Твердый припой для нержавеющей стали стойкий к щелочам
Процесс спаивания нержавейки является достаточно трудоемким делом, но если правильно подобрать припой для нержавеющей стали и следовать инструкции, то ничего сложного в этом не предвидится. В сплавах, которые содержат до 25% никеля и до 25% хрома, не возникает проблем со схватыванием, так что получается весьма надежное и крепкое соединение. Металл и припой разогревается до 500-700 градусов Цельсия. Активно применяется пайка нержавейки твердыми припоями, так как их свойства отлично подходят для данного процесса. Спаивания материала хорошо происходит при помощи флюсованного жидкотекучего припоя, у которого низкая температура плавления. Текучесть только добавляет капиллярные свойства материала, что повышает качество соединения и улучшения контакта между металлическими изделиями. Все это придает особые пластичные свойства соединению, а также дополнительные раскислительные свойства, которые будут очень полезны. В таких расходных материалах, как правило, не содержится кадмия, а в некоторых моделях встречается высокое содержание серебра, которое доходит до 30%.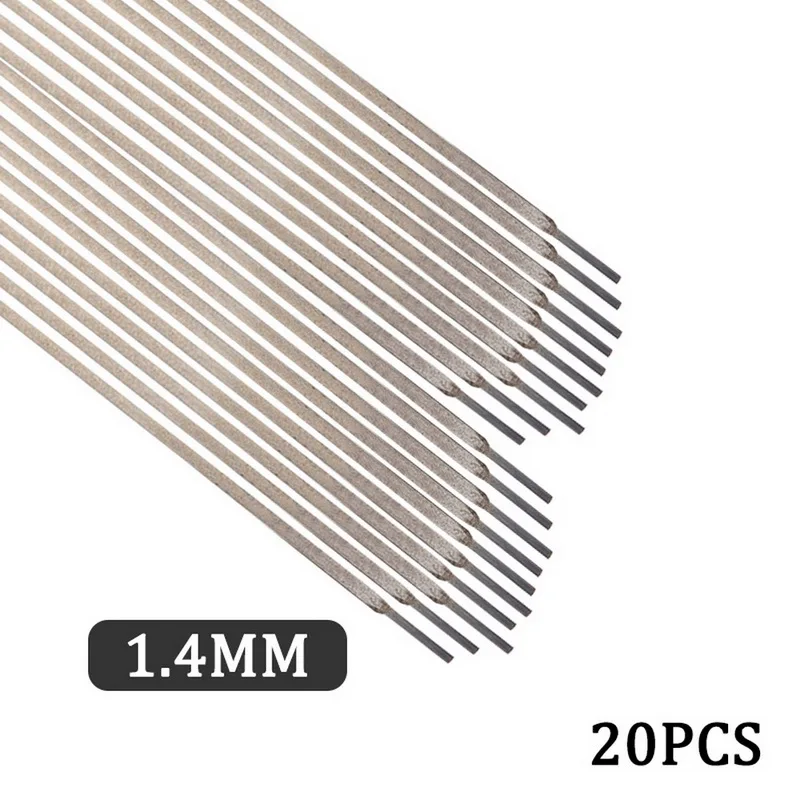 Все это дает лучший результат, чем пайка нержавейки оловом, но для каждого конкретного случая выбор может быть своим.
Все это дает лучший результат, чем пайка нержавейки оловом, но для каждого конкретного случая выбор может быть своим.
Пайка нержавейки
Припой для нержавейки создается не только с учетом того, какие свойства имеет данный материал, но и с учетом места их применения. Зачастую применяются материалы с низкой температурой плавления, но если детали используются под воздействием температуры, то следует выбирать припои, в которых температура плавления выше, чем условия, в которых будет работать шов. Иногда делается пайка нержавейки с медью, что предполагает выбор средних значением между свойствами меди и нержавеющей стали. Если выбирается припой для нержавейки пищевой, то он не должен содержать в себе вредных веществ, которые могли бы выделяться при температурном воздействии и отравлять организм.
Разновидности
Припои для пайки нержавеющей стали могут иметь массу подвидов, которые обладают различными свойствами. К примеру:
К примеру:
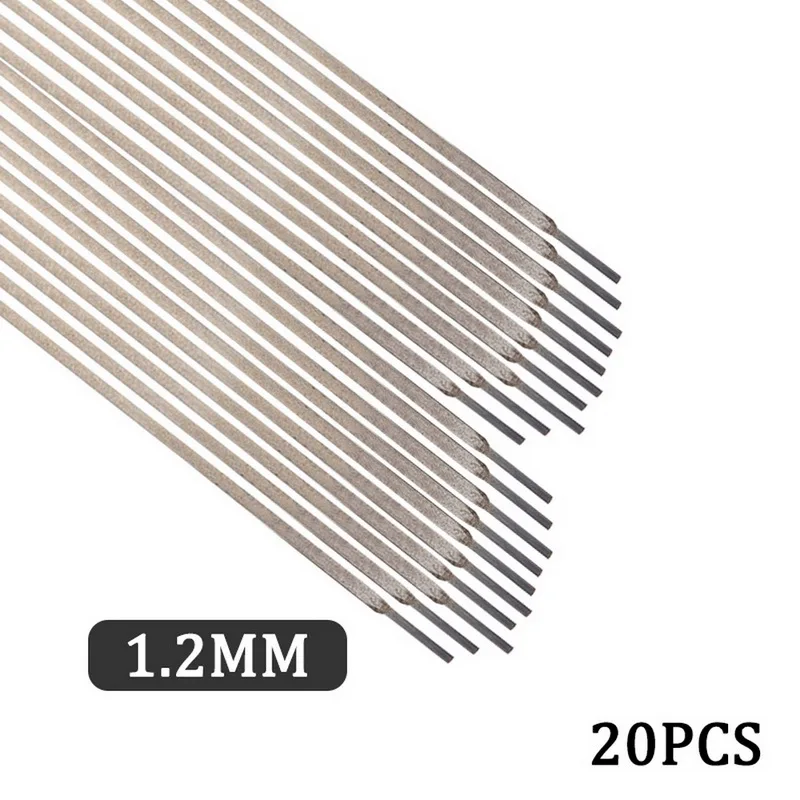
- HTS528 является универсальным материалов, который пригодится для процедур не только с нержавейкой, но и такими металлами как никель, бронза, медь, латунь и многие другие. Он относится к твердому типу. Он уже сразу покрыт флюсом красного цвета. Длина такого изделия составляет 45 см, а масса около 20 грамм. Температура плавления составляет 760 градусов Цельсия.
Припой HTS-528
- Цитрина является многосоставным припоем, в состав которого входит серебро, марганец, цинк, медь, кадмий, никель и магний. Внешний вид этого материала имеет металлический отблеск. Твердость после использования составляет 60 кг/см, а прочность достигает 60 кг/мм. После применения спаянный металл хорошо полируется. Температура плавления является достаточно высокой и составляет 820 градусов Цельсия. Благодаря наличию серебра и никеля у припоя остаются противокоррозионные свойства, как и у нержавейки
- П-81 широко известный в промышленности, который применяется для различного рода ремонтов.
 Благодаря своим свойствам, он может применяться и для ремонта теплообменников. В его состав входит чугун, различного рода стали, никелевые сплавы, серебро и сплавы твердых металлов. Предел прочности соединения сделанного этим материалом, составляет 170 МПа. Температура плавления достигает 640-650 градусов Цельсия, а пайка проводится при температуре 690. Прутки имеют диаметр от 0,5 до 3 мм, в зависимости от сферы применения.
Благодаря своим свойствам, он может применяться и для ремонта теплообменников. В его состав входит чугун, различного рода стали, никелевые сплавы, серебро и сплавы твердых металлов. Предел прочности соединения сделанного этим материалом, составляет 170 МПа. Температура плавления достигает 640-650 градусов Цельсия, а пайка проводится при температуре 690. Прутки имеют диаметр от 0,5 до 3 мм, в зависимости от сферы применения.
 Благодаря своим свойствам, он может применяться и для ремонта теплообменников. В его состав входит чугун, различного рода стали, никелевые сплавы, серебро и сплавы твердых металлов. Предел прочности соединения сделанного этим материалом, составляет 170 МПа. Температура плавления достигает 640-650 градусов Цельсия, а пайка проводится при температуре 690. Прутки имеют диаметр от 0,5 до 3 мм, в зависимости от сферы применения.
Благодаря своим свойствам, он может применяться и для ремонта теплообменников. В его состав входит чугун, различного рода стали, никелевые сплавы, серебро и сплавы твердых металлов. Предел прочности соединения сделанного этим материалом, составляет 170 МПа. Температура плавления достигает 640-650 градусов Цельсия, а пайка проводится при температуре 690. Прутки имеют диаметр от 0,5 до 3 мм, в зависимости от сферы применения.Припой П-81
Состав и его физико-химические свойства
Припои для пайки нержавеющей стали имеют определенный ряд металлов, которые входят в их состав. Каждый из них влияет на свойства общего материала, в зависимости от того, в каком процентном соотношении он там содержится. Среди них можно выделить следующие элементы состава:
- Олово – является мягким металлом, температура плавления которого достигает 231 градус Цельсия. Оно растворяется в серной и соляной кислоте, но в большинстве случаев органические кислоты на него не воздействуют. При нахождении в условиях комнатной температуры материал не окисляется, но если температура упадет ниже 18 градусов, то кристаллическая решетка материала станет разрушаться и шов будет сереть.
 При нахождении в условиях комнатной температуры материал не окисляется, но если температура упадет ниже 18 градусов, то кристаллическая решетка материала станет разрушаться и шов будет сереть.
При нахождении в условиях комнатной температуры материал не окисляется, но если температура упадет ниже 18 градусов, то кристаллическая решетка материала станет разрушаться и шов будет сереть.Олово
- Свинец – основным свойством данного материала является легкоплавкость. В чистом виде его практически не применяют, так как он оказывается слишком мягким, но это же помогает легче его обрабатывать. Окислению подвергается только та часть, которая контактирует с воздухом, то есть внешняя поверхность. Кислоты и щелочи с органикой и азотов легко растворяют свинец.
Свинец
- Кадмий зачастую входит в легкосплавные припои, куда он добавляется в малых дозах, как правило, с оловом, свинцом или висмутом, так как в чистом виде является токсичным. Температура плавления достигает 321 градуса Цельсия. Обладает отличными антикоррозийными свойствами.
Кадмий
- Висмут также относится к легкосплавным металлам. Температура плавления его достигает 271 градус Цельсия. Материал хорошо растворяется в азотной кислоте и в нагретом растворе кислоты серной.
 Материал хорошо растворяется в азотной кислоте и в нагретом растворе кислоты серной.
Материал хорошо растворяется в азотной кислоте и в нагретом растворе кислоты серной.Висмут
- Сурьма относится к тугоплавким металлам. Температура его плавления составляет 630 градусов Цельсия. Материал имеет отличные антикоррозионные свойства. На него не действует воздух и он не подвергается окислению, но при этом металл является токсичным. Когда его применяют в припое, то он дает своеобразный глянцевый эффект.
Сурьма
- Цинк является хрупким металлом, которые имеет серо-синий оттенок, температура плавления которого составляет 419 градусов. На воздухе быстро окисляется, поэтому, его применяют для спайки мест, которые находятся во влажных условиях, так как окислительная пленка сразу покрывает шов, которая его защищает. Он может легко растворяться в кислотах и используется преимущественно в твердых припоях.
Цинк
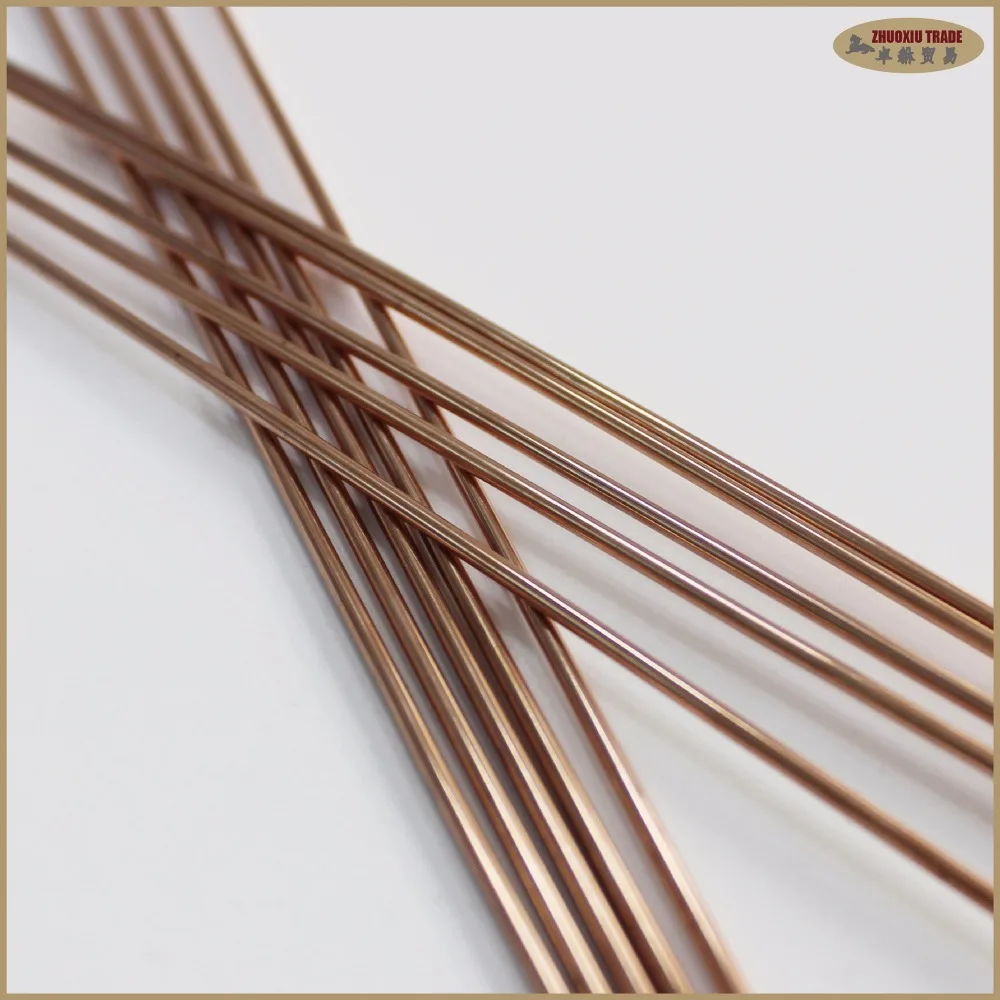
- Медь это самый тугоплавкий из состава металл. Температура плавления достигает 1083 градуса Цельсия. Он не поддается воздействию воздуха, но через некоторое время может окислиться от влаги. Применяется в тугоплавких составах.
 Применяется в тугоплавких составах.
Применяется в тугоплавких составах.Медная проволока
Особенности выбора
Благодаря широкому выбору разновидностей всегда можно подобрать подходящий вариант. Твердые припои для пайки нержавейки используются в тех случаях, когда детали будут подвергаться механическому воздействию или же высоким температурам. Если особых сложностей в применении не предвидится, то подойдут и более дешевые легкосплавные материалы. Припой для нержавеющей стали стойкий к щелочам используется в химической промышленности.
Подготовка к пайке нержавейки
«Важно!Не стоит выбирать припой с температурой плавления ниже температуры эксплуатации.»
Особенности пайки нержавейки
- Сначала нужно очистить поверхность до блеска от различных пятен;
- Если требуется – нанести флюс на место будущей спайки;
- Разогреть металл до нужной температуры, как того требует технология;
- Когда флюс начнет действовать, то можно наносить припой;
- Разгладить припой по поверхности места спайки ровным слоем;
- Если не хватило материала, нанести еще, а потом дать остыть;
- Очистить остатки флюса.

Популярные марки
- Цитрина;
- П-14;
- П-100;
- П-81;
- П-47;
- П-205;
- HTS528;
- Алармет 21.
Пайка нержавейки — припои
В некоторых случаях нержавеющую сталь необходимо не сварить, а спаять. Отказ от сварки может быть продиктован необходимостью минимизировать поводки (коробление) в узле, если их невозможно устранить припуском под мех. обработку, или если изделие тонкостенное.
Для высокотемпературной пайки нержавейки используют серебросодержащие припои или ПСр, ацетилено-кислородную горелку и комплект типа КГС-1м-А (купить можно там же), в состав которого входят баллоны, редуктора и рукава в сборе.
Вследствие того, что температура плавления ПСров не превышает 650оС, а нагрев не локализован границами сварочной ванны, изделие испытывает меньшие внутренние напряжения и деформации, чем при сварке. Это обстоятельство позволяет получить минимальные отклонения геометрии изделия после пайки и сохранить точность соединительных размеров.
Это обстоятельство позволяет получить минимальные отклонения геометрии изделия после пайки и сохранить точность соединительных размеров.
При работе с припоями на основе Сu и Ni пользуются флюсом №200 и №201, при пайке серебром берут флюс №209 и 284.
Стали, содержащие хром в количестве 18 процентов и более, а также «разбавленные» Ti, Al, Si трудно смачиваются припоем типа ПСр72 (например, 12Х18Н10Т). Для улучшения растекаемости в припой добавляют Li, например, ПСр72ЛМН. Опыт так же показывает, что стали наподобие 12Х18Н10Т и 14Х17Н2 хорошо паяются припоями ПСр40 и ПСр45 как горелкой, так и печной пайкой.

Чтобы улучшить способность припоев растекаться в них добавляют 3-4 процента Ni. Кроме того, такое легирование предупреждает возникновение коррозии в зазорах и по стыкам. Оптимальный cостав — это:
65% Сu и, соответственно, 30% и 50% –серебра и никеля.
Стали ферритного класса 08Х13, 12Х17 лучше паять следующим составом:
40% процентов аргентума, 30%Cu и 28% Zn.
Не забывайте промывать флюс , так как он достаточно активен: в горячей и холодной проточной воде.
Смотрите также статьи:
Сварка алюминия и его сплавов
Сварка оцинковки
Пайка нержавейки к латуни твердым припоем… — Пайка
Нее, такая нержавейка точно не паяется 45ым. Магнитная паяется, совсем немагнитная нет.ПСР-45 или его импортный аналог. Флюс фторсодержащий ПВ209 или импортный аналог.
Всё зависит от состава нержи, И состава пламени как не странно, Для пайки нержи либо восстановительное пламя ацетиленовой горелки, либо бензовоздушная ювелирная.
Да, у меня пропановая. Сама горелка от МАПа, и всегда стараюсь паять верхним пламенем. НО повторюсь друг хороший пайщик, паял многими горелками, сейчас у него «Лига» и куча флюсов и припоев, но ничего такую нерж не берет. Но он еще серьезно не заморачивался, т.к. в ремонте у него в оосновном латунь, а мне нужно чуть нержавейки паять. А нерж скорей всего пищевая.
А как проволока припаивается -встык ?
Валерий примерно так:
https://www. adams-music.com/includes/ftp-data/productpicture/5B/LG/SX/5BLGSXRFLBXL_1_1024.jpg
adams-music.com/includes/ftp-data/productpicture/5B/LG/SX/5BLGSXRFLBXL_1_1024.jpg
Надо быть хорошим профессионалом ,чтобы успеть поправить припой в нужное место и не перегреть нержавейку.
Да это понятно…Я начинающий конечно же) но пробовал и не перегревать, т.е. постепенно греть припой под флюсом, а не подавать его в место пайки (для эксперимента).
Так я тоже пробовал, но я понял что без флюса 209 в любом случае делать нечего.Правильно, поэтому в подобных сложных вариантах, лучше сначала облудить, покрыть припоем более сложный металл, т.е. в данном случае нержу
ПСР-25Ф — с фосфором, хрупкость выше чем у ПСР-25 («М» — медный, буква М в данном случае обычно опускается).
 Про ковку с ним лучше не думать.
Про ковку с ним лучше не думать.Да, чем больше фосфора или олова в серебре, тем оно хрупче. Но мне такой припой нужен чтоб листы тонкие спаять, а более нагруженны части можно 45-ым думаю.
Про «ковку» я наверно не совсем правильно выразился, хотя оно все равно схоже. Сам пруток припоя мне надо сделать тоньше, т.к. они слишком толстые и долго нагреваются при подаче в место пайки. Изделия у меня хоть не ювелирные, но мелкие, но часто ран\зные способы и припои нужны, т.к. изделя очень различные, хоть и для одной направленности.
Вот примерно:
https://pp.userapi.com/c638527/v638527296/4005e/N_IpXK2lczQ.jpg
Паять можно ПСР ом практически любым и 209 флюсом или аналогом импор. -но нужен опыт в работе с горелкой.
А я прочитал что вроде как от 55-60 процентов серебра только.
Медный припой для пайки нержавейки, меди, латуни и бронзы (ПМФ-7, ПМФ-9)
Медный припой для пайки нержавейки, меди, латуни и бронзы (ПМФ-7, ПМФ-9) — купить в Санкт-Петербурге по низкой цене оптом и в розницупо порядкупо росту ценыпо снижению ценыпо новизне
Телефон; мы перезвоним Вам и уточним детали заказа
Ваш номер будет использован только для обработки данного заказа.
Сделать заказ!
Написать нам
ЗАКАЗАТЬ ЭТОТ ТОВАР
Телефон; мы перезвоним Вам и уточним детали заказа
Ваш номер будет использован только для обработки данного заказа.
 eyJwcm9kdWN0SWQiOjg4MjA0OTIwLCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMTEyMjcsInBhZ2VJZCI6IjY4MjU5Y2QxLTlmMzItNDc4MS04MmI5LTIzOTZkNGRjOWYwMiIsInBvdyI6InYyIn0.h5YXmI7lYdv4eW6bgYyNNqUyR5nt8uLAdSGcpArLXsU» data-advtracking-product-id=»88204920″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjg4MjA0OTIwLCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMTEyMjcsInBhZ2VJZCI6IjY4MjU5Y2QxLTlmMzItNDc4MS04MmI5LTIzOTZkNGRjOWYwMiIsInBvdyI6InYyIn0.h5YXmI7lYdv4eW6bgYyNNqUyR5nt8uLAdSGcpArLXsU» data-advtracking-product-id=»88204920″ data-tg-chain=»{"view_type": "preview"}»>ЗАКАЗАТЬ ЭТОТ ТОВАР
Телефон; мы перезвоним Вам и уточним детали заказа
Ваш номер будет использован только для обработки данного заказа.
Сделать заказ!
Написать нам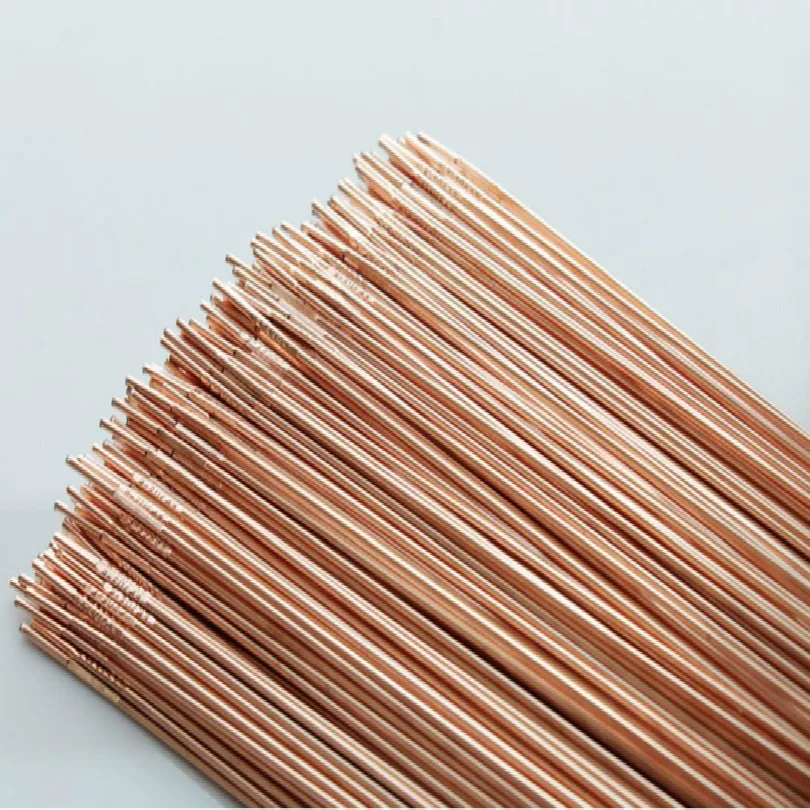 eyJwcm9kdWN0SWQiOjg4MjA0OTI0LCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMTQ1MzQsInBhZ2VJZCI6ImMxZGRmZGJiLWY0NDktNGI1Ny05M2EyLTI3ZGRjOGJmZWIwYiIsInBvdyI6InYyIn0.1Fut9VY0Mq97KNC2JJw2e6kGVPXLJLiW9Z9VP0giaYQ» data-advtracking-product-id=»88204924″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjg4MjA0OTI0LCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMTQ1MzQsInBhZ2VJZCI6ImMxZGRmZGJiLWY0NDktNGI1Ny05M2EyLTI3ZGRjOGJmZWIwYiIsInBvdyI6InYyIn0.1Fut9VY0Mq97KNC2JJw2e6kGVPXLJLiW9Z9VP0giaYQ» data-advtracking-product-id=»88204924″ data-tg-chain=»{"view_type": "preview"}»>ЗАКАЗАТЬ ЭТОТ ТОВАР
Телефон; мы перезвоним Вам и уточним детали заказа
Ваш номер будет использован только для обработки данного заказа.
Сделать заказ!
Написать нам eyJwcm9kdWN0SWQiOjg4MjA0OTI3LCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMTcyMDksInBhZ2VJZCI6IjRjYmNjZTc4LTVlOTYtNGMyYi05YjU1LTNmZmMzYzQyNDU1MSIsInBvdyI6InYyIn0.rFbdYIszFCgMfbTTF2rLg0LyE4I-jn_GXbkl9RYwqBU» data-advtracking-product-id=»88204927″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjg4MjA0OTI3LCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMTcyMDksInBhZ2VJZCI6IjRjYmNjZTc4LTVlOTYtNGMyYi05YjU1LTNmZmMzYzQyNDU1MSIsInBvdyI6InYyIn0.rFbdYIszFCgMfbTTF2rLg0LyE4I-jn_GXbkl9RYwqBU» data-advtracking-product-id=»88204927″ data-tg-chain=»{"view_type": "preview"}»>ЗАКАЗАТЬ ЭТОТ ТОВАР
Телефон; мы перезвоним Вам и уточним детали заказа
Ваш номер будет использован только для обработки данного заказа.
Сделать заказ!
Написать нам eyJwcm9kdWN0SWQiOjg4MjA0OTMxLCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMTk4MzgsInBhZ2VJZCI6ImQ5MDk4NDkzLTkwMTUtNDM2OC05MDNhLWJlZDkzMjAwN2QwMCIsInBvdyI6InYyIn0.7YWmBPxdHR0rWyIDtLgQ7M2dyxaH7G9bh7EnD9yICSs» data-advtracking-product-id=»88204931″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjg4MjA0OTMxLCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMTk4MzgsInBhZ2VJZCI6ImQ5MDk4NDkzLTkwMTUtNDM2OC05MDNhLWJlZDkzMjAwN2QwMCIsInBvdyI6InYyIn0.7YWmBPxdHR0rWyIDtLgQ7M2dyxaH7G9bh7EnD9yICSs» data-advtracking-product-id=»88204931″ data-tg-chain=»{"view_type": "preview"}»>ЗАКАЗАТЬ ЭТОТ ТОВАР
Телефон; мы перезвоним Вам и уточним детали заказа
Ваш номер будет использован только для обработки данного заказа.
Сделать заказ!
Написать нам eyJwcm9kdWN0SWQiOjg4MjA0OTUwLCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMjI5MiwicGFnZUlkIjoiMTJhY2JlZjItNTJmOS00YTcxLTg1ZTQtYTNiOGQwMTA0MTY4IiwicG93IjoidjIifQ.1kmKBcc3FPKnSorp2eYD48FOJPgBORdf5ZLqL-klwl8″ data-advtracking-product-id=»88204950″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjg4MjA0OTUwLCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMjI5MiwicGFnZUlkIjoiMTJhY2JlZjItNTJmOS00YTcxLTg1ZTQtYTNiOGQwMTA0MTY4IiwicG93IjoidjIifQ.1kmKBcc3FPKnSorp2eYD48FOJPgBORdf5ZLqL-klwl8″ data-advtracking-product-id=»88204950″ data-tg-chain=»{"view_type": "preview"}»>ЗАКАЗАТЬ ЭТОТ ТОВАР
Телефон; мы перезвоним Вам и уточним детали заказа
Ваш номер будет использован только для обработки данного заказа.
Сделать заказ!
Написать нам eyJwcm9kdWN0SWQiOjQ3NDc0OTg5MCwiY2F0ZWdvcnlJZCI6MTQyNzAzLCJjb21wYW55SWQiOjgyNDQyLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTYxODcwODc2NS4zMDA0NzU2LCJwYWdlSWQiOiJhNGFiODRiNS0wY2I5LTQ4MDUtYWRkMS0xZmNhOWVjNWFkZWYiLCJwb3ciOiJ2MiJ9.e08SU1mgrNofYoyFUyIJQcAqZ31iZzoyzkCfVDdJz4o» data-advtracking-product-id=»474749890″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjQ3NDc0OTg5MCwiY2F0ZWdvcnlJZCI6MTQyNzAzLCJjb21wYW55SWQiOjgyNDQyLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTYxODcwODc2NS4zMDA0NzU2LCJwYWdlSWQiOiJhNGFiODRiNS0wY2I5LTQ4MDUtYWRkMS0xZmNhOWVjNWFkZWYiLCJwb3ciOiJ2MiJ9.e08SU1mgrNofYoyFUyIJQcAqZ31iZzoyzkCfVDdJz4o» data-advtracking-product-id=»474749890″ data-tg-chain=»{"view_type": "preview"}»>ЗАКАЗАТЬ ЭТОТ ТОВАР
Телефон; мы перезвоним Вам и уточним детали заказа
Ваш номер будет использован только для обработки данного заказа.
Сделать заказ!
Написать нам eyJwcm9kdWN0SWQiOjg4MjA1MDA1LCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMjU1OCwicGFnZUlkIjoiN2YxYzYzMGMtYmIyNi00YzljLWJjOWQtNDNiYzliMDQ5ZDY3IiwicG93IjoidjIifQ.uMeqDgdbMFoAZnOLTN0q5h7iHcpAiBeZXi9DxvGTZOg» data-advtracking-product-id=»88205005″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjg4MjA1MDA1LCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMjU1OCwicGFnZUlkIjoiN2YxYzYzMGMtYmIyNi00YzljLWJjOWQtNDNiYzliMDQ5ZDY3IiwicG93IjoidjIifQ.uMeqDgdbMFoAZnOLTN0q5h7iHcpAiBeZXi9DxvGTZOg» data-advtracking-product-id=»88205005″ data-tg-chain=»{"view_type": "preview"}»>ЗАКАЗАТЬ ЭТОТ ТОВАР
Телефон; мы перезвоним Вам и уточним детали заказа
Ваш номер будет использован только для обработки данного заказа.
Сделать заказ!
Написать нам eyJwcm9kdWN0SWQiOjg4MjA1MDExLCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMjgyMDQsInBhZ2VJZCI6IjUxMzQ4MTQ1LTMxZDQtNDIwOC04Y2E1LWFiYmNmZWJlZTk5YSIsInBvdyI6InYyIn0.pkX0YqZx5Cv-M5DDds96MIvVyxdn07UudXvznyRTeHA» data-advtracking-product-id=»88205011″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjg4MjA1MDExLCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMjgyMDQsInBhZ2VJZCI6IjUxMzQ4MTQ1LTMxZDQtNDIwOC04Y2E1LWFiYmNmZWJlZTk5YSIsInBvdyI6InYyIn0.pkX0YqZx5Cv-M5DDds96MIvVyxdn07UudXvznyRTeHA» data-advtracking-product-id=»88205011″ data-tg-chain=»{"view_type": "preview"}»>ЗАКАЗАТЬ ЭТОТ ТОВАР
Телефон; мы перезвоним Вам и уточним детали заказа
Ваш номер будет использован только для обработки данного заказа.
Сделать заказ!
Написать нам eyJwcm9kdWN0SWQiOjg4MjA1MDE0LCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMzA4MjIsInBhZ2VJZCI6ImNiYjE5NTUxLTc3OTQtNGQ5Yi05NTk2LWNhZmM3ZTlkYzU5YSIsInBvdyI6InYyIn0.w9I2zcyIz_MdJ5EkeodzJVE6NbqeG6d2bt8G_KUT1WU» data-advtracking-product-id=»88205014″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjg4MjA1MDE0LCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMzA4MjIsInBhZ2VJZCI6ImNiYjE5NTUxLTc3OTQtNGQ5Yi05NTk2LWNhZmM3ZTlkYzU5YSIsInBvdyI6InYyIn0.w9I2zcyIz_MdJ5EkeodzJVE6NbqeG6d2bt8G_KUT1WU» data-advtracking-product-id=»88205014″ data-tg-chain=»{"view_type": "preview"}»>ЗАКАЗАТЬ ЭТОТ ТОВАР
Телефон; мы перезвоним Вам и уточним детали заказа
Ваш номер будет использован только для обработки данного заказа.
Сделать заказ!
Написать нам eyJwcm9kdWN0SWQiOjg4MjA1MDE3LCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMzM0NjQsInBhZ2VJZCI6Ijg3OGYwY2ZjLWJlZmItNDE0OC04OTcwLThkOWU3NjM3MDM0ZCIsInBvdyI6InYyIn0.Tt7otLudskB4eJpW7iUeyC7S3fg6B2s8oZ0txyixrvM» data-advtracking-product-id=»88205017″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjg4MjA1MDE3LCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMzM0NjQsInBhZ2VJZCI6Ijg3OGYwY2ZjLWJlZmItNDE0OC04OTcwLThkOWU3NjM3MDM0ZCIsInBvdyI6InYyIn0.Tt7otLudskB4eJpW7iUeyC7S3fg6B2s8oZ0txyixrvM» data-advtracking-product-id=»88205017″ data-tg-chain=»{"view_type": "preview"}»>ЗАКАЗАТЬ ЭТОТ ТОВАР
Телефон; мы перезвоним Вам и уточним детали заказа
Ваш номер будет использован только для обработки данного заказа.
Сделать заказ!
Написать нам eyJwcm9kdWN0SWQiOjg4MjA1MDIxLCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMzYwODQsInBhZ2VJZCI6IjI2NDBiYjgyLTc1ODgtNGM1Yy1hZmMxLWQ4NWQ3NTQxMWRkYyIsInBvdyI6InYyIn0.70eeC2dD0Bas8Ep6h6cM2v9Tf5puJlsxFxzaMR2wi7Y» data-advtracking-product-id=»88205021″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjg4MjA1MDIxLCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMzYwODQsInBhZ2VJZCI6IjI2NDBiYjgyLTc1ODgtNGM1Yy1hZmMxLWQ4NWQ3NTQxMWRkYyIsInBvdyI6InYyIn0.70eeC2dD0Bas8Ep6h6cM2v9Tf5puJlsxFxzaMR2wi7Y» data-advtracking-product-id=»88205021″ data-tg-chain=»{"view_type": "preview"}»>ЗАКАЗАТЬ ЭТОТ ТОВАР
Телефон; мы перезвоним Вам и уточним детали заказа
Ваш номер будет использован только для обработки данного заказа.
Сделать заказ!
Написать нам eyJwcm9kdWN0SWQiOjg4MjA1MDQzLCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMzg2MTEsInBhZ2VJZCI6Ijc0YmE5Zjc4LWQ1NDItNGM3YS1iNWI0LWRkNTExMDZlOWQ0OCIsInBvdyI6InYyIn0.4njwNLmCdejjofMsuAlklXJGUhXXO68wB4ZWVHGVniA» data-advtracking-product-id=»88205043″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjg4MjA1MDQzLCJjYXRlZ29yeUlkIjoxNDI3MDMsImNvbXBhbnlJZCI6ODI0NDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE4NzA4NzY1LjMwMzg2MTEsInBhZ2VJZCI6Ijc0YmE5Zjc4LWQ1NDItNGM3YS1iNWI0LWRkNTExMDZlOWQ0OCIsInBvdyI6InYyIn0.4njwNLmCdejjofMsuAlklXJGUhXXO68wB4ZWVHGVniA» data-advtracking-product-id=»88205043″ data-tg-chain=»{"view_type": "preview"}»>ЗАКАЗАТЬ ЭТОТ ТОВАР
Телефон; мы перезвоним Вам и уточним детали заказа
Ваш номер будет использован только для обработки данного заказа.
Сделать заказ!
Написать намПрипой для нержавеющей стали
Нержавейка и ее спайка очень сложный процесс, именно по этой причине припой в данном случае должен быть подходящим. Сплавы с содержанием менее 25 % хрома и никеля прекрасно схватываются, что обеспечивает надежное и качественное соединение. Металлические заготовки схватываются с припоем при 500 — 700 градусов по Цельсию. Довольно часто используется спайка для нержавейки припоями твердого типа, ведь они обладают для этого всеми необходимыми свойствами. Материал крепко спаивается при применении припоя с жидкотекучими свойствами, ведь у него небольшая температура плавления. Капилляры начинают работать с максимальной мощностью, поэтому контакты между заготовками из металла улучшаются, и соединяются очень качественно и надежно. Соединение приобретает пластичность, что является ощутимым плюсом. Материалы данного типа не содержат кадмий, есть и те модели, имеющие значительное содержание серебра, иногда оно бывает около 30 %. Это намного лучше, чем спайка нержавеющей стали при помощи олова, однако каждый конкретный случай предусматривает использование разных припоев.
Сплавы с содержанием менее 25 % хрома и никеля прекрасно схватываются, что обеспечивает надежное и качественное соединение. Металлические заготовки схватываются с припоем при 500 — 700 градусов по Цельсию. Довольно часто используется спайка для нержавейки припоями твердого типа, ведь они обладают для этого всеми необходимыми свойствами. Материал крепко спаивается при применении припоя с жидкотекучими свойствами, ведь у него небольшая температура плавления. Капилляры начинают работать с максимальной мощностью, поэтому контакты между заготовками из металла улучшаются, и соединяются очень качественно и надежно. Соединение приобретает пластичность, что является ощутимым плюсом. Материалы данного типа не содержат кадмий, есть и те модели, имеющие значительное содержание серебра, иногда оно бывает около 30 %. Это намного лучше, чем спайка нержавеющей стали при помощи олова, однако каждый конкретный случай предусматривает использование разных припоев.
Спаивание нержавейки
При создании припоя для нержавейки необходимо учитывать свойства данных материалов, а также способы их применения и функциональности. Довольно часто для этого применяют материалы, которые имеют небольшую температуру плавления. Вот только когда детали необходимо использовать при высоких температурах, рекомендуется остановить свой выбор на припое, в котором температура работы будет ниже, чем при спаивании. Иногда нержавеющую сталь спаивают с медными деталями. Если планируется выбор пищевого припоя, то следует избегать содержания вредных веществ, которые могут быть опасными для здоровья человека и выделяться при больших температурах плавления.
Довольно часто для этого применяют материалы, которые имеют небольшую температуру плавления. Вот только когда детали необходимо использовать при высоких температурах, рекомендуется остановить свой выбор на припое, в котором температура работы будет ниже, чем при спаивании. Иногда нержавеющую сталь спаивают с медными деталями. Если планируется выбор пищевого припоя, то следует избегать содержания вредных веществ, которые могут быть опасными для здоровья человека и выделяться при больших температурах плавления.
Виды припоев для нержавеющей стали
Припои для спаивания нержавейки могут быть самыми разнообразными, причем каждый вид имеет свои отличительные свойства. Например:
- Припой HTS528 считается самым универсальным из остальных, который прекрасно спаивает нержавейку, латунные, бронзовые, медные и остальные детали. Он является твердым. Припой имеет покрытие красного оттенка. Длиной он около 45 см, ну а по весу приблизительно 20 грамм. Плавится при 760 градусах.
- Цитрина считается разносоставным припоем, в котором присутствуют элементы марганца и серебра, кадмия и цинка, меди, магния и никеля. Внешний вид его напоминает металл с отблеском. Этот тип припоя является твердым. После применения его можно прекрасно отполировать. Плавится при довольно высоких значениях температуры 820 градусов. У материала отличные противокоррозийные свойства.
- П-81довольно часто применяется в промышленных областях при различных ремонтах и работах. Также он имеет свойства, которые позволяют его использовать для ремонта теплообменного оборудования. Составляющими его являются чугун, сплавы из никеля, стальные материалы, серебро и твердые сплавы. Материал соединяется очень прочно, 170 Мпа. Плавится при 650 градусах. Ну а спаивается при 690 градусах.

Характеристики и свойства припоев
Припои для спаивания нержавеющей стали включают в свой состав разнообразные металлы. Это оказывает прямое влияние на свойства материалов. Поэтому их можно подразделить на некоторые элементы, находящиеся в составе:
- Олово считается материалом мягкого типа, плавится при температуре 230 градусов по Цельсию. Металл растворяется в соляных и серных кислотах, в основном на него не действуют органические кислоты. В условиях комнатных температур не окисляется, но при нахождении постоянно при 18 градусов материал постепенно разрушается и шов сереет;
- Свинец довольно легкоплавкий материал. В большинстве случаев его не применяют в чистом виде, ведь он очень мягкий, но с другой стороны материал легче других поддается обработке. Окисляется лишь внешняя часть, которая находится в прямом контакте с воздухом. Различные щелочи и органические кислоты способны с легкостью растворить свинец;
- Кадмий часто применяется с легкосплавными припоями, куда его добавляют в небольших дозах, к примеру, в олово, свинец или висмут, ведь в чистом виде материал обладает токсичными свойствами. Плавится при температуре около 320 градусов по Цельсию. Является устойчивым к коррозиям материалом;
- Висмут является легкосплавным материалом. Плавится при температуре около 270 градусов по Цельсию. Прекрасно растворяется в серной и азотной кислотах;
- Сурьма считается тугоплавким материалом. Плавится при температуре 63- градусов по Цельсию. Материал очень устойчивый к различным видам коррозий. Он не поддается влиянию воздуха и не окисляется, однако является довольно токсичным. При применении в припое придает эффект глянца;
- Цинк довольно хрупкий металл серо-синего оттенка, а плавится он при температуре около 420 градусов по Цельсию. При взаимодействии с воздухом быстро окисляется, поэтому в большинстве случаев его применяют в местах с высокой влажностью, ведь окислительная пленка надежно закрывает швы от внешнего воздействия. Прекрасно растворяется в различных видах кислот, поэтому используют его в припоях твердого типа;
- Медь считают самой тугоплавкой из всех видов металлов. Плавится только при температуре выше 1084 градуса по Цельсию. Не реагирует на воздействие воздуха, но при высокой влажности постепенно окисляется. Обычно ее применяют только в составе тугоплавких материалов.
 Металл растворяется в соляных и серных кислотах, в основном на него не действуют органические кислоты. В условиях комнатных температур не окисляется, но при нахождении постоянно при 18 градусов материал постепенно разрушается и шов сереет;
Металл растворяется в соляных и серных кислотах, в основном на него не действуют органические кислоты. В условиях комнатных температур не окисляется, но при нахождении постоянно при 18 градусов материал постепенно разрушается и шов сереет; Плавится при температуре 63- градусов по Цельсию. Материал очень устойчивый к различным видам коррозий. Он не поддается влиянию воздуха и не окисляется, однако является довольно токсичным. При применении в припое придает эффект глянца;
Плавится при температуре 63- градусов по Цельсию. Материал очень устойчивый к различным видам коррозий. Он не поддается влиянию воздуха и не окисляется, однако является довольно токсичным. При применении в припое придает эффект глянца;Выбор и его особенности
Существует огромное количество разнообразных припоев, поэтому каждый сможет подобрать для себя наиболее оптимальный вариант. Припои твердого типа для нержавеющей стали обычно используются тогда, когда детали не будут находиться под воздействием высоких температур или механического воздействия. Если никаких сложностей в будущем не возникнет, то вполне можно подобрать и более дешевые материалы. Припои, стойкие к воздействию щелочи и органических кислот, обычно используют в химических производствах и промышленности.
Припои твердого типа для нержавеющей стали обычно используются тогда, когда детали не будут находиться под воздействием высоких температур или механического воздействия. Если никаких сложностей в будущем не возникнет, то вполне можно подобрать и более дешевые материалы. Припои, стойкие к воздействию щелочи и органических кислот, обычно используют в химических производствах и промышленности.
Важно! Нельзя выбирать тот припой, у которого температура плавления будет ниже, чем температура его использования!
HTS-528.Припои, флюсы и пасты для газопламенной пайки.
Припой HTS-528
Технические характеристики припоя HTS-528, описание, инструкция по применению, видеоиатериал.
- Демонстрация пайки припоем HTS 528
- Припой HTS 528 (используется для пайки чугуна, бронзы, латуни, меди) HTS 528 – это мощный безфлюсовый припой, который предназначен для прочного соединения и ремонта изделий из стали, чугуна, меди, бронзы, никеля и латуни. Этим припоем можно соединять разнородные металлы между собой без каких-либо ограничений. По мнению экспертов в области сварки, его текучесть на железистых и нежелезистых металлах идеальна. Припой имеет высокую твердость в обычном состоянии, но HTS 528 остаётся пригодным к обработке резкой. Припой HTS 528 используется в высоко температурных установках.
 Этим припоем можно соединять разнородные металлы между собой без каких-либо ограничений. По мнению экспертов в области сварки, его текучесть на железистых и нежелезистых металлах идеальна. Припой имеет высокую твердость в обычном состоянии, но HTS 528 остаётся пригодным к обработке резкой.
Этим припоем можно соединять разнородные металлы между собой без каких-либо ограничений. По мнению экспертов в области сварки, его текучесть на железистых и нежелезистых металлах идеальна. Припой имеет высокую твердость в обычном состоянии, но HTS 528 остаётся пригодным к обработке резкой.HTS-528 можно использовать в высокотемпературных установках, вплоть до 760 градусов, в таких как : выпускной коллектор автомобиля, ремонт трещин в блоках, для кузовных работ.
Предел прочности: | 100,000 |
Растяжение: | 30% |
| 760. |
Течение: | прекрасное |
Спецификация Американского общества специалистов по сварке: | А 5.7 |
| 92 |
Гидротранспорт по желобу: | низкий |
 C
C Используйте форсунку для пайки твёрдым припоем или газовый резак для нагревания металла до 760º С градусов. Металл начнёт краснеть при 316º С градусах, продолжайте нагрев. Попробуйте прут в ¼ дюйма от пламени. Прут содержит снаружи флюс, который будет плавиться значительно быстрее, чем сам прут, поэтому, если прут не плавится – надо подождать. Когда температура будет близка к 760º С градусов, будет похоже, что прожечигается дыра в металле, не стоит беспокоиться. Когда когда станет заметно, что прут плавится, водите им по всей ремонтируемой области. Прут будет плавиться и с помощью флюса вплавляться внутрь металла. Когда вы уберёте горелку, припой будет вишнёво красным в течение примерно 20 секунд. Если вы следовали инструкциям и тщательно водили прутом по всей ремонтируемой области, вы получите самое прочное соединение, которое возможно для данного металла. Ошлифуйте изделие, придайте форму и отполируйте. Изделие готово к использованию. Твердый припой HTS-528 для профессионального ремонта агрегатов, деталей из чугуна, сталей.
Используйте форсунку для пайки твёрдым припоем или газовый резак для нагревания металла до 760º С градусов. Металл начнёт краснеть при 316º С градусах, продолжайте нагрев. Попробуйте прут в ¼ дюйма от пламени. Прут содержит снаружи флюс, который будет плавиться значительно быстрее, чем сам прут, поэтому, если прут не плавится – надо подождать. Когда температура будет близка к 760º С градусов, будет похоже, что прожечигается дыра в металле, не стоит беспокоиться. Когда когда станет заметно, что прут плавится, водите им по всей ремонтируемой области. Прут будет плавиться и с помощью флюса вплавляться внутрь металла. Когда вы уберёте горелку, припой будет вишнёво красным в течение примерно 20 секунд. Если вы следовали инструкциям и тщательно водили прутом по всей ремонтируемой области, вы получите самое прочное соединение, которое возможно для данного металла. Ошлифуйте изделие, придайте форму и отполируйте. Изделие готово к использованию. Твердый припой HTS-528 для профессионального ремонта агрегатов, деталей из чугуна, сталей. Температура плавления 760. C, достаточная для использования в работе ацетилено-кислородной горелки.
Температура плавления 760. C, достаточная для использования в работе ацетилено-кислородной горелки.Флюс для пайки нержавейки твердыми припоями
Иногда пайка нержавеющей стали предпочтительнее сварки. Пайку применяют для тонкостенных изделий, на которые нет сильной нагрузки, и в тех случаях, когда не хотят получить коробление от нагрева.
При этом надо учитывать, что некоторые виды нержавейки требуют к себе определенного подхода с учетом их состава и технологии изготовления. К примеру, наклепанные нержавеющие сплавы при высокой температуре растрескиваются, поэтому их пайку проводят без нагрузок, предварительно проведя отжиг металла. Есть и другие тонкости.
Особенности сплавов
Нержавейку не паяют с алюминиевыми и магниевыми сплавами. С другими металлами процесс проходит отлично, при этом само место соединение отличается повышенной прочностью.
Некоторые сплавы нержавейки, особенно это касается тех, в состав которых входит больше 25% никеля, при температуре +500-700 ℃ начинают выделять карбиды. Эти химические соединения снижают коррозионную стойкость металла.
Эти химические соединения снижают коррозионную стойкость металла.
И чем длительнее процесс пайки при таком температурном режиме, тем интенсивнее карбиды выделяются. Поэтому время пайки надо сокращать. Пайку в домашних условиях проводят паяльником или газовой горелкой, причем паяльник применяют чаще.
Выбор припоя
Существует два фактора, влияющие на выбор припоя для нержавейки:
- условия, при которых производится процесс соединения;
- состав нержавейки.
Если приходится работать в обычных условиях (в любом помещении), то пайку лучше проводить серебряным припоем, в который входит небольшое количество никеля.
При печном проведении спаиваемого процесса, то есть, при полном отсутствии влажности, используются медные, серебряно-марганцовые или хромоникелевые припои.
Надо отметить, что твердые припои на основе серебра – лучший вариант для пайки деталей из нержавейки.
Ведь серебро так же не поддается коррозии, имеет такой же светлый цвет, как и нержавеющая сталь. Но необходимо отметить, что в чистом виде серебро в припоях не используют.
Но необходимо отметить, что в чистом виде серебро в припоях не используют.
В сплав добавляют цинк или медь. Чем больше в процентном соотношении серебра, тем выше качество сплава. Правда, такой материал придется использовать при более высоких температурах. Оловянные припои используют редко, когда не требуется высокой прочности.
Таблица 1. Состав и свойства серебряных припоев
Выбор флюса
Что касается флюса для пайки нержавейки, то оптимальный вариант здесь – бура. Она может быть использована в виде пасты или порошка. Порошок буры насыпают в зону пайки двух заготовок и нагревают до температуры +850 ℃. Это так называемая температура светло-красного каления.
Как только флюс расплавился, в зону вносят припой. Если следовать стандартам, то для работы с серебряными припоями берут флюсы № 209 или 284 согласно ГОСТ, а для припоев с содержанием меди и никеля – №200 или 201.
Остатки флюса после окончания пайки удаляют водой (холодной или горячей) или делают обдувку песком. Использовать для этого соляную или азотную кислоту не рекомендуется. Это сильнодействующий материал, который разъедает припойный слой и саму нержавейку.
Использовать для этого соляную или азотную кислоту не рекомендуется. Это сильнодействующий материал, который разъедает припойный слой и саму нержавейку.
Как правильно паять в домашних условиях
Чтобы правильно припаять между собой две заготовки из нержавейки, надо грамотно подготовиться к процессу. Для этого в качестве флюса лучше использовать ортофосфорную кислоту или хлорид цинка, который обычно называют паяльной кислотой. Паяльник нужен мощностью 100 Вт. Что касается припоя, то в домашних условиях проще паять нержавейку оловом.
Первый этап процесса – очистка кромок двух деталей из нержавейки. Для этого используется наждачная бумага или напильник с мелкими насечками. Затем надо провести облуживание подготовленных кромок.
Для этого соединяемые плоскости обрабатывают флюсом, затем паяльником разогревают припой, который наносят на концы двух заготовок. Припой должен остаться на жале паяльника, а уже от него должен быть перенесен на плоскости, которые предстоит залудить.
Если олово не прилипло к нержавейке, то процедуру надо повторить, предварительно нагрев концы соединяемых деталей.
Как только облуживание произошло, можно переходить к пайке с внесением в зону соединения флюса и припоя. По окончанию процесс кислота смывается водой.
Соединение с другими металлами
К соединению двух разных металлов, к примеру, к пайке меди с нержавейкой, надо подходить с позиции изучения их свойств. Металлы имеют разные температуры плавления, поэтому процесс пайки считается одним из сложных.
Соединение меди и нержавейки в домашних условиях включает обработку заготовок, лужение кромок и непосредственно сам процесс пайки.
При этом необходимо отметить, что паять медь и нержавейку можно паяльником или горелкой. Первый инструмент является маломощным, поэтому с твердыми припоями он работать не может.
Паяльник также не используют для пайки больших площадей соприкосновения из-за длительности процесса. К тому же флюс будет окисляться еще до того, как успеет полностью прогреться.
К тому же флюс будет окисляться еще до того, как успеет полностью прогреться.
Горелка – наилучший вариант. С ее помощью можно паять не только нержавейку с медью, но и с латунью.
Кстати, при выборе припоя надо обратить внимание именно на прутки из латуни. Это в первую очередь самый распространенный материал для пайки нержавеющей стали, его можно использовать даже в соединении без флюса.
Надо учитывать, что латунь по многим параметрам уступает серебру. Зато она дешевле. Использовать ее надо только для пайки простых неответственных соединений.
Чтобы получить соединения высокой прочности, лучше взять медно-фосфорный припой. Он дороже, но это гарантия высококачественного спаивания. Но лучше всего – серебряные сплавы.
Процесс пайки меди или латуни с нержавейкой ничем от других не отличается. Надо зачистить кромки двух металлов, обезжирить их, провести лужение каждой кромки по отдельности.
Далее на рабочем столе надо уложить две заготовки так, чтобы между ними остался зазор не более 3 мм. Наносят флюс, разогревают, а затем в зону пайки подают припой.
Он должен расплавиться и растечься по границе заготовок. Как только зазор будет полностью заполнен, пайка прекращается. Остывают металлы естественным путем. Остатки флюса смывают водой.
Пищевые припои
В технологии пайки пищевыми припоями нет никаких отличий от стандартных операций. Нельзя использовать материалы и сплавы, в состав которых входит свинец, к примеру, марки ПОС (оловянно-свинцовый). Свинец токсичен, и наблюдается тенденция резкого сокращения его применения в паяльных операциях.
Когда используется ортофосфорная кислота, то надо саму пайку проводить быстрее. Все дело в том, что уже через 10-15 секунд на поверхности соединяемых деталей появится фосфатная пленка.
Она затруднит пайку, придется заново очищать нержавейку, убирая этот слой. Так что оптимально, если флюс наносить прямо перед самой операцией.
Полезные советы
Специалисты, которые не раз имели возможность проводить пайку нержавеющей стали, уверяют, что данный процесс не так сложен. Вот несколько рекомендаций от них в случае использования паяльника:
- использовать для пайки надо паяльник с необгораемым жалом;
- мощность инструмента варьируется в диапазоне 60-100 Вт, оптимально 100. Выше использовать не стоит, перегрев заготовок – это перегрев припоя, который начнет закипать. Ниже тоже не желательно, потому что не будут образовываться молекулярные связи между всеми металлами, которые участвую в процессе пайки;
- после каждой операции жало инструмента рекомендуется очищать. Иногда приходится его затачивать;
- паять лучше оловянными прутками или оловянно-свинцовыми. Второй вид для стыковки пищевой нержавейки не используются. Чисто оловянный припой придется хорошо разогреть, хотя бы до консистенции размякшего пластилина. Вообще, металл должен быть жидким, именно в таком состоянии он сможет прилипнуть к стали;
- в качестве флюса используется ортофосфорная кислота. Канифоль, в силу нейтральности, для нержавейки не применяют;
 Канифоль, в силу нейтральности, для нержавейки не применяют;
Канифоль, в силу нейтральности, для нержавейки не применяют;Обязательно надо придерживаться техники безопасности, тем более, если пайка проводится в домашних условиях. Надо применять средства индивидуальной защиты, а так же организовать проветривание помещения или его вентиляцию.
Как видите, предостережений немало. Но учитывая их, можно говорить о высоком качестве конечного результата.
И все же, несмотря на то, что низкотемпературная и высокотемпературная пайки представляют собой явления одной сущности, их технология, используемые материалы и оборудование, характеристики получаемого соединения существенно различаются. Что, собственно, и явилось основанием для разделения этих способов. За граничную температуру, разделяющую их, приняты 450°C.
Отличия высокотемпературной пайки от низкотемпературной
Важным отличием высокотемпературной пайки от низкотемпературной является повышенная термоустойчивость соединения. Поскольку температура плавления твердых припоев значительно выше температуры плавления мягких, соединение, выполненное высокотемпературной пайкой, способно работать при более высоких температурах, сохраняя все свои свойства. Во многих случаях при выборе способа пайки, эта особенность является определяющей.
Поскольку температура плавления твердых припоев значительно выше температуры плавления мягких, соединение, выполненное высокотемпературной пайкой, способно работать при более высоких температурах, сохраняя все свои свойства. Во многих случаях при выборе способа пайки, эта особенность является определяющей.
Но есть и то, в чем пайка твердыми припоями уступает пайке мягкими припоями. Относительно высокая температура может вызывать структурные изменения в некоторых металлах. Такое, в частности, наблюдается в чугуне, в котором при пайке могут возникать закалочные структуры, приводящие к повышенной хрупкости металла в зоне шва.
Высокая температура плавления твердых припоев предъявляет свои требования к источникам нагрева. Они должны обеспечивать расплавление припоев, температура плавления которых достигает иногда 1000°C. Это исключает использование при высокотемпературной пайке удобных паяльников, являющихся основным инструментом при пайке мягкими припоями.
Резюмируя вышесказанное, можно подвести итог сравнения высокотемпературной и низкотемпературной паек.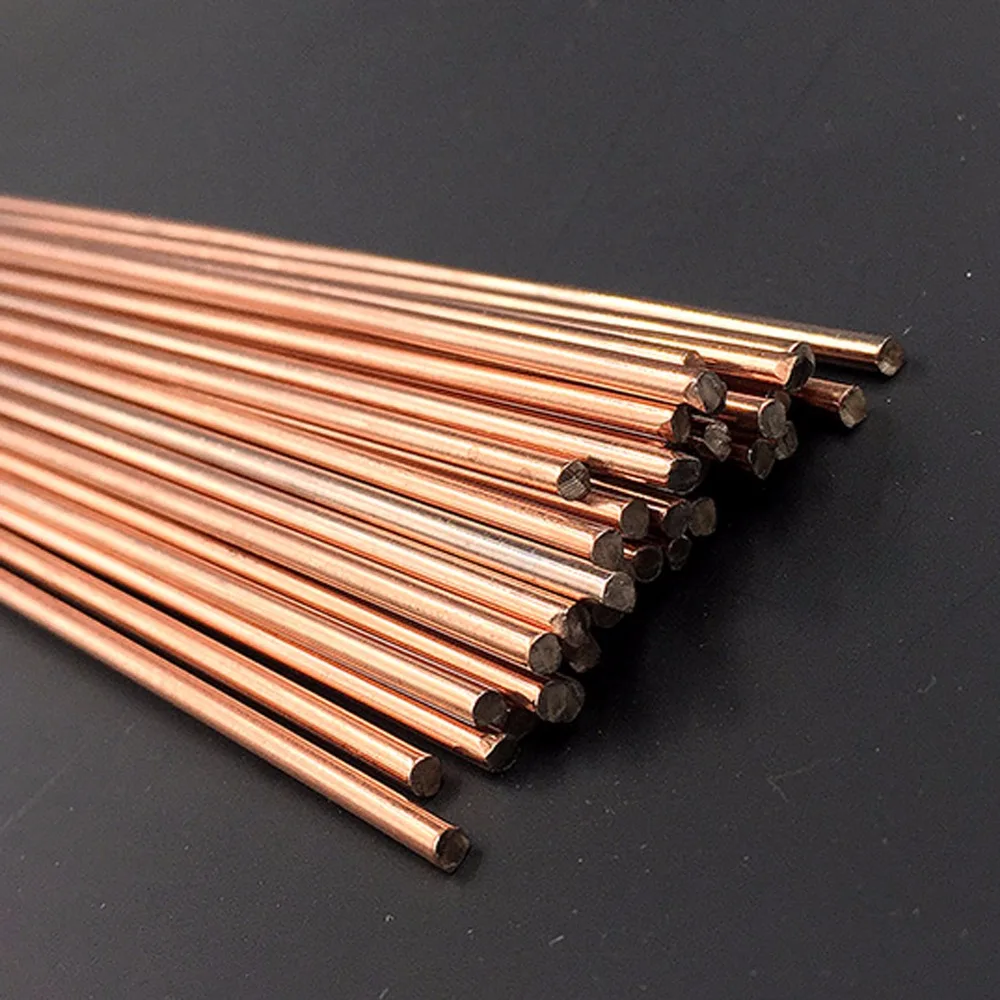 К достоинствам первой относится высокая прочность и термоустойчивость соединения, к недостаткам – сложность технологического процесса, обусловленная необходимостью прогрева паяемых деталей до относительно высоких температур.
К достоинствам первой относится высокая прочность и термоустойчивость соединения, к недостаткам – сложность технологического процесса, обусловленная необходимостью прогрева паяемых деталей до относительно высоких температур.
Применение пайки твердыми припоями
Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами. Припаивание последних обеспечивает достаточную прочность соединения и не оказывает отрицательного воздействия на твердость и геометрию режущих пластин.
Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах – холодильных, теплообменных и пр. – также не может обойтись без пайки твердыми припоями.
Широко используется высокотемпературная пайка при ремонте автомобилей – радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей – везде, где нельзя или нежелательно применять сварку.
Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы. Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Источники нагрева при высокотемпературной пайке
Основными источниками нагрева при высокотемпературной пайке являются газовые горелки различных типов, индукторы и печи. Применяется также нагрев электросопротивлением. В быту чаще всего твердыми припоями паяют с помощью горелок.
Припои
Иногда используют в качестве припоя и технически чистую медь. Однако гораздо чаще используют пайку медными припоями, представляющими собой соединения меди с другими металлами – цинком, серебром, кремнием, оловом и пр. Каждый из этих элементов вносит свою лепту в технологические свойства припоев. Почти все они снижают температуру плавления (у чистой меди она составляет 1083°C).
Каждый из этих элементов вносит свою лепту в технологические свойства припоев. Почти все они снижают температуру плавления (у чистой меди она составляет 1083°C).
При высокотемпературной пайке используются медно-цинковые, медно-фосфорные, серебряные припои и латуни.
Медно-цинковые припои. Существует большое количество медно-цинковых припоев (ПМЦ-35, ПМЦ-39, ПМЦ-50, ПМЦ-54, ПМЦ-57 и пр.). Цифры указывают процентное содержание меди. Их используют для пайки бронзы, меди, стали. Недостатком чисто медно-цинковых материалов является плохая работа в условиях ударных, вибрационных и изгибающих нагрузок. Чтобы убрать или снизить этот недостаток используют легирование их другими металлами (например, латуни можно рассматривать как легированные медно-цинковые припои). Легированные медно-цинковые припои используются, в частности, при пайке твердосплавных резцов.
Медно-фосфорные припои. Медно-фосфорные припои (ПМФ-7, ПМФ-9, ПМФОЦр-6-4-0,03) представляют собой сплав меди с фосфором. Следующая за буквами цифра указывает на процентное содержание фосфора. Припой ПМФОЦр-6-4-0.03, кроме меди и фосфора, содержит олово и цирконий.
Следующая за буквами цифра указывает на процентное содержание фосфора. Припой ПМФОЦр-6-4-0.03, кроме меди и фосфора, содержит олово и цирконий.
Медно-фосфорные припои относятся к среднеплавким (700-850°C), обладают высокой текучестью и хорошей коррозионной устойчивостью к агрессивным средам. Используются для пайки меди и ее сплавов (бронзы, латуни, мельхиора). Можно их использовать и в качестве заменителя серебряных припоев при ремонте ювелирных изделий.
Пайка сталей и чугуна медными припоями, содержащими фосфор, не применяется из-за повышенной хрупкости соединения и его неспособности переносить ударные, вибрационные и изгибающие нагрузки. Это вызвано образованием по границе шва пленки фосфитов.
Отличительную особенность медно-фосфорных припоев является то, что они являются самофлюсующимися. При пайке ими медных изделий, применение флюса не обязательно.
Латуни. Широкое распространение в качестве припоев получили латуни, которые являются сплавом меди с цинком. Латуни Л62 и ЛОК-62-06-04 дают прочные паяные соединения. ЛОК-62-06-04 отличается от Л62 наличием олова и кремния, обеспечивающих более высокие технологические свойства припоя. Олово увеличивает жидкотекучесть и снижает температуру плавления, а соединения кремния предохраняют цинк от окисления и испарения. Латуни применяются при пайке меди, стали, чугуна.
Латуни Л62 и ЛОК-62-06-04 дают прочные паяные соединения. ЛОК-62-06-04 отличается от Л62 наличием олова и кремния, обеспечивающих более высокие технологические свойства припоя. Олово увеличивает жидкотекучесть и снижает температуру плавления, а соединения кремния предохраняют цинк от окисления и испарения. Латуни применяются при пайке меди, стали, чугуна.
Серебряные припои. Серебро является отличным материалом для пайки. Серебряным припоям, которые представляют собой в основном сплав серебра с медью и цинком, принадлежит первое место по растеканию, смачиваемости, прочности и антикоррозионности. Не будь они такими дорогими, можно было бы отказаться от всех остальных припоев, используя только серебряные. Благо они обладают универсальностью и способны паять практически любой металл.
Припои на основе серебра обозначаются буквами ПСр (ПСр-15, ПСр-25, ПСр-45, ПСр-65, ПСр-70). Марки ПСр-15 и ПСр-25 используются для пайки не очень ответственных деталей. Если требуется получить особо качественное соединение, используют припой ПСр-45, имеющий 45% серебра, 30% меди и 25% цинка. ПСр-45 обладает отличными качествами – вязкостью, ковкостью, жидкотекучестью, устойчивостью против коррозии, способностью выдерживать вибрацию и удары. Припой ПСр-65 не уступает ПСр-45, но слишком дорог.
ПСр-45 обладает отличными качествами – вязкостью, ковкостью, жидкотекучестью, устойчивостью против коррозии, способностью выдерживать вибрацию и удары. Припой ПСр-65 не уступает ПСр-45, но слишком дорог.
Серебряными припоями можно паять практически любой металл – медь и ее сплавы, серебро, стали и пр. Однако в силу их дороговизны пайку серебряными припоями применяют только там, где это экономически целесообразно, в частности, для соединения нержавеющих сталей, относящихся к разряду труднопаяемых и требующих припоев, обладающих хорошей смачиваемостью и позволяющих избежать коррозии, которая может возникнуть в спае.
Флюсы
Пайка меди и ее сплавов может производиться с помощью чистой буры, которая является универсальным флюсом для высокотемпературной пайки.
Используются различные формы выпуска флюсов – жидкости, порошок, кусочки (кристаллы буры, например). Чтобы облегчить их дозирование (избыток флюса так же нежелателен, как и недостаток), используют объединение их с припоем. Делается это разными способами – добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Делается это разными способами – добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Технология высокотемпературной пайки
Пайка выполняется в такой последовательности. Механическим путем зачищаются стыковые части деталей. Операция необходима для удаления стойкой окисной пленки, которая покрывает нержавеющие стали.
Детали зажимаются в тисках в требуемом положении.
Зона пайки промазывается флюсом.
Зажигается горелка, и устанавливается необходимый режим горения. Пламя должно быть восстановительным, с небольшой нехваткой кислорода (но не до копоти и желтого огня). Пересыщенное кислородом пламя окисляет поверхность металла.
Производится разогрев паяемой зоны до начала изменения цвета детали (при прикосновении, флюс на прутке должен начать плавиться). Прогревать нужно все соединение, перемещая пламя в разные стороны.
Осуществляется офлюсовывание стыка флюсом с прутка – трением последнего по стыку. Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.
Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.
Нагрев зоны пайки доводится до вишневого цвета. Обычно пайка твердыми припоями производится в интервале цветов от темно-вишневого до светло-вишневого.
Расплавляется припой. При достаточном количестве флюса он легко растекается по зоне пайки, затягивается в стык.
После окончания операции производится зачистка спая.
Антикоррозионные свойства стали придаёт присадка хрома от 12%. На поверхности образуется защитная плёнка. При механическом и термическом воздействии она повреждается, но быстро восстанавливается на воздухе. Поэтому коррозионно стойкие металлы так ценятся.
Чем пайка лучше сварки
Соединение деталей из нержавеющей стали выполняется двумя методами: аргонной сваркой и пайкой твёрдым припоем. Если первый способ недоступен, альтернативой будет пайка. Главный плюс этого способа — в ненужности дорогостоящего промышленного аргонно-сварочного оборудования.
Пайка нержавейки серебряным припоем доступна в условия гаража и домашней мастерской. Для нередких случаев это дешевле и проще. Но и тут не всё гладко. Нержавейка — металл особый, мягким припоем его не взять. Для надёжной пайки понадобятся:
- твёрдый серебряный припой с содержанием серебра от 5% до 45%,
- специальный флюс (если только припой не офлюсованный),
- хорошая газовая горелка для пайки, способная давать факел пламени более 2000 градусов Цельсия (горелка на МАПП-газе даёт 2010 градусов, на пропане — меньше).
Всё правильно, серебро плавится при значительно меньшей температуре. Высокая температура горения необходима для быстрого прогрева металла и уверенного поддержания требуемого уровня тепла. Делает пайку нержавейки серебряным припоем качественной, распределение расплава равномерным, гарантирует его проникновение и растекание под действием капиллярного эффекта. И создаёт условия для выполнения ответственных соединений, которые будут работать под нагрузкой и давлением много лет.
Таблица 1 . Температура плавления металлов и припоев
Подготовка к успешной пайке
Спаиваемые детали подготавливаются, подгоняется форма и размер сопряжений, чтобы в итоге получился стык с минимальным зазором. Поверхности зачищаются. Лучше не использовать металлическую щётку, так как от неё останутся частички стружки, которые потом образуют ржавчину. Детали фиксируются друг относительно друга. На поверхности вокруг стыка наносится флюс.
Если используется офлюсованный пруток — сначала он прогревается боковой стороной на стыке, чтобы флюсующее вещество на нём расплавилось и попало в зазор до начала пайки.
В некоторых случаях, чтобы упростить и ускорить непосредственное спаивание, ответные поверхности заранее пропаивают, покрывают тонким слоем припоя. Лужёная поверхность металла лучше смачивается припоем. Но нужно учитывать, что размеры соединяемых деталей при этом изменяться. Например, при паянии тройника диаметр трубки увеличиться, а посадочного отверстия уменьшится.
Пайка
Поджигаем горелку пьезокурком. Прогреваем место пайки, причём не ограничиваясь местом у самого стыка, захватываем пошире, на расстояние 2-3 поперечника. Для массивных деталей потребуется больше тепла, чтобы металл не остывал в процессе паяния. Иначе не получится качественного соединения. Можно использовать двух- и даже трёх-сопловые газовые горелки. Или двумя горелками одновременно прогревать с двух сторон.
Важно не останавливать пламя горелки на одном месте, чтобы металл не перегрелся в одной точке, и его не повело и чтобы он не расплавился. Прогрев надо выполнять, равномерно медленно двигая сопло по всей поверхности сопряжения. Металл приобретает малиновый оттенок, а затем становится красным. Подносим пруток серебряного припоя к стыку.
Факел пламени нужно направлять не прямо на пруток, а немного опережать точку приложения прутка. Благодаря высокой температуре нагретых деталей припой плавиться и по прогретой нержавейке хорошо проникает в стык. Когда таким образом обработано всё соединение, пайка завершена. Даём изделию остыть. Зачищаем напильником и наждачкой, промываем водой с ветошью или губкой.
Готовое соединение выдерживает высокие механические нагрузки и давление. Хотя окончательная проверка произойдёт в работе, как правило, качество пайки уже можно наблюдать визуально. Дело сделано!
Каков расход серебряного припоя?
При соблюдении технологии расход очень небольшой. Например, для установки фланца на трубу 1 1/2″ понадобиться не больше 1 сантиметра прутка.
Наилучший вариант — это, конечно же, офлюсованный серебро содержащий пруток. Бери и паяй, не беспокоясь о флюсе. Классика — это ортофосфорная кислота, она хорошо избавляет от тонкого слоя окислов. Наносится кисточкой. Известен также простой в приготовлении состав из равных частей ортофосфорной кислоты и буры. Ещё один состав: бура, фтористый натрий, борная кислота. Покупая в магазине, выбираем флюс для высокотемпературной пайки.
Сравнение серебряного припоя и олова при пайке нержавейки
Преимущества олова в его дешевизне и низкой температуре расплавления, его берёт даже 60-ваттный электропаяльник. Вполне сгодится для лужения, заделки мелких отверстий, выполнения не ответственных соединений, которые будут работать под слабой нагрузкой. А также для временных решений, на скорую руку. Нужен оловянный припой без содержания свинца.
Температура плавления олова 232 градуса, а серебра 962. Какой из расплавов крепче въестся в поверхность нержавеющего металла? Как говориться, выбирайте сами.
Какую нержавейку нельзя паять твёрдыми припоями
Некоторые виды (марки) нержавеющих сталей нельзя подвергать ни сварке ни пайке твёрдыми припоями (серебром, латунью), из-за чего в них начинается внутренняя коррозия. Это аустенитные нержавеющие стали (названы в честь английского металлурга Аустена), например 12Х18Н9 (маркировка по ГОСТу — 0,12% углерода, 18% хрома, 9% никеля). Тут есть 2 варианта решения: лудить оловом, ибо оно относится к мягким припоям и плавится при 232 градусах. Или взять нерж другой марки. Например, если в обозначении будет буква Т или Б, то любой термообработке подвергать можно (они легированы титаном или ниобием: марки обозначаются 12Х18Н9Т или 12Х18Н9Б соответственно).
Видео: пайка нержавейки серебряным припоем
Горелка для пайки из нержавеющей стали
Пайка горелкой Нержавеющая сталь
К нержавеющим сталям относятся различные сплавы на основе железа, содержащие более 10% хрома, которые обеспечивают коррозионную стойкость благодаря прозрачному слою оксида хрома. В Справочнике AWS перечислены пять категорий нержавеющих сталей:
- Аустенитные (незакаленные) стали (например, серии 300)
- Ферритные (незакаленные) стали (например, серия 400)
- Мартенситные (закаливаемые) стали (т.е.е. 400 серия — термообработка)
Стали с дисперсионной закалкой из-за их термической обработки часто паяют в печи. Дуплексные нержавеющие стали не так распространены, как остальные, и не будут обсуждаться.
Нержавеющие стали часто указываются в конструкциях изделий по следующим причинам:
- Устойчивость к образованию накипи при высоких температурах
- Устойчивость при очень низких температурах
- Чистота и гладкость поверхности
Есть несколько процессов, которые можно использовать для пайки нержавеющих сталей: печь, индукция, сопротивление или горелка.Сегодня наше внимание уделяется пайке флюсом горелкой. Механизированная пайка горелкой обеспечивает эффективность производственной линии, может применяться как для коротких, так и для длительных производственных циклов и требует относительно небольших вложений в оборудование и приспособления.
Присадочные металлы
При выборе присадочного металла для пайки нержавеющей сталью горелкой в Руководстве AWS рекомендуется учитывать:
- Условия эксплуатации — рабочие температуры, нагрузки и окружающая среда
- Состав основного металла или тип используемой нержавеющей стали
- Требования к термообработке мартенситных или дисперсионно-твердеющих сталей
- Толщина или геометрия детали
- Особые меры предосторожности, такие как сенсибилизация нестабилизированных аустенитных нержавеющих сталей при определенных температурах.
Есть несколько хороших вариантов выбора сплава, в зависимости от вашего применения и свойств нержавеющей стали:
- Сплавы, такие как Easy-Flo 3, Silvaloy 404 и Silvaloy 505, обеспечивают коррозионную стойкость (полностью никелевые подшипники).
- Сплавы, не содержащие кадмия, содержащие никель, обладают влагостойкостью при применении в пищевой промышленности или медицинских / стоматологических устройствах.
- Сплавы на основе серебра, хотя и более дорогие, обладают такими преимуществами, как удобство и низкие производственные затраты.
Имейте в виду, что некоторые комбинации сплавов и нержавеющих сталей могут привести к коррозии на поверхности раздела. См. Дополнительную информацию в блоге Lucas-Milhaupt о межфазной коррозии.
Паяльный флюс
Флюс защищает как основной металл, так и присадочный металл от окисления в процессе пайки. Он ограничивает влияние поверхностного натяжения за счет удаления или уменьшения поверхностных оксидов, которые затем помогают присадочному металлу течь свободно в расплавленном состоянии.
Чтобы выбрать подходящий флюс, проанализируйте требуемые свойства и характеристики.Выберите флюс, который минимизирует коррозионное действие для вашего конкретного основного металла и присадочного металла. Также проверьте температурный диапазон флюса, чтобы убедиться, что он соответствует температуре пайки присадочного металла. Затем примите во внимание время пайки для вашего процесса и способность флюса выдерживать процесс без разрушения. Наконец, подумайте об удалении флюса, необходимом для вашего приложения.
Пастообразные флюсыAWS FB3-C часто используются для пайки сталей, никеля / сплавов и карбидов с жаропрочными присадочными металлами.Флюсы FB3-C содержат борную кислоту, бораты и соединения фтора. Lucas-Milhaupt предлагает несколько вариантов, включая Handy Flux® Type B-1 или Black Ultraflux®.
Этапы пайки
Для достижения наилучшего качества процесса пайки следуйте этим основным принципам:
- Правильная посадка и зазор — для сплавов BAg используйте зазор 0,002-0,005 дюйма / 0,051-0,127 мм для пайки флюсом.
- Очистка — для достижения контакта поверхности металла с металлом, необходимого для прочного соединения, удалите всю пыль, грязь, мусор и оксиды с помощью подходящего метода очистки.
- Правильный флюс / атмосфера — для нержавеющей стали модифицированный бором флюс FB3-C помогает удалить оксид хрома (тугоплавкий оксид).
- Правильное крепление — сведите крепление к минимуму; Самофиксирующийся лучше всего, чтобы свести к минимуму точки контакта с приспособлением. При необходимости нержавеющая сталь является хорошим материалом для светильников из-за ее низкой теплопроводности.
- Правильный нагрев — основной металл из нержавеющей стали хуже проводит тепло, чем медь / латунь; при соединении нержавеющей стали с медью тепло должно быть направлено на лучший проводник (Cu) для материалов аналогичного размера / массы.Избегайте образования карбидов хрома в нержавеющей стали во время пайки, ограничивая время при температуре, при которой присадочный металл расплавляется. Помните, что основной металл, а не тепло от горелки, должен плавить присадочный металл.
- Окончательная очистка — флюс вызывает коррозию и должен быть удален после процесса пайки промывкой водой, химической очисткой или механическими средствами.
Качественные соединения
Процесс пайки нержавеющей стали должен давать высококачественные паяные соединения со следующими преимуществами:
- Коррозионная стойкость — благодаря припоям, содержащим серебро, золото или никель, плюс использование соединений внахлест
- Герметичность и пластичность — устойчивость к утечкам жидкости и газа, а также способность выдерживать вибрацию и перепады давления
- Прочность — благодаря условиям трехосного нагружения и диффузии присадочного металла в нержавеющую сталь; способен выдерживать как высокие, так и низкие температуры — от -184 до 204 ° C (от -300 до 400 ° F) или даже 700 ° F (371 ° C) для BAg-13
- Внешний вид — гладкие и чистые, паяные соединения могут быть почти незаметными
ЗАКЛЮЧЕНИЕ:
Пайка нержавеющей стали требует некоторой предусмотрительности, поскольку сплавы, используемые для образования соединений, должны иметь свойства, совместимые с основным металлом.Однако ключевым преимуществом является то, что многие разнородные металлы могут быть соединены с нержавеющей сталью с помощью пайки. В результате этого процесса можно получить прочные, пластичные, чистые и гладкие соединения.
Lucas-Milhaupt посвящен предоставлению экспертной информации по лучшей пайке. Пожалуйста, не стесняйтесь поделиться этой записью в блоге с коллегами. Ознакомьтесь с полной линейкой припоев Lucas-Milhaupt для вашего производства и свяжитесь с нами, если мы можем вам помочь.
Пайка нержавеющей стали [Архив] — Cast Boolits
Просмотр полной версии: Пайка нержавеющей стали
Deep Six
01-10-2015, 18:25
Я взял по-настоящему милую винтовку Winchester 70 с коротким затвором, которую кто-то перебросил до 358 побед, используя ствол Douglas из нержавеющей стали.Единственная ложка дегтя в том, что у него в настоящее время нет передней части, и мне не нужен прицел на этом ружье. Я припаял несколько простых стволов 4140 с отличными результатами, но, хоть убей, не могу обработать этот нержавеющий ствол оловом. Я считаю, что проблема в водопроводном флюсе в моем магазине товаров для дома. Я читал об использовании соляной кислоты в качестве флюса, который некоторым помог, но это все еще недостаточно прочный сустав.Кто-то должен был успешно проделать это с помощью мягкого припоя. Помогите, пожалуйста!
Думаю, вам придется припаять его серебром и использовать радиатор для защиты ствола.Радиатор = влажная ткань вокруг корпуса возле места пайки.
Deep Six
01-10-2015, 19:16
Должен быть способ использовать мягкий припой.
bangerjim
01-10-2015, 19:17
Для сварки SST большинство используют сварочные аппараты MIG.Выполните поиск в Google … почти по ЛЮБОМУ вопросу, который может у вас возникнуть! Ни о чем!
Вот лишь одна из многих ссылок для быстрого поиска:
http://www.brazing.com/techguide/procedures/st самостоятельно.asp
banger
Подойдет флюс неорганической кислоты. У меня были лучшие результаты на нержавеющей стали с утюгом подходящего размера (ватт) (типичный паяльник недостаточно велик) Чистота — ваш друг. Сварочный аппарат TIG — это то, что вам нужно для тонкой работы с мельчайшим валиком, однако, IMO, он нагреет ствол слишком сильно. Не приближайтесь к нему со сварочным аппаратом MIG.
кантри джентльмен
01-10-2015, 19:32
Я полагаю, вам понадобится специальный флюс для нержавеющей стали.При пайке нержавеющей стали мы использовали флюс на водной основе под названием Stay sil. Новый флюс тоже не тот, что был 10 лет назад, поскольку свинца больше нет, теперь его больше нет. Вы можете зайти в магазин товаров для сварщиков и спросить, где вам нужны ответы и все необходимое.
Deep Six
10.01.2015, 19:41
Хорошая мысль. Я заеду к одному после работы на этой неделе. Также видел, что Brownells рекламирует свой припой Hi-force 44 для использования на нержавеющей стали, если вы используете их рекомендуемый флюс.Кто-нибудь пробовал это?
6bg6ga
01-10-2015, 20:36
Если Brownells рекламирует припой Hi-force 44, я бы позвонил им, чтобы получить рекомендации относительно пригодного флюса.
tomme boy
01-10-2015, 20:48
Свинец не прилипает к SS
M-Tecs
01-10-2015, 21:01
Полезные ссылкиhttp: //www.kester.com/kester-content/uploads/2013/06/Soldering_to_Stainless_Steel.pdf
http: // www.wikihow.com/Solder-Stainless-Steel
http://www.jm-metaljoining.com/pdfs-uploaded/Joining%20Stainless%20Steel.pdf
http://www.superiorflux.com/sthibited_steel_soldering_flux.html
http://www.stavigation-steel-tube.org/Soldering-Stainless-Steel.htm
Свинец не прилипает к SS
Вот почему вы используете серебряный припой
cold1
01-10-2015, 21:40 PM
У поставщика ОВКВ обычно есть StayBright8 на складе. Используйте правильный Flux.Он также может быть у Amazon.http://www.harrisproductsgroup.com/en/Products/Alloys/Soldering.aspx
fast ronnie
01-10-2015, 21:49 PM
Почему бы не просверлить и не нарезать спереди? У меня есть хр и маузер вот так.
pietro
01-10-2015, 22:05
Почему бы не просверлить и не нарезать спереди? У меня есть хр и маузер вот так.+1 — АКА «ЛЕГКАЯ кнопка» …………………………………. . [смайл = b:
.
Deep Six
01-10-2015, 23:25
У меня нет приспособления или сверлильного станка для такой задачи. Кроме того, ствол имеет стандартный заводской диаметр 0,65 дюйма на дульном срезе в сочетании с диаметром ствола 35 кал. Из-за этого не остается много мяса для сверления и нарезания резьбы. Мне, вероятно, придется начать с нижнего крана, и это звучит как рецепт неудачи.Пайка также позволяет мне получить идеальный индекс, тогда как при сверлении у вас есть только один шанс.
MaLar
01-11-2015, 01:01 AM
Попробуйте это и немного эпоксидной смолы.
http://www.brownells.com/rifle-parts/sights/front-sights/sight-base-front-prod12041.aspx
Col4570
01-11-2015, 01:49
Щавелевая кислота будет делать свое дело, листья ревеня раздавлены, а извлеченный сок является хорошим флюсом для SS.
6bg6ga
01-11-2015, 07:55 AM
Свинец не прилипает к SSЯ предположил, что плакат говорит о серебряном припое. Серебряный припой прилипнет.
docone31
11.01.2015, 08:21
Я использую припой из белого золота.Когда я заставляю кольца SS изменить размер, припой из белого золота хорошо прилипает. 10К. Я использую Batterns flux.
Нехорошо мариновать. Он загрязняет горшок. Я стачиваю флюс. Это делает невидимую линию.
У меня работает.
smokeywolf
11.01.2015, 08:21
Серебряный припой или серебряный припой, нержавеющая сталь.
Подумайте только, пробовал ли кто-нибудь одну из эпоксидных смол вроде Davcon? Я использовал ее на паровых турбинах, и она хорошо держится.
koehlerrk
01-11-2015, 09:32 AM
В детстве я использовал эпоксидную смолу Devcon Steel, чтобы вернуть рамку мушки на старое ружье, старое ружье Mossberg с регулируемым дульным сужением. .
Он был опрокинут и сломал мушку. Не могли вытащить винты, и у нас не было возможности повторно сверлить-перетапливать, поэтому мы установили его там, обернули вокруг основания карандашом, хорошо почистили, покрыли эпоксидной смолой, зажали и оставили на два дня. Младший брат до сих пор пользуется этим старым ружьем, в основном оно ездит на его грузовике по его нефтяным месторождениям, и спустя почти 30 лет оно все еще там. Единственный ключ к разгадке: если вы присмотритесь, отверстия для винтов в рампе залиты эпоксидной смолой …
labradigger1
01-11-2015, 10:48 AM
Свинец не прилипает к SS Скажите это моему латунная форма noe rg с нержавеющими штифтами, примерно каждые 500 боллитов мне нужно вытащить штифты и очистить от них провод, чтобы форма плотно закрылась.
Лаборатория
tomme boy
11.01.2015, 12:03
Не ведется. Это оксид свинца. Разное целое.
tomme boy
01-11-2015, 12:05
Некоторые свинцовые припои в коробках на самом деле помечены как серебряные припои, так как в них есть небольшое количество серебра.
Так как у меня тоже нет приспособления для центровки мушки на винтовке.
Я просто безумно приклеил переднюю рампу на ствол, совместил ее с лазерным прицелом канала ствола.
Затем я беру его на полигон и подтверждаю, что он находится там, где я хочу.
Затем я просверливаю отверстие под винт в пандусе, чтобы отметить ствол, снимаю пандус, затем просверливаю ствол и ударяю по нему.
Я как бы использую ту же процедуру, когда собираюсь паять передний пандус или хочу попробовать разную высоту пандуса.
bangerjim
01-11-2015, 13:03
Некоторые свинцовые припои в коробках на самом деле помечены как серебряные припои, так как в них есть небольшое количество серебра.Тот мусор, который они продают в Lowes and Home Despot, — это припой с «серебряным подшипником» ….. очень ОЧЕНЬ маленькое количество серебра.
НАСТОЯЩИЙ серебряный припой представляет собой тонкую твердую проволоку или тонкие плоские листы, для плавления требуется МНОГО тепла, и в нем используется специальный флюс, а НЕ паста для флюса для медных труб, которую можно купить в местных магазинах.
Я использую либо оксипропан, либо газовое пламя MAPP, чтобы расплавить твердое вещество и добиться хорошей текучести и плотной посадки. Никогда не использовал его на SST и не могу гарантировать, что он будет прилипать. Я использую MIG для всех работ SST.
banger
Petrol & Powder
01-11-2015, 13:06 PM
Drill & tap был бы моим первым выбором.
Я действительно думаю, что эпоксидная смола тоже подойдет. При правильной подготовительной работе эпоксидная смола может быть даже прочнее, чем припой!
Col4570
01-11-2015, 13:41
http://ri.search.yahoo.com/_ylt=A9mSs2fztLJUt3sAzYdLBQx.;_ylu=X3oDMTBydWpobjZ310cMgR2 / REV2 / REV2 / REV2 / REV2 / REV2 / REV2 / NBHGV2 / REV1 RO = 10 / RU = http% 3a% 2f% 2fwww.superiorflux.com% 2fstronic_s teel_soldering_flux.html / RK = 0 / RS = yE.5ZLEZR7UTwAWWOB6UV6HyEas-
извините, запрещено по какой-то причине. Это была ссылка на сайт по пайке нержавеющей стали.
LynC2
01-11-2015, 14:26
Вы можете попробовать клей Black Max, он рекламируется для наклеивания на прицелы на ружьях. Я никогда им не пользовался, поэтому не знаю, насколько он был бы хорош.
http://www.brownells.com/gunsmith-tools-supplies/general-gunsmith-tools/thread-locking-liquids/black-max-adhesive-prod6139.aspx? avs | Manufacturer_1 = LOCTITE
Кто-то здесь недавно сделал очень красивую «ошибку через прицел ствола». Такой, как этот, можно было закрепить с помощью установочного винта (ов), чтобы его можно было регулировать по ветру, а затем закрепить на месте с помощью Locktite или других средств.
Deep Six
01-11-2015, 23:31
Я купил серебряный припой и жидкий флюс (специально для нержавеющей стали) в строительном магазине. Вроде получилось лучше. Определенно получил гораздо более сильную связь.Придется испытать его на стрельбище и посмотреть, останется ли он на месте. Если нет, думаю, пришло время эпоксидной смолы.
Ragnarok
01-11-2015, 23:55
Кто-то здесь недавно сделал очень красивую «ошибку через прицел ствола». Такой, как этот, можно было закрепить с помощью установочного винта (ов), чтобы его можно было регулировать по ветру, а затем закрепить на месте с помощью Locktite или других средств.Lyman изготовил рампу / ленту в стиле «Ругер», которая надевалась на ствол и имела установочный винт в ласточкином хвосте под лезвием прицела.Я думаю, что можно было бы изготовить что-то подобное из нержавеющей стали
fouronesix
01-12-2015, 00:22
Я не специалист по пайке и даже не приличный сварщик. Но Бангерджим на деньгах из-за пайки СС. Серебряный припой в основном серебряный и требует сильного нагрева. Лучше всего для небольших деталей использовать горелку O / A с тонким наконечником для фокусировки тепла до тех пор, пока припой не потечет в соединение. Рекомендуется какая-то раковина. Тип теста, пропитанный серебром, хорошо подойдет.Подойдет любое количество эпоксидных смол.Обычный сварной шов JB будет работать так же хорошо, как и любой другой. Сопрягаемые поверхности необходимо слегка отшлифовать и очистить ацетоном. Лучшие эпоксидные смолы, такие как JB, удержат практически любой маломассивный прицел при отдаче. Но они точно так же подвержены прямым ударам и ударам и никоим образом не сравнимы с серебряным припоем.
Прицел с полосой очень прочен и может быть легко подогнан к диаметру ствола. Попав в желаемое положение, легко удерживается на месте эпоксидной смолой.
Отзыв на 2 цента
Countrygent
01-12-2015, 00:25
Если правильно обработать правую шестерку, то ленточная мушка может быть легко установлена на место.Станок до посадки с натягом .001–0015 и нагрейте для расширения, затем поместите на ствол в положение, позволяя ему остыть, он снова сожмется и плотно зафиксируется на месте. Если сделать плавные линии, это будет выглядеть как часть ствола, а не как дополнение.
peterthevet
01-13-2015, 17:25
Серебряный припой низкотемпературный (например, 96,5% олова и 3,5% серебра) и серебряный припой (иногда называемый «твердым серебряным припоем … неправильно I может добавить) высокотемпературный.Оба будут работать с SS — однако ваша подготовка должна быть тщательной с серебряным припоем, и вы должны использовать правильный флюс.
castalott
13.01.2015, 17:41
Я «припаял» медный провод к нержавеющей стали на антенне. Вы достаточно грубо обработаете нержавеющую сталь, чтобы припой остался на месте, когда он остынет. Но вы, возможно, не захотите делать это на своей винтовке … Но вы можете это сделать и с хорошим электрическим подключением.
DougGuy
01-13-2015, 18:05
Для постоянной установки вам понадобится минимум твердого припоя, например, 5% серебряный припой и флюс Харриса, когда этот припой начнет течь, ствол будет ВИШНЕ-КРАСНЫМ, но это навсегда.Я могу сварить его TiG, используя очень низкий ток, например, 25-32 А, сделать красивый крошечный сварной валик, тоже постоянный, приятный на вид, но ствол НЕОБХОДИМО продуть аргоном, чтобы он не засахаривался внутри. Это примерно два хороших способа сварить что-нибудь маленькое из нержавеющей стали. Мягкие припои не пройдут проверку.O / T, но медь и нержавеющая сталь легко образуют TiG вместе, я использовал отрезанный кусок ромекса для присадочной проволоки, и он отлично сработал.
W.R. Buchanan
01-18-2015, 18:30
Припой для серебряных подшипников, аналогичный припою для медных труб, теперь отлично прилипает к нержавеющей стали.Я сделал буквально сотни защитных лезвий ножей, используя этот материал. Я использовал простой флюс с соляной кислотой.Вы наносите флюс между деталями, затем нагреваете материал, а затем наносите флюс с помощью кисти, чтобы расплавить припой в стыке, чтобы при охлаждении получилось красивое запотевшее угловое соединение. Затем вам нужно будет удалить излишки припоя путем шлифовки, опиливания, полировки или пескоструйной обработки.
Очевидно, что все связанные детали должны быть чистыми с самого начала.
Сначала я бы потренировался на каком-нибудь подручном материале, так как всегда требуется время, чтобы понять, что именно нужно сделать для каждой работы, чтобы все получилось правильно.
Рэнди
старый туман
15.02.2015, 21:44
DougGuy, я только что прочитал ваш пост, в котором говорится, что у вас «горло» .45 цилиндров, и (так как я искал кого-нибудь, чтобы сделать это на моем ss 1858 Remington цилиндры револьвера до .453-.454 в ближайшем будущем, а также «выравнивание» каждой камеры во всех 3 цилиндрах, -) Мне было интересно, что вы заряжаете, предполагая, что вы заинтересованы?
DougGuy
15.02.2015, 21:53
DougGuy, я только что прочитал ваш пост, в котором говорится, что у вас «горло».45 цилиндров, и (так как я искал кого-то, кто мог бы сделать это с цилиндрами моего револьвера SS 1858 Remington до .453-.454 в ближайшем будущем, а также «уравнять» каждую камеру во всех 3 цилиндрах, -) мне было интересно сколько вы берете, если вы заинтересованы?Вы можете послать мне в личку этот вопрос? Мы можем обсудить это там. Поскольку ваш вопрос размещен здесь, ваш вопрос имеет тенденцию делать то, что обычно называют «захватом», то есть что-то, что меняет тему, направляет поток или в основном уводит его от исходной точки обсуждения или вопроса автора.Я знаю, что у вас здесь не так много постов, но это один из пунктов этикета, которого здесь стараются придерживаться. Иногда. Обычно. В большинстве случаев .. Ну, вы поняли ..
old fogy Я послал вам в личку.
John Taylor
15.02.2015, 22:25
Несколько лет назад покупатель прислал мне белый ствол, чтобы припаять мушку. Я сделал это так же, как и всегда, используя припой Brownells 44 и пасту для сантехников. Сначала залуживаем обе части флюсом и растираем припой взад и вперед жесткой проволокой по металлу.Не знаю, почему это работает, но это улучшает текучесть припоя. Заправьте обе части флюсом, сожмите их вместе и нагрейте, пока припой не расплавится. Когда я отправил ствол обратно, заказчик поместил его в бак для воронения, и только прицел стал синим.
Баллистика в Шотландии
16.02.2015, 03:13
Вот что Браунеллы говорят о своем припое Silvalloy 355:«Теперь цвет соответствует нержавеющей стали; 56% серебра; не содержит кадмия. Silvaloy 355 рекомендуется для соединения стали, нержавеющей стали, меди, медных сплавов, никеля, никелевых сплавов и драгоценных металлов друг с другом или с любой их комбинацией.Обладает самой низкой температурой текучести, лучшим смачиванием и лучшими характеристиками текучести среди всех коммерческих серебряных припоев без кадмия и с высоким содержанием серебра. Настоятельно рекомендуется для всех работ по пайке серебром, когда требуется листовой или поточный метод. Незаменим при установке прицелов и рамп на ружьях из нержавеющей стали, так как почти белый цвет прекрасно сочетается с нержавеющей сталью. Используйте с Ultra Flux (http://www.brownells.com/aspx/NS/store/ProductDetail.aspx?p=583). «
Самое замечательное, что он доступен в размере .005in.толстая лента, и она плавится при несколько более низкой температуре, чем серебряные припои, которые используют ювелиры. Я думаю, что его несеребряная часть — это в основном цинк, так как его можно сломать пальцами, а у ювелирных припоев определенно нет. Температура плавления такова, что нет опасности образования накипи даже на стволе из углеродистой стали. Но я буду бережно сберегать то немногое, что у меня осталось, так как по цене 54,99 доллара за пол унции это очень дорого.
Более толстые листы ювелирных припоев можно купить за меньшие деньги, в том числе на eBay.Но самое замечательное в тонком листе (если сопрягаемые поверхности подходят достаточно близко) то, что если вы привяжете прицел к стволу проволокой, он не сдвинется, когда промежуточный припой расплавится.
На основе vBulletin® Версия 4.2.5 Авторские права © 2021 vBulletin Solutions Inc. Все права защищены.
вопросов по пайке — Нэнси Л. Т. Гамильтон, Нэнси Л. Т. Гамильтон,
.Ответ
В первом вопросе я предполагаю, что вы имеете в виду, что верхний край лицевой панели каким-то образом изогнут или поврежден? Если да, то это легко исправить.
Поверните кольцо лицевой панелью вниз. Приклейте к скамейке кусок наждачной бумаги (степень шероховатости зависит от того, насколько испорчены края). Используя наждачную бумагу с зернистостью 220, 320 или 400, отшлифуйте край, перемещая лицевую панель по наждачной бумаге в виде восьмерки. Если он действительно поврежден, вы можете начать с удаления самых сильных царапин. Легче всего удерживать элемент в тисках или кольцевом зажиме, чтобы можно было равномерно подпиливать или можно было перетащить лицевую панель вдоль широкого файла.
Если края деформированы (больше не параллельны, возможно, имеют волнистость), но вы все еще можете вставить камень, не пытайтесь исправить это, так как стенка лицевой панели будет отрегулирована в процессе установки.
Если вы не можете вставить камень, отожгите (если он затвердел) и, используя полировщик, вытолкните края лицевой панели. (Полировщик находится внутри лицевой панели).
Ответ на второй вопрос касается перемещения ранее спаянного элемента: да, вы можете его перемещать.
Сейчас я могу думать о двух методах.Первый включает перемещение лицевой панели, пока припой жидкий, а второй — снятие лицевой панели и начало работы заново.
В первом сценарии весь кусок протравить и обработать флюсом. При желании используйте средство от образования накипи / пятен от огня. Удерживайте деталь ровно пинцетом с крестообразным фиксатором или на ровном паяльном блоке. Нагрейте изделие, периодически щелкая по лицевой панели, особенно если это большая панель. Лицевые панели меньшего размера могут вообще не нуждаться в нагреве. Продолжайте нагревать металл, приближая горелку к шву, но стараясь не допускать попадания пламени на лицевую панель.Всегда максимально нагревайте самые большие и толстые куски. Во многих случаях оправа / лицевая панель / аппликация вообще не требует нагрева, так как тепло от большей площади нагревает их в достаточной степени. Следите за течением припоя, а затем осторожно постучите по лицевой панели или вставьте ее на место с помощью паяльника или другого паяльного инструмента. Будьте очень осторожны, так как металл в таком нагретом состоянии может быть очень хрупким, сломаться или раскрошиться. Старайтесь не перегревать металл.
Второй способ предполагает снятие лицевой панели и перепайку.Держите деталь в воздухе той частью, которую вы хотите удалить, обращенной вниз. Нагрейте заднюю часть детали, пока припой не станет жидким. ОЧЕНЬ осторожно постучите сзади, пока безель не упадет. Вы также можете взять его в третью руку или другое приспособление и оттолкнуть с помощью паяльника. Иногда безель сохраняется, иногда нет. Следите за тем, чтобы ваш металл не слишком перегревался при ударе по моей трещине или деформировании вашего изделия — особенно с серебром Argentium! Стерлинг имеет свойство рассыпаться при надавливании, особенно если он очень красный.
Наихудший сценарий: вытащить или отпилить лицевую панель и удалить излишки металла, прилипшие к подвеске / кольцу. В этом случае вы потеряете лицевую панель, и можно будет перепаять новую лицевую панель.
Зашлифуйте, отшлифуйте, замените и повторно припаяйте.
Флюс не только помогает при пайке? Следует ли использовать средство для защиты от накипи?
Добавлен: 13.04.17
Вопрос
«Поскольку вы великий и могущественный гуру серебряного дела, возможно, вы сможете мне помочь.Флюс
используется в точках, которые вы собираетесь паять, чтобы улучшить его адгезию. Нужно ли при пайке сначала защищать деталь от окалины борной / спиртовой ванной?
Я только что купил жидкий флюс Баттерна и подумал, что все готово. Теперь сначала получаю совет насчет ванны. о чем ты думаешь? Флюс какой марки вы используете? »
Ответ
Полное погружение или покрытие будет иметь значение только в том случае, если вас беспокоят окалина / пятна от огня, потому что вы в конце создавали зеркальную отделку.Согласно исследованию, которое я только что завершил, если вы работаете со стерлинговым серебром, бронзой, латунью или золотом (кроме 24 карат), вам следует либо: использовать средство для защиты от накипи, содержащее борную кислоту. Убедитесь, что профилактическое средство также можно использовать в качестве флюса. См. Мою обновленную информацию об окислении, окалине и пятнах от огня.
Борная кислота и бура — это не одно и то же. См. Мой раздел о Firescale / Firestain .
Если в металле присутствует окисление, и он прошел несколько этапов пайки / отжига, и вы хотите получить зеркальное покрытие, тепло от процесса полировки, вероятно, приведет к тому, что молекулы меди поднимутся на поверхность в случайном порядке.Подробнее об этом рассказывается в приведенной выше ссылке, поэтому, пожалуйста, проверьте это.
Обоснование полного погружения состоит в том, что флюс или превентивное средство уменьшат степень взаимодействия между О2 в воздухе и металлом, помогая уменьшить количество окисления и, следовательно, возможно, уменьшая вероятность образования пятен от огня / накипи на поверхности. весь кусок. В то время как окрашивание флюсом только в точке соединения только облегчает пайку и практически не обеспечивает защиты остального металла.
Проверьте самые высокие температуры, при которых ваш флюс может выдержать — не все флюсы одинаковы. Handy Flux эффективен при температуре 1100–1600 ° F (593–871 ° C). Grifflux : 1100–1 500 ° F (593–816 ° C). My-T-Flux , в Рио-Гранде, эффективен при температурах от 1100 ° до 1700 ° F (593 ° -927 ° C) — на 200 ° F выше, чем Grifflux. Как только вы превысите эффективный температурный диапазон флюса, он больше не выполняет свою работу. Таким образом, уменьшение нагрева помогает избежать пятен / накипи, позволяя флюсу оставаться активным.Проверьте диапазоны температур вашего флюса и постарайтесь не допустить их превышения. Купронил , огнезащитный состав и флюс, имеет эффективный диапазон: 1100–1 500 ° F (593–816 ° C). Мои мысли: если у вас хороший флюс до 1700 ° F, а защита от накипи эффективна только до 1500 ° F, я бы просто покрыл все это флюсом. Теперь, говоря это, я не проводил тесты этих двух одновременно. Вот пока придется подождать!Борная кислота и денатурированный спирт против образования накипи и флюсы на основе буры имеют эффективные температуры в схожих диапазонах, поэтому, фактически не проверяя каждый тип по сравнению с другим, я не могу рекомендовать один из них.
Итак, вы можете провести тесты самостоятельно или просто использовать флюс и следить за тем, чтобы не перегреть металл. Может помочь более горячее пламя меньшего размера — сфокусированная пайка, чтобы не перегреться вся деталь.
Другой способ избежать образования окалины / пятен от огня — не иметь блестящей поверхности. Отделка Think : текстуры, узоры, обработка поверхности, патина и т. Д.Argentium silver также устойчиво к огнестойкости и первозданности. Собственно, некоторые говорят, что и создать невозможно.Но я также читал о людях, которые сталкивались с чешуей / пятнами пламени при использовании Argentium. Я не могу сказать, правильно ли они использовали металл. Лучше всего поэкспериментировать и не смешивать серебро, так как вы можете случайно использовать не тот материал.
Чтобы определить тип металла (если серебро смешалось), слегка отшлифуйте, а затем нагрейте. Стерлинг станет черным, как и Argentium, НО, если вы удалите факел, позволяя 02 взаимодействовать с германием в Argentium, затем вы повторно нагреете, Argentium вернется к серебристо-белому цвету, а стерлинг останется темным.Если у вас чистое серебро, цвет вообще не изменится на серый / черный. Информация об Argentium от Синтии Ид. См. Ссылку ниже.
Как мне узнать, полностью ли припаяна моя деталь при пайке методом пота?
Добавлено: 14.04.17
Вопрос
«Когда я спаиваю две детали плоско вместе, и когда все сделано, не видно припоя; как узнать, расплавился ли припой. У меня есть склонность к перегреву, я уверен, что сейчас работает, так как я использую медь, латунь и мельхиор.Но по мере продвижения вперед, как узнать, в какой момент достаточно? »
Ответ
Мне нравится видеть припой по краям. При пайке методом пота поместите припой по краям — если кусок небольшой. Если он большой, поместите его по краям И в центре. Вы должны видеть припой по всему краю припаянной детали. В одном из своих недавних видеороликов я делаю пайку в поте лица: Как сделать безель и установить кабошон , это может помочь.Это видео состоит из двух частей — не знаю, в какой части. Не забывайте греть сзади. Используйте штатив, эмалированную подставку или другой механизм, чтобы удерживать металл от области пайки.
Серебро становится серым в рассоле.
Вопрос
«Я оставил серебряную монету в маринаде надолго. Когда я вспомнил и удалил его (я говорю о днях в холодном маринаде), на нем появился серый налет. Похоже на густую глазурь. Есть ли способ удалить глазурь без повреждений.Помощь »
Ответ
Судя по тому, что я обнаружил и много исследовал, серый цвет на самом деле представляет собой травленую поверхность. Это лучшее объяснение, которое я получил после общения с несколькими производителями и поставщиками. Я думаю, что эту информацию предоставил Silver Institute (но я не уверен). Вы можете попробовать обжечь его (температура отжига) несколько раз, протравливая между каждым нагревом. Если это не сработает, возможно, придется использовать абразивные материалы. Попробуйте диски 3M со щетиной для участков с узорами или углублениями и наждачную бумагу для остальных.Протравленный слой не слишком глубокий (надеюсь). Удачи и извините, что с вами случилось! Со мной такое случалось много раз, особенно когда мне приходилось солить металлическую глину. Таймеры помогают. В студии так легко отвлечься !!!!!
Добавлено: 11.04.17
Прилипание к блоку пайки
Вопрос
«Некоторые детали, над которыми я работаю, приклеиваются к моему паяльнику / блоку — случается ли это у вас и есть ли у вас идеи, почему и как этого избежать?»
Ответ
Возможно, вам нужно помыть паяльный блок.Уголь? С древесным углем я переворачиваю его вверх дном в таз с водой и даю ему немного впитаться. Затем я использую зубную щетку или другую щетку, чтобы счистить остатки флюса и грязи. Дайте ему немного подсохнуть перед использованием и остерегайтесь пара!
Если это паяльная плита или магнезиальный блок, используйте грубый напильник или наждачную бумагу для гипсокартона и зашлифуйте слой до тех пор, пока он не станет чистым. Носить маску!
Керамическую доску (делайте это только с прохладной доской, потому что горячая треснет) погрузите в воду и почистите щеткой.Обычно прилипание происходит из-за остатков флюса.
Вот хороший ресурс по угольным блокам: The Charcoal Block , написанный Марком Нельсоном в блоге Rio Grande: Rio .
Добавлено: 11.04.17
Припой вздулся, припой течет не в те места
Вопрос
Почему мой припой скручивается и заливает неправильные области?
Ответ
Правила: металл должен быть очень и очень чистым.Соединение плотное. Тепло подходит для металла. Флюс.
Не видя, что происходит, очень трудно определить, почему ваш припой не течет туда, куда вы хотите, и почему он скручивается. Похоже, вы все делаете правильно. Единственное, что, как мне кажется, может быть проблемой: вы недостаточно нагреваете меньший кусок . Когда припой течет туда, куда вы хотите, это обычно означает, что участок, в котором он заливает припой, более горячий, чем другой кусок. Обе части должны одновременно нагреться до одинаковой температуры. Не забывайте о самом главном: припой следует за теплом.
Еще раз проверьте посадку на стойках колец. Посадка должна быть плотной. Кроме того, не направляет горелку на припой. Вы не пытаетесь расплавить припой горелкой, вы пытаетесь достаточно нагреть металл, чтобы его температура могла расплавить припой. Шов (желательно из-под области, где находится припой) должен быть последним местом для нагрева — если вам вообще нужно ударить по нему.Если обе стороны хвостовика кольца нагреваются равномерно, припой должен течь.
Вы держите кольцевой стержень пинцетом с крестообразным фиксатором? Они могут действовать как радиаторы. Хотя они отлично подходят для пайки стержней колец, проводов, переходных колец, лицевых панелей и т. Д., Я часто начинаю работу с резаком с нагрева пинцета, чтобы предотвратить поступление тепла к ним.
PS — вы можете растянуть это кольцо с помощью кожаного молотка и оправки для кольца. Просто забейте его пучком по верхнему краю, переверните и забейте вторую сторону.Если он не подходит, отожгите его и повторите процесс. Также могут помочь носилки для колец. Amazon продает несколько. Сказав это, у меня есть один, и я использовал его 0 раз. Так….
Иногда вы не получаете достаточно тепла от этих бутановых горелок — особенно если соединяемый металл очень толстый и / или очень большой. Другое дело, когда вы сжигаете спирт, вы получаете много обгоревших участков? Эти области могут препятствовать течению припоя. ЕСЛИ это постоянная проблема, вы можете рассмотреть другой поток.
Вздутие припоя обычно означает наличие грязи — где-то. Попробуйте очистить металл, нагревая его горелкой, протравлив, не отрывая руками CLEAN от области пайки , почистив латунной щеткой или отшлифуя его, и повторите попытку. Пламя — лучшее моющее средство, которое я знаю. Застывший припой также может означать, что вы недостаточно нагрели металл, чтобы он мог течь.
Поэкспериментируйте с металлоломом. Попробуйте сочетать вместе разные толщины и размеры.
Паять два разных металла вместе также может быть проблемой. Медь, латунь и серебро сжимаются и сжимаются с разной скоростью (при нагревании), поэтому одна деталь может двигаться в одну сторону, а другая — в другую. Кроме того, металлы, такие как медь, латунь и бронза, вызывают сильное окисление, так что вам нужно нагреться и быстро, пока не накопится слишком много грязи.
Вернуться к содержанию
Вопрос
Припой не течет
«Почему мой припой не течет? Что я делаю неправильно!»
Ответ
У меня к вам пара вопросов:
- Правильно ли вы используете флюс для вашего металла?
- Какого размера деталь, к которой вы паяете? Прыжковое кольцо очень маленькое и не требует много тепла.НО то, к чему вы его припаиваете, делает. Может быть, вы недостаточно нагревали основную деталь.
- Что такое мини-фонарик? Это бутан или факел Смита? Бутан — не горячий газ. Паять им большие или даже средние детали бывает очень сложно. Ваш фонарик может быть недостаточно горячим.
- Что делает припой? Он тает, клубится, ничего не делает?
- У вас есть изображение?
Вернуться к содержанию
Изготовление зубца, можно ли переворачивать жемчуг
Вопрос
- «Не могли бы вы научить меня, как успешно создавать зубцы?»
- «Безопасно ли поместить пресноводную жемчужину в оправу из стерлингового серебра внутри стакана на несколько часов в акробатическом стиле? Как без этого закалить ножки из стерлингового серебра, чтобы жемчуг был надежно защищен? 3) Я припаял один штырь, но затем, когда я попытался припаять другие штыри, первое соединение припоя расплавилось, и штыри упали.”
Ответ
Извините за проблемы с зубцами. Вот что вам нужно сделать: Во-первых, было бы лучше, если бы кулон еще не был подключен к цепочке: чем больше масса серебра, тем больше радиатор (тепло отводится там, где вы хотите).
Припаяйте все штыри одновременно. Как?
- (# 1) Просверлите отверстия (в плоском основании — в основном, куда бы вы ни припаивали штыри) того же диаметра , что и штырь. Отверстие должно плотно прилегать к проводу. — немного крутить и толкать — это хорошо. Если он слишком тугой, увеличьте размер сверла, закрутите сверло в металле (круговыми движениями) или воспользуйтесь круглым мини-надфилем, чтобы немного его открыть. ЧАСТО ПРОВЕРЯЙТЕ ПОДГОТОВКУ — каждые пару движений — так как очень легко перепилить (и просверлить). При использовании этого метода зубцы не выпадут и не соскользнут. Этот метод также делает соединение припоя намного более прочным, потому что припаяна большая площадь поверхности.Я всегда использую этот метод и при пайке шнуров для ушей.
- (# 2) При создании зубцов с зубцами одинаковой высоты отметьте одинаковую длину на каждом зубце — с помощью писца или фломастера. Это необходимо для правильного размещения зубцов.
На неровном материале, таком как жемчуг, некоторые зубцы, вероятно, будут длиннее других. Вы можете пропустить этап разметки (№2) и сделать следующее: проверьте посадку, убедитесь, что ваши зубцы отожжены, вставьте зубцы в отверстия, поместите жемчужину на свое место и осторожно согните зубцы.При необходимости внесите коррективы — немного больше по высоте или немного меньше. Не перетирайте металл, иначе ваши провода порвутся из-за чрезмерного наклепа. Если вы какое-то время возились с зубцами, пойдите и отожгите их — вы можете оставить их на месте в основной части, так как они не должны выпадать. НЕ ЗАБУДЬТЕ УДАЛИТЬ ЖЕМЧУЖИНУ !!!!!!
- (# 3) Вставьте выступы в отверстия — совместите линии с верхом отверстия (если требуется). Если они сзади торчат — не беда.После пайки их просто обрезаем, подпиливаем, шлифуем и полируем.
- (# 4) Нанесите флюс и небольшой кусочек среднего или легкого припоя на сторону каждого штыря. При желании используйте средство от накипи. См. Мою веб-страницу на Firescale (и кучу других вещей)
- (# 5) Нагрейте металл, а не штыри. Держите резак подальше от штырей. Вы хотите, чтобы припой стекал сверху вниз по проводу (внутри металла).Сфокусируйте горелку рядом с первым штырем, затем вторым и т. Д. Помните: припой течет, потому что вся деталь достигает температуры текучести, И припой следует за теплом . Многие люди добиваются успеха благодаря обогреву снизу. См. ниже.
- (# 6) Вы используете угольный блок в качестве основы для пайки? Древесный уголь лучше всего, потому что он отражает тепло обратно на деталь . Иногда я кладу серебро на 2 блока угля — если металл толстый (22 калибра и выше) и чистый. Не перегревайте и не делайте этого с чистым серебром или аргентием. Все сценарии (перегрев, чистое серебро, Аргентиум) вызовут оседание металла. Другой вариант — использовать штатив и нагревать его снизу . Единственным недостатком является то, что экран штатива является радиатором и отводит тепло. Но это действительно работает и не дает вам расплавить зубцы. Никогда не получайте серебристо-вишнево-красный — он достигнет температуры разрушения (оседает, крошится и теряет форму), а затем тает.
Не кладите жемчуг в стакан. Кувыркайте только металл, а затем установите жемчужину. Жемчуг слишком хрупкий, как опалы и другие мягкие камни, для стакана.
Процесс закрепления жемчуга — после переворачивания — укрепит зубцы. Если они кажутся слишком гибкими, их можно схватить плоскогубцами и НЕМНОГО крутить!
Пожалуйста, посмотрите мои иллюстрации ниже — они соответствуют пронумерованным элементам выше. Обожаю хороший визуал!
стр.С. сначала потренируйтесь на ломе! Если вы используете медь в качестве тренировочного предмета, помните, что медь будет вести себя иначе, чем серебро. Если вы смешиваете металлы (например, медную основу с серебряными зубцами), вы получите и другие результаты, поскольку они откладывают разное количество оксидов И они плавятся при очень разных температурах. Практика, практика, практика.
Для дальнейшего изучения ознакомьтесь с моей страницей Wire and Sheet Metal (металлы расположены в алфавитном порядке), 4 шага для успешной пайки и о припое
Вернуться к содержанию
Паяльная паста и припой для согласования цвета с металлом
Вопрос
«У меня есть старые серебряные браслеты, из которых я хотел бы сделать кольца.Можно ли это сделать и можно ли использовать паяльную пасту для пайки. Я хотел бы использовать для этого наиболее близкое цветовое соответствие и не знаю, следует ли использовать припой средний или твердый. Также мне придется обработать эти браслеты, прежде чем я буду использовать их повторно ».
Ответ
Для всех видов серебра лучше всего подходит твердый серебряный припой , потому что в нем больше всего серебра. Пожалуйста, посетите мою веб-страницу о припое для объяснения типов припоев. Твердый припой обычно используется для первых нескольких паяных соединений, хотя, если вы потренировались, вы можете использовать его на всем протяжении строительства.Поскольку в нем больше серебра, чем, скажем, в припое среднего размера, он также прочнее. Вы знаете, на какие металлы у вас аллергия? Я спрашиваю об этом, потому что (в зависимости от производителя) припой содержит цинк или другие металлы.
Ваша паяльная паста подходит для любых паяльных операций — хотя я предпочитаю проволоку. Как можно меньше использовать — экономия на очистке. Если вы отважитесь на мой любимый новый металл: арджентиум, вы, вероятно, захотите использовать припой арджентиум. Смотрите мою страницу на этом: Wire and Sheet Meta l для получения дополнительной информации об Argentium.(Прокрутите страницу вниз до Argentium Silver — первого из обсуждаемых мною серебра).
Вы можете без проблем разрезать эти браслеты и сделать из них кольца. У меня есть несколько страниц о пайке — пожалуйста, прочтите их для получения дополнительной информации: Пайка , О припое , Окисление, предотвращение образования флюса и накипи и четыре шага для успешной пайки. Они должны ответить на все ваши вопросы.
Кстати, соответствие цветов не так уж и важно — , если закончено правильно (посмотрите мои видео и посетите мою веб-страницу после завершения.) швы не должны быть видны даже на меди, латуни или бронзе.
Об обработке браслетов перед работой с ними: Возможно, вам потребуется отжечь их, прежде чем пытаться снова согнуть их. Это снимет всю образовавшуюся патину, поэтому будьте готовы к повторной патине, если вам нужен именно такой вид.
Вернуться к содержанию
Шарики припоя вверх и не «прилипают»
Вопрос
«Припой горит, иногда просто комками и не прилипает.Я купил припой медного цвета и, наконец, получил два переходных кольца, которые нужно припаять. Я знаю, что поверхность должна быть чистой. Я отшлифовал свои тренировочные детали, если этого было достаточно, чтобы очистить поверхность. Мой фонарик — мини-бутан. Думаю, мне стоит купить макс бутан? »
Ответ
У вас обычная проблема. Мой первый вопрос: почему вы используете припой медного цвета? Действительно ли припой остается медного цвета? Серебряный припой отлично работает, и если вы скупитесь с припоем и хорошо почистите деталь, шов едва ли будет, я имею в виду, едва заметен.Припой предназначен для сантехники? Надеюсь нет.
Похоже, ваш металл ИЛИ припой грязный, или вы забыли флюсовать металл и припой, или припой недостаточно нагревается, чтобы течь.
Шлифование — хороший первый шаг, но к нему часто прикасаются (руками), и любая смазка или грязь переносится на металл. Кроме того, шлифование оставляет на металле слой песка. Я бы либо вымыл металл хорошим обезжиривающим мылом, например, Dawn , горячей водой и специальной зубной щеткой для ювелирных изделий, либо протер кусок и припой бумажным полотенцем и медицинским спиртом.Моя основная техника — нагреть металл горелкой, а затем протравить его, не касаясь краев пальцев, после стадий горелки / маринования / нейтрализации / ополаскивания
Еще один момент: медь — очень большой окислитель . Окисление начинается почти сразу после воздействия тепла. Окисление — это, по сути, еще одна форма грязи, и это то, чего мы пытаемся избежать.Обычно требуется достаточное количество флюса и горячий факел, который быстро нагревает металл. Чем быстрее вы сможете войти и выйти, тем меньше окисления вам придется иметь дело.
Если вы выполнили все вышеперечисленное и позволили детали достаточно нагреться, но она по-прежнему не работает, также очень высока вероятность, что ваш фонарик может быть недостаточно горячим . Бутан — не очень горячий газ. Если вам нужен недорогой резак, который будет достаточно горячим для пайки (даже с использованием твердого припоя), попробуйте этот от Fireworks или аналогичный от Zorch .Если вы намереваетесь придерживаться этого, вы можете изучить ацетилен / воздух , Smith Silversmith версию или пропан / O2 установку или Smith Little Torch . Вам также необходимо приобрести бак для ацетилена или для пропана (я использую бак для ацетилена B) и O2 Tank , если применимо. Если вы не купите такой комплект, как , этот . Вы также должны отнести их к поставщику газа, чтобы заполнить их, поскольку они приходят пустыми.
Я знаю, что это более долговременное решение намного дороже, но у вас есть резервуар большего размера, и вам не нужно постоянно покупать газовые баллоны по 7–12 долларов.Маленькие одноразовые баллоны с кислородом пустеют в спешке! Существует также экологический аспект, который заключается в том, что на данный момент нет какого-либо плана переработки (на данный момент) для утилизации резервуаров. Когда у вас заканчивается пропан или ацетилен, вам просто дают новый, полный бак, а ваш старый доливают и передают кому-то другому. Очень пригоден для вторичной переработки.
Если вы выберете менее дорогую установку для утилизации, вам также потребуется приобрести один или два баллона Mapp Gas. Газ Mapp горячее пропана и чище. Эти канистры можно найти в большинстве хозяйственных магазинов.
См. Мою страницу Ацетилен для получения дополнительной информации об этом газе и настройке баллона.
Вернуться к содержанию
Несколько распространенных проблем при пайке: клубок, не течет, соединение не плотно и т. Д.
Вопрос
“ Я просмотрел несколько ваших видео на вашем тюбике, но у меня все еще возникают проблемы с пайкой, сначала я использую микро-горелку, а во-вторых, я не могу заправить концы заподлицо, что, по моему мнению, является первой проблемой и, в-третьих, есть ли какой-то флюс, который вы должны использовать, я имею в виду, должен ли это быть ювелирный флюс, и есть ли металлы, которые вы просто не можете паять, и, наконец, мой флюс плавится, прежде чем припой расплавится, заставив припой превратиться в шарик.Что я делаю правильно LOL Я очень расстроен и готов сдаться, ты можешь помочь? “
Ответ
Микро-горелка — бутан? Бутан — не очень горячий газ. Вы пытаетесь паять большие многослойные детали? Эта бутановая горелка, вероятно, недостаточно нагреет металл.
Металл должен быть идеально чистым, как и припой! Прочтите мою книгу « 4 шага к успешной пайке ». Также припой лучше растекается, если на металле есть небольшой «зубец».Сверхблестящий металл может доставить вам некоторое горе. Решение: отшлифуйте припаиваемые участки наждачной бумагой с зернистостью 800 или 600. При пайке детали с покрытием необходимо удалить покрытие с области, которая должна быть припаяна. Не забудьте удалить остатки шлифовки спиртом.
Заподлицо кромки — огромное дело, и я потратил немного времени на то, чтобы сделать эту часть правильной. Посмотрите мое видео об этом. Тиски и зажимное приспособление для резки под углом (длинное название здесь) могут сделать вас очень счастливой женщиной. Мне нравится этот инструмент, и это одна из моих опор. Сейчас у них есть более доступные версии (в отличие от того, когда я впервые купил свою). Не могу поручиться за эти более дешевые модели, но мне нравится моя дорогая. Я уверен, что они тоже молодцы. Отзывы выглядят так, как будто им больше всего нравится версия 69.00.
Очень важно, какой тип флюса вы используете. Вам следует использовать флюс, предназначенный для пайки серебром, а не припой для сантехников. Вот флюс, который я использую: My-T-Flux. Вы также можете использовать пасту, такую как Handi-flux .Пожалуйста, посмотрите мою страницу вопросов и ответов , где приведены ссылки на всю имеющуюся у меня информацию по пайке. Прокрутите страницу вниз, темы расположены в алфавитном порядке, и вы ищете информацию о пайке . Обычно флюс выгорает до достижения температуры пайки . Флюс защищает металл, насколько это возможно. Металлы, в которых есть медь: медь, латунь и бронза, будут намного грязнее. Итак, уловка состоит в том, чтобы входить и выходить с фонариком как можно быстрее .См. Мое обсуждение окалины, флюса и окисления . С помощью серебряного припоя можно паять следующие металлы: серебро, аргенций (рекомендуются припои аргентиум), стерлинговое серебро, золото (хотя следует использовать золотые припои), латунь, бронзу, медь, никель, сталь и т. Д. Алюминий, ниобий, Платина, нержавеющая сталь и другие металлы имеют очень специфические требования к пайке, и их нельзя паять тем же способом и с помощью того же оборудования, что и для серебряной пайки (также называемой «твердой пайкой»). Изделие по пайке алюминия . Я никогда этого не делал, поэтому не могу поручиться за процесс.После того, как вы ознакомитесь с этой информацией, но у вас все еще есть проблемы, дайте мне знать.
Подбор цвета припоя и сколько припоя использовать
Вопрос
«Как (мне) избавиться от всего припоя, т.е. если вы паяете золото и используете серебро (припой), вы увидите серебряные наконечники?»
Ответ
Мой большой совет по этому поводу: ИСПОЛЬЗУЙТЕ МЕНЬШЕ ПАЙКИ .(Я не кричал, а просто подчеркивал!) Я использую как можно меньше припоя. Для этого я раскатываю проволоку для припоя с помощью прокатного стана, пока она не станет очень тонкой. Затем я разрезаю его вдоль, посередине и ЗАТЕМ обрезаю маленькие палочки. Если у вас нет прокатного стана, вы можете использовать листовой припой или пасту, но с листом можно вырезать крошечные кусочки. Нанесите пасту на минутку.
При использовании серебряного припоя с золотом: обычно рекомендуется использовать золотой припой с золотом. Для лучшего сочетания можно также использовать золотой припой с латунью. Но не всегда можно подобрать припой к металлу. Я использую серебряный припой с медью, латунью и бронзой, хотя они не совпадают по цвету. Секрет (почти незаметных линий припоя) кроется в отделке. Фактическая линия пайки очень тонкая. Да, он будет виден — если вы его ищете или внимательно присмотритесь, — но он едва заметен, и если изделие хорошо закончено, это не должно умалять его привлекательности.
Итак, вот где в отношении припоя появляется меньше значит больше: , поскольку вы использовали лишь небольшой кусочек припоя, меньше беспорядка, который нужно убирать, и меньше требуется отделки. ЕСЛИ у вас есть несколько капель нерасплавленного припоя, есть множество различных инструментов и насадок для инструментов, которые помогут вам очистить его — даже в труднодоступных местах. Посетите мою страницу о завершении для получения дополнительной информации по этой теме. (На этой странице есть ссылка на мое видео о завершении).
Превью YouTube видео Серьги хрустальной люстры
Пайка браслетов из стерлингового серебра в кольцаВопрос
«У меня есть старые серебряные браслеты, из которых я хотел бы сделать кольца.Можно ли это сделать и можно ли использовать паяльную пасту для пайки. Я хотел бы использовать для этого наиболее близкое цветовое соответствие и не знаю, следует ли использовать припой средний или твердый. (У меня аллергия на металл, могу носить только серебро и золото). Кроме того, придется ли мне обработать эти браслеты перед повторным использованием ».
Ответ
Лучше всего подходят для всех серебряных припоев, потому что в них больше всего серебра. Твердый припой обычно используется для первых нескольких паяных соединений, хотя, если вы потренировались, вы можете использовать его на всем протяжении строительства.Поскольку в нем больше серебра, чем, скажем, в припое среднего размера, он также прочнее. Вы знаете, на какие металлы у вас аллергия? Я спрашиваю об этом, потому что (в зависимости от производителя) припой содержит цинк или другие металлы.
Ваша паяльная паста подходит для любых паяльных операций, хотя я предпочитаю проволоку. Как можно меньше использовать — экономия на очистке. Если вы отважитесь на мой любимый новый металл: арджентиум, вы, вероятно, захотите использовать припой арджентиум. Смотрите мою страницу на этом: Wire and Sheet Metal для получения дополнительной информации об Argentium.(Прокрутите страницу вниз до Argentium Silver — первого из обсуждаемых мною серебра).
Вы можете без проблем разрезать эти браслеты и сделать из них кольца. У меня есть несколько страниц о пайке — пожалуйста, прочтите их для получения дополнительной информации: Пайка , О припое , Защита от окисления, флюса и образования накипи и Четыре шага для успешной пайки . Они должны ответить на все ваши вопросы.
Кстати, подбор цвета не так уж и важен — если все сделано правильно (см. Мои видео / веб-сайт для получения информации об этом аспекте обработки металлов), вы не сможете увидеть швы — даже на меди, латуни или бронзе.
Как удалить «белое пятно» после его использования для предотвращения растекания припоя
Вопрос
«Я наконец спаял это очень сложное крошечное соединение для пары серег и использовал« White Out », чтобы не допустить, чтобы припой протекал там, где я не хочу — это сработало — отлично! Но теперь я не могу заставить эту чертову штуку оторваться. Он внутри трубки, в крошечном соединении и т. Д. Сетка говорит, что нужно намочить ее в медицинском спирте, но это большой ноль (не работает, не подходит для приседаний!) ».
Ответ
Вы можете получить одну из этих крошечных кистей, таких как , этот набор (конечно же) на Amazon.Не могу поверить, что сойти так сложно — должно быть, из-за жары. Возможно, в следующий раз воспользуемся желтой охрой при пайке очень мелких деталей. Полезно знать о проблеме белого цвета. Спасибо.
Итак, я полагаю, трубка крошечная. Можете ли вы свернуть крошечный кусочек наждачной бумаги и задвигать его внутрь и наружу? Достаточно ли велика трубка, чтобы вставить в отверстие зубочистку с намотанной на нее наждачной бумагой? А как насчет микро-файла? Ой, может быть, подойдет такой товар: Абразивный полировальный шнур .Вы можете вставить его в ювелирную пилу и использовать как лезвие для удаления мусора. Однако не знаю, насколько хорошо это будет работать с очень тонким шнуром. Митчелл делает шнур разных размеров, а также делают плоский. Используйте это для опиливания внутренних краев проколотых деталей. А что насчет этих от Poliluster ? Вы также можете набить на раму пилы полоски наждачной бумаги. Наждачная бумага на тканевой основе подходит для этого. Я еще не пробовал наждачную бумагу или полировальную бумагу 3 м — вот и все.
Проблемы с паяльникомВопрос
«Я только что обнаружил ваши видео на YouTube и надеюсь, что вы дадите мне столь необходимый совет. Я новичок в пайке и испортил более пары паяльников, но не знаю почему. Купил недавно утюг Weller 800 ватт и сразу испортил наконечник. Я прилагаю фото наконечника и припоя, который использую.
Я также добавляю картинку, которую я люблю делать, в надежде, что вы дадите мне СМОТРЕТЬ необходимый совет.”
Ответ
Паяльником больше не паяю. Я сделал это, когда делал витражи, и кое-что помню.
- Вы используете влажную губку, чтобы охладить наконечник и очистить его?
- У вас есть терморегулятор для утюга? Возможно, становится слишком жарко.
- Наконечник «лужите»? См. Ссылку ниже.
- Вы протираете его, когда закончите? Иногда флюс может вызывать коррозию.
Вот ссылка на держатель паяльника с губкой.
Вот ссылка о поврежденных жалах паяльника, которая может вас заинтересовать. Также статья из Instructables о том, как лужить наконечник.
Могу ли я делать украшения из припоя?
Вопрос
«Я прикрепил фотографию того, что хочу сделать.Мне было интересно, если судить по большому количеству припоя, как вы думаете, он / она использовал проволоку? тоже утюг или факел? Я собирался попробовать поэкспериментировать, но подумал, что посмотрю, знаете ли вы, с чего начать. Верите вы или нет, они используют резиновые штампы, чтобы сделать эти рисунки, так что, по вашему мнению, могло бы соответствовать серебристому цвету и не быть горячим? Я должен, наверное, упомянуть … это поверх железа. это железный кулон, на который вы смотрите, с штампованным припоем наверху ».
Ответ
Украшения из расплавленного припоя, штампованные резиной.Я никогда не слышал о создании украшений с использованием расплавленного припоя (пока вы не задали свои вопросы!). Похоже, что для этого вам нужно нагреть бессвинцовый припой (свинец не используется для украшений — вреден для кожи и легких!), Пока он не расплавится. Вы можете использовать любой фонарик. В статье (ниже) автор, Гейл, использует фонарик крем-брюле. Я бы себе подумал, что паяльником будет чуть сложнее
Пока припой жидкий, произведите впечатление своим рисунком. Гейл по адресу Can’t Stop Making Things использует резиновые штампы.В расплавленный припой можно вдавить что угодно. Конечно, не используйте ничего, что расплавится — если только вы не хотите, чтобы этот объект был встроен в припой или разрушен. Может быть интересно… Следите за пальцами — очевидно, припой будет изрядно раскаленным!
Имеется паста-припой , плавящаяся при 278F. Вот бессвинцовый припой из серебра , который подойдет (Amazon).
На Не могу перестать делать вещи Гейл, участник, написала статью под названием « More Rubber Stamped Jewelry », в которой обсуждает ее технику штамповки расплавленного припоя.Эшли, Lilblueboo.com также имеет учебник по этой теме.
Гейл не упоминает об использовании флюса, но Эшли упоминает. Я бы проголосовал за использование флюса.
Похоже на довольно простую технику. Удачи и приятных экспериментов!
У Вики Паттерсон есть доска Pinterest под названием: Jewelry: Molten Solder Stamping , чтобы увидеть работы, созданные с помощью этой техники.
Пайка на угольном блоке
Вопрос
Как предотвратить прилипание маленьких кусочков к угольному блоку.Это, кажется, происходит регулярно, особенно при отжиге и ретикуляции.
Ответ
Вероятно, флюс вызывает прилипание металла. Я бы вымыл свой угольный блок, уменьшил количество используемого флюса и применил флюс к блоку. Чтобы вымыть блок, погрузите его в воду, переверните и потрите старой зубной щеткой (чтобы частицы металла выпали), дайте высохнуть — по крайней мере, на ночь — и вуаля: больше не прилипает.
Сильно ли соединение, сделанное с помощью паяльника?
Вопрос
«Моя первая попытка пройти одиночное прыжковое кольцо, ни к чему не прикрепленное, была успешной! Я купил припой с серебряным наполнителем, остаточный флюс и паяльник.Это выдержит? Это сломается? Я только что проверил его, и он кажется действительно сильным ».
Ответ
Соединение перемычек, припаянное с помощью паяльника, будет прочнее, чем если бы вы его вообще не паяли. Пайка таким способом похожа на использование металлического клея или ленты: припой обтекает металл, делая переходное кольцо более прочным. При пайке серебром (горелкой и сильным нагревом) припой проникает в молекулы металла, создавая еще более прочное соединение.Нержавеющая сталь — прочный материал, который не так склонен к деформации, как серебро или металлы на основе меди. Чем больше калибр, тем прочнее будет прыжковое кольцо. Когда я делаю браслеты из серебра, из-за нагрузки на браслеты я использую металл весом 16 или 14 граммов — если они не паяются. Вы, с другой стороны, можете обойтись более тонким калибром из-за типа металла, который вы используете — нержавеющей стали.
На вопросы о прыжковых кольцах: «Разобьется? Он выдержит? » Я припаял 14-граммовые переходные кольца, разрезанные пополам заказчиком.Я не знаю, как они это сделали, и я никогда не видел, чтобы это повторялось снова, но этому клиенту удалось разрушить кусок очень толстого металла, который был запаян, и мне пришлось отремонтировать его за бесплатно . Я думаю, что некоторые люди плохо обращаются со своими украшениями. Я всегда шучу, что они переезжают на своей машине, а потом говорят нам, что она была плохо сделана и , что нужно починить — бесплатно. Я делаю каждый известный мне шаг, чтобы гарантировать, что моя работа будет длиться вечно, но кто знает, какие новые способы придумает заказчик, чтобы мучить нашу работу? Итак, будет ли соединение последним? Зависит от того, переехала ли его машина … ха!
Может ли рассол повредить мои бусы?
Вопрос
У меня вопрос по поводу травления: не повредит ли оно мои бусинки? Я все еще не уверен в мариновании.Я использую паяльник, а металлы у меня разные ».
Ответ
У меня вопрос, а зачем вообще мариновать свою работу? Вы не получаете окалину, потому что вы не нагреваете свой металл так сильно, вы не получаете стекловидного, запеченного на флюсе сочетания флюса и высокой температуры. Возможно, все, что вам понадобится, это зубная щетка с небольшим количеством моющего средства и немного горячей воды.
Я бы не стал мариновать ваши металлические детали, потому что металлов очень много — между оловом, медью, серебром, сталью и другими.Вы не хотите, чтобы медь случайно вспыхнула на всех металлических предметах. Стекло и пластик можно использовать в маринаде, но не жемчуг. Храните органические вещества вдали от кислоты. Самые большие проблемы с травлением будут заключаться в травлении металла и возможном удалении покрытия, а также в возможности появления всплеска меди / гальваники. Но, как я уже сказал, я не думаю, что вам даже нужно использовать рассол.
Как спаять два конца вместе, чтобы они были идеально ровными и выровненными?Вопрос
«Все книги по пайке, видео, статьи и т. Д.скажем, вам нужно соединить два конца, чтобы они были идеально ровными и выровненными, чтобы сквозь них не проходил свет — ха! Независимо от того, как долго я пишу, я не могу выровнять концы, и в конечном итоге вещь становится слишком маленькой, и мне приходится начинать заново »
Ответ
Это одна из самых сложных задач. Это до сих пор сводит меня с ума. Вот почему мне нравятся тиски для резки под углом. С тех пор, как я купил свою, жизнь стала намного приятнее. Но у него есть недостатки в размере, и я долгое время умолял и просил производителей сделать более крупный.Недавно я получил известие от парня, который мог бы сделать мне более широкие тиски для резки под углом. Я надеюсь, что он справится с этим, это был бы отличный инструмент, которым можно было бы поделиться с другими.
Просто проверяю: вы видели мое видео с прямыми краями?
В следующий раз, когда вы будете вырезать заготовки, добавьте дополнительно 0,5–1 мм металла для корректировок и критических моментов.
С лицевой / кольцевой кромкой хвостовика:
Если вы перекрываете полоску лицевой панели, сделайте отметку острием и пропилите оба куска полосы / металла; обе стороны должны идеально совпадать.Вы можете скотчем или зажать перекрывающуюся проволоку / лист, чтобы она не двигалась. Не подпиливайте концы и не шлифуйте их, кроме как для удаления заусенцев. Подпиливайте под углом и не подпиливайте поверхность для пайки.
Еще одна идея — сделать лицевую панель из более толстого металла. Большая часть проданных лент имеет размер 26-28, они непрочные и легко деформируются. Более тонкий приклад также сложнее держать ровно и ровно.
Общий квадрат:
Помимо использования тисков для резки под углом и других техник, обсуждаемых в моем видео, я также использую следующий трюк, выполняемый парой плоских широкогубцев.Та-да — барабанная дробь, пожалуйста! В этом случае плоскогубцы используются как тиски для резки под углом .
- Плотно прижмите металл к внутреннему краю плоскогубцев, чтобы выровнять его (лучше использовать плоскогубцы, которые имеют довольно квадратную форму на внутреннем соединении).
- Плотно держите плоскогубцы не доминирующей рукой.
- С выступающим крошечным количеством металла (вы можете отметить его — см. Ниже) *** и, опираясь на штифт верстака, подпилите конец заподлицо — через вершину плоскогубцев.
- Если вы найдете длинные и широкие плоскогубцы, они увеличили бы размер металла, который вы можете выровнять — я не мог найти ничего большего, чем те, которые у меня уже есть. Чтобы это работало, вам понадобится одна идеально квадратная кромка на вашем металле — как в тисках для резки под углом. Смотрите прикрепленные изображения. Я не пробовал их, но они могут работать: Wubbers Широкие плоскогубцы. Я использовал плоскогубцы с гладкими губками и ширину внутренней поверхности одной челюсти 1/4 дюйма в ширину и 1 1/8 дюйма в длину, чтобы выровнять края на моем образце.
Другой вариант — выровнять металл в тисках.
- Начните с того, что убедитесь, что металл выровнен в тисках: *** Используя квадрат, нарисуйте квадратную прямую линию на металле с помощью Sharpie или разделителей (это мои любимые). конец, который вы хотите квадрат (см. изображение).
- Вы можете попробовать использовать квадрат, чтобы выровнять его, когда он находится в тисках. Хотя делаю это на глаз, пытаясь визуально убедиться, что он сидит прямо.Совместите леску Sharpie с верхним краем тисков.
- Это поможет, если ваши тиски по ширине равны или шире вашего металла.
- Удерживая одну руку за ручку файла, а другой, почти охватив край файла, протяните файл по металлу, сохраняя квадратную и ровную форму. Не перекатывайте файл и не наклоняйте его. См. Информацию о файле Николсона. (стр. 7), чтобы узнать, как правильно держать напильник для этой техники.Это отличный ресурс.
- Избегайте опиливания слишком близко к краям металла, потому что мы, люди, склонны сильнее нажимать на напильник около концов и обычно обнаруживаем, что мы скруглили углы.
Часто проблема не в «прямоугольности» металла , а в углах, под которыми стыкуются швы. Каким-то образом то, что начиналось как красивый плоский кусок металла, превращается в волнистую массу, особенно с тонкой ложей.Мне всегда нужно скрутить, сплющить, выровнять металл. Это одна из самых трудоемких вещей, которые я делаю при изготовлении колец или лицевых панелей. Что помогает, так это создать упругость в металле, толкая каждую сторону, сверху и снизу, снизу и поверх друг друга, пока он не станет достаточно упругим, чтобы защелкнуться (и остаться) вместе. Я также поворачиваю лицевую панель / стержень слева направо — над и под, под и над — из стороны в сторону. Однако имейте в виду, что упругость внезапно исчезнет, когда вы паяете, и ваш шов может вскрыть — особенно с более тонкой ложей.
Выровняйте края руками, а затем плоскогубцами разгладьте шов. Нам не важно, круглое ли кольцо или безель, до тех пор, пока оно не будет припаяно. Прикрепленные изображения показывают два вида моего квадратичного и скорректированного образца. Плоский край был получен с помощью метода плоскогубцев, описанного выше.
Другой метод заключается в том, когда оба края очень близко друг к другу — удерживаются вместе за счет упругости — пропиливают через шов ювелирной пилой. Позаботьтесь о том, чтобы пропилить шов прямо по шву (то есть еще не распаянный шов!). Иногда это делается, когда при изготовлении трубок не получается аккуратный шов.Пила теоретически очищает шов, создавая ровные края.
Последняя идея на день — Мне нужно остановиться !!: Купите прецизионные ножницы, подобные этому, в Harbour Freight (вот видео об инструменте) . Это довольно большой инструмент, но он делает три трюка! Это ножницы, которые у меня есть, сделанные Pepe Tools . Но я не знаю, делают ли они их больше. Вы выравниваете идеальный, обычно обработанный плоский край по направляющей и (после отметки квадратом и меткой Sharpie или разделителями) проталкиваете отмеченный край под лезвие.Опустите ручку и Виола! Квадратные края. Мой новый любимый инструмент для обработки металла. Если металл начинается с идеально обрезанной кромки, дальнейшая регулировка не требуется! Также меньше шансов получить волнистый металл. Тиски для резки под углом по-прежнему отлично подходят для резки проволоки и тонкой полосы, а также для других работ. Я не хочу, чтобы он казался заброшенным! Вернуться к содержанию
Как отличить серебро от припоя?
Вопрос
«Мои провода перепутались, прошло какое-то время, и я не знаю, как отличить серебро от припоя?»
Ответ
Это не будет весело или быстро.Готов поспорить, что вы больше никогда этого не сделаете после того, как пройдете через этот процесс. Я сделал то же самое и больше не повторял ЭТУ ошибку! Ха! Учеба может быть такой радостью (здесь сарказм). В начале своей карьеры я срывал эти надоедливые бирки с катушек припоя Рио-Гранде (в которых указан тип припоя!). Когда я пошел паять, у меня случился припадок — что было? Дурак я. Я также обнаружил, что бирки легко отваливаются. См. Ниже способ избежать этого захватывающего приключения.
Лучше всего с фонариком.Имейте под рукой блокнот, ручку и клейкую ленту. Вам также может понадобиться таймер или часы, которые отсчитывают секунды.
- Прикрепите бирку к катушке или мотку проволоки, используя малярную ленту.
- Последовательно пронумеруйте каждую катушку карандашом Sharpie или другим маркером на этикетке из клейкой ленты.
- Затем на гладком паяльном блоке или угольном блоке (не сотах, поскольку вы будете плавить металл) добавьте небольшие кусочки (1/2 — 1 дюйм или около того) провода в порядке вашей системы нумерации.
- Постарайтесь разделить их как можно дальше, чтобы тепло от горелки не нагревало другие провода. Может быть, даже по одному.
- Нагрейте горелкой номер один — старайтесь каждый раз держать горелку в одном и том же месте.
- Начните отсчет равномерно, 1, 2, 3 … и т. Д. или используйте секундную стрелку на часах или таймере (лучше). Было бы легче с другим человеком — в конце концов, для чего нужны друзья и семья?
- Уменьшите отметку, когда таял №1.
- Подождите секунду, пока номер 2 немного остынет (если на него воздействует тепло), повторите — и продолжайте, и продолжайте для каждого провода. Тот, который расплавился первым, был либо сверхлегким, либо легким припоем (не знаю, какие у вас есть типы), второй — средним, затем твердым, а затем серебряным.
- ЕСЛИ есть тесные связи, поместите их рядом и посмотрите, кто пойдет первым!
Разница во времени плавления будет очень незначительной, поэтому будьте как можно точнее и, если вы не уверены, сделайте это снова.Разница между твердым припоем и серебром будет довольно близка, и если у вас есть ИТ-припой, разница между ним и серебром будет незначительной.
Температуры ликвидуса для трех серебряных монет следующие: Argentium 935, Argentium 960 1700 F, Sterling Silver 1640 F, Fine Silver 1761 F. тот, который не подвергается окислению, — это чистое серебро или Argentium. Определить разницу между Argentium и Fine будет непросто, поскольку разница в потоке в 30 градусов — это безумие.Возможно, лучше всего было бы проверить два металла прямо перед плавлением. Argentium намного более хрупок в очень горячем состоянии, чем чистое серебро.
Припой мягче. Итак, вы также можете попробовать проткнуть проволоку вмятины и посмотреть, какие вмятины легче всего. Но я думаю, что это очень субъективно и не очень поможет, когда дело доходит до различия между твердым припоем и чистым припоем.
В следующий раз: Лента малярная с типом провода! Или сделайте то, что я делаю, и согните конец провода в форме маркировки припоя.Вы также можете придумать изгиб для тонкой, аргентинской и чистой проволоки. Может быть, круг на круглогубцах для одного, Z-образная форма для другого и тому подобное. Теги не падают!
См. Этот отрывок из моей страницы: About Solder:
Паста и листовой припой могут быть маркированы на их поверхностях в зависимости от типа припоя, но на проволочном припое трудно писать, поэтому была разработана система изгиба для маркировки провода. Как правило, существует только три наиболее часто используемых отвода: жесткий, средний и легкий .Я добавил свои собственные маркировки для extra easy и IT . См. ниже.
Маркировка для проволочного припоя:
IT HARD MED
………. ……………….
ЛЕГКО ЭКСТРА ЛЕГКО
………………
Какая часть пламени горелки лучше всего подходит для пайки стерлингового серебра?Вопрос
Ответ
Мое правило: используйте любой тип пламени, который вам больше подходит.Я никогда не следовал рекомендациям по размеру и форме пламени — полагаюсь на опыт. Если мой Acetylene / O2 шипит, я меняю смесь O2 на газ. С ацетиленом я просто выбираю размер пламени в зависимости от того, сколько тепла я хочу. При отжиге я использую более густую и холодную часть пламени. При пайке я притягиваю пламя ближе, чтобы воспользоваться «сладким (читай: горячим) пятном».
Вернуться к содержанию
Припой не течет при попытке припаять лицевую панель кабошона к поверхности
Вопрос
«Я делаю браслет-манжету из серебра 18-й степени и пытаюсь припаять к поверхности безель для кабошона.Припой просто не течет, и я подозреваю, что это потому, что тяжелому серебру требуется так много времени, чтобы достичь нужной температуры. Какие-либо предложения?»
Ответ
Вам нужно горячее и / или большое пламя — вы используете горячий газ, например, ацетилен, или газ с кислородом? Вам вообще не нужно нагревать лицевую панель (вероятно). Пожалуйста, посмотрите на этой странице для получения дополнительной информации. Вверху страницы есть ссылки на дополнительные страницы.
Обновленная информация по вопросу
Я использую ацетилен и воздух, но использовал маленькую насадку.У меня есть более крупный, поэтому я попробую его сегодня.
Как не допускать попадания припоя в узорчатый металл
Вопрос
Когда я травлю рисунок, он получается красиво. К тому времени, когда я припаял стержень кольца и припаял лицевую панель, травление стало очень слабым. Я пробовал Heat Shield, не помогло. У тебя есть идеи?
Ответ
Похоже, что припой попадает в ваш узор. Смешайте немного желтой охры или белого цвета или сделайте пасту из порошка румян и воды и закрасьте этим всю область, где вы не хотите, чтобы припой растекался.Эти элементы «пачкают» металл, и припой туда не потечет — если только вы его сильно не перегреете и не сожжете продукт. Не меняйте эту область.
Следующее, что нужно сделать, это убедиться, что вы не наносите слишком много флюса, особенно жидкого флюса. Вам не нужно, чтобы флюс находился рядом с металлом с рисунком. Я наношу небольшое количество флюса только на область пайки, нагреваю его до тех пор, пока белый материал (флюса) не осядет и не «встанет», а затем даю ему остыть. Когда остынет, я рисую желтой охрой и даю ей высохнуть.Нанесите припой (минимальное необходимое количество) и приступайте к пайке. Это должно очень помочь!
Вернуться к содержанию
- Как настроить резак — есть резак, нужно его настроить? Вот как.
- Пайка 101, часть первая и пайка 101, часть вторая
- All About Solder — Вам нужно понимать, с чем вы работаете!
- Плоские квадратные кромки на металле — Важные методы создания квадратных кромок, например, на кольцевых хвостовиках, трубах, установках и т. Д.- практически любые две детали, которые вы хотите спаять вместе!
- Подготовка к пайке — Важные шаги перед пайкой.
- Identify Wire Solder — Отметьте свой припой, прежде чем воцарится неразбериха!
- Безопасность ювелирной студии — Чрезвычайно важная информация, которую должен знать каждый ювелир! Не рискуйте своей жизнью и здоровьем! Знаешь, чем опасна металлическая пыль? Если нет, ничего не шлифуйте — пока!
- Создание сфер одинакового размера — как сделать сферы идеально круглой формы? Возможно, вам нужно знать!
- Как отжигать серебряный лист — важный навык, иначе вы можете повредить свой металл и работать вдвое тяжелее!
- Проволока для отжига — Нужен обрыв провода? Как насчет расплавленной проволоки? Нужна мягкая и гибкая проволока? Эти советы помогут вам избежать этих проблем и с легкостью работать!
- Вытяжной вытяжной вентилятор для студии или магазина — один из БОЛЬШИХ ЕДИН для безопасности студии.Научитесь делать свои собственные!
- Как сделать безель и установить кабошон Часть первая — Хотите припаять тонкий материал к толстому? Хотите поставить камень или два? Узнайте, как создавать и паять лицевые панели.
- Как сделать безель и закрепить кабошон, часть вторая — То же сверху.
Пайка ювелирных изделий: как паять настройки, скобы и проволоку. — Мы постоянно паяем вместе разные формы и размеры металла. Хотите перестать таять свои настройки или поручительства? Можно ли паять провод, не расплавляя его?
- Пайка ювелирных изделий — Пайка потом, промывка или аппликация — Как припаять два металлических куска друг на друга.Узнайте о приемах успешного соединения материалов разного размера и о том, как наносить припой.
Мой плейлист по пайке на YouTube — Список всех моих видео по пайке на YouTube.
- О припое — Узнайте все о материале, который вы используете.
- Ацетилен, фонарик, баллоны, безопасность — Огромная страница с гораздо большим, чем просто информацией об ацетилене! Узнайте все о резаках, пайке и о том, как защитить себя!
- Схемы — Схемы, связанные с пайкой.Включает такие вещи, как: температура отжига, размеры клапана сжатого газа, какая температура горит ваш газ, каковы точки плавления вашего металла. Кроме того, есть диаграммы калибра проволоки, диаграммы от миллиметров до долей и дюймов, от сверл до диаграмм с калибрами проволоки. Много информации!
- Очистка металла — приятно знать, если вы планируете что-нибудь паять!
- О маринаде, кислоте, кастрюлях и пищевой соде — Как удалить шмуц, оставшийся от пайки, как сделать свой собственный рассол, как использовать рассол и как нейтрализовать рассол.Тонны информации!
- Шкала окисления, флюса и возгорания — Почему происходит окисление? Почему все время накапливается огненная чешуя, как от нее избавиться. Узнайте, что происходит при пайке и решениях.
- 4 шага для успешной пайки — 4 шага помогут вам добиться успеха в пайке!
- Идентификация припоя — Как пометить припой, чтобы вы всегда знали, какой он тип.
- Ювелирные инструменты — Harbor Freight — Недорогие инструменты для студии!
- Тиски для резки под углом и зажимное приспособление : С трудом подбираете концы стоек колец? Оцените этот инструмент!
- Вопросы и ответы: Firescale / Firestain — Узнайте, с чем у других были проблемы, и найдите решения!
- Q&A: Annealing — Как долго выдерживать температуры отжига.Печной отжиг.
- Q&A: Вопросы по телеграфу. Сворачивающая проволока, проволока для сужения, проволока для упрочнения, проволока для правки и многое другое!
- Рецепты: Они больше не только для готовки!
- Рецепт рассола — сделай свой собственный рассол
- Prip’s Flux Recipe — сделай свой собственный флюс
- Удаление сломанных сверл из металла — Вы сломали сверло и не можете его вытащить? Вот как удалить сломанные сверла.
- Удаление медной планки то есть: как удалить медное покрытие, которое может образоваться при травлении. А также, как удалить медь с латуни или бронзы, которая попадает на поверхность металла после пайки.
- Проволока и листовой металл
- Какой факел купить : Пытаетесь понять, что вам нужно, чтобы разжечь огонь в своей студии? Ознакомьтесь с этой информацией перед покупкой!
- Пайка в двух словах — мой список самого необходимого для пайки.
- Вопросы по пайке — Вы смотрите на него! Один из наиболее часто задаваемых вопросов. Многие из моих веб-страниц были вдохновлены проблемами и вопросами пайки.
- Вопросы по горелке / газу — Сравнение портативных и обычных горелок, проблемы с горелкой, горелками с бутаном, водяными горелками, безопасная установка горелки, покупка горелок.
Что такое пайка?Пайка , проще говоря, соединяет металл с металлом с помощью заполнение стыка с другим расплавленным металлом при температуре выше 840F.Расплавленный металл заполнение зазора должно иметь возможность смачивать соединяемые детали, чтобы они втягивается в зазор за счет капиллярного действия. Ниже 840F эквивалент процесс называется пайкой. Если процесс достаточно горячий, чтобы расплавить металлы существование соединяется, становится сваркой или пайкой-сваркой. Соединяемые части называются базой . металл , а расплавленный металл, заполняющий зазор между ними, называется наполнителем . Металл .Присадочный металл также называют прутком, спелтером или припоем. сплав. Следующее обсуждение пайки фокусируется на методах пайки. и материалы используется при пайке велосипедных рам, но большая часть информации относится к любая аналогичная пайка легких стальных компонентов. БезопасностьПри пайке всех типов выделяются токсичные пары, в большинстве случаев при пайке факелы горят нестабильные виды топлива. Прочтите инструкции и паспорта безопасности материалов. что Приходите со всеми инструментами и расходными материалами и отнеситесь к предупреждениям серьезно! Спросить для MSDS при покупке незнакомого наполнителя или флюса. Пайка латуниКак следует из названия, пайка обычно выполняется с наполнителем. сделан из некоторых форма из латуни или бронзы, сплавов меди с цинком, оловом и др. металлы. Латунные и бронзовые припои обычно плавятся при температурах выше 1500F, иногда до 2000F. Он достаточно горячий, чтобы отжечь сталь, разрушающий любая прочность, добавленная посредством термообработки. По этой причине, термически обработанный велосипедные трубки, такие как Reynolds 731, не следует паять латунью. Для трубок, которые не подвергались термообработке, например, по Рейнольдсу. 531 или простой Хромомолибденовая сталь 4130, пайка латуни вполне уместна. Он производит шарниров, которые более чем достаточно прочны для рамы велосипеда, это стоит много меньше серебра, и это более щадящий процесс, позволяющий шире допуски в трубе и терморегулировании. Подавляющее большинство паяных производство велосипедные рамы и большая часть нестандартных рам — все из латуни или бронза припаянный.Латунь часто является хорошим выбором, особенно для начинающих строителей каркасов. выбор. Серебряная пайкаБолее низкие температуры и более прочные соединения могут быть достигнуты с помощью более дорогой сплавы, состоящие в основном из серебра. Серебряные наполнители плавятся и текут при ниже температуры, чем большинство латунных или бронзовых наполнителей, и лучше выдерживают впитывание в очень мелкие стыки. Обе эти характеристики улучшают финальный соединение сила. Примечание: В то время как современный U.S. использование называет использование этих сплавы серебро пайка , устаревшие работы США и многие текущие британские источники используйте термины серебряная пайка или твердый припой к описывать тот же процесс. Это источник постоянной путаницы, поскольку серебро припой — это термин, который также используется для описания гораздо более слабых сплавов, используемых при низких температуры для сантехнических работ. Чтобы избежать путаницы, попробуйте обратиться к сплаву состав, стандартизированная классификация или температуры плавления и текучести.Когда есть сомнения, попросите разъяснений. Обычные серебряные припои содержат до 60% серебра или как мало как 20%, а остальную часть составляют металлы, включая медь, цинк, никель и олово. Серебряные припои плавятся при температурах до 1145 ° F, сильно снижение воздействия термообработки на велосипедные трубки. Все еще зона термического влияния возле стыка, но стыковка НКТ обеспечивает здесь больше материала, чтобы компенсировать его пониженную прочность.Подальше от соединение, более низкая температура соединения означает, что по трубке проходит меньше тепла, а также термическая обработка остается эффективной. Мастерство жаровни тоже игры играет важную роль в снижении теплового повреждения, так как чем длиннее сустав нагревается, тем больше тепла доступно для повреждения окружающего материала. Часто серебряные припои также содержат кадмий, ядовитый металл со смертельными парами. Кадмий снижает температуру пайки и улучшает характеристики управляемости незначительны, но должны использоваться только специалистами рабочие с промышленным вентиляционным оборудованием.Используя его дома в своем гараж напрашивается на неприятности, поэтому, если вы хотите паять серебро, ищите без кадмия сплавы. Все основные производители серебряных припоев производят кадмий бесплатные наполнители. Серебро также является предпочтительным наполнителем для пайки нержавеющей стали. стали. Большинство латунные шпатлевки не смачивают поверхность нержавеющей стали, а если и будут Они произведет некачественные стыки. Пайка нержавеющей стали требует большего упражняться чем пайка обычных сталей, а в некоторых случаях и специальных присадочных сплавов находятся необходимо для предотвращения коррозии между присадочным металлом и основанием металл.Для предотвращения этого в присадочный сплав добавляется небольшое количество никеля. Сортировать коррозии, которая в противном случае может вызвать быстрое разрушение соединений непрерывно или неоднократно подвергались воздействию воды. Хотя каждый производитель имеет свои торговые наименования для своих сплавы, большинство сплавы, продаваемые в США, соответствуют одной из нескольких спецификаций. учредил Американским обществом сварки (AWS). Используется обычный сплав без кадмия. в работе с велосипедами — AWS No.БАг-7, имеющий такие же характеристики ли продается как Safety-Silv 56, All State 155 или Silvaloy 355. Сплав От 55 до 57 процентов серебра, от 21 до 23 процентов меди, от 15 до 19 процентов цинк и от 4,5 до 5,5% олова. Нейзильбер для пайкиСледует упомянуть еще один последний класс припоев: нейзильбер сплав. Несмотря на название, это вовсе не сплав серебра, а в основном никель и медь. Он имеет гораздо более высокую температуру плавления, чем настоящий серебро сплавы и не должны использоваться на термообработанных трубах. С другой стороны, нейзильбер прочнее латуни. наполнитель, часто намного прочнее, и некоторые никелевые серебряные будут хорошо работать с некоторыми сплавами нержавеющая сталь. All State особо рекомендует один из своих никелевых серебро сплавы № 11 для пайки рам велосипедов, и этот сплав действительно делает сильный, надежные стыки каркаса. Согласно его Руководству, это Тима Патерека. предпочтительный угловой припой тоже. Имеет очень широкий рабочий диапазон, от 1200 F до 1750 F и предел прочности на разрыв до 85000 фунтов на квадратный дюйм. ФлюсыПри температурах пайки большинство металлов окисляются. очень быстро. Это может помешать смачиванию стали расплавленным серебром или латунью. и плавно перетекает в сустав. Чтобы предотвратить это, химикаты назвали флюсами . растворяют окисленные металлы и защищают поверхность из дальнейшее окисление добавляется к процессу. Чаще всего эти флюсы помещаются в стык и вокруг него в виде паст, хотя их также можно запекшийся вокруг присадочного стержня или добавляется в пламя самой горелки. Припой, как правило, не растекается на неофлюсовую основу. металл. Пока это может быть проблемой внутри ваших суставов, это может быть полезным свойством за пределами их: если вы делаете небольшой стык относительно размера вашего тепла источник наполнитель будет иметь тенденцию растекаться по всему нагретому основному металлу. Ограничение ваша залитая флюсом область также ограничит этот поток, облегчая очистку. Не надо переусердствуйте — вам действительно нужен флюс в суставе, и вы не хотите гореть металл вокруг стыка.Еще можно спилить лишний наполнитель когда сустав остыл, и с практикой вы научитесь сохранять наполнитель где вы хотите, контролируя тепло, а не ограничивая поток. Различные флюсы обеспечивают защиту при разной температуре диапазоны, поэтому важно получить флюс, предназначенный для использования с типом наполнитель ты используешь. Обычно флюсы предназначены для серебра или латунь пайка, активная в одном или другом диапазоне температур, но не оба.Также существуют специальные флюсы, которые обладают большей защитой для использования на нержавеющий стали или когда работа должна быть нагрета в течение длительного периода. Каждый производитель флюса предоставит информацию о диапазоны температур, неблагородные металлы и присадочные металлы, для которых предназначен флюс. Методы пайкиОбычно кастомные велосипедные рамы паяют вручную. Рамка штуки удерживается на месте с помощью зажимного приспособления, и строитель нагревает стыки по одному время с ручной кислородно-ацетиленовой горелкой.Это такой же факел использовал для сварки, но при пайке он используется несколько иначе, поскольку основной металл не плавится. В прошлом многие велосипеды паяли над открытым очагом, скорее, чем с факелом. Это ограничивало использование приспособлений, так что стыки рамы имел быть прикрепленным или припаянным на место, прежде чем вся рама может быть взолнованный к очагу, где один сустав за другим подвергались воздействию в жар пламени.Этот древний метод оставался широко распространенным в качестве совсем недавно как в 1970-е годы среди консервативных заказчиков, но в основном перемещенный с помощью более простого и точного метода пайки горелкой. Как научиться паятьОчевидно, что это очень краткое введение в пайку. К действительно учиться паять ваш лучший вариант — найти курс по пайке в местном сообщество колледж или профессиональное училище, или найти изготовителя рамы велосипеда, который будет учить вам за определенную плату.Вы можете научиться паять без этих вспомогательных средств, но пайка — это не только наука, но и искусство, и многие методы и советы помогут нет можно найти в книге. Дополнительная литератураВот несколько хороших источников информация о методы и материалы для пайки:
Эта страница написана Джошем Патнэм. Пожалуйста, не стесняйтесь присылать вопросы, комментарии, исправления, предложения, пр. Домашняя страница Джоша Патнэма | Страница велосипеда Джоша. | Страница Джоша по созданию рамок. | Страница фотографий Джоша. Джошуа Патнэм |
Ацтекская пайка | Ларго Металлургия
Aztec Welding помог всем компаниям в реализации проектов по пайке. От аэрокосмических компаний до механических мастерских мы можем предоставить качественную работу в соответствии со строгими стандартами и низкими допусками. Независимо от того, требует ли ваш проект серебряную пайку, пайку горелкой или сварку пайкой, мы можем создать прочные, точные и надежные изделия.
Пайка — это процесс соединения двух или более металлических деталей из одинаковых или разнородных сплавов.Материалами могут быть как черные, так и цветные сплавы, такие как медь, нержавеющая сталь и низкоуглеродистая сталь, и это лишь некоторые из них. Поскольку процесс пайки выполняется при более низкой температуре, чем другие виды сварки, вероятность деформации или ослабления соединяемых компонентов меньше, поэтому он позволяет создавать проекты с высокими допусками, поскольку близко расположенные детали сохраняют свою форму, размер и допуски. . Основным преимуществом пайки является способность соединять один и тот же или разные металлы со значительной прочностью.
Серебряная пайка
Серебряная пайка, иногда называемая твердой пайкой, представляет собой пайку с использованием наполнителя на основе сплава серебра. Это процентное содержание серебряных сплавов зависит от области применения и типа соединяемых металлов. Пайка широко используется в инструментальной промышленности для крепления наконечников из твердого металла (карбид, керамика, металлокерамика и т.п.) к таким инструментам, как пильные полотна.
Горелка для пайки
Пайка горелкой — это, безусловно, самый распространенный метод пайки. Пайка горелкой — это процедура, при которой нагревание осуществляется с помощью газового пламени, помещенного на или рядом с паяемым соединением.Навыки оператора, необходимые для получения качественных паяных соединений, требуют многолетнего обучения, опыта и терпения.
Сварка припоя
Пайка — это использование присадочного прутка из бронзы или латуни, покрытого флюсом, для соединения стальных деталей. Сварка пайкой имеет много преимуществ перед сваркой плавлением. Это позволяет соединять разнородные металлы, сводить к минимуму тепловую деформацию и может снизить потребность в обширном предварительном нагреве. Кроме того, поскольку соединяемые металлы не плавятся в процессе, компоненты сохраняют свою первоначальную форму; края и контуры не размываются и не изменяются из-за образования галтеля.
Если вам необходимо соединить металлы разного типа или у вас есть проект с точными допусками, свяжитесь с Aztec Welding, чтобы обсудить наши услуги по пайке.
Свяжитесь с нами сегодня, чтобы получить бесплатную консультацию без обязательств.
Насколько сложно припаять титан к стали?
Часто задаваемые вопросы
Интерметаллические фазы неизбежны при пайке титановых сплавов, даже при использовании обычных припоев Ti (Zr) -Cu-Ni, которые используются для пайки титана с самим собой.Таким образом, практика заключается в выборе припоев, которые приводят к образованию пластичных интерметаллических фаз или обеспечивают дискретность хрупких интерметаллических фаз в пластичной матрице. Также важно выбрать оптимальную температуру пайки и минимизировать время пайки, чтобы минимизировать глубину диффузии в основные металлы. Кроме того, минимальный зазор в стыках помогает предотвратить образование интерметаллидов на средней линии.
Вакуумные пайки на основе серебраприменялись для пайки титаном нержавеющих или углеродистых сталей.Сплавы Ag-Al-Mn (включая Ag-5Al-0,5Mn) были разработаны для пайки титановых сотовых структур в конце 1950-х годов. Температуры пайки находятся примерно в диапазоне от 843 ° C до 904 ° C. Хорошая история этого наполнителя, включая коррозию, прочность, усталость, твердость и структуру, представлена в работах Kaarlela и Margolis [1], , хотя и для соединений Ti-Ti.
Более поздняя работа [2] по пайке Ti с нержавеющей сталью 304 с использованием Ag-28wt% Cu и Ag-46wt% Cu продемонстрировала, что дискретный Ti 2 Cu может допускаться на границе раздела пайки Ti и металла с точки зрения прочности на сдвиг. с прочностью более 200 МПа, достижимой при более коротком времени пайки (около 15 минут).Действительно, после длительной пайки наибольшая твердость была на стороне соединения из нержавеющей стали. Одним из недостатков этой работы было то, что припой имел толщину всего 20 микрон.
Ситуация с соединениями Ti и Ti намного проще, и для вакуумной пайки материалов можно использовать припой Ti-15Cu-15Ni (или Ti-20Cu-20Ni) или аналогичный. Это, вероятно, привело бы к лучшему соединению, хотя следует обратить особое внимание на обеспечение использования оптимального времени пайки / температуры / зазора соединения, чтобы избежать образования интерметаллических соединений на средней линии, которые ухудшают характеристики.
Список литературы
1. Карлела В. Т. и Марголис В. С. «Разработка припоя Ag-Al-Mn для титана», Welding Journal, Том 53 (10), октябрь 1974 г., стр. 629-636.2. Каарго П. Р., Тревизан Р. Э. и Лю С. «Микроструктурные характеристики паяных соединений титана с нержавеющей сталью 304», Welding Journal, Vol.72 (12). Декабрь 1993 г. стр.537с-544с.
Дополнительная информация
Для получения дополнительной информации свяжитесь с нами.
Сварка титана — Справочник конструктора и потребителя
Помогите выбрать | Сплавы CuP
Самая простая и универсальная комбинация — сплав 455 с флюсом EF.
Решение отклониться от этой комбинации будет основано на других соображениях, в основном технических, иногда финансовых, но, конечно же, не будет основываться на силе. Все серебряные припои, используемые на правильно спроектированных флюсовых и нагретых соединениях, будут создавать соединения прочнее, чем исходные материалы. Сила никогда не является проблемой.
Соединительный алюминий
Алюминий, как известно, трудно соединить из-за его прочного и очень стабильного оксида поверхности. Флюсы для удаления этого оксида очень агрессивны и могут иметь короткий срок службы.Использование правильного флюса решает проблемы, позволяющие использовать большинство мягких припоев. Используйте Stayclean Aluminium Flux.
2207
— это мягкий припой, не содержащий свинца, с низкой температурой плавления, с превосходными характеристиками текучести, который при использовании с алюминиевым флюсом Stayclean позволяет создавать прочные герметичные соединения в ряде алюминиевых сплавов. Это также дает преимущество разумного соответствия цветов. Комбинация также соединит алюминиевые сплавы с медью, латунью, нержавеющей и мягкой сталью.
Алусол
— это низкотемпературная порошковая проволока для мягкого припоя со свинцовыми подшипниками. Доступен длиной 1 метр и диаметром 0,9 и 1,5 мм.
Легко паяет технически чистый алюминий и медно-алюминиевые сплавы. Лучше всего нагреть ее мягким пропановым пламенем.
Al12Si
— стержень из алюминия с содержанием кремния 12%, пригодный для общего применения. Используйте те же принципы пайки, чтобы получить максимальную отдачу от этого сплава, хотя лучшие результаты часто достигаются, если соединение слегка «выпуклое».Поскольку его температура плавления (575 — 585 ° C) близка к температуре плавления чистого алюминия (620 ° C), следует соблюдать осторожность при нагревании, чтобы избежать плавления поверхности алюминия. Рекомендуется использование пропана. Доведите шов до температуры в 2–3 этапа, оставив короткий период «выдержки», чтобы шов «впитал тепло». Это поможет предотвратить разрушение компонентов во время пайки. Используйте его с AlSi Flux.
Техновелд
больше похож на сварочный стержень и имеет тенденцию создавать угловые соединения, а не капиллярные.Проще говоря, используйте проволочную щетку для очистки области стыка, нагрейте ее пропановой горелкой примерно до 350 ° C, расплавьте сплав на поверхности, обработайте алюминий расплавленным материалом Technoweld, чтобы создать соединение. Его также можно использовать для ремонта трещин и т. Д. На алюминиевых отливках или наращивания шпилек. Пакет состоит из 5 стержней диаметром 2,5 мм x 200. Более подробную информацию об этом сплаве и ссылку на видео для его использования можно найти на странице Technoweld в разделе «Другие серебряные припои».
Соединительная латунь
Соединение латуни довольно просто (используйте любую комбинацию серебряный припой / флюс) — до тех пор, пока в уравнение не войдет вопрос о соответствии цвета.
Сейчас ситуация усложняется.
Все серебряные припои в основном состоят из латуни с добавлением серебра и / или кадмия. Это добавление сделано для снижения температуры плавления серебряного припоя, чтобы вы могли выполнять соединения без плавления основного материала.
Обратной стороной является то, что оба этих металла белые и меняют цвет сплава. Они становятся более светлыми.
Для лучшего соответствия цвета рассмотрите сплав с меньшим содержанием белого металла, например 424, содержащий 24% серебра.У него диапазон плавления 740-780 ° C, но он может быть слишком высоким.
Возможно, рассмотрим 430, содержащий 30% серебра — диапазон плавления 665 — 755 ° C
Если латунь подлежит полировке, вероятно, лучше всего использовать 445, содержащий 45% серебра с диапазоном плавления 640–680 ° C.
Делайте стыки небольшими, подайте сплав внутрь (например, с помощью кольца или простой преформы), нагрейте снаружи и протяните серебряный припой. Это позволит получить филе наименьшего размера.Дополнительное содержание серебра обеспечивает большую отражательную способность, что делает линию стыка менее заметной.
Стержни с флюсовым покрытием
Все сплавы диаметром 1,5 мм и более доступны в виде стержней с флюсовым покрытием.
Эти стержни идеально подходят для общего технического обслуживания и для работы в областях, где вода для приготовления обычной флюсовой пасты может быть недоступна.
Покрытие эластичное, но с ним следует обращаться осторожно, чтобы не повредить его.
Наилучшие результаты достигаются со сплавами с более низкой температурой плавления. Соединение должно быть нагрето, как правило, до тускло-красного тепла, прежде чем перемещать горелку, чтобы нагреть соединение туда, где должен течь сплав.