Пневматические токарные патроны. Особенности отличия
Пневматический токарный патрон
Это самый популярный вид патронов. По сути, это устройство, в состав которого входит пневма-установка и патронная конструкция. Пневма-установка вкючает в себя цилиндрическую деталь, имеющую поршень, шток. Патроны, которые могут работать с цилиндрической системой подразделяются на специфические и универсальные. Среди последних чаще всего применяют 3-х кулачковый самоцентрирующийся патрон, имеющий коленчато-рычажную или клинчатую систему. Также встречаются 2-х и 4-х кулачковые пневмо-конструкции патрона.
Различают два вида патронов, исходя из вида преобразователей давления. В одном они прямого действия, в другом — последовательного. В пневмо-гидравлические системы поступает сжатый воздух. Он выходит из сети и продвигается по пневматике при довольно высоком давлении масла (6-9 МПа). Величина давления обусловлена работой пневмо-гидравлических преобразователей любого вида. Происходит переход давления от воздуха в масло.
С данными приводами легко обращаться, они позволяют без труда перемещаться зажимам, имеют скромные габариты и недорого стоят. Пневмо-гидравлические приводные системы используются на производстве при серийных процессах.
Отличительные особенности клинового механизма
Патрон, имеющий гидравлическую установку, движется благодаря центрально-осевому приводу. Клиновый патрон обладает преимуществами:
- Небольшие габариты и прочность конструкции;
- Длительный срок службы;
- Несложная перенастройка.
Отличительные особенности колено-рычажного механизма
Патрон, имеющий колено-рычажной механизм, не обладают способностью самостоятельного торможения. В связи с этим, их используют для фиксации заготовок, нуждающихся в лёгкой обработке. В помещениях, где используется такого типа оборудование, обязательно присутствие сигнализации и вентилей на случай аварии.
| № | Наименование (чертежи сохранены в Компас-3D v.13) | Просмотр | Цена, $ | Скачать |
| Приспособления станочные | ||||
1 | 6-шпиндельная головка | — | ||
| 2 | Кондуктор для 4-х отверстий | — | ||
| 3 | Кондуктор для сверления 4-х отверстий | — | ||
| 4 | Кондуктор для сверления 8 отверстий | — | ||
| 5 | КОНДУКТОР К 4-ШПИНДЕЛЬНОЙ ГОЛОВКЕ | — | ||
| 6 | Кондуктор сверлильный | — | ||
| 7 | КОНДУКТОР | — | ||
| 8 | Мембранный патрон с пневмоприводом | — | ||
| 9 | Патрон 3-х кулачковый1 | — | ||
| 10 | Патрон 3-х кулачковый самоцентрирующийся | — | ||
| 11 | Патрон 3-х кулачковый | — | ||
| 12 | Патрон для токарной обработки1 | — | ||
| 13 | Патрон для токарной обработки2 | — | ||
| 14 | Патрон для токарной обработки | — | ||
| 15 | Патрон цанговый | — | ||
| 16 | Патрон | — | ||
| 17 | Пневмотиски | — | ||
| 18 | Приспособление 2-х местное пневматическое | — | ||
| 19 | Приспособление для горизонтально-фрезерной операции | — | ||
| 20 | Приспособление для обработки детали | — | ||
| 21 | Приспособление для обработки отверстий | — | ||
| 22 | Приспособление для растачивания отверстия | — | ||
| 23 | Приспособление для расточки отверстий | — | ||
| 24 | Приспособление для расточки отверстия | — | ||
| 25 | Приспособление для сверления1 | — | ||
| 26 | Приспособление для сверления 4-х отверстий | — | ||
| 27 | Приспособление для сверления отверстий | — | ||
| 28 | Приспособление для сверления | — | ||
| 29 | Приспособление для сверлильно-фрезерной операции | — | ||
| 30 | Приспособление для токарной обработки | — | ||
| 31 | Приспособление для токарной операции | — | ||
| 32 | Приспособление для фрезерной операции | — | ||
| 33 | Приспособление для фрезерования плоскостей ушек | — | ||
| 34 | Приспособление для фрезерования плоскостей | — | ||
| 35 | Приспособление для фрезерования полок корпуса | — | ||
| 36 | Приспособление для фрезерования поперечных пазов | — | ||
| 37 | Приспособление для фрезерования | — | ||
| 38 | Приспособление для цекования | — | ||
| 39 | Приспособление на сверлильную операцию | — | ||
| 40 | Приспособление на токарную операцию1 | — | ||
| 41 | Приспособление на токарную операцию | — | ||
| 42 | Приспособление на фрезерно-центровальную операцию1 | — | ||
| 43 | Приспособление на фрезерно-центровальную операцию | — | ||
| 44 | Приспособление расточное | — | ||
| 45 | Приспособление с пневмозажимом | — | ||
| 46 | Приспособление фрезерное2 | — | ||
| 47 | Приспособление_тиски для 2-х деталей | — | ||
| 48 | Расточное приспособление | — | ||
| 49 | Самоцентрирующее приспособление | — | ||
| 50 | Станочное приспособление_1 | — | ||
| 51 | Тиски пневматические | — | ||
| 52 | Тиски ручные | — |
 ru
ruТема 6 Конструкция приспособлений
1. Приспособления к токарным и
круглошлифовальным станкам
Приспособления к токарным и
круглошлифовальным станкам
Служат для установки заготовок тел вращения или различных корпусных деталей, у которых обрабатываемые поверхности – тела вращения. Большинство этих приспособлений имеют самоцентрирующие элементы.
Все приспособления можно разделить на 2 группы:
Для установки длинных заготовок
Для установки коротких заготовок
Сюда входят: поводковые устройства, центра, лопаты и поводковые устройства.
а)Поводковые устройства
Поводковые устройства применяются для черновой обработки, т.к. винт портит внешнюю поверхность заготовки. б)Центры:
1)Жесткий центр – увеличивает жесткость всей системы, однако они быстро изнашиваются.
2)Вращающиеся
центра – их жесткость ниже.
В корпусе на подшипниках
установлен центр..jpeg) Новый вращаюшийся
центр имеет погрешность 0,02…0,04
Новый вращаюшийся
центр имеет погрешность 0,02…0,04
Обычно центр – α=60
Для тяжелый заготовок — α=90
в)люнеты – применяют при обработке заготовок l/D>10…12 для увеличения жесткости
1) подвижные люнеты – закрепляются на направляющих суппорта и движутся за резцом по обработанной поверхности.
2)неподвижные люнеты
— закрепляются на станине токарного станка, там где заготовка имеет наибольший прогиб.
Для установки люнета на заготовке протачивают канавку куда устанавливаются кулачки люнета.
Обычно применяются при расточке полых заготовок.
2 Приспособления для установки и закрепления коротких заготовок.

Патроны – устанавливают заготовку по наружной поверхности
Оправки— установка заготовок по отверстию
Двухкулачковый самоцентрирующий патрон.
Применяется для установки заготовок некруглой формы. Точность центрирования 0,12…0,15мм
Кулачки перемещаются вручную с помошью винта с двухсторонней нарезкой.
Трехкулачковый самоцентрирующий патрон.
Патрон закрепляется на переднем конце шпинделя с помощью вспомогательного элемента – планшайба.
Планшайба точно центрируется на шпинделе, а корпус на планшайбе.
Патроны бывают с ручными и пневмоприводами.
Трехкулачковый патрон спирального типа
На диске имеется спираль(улитка Архимеда). На кулачках также выполнены участки архимедовой спирали, а сами кулачки могут перемещаться в
Т-образных пазах.
Однако точность центрирования их невысокая(0,1…0,15мм)(трудно изготовить спираль Архимеда)
Недостатки:
1)невысокая точность центрирования
2)быстро изнашивается спираль и увеличивается погрешность центрирования
3)ручной привод
Достоинства:Большая универсальность
Трехкулачковый самоцентрирующий реечного типа:
Сцентральной шестерней находятся в
зацеплении 3 рейки. Они имеют косые
зубья. С которыми зацепляются кулачком.
Они имеют косые
зубья. С которыми зацепляются кулачком.
При повороте винта поворачивается шестерня и передает движение на рейки, а это вызывает движение кулачков.
Недостатки:
Привод с одного места
Привод ручной
Малых ход кулачков
Преимущества:
1)Выше точность(0,05…0,1мм), т.к. зубья шлифуются.
2)Меньший износ, т.к. больше контактных площади.
3)Передаются большие усилия при переходе от одного диаметра на другой нужно переставлять кулачки.
Трехкулачковый самоцентрирующий патрон с пневмоприводом:
а) с клиновым механизмом:
Ход кулачков – 10…15мм(универсальность ограничена) Перестановкой кулачков на другие диаметры заготовок – патрон становится универсальным.
Достоинства:
1)Более жесткий патрон
2)Меньший износ
3)Наличие пневмопривода
Недостатки:
1)требуется переналадка на другой диаметр
б) Рычажного типа
Точность центрирования – 0,08…0,15мм
Обычно: a/b=1/2
Достоинства:1) Простота конструкции
2)Наличие пневопривода
Недостатки:1)Меньшая жесткость
2)Много соединяющих звеньев, меньшая точность, ускоренный износ
в)патрон с пневмоприводом, смонтированном
в корпусе.
Ход кулачков – 3мм
Настройку осуществляют по мерным кольцам.
г)Специальный трехкулачковый с рычажным механизмом.
Точность трехкулачкового патрона.
Точность центрирования зависит от:
Допуска на заготовку
Вылета заготовки
Точности самого патрона
Приспособления по точности различают:
Н – нормальной точности(черновые и чистовые операции)
а=0,17
П – повышенная точность (получистовая и чистовая обработка)
а=0,11
В- высокой точности(чистовые и окончательные операции)
а=0,08
Расчет нажежности закрепления заготовки в патроне.
–Перемещения заготовки
–Провертывание заготовки
Для исключения перемещения заготовки в кулачках:
или
Если есть буртики то перемещения не будет
Для исключения провертывания зоготовки:
или
К – коэффициент надежности
закрепления(1.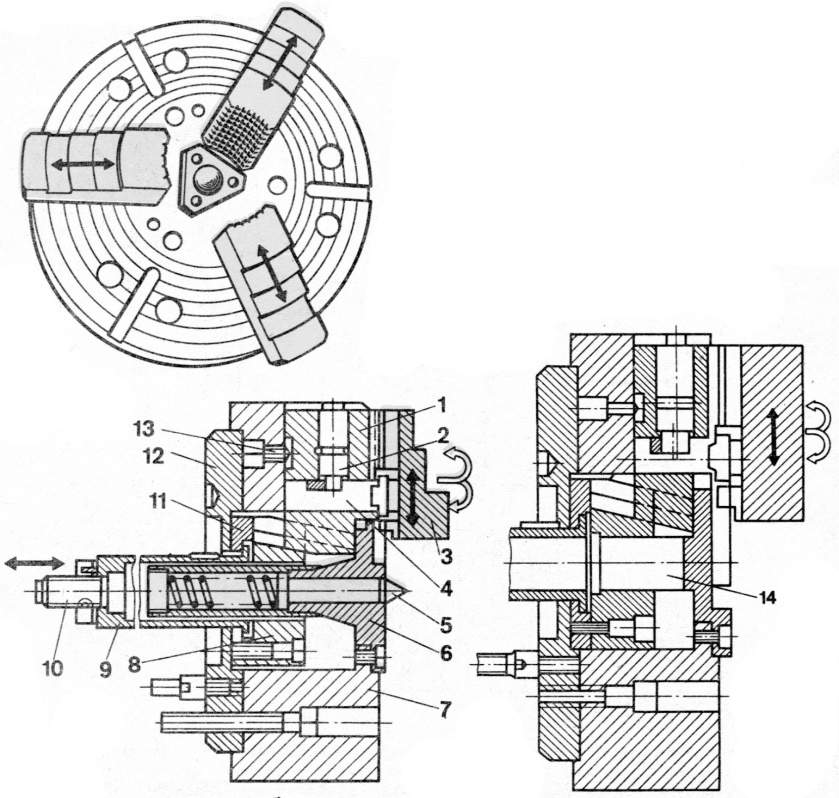 5…2.5)
5…2.5)
µ — коэффициент трения сцепления(0,3…0,6)
Недостатки:Привод с одного места.
При закреплении заготовок по узким буртикам производят расчет на прочность закрепления от вырывания.
При закреплении заготовок малой жесткости необходимо проводить расчет на погрешность формы
Внутренний диаметр после обработки будет иметь эллипс
ω
Двухкулачковый —
3х-кулачковый –
6ти-кулачковый – Кф = 0,0022
Цанговый патрон
Нашли широкое применение при установке прутковых заготовок
1.Непроворачиваемость детали:
-угол трения.
Невыскальзывание заготовки:
Особенности приспособлений для станков с ЧПУ:
Станки токарной группы:
1)Высокая точность центрирования заготовки в патроне(0,02…0,03)
А.тщательная установка самого патрона
Б. Высокая точость изготовления самого
патрона
Высокая точость изготовления самого
патрона
2)Конструкция быстро переналаживается
3)применяется механизированный привод
4)Высокая частота вращения шпинделя(Н=6000…10000об/мин)
Приводит к изменению усилия закрепления
“-” при измерении по наружной поверхности
“+” при изверении по внутренне йопверхности
Поэтому используется конструкция патронов с уравновешиванием центрирующих сил с помощью спец.грузов.
Трехкулачковый патрон — Большая Энциклопедия Нефти и Газа, статья, страница 3
Трехкулачковый патрон
Cтраница 3
Самоцентрирующие трехкулачковые патроны обеспечивают одновременное перемещение всех кулачков в радиальном направлении, благодаря чему деталь, имеющая цилиндрическую поверхность ( наружную или внутреннюю), устанавливается и зажимается точно по оси шпинделя; кроме того, значительно сокращается время на установку и закрепление детали. [31]
Самоцентрирующие трехкулачковые патроны предназначены для установки и закрепления симметричных заготовок на обработанные поверхности. Схемы токарных трехкулачковых патронов показаны на рис. 40, а, б, в, г. В патроне с — реечным приводом кулачков ( рис. 40, а) кулачки / приводятся в движение от косозубых реек 2, которые одновременно соединены с кулачками 1 и центральным зубчатым колесом 4, Одну из реек 2 перемещает в направляющих винт 3, который вращают торцовым ключом.
[32]
Схемы токарных трехкулачковых патронов показаны на рис. 40, а, б, в, г. В патроне с — реечным приводом кулачков ( рис. 40, а) кулачки / приводятся в движение от косозубых реек 2, которые одновременно соединены с кулачками 1 и центральным зубчатым колесом 4, Одну из реек 2 перемещает в направляющих винт 3, который вращают торцовым ключом.
[32]
Самоцентрирующий трехкулачковый патрон зажимает муфту, а труба закрепляется в тисках, установленных на каретке. Тарировку передаваемого крутящего момента производит реле максимального тока в цепи электромагнитной муфты. [33]
Установить трехкулачковый патрон и закрепить в нем заготовку муфты. [35]
Применяют трехкулачковые патроны с ручным или механизированным зажимом. Заготовки с отклонениями от симметричности и цилиндричности удобнее закреплять в четырех-кулачковых патронах, в которых кулачки передвигаются независимо друг от друга посредством соответствующей передачи.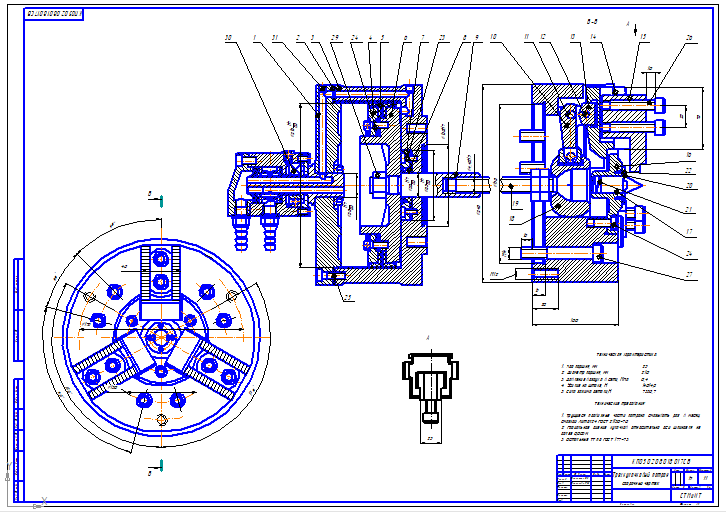 Кулачки самоцентрирующего патрона шлифуют в сборе на том же станке для повышения точности установки. Заготовки крепят также на планшайбе ( прихватами) после установки по центрирующему калибру, входящему в центральное отверстие планшайбы.
[36]
Кулачки самоцентрирующего патрона шлифуют в сборе на том же станке для повышения точности установки. Заготовки крепят также на планшайбе ( прихватами) после установки по центрирующему калибру, входящему в центральное отверстие планшайбы.
[36]
Самоцентрирующие ключевые Трехкулачковые патроны общего назначения ( ГОСТ 2675 — 71) с ручным приводом выполняются спирально-реечного типа с цельными или сборными кулачками. В зарубежной практике наиболее распространены также ключевые спирально-реечные патроны с плоской ( Архимедовой) спиралью и конической зубчатой передачей к спиральному диску. Патроны крепятся к концам шпинделей только с помощью промежуточных фланцев ( ГОСТ 3889 — 71), описанных выше. Принцип действия и расчет силы зажима такого патрона описаны в гл. [37]
Конструкция трехкулачкового патрона, где применены червячная, зубчатая и винтовая пары, показана на фиг. [38]
[38]
Вместо трехкулачкового патрона от пневмопривода может работать цанговый патрон, при этом тяга вызывает продольное перемещение цанги, которая, вдвигаясь своей наружной конической поверхностью в коническую расточку корпуса, сжимается и закрепляет заготовку. [39]
В трехкулачковом патроне ось обрабатываемой эксцентричной поверхности совмещается с осью вращения установкой подкладки под один из кулачков. [40]
Автомат имеет трехкулачковый патрон с клиновым зажимом от гидравлического механизма. Наличие трехкулачкового патрона вместо обычно применяемых цанговых позволяет вести обработку горячекатаных прутков. [41]
Наиболее распространены универсальные трехкулачковые патроны самоцентрирующие с ручным зажимом торцовым ключом. Такие патроны используют для установки и зажима по цилиндрической поверхности различных деталей в серийном и единичном производстве.
[42]
Такие патроны используют для установки и зажима по цилиндрической поверхности различных деталей в серийном и единичном производстве.
[42]
При использовании трехкулачкового патрона с широкими кулачками погрешность формы можно значительно уменьшить. [43]
Эксцентричное смещение трехкулачкового патрона с деталью относительно оси шпинделя приводит к неуравновешенности системы. Устраняют ее применением уравновешивающего груза 2, который может перемещаться в пазу муфты. Для проверки уравновешенности системы следует освободить шпиндель, установив рукоятку управления коробки скоростей в нейтральное положение. Если система не сбалансирована, то шпиндель поворачивается и останавливается всегда в одном и том же положении. При сбалансированной системе положение шпинделя с заготовкой при остановке может быть любым. [45]
Страницы: 1 2 3 4 5
Трехкулачковый самоцентрирующийся патрон чертеж — Морской флот
1. Курсовой проект – Анализ технологического процесса обработки детали » Трехкулачковый патрон » | Компас Курсовой проект – Анализ технологического процесса обработки детали » Трехкулачковый патрон » | Компас |
ЦЕЛИ И ЗАДАЧИ КУРСОВОЙ РАБОТЫ
1.ЗАДАНИЕ
2.ВВЕДЕНИЕ
3. ОБЩАЯ ХАРАКТЕРИСТИКА ОБЪЕКТА КУРСОВОЙ РАБОТЫ
3.1 Служебное назначение детали
3.2 Анализ технологичности детали
3.3 Нормоконтроль чертежа детали
3.4 Анализ применяемой в технологическом процессе заготовки
4 АНАЛИЗ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ОБРАБОТКИ ДЕТАЛИ
4.1 Маршрутная технология
4.1.1 Структуры операции
4.1.2 Применяемое оборудование
4.1.3 Рабочие приспособления
4.1.4 Виды операций
4.2 Операционная технология
4.2.1 Схемы обработки
4.2.2 Анализ технологических переходов
4.2.3 Этапы обработки основных поверхностей
4.2.4 Анализ элементов режимов резания
4.2.5 Этапы обработки детали
5 АНАЛИЗ ПРИМЕНЯЕМОЙ В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ ОСНАСТКИ
5.1 Режущий инструмент
5.2 Измерительные устройства и приспособления
6 АНАЛИЗ ПРИМЕНЕНИЯ ЭВМ НА СТАДИЯХ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ НА ДЕЙСВУЮЩЕМ ПРОИЗВОДСТВЕ
7 БЕЗОПАСНОСТЬ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
8 ВЫВОДЫ
9 БИБЛИОГРАФИЧЕСКИЙ СПИСОК
При анализе технологического процесса выявлено следующее:
ТД оформлена в основном правильно согласно ЕСТД и ЕСКД но было выявлено несоответствие точности обрабатываемых поверхностей и их шероховатости.
Схемы обработки оформлены не до конца согласно требованиям к ним. Приспособление выбрано ручное (могу предложить заменить его на приспособление с механизированным приводом).
Этапность обработки не нарушена, с учетом того, что применяется точная штамповка и на черновых этапах достигается точность получистовых.
Оборудование выбрано оптимально (для серийного типа производства). Деталь абсолютно контролепригодна.
Дата добавления: 03.09.2015
1. Проектирование технологического процесса сборки
1.1 Назначение узла
1.2 Анализ технических требований
1.3 Анализ технологичности узла
1.4 Выбор метода достижения заданной точности
1.5 Разработка технологической схемы сборки
1.6 Маршрутные карты сборки
1.7 Схемы сборки
2. Проектирование технологического процесса изготовления детали
2.1 Назначение детали “Вал XII оси
2. 2 Анализ технических требований
2 Анализ технических требований
2.3 Анализ технологичности детали
2.4 Выбор метода получения и размеров заготовки
2.5 Расчет удвоенной остаточной глубины резания
2.6 Составление маршрута изготовления детали
2.7 Разработка операционной технологии
2.8 Маршрутные карты
2.9 Маршрутные эскизы
2.10 Операционные эскизы
3. Конструирование приспособления
3.1 Описание работы приспособления
3.2 Расчет приспособления
Сборочная единица вал, является частью шпиндельной бабки станка. В шпиндельной бабке расположен сам шпиндель и коробка скоростей. Сборочная единица вал предназначена для закрепления зубчатых колес и передачи вращающего момента. Шпиндельная бабка состоит из корпуса, в котором размещены валы с надетыми зубчатыми колесами. Данная сборочная единица состоит собственно из вала, на который насажан рычаг тяги передачи. Снаружи корпуса на валу закреплён рычаг ручного переключения. Для ограничения и фиксации угла поворота предусмотрены фиксаторы Рабочий поворачивает рычаг переключения на угол, который определяют фиксаторы, при повороте рычага переключения поворачивается рычаг тяги на тот же самый угол, замыкая передачу.
Дата добавления: 03.03.2011
МГТУ. Проект по «Технологии машиностроения». 6 листов чертежи (маршрутная технология изготовления вала / операционная технология / приспосоление ( трехкулачковый патрон ) / сборка) + маршрутные и сборочные карты + ПЗ.
Введение
1.Выбор заготовкии определение ее массы
2. Разработка операционной технологии и расчет режимов резания
3.Выбор технологической оснастки
4. Расчет требуемого количества основного технологического оборудования из условия выполнения годовой программы
5. Выбор промышленного робота
6.Выбор тактового стола
7. Выбор и расчет захватного устройства ПР
8. Разработка компоновочной схемы РТК
9. Разработка циклограммы работы РТК
10. Определение допустимых скоростей позиционирования
11. Определение времени позиционирования
12. Расчет номинальных показателей РТК
Расчет номинальных показателей РТК
13.Заключение
14. Список использованной литературы
Заключение:
Разработанный РТК предназначен для изготовления указанных в задании деталей в условиях серийного производства. В состав РТК входит токарный станок 16К20ФЗ, промышленный робот MN306 и тактовый стол. Технологическая оснастка: трехкулачковый патрон , схват промышленного робота, инструментальная наладка.
Номинальная производительность РТК – 27 деталей в час, что удовлетворяет необходимому годовому выпуску 15000 деталей. При необходимости увеличения партии выпуска возможна переналадка РТК путем добавления в его состав еще одного станка. Кроме того, после быстрой переналадки, возможно использование разработанного РТК для выпуска других деталей типа валов подобных указанной в задании и имеющих размеры, лежащие в некотором диапазоне.
Дата добавления: 14.05.2017
Трехкулачковый патрон с пневмоприводом А1
В данной работе разрабатывается технологический процесс механической обработки детали типа «диск навивочный». Целью данной работы является определение различных характеристик, таких как скорости резания, силы резания, мощности и др. и полученным значениям характеристик выбор оборудований, на котором будет выполняться данный технологический процесс, составляется комплект документов состоящий из маршрутной, операционной и карты эскизов.
Целью данной работы является определение различных характеристик, таких как скорости резания, силы резания, мощности и др. и полученным значениям характеристик выбор оборудований, на котором будет выполняться данный технологический процесс, составляется комплект документов состоящий из маршрутной, операционной и карты эскизов.
Диск навивочный – это деталь в виде плоского круга, предназначенная для навивания проволоки малого диаметра. Сам диск запрессовывается на вал, образуя посадку с натягом (Н7/n6). Крутящий момент на диск передаётся от шпонки, для чего на диске имеется шпоночный паз 10Js9. Диск крепится к ответной детали за счёт болтового соединения М8 (3 болта), а для точной фиксации штифтуется (3 штифта). На наружной части диска навивочного имеется канавка шириной 8 мм и глубиной 7 мм, где и осуществляется навивание проволоки. Для того чтобы уменьшить износ рабочих поверхностей на диске они цементируются, до твердости 57 HRC, глубиной h 1… 1,6 мм, а затем шлифуются. Материалом для изготовления диска навивочного служит сталь 20, в качестве заменителей могут использоваться стали 20ХН, 12ХНЗА, 12Х2Н4А.
Содержание:
Задание 5
Введение 6
1. Технологическая часть 7
1.1. Назначение детали в узле 7
1.2. Определение годового объёма выпуска и типа производства 7
1.3. Анализ технологичности конструкции детали 8
1.4. Выбор и обоснование способа получения заготовки 10
1.5. Выбор технологических баз 11
1.6. Разработка маршрута обработки заготовки 12
1.7. Расчёт операционных припусков и меж операционных размеров 14
1.8. Расчёт режимов резания 18
1.9. Расчёт контрольно-измирительного инструмента (калибр-пробка) 33
2. Конструкторская часть 35
2.1. Принцип работы приспособления 35
2.2. Расчёт конструкторской схемы 36
2.3. Расчёт приспособления 36
Список литературы 39
Приложение А (Техническая характеристика станков)
Приложение Б (Комплект документов)
Приложение В (Расчёт режимов резания)
Приложение Г (Инновация)
Приложение Д (Спецификации)
Дата добавления: 26.02.2018
 Дипломный проект – Инструментальное обеспечение технологического процесса изготовления детали «Ступица муфты переключения» | Компас
Дипломный проект – Инструментальное обеспечение технологического процесса изготовления детали «Ступица муфты переключения» | КомпасВ технологической части представлены расчеты:
– припусков;
– режимов резания;
– норм времени.
В конструкторской части:
– разработаны специальные станочные приспособления, режущие и мерительные приспособления.
– предлагается средство автоматизации.
В разделе «Безопасность и экологичность проектных решений» рассмотрены вопросы обеспечения безопасности на производстве.
В научно исследовательской части рассмотрен вопрос инструментальной высокоточной обработки.
Введение
1 Анализ состояния вопроса и обоснование целесообразности разработки темы
1.1 Анализ состояния вопроса
1.2 Служебное назначение детали
1.3 Анализ технологичности конструкции детали
2 Технологическая часть
2.1 Объем выпуска деталей. Тип производства. Организационная форма технологического процесса
2. 2 Выбор и обоснование метода получения заготовки
2 Выбор и обоснование метода получения заготовки
2.3 Выбор варианта технологического процесса изготовления детали
2.4 Расчет размерных цепей
2.5 Выбор и назначение технологических баз
2.6 Расчет и назначение припусков на механическую обработку
2.7 Расчет и назначение режимов резания
2.8 Техническое нормирование станочных операций
2.9 Обоснование применения СОТС
2.10 Обеспечение качества на участке
3 Конструкторская часть
3.1 Проектирование станочного приспособления
3.2 Проектирование и расчет специального контрольно-измерительного средства
3.3 Проектирование и расчет специальных режущих инструментов
3.3.1 Проектирование и расчет фасонной угловой фрезы
3.3.2 Расчёт и конструирование концевой фрезы
3.3.3 Расчет и конструирование шлицевой протяжки
3.4 Анализ уровня автоматизации технологического процесса.
Выбор средства автоматизации
4 Научно-исследовательская часть
Повышение качества обрабатываемых поверхностей за счет режимов резания и параметров режущего инструмента (на примере отверстий)
5 Безопасность и экологичность проектных решений
Улучшение условий труда на производстве
6 Организационно-экономическая часть
6. 1 Расчет себестоимости выпускаемой продукции
1 Расчет себестоимости выпускаемой продукции
6.2 Оценка эффективности проекта
Заключение
Список литературы
Нормативные ссылки
Приложение А – Комплект технологической документации
Приложение Б – Спецификация пневмопатрона
Приложение В – Спецификация пневмопробки.
Объектом производства является деталь «Ступица муфты переключения». Эта деталь широко применяется в современном автомобильном производстве. «Ступица муфты переключения» предназначена для переключения пятой передачи в коробке передач автомобиля марки «УАЗ».
Деталь также применяется в других конструкция механических коробок передач автомобилестроительной промышленности.
Материал детали сталь 40Х ГОСТ 4543-74.
Механические свойства сплава :
– твердость по Бринеллю 197 НВ.
– модуль упругости 216000 МПа.
Годовая программа выпуска для детали «Ступица муфты переключения» составит 25755 шт.
Данная деталь имеет форму тела вращения, которая является наиболее технологичной и экономичной при обработке. Поверхности торцов перпендикулярны оси детали, переходные поверхности заменены фасками и скруглениями, деталь не имеет острых кромок. Размеры детали позволяют надежно закрепить заготовку при обработке.
Поверхности торцов перпендикулярны оси детали, переходные поверхности заменены фасками и скруглениями, деталь не имеет острых кромок. Размеры детали позволяют надежно закрепить заготовку при обработке.
Но в то же время деталь имеет нетехнологичные элементы:
–выступы на поверхности, что ограничивает номенклатуру зажимных приспособлений;
–деталь имеет несколько глухих отверстий, что ухудшает отвод стружки из зоны резания.
Отработка конструкции детали на технологичность не затрагивает ни свойств материала, ни требований к точности геометрических показателей качества. Суждение о технологичности конструкции детали теснейшим образом связано с объемом ее выпуска, видом и формой производственного процесса.
Окончательную оценку производственной технологичности предлагается проводить по частным показателям.
Заключение
В данном дипломном проекте усовершенствован технологический процесс изготовления детали «Ступица муфты переключения» на основе совершенствования технологического оснащения и разработки нового технологического процесса с использованием прогрессивной инструментальной оснастки, снижение себестоимости детали, увеличение производительности труда обеспечены следующими мероприятиями:
– более прогрессивной технологией изготовления детали;
– снижением трудоёмкости изготовления детали за счёт применения станков с ЧПУ;
– применением быстродействующих приспособлений с пневматическим зажимом, что значительно сокращает время на установку и снятие детали и облегчает труд рабочего;
– применением специальных контрольно-измерительных;
– использованием средств инструментального оснащения, которые позволяют увеличить производительность труда и точность обработки.
– использованием средств автоматизации, которые позволяют увеличить производительность труда.
Деталь «Ступица муфты переключения» проработана на технологичность, разработана новая технология обработки.
Рассчитаны припуски на обработку, режимы резания, рассчитана норма времени.
В конструкторской части разработаны: трехкулачковый патрон с пневматическим зажимом, пневмопробка и средства автоматизации, и три средства инструментального обеспечения.
Рассмотрен вопрос о безопасности и экологичности предлагаемого проекта и предложены новые научно-технические достижения для обработки детали.
Рассчитана технологическая себестоимость изготовления детали по двум вариантам, рассчитан период окупаемости и запас финансовой прочности.
Проведённые в проекте расчёты дали возможность объективно оценить все преимущества спроектированного технологического процесса изготовления детали «Ступица муфты переключения».
Дата добавления: 05.06.2019
 Чертежи – Экскаватор одноковшовый | Компас
Чертежи – Экскаватор одноковшовый | КомпасПатрон трехкулачковый А1, Технико-экономические показатели А1, БЖД А1
Техническая характеристика:
1. Геометрическая вместимость ковша для грунтов – категорий, м – 1,0;
2. Наибольшая глубина копания, м – 5,8;
3. Наибольший радиус копания, м – 9,0;
4. Радиус, описываемый кромкой резца ковша, м – 1,4;
5. Мощность двигателя, кВт – 95,6;
6. Конструктивная масса, т – 22.
Дата добавления: 04.06.2010
На втором этапе необходимо разработать технологический процесс изготовления стакана редуктора. Для этого необходимо сформулировать ее служебное назначение и провести анализ технических требований и технологичности конструкции стакана.
Содержание:
Введение:
1. Определение типа производства.
2. Разработка технологического процесса сборки узла.
2.1 Служебное назначение узла и принцип его работы.
2.2 Анализ чертежа, технических требований на узел и технологичности его конструкции.
2.3 Выбор метода достижения требуемой точности редуктора
2.4 Схема сборки
2.5 Выбор формы организации сборки узла.
3. Разработка технологического процесса изготовления детали.
3.1. Служебное назначение стакана
3.2. Анализ технических требований cтакана и его технологичность
3.3. Выбор вида и способа получения заготовки. Назначение припусков на обработку.
3.4. Выбор технологических баз и последовательность обработки поверхностей детали вал.
3.5. Выбор методов обработки поверхностей заготовки и определение количества переходов. Выбор режущего инструмента.
3.6. Обоснование последовательности обработки поверхностей заготовки и разработка маршрутного технологического процесса. Выбор технологического оборудования и оснастки.
3.7 Определение припусков на обработку и межпереходных размеров
3.8 Назначение режимов резания
3.9 Расчёт норм времени выполнения операций.
Среди отливок до 80% по массе занимают детали, изготовляемые литьем в песчаные формы. Метод является универсальным применительно к литейным материалам, а также к массе и габаритам отливок. Специальные способы литья значительно повышают стоимость отливок, но позволяют получать отливки повышенного качества с минимальным объемом механической обработки.
Отливки III класса точности обеспечиваются ручной формовкой в песчаные формы, а также машинной формовкой по координатным плитам с незакрепленными моделями. Этот способ является оптимальным для изготовления отливок любой сложности, любых размеров и массы из разных литейных сплавов в единичном и мелкосерийном производстве.
Технологичность конструкций отливок характеризуется условиями формовки, заливки формы жидким металлом, остывания, выбивки, обрубки. На выполнение основных операций технологического процесса получения отливки влияют уклоны, толщина стенок, размерные соотношения стержней и другие условия.
Таким образом, в качестве заготовки берем отливку.
Материал детали: серый чугун ГОСТ 1412-79, т.к. он подходит нам по физическим свойствам и цене.
В связи с нашим производством выберем следующие станки:
1. Для выполнения токарной обработки выберем токарно – винторезный
2. Для выполнения сверлильной операции выбираем вертикально-сверлильный станок 2Н150
В связи с нашим производством выберем следующие приспособления:
1. Трехкулачковый самоцентрирующий патрон
2. Кондукторная плита
Разработка конструкции трехкулачкового самоцентрирующего патрона с центробежным приводом с спецификациями. Приспособление используется на токарном станке.
Состав: Вид общий (ВО), Спецификация
Софт: КОМПАС-3D 13
Дата: 2014-11-21
Просмотры: 22 987
338 Добавить в избранное
Еще чертежи и проекты по этой теме:
Софт: КОМПАС-3D V16
Состав: Сборочный чертеж, спецификация
Софт: КОМПАС-3D v15.2
Состав: Деталь, Кондуктор + деталировка, Патрон трехкулачковий самоцентрируючий, Спецификации, ПЗ
Софт: SolidWorks 2011
Состав: 3D сборка, исследования.
Софт: Компас v13
Состав: Сборочный чертеж, Спецификация
Софт: Компас V12, CDW
Состав: Сборочный чертеж, Спецификация, Расчет приспособления
Дата: 2014-11-21
Просмотры: 22 987
338 Добавить в избранное
ГОСТ 2675-80
(СТ СЭВ 1574-79,
СТ СЭВ 4852-84)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПАТРОНЫ САМОЦЕНТРИРУЮЩИЕ ТРЕХКУЛАЧКОВЫЕ
Self-centring three-jawchucks. Basic dimensions
Срок действия с 01.07.81
до 01.07.90*
_______________________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 4, 1994 год). – Примечание «КОДЕКС».
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В.С.Белов, М.Д.Шишеев, А.И.Крохотин, А.П.Абрамов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.06.80 N 3016
3. Срок проверки 1993 г., периодичность проверки – 10 лет
4. Стандарт полностью соответствует требованиям СТ СЭВ 1574-79 и СТ СЭВ 4852-84 в части присоединительных размеров зажимного устройства типа 3
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
7. ПЕРЕИЗДАНИЕ (август 1987 г.) с ИЗМЕНЕНИЯМИ N 1, 2, утвержденными в мае 1982 г., июле 1987 г. (ИУС 8-82, 11-87).
1. Стандарт распространяется на самоцентрирующие спирально-реечные трехкулачковые патроны классов точности Н, П, В, А, устанавливаемые на шпиндели станков через переходные фланцы и непосредственно на фланцевые концы шпинделей.
2. Патроны должны изготавливаться типов:
1 – с цилиндрическим центрирующим пояском и с креплением через промежуточный фланец по ГОСТ 3889-80.
2 – с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593-72*;
_______________
* Действует ГОСТ 12593-93. – Примечание «КОДЕКС».
3 – с креплением непосредственно на фланцевые концы шпинделей по ГОСТ 12595-85*.
_______________
* На территории Российской Федерации действует ГОСТ 12595-2003. – Примечание «КОДЕКС».
1, 2. (Измененная редакция, Изм. N 1).
3. Патроны всех типов изготавливаются исполнений:
1 – с цельными кулачками,
2 – со сборными кулачками.
4. Основные размеры патронов типов 1, 2, 3 должны соответствовать указанным на черт.1 и в табл.1.
Патрон токарный трехкулачковый ф160 (7100-0005)
Токарные патроны изготавливаются двух типов:
тип 1 — с цилиндрическим центрирующим пояском и креплением через промежуточный фланец по ГОСТ 3889-80;
тип 2 — с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593-70.
Универсальный трехкулачковый самоцентрирующий токарный патрон имеет три кулачка, которые одновременно сходятся к центру или расходятся от него.
Установка заготовок в патронах производится при обработке деталей небольшой длины. Наиболее часто используются трехкулачковые самоцентрирующие патроны и цанговые патроны.
Кулачки обеспечивают точное центрирование заготовки (совпадение оси заготовки с осью вращения шпинделя). Кулачки движутся в радиальных пазах корпуса. В корпусе располагается диск, с одной стороны которого имеется спиральная резьба, а с другой — нарезаны зубья. Кулачки своими выступами на подошве входят в канавки спиральной резьбы. Диск приводится во вращение ключом, вводимым в гнездо одного из сопряженных с ним малых зубчатых колес. Кулачки патрона движутся к центру или от центра, закрепляя или освобождая заготовку. Рабочие поверхности кулачков самоцентрирующего патрона изнашиваются неравномерно, поэтому их периодически растачивают или шлифуютТип крепления патрона Ч 7100-0005П — с цилиндрическим центрирующим пояском и с креплением через промежуточный фланец. Исполнение — с цельными кулачками.
Технические характеристики:
— наружный диаметр D: 160 мм
— материал корпуса: чугун
— диаметр цилиндрического центрирующего пояска D2: 130Н7 мм
— диаметр расположения крепежных отверстий D3: 142 мм
— количество (n) и размер (d) крепежных отверстий: 3×М10 мм
— диаметр отверстия в корпусе D1: 45 мм
— максимальный наружный диаметр изделия, зажимаемого в прямых кулачках: 70 мм
— максимальный внутренний диаметр изделия, зажимаемого в прямых кулачках: 170 мм
— максимальный наружный диаметр изделия, зажимаемого в обратных кулачках: 160 мм
— высота корпуса в сборе, Н: 60 мм
— высота патрона, Н1: 92 мм
— максимальная частота вращения: 2200 об/мин
— минимальная суммарная сила зажима: 31000 Н
— масса патрона: 11.5 кг.
Выбор и виды токарных патронов
Тяжелая промышленность в настоящее время набирает всё больше оборотов, ведь производство деталей, начиная простой гайкой и заканчивая составляющими космического корабля, требует использования уже новых технологий для изготовления самого деревообрабатывающего и металлорежущего оборудования. И, конечно, в данном случае не последнее место принадлежит токарному станку. Чтобы удерживать при высокой скорости передвижения шпинделя деталь, применяют токарные патроны, разновидности которых зависят от назначения обрабатываемой поверхности, формы заготовки и вида резания.
Содержание:
- Выбор токарного патрона
- Классификация токарных патронов
Выбор токарного патрона
Токарные патроны предназначаются для установки на токарные специальные и универсальные станки. Конструкция подобного патрона обеспечивает передачу большего усилия зажима при намного меньшем крутящем моменте на зажимных ключах по сравнению с патронами спиральными. Все отечественные и зарубежные производители изготавливают патроны для токарных станков на базе закаленного корпуса из стали, они включают в себя комплект закаленных кулачков.
При необходимости дополнительно может идти комплект кулачков и крепежных болтов токарного патрона. Вы, конечно, можете изготовить токарный патрон своими руками. Однако при нехватке времени вы все-таки отправитесь в ближайший магазин. Очень часто при покупке станка токарный или ЧПУ можно обнаружить, что входящий в комплект токарный патрон является не таким уже и надежным, как хотелось бы.
Таким образом, вы понимаете важность правильной закупки качественного «расходника». Итак, для начала определитесь, какой способ крепления патрона на вашем станке: устанавливаете ли вы патроны на шпиндель с помощью специального переходного фланца или производите монтаж непосредственно на шпиндель. Также имеются в продаже и такие «расходники», которые предстоит монтировать на место при помощи резьбы.
Следующим условием для приобретения патронов выступает характеристика шпинделя. Продавец для этого, как правило, должен уточнить условный размер конца при монтаже с использованием фланца, или же узнать условные размеры соединительного конуса, а также диаметр присоединительного пояска. Без данной информации невозможно правильно выбрать токарный патрон.
Немаловажным является и число кулачков в металлоизделии. Их насчитывают обычно 2, 4 и 6. Стоимость токарных патронов также зависит и от разновидности кулачков, они бывают составными и накладными. Для разных работ и долговечности применения металлоизделия выбирают кулачки по твердости – твердые и мягкие.
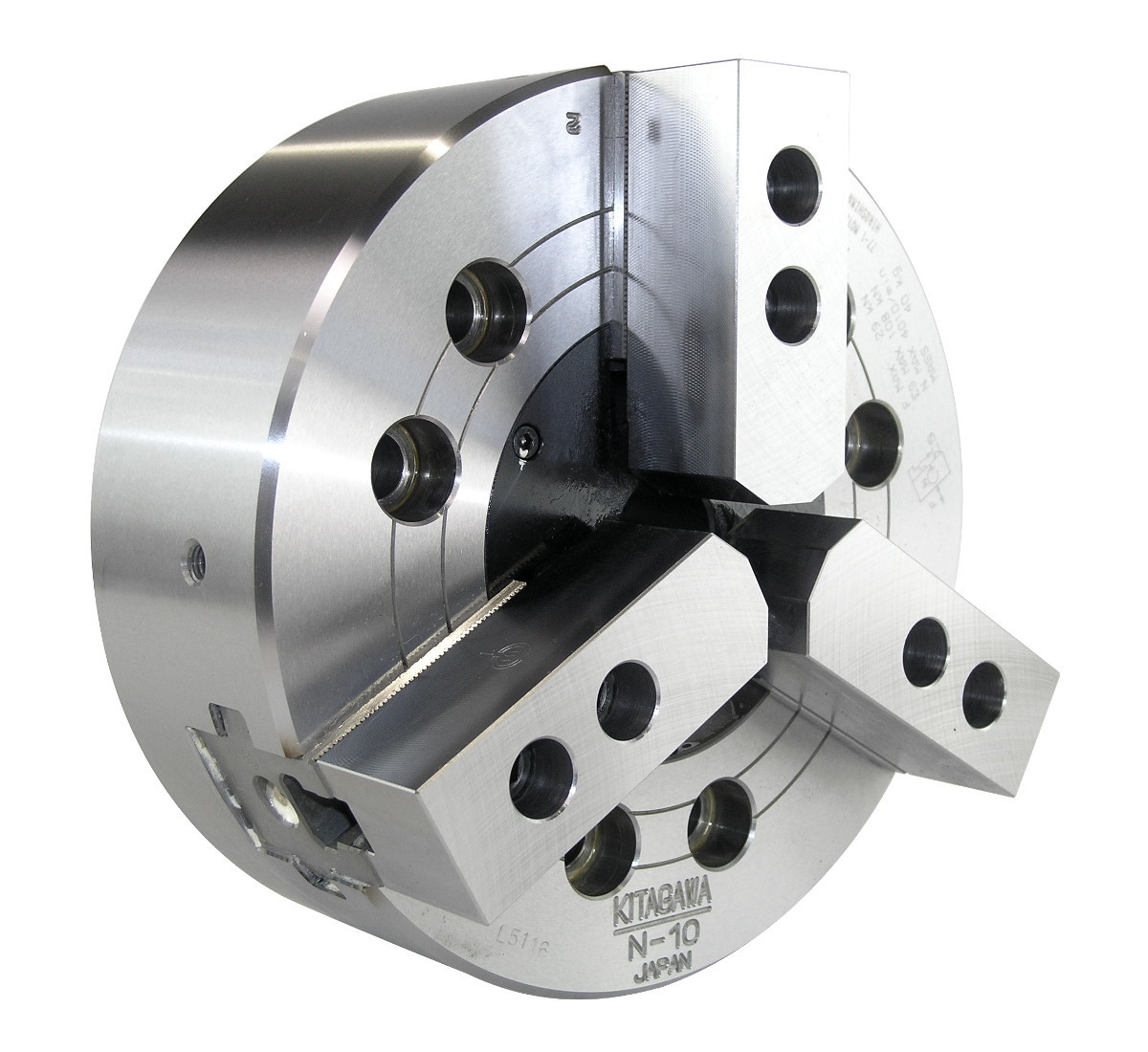
При покупке токарных патронов следует уделять внимание и кулачкам, они могут иметь разные методы фиксации заготовок. Помните, что кулачки выпускаются самоцентрирующиеся и с независимым перемещением. Более современные и дорогие модели токарных патронов оборудуются встроенным пневмоприводном, который способен надежно фиксировать заготовки. Подобные «расходники» очень часто устанавливаются на станках для обработки трубных деталей большого диаметра.
Помимо таких специфических характеристик, вам необходимо знать наружный диаметр, высоту токарного патрона, тип хода штока и кулачка, высоту от края до главного кулачка. Не лишним станет, если вы укажете продавцу общую силу зажима в кулачках и максимально возможную частоту вращения. Эти сведения вы можете отыскать в техническом паспорте используемого станка. Иногда там же указывают и маркировку необходимого токарного патрона.
Классификация токарных патронов
Станочная оснастка токарными патронами представлена двух-, четырех- и трехкулачковыми патронами с ручным и механизированным зажимом. Для различных фасонных отливок используются двухкулачковые самоцентрирующиеся патроны. Круглые и шестигранные заготовки принято закреплять в трехкулачковых патронах. Четырехкулачковые патроны предназначаются для прямоугольных и нессиметричных деталей, а также прутков квадратного сечения. Давайте внимательнее рассмотрим основных виды патронов для токарных станков.
Цанговые патроны
Основной рабочий элемент цангового патрона – это втулка с несколькими осевыми прорезями, которые разделяют ее на лепестки, которых, зависимо от диаметра заготовок, бывает три, четыре или шесть. Подобные лепестки играют роль кулачков, которые обжимают деталь, что вставляется внутрь втулки. Цанги бывают подающими и зажимными. Подающая цанга представляет собой стальную закаленную втулку с тремя неполными разрезами, что формируют лепестки с поджатыми концами друг к другу. Зажимные цельные цанги изготавливают в виде втулки с лепестками пружинящегося типа.
Сцепление возрастает вследствие сужения прорезей при процедуре вдавливания цанги в патрон конической частью. Устройство токарного патрона с цангой с технической точки зрения имеет некоторые преимущества перед прочими зажимными устройствами – у детали, которая закреплена в цанге, радиальные биения изделия настолько незначительные, что ими спокойно можно пренебречь.
Преимущественная сфера использования таких патронов – зажатие цилиндров, коротких прутков или втулок для обработки. Они также применяются для фиксации фрез, сверл, наконечников гайковертов и метчиков. Цанговые патроны пользуются популярностью при вторичном зажиме заготовки с обработанной поверхностью. При несоответствии профиля обрабатываемого изделия форме цангового отверстия принято применять сменные вкладыши.
Рычажные патроны
Рычажные патроны могут быть использованы в мелкосерийном производстве, потому что процедура их переналадки проста и способна обеспечивать крепление заготовок в широчайшем диапазоне диаметров. На центрирующей поверхности в корпусе патрона размещен диск, на стороне которого присутствует резьба по архимедовой спирали, конический зубчатый венец нарезан на другой стороне.
Крепление заготовки в рычажном токарном патроне происходит от гидропривода, который перемещает тягу с муфтой. Стержни с сухарями, что образуют двуплечий рычаг, способны поворачиваться вокруг центра цилиндрического участка сухаря, перемещать ползуны с кулачками к центру и зажимать заготовку. Переналадка рычажного патрона проста и сводится к одновременному передвижению всех кулачков в необходимое радиальное положение при помощи ключа.
На данную операцию затрачивают не больше времени, чем на процедуру крепления заготовки в трехкулачковом патроне, который имеет немеханизированный привод. Из-за подвижных элементов, которые предусмотрены в чертежах токарных патронов и соединяют ползуны с основными кулачками, погрешности центрирования заготовки существенные, поэтому рычажные патроны используются преимущественно на черновых операциях.
Клиновые патроны
Клиновые патроны демонстрируют высокую точность центрирования заготовки, нежели патроны рычажные. Закрепление заготовки происходит при помощи пневматического или гидравлического привода, который размещен сзади на конце пологого шпинделя. Три основных кулачка и кулачки, что с ними связаны, при осевом движении клина передвигаются в радиальном направлении и зажимают изделие.
Для станков с ЧПУ, где совершается обработка большой партии деталей, важной является возможность совершения быстрой сборки токарного патрона и переналадки патрона на прочий диаметр закрепляемой заготовки, что длится не более 2 минут. Для станков с ГПС и ЧПУ разрабатывают конструкции патронов с автоматическим переналаживанием на определенный диаметр заготовки. Использование для изготовления основных деталей высококачественной стали с термообработкой повышает надежность, долговечность и точность патрона.
Мембранные патроны
Самую высокую точность центрирования деталей обеспечивает мембранный патрон. Упругие мембраны крепятся к фланцу патрона болтами. Подобная мембрана имеет от 3 до 8 кулачков со сменными губками. Некоторые конструкции мембранных патронов имеют кулачки, которые закрепляются к мембране болтами. Заготовки устанавливаются до упора в разжатые губки торцом в штифты, отключается пневмопривод, мембрана пытается возвратиться в исходное состояние и зажимает губками заготовку.
Большое число кулачков на мембранном токарном патроне способствует центрированию изделия с точностью 0,05 миллиметров и выше. Из-за небольшой силы крепления заготовки подобные патроны используются на чистовых операциях при небольшом сечении снимаемой стружки. При установке заготовок в мембранный патрон пневмопривод используется исключительно для разведения кулачков, поэтому совершение действий с таким патроном безопасно. В случае внезапного уменьшения давления в сети во время обработки заготовка все также надежно в патроне удерживается упругими силами мембраны.
Сверлильные патроны
Зажимные устройства сверлильного типа необходимы для удержания на шпинделе сверлильного станка режущих инструментов. Такие приспособления принято использовать для фиксации в ручных дрелях сверл и других рабочих инструментов.
Преимуществом сверлильных патронов с кулачками выступает возможность использования одного устройства для закрепления заготовок с широким диапазоном диаметров. Для сравнения, патроны с цангой вы можете использовать только со сверлами, в которых диаметр цилиндрического хвостовика соответствует в точности внутреннему отверстию цанги. А расширить диапазон некоторых используемых инструментов также помогают переходные втулки, которые поставляются в комплекте с некоторыми устройствами.
Термопатроны
Термопатроны используются для тех же целей, что и цанговые патроны. Отличие кроется в методике зажима инструмента: в термопатронах применяется для этого горячая посадка. Патрон предварительно разогревается в специальном устройстве, после чего увеличивается его отверстие за счет термического расширения. И только потом в него можно вставлять инструмент, а патрон охлаждать – в специальном устройстве или на воздухе. Разжимают термопатрон аналогично.
Достоинства термопатрона заключаются в высоком усилии зажима, его невозможно достичь при использовании цангового и тем более сверлильного патрона. Применение таких патронов позволяет уменьшить вибрацию и намного увеличить стойкость инструмента. Однако помните, что для инструментов различных диаметров требуются разные патроны, а постоянные циклы охлаждения-нагрева провоцируют сильный износ патрона, да и цена термопатронов достаточно высока.
Гидропатроны
Гидропатрон представляет собой альтернативу термопатрону. Зажим инструмента в гидропатроне совершается благодаря давлению жидкости. Для произведения зажима и разжима патрона необходимо повернуть в боковой поверхности винт. Инструмент можно зажимать через переходную цангу карандашного типа или непосредственно в патрон. Усилие зажима при этом будет намного выше, чем в цанговых патронах, а жидкость внутри будет способствовать гашению вибраций.
Гидропатроны стоят существенно дороже цанговых, но не требует использования специального устройства, как термопатроны, и являются более универсальными. Недостатками выступают: невысокое усилие зажима, опасность поломки при совершении зажима вхолостую по ошибке. Кроме того, эти изделия нельзя применять при высокоскоростной обработке без использования охлаждающей жидкости, потому что может закипеть жидкость внутри патрона. Однако некоторые из этих недостатков успешно устранены в современных условиях.
Трехкулачковые патроны
Патроны, которые имеют три радиальные радиальные пазы, имеют такую характерную особенность – центрирование, которое происходит одновременно с закреплением заготовки. Кулачки двигаются по спирали синхронно под действием усилия, которое прилагается в одной точке при помощи торцевого рычага или ключа, зависимо от механизма передачи, который используется в конструкции патрона.
В конструкции патрона токарного трехкулачкового используются кулачки разных видов. Прямые устанавливают в паз наружу ступенями, и деталь зажимается сверху внутренними поверхностями или наружной поверхностью ступеней по внутренней поверхности изделия. Обратные кулачки располагаются ступенями к центру и применяются для зажима заготовок с большим диаметром. Кулачки маркируются порядковым номером, которому нужно следовать при монтаже в патрон.
Четырехкулачковые патроны
Четырехкулачкове патроны характеризуются присутствием четырех пазов, что радиально направлены, в которые устанавливают зажимные кулачки. Для передвижения каждого кулачка в конструкции патрона предусмотрен отдельный механизм, который делает его независимым от перемещения остальных. Предназначение четырехкулачного токарного патрона по дереву с независимыми кулачками состоит в закреплении и удержании при обработке заготовок с нецилиндрической формой, либо когда ось цилиндрической поверхности, что обрабатывается, не совпадает с осью крепления.
Кулачки устанавливают в обратной и прямой позиции. Обратная позиция применяется, если нужен зажим заготовки с большой площадью сечения. Четырехкулачковые самоцентрирующие патроны также используются для закрепления прутков, что имеют квадратное сечение.
Теперь вы можете смело отдать свое предпочтение в пользу одной из разновидностей токарных патронов. Руководствоваться рекомендуется преимущественно средой использования изделий, материалом и формой заготовок, которые будут закрепляться с помощью токарного патрона. Ну а если вы предпочитаете все делать самостоятельно, можете попробовать изготовить токарный патрон своими руками. Но об этом в нашей следующей статье.
Зажимная техника
Примечание
Вы будете перенаправлены в нашу дочернюю компанию в Германии.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на веб-сайт нашей дочерней компании в Испании.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на веб-сайт нашего французского филиала.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на веб-сайт нашей дочерней компании в Италии.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашего китайского филиала.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашего российского филиала.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашего корейского филиала.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашей голландской дочерней компании.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашего чешского филиала.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашего польского филиала.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашей дочерней компании в Словакии.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на веб-сайт нашей дочерней компании в Японии.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
— купить пневматический патрон токарного станка с бесплатной доставкой на AliExpress
Отличные новости !!! Вы попали в нужное место для пневматических патронов для токарных станков. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший пневматический патрон для токарных станков в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели пневматический токарный патрон на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в пневматических патронах для токарных станков и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести патрон для пневматических токарных станков по самой выгодной цене.
Мы всегда в курсе последних технологий, новейших тенденций и самых обсуждаемых лейблов. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
RTS-05 Автономный пневматический приводной патрон с 3 кулачками — MTA DIRECT
Нехватка продукции Из-за сильного экономического подъема после COVID-19 спрос на силовые патроны и цилиндры высок с марта 2021 года.В настоящее время многие из наших популярных товаров могут быть в дефиците. Состояние запасов проверяется каждый день. Пожалуйста, отправьте нам свой запрос перед размещением любого заказа. & Nbsp ([email protected])Цена: 1 930 долларов США
(примечание: ваш местный НДС, НДС и тариф НЕ включены) Характеристики / описания продукта 5-дюймовый 3-кулачковый патрон со встроенным воздушным поворотным приводом. *. Встроенный поворотный воздушный цилиндр. Дополнительный привод не требуется.
*.Ход кулачка по диаметру: 4,6 мм
*. Сквозное отверстие патрона: 16 мм.
*. Диапазон зажима: 4-136 мм.
*. Максимум. Обороты: 50
*. Подходит для поворотных столов 4-й оси.
*. Защита от пыли. Доказательство смазочно-охлаждающей жидкости.
Происхождение продукта: Тайвань
Каталог / Лист данных / Размер: Нажмите
Требуются технические Служба поддержки? продажи @ mta-direct.com
Стоимость и время доставки Вес брутто: 11 кг Доставка из Тайваня в: Россию
| Экспедитор | Цена продукта (долл. США) | Стоимость доставки (долл. США) | Итого (долл. США) | Транзит Время |
| FedEx Priority | $ 1930 | 285 $ | $ 2215 | 3-5 дней |
| (приостановлено) | $ 215 | $ 2145 | 7-9 дней | |
| UPS Express | $ 555 | $ 2485 | 3-5 дней | |
| UPS Saver | 525 $ | $ 2455 | 3-5 дней | |
| UPS Expedited | $ 480 | $ 2410 | 12-17 дней | |
| EMS | $ 185 | $ 2115 | | |
| *.Вышеуказанная стоимость доставки указана для доставки 1 единицы указанного продукта. *. Стоимость доставки за килограмм будет ниже, если в корзину добавлено больше товаров. *. Указанное время доставки основано на последних запросах, которые мы отправили экспедиторам. *. Вы можете просмотреть точное время прибытия на странице корзины, указав название страны назначения и почтовый индекс. | ||||
Щелкните, чтобы просмотреть размеры продукта в полном размере: щелкните
Пневматический Чак | Передний патрон с пневматическим приводом GMT
GMT — ПНЕВМАТИЧЕСКИЙ ПАТРОН
Во-первых, конструкция пневматического патрона полностью использует отверстие шпинделя для работы с прутком / трубой. Такая конструкция исключает установку приводного цилиндра сзади и необходимых соединений дышла.Патрон устанавливается на шпиндель токарного станка с помощью переходного фланца. Кроме того, стационарная система распределения воздуха с портами для подачи воздуха на соответствующие стороны поршня расположена отдельно на патроне.
Эти силовые патроны доступны в различных размерах от Ø 160 мм до Ø 1000 мм. Кроме того, мы предлагаем патроны со стандартным ходом кулачков от 4,2 до 12 мм и увеличенным ходом кулачков от 19 до 25,4 мм. Увеличенный ход кулачков для удержания труб, обсадных труб и замков.
Для удержания длинных маслопроводов один патрон работает на переднем конце шпинделя, а другой — на ближнем конце шпинделя.Пневматические передние патроны имеют двойные обратные клапаны. Это предотвращает возврат сжатого воздуха через порт, если воздух не поступает с другой стороны поршня. Это обеспечивает сохранение зажимного усилия даже при отключении подачи воздуха. Максимальное рабочее давление патрона составляет 10 бар.
Принцип работы
Пневматический передний патрон с механическим приводом имеет два специальных резиновых уплотнительных кольца на узле распределителя. Специальное уплотнительное кольцо сжимается при пневматическом срабатывании патрона, облегчая открытие и закрытие кулачков патрона.После того, как рабочее место сжимается из-за удаления воздуха из воздуха, специальные уплотнительные кольца поднимаются, чтобы обеспечить вращение патрона. Такая конструкция исключает износ специальных уплотнительных колец.
Строительство
Корпус силового патрона изготовлен из кованой среднеуглеродистой стали. Направляющие закалены и отшлифованы. Кроме того, клин и базовые кулачки изготовлены из хромоникелевой стали; цементированные и шлифованные на всех рабочих поверхностях. Зубцы предусмотрены на верхней поверхности базовых губок, отшлифованы. В результате различные радиусы жестких губок в сочетании с зубьями позволяют работать с широким диапазоном рабочих диаметров.
Электропневматический блок управления
Каждый пневматический передний патрон GMT поставляется с электропневматическим блоком управления. Этот блок управления состоит из блока управления Lubro, электрических контакторов и предохранителей, а также соленоидов для блокировки с главным шпинделем.
Кроме того, кнопочный или ножной переключатель поставляется с электропневматическим блоком управления для приведения в действие патрона.
ОСОБЕННОСТИ:
- Пневматические передние патроны полностью используют отверстие шпинделя для стержней / трубопроводов
- Эта конструкция исключает установку приводного цилиндра сзади и необходимых соединений дышла
- Приводной цилиндр встроен в патрон
- Стационарная система распределения воздуха отдельно на патроне
- Пневматические передние патроны с механическим приводом и двойными обратными клапанами
Наконец, посетите нас по адресу https: // gmtmachinetools.blogspot.in — новый блог, посвященный всем клиентам GMT… общайтесь с нашими техническими экспертами.
Пневматический патронПневматический патрон высокой точности
Прецизионный воздушный патрон скользящего типа
За последние 35 лет было продано более 30 000 комплектов. Основываясь на многолетнем опыте и ноу-хау, мы предлагаем вам Пневматический патрон, который на сегодняшний день имеет самую высокую точность и производительность на рынке.
Сегодня спрос на более высокую точность и производительность со стороны производственного персонала постоянно растет.Мы, как поставщик решений, всегда готовы предложить вам идею, которая подойдет для различных приложений.
■ Размер от от 1,5 до 10 дюймов
■ Nbr. челюсти : 2,3,4
■ Повторяемость : в пределах 1,5 мкм
■ Стандарт. Роторный / стационарный / высокоскоростной / герметичный и т. Д.
3-кулачковый поворотный воздушный патрон
Размер
Метрическая
| Арт. № | Размер | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| А | B | С | D | E | F | H | Дж | К | л | ||
| ③ | 83-3-2.5 | 83 | 70 | 60 | 21 | 14,5 | 55 | 7 | 2 | 6-М5 | 3-M5 |
| ④ | 100-3-1,2 | 100 | 88,9 | 82,55 | 21 | 14,5 | 55 | 7 | 2 | 6-М5 | 6-М5 |
| 100-3-2.5 | 100 | 88,9 | 82,55 | 21 | 14,5 | 55 | 7 | 2 | 6-М5 | 6-М5 | |
| 100-3-2,5-Q | 100 | 88,9 | 82,55 | – | – | 55 | – | 2 | 6-М5 | 6-М5 | |
| ⑤ | 125-3-2.5 | 125 | 114,3 | 101,6 | 25 | 14,5 | 55 | 7 | 2 | 6-М5 | 9-М5 |
| ⑥ | 150-3-2,5 | 150 | 135,75 | 125 | 25 | 14,5 | 55 | 7 | 2 | 6-М6 | 12-M5 |
| 150-3-2.5-Q | 150 | 135,75 | 125 | – | – | 55 | – | 2 | 6-М6 | 12-M5 | |
| ⑧ | 200-3-2,5 | 203 | 183 | 167,6 | – | – | 80 | 18.5 | 7 | 6-M10 | 9-3 / 8-24UNF |
| ⑩ | 250-3-2,5 | 254 | 233,7 | 215,8 | 21 | 12 | 74 | 12,5 | 7 | 6-M10 | 12-3 / 8-24UNF |
Технические характеристики
| Арт. | Ход мм | Номер челюсти | Крышка патрона. | Усилие захвата ※ кН | Макс. Мин. -1 (Нормальный) | Вес, кг | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Внешний диаметр, мм | Внутренний диаметр мм | |||||||||
| ③ | 83-3-2,5 | 2,5 | 3 | 3-73 | 6-73 | 4.2 | 6 000 | 2,0 | ||
| ④ | 100-3-1,2 | 1,2 | 3 | 3-90 | 6-90 | 7,4 | 4,500 | 2,7 | ||
| 100-3-2,5 | 2,5 | 3 | 3-90 | 6-90 | 7.4 | 4,500 | 2,7 | |||
| 100-3-2,5-Q | 2,5 | 3 | 3-90 | 6-90 | 7,4 | 4,500 | 2,7 | |||
| ⑤ | 125-3-2,5 | 2,5 | 3 | 3-110 | 10-110 | 10.3 | 4 300 | 4,5 | ||
| ⑥ | 150-3-2,5 | 2,5 | 3 | 3-135 | 10-135 | 10,3 | 4 000 | 6,5 | ||
| 150-3-2,5-Q | 2,5 | 3 | 3-135 | 10-135 | 10.3 | 4 000 | 6,5 | |||
| ⑧ | 200-3-2,5 | 2,5 | 3 | 16–183 | 16–183 | 32,0 | 3 000 | 18,1 | ||
| ⑩ | 250-3-2,5 | 2,5 | 3 | 16-233 | 16-233 | 32.0 | 2 500 | 27,0 | ||
※ Сила захвата — это величина, измеренная под давлением 0,7 МПа
2-кулачковый роторный воздушный патрон
Размер
Метрическая
| Арт. № | Размер | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| А | B | С | D | E | F | H | Дж | К | л | |
| 100-2-2.5 | 100 | 88,9 | 82,55 | 21 | 14,5 | 55 | 7 | 2 | 6-М5 | 6-М5 |
| 150-2-2,5 | 150 | 135,75 | 125 | 25 | 14,5 | 55 | 7 | 2 | 6-М6 | 8-M5 |
Технические характеристики
| Арт. | Ход мм | Номер челюсти | Крышка патрона. | Усилие захвата ※ кН | Макс. Мин. -1 (Нормальный) | Вес, кг | |
|---|---|---|---|---|---|---|---|
| Внешний диаметр, мм | Внутренний диаметр мм | ||||||
| 100-2-2,5 | 2,5 | 2 | 3-90 | 6-90 | 7.4 | 4,500 | 2,7 |
| 150-2-2,5 | 2,5 | 2 | 3-135 | 10-135 | 10,3 | 4 000 | 6,7 |
※ Сила захвата — это величина, измеренная под давлением 0,7 МПа
Пневматический патрон с 4 кулачками
Подходит для некруглых заготовок
Размер
Метрическая
| Арт. | Размер | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| А | B | С | D | E | F | H | Дж | К | л | ||
| ④ | 100-4-2,5 | 100 | 88,9 | 82,55 | 21 | 14.5 | 55 | 7 | 2 | 4-M5 | 8-M5 |
| ⑤ | 125-4-5 | 125 | 114,3 | 101,6 | 25 | 14,5 | 71,5 | 7 | 2 | 4-M5 | 8-M5 |
| ⑥ | 150-4-5 | 150 | 135.75 | 125 | 25 | 14,5 | 71,5 | 7 | 2 | 4-M6 | 12-M5 |
Технические характеристики
| Арт. № | Ход мм | Номер челюсти | Крышка патрона. | Усилие захвата ※ кН | Макс. Мин. -1 (Нормальный) | Wgt.кг | ||
|---|---|---|---|---|---|---|---|---|
| Внешний диаметр, мм | Внутренний диаметр мм | |||||||
| ④ | 100-4-2,5 | 2,5 | 4 | 3-95 | 6-99 | 6,6 | 4,500 | 2,7 |
| ⑤ | 125-4-5 | 5 | 4 | 3-120 | 6-124 | 9.7 | 4 000 | 5,5 |
| ⑥ | 150-4-5 | 5 | 4 | 3-135 | 10-135 | 9,7 | 4 000 | 8,1 |
※ Сила захвата — это величина, измеренная под давлением 0,7 МПа
Герметичный поворотный воздушный патрон
Патрон герметичен, чтобы стружка и шлам не попадали внутрь.
Размер
Метрическая
| Арт. № | Размер | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| А | B | С | D | E | F | H | Дж | К | л | ||
| ③ | 87-3-2,5 г | 87 | 70 | 60 | 21 | 11.5 | 57,5 | 10 | 2 | 6-М5 | 3-M5 |
| ④ | 107-3-2,5 г | 107 | 88,9 | 82,55 | 21 | 11,5 | 56 | 10 | 2 | 6-М5 | 6-М5 |
| ⑥ | 157-3-2.5GT | 157 | 135,75 | 125 | 21 | 10,5 | 56 | 10 | 2 | 6-М6 | 9-М5 |
| ⑧ | 214-3-2,5 г | 214 | 183 | 167,6 | – | – | 80 | 16.5 | 7 | 6-M10 | 6-3 / 8-24UFN |
| ⑩ | 265-3-2,5 г | 265 | 233,7 | 215,8 | – | – | 80 | 16,5 | 7 | 6-M10 | 6-3 / 8-24UFN |
Технические характеристики
| Арт. | Ход мм | Номер челюсти | Крышка патрона. | Усилие захвата ※ кН | Макс. Мин. -1 (Нормальный) | Вес, кг | ||
|---|---|---|---|---|---|---|---|---|
| Внешний диаметр, мм | Внутренний диаметр мм | |||||||
| ③ | 87-3-2,5 г | 2,5 | 3 | 3-77 | 6-77 | 4.2 | 6 000 | 2,2 |
| ④ | 107-3-2,5 г | 2,5 | 3 | 3-97 | 6-97 | 7,4 | 4,500 | 3,3 |
| ⑥ | 157-3-2.5GT | 2,5 | 3 | 3-142 | 10-142 | 10.3 | 4 000 | 7,5 |
| ⑧ | 214-3-2,5 г | 2,5 | 3 | 16–194 | 16–194 | 32,0 | 3 000 | 20,0 |
| ⑩ | 265-3-2,5 г | 2,5 | 3 | 16-245 | 16-245 | 32.0 | 2 500 | 31,5 |
※ Сила захвата — это величина, измеренная под давлением 0,7 МПа
Высокоскоростной роторный воздушный патрон
Высокоскоростной тип. Возможна работа до 6000 минут -1 .
Размер
Метрическая
| Арт. № | Размер | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| А | B | С | D | E | F | G | H | Дж | К | л | |
| 83 / 115-3-2.5 | 115 | 104 | 93,5 | 21 | 12 | 62,5 | 83 | 13,5 | 2 | 6-М5 | 3-M5 |
| 105 / 125-3-2,5 | 125 | 114,3 | 101,6 | 21 | 10,5 | 63.5 | 104,7 | 15 | 2 | 6-М5 | 6-М5 |
Технические характеристики
| Арт. № | Ход мм | Номер челюсти | Крышка патрона. | Усилие захвата ※ кН | Макс. Мин. -1 (Нормальный) | Вес, кг | |
|---|---|---|---|---|---|---|---|
| О.Диаметр | ммВнутренний диаметр мм | ||||||
| 83 / 115-3-2,5 | 2,5 | 3 | 3-70 | 6-70 | 9,1 | 6 000 | 3,2 |
| 105 / 125-3-2,5 | 2,5 | 3 | 3-90 | 6-90 | 9,7 | 5 500 | 4.0 |
※ 1 Сила захвата — это величина, измеренная под давлением 0,7 МПа
※ 2 Макс. min -1 является критерием и зависит от условий резания, массы заготовки и обрабатываемой челюсти.
Канцелярский пневматический патрон (для сверления, нарезания резьбы)
Технические характеристики
| Арт. № | Ход мм | Номер челюсти | Крышка патрона. | Усилие захвата ※ кН | Wgt.кг | ||
|---|---|---|---|---|---|---|---|
| Внешний диаметр, мм | Внутренний диаметр мм | ||||||
| 6432S | 2 | 3 | 3-54 | 6-54 | 1,5 | 0,9 | |
| ③ | 332S | 2 | 3 | 3-72 | 6-72 | 2,8 | 1.8 |
| ④ | 433S | 3 | 3 | 3-90 | 6-90 | 7,4 | 2,9 |
| ⑥ | 633S | 3 | 3 | 3-135 | 10-135 | 10,4 | 7,0 |
※ Сила захвата — это величина, измеренная при давлении 0.7 МПа
Технические характеристики
| Арт. № | Ход мм | Номер челюсти | Крышка патрона. | Усилие захвата ※ кН | Вес, кг | ||
|---|---|---|---|---|---|---|---|
| Внешний диаметр, мм | Внутренний диаметр мм | ||||||
| ④ | 433S / Th22 | 3 | 3 | 3-90 | 6-90 | 7.4 | 2,9 |
| ⑥ | 633S / Th40 | 3 | 3 | 3-135 | 10-135 | 6,6 | 7,1 |
※ Сила захвата — это величина, измеренная под давлением 0,7 МПа
Технические характеристики
Размер
Метрическая
| Арт. № | Размер | |||||||
|---|---|---|---|---|---|---|---|---|
| А | B | С | F | Дж | К | л | ||
| 6432S | 64 | 52 | 30 | 42 | C 凹 2 | 3-M5 | 3-M5 | |
| ③ | 332S | 83 | 70 | 60 | 50 | C 凸 2 | 6-М5 | 3-M5 |
| ④ | 433S | 100 | 88.9 | 60 | 62 | C 2,2 | 6-М5 | 6-М5 |
| ⑥ | 633S | 150 | 135,75 | 125 | 63 | C 凹 2 | 6-М6 | 12-M5 |
Тип сквозного отверстия
Размер сквозного отверстия
Метрическая
| Арт. | Размер | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| А | B | С | D | F | Дж | К | л | ||
| ④ | 433S / Th22 | 100 | 88,9 | 60 | 12 | 62 | C 2,2 | 6-М5 | 6-М5 |
| ⑥ | 633S / Th40 | 150 | 135.75 | 125 | 30 | 61 | C 凸 2 | 6-М6 | 9-М5 |
Патрон для погрузочно-разгрузочных работ
Размер патрона для погрузочно-разгрузочных работ
Метрическая
| Арт. № | Размер | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| А | B | С | D | F | Дж | К | л | ||
| 4225MH | 42 | 36 | 25 | 3.2 | 39 | 2 | 4-М3 | 2-М4 | |
| 4235MH | 42 | 36 | 25 | 3,2 | 39 | 2 | 3-М3 | 3-М4 | |
| ② | 225MH | 51 | 42 | 30 | 3.2 | 40 | 2 | 4-М4 | 2-М4 |
| 235MH | 51 | 42 | 30 | 3,2 | 40 | 2 | 3-М4 | 3-М4 | |
Изготовить по заказу
Технические характеристики
| Арт. | Ход мм | Номер челюсти | Крышка патрона. | Усилие захвата ※ кН | Вес, кг | ||
|---|---|---|---|---|---|---|---|
| Внешний диаметр, мм | Внутренний диаметр мм | ||||||
| 4225MH | 5 | 2 | 3-32 | 6-32 | 0,4 | 0,18 | |
| 4235MH | 5 | 3 | 3-32 | 6-32 | 0.4 | 0,18 | |
| ② | 225MH | 5 | 2 | 3-41 | 6-41 | 0,5 | 0,18 |
| 235MH | 5 | 3 | 3-41 | 6-41 | 0,5 | 0,28 | |
Изготовить по заказу
Губка для 1.5 дюймов / 2 дюйма MH
Метрическая
| Патрон | Арт. № | Материал | H | л | Вт | ||
|---|---|---|---|---|---|---|---|
| 4235MH (1,5 дюйма) | 15MHJS | S45C | 30 | 20 | 12 | ||
| 15MHJP | MC Нейлон | ||||||
| 235MH (2 дюйма) | 20MHJS | S45C | 30 | 24.5 | 14 | ||
| 20MHJP | MC Нейлон | ||||||
Зубья
Тип
| Стандартная губка | Челюсть для пирога | Патроныдля использования с | |
|---|---|---|---|
| 3 « | 1А83-25 × 25 | 3A83-25 | 83 / 115-3-2.5 83-3-2,5 332S |
| 1С83-25 × 25 | 3С83-25 | ||
| -38 × 25 | -38 | ||
| 4 « | 1А100-25 × 25 | 3A100-25 | 100-3-2,5 (1,2) 433S 433S / Th22 |
| -38 × 25 | -50 | ||
| 1С100-25 × 19 | 3С100-25 | ||
| -25 × 25 | -38 | ||
| -38 × 25 | -50 | ||
| -50 × 25 | |||
| 14С100-25 × 25 | 100-4-2.5 | ||
| 5 « | 1А125-25 × 25 | 3A125-50 | 125-3-2,5 |
| 1С125-25 × 25 | 3С125-25 | ||
| -50 × 25 | -38 | ||
| 14С125-25 × 25 | 125-4-5 | ||
| 6 « | 1А150-38 × 25 | 3A150-38 | 150-3-2.5 633S |
| 1С150-25 × 25 | 3С150-25 | ||
| -38 × 25 | -38 | ||
| -50 × 25 | -50 | ||
| 14С150-25 × 25 | 150-4-5 | ||
| 8 « | 1С200-50 × 50 | 200-3-2,5 | |
| 10 « | 1С250-50 × 50 | 250-3-2.5 |
| 3 « | 1С87-25 × 25 | 87-3-2,5 г | |
| -38 × 25 | |||
| 4 « | 1С107-25 × 25 | 107-3-2,5 г | |
| -38 × 25 | |||
| 6 « | 1С157-38 × 25 | 157-3-2.5G | |
| 8 « | 1С214-50 × 50 | 214-3-2,5 г |
◎ Другие размеры, кроме указанных, доступны по запросу.
◎ Тип полумесяца доступен по запросу.
Купить 3-х кулачковый центр пустой полый пневматический токарный патрон, 3-х кулачковый центр пустой полый пневматический токарный патрон Поставщики, производители, заводы
Пневматический токарный патрон для пустых полых центров серии QS3 с 3 кулачками
Детальное изображение 3-х кулачкового центра пустой полый пневматический токарный патрон
Монтажная модель пневматического патрона
Подходящие продукты для пустого полого пневматического токарного патрона с 3 кулачками
Другая модель из Серия QS3 Центральный пустой полый пневматический токарный патрон Изображение
Как выбрать правильную модель 3-х кулачкового центрирующего пустотелого пневматического патрона для токарного станка
1) Пожалуйста, сообщите нам, какой тип и модель токарного станка с ЧПУ / обрабатывающего центра / сверлильного станка / фрезерного станка
машина / сварочное оборудование / протектор трубы / шлифовальный станок?
2) Какая длина заготовки?
3) Внешний диаметр заготовки?
4) Требования к обработке?
Прочие детали 3-кулачкового центрального пустотелого пневматического токарного патрона
1) Детали упаковки: внутренняя упаковка с белым EPE, а затем с бумажной коробкой, снаружи с деревянной коробкой.Или по требованию заказчика.
2) что такое MOQ? :1 КОМПЛЕКТ
3) Срок поставки: в течение 2 дней после получения оплаты, если есть на складе, в противном случае в течение 30 рабочих дней?
4) принимаете ли вы OEM или ODM? Да мы можем .
Мы профессиональные поставщики металлообрабатывающих станков, предлагаем листогибочные прессы, ножницы, станки для лазерной резки, 3-кулачковые токарные патроны и т. Д.
Китай Пневматический гидравлический токарный патрон с ЧПУ 3 кулачка — кулачки с ЧПУ
Цена продажи: 20 долларов США / шт
- Минимальное количество заказа 1 шт.
- Производственная мощность 200 шт.
- Основной бизнес Поставщик
- Порт отгрузки Нинбо
- Срок поставки отгрузки 10-15 рабочих дней
- Упаковка Стандарт
- Языковая поддержка Английский, китайский
- Сертификация ISO10012
- Варианты валюты Юань, долл. США
- Предпочтительный способ оплаты:
Пневматический гидравлический токарный патрон с ЧПУ, 3 кулачка, детали
Мы известны производством лучших губок с ЧПУ на транснациональном рынке с точки зрения стоимости.