Самодельные трубогибы для профильной трубы: видео, фото
У мастеров и любителей, которые занимаются изготовлением разного рода наружных конструкций, рано или поздно возникает необходимость использовать изогнутые элементы из профильной трубы. Для сгибания такого вида проката существуют специальные станки, однако они достаточно дороги. Как же быть, если надобность в гнутом профиле возникает нечасто, а сэкономить хочется? Ответ напрашивается сам собой – надо изготовить трубогиб для профильной трубы своими руками. Предлагаем разобраться, как подступиться к решению данного вопроса.
Самодельный ручной профилегибПочему для профильной трубы?
Условимся, что сейчас мы говорим только о профильной трубе – то есть имеющей не круглый поперечный срез, а, как правило, квадратный или прямоугольный, реже – овальный. Подобный прокат чаще всего используется в качестве арматуры при строительстве разного рода сооружений, благодаря следующим его характеристикам:
- меньшему весу (а, значит, и цене) по сравнению с цельнометаллическими элементами;
- форме, позволяющей компактно складировать, перевозить и прокладывать профтрубу, особенно по плоским поверхностям;
- возможности простого и удобного монтажа;
- повышенной прочности;
- стойкости к деформациям.


Сечения профильных труб
И если вы выбрали именно профильную трубу, но хотите сделать конструкцию закругленной формы, например, теплицу, беседку, навес, арку – то прямой профиль придется гнуть специальным станком. Но поскольку условие нашего эксперимента – минимальные денежные затраты, то для работы мы возьмем самодельный трубогиб для профиля.
Что представляет собой инструмент для сгибания труб?
Трубогибом емко и логично называют профилегибочный станок, на котором равномерно сгибают профильную трубу таким образом, чтобы она не сплющилась ни в каком месте изгиба. Просвет сечения сохраняет свою конфигурацию, а сам профиль принимает форму дуги.
Станки, с помощью которых гнут профтрубу, в зависимости от типа привода бывают:
- электрическими;
- гидравлическими;
- механическими (ручными).
Механизмы с электроприводом относятся, как правило, к профессиональному оборудованию и способны за короткое время изогнуть много метров профиля.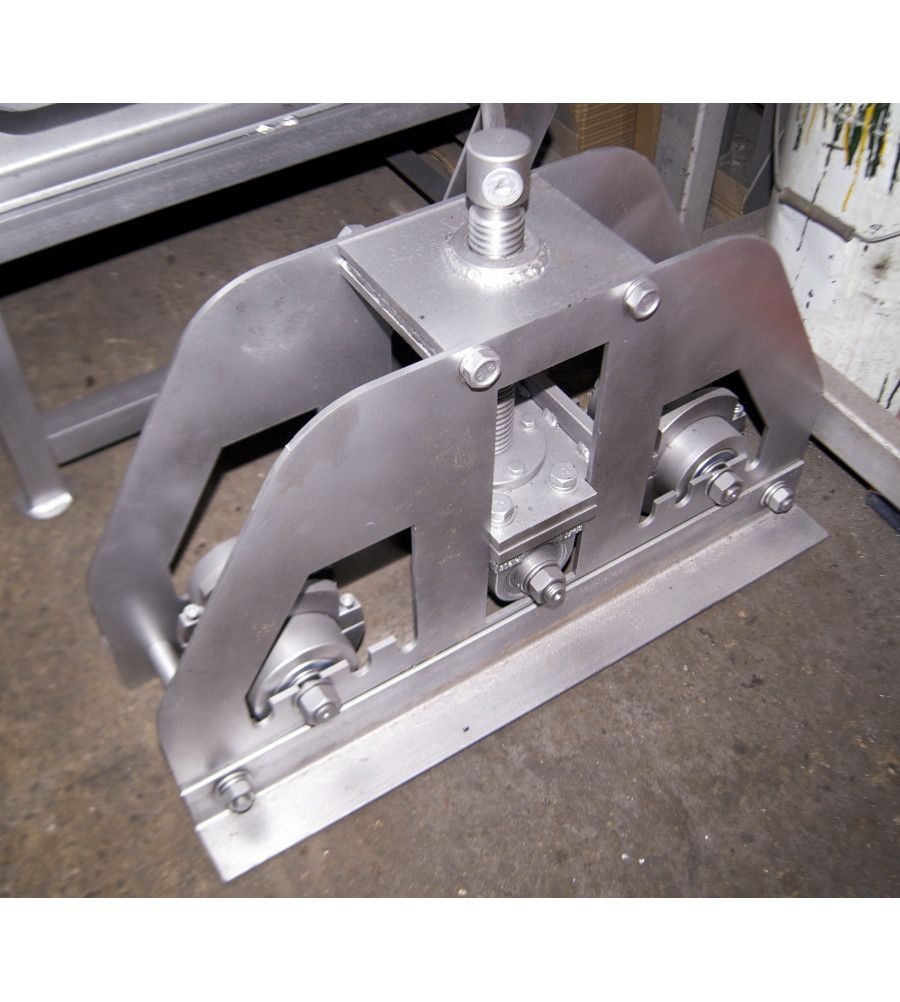 Но для нечастых работ в домашней мастерской приобретать их не рационально.
Но для нечастых работ в домашней мастерской приобретать их не рационально.
Заводские модели трубогибов
Гидравлические трубогибы отличаются большой мощностью и очень хороши тем, что не требуют применения физических усилий при работе. А если учесть их низкую стоимость, то понятно, почему они широко используются строительными бригадами. Однако трубогибы с гидравликой могут быть как компактными переносными, так и громоздкими. Вся разница в том, для профтрубы какого диаметра они предназначены.
Станок последнего типа, для ручной гибки, вполне возможно сделать самостоятельно. Самостоятельно изготовленный инструмент обойдется гораздо дешевле – ведь почти все нужные материалы найдутся в любом гараже. К тому же свой собственный трубогиб можно собрать специально для планируемых задач, например, под определенный радиус дуги.
Самодельные конструкции
Что необходимо для изготовления инструмента?
Перечислим основные конструктивные узлы и детали, из которых мы сможем сделать трубогиб.
- Для станины, на которой будет закреплен сам механизм, понадобится швеллер (уголок).
- Валки подходящего диаметра, которые и будут задавать изгиб профильной трубе, можно подобрать или заказать в токарной мастерской.
- Также понадобится цепной механизм – шестерни с натянутой цепью, с помощью которых крутящий момент будет передаваться на валы.
- Натяжитель.
- Для регулируемого вала потребуется направляющая – ее можно сварить из двух уголков.
- В качестве элемента, приводящего барабан в движение, подойдет отрезок профтрубы.
- Винт регулировки.
- Любая ручка, подходящая для вращения.
- Болты для крепления колес.
Принцип работы трубогиба при гибке профильной трубы по радиусу
Как собирается ручной трубогиб?
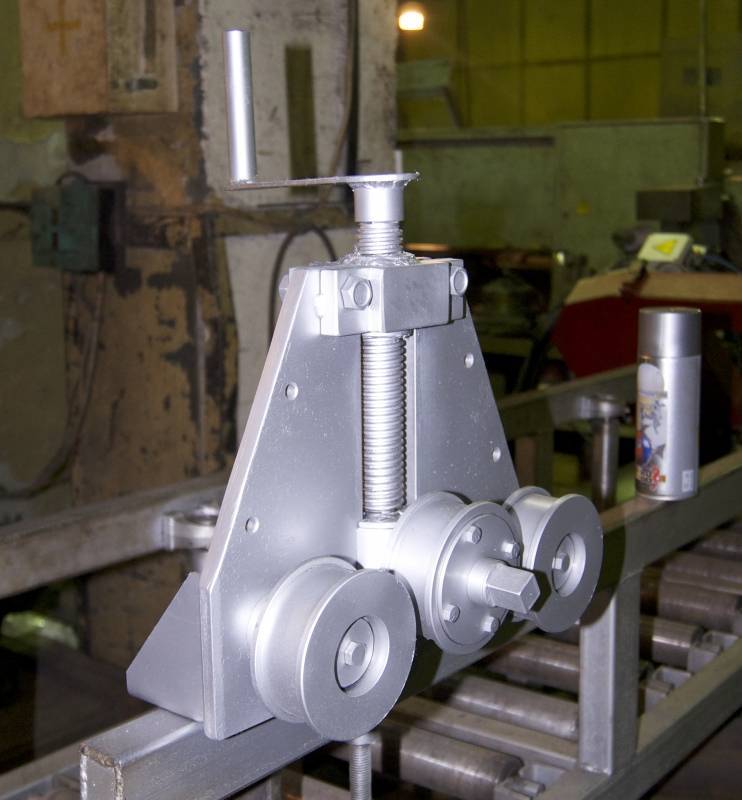
Из швеллера сваривается станина удобной для работы высоты, на ножках-опорах. На поверхности основания, посередине, закрепляется центральный ролик. Этот вал должен быть соединен с прижимным винтом и при помощи его подниматься и опускаться.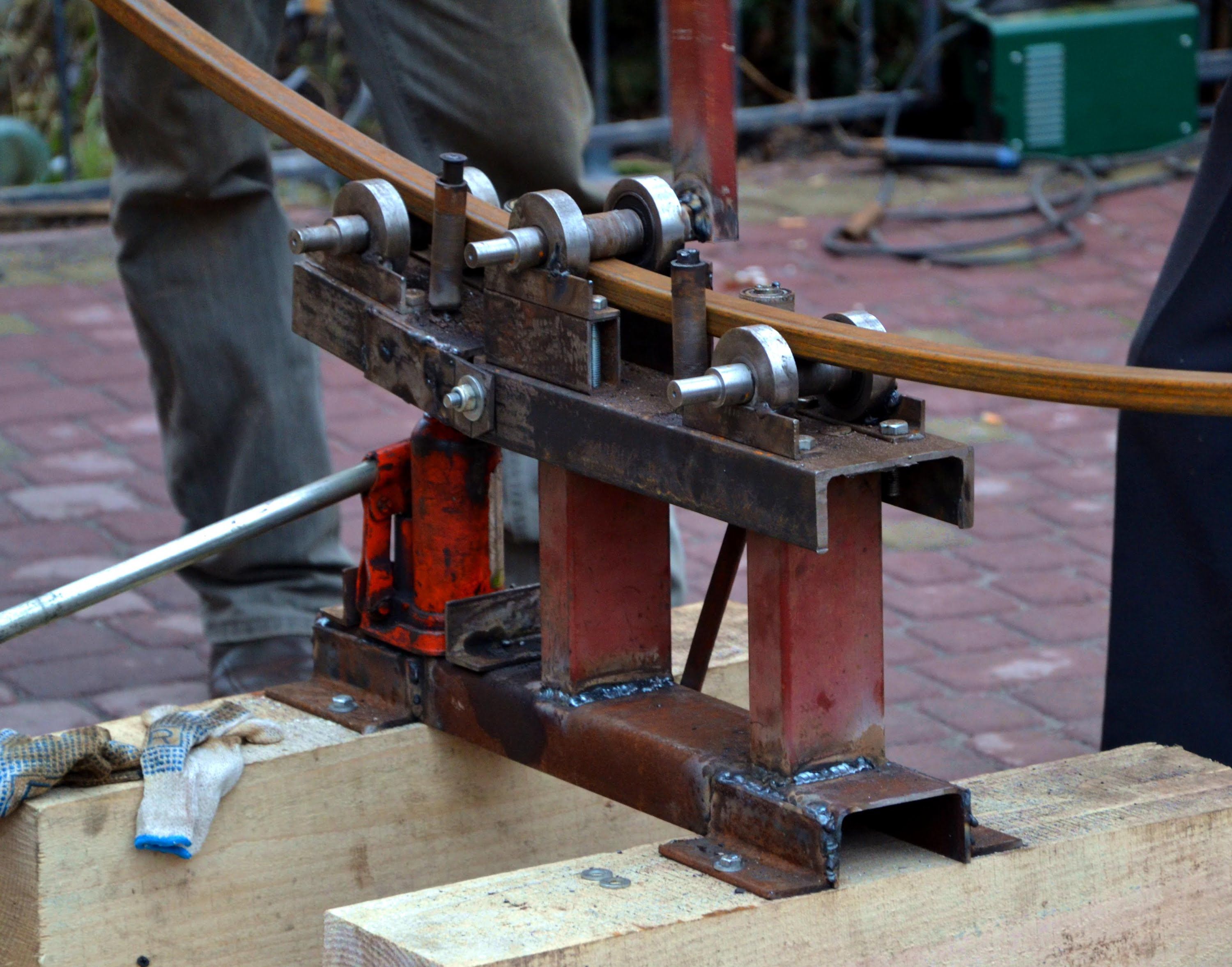 Центральный валок – главный элемент трубогиба, именно он и сгибает заготовку.
Центральный валок – главный элемент трубогиба, именно он и сгибает заготовку.
По обе стороны от центрального вала, параллельно ему, устанавливаются два вращающихся ролика. Задача этих второстепенных валков – облегчать сгибание трубы и не давать ей ложиться параллельно основанию, сохраняя изгиб.
Три валка должны образовывать равнобедренный треугольник. Ограничивающие валики можно закрепить на одном месте, а можно предусмотреть возможность перемещать их относительно центрального. В таком случае вы сможете регулировать угол изгиба трубы.
На рабочей части валиков надо сделать бортики-направляющие из уголка, которые будут удерживать заготовку в ровном положении, не позволяя ей «гулять». Направляющие помогут контролировать точность и равномерность изгиба. К одному из роликов подсоединяется привод.
Как происходит сгибание трубы?
В самодельный ручной станок на ролики помещается отрезок проката, который нужно согнуть. При помощи винта профиль плотно закрепляется в одном положении. Затем, вращая ручку, прокручивают валы, одновременно протягивая трубу вдоль них. Сделав оборот прижимного винта для усиления давления, пропускают заготовку через ролики еще раз. Таким образом постепенно достигается нужная кривизна дуги. При необходимости и настойчивости профильный отрезок можно согнуть даже в кольцо.
При помощи винта профиль плотно закрепляется в одном положении. Затем, вращая ручку, прокручивают валы, одновременно протягивая трубу вдоль них. Сделав оборот прижимного винта для усиления давления, пропускают заготовку через ролики еще раз. Таким образом постепенно достигается нужная кривизна дуги. При необходимости и настойчивости профильный отрезок можно согнуть даже в кольцо.
Как видите, в том, чтобы самостоятельно сделать ручной трубогиб для профиля, нет сложностей или секретов. Так что необязательно покупать специальный станок, если заниматься гибкой вам приходится пару раз в год. Все что требуется – найти нужные составляющие, а уж собрать ручной трубогиб под силу любому мужчине. Зато с помощью такого приспособления вы сможете гнуть профильные заготовки в дугу с любым радиусом.
И еще одна видео схема трубогиба, изготовленного своими руками
Самодельный трубогиб для круглой и профильной трубы
Оглавление публикации:
Самодельный трубогиб: как гнуть круглые трубы
Как сделать трубогиб своими руками: инструмент для изгибания профильной трубы
Трубогиб – инструмент, позволяющий согнуть практически любую трубу, как говорится, в бараний рог. Эти устройства бывают как гидравлическими, так механическими и ручными – сила жидкости позволяет гнуть трубы большого диаметра, механика – среднего, а ручные трубогибы отлично справляются с круглой трубой диаметром до 1 дюйма и профильной с сечением до 40мм. В этой статье вместе с сайтом stroisovety.org мы поговорим о ручном варианте этого инструмента и расскажем, как изготовить самодельный трубогиб для круглой и профильной трубы.
Эти устройства бывают как гидравлическими, так механическими и ручными – сила жидкости позволяет гнуть трубы большого диаметра, механика – среднего, а ручные трубогибы отлично справляются с круглой трубой диаметром до 1 дюйма и профильной с сечением до 40мм. В этой статье вместе с сайтом stroisovety.org мы поговорим о ручном варианте этого инструмента и расскажем, как изготовить самодельный трубогиб для круглой и профильной трубы.
Как сделать трубогиб
Самодельный трубогиб: как гнуть круглые трубы
Чтобы было более понятно, как правильно сделать трубогиб для круглой трубы, сначала немного разберемся с конструкцией этого устройства и принципом его работы – оно достаточно простое, и не нужно иметь семь пядей во лбу, чтобы разобраться с его устройством. По сути, это два проточенных шкива, один из которых закреплен намертво, а второй вращается вокруг первого на расстоянии диаметра изгибаемой трубы. Вот вам и принцип его работы – закладываем между двумя шкивами круглую трубу и, вращая один из них вокруг первого, гнем ее до необходимого момента.
Самодельный трубогиб фото
Теперь о конструкции этого инструмента. Начнем с того, что если уж браться за изготовление трубогиба, то делать это нужно с размахом и изготавливать это приспособление так, чтобы с его помощью можно было гнуть трубы разного диаметра. Именно по этой причине понадобится не два одинарных шкива, а два тройных – пара для изгибания полудюймовой трубы, пара для трехчетвертной и пара для дюймовой. Такие шкивы на рынке вы не купите, поэтому их придется заказать у знакомого токаря – в этих шкивах очень важным моментом является соблюдение радиуса и глубины проточки. С торца каждого колесика должна быть выточка, по габаритам совпадающая с половиной диаметра трубы. И еще одно – стационарный ролик должен иметь минимальный диаметр (от него зависит минимальный радиус изгиба трубы), а подвижный ролик должен превосходить своим диаметром стационарный вдвое.
Со шкивами разобрались, движемся дальше – следующее, что нужно изготовить для того, чтобы сделать трубогиб своими руками, это его основание.
Как сделать трубогиб своими руками
Из толстых металлических пластин (шириной не менее 50мм) сваривается буква «П» – высота этой буквы рассчитывается исходя из диаметра большого и малого шкива. В этом расстоянии должен полностью поместиться большой подвижный и половина стационарного шкива – для их установки понадобится просверлить пару отверстий. Кстати, расстояние между ножками нашей буквы «П» должно быть чуть больше высоты шкивов. К верхушке буквы «П» приваривается небольшая ручка (около 25см), впоследствии на нее надевается труба, выполняющая роль рычага.
Как согнуть трубу в домашних условиях
Это приспособление надевается на штифт основания самодельного трубогиба – большой штив устанавливается первым и фиксируется шплинтами за пределами буквы «П», а малый шкив надевается совместно со всей конструкцией.
Позволю себе один небольшой совет – если хотите согнуть трубу так, чтобы место сгиба не сплющивалось, трубу нужно плотно набить песком. Кстати, дюймовые трубы легче гнуть горячими, а более тонкие трубы отлично сгибаются и без подогрева.
Как сделать трубогиб своими руками: инструмент для изгибания профильной трубы
Самодельный трубогиб для профильной трубы имеет немного иную конструкцию. Это связано с назначением изгибаемой трубы – если в первом случае этот инструмент необходим для изготовления поворотов при прокладке трубопроводных коммуникаций, то изогнутая профильная труба применяется в основном в металлоконструкциях. Такое разделение в области применения обуславливает необходимость разных углов закругления – профильный трубогиб может изгибать квадратную или прямоугольную трубу по большому радиусу.
В связи с этим отличается и его конструкция. Она включает в себя три прокатных вала, два из которых закреплены стационарно и умеют лишь вращаться вокруг собственной оси и один подвижный, в задачи которого входит оказывать давление на трубу в месте ее перегиба. Этот трубогиб является более сложным с технической точки зрения инструментом, и изготовить его гораздо сложнее.
Самодельный трубогиб для профильной трубы фото
Станина такого трубогиба, как правило, собирается из швеллера или мощного уголка и представляет собой прямоугольное основание, установленное на опоры. На этом основании посередине конструкции монтируется подвижный вал, который посредством винтовой передачи может подниматься вверх и вниз. Именно благодаря этому подвижному валику и появляется возможность изгибать профильную трубу практически под любым маленьким и большим радиусом. При желании из трубы можно согнуть даже кольцо.
По обе стороны от центрального валика, слева и справа от него, на станине, располагаются неподвижные валки – они только вращаются вокруг собственной оси, облегчая процесс изгибания трубы.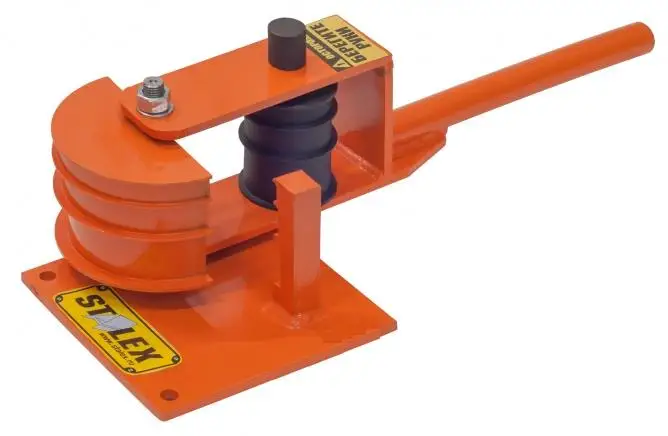 Кроме того, к одному из этих валиков подсоединяется приводной механизм – он может быть как ручным, так и электрическим. Вращение этого валика обеспечивает передвижение трубы между валами и, как результат, широкий радиус закругления трубы. Для увеличения возможностей самодельного трубогиба для квадратной трубы в инструменте можно предусмотреть смену местоположения стационарных валиков – это позволяет изменять угол изгибания трубы. Переставляя их ближе к центру или, наоборот, отодвигая, можно уменьшать или увеличивать угол изгибания.
Кроме того, к одному из этих валиков подсоединяется приводной механизм – он может быть как ручным, так и электрическим. Вращение этого валика обеспечивает передвижение трубы между валами и, как результат, широкий радиус закругления трубы. Для увеличения возможностей самодельного трубогиба для квадратной трубы в инструменте можно предусмотреть смену местоположения стационарных валиков – это позволяет изменять угол изгибания трубы. Переставляя их ближе к центру или, наоборот, отодвигая, можно уменьшать или увеличивать угол изгибания.
Самодельный трубогиб для квадратной трубы фото
Отдельно хотелось бы сказать о самих валках этого инструмента. Просто гладкие катки здесь не подойдут. Их нужно оснастить ребордами с двух сторон – они не позволят трубе свободно гулять по валкам, что в значительной мере увеличит точность и плавность изгибания. В связи с этим возникает такой нюанс, как наличие отдельных сменных роликов для трубы различной ширины.
Что еще нужно знать, подходя к решению вопроса, как сделать трубогиб самому? Это то, как облегчить процесс изгибания металла. Здесь на помощь человеку приходит принцип переключения велосипедных скоростей – вращение передается от меньшей звездочки к большей. Если ручной трубогиб оборудовать таким приводом, да еще передавать вращение не одному, а сразу двум стационарным валикам, то прокатывать профильную трубу будет очень легко.
Здесь на помощь человеку приходит принцип переключения велосипедных скоростей – вращение передается от меньшей звездочки к большей. Если ручной трубогиб оборудовать таким приводом, да еще передавать вращение не одному, а сразу двум стационарным валикам, то прокатывать профильную трубу будет очень легко.
Как сделать трубогиб самому фото
Реализуется такой механизм достаточно просто – каждый из валков оснащается большой звездочкой, а малая устанавливается на отдельном вале, который оборудуется механизмом вращения. На эти три звездочки и натягивается цепь – для этого нужно будет предусмотреть четвертую звездочку, в задачи которой входит натяжение цепной передачи.
Как видите, самодельный трубогиб сделать одновременно и просто, и сложно – вся проблема заключается в необходимости изготовления специальных деталей. В основном их придется заказывать на заводе, а самостоятельно осуществлять лишь сборку гибочного станка. Но, как говорится, ничего невозможного нет – если хорошенько продумать конструкцию трубогиба и применить нестандартный подход к его изготовлению, то возможно обойтись и без сложных, а главное дорогостоящих токарных работ.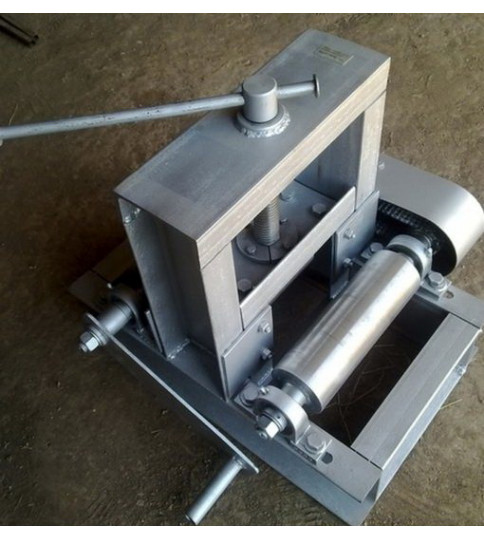
Автор статьи Александр Куликов
Трубогиб для профильной трубы своими руками: способы изготовления
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Тот, кто любит самостоятельно мастерить различные изделия и конструкции, часто сталкивается с необходимостью изгиба в дугу профильной трубы. Сделать это без специальных приспособлений ровно и аккуратно невозможно, поэтому возникает потребность изготовить трубогиб для профильной трубы своими руками. Народными умельцами придумано достаточно много конструкций этого устройства. Многие из них вполне можно сделать самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.
Трубогиб – это приспособление, с помощью которого можно изогнуть трубу под нужным углом
Основная информация о трубогибах
Пред тем, как начать рассказ о вариантах и способах изготовления трубогибов, нужно определиться – что это такое и для чего применяется.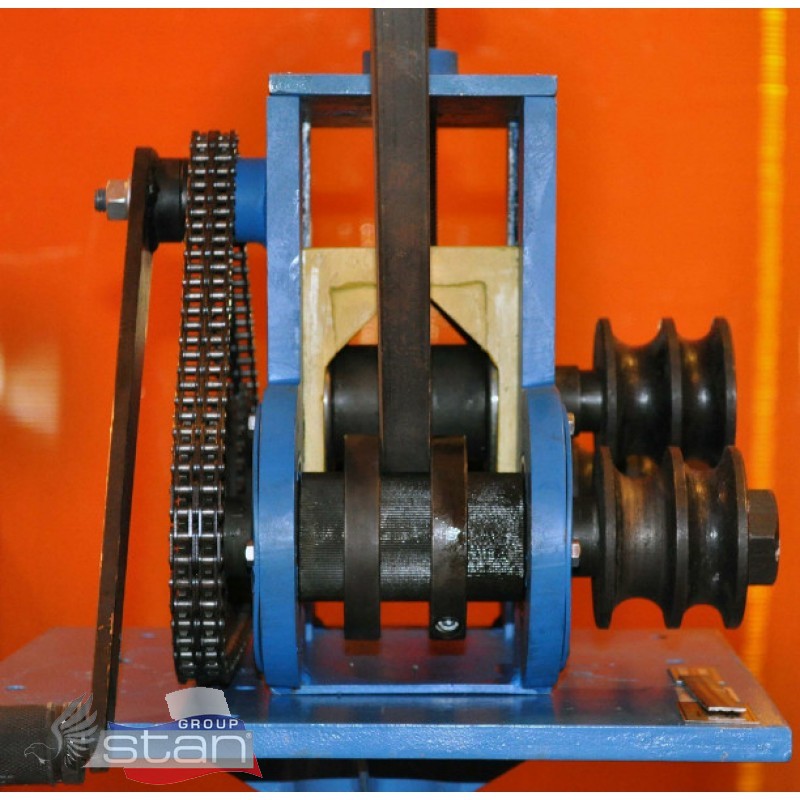 Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Труба может быть стальная, медная, алюминиевая или пластиковая с диаметром от 5 до 1220 мм или профильная с любым сечением. Угол загиба от 0 до 180 градусов. Данная статья предлагает вашему вниманию технологию изготовления нескольких видов этого незамысловатого устройства, изучив которую, вы за несколько часов сможете изготовить любой понравившийся экземпляр.
Устройство трубогиба с башмаками для различных углов сгибания труб
Полезный совет! Прежде чем приступить к изготовлению трубогиба, необходимо разобраться в их видах. Выбрать следует тот, который наиболее подходит вам по функциональным возможностям и посилен для самостоятельного изготовления именно вами.
Какие существуют виды трубогибов
Если мы говорим о промышленных устройствах, то они поделены на несколько видов по способу осуществления привода, а также по типу изгиба.
Классификация по типу привода
Станки бывают: гидравлические, электромеханические и ручные. Станки на основе гидропривода бывают ручными и стационарными. Их мощности хватает, чтобы спокойно сгибать трубы даже 3-дюймового диаметра. Гидравлические трубогибы используются в профессиональной деятельности на специализированных производствах и способны выполнять очень большой объем работ.
Гидравлический трубогиб для сгибания водо- и газопроводных труб под углом до 90°
Электромеханические приборы можно применять для сгибания практически любых труб, даже с очень тонкими стенами, что не под силу гидравлике. Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.
Электромеханический трубогиб для труб PEX/AL/PEX и углом изгибания до 180°
Ручные трубогибы используют только для изгибания небольшого диаметра труб из полимеров, нержавейки либо цветных металлов. Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.
Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.
Ручной инструмент для сгибания прямоугольного профиля и стальных труб
Классификация по способу изгиба трубы
Изогнуть трубу с помощью устройства можно различными способами. В зависимости от этого, можно выделить следующие виды трубогибов: арбалетные, пружинные, сегментные, дорновые.
Арбалетные устройства снабжены особой формой, которая и является изгибающим элементом. Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
Принцип сгибания профильной трубы с помощью самодельного инструмента
Нужно понимать, что способ и величина угла изгиба трубы зависит от ее характеристик. Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
Полезный совет! Независимо от того, можно или нет согнуть трубу больше, чем предписано, делать этого не следует. Даже если вы сможете изогнуть изделие без повреждений, качество этого сгиба будет плохим, а это рано или поздно проявится. Поэтому минимального радиуса обязательно надо придерживаться.
Один из вариантов применения согнутого профиля — обустройство теплицы
Как изготовить простейший ручной трубогиб для профильной трубы своими руками
Теперь рассмотрим некоторые самодельные варианты трубогибов. Простейший вариант предусматривает возможность сгибания трубы посредством шаблона на заданный радиус. Такая технология вполне подойдет и для сгибания стальных труб, а не только алюминиевых. Шаблон просто выпиливают из досок, толщина которых несколько больше диаметра или сечения трубы, которую требуется сгибать.
Эти доски между собой надежно скрепляются, чтобы труба в процессе сгиба не могла выскочить из них. Чтобы образовался желоб, скрепляемые доски просто выпиливаются под уклоном для круглой трубы. Затем, готовый деревянный шаблон прикрепляют к столу или другому подобному основанию. Рядом с шаблоном крепят упор для фиксации трубы.
Статья по теме:
Дровокол своими руками: чертежи, фото, инструкции. Как выбрать дровокол. Типы дровоколов. Особенности винтовых, гидравлических и реечных дровоколов. Самостоятельная сборка агрегата.
Построенный своими руками трубогиб для профильной трубы подобного вида способен согнуть даже достаточно толстостенные трубы, если применить лебедку. Если труба профильная, то скосы при выпиливании досок не делают. Вместо этого трубу фиксируют с помощью нескольких ограничителей.
Чертеж с размерами для изготовления трубогиба своими руками
Используя древесину можно соорудить даже прокатный трубогиб, если выточить деревянные ролики. Их можно также изготовить из подшипников или полиуретана. Вообще, сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно сгибать на деревянных приспособлениях без особого труда просто руками, а вот для жестких труб понадобятся более сложные устройства с металлическими деталями.
Их можно также изготовить из подшипников или полиуретана. Вообще, сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно сгибать на деревянных приспособлениях без особого труда просто руками, а вот для жестких труб понадобятся более сложные устройства с металлическими деталями.
Изготовление самодельного гидравлического трубогиба
Если вы решили изготовить настоящий гидравлический трубогиб, вам нужно обзавестись домкратом с гидравлическим приводом, швеллером, двумя роликами и башмаком. Кроме того, понадобится несколько металлических пластин из стали более 3 мм толщиной.
Схема и принцип работы самодельного гидравлического трубогиба с использованием домкрата
Из швеллера с помощью сварочного аппарата создают прямоугольную конструкцию, высота которой совпадает с высотой полностью выдвинутого домкрата. Его устанавливают на жесткое основание и надежно закрепляют металлическими пластинами.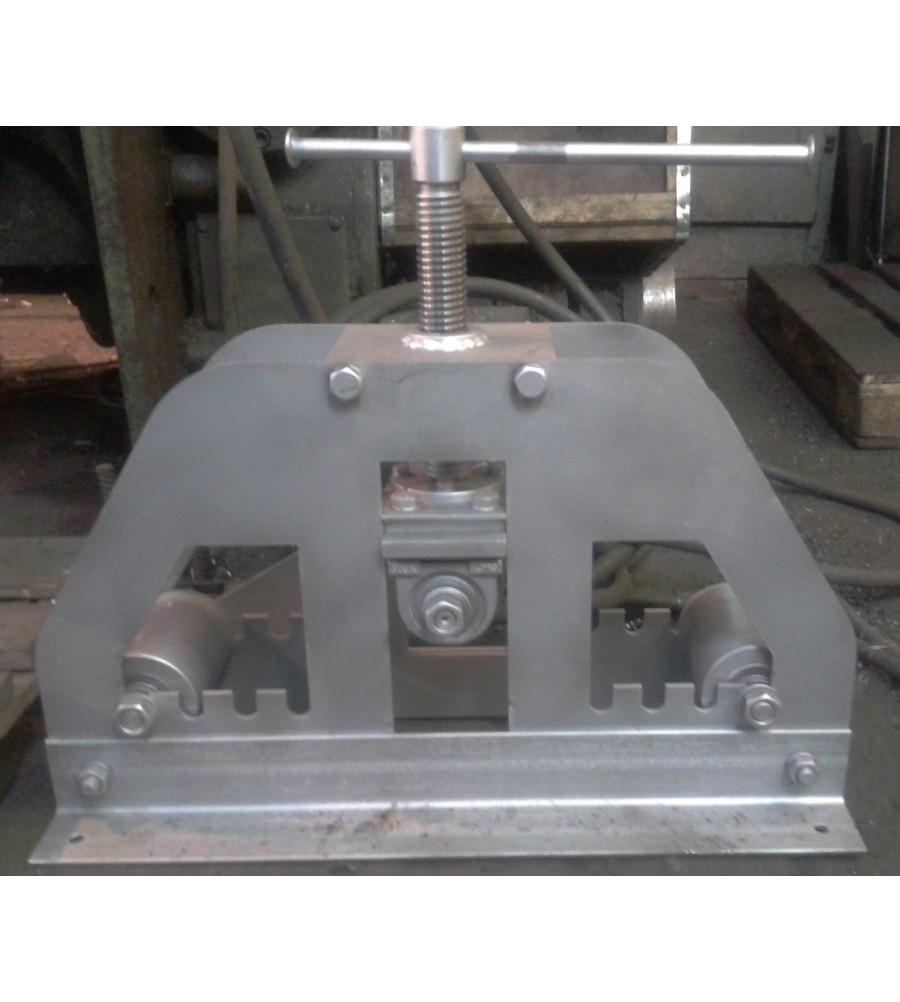
Домкрат нужно выбирать грузоподъемностью не менее 5 тонн. Он призван выполнять роль толкателя. Главной задачей здесь является поиск самых подходящих роликов. Сложность в том, что только при максимально точном обхвате трубы роликами может получиться действительно качественный изгиб. Если подыскать разные ролики и сделать их съемными, то можно будет гнуть трубы различного сечения и диаметра.
Пример устройства для сгибания металлических труб, созданного своими руками
Преимуществами гидравлического, сооруженного своими руками трубогиба для профильной трубы, являются: простота изготовления, доступность и низкая стоимость домкрата и деталей. Такое устройство позволяет с высоким качеством сгибать любые профильные и круглые трубы в холодном состоянии.
Как самостоятельно сделать прокатный трубогиб
Процесс сгибания трубы в прокатном станке проходит следующим образом. Труба укладывается на боковые ролики, а сверху на нее опускается третий, фиксируя изделие в заданной позиции.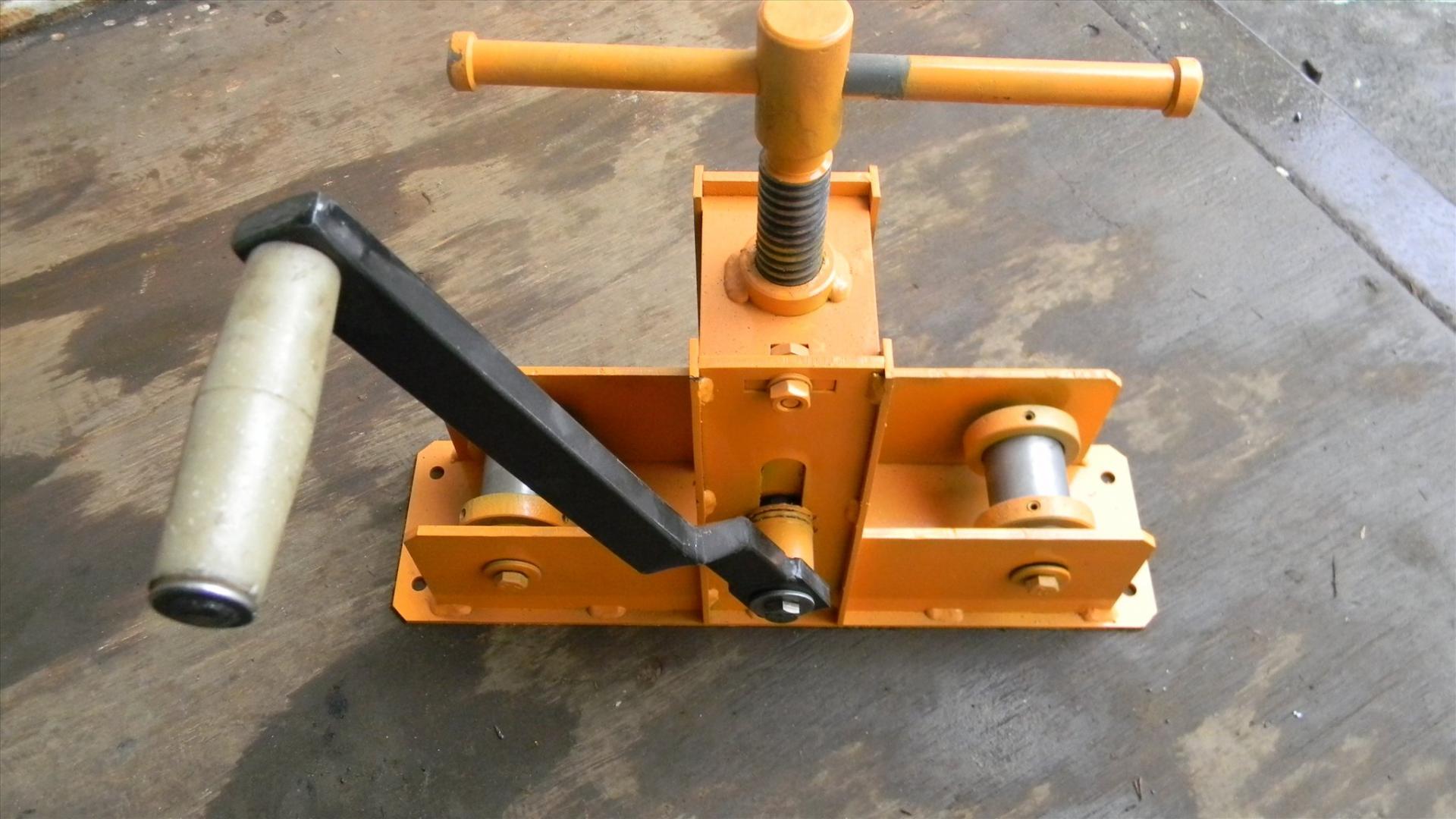 Когда мы начинаем вращать рукоятку, цепь приводит во вращательное движение валы, и профильная либо круглая труба сгибается под необходимым углом.
Когда мы начинаем вращать рукоятку, цепь приводит во вращательное движение валы, и профильная либо круглая труба сгибается под необходимым углом.
Шаг 1: создание основания трубогиба из стального швеллера 80х80х4
Для изготовления такого устройства необходимо:
- выточить ролики и обоймы для подшипников. Эту задачу можно доверить токарю, который по чертежам сделает работу в лучшем виде. В устройстве будет три вала, один из которых подвешен на пружинах, а два других зафиксированы в боках рамы;
Шаг 2: изготовление корпуса винтового механизма
- подготовить полку из 50-миллиметрового швеллера. Она имеет вид прямоугольника со сторонами 100х30 см. В ней делают отверстия для крепления валов и нарезают резьбу для регулировки положения прижимного вала;
Шаг 3: создание винта со стандартной нарезной резьбой
- все детали скрепить между собой при помощи сварочного аппарата;
- полку с прижимным валом подвешивают на пружинах, а боковые валы соединяют через звездочки цепью. На один из валов приваривают рукоятку для вращения;
 На один из валов приваривают рукоятку для вращения;
На один из валов приваривают рукоятку для вращения;Шаг 4: изготовление поворотной ручки центрального ведущего ролика
- монтируют домкрат так, чтобы с его помощью можно было легко регулировать прижимное усилие.
Полезный совет! Изготовить прокатный трубогиб без наличия чертежей и расчетов вам вряд ли удастся. Если вы не обладаете инженерными знаниями, то лучше найти готовую документацию, по которой и сделать станок.
Шаг 5: сборка всех деталей самодельного прокатного трубогиба
Трубогиб для профильной трубы своими руками вполне можно сделать. Его сложность зависит от того, для каких целей он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если же вы на постоянной основе занимаетесь изготовлением изделий из трубы, то вам понадобится более сложный агрегат.
Трубогиб (видео)
ОЦЕНИТЕМАТЕРИАЛ Загрузка.
 ..
ПОДЕЛИТЕСЬ
..
ПОДЕЛИТЕСЬВ СОЦСЕТЯХ
СМОТРИТЕ ТАКЖЕ
REMOO В ВАШЕЙ ПОЧТЕСамодельные трубогибы: инструмент для круглой и профильной трубы
Трубогиб – это станок, применяемый для изгиба круглой и профильной трубы под заданным углом 45, 60, 90 и 180 градусов. Каждый домашний мастер мечтает о том, чтобы в его инструментальном парке был трубогиб для осуществления работ по изгибу трубы круглого и квадратного сечения. Многие рассматривают вариант самостоятельного изготовления такого станка в домашних условиях.
Подготовка к изготовлению станка
Давайте разберем вариант изготовления трубогибочного станка своими руками.
Во-первых, необходимо определиться, каких будет размеров станок, то есть будет ли он использоваться стационарно, в каком-то помещении, либо он будет мобильный, чтобы его можно было перемещать и производить работы по изгибу труб в удобном месте.
Во-вторых, необходимо приготовить чертеж, по которому затем будет проводиться сборка станка для изготовления гнутой трубы. Это можно сделать самостоятельно или найти в интернете. Далее в этой статье мы предложим готовые варианты схем станка средних размеров, которые детально разберем по его конструкции.
Это можно сделать самостоятельно или найти в интернете. Далее в этой статье мы предложим готовые варианты схем станка средних размеров, которые детально разберем по его конструкции.
Трубогиб должен иметь мощное основание, на которое затем крепятся все остальные детали, механизмы и прочая оснастка, участвующая в работах по изгибу трубы. Это основание лучше делать из листового металла толщиной 16-20 мм.
Приспособления для изгиба труб могут иметь различный привод, а именно: ручной, электрический, гидравлический, пневматический либо гибридный.
Способы изгиба трубы
Трубогиб может иметь один из способов для изгиба трубной заготовки. Это обкатка, намотка, арбалетный способ, вальцовка и прокатка.
Обкатка
При этом способе применяются два изгибающих ролика, где один закреплен неподвижно, а второй непосредственно используется для изгиба трубы.
Один конец заготовки закрепляется к неподвижному ролику винтом, а при помощи второго конца и длинного рычага производится изгиб трубы на определенный угол. Чем длиннее рычаг, тем большее усилие можно создать и облегчить процесс деформации.
На основание устанавливаются два уголка сечением 50х50 мм и длиной 400-500 мм, имеющие отверстия для крепления. Можно использовать уголок других размеров и сечений. На них крепится швеллер, имеющий паз посередине, по которому передвигается прижим.
Намотка
В этом устройстве применяется три ролика, два из которых небольшого диаметра, а третий большого размера. Два маленьких являются прижимными, на большем крепится замок для зажима трубной заготовки и рычаг для ручного привода, при помощи которого осуществляется сам процесс изгиба.
Арбалетный способ
Трубогиб арбалетного типа на самом деле похож на арбалет. Изготовление такого станка требуют достаточно много материала, такие как швеллер и уголок 75. Из этого профиля сваривается станина и сверху крепятся два ролика, участвующие в производственном процессе. На шток домкрата устанавливается так называемый башмак, с помощью которого заготовка принимает профиль определенного диаметра, желаемого для готового изделия. Такой трубогиб лучше использовать в производстве одинаковых гнутых изделий в большом количестве.
Изготовление такого станка требуют достаточно много материала, такие как швеллер и уголок 75. Из этого профиля сваривается станина и сверху крепятся два ролика, участвующие в производственном процессе. На шток домкрата устанавливается так называемый башмак, с помощью которого заготовка принимает профиль определенного диаметра, желаемого для готового изделия. Такой трубогиб лучше использовать в производстве одинаковых гнутых изделий в большом количестве.
Вальцовка и прокатка
Для производства гнутых изделий из трубы методом вальцовки и прокатки требуется более серьезное оборудование, чем для вышеизложенных способов.
Для того чтобы изготовить вальцовочный станок потребуется три ролика, один из которых будет перемещаться по вертикали, прижимая заготовку, а остальные два останутся неподвижными.
Приводной ролик будет верхний, привод самый простой – ручной, но по возможности можно поставить мотор-редуктор с вращением выходного вала до 100 оборотов в минуту. Такой скорости будет достаточно. Конечная продукция должна иметь идеальную и одинаковую форму.
Такой скорости будет достаточно. Конечная продукция должна иметь идеальную и одинаковую форму.
Самодельный трубогиб для круглой трубы
В принципе все станки такого типа имеют одинаковую конструкцию, различаясь только в приводе профилирующих роликов. Общий чертеж трубогиба для круглой и профильной трубы представлен далее.
Каждый может придумать и сделать свою конструкцию станка, из тех комплектующих и того материала, который является самым доступным.
Привод станка для изгиба труб
Вариантов привода для этого станка множество, главное, чтобы он был недорогой в закупке и дальнейшем обслуживании, прост в исполнении, имел приемлемые по цене запасные части и комплектующие.
Варианты привода для гибочного станка:
- Ручной. Самый простой, надежный и дешевый. Для него надо сделать рычаг, который будет удобен для осуществления производственных работ.
- Гидравлический. Трубогиб гидравлический для круглой трубы уже является профессиональным оборудованием и служит для выполнения работ промышленного масштаба.
- Электрический. Для такого станка приводом служит мотор-редуктор, который питается от сети 220 или 380 вольт.
- Пневматический. Для привода такого оборудования необходим компрессор, который будет приводить в движение подающий и формующие ролики.
- Комбинированный или гибридный привод. В этом случае используется несколько вышеуказанных способов в одном станке.
 Самый простой, надежный и дешевый. Для него надо сделать рычаг, который будет удобен для осуществления производственных работ.
Самый простой, надежный и дешевый. Для него надо сделать рычаг, который будет удобен для осуществления производственных работ.Для домашних работ нет необходимости применять дорогое оборудование, достаточно будет механизма с ручным приводом.
Правила эксплуатации
Чтобы правильно самодельное приспособление выполняло свои функции, необходимо придерживаться нескольких простых правил эксплуатации:
- при использовании сварной трубы с прямым сварочным швом, шов следует располагать в стороны изгиба;
- для того чтобы согнуть трубу большего диаметра, рекомендуется проводить работы как минимум вдвоем;
- ежедневно проводить осмотр оборудования, различных оправок, дополнительной оснастки, чтобы не было раскрученных гаек на болтах, трещин на сварке или других визуальных дефектов на рабочих поверхностях;
- периодически производить смазку подшипников, цепей и других вращающихся и трущихся деталей и механизмов, с применением качественной смазки.

Техника безопасности
При проведении производственных работ на станках по деформации круглой и профильной трубной заготовки из черного и нержавеющего металла, следует соблюдать элементарные правила техники безопасности:
- Все работы проводятся с применением средств индивидуальной защиты (рукавицы или перчатки, очки, специальная одежда).
- Работы, связанные с деформацией трубы большого диаметра, должны производиться только с напарником.
- Рабочее место должно находиться в чистоте. Не должно быть мятен масла, лишних предметов возле станка, прочего мусора и тому подобное.
- Все ручные трубогибы для круглой трубы и профильной заготовки должны очень жестко крепиться на неподвижной поверхности, чтобы избежать травматических ситуаций во время проведения производственных работ.
Каждый домашний мастер вправе самостоятельно выбирать размер, вид привода и максимальную производительность своего станка.
самодельный ручной станок по чертежам
Профильные трубы квадратного или прямоугольного сечения широко применяются в строительстве и ремонте. Из них изготавливают беседки, навесы, теплицы, каркасы для различных сооружений, ограждения. Чтобы придать элементу изогнутую форму, используют специальное устройство — трубогиб.
ТрубогибСложные пространственные конструкции производят специализированные мастерские на высокоточных мощных станках. В домашних условиях чаще применяется ручной инструмент промышленного изготовления или самодельный. Если нужно согнуть несколько элементов, трубогиб для профильной трубы целесообразно сделать своими руками. Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Принцип работы трубогиба
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
Принцип работы роликового трубогибаЧтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.
Таблица минимальных радиусов для гибки стального профиля*
Чтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
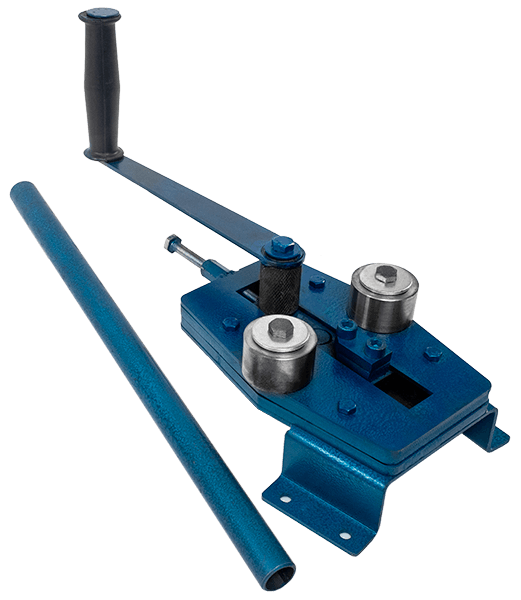
Трубогиб с подвижной частью станиныДля изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб*
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
- Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
- С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
*
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУИзгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.

Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Ручной трубогиб для профильных труб своими руками
*
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дереваТонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок. При трудоемкой работе с металлом это особенно важно.
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
*
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
- Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
Схема прижимного механизма
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
 Надеть цепь, напрессовать втулку для ручки.
Надеть цепь, напрессовать втулку для ручки.Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
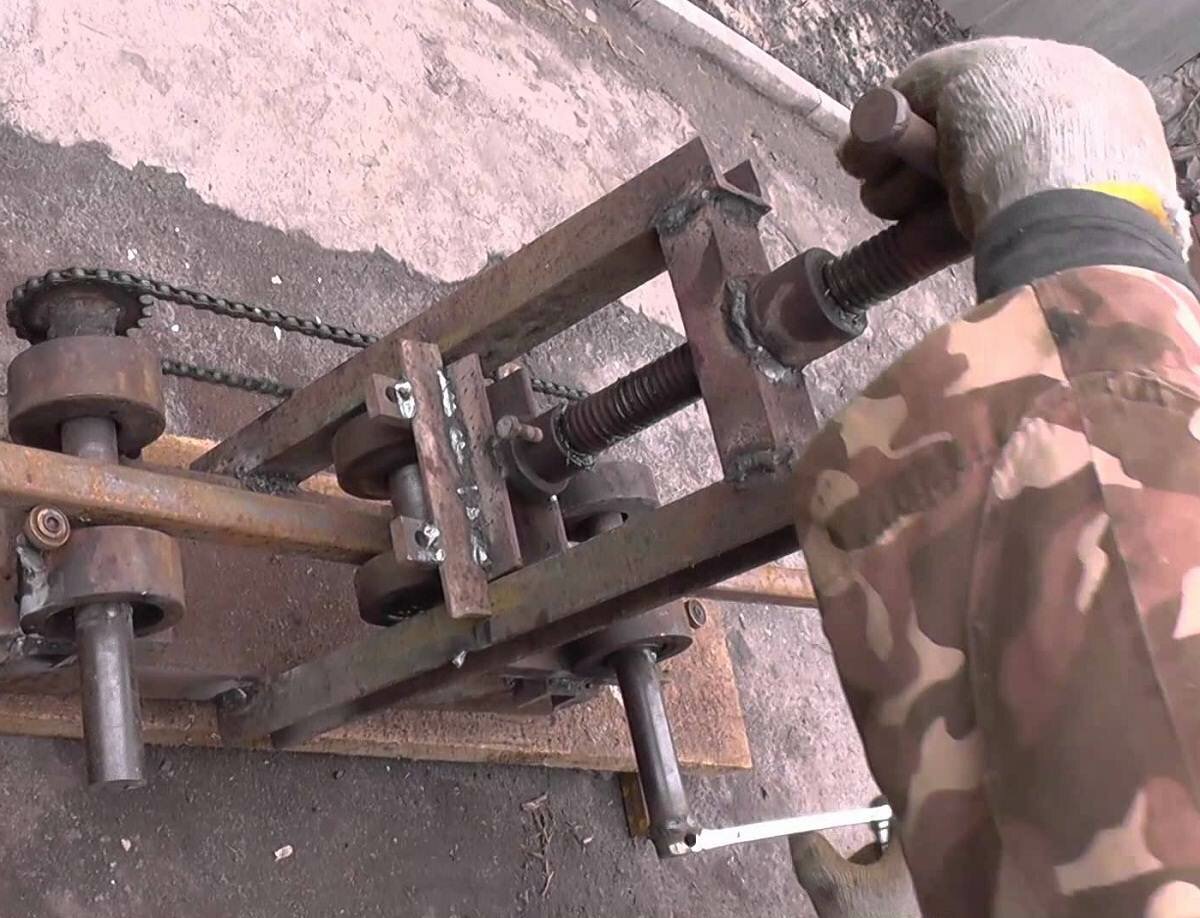
Готовый самодельный станокЧтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
 com/embed/W3SXjpAF1GM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
com/embed/W3SXjpAF1GM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Гидравлический трубогиб
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.
Инструменты, материалы и чертеж
Для самостоятельного изготовления гидравлического трубогиба потребуются:
- «болгарка»;
- сварочный аппарат;
- гидравлический домкрат;
- швеллер и уголок для силовой рамы;
- башмак для упора;
- ролики или направляющие.
Этапы сборки
Схема для сборки простого гидравлического трубогиба:
- Нарезать по размерам уголок и сварить раму в виде опорной площадки со стойками.
- Приварить к раме горизонтальную станину из швеллера.
- Для регулирования радиуса изгиба в станине просверлить несколько отверстий.
Траверса для регулировки радиуса изгиба трубы
- Установить ролики в нужную позицию.
- Надеть башмак на шток домкрата, установить гидромеханизм в нижнюю часть рамы.

Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
Процесс гибки трубыДля тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
Видео об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Самодельные трубогибы: инструмент для круглой и профильной трубы
Трубогиб — это станок, применяемый для изгиба круглой и профильной трубы под заданным углом 45, 60, 90 и 180 градусов. Каждый домашний мастер мечтает о том, чтобы в его инструментальном парке был трубогиб для осуществления работ по изгибу трубы круглого и квадратного сечения. Многие рассматривают вариант самостоятельного изготовления такого станка в домашних условиях.
Подготовка к изготовлению станка
Давайте разберем вариант изготовления трубогибочного станка своими руками.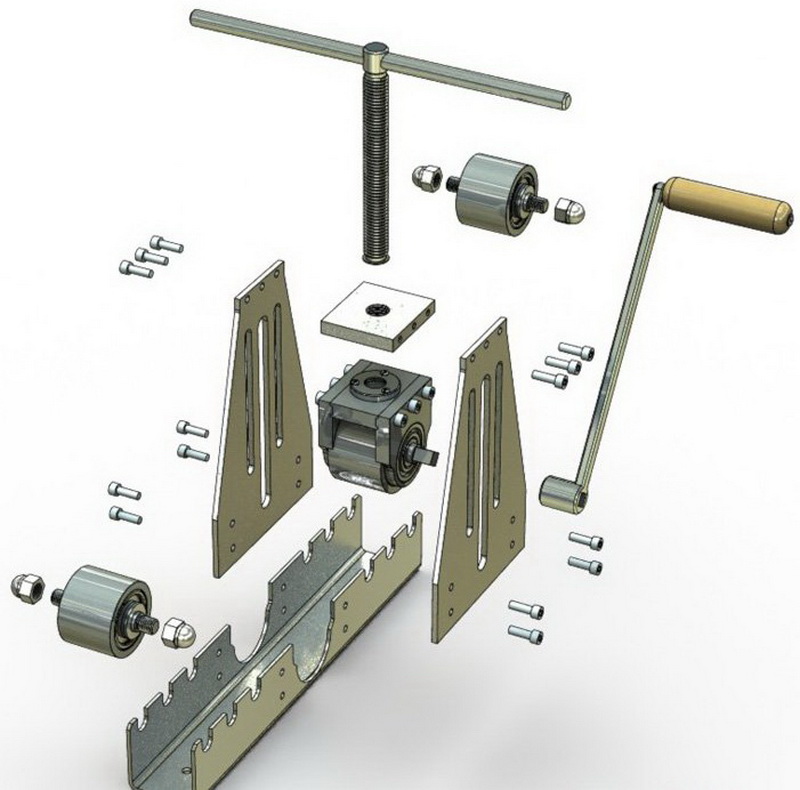
Во-первых, необходимо определиться, каких будет размеров станок, то есть будет ли он использоваться стационарно, в каком-то помещении, либо он будет мобильный, чтобы его можно было перемещать и производить работы по изгибу труб в удобном месте.
Во-вторых, необходимо приготовить чертеж, по которому затем будет проводиться сборка станка для изготовления гнутой трубы. Это можно сделать самостоятельно или найти в интернете. Далее в этой статье мы предложим готовые варианты схем станка средних размеров, которые детально разберем по его конструкции.
Трубогиб должен иметь мощное основание, на которое затем крепятся все остальные детали, механизмы и прочая оснастка, участвующая в работах по изгибу трубы. Это основание лучше делать из листового металла толщиной 16-20 мм.
Приспособления для изгиба труб могут иметь различный привод, а именно: ручной, электрический, гидравлический, пневматический либо гибридный.
 youtube.com/embed/xP5YF0gpuN0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/xP5YF0gpuN0″ allowfullscreen=»allowfullscreen»/>Способы изгиба трубы
Трубогиб может иметь один из способов для изгиба трубной заготовки. Это обкатка, намотка, арбалетный способ, вальцовка и прокатка.
Обкатка
При этом способе применяются два изгибающих ролика, где один закреплен неподвижно, а второй непосредственно используется для изгиба трубы.
Один конец заготовки закрепляется к неподвижному ролику винтом, а при помощи второго конца и длинного рычага производится изгиб трубы на определенный угол. Чем длиннее рычаг, тем большее усилие можно создать и облегчить процесс деформации.
На основание устанавливаются два уголка сечением 50х50 мм и длиной 400-500 мм, имеющие отверстия для крепления. Можно использовать уголок других размеров и сечений. На них крепится швеллер, имеющий паз посередине, по которому передвигается прижим.
Намотка
В этом устройстве применяется три ролика, два из которых небольшого диаметра, а третий большого размера. Два маленьких являются прижимными, на большем крепится замок для зажима трубной заготовки и рычаг для ручного привода, при помощи которого осуществляется сам процесс изгиба.
Два маленьких являются прижимными, на большем крепится замок для зажима трубной заготовки и рычаг для ручного привода, при помощи которого осуществляется сам процесс изгиба.
Арбалетный способ
Трубогиб арбалетного типа на самом деле похож на арбалет. Изготовление такого станка требуют достаточно много материала, такие как швеллер и уголок 75. Из этого профиля сваривается станина и сверху крепятся два ролика, участвующие в производственном процессе. На шток домкрата устанавливается так называемый башмак, с помощью которого заготовка принимает профиль определенного диаметра, желаемого для готового изделия. Такой трубогиб лучше использовать в производстве одинаковых гнутых изделий в большом количестве.
Вальцовка и прокатка
Для производства гнутых изделий из трубы методом вальцовки и прокатки требуется более серьезное оборудование, чем для вышеизложенных способов.
Для того чтобы изготовить вальцовочный станок потребуется три ролика, один из которых будет перемещаться по вертикали, прижимая заготовку, а остальные два останутся неподвижными.
Приводной ролик будет верхний, привод самый простой — ручной, но по возможности можно поставить мотор-редуктор с вращением выходного вала до 100 оборотов в минуту. Такой скорости будет достаточно. Конечная продукция должна иметь идеальную и одинаковую форму.
Самодельный трубогиб для круглой трубы
В принципе все станки такого типа имеют одинаковую конструкцию, различаясь только в приводе профилирующих роликов. Общий чертеж трубогиба для круглой и профильной трубы представлен далее.
Каждый может придумать и сделать свою конструкцию станка, из тех комплектующих и того материала, который является самым доступным.
 youtube.com/embed/F0d5rHDmAsw?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=3&loop=0&modestbranding=1&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
youtube.com/embed/F0d5rHDmAsw?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=3&loop=0&modestbranding=1&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
Привод станка для изгиба труб
Вариантов привода для этого станка множество, главное, чтобы он был недорогой в закупке и дальнейшем обслуживании, прост в исполнении, имел приемлемые по цене запасные части и комплектующие.
Варианты привода для гибочного станка:
- Ручной. Самый простой, надежный и дешевый. Для него надо сделать рычаг, который будет удобен для осуществления производственных работ.
- Гидравлический. Трубогиб гидравлический для круглой трубы уже является профессиональным оборудованием и служит для выполнения работ промышленного масштаба.
- Электрический. Для такого станка приводом служит мотор-редуктор, который питается от сети 220 или 380 вольт.
- Пневматический. Для привода такого оборудования необходим компрессор, который будет приводить в движение подающий и формующие ролики.
- Комбинированный или гибридный привод. В этом случае используется несколько вышеуказанных способов в одном станке.
 Для такого станка приводом служит мотор-редуктор, который питается от сети 220 или 380 вольт.
Для такого станка приводом служит мотор-редуктор, который питается от сети 220 или 380 вольт.Для домашних работ нет необходимости применять дорогое оборудование, достаточно будет механизма с ручным приводом.
Правила эксплуатации
Чтобы правильно самодельное приспособление выполняло свои функции, необходимо придерживаться нескольких простых правил эксплуатации:
- при использовании сварной трубы с прямым сварочным швом, шов следует располагать в стороны изгиба;
- для того чтобы согнуть трубу большего диаметра, рекомендуется проводить работы как минимум вдвоем;
- ежедневно проводить осмотр оборудования, различных оправок, дополнительной оснастки, чтобы не было раскрученных гаек на болтах, трещин на сварке или других визуальных дефектов на рабочих поверхностях;
- периодически производить смазку подшипников, цепей и других вращающихся и трущихся деталей и механизмов, с применением качественной смазки.

Техника безопасности
При проведении производственных работ на станках по деформации круглой и профильной трубной заготовки из черного и нержавеющего металла, следует соблюдать элементарные правила техники безопасности:
- Все работы проводятся с применением средств индивидуальной защиты (рукавицы или перчатки, очки, специальная одежда).
- Работы, связанные с деформацией трубы большого диаметра, должны производиться только с напарником.
- Рабочее место должно находиться в чистоте. Не должно быть мятен масла, лишних предметов возле станка, прочего мусора и тому подобное.
- Все ручные трубогибы для круглой трубы и профильной заготовки должны очень жестко крепиться на неподвижной поверхности, чтобы избежать травматических ситуаций во время проведения производственных работ.
Каждый домашний мастер вправе самостоятельно выбирать размер, вид привода и максимальную производительность своего станка.
Трубогиб своими руками: чертежи самодельного трубогибочного станка
Часто бывают такие ситуации, когда при обустройстве домашнего хозяйства, например, при установке каркаса теплицы или прокладке трубопровода, отличающегося сложной конфигурацией, нужно согнуть профильные трубы.
Чтобы облегчить такую работу, домашние умельцы пользуются специальными приспособлениями заводского производства. Однако подобные изделия стоят довольно дорого, следовательно, не у каждого есть возможность их приобрести.
Поскольку создать трубогиб своими руками не составляет особого труда, то и большой суммы на его изготовление тратить не придется. Конструкция настолько проста, что не требует применения особых дефицитных деталей. Создать такое изделие можно практически в любом помещении, например, в гараже. Этот самодельный трубогиб позволяет согнуть конструкцию согласно определенному радиусу кривизны. Поверхность цилиндрического изделия не будет деформироваться, к тому же исключено возникновение заломов.
Поверхность цилиндрического изделия не будет деформироваться, к тому же исключено возникновение заломов.
Какими бывают трубогибы
Этот инструмент является незаменимым помощником, когда нужно установить теплицу, в которой каркас состоит из большого количества труб, согнутых под разными углами. Подобные приспособления представлены в нескольких вариациях, отличающихся принципом работы.
Гидравлические устройства предназначены для изменения направления отвода, сечение которого может быть:
- квадратным;
- прямоугольным;
- без отверстий.
Пользуясь таким инструментом, необходимо помнить об одном существенном недостатке. При сгибании трубы изделие испытывает сильное давление, начинает изменяться значение внутреннего радиуса. Для водосточных конструкций подобные модификации являются недопустимыми.
Принцип работы пневматического приспособления отличается от гидравлического аналога. В состав изделия входят центр и трубка.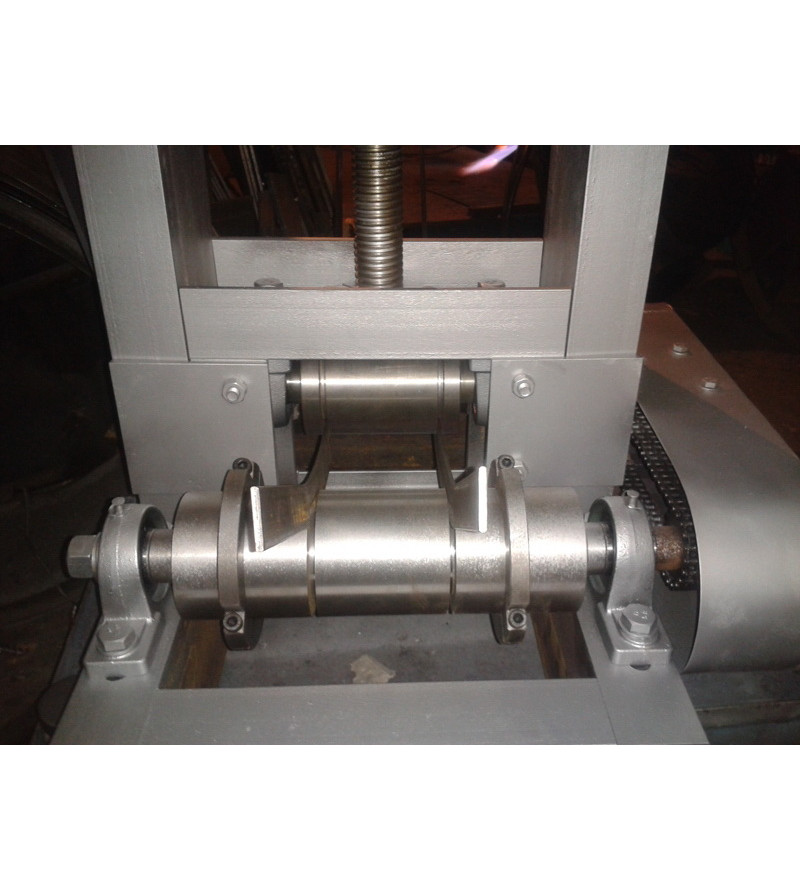 Горячий воздух начинает двигаться по цилиндрической конструкции. Высокая температура позволяет согнуть практически любое изделие в определенном направлении. Во время работы можно быть уверенным в том, что деталь не сломается.
Горячий воздух начинает двигаться по цилиндрической конструкции. Высокая температура позволяет согнуть практически любое изделие в определенном направлении. Во время работы можно быть уверенным в том, что деталь не сломается.
Электрические инструменты известны как прочные устройства, выполняющие различные функции. В основном они используются для работы с арматурой, причем совершенно неважно, какой она формы, а также для гибки труб разного диаметра.
Система оборудована электрическим приводом, функционирующим в автоматическом режиме. Главным достоинством этого устройства считается точность выполняемой работы. На таком станке можно гнуть трубы, изготовленные из различных материалов:
- металлопластика;
- стали;
- меди;
- алюминия.
В зависимости от принципа работы трубогибы бывают:
- арбалетными;
- сегментными;
- пружинными.

Когда говорят о сегментном устройстве, подразумевается растяжение труб вокруг определенного участка. В основном такая система используется для работы с цилиндрическими изделиями небольшого диаметра и тонкой стенкой. Пружинные конструкции функционируют благодаря установленной пружине. Она может натягиваться, одновременно изменяя форму под большим давлением.
Самыми распространенными приспособлениями считаются станки, оснащенные арбалетной системой. В таком аппарате имеется специальная насадка, диаметр которой может изменяться согласно требуемым условиям. Ключевую роль играет размер цилиндрического изделия. Таким приспособлением выполняется холодная обработка различных стальных деталей круглой формы.
Трубогиб-улитка пользуется большой популярностью при гибке кованых изделий. Устройство помогает согнуть детали и получить маленькие диаметры.
Из каждого вида можно собрать самодельный трубогиб. Главное – понимать схему работы.
Роликовые системы
Этот модифицированный аппарат может быть оборудован прижимными колесиками, изготовленными из металла или полиуретана. При работе с мягким материалом возможно применение деревянных деталей.
При работе с мягким материалом возможно применение деревянных деталей.
Расстояние между роликами влияет на характеристику системы. При большом промежутке во время сгибания уменьшается давление на деталь. К недостаткам такой конструкции можно отнести образование минимального радиуса, поэтому определенная часть изделия не может быть согнута.
Самодельные ролики заменяются шарикоподшипниками. Причем прижимной элемент нужно обязательно заклинить, чтобы сборочный узел не начал прокручиваться.
Чтобы самодельный трубогиб можно было использовать для придания определенной формы профильной конструкции, его требуется модернизировать. При разработке чертежей необходимо предусмотреть установку боковых роликов в различных позициях. С двух сторон нужно зафиксировать металлические планки. Их основной функцией будет удержание заготовки в перпендикулярном состоянии относительно роликовых осей.
Колесики крепятся специальным винтом. Плавно затягивая роликовую систему, сгибаемая труба проходит через приспособление. После поворота фиксатора на определенный градус выполняется прогон цилиндрического изделия.
После поворота фиксатора на определенный градус выполняется прогон цилиндрического изделия.
Пример создания такого устройства
Прежде чем начать производственный процесс, необходимо ознакомиться с приведенными ниже фотографиями и чертежами.
Самой важной деталью изделия считается ось. Если быть точнее, речь идет о подгонке и выборе конструкции вала. При необходимости прижимной винт можно заменить домкратом.
Технология изготовления трубогиба своими руками выглядит следующим образом:
- Покупаются подшипники. Оптимальным вариантом являются опорные модели, способные самоцентрироваться.
- Приобретаются две шестеренки.
- Согласно чертежам на токарном станке вытачиваются нужные валы.
- Если зубчатые колеса соответствуют конструкции, они сажаются на шпонку.
- Стопорная резьба нарезается в ограничителе.
- В кольце делаются несколько отверстий.
- Для металлической продолговатой детали выполняются специальные пазы.
- Аналогичные операции проводятся с узлом, фиксирующим подшипники.
- Для удобства монтажа полку швеллера для домкрата разрешается отпилить.
- Сваривается основа прибора.
- Крепятся ножки с использованием специального аппарата.
- Монтируется прижимной валик.
- Затягивается контргайка.
- На пружину вешается основа. Верхний упор нужно прикрутить болтами. При необходимости вал можно будет легко демонтировать.
- Внизу устанавливаются опорные валики.
- Для выполнения натяжения цепи изготавливается специальное приспособление. Для этого удобно использовать магнитный уголок.
- Фиксируются звездочки.
- Монтируются шпонки и натяжитель.
- Устанавливается вращательная рукоятка.
- Домкрат крепится на площадке двумя приваренными болтами.

Такой самодельный инструмент является незаменимым элементом в быту. Необходимо отметить, что качество сгиба ничем не уступает заводскому приспособлению.
Чтобы изделие приобрело товарный вид и было защищено от коррозии, его нужно покрыть краской или обработать специальным раствором.
Как из домкрата сделать трубогиб
Изготовить из домкрата трубогиб не просто, но возможно. Силовые способности полученного приспособления огромны. Сначала варится прочный каркас. Для создания многофункционального инструмента можно одновременно использовать гидравлический пресс и трубогиб.
Для изготовления конструкции разрешается применять любой домкрат (5-12 т). Нужно постараться сделать один общий инструмент, чтобы не разбирать его для транспортировки в багажнике автомобиля.
Такие большие нагрузки требуют надежной фиксации гидравлики к станине, чтобы исключить разборку крепления каждый раз после окончания работы.
Подходящий домкрат можно найти на автобазе, которая давно закрылась, или на авторазборке.
Пуансон изготавливается из старого шкива или толстой трубы, согнутой своими руками. Количество таких деталей ничем не ограничивается. Все зависит от диаметра заготовок, которые будут обрабатываться.
С каждого края станины крепится ось, на которую устанавливаются ролики. На них опирается трубная заготовка. Домкрат давит на пуансон, который направлен в центр детали. В результате цилиндрическое изделие начинает плавно изгибаться.
На них опирается трубная заготовка. Домкрат давит на пуансон, который направлен в центр детали. В результате цилиндрическое изделие начинает плавно изгибаться.
Как работает гидравлический трубогиб
Такая система функционирует по принципу домкрата. Максимальное давление, получаемое на штоке, находится в пределах 8-20 т. Создаваемое усилие напрямую зависит от нескольких параметров:
- угла сгиба;
- жесткости материала;
- диаметра трубы.
В основном угол сгиба находится в пределах 90-220 градусов.
Самыми удобными считаются ручные трубогибы рычажного типа. Максимальный угол, на который они могут согнуть трубу, достигает 180 градусов.
Данное оборудование, относящееся к обжимному типу, позволяет свести к минимуму возможную деформацию обрабатываемого изделия. Аналогичный принцип применяется в электрических системах, когда необходимо согнуть деталь большого диаметра.
Похожие статьи:
Как построить трубогиб
Я хотел бы поблагодарить хороших людей из Blind Chicken Racing за то, что они предоставили основы для изготовления этого гибочного станка. Я продвинул их проект на шаг вперед и включил чертеж боковых сторон, и покажу вам, как устанавливаются поперечные распорки.
Я продвинул их проект на шаг вперед и включил чертеж боковых сторон, и покажу вам, как устанавливаются поперечные распорки.
Это может показаться сложным, но это не так. Как только я сделал бока, они быстро сошлись. Здесь вы видите изображение готовой единицы. У этого есть матрицы для 1-дюймовой трубы, но для этого потребуются матрицы для 2-дюймовой трубы.
После нескольких незначительных корректировок этот трубогиб мне очень понравился. Корпус изготовлен из стальной пластины толщиной 1/4 дюйма, за исключением платформы домкрата, которая представляет собой стальную пластину 3/8 дюйма. Домкрат 12-тонный. Вам нужен короткий домкрат с винтовым удлинителем сверху.
Вы можете легко внести изменения в это устройство, я показываю вам, как я сделал свой, но не стесняйтесь вносить изменения, если хотите. Все, что вам подходит.
Итак, список материалов, которые вам понадобятся:
- Для боковых сторон — либо 2 куска стального листа, 35 ″ x 24 ″ x 1/4 ″, либо (4 куска стального листа), 2 куска размером 6 ″ x 24 ″ x 1/4 ″, плюс 2 части размером 4 ″ x 29 ″ x 1/4 ″.
- Для верхней поперечной распорки — 1 шт., Сталь 1/4 ″, 6 ″ x 4 ″
- Пара возвратных пружин — я использовал пружины растяжения с прибл. Свободная длина 8 дюймов и диам. Они хорошо работают.
- Для нижних поперечных распорок — 2 шт, сталь 1/4 ″, 6 ″ x 6 ″
- Для платформы домкрата и траверсы — 1 шт. Из стали 1/2 ″ или 3/8 ″ из стали, от 5 ″ до 5 1/4 ″ квадратного сечения, 2 шт. Из стали 1/2 ″, от 3 ″ до 4 ″ x 6 ″ .
- Для точек крепления возвратной пружины — 2 болта, 1/2 ″ x 3 ″ с 4 гайками.
- Для пальца нижнего ролика — стальной стержень 1 ″ x 8 ″,

Подходит для траверсы — длина 6 дюймов, диаметр 1 1/2 дюйма.Стенная трубка 25 ″. Примечание: на рисунке ниже показан кусок купола длиной около 3 дюймов. Я изменил эту длину, чтобы увеличить внутреннюю ширину гибочного устройства на всю ширину — 6 дюймов в длину. Это не высечено в камне. Используйте то, что лучше всего подходит для вас. Сначала получите штампы.
Для центрирования ролика — 2 куска трубы, которые будут проходить через нижний штифт, примерно 3 дюйма длиной каждый.
Для нижней роликовой опоры пальца — 1 шт. Стальной уголок, 1/8 ″ x 2 ″ x 2 ″ x 6 ″ длиной. (эта часть не видна на картинке выше).
Для верхнего анкерного штифта — стальной стержень 1 ″ x 8 ″ (чем прочнее эта деталь, тем лучше). Используйте здесь высокопрочную сталь или, возможно, нержавеющую, если она доступна. В моем я использовал гнутый штифт из мягкой стали, затем я перешел к необработанному компьютеру из инструментальной стали, который также погнулся. Затем я использовал кусок высокопрочного стального стержня, который, как я подозреваю, мог быть подвергнут термообработке. Это делает свою работу.
Для втулки поверх верхнего анкерного штифта — штанга трубы 1 ″, примерно 1/8 ″ стенки, 6 ″ длины.
Гибочная матрица, ведомая матрица, ролик и штифт доступны в Pro Tools.Штифт, о котором я говорю, — это часть, которая проходит через ярмо и гибочную матрицу. Ролик не виден на изображении выше, но он надевается на нижний штифт, и это то, на что опирается / катится штамп ведомого элемента.
Набор штампов, который я заказал, был для трубы 1 дюйм, радиус изгиба 3 1/2 дюйма, тип 120 градусов, используемый для установки на их модель HMP200. Этот штамповочный комплект подходит для труб со стенкой до 0,134 дюйма. Их цена (на момент написания) 155 долларов США. Вам также понадобится ролик с втулками, пропитанными тефлоном, и шарнирный вал диаметром 1 дюйм, который они продают.Я предлагаю, когда вы звоните им, обязательно заказывайте набор штампов, который подходит для их блока HMP 200. У них есть матрицы разного размера, для разных размеров труб и радиусов изгиба, поэтому все зависит от того, что вам нужно. Нажмите на эту миниатюру, чтобы увидеть их гибочную матрицу и сопрягаемый шарнирный вал.
Это рисунок, который вы могли бы использовать, если бы вы хотели обработать эти стороны лазером или вырезать плазменную резку из цельного куска. Я сделал свой, используя по две детали для каждой стороны, и сварил их вместе в точке, где основание соединяется с вертикальной секцией.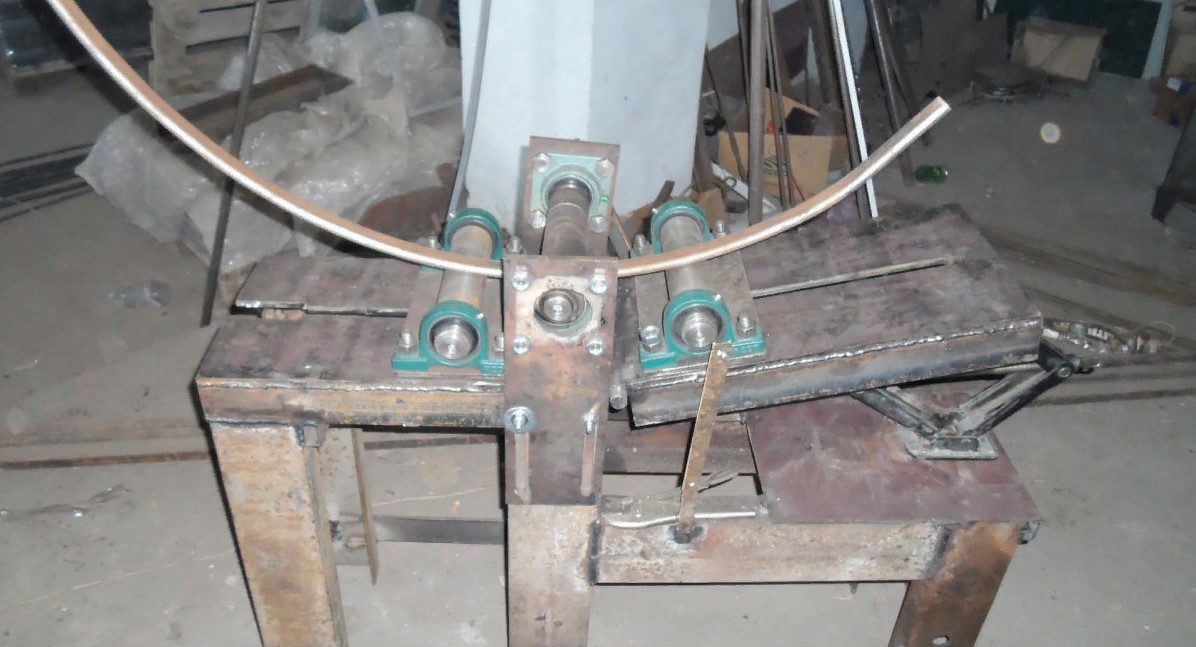 Это сработало хорошо и позволило мне использовать два небольших куска стали вместо одного большого для каждой стороны. Прошу прощения за отсутствие определения. Чертеж потерял некоторые детали в процессе преобразования из CAD-файла и сжатия до размеров этой страницы.
Это сработало хорошо и позволило мне использовать два небольших куска стали вместо одного большого для каждой стороны. Прошу прощения за отсутствие определения. Чертеж потерял некоторые детали в процессе преобразования из CAD-файла и сжатия до размеров этой страницы.
Если у вас есть материал для сторон, сварите их вместе (если вы собираетесь по маршруту из двух частей). Или вы можете нанести лазер на ваши стороны до тех же размеров, что и на этом чертеже (если вы собираетесь использовать стороны из 1 части).Если вы делаете эти бортики самостоятельно, разложите их и прорежьте отверстия кольцевой пилой. При просверливании этих отверстий было бы неплохо сварить обе стороны прихваточным швом, чтобы обе стороны выходили одинаковыми. В моем случае я пропустил выемку 15 дюймов и переместил ряд отверстий на 1/2 дюйма ближе к краю, а не по центру в верхней части, как вы видите здесь (выемка предназначена для обеспечения зазора для домкрата. ручку, когда качаете домкрат). Прорезь может быть сделана путем соединения группы отверстий диаметром 1 дюйм или путем фрезерования пространства между двумя отверстиями.Все, что вам подходит. Я фрезеровал свой, потому что прорезь лучше всего работает, если стороны чистые и прямые. Кроме того, я бы добавил небольшой радиус ко всем этим внешним углам (кроме верхних углов), если бы я делал эти срезы.
ручку, когда качаете домкрат). Прорезь может быть сделана путем соединения группы отверстий диаметром 1 дюйм или путем фрезерования пространства между двумя отверстиями.Все, что вам подходит. Я фрезеровал свой, потому что прорезь лучше всего работает, если стороны чистые и прямые. Кроме того, я бы добавил небольшой радиус ко всем этим внешним углам (кроме верхних углов), если бы я делал эти срезы.
Когда ваши матрицы доставлены, вы можете начать приваривать поперечные распорки и использовать гибочную матрицу для сборки / разнесения ярма матрицы и проверки размера отверстий в ярме матрицы. Сначала я начну с основной части изгиба. Убедитесь, что все поперечные распорки одинаковой ширины.Я использовал перекладину 6 ″ x 1/4 ″ для всех моих подтяжек, так что все поперечные распорки были 6 ″. Расположение верхней распорки очевидно. Он расположен заподлицо с верхушками колонн. Приварите это.
Установите нижний ролик (ролик, который поддерживает матрицу толкателя), затем расположите нижнюю заднюю скобу так, чтобы матрица толкателя располагалась ровно, когда она опирается на скобу и нижний ролик.
Расположение распорки вперед / назад не является критическим, вы хотите, чтобы эта распорка поддерживала штамп ведомого при его движении под штампом изгиба.Отметьте расположение скобы и приварите ее в этом месте.
Последнее, что вам нужно сделать, это сделать угол между сторонами гибочного станка, который войдет под ролик для штампа толкателя. Поскольку на ролик слишком велика нагрузка, нижний штифт будет отклоняться и изгибаться, если на нем нет опоры. Если вы можете найти термообработанный высокопрочный стержень для использования в качестве нижнего штифта, вам может не понадобиться поддержка под роликом. Если вы используете обычный стальной стержень, то вам следует включить эту опору.Установив нижний ролик на место, пора приварить опору для нижнего штифта. Он должен быть приварен так, чтобы между ним и валиком ролика оставался зазор примерно 1/32 дюйма.
Вилка матрицы поддерживает домкрат и удерживает гибочную матрицу. Сделано это так:
Ножки разнесены, чтобы соответствовать гибочной матрице. Оставьте небольшой зазор между матрицей и этими ножками. При сварке ножки будут хотеть втягиваться внутрь, поэтому убедитесь, что вы оставили достаточно места (возможно, 1/8 — 3/16 дюйма), чтобы гибочная матрица могла свободно качаться внутри ярма.
Оставьте небольшой зазор между матрицей и этими ножками. При сварке ножки будут хотеть втягиваться внутрь, поэтому убедитесь, что вы оставили достаточно места (возможно, 1/8 — 3/16 дюйма), чтобы гибочная матрица могла свободно качаться внутри ярма.
Приварите верх домкрата к трубке, которая надевается на верхний штифт, когда все это собрано вместе, и все готово. Один последний комментарий — когда я попробовал свой, я обнаружил, что рычаг домкрата, который шел с домкратом, был слишком коротким. Это не сработает, пока я не получу более длинный рычаг. Помните об этом, когда делаете первые сгибания. Кроме того, каждый раз, когда вы начинаете сгибание, убедитесь, что передние поверхности штампа ведомого и гибочного штампа выровнены. Я считаю, что Pro Tools включает инструкции / дополнительную информацию по этой теме, когда они отправляют свои штампы.
Приведенная выше информация предоставлена: Terry Tasky Favorite Projects Посетите сайт Терри для получения дополнительной информации..png)
Дешевый самодельный квадратный трубогиб, найдите самодельный квадратный трубогиб на сайте Alibaba.com
Дешевый самодельный квадратный трубогиб, найдите самодельный квадратный трубогиб онлайн на Alibaba.com Главная страница ›(454017 результатов)JEGS Performance Products 80088 Large Трубогиб
10.99
JEGS Performance Products 80086 Малый трубогиб Pro Style
11,99
Performance Tool W86013 Трубогиб, для использования с трубками диаметром 3/16, 1/4, 5/16 и 3/8 дюйма
11,1
OTC 4403 Tubing Bender
30.3
General Tools 100-3 / 8 Tubing Bender-3 / 8X10 TUBE BENDER
$ 4.64
OTC 4403 Tubing Bender
35.14
OTC 4404.01
Ручной трубогиб Mophorn Набор трубогибов от 3/8 до 1 дюйма с 7 плашками для гибки труб
138,99
Гибочный станок, трубка 7/8 дюйма G5360521
$ 252,56
OrangeA Ручной трубогиб Набор от 3/8 до 1-дюймовый трубогиб с 7 плашками для гибки труб (ручной)
145,99
Allstar Performance ALL10340 Гидравлический трубогиб с радиусом 1 дюйм x 5 дюймов
499,99
Titan 11489 Трубогиб 180 градусов
26. 11
11
Надоело искать поставщиков? Попробуйте запрос предложений! | Запрос коммерческого предложения
Настройка обработки апелляций
|
(KaleidoScope) 3-РАЗМЕРНЫЙ ТРУБОГИБ КОНДИЦИОНЕРА / ТОРМОЗ / ТОПЛИВОПРОВОД / ТРУБОГИБ
25.98
Трубогиб 3 в 1 Трубогиб 1/4 «5/16» 3/8 «Внешний диаметр 90 градусов Длинный ручной инструмент 11»
22,62
Трубогиб, 3/8 дюйма OD, 13 дюймов L
87,38
Трубогиб, 1/4 дюйма, 9 дюймов
66,74
TEKTON 6515 Трубогиб
10,99
Трубогиб WINGONEER Трехразмерный трубогиб Трубогибы трех размеров Tubing Tubder Al
15,99
PRO BLACKHAW G7606462
21 доллар США. 25
25
Wilmar W80675 Прецизионный трубогиб
18.39
Трубогиб 3 в 1 90 градусов 1/4 5/16 3/8 дюйма трубогиб
21.99
RIDGID 456/44852 трубогиб, 1/4, 5 / 16,3 / 8 дюймов, наружный диаметр
$ 49,36
Titan 11487 Миниатюрный трубогиб
8,47
Performance Tool W703 Большой трубогиб,
9,8
Ручной трубогиб Flexzion Инструмент для трубопровода 1/2 толщины OD Стальные трубы для систем отопления, вентиляции и кондиционирования воздуха Мягкая медь, латунь, алюминий, другие мягкие металлы, надежно изгибается с широкими захватами
34.99
Трубогиб, наружный диаметр Трубка 1/4, 5/16, 3/8 дюйма
51,83 $
BACHARACH 2002-6700 Трубогиб, 180 градусов, 1/4,5 / 16,3 / 8 дюйма G4204681
$ 16,93
General Tools & Instruments Трубогиб 100-3 / 8 для трубок диаметром 3/8 дюйма
5,46
JEGS Performance Products 80880 Трубогиб с малым радиусом
48,19
Small Mini 1/8 «- 1/4 дюйма ручной алюминиевый трубогиб для гибки медных труб из стальной проволоки
19. 89
89
Вас также может заинтересовать:
Примечание: статьи, изображения, новости, мнения, видео или информация, размещенные на этой веб-странице (за исключением всей интеллектуальной собственности, принадлежащей Alibaba Group на этой веб-странице), загружены зарегистрированными членами Алибаба. Если вы подозреваете какое-либо несанкционированное использование ваших прав интеллектуальной собственности на этой веб-странице, сообщите нам об этом по следующему адресу: [email protected].
Как правильно согнуть металлические трубы в домашних условиях — сделать их из металла
Сегодня есть действительно удивительные инструменты, которые профессионалы используют для гибки труб.Трубогибы с компьютерным управлением могут откачивать сложные выхлопные трубы быстрее, чем вы можете сказать: «Я хотел бы получить эффективный и экономичный способ формирования трубы для выхлопных газов моей машины, если вы не возражаете».
Но иногда это просто невозможно.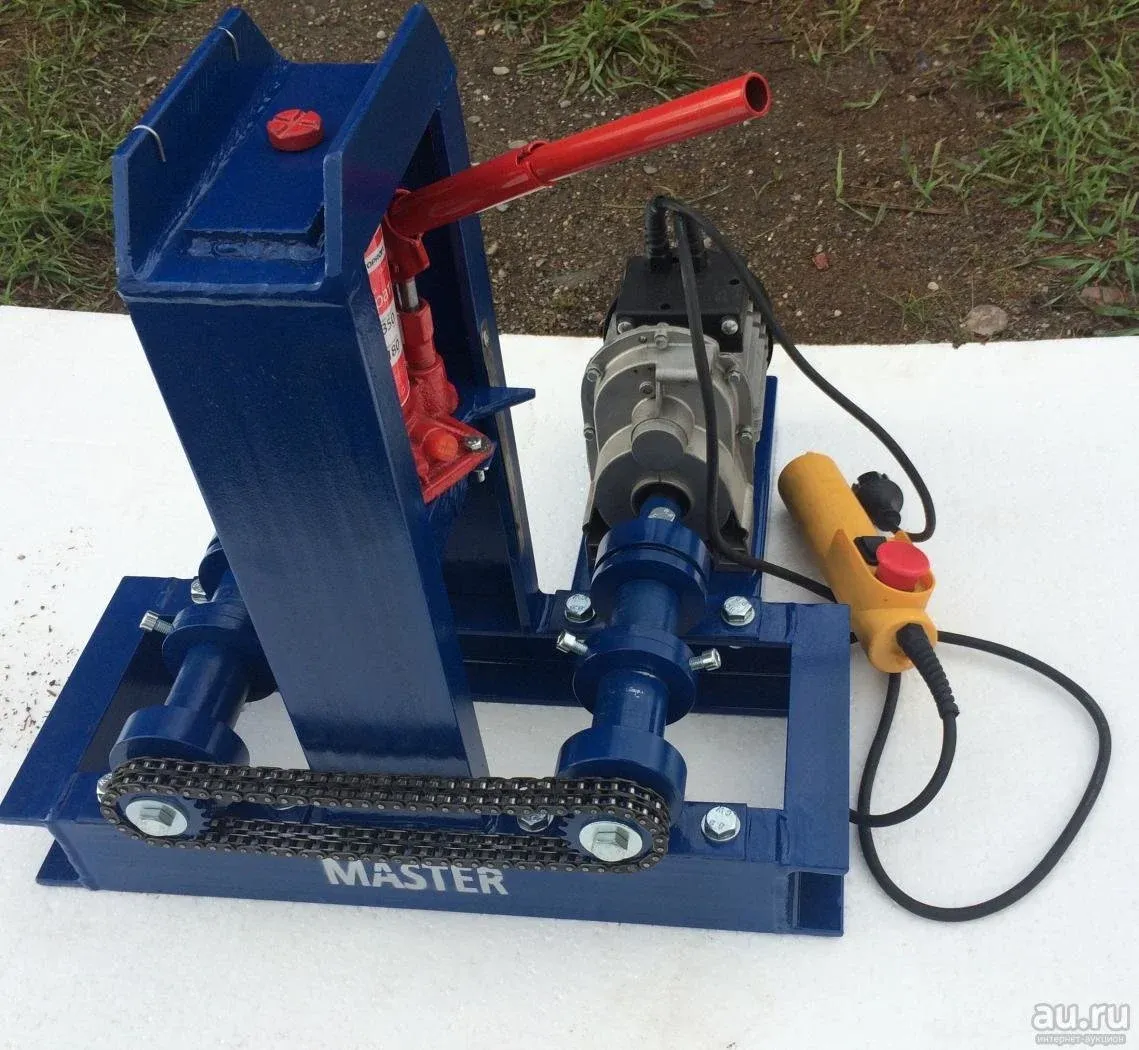 Трубы и трубы изгибаются разными способами с использованием различных инструментов. В этой статье я рассмотрю несколько различных вариантов в зависимости от вашего приложения, а также то, как вы можете это сделать должным образом. Просто ищите то, что лучше всего соответствует тому, что вы пытаетесь сделать.Все содержится в оглавлении, поэтому не стесняйтесь просматривать его, чтобы найти нужную информацию.
Трубы и трубы изгибаются разными способами с использованием различных инструментов. В этой статье я рассмотрю несколько различных вариантов в зависимости от вашего приложения, а также то, как вы можете это сделать должным образом. Просто ищите то, что лучше всего соответствует тому, что вы пытаетесь сделать.Все содержится в оглавлении, поэтому не стесняйтесь просматривать его, чтобы найти нужную информацию.
Вводная информация
Хорошо, для начала давайте рассмотрим немного важной информации. А именно, в чем проблема сгибания труб и труб.
На самом деле есть несколько проблем, которых нужно остерегаться. Один из них — перегиб. Если вы просто возьмете кусок трубки и согнете его, он защемит и загнется в том месте, где находится изгиб. Это делает трубку слабой, и через нее ничего не может пройти.Никому не нравится, когда их трубки извращаются.
Второй — это растрескивание или утомление металла. Обычно это проблема для таких материалов, как медь и алюминий. Если металл не отожжен, можно ожидать проблем. Сталь, как правило, довольно пластична, поэтому прикладывать тепло можно только в том случае, если она слишком тяжелая, чтобы ее можно было согнуть.
Если металл не отожжен, можно ожидать проблем. Сталь, как правило, довольно пластична, поэтому прикладывать тепло можно только в том случае, если она слишком тяжелая, чтобы ее можно было согнуть.
Для большинства из них я бы порекомендовал сначала попробовать это на практике. Это позволит вам понять, как это будет выглядеть. Вы также можете проверить наличие трещин и решить, нужно ли его отжечь.
Как согнуть трубопровод EMT
Трубы EMT из оцинкованной стали или алюминия — отличный материал для конструкций. Кабелепровод — это материал, который вы обычно используете для прокладки проводов в промышленном здании. Это сверхпрочный и довольно прочный материал.
Многие парни, которых я знаю, использовали его, чтобы построить такие вещи, как действительно прочные палатки и сараи. Некоторые люди будут использовать трубы из ПВХ, но трубопровод прочнее и (на мой взгляд) лучше выглядит. К тому же это действительно дешево! 1/2 дюйма на 10 футов обычно обходятся вам чуть больше 3 долларов за длину.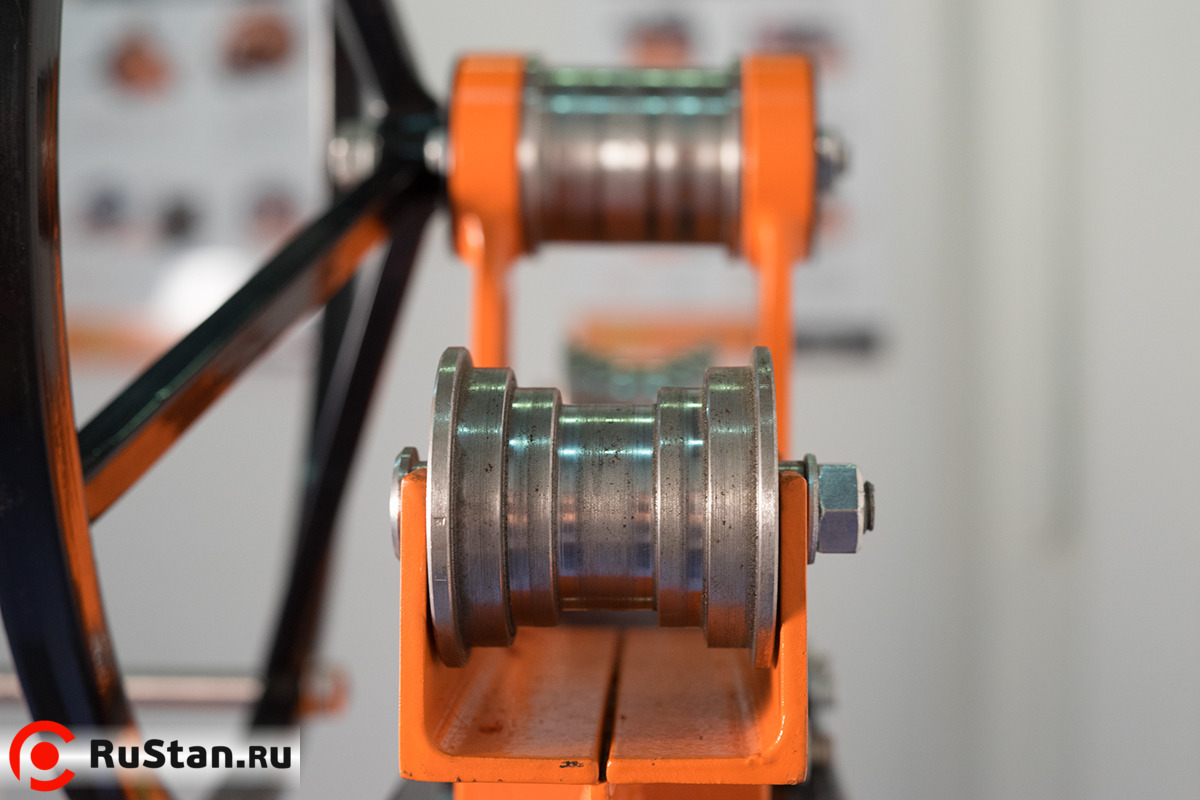 Вы можете отлично поработать с этим материалом.
Вы можете отлично поработать с этим материалом.
Вот небольшой список идей, что с ним можно сделать:
- Велосипед / квадроцикл
- Рамы тележек (я бы рекомендовал сварные соединения, но сначала убедитесь, что вы очистили цинк)
- Палатки и навесы
- Теплицы
- Стеллаж
- Багажники (как для велосипедов и инструментов в гараже)
- Карнизы
- Маркизы
- Решетка (решетка? Или шпалера?)
- Геодезические купола
- Каркасы столов компьютерных
С помощью кабелепровода ЕМТ очень легко сделать несколько профессиональных изгибов.Обычным инструментом промышленных электриков является трубогиб. Самое лучшее в них то, что они действительно очень дешевые для более экономичных. Конечно, вы также можете взять его напрокат, но за такую дешевизну вы можете просто купить его. Лучшая цена для ваших денег — это на Amazon. Вам нужно будет нажать на ссылку, чтобы узнать текущие цены.
Преимущество трубогиба в том, что он обеспечивает отличные и стабильные изгибы на протяжении всего проекта.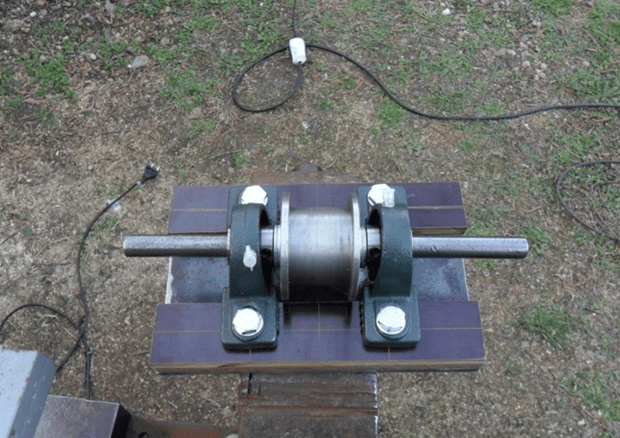 Они изгибаются с радиусом, обеспечивающим прочность и неперегибаемость трубы, поэтому конечный результат выглядит великолепно.
Они изгибаются с радиусом, обеспечивающим прочность и неперегибаемость трубы, поэтому конечный результат выглядит великолепно.
Следует обратить внимание на то, что вы получаете трубогиб, диаметр которого соответствует диаметру трубы. Мне нравится 1/2 дюйма, потому что он дешев и с ним легко работать, но вы также можете получить его и большего размера, например, диаметром более 2 дюймов. Я не уверен, насколько их тяжело сгибать, но в руке; Я лично никогда не работал с чем-то настолько большим.
Преимущество трубогиба в том, что на нем есть множество действительно полезных отметок, так что вы будете знать, под каким углом вы изгибаете.Они очень удобны, и ваш проект будет запущен в кратчайшие сроки.
Если вам нужны более плотные изгибы или вы не хотите гнуть металл самостоятельно, вы можете просто купить связку литых под давлением цинковых соединителей и скрепить все вместе.
Как согнуть выхлопные трубы
Для этого действительно стоит использовать трубогиб. Это просто делает ваши изгибы очень легкими и чистыми. Правильный трубогиб будет иметь несколько размеров матриц, соответствующих диаметру вашей выхлопной трубы, и будет следить за тем, чтобы вы не перегибали его.
Это просто делает ваши изгибы очень легкими и чистыми. Правильный трубогиб будет иметь несколько размеров матриц, соответствующих диаметру вашей выхлопной трубы, и будет следить за тем, чтобы вы не перегибали его.
Спросите своих приятелей, есть ли у кого-нибудь доступ к нему. У многих металлических магазинов один спрятан в углу.
Если честно, лучше всего отнести его в вытяжную мастерскую. У этих ребят будут машины стоимостью от 7 тысяч долларов, и они смогут делать это быстрее и дешевле, чем вы. Они тоже получатся красивыми.
Другой вариант — купить кучу предварительно отформованных деталей, затем разрезать их и сварить вместе. Я, наверное, пошел бы по этому пути, прежде чем попытался бы согнуть их сам.
Вот пример того, что можно купить по разумной цене:
Если вы хороший сварщик, у вас может получиться отличная выхлопная система. К тому же это веселая работа. Просто имейте в виду, что у вас могут возникнуть проблемы с проверками в будущем, если вы сделаете это самостоятельно.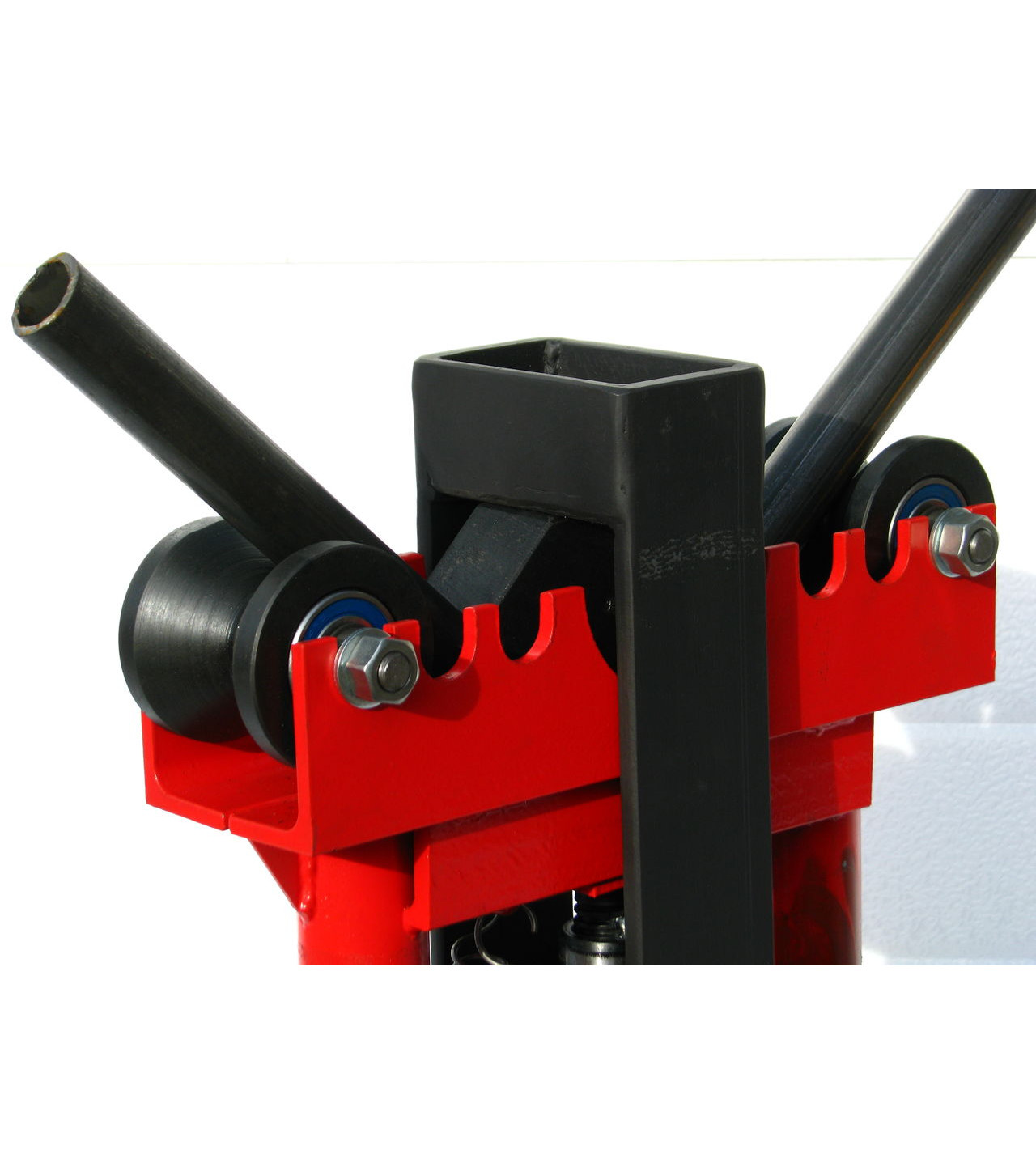 Это зависит от того, где вы находитесь, но большинству мест не понравится тот факт, что вы не сертифицированы для этого. Что-то связанное с риском утечек, из-за которых токсичный газ будет выделяться до того, как он пройдет через каталитический нейтрализатор, что нанесет вред окружающей среде и легким маленьких детей.
Это зависит от того, где вы находитесь, но большинству мест не понравится тот факт, что вы не сертифицированы для этого. Что-то связанное с риском утечек, из-за которых токсичный газ будет выделяться до того, как он пройдет через каталитический нейтрализатор, что нанесет вред окружающей среде и легким маленьких детей.
В качестве альтернативы можно использовать песчаный метод. Для чего-то такого большого, как выхлопная труба, потребуется немного терпения и мускулов, но это выполнимо. Я подробно расскажу о песочном методе ниже, поэтому просто прокрутите вниз, если хотите, попробовать.
Как гнуть медную трубку
Обычно вы можете встретить два типа медных труб: прямые отрезки трубы и гибкие спирали.
Гибкая катушка легко сгибается. Вот для чего он нужен.Стенки тонкие, и вы можете даже (до некоторой степени) согнуть его руками, если это будет широкий изгиб. Однако для более резких вещей вы, вероятно, его перегибаете.
Если вам нужно устройство, способное сгибать трубу меньшего размера (например, с наружным диаметром 1/4, 3/16 и 3/8), вы можете приобрести небольшой ручной трубогиб, который значительно упрощает эту задачу. На Amazon есть такая замечательная штука. Это от Тектона; он действительно прост в использовании и идеально подходит для мягких материалов, таких как медь, алюминий и тонкостенная сталь.Это также очень экономично, вы можете проверить текущую цену здесь.
На Amazon есть такая замечательная штука. Это от Тектона; он действительно прост в использовании и идеально подходит для мягких материалов, таких как медь, алюминий и тонкостенная сталь.Это также очень экономично, вы можете проверить текущую цену здесь.
Основная проблема с гибкой катушкой — это выпрямление. Если вы хотите, чтобы он был хоть немного виден, я бы настоятельно рекомендовал , , вам купить выпрямитель для трубок. Это тот, который крепится в тисках (вы также можете вкрутить его в кусок дерева, чтобы он оставался стабильным) — это хороший результат для ваших денег, поскольку он действительно работает. Существуют более дешевые модели, но поскольку они регулируются, вы получите значительно более прямую трубу.Все, что вам нужно сделать, это воткнуть трубку, повернуть ручку, чтобы отрегулировать ее, и протянуть медную трубку. Работает как шарм.
Не хотите покупать инструменты?
Вот странный прием, который действительно сработает, если вы освоитесь: выходите на улицу. Разложите длинный кусок 2 × 10 или фанеры, затем натяните трубку примерно такой же длины. Осторожно качайте трубку, как будто вы в медленном движении рубите дрова топором. Не то, что Тор делает прыжок по земле; ты будешь выглядеть глупо.Ударьте по дереву. Если вы сделаете это осторожно, он выпрямится.
Разложите длинный кусок 2 × 10 или фанеры, затем натяните трубку примерно такой же длины. Осторожно качайте трубку, как будто вы в медленном движении рубите дрова топором. Не то, что Тор делает прыжок по земле; ты будешь выглядеть глупо.Ударьте по дереву. Если вы сделаете это осторожно, он выпрямится.
Не судите меня. Я сделал это, и это работает. Я увидел, как парень упомянул об этом на форуме, и решил попробовать. Только не ударяйте по ней слишком сильно, иначе трубка сплющится к концу.
Для труб прямой длины лучше использовать только локти и суставы. Этот материал не очень любит сгибаться, его очень легко расколоть, расколоть или перекрутить.
Если действительно нужно согнуть, попробуйте нагреть.Фонарик водопроводчика подойдет, если вы наберетесь терпения. Ацетиленовая горелка будет работать намного быстрее. Вы также можете попробовать отжечь его, если не хотите работать с ним, пока он горячий.
В качестве альтернативы вы можете попробовать метод с песком или замороженной мыльной водой, о котором я расскажу позже.
Как гнуть тормозную и топливную магистрали
Для профессионального изгиба тормозных и топливных магистралей используйте инструмент для формования тормозных магистралей.
Вы определенно можете согнуть их вручную, если будете практиковаться и терпеливо, но гибочные машины для тормозной магистрали очень просты в использовании (особенно в тесноте), они делают красивые и крутые повороты, и ваша работа будет выглядеть намного лучше.
Хотя, честно говоря, мне не повезло с множеством дешевых инструментов. Есть так много мусорных трубогибов, которые даже не работают, иначе они сломаются, как только вы попробуете первый изгиб.
Если вы собираетесь его купить, стоит потратить немного больше на что-нибудь с узнаваемым брендом. Я люблю ту, что от Иствуда. Он по-прежнему по разумной цене, работает очень хорошо (просто возьмите и поверните), и на линии будет минимальное обжатие. С этим инструментом ваши линии будут выглядеть красиво и аккуратно.Проверьте здесь текущие цены.
Если у вас много терпения и вы хотите отличных результатов , вы также можете попробовать ручное сгибание с помощью метода замороженной мыльной воды. Если вы немного потренируетесь и не торопитесь, у вас могут быть идеальные сгибания рук без каких-либо видимых следов. Это отлично подходит для утомительных вещей, таких как реставрация классических автомобилей, когда вы хотите, чтобы все было в первозданном виде. Я подробнее рассмотрю этот метод ниже.
Как свернуть трубы и трубки
Это отличный способ гибки трубы и трубы, но инструменты немного дороже.
С помощью этого метода можно получить достаточно ровные изгибы большого радиуса. Он работает, проталкивая трубу между тремя роликами, которые сжимают и толкают металл, когда он катится. Ролик подходит для труб любого типа, будь то квадратные или круглые. Все, что вам нужно, это матрица соответствующей формы. Вы также можете формировать более тяжелый материал, так как вы можете постепенно пропускать материал через ролики несколько раз. Другими словами, это надежный вариант для большего количества элементов конструкции.
Другими словами, это надежный вариант для большего количества элементов конструкции.
Обратной стороной является то, что это может быть медленным. Есть автоматизированные, которые могут быть довольно эффективными, но чаще можно увидеть вариацию на ферме — что-то вроде гидравлического домкрата или большого маховика будет перемещать ролики. Есть рукоятка, которая приводит в движение одно из колес и протягивает трубу через ролики. Нередко приходится перекатывать его примерно 60 раз, чтобы получить хороший изгиб. Ваши руки будут в хорошей форме, если вам придется согнуть несколько труб.
Вы также получите небольшой изгиб на обоих концах изгиба.Ничего особенного, только что-то слегка заметное.
Как согнуть трубы и трубки с помощью песка
Мне не удалось это доказать, но я слышал, что Ferrari раньше (и, возможно, в настоящее время) использовали (d) этот метод для ручной формовки выхлопных труб. Этот метод (вместе со следующим с замороженной мыльной водой) требует немного усилий, но результаты действительно впечатляют.
Одна вещь, которая не нравится людям в использовании инструментов для формовки труб и насосно-компрессорных труб, заключается в том, что они деформируют металл при изгибе.По сути, если вы вставите шар, который идеально входит внутрь трубы, и попытаетесь прокатить его, он застрянет там, где начинается изгиб. Это связано с тем, что там, где штампы слегка сдавливают металл, будет небольшое углубление.
Чаще всего это не проблема. А вот парням-перфекционистам песочный метод действительно интересен.
Вот как это работает:
Создайте форму с желаемым радиусом. Это можно сделать несколькими способами.Вы можете использовать дерево, чтобы придать желаемой форме радиус. Сделайте перегиб, так как металл захочет немного отскочить. Найдите способ зажать один конец, не раздавливая его. Вы можете выстелить древесину листовым металлом, чтобы не обжечься при нагревании трубы.
Заглушить один конец трубы / трубки. Заполните его очень сухим песком . Затем заполните трубку песком, осторожно утрамбовывая ее. Не упаковывайте плотно, только плотно. Заполните его полностью.Затем подключите другой конец.
Не упаковывайте плотно, только плотно. Заполните его полностью.Затем подключите другой конец.
Обычно есть два распространенных способа затыкания концов: либо обжать их, а потом отрезать, либо набить тряпкой (лучше для мелких вещей).
Теперь нагрейте металл горелкой. Не торопитесь. Это займет немного больше времени, так как вы также нагреваете песок, но песок также поможет сохранить часть тепла во время сгибания. Получите это докрасна.
Указание по безопасности: если песок влажный, существует вероятность взрыва трубы, потому что пару некуда деваться.Чтобы песок перед использованием тщательно просох, приготовьте его. Я люблю запекать его в течение часа в духовке перед употреблением.
Теперь поместите трубу в ту форму, которую вы построили. Для работы с трубой используйте сварочные перчатки. Вы его нагрели, значит, будет жарко. Зажмите один конец, а другой потяните по этому радиусу, пока не получите желаемый изгиб. Будьте терпеливы, не торопитесь. Не ждите, что ваш первый получится идеальным. Дайте ему немного остыть, прежде чем вынимать его.
Будьте терпеливы, не торопитесь. Не ждите, что ваш первый получится идеальным. Дайте ему немного остыть, прежде чем вынимать его.
У этого метода есть несколько сложных аспектов.Например, правильно почувствовать, насколько плотно набивать песок. Слишком туго, и для сгибания потребуется гораздо больше мышц. Он также может слишком сильно растянуть металл на одной стороне изгиба, и его будет очень трудно вытащить. Слишком мало, и труба разрушится сама по себе.
Также может потребоваться немного практики, чтобы получить правильный размер радиуса и отметить, где изгибы должны начинаться и останавливаться. Это особенно верно, если вы пытаетесь сделать что-то действительно точное. Если вы не будете очень осторожно удерживать зажатый конец, вы, вероятно, захотите отрезать несколько дюймов, потому что зажим действительно деформирует трубу.
На самом деле это крутой способ гибки трубы. Поначалу получение желаемых результатов может быть очень неприятным, но со временем вы сможете выполнять отличные изгибы. Многие профессионалы используют этот метод и по сей день для выполнения премиальных работ. Это тоже действительно старая техника. Судя по всему, они занимались этим сотни лет. Не спрашивайте меня, кто «они».
Многие профессионалы используют этот метод и по сей день для выполнения премиальных работ. Это тоже действительно старая техника. Судя по всему, они занимались этим сотни лет. Не спрашивайте меня, кто «они».
Отлично подходит для материалов большего диаметра, например (по моему опыту) 3/4 ″ и выше. Сложнее всего достать песок.Для трубок меньшего размера обратите внимание на замороженную мыльную воду ниже.
Как согнуть трубу и трубки с помощью замороженной мыльной воды
Отлично подходит для небольших трубок из пластичных материалов. Например, латунь, алюминий и сталь.
Итак, вот что самое интересное в методе замороженной мыльной воды: в замороженном состоянии он образует твердый гель (консистенция измельченного эскимо), а затем тает и смывается. Мыльная вода также является самосмазывающейся, поэтому она очень гладкая изнутри при изгибе.Царапин нет.
Вот как это сделать:
- Смешайте мыло и воду в соотношении 1: 1. У меня нет технической информации о точном идеальном соотношении, но это то, что я сделал, и это сработало.
- Закройте один конец трубки. Самый простой способ сделать это — просто зажать его и отрезать позже.
- Влить смесь.
- Закройте другой конец крышкой.
- Бросьте на ночь в морозильную камеру.
- Создайте форму. Используйте дерево, колышки, случайные круглые предметы, все, что вам подходит по форме.Для небольших вещей с крутым изгибом используйте край 2 × 4.
- Вынуть замороженную трубку из морозильной камеры.
- Теперь согните его над своей формой.
- Поздравляю. Теперь у вас есть изогнутая трубка.

Этот метод позволяет получить действительно хорошие изгибы без перегибов. Я слышал, что это более или менее тот метод, который они используют для изготовления медных инструментов, таких как трубы, тубы и тому подобное. Я не знаю, действительно ли это мыльная вода или какой-то другой вид гелевой смеси, которая не должна быть холодной, но принцип тот же.
Дайте трубе нагреться и снимите заглушки. Слейте мыльную воду и тщательно промойте трубку.
Вот и все, теперь вы вооружены необходимой информацией, чтобы овладеть искусством трубогиба! В конце концов, вам нужно решить, стоит ли гнуть трубу / трубу или просто использовать стандартные соединения. Соединения часто проще и быстрее, в то время как изгибы обычно более сильные, с меньшей вероятностью утечки и (если вы хорошо поработали) красивее.
Вопросы / комментарии? Разместите их ниже.Вы также можете быть действительно крутыми и поделиться этим в социальных сетях. Все классные это делают.
Связанные вопросы
В чем разница между трубкой и трубкой?
Практическое правило, которое следует помнить, разница между трубкой и трубой заключается в том, что труба измеряется по ее внутреннему диаметру, тогда как труба обычно измеряется по внешнему диаметру.
Неточный внутренний диаметр трубы; это номинальный размер. Значит, они будут немного больше рейтинга.Представьте себе это так: размер трубы равен диаметру шара, который может безопасно пройти через систему, не застряв.
Как согнуть стальные квадратные трубы?
Это сложнее с точки зрения того, сколько силы вам нужно, но в целом вы можете сделать это, используя тот же общий подход, что и с круглыми трубками. Если вы формируете его с помощью инструмента, штампы будут плоскими, а не закругленными.
Другой вариант — вырезать V на внутренней стороне сгиба, затем согнуть его, а затем сварить изнутри.Это прочное соединение, и (если вы хороший сварщик) оно может красиво выглядеть.
Что такое взять?
Приемник — это термин изгиба кабелепровода, который относится к количеству кабелепровода, которое будет принимать изгиб. По сути, это то, сколько вам нужно смещения от начала изгиба до места выпрямления.
Обычно ссылка наносится на ручку гибочного станка. При разметке линий используйте этот номер, чтобы правильно определить расстояния.
Dtroll
Dtroll- पशु: लॉन्चर का विवरण और प्रजनन, क्या यह कीट पर विचार करना संभव है
- IMessage को कॉन्फ़िगर कैसे करें
- समय और तारीख कैसे स्थापित करें — कंप्यूटर के बारे में थोड़ा
- लोक उपचार द्वारा मूत्र एसिड कैसे लाया जाए?
- Тамбур — यह बाहरी और आंतरिक प्रवेश द्वार के बीच एक स्थान है
- एक्सएस, एस, एम, एल, एक्सएल, एक्सएक्सएल — रूसी में महिलाओं के कपड़ों का आकार क्या है?
- क्यों कंप्यूटर चालू नहीं होता है और यह निर्धारित करने के लिए कि क्या टूट गया
- पर कीव केक के लिए पकाने की विधि: फोटो के साथ कदम से कदम — मीठे इतिहास
- वाक्यविन्यास क्या है?
- चाक का एक टुकड़ा
- ओवन में आलू के साथ बाधा — पन्नी या आस्तीन में पढ़ी गई व्यंजनों और चिकन पेड़
- कैसे अपने ईमेल को जानें
- डॉ। बोर्नेल
- हम घर पर आलू और मंगाल के साथ झूठाकरण निर्धारित करते हैं।
- चरण-दर-चरण सिफारिशें
- डायनामोमीटर इसे घर पर करते हैं
- Витилиго: लेख, लक्षण और उपचार लेख में Венеролог Агапов एस ए।
- अल्ट्रासाउंड के लिए तैयारी: मेमो रोगी
- उम्र के बच्चों में आइसोटा: खतरनाक या नहीं?
- कारण, फोटो और वीडियो — «कैसे और क्यों»
- जीवन ऑपरेटर।
- पर सॉसेज — 7 घर सॉसेज पाक कला
- चिकन कीट — घर पर चिकन को ठंडा कैसे करें
- अपने हाथों के साथ सरल और जटिल शिल्प बनाने के-दर-चरण निर्देश
- गर्दन में दर्द का उपचार
- हम किस पहाड़ों के बारे में बात कर रहे हैं?
- प्रोसेसर को कैसे ओवरक्लॉक करें: 3!
- :: Инфониаз
- Яндекс Дзен।
- Яндекс Дзен।
- फैक्ट्री सेटिंग्स में आईपैड रीसेट कैसे करें — [3 तरीके]
- घर पर लंबे, मध्यम और छोटे बाल के लिए बड़े कर्ल कैसे बनाएं, बड़े, बड़े कर्ल, फोटो के साथ सभी तरीकों और हेयर स्टाइल विचार करें
- हाथों के साथ तनाव छत: चरण-दर-चरण स्थापना निर्देश
- हाथों से स्नान: विनिर्माण के विभिन्न तरीके
- एक ट्रक कैसे आकर्षित करें
- सबसे फैशनेबल बैग 2021: नए उत्पादों और प्रवृत्तियों की तस्वीरें
- मस्करा को कैसे पुनर्स्थापित करें: 12
- शीर्ष 16 ड्रग्स — फंड की रेटिंग 2021
- घर पर एक मैनीक्योर कैसे बनाएं — एक फोटो के साथ कदम से कदम
- ओवन में बेकिंग बतख के लिए маринад कैसे बनाएँ
- गिरने के पात्रों को कैसे आकर्षित करें: डिपर, पूहल, वेंडी, बिल, बीबीएल, झूसी, गोल्डी, बेबी गिदोन, पासिफिका
- बाल मोटे मास्क घर पर वॉल्यूम बढ़ाने के लिए, पतले कर्ल को मोटाई और मोटी तारों को सील लिए सबसे अच्छे और सबसे कुशल खरीदे उपकरण हैं
- सबसे स्वादिष्ट «मेडोविक»: घर पर एक बेहतर केक की तैयारी के लिए 10 बहुत ही सरल व्यंजनों
- क्यूबिक 🚩 गणित में दीवारों का क्यूब 🚩 अनुवाद कैसे करें
- भौतिकी में बल
- सेल्कोज़पोर्टल
- Яндекс Дзен।
- से नक्शे से पैसा स्थानांतरित करें: सभी ऑपरेटरों के लिए तरीके
- Яндекс Дзен।
- Яндекс Дзен।
- –23
- तरीके से कैसे लिखें: क्या आप ठीक हो जाएंगे या ठीक हो जाएंगे?
- शुरुआती के लिए चरणबद्ध सबक
- RadioStorage. сеть — इलेक्ट्रॉनिक्स और इलेक्ट्रॉनिक्स, वैचारिक सर्किट और लेख, अपने हाथों के साथ घर का बना
- रूसी में सार्वजनिक ध्वनि — मेज पर रूसी
- राय यह है कि यह क्या है और यह क्या खाया जाता है?
- को कैसे कॉल करें: लड़कों और लड़कियों के लिए hporkles, आप एक काले पिल्ला, लाल रंग या के लिए क्या नाम चुन सकते हैं
- एक्सेल में एक टेबल कैसे बनाएं
- Яндекс Дзен।
- नाक पर मुँहासे से छुटकारा पाने के लिए — काला, सफेद, घर, उपचार, कारणों पर
- एक कर के लिए: एक वर्ग (फोटो) पर कर्ल कैसे बनाएं
- योजनाओं और रहस्यों के साथ सरल निर्देश
- पर नमक हेरिंग — शीर्ष 10 व्यंजनों, हेरिंग स्वादिष्ट और तेज़ कैसे अचार करें
- 2020 या 2021 पर नया दशक शुरू होता है
- पॉलिमर मिट्टी शिल्प: चरण-दर-चरण निर्देश + फोटो उदाहरणों के साथ अपने हाथों से शिल्प बनाने के मूल विचार
- को संगीत कैसे लगाएं: ध्वनि ओवरले प्रोग्राम, आवाज़ें, शब्द
- खोए हुए ड्राइवर के लाइसेंस की बहाली के लिए दस्तावेज
- Яндекс Дзен।
- गार्डन इसे स्वयं करें: 135 की तस्वीरें, घर और ग्रीष्मकालीन कॉटेज के लिए हस्तशिल्प सामग्री से नए लेख
- इंटरनेट पर वीडियो नहीं दिखाता है, ऑनलाइन वीडियो नहीं
- Яндекс Дзен।
- का पेड़ महसूस किया गया है-यह स्वयं मास्टर क्लास: 8 विचार
- — яндекс. ку
- के लिए इंटरएक्टिव कार्ड —
- Minecraft में मोड के बिना एक लिफ्ट कैसे बनाएं।
- भोजन और स्वास्थ्य
- Ктонановенького.ру।
- मास्टर फेयर जर्नल
- अपने कदमों पर मैनीक्योर कैसे बनाएं
- Панакота: Chefmarket से क्लासिक नुस्खा
- फ़ोटोशॉप सीसी और सीएस 6 वीडियो कैसे संपादित करें
- कैसे दर्दनाक रूप से बच्चे को कृत्रिम भोजन में अनुवादित करता है
- पर «Медунион»
- एंड्रॉइड या आईफोन पर 3 जी इंटरनेट को कैसे सक्षम और कॉन्फ़िगर करें
- Яндекс Дзен।
- आईएसओ फ़ाइल को सही तरीके से कैसे स्थापित करें — शीर्ष 5 तरीके
- फोन क्यों चालू नहीं होता है और इसे कैसे काम करना है
- गिटार पर तारों को कैसे बदलें — एक ध्वनिक गिटार पर तारों को बदलने के लिए निर्देश
- से गुलाब बनाने के 10 — इसे स्वयं करें — मीडियाप्लेटफॉर्म मिस्टेसन
- Яндекс Дзен।
- हाथों से बकर रोस्टर: थ्रू और प्राकृतिक सामग्री से बनाने तरीके
- — की ताकत के बारे में ब्लॉग
- अनानास से एक तोता कैसे बनाएं — होम नक्काशी
- पैनलों से डिवाइस छत पर अनुच्छेद निर्देश यह स्वयं करें: 40 तस्वीरें
- ग्रेवी के साथ एक फ्राइंग पैन में मीटबॉल — फोटो के साथ 6 स्वादिष्ट व्यंजनों कदम से कदम
- के तंत्रिका तंत्र पर चिकित्सीय प्रभाव पैंटोगम सक्रिय, नियुक्ति के लिए गवाही — पारिवारिक क्लिनिक ओपोरा येकाटेरिनबर्ग
- Урал से अपने हाथों के साथ एक क्वाड बाइक बनाने के लिए — 4Coles — MediaPlatform Mirtessen
- मजेदार मूल और प्यारा पोस्टकार्ड
- Aktion या Cairon से बेहतर क्या है — Ssangyong Actyon नाम योश> लॉगबुक> Ssangyong Actyon, Kyron, Rexton II के लाभ और नुकसान
- कपड़े में आरामदायक आकस्मिक शैली
- को कैसे प्राप्त करें: 15 (चित्रों के साथ) —
 сеть — इलेक्ट्रॉनिक्स और इलेक्ट्रॉनिक्स, वैचारिक सर्किट और लेख, अपने हाथों के साथ घर का बना
сеть — इलेक्ट्रॉनिक्स और इलेक्ट्रॉनिक्स, वैचारिक सर्किट और लेख, अपने हाथों के साथ घर का बना ку
кучертежей вертикальных трубогибов
CBH Вертикальный Трубогиб — (CBHVTB)
Как известно многим читателям, я
уже около 40 лет использую и конструирую трубогибы, и у меня есть
мнения о том, что делает или ломает гибочный станок для выполнения производственных гибочных работ
и я всегда предпочитал использовать ручной гибочный станок «горизонтального» стиля.
Однако, когда я переехал в новый магазин в Техасе. Я сразу понял, что не могу место для обычного горизонтального гибочного станка, такого как JD2 model 3 или Pro-Tools модель 105, которые являются двумя моими фаворитами.
В результате этого ситуация Я начал серьезно смотреть на покупку или строительство небольшого вертикальный тип гибочного станка, который я мог бы спрятать в углу небольшого магазина когда он не использовался.
Купил пару планов и скачал бесплатные планы из сети для нескольких различных вертикальных гибочных станков а затем я пошел по магазинам и дилерским центрам, чтобы увидеть некоторые из этих машин в действия, и, честно говоря, меня не впечатлило то, что я увидел. Лучший из я видел самодельные модели, но даже у некоторых из них были ограничения.
Много вертикальных
Бендеры продаются с использованием того, что я бы назвал «фэнтезийной одеждой», где
производитель делает некоторые необоснованные заявления, которые просто не могут быть подтверждены
в реальности. На одной демонстрации продаж я действительно увидел, как рама гибочного станка застегивается
вбок, просто пытаясь согнуть несколько стенок DOM 1,5 x 0,25 и модель, которую они
демонстрировали свою якобы «сверхмощную» модель. Они обвинили
отказ штампа Pro-Tools, который, по их словам, имел плохо отлитое отверстие под шарнирный палец
что даже идиот мог сказать, что это не так. Большинство из нас на этой демонстрации
ясно видела, что несдерживаемый вал гидроцилиндра движется к одной стороне
приводные звенья, вызывающие скручивание и заедание, что оператор должен
позаботились о.Этот опыт меня сразу огорчил, потому что я много смотрел.
далее на серийно выпускаемых вертикальных гибочных станках, так как агрегат, который я смотрел, должен был
быть «непревзойденным» мастером. По иронии судьбы производитель выпустил
«улучшенная» модель несколько недель спустя, у которой были гораздо более толстые руки.
На одной демонстрации продаж я действительно увидел, как рама гибочного станка застегивается
вбок, просто пытаясь согнуть несколько стенок DOM 1,5 x 0,25 и модель, которую они
демонстрировали свою якобы «сверхмощную» модель. Они обвинили
отказ штампа Pro-Tools, который, по их словам, имел плохо отлитое отверстие под шарнирный палец
что даже идиот мог сказать, что это не так. Большинство из нас на этой демонстрации
ясно видела, что несдерживаемый вал гидроцилиндра движется к одной стороне
приводные звенья, вызывающие скручивание и заедание, что оператор должен
позаботились о.Этот опыт меня сразу огорчил, потому что я много смотрел.
далее на серийно выпускаемых вертикальных гибочных станках, так как агрегат, который я смотрел, должен был
быть «непревзойденным» мастером. По иронии судьбы производитель выпустил
«улучшенная» модель несколько недель спустя, у которой были гораздо более толстые руки.
Я был очень
разочарован, узнав, что почти все вертикальные трубогибы, которые я видел
продемонстрировал необходимость сброса приводных звеньев только для выполнения простого 100-градусного
изгиб, который о том, что вам нужно сделать, чтобы получить хорошие «90» после
«пружинение» принимается во внимание. Я не мог поверить, что эти
различные производители и дизайнеры трубогибов не имели ни малейшего представления о большинстве
основные принципы создания хороших изгибов труб.
Было совершенно очевидно, что продавать консервированный продукт — гораздо важнее.
важно, чтобы продавать что-то полезное и действительно работающее в
среды небольшого производственного цеха.
Я не мог поверить, что эти
различные производители и дизайнеры трубогибов не имели ни малейшего представления о большинстве
основные принципы создания хороших изгибов труб.
Было совершенно очевидно, что продавать консервированный продукт — гораздо важнее.
важно, чтобы продавать что-то полезное и действительно работающее в
среды небольшого производственного цеха.
Мне выпил, что требует сброса приводных звеньев после поворота изгиба от 60 до 70 градусов. не стартер по отношению к серьезным заводским работам.Даже парни только начинающие выпивая изгиб, поймите, что самая большая причина «перегиба», сморщивание и деформация из-за пружинения, и каждый раз, когда у вас чтобы сбросить приводные звенья, вы позволяете трубке «расслабиться» или «пружина назад», и при повторном включении приводных звеньев будет небольшой вдавливание в трубке после повторного приложения давления.
Ни один из вертикальных
гибы, которые я смотрел, имели возможность добавить один из различных антипружинных
задние устройства, которые мы обычно используем на горизонтальных гибочных станках.
Этот простой недостаток дизайна с гибочными машинами вертикального типа — одна из причин того, что они не захватили долю рынка над старыми традиционными горизонтальными гибочными станками в промышленном производстве промышленность.
Как я упоминал ранее, некоторые из лучших вертикальных гибочных станков, которые я видел, были изготовлены на заказ в небольших магазинах, и большинство в них были включены обходные пути решения проблемы угла изгиба.
Для меня это было довольно очевидно что некоторые производители гибочных станков неплохо справляются с обработкой деталей водоструйной очисткой. но не очень хорошо сгибает трубы, поэтому я вернулся к планам, которые Я изначально скачал, так как большинство из них были нарисованы парнями, которые на самом деле пришлось согнуть несколько трубок в реальных условиях.
Мой
лучший выбор домашних бендеров на основе рекомендаций десятков
производителя была небольшая модель Pro-Tools HMP-200, но после того, как я рассмотрел
детально планировал и построил макет, сразу было видно, что этот бендер
имел некоторые довольно существенные ограничения, поэтому я положил его на полку.
Это хороший недорогой трубогиб, но я не думаю, что это работает очень хорошо в производственной среде изготовления и строить это относительно дорого.
следующий запой, на который я посмотрел, был еще один, рекомендованный множеством людей и это был AH-Bender, разработанный Фрэнком Такачем, известным большинству из нас как EuroFrank за досками. Планы по поводу этого бендера были около долгого времени. времени и прошли несколько этапов доработки и усовершенствования.
я еще не поговорить с кем-либо, кто использует тот, у которого нет ничего, кроме хорошего что о них сказать.
С
у этого бендера была такая хорошая репутация, что я даже не удосужился взглянуть на
детально планировал в отношении операционных вопросов и пошел дальше и построил один.Это отличный запой, но он не стал одним из моих основных
требований, и это было сделано для изгиба на 110 градусов за один чистый проход без
необходимо изменить положение приводных звеньев. Другая моя проблема заключалась в том, что блок был
просто опускаться на землю, чтобы мне всегда приходилось нагибаться, чтобы загрузить трубы,
установите матрицу и толкатель и установите цифровой транспортир. В итоге я использовал
загиб, сидя на двух пластиковых ящиках для молока, а затем
«чувствовал себя» здорово.
Другая моя проблема заключалась в том, что блок был
просто опускаться на землю, чтобы мне всегда приходилось нагибаться, чтобы загрузить трубы,
установите матрицу и толкатель и установите цифровой транспортир. В итоге я использовал
загиб, сидя на двух пластиковых ящиках для молока, а затем
«чувствовал себя» здорово.
Другим недостатком было то, что этот гибочный станок предназначен для использования Pro-Tools Model 105. наборы штампов, и я предпочитаю штампы JD2, особенно для гибки тонкостенных материалы и жесткий материал, такой как хромомолибден.
Пока
исследуя вертикальные гибочные станки, мне довелось использовать станок, основанный на одном из
Franks очень ранние модели (HD-Bender), и, честно говоря, я предпочел их
его последняя версия. Я думаю, что планы на его оригинальные гибочные машины все еще
доступны, и если вы серьезно относитесь к созданию гибочной машины, я бы посоветовал вам
если возможно, купите оба набора планов.Сайт франков: http://www. gottrikes.com
gottrikes.com
Геометрия вертикального гибочного станка
Дом Вертикальный гибочный станок с гидроцилиндром сильно отличается от строительство некоторых других гибочных станков, планы изготовления которых мы опубликовали. Самая большая проблема и существенное ограничение — это сам гидроцилиндр.
Почти все вертикальные гибочные станки, включая некоторые из тех моделей высокого класса, которые вы видите в рекламе в Сети используют дешевые импортные «воздушные над гидравлическими» длинноходовые 8-тонные гидроцилиндры.Фактически, физические размеры и характеристики этих гидроцилиндров большинство конструктивных параметров, которые может придумать человек, пытаясь построить бендер.
Другой Проблема с «дешевыми» гидравлическими и воздушными гидроцилиндрами заключается в том, что большинство из них не работают, если они не установлены таким образом, чтобы иметь наклон вверх к цилиндру.
«Оллтрейд»
в Южной Калифорнии распространяет таран, который я использовал для своего конкретного проекта
под торговой маркой «Powerbuilt». Этот баран продается в десятках розничных магазинов.
торговые точки под другими торговыми марками, но почти во всех случаях это всего лишь один
дюжины китайских клонов, попавших в Америку. Некоторые из этих брендов
клоны граничат с чистым мусором, а другие на самом деле сделаны довольно хорошо.
Приобретайте запчасти и покупайте их «лично», чтобы вы могли
«посмотреть», что вы получаете.
Этот баран продается в десятках розничных магазинов.
торговые точки под другими торговыми марками, но почти во всех случаях это всего лишь один
дюжины китайских клонов, попавших в Америку. Некоторые из этих брендов
клоны граничат с чистым мусором, а другие на самом деле сделаны довольно хорошо.
Приобретайте запчасти и покупайте их «лично», чтобы вы могли
«посмотреть», что вы получаете.
В вообще почти все эти дешевые поршни имеют 8-тонную емкость с воздушным подача 110-120 фунтов на квадратный дюйм.Минимальная высота седла составляет 24,5 дюйма, а максимальная. высота седла составляет около 43,5 дюймов, что соответствует длине хода 19 дюймов. Нет ничего плохого в вместимости этих баранов по уважению к силе, приложенной к приводным звеньям. На самом деле 8-тонный (16000 фунтов на квадратный дюйм) плунжер огромный перебор, так как для изгиба диаметром 2 дюйма требуется всего около 5000 фунтов на квадратный дюйм толстостенные трубы в типичном трубогибе.
Остерегайтесь
что длина хода обычно меньше, чем опубликовано. Мой особенный баран
имел полезную длину хода всего 18 дюймов, и я думаю, что это довольно типично
за лот. У большинства этих баранов есть то, что я называю «мертвой зоной» на
начало хода, что сокращает эффективную длину хода на столько же
как дюйм. Есть соответствующая «мертвая зона» ближе к концу
ход при полном выдвижении.
Мой особенный баран
имел полезную длину хода всего 18 дюймов, и я думаю, что это довольно типично
за лот. У большинства этих баранов есть то, что я называю «мертвой зоной» на
начало хода, что сокращает эффективную длину хода на столько же
как дюйм. Есть соответствующая «мертвая зона» ближе к концу
ход при полном выдвижении.
Я Также видно, что минимальная высота седла для этих цилиндров колеблется от 23,5 до 25,5 дюймов в зависимости от марки.По этой причине я сильно предложите вам купить и измерить барана, прежде чем делать что-либо еще, если вы планирует построить один из этих гибочных станков.
Рисунок 1
Рисунок
1 показаны основные размеры, используемые для описания характеристик
типичный длинноходный пневмогидравлический цилиндр. Как видите, минимальное седло
высота ‘- это расстояние между осевой линией отверстия под болт крепления основания
и центр отверстия под шарнир в валу гидроцилиндра.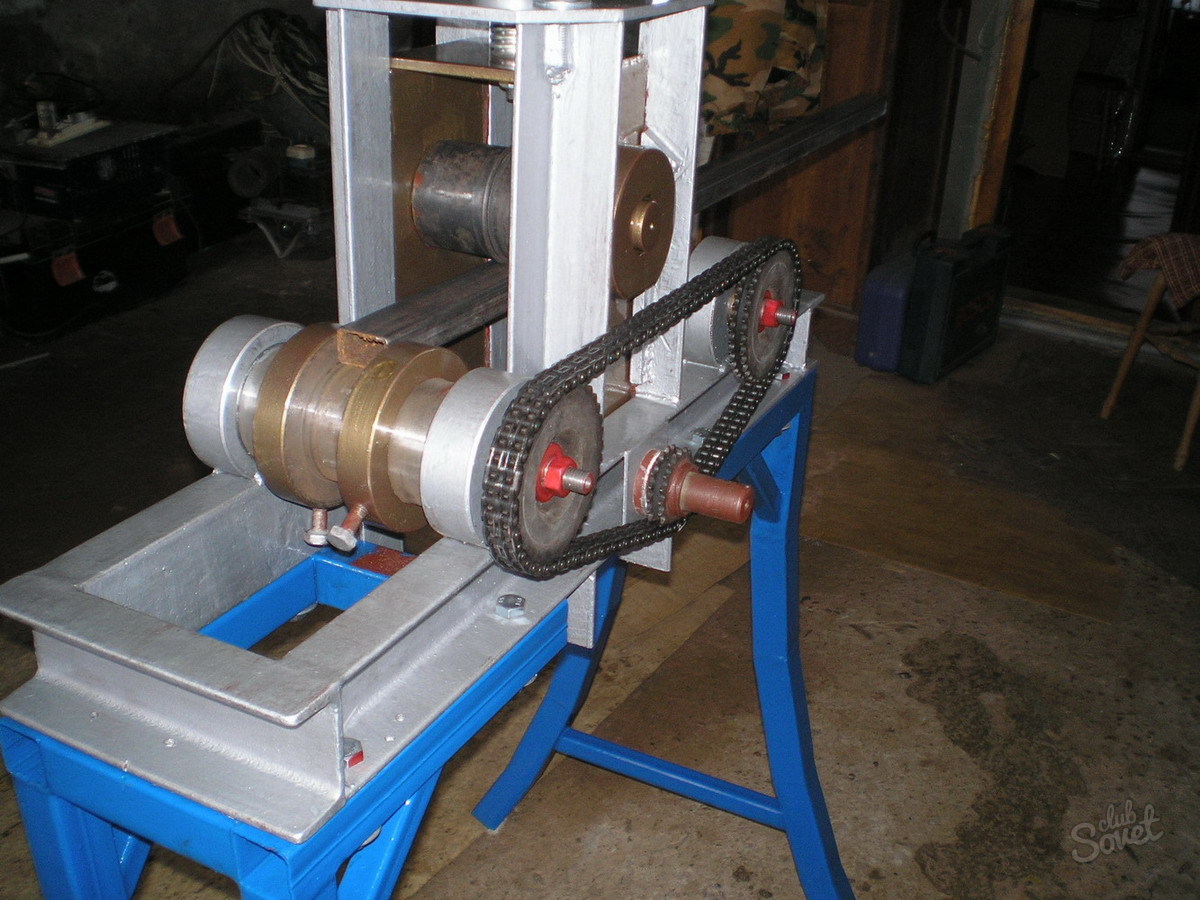 Когда таран полностью
сжатый. «Максимальная высота седла» — это расстояние между монтажными
центр болта и ось шарнира в валу, когда он полностью выдвинут. В
«длина хода» определяется вычитанием одного числа из другого.
Когда таран полностью
сжатый. «Максимальная высота седла» — это расстояние между монтажными
центр болта и ось шарнира в валу, когда он полностью выдвинут. В
«длина хода» определяется вычитанием одного числа из другого.
Когда вы настраиваете контрольные точки для вертикального изгиба, вы в основном заинтересован в работе с тремя измерениями, которые определяют точки на радиусе подвижные части сборки.
Первый радиус управления — это радиус, установленный минимальной высотой седла ползуна. который вы используете, как показано слева на рисунке 2.В этом случае мы говорим что это 25 дюймов.
Рисунок 2
Следующая контрольная точка — та, которая
лежит на радиусе полностью выдвинутого вала гидроцилиндра, как показано справа на
Рис. 2. В данном случае мы говорим, что это 42 дюйма от центра
болт крепления основания гидроцилиндра. Имейте в виду, что ползун поворачивается при движении
его диапазон расширения. Многие новички забывают это учитывать.
Многие новички забывают это учитывать.
В этом конкретном примере наша длина хода составляет 17 дюймов.
Два основных радиуса никогда не изменится, что бы вы ни делали с бараном, который вы покупаете. Вы можете двигаться точка крепления гидроцилиндра вверх, вниз или слева направо, но радиус указывает всегда будет оставаться постоянным относительно основания плунжера, если вы не измените его на ползун с разными характеристиками хода.
Следующая точка радиуса мы Следует учитывать, что это определяется длиной приводных звеньев. Это довольно просто рассчитать, так как мы знаем, что шарнирный палец или штифты приводного звена должны совпадать с дугами, образованными движением вала гидроцилиндра.
Вам не нужна долгая поездка
звеньев, чтобы создать изгибающий момент с помощью гидравлического блока, как вы это делаете, когда
строительство гибочного станка с ручным управлением. На моем маленьком прототипе приводные ссылки
всего 10 дюймов в длину, и я прогибаюсь на 2 дюйма. 188 стеновых труб в течение всего дня с этим
конфигурация.
188 стеновых труб в течение всего дня с этим
конфигурация.
На рисунке 3 показан взаимосвязь радиусов приводного звена с радиусами вала гидроцилиндра для двух различных конфигурации. На рисунке слева на иллюстрации есть приводные ссылки, которые имеют длину 10 дюймов, а рисунок справа имеет набор приводных звеньев, которые 16 дюймов в длину.
Рисунок 3
Обратите внимание, что радиус ползуна вала точка поворота в полностью сжатом режиме совпадает с точкой поворота шарнирный штифт приводного звена, когда гибочный станок находится в положении «начало изгиба».Это довольно элементарная вещь, но я не думаю, что кто-нибудь когда-либо писал эти основы раньше, поэтому я просто хочу убедиться, что все полностью осведомлены о основные рабочие характеристики типичного вертикального гибочного станка до идти дальше.
А теперь самое интересное, потому что нам нужно
придумать дизайн гибочного станка, который может сгибать трубы определенного размера в соответствии с конкретным
угол под определенным радиусом центральной линии с наименьшими проблемами
и это предполагает некоторые компромиссы.
Многие люди выходят и строят свои гибочные машины, основанные на ложном предположении, что как только у них есть гидроцилиндр и привод точки поворота рук совпадают, тогда все остальное хорошо, но это просто не так.
Вал гидроцилиндра — это физический объект и вы должны принимать во внимание расположение этого вала при движении ползуна через полный диапазон движения. Расчетная длина приводных звеньев и Расположение поворотных отверстий для вала гидроцилиндра в приводных звеньях определяется как в огромной степени по размеру материалов, которые вы планируете гнуть.
На рисунке 4 показан типичный Показан вертикальный гибочный станок с приводными звеньями, повернутыми на полные 110 градусов. В этом на конкретном изображении гибочный станок настроен на изгиб трубы диаметром 1 дюйм по радиусу 3,5 дюйма. Длина приводного звена в этом конкретный пример.
Рисунок 4
Эта конфигурация 10-дюймовых звеньев использование обычного плунжера отлично подойдет для трубок до 1.25 дюймов в диаметре изогнутый по средней линии с радиусом 4,5 дюйма. Вы можете сделать хороший изгиб на 110 градусов за один чистая развертка без сброса приводных звеньев.
Итак, вам не нужно начинать с царапины, я могу сказать вам, что на основе фактического полевого опыта и математических расчеты гидравлического гибочного станка с использованием 8-тонного гидроцилиндра с комплектом 10-дюймового привода звенья могут легко сгибать трубы с толстыми стенками диаметром 2 дюйма. Итак, более длинный набор приводные звенья не нужны для создания дополнительного изгибающего момента.
Однако действительно необходимы более длинные ссылки чтобы освободить место для вала гидроцилиндра, чтобы « очистить » НКТ в матрице по мере изгиба изготавливаются из труб большего диаметра или изогнуты по большему радиусу. Вал ползуна в какой-то момент во время вращения штампа фактически натолкнется на трубку, что заклинило всю машину. Это самая большая проблема, с которой сталкивается конструкторы вертикальных гибочных машин. Мы можем винить во всем относительно короткие 18-дюймовый ход самых дешевых длинноходных гидроцилиндров.Если бы мы могли получить несколько больше дюймов длины хода, чем конструкция гибочного станка была бы намного проще. К сожалению, увеличение размера цилиндра для увеличения длины хода требует затрат. большие деньги и для большинства маленьких фабрик это решающий момент.
На Рисунке 5 показана типичная установка гибочного станка. с набором штампов для 2-дюймовой трубки, изогнутой по радиусу 6 дюймов, но с использованием короткие 10-дюймовые приводные звенья.
Рисунок 5
Как ты можешь видите, что шток плунжера на самом деле столкнется с трубкой, если вы попытаетесь сделать полный изгиб за один проход.Для использования коротких звеньев с большим диаметром умирает его становится необходимым для сброса ссылок привода, чтобы вы в конечном итоге сделали серию короткие изгибы, чтобы сделать окончательный более длинный изгиб. Это будет работать, но это действительно неудобно. К сожалению, именно эта ситуация возникает, когда покупка некоторых из имеющихся сегодня на рынке вертикальных гибочных станков серийного производства.
Лучший способ чтобы справиться с этой ситуацией, нужно просто использовать для начала более длинные ссылки на привод, но тогда возникает другая проблема.
В качестве привода ссылки становятся длиннее, в результате уменьшается возможное вращение до того, как плунжер достигнет максимальной точки выдвижения.
Рисунок 6 иллюстрирует эту ситуацию с использованием гибочного станка с набором 18-дюймовых звеньев, которые довольно типичны для многих вертикальных гибочных станков. Используя этот тип расположение: вы можете сгибать трубки диаметром до 3 дюймов на матрице с радиусом 8 дюймов без особых проблем.
Однако обратите внимание что вы можете сделать только где-то между 70 и 80-градусным изгибом с помощью этих длинных ссылки, прежде чем вам нужно будет сбросить ссылки на кристалле.
Действует таран просто не может простираться достаточно далеко, чтобы продолжать изгиб намного дальше точка 80 градусов на большинстве изгибов. На самом деле многие из коммерческих моделей а самодельные модели не могут изгибаться более чем на 70 градусов без перестановка звеньев на матрице.
Рисунок 6
As I упоминалось ранее, с моей точки зрения, самая важная конструкция гибочного станка Элементом была способность изгиба трубы не менее 105 градусов без необходимо сбросить ссылки диска.Если вы выполняете любую работу с рулем или выхлопным коллектором, причина для этого должна быть в порядке понял.
Чтобы встретить это необходимо будет использовать ссылки, которые находятся где-то между 10 и 16 дюймов в длину, и также будет необходимо «смещать» плунжер расположение болта вала относительно осевой линии самих звеньев. если ты поискав в сети, вы увидите, что это то, что делают почти все производители для создания гибочный станок, который работает с широким диапазоном размеров труб и диаметров штампов.
Причина для этого долгого обсуждения базовой геометрии потому, что я знаю, что почти каждый, кто построит трубогиб по нашим планам, скорее всего, модифицирует его насколько это возможно, чтобы удовлетворить их конкретные требования. Вооруженный этим информацию, которую они могут принимать более обоснованные решения, не прибегая к много экспериментов методом проб и ошибок.
Гидравлический цилиндр, который я использовал для этого проекта имелось отверстие под болт диаметром 5/8 дюйма, просверленное в 1.Вал 5 дюймов. — довольно типичная компоновка, но я встречал подобные поршни с 1,25-дюймовым вал диаметром, просверленный для штифта 3/4 дюйма, а также для дешевых цилиндров с использованием вала 1 дюйм просверлен для булавки 1/2 дюйма. Прежде чем сверлить что-либо, дважды проверьте фактическое размеры конкретного плунжера, который вы в конечном итоге будете использовать.
Это на самом деле хорошая вещь, чтобы скучать отверстие ведущего звена для штифта гидроцилиндра немного увеличено, так как это позволит вам для посадки толкателя матрицы вручную без необходимости задействовать толкатель.Для Например, если у вас есть плунжер с штифтом 5/8 дюйма, просверлите плунжер ведущего звена поворотное отверстие на 3/4 дюйма. Этот наконечник не показан на планах.
Очень важно прикрепить плунжер вал к приводным звеньям так, чтобы вал всегда был точно отцентрован между пластины приводных звеньев. В лучший и, возможно, самый простой способ сделать это — отрезать и закрепить прокладки для трубок, чтобы вставляются внутрь приводных звеньев вместо использования шайб или свободно плавающих проставок.Я все еще использую шайбы в качестве регулировочных шайб на моем гибочном станке, и это работает, но это действительно плохой способ делать что-то.
Суммирование
Не успел закончить фактические этапы строительства этого нового трубогиба, но у меня было так много вопросов по установив старую модель вертикально, я подумал, что выложу это сейчас и закончу это позже.
Я построил оригинальный прототип для этот гибочный станок из подручных материалов, и он работал так хорошо, что я не стал беспокоиться для сборки или фото-документирования финальной версии пока нет, но вот фото рабочего макет.
Здесь вы видите, что трубогиб может легко растягиваться, чтобы сделать полный изгиб на 110 градусов за один ход без необходимости сбросить ссылки привода, и даже если на этой картинке не установлен кристалл имеется большой зазор для 2-дюймовой матрицы с 6-дюймовой центральной линией радиус. Я почти уверен, что эта версия вертикального гибочного станка CBH — единственная вертикаль на рынке с этой возможностью.
На этом фото вы можете получить лучшее представление об общем размере устройства.Я не стал надевать ролики прототип, но его по-прежнему легко таскать по магазину. О единственном изменении Хочу сделать на финальном варианте это добавить клапан дистанционного сброса давления. и «возвратная» пружина для приводных звеньев.
Я делал много рулей в последнее время, и я обнаружил, что могу установить 2 однодюймовые плашки бок о бок и получайте одинаковые изгибы на двух разных стержнях всего за один пройти, что довольно удобно.
Я подумываю сделать звенья и рама для этого гибочного станка из 5/8 «пластины, чтобы его можно было установить вертикально или горизонтально и управляется вручную или с помощью пневмо / гидравлики.
В планах, как и у большинства из наших материалов широкоформатные распечатки, поэтому вам нужно будет отнести их в Kinko’s, чтобы получить их в заговоре. Несмотря на то, что планы были составлены в первую очередь для моего собственного использования в создание прототипа я думаю, что большинство людей смогут понять вещи, которые я мог бы оставить на рисунках.
Я буду продолжать обновлять это материала и пересматривайте планы, поскольку мы начинаем строить некоторые финальные единицы для некоторых местные магазины.
Ссылки для скачивания планов:
https: // chopperbuildershandbook.com / VTB1-1.pdf
https://chopperbuildershandbook.com/VTB1-2.pdf
https://chopperbuildershandbook.com/VTB1-3.pdf
https://chopperbuildershandbook.com/VTB1-4.pdf
https://chopperbuildershandbook.com/VTB1-5.pdf
https://chopperbuildershandbook.com/VTB1-6.pdf
Следующие ссылки могут быть представляет интерес для людей, строящих новый бендер.
http://www.blindchickenracing.com/tools/tube%20bender/tubingbender.htm
http://www.mechwerks.com/Mechwerks_plans_drawings.htm
http://www.gottrikes.com/Tube_Bender.htm
http://www.probender.com/
http://www.jd2.com/c-12-benders.aspx
http: // www.jmrmfg.com/tag/tube-bender/
http://www.probender.com
После того, как вы загрузите планы, мы будем благодарны за пожертвование, каким бы маленьким оно ни было, чтобы помочь сохранить сайт и планы в свободном доступе.
Как сделать самодельный трубогиб
Строительный рынок заполнен множеством вариантов такого устройства, как промышленный трубогиб, но стоит ли покупать гибкий трубогиб на две или три трубы? Самодельный инструмент вполне справится с этой задачей.Кроме того, он прост в изготовлении и эксплуатации.
Хотя кажется, что это легко, однако гибка труб не так проста, потому что при неправильном выборе инструмента это чревато различными дефектами и деформациями, которые, в свою очередь, уменьшают ширину полосы пропускания труб. и снижают их прочностные характеристики.
Магазинный трубогиб
Самодельный трубогиб для тонкостенных труб
По этой причине инструмент подбора учитывает совместимость таких показателей, как характеристики труб и принцип работы устройства.
Различные трубы имеют разный минимальный радиус изгиба. Для определения используйте следующую таблицу:
стол изгиба
Конечно, радиус изгиба трубы может быть меньше, но нужно помнить, что изгиб будет менее качественным.
Трубогиб простой самодельный — первый вариант
Самый простой способ согнуть трубу — использовать специальный шаблон. Стоит сказать, что таким способом можно производить изгиб не только алюминиевых, но и стальных труб.
Для изготовления шаблона вам нужно будет использовать деревянные доски немного толще гибкой трубы. Чтобы при работе не происходило скольжение трубы по шаблону, распиловка досок под наклоном.
United Board следует закрепить на столе или другом удобном основании. По той же причине назначается и фокус, предназначенный для удержания изогнутой трубы. Готова простейшая модель трубогиба.
Гнущаяся труба размещается так, чтобы с одной стороны был шаблон и с другим упором.Теперь возьмите трубу с противоположного конца и медленно согните ее. Чтобы облегчить эту работу, используйте рычаг, который можно вставить в трубу или надеть поверх нее.
Не пытайтесь гнуть трубу по центру выкройки, потому что это не только сложно, но и чревато выходом из строя.
Самодельный трубогиб простой — второй вариант
Производитель в том же шаблоне можно пропустить крючки из металла, которые закреплены поверх листа фанеры в соответствии с линией сгиба.Такой дизайн хорош тем, что линию изгиба можно отрегулировать с помощью простых крючков для картин.
Трубогиб простой третий вариант
С помощью простой гибки можно гнуть не только тонкостенные трубы, но и толстостенные изделия. Для этого используйте ручную лебедку.
Применяя аналогичную конструкцию, можно производить даже мощный изгиб профильных труб. Но для этого на деревянном шаблоне не должно быть скоса, а труба должна фиксироваться с помощью нескольких ограничителей.
Трубогиб простой — четвертый вариант
Самодельный трубогиб. При ее изготовлении сложнее всего найти или изготовить необходимые шаблоны и видеоролики, поскольку длина окружности трубы напрямую связана с качеством гибки.
Если вы собираетесь использовать трубогиб для гибки труб из мягкого металла, может оказаться целесообразным заменить стальные ролики и шаблоны в тех же частях дерева твердых пород.
Изготовление фильмов можно производить на токарном станке.Кроме того, валик можно отрезать лобзиком. Для этого нужно взять прочную фанеру и вырезать несколько кружков разного диаметра и наклонить правой стороной. Когда кружочки будут готовы, их можно склеить в единое целое. На завершающем этапе следует провести механическую обработку детали наждаком. Чтобы придать изделию большую прочность, его необходимо прикрепить металлическими пластинами.
Для гибки большого радиуса лучше всего использовать вальцегибочные станки. То же, что и предыдущие гибочные машины, но имеют сложную конструкцию.
В общем случае сложность прокатной гибки в основном определяется материалом, из которого производится гибка трубы.
Если использовать инструмент «Planetta» для гибки мягких трубок, материалом рабочих поверхностей может быть дерево. Поскольку компоненты из дерева достаточно просты в изготовлении и в то же время дешевы. При износе их можно легко заменить новыми.
Если использование деревянных деталей невозможно, их можно заменить металлическими.
Как видно по составу этот инструмент в основном используется в деревянных деталях.Материал роликов в этом варианте — полиуретан, но они также могут быть деревянными.
Все-таки ролики можно заменить на подшипники. Но в этом варианте следует соблюдать осторожность, чтобы не поворачивать зажим подшипника.
Трубогиб для гибки толстых труб, первый вариант
Чертежи, которые я дал Тернеру:
Чем меньше интервал между роликами, тем больше усилий придется приложить для гибки и бега труба.Но в противном случае радиус изгиба будет минимальным, и на определенном участке труба не будет гнуться.
Фото этапов создания гибки
Сварной каркас из уголков и 80-го холера, звездочки и цепи снят с двигателя ВАЗ:
На финальной фотографии устройства размещен домкрат сверху и давление определяет радиус изгиба:
Следующая более эстетичная версия:
Самодельный трубогиб для гибки толстых труб второй вариант с двигателем
Для создания более универсального инструмента конструкция Следует позаботиться о возможности установки боковых катков дальше или ближе.
Боковые стороны должны быть закреплены стальными зажимами, которые удерживают сгибаемую часть в плоскости, перпендикулярной осевым линиям роликов.
Если этого не сделать, то изгиб трубы будет свернут.
Затяжка прижимного ролика при гибке должна осуществляться снизу, а для этого металлической полосой, которая находится посередине нужной резьбы.
Одновременно с постепенной затяжкой прижимных роликового устройства имеется прокатная отводная труба для гибки.Во время проката фиксирующая металлическая полоса сдвигается пополам, а трубка проходит в том же направлении.
Сгибая трубу до небольшого радиуса, мне придется прогнать ее 50-100 раз. Во избежание деформации окружности изгиба скорость прокатываемой трубы должна быть одинаковой. Если труба имеет сварной шов, необходимо следить, чтобы при прокате не менялось расположение борта.
Самодельный трубогиб видео
Вот и все.Теперь вы легко сможете самостоятельно изготовить трубогиб. Самодельное устройство ничем не уступит промышленным вариантам, а результат его работы не оставит вас равнодушным.
Загрузить видео и Lagu MP3 Gratis, Kumpulan Video и Lagu Terbaru 2021
13,27 МБ3 дня назад
11 мин 52 сек Загрузить 16,22 МБ
1 день назад
14 мин 47 сек Загрузить 6 .86 MB
1 неделю назад
05 Min 11 Sec Download 7.15 MB
3 дня назад
05 Min 40 Sec Скачать 5.08 MB
7 месяцев назад
03 Min 33 Sec Download 10.04 MB
1 неделю назад
08 мин 29 сек загрузка 5,33 МБ
1 неделя назад
03 мин 58 сек загрузка 5 МБ
5 дней назад
03 мин 25 сек загрузка 5.15 MB
2 года назад
03 Min 40 Sec Download 4.92 MB
6 месяцев назад
03 Min 17 Sec Скачать 5,87 MB
2 дня назад
04 Min 12 Sec Скачать 5.04 MB
8 месяцев назад
03 Мин 29 сек Загрузка 3,87 МБ
4 месяца назад
02 Мин 12 сек Загрузка 8.15 МБ
21 час назад
06 мин 04 сек Загрузка 8,07 МБ
1 неделя назад
06 мин 32 сек Загрузка 6,11 МБ
1 день назад
04 мин 36 сек Загрузка 6,24 МБ
6 дней назад
04 мин 49 сек загрузка 6,86 МБ
5 дней назад
05 мин 11 сек загрузка 9.