шуршание и просачивание, которые возможны в любом негерметичном соединении независимо от используемого защитного покрытия.
Если два стержня сходятся под углом, после сварки необходимо обеспечить зазор не менее 3/32 дюйма (2,38 мм), чтобы гарантировать смачивание участка расплавленным цинком.Может использоваться прерывистый угловой сварной шов. Это может быть только с одной стороны стержня или, при необходимости, прерывистый угловой шов с шахматным расположением швов может использоваться с обеих сторон, так что не может образоваться карман. Однако этот тип сварки не подходит для несущих элементов.
Рекомендуемая практика ASTM A385 «Обеспечение высококачественных цинковых покрытий (HotDip)» содержит руководство по цинкованию перекрывающихся поверхностей.
Вернуться к списку
Отливки
Чистота очень важна для правильного и полного цинкования отливок.Тщательная абразивная очистка — наиболее эффективный метод очистки от формовочного песка и загрязнений. Обычно это достигается дробью или пескоструйной очисткой. Пескоструйная очистка или комбинация дроби и дроби обычно предпочтительны. Обычно отливки очищаются в литейном цехе, поскольку большинство гальванических предприятий не имеют оборудования для абразивоструйной обработки.
Обычный процесс кислотной очистки, используемый большинством гальванизаторов, плохо очищает отливки, потому что песок и другие поверхностные включения не удаляются соляной или серной кислотой.После абразивной очистки отливки можно подвергнуть оплавлению для подготовки к цинкованию.
Прочное гальваническое литье без напряжений с хорошей обработкой поверхности обеспечивает получение высококачественных гальванических покрытий. Для отливок, подлежащих оцинковке, должны применяться следующие правила проектирования и подготовки:
- Избегайте острых углов и глубоких углублений.
- Используйте крупные цифры и большие радиусы для облегчения абразивной очистки.
- Укажите однородные сечения стен.Неравномерная толщина стенок в определенных конструкциях отливок может привести к деформации и / или растрескиванию. Это результат напряжений, возникающих при повышении температуры отливки в процессе цинкования. Единообразные сечения стен и сбалансированный дизайн уменьшат это.
- Перед цинкованием отливки подвергаются термической обработке. При определенных условиях состава или термической истории ударная вязкость отливок из ковкого чугуна может быть значительно снижена в результате цинкования. Этого можно избежать, если отливки подвергаются термообработке перед цинкованием следующим образом:
- Нагрейте при температуре 1250 ° F (677 ° C), пока все секции не достигнут этой температуры (выдержка не требуется).
- Выполните чистовую обработку и / или термообработку после абразивно-струйной обработки.
Вернуться к списку
Детали с резьбой
Оцинкованные крепежные детали рекомендуются для использования с узлами и сборками, оцинкованными методом горячего цинкования. Оцинкованные гайки, болты и винты обычных размеров можно легко приобрести у коммерческих поставщиков.
Узлы с болтовым соединением следует отправлять на гальванику в разобранном состоянии. Гайки, болты или шпильки, подлежащие оцинковке, также должны поставляться в разобранном виде.
Когда оцинковываемый элемент включает резьбовые узлы, делительный диаметр внутренней резьбы должен быть увеличен, чтобы обеспечить возможность ручной сборки после добавления цинка к наружной резьбе сопрягаемой детали.
Таким образом, болты полностью оцинкованы, но внутренняя резьба гаек должна быть нарезана с большим размером после цинкования, чтобы соответствовать увеличенному диаметру болтов. В то время как нарезание резьбы или повторная нарезка гаек после цинкования приводит к появлению внутренней резьбы без покрытия, цинковое покрытие на зацепленной наружной резьбе защищает оба компонента от коррозии.В целях экономии гайки обычно оцинковываются как заготовки, а резьба после цинкования нарезается с завышенной резьбой.
Для удаления излишков цинка и получения более гладких покрытий мелкие детали, включая крепежные детали, после извлечения из ванны для цинкования подвергают центрифугированию в специальном оборудовании.
Предметы, слишком длинные или слишком большие для центрифугирования, например длинные стержни с резьбой, можно чистить проволочной щеткой в горячем состоянии, чтобы удалить излишки цинка с резьбы.
Шпильки, приваренные к узлам, возможно, придется очистить после охлаждения узла.Это требует повторного нагрева ацетиленовой горелкой и очистки проволочной щеткой для удаления излишков цинка. По возможности следует рассматривать альтернативы приварным шпилькам.
Маскирование для предотвращения цинкования резьбы на трубах или фитингах очень сложно. Рекомендуемая практика — очистить или постучать после цинкования.
Анкерные приспособления (такие как резьбовые шпильки и анкерные болты) иногда рекомендуется оцинковывать только на резьбовых участках или на участках, которые должны быть открыты над землей. Это может быть дороже, чем цинкование всего устройства, из-за необходимости в дополнительном обращении.Для элементов, закрепляемых в бетоне, может быть предусмотрено полное цинкование. Исследования подтвердили высокую прочность сцепления и высокую эффективность гальванизированной стали в бетоне.
Резьбовые отверстия необходимо заменить на размер больше, чем после цинкования, если они должны содержать оцинкованный болт после сборки. После цинкования рекомендуется нарезание резьбы во всех отверстиях, чтобы исключить затраты на нарезание двойной резьбы и возможность нарезания поперечной резьбы.
Рекомендуемая нарезка гаек и внутренней резьбы следующая:
| Размер болта или шпильки Диаметр, дюймы | Минимальный переворот внутренней резьбы, дюймы * |
| 7/16 и менее | 0.016 |
| От 16.07 до 1 | 0,021 |
| Более 1 | 0,031 |
| * Применяется как для шагового, так и для вспомогательного диаметра, минимальных и максимальных пределов. | |
Для резьбы более 1 и 1/2 дюйма часто более практично, если позволяет расчетная прочность, перед цинкованием нарезать наружную резьбу на 0,031 дюйма (0,79 мм) меньшего размера, чтобы можно было использовать стандартный метчик на гайке. В спецификации ASTM A563 (A563M) «Гайки из углеродистой и легированной стали» обсуждается требуемая минимальная диаметральная величина перехлеста гаек, используемых с болтами, оцинкованными горячим способом.(Примечание: допуски на перекрытие, содержащиеся в A563 на момент печати, находятся на рассмотрении и пересмотре.)
Производители резьбовых деталей признают, что на их заводах, где должны быть оцинкованы определенные детали, должны соблюдаться специальные процедуры. Ниже приведены некоторые примеры:
- Рекомендуются стержни с низким содержанием углерода, поскольку высокое содержание углерода или кремния приводит к более тяжелому и грубому гальваническому покрытию резьбы.
- Для нарезания резьбы или гибки горячей штамповки требуется очистка на заводе-изготовителе для удаления окалины перед нарезанием резьбы.В противном случае при удалении окалины произойдет чрезмерное травление резьбы.
- Использование острых производственных инструментов обязательно. Рваные и рваные нити открываются в процессах травления и цинкования. Изношенные инструменты также увеличивают диаметр болтов. При длительных пробегах необходима частая проверка.
- Резьба стандартного размера нарезана на болте, а гайки стандартного размера после цинкования повторно нарезаются на размер больше.
Вернуться к списку
Подвижные части
Когда оцинкованная сборка включает движущиеся части (например, ручки, скобы и валы), радиальный зазор составляет не менее 1/16 дюйма (1.59 мм), чтобы обеспечить полную свободу движения после добавления цинка во время цинкования.
Рекомендуется, когда это возможно, проектировать работу таким образом, чтобы петли можно было прикрепить болтами к рамам, крышкам, корпусам и т. П. После цинкования.
Петли следует оцинковывать отдельно и собирать после цинкования. Все петли, подлежащие оцинковке, должны быть со свободным штифтом. Перед цинкованием все смежные кромки следует отшлифовать, чтобы оставить зазор не менее 0,8 мм (1/32 дюйма).Отверстия для штифтов можно очистить от излишков цинка во время сборки. После оцинкования петель рекомендуется использовать штифт меньшего размера, чтобы компенсировать накопление цинка в процессе цинкования. При желании отверстия для штифтов в петлях могут быть расширены на 1/32 дюйма (0,8 мм) после цинкования, чтобы можно было использовать штифты стандартного размера.
Иногда необходимо подогревать движущиеся части, чтобы они работали свободно. Нагревание может вызвать обесцвечивание оцинкованного покрытия вблизи зоны повторного нагрева.
Вернуться к списку
Идентификационная маркировка
Опознавательные знаки на готовых изделиях должны быть тщательно подготовлены перед цинкованием, чтобы они были читаемыми после цинкования.
Не используйте краску для нанесения адресов, инструкций по доставке и номеров работ на оцинковываемых изделиях. Краски на масляной основе и пятна от мелков не удаляются кислотами для травления. Это приводит к дополнительной работе и дополнительным расходам со стороны гальванизатора, чтобы должным образом подготовить сталь к цинкованию.
Для временной идентификации необходимо указать съемные металлические бирки или водорастворимый маркер.
Если требуется постоянная идентификация, есть три подходящих альтернативы для маркировки стальных конструкций, подлежащих горячему цинкованию. Каждый из них позволит быстро идентифицировать элементы после цинкования и на месте сборки. Три варианта маркировки:
- Нанесите по глубине трафарет стальную бирку (калибр не менее 12) и прочно прикрепите ее к конструкции с помощью стальной проволоки калибра не менее 9.Бирка должна быть прикреплена к изделию свободно, чтобы область под проволокой могла быть оцинкована, и чтобы проволока не «замерзла» на изделии, когда расплавленный цинк затвердеет. Также рекомендуется использовать более одной метки на каждом элементе работы, требующем идентификации. Использование при транспортировке может привести к случайной потере бирки. При желании бирки могут быть приварены непосредственно к материалам.
- Штамповка поверхности изделия с помощью трафаретов для высечки или серии меток кернером.Эти отметки должны быть размещены в стандартном месте на каждом из элементов. Они должны быть минимум 1/2 дюйма (12,7 мм) в высоту и 1/32 дюйма (0,08 мм) в глубину, чтобы обеспечить читаемость после цинкования. Этот метод не следует использовать для маркировки элементов, критических для разрушения.
- Использование серии сварных швов для маркировки букв или цифр непосредственно на изделии. Однако важно удалить весь сварочный флюс.
Не используйте алюминий, пластик, бумагу или краску для маркировки предметов перед цинкованием.
Вернуться к списку
Ремонт оцинкованной поверхности
Иногда горячеоцинкованные покрытия повреждаются из-за чрезмерно грубого обращения во время транспортировки или монтажа. Повреждение также может быть результатом сварки или газовой резки.
Если повреждены ограниченные участки, рекомендуется использовать ремонтные стержни или порошки из цинкового сплава с низкой температурой плавления, использовать краску с высоким содержанием органического цинка или использовать напыляемый цинк (металлизация) для защиты области.
Рекомендуемая практика ASTM A780 «Ремонт поврежденных покрытий горячего цинкования» охватывает допустимые методы восстановления поврежденных участков.
Вернуться к списку
Рекомендации после цинкования
Предотвращение пятен при влажном хранении
Когда оцинковщики знают, что после цинкования изделия будут складываться или храниться во влажной среде, они часто предлагают применить обработку после цинкования, которая предотвратит образование пятен от влажного хранения («белая ржавчина»).
Пятно от влажного хранения — это повреждение гальванического покрытия с образованием белого продукта коррозии. Это вызвано удерживанием конденсата или сточных вод между контактирующими поверхностями при плохой циркуляции воздуха.Хотя воздействие часто бывает поверхностным, несмотря на относительную громоздкость продукта коррозии, его внешний вид может быть нежелательным. Ваш гальванизатор может обсудить простые процедуры, которые можно применить на предприятии гальваники.
Для получения более подробной информации см. Публикацию AGA «Пятно при хранении при влажном хранении».
Живопись
В целом, только гальваническое покрытие обеспечивает наиболее экономичную защиту стали от коррозии. Когда оцинкованные покрытия окрашивают, это обычно делается из эстетических соображений, для идентификации или предупреждения, для маскировки или дополнительной коррозионной стойкости в тяжелых условиях эксплуатации или воздействия.
Во многих случаях идеальным сочетанием являются дуплексные системы цинкование с покраской. Оцинкованное покрытие обеспечивает стабильную основу, которая значительно увеличивает срок службы краски, в то время как пленка краски защищает цинковое покрытие, давая синергетический эффект, при котором комбинация сохраняется значительно дольше, чем общее покрытие каждого покрытия в отдельности.
Там, где сталь подвергается воздействию высококоррозионных сред или где доступ затруднен, и самые длинные из возможных систем горячего цинкования и окраски обеспечивают наилучшую защиту стали.Достигается очень долгий срок службы даже при неблагоприятных условиях воздействия, что обеспечивает исключительную экономичность по сравнению с другими системами покрытий.
Более длительный срок службы правильно подобранных и нанесенных лакокрасочных покрытий на оцинкованные стальные поверхности является следствием стабильной цинковой основы, которая предотвращает возникновение ржавчины на порах и царапинах и, как следствие, ползучесть под пленкой краски.
Результаты испытаний показывают, что подходящие лакокрасочные покрытия на оцинкованной стали достигают синергетического эффекта, при котором дуплексное покрытие сохраняется в три раза дольше до техобслуживания, чем эквивалентные лакокрасочные покрытия на черной стали.
Вернуться к списку
Соответствующие спецификации
Американское общество испытаний и материалов (ASTM)
A90 Методы испытания веса покрытий на изделиях из оцинкованного (гальванизированного) железа или стали
A123 Цинковые (горячеоцинкованные) покрытия на изделиях из чугуна и стали
Al 43 Рекомендуемая практика защиты от охрупчивания изделий из конструкционной стали, оцинкованной методом погружения, и процедура обнаружения охрупчивания
Al 53 Цинковое покрытие (горячее погружение) на изделия из железа и стали
Высокопрочные болты A325 для соединений из конструкционной стали, включая подходящие гайки и плоские закаленные шайбы
A384 Рекомендуемая практика защиты от коробления и деформации во время горячего цинкования стальных узлов
A385 Рекомендуемая практика для нанесения высококачественного цинкового покрытия (горячего погружения) на собранные изделия
Болты и гайки стойки трансмиссии из оцинкованной стали A394
A780 Практика ремонта поврежденных горячеоцинкованных покрытий
B6 Цинк Металлы (слябовый цинк)
E376 Рекомендуемая практика для измерения толщины покрытия методами испытаний магнитным полем или вихревыми токами (электромагнитными)
Канадская ассоциация стандартов
C164-M Горячее цинкование изделий неправильной формы
Характеристики цинкования Duncan
Раздел 05030-Гальванизация и покрытие металлов — доступно на диске в формате Mac или ПК или на компакт-диске.
Металлические гофрированные материалы: Металлы префорированные
Corrugated Metals, Inc. уже более века является ведущим поставщиком перфорированных металлических изделий. От легких декоративных элементов до несущих конструктивных элементов — мы проектируем и производим перфорированный металл в точном соответствии с требованиями самых требовательных клиентов.
Перфорированный металл — это идеальное сочетание прочности, функциональности и гибкости конструкции, что делает его практичной альтернативой для разнообразного применения.Установленный на фасадах зданий, он может использоваться для создания уникальных и выразительных архитектурных решений, помогая контролировать внутренний климат и экономить энергию. Наши перфорированные панели обеспечивают уединение жителей здания, не закрывая обзор, обеспечивают комфортный уровень естественного освещения и изолируют интерьер от чрезмерного шума.
Наши перфорированные изделия также играют важную роль во многих промышленных применениях. Мы можем спроектировать их для точного управления вентиляцией в нагревательных и охлаждающих установках, обеспечить противоскользящие поверхности для ступеней и подступенков и построить их с точным размером и расположением отверстий для использования в просеивании и транспортировке.
Мы предлагаем широкий выбор размеров отверстий, форм и рисунков перфорации, а наши производственные возможности включают широкий спектр материалов калибра от фольги до толстой пластины. Размер и сложность ограничены только вашим воображением. Мы придерживаемся строжайших допусков по толщине, отверстиям, плоскостности и качеству поверхности, а наши высококачественные продукты и услуги сделали нас ведущим поставщиком перфорированной продукции для многих отраслей промышленности.
Как партнерский ресурс мы участвуем в разработке продуктов, уделяя особое внимание повышению качества и экономии средств.Мы стремимся к постоянному обновлению наших процессов и внедрению новых технологий для удовлетворения потребностей наших клиентов.