Приспособление для заточки ножей фуганка или рейсмуса
Ножи для фуганка тупятся довольно быстро, особенно если они относятся к дешевой категории. Такой нож нужно затачивать после каждого применения и материал выдерживает ограниченное количество заточек, после чего нужно покупать новый нож. В принципе, ничего страшного в это процессе нет, если бы не одно «но». Безнадежно испортить нож можно уже первой заточкой, так что важно правильно соблюдать угол для правки. Но как это сделать, если у вас нет специального станка для этой цели? И в принципе, можно ли заточить такой инструмент вручную? Можно, и на практике это доказал автор англоязычного YouTube-канала Paoson WoodWorking. Он предложил своим зрителям простое ручное приспособление, которое позволяет ровно заточить лезвия под нужным углом. Вы можете без труда изготовить такое же для своей мастерской.
Читайте в статье
1 Что потребуется для изготовления заточного инструмента
2 Как подготовить ножи к заточке
3 Изготовление приспособления для заточки лезвий
4 Как точить ножи ручным приспособлением
Что потребуется для изготовления заточного инструмента
Чтобы сделать ручное приспособление, вам потребуется деревянный брусок, желательно из твердой породы дерева, например – дуба. Кроме него вам пригодятся 6 болтов. Для обработки инструмента нужна пила и дрель.
ФОТО: YouTube.comСама конструкция будет выглядеть, как на этой 3D модели: вверху расположена удобная ручка, за которую можно крепко держаться, а внизу рабочая поверхность, в которой фиксируются снятые со станка ножи
Как подготовить ножи к заточке
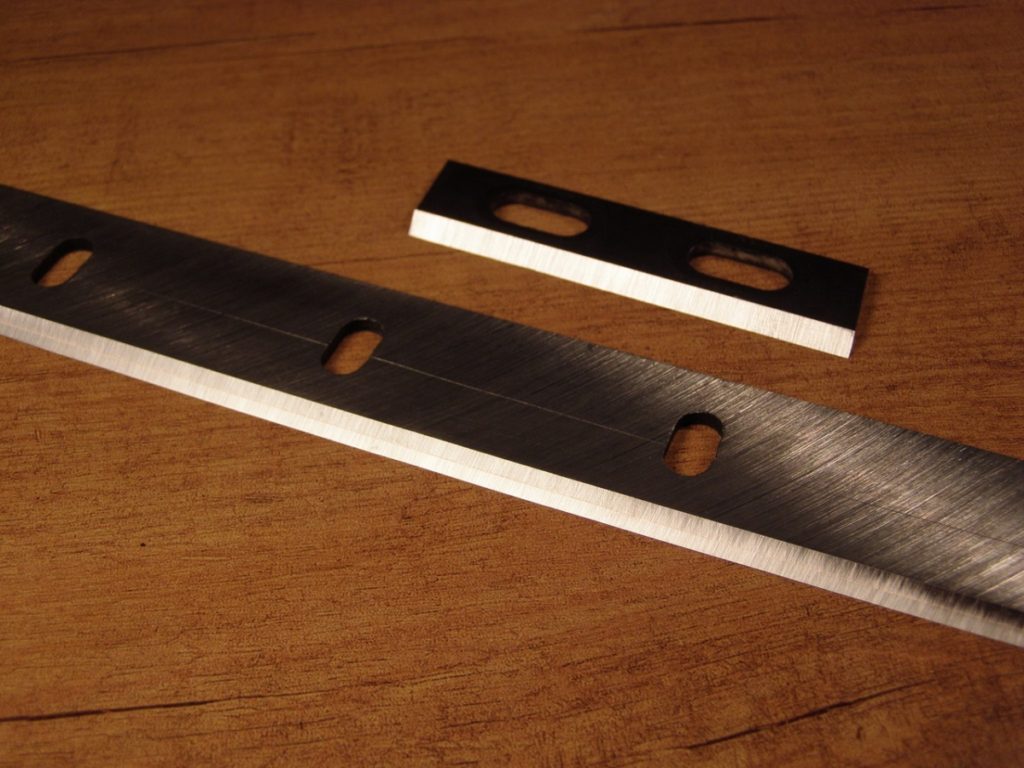
Чтобы заточить нож, его нужно предварительно внимательно осмотреть. Если вы заметили на ноже небольшой изгиб – это нормально, это сделано специального для того, чтобы увеличить прочность крепления лезвия и увеличить жесткость режущего края.
ФОТО: YouTube.comГораздо хуже, если вы заметили на ноже сколы или трещины. Ножи с трещинами вообще больше нельзя использовать, это опасно, а сколы могут образоваться, например, если вы строгали старые доски и пропустили гвоздь. Такой нож вручную выправить очень сложно, лучше обратиться с профессионалам, которые помогут решить эту проблему на станкеФОТО: YouTube.comПеред ручной заточкой нужно обезжирить поверхность лезвия любым доступным для вас средством. Удалите с ножа появившуюся ржавчину
Изготовление приспособления для заточки лезвий
Срез строгального ножа находится под углом в 40 градусов, следовательно, нужно зафиксировать его под этим углом для заточки. На всякий случай проверьте угол заточки доступными вам инструментами.
ФОТО: YouTube.comНа заготовке-бруске нужно сделать пропил глубиной примерно в 1.2 сантиметра под необходимым углом. В эту прорезь будет помещаться лезвие ножа. Обратите внимание на толщину ваших ножей, они бывают разнымиФОТО: YouTube.comЧтобы сформировать на инструменте ручку, нужно в боковых частях с двух противоположных сторон выбрать древесину, как показано на фото, и отшлифовать эту часть шкуркой, чтобы не занозить ладони во время работыФОТО: YouTube.comВ нижней части плашки с каждой стороны разреза через равные промежутки следует просверлить по 3 отверстия для фиксации болтовФОТО: YouTube.comЭти болты будут прижимать лезвие в пазу и не давать ему смещаться во время заточки, Фиксация достаточно надежнаяФОТО: YouTube. comТеперь можно поставить лезвия в пазы, зафиксировать их и приступать к заточке
Как точить ножи ручным приспособлением
Проверить, правильно ли вы подобрали угол на ручном приспособлении очень просто.
ФОТО: YouTube.comПрежде чем точить ножи, нанесите на кромку лезвия краску маркером и по истиранию этой краски вы сразу увидите, насколько правильно идет заточка
Второй важный момент – правильное размещение наждачной бумаги. Рекомендуется наклеить ее на стекло или идеально ровную каменную столешницу. Для наклеивания можно использовать тонкий двусторонний скотчи или приобрести наждак с уже готовым липким слоем на обратной стороне.
ФОТО: YouTube.comДля заточки используют три вида шкурки: сначала грубую, для предварительного выравнивания. Держите приспособление за ручку и направляйте движения вперед-назад с небольшим нажимомФОТО: YouTube.comПотом последовательно меняйте наждак на более мелкий для точной правкиТаким образом вы довольно быстро и точно вернете лезвиям фуганка или рейсмуса былую остроту, причем без особых усилий и специальных инструментов
Приспособление действительно очень простое и пользоваться им довольно удобно. Главное – не доводить ножи до такого стояния, когда править их уже будет невозможно. А для этого – тщательно осматривайте доски перед работой и удаляйте все гвозди. А вот еще один вариант наточки лезвий, теперь на станке :
Watch this video on YouTube
В этом случае угол заточки лезвия можно регулировать подъёмом и опусканием заточного круга.
Каково ваше мнение о ручном приспособлении для заточки лезвий? Если вы пользуетесь подобным или у вас есть усовершенствованная модель, напишите об этом в комментариях!
Угол заточки ножей для строгальных станков
Почему необходима своевременная и правильная заточка?
Строгальные ножи, как и другие режущие инструменты, требуют ухода по определенным причинам:
тупым лезвием строгальных ножей древесина будет обрабатываться очень некачественно;
при работе с мягкими сортами древесины на поверхности будет образовываться ворс и разнообразные неровности;
стертая кромка будет крошиться;
при выполнении строгания тупыми инструментами возникает перегрузка двигателя станка
Если вы даже решите выполнить заточку самостоятельно, используя алмазные бруски, то эффект от такой работы будет совсем незначительный. Вам придется перетачивать их в ближайшее время. По этим причинам люди, занимающиеся строганием профессионально, выбирают только автоматическую или механическую заточку.
Основные понятия в обслуживании дереворежущих инструментов. Часть 2
ЗАТОЧКА НОЖЕВЫХ ГОЛОВОК
Ножи в ножевых головках перетачивают по задней поверхности.
По способу заточки ножевые головки можно разделить на две подгруппы:
Первая подгруппа
Строгальные ножевые головки
Вторая подгруппа
Ножевые головки для обработки профильных поверхностей
Строгальной называется ножевая головка, в корпус которой устанавливаются прямые ножи. Эти ножи имеют толщину 3 мм, ширину 30 мм и различную длину в зависимости от ширины обработки.
Профильной называется ножевая головка, в корпус которой устанавливают профильные ножи. Эти ножи имеют толщину 8 мм, ширину 50, 60 или 70 мм (в зависимости от глубины профиля) и различную длину в зависимости от ширины обработки.
1. На специальном приспособлении в ножевой головке устанавливаются ножи. Ножи устанавливаются таким образом, чтобы все их вершины расположились строго на одной окружности. 2. Ножевая головка устанавливается на заточном станке таким образом, чтобы задняя поверхность ножа была строго параллельна плоскости шлифовального круга. 3. Абразивный инструмент подводится к задней поверхности ножа. Положение абразивного инструмента определяется по искре, то есть круг слегка касается затачиваемого инструмента. 4. Абразивный круг выполняет три движения: 4.1 n — вращение, об/мин 4.2 S — возвратно-поступательное движение вдоль оси ножевой головки, дв.ход/мин 4.3 S1 — прямолинейное движение перпендикулярно оси ножевой головки, мм/дв.ход
При заточке строгальных ножевых головок следует обращать внимание на ряд особенностей:
Ножи в обычных и гидрозажимных строгальных ножевых головках имеют разные задние углы.
Рисунок строгальной и гидрозажимной ножевых головок — рис.8
Задний угол у ножей в обычных строгальных ножевых головках составляет 45 градусов. Задний угол у ножей в гидрозажимных ножевых головках составляет 60 градусов.
Таким образом, ножи в обычных и гидрозажимных ножевых головках имеют различные углы заострения betta.
От величины угла заострения зависит сила резания, необходимая для отделения стружки. Чем меньше угол заострения, тем меньше силы резания. Однако, при уменьшении угла заострения режущая кромка начинает терять свою стойкость.
Для увеличения стойкости ножей в гидроголовках на задней поверхности ножа делают небольшую фаску. Эта фаска позволяет увеличить прочность режущей кромки и увеличить площадь соприкосновения режущей кромки с обрабатываемой заготовкой. В результате увеличения соприкосновения режущей кромки с обрабатываемой заготовкой увеличивается теплоотвод из зоны резания. Уменьшение температуры в зоне резания значительно увеличивает стойкость лезвия. Стойкость инструмента также существенно зависит от величины заднего угла. Чем больше задний угол, тем меньше интенсивность изнашивания лезвия по задней поверхности. По этой причине задний угол у ножей гидроголовок делают большим.
При заточке ножей с напайным твёрдым сплавом задний угол стальной державки должен быть на 5-10 градусов больше, чем угол самого твёрдосплавного лезвия. Это необходимо для того, чтобы алмазный круг не касался во время заточки стальной державки.
Рисунок заточки твёрдосплавного ножа — рис.9
Схема переточки твёрдосплавного ножа — рис.10
Весьма важно при заточке помнить предельно допустимые минимальные размеры строгального ножа. В обычных строгальных ножевых головках минимальная ширина ножа составляет 18,5 мм. При меньшей ширине ножа не обеспечивается надёжность крепления ножа в корпусе. В гидрозажимных строгальных ножевых головках минимальная ширина ножа составляет 21,3 мм.
Таким образом, у обычного строгального ножа, ширина которого составляет 30 мм, в обычной ножевой головке зона переточки составляет 11,5 мм, соответственно, в гидрозажимной ножевой головке зона переточки составляет 8,7 мм.
У твёрдосплавных ножей с напайным твёрдым сплавом минимальная высота напаянного твёрдого сплава при переточках должна быть не менее 4 мм. Как правило, высота напайки твёрдого сплава составляет 10 мм. Таким образом, зона переточки твёрдосплавного ножа составляет 6 мм.
Существуют специальные ножевые головки, в которых система крепления ножей устроена таким образом, что эти ножи перетачивают по передней поверхности на плоско-шлифовальных станках.
В этом случае строгальный нож на тыльной стороне имеет прецизионный выступ. В свою очередь зажимной кулачок в корпусе ножевой головки имеет ответный прецизионный паз. При установке ножей выступ на ноже совмещается с пазом в кулачке и все ножи устанавливаются точно равноудалёнными от центра на одной окружности.
Данные ножи имеют две режущие кромки. В процессе эксплуатации ножи переворачиваются.
Фото специальной ножевой головки — рис.11
Шлифуются эти ножи на плоско-шлифовальном станке до тех пор пока на передней поверхности ножа не исчезнет продольный паз. Глубина этого паза порядка одного миллиметра. Таким образом, такой нож можно переточить 10-15 раз.
Рисунок ножа — рис.12
Алгоритм заточки ножевой головки с профильными ножами следующий:
Алгоритм заточки ножевых головок с профильными ножами такой же, как и строгальных ножевых головок за исключением трёх моментов:
Для установки ножей в корпус ножевой головки не требуется никаких специальных приспособлений. На тыльной стороне ножа имеется прецизионное рифление, которое при установке ножа совмещается с ответным рифлением в корпусе инструмента.
Возвратно-поступательное движение вдоль оси инструмента абразивный круг выполняет не по прямолинейной траектории а повторяет криволинейный профиль ножа.
При переточке профильного ножа ось абразивного инструмента всегда параллельна оси ножевой головки.
Это обстоятельство приводит к тому, что задняя поверхность профильного ножа не прямолинейная, а радиусная.
Особенности заточки профильных ножей можно рассмотреть на примере ножей для обработки профильной вагонки.
Расположение изделия и ножей на 4-х стороннем станке — рис.13
Помимо основных геометрических параметров инструмент имеет также вспомогательные, которые по своей значимости не менее важны для качественной обработки изделия.
Одним из таких параметров является вспомогательный задний угол alfa.
На сечении D-D показан вспомогательный задний угол.
Этот угол необходим для того, чтобы вспомогательная задняя поверхность ножа при обработке не соприкасалась с обрабатываемой заготовкой. Если резец не имеет вспомогательных задних углов, инструмент начинает «гореть».
Рассмотрим заточку правого ножа.
рисунок правого ножа — рис.14
Представленный нож имеет ряд режущих кромок:
A-B, B-C, C-D, D-E, E-F
При заточке все режущие кромки ножа должны быть переточены.
В рассматриваемом случае критична переточка режущих кромок B-C и D-E. При переточке этих кромок происходит уменьшение размера C-D.
Для того, чтобы переточка кромок B-C и D-E была не столь критична данные кромки выполняют с углом в плане. Этот угол делают небольшим, чтобы не ослабить прочность соединения элементов готового изделия, он равен 2-3 градуса.
Гораздо лучшие условия обработки создаются при обработке шпунта и гребня составными фрезами.
При переточке составной фрезы также происходит уменьшение размера C-D. Однако, составная фреза может раздвигаться и точно восстановить первоначальный размер C-D. Составные фрезы раздвигаются с помощью дистанционных колец. Толщина такого кольца может быть равна 0,01мм. Соответственно, размер C-D можно корректировать с точность до 0,01мм. Данная точность является более чем достаточной.
То обстоятельство, что составные фрезы могут быть раздвинуты с большой точностью, позволяет выполнять их режущие кромки с большими вспомогательными задними углами.
Смирнов А.В. Технический директор ООО «Тул Лэнд»
Подготовка рабочего места и оборудования, установка винта, контролирующего угол
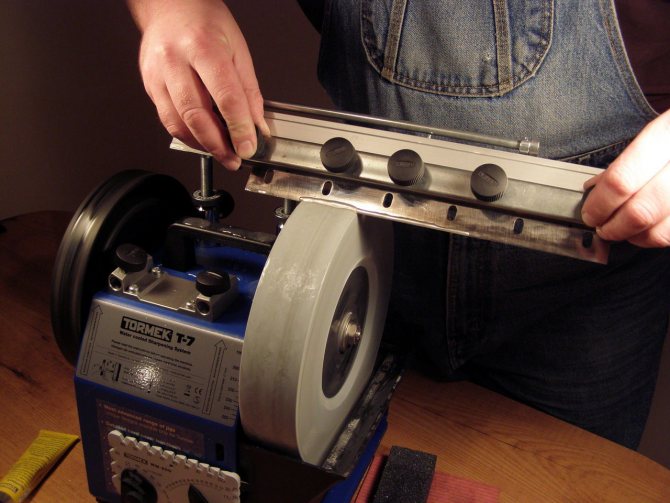
Для заточки ножей вам понадобится специальное точило, но необходимо использовать современные его вариации с низкой оборотной скоростью, которые обладают охлаждением водяного типа. Более всего для этих целей подойдет Tormek T7 со специальным держателем Tormek SVH. Выполнить этот процесс качественно поможет ровный и чистый заточный камень. В дальнейшем, практический пример и будет рассматриваться на основе комплекта оборудования Tormek.
При заточке необходимо установить винт, которым вы сможете изменять угол заточки, но прежде нужно подготовить рабочее пространство, выполнив определенные условия:
Устанавливаем заточный камень Tormek SG250, выравнивая его при помощи специального приспособления Tormek TT-50. Приспособление идет в комплекте с T7.
Необходимо сгладить заточный камень, используя брусок для очистки и выравнивания.
Убираем стандартный упор и ставим специализированный упор.
Вкручиваем сам винт, которым в дальнейшем возможна регулировка угла наклона затачиваемого кресла.
Устанавливаем специальный держатель для лезвия.
Рекомендуется затачивать режущие инструменты, чья ширина больше 12 миллиметров. А длина ножа уже не имеет никакого значения. длине и ширине ножа или только на половину ширины.
Тонкие ножи шириной 30-50 мм изготовляют из высококачественной инструментальной стали.
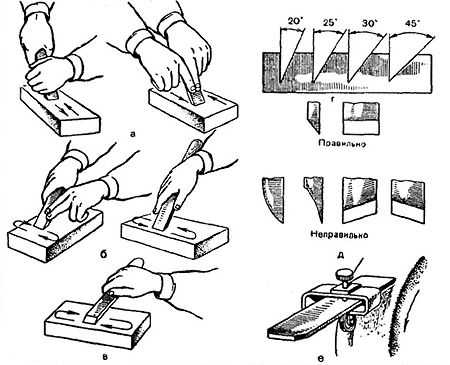
Качество строгания и устойчивость ножа зависят главным образом от его заточки и угла резания. Мшистость, шероховатость, неровность на строганых плоскостях материала появляются либо в результате затупления ножа, либо из-за неправильно подобранного угла резания. Угол резания установленных на валу строгальных ножей дол жен быть 50-65°, угол наклона — 10-15°. Эти углы определяются. как показано на рис. 85.
Рис. 85. Определение углов строгального ножа, вставленного в ножевой вал
Заточку ножей производят на точильных станках с ручной или автоматической подачей.
Для заточки плоских ножей фуговальных и рейсмусовых станков применяются специальные ножеточильные станки (рис. 86). В современных моделях ножеточильные станки оснащены приспособлениями для доводки лезвий.
лезвии.
Основные требования к заточке ножей при ручной подаче сводятся к следующему:
1) поверхность шлифовального круга должна быть чистой и незасаленной;
2) каретка должна подводиться к кругу плавно и мягко;
3) скорость подачи должна быть 4-6 об мин
4) каретку нельзя останавливать, если вращающийся шлифовальный круг находится в соприкосновении с затачиваемым ножом;
5) ход каретки должен быть на 10-15 см больше длины ножа, для того чтобы во время перемены хода шлифовальный круг выходил из соприкосновения с ножом.
Для заточки рекомендуется применять электрокорундовые абразивные круги на бакелитовой или керамической связке.
Устанавливаемые строгальные ножи должны быть одинаковой длины и иметь одинаковый вес. Если разница в весе ножей невелика, то их уравновешивают путем сошлифовывания фаски по всей длине ножа.
Устанавливать ножи после заточки надо с особой тщательностью, так чтобы лезвия всех ножей находились на одной окружности и на уровне задней плиты стола.
По окончании операции повертыванием ножевого вала подводят под рабочую часть приспособления второй нож и повторяют фугование и правку и т. д.
Даже при очень тщательной установке ножей в ножевом валу не удается расположить их режущие кромки строго на одной окружности. В радиусах резания получается разница в 0,05-0Л мм. Для уменьшения этой разницы в новых конструкциях станков применяют приспособления для правки ножей на месте установки.
При фуговании и правке ножей, установленных в ножевом валу, разница между радиусами
резания уменьшается до 0,03-0,02 мм, благодаря чему строганая поверхность получается более гладкой. Точильную часть приспособления приводят в легкое соприкосновение с лезвием одного ножа и закрепляют ее. После этого приспособление включают и перемещают вдоль направляющей ножа по всей его длине, производя выравнивание лезвия и одновременно его правку.
Скорости резания в современных строгальных станках допускаются от 25 до 40 м/сек при 4000-5000 об/мин. Поэтому во избежание вибраций станка ножевой вал должен быть выбалансирован, т. е. иметь по всей длине одинаковую толщину, одну и ту же плотность и одинаковый вес. Балансировка производится на балансировочных ножах (рис. 87).
Рис. 87. Ножевая головка на балансировочных ножах
Рис. 88. Способ крепления ножей при помощи одного винта: 1 — пружина, 2 — нож. 3 — клинья вкладыша, 4 — зажимная планка, 5 — ножевой нал, 6 — центральный винт, 7 — опорная поверхность
С целью ослабления шума при работе на больших скоростях на фуговальных и рейсмусовых станках ножевые головки оснащают спиральными ножами.
Совершенствование конструкций ножевых валов фуговальных и рейсмусовых станков в последние годы направлено на сокращение времени, необходимого для смены ножей. Из быстродействующих креплений ножей известны два способа: механический при помощи одного винта и системы клиньев и гидравлический при помощи шлангов, укладываемых вдоль ножевого вала.
При механическом способе (рис. 88) крепление ножа в пазу ножевого вала происходит за счет передачи усилия от винта 6 через клинья вкладыша 3 на зажимную планку 4 Для смены затупившегося ножа достаточно освободить, а потом затянуть один винт вместо пяти у ножевых валов с обычным креплением ножей.
Читать далее про столярные работы….
p.s. При копировании материалов и фотографий ссылка на сайт обязательна.
Саратов 2007-2015 г.
Оценка и установка требуемого угла наклона
Проанализировав особенности оставляемых заточным камнем следов, возможно правильно выполнить оценку угла наклона, подобрав нужные пропорции. Затем на закрепленный упор устанавливается держатель с ножом. Регулировка осуществляется винтами упора, нужно опустить держатель до касания камнем. Винтами выставления угла выбираем требуемый его параметр в отношении камня. Выполняя вращение в ручном режиме, по рискам на окрашенном лезвии определяется необходимость регулировки угла наклона держателя. И если это потребуется, такую регулировку очень просто сделать.
Рабочий диапазон углов 30-45 градусов. Точный его градус определяется по конкретному сорту дерева. В справочнике от 1985 года, написанном Карлом Фрониусом, говорится, что качество будет зависеть не только от угла, но и от вылета ножа и диаметра головы. Классическим параметром принято считать 40 градусов. Выбирая конкретное число, не стоит забывать, что фрезы спроектированы по стандартной затыловке. Если вы увеличите угол, то появляется риск трения затылка о заготовку. А если уменьшите, то режущая кромка станет слабее и тоньше.
Некоторые правила и особенности заточки
Установив угол наклона в нужную позицию, можно приступать к самому процессу заточки. Вы можете зафиксировать снимаемое количество металла, для этих целей предназначены два бегунка со шкалой и делением 0,1 мм. Специалист, выполняющий заточку, сможет регулировать этот параметр достаточно точно. Не стоит забывать после каждой подачи выполнять надежную фиксацию специальными зажимами, препятствующими появлению колебаний во время заточки.
Сам процесс заточки осуществляется благодаря изменению положения держателя в отношении заточного камня. Важно следить за тем, чтобы нож не попадал за крайнюю точку камня. Желательно останавливать держатель за 10 мм от края. В качестве тормозного элемента предусмотрены отдельные упоры, перемещением которых выставляется нужный ход. Тут решающим фактором станет опыт человека, который выполняет заточку строгальных ножей. Во время самого процесса образуется вода, которая накапливается и собирается на лезвие. Затем она стекает на сам корпус и на пол. Воды тратится очень много, поэтому не забывайте ее постоянно подливать в специальный отдел. А сам разлив можно уменьшить, подложив под ножку какую-либо подкладку, высотой 6 мм.
Еще одной неприятностью во время заточки станет постоянное засаливание точильного камня, что сказывается на продолжительности данной работы. Лучше всего периодически чистить его предусмотренным для этого бруском SP-650. При работе с мягким металлом, заточка пройдет гораздо быстрее и камень придется чистить реже, потому что такой материал снимается достаточно массивными участками.
После получасовой работы получается ровная фаска со стабильным заусенцем. Останется выполнить доводку, используя кожаный круг и пасту для полировки. В первую очередь потребуется довести до завершения плоскость ножа, а уже потом саму фаску.
Особенности работы с ручным станком
Станки ручного типа применяются лишь в тех случаях, когда нужно заточить не слишком большое количество ножей. В противном случае пришлось бы потратить очень много времени. Но если вам нужно наточить несколько ножей, то этот способ станет достаточно приемлемым, но необходимо придерживаться следующих правил:
нужно проверить поверхность камня, потому что использование подобных станков возможно только на чистых точильных инструментах;
старайтесь сделать так, чтобы каретка с закрепленным ножом подводилась достаточно гладко, без каких-либо резких толчков;
скорость движения каретки не должна превышать 6м/мин, большая скорость может повредить лезвие;
во время одного прохода каретка должна продвигаться на расстояние, которое больше длины ножа на 15 см.
Особенности работы с автоматическим станком
мокрый способ более подходит для заточки строгальных ножей, потому что осуществляется постоянное охлаждение лезвия;
на этапе подготовки уже нужно выставить все параметры, включая угол наклона и расстояние передвижения каретки;
важнейшим фактором является установка ножей на каретке;
процесс должен осуществляться достаточно плавно, без резких подергиваний
Процесс заточки и правила работы
Схема станка для заточки ножей.
Держатель перемещается вправо и влево, движения производятся относительного заточного камня. Нельзя допускать, чтобы лезвие выходило за край. Лучше всего сразу установить держатель в 12 мм от края рабочего круга. Если производится заточка, должно подаваться водяное охлаждение. Воду в бачок придется доливать, нужно следить за тем, чтобы она не заканчивалась. Необходимо предусмотреть, чтобы вода не скапливалась на полу около ног. Это делается в целях безопасности.
При выполнении работы надо следить за тем, чтобы камень постоянно оставался чистым, так как засаливается он достаточно быстро. Для чистки применяется специальный брусок, проводить такую процедуру рекомендуется часто, так как для заточки можно использовать только чистые камни. Выбор самого камня зависит от того, какие именно ножи используются. Сегодня производителями выпускаются фуговальные ножи из мягкой или твердой инструментальной стали, поэтому условия работы будут различаться.
Для заточки необходимо примерно 20 минут, затем выполняется доводка. Для этого используется специальная паста. После полировки на поверхности не должно оставаться никаких заусенцев, в противном случае фуговальный нож не будет готов к работе. Проверку провести просто, готовый нож с отличной заточкой должен легко и ровно резать лист бумаги на весу, оставляя аккуратный срез.
Точильный станок собственными руками
При желании, возможно собрать точильный станок самостоятельно. Вам понадобятся следующие предметы: стол, планшайба, пылесос, двигатель и кожух для станка. Планшайба станет основным и самым дорогим компонентом. Желательно выбрать американских или немецких производителей. Затем подбирается двигатель, мощность которого – 1,5 кВт, подойдут даже поддержанные варианты. Например, можно приобрести двигатели от стиральных машин.
Мотор нужно установить под столешницей, а планшайбу закрепить к движущемуся элементу. Не забудьте продумать кнопки включения и выключения. На планшайбу нужно поставить кожух, срезав одну сторону, с которой и будет выполняться заточка. Также в нижней части столешницы потребуется сделать вырез под пылесос. Данный станок также подойдет для работы с другими режущими поверхностями.
Заточка ножей в специализированных мастерских
Если вам не по силам организовать правильную заточку строгальных ножей или становится сложно установить нужный уровень наклона, то обращение в мастерскую станет отличным решением проблемы. Такой способ имеет следующий преимущества.
Используется дорогое и высококачественное оборудование. Прямолинейность режущей кромки будет выполнена гораздо лучше, чем при самостоятельной обработке.
Применяются современные системы охлаждения, которые не позволят перегреться и разрушиться режущей поверхности.
Применяются дополнительные материалы и специальные технологии по доводке ножа, что отражается на функциональных возможностях сроках службы таких ножей.
В условиях мастерской возможно получить максимально ровную кромку благодаря отсутствию перегревов и различий по весу. На практике, должен получиться идеальный инструмент.
Фуганок/строгальный станок Приспособление для заточки ножей | Деревообрабатывающий форум LumberJocks
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
ОБНОВЛЕНИЕ ИСПРАВЛЕНИЕ УГЛА Пожалуйста, простите меня. Я ошибся с углом установки лезвия. Угол не 40 градусов, а 45. Я также внес изменение ниже. Извините, надеюсь, это никого не запутало! Кредит принадлежит Дасти и Бсмит.. Спасибо, ребята, что нашли эту ошибку! ———————————————————
Это не модно, как Deulen Приспособление для заточки ножей за 50 долларов, но оно работает! Ссылка на мой новый, более причудливый > http://lumberjocks.com/projects/70562
Заготовка размером 2 1/2″ X 1 3/4″ H X 4 3/4″ Я сделал два надреза под углом 45 градусов в 2 1/2 дюйма, сделал 4 установочных винта и постучал по дереву, кроме установочных винтов.
Примечание… При необходимости вы можете сделать приспособление немного выше для лучшего захвата. Может быть, 2 дюйма вместо 1 3/4 дюйма H
Я провел кинивы по 10 раз на наждачной бумаге зернистостью 220, 320 и 400, а затем по одному разу наждачной бумагой зернистостью 400, чтобы очистить край. Я сделал это в качестве пробного эксперимента, и теперь я сделаю его, используя немного ясеня или другой твердой древесины. Я использую настольную пилу для плоской поверхности. У меня есть закаленное стекло, которое я буду использовать в следующий раз!
Спасибо, что заглянули!
ОБНОВЛЕНИЕ КОРРЕКЦИЯ УГЛА Угол не 40 градусов, а 45.
324786.jpg
111,6 КБ
Просмотров: 9
324788.jpg
102,9 КБ
Просмотров: 4
324790-438x.jpg
30,3 КБ
Просмотров: 10
324791.jpg
91,1 КБ
Просмотров: 7
324874.jpg
126,5 КБ
Просмотров: 11
2226954.jpg
70,8 КБ
Просмотров: 15
Делиться:
Фейсбук
Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Ссылка на сайт
luv2learn
·
Зарегистрировано
Мне очень нравится простота этого приспособления. Я не вижу ничего плохого в вашем пробном эксперименте, приятель. Это столярные ножи? Мой столяр использует набор из трех ножей. Как бы вы установили приспособление для третьего ножа из набора, если вы будете затачивать только один, а не два?
Раз уж вы снова в мастерской, качайте и катайтесь, как насчет того, чтобы сделать приспособление для 13-дюймовых рубанков. Я знаю, что мои двусторонние и одноразовые, но было бы неплохо продлить срок их службы, заточив их хотя бы один раз .
Ли — Северный Айдахо ~ «Если женщины не находят тебя красивым, по крайней мере, они должны найти тебя под рукой» ~ Красный Зеленый
дровосек
·
Зарегистрировано
luv2learn, Спасибо за приятный комплимент! Это видео на Youtube натолкнуло меня на эту идею. Он объясняет, как сделать 3 лезвия в видео.
Я собираюсь сделать один для своих 13-дюймовых ножей рубанка, но мне нужно пойти и купить установочные винты. Я сделал те, что для маленького зажимного приспособления, но мне нужен шестигранный ключ для большего зажимного приспособления. Также вы Абразивную палочку на бумаге можно получить здесь. , Дайте мне знать, что вы думаете о видео на YouTube.
Сент-Огастин, Флорида, Опыт — это сумма наших ошибок!
luv2learn
·
Зарегистрировано
дровосек,
Спасибо за ссылку на YouTube и ссылку на наждачную бумагу. Собираетесь ли вы делать приспособления, чтобы их можно было соединять для более длинных лезвий?
Ли — Северный Айдахо ~ «Если женщины не находят тебя красивым, по крайней мере, они должны найти тебя под рукой» ~ Красный Зеленый
охотник71
·
Зарегистрировано
Я видел видео, и оно было у меня на радаре как на «когда-нибудь». 0008 Раз уж ты попробовал, думаю, я тоже попробую. Как и luv2learn, я сохранил свои 13-дюймовые простые лезвия, слишком бережлив, чтобы выбрасывать их. Я также сделал из них пару инструментов, но это уже другая история. Спасибо, Дуг
Детская улыбка — это достаточно оплаты.
дровосек
·
Зарегистрировано
lu2learn , Для меня нет необходимости делать их так, чтобы они соединялись. Но если вы вырезаете и длинные, и короткие приспособления из одного длинного бланка ложи, я не понимаю, почему вы не можете соединить их, чтобы сделать их длиннее, если вам это нужно. У меня также есть 13-дюймовый рубанок, и мне нужно заточить лезвия. На моих фотографиях вы можете увидеть 2-й зажим, который я начал делать. Он 12-дюймовый в длину, и в него поместятся мои 13-дюймовые лезвия. Я собираюсь отказаться от этого загадочного дерева и сделать его из ясеня или клена
Я думаю, это должен был быть блог
Добро пожаловать, Даг и luv2learn! Тони
Сент-Огастин, Флорида, Опыт — это сумма наших ошибок!
Дровосек
·
Зарегистрировано
Отлично получилось! Я должен сделать один из них. Деуленские слишком дорогие. Спасибо, что поделились своим талантом.
Кентук55
·
Зарегистрировано
Вы производитель gr8 Тони. Супер красиво.
Роджер из Кентукки. Безопасность для работы/развлечений/путешествий. Держите пылесборник накормленным. [электронная почта защищена]
ПригородныйДон
·
Зарегистрировано
Выглядит полезно. Хорошая идея.
— Дважды отмерить, ошибиться, начать заново, повторить —
Берта
·
Зарегистрировано
Я сам положил глаз на Deulen. Возможно, мне придется переоценить
Мы с папой построили пикап на 65 л.
AJswoodshop
·
Зарегистрировано
Так здорово! Я должен буду сделать один из них сам. Мои фуганочные ножи нужно либо заменить, либо заточить. Отличная идея!
Продолжай в том же духе! АДЖ
Дасти56
·
Зарегистрировано
Привет, бритва для дерева , приспособление, кажется, делает микрофаску на лезвиях. Есть ли причина не затачивать всю режущую кромку? Спасибо 🙂
Я абсолютно уверен, что не могу быть более неуверенным!
дровосек
·
Зарегистрировано
Hi Dusty, Это больше похоже на точение скошенной кромки. Угол немного отличается от исходного угла, но в правильном направлении и недостаточно, чтобы иметь значение при использовании. это самый край, который делает разрез.
Надеюсь, это поможет!
Сент-Огастин, Флорида, Опыт — это сумма наших ошибок!
Дасти56
·
Зарегистрировано
Да , это помогает : ) Я полагаю , что это будет быстрая настройка по сравнению с возможной необходимостью переточки всей режущей кромки , и это поможет вам выполнить проект и сэкономить немного денег в долгосрочной перспективе : ) Я просто У меня есть два набора ножей, которые я меняю, когда они тупятся, и отправляю один на заточку. Интересно, будет ли меньший скос лучше удерживать кромку или резать будет лучше?
Я абсолютно уверен, что не могу быть более неуверенным!
км/ч3412
·
Зарегистрировано
Отличный пилькер, спасибо за ссылки и за размещение. Это только что было добавлено в мой список дел.
Дважды отмерь, один раз отрежь, а затем отшлифуй целую кучу
дровосек
·
Зарегистрировано
Дасти, Поскольку вы привлекли мое внимание к микрофаске, вы заставили меня задуматься. Я еще раз посмотрел, что происходит, когда я затягиваю установочные винты, и заметил, что он немного меняет угол. Поэтому я добавил прокладку, чтобы лезвие не взводилось в канавке, когда я зажимаю его. При этом установите угол ближе к заводскому. Я переточил один набор лезвий, и теперь он точит половину скоса. И я думаю, что это даже острее, я провел лезвием по бумаге, и оно режет, как бритва! Спасибо за вопрос, Дасти! шт. Как я уже говорил в своем описании, это эксперимент, и я, скорее всего, усовершенствую приспособление еще лучше, когда сделаю его из более твердой древесины, и, возможно, я смогу найти алюминиевые профили, чтобы сделать его еще лучше!
Спасибо всем за приятные комплименты!!!
Сент-Огастин, Флорида, Опыт — это сумма наших ошибок!
ДугинВа
·
Зарегистрировано
Уверен, все будет хорошо. При условии, что оба ножа имеют одинаковую градусную фаску и одинаковое количество движений. Я купил подделку дорогих на выставке деревообработки. Я очень доволен этим. Я не думаю, что у меня хватило бы терпения, чтобы сделать его.
Просто человек со своим зубилом……..
Егор
·
Зарегистрировано
Очень красиво. Мне нужно либо сделать самому, либо купить. Спасибо за вдохновение. У меня есть такой же фуганок, который я купил на CL за 50 долларов 3 года назад, и он мне очень нравится…..
Брок, Иллинойс
мажувла
·
Зарегистрировано
Проще и быть не может, спасибо за идею.
Иван, Хорватия, Wooddicted
Блэки_
·
Зарегистрировано
WS, у меня есть точно такой же столярный станок, очень хороший, надо попробовать, теперь, если вы можете придумать способ заточки 13-дюймовых ножей, пожалуйста, дайте мне знать, они мне нужны для моего рубанка Ryobi
Рэнди — Если меня нет в ЖЖ, то я делаю Опилки. Пожалуйста, не стесняйтесь посетить мой магазин по адресу http://www.facebook.com/randy.blackstock.custom.wood.designs
дровосек
·
Зарегистрировано
Блэки, Вы делаете это так же, как и с 6-дюймовыми ножами. Но с более длинным приспособлением. Если вы нажмете на эту ссылку вверху, вы увидите демонстрацию для Deulen. Он показывает с 13-дюймовыми ножами. Проверьте это!
Сент-Огастин, Флорида, Опыт — это сумма наших ошибок!
Присоединяйтесь к обсуждению
Продолжить с Facebook
Продолжить через Google
или зарегистрироваться с электронной почтой
The Project Lady — Самодельное приспособление для заточки фуганочных ножей за 9 долларов
Мои фуганочные ножи НАМНОГО просрочили положенный срок для хорошей заточки (они не брали ничего с мягкой сосны 😳). Осмотрев их, я понял, что им понадобится серьезная смазка для локтей, чтобы вытащить все безделушки — это требовало приспособления!
Есть много самодельных приспособлений, но мне не нравилась идея затачивать 2 ножа за раз и менять/вращать лезвия каждые несколько минут. Я хотел избежать этого любой ценой!
Я сделал приспособление из очень небольшого количества материалов примерно за 9 долларов и очень им доволен! Он удерживает все 3 лезвия, легко вставлять и затягивать лезвия в приспособление, и это легко сделать, если у вас есть нужные инструменты!
Вот красивая кромка, которую я получил всего за 10 минут обработки лезвий над наждачной шкуркой 3 зерен 😍
Вот что я использовал:
2,5″ x 2,5″ x 8″ Токарная заготовка для дуба (Woodcraft)
1/ Соединительные болты 4 дюйма 20 x 50 мм (Home Depot)
Соединительные колпачковые гайки 1/4 дюйма 20 x 12 мм (Home Depot)
(*если ваш упор для настольной пилы настроить легче, чем мой)
СОВЕТ: Вам понадобится твердая плоская поверхность для заточки. У меня лежал квадрат из гранита, но лист стекла тоже подойдет! Я нашел в Home Depot упаковку из 3 различных шлифовальных (наждачных) листов специально для металла, которые держались довольно хорошо.
Пропустите блок через настольную пилу так, чтобы на конце получился квадрат размером 2-1/4″.
Настройте полотно настольной пилы на 38,5 градусов. СОВЕТ: Мои фуганочные лезвия имеют заводской угол 40 градусов, но я слышал, что другие люди говорят, что угол 38 градусов создает хороший микрофасок и его легче затачивать, потому что вы снимаете меньше материала с поверхности.
Я опустил лезвие, чтобы сделать неглубокий надрез в обрезках древесины, и постепенно поднимал лезвие, пока не был доволен тем, насколько сильно торчало одно из моих лезвий. Установите ограждение так, чтобы разрезы находились там, где вы хотите, в блоке — не слишком близко к краю и не слишком далеко в центре (вам нужно, чтобы в центре осталось достаточно места для создания «зажимной планки»). Сделайте проход по своему блоку, поверните и сделайте второй проход по прорезям для лезвий.
Чтобы сделать более широкий слот для 2 лезвий, я не хотел регулировать упор, потому что это сложно настроить идеально. Я решил сделать прокладку из игральных карт идеальной ширины лезвия, чтобы вставить ее между ограждением и моим блоком, когда я проталкиваю блок.
Убедитесь, что этот разрез снимает материал изнутри, а не снаружи уже существующего слота. Видите эти карты?… они прекрасно скользили вдоль забора с блоком, и их было легко удерживать на месте.
Проверяйте подгонку лезвий на ходу. Вы не захотите, чтобы они скользили слишком легко (я сделал еще один проход с еще несколькими картами в прокладке, чтобы сделать больший слот шире).
Мой блок 8 дюймов в длину, а мои лезвия всего 6 дюймов. Я измерил линию в 6 ″, чтобы определить, где резать. Я отметил 1″, 3″ и 5″ для размещения головок болтов (в центре над «зажимной планкой»).
Установив сверло Форстнера 3/4″ в сверлильный станок, установите упор так, чтобы головка болта находилась заподлицо с блоком.
Просверлите 3 отметки, которые вы сделали.
Используйте сверло 17/64″ и просверлите центры на другую сторону.
С помощью сверла 3/8″ установите ограничитель глубины на высоту соединительной гайки, чтобы она была чистой. СОВЕТ: используйте биту, которая точно центрируется над уже просверленными отверстиями. Биты Brad Point, например, не будут работать.
Просверлите другую сторону (верхнюю часть) блока, расположив сверло по центру каждого отверстия. Отрежьте лишние 2 дюйма вашего блока.
Проведите прямую линию с квадратом, соединяющим ножевые сгустки. Мой 6-дюймовый блок не проходил под моей ленточной пилой, поэтому я обрезал 1/8 дюйма или около того с каждого конца. Начинайте резать с самого широкого паза, чтобы он лучше подходил для полотна ленточной пилы. СОВЕТ: убедитесь, что вы не срезаете нижний край прорезей, потому что он действует как «упор» для ваших лезвий.
Валлах! Я рекомендую пометить части внутри, если вы беспокоитесь о том, что позже не сможете правильно их соединить.
Проверьте свой блок с оборудованием и ножами.
Вы МОЖЕТЕ использовать свой новый зажим просто так, но его очень неудобно держать.
С каждой стороны я сделал несколько канавок для захвата пальцев…
… и закругленные концы и длинные края сверху.
После шлифовки будет красиво и чисто!
Я использовал Danish Oil, потому что это быстро и просто!
Добавить оборудование…
…и затянуть вручную. Держите фурнитуру достаточно свободной, чтобы в нее можно было вставить лезвия. С этого момента все, что вам нужно сделать, это ослабить/затянуть «зажимную планку», но вам никогда не придется полностью снимать ее. СОВЕТ: убедитесь, что прижимной стержень правильно вставлен в зажимное приспособление (помогает совпадение торцевых волокон).
Вставьте ножи в пазы…
…и осторожно переверните шаблон с ножами на плоскую поверхность, которую вы будете использовать для шлифования.
Надавите на ножи, чтобы убедиться, что они ровно лежат. Нажимая на приспособление одной рукой, вы можете затянуть болты другой. Опуститесь на уровень глаз с лезвиями и убедитесь, что они все еще плоские. Посветите фонариком, чтобы убедиться, что свет не проходит.
Я много работал с грубой наждачной шкуркой. Мне потребовалось около 5 минут, чтобы вытащить трусики, и к тому времени грубая одежда закончилась, но она действительно выдержала! Средняя и тонкая одежда были легким делом, потому что к этому моменту лезвия имели красивую форму. СОВЕТ. Чаще проверяйте лезвия, чтобы убедиться, что они ровно прилегают к твердой поверхности.
Вы видите эту симпатичную микрофаску? О, это делает меня таким счастливым!
Эта маленькая мормышка была настоящим спасением!
Я был очень взволнован, чтобы положить их в свой фуганок, потому что проекты накапливались! Было так приятно видеть, как супер гладко они режут.
Кстати, есть ли у вас любимый процесс установки ножей?
Я долго возился со своим циферблатным индикатором Grizzly, и мне было очень трудно сделать так, чтобы задняя и передняя части ножей были одинаковыми. Я мог совместить все 3 задние и все передние стороны вместе (потому что мне не нужно было перемещать циферблатный индикатор), но после того, как мне пришлось переместить индикатор, я не смог добиться одинаковой верхней точки лезвий. независимо от того, насколько я был осторожен. Я убедился, что они не работают, проверив, насколько сильно лезвия будут тянуть линейку по разгрузочному столу. Задняя сторона тянула его ровно столько, сколько нужно, но передняя сторона ЕДИНСТВЕННО касалась линейки.
Я поставил ножи перед использованием метода линейки (не уверен, как именно вы это назовете) и решил сделать это снова! Я ослабил все стопорные стержни и идеально отрегулировал ножи, как передние, так и задние, примерно за 8 минут (у моего фуганка также есть винты для регулировки высоты лезвий, которые действительно помогают ускорить процесс). СОВЕТ: полезно использовать что-то с маркировкой, но я делал это на глаз.
 Кроме него вам пригодятся 6 болтов. Для обработки инструмента нужна пила и дрель.
Кроме него вам пригодятся 6 болтов. Для обработки инструмента нужна пила и дрель.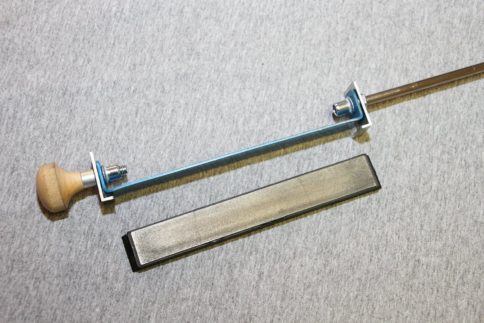 Удалите с ножа появившуюся ржавчину
Удалите с ножа появившуюся ржавчину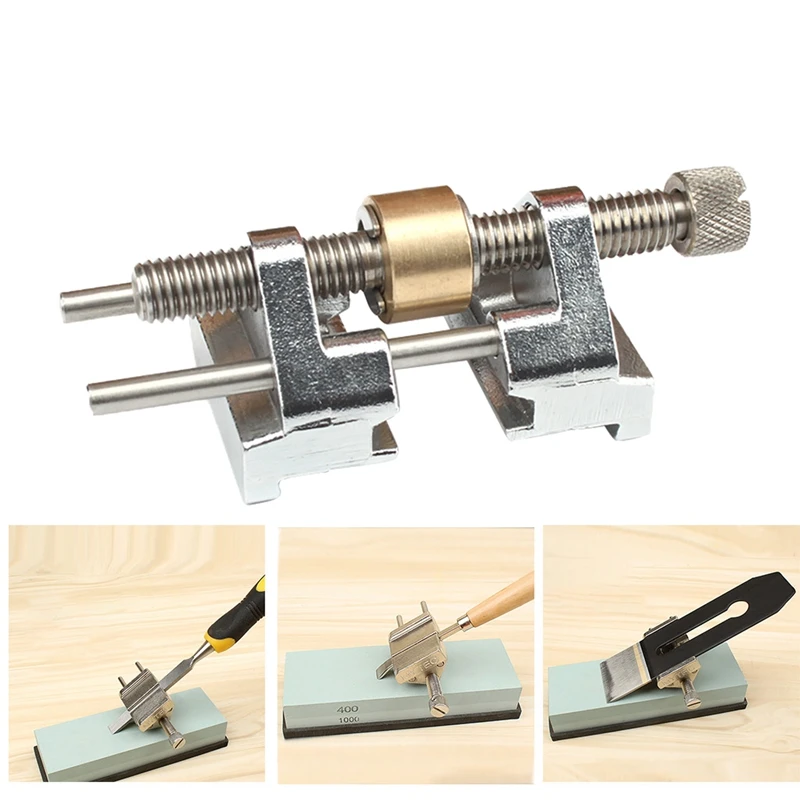 comТеперь можно поставить лезвия в пазы, зафиксировать их и приступать к заточке
comТеперь можно поставить лезвия в пазы, зафиксировать их и приступать к заточке Главное – не доводить ножи до такого стояния, когда править их уже будет невозможно. А для этого – тщательно осматривайте доски перед работой и удаляйте все гвозди. А вот еще один вариант наточки лезвий, теперь на станке :
Главное – не доводить ножи до такого стояния, когда править их уже будет невозможно. А для этого – тщательно осматривайте доски перед работой и удаляйте все гвозди. А вот еще один вариант наточки лезвий, теперь на станке : Вам придется перетачивать их в ближайшее время. По этим причинам люди, занимающиеся строганием профессионально, выбирают только автоматическую или механическую заточку.
Вам придется перетачивать их в ближайшее время. По этим причинам люди, занимающиеся строганием профессионально, выбирают только автоматическую или механическую заточку.

 Стойкость инструмента также существенно зависит от величины заднего угла. Чем больше задний угол, тем меньше интенсивность изнашивания лезвия по задней поверхности. По этой причине задний угол у ножей гидроголовок делают большим.
Стойкость инструмента также существенно зависит от величины заднего угла. Чем больше задний угол, тем меньше интенсивность изнашивания лезвия по задней поверхности. По этой причине задний угол у ножей гидроголовок делают большим.
 Глубина этого паза порядка одного миллиметра. Таким образом, такой нож можно переточить 10-15 раз.
Глубина этого паза порядка одного миллиметра. Таким образом, такой нож можно переточить 10-15 раз.
 Этот угол делают небольшим, чтобы не ослабить прочность соединения элементов готового изделия, он равен 2-3 градуса.
Этот угол делают небольшим, чтобы не ослабить прочность соединения элементов готового изделия, он равен 2-3 градуса. Более всего для этих целей подойдет Tormek T7 со специальным держателем Tormek SVH. Выполнить этот процесс качественно поможет ровный и чистый заточный камень. В дальнейшем, практический пример и будет рассматриваться на основе комплекта оборудования Tormek.
Более всего для этих целей подойдет Tormek T7 со специальным держателем Tormek SVH. Выполнить этот процесс качественно поможет ровный и чистый заточный камень. В дальнейшем, практический пример и будет рассматриваться на основе комплекта оборудования Tormek. длине и ширине ножа или только на половину ширины.
длине и ширине ножа или только на половину ширины. 86). В современных моделях ножеточильные станки оснащены приспособлениями для доводки лезвий.
86). В современных моделях ножеточильные станки оснащены приспособлениями для доводки лезвий.
 Поэтому во избежание вибраций станка ножевой вал должен быть выбалансирован, т. е. иметь по всей длине одинаковую толщину, одну и ту же плотность и одинаковый вес. Балансировка производится на балансировочных ножах (рис. 87).
Поэтому во избежание вибраций станка ножевой вал должен быть выбалансирован, т. е. иметь по всей длине одинаковую толщину, одну и ту же плотность и одинаковый вес. Балансировка производится на балансировочных ножах (рис. 87).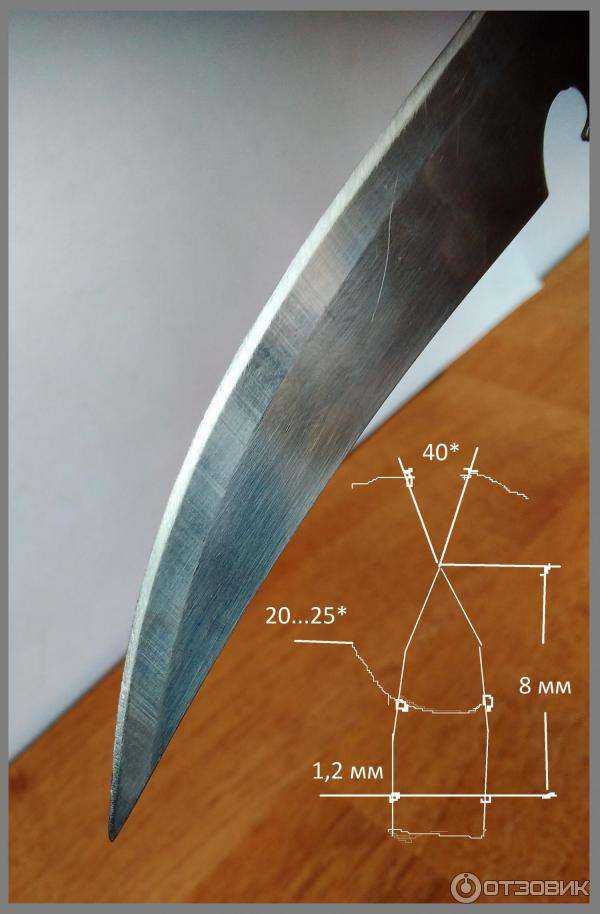
 И если это потребуется, такую регулировку очень просто сделать.
И если это потребуется, такую регулировку очень просто сделать.



 Планшайба станет основным и самым дорогим компонентом. Желательно выбрать американских или немецких производителей. Затем подбирается двигатель, мощность которого – 1,5 кВт, подойдут даже поддержанные варианты. Например, можно приобрести двигатели от стиральных машин.
Планшайба станет основным и самым дорогим компонентом. Желательно выбрать американских или немецких производителей. Затем подбирается двигатель, мощность которого – 1,5 кВт, подойдут даже поддержанные варианты. Например, можно приобрести двигатели от стиральных машин. Прямолинейность режущей кромки будет выполнена гораздо лучше, чем при самостоятельной обработке.
Прямолинейность режущей кромки будет выполнена гораздо лучше, чем при самостоятельной обработке.
 Я использую настольную пилу для плоской поверхности. У меня есть закаленное стекло, которое я буду использовать в следующий раз!
Я использую настольную пилу для плоской поверхности. У меня есть закаленное стекло, которое я буду использовать в следующий раз!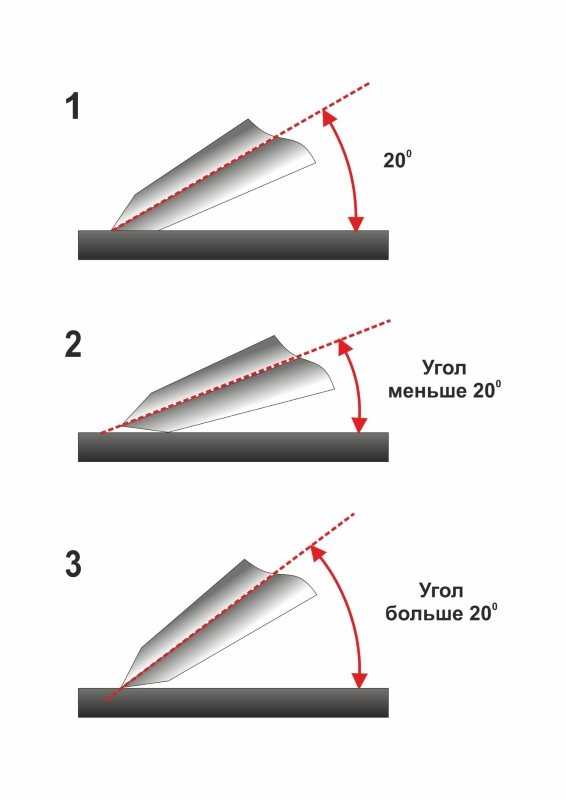 Я не вижу ничего плохого в вашем пробном эксперименте, приятель. Это столярные ножи? Мой столяр использует набор из трех ножей. Как бы вы установили приспособление для третьего ножа из набора, если вы будете затачивать только один, а не два?
Я не вижу ничего плохого в вашем пробном эксперименте, приятель. Это столярные ножи? Мой столяр использует набор из трех ножей. Как бы вы установили приспособление для третьего ножа из набора, если вы будете затачивать только один, а не два?
 0008 Раз уж ты попробовал, думаю, я тоже попробую. Как и luv2learn, я сохранил свои 13-дюймовые простые лезвия, слишком бережлив, чтобы выбрасывать их. Я также сделал из них пару инструментов, но это уже другая история.
0008 Раз уж ты попробовал, думаю, я тоже попробую. Как и luv2learn, я сохранил свои 13-дюймовые простые лезвия, слишком бережлив, чтобы выбрасывать их. Я также сделал из них пару инструментов, но это уже другая история. 
 Возможно, мне придется переоценить
Возможно, мне придется переоценить Угол немного отличается от исходного угла, но в правильном направлении и недостаточно, чтобы иметь значение при использовании. это самый край, который делает разрез.
Угол немного отличается от исходного угла, но в правильном направлении и недостаточно, чтобы иметь значение при использовании. это самый край, который делает разрез.  Это только что было добавлено в мой список дел.
Это только что было добавлено в мой список дел. При условии, что оба ножа имеют одинаковую градусную фаску и одинаковое количество движений. Я купил подделку дорогих на выставке деревообработки. Я очень доволен этим. Я не думаю, что у меня хватило бы терпения, чтобы сделать его.
При условии, что оба ножа имеют одинаковую градусную фаску и одинаковое количество движений. Я купил подделку дорогих на выставке деревообработки. Я очень доволен этим. Я не думаю, что у меня хватило бы терпения, чтобы сделать его. Пожалуйста, не стесняйтесь посетить мой магазин по адресу http://www.facebook.com/randy.blackstock.custom.wood.designs
Пожалуйста, не стесняйтесь посетить мой магазин по адресу http://www.facebook.com/randy.blackstock.custom.wood.designs Осмотрев их, я понял, что им понадобится серьезная смазка для локтей, чтобы вытащить все безделушки — это требовало приспособления!
Осмотрев их, я понял, что им понадобится серьезная смазка для локтей, чтобы вытащить все безделушки — это требовало приспособления! У меня лежал квадрат из гранита, но лист стекла тоже подойдет! Я нашел в Home Depot упаковку из 3 различных шлифовальных (наждачных) листов специально для металла, которые держались довольно хорошо.
У меня лежал квадрат из гранита, но лист стекла тоже подойдет! Я нашел в Home Depot упаковку из 3 различных шлифовальных (наждачных) листов специально для металла, которые держались довольно хорошо.  Сделайте проход по своему блоку, поверните и сделайте второй проход по прорезям для лезвий.
Сделайте проход по своему блоку, поверните и сделайте второй проход по прорезям для лезвий.
 Нажимая на приспособление одной рукой, вы можете затянуть болты другой. Опуститесь на уровень глаз с лезвиями и убедитесь, что они все еще плоские. Посветите фонариком, чтобы убедиться, что свет не проходит.
Нажимая на приспособление одной рукой, вы можете затянуть болты другой. Опуститесь на уровень глаз с лезвиями и убедитесь, что они все еще плоские. Посветите фонариком, чтобы убедиться, что свет не проходит.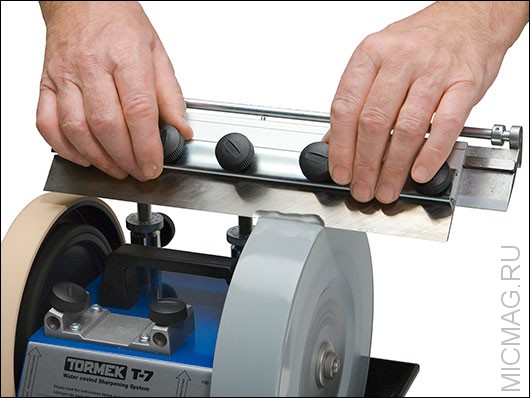 Я мог совместить все 3 задние и все передние стороны вместе (потому что мне не нужно было перемещать циферблатный индикатор), но после того, как мне пришлось переместить индикатор, я не смог добиться одинаковой верхней точки лезвий. независимо от того, насколько я был осторожен. Я убедился, что они не работают, проверив, насколько сильно лезвия будут тянуть линейку по разгрузочному столу. Задняя сторона тянула его ровно столько, сколько нужно, но передняя сторона ЕДИНСТВЕННО касалась линейки.
Я мог совместить все 3 задние и все передние стороны вместе (потому что мне не нужно было перемещать циферблатный индикатор), но после того, как мне пришлось переместить индикатор, я не смог добиться одинаковой верхней точки лезвий. независимо от того, насколько я был осторожен. Я убедился, что они не работают, проверив, насколько сильно лезвия будут тянуть линейку по разгрузочному столу. Задняя сторона тянула его ровно столько, сколько нужно, но передняя сторона ЕДИНСТВЕННО касалась линейки.