Угольные электроды – сварка тонкостенных изделий и листового металла
Угольные электроды изготавливаются из аморфного электротехнического угля в форме круглого сечения стержней длиной 250…700мм, диаметром 6…18мм с черной гладкой поверхностью. Конец электрода затачивается под углом 60…70 градусов, а для сваривания цветных металлов – под углом 20…40 градусов.
Применение угольных электродов
Дуговая электросварка с применением угольных электродов в нашей промышленности применяется, главным образом, для горячей сварки чугуна, для сваривания тонкостенных изделий с отбортовкой, исправления дефектов стального литья, а также для наплавки твердых сплавов и сваривания цветных металлов. Угольные электроды с успехом могут применяться для сваривания тонколистового металла.
Сварка угольным электродом требует использования постоянного напряжения при прямой полярности (на электроде – минус). При сварке с обратной полярностью наблюдается неустойчивое горение дуги.
Процесс сварки угольными электродами обладает некоторыми особенностями:
- сварка возможна только на прямой полярности (на электроде минус), а при обратной полярности дуга горит неустойчиво, шов формируется плохо, происходит науглероживание наплавленного металла, сильно греется электрод на большой длине и увеличивается его испарение;
- дуга чувствительна в процессе сварки к различным внешним воздействиям: магнитному дутью, потокам газов, ветру;
- коэффициент полезного действия (КПД) дуги ниже при сварке угольным электродом, чем при сварке плавящимся металлическим электродом.
Угольные электроды применяются также при дуговой пайке. Пайка угольными электродами осуществляют дугой прямого действия, которая горит между электродом и деталями. Иногда используется дуга косвенного действия, которая горит между двумя угольными электродами.
Иногда используется дуга косвенного действия, которая горит между двумя угольными электродами.
Угольные электроды омедненные круглого сечения используются преимущественно для резки, строжки канавок, снятия фасок. Электроды прямоугольного сечения применяются для устранения дефектов поверхности на стальных отливках и для очистки поверхности.
Угольные электроды особенности сварки и резки.
Угольные электроды используются в различных производственных процессах – заготовительно-подготовительных, сварочных, строительных, при монтаже металлоконструкций, в мостостроении, судоремонтных и судостроительных работах и т.д. Угольные электроды позволяют производить резку, строжку, удаление дефектов литья, подготовку кромок для сварки, сварку металлов.
Угольные электроды подходят для сварки и резки различных металлов:
- Сварка стали угольным электродом. Угольные электроды могут применяться для сварки низко- и высоколегированных, нержавеющих сталей и сплавов с низким содержанием углерода.

- Сварка чугуна и бронзы угольными электродами. Для сварки чугуна или бронзы угольным электродом рекомендуется заточить конец электрода под углом 65⁰С. Угольные электроды в ходе сварки выполняют роль электрического проводника, для заполнения сварочной ванны используются присадочные материалы. Сварка производится постоянным током прямой полярности.
- Сварка цветных металлов угольным электродом. Для сварки цветных металлов конец угольного электрода рекомендуется затачивать под углом 30⁰С. Сварка производится постоянным током прямой полярности.
- Сварка алюминия угольным электродом. Угольные электроды также можно использовать для сварки алюминия и его сплавов. Добавление флюса в кромку шва при сварке угольным электродом позволяет защитить его от окисления и получить качественный и прочный сварочный шов.
- Строжка и резка угольным электродом. При строжке угольной дугой необходимое давление сжатого воздуха 500-700кПа (5-7 бар), в зависимости от диаметра электрода и глубины резки/строжки. Электрод рекомендуется держать под углом 20-45⁰ к детали.

Как видно из вышенаписанного угольный электрод – это сварочный материал с широким спектром использования.
Сварка угольным электродом производится на постоянном токе прямой полярности. Благодаря очень высокой температуре плавления 4200⁰С при сварке не происходит прилипания стержня к свариваемой поверхности. Также стоит обратить внимание, что сварку угольными электродами рекомендуется производить в помещении, так как дуга может потухнуть даже от небольшого порыва ветра. В остальном же угольные электроды это отличный сварочный материал для разнообразных металлов.
Наша компания предлагает купить угольные электроды GWC омедненные отличного качества и по разумной цене.
Сварочные электроды угольные
Омеднённый угольный электрод, предназначенный для воздушно-дуговой резки и строжки металла. В отличие от OK GPC, данный процесс обладает значительно более высокой производительностью, т. к. расплавленный металл удаляется потоком сжатого воздуха, подаваемого в специальный держатель для воздушно-дуговой строжки под давлением 5-8 бар, при расходе сжатого воздуха от 500 до 1500 л/мин. Это делает его наиболее востребованным для удаления дефектов сварных швов на промышленных предприятиях, а также для удаления прибылей и литниковых систем в отливках. В отличие от автогенной поверхностной строжки, данный процесс применим практически для всех электропроводных материалов. Электрод зажимается в держателе с вылетом около 100-150 мм и по мере сгорания выдвигается из держателя. Угол наклона электрода к обрабатываемой поверхности составляет 45-60°. Скорость строжки обычно варьируется в пределах от 0,5 до 1,0 м/мин. При строжке нержавеющих сталей происходит науглероживание поверхностного слоя, поэтому во избежание потери стойкости металла к межкристаллитной коррозии необходимо механически удалять этот слой. Следует помнить, что процесс воздушно-дуговой резки сопровождается сильным шумом и выбросом расплавленного металла на большие расстояния, поэтому рабочему необходимо защищать не только глаза и коже, но и органы слуха, а также строго соблюдать правила пожарной безопасности.
к. расплавленный металл удаляется потоком сжатого воздуха, подаваемого в специальный держатель для воздушно-дуговой строжки под давлением 5-8 бар, при расходе сжатого воздуха от 500 до 1500 л/мин. Это делает его наиболее востребованным для удаления дефектов сварных швов на промышленных предприятиях, а также для удаления прибылей и литниковых систем в отливках. В отличие от автогенной поверхностной строжки, данный процесс применим практически для всех электропроводных материалов. Электрод зажимается в держателе с вылетом около 100-150 мм и по мере сгорания выдвигается из держателя. Угол наклона электрода к обрабатываемой поверхности составляет 45-60°. Скорость строжки обычно варьируется в пределах от 0,5 до 1,0 м/мин. При строжке нержавеющих сталей происходит науглероживание поверхностного слоя, поэтому во избежание потери стойкости металла к межкристаллитной коррозии необходимо механически удалять этот слой. Следует помнить, что процесс воздушно-дуговой резки сопровождается сильным шумом и выбросом расплавленного металла на большие расстояния, поэтому рабочему необходимо защищать не только глаза и коже, но и органы слуха, а также строго соблюдать правила пожарной безопасности.
Электроды ABIARC
Настоящая эффективность …
Угольные электроды ABIARC из синтетического графита и покрыты чистой медью. Рассчитаны на широкий спектр применения, предлагается в ассортименте большое разнообразие форм и диаметров.
Преимущества:
- покрыты чистой медью — лучшая электропроводность
- высокая плотность — отличная скорость удаления металла
- стабильное качество – стабильная работа
- высокая скорость удаления металла – высокая эффективность работы
Технические характеристики
ABIARC gouging electrodes (DC) pointed
| Ampere | Pcs. | |
| 4 x 305 mm (5/32“ x 12“) | 250 | 50 |
| 5 x 305 mm (3/16“ x 12“) | 300 | 50 |
| 6,5 x 305 mm (1/4“ x 12“) | 400 | 50 |
| 8 x 305 mm (5/16“ x 12“) | 500 | 50 |
| 9.5 x 305 mm (3/8“ x 12“) | 600 | 50 |
| 13 x 355 mm (1/2“ x 14“) | 900 | 50 |
ABIARC gouging electrodes (AC) pointed
| Type | Ampere | Pcs. |
| 4 x 305 mm (5/32“ x 12“) | 250 | 50 |
| 5 x 305 mm (3/16“ x 12“) | 300 | 50 |
| 6.5 x 305 mm (1/4“ x 12“) | 350 | 50 |
| 9.5 x 305 mm (3/8“ x 12“) | 450 | 50 |
ABIARC gouging electrodes (DC) flat
| Type | Ampere |  |
| 10 x 5 x 305 mm | 400 | 50 |
| 15 x 5 x 305 mm | 550 | 50 |
ABIARC gouging electrodes (DC) jointed
| Type | Ampere | Pcs. |
| 9.5 x 430 mm (3/8“ x 17“) | 600 | 50 |
| 13 x 430 mm (1/2“ x 17“) | 1400 | 50 |
| 16 x 430 mm (5/8“ x 17“) | 1800 | 50 |
| 19 x 430 mm (3/4“ x 17“) | 2000 | 50 |
Электроды сварочные | Мастер Сварщик
Угольные электроды омедненные CARBON Ø10,0
30 ₽Угольные (графитовые) электроды предназначены для воздушно-дуговой резки или строжки, удаления […]
В корзинуУгольные электроды омедненные CARBON Ø6,5
20 ₽Угольные (графитовые) электроды предназначены для воздушно-дуговой резки или строжки, удаления […]
В корзинуУгольные электроды омедненные CARBON Ø8,0
25 ₽Угольные (графитовые) электроды предназначены для воздушно-дуговой резки или строжки, удаления […]
В корзинуЭлектрод сварочный LB 52U ø2,6 5,0 кг
580 ₽Низководородный сварочный электрод LB-52U (ЛБ-52У) предназначен для усиления обратной стороны сварного шва. […]
[…]
Электрод сварочный LB 52U ø3,2 5,0 кг
565 ₽Низководородный сварочный электрод LB-52U (ЛБ-52У) предназначен для усиления обратной стороны сварного шва. […]
В корзинуЭлектрод сварочный LB 52U ø4,0 5,0 кг
520 ₽Низководородный сварочный электрод LB-52U (ЛБ-52У) предназначен для усиления обратной стороны сварного шва. […]
В корзинуЭлектроды ESAB ОК 46.00 ø2,0мм 2кг
360 ₽ОПИСАНИЕ Универсальный электрод, обеспечивающий высокие свойства шва. Легко поджигается, в […]
В корзинуЭлектроды ESAB ОК 46.00 ø2,5мм 5,3кг
230 ₽ОПИСАНИЕ Универсальный электрод, обеспечивающий высокие свойства шва. Легко поджигается, в […]
В корзинуЭлектроды ESAB ОК 46.00 ø3,0мм 1кг
260 ₽ОПИСАНИЕ Универсальный электрод, обеспечивающий высокие свойства шва. Легко поджигается, в […]
В корзинуЭлектроды ESAB ОК 46.00 ø3,0мм 5,3кг
220 ₽ОПИСАНИЕ Универсальный электрод, обеспечивающий высокие свойства шва. Легко поджигается, в […]
Легко поджигается, в […]
Электроды ESAB ОК 46.00 ø4,0мм 6,6кг
210 ₽ОПИСАНИЕ Универсальный электрод, обеспечивающий высокие свойства шва. Легко поджигается, в […]
В корзинуЭлектроды ESAB ОК 53.70 ø2.5мм 4.5кг
500 ₽Описание: Тип покрытия – основное. Электрод ESAB OK 53 70 с низким […]
В корзинуЭлектроды ESAB ОК 53.70 ø3,2мм 4.5кг
480 ₽Описание: Тип покрытия – основное. Электрод ESAB OK 53 70 с низким […]
В корзинуЭлектроды ESAB ОК 53.70 ø4,0мм 6,0кг
480 ₽Описание: Тип покрытия – основное. Электрод ESAB OK 53 70 с низким […]
В корзинуЭлектроды ESAB УОНИИ 13/55 ø3,0мм 4,5кг
160 ₽Электроды общетехнического назначения, предназначенные для сварки особо ответственных изделий из […]
В корзинуУгольные электроды для сварки – характеристики и применение
Электроды этой группы используется реже, чем аналоги на основе металлических стержней. И все- таки в ряде случаев угольные электроды просто незаменимы. Когда ими лучше вести сварку, в чем специфика их применения – статья поможет детально разобраться со всеми особенности продукции.
И все- таки в ряде случаев угольные электроды просто незаменимы. Когда ими лучше вести сварку, в чем специфика их применения – статья поможет детально разобраться со всеми особенности продукции.
Что представляет собой угольный электрод?
Это стержни круглого профиля, сечение которых варьируется в диапазоне (мм) 6 – 25, а длина – от 25 до 300. Исходным сырьем в производстве служат кокс, уголь, а также различные добавки в виде вяжущих (смолы, иногда деготь) и усиливающих компонентов (металлические стружка или порошок). Технология изготовления включает этапы подготовки исходной смеси, формовки стержней и последующей термической обработки заготовок.
Не стоит путать электроды угольные и графитовые. Разница между ними и по составу, и по стоимости, и по специфике использования.
Сфера применения угольных электродов отличается многообразием и операций, которые можно выполнять, и обрабатываемых материалов. С их помощью производится резка, подготовка отверстий, напайка (наплавка), а также сварка. Причем сортамент скрепляемых (раскраиваемых) образцов значительно больше, чем при использовании металлических аналогов одного типа. С этой точки зрения угольные электроды, безусловно, отличаются универсальностью применения.
Причем сортамент скрепляемых (раскраиваемых) образцов значительно больше, чем при использовании металлических аналогов одного типа. С этой точки зрения угольные электроды, безусловно, отличаются универсальностью применения.
С чем можно работать?
- Сталь. Причем самая разная – нержавейка, низколегированные сорта, малоуглеродистые и так далее.
- Тяжелые и легкие сплавы (к примеру, чугун, бронза). Для такой работы конец электрода затачивается на 65º.
- Цветные металлы. Профессионалы при скреплении медных проводников сварку угольными электродами (с углом заточки 30º) предпочитают традиционной пайке. Такая технология однозначно позволяет добиться большей прочности соединения. А если учесть, что времени понадобится значительно меньше, чем при работе паяльником, припоем и кислотой, то преимущество налицо.
На рисунке показаны возможные типы соединений.
Особенность сварки угольными электродами состоит в том, что источник переменного тока подключается крайне редко.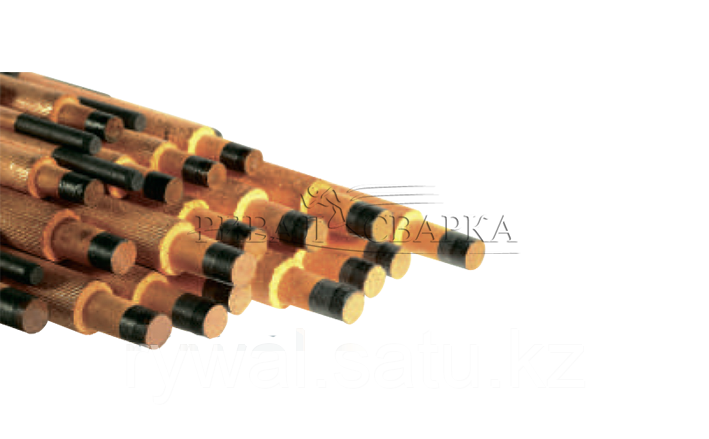 В основном, в промышленных сварочных установках-автоматах. Главная причина – неустойчивость дуги, которую нивелировать довольно сложно. На производстве для этого используются мощные соленоиды, создающие компенсирующее магнитное поле. При сварке ручной частично стабилизировать дугу можно нанесением вдоль линии реза специальных флюсов или паст.
В основном, в промышленных сварочных установках-автоматах. Главная причина – неустойчивость дуги, которую нивелировать довольно сложно. На производстве для этого используются мощные соленоиды, создающие компенсирующее магнитное поле. При сварке ручной частично стабилизировать дугу можно нанесением вдоль линии реза специальных флюсов или паст.
При работе угольными электродами основным источником питания служит аппарат постоянного тока, причем способ подключения – прямая полярность («+» – на образце, «–» – на стержне). Достаточно 4±1 А, чтобы получить устойчивую электрическую дугу длиной до 5 см.
А вот полярность обратная (при неправильном подключении) приводит к тому, что температура электрода резко повышается, причем по всей его длине, происходит интенсивное выгорание угольной массы, снижается качество работы. Последнее объясняется тем, что изначально заточенный кончик стержня притупляется. Кроме того, длина дуги ограничена (не более 1,2 см), начинает «играть», а в металле образца повышается концентрация углерода.
Существенный плюс угольных электродов в том, что выгорание массы вещества (при прямом включении) происходит медленно, и стержень практически не прилипает к обрабатываемой поверхности даже при нарушении правил резки (сварки). Именно поэтому они рекомендуются к использованию как в процессе начального обучения, так и приобретения профессиональных навыков. Освоив все тонкости работы с ними, можно легко перейти на иные технологии.
Как правило, при возможности выбора методики сварка угольными стержнями ведется, если по местным условиям работать нужно лишь одной рукой, то есть без подачи в рабочую зону присадочной проволоки. Если производится сварка образцов толщиной не более 3 мм, то скорость работы резко повышается. Эта особенность технологии и учитывается при определении оптимального способа соединения заготовок в каждом конкретном случае.
Угольные электроды
Угольные электроды
Омедненные угольные электроды — это расходный материал для воздушно-дуговой строжки. Используются для пробивки отверстий, резки и строжки стали, чугуна и других металлов и сплавов. Дуга, горящая между изделием и электродом, расплавляет металл, а мощная струя воздуха, подаваемая строгачом, выдувает его и охлаждает угольный электрод.
Используются для пробивки отверстий, резки и строжки стали, чугуна и других металлов и сплавов. Дуга, горящая между изделием и электродом, расплавляет металл, а мощная струя воздуха, подаваемая строгачом, выдувает его и охлаждает угольный электрод.
Угольные электроды применяются в судостроительной, металлообрабатывающей и сталелитейной промышленностях. Незаменимо их применение при производстве металлоконструкций в агрегато- и мостостроении. Особо экономический эффект от использования омедненных угольных электродов виден при демонтаже крупных объектов. Омедненные угольные электроды для сварки резки строжки пробивки отверстий зажимается в строгаче.
Углеродистая сталь и низколегированная сталь, такие как astm a514 и a517
Используйте электроды постоянного тока с DCEP (положительный
электрод). электроды переменного тока с трансформатором переменного тока может
быть использован, но для этого применения, AC является только наполовину
эффективнее, чем в Вашингтоне.
Нержавеющая сталь
Используйте электроды постоянного тока с DCEP (положительный электрод). Электроды переменного тока с трансформатором может быть использован, но для этого применения, переменный ток две раза эффективнее.
Чугун, включая ковкий и ковкий чугун (нодуляр)
Используйте электроды CCDC диаметром 12,7 мм или больше при
наивысшей номинальной мощности тока. Используйте угол 70 ° от и глубина строжка не должна превышать 12,7
мм за проход.
Медные сплавы (содержание меди 60% и менее)
Используйте электроды CCDC с DCEN (электрод отрицательный) Электрод имеет наивысший ток.
Алюминиевая бронза и алюминиевая никелевая бронза (морской пропеллерный сплав)
Используйте электроды CCDC с DCEN (электрод отрицательный) Электрод имеет наивысший ток.
Никелевые сплавы (содержание никеля более 80% от массы).
Используйте электроды CCAC с переменным током.
Никелевые сплавы (содержание никеля менее 80% от массы)
Используйте электроды CCDC с DCEP (положительный электрод)
на Электрод имеет наивысший ток.
Используйте электроды CCDC с DCEP (положительный электрод) и
до сварка, проволока щеткой в канавку.
Aluminium
Используйте электроды CCDC с DCEP (положительный электрод). Вы должны почистить щеткой из нержавеющей проволоки перед сваркой. Выталкивание электрода (длина электрод между резаком и заготовкой) не должен превышать 76,2 мм.
Титан, цирконий, гафний и их сплавы
Не режьте и не строгайте, чтобы подготовиться к сварке или
переплавке, если вы не механически удалите поверхностный слой с поверхности выреза.
Примечание — При предварительном нагреве для сварки, предварительном нагреве для строжки
Углеродно-дуговая сварка (CAW): Maine Welding Company
Дуговая сварка угольным электродом — это процесс, в котором соединение металлов происходит путем нагрева дугой между угольным электродом и изделием. Экранирование не используется. Можно использовать или не использовать напорный металл и / или присадочный металл.
Оборудование для дуговой сварки углем
Электроды. Электроды для углеродной дуговой сварки имеют диаметр от 1/8 до 7/8 дюйма (от 3,2 до 22,2 мм). Обожженные угольные электроды служат дольше, чем графитовые.На Рис. 10-42 показаны типичные держатели угольных электродов с воздушным охлаждением. Держатели с водяным охлаждением доступны для использования с электродами большего размера, или адаптеры могут быть установлены на обычные держатели, чтобы обеспечить размещение электродов большего размера.
Машины. Сварочные аппараты постоянного тока вращающегося или выпрямительного типа являются источниками питания для процесса дуговой сварки угольным газом.
Сварочная цепь и сварочный ток.
Схема сварки при дуговой сварке угольным слоем такая же, как при дуговой сварке в среде защитного металла.Отличие аппарата заключается в особом типе электрододержателя, который используется только для удержания угольных электродов. Этот тип держателя используется потому, что угольные электроды сильно нагреваются при использовании, а традиционный электрододержатель не будет эффективно удерживать и передавать ток на угольный электрод. Источником питания является обычный или постоянный ток с падающими вольт-амперными характеристиками. Обычно используется источник питания с рабочим циклом 60%. Источник питания должен иметь номинальное напряжение 50 вольт, поскольку это напряжение используется при сварке меди угольной дугой.
Источником питания является обычный или постоянный ток с падающими вольт-амперными характеристиками. Обычно используется источник питания с рабочим циклом 60%. Источник питания должен иметь номинальное напряжение 50 вольт, поскольку это напряжение используется при сварке меди угольной дугой.
Одноэлектродная углеродная дуговая сварка всегда используется с отрицательным электродом постоянного тока (DCEN) или прямой полярностью. В дуге из углеродистой стали положительный полюс (анод) является полюсом максимального нагрева. Если бы электрод был положительным, углеродный электрод очень быстро разрушился бы из-за более высокой температуры и вызвал бы черный углеродный дым и избыток углерода, который мог бы быть поглощен металлом сварного шва. Переменный ток не рекомендуется для одноэлектродной угольной дуговой сварки. Электрод следует часто регулировать, чтобы компенсировать эрозию углерода.Угольный электрод от 3,0 до 5,0 дюймов (от 76,2 до 127,0 мм) должен выступать через держатель в сторону дуги.
Преимущества и основные области применения.
Процесс одноэлектродной угольной дуговой сварки больше не имеет широкого распространения. Он используется для сварки меди, так как его можно использовать при высоких токах для выработки обычно необходимого высокого тепла. Он также используется для ремонта бронзовых деталей из чугуна. При сварке более тонких материалов этот процесс используется для выполнения автогенных швов или сварных швов без добавления присадочного металла.Углеродная сварка также применяется для соединения оцинкованной стали. В этом случае добавляется бронзовый присадочный стержень, помещаемый между дугой и основным металлом.
Процесс сварки угольной дугой практически полностью использовался вручную. Это процесс сварки во всех положениях. Углеродная дуговая сварка в основном используется в качестве источника тепла для образования сварочной ванны, которую можно переносить в любом положении. В Таблице 10-6 показан обычный метод сварки угольной дугой. В Таблице 10-7 показаны возможности положения при сварке.
В Таблице 10-7 показаны возможности положения при сварке.
Свариваемые металлы. Поскольку угольная дуга используется в основном в качестве источника тепла для создания сварочной лужи, ее можно использовать для металлов, на которые не влияет поглощение углерода или атмосфера дуги монооксида углерода или диоксида углерода. Его можно использовать для сварки сталей и цветных металлов, а также для наплавки.
Стали. Основное применение угольной дуговой сварки стали — это выполнение кромочных швов без добавления присадочного металла. Это делается в основном для изделий из тонкого листового металла, таких как резервуары, где края изделия плотно прилегают друг к другу и сплавлены с использованием соответствующего флюса.Оцинкованную сталь можно сваривать пайкой угольной дугой. Применяется бронзовый сварочный пруток. Дуга направляется на стержень так, чтобы цинкование не выгорало от стального листа. Дуга должна зажигаться на сварочном стержне или пусковом блоке. Низкий ток, короткая длина дуги и. следует использовать высокую скорость движения. Сварочный пруток должен расплавиться и намочить оцинкованную сталь.
Низкий ток, короткая длина дуги и. следует использовать высокую скорость движения. Сварочный пруток должен расплавиться и намочить оцинкованную сталь.
Чугун. Отливки из чугуна можно сваривать с помощью угольной дуги и чугунного сварочного прутка. Отливку следует предварительно нагреть примерно до 1200 ° F (649 ° C) и медленно охладить, если требуется механическая обработка сварного шва.
Медь. При дуговой сварке меди углем всегда следует использовать прямую полярность. Обратная полярность приведет к образованию нагара на детали, препятствующего плавлению. Изделие необходимо предварительно нагреть в диапазоне от 300 до 1200 ° F (от 149 до 649 ° C) в зависимости от толщины деталей. Если это нецелесообразно, следует использовать дугу для локального предварительного нагрева зоны сварки. Высокая теплопроводность меди приводит к тому, что тепло отводится от места сварки так быстро, что трудно поддерживать тепло при сварке без предварительного нагрева.Рекомендуется корневое отверстие размером 1/8 дюйма (3,2 мм). Наилучшие результаты достигаются при высоких скоростях движения, когда дуга направлена на сварочный стержень. Следует использовать дугу большой длины, чтобы углерод электрода мог соединиться с кислородом с образованием диоксида углерода, который обеспечит некоторую защиту металла шва.
Наилучшие результаты достигаются при высоких скоростях движения, когда дуга направлена на сварочный стержень. Следует использовать дугу большой длины, чтобы углерод электрода мог соединиться с кислородом с образованием диоксида углерода, который обеспечит некоторую защиту металла шва.
Принципы работы.
При сварке угольной дугой , как показано на рисунке 10-43, используется один электрод с дугой между ним и основным металлом.Это самый старый дуговый процесс, который сегодня не пользуется популярностью.
При дуговой сварке угольным электродом тепло дуги между угольным электродом и изделием плавит основной металл, а при необходимости также плавит присадочный стержень. По мере затвердевания расплавленного металла образуется сварной шов. Нерасходуемый графитовый электрод быстро разрушается и, распадаясь, создает защитную атмосферу из монооксида углерода и газообразного диоксида углерода. Эти газы частично вытесняют воздух из атмосферы дуги и препятствуют контакту кислорода и азота с расплавленным металлом. Присадочный металл, если он используется, имеет тот же состав, что и основной металл. Бронзовый присадочный металл можно использовать для пайки и сварки припоем.
Присадочный металл, если он используется, имеет тот же состав, что и основной металл. Бронзовый присадочный металл можно использовать для пайки и сварки припоем.
На заготовках не должно быть жира, масла, окалины, краски и других посторонних предметов. Две части должны быть плотно прижаты друг к другу, чтобы не было отверстий для корней. Их можно сваривать прихваточным швом.
Могут использоваться угольные электроды диаметром от 1/8 до 5/16 дюйма (от 3,2 до 7,9 мм) в зависимости от тока, необходимого для сварки. Конец электрода должен быть сужен к острию.Диаметр острия должен быть примерно вдвое меньше диаметра электрода. Для стали электрод должен выступать от держателя электрода примерно на 4,0–5,0 дюйма (от 101,6 до 127,0 мм).
Угольная дуга может быть зажжена, если кончик электрода соприкоснется с изделием и сразу же отодвинет его на длину, необходимую для сварки. Как правило, длина дуги составляет от 6,4 до 9,5 мм (от 1/4 до 3/8 дюйма). Если длина дуги слишком мала, вероятно чрезмерное науглероживание расплавленного металла, что приведет к хрупкому сварному шву.
Когда дуга обрывается по какой-либо причине, ее нельзя возобновлять непосредственно на горячем сварном металле. Это может привести к образованию твердого пятна в сварном шве в точке контакта. Дуга должна зажигаться на холодном металле с одной стороны от стыка, а затем быстро возвращаться к точке, где сварка должна быть возобновлена.
Когда для соединения требуется присадочный металл, сварочный стержень одной рукой подают в расплавленную сварочную ванну, а другой манипулируют дугой. Дуга направляется на поверхность изделия и постепенно перемещается по стыку, постоянно поддерживая ванну расплава, в которую добавляется сварочный стержень так же, как при дуговой сварке газом вольфрамом.Продвижение вдоль сварного шва и добавление сварочного стержня должны быть синхронизированы, чтобы обеспечить требуемый размер и форму сварного шва. Сварка с использованием угольной дуги в вертикальном положении или над головой затруднена, поскольку сварка угольной дугой — это, по сути, процесс лужения. Сварное соединение должно иметь подкладку, особенно в случае тонких листов, для поддержки расплавленных сварочных ванн и предотвращения чрезмерного протекания расплава.
Сварное соединение должно иметь подкладку, особенно в случае тонких листов, для поддержки расплавленных сварочных ванн и предотвращения чрезмерного протекания расплава.
Для наружных угловых сварных швов стального листа толщиной от 14 до 18 угольная дуга может использоваться для сварки двух листов вместе без присадочного металла.Такие сварные швы обычно более гладкие и более экономичные в производстве, чем сварка дуговой сваркой защищенным металлом в аналогичных условиях.
Сварочные графики. График сварки оцинкованного железа с использованием присадочного металла силиконовой бронзы приведен в таблице 10-8. Следует использовать короткую дугу, чтобы не повредить гальванику. Дуга должна быть направлена на присадочную проволоку, которая будет плавиться и течь по стыку. Для сварки меди используйте высокое напряжение дуги и следуйте графику, приведенному в таблице 10-9.В Таблице 10-10 показан сварочный ток, который должен использоваться для каждого размера двух типов угольных электродов.
Вариации процесса.
Есть два важных варианта сварки угольной дугой. Один из них — сварка двойной угольной дугой. Другой — это резка угольной дугой и строжка.
Двухуглеродистая дуговая сварка — это процесс дуговой сварки, при котором соединение металлов производится с использованием специального электрододержателя путем нагрева электрической дугой, поддерживаемой между двумя угольными электродами.Присадочный металл может быть использован, а может и нет. Этот процесс также можно использовать для пайки.
Держатель двойного угольного электрода сконструирован таким образом, что один электрод является подвижным, и его можно касаться другого для зажигания дуги. Угольные электроды удерживаются в держателе с помощью установочных винтов и отрегулированы таким образом, чтобы они одинаково выступали из зажимных губок. Когда два угольных электрода сводятся вместе, между ними возникает дуга. Угол наклона электродов обеспечивает дугу, которая образуется перед углом при вершине и раздувается как мягкий источник концентрированного тепла или дугового пламени.Он мягче, чем у одинарной угольной дуги. Температура этого дугового пламени составляет от 8000 до 9000 ° F (от 4427 до 4982 ° C).
Угол наклона электродов обеспечивает дугу, которая образуется перед углом при вершине и раздувается как мягкий источник концентрированного тепла или дугового пламени.Он мягче, чем у одинарной угольной дуги. Температура этого дугового пламени составляет от 8000 до 9000 ° F (от 4427 до 4982 ° C).
Для сварочной дуги с двойным углем используется переменный ток. При переменном токе электроды сгорают или разрушаются с одинаковой скоростью. Можно использовать мощность постоянного тока, но в этом случае электрод, подключенный к положительной клемме, должен быть на один размер больше, чем электрод, подключенный к отрицательной клемме, чтобы обеспечить равномерное разрушение угольных электродов.Дуговый зазор или расстояние между двумя электродами можно регулировать более или менее непрерывно, чтобы получить дугу веерообразной формы.
Двойная угольная дуга может использоваться во многих областях, помимо сварки, пайки и пайки. Его можно использовать как источник тепла для сгибания или формования металла. Настройки или графики сварочного тока для электродов разного размера показаны в таблице 10-11.
Метод двойного углеродного электрода относительно медленный и не имеет большого применения в качестве промышленного процесса сварки.
Углеродная дуговая резка — это процесс дуговой резки, при котором металлы разделяются путем плавления их с помощью тепла дуги между угольным электродом и основным металлом. Процесс зависит от количества тепла, подводимого угольной дугой для плавления металла. Сила тяжести заставляет расплавленный металл падать, чтобы произвести разрез. Процесс относительно медленный, приводит к неровному резу и используется только тогда, когда другое режущее оборудование недоступно.
Что такое углеродная дуговая сварка и как она работает? — The Welding Master
Вы когда-нибудь слышали о дуговой сварке? Ну, это самый распространенный сварочный процесс.Она бывает различных типов, и одним из них является сварка угольной дугой (CAW). В этой статье мы собираемся обсудить все детали процесса CAW.
Что такое дуговая сварка углеродом (CAW)?CAW — это процесс сварки, в котором металлы соединяются электрической дугой между заготовкой и неплавящимся углеродным электродом. Это первый открывшийся процесс дуговой сварки. Раньше многие люди использовали процесс CAW, но в настоящее время использование этого процесса сварки сократилось.
Основная цель процесса CAW — сформировать прочную связь между отдельными металлами. Здесь углеродный электрод используется для создания электрической дуги между электродом и соединяемыми металлами.
Во время этого процесса сварки достигается температура более 3000 ºC.
ИсторияУглеродная сварка невозможна без электрической дуги. В 1800 году сэр Хамфри Дэви открыл электрическую дугу. Позже Николай Бенардос и Станислав Ольшевский открыли процесс CAW в 1981 году.Изначально этот сварочный процесс получил название Электрогефест.
Оборудование- Электрод: Диаметр электрода, используемого в этом процессе, составляет от 3 до 22 мм.
- Источник питания: В процессе CAW в качестве источника питания используются сварочные аппараты постоянного тока. Эти машины могут быть вращающимися или выпрямительными.
- Электрододержатель: У вас могут возникнуть вопросы; мы используем тот же обычный электрододержатель в CAW? Нет.Поскольку температура, связанная с этим процессом, очень высока, мы не можем использовать традиционный электрододержатель во время этого процесса.
Также читайте:
Работа с дуговой сваркой углемКак показано на рисунке ниже, в этом процессе используется один электрод.
Между электродом и основным металлом возникает электрическая дуга. Тепло, выделяемое электрической дугой, плавит основной металл. После затвердевания расплавленного металла в данной области производится требуемый сварной шов.Вы можете изменять размер электрода, используемого в процессе, в зависимости от генерируемого тока.
Одной из разновидностей CAW является сварка двойной угольной дугой (TCAW). TCAW — это немного другой процесс, чем CAW.
В TCAW используется электрод особого типа. TCAW сконструирован таким образом, что один угольный электрод является подвижным и может касаться другого для образования дуги.
При сварке двойной угольной дугой используется переменный ток. Кроме того, электроды должны с одинаковой скоростью выгорать в ТЗС.
Преимущества- Оборудование, используемое в этом процессе, имеет более низкую стоимость. Таким образом, вам не нужно вкладывать большие деньги, чтобы выполнить этот процесс сварки. Поскольку стоимость используемого оборудования очень низкая, вы можете выполнить эту сварку с меньшими затратами.
- Легко провести. Кто угодно может выполнить CAW. Во время этой дуговой сварки не требуется квалифицированный оператор.
- Заготовка очень сильно деформируется.
- Весь процесс сварки можно легко автоматизировать.
- Иногда в результате этого процесса не удается получить качественный сварной шов.
- Угольный электрод загрязняет сварочный материал карбидами.
Таким образом, в этой статье мы обсудили значение, работу, преимущества и недостатки угольной дуговой сварки. Спасибо, что прочитали эту статью. Пожалуйста, дайте нам знать в комментариях о ваших вопросах и запросах.
Что такое дуговая сварка под углем?
Даже люди, которые ни разу в жизни не брали в руки сварщика, вероятно, понимают основную концепцию дуговой сварки.Нагретая горелка или сварочный аппарат создает электрическую дугу между металлическим электродом, расположенным на конце сварочного аппарата, и обрабатываемым куском металла. Нагревают до тех пор, пока конец металлической детали не станет податливым. Затем нагретый металл соединяется с другим куском металла посредством приложения давления. Металлическая связка охлаждается, и вуаля: там, где когда-то было два куска металла, теперь только один.
Сварка угольной дугой развивает эту концепцию дальше, заменяя металлический электрод угольным электродом.Этот процесс существует уже много лет, и его применение только увеличилось. Читайте дальше, пока мы подробнее расскажем о сварке угольной дугой.
Два основных типа сварки угольной дугой:Существует два основных типа дуговой сварки углем: однодуговая и двухдуговая. Единственное функциональное различие между двумя типами сварки угольной дугой — это количество используемых электродов. Как следует из названия, сварочный аппарат с однодуговой угольной сваркой использует один электрод и создает дугу между электродом и заготовкой.Аппарат для двойной дуговой сварки создает дугу между двумя электродами — заготовка фактически не становится частью цепи.
Вот что вам понадобится:Для правильного выполнения работы вам потребуются специализированные инструменты для процесса дуговой сварки угольным газом:
- Мощность: Процесс сварки угольной дугой требует большого увеличения мощности, до 600 ампер. Если вы используете двухдуговой сварочный аппарат для угольной сварки, убедитесь, что вы используете источник переменного тока.В противном случае вы можете разрушить электрод.
- Держатель электрода: При выборе держателя есть несколько вариантов, но когда дело доходит до дуговой сварки углем в Фениксе, Аризона, держатель с водяным охлаждением является лучшим вариантом из-за чрезмерного нагрева, связанного с процессом сварки углем.
В зависимости от выполняемой работы вам также может потребоваться присадочный металл. Вы можете спросить о такой возможности при покупке или аренде сварочного аппарата.
Почему стоит выбрать сварку угольной дугой?Для некоторых людей сварка угольной дугой является идеальным вариантом.Углеродная дуговая сварка предлагает дешевое решение для большинства сварочных работ, поскольку общие потребности в оборудовании минимальны. Более того, угольную дуговую сварку можно применять к невероятно разнообразным материалам. Конечный продукт, когда вы используете сварочный аппарат с угольной дугой, также имеет тенденцию быть легче, чем его альтернатива.
Все необходимые расходные материалы:Ищете инструменты и принадлежности, которые понадобятся вам для завершения сварки угольной дугой в Фениксе, штат Аризона? Не ищите ничего, кроме Vern Lewis Welding Supply, Inc.С тех пор, как мы открыли свои двери еще в 1969 году, мы оставались приверженными одной цели: предоставлять лучшие сварочные материалы по лучшей цене всем жителям штата Аризона.
Мы гордимся тем, что подтверждаем это обещание высококвалифицированной командой, имеющей образование и опыт, которые помогут вам выбрать нужный продукт для вашего проекта. Добавьте ко всему этому нашу непревзойденную приверженность обслуживанию клиентов, и вы получите рецепт совершенства, который просто невозможно превзойти.
Приходите в Vern Lewis Welding Supply сегодня же.Нам не терпится помочь вам!
Сварка угольной дугой (со схемой)
Прочитав эту статью, вы узнаете о сварке угольной дугой.
В этом методе между угольным электродом и «работой» образуется электрическая дуга. Углеродный стержень используется как отрицательный (-) полюс, а свариваемая «работа» — как положительный (+) полюс. Угольный электрод сам по себе не плавится. Это неплавящийся электрод.
Присадочный стержень используется отдельно в сварном шве.Этот процесс используется для сварки как черных, так и цветных металлов, таких как стальной лист, латунь, бронза, пушечный металл, M / S-лист, углеродистая сталь и т. Д. Температура повышается примерно до 600 ° C (рис. 15.1).
В этом процессе любой металл может быть соединен дуговой пайкой. Углеродным пламенем можно производить сварку такого типа — «Двухуглеродная дуговая пайка».
Процедура сварки угольной дугой:
Дуга возникает между заготовкой и угольным электродом, удерживаемым в электрододержателе.Часто желательна длинная углеродная дуга, чтобы предотвратить загрязнение металла сварного шва оксидом углерода, выделяемым углеродным электродом под действием энергии дуги.
Важно, чтобы сварочная цепь была настроена на прямую полярность. Если используется установка обратной полярности, дуга не будет стабильной, и углеродный остаток останется в сварном шве.
При дуговой сварке тонкостенных листов угольным электродом использование присадочного прутка может не потребоваться.Но при сварке толстых листов присадочного прутка, состоящего из того же материала, что и основной металл, он обычно используется. В последней процедуре сначала в «работе» образуется ванна расплава.
Затем в ванну вставляется присадочный стержень, дуга направляется против него прямо над поверхностью расплавленного металла. Таким образом, конец стержня оплавляется и оседает в ванне. Дуга раскачивается в ванне, тщательно плавясь и смешиваясь с металлом (рис. 15.2).
При сварке внахлест легкого металла угольным электродом присадочный пруток не требуется.Электрод следует держать примерно перпендикулярно двум пластинам и немного над краем верхней пластины (рис. 15.3).
Дуга должна плавиться через верхнюю пластину в нижнюю. Степень плавления будет зависеть от скорости, с которой дуга перемещается по поверхности. Медленное движение вперед и назад увеличивает проникновение, но сочетание широкого движения вперед и назад увеличивает проникновение. Для уменьшения плавления ток следует увеличивать, а электрод продвигать с большей скоростью.
При сварке стыкового соединения следует использовать присадочный пруток даже для более легких металлов. Электрод следует держать почти перпендикулярно поверхности пластин. Дуга может быть направлена назад в сварной шов с помощью присадочного стержня между угольным электродом и наплавленным швом (рис. 15.4).
Существуют методы, при которых электрод направляют в сторону от готового сварного шва, а присадочный стержень предшествует электроду в направлении сварки.Дугу следует перемещать подковообразным или круговым движением, а края пластин следует сплавить, продвигаясь по ним примерно на 2-3 мм.
Более тяжелые профильные пластины следует стыковать, а затем скрепить вместе с зазором 2-3 мм между соседними краями. Их следует приварить с помощью присадочного стержня (рис. 15.5).
Для краевой сварки тонкостенных листов или пластин они должны быть скреплены прихваточными скрепками так, чтобы грани пластин соприкасались и кромки были выровнены.Закрепленный узел должен быть установлен краями вверх. При выполнении краевого шва на легком листовом металле использовать угольный электрод и не использовать присадочный стержень (рис. 15.6).
Справочник— Проволочные электроды Справочник
— Проволочные электроды 3 Прочее — никель, хром и молибден часто добавляют для улучшения механических свойств и / или коррозии. свойства сопротивления.В небольших количествах, их можно использовать в проволоке из углеродистой стали для повышения прочности и вязкость осадка. Они используются в больших количествах в проволоке из нержавеющей стали. Обычно при сварке выполняется в аргоне с содержанием кислорода от 1% до 3%. или со смесями аргона с низким содержанием CO 2 содержание, металл шва химический состав не будет сильно отличаться от анализа проволочного электрода. Тем не мение, при использовании CO 2 для защиты можно ожидать снижения содержания Si, Mn и других раскисляющих элементов.Ni, Cr, Mo и углерод содержимое останется неизменным. Провода с очень низким содержанием углерода (0,04–0,06 процентов) будет производить, с СО 2 , сварной шов металл с повышенным содержанием углерода. УГЛЕРОД ЭЛЕКТРОДЫ СТАЛЬНЫЕ Стол 5-1 * перечислены химические требования и обозначения для всех мягких стальные провода покрытые американскими Спецификация сварочного общества A5.18. Минимальные механические свойства после сварки сварных швов, соответствующих к каждой классификации указаны в таблице 5-2 * .Хотя механические свойства и сервис требования действительно влияют на провод выбор в некоторых случаях будет найдено более общее рассмотрение наиболее полезен для большинства приложений и конструкции сварных швов. В качестве сварочного тока сварка размер луж, количество ржавчины, прокатная окалина и масло, обнаруженное на поверхности опорной плиты, или O 2 и CO 2 содержание защитный газ увеличивается, содержание Mn и Si в проволочном электроде также должно увеличить, чтобы обеспечить наивысший качественный сварной шов.Ниже приводится описание характеристик и предназначения. использование наиболее распространенных проволочные электроды каждой классификации, приведенной в Таблице 5-2. ER70S-2 (Spoolarc 65) — Эта проволока сильно раскислена и предназначена для выполнения качественных сварных швов всех марок из углеродистой стали: убитые, полуубитые и окантованные. Из-за добавленных раскислителей (Al, Zr и Ti) дополнительно до Mn и Si подходит для сварки углеродистых сталей с ржавой поверхностью. Ar-O 2 , Ar-CO 2 и CO 2 могут использоваться защитные газы.В общем, образуется очень вязкая сварочная лужа, что делает ее хорошо подходит для сварки короткой дугой вне должность. Для улучшения смачивания 0 2 или CO 2 содержание следует хранить относительно высокая. Продолжение на следующей странице …Arcair Sea-Weld Электроды для дуговой сварки углерода 1/8 дюйма 150-180 ампер 42-024-002
* Страна:— Пожалуйста выберите — Афганистан Аландские острова Албания Алжир американское Самоа Андорра Ангола Ангилья Антарктида Антигуа и Барбуда Аргентина Армения Аруба Австралия Австрия Азербайджан Багамы Бахрейн Бангладеш Барбадос Беларусь Бельгия Белиз Бенин Бермуды Бутан Боливия Босния и Герцеговина Ботсвана Остров Буве Бразилия Британская территория Индийского океана Британские Виргинские острова Бруней Болгария Буркина-Фасо Бурунди Камбоджа Камерун Канада Кабо-Верде Каймановы острова Центрально-Африканская Республика Чад Чили Китай Остров Рождества Кокосовые (Килинг) острова Колумбия Коморские острова Конго — Браззавиль Конго — Киншаса Острова Кука Коста-Рика Берег Слоновой Кости Хорватия Куба Кипр Республика Чехия Дания Джибути Доминика Доминиканская Республика Эквадор Египет Эль Сальвадор Экваториальная Гвинея Эритрея Эстония Эфиопия Фолклендские острова Фарерские острова Фиджи Финляндия Франция Французская Гвиана Французская Полинезия Южные Французские Территории Габон Гамбия Грузия Германия Гана Гибралтар Греция Гренландия Гренада Гваделупа Гуам Гватемала Гернси Гвинея Гвинея-Бисау Гайана Гаити Острова Херд и Макдональд Гондурас САР Гонконг, Китай Венгрия Исландия Индия Индонезия Иран Ирак Ирландия Остров Мэн Израиль Италия Ямайка Япония Джерси Иордания Казахстан Кения Кирибати Кувейт Кыргызстан Лаос Латвия Ливан Лесото Либерия Ливия Лихтенштейн Литва Люксембург Макао САР Китай Македония Мадагаскар Малави Малайзия Мальдивы Мали Мальта Маршалловы острова Мартиника Мавритания Маврикий Майотта Мексика Микронезия Молдова Монако Монголия Черногория Монтсеррат Марокко Мозамбик Мьянма (Бирма) Намибия Науру Непал Нидерланды Нидерландские Антильские острова Новая Каледония Новая Зеландия Никарагуа Нигер Нигерия Ниуэ Остров Норфолк Северные Марианские острова Северная Корея Норвегия Оман Пакистан Палау территории Палестины Панама Папуа — Новая Гвинея Парагвай Перу Филиппины Острова Питкэрн Польша Португалия Пуэрто-Рико Катар Реюньон Румыния Россия Руанда Сен-Бартелеми Святой Елены Сент-Китс и Невис Санкт-Люсия Сен-Мартен Сен-Пьер и Микелон Самоа Сан-Марино Сан-Томе и Принсипи Саудовская Аравия Сенегал Сербия Сейшельские острова Сьерра-Леоне Сингапур Словакия Словения Соломоновы острова Сомали Южная Африка Южная Георгия и Южные Сандвичевы острова Южная Корея Испания Шри-Ланка Санкт-ПетербургВинсент и Гренадины Судан Суринам Шпицберген и Ян Майен Свазиленд Швеция Швейцария Сирия Тайвань Таджикистан Танзания Таиланд Тимор-Лешти Идти Токелау Тонга Тринидад и Тобаго Тунис Турция Туркменистан Острова Теркс и Кайкос Тувалу Уганда Украина Объединенные Арабские Эмираты Великобритания Соединенные Штаты Уругвай U.Южные отдаленные острова Виргинские острова США Узбекистан Вануату Ватикан Венесуэла Вьетнам Уоллис и Футуна Западная Сахара Йемен Замбия Зимбабве
Электроды для сварки углеродистой стали и другие сварочные материалы от ALCAM
CARBON СТАЛЬ Алкам
# 30 (Сталь с чистым швом)
AC, DC-S или DC-R
Низкоуглеродистая сталь, толстый или тонкий. Быстрая дуга без поднутрения позволяет легко машинная неспособность. Этот стержень — друг начинающего сварщика, делающий сварка проще. # 30 отлично подходит для влажных и жирных условий, давая отличный внешний вид, сохраняя при этом высокую прочность. В №30 способен остановить утечку воды без отключения трубопровод.
• Растяжение
Прочность — 81000 фунтов на квадратный дюйм
• Предел текучести — 67 000 фунтов на кв. Дюйм
• Относительное удлинение — 24%
• Гибкий
ПРИМЕНЕНИЕ
& ПРОЦЕДУРЫ:
№30 — лучший универсальный продукт для мягкой и среднеуглеродистой стали.
стали, когда требуется внешний вид и механическая стойкость.Использование для изготовления
из тонкой, средней, тяжелой и низкоуглеродистой стали разной толщины. Отлично
универсальный продукт для деталей машин, труб, пластин, листов и
угол утюг. Используйте этот электрод для заполнения отверстий и наращивания изношенных
и чрезмерно обработанные поверхности. Благодаря отличным характеристикам перезапуска,
# 30 идеально подходит для приложений, требующих коротких, прерывистых
или точечной сваркой.
Рекомендуется чтобы область сварного шва была очищена как можно более практично, но масло и смазка не окажет отрицательного влияния на плотность отложений.
При использовании для ремонт, следует использовать Alcam # 1 для удаления старых и потрескавшихся сварных швов. депозиты.
ТОВАРОВ
В НАЛИЧИИ:
ЭЛЕКТРОД: 1/16 дюйма, 5/64 дюйма, 3/32 дюйма, 1/8 дюйма, 5/32 дюйма,
& 3/16 ”
Алкам
# 31 (Грязная сварная сталь)
AC, DC-S или DC-R
БЫСТРАЯ ЗАМОРАЖИВАНИЕ
Грязный Мягкая сталь. Ржавчина, краска, жир и окалина — без проблем с этой сильной проникающей дугой. # 31 оставит незначительные брызги, но не подвержен продувке основного металла. Если вы не можете Чтобы подготовить поверхность, № 31 — идеальный продукт для работы.
• Прочность на растяжение — 85 000 фунтов на кв. Дюйм
• Предел текучести — 69 000 фунтов на кв. Дюйм
• Относительное удлинение — 25%
• Перевал Перевал
ПРИМЕНЕНИЕ
& ПРОЦЕДУРЫ:
Отлично подходит для техобслуживания, когда возникает плохая подгонка.Хорошая стабильность дуги при низкой силе тока также делает его идеальным для применения.
с использованием легкой стали. Сварные швы легко выполняются на стальных балках.
и балки с большим количеством слоев краски без образования пористости
или дефектные сварные швы. Alcam # 31 отлично подходит для ремонта машин.
и оборудование, которое покрыто жиром и песком и не может быть
очищается перед сваркой.Предназначен для сварки машин, трубопроводов,
изготовление резервуаров и ремонт общестроительной техники.
ТОВАРОВ
В НАЛИЧИИ:
ЭЛЕКТРОД: 3/32 дюйма, 1/8 дюйма, 5/32 дюйма и 3/16 дюйма
Alcam # 32 (сталь Lo-Hy T-1)
AC или DC-R Tig
Низкий и Среднеуглеродистая сталь . Покрытие выдержит высокую температуру учитывая высокую силу тока на тяжелом металле. Этот стержень с низким содержанием водорода работает хорошо подходит для свинцовых и грязных сталей, где 7018 выйдет из строя.
• Растяжение
Прочность — 112000 фунтов на квадратный дюйм
• Предел текучести — 104 000 фунтов на кв. Дюйм
• Относительное удлинение — 23%
ПРИМЕНЕНИЕ
& ПРОЦЕДУРЫ:
# 32 — отличный универсальный продукт. Продукт разработан
для низколегированных, высокопрочных сталей, таких как Т-1, Хи-90, Хи-100, Jalley
и стали SSS 100. №32 лучше всего использовать для изготовления резервуаров, контейнеров,
высокопрочные трубы и низколегированные стали, содержащие марганец, никель,
молибден и хром, т.е.е. Уголок, двутавры и надстройки.
При использовании Alcam # 32 предварительный нагрев не требуется, но предварительный нагрев на 400–600 ° возможен. рекомендуется при ремонте сталей с более высоким содержанием углерода. Для тяжелой стали, снятие напряжения полезно, желательно поддерживая 1000ºF прогреть в течение короткого промежутка времени.
ТОВАРОВ
В НАЛИЧИИ:
ЭЛЕКТРОД: 3/32 дюйма, 1/8 дюйма, 5/32 дюйма и 3/16 дюйма
Алкам
# 33 (высокопрочная пластина / пластина AR)
AC или DC-R Tig & Mig
РЕШЕНИЕ ПРОБЛЕМ!
Сложный высокоуглеродистая сталь .Благодаря своему большому удлинению этот продукт будет работает с низкоуглеродистыми и высокоуглеродистыми сталями и может соединяться с чугуны. Alcam # 33 — лучший выбор для защиты от сильной вибрации. и применения с постоянным тепловым циклом. # 33 — продукт выбора для сварки стального литья.
• Растяжение
Прочность — 100000 фунтов на квадратный дюйм
• Предел текучести — 85 000 фунтов на кв. Дюйм
• Относительное удлинение — 30%
• Качество рентгеновского снимка
ПРИМЕНЕНИЕ
& ПРОЦЕДУРЫ:
Пруток № 33 идеально подходит для сварки между собой сталей HSLA и AR-листов,
или в разнородных комбинациях, где даже требуется хорошая пластичность
при низких температурах.# 33 — лучший продукт для высоких вибраций.
Углеродистая сталь или сталь HSLA, где высокая прочность на разрыв и
пластичность — необходимость.
ТОВАРОВ
В НАЛИЧИИ:
ЭЛЕКТРОД: 3/32 дюйма, 1/8 дюйма, 5/32 дюйма и 3/16 дюйма
TIG и MIG: доступны все стандартные размеры
Алкам
# 34 (высокопрочная низкоуглеродистая сталь)
AC, DC-S или DC-R
Низкоуглеродистая сталь, толстый или тонкий. Alcam # 34 обладает всеми характеристиками Alcam # 30 с повышенной прочностью за счет добавления хрома.
• Растяжение
Прочность — 97000 фунтов на квадратный дюйм
• Предел текучести — 78 500 фунтов на кв. Дюйм
• Относительное удлинение — 17%
• Антипригарный
ПРИМЕНЕНИЕ
& ПРОЦЕДУРЫ:
Стальной электрод со сверхвысокой прочностью на разрыв, специально разработанный
для особо прочных суставов в тяжелых условиях.Alcam # 34 для всех
типы изготовления из низкоуглеродистой стали и идеально подходят для работы с малыми толщинами,
например, листовой металл. № 34 лучше всего подходит для сельского хозяйства, промышленности и строительства.
приложения, где общее производство, легкое изготовление и ремонт
работа выполняется регулярно. № 34 режется пламенем и
лучший электрод для вертикальной и потолочной сварки. Отлично
производительность на небольших машинах переменного тока.
ПРОДУКТ
В НАЛИЧИИ:
ЭЛЕКТРОД: 3/32 дюйма, 5/64 дюйма, 1/8 дюйма и 5/32 дюйма
Алкам
7018 (сертифицированный AWS)
DC-R
Общего назначения, все позиции, low-hy . Alcam 7018 — это удобный 7018. Гибкость, влагостойкость, легкая дуга и способность проходить через вода, масло и ржавчина.
• Растяжение
Прочность — 70,000 PSI
• Предел текучести — 62 000 фунтов на кв. Дюйм
• Относительное удлинение — 26%
ПРИМЕНЕНИЕ
& ПРОЦЕДУРЫ:
Alcam 7018 — превосходный универсальный электрод с низким содержанием водорода.
дающий плотный сварной шов рентгеновского качества. Гладкая, стабильная
дуга и легко управляемая сварочная ванна делают этот электрод идеальным для
работа вне должности.Характеристики этого электрода с низким содержанием водорода
снижает опасность растрескивания под валиком на среднеуглеродистых и низколегированных материалах
стали, а также толстые профили. Шлак легко удаляется.
ТОВАРОВ
В НАЛИЧИИ:
ЭЛЕКТРОД: 3/32 дюйма, 1/8 дюйма, 5/32 дюйма и 3/16 дюйма
Нужно быстро ценообразование / доставка сварочного оборудования и расходных материалов?
Alcam, Inc.предоставляет широкий спектр продуктов и услуг. Получать предложение по конкретным продуктам и / или услугам, НАЖМИТЕ ЗДЕСЬ, чтобы НАПИСАТЬ НАМ ЭЛЕКТРОННУЮ ПОЧТУ или позвоните нам по телефону 800-522-3177 .