Сталь 20 (ст20) — характеристики, состав, применение
Сталь конструкционная углеродистая качественная по видам обработки поставляется как кованая, калиброванная, горячекатаная и серебрянка (круглая, со специальной отделкой). По требованиям к механическим свойствам выделяют 5 категорий.
Первая категория: сталь всех видов обработки без испытания на ударную вязкость и растяжение.
Вторая категория: образцы из нормализованной стали всех видов обработки размером 25 мм проходят испытания на ударную вязкость и растяжение.
Третья категория: испытания на растяжение проводят на образцах из нормализованной стали, размером 26-100 мм.
Четвертая: образцы для испытаний на растяжение и ударную вязкость изготавливают из термически обработанных заготовок размером не более 100 мм. Требования третьей и четвертой категории предъявляют к калиброванной, горячекатаной и кованной качественной стали.
Пятая категория. Испытания механических свойств на растяжение проводят на образцах из калиброванных термически обработанных (высокоотпущенных или отожженных) или нагартованных сталей.
В качестве заменителя стали 20 применяют стали 15 и 25.
Химический состав стали 20
В состав сплава входят: углерод (C) — 0.17-0.24 %, кремний (Si) — 0,17-0,37%, марганец (Mn) — 0,35-0,65 %;содержание меди (Cu) и никеля (Ni) допускается не более 0,25%, мышьяка (As) — не более 0,08%, серы (S) — не более 0,4%, фосфора (Р) — 0,035%.
Структура стали 20 представляет собой смесь перлита и феррита. Термическая обработка стали 20 позволяет получать структуру реечного (пакетного) мартенсита. При таких структурных преобразованиях прочность возрастает, и пластичность уменьшается. После термического упрочнения прокат из стали 20 можно использовать для изготовления метизной продукции (класс прочности 8.8).
Технологические свойства ст20
Температура начала ковки стали 20 составляет 1280° С, окончания — 750° С, охлаждение поковки — воздушное. Сталь 20 нефлокеночувствительна и не склонна к отпускной способности. Свариваемость стали 20 не ограничена, исключая детали, подвергавшиеся химико-термической обработке. Рекомендованы способы сварки АДС, КТС, РДС, под газовой защитой и флюсом.
Рекомендованы способы сварки АДС, КТС, РДС, под газовой защитой и флюсом.
Сталь 20 применяют для производства малонагруженных деталей ( пальцы, оси, копиры, упоры, шестерни), цементуемых деталей для длительной и весьма длительной службы (эксплуатация при температуре не выше 350° С), тонких деталей, работающих на истирание. Сталь 20 без термической обработки или после нормализации используется для производства крюков кранов, вкладышей подшипников и прочих деталей для эксплуатации под давлением в температурном диапазоне от -40 до 450°С . Сталь 20 после химико-термической обработки идет на производство деталей, которым требуется высокая поверхностная прочность ( червяки, червячные пары, шестерни). Широко применяют ст20 для производства трубопроводной арматуры, труб, предназначенных для паропроводов с критическими и сверхкритическими параметрами пара, бесшовных труб высокого давления, сварных профилей прямоугольного и квадратного сечения и т.д.
Виды поставки ст20
Листы, калиброванный круг, шлифованный пруток, серебрянка, трубы, лента, проволока, швеллер, круг. В нашей компании вы можете купить сталь 20 по низким ценам со склада в Москве. Осуществляется доставка по области и регионам Росиии.
В нашей компании вы можете купить сталь 20 по низким ценам со склада в Москве. Осуществляется доставка по области и регионам Росиии.
|
20Х-сталь конструкционная легированная. Сварка стали 20Х производится без подогрева и без последующей термообработки. Сталь 20Х мало мало флокеночувствительна и не склонна к отпускной хрупкости. Сталь 20Х используется для изготовления деталей, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины (работающих в условиях износа при трении):
Заменителями стали 20Х являются марки 15Х, 20ХН, 12ХН2, 18ХГТ. Химический состав в % стали 20Х.
Механические свойства при Т=20oС стали 20Х.
Физические свойства стали 20Х.
Обозначения:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 43
43|
Марка стали |
Заменитель |
Рекомендуемое применение |
Свариваемость |
|
8 |
Ст10 |

|
Сваривается без ограничений, кроме деталей после химико- термической обработки. |
|
08кп 08пс |
Ст08 |
Для прокладок, шайб, вилок, труб, а также деталей подвергаемых химико-термической обработке — втулок, проушин, тяг. |
Сваривается без ограничений, кроме деталей после химико-термической обработки. |
|
Ст10 |
Ст08 15, 08кп |
Детали работающие при температуре до + 450 градусов, к которым предъявляются требования высокой пластичности, после химико-термической обработки (ХТО) — детали с высокой поверхностной твердостью при невысокой прочности сердцевины. |
Сваривается без ограничений, кроме деталей после химико-термической обработки. |
|
Ст10кп Ст10пс |
Ст08кп, 15кп, 10 |
Детали работающие при температуре от — 40 до + 450 градусов, к которым предъявляются требования высокой пластичности, а также: втулки, шайбы, ушки, винты и другие детали после ХТО, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины. |
Сваривается без ограничений, кроме деталей после химико-термической обработки. |
|
Ст15 |
Ст10 Ст20 |
Болты, винты, крюки и другие детали, к которым предъявляются требования высокой пластичности и работающие при температуре от-40 до + 450 градусов; после ХТО — рычаги, кулачки, гайки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины. |
Сваривается без ограничений, кроме деталей после химико-термической обработки. |
|
Ст15кп Ст15пс |
Ст10кп Ст15кп. |
Элементы трубных соединений, штуцера, вилки и другие детали котлотурбостроения, работающие при температуре от — 40 до + 450 градусов; после цементации и цианирования детали, к которым предъявляются требования высокой поверхностной твердости и невысокой твердости сердцевины(крепежные детали, рычаги, оси и т. |
Сваривается без ограничений. |
|
Ст18кп |
Для сварных строительных конструкций в виде листов различной толщины и фасонных профилей. |
Сваривается без ограничений. |
|
|
Ст20 |
Ст15 Ст20 |
После нормализации или без термообработки крюки кранов, муфты, вкладыши подшипников и другие детали, работающие при температурах от — 40 до+ 450 градусов под давлением; после ХТО — шестерни, червяки и другие детали, к которым предъявляются требования высокой поверхностной твердости и невысокой прочности сердцевины. |
Сваривается без ограничений, кроме деталей после химико-термической обработки. |
|
Ст20кп Ст20пс |
Ст15кп |
После нормализации или без термообработки патрубки, штуцера, вилки, болты корпуса аппаратов и другие детали из кипящих сталей, работающие при температурах от — 20 до + 450 градусов; после цементации и цианирования — оси, крепежные детали, пальцы, звездочки и другие детали, к которым предъявляются требования высокой поверхностной твердости и невысокой твердости сердцевины. |
Сваривается без ограничений, кроме деталей после химико-термической обработки. |
|
Ст25 |
Ст20, 30 |
Оси, валы, соединительные муфты, собачки, рычаги, вилки, шайбы, валики болты, фланцы, тройники, крепежные детали и другие неответственные детали; после ХТО — винты, втулки, собачки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины. |
Сваривается без ограничений, кроме деталей после химико-термической обработки. |
|
Ст30 |
Ст25, 35 |
Тяги, серьги, траверсы, рычаги, валы, звездочки, шпиндели, цилиндры прессов, соединительные муфты и другие детали невысокой прочности. |
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
|
Ст35 |
Ст30, 40 Ст35Г |
Детали невысокой прочности, испытывающие небольшие напряжения: оси, цилиндры, коленчатые валы, втулки, шпиндели, звездочки, тяги, обода, валы, траверсы, бандажи, диски и другие детали. |
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
|
Ст40 |
Ст35, 45 Ст40Г |
После улучшения — коленчатые валы, шатуны, зубчатые венцы, маховики, зубчатые колеса, болты, оси и другие детали; после поверхностного упрочения с нагревом ТВЧ -длинные валы, ходовые валики, зубчатые колеса, к которым предъявляются требования высокой поверхностной твердости и повышенной износостойкости при малой деформации. |
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
|
Ст45 |
Ст40Х, 50 Ст50Г |
Вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной обработке детали, от которых требуется повышенная прочность. |
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
|
Ст50 |
Ст45 Ст50Г 50Г2 Ст55 |
После нормализации с отпуском и закалки с отпуском — зубчатые колеса, прокатные валки, штоки, тяжелонагруженные валы, оси, бандажи, малонагруженные пружины и рессоры, лемехи, пальцы звеньев. |
Трудно свариваемая. Необходим подогрев и последующая термообработка. |
|
Ст55 |
Ст50, 60 Ст50Г |
Гусеницы, муфты сцепления коробок передач, корпуса форсунок и другие детали, работающие на трение. |
Не применяется для сварных конструкций |
|
Ст60 |
Ст55 Ст65Г |
Цельнокатаные колеса вагонов, валки рабочие листовых станов для горячей прокатки металлов, амортизаторов, замочные шайбы, регулировочные прокладки и другие детали, шпиндели, бандажи, диски сцепления, пружинные кольца к которым предъявляются требования высокой прочности и износостойкости. |
Не применяется для сварных конструкций |

 п.)
п.)


Термообработка, хромирование, цинкование,заточка режущего инструмента, резьбонакатка
ООО «Завод «Омскгидропривод» предоставляет различные услуги металлообработки: цинкование, хромирование, термообработку, резьбонакатку. Мы также занимаемся заточкой режущего инструмента.
Термообработка
Для увеличения срока эксплуатации металлических изделий, повышения твердости или, наоборот, пластичности применяют метод термической обработки. Термообработка представляет собой тепловую обработку металла для улучшения свойств изделий. Суть термообработки состоит в нагревании до высоких температур и последующей выдержке или охлаждении изделия в жидкой среде. Мы предлагаем свои услуги по таким видам термообработки, как объемная закалка, поверхностная закалка ТВЧ (в том числе отжиг), а для снятия напряжений после навивки — низкотемпературный отпуск пружин.
Термообработка представляет собой тепловую обработку металла для улучшения свойств изделий. Суть термообработки состоит в нагревании до высоких температур и последующей выдержке или охлаждении изделия в жидкой среде. Мы предлагаем свои услуги по таким видам термообработки, как объемная закалка, поверхностная закалка ТВЧ (в том числе отжиг), а для снятия напряжений после навивки — низкотемпературный отпуск пружин.
|
Вид обработки |
Назначение |
Марки материалов |
Габариты деталей |
Масса, кг |
Примечание |
|
Термическая обработка: |
Упрочнение: |
||||
|
-объемная закалка; |
-объемное; |
Стали 40,45 ГОСТ1050-88 40Х,45Х,65Г,35ХГСА ГОСТ 4543-71ШХ15 ГОСТ 801- |
15-150мм |
0,05-1,0кг |
|
|
-поверхностная закалка ТВЧ; |
-поверхностное; |
40,45ГОСТ1050-88 |
Штоки d =20. L=50…800мм |
||
|
-отжиг |
снижение твердости, улучшение обрабатываемости |
Стали 40,45ГОСТ1050-88 40Х,45Х,65Г,35ХГСА ГОСТ 4543-71 ШХ15 ГОСТ 801-78 |
Изготовление индукторов под тип размера |
||
|
-низкотемпературный отпуск пружин |
снятие напряжений после навивки, повышение стойкости к релаксации |
Стали пружинные |
проволоки 0,8..3мм dпружины 5…40мм L=15…500мм |
||
|
ХТО (химико-термическая обработка): |
|||||
|
-цементация + закалка + отпуск |
Науглероживание поверхности и повышение прочности поверхности и сердцевины |
Сталь 15Х,20Х,18ХГТ, 25ХГТ ГОСТ 4543-74 Сталь 10, 20 ГОСТ 1050-88 |
15-150мм |
0,05-1,0кг |
 ..70мм
..70ммХромирование
Ещё одним способом, который защищает металлические изделия от коррозии, является хромирование, то есть покрытие металла слоем хрома. Хромирование применяется также для повышения твердости поверхностей изделий, увеличения износостойкости трущихся деталей и для декоративных целей. В связи с этим выделают два вида хромирования: декоративное и твердое. ООО «Завод «Омскгидропривод» осуществляет твердое хромирование металлических изделий, которое уменьшает трение, повышает твердость, износостойкость и антикоррозийные характеристики изделий из металла.
Хромирование применяется также для повышения твердости поверхностей изделий, увеличения износостойкости трущихся деталей и для декоративных целей. В связи с этим выделают два вида хромирования: декоративное и твердое. ООО «Завод «Омскгидропривод» осуществляет твердое хромирование металлических изделий, которое уменьшает трение, повышает твердость, износостойкость и антикоррозийные характеристики изделий из металла.
|
Вид обработки |
Назначение |
Марки материалов |
Габариты деталей |
Масса, кг |
Примечание |
|
ГХП (гальвано-химические покрытия) |
Повышение коррозионной стойкости |
Стали 40,45ГОСТ1050-88 |
-»- |
-»- |
|
|
Твердое хромовое покрытие |
Повышение коррозионной стойкости, твердость покрытия 600. |
Толщина покрытия 15…33 мкм |
Штоки d =20…70мм L=50…800мм |
0,05…0,5кг |
|
|
Цинкование |
Повышение коррозионной стойкости |
Стали 20,35 ГОСТ1050-88 Стали 40Х,35ХГСА ГОСТ4543-71 Толщина покрытия 6…9 мкм |
5…150мм |
0,05…0,5кг |
 ..800HV
..800HVЦинкование
Чтобы повысить срок эксплуатации металлических изделий, применяют также специальные покрытия, защищающие металл от коррозии. Одним из распространенных способов антикоррозийной защиты является цинкование, то есть покрытие металла слоем цинка. Цинкование бывает нескольких видов, различающихся между собой способом нанесения защитного покрытия: холодное, горячее, газопламенное, термодиффузное и гальваническое. Мы предлагаем услуги по цинкованию сталей покрытием толщиной от 6 до 9 мкм, которое обеспечит металлическим изделиям антикоррозийную защиту, а также придаст им декоративный вид.
Мы предлагаем услуги по цинкованию сталей покрытием толщиной от 6 до 9 мкм, которое обеспечит металлическим изделиям антикоррозийную защиту, а также придаст им декоративный вид.
Заточка режущего инструмента
Любой режущий инструмент по истечении определенного времени тупится, перестает резать, в результате качество обрабатываемой поверхности ухудшается. Поэтому режущим инструментам периодически необходима заточка. Заточка режущего инструмента позволяет восстановить режущие свойства инструмента путем шлифовки граней, удаления неровностей и зазубрин режущей кромки.
Резьбонакатка
Для получения резьбы на металлических заготовках существует
два метода: резьбонарезка (с образованием стружки) и резьбонакатка (без образования стружки).
Наш завод предоставляет свои услуги по накатке резьбы. Резьбонакатка представляет собой
такую обработку металла, с помощью которой в результате пластической деформации
на заготовке получается резьба. Резьба образуется за счет вдавливания
резьбонакатного инструмента (плашек, роликов, зубчатых накатников) в заготовку
и выдавливания части материала.
Резьба образуется за счет вдавливания
резьбонакатного инструмента (плашек, роликов, зубчатых накатников) в заготовку
и выдавливания части материала.
|
Вид обработки |
Область применения |
Марка материалов |
Габариты деталей |
Примечание |
|
Резьбонакатка |
Накатка резьбы |
-»- |
до М36мм |
URW25х100, RWT-30 -40t |
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали.
 Общие технические условия (с Изменениями N 1, 2), ГОСТ от 24 ноября 1988 года №1050-88
Общие технические условия (с Изменениями N 1, 2), ГОСТ от 24 ноября 1988 года №1050-88
ГОСТ 1050-88
Группа В32
____________________________________________________________________
Текст Сравнения ГОСТ 1050-88 с ГОСТ 1050-2013 см. по ссылке.
— Примечание изготовителя базы данных.
____________________________________________________________________
МКС 77.140.60
ОКП 09 5000, 11 4100, 11 5000
Дата введения 1991-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.11.88 N 3811
3. ВЗАМЕН ГОСТ 1050-74
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 103-2006 | 1. |
ГОСТ 162-90 | 4.3 |
ГОСТ 166-89 | 4.3 |
ГОСТ 427-75 | 4.3 |
ГОСТ 1051-73 | 2.1.9, 2.5.1, приложение 1 |
ГОСТ 1133-71 | 1.3 |
ГОСТ 1497-84 | 4.10 |
ГОСТ 1763-68 | 4.15 |
ГОСТ 2216-84 | 4. |
ГОСТ 2590-2006 | 1.3, приложение 1 |
ГОСТ 2591-2006 | 1.3, приложение 1 |
ГОСТ 2789-73 | 4.9а |
ГОСТ 2879-2006 | 1.3 |
ГОСТ 3749-77 | 4.3 |
ГОСТ 4405-75 | 1.3 |
ГОСТ 5157-83 | 1.1, 1.3, приложение 1 |
ГОСТ 5378-88 | 4. |
ГОСТ 5639-82 | 4.17 |
ГОСТ 5657-69 | 4.16 |
ГОСТ 6507-90 | 4.3 |
ГОСТ 7417-75 | 1.3, приложение 1 |
ГОСТ 7502-98 | 4.3 |
ГОСТ 7564-97 | 4.6, 4.7 |
ГОСТ 7565-81 | 3.3 |
ГОСТ 7566-94 | 2. |
ГОСТ 8559-75 | 1.3, приложение 1 |
ГОСТ 8560-78 | 1.3, приложение 1 |
ГОСТ 9012-59 | 4.9 |
ГОСТ 9013-59 | 4.9а |
ГОСТ 9454-78 | 4.10 |
ГОСТ 10243-75 | 4.14 |
ГОСТ 12359-99 | 4.1 |
ГОСТ 14955-77 | 1.3, 2.1.9, 2.5.1, приложение 1 |
ГОСТ 21120-75 | 2.2.12 |
ГОСТ 21650-76 | 5.1.1 |
ГОСТ 22536.0-87 | 4.1 |
ГОСТ 22536.1-88 | 4.1 |
ГОСТ 22536.2-87 | 4.1 |
ГОСТ 22536.3-88 | 4.1 |
ГОСТ 22536.4-88 | 4.1 |
ГОСТ 22536.5-87 | 4.1 |
ГОСТ 22536.6-88 | 4.1 |
ГОСТ 22536.7-88 | 4.1 |
ГОСТ 22536.8-87 | 4.1 |
ГОСТ 22536.9-88 | 4.1 |
ГОСТ 24597-81 | 5.1.1 |
ГОСТ 26877-91 | 4.3 |
ГОСТ 27809-95 | 4.1 |
 3, 2.1.1, приложение 1
3, 2.1.1, приложение 1 3
3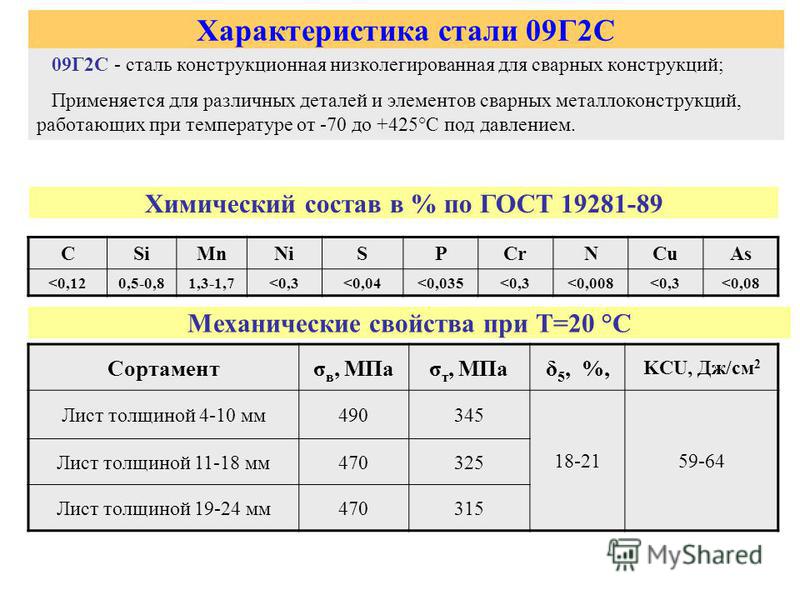 3
3 5, 3.1, 3.4, 5.1, 5.1.1
5, 3.1, 3.4, 5.1, 5.1.1
(Измененная редакция, Изм. N 2).
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ (январь 2008 г.) с Изменением N 1, утвержденным в декабре 1991 г. (ИУС 4-92), Поправкой (ИУС 3-2007)
ВНЕСЕНО Изменение N 2, принятое Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 37-2010 от 10.06.2010). Государство-разработчик Россия. Приказом Росстандарта от 18.10.2010 N 311-ст введено в действие на территории РФ с 01.01.2005
Изменение N 2 внесено изготовителем базы данных по тексту ИУС N 1, 2011 год
Настоящий стандарт устанавливает общие технические условия для горячекатаного и кованого сортового проката из углеродистой качественной конструкционной стали марок 08, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 58 (55пп) и 60 диаметром или толщиной до 250 мм, а также проката калиброванного и со специальной отделкой поверхности всех марок.
В части норм химического состава стандарт распространяется на другие виды проката, слитки, поковки, штамповки из стали марок, перечисленных выше, а также из стали марок 05кп, 08кп, 08пс, 10кп, 10пс, 11кп, 15кп, 15пс, 18кп, 20кп и 20пс.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Марки и химический состав стали по ковшевой пробе должны соответствовать приведенным в табл.1.
Таблица 1
Марка стали | Массовая доля элементов, % | |||
углерода | кремния | марганца | хрома, не более | |
05кп | Не более 0,06 | Не более 0,03 | Не более 0,40 | 0,10 |
08кп | 0,05-0,12 | Не более 0,03 | 0,25-0,50 | 0,10 |
08пс | 0,05-0,11 | 0,05-0,17 | 0,35-0,65 | 0,10 |
08 | 0,05-0,12 | 0,17-0,37 | 0,35-0,65 | 0,10 |
10кп | 0,07-0,14 | Не более 0,07 | 0,25-0,50 | 0,15 |
10пс | 0,07-0,14 | 0,05-0,17 | 0,35-0,65 | 0,15 |
10 | 0,07-0,14 | 0,17-0,37 | 0,35-0,65 | 0,15 |
11кп | 0,05-0,12 | Не более 0,06 | 0,30-0,50 | 0,15 |
15кп | 0,12-0,19 | Не более 0,07 | 0,25-0,50 | 0,25 |
15пс | 0,12-0,19 | 0,05-0,17 | 0,35-0,65 | 0,25 |
15 | 0,12-0,19 | 0,17-0,37 | 0,35-0,65 | 0,25 |
18кп | 0,12-0,20 | Не более 0,06 | 0,30-0,50 | 0,15 |
20кп | 0,17-0,24 | Не более 0,07 | 0,25-0,50 | 0,25 |
20пс | 0,17-0,24 | 0,05-0,17 | 0,35-0,65 | 0,25 |
20 | 0,17-0,24 | 0,17-0,37 | 0,35-0,65 | 0,25 |
25 | 0,22-0,30 | 0,17-0,37 | 0,50-0,80 | 0,25 |
30 | 0,27-0,35 | 0,17-0,37 | 0,50-0,80 | 0,25 |
35 | 0,32-0,40 | 0,17-0,37 | 0,50-0,80 | 0,25 |
40 | 0,37-0,45 | 0,17-0,37 | 0,50-0,80 | 0,25 |
45 | 0,42-0,50 | 0,17-0,37 | 0,50-0,80 | 0,25 |
50 | 0,47-0,55 | 0,17-0,37 | 0,50-0,80 | 0,25 |
55 | 0,52-0,60 | 0,17-0,37 | 0,50-0,80 | 0,25 |
58 (55пп) | 0,55-0,63 | 0,10-0,30 | Не более 0,20 | 0,15 |
60 | 0,57-0,65 | 0,17-0,37 | 0,50-0,80 | 0,25 |
Примечания:
1. По степени раскисления сталь обозначают: кипящую — кп, полуспокойную — пс, спокойную — без индекса.
2. Сталь марки 05кп не допускается к применению во вновь создаваемой и модернизируемой технике.
3. Профиль для косых шайб по ГОСТ 5157 изготавливают из стали марок 20 и 35.
(Измененная редакция, Изм. N 1).
1.1.1. Массовая доля серы в стали должна быть не более 0,040%, фосфора — не более 0,035%.
Для стали марок 11кп и 18кп, применяемой для плакировки, массовая доля серы должна быть не более 0,035%, фосфора — не более 0,030%.
1.1.2. Остаточная массовая доля никеля в стали всех марок не должна превышать 0,30%, меди в стали марок 11кп и 18кп — 0,20%, в стали остальных марок — 0,30%.
1.1.3. В стали марок 35, 40, 45, 50, 55 и 60, предназначенной для изготовления патентированной проволоки, массовая доля марганца должна быть от 0,30% до 0,60%, никеля — не более 0,15%, хрома — не более 0,15%, меди — не более 0,20%. Массовая доля серы и фосфора — соответственно требованиям стандартов на проволоку, но не превышает норм, приведенных в п.1.1.1.
(Измененная редакция, Изм. N 2).
1.1.4. В стали марок 08пс, 10пс, 15пс и 20пс, предназначенной для изготовления листового проката для холодной штамповки, допускается массовая доля марганца до 0,25% по нижнему пределу.
1.1.5. В стали марок 08пс, 10пс, 15пс и 20пс допускается массовая доля кремния менее 0,05% при условии применения других (кроме кремния) раскислителей в необходимых количествах.
1.1.6. В стали допускается массовая доля мышьяка не более 0,08%.
1.1.7 Массовая доля азота в кислородно-конвертерной стали
(Измененная редакция, Изм. N 2).
1.1.7.1 Для проката, изготовленного из стали без внепечной обработки, массовая доля азота не должна превышать:
— 0,006% — для тонколистового проката и ленты;
— 0,008% — для остальных видов проката.
1.1.7.2 Для проката, изготовленного из стали с внепечной обработкой, массовая доля азота не должна превышать 0,010%.
1.1.7.1, 1.1.7.2 (Введены дополнительно, Изм. N 2).
1.1.8 По согласованию между заказчиком и изготовителем, что оговаривается в заказе, в спокойной стали, изготовленной с применением металлического лома, допускается остаточная массовая доля хрома и никеля не более 0,40% каждого.
(Введен дополнительно, Изм. N 1. Измененная редакция, Изм. N 2).
1.2. В прокате, заготовках, поковках и изделиях дальнейшего передела допускаются отклонения по химическому составу от норм, приведенных в табл.1, в соответствии с табл.2.
(Поправка).
Таблица 2
Наименование элемента | Допускаемые отклонения, % |
Углерод | ±0,01 |
Кремний для спокойной стали | ±0,02 |
Марганец | ±0,03 |
Фосфор | +0,005 |
1.3. Сортамент проката должен соответствовать требованиям:
ГОСТ 2590 — для горячекатаного круглого;
ГОСТ 2591 или другой нормативно-технической документации — для горячекатаного квадратного;
ГОСТ 1133 — для кованого круглого и квадратного;
ГОСТ 2879 — для горячекатаного шестигранного;
ГОСТ 103 — для горячекатаного полосового;
ГОСТ 4405 — для кованого полосового;
ГОСТ 5157 — для профиля для косых шайб;
ГОСТ 7417 — для калиброванного круглого;
ГОСТ 8559 — для калиброванного квадратного;
ГОСТ 8560 — для калиброванного шестигранного;
нормативно-технической документации — для калиброванного полосового;
ГОСТ 14955 — со специальной отделкой поверхности.
Примеры условных обозначений приведены в приложении 1.
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Характеристики базового исполнения
2.1.1. Прокат сортовой немерной длины (НД) с предельными отклонениями для обычной точности размеров, кривизны, овальности и других требований к форме, серповидности и отклонения от плоскостности класса 2 по ГОСТ 103 (для полосы).
2.1.2. Прокат калиброванной немерной длины (НД) с предельными отклонениями для поля допуска — h21, овальностью — не более предельных отклонений по диаметру.
2.1.3. Прокат со специальной отделкой поверхности немерной длины (НД) с предельными отклонениями для поля допуска — h21, овальностью — не более половины предельных отклонений по диаметру.
2.1.4. Прокат сортовой без термической обработки, калиброванный и со специальной отделкой поверхности нагартованный — НГ или термически обработанный (отожженный, высокоотпущенный, нормализованный, нормализованный с отпуском, закаленный с отпуском) — ТО.
2.1.5. Прокат сортовой двух групп качества поверхности: 2ГП и ЗГП. Прокат группы качества поверхности 2ГП предназначен преимущественно для горячей обработки давлением, группы ЗГП — преимущественно для холодной механической обработки.
(Поправка).
2.1.6. На поверхности проката группы качества поверхности 2ГП не должно быть раскатанных пузырей, прокатных плен, закатов, трещин, загрязнений, трещин напряжения.
2.1.1-2.1.6. (Измененная редакция, Изм. N 1).
2.1.6.1. Дефекты на поверхности должны быть удалены пологой вырубкой или зачисткой, ширина которой должна быть не менее пятикратной глубины.
Глубина зачистки дефектов, считая от фактического размера, не должна превышать:
половины суммы предельных отклонений на размер — для проката размером менее 80 мм;
суммы предельных отклонений на размер — для проката размером от 80 до 140 мм;
5% диаметра или толщины — для проката размером от 140 до 200 мм;
6% диаметра или толщины — для проката размером более 200 мм.
В одном сечении проката размером (диаметром или толщиной) более 140 мм допускается не более двух зачисток максимальной глубины.
2.1.6.2. На поверхности проката допускаются без зачистки отдельные риски, вмятины и рябизна глубиной в пределах половины суммы предельных отклонений на размер, а также раскатанные пузыри и загрязнения (волосовины) глубиной, не превышающей суммы предельных отклонений на размер, но не более 0,20 мм, считая от фактического размера.
2.1.6.1, 2.1.6.2 (Измененная редакция, Изм. N 2).
2.1.7. На поверхности проката с качеством поверхности группы ЗГП допускаются местные дефекты глубиной, не превышающей минусового предельного отклонения на размер для проката размером менее 100 мм; суммы предельных отклонений на размер — для проката размером 100 мм и более.
Глубину залегания дефектов считают от номинального размера.
(Измененная редакция, Изм. N 1, 2).
2.1.8. Прокат сортовой должен быть обрезан.
Допускаются смятые концы и заусенцы.
Косину реза сортового проката размером до 30 мм не регламентируют, свыше 30 мм — она не должна превышать 0,1 диаметра или толщины. Прокат сортовой размером до 40 мм немерной длины допускается изготовлять с необрезными концами.
2.1.9. Качество поверхности и требования по обрезке концов калиброванного проката должны соответствовать — ГОСТ 1051 групп Б и В, со специальной отделкой поверхности — ГОСТ 14955 групп В, Г и Д.
В прокате со специальной отделкой поверхности обезуглероживание не допускается.
2.1.10. Твердость (ТВ1) сортового проката без термической обработки не должна превышать 255 НВ, калиброванного и со специальной отделкой поверхности нагартованного — 269 НВ.
(Измененная редакция, Изм. N 1).
2.1.11. Механические свойства проката в нормализованном состоянии (M1) должны соответствовать нормам, приведенным в табл.3.
Таблица 3
Марка стали | Механические свойства, не менее | |||
Предел текучести , Н/мм (кгс/мм) | Временное сопротивление , Н/мм (кгс/мм) | Относительное удлинение | Относительное сужение | |
% | ||||
08 | 196 (20) | 320 (33) | 33 | 60 |
10 | 205 (21) | 330 (34) | 31 | 55 |
15 | 225 (23) | 370 (38) | 27 | 55 |
20 | 245 (25) | 410 (42) | 25 | 55 |
25 | 275 (28) | 450 (46) | 23 | 50 |
30 | 295 (30) | 490 (50) | 21 | 50 |
35 | 315 (32) | 530 (54) | 20 | 45 |
40 | 335 (34) | 570 (58) | 19 | 45 |
45 | 355 (36) | 600 (61) | 16 | 40 |
50 | 375 (38) | 630 (64) | 14 | 40 |
55 | 380 (39) | 650 (66) | 13 | 35 |
58 (55пп) | 315 (32) | 600 (61) | 12 | 28 |
60 | 400 (41) | 680 (69) | 12 | 35 |
Примечания:
1. Нормы механических свойств, приведенные в табл.3, относятся к прокату диаметром или толщиной до 80 мм. Для проката диаметром или толщиной свыше 80 мм допускается снижение относительного удлинения на 2% (абс.) и относительного сужения на 5% (абс.).
Нормы механических свойств для заготовок, перекованных из прутков диаметром или толщиной свыше 120 до 250 мм на прокат диаметром или толщиной от 90 до 100 мм, должны соответствовать приведенным в табл.3.
2. По согласованию изготовителя с потребителем для стали марок 25-60 допускается снижение временного сопротивления на 20 Н/мм (2 кгс/мм) по сравнению с нормами, указанными в табл.3, при одновременном повышении норм относительного удлинения на 2% (абс.).
(Измененная редакция, Изм. N 1, 2).
2.1.12. Макроструктура проката не должна иметь усадочной раковины, рыхлости, пузырей, расслоений, внутренних трещин, шлаковых включений и флокенов.
2.2. Характеристики, устанавливаемые потребителем
2.2.1. Прокат из стали марок 20, 25, 30, 35, 40, 45, 50 с массовой долей бора от 0,002% до 0,006%.
В этом случае в конце обозначения марки ставится буква Р.
2.2.2. Прокат из спокойной стали с массовой долей кремния от 0,17% до 0,27%.
2.2.1, 2.2.2. (Измененная редакция, Изм. N 2).
2.2.3. Прокат мерной длины (МД).
2.2.4. Прокат длины, кратной мерной (КД).
2.2.5. Прокат калиброванный и со специальной отделкой поверхности с полем допуска h22.
2.2.6. Сортовой прокат в термически обработанном состоянии (отожженный, высокоотпущенный, нормализованный, нормализованный с отпуском) — ТО.
2.2.7. Прокат с качеством поверхности группы 1ГП — без раскатанных пузырей и загрязнений (волосовин) и испытанием на горячую осадку (65).
Прокат предназначен преимущественно для горячей осадки, высадки и штамповки.
Испытание проката размером св. 80 мм изготовитель может не проводить.
2.2.8. Прокат из стали марок 25, 30, 35, 40, 45, 50 с контролем ударной вязкости (КУВ) на термически обработанных (закалка+отпуск) образцах.
Нормы ударной вязкости должны соответствовать указанным в табл.4.
Таблица 4
Марка стали | Ударная вязкость KCU, Дж/см (кгс·м/см), не менее |
25 | 88 (9) |
30 | 78 (8) |
35 | 69 (7) |
40 | 59 (6) |
45 | 49 (5) |
50 | 38 (4) |
2.2.3-2.2.8. (Измененная редакция, Изм. N 1).
2.2.9. Прокат калиброванный в нагартованном или термически обработанном состоянии с нормированными механическими свойствами (М2) в соответствии с требованиями, указанными в табл.5.
Таблица 5
Мар- | Механические свойства проката, не менее | |||||
нагартованного | отожженного или высокоотпущенного | |||||
Временное сопротивление , Н/мм (кгс/мм) | Относительное удлинение , % | Относительное сужение , % | Временное сопротивление , Н/мм (кгс/мм) | Относительное удлинение , % | Относительное сужение | |
10 | 410 (42) | 8 | 50 | 290 (30) | 26 | 55 |
15 | 440 (45) | 8 | 45 | 340 (35) | 23 | 55 |
20 | 490 (50) | 7 | 40 | 390 (40) | 21 | 50 |
25 | 540 (55) | 7 | 40 | 410 (42) | 19 | 50 |
30 | 560 (57) | 7 | 35 | 440 (45) | 17 | 45 |
35 | 590 (60) | 6 | 35 | 470 (48) | 15 | 45 |
40 | 610 (62) | 6 | 35 | 510 (52) | 14 | 40 |
45 | 640 (65) | 6 | 30 | 540 (55) | 13 | 40 |
50 | 660 (67) | 6 | 30 | 560 (57) | 12 | 40 |
(Измененная редакция, Изм. N 1, 2).
2.2.10. Прокат с нормированной в баллах макроструктурой (КМС) в соответствии с требованиями, указанными в табл.6.
Таблица 6
Макроструктура стали в баллах, не более | ||||||||
Цент- | Точечная неодно- | Ликва- | Общая пятнистая ликвация | Краевая пятнистая ликвация | Подусадочная ликвация для проката размером | Подкор- | Меж- | |
до 70 мм | св. 70 мм | |||||||
3 | 3 | 3 | 2 | 1 | 1 | 2 | Не допускаются | |
Примечание. Для проката размером 70 мм и более с качеством поверхности группы 3ГП допускаются подкорковые пузыри балла 2 на глубину не более суммы предельных отклонений на диаметр или толщину.
(Поправка).
(Измененная редакция, Изм. N 1, 2).
2.2.11. Прокат с нормируемой твердостью (ТВ2) в соответствии с требованиями, приведенными в табл.7.
Таблица 7
Марка стали | Число твердости НВ, не более | |||
для горячекатаного и кованого проката | для калиброванного проката и со специальной отделкой поверхности | |||
без термической обработки | после отжига или высокого отпуска | нагартованного | отожженного или высокоотпущенного | |
08 | 131 | — | 179 | 131 |
10 | 143 | — | 187 | 143 |
15 | 149 | — | 197 | 149 |
20 | 163 | — | 207 | 163 |
25 | 170 | — | 217 | 170 |
30 | 179 | — | 229 | 179 |
35 | 207 | — | 229 | 187 |
40 | 217 | 187 | 241 | 197 |
45 | 229 | 197 | 241 | 207 |
50 | 241 | 207 | 255 | 217 |
55 | 255 | 217 | 269 | 229 |
58 (55пп) | 255 | 217 | — | — |
60 | 255 | 229 | 269 | 229 |
2.2.12. Прокат с ультразвуковым контролем (УЗК) внутренних дефектов по ГОСТ 21120.
2.2.11, 2.2.12. (Измененная редакция, Изм. N 1).
2.2.13 Прокат из стали марок 08, 10, 15 и 20 с обеспечением свариваемости (ГС).
Для проката из стали других марок для обеспечения свариваемости заказчик указывает в заказе формулу углеродного эквивалента или уточняет химический состав стали.
(Измененная редакция, Изм. N 2).
2.2.14. Прокат из стали марок 35, 40, 45, 50, 55, 58 (55пп), 60, предназначенный для поверхностной закалки токами высокой частоты, с обезуглероживанием (феррит+переходная зона) не более 1,5% диаметра или толщины на сторону (1C).
(Измененная редакция, Изм. N 1).
2.2.15. Прокат из стали марки 50 с массовой долей серы и фосфора не более 0,025% каждого. В этом случае обозначение марки — 50А.
(Исключен, Изм. N 1. Введен дополнительно, Изм. N 2).
2.3. Характеристики, устанавливаемые по согласованию потребителя с изготовителем
2.3.1. Прокат с уменьшенными по сравнению с приведенными в табл.1 пределами по массовой доле углерода, но не менее 0,05%.
2.3.2. Прокат с уменьшенными по сравнению с приведенными в табл.1 пределами по массовой доле углерода, но не менее 0,05%, без учета допускаемых отклонений в готовом прокате, указанных в табл.2.
2.3.3. Прокат с массовой долей серы от 0,020% до 0,040%.
(Измененная редакция, Изм. N 2).
2.3.4. Прокат с массовой долей серы не более 0,025%.
2.3.5. Прокат с массовой долей фосфора не более 0,030%.
2.3.6. Прокат с массовой долей меди не более 0,25%.
2.3.7. Сортовой прокат диаметром или толщиной свыше 30 до 140 мм с удалением заусенцев (УЗ) и смятых концов.
2.3.8. Нагартованный прокат с повышенной на 15 НВ по сравнению с приведенными в табл.7 значениями твердости (ТВ3).
2.3.6-2.3.8. (Измененная редакция, Изм. N 1).
2.3.9. Прокат с нормированными механическими свойствами (М3), определяемыми на образцах, вырезанных из термически обработанных заготовок (закалка+отпуск), указанного в заказе размера, в соответствии с требованиями табл.8.
Таблица 8
Мар- | Механические свойства проката размером | ||||||||||||
до 16 мм | от 16 до 40 мм | от 40 до 100 мм | |||||||||||
Предел теку- | Времен- | Отно- | Работа удара КU, Дж (кгс·м) | Предел теку- | Времен- | Отно- | Ра- бота удара КU, Дж (кгс·м) | Предел теку- | Времен- | Отно- | Ра- бота удара КU, Дж (кгс·м) | ||
не менее | не менее | не менее | |||||||||||
25 | 375 | 550-700 (56-71) | 19 | 35 | 315 | 500-650 | 21 | 35 | — | — | — | — | |
30 | 400 | 600-750 | 18 | 30 | 355 | 550-700 | 20 | 30 | 295 | 500-650 | 21 | 30 | |
35 | 430 | 630-780 | 17 | 25 | 380 | 600-750 | 19 | 25 | 315 | 550-700 | 20 | 25 | |
40 | 460 | 650-800 | 16 | 20 | 400 | 630-780 | 18 | 20 | 355 | 600-750 | 19 | 20 | |
45 | 490 | 700-850 | 14 | 15 | 430 | 650-800 | 16 | 15 | 375 | 630-780 | 17 | 15 | |
50 | 520 | 750-900 | 13 | — | 460 | 700-850 | 15 | — | 400 | 650-800 | 16 | — | |
55 | 550 | 800-950 | 12 | — | 490 | 750-900 | 14 | — | 420 | 700-850 | 15 | — | |
60 | 580 | 850-1000 | 11 | — | 520 | 800-950 | 13 | — | 450 | 750-900 | 14 | — | |
Примечания.
1. (Исключено, Изм. N 2).
2. Механические свойства стали 30 распространяются на прокат размером до 63 мм.
3. Значения механических свойств приведены для проката круглого сечения. Для прямоугольных сечений диапазоны эквивалентных диаметров приведены в приложении 2.
2.3.10. Прокат с нормированной прокаливаемостью (ПР) в соответствии с приложением 4.
2.3.9, 2.3.10. (Измененная редакция, Изм. N 1, 2).
2.3.11. Прокат из стали марок 35, 40, 45, 50, 55, 58 (55пп), 60, предназначенный для поверхностной закалки токами высокой частоты, с обезуглероживанием (феррит+переходная зона) не более 0,5% диаметра или толщины на сторону (2С).
2.3.12. Прокат в травленом состоянии (Т).
2.3.11, 2.3.12. (Измененная редакция, Изм. N 1).
2.3.13. Прокат калиброванный с полем допуска h20.
2.3.14. Прокат сортовой горячекатаный повышенной (Б) и высокой (А) точности размеров.
2.3.15. Прокат с качеством поверхности группы 2ГП с испытанием на горячую осадку (65).
Испытание проката размером св. 80 мм изготовитель может не проводить.
2.3.13-2.3.15. (Введены дополнительно, Изм. N 1).
2.3.16. Прокат из стали марок 45, 50, 50А с контролем твердости (ТВ4) на закаленных образцах в соответствии с требованиями, указанными в табл.8а.
Таблица 8а
Марка стали | Твердость по Роквеллу, HRC, не менее |
45 | 46 |
50, 50А | 51 |
(Введен дополнительно, Изм. N 1. Измененная редакция, Изм. N 2).
2.3.17. Массовая доля азота не более 0,008% в кислородно-конвертерной стали для тонколистового проката.
(Введен дополнительно, Изм. N 1).
2.4. Допускается в технических условиях на конкретную продукцию предусматривать дополнительные или повышенные характеристики, не предусмотренные настоящим стандартом.
Перечень дополнительных характеристик приведен в приложении 5.
2.5. Маркировка и упаковка проката — по ГОСТ 7566.
2.5.1. Упаковка калиброванного проката — по ГОСТ 1051, со специальной отделкой поверхности — по ГОСТ 14955.
2.5.2. Маркировку наносят непосредственно на продукцию, если продукция не подлежит упаковке, и на ярлык, если продукция упакована в связки, мотки и бухты.
3. ПРАВИЛА ПРИЕМКИ
3.1. Прокат принимают партиями, состоящими из стали одной плавки, одного размера и одного режима термической обработки (при изготовлении в термически обработанном состоянии).
По согласованию изготовителя с потребителем партии формируют из стали одной марки нескольких плавок одного размера.
Каждую партию сопровождают документом о качестве по ГОСТ 7566.
При использовании для полуспокойной стали других (кроме кремния) раскислителей делают соответствующее указание в документе о качестве.
Для проката, принимаемого с характеристиками, устанавливаемыми потребителем в соответствии с пп.2.2 и 2.3, в документе о качестве указывают результаты испытаний по заказываемым показателям.
3.2. Прокат подвергают приемосдаточным испытаниям.
3.3. Для проверки качества от партии проката отбирают:
1) для химического анализа — пробы по ГОСТ 7565. Контроль остаточных меди, никеля, хрома, мышьяка и азота изготовитель проводит периодически, не реже раза в квартал. При изготовлении стали с учетом марганцевого эквивалента контроль остаточных меди, никеля и хрома проводят на каждой плавке;
2) для контроля качества поверхности и размеров — все прутки, полосы и мотки;
3) для контроля макроструктуры по излому или травлением, для испытания на ударный изгиб, определения глубины обезуглероженного слоя — два прутка, полосы или мотка;
4) для проверки твердости — 2% прутков, полос или мотков, но не менее 3 шт.;
5) для испытания на растяжение — один пруток, полосу или моток для контроля в нормализованном состоянии, два прутка, две полосы или два мотка для контроля в нагартованном, отожженном, высокоотпущенном или закаленном с отпуском состоянии;
6) для определения прокаливаемости — один пруток, полосу или моток от плавки-ковша стали всех марок, не содержащих бор, и два прутка, две полосы или два мотка от плавки-ковша стали марок, содержащих бор;
7) для определения величины зерна — один пруток, полосу или моток от плавки-ковша;
8) для испытания на осадку — три прутка, полосы или мотка;
9) для определения твердости после закалки — два продольных образца от плавки.
(Измененная редакция, Изм. N 1).
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания по ГОСТ 7566.
Результаты повторных испытаний распространяют на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Химический анализ стали проводят по ГОСТ 22536.0 — ГОСТ 22536.9, ГОСТ 27809, ГОСТ 12359 или другими методами, по точности не уступающими стандартным. При возникновении разногласий химический анализ проводят по ГОСТ 22536.0 — ГОСТ 22536.9, ГОСТ 27809, ГОСТ 12359.
4.2. Качество поверхности проверяют осмотром проката без применения увеличительных приборов. При необходимости проводят светление или травление поверхности, а для проката со специальной отделкой поверхности диаметром до 3 мм включительно осмотр проводят при увеличении до 10. Глубину залегания дефектов на поверхности проката определяют контрольной зачисткой или запиловкой напильником.
4.3. Геометрические размеры и форму определяют при помощи измерительных инструментов по ГОСТ 26877, ГОСТ 162, ГОСТ 166, ГОСТ 427, ГОСТ 2216, ГОСТ 3749, ГОСТ 5378, ГОСТ 6507, ГОСТ 7502 или инструментов, поверенных или прошедших калибровку.
(Измененная редакция, Изм. N 2).
4.4. Отбор проб от мотков для всех видов испытаний проводят на расстоянии не менее 1,5 витка от конца раската.
4.5. От каждого отобранного для контроля прутка, полосы или мотка отбирают:
для испытания на растяжение и осадку, для определения величины зерна, прокаливаемости и глубины обезуглероженного слоя — по одному образцу;
для испытания на ударный изгиб — по одному образцу каждого типа;
для контроля макроструктуры — один темплет.
4.6. Отбор проб для испытаний на осадку — по ГОСТ 7564.
4.7. Отбор проб для испытания механических свойств по табл.3 и 5 проводят по ГОСТ 7564 (вариант 1), по табл.4 и 8 — по ГОСТ 7564 (вариант 2).
(Измененная редакция, Изм. N 1).
4.7a. Отбор образцов для определения твердости после закалки проводят по схеме, приведенной в приложении 8.
Пробы для контроля могут быть вырезаны из готового проката или предельной заготовки (в плавочном контроле).
(Введен дополнительно, Изм. N 1).
4.8. Рекомендуемая температура нагрева образцов при испытании на горячую осадку от 850 °С до 1000 °С. Температуру нагрева образцов указывают в документе о качестве.
Образцы нагревают до температуры ковки от 850 °С до 1000 °С и осаживают на 65% относительно первоначальной высоты. На осаженных образцах не должно быть раскрывшихся трещин и закатов.
(Измененная редакция, Изм. N 1, 2).
4.9. Твердость по Бринеллю определяют по ГОСТ 9012. Твердость проката диаметром или толщиной менее 5 мм не определяют.
4.9а. Твердость по Роквеллу после закалки определяют по ГОСТ 9013 на площадке, расположенной на середине длины образца. Поверхность площадки для измерения твердости подвергают зачистке: при этом шероховатость поверхности должна быть не более 1,25 мкм по ГОСТ 2789.
(Введен дополнительно, Изм. N 1).
4.10. Испытание на растяжение проводят по ГОСТ 1497 на образцах пятикратной длины диаметром 5 или 10 мм.
Для проката диаметром или толщиной до 25 мм включительно испытание допускается проводить на образцах без механической обработки.
Испытание на ударный изгиб проводят по ГОСТ 9454 на образцах типа 1 или 11.
Направление оси образца — вдоль направления прокатки.
4.11 Для проведения испытаний на растяжение проката в соответствии с требованиями табл. 3 образцы для проката без термической обработки и для термически обработанного проката (кроме нормализованного) вырезают из нормализованных заготовок диаметром (стороной квадрата) 25 мм. Для проката размером менее 25 мм нормализацию проводят в готовом сечении, без вырезки заготовки.
Примечание — От прутков размером более 120 мм отбор проб для механических испытаний может проводиться от перекованных или перекатанных заготовок размером сечения 90-100 мм.
Для нормализованного проката испытание на растяжение проводят на образцах, изготовленных из заготовок диаметром (стороной квадрата) 25 мм, отобранных от проката в состоянии поставки.
4.12 Образцы для испытаний на растяжение проката в соответствии с требованиями таблицы 8 вырезают из термически обработанных заготовок. Размер заготовки указывается потребителем. При отсутствии в заказе размера заготовки он выбирается изготовителем и указывается в документе о качестве.
4.10-4.12. (Измененная редакция, Изм. N 2).
4.13. Режимы термической обработки заготовок (образцов) для проведения испытаний механических свойств приведены в приложениях 6 и 7, для контроля твердости после закалки — в приложении 9.
(Измененная редакция, Изм. N 1).
4.14. Контроль макроструктуры на излом или на протравленных темплетах проводят без применения увеличительных приборов по ГОСТ 10243.
Допускается применять методы ультразвукового контроля (УЗК) и другие неразрушающие методы контроля, согласованные в установленном порядке.
4.15. Глубину обезуглероженного слоя определяют по ГОСТ 1763.
4.16. Прокаливаемость определяют методом торцевой закалки по ГОСТ 5657.
4.17. Величину зерна определяют по ГОСТ 5639.
4.18. На стали одной плавки, прошедшей испытания на макроструктуру, прокаливаемость и механические свойства на крупных профилях проката, при изготовлении более мелких профилей проката перечисленные испытания у изготовителя допускается не проводить.
4.19. Допускается у изготовителя применять статистические и неразрушающие методы контроля по методике, согласованной в установленном порядке. При возникновении разногласий и при периодических проверках качества продукции применяют методы контроля, предусмотренные настоящим стандартом.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение — по ГОСТ 7566 со следующим дополнением.
5.1.1. Транспортирование продукции проводится транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. По железным дорогам перевозку осуществляют в зависимости от массы и габаритных размеров в крытых или открытых вагонах. Масса грузового места не должна превышать при механизированной погрузке в открытые транспортные средства 10000 кг, в крытые — 1250 кг. Упаковка, средства и способы формирования пакетов — по ГОСТ 7566.
При отправке двух и более грузовых мест, размеры которых позволяют оформить транспортный пакет с габаритными размерами по ГОСТ 24597, грузовые места должны быть сформированы в транспортные пакеты. Средства крепления — по ГОСТ 21650.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 1 (обязательное). ПРИМЕРЫ УСЛОВНОГО ОБОЗНАЧЕНИЯ ПРОКАТА. СХЕМА 1 УСЛОВНОГО ОБОЗНАЧЕНИЯ ПРОКАТА
ПРИЛОЖЕНИЕ 1
Обязательное
В конструкторской документации допускается приводить примеры условных обозначений в соответствии со схемой 2.
Примеры условных обозначений
Прокат сортовой, круглый, обычной твердости прокатки (В1), II класса по кривизне, немерной длины (НД), диаметром 100 мм по ГОСТ 2590, из стали марки 30, с качеством поверхности группы 2ГП, с механическими свойствами по табл.3 (M1), с твердостью по п.2.1.10 (ТВ1), с контролем ударной вязкости по табл.4 (КУВ), с удалением заусенцев (УЗ), с испытанием на горячую осадку (65), без термической обработки:
Круг В1-II-НД-100 ГОСТ 2590-2006/30-2ГП-М1-ТВ1-КУВ-УЗ-65 ГОСТ 1050-88
Прокат сортовой, квадратный, повышенной точности прокатки (Б1), I класса по кривизне, мерной длины (МД), со стороной квадрата 25 мм по ГОСТ 2591, из стали марки 35, с качеством поверхности группы 1ГП, с механическими свойствами по табл.8 (М3), с твердостью по табл.7 (ТВ2), с нормированной в баллах макроструктурой (КМС) по табл.6, с обезуглероживанием по п.2.2.14 (1C), термически обработанный (ТО):
Квадрат Б1-l-МД-25 ГОСТ 2591-2006/35-1ГП-М3-ТВ2-КМС-1С-ТО ГОСТ 1050-88
Прокат полосовой, обычной точности прокатки по тол шине (ВТ1) и ширине (ВШ1), обычной серповидности (ВС), нормальной плоскостности (ПН), кратной мерной длины (КД), общего назначения (ОН), толщиной 36 мм, шириной 90 мм по ГОСТ 103, из стали марки 45, с качеством поверхности группы ЗГП, с механическими свойствами по табл.3 (M1), с твердостью по п.2.1.10 (TB1), с нормированной прокаливаемостью (ПР), без термической обработки:
Полоса ВТ1-ВШ1-ВС-ПН-КД-ОН-36х90 ГОСТ 103-2006/45-3ГП-М1-TB1-ПР ГОСТ 1050-88
Профиль горячекатаный для косых шайб, мерной длины (МД), с размерами 2BxHxh=32х5,8х4 мм по ГОСТ 5157, из стали марки 35, с качеством поверхности группы ЗГП, с механическими свойствами по табл.3 (M1), с твердостью по п.2.1.10 (ТВ1), без термической обработки:
Профиль для косых шайб МД-32х5,8х4 ГОСТ 5157-83/35-3ГП-М1-ТВ1 ГОСТ 1050-88
Прокат калиброванный, круглый, с полем допуска по h21, мерной длины (МД), диаметром 10 мм по ГОСТ 7417, из стали марки 45, с качеством поверхности группы В по ГОСТ 1051, с механическими свойствами по табл.5 (М2), с твердостью по п.2.3.8 (ТВ3), с обезуглероживанием по п.2.3.11 (2С), нагартованный (НГ):
Круг h21-МД-10 ГОСТ 7417-75/45-В-М2-ТВ3-2С-НГ ГОСТ 1050-88
Прокат калиброванный, квадратный, с полем допуска h21, кратной мерной длины (КД), со стороной квадрата 15 мм по ГОСТ 8559, из стали марки 20, с качеством поверхности группы Б по ГОСТ 1051, с механическими свойствами по табл.8 (М3), с твердостью по табл.7 (ТВ2), с обеспечением свариваемости (ГС), нагартованный (НГ):
Квадрат h21-КД-15 ГОСТ 8559-75/20-Б-М3-ТВ2-ГС-НГ ГОСТ 1050-88
Прокат калиброванный, шестигранный, с полем допуска h22, немерной длины (НД), диаметром вписанного круга 8 мм по ГОСТ 8560, из стали марки 45, с качеством поверхности группы В по ГОСТ 1051, с механическими свойствами по табл.3 (M1), с твердостью по табл.8а (ТВ4), термически обработанный (ТО):
Шестигранник h22-НД-8 ГОСТ 8560-78/45-B-M1-TB4-TO ГОСТ 1050-88
Прокат со специальной отделкой поверхности, круглый, с полем допуска h21, немерной длины (НД), диаметром 8 мм, с качеством поверхности группы В по ГОСТ 14955 из стали марки 20, с механическими свойствами по табл.5 (М2), с твердостью по табл.7 (ТВ3), нагартованный (НГ):
Круг h21-НД-8 ГОСТ 14955-77/20-В-М2-ТВ3-НГ ГОСТ 1050-88
Примеры условных обозначений, которые допускается приводить в конструкторской документации:
Прокат со специальной отделкой поверхности, круглый, с полем допуска h21, немерной длины (НД), диаметром 8 мм, качеством поверхности группы В по ГОСТ 14955, из стали марки 20, с механическими свойствами по табл.5 (М2), с твердостью по табл.7 (ТВ3), нагартованный (НГ):
.
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1, Поправка, Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 2 (обязательное). ПРЕОБРАЗОВАНИЕ ПРЯМОУГОЛЬНЫХ СЕЧЕНИЙ В КРУГЛЫЕ ПРИ ОДНИХ И ТЕХ ЖЕ МЕХАНИЧЕСКИХ СВОЙСТВАХ
ПРИЛОЖЕНИЕ 2
Обязательное
Черт.1
ПРИЛОЖЕНИЕ 3. (Исключено, Изм. N 2).
ПРИЛОЖЕНИЕ 4 (обязательное). ПАРАМЕТРЫ МАРОЧНЫХ ПОЛОС (ПРЕДЕЛЫ КОЛЕБАНИЯ ТВЕРДОСТИ HRC и HRB ПО ДЛИНЕ ТОРЦЕВОГО ОБРАЗЦА)
ПРИЛОЖЕНИЕ 4
Обязательное
Таблица 9
Расстояние от торца, мм | Твердость для полос прокаливаемости стали марок | |||||
35 | 40 | 45 | ||||
макс. | мин. | макс. | мин. | макс. | мин. | |
1,5 | 57,0 HRC | 49,5 HRC | 58,0 HRC | 50,5 HRC | 59,0 HRC | 50,5 HRC |
3,0 | 55,0 HRC | 44,0 HRC | 57,0 HRC | 45,5 HRC | 57,0 HRC | 45,5 HRC |
4,5 | 49,0 HRC | 27,0 HRC | 52,5 HRC | 29,0 HRC | 54,0 HRC | 29,0 HRC |
6,0 | 38,0 HRC | 23,0 HRC | 37,5 HRC | 26,0 HRC | 42,5 HRC | 26,0 HRC |
7,5 | 31,0 HRC | 20,0 HRC | 33,5 HRC | 24,0 HRC | 36,5 HRC | 24,0 HRC |
9,0 | 30,0 HRC | 94 HRB | 32,0 HRC | 22,0 HRC | 33,0 HRC | 22,0 HRC |
10,5 | 29,0 HRC | 93 HRB | 30,0 HRC | 20,0 HRC | 32,5 HRC | 21,0 HRC |
12,0 | 28,0 HRC | 92 HRB | 29,0 HRC | 94 HRB | 31,0 HRC | 20,0 HRC |
13,5 | 27,5 HRC | 91 HRB | 28,0 HRC | 93 HRB | 30,0 HRC | 94 HRB |
15,0 | 27,0 HRC | 90 HRB | 27,5 HRC | 92 HRB | 29,5 HRC | 93 HRB |
16,5 | 26,5 HRC | 89 HRB | 27,0 HRC | 91 HRB | 29,0 HRC | 92 HRB |
18,0 | 26,0 HRC | 88 HRB | 26,5 HRC | 89 HRB | 28,5 HRC | 91 HRB |
19,5 | 25,5 HRC | 87 HRB | 26,0 HRC | 88 HRB | 28,0 HRC | 90 HRB |
21,0 | 25,0 HRC | 86 HRB | 25,5 HRC | 87 HRB | 27,0 HRC | 89 HRB |
24,0 | 24,0 HRC | 85 HRB | 25,0 HRC | 86 HRB | 26,0 HRC | 88 HRB |
27,0 | 23,0 HRC | 84 HRB | 24,0 HRC | 85 HRB | 25,0 HRC | 87 HRB |
30,0 | 22,0 HRC | 83 HRB | 23,0 HRC | 84 HRB | 24,0 HRC | 86 HRB |
33,0 | — | — | 22,5 HRC | 83 HRB | — | — |
36,0 | — | — | 22,0 HRC | 82 HRB | — | — |
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 5 (рекомендуемое). ХАРАКТЕРИСТИКИ ПРОКАТА, УСТАНАВЛИВАЕМЫЕ ПО СОГЛАСОВАНИЮ ПОТРЕБИТЕЛЯ С ИЗГОТОВИТЕЛЕМ В НТД
ПРИЛОЖЕНИЕ 5
Рекомендуемое
1. Прокат с нормированной массовой долей азота в стали электровыплавки.
2. Прокат с нижней массовой долей марганца, уменьшенной против норм табл.1 на величину марганцового эквивалента, равного:
=0,3(Cr %)+0,5(Ni %)+0,7(Сu %), где Cr, Ni, Сu — остаточная фактическая массовая доля хрома, никеля, меди в стали, не превышающая норм, указанных в табл.1.
3. Прокат калиброванный из стали марок 08, 55 и 60 в нагартованном или термически обработанном состоянии с контролем механических свойств.
4. Прокат с нормированной ударной вязкостью на образцах типа 1 при температуре минус 40 °С.
5. Прокат с нормированной ударной вязкостью на образцах типа 11 при температуре плюс 20 °С и минусовых температурах.
4, 5. (Измененная редакция, Изм. N 2).
6. Прокат без контроля относительного сужения.
7. Прокат калиброванный и со специальной отделкой поверхности с нормированной твердостью в нормализованном с отпуском и закаленном с отпуском состояниях.
8. Прокат сортовой с нормированной твердостью в нормализованном состоянии.
9. Прокат с нормированной твердостью в заданных пределах.
10. Прокат без контроля твердости.
11. Прокат с нормированной величиной аустенитного зерна.
12. Прокат с нормированной чистотой по неметаллическим включениям.
13. Прокат с нормированной чистотой по волосовинам, выявляемым на поверхности готовых деталей магнитным методом или травлением.
14. Прокат малотоннажных партий.
ПРИЛОЖЕНИЕ 6 (рекомендуемое). РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ДЛЯ КОНТРОЛЯ МЕХАНИЧЕСКИХ СВОЙСТВ, ПРИВЕДЕННЫХ В ТАБЛ.3 И 4
ПРИЛОЖЕНИЕ 6
Рекомендуемое
Таблица 10
Марка стали | Температура нагрева, °С | ||
Нормализация | Закалка | Отпуск | |
Испытание при растяжении | Испытание на ударный изгиб | ||
10 | 920 | 900 | 200 |
15 | 900 | 880 | 200 |
20 | 900 | 880 | 600 |
25 | 890 | 870 | 600 |
30 | 880 | 860 | 600 |
35 | 880 | 850 | 600 |
40 | 870 | 840 | 600 |
45 | 860 | 840 | 600 |
50 | 850 | 830 | 600 |
55 | 850 | 820 | 600 |
58 (55пп) | 850 | — | — |
60 | 840 | 820 | 600 |
Рекомендуемые минимальные выдержки:
при нормализации или закалке — 30 мин;
при отпуске 200 °С — 2 ч;
при отпуске 600 °С — 1 ч.
Среда охлаждения при закалке — вода.
ПРИЛОЖЕНИЕ 7 (рекомендуемое). РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ДЛЯ КОНТРОЛЯ МЕХАНИЧЕСКИХ СВОЙСТВ, ПРИВЕДЕННЫХ В ТАБЛ.8
ПРИЛОЖЕНИЕ 7
Рекомендуемое
Таблица 11
Марка стали | Закалка | Отпуск | |
Температура нагрева, °С | Среда охлаждения | Температура нагрева, °С | |
25 | 860-900 | Вода | 550-600 |
30 | 850-890 | ||
35 | 840-880 | Вода или масло | |
40 | 830-870 | ||
45 | 820-860 | ||
50 | 810-850 | Масло или вода | |
55 | 805-850 | ||
60 | 800-840 | ||
ПРИЛОЖЕНИЕ 8 (обязательное). СХЕМА ОТБОРА ОБРАЗЦОВ ДЛЯ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ ПОСЛЕ ЗАКАЛКИ
ПРИЛОЖЕНИЕ 8
Обязательное
а — для проката диаметром до 25 мм | б — для проката диаметром свыше 25 мм |
Условные обозначения
— поперечное сечение образца; длина образца 55-60 мм. |
ПРИЛОЖЕНИЕ 9 (рекомендуемое). РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОБРАЗЦОВ ДЛЯ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ ПОСЛЕ ЗАКАЛКИ, ПРИВЕДЕННОЙ В ТАБЛ.8а
ПРИЛОЖЕНИЕ 9
Рекомендуемое
Таблица 12
Марка стали | Режим закалки образцов | |
Температура нагрева, °С | Среда охлаждения | |
45 | 860 | Масло |
50, 50А | 850 | « |
Примечания:
1. Время выдержки при закалке (после достижения температуры закалки) 20 мин.
2. Температура масла (65±10) °С.
ПРИЛОЖЕНИЯ 8, 9. (Введены дополнительно, Изм. N 1).
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2008
Редакция документа с учетом
изменений и дополнений
подготовлена АО «Кодекс»
Что такое твердость клинка и HRC?
Твердость стали – один из важнейших параметров, на который следует обращать внимание при выборе ножа, ведь в том числе и от него зависит, как долго клинок сможет оставаться острым. Но означает ли это, что чем больше цифра указана в характеристиках, тем нож лучше? Давайте разбираться.
Твердомер в работе
Что такое твердость?
Твердость – это способность материала противостоять деформации под воздействием другого материала с более высокими прочностными характеристиками. Для таких испытаний используют закаленный до больших величин шарик или алмазный наконечник, которые называются инденторами. Чем больше индентор испытывает сопротивления во время испытания, тем тверже материал.
Методы измерения
Способы измерения твердости стали делят на:
- статические;
- динамические.
Представителями статических способов испытаний являются:
- метод Бринелля;
- метод Виккерса;
- Роквелла.
Из динамических способов измерения наиболее популярным является способ Шора. Рассмотрим их подробнее.
Закалка клинка
Бринелль
Шведский инженер предложил определять прочность материала путем вдавливания в него стального закаленного шарика. Для этого был создан твердомер – пресс Бринелля. Во время замеров, шарик (2,5 мм, 5 мм или 10 мм диаметром) определенное время вдавливается в материал. Обычно процесс занимает около 30, но может достигать и 180 секунд. После окончания приложения нагрузки замеряется диаметр отпечатка, оставшегося после шарика и вычисляется твердость ножа.
Виккерс
Еще один статический способ измерения твердости, получивший название от английского военно-промышленного концерна «Vickers Limited». В качестве индентора при измерении по Виккерсу используется алмазная четырехгранная пирамида, вершина которой образована гранями, сходящимися строго под углами в 136 градусов. Для вычисления уровня термообработки, необходимо знать показатели давления на алмазную пирамиду и площади отпечатка пирамидальной поверхности в материале. Особенность данного метода состоит в том, что он требует использования микроскопа для считывания данных с поверхности испытуемого материала.
Шор
Способ по Шору принадлежит к разряду динамических. Придуманный Альбертом Ф. Шором в 1906-м году, американцем по происхождению, этот вид измерения иногда называют методом отскока. Диапазон измерения твердости клинков по Шору может варьироваться от 20 до 140 единиц hsd.
Согласно ему, твердость металла вычисляется по высоте, на которую отскакивает после удара боек (индентор). Главным минусом определения прочности по методу Шору являются ограничения по заготовке – она должна весить не менее 100 грамм, а ее толщина не должна быть меньше 10 мм. Согласитесь, что клинок с такими параметрами найти не просто.
Метод Роквелла
Самым популярным среди способов измерения твердости металлов и стали является метод, придуманный двумя американцами – Стенли и Хью Роквеллами. Свою первую заявку на патент они подали в 1914 году. В последствии изобретением занимался только Стенли Роквелл, который усовершенствовал твердомер и уже в 1924 году получил на него патент.
Твердомер Роквелла
Принцип измерения
Процесс измерения твердости стали (hrc) способом Роквелла достаточно прост:
- выбирается тип шкалы, вид индентора, определяется уровень нагрузки;
- производится два пробных теста для проверки правильности выбранных параметров;
- к заготовке, закрепленной на твердомере, прикладывается предварительная нагрузка, равная 10 кгс;
- после предварительной, прикладывается основная нагрузка;
- затем остается лишь зафиксировать результаты и произвести рассчеты.
Для вычислений используется разница, полученная между предварительной и основной нагрузкой.
Шкала Роквелла
При измерении твердости способом Роквелла применяется 11 типов шкал: A, B, C, D, E, F, G, H, K, N, T. Каждая шкала отличатся типом индентора, применяемой нагрузкой, которая может составлять 60 кг, 100 кг или 150 кг, и константами для вычисления результатов.
Для определения уровня закалки стали используется шкала С, именно поэтому в ножевой области твердость клинка в характеристиках имеет обозначение HRC, где HR – обозначение твердости, а С – выбранная шкала.
Для этого вида шкалы, в качестве индентора используется алмазный конус с углом схождения 120 градусов и закругленной вершиной, а применяемая нагрузка составляет 150 кг.
Проверка на прочность ножа компании Cold Steel
Почему Роквелл?
Какие же преимущества по сравнению с другими, имеет способ Роквелла:
- измерения не разрушают материал, в отличии от метода Бринелля, оставляя на нем лишь небольшой отпечаток;
- простота измерения, позволяющая не использовать микроскоп и другие специальные приспособления — данные, необходимые для расчета, выводятся на табло твердомера;
- один из самых быстрых способов, в котором основной замер занимает от 3 до 5 секунд;
- для измерения стали нет необходимости в очистке и полировке поверхности, на которой будет проводиться измерение;
- применим для закаленных сталей.
Испытания Mora Robust
Выбор твердости клинка (hrc)
Главный химический элемент, отвечающий за количество Роквеллов «на клинке» – углерод. Чем больше в составе углерода, тем тверже сталь. Ярким примером тому является знаменитая японская сталь ZDP-189 с содержанием углерода от 2,9 до 3 %, закалить которую можно до фантастических 69 единиц по шкале Роквелла. По сравнению с японским монстром, американская 420hc, углерода в которой всего 0,45—0,55 % и закалкой в 57 HRC, выглядит более чем скромно, однако это не мешает ей вот уже несколько десятилетий оставаться одной из самых востребованных сталей для производства ножей.
Нож из японской премиум стали zdp-189
Главным преимуществом сталей с высокой твердостью (hrc) и большим содержанием углерода является их способность долго держать остроту. Говоря простым языком, такие клинки дольше остаются острыми и их надо реже точить, поэтому они хорошо себя показывают на кухонных ножах. В туристических, универсальных, ножах для дайвинга и бушкрафта, где важна прочность и возможность заточить режущую кромку в полевых условиях, чаще используют стали, которые меньше склонны к коррозии, которые гораздо лучше переносят боковые и ударные нагрузки, легче точатся. В химическом составе таких сталей меньше угля и ниже твердость (hrc).
Поэтому, при выборе колюще-режущего инструмента необходимо учитывать:
- его назначение;
- размер клинка;
- желаемый тип спусков;
- вид стали;
- толщину сведения режущей кромки.
Сегодня уже никого не удивить цифрой в 60 и больше hrc, но стоит понимать, что такие высокие показатели подходят не для всех задач. Учитывайте это при выборе ножа, и тогда работа с ним будет доставлять вам одно удовольствие!
Сталь 20х13 термообработка твердость
Сплав 20Х13 представляет собой жаропрочную, нержавеющую высоколегированную хромистую сталь, из которой изготавливают разнообразные детали и конструкции, предназначающиеся для использования в условиях слабоагрессивных сред, а точнее на открытом воздухе, при контактах с паром, водными кислотными растворами, и там, где особую важность имеют антикоррозийные качества.
Этот сплав – по-настоящему отличный исходный материал для производства изделий, к коим предъявляются повышенные требования прочности, органично соединённой с пластичностью и ударной вязкостью. Из данной стали изготавливается проволока, поковки, прутки, полосы, а также листовой прокат в соответствии с действующими ГОСТами и ТУ.
Какой состав имеет сталь 20Х13
Помимо железа в состав сплава входят также углерод, кремний, хром, магний, а ещё соединения фосфора и серы. За счёт наличия вышеперечисленных элементов, любые изделия, производимые из данного сплава, характеризуются высочайшей прочностью, хорошей стойкостью к воздействию высоких и низких температур, а также их перепадам, и, конечно, к коррозионному воздействию (в этом плане особенно важным значением обладает хромовая добавка).
Технологические характеристики стали 20Х13
В процессе пластической деформации эта сталь обладает отличной технологичностью. Рекомендуемый профессионалами интервал деформации начинается со 1100°С, а заканчивается от 875-ти до 950°С, при использовании под прокатку и ковку – до 780°С. Сначала производится медленный нагрев, а после деформации сталь также медленно охлаждается.
Отжиг при температуре около 800°С и охлаждение в печи до 500°С для сплава 20Х13 является термической смягчающей обработкой; окончательной термообработкой называют процедуру закалки в диапазоне от 950-ти до 1000°С с последующим охлаждением на открытом воздухе, либо в масле с дальнейшим отпуском на необходимую коррозийную устойчивость и твердость.
Сталь марки 20Х13 технологична и при холодной, и при горячей деформации. Она принадлежит к мартенситному классу и обладает следующими критическими точками: Ac1 = 820°С и Ac3 = 950°С. Микроструктура в её закаленном состоянии включает в себя карбиды и мартенсит, в отожженном – смесь карбида вида М23С6 с высокохромистым ферритом. При увеличении температуры отпуска свыше 450°С прочность и коррозийная устойчивость снижаются, а вот пластичность сплава возрастает.
Основные свойства сплава
Высококачественную с маркировкой 20х13 сталь широко используют в качестве жаропрочного материала, отличающегося повышенной устойчивостью к перепадам температур. Этот материал способен выдержать повышенный температурный диапазон от 450 до 550-ти °С, а показатель его жаростойкости составляет до 700°С.
20Х13 стали присуща отличная стойкость в неблагоприятных атмосферных условиях (исключение – морская атмосфера), в речной и водопроводной воде. Характеристики и великолепные эксплуатационные качества данной стали высоко ценятся на весьма различных предприятиях и во всевозможных сферах производства. В качестве альтернативы этой марке выступают столь же широко используемые при производстве деталей сплавы 14Х17Н2 и 12Х13.
Продукцию из ст 12Х13 считают ограниченно свариваемой. Сплав данной марки склонен к отпускной хрупкости. Указанные характеристики строго учитываются при изготовлении продукции и предопределяют сферы ее применения.
Применение изделий, изготавливаемых из стали 20Х13
Продукция из данной стали широко используется на современных предприятиях различного характера. Она активно применяется как в машиностроении, так и в энергетической отрасли, в крекинг-установках для изготовления деталей печей, имеющих весьма продолжительный срок службы в условии температур не превышающих 500°С. Кроме того, из неё изготавливаются элементы турбин, различных метизов и арматуры, трубы, болты, пластичные детали, клапаны, выдерживающие повышенные ударные нагрузки.
В «Челябинской независимой стальной компании», занимающейся поставками металлопроката с 1996-того года, вы всегда можете купить ст 20Х13 на выгодных условиях, в требующихся вам объемах, заказав доставку в удобное вам время и место, либо договорившись о самовывозе. Кроме того, всегда в продаже имеется широчайший ряд изделий из данного сплава: листовой и сортовой прокат, трубы всевозможного диаметра, обладающие высочайшей степенью коррозионной устойчивости и эстетичным видом.
Чтобы купить сталь 20Х13 позвоните по телефону, указанному на сайте, и наши менеджеры оперативно и подробно ответят на все возникшие у вас вопросы, касающиеся покупки и использования данного сплава.
А также можно заказать по телефонам: (351) 725-34-00, (351) 725-42-40, (351) 735-96-89
Таблица составлена технологами термического цеха крупного предприятия для использования в практической работе и позволяет быстро и правильно назначить соответствующий режим термической обработки для 30-ти марок стали наиболее применяемых в машиностроении.
Температ. закалки, град.С
Температ. отпуска, град.С
Температ. зак. ТВЧ, град.С
Температ. цемент., град.С
Температ. отжига, град.С
1
2
3
4
5
6
7
8
9
10
Сталь 20
Сталь 35
Сталь 45
Сталь 7ХГ2ВМ
Сталь У8, У8А
НВ до 250, масло
Сталь У10, У10А
НВ до 250, масло
Сталь 9ХС
Азотирование. Сеч. св. 70 мм
Сталь 30ХГСА
Сталь 12Х18Н9Т
Сталь 20Х13
Сталь 40Х13
Общее время нагрева (время нагрева и выдержки) деталей при закалке берётся из расчёта 1 минута на 1 мм наименьшего размера наибольшего сечения. В соляных ваннах – 35 секунд на 1 мм наименьшего размера наибольшего сечения.
Общее время нагрева (время нагрева и выдержки) деталей при отпуске берётся из расчёта:
а) низкий отпуск (температура 130…240 град.) — 3 минуты на 1 мм наименьшего размера наибольшего сечения, но не менее 30 – 40 минут.
б) средний отпуск (температура 240. 450 град.) — 2 – 3 минуты на 1 мм наименьшего размера наибольшего сечения.
в) высокий отпуск (температура 450. 700 град. — 2 минуты на 1 мм наименьшего размера наибольшего сечения.
Окончательный контроль термической обработки деталей вести по фактической твёрдости.
Процесс легирования позволяет существенно изменить эксплуатационные характеристики металла. В состав могут добавляться самые различные химические вещества. К ферритно-мартенситному классу относится сталь 20х13, которая характеризуется высокой устойчивостью к высоким температурам и воздействию повышенной влажности.
Общая характеристика сплава
Основным легирующим элементом при производстве марки 20х13 (характеристики стали во многом зависят от концентрации химических веществ в составе) стал хром. Его добавление в состав металла проводится на протяжении длительного периода. Основные характеристики пластика следующие:
- Ограниченная степень свариваемости. Рассматриваемый металл характеризуется низкой степенью обрабатываемости. В большинстве случаев для повышения степени свариваемости проводится подогрев материал.
- Жаропрочность и низкая теплопроводность – свойства, которые существенно расширяют область рассматриваемого материала. Сталь коррозионно-стойкая жаропрочная 20Х13 может эксплуатироваться при температуре до 700 градусов Цельсия. Повышение температуры до более высоких показателей приводит к тому, что свойства материала существенно упадут: твердость, устойчивость к деформациям и другие.
- Твердость выдерживается на уровне 126-197 МПа в зависимости от того, проводилась ли термическая обработка.
- Структура склонна к отпускной хрупкости, есть возможность проводить обработку резанием.
Механические свойства стали 20Х13
при различных температурах
Основные характеристики сплава определяют возможность его применения при изготовлении самых различных изделий. При необходимости они могут быть улучшены путем термической обработки, к примеру, закалки или отжига.
Химический состав
Во многом сталь 20х13 напоминает аналоги, в состав которых также добавляется большое количество хрома. Химический состав представлен сочетанием следующих веществ:
- Углерод во многом определяет твердость и прочность материала, а также степень свариваемости. В рассматриваемом случае концентрация углерода может варьировать в пределе от 0,16 до 0,25%.
- Хром считается основным легирующим элементом. В состав сплава добавляется около 12-14% этого химического вещества. Именно хром определяет жаропрочность и коррозионную стойкость.
- Марганец и никель не являются основными элементами рассматриваемого сплава, их концентрация не более 0,6%.
Практически все металлы имеют в своем составе фосфор и серу. Эти химические элементы находятся в составе при концентрации не более 0,03%.
Лист нержавейка 20Х13
Зарубежные производители также выпускают сплавы со схожим химическим составом. К примеру, японский аналог стали 20х13 получил название SUS420J1, французские сплавы z20c13 и X20Cr13.
Применение стали 20х13
Сталь 20х13 обладает большим количеством особенностей, которые определяют широкое его распространение. Жаропрочность и коррозионная стойкость ценится в нижеприведенных случаях:
- Машиностроительная промышленность.
- При производстве турбинных лопаток, на которые оказывается воздействие высокой температуры и давления.
- При создании крепежей с высокой прочностью и коррозионной стойкостью.
- Выпуск деталей, которые подвержены воздействию атмосферных осадков и органических слей.
- При изготовлении колец самого различного предназначения.
- Авиационная промышленность.
- Выпуск изделий, работающих при невысокой температуре и в агрессивной химической среде.
- При создании деталей для компрессорных машин, которые работают с нетрозными газами.
Трубные доски 20х13
Термическая обработка позволяет существенно повысить эксплуатационные характеристики сплава. Это связано с тем, что при сильном нагреве происходит перестроение кристаллической решетки для упрочнения структуры и повышения твердости поверхностного слоя. Применение стали 20х13 позволило существенно продлить эксплуатационный срок изделий, которые служат в тяжелых эксплуатационных условиях.
ГОСТы и другие стандарты на сталь 20Х13
Для того чтобы выпускаемые металлы могли применяться в тех или иных условиях при их изготовлении применяется Госстандарт. Сталь 20×13 (ГОСТ определяет форму выпуска и основные качества) изготавливается при учете следующих стандартов:
- Кованные заготовки поставляются в квадратной и круглой форме.
- При применении сплава могут изготавливаться проволоки с высокими эксплуатационными характеристиками.
- На производственные линии поставляется прокат с различной толщиной листа, который характеризуется жаропрочностью и коррозионной стойкостью.
- В промышленность поставляются кованые и горячекатанные полосы.
- Фасонные профили.
Расшифровка стали 20х13 определяет высокую концентрацию хрома, что приводит к снижению некоторых эксплуатационных качеств. Примером можно назвать отсутствие возможности использования листового металла для изготовления корпуса при применении сварочного аппарата. Установленный стандарт 20х13 ГОСТ также определяет возможность проведения дополнительной обработки, которая делает структуру более плотной и прочной, устойчивой к различного рода воздействия.
Особенности термообработки стали 20Х13
Марка стали 20х13 по причине высокой концентрации углерода и хрома сложна при сварке, структура может быть улучшена при закалке и отпуске. Термообработка проводится с учетом следующих моментов:
- Из-за высокой жаропрочности закалка проводится при температуре около 1100 градусов Цельсия. Эта технологическая особенности определяет трудности, возникающие при обработке сплава в домашних условиях. Только при наличии специального оборудования можно провести разогрев заготовки до требуемой температуры.
- Ковка выполняется при температуре 780 градусов Цельсия. При этом нагрев проводится постепенно, что позволяет исключить вероятность возникновения структурных деформаций при пластичной деформации.
- Отжиг считается смягчающим типом обработки металла. Рекомендуемый показатель температуры составляет 800 градусов Цельсия. Охлаждение проводится периодически, что позволяет повысить качество сплава.
- После закалки охлаждение проводится в самой различной среде. В последнее время устанавливаются высокие стандарты качества, что определило применение масла в качестве охлаждающей жидкости. Подобная технология охлаждения характеризуется довольно большим количеством особенностей. К примеру, свойства масла обеспечивают равномерное снижение температуры даже объемных заготовок, но при определенных условиях вещество загорается и образуется едкий дым. Поэтому масляные ванны применяются только в специальных цехах, которые снабжаются системой вентиляции.
При повышении температуры отпуска до 450 градусов Цельсия можно существенно повысить пластичность, но при этом снижается твердость поверхностного слоя. Однако, подобное воздействие приводит к снижению коррозионной стойкости.
Сварочные работы также характеризуются большим количеством особенностей. Сварка коррозионно-стойкой жаропрочной стали 20х13 проводится с учетом следующей информации:
- Могут применяться самые различные методы: ручная обработка, электродуговая и аргонодуговая в автоматическом режиме.
- В некоторых случаях сварка проводится без предварительного подогрева заготовки. Для того чтобы повысить качество сварочного шва проводится дополнительная обработка.
- Для того чтобы повысить качество шва выполняется нагрев металл до 300 градусов Цельсия. Дополнительная обработка предусматривает отжиг, который снижает все внутренние напряжения. Часто именно внутреннее напряжение приводит к появлению структурных или поверхностных трещин, а также других дефектов.
Предварительные нагрев рекомендуется проводить в случае, когда толщина свариваемой стали более 10 мм. В подобных случаях высокая концентрация хрома и углерода сказывается негативно на свойствах стали 20×13.
Нержавеющая проволока 20Х13
Свойства сплава определяют его широкое распространение в самых различных отраслях промышленности. Для его применения при изготовлении износостойких деталей может проводится различного рода улучшения. Однако, сложности обработки и изготовления определяют рентабельность при применении только на момент выпуска ответственных деталей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Твердость металла: определенное руководство (с таблицей твердости)
Твердость означает способность материала противостоять локальной деформации, особенно пластической деформации, вмятинам или царапинам.
Это показатель твердости материала.
Типы твердостиСогласно различным методам испытаний, существует три типа твердости.
① Устойчивость к царапинам
В основном используется для сравнения твердости различных минералов.Метод состоит в том, чтобы выбрать палку с твердым концом и мягким концом, провести по стержню исследуемый материал и определить мягкость и твердость исследуемого материала в соответствии с расположением царапины. Говоря качественно, царапины от твердых предметов длинные, а царапины от мягких предметов короткие.
② Твердость вдавливания
Метод, который в основном используется для металлических материалов, заключается в вдавливании указанного индентора в испытуемый материал с определенной нагрузкой и сравнении мягкости и твердости испытуемого материала с местным пластиком деформация поверхности материала.Из-за различий в инденторах, нагрузках и продолжительности нагрузки существует различная твердость при вдавливании, в основном твердость по Бринеллю, твердость по Роквеллу, твердость по Виккерсу и микротвердость.
③ Твердость отскока
В основном используется для металлических материалов. Метод заключается в том, чтобы специальный небольшой молоток свободно падал с определенной высоты, чтобы ударить по образцу испытуемого материала, а твердость материала определяется количеством энергии деформации (измеряемой высотой отскока молота), накопленной в нем. (а затем отпустить) образец во время удара.
Таблица сравнения твердости обычных черных металлов (Приблизительное преобразование интенсивности) 83 | Классификация твердости | Предел прочности на разрыв Н / мм2 | |||||||
Rockwell | |||||||||
| HRC | HRA | HV | HB | ||||||
| 17 | — | 211 | 211 | 710 | |||||
| 17.5 | — | 214 | 214 | 715 | |||||
| 18 | — | 216 | 216 | 725 | |||||
| 18,5 | — | 218 | 218 | 730 | |||||
| 19 | — | 221 | 220 | 735 | |||||
| 19,5 | — | 223 | 222 | 745 | |||||
| 20 | — | 226 | 225 | 750 | |||||
| 20.5 | — | 229 | 227 | 760 | |||||
| 21 | — | 231 | 229 | 765 | |||||
| 21,5 | — | 234 | 232 | 775 | |||||
| 22 | — | 237 | 234 | 785 | |||||
| 22,5 | — | 240 | 237 | 790 | |||||
| 23 | — | 243 | 240 | 800 | |||||
| 23.5 | — | 246 | 242 | 810 | |||||
| 24 | — | 249 | 245 | 820 | |||||
| 24,5 | — | 252 | 248 | 830 | |||||
| 25 | — | 255 | 251 | 835 | |||||
| 25,5 | — | 258 | 254 | 850 | |||||
| 26 | — | 261 | 257 | 860 | |||||
| 26.5 | — | 264 | 260 | 870 | |||||
| 27 | — | 268 | 263 | 880 | |||||
| 27,5 | — | 271 | 266 | 890 | |||||
| 28 | — | 274 | 269 | 900 | |||||
| 28,5 | — | 278 | 273 | 910 | |||||
| 29 | — | 281 | 276 | 920 | |||||
| 29.5 | — | 285 | 280 | 935 | |||||
| 30 | — | 289 | 283 | 950 | |||||
| 30,5 | — | 292 | 287 | 960 | |||||
| 31 | — | 296 | 291 | 970 | |||||
| 31,5 | — | 300 | 294 | 980 | |||||
| 32 | — | 304 | 298 | 995 | |||||
| 32.5 | — | 308 | 302 | 1010 | |||||
| 33 | — | 312 | 306 | 1020 | |||||
| 33,5 | — | 316 | 310 | 1035 | |||||
| 34 | — | 320 | 314 | 1050 | |||||
| 34,5 | — | 324 | 318 | 1065 | |||||
| 35 | — | 329 | 323 | 1080 | |||||
| 35.5 | — | 333 | 327 | 1095 | |||||
| 36 | — | 338 | 332 | 1110 | |||||
| 36,5 | — | 342 | 336 | 1125 | |||||
| 37 | — | 347 | 341 | 1140 | |||||
| 37,5 | — | 352 | 345 | 1160 | |||||
| 38 | — | 357 | 350 | 1175 | |||||
| 38.5 | — | 362 | 355 | 1190 | |||||
| 39 | 70 | 367 | 360 | 1210 | |||||
| 39,5 | 70,3 | 372 | 365 | 1225 | |||||
| 40 | 70,8 | 382 | 375 | 1260 | |||||
| 40,5 | 70,5 | 377 | 370 | 1245 | |||||
| 41 | 71.1 | 388 | 380 | 1280 | |||||
| 41,5 | 71,3 | 393 | 385 | 1300 | |||||
| 42 | 71,6 | 399 | 391 | 1320 | |||||
| 42,562 | 71,8 | 405 | 396 | 1340 | |||||
| 43 | 72,1 | 411 | 401 | 1360 | |||||
| 43,5 | 72.4 | 417 | 407 | 1385 | |||||
| 44 | 72,6 | 423 | 413 | 1405 | |||||
| 44,5 | 72,9 | 429 | 418 | 1430 | |||||
| 418 | 1430 | ||||||||
| 900 | 73,2 | 436 | 424 | 1450 | |||||
| 45,5 | 73,4 | 443 | 430 | 1475 | |||||
| 46 | 73.7 | 449 | 436 | 1500 | |||||
| 46,5 | 73,9 | 456 | 442 | 1525 | |||||
| 47 | 74,2 | 463 | 449 | 1550 | |||||
| 47,5 | 74,5 | 470 | 455 | 1575 | |||||
| 48 | 74,7 | 478 | 461 | 1605 | |||||
| 48,5 | 75 | 485 | 468 | 1630 | |||||
| 468 | 1630 | ||||||||
| 75.3 | 493 | 474 | 1660 | ||||||
| 49,5 | 75,5 | 501 | 481 | 1690 | |||||
| 50 | 75,8 | 509 | 488 | 1720 | 50,5 | 76,1 | 517 | 494 | 1750 |
| 51 | 76,3 | 525 | 501 | 1780 | |||||
| 51,5 | 76.6 | 534 | — | 1815 | |||||
| 52 | 76,9 | 543 | — | 1850 | |||||
| 52,5 | 77,1 | 551 | — | 1885 | |||||
| 5362 | 77,4 | 561 | — | 1920 | |||||
| 53,5 | 77,7 | 570 | — | 1955 | |||||
| 54 | 77,9 | 579 | — | 1995 | |||||
| 54 .5 | 78,2 | 589 | — | 2035 | |||||
| 55 | 78,5 | 599 | — | 2075 | |||||
| 55,5 | 78,7 | 609 | — | 2115 | |||||
| 56 | 79 | 620 | — | 2160 | |||||
| 56,5 | 79,3 | 631 | — | 2205 | |||||
| 57 | 79.5 | 642 | — | 2250 | |||||
| 57,5 | 79,8 | 653 | — | 2295 | |||||
| 58 | 80,1 | 664 | — | 2345 | |||||
| 58,562 | 80,3 | 676 | — | 2395 | |||||
| 59 | 80,6 | 688 | — | 2450 | |||||
| 59,5 | 80,9 | 700 | — | 2500 | |||||
| 60 | 81.2 | 713 | — | 2555 | |||||
| 60,5 | 81,4 | 726 | — | — | |||||
| 61 | 81,7 | 739 | — | — | |||||
| 61,5 | 82 | 752 | — | — | |||||
| 62 | 82,2 | 766 | — | — | |||||
| 62,5 | 82,5 | 780 | — | — | |||||
| 63 | 82.8 | 795 | — | — | |||||
| 63,5 | 83,1 | 810 | — | — | |||||
| 64 | 83,3 | 825 | — | — | |||||
| 64,5 | 83,6 | 840 | — | — | |||||
| 65 | 83,9 | 856 | — | — | |||||
| 65,5 | 84,1 | 872 | — | — | |||||
| 66 | 84.4 | 889 | — | — | |||||
| 66,5 | 84,7 | 906 | — | — | |||||
| 67 | 85 | 923 | — | — | |||||
| 67,5 | 85,2 | 941 | — | — | |||||
| 68 | 85,5 | 959 | — | — | |||||
| 68,5 | 85,8 | 978 | — | — | |||||
| 69 | 86.1 | 997 | — | — | |||||
| 69,5 | 86,3 | 1017 | — | — | |||||
| 70 | 86,6 | 1037 | — | — | |||||
HRC / HB приблизительные советы по преобразованию> Загрузите приведенную выше таблицу твердости металла
- Когда твердость выше 20HRC, 1HRC≈10HB,
- Если твердость ниже 20HRC, 1HRC≈11.5HB.
Примечания: Для обработки резанием 1HRC≈10HB можно в основном преобразовать (твердость материала заготовки имеет диапазон колебаний)
Наиболее распространенные твердости металлических материалов по Бринеллю, Роквеллу и Виккерсу — это твердость на вдавливание. Значение твердости указывает на способность поверхности материала противостоять пластической деформации, вызванной вторжением другого объекта. При измерении твердости методом обратного прыжка значение твердости представляет собой величину функции упругой деформации металла.
Шарик из закаленной стали или твердого сплава диаметром D используется в качестве индентора, и соответствующее испытательное усилие F вдавливается в поверхность образца. По истечении предписанного времени выдержки испытательное усилие снимают, чтобы получить вмятину диаметром d. Разделите испытательную силу на площадь поверхности вдавливания. Полученное значение является значением твердости по Бринеллю, а символ выражается как HBS или HBW .
Разница между HBS и HBW — это индентор. HBS указывает, что индентор представляет собой шарик из закаленной стали, который используется для определения материалов со значением твердости по Бринеллю ниже 450, таких как низкоуглеродистая сталь, серый чугун и цветные металлы.
HBW указывает на то, что индентор представляет собой твердый сплав, который используется для измерения материалов со значением твердости по Бринеллю ниже 650.
Тот же образец для испытаний, когда другие экспериментальные условия точно такие же, результаты двух испытаний В противном случае значение HBW часто превышает значение HBS, и нет количественного закона, которому следовало бы следовать.
После 2003 года Китай принял аналогичные международные стандарты, исключив стальные шариковые инденторы и использовав шаровые головки из твердого сплава.
Таким образом, HBS был прекращен, и все символы твердости по Бринеллю были представлены HBW.
Часто твердость по Бринеллю выражается только через HB, что означает HBW. Тем не менее, HBS все еще встречается в литературе.
Метод измерения твердости по Бринеллю подходит для чугуна, цветных сплавов, различных отожженных, а также закаленных и отпущенных сталей.Он не подходит для измерения слишком твердых, слишком маленьких, слишком тонких образцов или деталей и не допускает больших вмятин на поверхности.
Алмазный конус с углом при вершине конуса 120 ° или Ø1,588 мм и шариком из закаленной стали Ø3,176 мм используется в качестве индентора и используется вместе с нагрузкой. При начальной нагрузке 10 кгс и общей нагрузке (то есть начальная нагрузка плюс основная нагрузка) 60, 100 или 150 кгс силы нажмите на образец.После общей нагрузки твердость выражается разницей между глубиной вдавливания при снятии основной нагрузки при сохранении основной нагрузки и глубиной вдавливания при начальной нагрузке.
В испытании на твердость по Роквеллу используются три испытательных усилия и три индентора, которые имеют в общей сложности девять комбинаций, соответствующих девяти шкалам твердости по Роквеллу. Применение этих 9 линеек охватывает практически все обычно используемые металлические материалы.
Обычно используются три: HRA, HRB и HRC , из которых HRC является наиболее широко используемым.
Таблица обычно используемых характеристик твердости по Роквеллу
| Символ твердости | Тип индентора | Общее испытательное усилие, Ф / Н (кгс) | Диапазон твердости | Области применения |
|---|---|---|---|---|
| HRA | 120 ° алмазный конус | 588,4 (60) | 20 ~ 88 | Твердый сплав, карбид, мелкозернистая закаленная сталь и т. Д. |
| HRB | Ø1,588 мм Закаленный стальной шарик | 980.7 (100) | 20 ~ 100 | Отожженная или нормализованная сталь, алюминиевый сплав, медный сплав, чугун |
| HRC | Алмазный конус 120 ° | 1471 (150) | 20 ~ 70 | Закаленная сталь , закаленная и отпущенная сталь, сталь для глубокой закалки |
Диапазон использования шкалы HRC составляет 20 ~ 70HRC.
Когда значение твердости меньше 20HRC, поскольку коническая часть индентора слишком сильно нажата, чувствительность снижается, и вместо нее следует использовать шкалу HRB.Когда твердость образца превышает 67HRC, давление на кончик индентора слишком велико, алмаз легко повреждается, и срок службы индентора значительно сокращается. Поэтому вместо этого следует использовать шкалу HRA.
Тест на твердость по Роквеллу прост, быстр и имеет небольшое углубление. Он может проверять поверхность готовых изделий, а также более твердых и тонких деталей. Поскольку вдавливание небольшое, значение твердости сильно колеблется для материалов с неровной структурой и твердостью, а точность не так высока, как твердость по Бринеллю.
Твердость по Роквеллу используется для определения твердости стали, цветных металлов, твердого сплава и т.п.
Принцип измерения твердости по Виккерсу аналогичен твердости по Бринеллю. Алмазный четырехугольный пирамидальный индентор с противоположным углом 136 ° был использован для прижатия поверхности материала с заданным испытательным усилием F. Испытательное усилие снимается после выдержки в течение определенного времени, а значение твердости выражается средним давлением. на единице площади углубления правильной четырехугольной пирамиды, а символ — HV .
Диапазон измерения твердости по Виккерсу большой, и он может измерять материалы с твердостью в диапазоне 10 ~ 1000HV, а вдавливание небольшое. Обычно он используется для измерения тонких материалов и поверхностно-упрочненных слоев с науглероживанием и азотированием.
Ударное тело определенной массы, снабженное шаровой головкой из карбида вольфрама, используется для удара по поверхности образца под определенной силой, а затем отскока.Из-за разной твердости материала скорость отскока после удара также разная. На ударное устройство установлен постоянный магнитный материал. Когда ударное тело движется вверх и вниз, его периферийная катушка будет индуцировать электромагнитный сигнал, пропорциональный скорости. Затем электронная схема преобразует его в значение твердости по Либу, и символ будет HL .
Для твердомера Leeb не требуется верстак. Его датчик твердости размером с ручку и может управляться рукой.Будь то крупная, тяжелая или сложная геометрия, ее можно легко проверить.
Еще одним преимуществом твердости по Leeb является то, что поверхность продукта слегка повреждена и иногда используется для неразрушающего контроля. Он имеет уникальный тест на твердость во всех направлениях, узкое пространство и специальные детали.
Твердомеры
- Твердомер Micro Vickers
Серия HM:
- Машина для определения твердости по Виккерсу
Серия HV:
- Машина для измерения твердости 9000 HR14 9002
- Портативный твердомер по Leeb
Серия HH:
Руководство по твердости по Роквеллу | Что это такое, как измерить и многое другое
Если вы работаете в бизнесе, где используется какой-либо режущий инструмент, вы, вероятно, знакомы с термином «твердость по Роквеллу.Однако вы можете не знать точно, что такое твердость по Роквеллу. Вы увидите обозначение ваших режущих ножей, обозначенное как «Rockwell C» с добавленным номером, например «RC45» или «RC60». Но что такое шкала RC?
Что такое твердость по Роквеллу?
Самый простой ответ заключается в том, что твердость по Роквеллу означает, насколько устойчив металлический объект, такой как лезвие ножа, к проникновению и остаточной деформации из другого материала. Это измерительная система неразрушающего металлургического контроля, которая определяет, насколько на самом деле твердая и прочная сталь, такая как та, которая используется в производстве ножей.Чтобы точно выразить твердость металла, инженеры используют стандартный процесс, называемый испытанием по Роквеллу.
В сфере производства лезвий для ножей рейтинги твердости соответствуют заранее заданной таблице, которую обычно называют шкалой С Роквелла. Чем выше число на шкале RC, тем тверже сталь. И наоборот, чем ниже номер шкалы RC, тем мягче сталь. Большинство сплавов в лезвиях ножей варьируются от мягкой стали класса RC45 до твердых металлов категории RC60.
Ошибочно думать, что высокий рейтинг RC означает более качественные ножи.Твердость, которую производители ножей указывают для своей стали, полностью зависит от предполагаемого использования лезвия. Как показывает практика, более мягкие стали, например, с рейтингом RC45, более долговечны и выдерживают удары лучше, чем твердая сталь с рейтингом RC60. Лезвия из твердой стали держатся на краю дольше, чем лезвия из мягкого материала. Однако они могут быть хрупкими и иметь тенденцию к скалыванию или даже разрушению при ударе.
Опытные производители лезвий для ножей разрабатывают свою продукцию в соответствии со своим назначением. Они стремятся к балансу между мягкой сталью RC-шкалы, которая остается прочной, и твердым материалом RC-шкалы, который сохраняет остроту в течение длительного времени.Чтобы получить сталь, подходящую для предполагаемого применения, производители качественных ножей предписывают конкретную прочность стали. Затем они проверяют его, чтобы убедиться, что лезвие соответствует точному числу по шкале твердости Роквелла.
Кто использует шкалу твердости Роквелла и почему
Каждый американский производитель стальной продукции использует шкалу твердости Роквелла. Шкала RC является отраслевым стандартом, независимо от того, являются ли изделия шариковыми подшипниками или лезвиями ножей. Два отраслевых ведомства предписывают тесты Роквелла и способы их проведения.Все производители стальной продукции ссылаются на:
- Американский стандартный метод определения твердости по Роквеллу и поверхностной твердости по Роквеллу металлических материалов (ASTM E 18 Metals)
- Международная организация по стандартизации — испытание на твердость по Роквеллу, часть 1 — Метод испытания (металлические материалы ISO 6508-1)
Причина, по которой все производители стальной продукции используют шкалу твердости Роквелла, заключается в том, что она обеспечивает единообразие в отчетности о результатах испытаний. Все в сталелитейной промышленности признают шкалу твердости по Роквеллу.Они быстро определяют прочность стали, взглянув на ее рейтинг по Роквеллу. Система Роквелла повсеместно принята в качестве базовой твердости. Это особенно актуально при производстве лезвий ножей.
При заказе или выборе ножей для промышленных машин очень важно понимать рейтинговую систему Rockwell. Знание того, какая прочность по шкале Роквелла вам требуется, гарантирует, что вы получите именно ту твердость лезвия, которая вам нужна. Также важно помнить, что производители промышленных лезвий для ножей закаляют ваши лезвия до определенного числа Роквелла.Затем они проверят ваши ножи и убедятся, что они соответствуют предписанному номеру шкалы твердости по Роквеллу.
Еще одна причина, по которой производители ножей и другие производители стальных изделий обращаются к шкале твердости Роквелла, заключается в ее простоте в использовании и автономности. Тестирование Rockwell выполняется быстро и исключительно надежно. Нет необходимости во вторичном микроскопическом исследовании, поскольку тесты Роквелла представляют собой приложение внешней силы и измеряются математически.
История шкалы твердости Роквелла
Шкала твердости Роквелла получила свое название от ее изобретателя Хью М.Рокуэлл и Стэнли П. Роквелл. Братья Роквелл были металлургами, работавшими на заводе по производству шарикоподшипников в Коннектикуте в начале 1900-х годов. Они осознали необходимость точного и быстрого испытания прочности металла дорожек подшипников. Им также требовался четкий метод представления результатов испытаний на прочность.
Стэнли Роквелл запатентовал метод тестирования Роквелла в 1914 году. В 1919 году он внес поправки в патент, включив в него шкалу Роквелла. В то время как рейтинг стали для промышленных ножей обычно попадает в число, связанное со шкалой Роквелла С, на запатентованной шкале Роквелла имеется 30 различных шкал.C — наиболее распространенная шкала, используемая для оценки лезвия ножа, за ней следует шкала B. Ни одна из других шкал Роквелла не относится к стали, используемой при производстве промышленных ножей.
Роквелл признал, что его метод определения твердости должен соответствовать определенным параметрам. Его система заменила более ранние системы тестирования металлов, такие как старый тест Виккерса, который требовал слишком много времени, и тест по Бринеллю, который был слишком разрушительным, особенно на мелких деталях. Чтобы разработать эффективную систему тестирования, Стэнли Роквелл принял во внимание следующие соображения:
- Система должна была быть недорогой в приобретении и обслуживании.
- Все испытательное оборудование должно быть максимально неразрушающим.
- Требуется простая установка испытательного оборудования.
- Позволяет легко обучать и контролировать операторов.
- Персонал, проводивший тестирование, должен был следовать понятным письменным процедурам.
- Результаты тестирования дали ценную информацию, необходимую пользователям.
Метод определения твердости по Роквеллу соответствует всем требованиям. По прошествии 100 лет это все еще лучший метод проверки прочности металла.Шкала Rockwell C также является наиболее точным способом определения прочности металла, используемого в ножах для промышленных станков.
Как измеряется твердость по Роквеллу
Для измерения твердости по Роквеллу требуется приложение определенной статической силы к металлической поверхности в течение определенного времени с использованием точных процедур записи и измерения. Тестировщики Rockwell выражают свои результаты с помощью математической формулы, связанной с соответствующим числом по стандартной шкале Роквелла. Промышленные ножи будут находиться где-то в таблице C по шкале Роквелла с числом от 40 до 65.
Для изготовления ножей процедура Роквелла включает испытание на статическое вдавливание, которое требует двух различных испытаний. Первый — это небольшое приложение давления, которое определяет твердость или сопротивление металла под действием небольшой, точно контролируемой силы. Инструмент для вдавливания, или индентор, как его называют в компании Rockwell по тестированию, оставляет небольшое впечатление на испытываемом металле. Эта глубина — значение A — измеряется и записывается. Он служит базой для расчетов.
Вторая часть испытания включает приложение гораздо большей силы к тому же месту на металлической поверхности.Этот уровень проникновения — значение B — также измеряется и регистрируется. Затем техник-испытатель вычитает значение светопроницаемости (A) из измерения глубины проникновения (B). Числовое значение B минус A затем переносится на шкалу Роквелла С, и соответствующее ему значение становится индикатором твердости металла по Роквеллу.
Как техники проводят испытание на твердость по Роквеллу
Оборудование для измерения твердостипо Роквеллу довольно простое. Он включает в себя механическую операцию, при которой инструмент для вдавливания прижимается к металлической поверхности объекта с разной скоростью, в то время как глубина вдавливания регистрируется.Специалисты-испытатели точно контролируют набор давления в зависимости от того, с каким типом металла они работают.
Существует два различных дизайна инструмента для вдавливания: один представляет собой коническое устройство с острым концом, а другой имеет форму шара с круглой поверхностью. Оба инструмента намного тверже металла, который они тестируют. Часто инденторы представляют собой алмазную композицию или изготовлены из высокопрочной стали, чтобы избежать сжатия в головке инвертора, чтобы все давление равномерно прикладывалось к исследуемому материалу.
Специалисты по испытаниюRockwell используют два приложения силы. Одна из них — второстепенная сила, которая создает неглубокую выемку базовой линии. Другой называется главной силой. Это вызывает более глубокое вторичное вдавливание. Выполнение теста Роквелла состоит из следующих семи шагов:
- Установка тестового объекта на плоскую твердую поверхность — жизненно важно устранить любые условия, которые позволяют тестируемому материалу изгибаться или иным образом передавать прикладываемое давление.
- Приложение предварительной или незначительной силы — это давление обычно составляет около 10 кг, и это создает легкое впечатление, почти невидимое для глаза.
- Обнуление измерительного прибора и измерение начальной глубины вдавливания — это может быть выполнено автоматически на передовом испытательном оборудовании Rockwell или вручную с помощью индикатора часового типа на простом оборудовании.
- Приложение основной или дополнительной силы — этот постепенный процесс составляет от 60 до 150 кг, в зависимости от типа стали. Более плотные стальные сплавы требуют большего давления для получения расчетного значения B — A.
- Удаление вторичной или большой силы при сохранении малой или первичной силы — этот шаг компенсирует упругость или растяжение в испытуемом металле во время выполнения расчетов.
- Измерение глубины вторичного вдавливания — опять же, это могут быть автоматические или ручные измерения в зависимости от сложности испытательного оборудования.
- Расчет разницы глубин или значения B — A — эта цифра затем переносится на шкалу шкалы C по Роквеллу и становится числом твердости по Роквеллу.
Число твердости по Роквеллу не совпадает с расчетным измерением разности глубин. Более мягкие металлы допускают более глубокое проникновение, чем более твердые металлы, поэтому значение B — A всегда будет выше для испытуемых из мягких металлов, чем для твердых металлов.Число шкалы твердости по Роквеллу оказывается обратным вычислению разности глубин. Например, мягкое значение Роквелла — 45, а жесткое — 60.
Что означает высокий рейтинг RC?
Высокий рейтинг C по шкале Роквелла означает, что испытываемая сталь является высокопрочной. Любое значение в диапазоне от середины 50-х и выше по шкале С Роквелла считается трудным. Однако высокое значение шкалы RC не обязательно означает, что это лучшая сталь для конкретного применения. Хотя сталь может быть отличного качества, она может уступать по характеристикам более мягкой стали.
Мягкая и твердая сталь класса С по Роквеллу сопровождается двумя терминами. Они податливы и хрупки. Чем тверже становится сталь, тем она хрупче. В случае ножей для промышленных станков чрезвычайно твердая сталь с числом RC в 60 может оказаться слишком хрупким для надежного использования. Стали с высокой твердостью RC хорошо сохраняют свою кромку, но добиться достаточной остроты сложно.
Для высокопрочной стали требуются точильные камни из керамики или алмаза. Эти материалы дорогие и требуют значительных навыков для работы.После установки тонкой кромки на ножах с высоким рейтингом RC она хорошо сохраняет свою заточку до тех пор, пока какой-либо другой твердый предмет не коснется лезвия, что может привести к сколам или даже разрушению лезвия.
Высококачественные стали находят свое место в производстве промышленных ножей. Однако есть точка твердости, которая непродуктивна. Выбор правильной твердости стали для изготовления ножей может быть трудным выбором. Это то, что требует профессиональной помощи.
Что означает низкий рейтинг RC?
Низкие значения RC указывают на более мягкий состав стали.Мягкая сталь является ковкой, что означает, что она может гнуться и прогибаться лучше, чем твердая и хрупкая сталь. Они могут быть полезны при изготовлении ножей для промышленных машин, поскольку изделия с низким рейтингом RC обычно прощают случайное соприкосновение с предметами, которые не предназначены для резки.
Мягкие стали, используемые для изготовления ножей в 40-х и 50-х годах по шкале Роквелла. Хотя более мягкие стали могут не удерживать острые кромки так же хорошо, как твердые материалы, их легко затачивать. Для обслуживания ножей из мягкой стали требуется менее дорогое оборудование для заточки.Техника или навыки заточки также менее необходимы для сталей Rockwell C с более низким рейтингом.
Существует компромисс между использованием ножей из мягкой стали и ножей с высоким рейтингом RC. Между заточками твердая сталь прослужит дольше, чем мягкие материалы. Однако, когда изделия из твердой стали теряют остроту или получают повреждения, их труднее ремонтировать. Замена стальных ножей с высоким рейтингом RC также может быть более дорогой.
Почему существует ряд номеров RC
Производители промышленных лезвий для ножей предлагают ряд номеров RC в своей стальной арматуре, поэтому они могут предоставить своим клиентам множество вариантов выбора.У каждого бизнеса или компании, которые используют промышленные ножи в своей деятельности, есть определенные намерения. Главное — подобрать правильную твердость стали для соответствующего применения.
Профессиональные производители лезвий для механических ножей знают свои запасы стали. Они также способны отпускать существующую стальную заготовку для достижения определенной твердости по шкале RC, необходимой их клиентам. Часть роли производителя ножей для промышленных станков заключается в том, чтобы прислушиваться к клиентам и определять точную твердость, необходимую для их конкретного применения.Они знают, что порекомендовать из широкого диапазона номеров RC.
Практическое использование твердости по Роквеллу
Каждое лезвие ножа промышленного станка имеет твердость по Роквеллу. Ведущие производители лезвий ножей имеют опыт, чтобы рекомендовать и подбирать правильную твердость RC для практического использования, например для резки чего угодно, от бумаги до пластика.
York Saw & Knife — один из ведущих американских производителей ножей для промышленных станков. В York мы работаем с вами как с клиентом, чтобы определить практическое применение ваших ножей.Затем мы проведем вас по шкале твердости C по Роквеллу, которая требуется для вашей стали для лезвий ножа. Вот некоторые из возможных вариантов применения лезвий York Saw & Knife:
Как твердость по Роквеллу применима к машинным ножам
Выбор правильной прочности стали жизненно важен для правильной и прибыльной работы ваших ножей для промышленных машин. Важно знать, что прочность стали не связана с качеством. Все полотна York Saw & Knife отличаются высочайшим качеством изготовления, начиная с высококачественной стали.Все лезвия York имеют одинаковый калибр, независимо от того, имеет ли их сталь высокий, средний или низкий рейтинг твердости C.
York Saw & Knife использует испытания на твердость по Роквеллу на всех лезвиях наших клиентов в рамках процесса контроля качества. Если вам требуется мягкий стальной сплав класса RC 40, вы можете быть уверены, что наши специалисты проверили его, чтобы проверить этот рейтинг твердости, прежде чем мы отправим его с завода. Точно так же, если вы заказали прочные лезвия с твердостью на разрыв по шкале RC 60, можете быть уверены, что мы проверили эти лезвия на соответствие вашим потребностям.
ИспытанияRockwell являются частью нашей приверженности качеству в York Saw & Knife. С 1906 года мы производим прочные и точные лезвия по доступным ценам. С тех пор наши прецизионные ножи и полотна пилы служили тысячам американских предприятий, чтобы оставаться острыми и процветающими. Для получения дополнительной информации о проверке твердости по Роквеллу и о том, как вы можете извлечь выгоду из этой технологии, свяжитесь с York Saw & Knife сегодня по телефону 717-276-0338. Вы также можете связаться с нами через нашу онлайн-форму обратной связи.
S7, D2, A2: Разница в свойствах инструментальной стали
20 февраля 2018
Инструментальная сталь— незамеченные герои, косвенно затрагивающие практически все аспекты современной жизни. Многие из повседневных предметов, с которыми мы сталкиваемся, штампуются, прессуются, формируются, вытягиваются или отливаются с использованием инструментальной стали, которая должна быть более прочной, жесткой и твердой, чем предметы, которые они создают.
За прошедшие годы металлурги изменили формулы легированной стали в соответствии с конкретными потребностями или условиями работы.В результате существуют десятки типов инструментальной стали.
Особые свойства инструментальных сталей S7, D2 и A2, которые сегодня являются одними из самых популярных в промышленности и производстве, более подробно обсуждаются ниже. Однако в кодексе инструментальных сталей AISI / SAE инструментальные стали классифицируются на основе базового применения и характеристик материала.
Дополнительная информация о материалах, обработке и применении для широкого диапазона типов инструментальной стали доступна здесь.
S7 Свойства инструментальной стали
Инструментальная стальS7 — это универсальный состав, подходящий как для холодных, так и для горячих работ. Он имеет относительно низкую концентрацию углерода по сравнению со сталями D2 и A2 (0,45 — 0,55%) и значительно меньше хрома (3,00 — 3,50%). Он отличается отличной ударопрочностью и ударопрочностью, а также хорошей устойчивостью к размягчению при высоких температурах. S7 сравнительно менее устойчив к износу, но очень прочен. Хорошо сопротивляется деформации при термообработке.
Это самая мягкая из сталей, сравниваемых в этой статье, с типичным диапазоном рабочей твердости от 48 до 58 HRC.Его твердость в «зоне наилучшего восприятия» составляет 54–56 HRC, а предел текучести — 235 тыс. Фунтов на квадратный дюйм при температуре 500 градусов по Фаренгейту. На этих уровнях достигается хороший баланс прочности и пластичности.
Свойства инструментальной сталиS7 делают ее предпочтительным типом для клепальных, надрезных, вырубных штампов для холодной штамповки и гибки; заклепочники, бетоноломы, дюбеля, сверлильные пластины и ступицы.
Свойства инструментальной стали D2
Этот закаливаемый на воздухе состав для холодной обработки отличается очень высокими концентрациями углерода и хрома (1.40 — 1,60% и 11,00 — 13,00% соответственно). Он обладает высокой износостойкостью, а высокая концентрация хрома обеспечивает умеренную коррозионную стойкость.
D2 менее прочная, чем инструментальная сталь S7 и A2, но отличается хорошей стабильностью при термообработке. Его трудно обрабатывать и шлифовать, и он обладает средним и высоким сопротивлением размягчению при использовании при высоких температурах. D2 может достигать приблизительного диапазона твердости при отпуске от 54 до 61 HRC и имеет приблизительный предел текучести при сжатии от 275 до 319 фунтов на квадратный дюйм при увеличении твердости.
Инструментальная стальD2 часто используется для изготовления штампов для вырубки, штампов для холодной штамповки, штамповочных штампов, продольно-резательных станков, пуансонов, триммеров и штампов для накатки резьбы в случаях, когда исключительная прочность не требуется.
Свойства инструментальной стали A2
A2 также является инструментальной сталью с закалкой на воздухе, но содержит меньше половины хрома (4,75–5,50%) и немного меньше углерода (0,95–1,05%), чем D2. Он очень износостойкий и умеренно прочный. Как и D2, он невероятно устойчив к деформации во время термообработки и умеренно поддается механической обработке и шлифовке.
Популярные диапазоны твердости для A2 от 57 до 62 HRC с диапазоном предела текучести от 185 до 230 фунтов на квадратный дюйм.
Этот состав обычно используется в штампах для чеканки, экструзии, обрезки, резьбонарезных валиков и больших вырубных штампов; длинные пуансоны, валки, главные ступицы, оправки, ножи для резки, продольно-резательные станки и прецизионные инструменты.
Инструментальные сталиS7, D2 и A2 обычно подвергаются сквозной закалке в вакуумных печах для сохранения чистых и гладких профилей поверхности.
Роль термообработчика
Правильная термообработка жизненно важна для работы инструментальной стали.Без него критически важные промышленные инструменты, такие как штампы, формы, заготовки или ножницы, не смогли бы успешно выполнять свою повторяющуюся работу.
Мы применяем диагностический подход, когда к нам обращаются с проблемой, связанной с инструментальной сталью. Наши металлурги, хорошо разбирающиеся в S7, D2, A2 и других свойствах инструментальной стали, задают множество вопросов, в том числе:
- Для чего предназначена эта деталь?
- Каков его материальный состав?
- С какими материалами работает?
- Как часто это используется?
- Если деталь вышла из строя, как она вышла из строя?
- Какие конкретные данные о его регулярном использовании или во время сбоя вы можете поделиться?
Мы можем помочь диагностировать проблему на основе того, что мы узнали.Вам может потребоваться небольшое изменение дизайна. Возможно, вам придется использовать другую инструментальную сталь с допусками, которые лучше подходят для вашего применения. Возможно, вам придется рассмотреть альтернативные производственные процессы. В любом случае мы поможем вам.
Это потому, что наша миссия — обеспечивать высочайшее качество деталей и повышать эффективность вашей работы. Наше вводное руководство по термообработке поможет вам узнать больше о том, как мы достигаем этой цели. Если у вас есть дополнительные вопросы о том, как решить проблему с инструментальной сталью на вашем предприятии, свяжитесь с нами сейчас.
Управление рисками при термообработке: знание процесса, за которым вы боретесь
Стальной эквивалент 20CrMo, химический состав, механические свойства
Легированная сталь 20CrMo
GB 20CrMo сталь — это разновидность китайской легированной стали для инженерных и механических структур, которая обычно используется при закалке или отпуске, науглероживании и закалке. Материал 20CrMo имеет высокую термостойкость, хорошую закаливаемость, отсутствие хрупкости при отпуске, пластичность при холодной деформации, хорошую обрабатываемость и свариваемость.
Приложения
Легированная сталь20CrMo используется в производстве неагрессивных сред в химическом оборудовании и трубах высокого давления, крепежных изделиях, паровых турбинах, лопатках котлов и поковках с рабочей температурой ниже 250 ° C, а также важных науглероживаемых деталей, таких как шестерни и валы в целом. машины. Его также можно использовать вместо стали 1Cr13 для производства паровых турбин среднего и низкого давления в рабочих лопатках ступеней давления в зоне перегретого пара.
Лист данных
Химический состав стали 20CrMo
Химический состав (%) Марка стали С Si Мн P S Cr Пн Cu 20CrMo 0.17 к 0,24 от 0,17 до 0,37 от 0,40 до 0,70 ≤ 0,030 ≤ 0,030 от 0,80 до 1,10 от 0,15 до 0,25 ≤ 0,30 Легированная сталь 20CrMo Механические свойства
- Предел текучести: ≥ 685 МПа
- Предел прочности: ≥ 885 МПа
- Удлинение: ≥12%
- Скорость уменьшения площади: ≥50%
- Энергия поглощения удара: ≥ 78 Дж
- Материал Твердость по Бринеллю: ≤ 197 (пруток из отожженной или закаленной высокотемпературной стали)
- Размер образца: 15 мм
Спецификация термической обработки
- Температура нагрева первой закалки: 880 ° C (Закалочный агент: вода, масло)
- Температура нагрева при отпуске: 500 ° C (агент — вода, масло)
Материал 20CrMo, эквивалентный американскому стандарту ASTM, европейскому стандарту DIN EN, немецкому стандарту DIN EN, британскому стандарту BS EN, французскому стандарту NF EN, японскому стандарту JIS и ISO.(Для справки)
Стальной эквивалент 20CrMo Китай США Германия Япония Франция Великобритания ISO Стандартный Оценка Стандартный Оценка Стандартный Марка(номер стали) Стандартный Оценка Стандартный Марка(номер стали) Стандартный Марка(номер стали) Стандартный Оценка ГБ / т 3077 20CrMo AISI SAE;
ASTM A29 / A29M4120 DIN EN 10083-3 25CrMo4 (1.7218) JIS G4053 SCM420 NF EN 10083-3,
NF A35-55125CrMo4 (1.7218),
18CD4BS EN 10083-3,
BS 970 Часть 125CrMo4 (1.7218),
708M20ISO 683-1 18CrMo4 Формовочная сталь — P20 или не P20?
Спросите любого производителя пресс-форм в любом месте, какая сталь для пресс-форм используется чаще всего, и он или она, вероятно, без колебаний ответит «P20».P20 практически синонимичен сталям для форм для литья под давлением, и не без оснований.
Что такое P20? Популярный материал по составу очень похож на «хромомолибденовую» сталь 41ХХ для авиакосмической промышленности. Содержание углерода обычно составляет 0,40 процента, поэтому неудивительно, что Р20 закаливается в масле и закаливается после тщательной выдержки при 830 ° С. P20 также универсален, и с ним легко работать: он отжигается при 780 ° C и может подвергаться отпуску при очень низких температурах с охлаждением на воздухе.
Можно, например, отпустить средний срез до 51HRc при температурах до 100 ° C, и, что важно, P20 можно снять напряжение непосредственно перед окончательной обработкой при разумных 480 ° C с воздушным охлаждением.Все эти температуры и условия охлаждения достигаются из широко доступных источников с отличным контролем, что позволяет выполнять тяжелую высокоскоростную черновую обработку полостей, например, с возможностью снятия напряжений перед окончательной, более щадящей чистовой обработкой.
В то время как базовая сталь имеет твердость 50+ HRc, P20 может подвергаться закалке до высокой твердости 50 HRc и легко азотироваться до 60HRc, если требуется твердость и коррозионная стойкость. Возможна глубина корпуса до полумиллиметра.Хромирование — еще один вариант, хотя рекомендуется умеренная выдержка при отпуске, чтобы предотвратить водородное охрупчивание.
Использование P20 дает два основных преимущества с точки зрения термической обработки. Во-первых, специалисты по термообработке знакомы с материалом и могут опираться на большой опыт, рекомендуя профиль, подходящий для конкретной работы. Во-вторых, P20 обычно можно обрабатывать в предварительно закаленном и отпущенном состоянии, а затем, при необходимости, легко обрабатывать после механической обработки.
Однако использование предварительно закаленных марок увеличивает давление на изготовителя форм. Для глубоких полостей требуются блоки с толстым сечением, которые при плохой термообработке будут иметь ярко выраженный эффект «кожуха и сердцевины». Если в процессе обработки внешний слой снимается, остаточные напряжения деформируют блок, что требует одной или нескольких обработок для снятия напряжения. Сквозную твердость можно улучшить с помощью специальных сплавов P20 …. обратитесь за рекомендациями к поставщику инструментальной стали и / или специалисту по термообработке.
Как и в большинстве случаев применения инструментальной стали, выбор материала — это компромисс между желаемыми свойствами.Например, стали с высоким содержанием серы хорошо известны своей отличной обрабатываемостью, но плохо полируются. «Улучшенный» P20 со значительным содержанием никеля помогает улучшить однородность, сохраняя при этом хорошую полируемость.
Отличительной чертой сталей P20 является хорошая полируемость, но для поверхностей, требующих зеркальной отделки с очень жесткими допусками, доступны модифицированные химические составы P20 для специализированных работ, таких как формы для линз. Текстурированная отделка также требует постоянной твердости по всей поверхности, чтобы избежать проблем с глубиной текстуры, матовостью и блеском.Кислотно-травленые покрытия особенно чувствительны к проблемам с составом, поскольку кислота поедает преимущественно границы металлических зерен … неоднородные стали могут заметно растрескиваться при травлении.
Легирующие элементы — один из способов улучшить стабильность, но способ отливки блока также имеет решающее значение. Передовые методы производства, такие как вакуумный переплав и порошковая металлургия, позволяют производить более чистую и прочную сталь, но, естественно, при более высоких затратах.
Однако для всех форм, кроме короткосерийных и недорогих, дешевая сталь не является разумным местом для контроля затрат.Например, обработка может быть самым большим компонентом стоимости пресс-формы, а непостоянная твердость может изнашивать инструменты и замедлять как подачу, так и скорость.
Ремонт пресс-формы также может быть рассмотрен. Зона термического влияния почти всех отремонтированных инструментов будет значительно тверже основного металла … что влияет на текстуру поверхности. Предварительный и последующий нагрев во время процесса сварки важен для уменьшения несоответствия твердости, а также для предотвращения растрескивания, которое часто возникает при поспешном ремонте на лету.Сварка пресс-форм — это специальное занятие, которым должны заниматься только специалисты, знакомые с пресс-формами и инструментальными сталями.
Какая спецификация?
При наличии множества химических продуктов от многих поставщиков трудно дать определение «P20» в сегодняшних условиях. Улучшенные марки с точным контролем состава, а также дополнительные элементы, такие как никель, можно заказать для конкретных применений. Размер формы, необходимая твердость, желаемое качество поверхности, наличие наполнителей из абразивной смолы или образование коррозионных газов, например, из ПВХ, — все это требует тщательного выбора марки стали.
Некоторые марки, отличные от P20, хорошо подходят для изготовления пресс-форм, но обладают уникальными свойствами, которые могут быть полезны, а могут и не пригодиться. Например, ванадиевая сталь может иметь отличную твердость в красном цвете, что не имеет значения для литьевой формы, но также может сохранять хорошую полировку и противостоять износу в тяжелых условиях.
Не существует единой «лучшей» стали для литейных форм, и в результате рецептуры P20 превратились в семейство, которое различается в зависимости от поставщика и даже в зависимости от географического региона. Китайская форма, изготовленная с использованием «P20», может иметь состав стали, значительно отличающийся от японской, европейской или канадской.
Работа с надежным поставщиком с надежными внутренними системами отслеживания и контроля качества — хороший способ избежать неожиданностей. В конце концов, P20 остается популярным выбором для изготовления пресс-форм для литья под давлением из-за полного баланса свойств, доступности, разумной стоимости и, что, возможно, наиболее важно, фактора комфорта, который приходит с многолетним опытом работы в цехах.
Поскольку пресс-формы все большего размера представляют больший риск для каждого проекта, немногие владельцы инструментов будут рисковать с непроверенным материалом, если только не будет существенного повышения производительности или если нет другого выбора для приложения.P20 будет существовать еще долго.
Тигельная инструментальная сталь и специальные сплавы Общая информация
Выбор инструментальной и штамповой стали Введение
Успех инструмента для обработки металлов давлением зависит от оптимизации всех факторов, влияющих на его производительность. Обычно условия эксплуатации (приложенные нагрузки, абразивные среды, удары и другие факторы) определяют, насколько хорошо инструмент выдерживает.Большинство отказов инструмента связано с такими механическими причинами. Однако, имея множество инструментальных сталей, доступных для изготовления инструментов для обработки металлов, часто можно выбрать инструментальную сталь с благоприятным сочетанием свойств для конкретных применений. Сравнивая уровни металлургических свойств, предлагаемых различными сталями, пользователи инструментов могут определить, какие инструментальные стали лучше всего подходят для устранения проблем с производительностью или противодействия им, или для повышения производительности инструмента. Инструментальные стали можно классифицировать и сравнивать по тем свойствам, которые напрямую влияют на производительность инструмента: твердость, ударная вязкость (ударопрочность) и износостойкость.
Инструментальная сталь для холодной обработки • Общего назначения & n— O1, A2, D2 • Повышенная ударная вязкость & n— S7, A9 • Повышенная износостойкость & n— CruWear, M2 • Высокопроизводительный CPM & n— 3 В, M4, 9 В, 10 В, T15, 15 В Исторически инструментальные стали, используемые для штамповки и формовки инструментов, включали A2 и D2, с редким использованием быстрорежущей стали M2.A2 и D2 знакомы большинству производителей и пользователей инструментов как обычные инструментальные стали общего назначения для холодной обработки. Они сочетают в себе хорошие универсальные характеристики для штамповки и формовки с низкой стоимостью, широкой доступностью и относительно простотой изготовления. Однако иногда они не обеспечивают уровень производительности, необходимый для крупносерийного производства. В частности, там, где требуются длительные периоды эксплуатации и нечастая перешлифовка, можно использовать другие высоколегированные инструментальные стали или карбид для модернизации этих инструментальных сталей.Традиционно другие свойства, такие как ударопрочность, могут быть принесены в жертву, чтобы получить более высокие характеристики износостойкости. И наоборот, стали, выбранные из-за их устойчивости к ударам или разрушению, могут не обладать высокой износостойкостью. Понимание этих свойств инструментальной стали и связанных с этим вопросов позволяет выбрать оптимальную сталь для большинства применений.
Прежде чем обсуждать конкретные марки, будет полезно обсудить в целом свойства инструментальных материалов. Основными свойствами, важными для инструментов для холодной обработки, являются твердость, вязкость и износостойкость.Каждое из этих свойств может до некоторой степени варьироваться в инструментальных сталях независимо, поэтому имеет смысл рассматривать каждое отдельно. Фактически, одни и те же свойства важно учитывать как в карбидных материалах, так и в сталях. Понимание этих свойств в сочетании с пониманием того, какие факторы ограничивают срок службы инструмента для конкретного инструмента (поломка, износ, деформация и т. Д.), Позволит пользователям инструмента определять сплав с наилучшими характеристиками практически для любого применения. Пользователи инструмента могут изучить неисправные инструменты, чтобы определить, какого свойства могло не хватать в инструменте, или какие свойства следует улучшить, а также какие другие свойства следует учитывать в альтернативных материалах с требуемыми улучшенными свойствами.
Свойства инструментальной стали • Твердость & n — устойчивость к деформации и сплющиванию • Прочность & n — устойчивость к поломке и скалыванию • Износостойкость & n — устойчивость к истиранию и эрозии Свойства инструментальных сталей — твердость
Твердость — это мера сопротивления стали деформации.Твердость инструментальных сталей обычно измеряется с помощью теста С по Роквеллу. Закаленная инструментальная сталь для холодной обработки обычно имеет твердость 58/64 HRC (твердость C по Роквеллу), в зависимости от марки. Большинство из них обычно имеют HRC 60/62, хотя иногда используются до примерно 66 HRC.
Твердость в зависимости от предела текучести при сжатии
Измерители твердостиработают, используя стандартизированную нагрузку для создания отпечатка в образце для испытаний, а затем измеряют его размер.Большое углубление указывает на низкую твердость (материал легко выемется). Небольшая выемка указывает на высокую твердость (материал не допускает выемок). Таким образом, на устойчивость материала к деформации (сжатию, вдавливанию) прямо указывает его твердость. Когда разные стали проводят измерения с одинаковой твердостью, это связано с тем, что твердомер сделал одинаковый размер в каждой из них. Таким образом, при одинаковой твердости разные стали обладают одинаковым сопротивлением деформации. Испытание на твердость в основном не зависит от марки исследуемой стали.
Инструменты, пластически деформирующиеся в процессе эксплуатации, обладают недостаточной твердостью. Постоянный изгиб режущих кромок, образование грибовидных образований на поверхности пуансона или вмятины на поверхностях штампа (обдирка) — все это указывает на недостаточную твердость. Поскольку устойчивость стали к вдавливанию напрямую зависит от твердости, а не от марки, корректирующие действия при деформации могут включать повышение твердости или снижение рабочих нагрузок. Смена марок не решит проблему деформации, если только новая марка не будет иметь более высокую твердость.
Выбор твердости
Небольшие различия в твердости обычно не оказывают значительного влияния на износостойкость инструментальных сталей. Используются разные инструментальные стали с одинаковой твердостью, но они имеют значительные различия в ожидаемом сроке службы. Таким образом, твердость обычно не является основным фактором износостойкости, а только сопротивлением деформации. Износостойкость инструментальных сталей напрямую зависит от их химического состава (марки), как обсуждается ниже.
Свойства инструментальных сталей — ударная вязкость
Вязкость, рассматриваемая для инструментальных материалов, — это относительное сопротивление материала разрушению, скалыванию или растрескиванию под воздействием удара или напряжения. Прочность можно рассматривать как противоположность хрупкости. Испытания на ударную вязкость не так стандартизированы, как испытания на твердость. Может быть трудно сопоставить результаты различных методов испытаний. Обычные испытания на ударную вязкость включают в себя различные испытания на ударную вязкость и испытания на разрушение при изгибе.
При испытании на удар небольшой образец удерживается в приспособлении и разрушается движущимся ударником, например калиброванным грузом на маятнике.Вязкость определяется как количество энергии, обычно измеряемое в фут-фунтах или джоулях, которое образец поглощает до разрушения. Перед разрушением хрупкие материалы будут поглощать мало энергии. При испытании на излом при изгибе закрепленный образец подвергается постепенно возрастающему давлению, обычно боковому давлению или давлению изгиба, до тех пор, пока он не сломается.
Методы испытаний на вязкость
Большинство инструментальных сталей чувствительны к надрезам, а это означает, что любой небольшой надрез, присутствующий в образце, позволит ему разрушиться при гораздо меньшей энергии.Твердый сплав даже более чувствителен к надрезам, чем инструментальная сталь. Таким образом, помимо свойств материала, ударопрочность компонентов инструмента значительно ухудшается из-за зазубрин, поднутрений, изменений геометрии и других общих характеристик инструментов и штампов.
В процессе эксплуатации отказы от износа обычно предпочтительнее отказов ударной вязкости (поломки). Сбои в работе могут быть непредсказуемыми, катастрофическими, нарушать производственный процесс и, возможно, даже представлять угрозу безопасности. И наоборот, отказы от износа обычно постепенные, их можно предвидеть и планировать.Нарушения ударной вязкости могут быть результатом недостаточной вязкости материала или ряда других факторов, включая термообработку, изготовление (EDM) или множество рабочих условий (выравнивание, подача и т. Д.). Данные по вязкости полезны для прогнозирования того, какие стали могут быть более или менее склонными к выкрашиванию или поломке, чем другие стали, но данные о вязкости не могут предсказать срок службы инструментов.Выбор ударной вязкости
Свойства инструментальных сталей — износостойкость
Износостойкость — это способность материала сопротивляться истиранию или эрозии при контакте с рабочим материалом, другими инструментами или внешними воздействиями (окалина, зернистость и т. Д.)) Износостойкость зависит как от твердости, так и от химического состава инструмента. Испытания на износ весьма специфичны для обстоятельств, вызывающих износ, и применения инструмента. Большинство испытаний на износ включают создание движущегося контакта между поверхностью образца и некоторой разрушающей средой. Инструменты бывают двух основных типов: абразивные и адгезивные. Износ, связанный с эрозией или закруглением кромок из-за окалины или оксида, называется абразивным износом. Абразивный износ не требует высоких давлений.Испытания на абразивный износ могут включать песок, наждачную бумагу или различные суспензии или порошки. Износ из-за тесного контакта между двумя относительно гладкими поверхностями, такими как сталь по стали, карбид по стали и т. Д., Называется адгезионным износом. Адгезионный износ может привести к фактическому разрыву материала в точках контакта под высоким давлением из-за трения.
Мы часто интуитивно ожидаем, что более твердый инструмент будет противостоять износу лучше, чем более мягкий инструмент. Однако различных марок, используемых с одинаковой твердостью, обеспечивают различную износостойкость. Например, можно ожидать, что O1, A2, D2 и M2 будут демонстрировать все более длительную износостойкость, даже если все они будут использоваться при 60 HRC. Фактически, в некоторых случаях более низкая твердость и сплавы с более низким содержанием сплава могут изнашиваться. Таким образом, на износостойкость должны влиять другие факторы, помимо твердости.Твердость карбидов
Элементы сплава (Cr, V, W, Mo) образуют твердые карбидные частицы в микроструктурах инструментальной стали.
Количество и тип материала влияют на износостойкость.• ЗАКАЛЕННАЯ СТАЛЬ • 60/65 HRC • КАРБИДЫ ХРОМА • 66/68 HRC • КАРБИДЫ МОЛИБДЕНА • 72/77 HRC • КАРБИДЫ ВОЛЬФРАМА • 72/77 HRC • КАРБИДЫ ВАНАДА • 82/84 HRC Инструментальная сталь содержит углерод в количестве примерно от 0.От 5% до более 2%. Минимальный уровень около 0,5% требуется для того, чтобы сталь могла затвердеть до уровня 60 HRC во время термообработки. Избыток углерода более 0,5% играет небольшую роль в упрочнении сталей. Вместо этого он предназначен для объединения с другими элементами стали с образованием твердых частиц, называемых карбидами. Инструментальные стали содержат такие элементы, как хром, молибден, вольфрам и ванадий. Эти элементы соединяются с избыточным углеродом с образованием карбидов хрома, карбидов вольфрама, карбидов ванадия и т. Д.Эти карбидные частицы имеют микроскопические размеры и составляют от менее 5% до более 20% от общего объема микроструктуры стали. Фактическая твердость отдельных частиц карбида зависит от их химического состава. Карбиды хрома имеют твердость примерно 65/70 HRC, карбиды молибдена и вольфрама — примерно 75 HRC, а карбиды ванадия — 80/85 HRC.
Эти внедренные частицы карбида действуют как булыжник на мощеной улице. Они тверже, чем стальная матрица вокруг них, и могут помочь предотвратить износ матрицы во время эксплуатации.Количество и тип карбида, присутствующего в конкретной марке стали, в значительной степени определяют различия в износостойкости. При одинаковой твердости стали с большим количеством карбидов или карбидов с более высокой твердостью будут демонстрировать лучшую износостойкость. Этот фактор объясняет различия в износостойкости, например, между O1, A2, D2 и M4. В идеале инструментальная сталь должна содержать столько карбида, сколько необходимо для достижения желаемых характеристик износа. Фактически, инструменты из «твердого карбида» обычно состоят из частиц карбида вольфрама на 85% или 90% в матрице из 10% или 15% кобальта, чтобы удерживать их вместе.По химическому составу микроскопические частицы карбида в инструментальной стали аналогичны частицам карбида в твердосплавных инструментах. Однако очень большое количество карбидных частиц может привести к проблемам при шлифовании или снижению ударной вязкости. Дополнительные комментарии о влиянии карбидов на ударную вязкость и шлифуемость обсуждаются в следующем разделе: Влияние производства стали на свойства.
Из-за своей высокой твердости карбиды ванадия особенно полезны для износостойкости.При наличии значительных количеств карбиды ванадия имеют тенденцию преобладать над другими типами, влияя на износостойкость. Например, химическое содержание быстрорежущей стали M4 почти идентично химическому составу быстрорежущей стали M2, за исключением того, что M4 содержит 4% ванадия вместо 2%. Несмотря на высокий уровень карбидов молибдена и вольфрама (около 6% вольфрама, 5% молибдена) в каждой марке, небольшая разница в содержании ванадия дает M4 почти вдвое больший срок службы, чем M2 во многих средах. В инструментальных сталях для холодной обработки содержание карбида в целом и, в некоторой степени, содержание ванадия в частности, иногда может использоваться в качестве приблизительного показателя потенциального срока службы.
Влияние содержания карбида (особенно VC)
по износостойкости
HRC 58-62, если не указано иноеСтали с большим количеством карбидных частиц или частиц с высокой твердостью обычно демонстрируют лучшую износостойкость. Карбиды ванадия из-за их твердости и химического состава являются наиболее эффективными для улучшения износостойкости; карбиды хрома относятся к числу наименее эффективных.
Влияние производства стали на свойства
Максимальный практический предел количества карбидообразующих элементов, которые могут быть добавлены в сталь для повышения износостойкости, зависит от способности поддерживать разумное распределение этих карбидов по всей стали. микроструктура. При производстве стали их выплавляют большими партиями, содержащими желаемый химический состав. Партии разливают в изложницы и затвердевают в отливки, которые впоследствии выковываются или прокатываются в прутки.В процессе затвердевания образуются карбиды. В условиях длительного медленного затвердевания эти карбиды образуют взаимосвязанные «сегрегированные» сети, поскольку они не остаются растворенными в жидкой стали. Большое количество карбидных частиц приводит к большей сегрегации и, следовательно, к большей неоднородности микроструктуры стали.
Размер и распределение карбидов
Легирующие элементы Cr, V, W и Mo образуют твердые карбидные частицы в микроструктурах инструментальной стали.Количество и тип карбидов влияют на износостойкость. Карбиды предназначены для улучшения износостойкости, но их неоднородный размер и распределение (т. Е. Отдельные сети) могут ухудшить ударную вязкость и шлифуемость. Сплавы, содержащие большое количество твердых карбидов, такие как быстрорежущие стали и стали с высоким содержанием ванадия для холодной обработки, могут быть особенно затронуты.
Эта сегрегация карбида вызывает две основные проблемы. Во-первых, участки с высокой концентрацией твердых карбидных частиц может быть трудно шлифовать, что затрудняет изготовление.Во-вторых, когда эти сегрегированные области физически удлиняются во время прокатки или ковки, они приводят к ориентированной микроструктуре и уменьшают ударную вязкость материала в поперечном направлении. Уровни ванадия более 3% достаточно высоки, чтобы вызвать особые трудности при шлифовании и повышении вязкости. По этой причине, несмотря на его преимущества в отношении износостойкости, содержание ванадия обычно ограничивается максимум 2-1 / 2%. в инструментальных сталях, производимых традиционным способом.
Процесс CPMЧтобы производить инструментальные стали с высокой износостойкостью, не сталкиваясь с этими серьезными недостатками, процессы порошковой металлургии используются для производства инструментальных сталей P / M с высоким содержанием ванадия.Расплавленная инструментальная сталь распыляется на мелкие капли, которые затвердевают из жидкости так быстро, что предотвращается образование больших сегрегированных сеток карбидов. Затвердевшие капли образуют порошок, который затем загружают в стальную емкость и уплотняют (отдельные частицы порошка связываются вместе под высоким давлением), а затем выковывают или прокатывают стальные прутки. Карбиды, образующиеся во время чрезвычайно быстрого затвердевания, имеют мелкий размер (от 2 до 4 микрон) и равномерно распределены по микроструктуре.Сравните это с более крупными карбидами (размером до 50 микрон и более) и характерной сегрегацией сплава или полосами, которые возникают в результате традиционных методов производства стали. Характерной особенностью инструментальных сталей P / M является их почти полное отсутствие сегрегации карбидов.
Микроструктура (карбиды)
ОБЫЧНАЯ CPM
Для сплавов с большим количеством карбидов
(высокая износостойкость)Влияние содержания карбида (ESP.VC)
по износостойкости
HRC 58-62, если не указано иноеПоскольку микроструктурное распределение карбидов в стали P / M настолько тонкое и однородное, могут быть добавлены более высокие количества карбидообразующих элементов. Таким образом, может быть достигнута более высокая износостойкость без ограничений по вязкости и шлифуемости, присущих традиционному производству стали. Процесс P / M позволил разработать марки, содержащие 4%, 5%, 10% и даже 15% ванадия, обеспечивающие гораздо большую износостойкость, чем инструментальные стали, производимые традиционным способом.Благодаря высокой износостойкости эти марки P / M с высоким содержанием ванадия особенно подходят для высокопроизводительных производственных операций.
Кроме того, однородность микроструктуры CPM обеспечивает улучшенную ударную вязкость в версиях CPM обычных инструментальных сталей. Версии CPM тех же марок более устойчивы к хрупким повреждениям. Фактически, большинство марок CPM, разработанных для металлообрабатывающих инструментов, имеют ударопрочность, сравнимую с более низкими классами износостойкости, такими как D2. Таким образом, стали CPM могут одновременно улучшать как износ, так и ударную вязкость по сравнению с обычными инструментальными сталями.
Вязкость, CPM по сравнению с обычным
Преимущества термообработки высоколегированных инструментальных сталей
Процесс термообработки, используемый для закалки сталей, состоит из их нагрева до высокой температуры (обычно 1700/2200 ° F), затем закалки до температуры, близкой к комнатной, и, наконец, повторного нагрева до некоторая промежуточная температура для отпуска (300/1100 ° F). Характерной чертой низколегированных сталей (A2, O1, D2) является то, что они несколько размягчаются по сравнению с максимальной твердостью во время отпуска.Степень размягчения зависит от температурного воздействия и индивидуальных характеристик марки. Чтобы сохранить максимальную твердость (более 58 HRC), A2 и D2 обычно отпускаются при температуре около 400/500 ° F. Чем выше экспозиция, тем меньше жесткость. Побочным преимуществом высокого содержания сплава, типичного для быстрорежущих сталей, и большинства сталей CPM с высокой износостойкостью является изменение характеристик отпуска из-за содержания сплава. Они закаляются при температуре более 1000 F, но при этом сохраняют свою полную твердость.
Покрытия и обработка поверхностей
Благоприятная обработка поверхности, включая азотирование, покрытие нитридом титана и т. Д., Часто применяется к инструментальной стали, чтобы обеспечить меньшее трение, лучшую износостойкость или другие свойства. Большинство этих покрытий наносится при температуре около 850/1050F. Таким образом, процесс обработки может ограничить рабочую твердость низколегированных или среднелегированных сталей.Однако стали с более высоким содержанием сплава, такие как M2, M4, а также CPM 3V, 9V, 10V, 15V, сохраняют максимальную твердость после таких воздействий. Таким образом, нормальные температуры обработки поверхности не влияют на их твердость, и инструменты можно обрабатывать, не опасаясь изменения размеров или твердости. Может быть добавлена дополнительная защита от износа при обработке поверхности без ущерба для сопротивления деформации. Марки CPM представляют собой отличные основания для всех типов обработки поверхности.
Выбор инструментальных сталей на основе свойствКак упоминалось выше, A2 и D2 — обычные стали, используемые для металлообрабатывающих инструментов.Более высоколегированные марки обладают лучшей износостойкостью. При выборе инструментальной стали для любого инструмента следует учитывать требуемые свойства для применения. Что такое заготовка? Каков исторический режим отказа для текущего или аналогичного инструмента? Какие свойства следует увеличить? Какие компромиссы могут потребоваться?
Для инструментов, требующих высокого сопротивления пластической деформации, следует учитывать твердость. Инструменты для штамповки стали обычно должны быть минимум 56/58 HRC, хотя некоторые инструменты для формования и инструменты для обработки цветных металлов могут быть более мягкими.Большинство инструментальных сталей способны достигать примерно одинаковых уровней твердости (низкое 60 HRC) и, следовательно, будут иметь аналогичные способности противостоять пластической деформации. Однако некоторые быстрорежущие стали, такие как CPM Rex T15 и Rex 76, могут достигать твердости, приближающейся к 70 по шкале Роквелла C. Имейте в виду, что в инструментальных сталях основным механизмом, контролирующим износостойкость, является тип и количество присутствующих частиц карбида. По этой причине повышение твердости обычно не является эффективным методом увеличения срока службы инструментов, а только для минимизации деформации.
Для лучшего сопротивления деформации, чем инструменты A2 или D2 (60/62 HRC)
• ХОРОШО & n— M2, Cru Wear — (62/63 HRC) • ЛУЧШЕ & n— CPM M4 — (63/64 HRC) • ЛУЧШИЙ & n— CPM T15 — (64/66 HRC) & n— CPM Rex 76 — (64/67 HRC) Для инструментов, которым требуется высокая стойкость к выкрашиванию или поломке, например, когда проблемы с хрупкой геометрией, тонкими выступами или острыми зазубринами, требуется высокая ударная вязкость.Как правило, инструментальные стали, даже с низкой ударной вязкостью, во много раз прочнее, чем твердые сплавы. (Вязкость карбидных материалов часто измеряется в дюймах-фунтах, тогда как инструментальные стали измеряются в фунтах-футах.) В пределах семейств инструментальных сталей есть некоторые различия в ударопрочности. Обе ударопрочные стали, такие как S7 и A9, обладают оптимальной устойчивостью к поломке. Однако они различаются по способу термообработки. S7 обычно не может быть покрыт для улучшения свойств износостойкости поверхности из-за его низкой температуры отпуска.A9 обычно закаляется при температуре более 900 F и, таким образом, может быть покрыт любым из обычных коммерческих способов нанесения покрытия. Максимальная твердость обеих марок составляет примерно 58/59 HRC. При изучении альтернатив твердосплавным инструментам, где выкрашивание является нормальным режимом отказа, сравнение вязкости между сталями обычно остается спорным. В этих случаях обычно рекомендуется использовать CPM 10V или 15V вместо твердого сплава в большинстве случаев или Rex T15, Rex 76 или Rex 121, когда требуется высокая твердость. Эти сплавы обладают наиболее близкими к карбидам свойствами по износостойкости и твердости, при этом обеспечивая вязкость инструментальных сталей.
Помимо собственных свойств материала, существует несколько других факторов, которые часто способствуют отказу от сколов или поломок. Инструментальная сталь относится к материалам, чувствительным к надрезам. Наличие зазубрин, поднутрений, острых радиусов, изменений сечения или каких-либо геометрических элементов может концентрировать приложенное напряжение и преувеличивать тенденцию материала к разрушению. Следует соблюдать все разумные меры предосторожности, чтобы избежать излишне острых радиусов. Кроме того, в термообработанных инструментах и электроэрозионных инструментах при электроэрозионной обработке поверхность может оставаться в состоянии, склонном к сколам.Если у электроэрозионных инструментов возникают хронические проблемы со сколами или поломками, они должны быть сняты напряжения (отпущены) после электроэрозионной обработки перед вводом в эксплуатацию, и, если возможно, слой электроэрозионной обработки также должен быть удален (обточен, отполирован и т. Д.).
Для лучшей ударной вязкости, чем у инструментов D2 (20 фунт-футов)
• ХОРОШО & n— A2 — 45 фут-фунтов • ЛУЧШЕ & n— CPM 3V — 55/80 фут-фунт & n— CPM 9V (если более низкая твердость в порядке) — 50/70 фут-фунт • ЛУЧШИЙ & n— A9 (с покрытием или азотированием для износа) — 80/100 фут-фунт & n— S7 (низкая износостойкость) — 100/125 фут-фунт Твердость и ударная вязкость могут считаться «ступенчатыми» или «пороговыми» функциями; то есть до тех пор, пока имущество находится на достаточно высокой высоте, чтобы предотвратить повреждение (вмятины или поломки), нет дополнительных преимуществ для увеличения собственности еще выше.Однако износостойкость можно рассматривать как «непрерывную» функцию; то есть постоянное повышение износостойкости стали приведет к увеличению срока службы инструмента. Таким образом, повышение износостойкости всегда может дать преимущества при условии, что не будут нарушены другие свойства. Когда в инструменте желательна долговременная стойкость к абразивному износу (то есть, когда основной инструмент работает хорошо, но желательно более длительное время эксплуатации), подходит сталь с более высокими износостойкими характеристиками. В этом случае почти все варианты модернизации будут включать сталь с более высоким содержанием легирующих элементов.Некоторые из высоколегированных сталей CPM обладают средними показателями износостойкости по сравнению с обычными инструментальными сталями и твердосплавными сплавами. При работе с абразивными средами стали CPM обладают очень высокой износостойкостью. Однако в ситуациях, вызывающих серьезный износ металла по металлу (адгезионный износ или истирание), лучшим решением является разделение двух металлических поверхностей. Это может быть смазка или обычно неметаллическое покрытие (нитрид титана, карбонитрид титана или другие родственные керамические покрытия). Эти покрытия снижают коэффициент трения между заготовкой и инструментом, а также снижают риск изнашивания при сварке или истирании.Когда покрытия непрактичны, рекомендуются материалы, предлагающие сочетание высокой ударной вязкости, высокой твердости и устойчивости к истиранию, такие как CPM 3V или CPM M4.
Для лучшей износостойкости, чем у инструментов D2
• ХОРОШО & n— CruWear, M2, CPM 3V (2-3% V) • ЛУЧШЕ & n– CPM M4, T15 (4–5% V) • ЛУЧШИЙ & n — CPM 10 В, 15 В (макс.) Прочный, твердый и прочный: из никельсодержащих легированных сталей можно получить
Легированные сталивключают широкий спектр материалов на основе железа.Содержание никеля колеблется от очень низкого, ~ 0,3% в некоторых легированных сталях, до 20% в мартенситностареющих сталях. Каждый сплав разработан для некоторого сочетания большей прочности, твердости, износостойкости или ударной вязкости, чем углеродистые стали. Обычно они используются в оборудовании, которое подает мощность, формирует и режет металл, или используются при низких температурах, когда углеродистые стали не обладают достаточной прочностью. Для простоты легированные стали можно разделить на несколько типов с особыми свойствами для конкретных конечных применений.Стали из никелевых сплавов необходимы для изготовления инструментов и оборудования, которые позволяют промышленности производить другие инструменты и оборудование.
Типичный химический состав некоторых известных никельсодержащих легированных сталей
Сталь Тип
Марка (UNS)
К
Ni
Кр
Fe
Прочие
Приложения
Закаливаемая
низколегированнаяAISI 4340
(G43400)0.4
1,8
0,8
бал
Пн
Шестерни трансмиссии, валы и шасси самолета
AISI 4320H
(h53200)0,2
1,8
0,5
бал
Пн
Шестерни и шестерни с поверхностной закалкой для повышения износостойкости, но с прочным сердечником
AR450
0.26
0,70
1,0
бал
Пн
Пластина износостойкая для желобов, футеровок, решеток, баллистических пластин
Инструментальная сталь —
Закаленная на воздухеA9 (T30109)
0,5
1,5
5,0
бал
Mo, V
Штампы для волочения и формовки, ножницы
Инструментальная сталь —
Пластиковая формаP6 (T51606)
0.1
3,5
1,5
бал
Плашки для литья под давлением цинка и пластмассы
Высокопрочная
низколегированная (HSLA)
«атмосферостойкая
Сталь »A588 Gr C
(K11538)0,1
0.35
0,5
бал
Cr, Cu, V
Обеспечивает более высокое отношение прочности к массе, чем обычная углеродистая сталь, и более высокую стойкость к атмосферной коррозии для использования в строительстве мостов
Никелевая сталь
9% никелевая сталь (K81340)
0,13
9,0
–
бал
Криогенные применения, такие как хранилище СПГ
Мартенситностареющая сталь
Maraging 300 (K93120)
0.03
18,5
–
бал
Co, Mo, Al, Ti
Кожухи ракетных двигателей, планеры, приводные валы, шасси самолетов, формы для литья под давлением, штампы
Закаливаемая низколегированная сталь
Эти стали относятся к категории черных металлов, которые по своим механическим свойствам превосходят простые углеродистые стали.Это достигается добавлением легирующих элементов, таких как никель, хром и молибден, с последующей закалкой (быстрым охлаждением) и отпускной термообработкой. Эти элементы, растворенные в аустените перед закалкой, увеличивают прокаливаемость. Никель дополняет упрочняющий эффект хрома и молибдена и играет важную роль в обеспечении ударной вязкости твердо-мартенситной микроструктуре, которая возникает в результате термообработки с закалкой и отпуском.
Сравнение типичных механических характеристик для AISI 4340 в отожженном, закаленном и отпущенном состоянии с углеродистой сталью AISI 1045
Круглый пруток диаметром 75 мм (3 дюйма)
Предел текучести МПа (тыс. Фунтов на кв. Дюйм)
Предел прочности МПа (тыс. Фунтов на кв. Дюйм)
%
УдлинениеAISI 4340 отожженный
588 (86)
752 (110)
21
AISI 4340 ASTM A434 класс BD
847 (124)
963 (141)
18
AISI 1045 нормализованное
410 (60)
629 (92)
22
Инструментальная сталь
Инструментальная сталь— это термин, применяемый к множеству высокотвердых, устойчивых к истиранию сталей, используемых для таких применений, как штампы (штамповка или экструзия), резка или резка, изготовление пресс-форм или ударные инструменты, такие как молотки (личные или промышленные).Их термическая обработка аналогична закаливаемым низколегированным сталям.
Закаленные на воздухе инструментальные стали уменьшают деформацию, вызванную быстрой закалкой в воде, и обладают балансом износостойкости и вязкости.
Инструментальная сталь для пластмассовых форм — это низкоуглеродистая сталь, которую формуют, а затем науглероживают, закаляют и затем отпускают до высокой твердости поверхности, что делает их идеальными для форм для литья под давлением и штампов для литья под давлением.
Высокопрочная низколегированная (атмосферостойкая сталь)
Более мелкозернистая структура этих сталей обеспечивает повышенную прочность по сравнению с обычными углеродистыми сталями.Это более мелкое зерно достигается за счет воздействия на температуру превращения, так что превращение аустенита в феррит и перлит происходит при более низкой температуре во время охлаждения на воздухе. При низком уровне углерода, типичном для сталей HSLA, такие элементы, как кремний, медь, никель и фосфор, особенно эффективны для получения мелкодисперсного перлита.
Добавление хрома, меди и никеля дает стабильный слой ржавчины, который прилипает к основному металлу и является гораздо менее пористым, чем слой ржавчины, который образуется на обычной конструкционной стали.В результате скорость коррозии значительно снижается, что позволяет использовать эти стали без покрытия.
В таблице ниже показаны различия в механических свойствах углеродистой конструкционной стали ASTM A36 и высокопрочной низколегированной конструкционной стали ASTM A588 Grade C.
Разница в механических свойствах углеродистой конструкционной стали ASTM A36 и высокопрочной низколегированной конструкционной стали ASTM A588 класса C
Марка
Предел текучести МПа (тыс. Фунтов на кв. Дюйм) мин.
Предел прочности МПа (тыс. Фунтов на кв. Дюйм) мин.
% Относительное удлинение мин
ASTM A36
250 (36)
400 (58)
23
ASTM A588 Gr C
345 (50)
485 (70)
21
Никелевая сталь
Ферритные стали с высоким содержанием никеля, как правило, более 3%, находят широкое применение в областях, связанных с воздействием температур от 0 ° C до -196 ° C.К таким приложениям относятся резервуары для хранения сжиженных углеводородных газов, а также конструкции и оборудование, предназначенные для использования в холодных регионах. Эти стали используют эффект содержания никеля для снижения температуры ударного перехода, тем самым улучшая ударную вязкость при низких температурах.
В углеродистых и большинстве низколегированных сталей при понижении температуры ниже 24 ° C (75 ° F) прочность и твердость увеличиваются, а пластичность при растяжении и вязкость снижаются.
- Портативный твердомер по Leeb