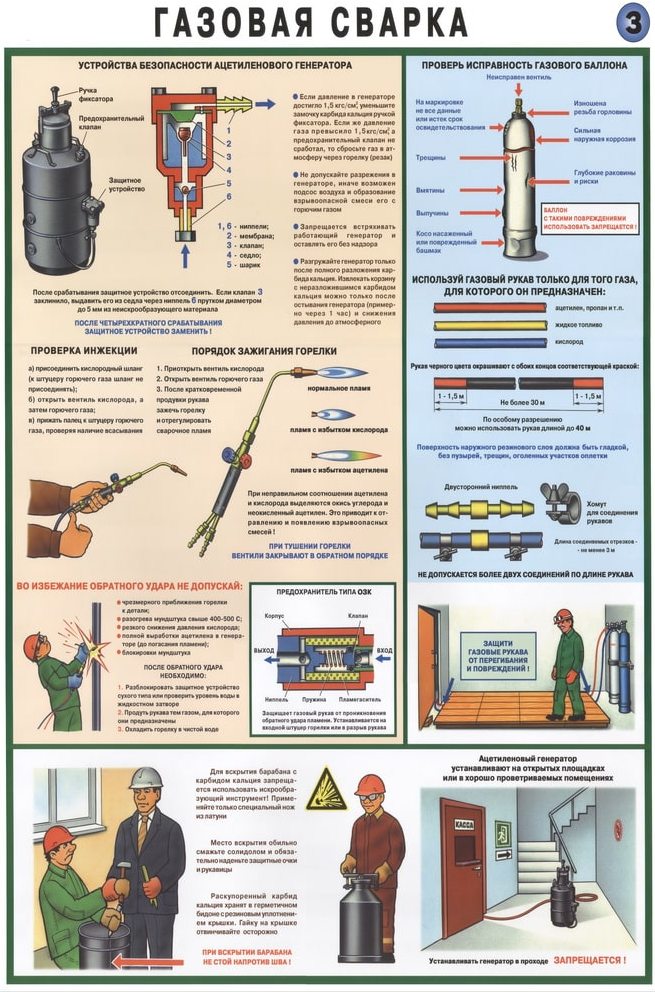
Требования к организации сварочного поста
Сварочный пост представляет собой специфический «кабинет» сварщика, оснащенный всем необходимым оборудованием, аксессуарами и приспособлениями, необходимыми для бесперебойного выполнения работ по сварке. Организация сварочного поста и все работы, связанные с его обустройством, должны производиться согласно требований охраны труда и безопасности жизнедеятельности. При планировании подобных участков, осуществляющих выполнение технологических процессов, следует руководствоваться ГОСТ 12.3.003-86 (pdf), который устанавливает требования к производственным помещениям и размещению оборудования, транспортировке материалов, а также требования к персоналу и применению СИЗ.
В данном случае речь пойдет об обустройстве рабочего места для выполнения операции сварки электродуговым методом (ручная, аргонодуговая, полуавтоматическая).
Стационарный пост
Представляет собой кабину с открытым верхом, приподнятую над уровнем пола.
Пол должен быть бетонным (или стяжка). Покрытия ПВХ, деревянный пол по лагам и другие горючие материалы не допускаются. Вход/выход закрывают брезентовым полотном, либо предусматривают металлические двухстворчатые двери с рифленым стеклом.
Некоторые требования к сварочной кабине:
- Достаточное освещение для комфортной работы, наличие источников света, освещающих пост в целом и стол, на котором проводятся все манипуляции, в частности.
- Площадь поста не менее 3 м2, высота металлических стен 1,8 – 2м, они должны быть приподняты над уровнем пола на высоту 20-25 см; высота потолка помещения, в котором установлена кабина, соответственно, более 2 м для свободной циркуляции воздуха.

- Стол для работы в сидячем положении должен быть высотой 50-60 см. Стол собирают из металла. Желательно, чтобы на крышку стола (в том числе в месте контакта клеммы массы) был уложен медный лист. Саму крышку делают из стали или чугуна толщиной до 2,5 см. Стол должен предусматривать наличие металлических выдвижных ящиков для хранения инструментов, приспособлений, электродов, чертежей и т.д.
- Над столом обязательно наличие специальной вытяжки. Если вы создаете пост в гаражных условиях, можно встроить в одну из стен гаража вытяжной вентилятор, в таком случае нужно будет позаботиться о наличие приточки в зимнее время года. В промышленных условиях в последнее время часто устанавливают точечную вытяжку, гибкий «хобот» которой можно установить непосредственно в месте проведения сварки.
Обмен воздуха в помещении не менее 40 м3/час согласно нормативной документации. Напомним, что при недостаточном воздухообмене токсичные элементы, содержащиеся в сварочном дыме (аэрозоль), будут накапливаться в легких сварщиках, что со временем приведет к возникновению профессиональных заболеваний.
- Под ногами должен находиться резиновый коврик.
- Все оборудование обязательно заземляют (некоторые сварщики используют УЗО).
- Рабочий стул сварщика должен для удобства работы вращаться вокруг своей оси. Материалы, из которых изготавливают стул, должны быть термостойкими и не проводить электрический ток. Сиденье и спинка могут быть изготовлены, например, из дерева.
- Для удобной работы под рукой должен быть манипулятор (или вращатель) и ножная педаль, которая упрощает его управление. Манипулятор используют для сварки тел вращения.
Мобильный пост
Мобильные работы, как правило, связаны со сваркой на открытом воздухе крупногабаритных конструкций. Поэтому проведение специальных мероприятий и создание особых условий, необходимых для функционирования такого поста, не требуется. Защиту от осадков организуют навесами, от ветра рабочую зону защищают ширмами. Инструмент и оборудование перемещают в спец. тумбах. Для освещения используют локальные источники света.
как организовать, виды, правила сборки и запуска, особенности
Обучение сварочному делу включает в себя разбор того, что такое сварочный пост. Этот термин не имеет четкой формулировки. По сути, это – основа рабочего процесса сварки.
Это – место, где будет проходить сварочная работа. Однако сварочный пост – не просто точка в пространстве, где сварщик варит металл.
По сути, этот термин применяется для определения небольшой рабочей зоны, оборудованной необходимым для сваривания металлов. Это сварочная аппаратура и прочие необходимые для безопасной деятельности элементы.
Чаще всего в состав сварочного поста сходит аппарат для сварки, комплектующие к нему (электроды, кабели, горелки, баллоны с газами при необходимости), а также прочие инструменты, которые могут пригодиться во время работы.
Иногда он оснащен даже запасными защитными личными элементами, вроде масок, очков, перчаток.
Но все это – поверхностные данные. Эта статья даст более подробную информацию о том, что такое сварочный пост, какими они бывают и что в них входит.
Эта статья даст более подробную информацию о том, что такое сварочный пост, какими они бывают и что в них входит.
Содержание статьиПоказать
Виды
Общая классификация разделяет их на два вида: стационарный и передвижной. Разница между этими типами в расположении. А точнее, в мобильности.
Стационарные версии всегда расположены на одном месте, в цеху предприятия. Рабочая поверхность стационарного типа часто ограничена небольшими размерами, поэтому их применяют для обработки мелкогабаритных деталей.
Передвижной вариант может располагаться в цеху либо другом месте. Он подходит для работ, которые нельзя провести в цеху, либо которые находятся вдали от производства.
Сам передвижной пост представляет собой оснащенный колесиками каркас или тележку, в которые вмонтировано или вставлено сварочное оборудование.
Однако оба типа постов стоит рассмотреть детальнее.
Стационарный тип
В основе имеет минимальную площадь 2х3 метра. Эта зона огораживается специальными защитными ширмами и экранами так, что получается кабина без крыши. Высота этой конструкции должна быть не меньше двух метров.
Стены кабины должны быть созданы из безопасных, негорючих и неплавких материалов. Каркас коробки создается из металлов высокого плавления, стены — из безопасных полимерных соединений.
Дополнительно внутренняя сторона кабины покрывается огнеупорными веществами.
Помимо сварочной аппаратуры, стационарный пост оснащен сварочным столом.
Это могут быть столы для сварки в сидячем положении, либо для сварки стоя. Первый тип столов имеет высоту не выше 70 см, и не ниже 60 см. Второй имеет нижний рубеж в 85 сантиметров.
Вне зависимости от типа стола, его рабочая поверхность должна быть как минимум сто на сто сантиметров.
Также стоит проверить наличие и мощность вентиляции на сварочном посту. Вентиляция может быть естественной. Однако при сварочных работах предпочтительно организовывать принудительную, поскольку естественная может не справиться с задачей.
Помимо качественного вентилирования кабины, она должна быть оснащена местным отсосом, способным быстро удалять с рабочего места стружку, пыль и подобные мелкие отходы производства.
Передвижной тип
Второй тип сварочных постов отличается мобильностью и немного другими требованиями к постановке. Организовать передвижную версию сварочного рабочего места несколько проще, нежели стационарную.
Организовать передвижную версию сварочного рабочего места несколько проще, нежели стационарную.
Поскольку зачастую он располагается на открытом пространстве, то не требует проведения принудительной вентиляции либо соблюдения минимальной рабочей зоны.
Однако, в работе с передвижным постом есть свои нюансы.
В первую очередь место, где будет проводиться сварка, должно быть оснащено навесом. Это необходимо для защиты сварщика от влияния осадков или солнечных лучей.
Сам пост, будь то каркас или тележка, должен иметь рабочие, надежные колеса. Это позволит перемещать оборудование с большим весом.
Его конструкция должна быть оснащена нишами и отсеками, в которых будут храниться дополнительные элементы и необходимая документация. Модели для газовых обработок металлов должны быть оснащены отсеками для баллонов.
Правила сборки и работы
В работе с любой моделью сварочного поста есть определенные правила, которые разделены на общие и индивидуальные.
Общие
В основе требований к сварочным постам лежат правила техники безопасности и личное удобство работника.
В первую очередь, любой тип должен иметь заземление. Для соблюдения этого правила, они размещаются на основании, созданном из бетона либо кирпича. Пол должен быть оснащен резиновым ковриком.
Стационарные варианты должны быть оснащены надежным вентилированием. Комплектующие столы должны быть стальными либо чугунными и быть не тоньше 2 см.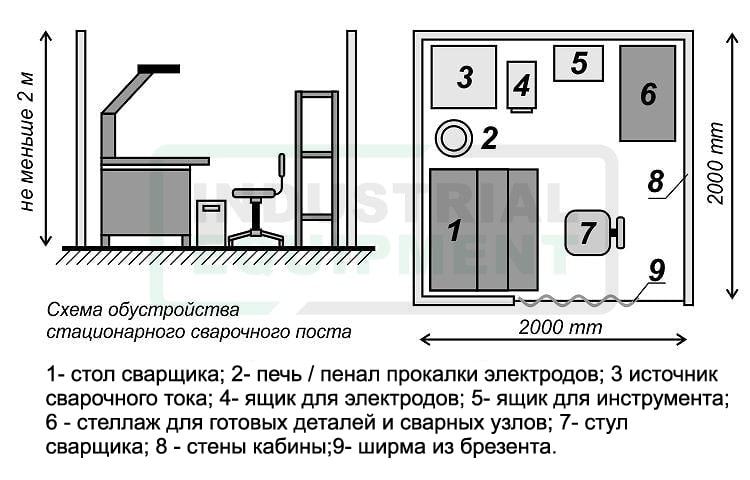
В случае, если работа будет проводиться в сидячем положении, должно быть предоставлено специальное кресло. Оно должно иметь эргономичную форму и защиту от воздействия электричества.
Также рабочее место должно быть правильно освещено. Если естественный свет отсутствует, либо его недостаточно, над кабиной располагаются лампы. Их свет не должен быть слишком ярким.
Каждый пост оснащается электрическим выключателем.
Индивидуальные
Индивидуальные правила организации постов зависят от типа применяемой сварки: РДС или полуавтомат.
Сваривание металлов с применением переменного тока требует наличия осциллятора. Работа по резке металлов требует наличия места для расположения необходимых инструментов.
При работе с трехфазным напряжением должен использоваться контактор. Обработка деталей с помощью газов требует наличия места для расположения газовых баллонов.
Заключение
Собирая сварочный пост нужно соблюсти все правила. Чтобы безопасно провести работу, мало взять аппарат для сварки, пару электродов к нему, и деталь.
Нужно позаботиться о безопасности и удобстве. Как сварщика, так и других работников.
Вентиляция сварочной зоны – важный момент безопасной работы. Качественное вентилирование защищает здоровье работников и снижает вероятность возникновения аварийных ситуаций.
Требования пожарной безопасности к оборудованию стационарного сварочного поста
В соответствии с п.6.2.10 СП 4.13130.2013 «Системы противопожарной защиты. Ограничение распространения пожара на объектах защиты. Требования к объемно-планировочным и конструктивным решениям» (ред. от 18.07.2013) технологические процессы с различной взрывопожарной и пожарной опасностью размещаются в отдельных помещениях; при этом помещения разных категорий А, Б, B1, B2, В3 отделяются одно от другого, а также эти помещения от помещений категорий В4, Г и Д и коридоров противопожарными перегородками и противопожарными перекрытиями следующих типов:
Ограничение распространения пожара на объектах защиты. Требования к объемно-планировочным и конструктивным решениям» (ред. от 18.07.2013) технологические процессы с различной взрывопожарной и пожарной опасностью размещаются в отдельных помещениях; при этом помещения разных категорий А, Б, B1, B2, В3 отделяются одно от другого, а также эти помещения от помещений категорий В4, Г и Д и коридоров противопожарными перегородками и противопожарными перекрытиями следующих типов:
— в зданиях I степени огнестойкости — противопожарными перегородками 1-го типа, противопожарными перекрытиями (междуэтажными и над подвалом) 2-го типа;
— в зданиях II и III степеней огнестойкости — противопожарными перегородками 1-го типа и противопожарными перекрытиями (междуэтажными и над подвалом) 3-го типа;
— в зданиях IV степени огнестойкости классов пожарной опасности С0, С1 — противопожарными перегородками 2-го типа и противопожарными перекрытиями 3-го типа;
— в зданиях IV степени огнестойкости классов пожарной опасности С2, С3 помещения категорий В1-В3 — противопожарными перегородками 2-го типа и противопожарными перекрытиями 3-го типа, помещения категорий А и Б — противопожарными перегородками 1-го типа и противопожарными перекрытиями 3-го типа.
Соответственно, место для проведения сварочных работ (сварочная мастерская (пост)) является производственным участком и должно размещаться в отдельном помещении.
Помещение — часть объема здания или сооружения, имеющая определенное назначение и ограниченная строительными конструкциями (п.14 ст.2 Федерального закона от 30 декабря 2009 года N 384-ФЗ «Технический регламент о безопасности зданий и сооружений» (ред. от 02.07.2013)).
В соответствии с ч.9 ст.27 Федерального закона от 22 июля 2008 года N 123-ФЗ «Технический регламент о требованиях пожарной безопасности» (ред. от 23.06.2014) к категории «Г» по пожарной и взрывопожарной опасности относятся помещения, в которых находятся (обращаются) негорючие вещества и материалы в горячем, раскаленном или расплавленном состоянии, процесс обработки которых сопровождается выделением лучистого тепла, искр и пламени.
Соответственно, производственное помещение (сварочная мастерская (пост)) относится к категории «Г» по пожарной и взрывопожарной опасности.
Соответственно, производственное помещение (сварочная мастерская (пост)) категории «Г» по пожарной и взрывопожарной опасности должно отделяться от складского помещения ограждающими конструкциями (перегородками).
Предел огнестойкости преград зависит от степени огнестойкости и класса конструктивной пожарной опасности здания.
Вентиляция сварочного поста согласно ГОСТу и санитарным правилам
При проведении сварочных работ в атмосферу помещения выбрасывается большое количество аэрозолей и газов, образующихся при горении электрода. Находясь в непосредственной близости со свариваемыми деталями, рабочие вдыхают не только загазованный воздух, но и постоянно подвергаются термическому воздействию раскалённого металла. Для создания нормального микроклимата на рабочем месте оборудуется эффективная вентиляция сварочного цеха, главной задачей которой является снижение концентрации вредных примесей до допустимых норм и поддержание температурного режима.
Требования, предъявляемые к вентиляции в помещениях для сварки
Вредные вещества, образующиеся при сварке, имеют температуру выше окружающего воздуха и поднимаются, постепенно загазовывая помещение. Нахождение в такой среде пагубно сказывается на здоровье человека. Для уменьшения влияния вредных факторов обустраивают систему вентиляции с механическим побуждением. На сварочном производстве она должна соответствовать требованиям:
Нахождение в такой среде пагубно сказывается на здоровье человека. Для уменьшения влияния вредных факторов обустраивают систему вентиляции с механическим побуждением. На сварочном производстве она должна соответствовать требованиям:
- Создание и поддержание микроклимата в помещении согласно требованиям СП 1009-73 «Санитарных правил при сварке, наплавке и резке металлов».
- Устранение химических компонентов и выбросов, вышедших за границу рабочей зоны.
- Организация постоянного воздухообмена в сварочном цехе путём подачи свежего воздуха для снижения предельно допустимого содержания сварочных аэрозолей и газов.
Вентиляция сварочного помещения должна быть автономной и работать по разомкнутому циклу. Свежий воздух обязан подаваться в зону сварки, при этом скорость его может быть не более 0,9 м/сек.
При ручной дуговой сварке крупногабаритных деталей сварочный пост должен оборудоваться поворотно-подъемными вытяжными устройствами, располагающимися не выше 35 см от места сварки. Скорость движения воздуха в этом случае должна находиться в пределах 0,5 м/сек.
Скорость движения воздуха в этом случае должна находиться в пределах 0,5 м/сек.
Цеховая система вентиляции должна работать таким образом, чтобы в помещении не оставалось застойных зон.
Местная вытяжка сварочного поста может обеспечить удаление 75% сварочных аэрозолей. Остальные 25% отводятся общеобменной вентсистемой.
Расчёт ПДК (предельно допустимая концентрация) вредных примесей и замер параметров микроклимата проводятся в соответствии с ГОСТ 12.1.005–88 «Общие санитарно-гигиенические требования к воздуху рабочей зоны».
Виды систем вентиляции
Правильно обустроенная вентиляция в сварочном цехе уменьшает концентрацию вредных веществ в атмосфере помещения и минимизирует нанесение вреда окружающей среде. В зависимости от количества рабочих мест и их расположения, выбирается тип и мощность вентиляторов и трассировка воздуховодов. Вытяжные вентагрегаты могут располагаться как на крыше цеха, так и возле него. Забор воздуха приточными агрегатами не должен находиться в зоне выброса загазованной среды.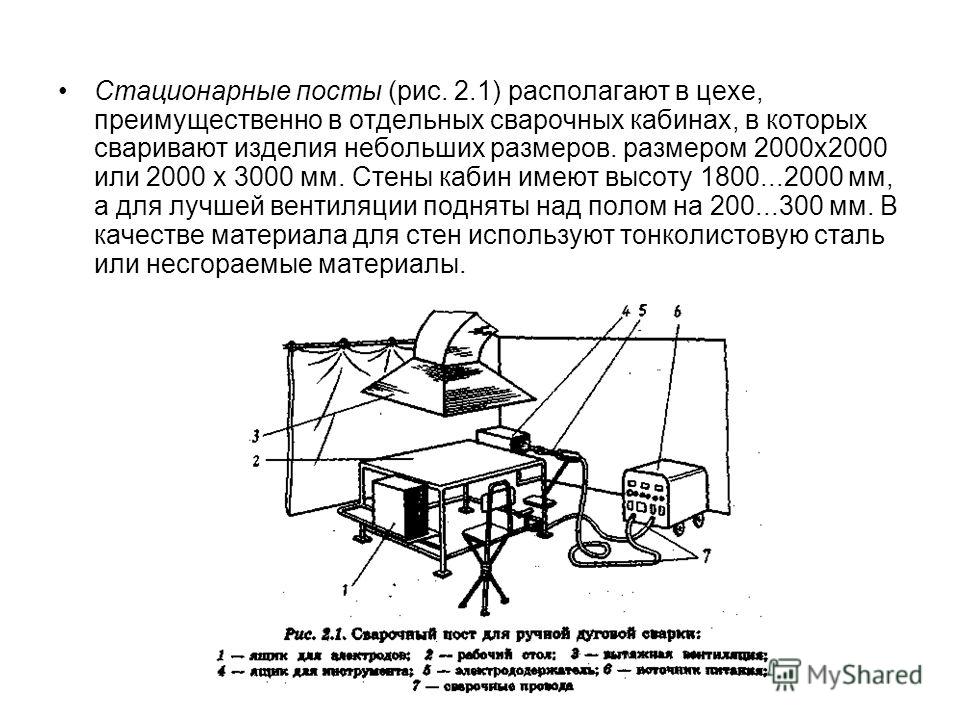
Местная вытяжка
Вентиляция сварочных постов выбирается в зависимости от величины свариваемых деталей и интенсивности работ. От этого будет зависеть количество и состав образующихся газов.
Устанавливать вытяжные зонты над местом сварщика не рекомендуется, т. к. вредные вещества будут проходить через зону его дыхания.
В этом случае лучше применять рабочие столы с отсосом воздуха через колосниковую решётку, обустроенную на его поверхности. При таком виде местной вентиляции вытяжное устройство должно быть снабжено искрогасящим фильтром.
Производительность вытяжной системы рабочего места может достигать 5,5 тыс. м³/час. При сварке или наплавке больших изделий на столах, не оборудованных вытяжными устройствами, удаление сварочных аэрозолей проводится с помощью местных отсосов мобильных фильтровентиляционных агрегатов.
При выполнении некоторых работ применяют подъемно-поворотные вытяжки. Гибкий приёмный шланг диаметром 200 мм шарнирно закреплён на консоли и направляется в необходимую зону. Приёмный патрубок этого устройства может располагаться на расстоянии 7–8 м от места сварщика.
Приёмный патрубок этого устройства может располагаться на расстоянии 7–8 м от места сварщика.
При использовании местных вытяжных устройств приточный воздух должен подаваться в нижнюю часть помещения, а при невозможности — в верхнюю, с последующей доводкой к сварочному посту.
Общеобменная система
Такая система состоит из нагнетающего и вытяжного вентилятора и системы воздуховодов с фильтрами и регулируемыми приточными устройствами. Общеобменная вентиляция должна обеспечивать свежим воздухом цех для уменьшения содержания вредных примесей. Обустройство её обязательно если во время работ используется более 200 г/час электродов на 1 м³ объёма помещения. В противном случае приток свежих воздушных масс обеспечивается естественным путём. В зимнее время наружный воздух должен подаваться в цех с температурой не менее +18 °C.
Устройство общеобменной системы вентилирования предполагает наличие фильтров для очистки загазованной среды перед выбросом наружу. Производительность вентагрегатов подбирается таким образом, чтобы обеспечивался 10-кратный воздухообмен.
Количество удаляемого воздуха должно быть несколько большим, чем приточного, для недопущения загазованности смежных помещений.
Вертикальная скорость передвижения воздушных масс должна составлять более 0,1 м/с. Это является достаточным для перемешивания среды и удаления сварочных аэрозолей из зон вне сварочных постов.
Обустройство вытяжки своими руками
В быту чаще всего сварочные работы проводят в гараже. Поэтому гаражная система немного отличается от вентиляции в сварочном цехе. В её состав входит зонт с вытяжным вентилятором, который устанавливается над сварочным столом. Вытяжное отверстие оборудуют в противоположной от ворот стене, а при невозможности — выводят на крышу. Воздуховод изготавливают из гофротрубы.
При обустройстве самодельной вытяжки следует предусматривать приточный канал, для того чтобы проводить сварку при закрытых гаражных воротах. Эффективность работы системы проверяется опытным путём. В качестве побудителя используют маломощные двигатели на 220 Вольт. Как показала практика, вытяжка, изготовленная своими руками, позволяет вентилировать помещение до уровня, приемлемого для ведения работ.
Как показала практика, вытяжка, изготовленная своими руками, позволяет вентилировать помещение до уровня, приемлемого для ведения работ.
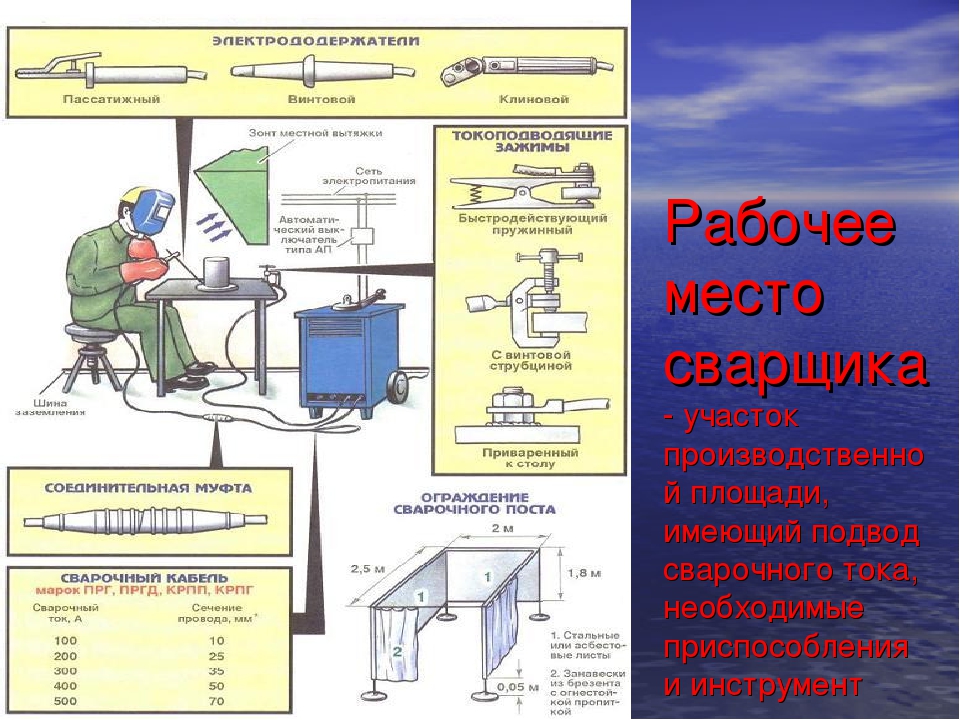
Организация рабочего места сварщика: требования, описания
Довольно большое распространение получили сварочные работы. Они могут применяться как для соединения отдельных элементов, так и для устранения различных дефектов. Сам проводимый процесс несет с собой опасность сварщику и окружающим. Примером можно назвать применения инверторов, которые питаются от электричества. Нарушение техники безопасности и неправильное оборудование рабочего места может привести к поражению электрическим током.
Организация рабочего места сварщикаПредназначение оснащения рабочего места сварщика
Организация рабочего места сварщика – процедура, которая предусматривает обеспечение наиболее благоприятных условий для выполнения сварки. За участок может отвечать один сварщик или целая бригада. Среди особенностей можно отметить следующие моменты:
- Как правило, в качестве места сварщика выступает определенная площадь, находящаяся в сооружении или на месте строительства и ремонта.
- При рассмотрении требований к рабочим местам уделяется больше всего внимание тому, что оно должно быть оснащено требуемыми инструментами и техникой.
- Подготовка рабочего места также предусматривает уборку лишних вещей, которые могут снизить безопасность сварки.
- Организация проводится с учетом того, какого размера и типа обрабатываемая конструкция. Особое внимание уделяется тому, чтобы сварщику или помощникам не пришлось фиксировать обрабатываемые изделия. Это запрещается принятой техникой безопасности.

Схематичное изображение кабины сварщика
В целом можно сказать, что только при правильной организации рабочего места в соответствии с техникой безопасности можно выполнить сварку качественно. При этом учитывается место сварки, условия окружающей среды и многие другие моменты.
Какие выделяют места осуществления сварочных работ
Техника безопасности и многие другие нормативные документы определяют классификацию рабочего места на несколько типов.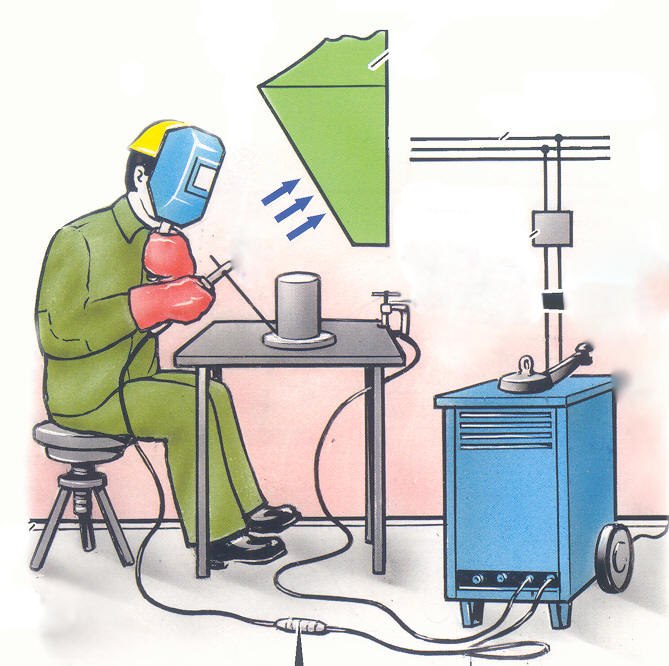 Примером можно назвать нижеприведенную информацию:
Примером можно назвать нижеприведенную информацию:
- Стационарные.
- Нестационарные.
Первый тип чаще всего связан со специальными помещениями в мастерских, второй – передвижные, требующиеся для выезда на место аварии или проведения строительства. Кабина сварщика обустраивается только один раз в соответствии с техникой безопасности, после чего уделяется внимание только техническому состоянию ответственных механизмов и конструкций.
Стационарное рабочее место
Стационарное место сварщика встречается в различных производственных цехах. Они подходят для сваривания небольших изделий. Среди особенностей оснащения подобных помещений можно отметить следующие моменты:
- При правильном оснащении помещений обеспечивается беспрепятственный доступ к заготовкам.
- Поблизости не должны быть распложены взрывоопасные и легковоспламеняющиеся вещества.
- При использовании инверторов, которые работают на горючем веществе, баллоны должны быть расположены вдали от открытого пламени.
- Беспрепятственный доступ должен обеспечиваться расходным материалам, к примеру, электродам и проволоке. Это связано с тем, что во время сварки нужно быстро сменить некоторые элементы.
- Стационарное место подготавливается с учетом того, какие именно элементы будут свариваться между собой. Техника безопасности предусматривает, чтобы рабочее место сварщика обеспечивало неподвижное состояние заготовок во время ее обработки.

Стационарное место сварочных работ
Подготовка проводится при следовании определенной инструкции, которая разрабатывается сотрудником организации.
Передвижной пост
Передвижное место может создаваться для газового и электронного инвертора. Стоит учитывать, что сварочная кабина требуется для его установки в случае повышенной влажности окружающей среды.
Меньше всего проблем возникает при применении газовой сварки.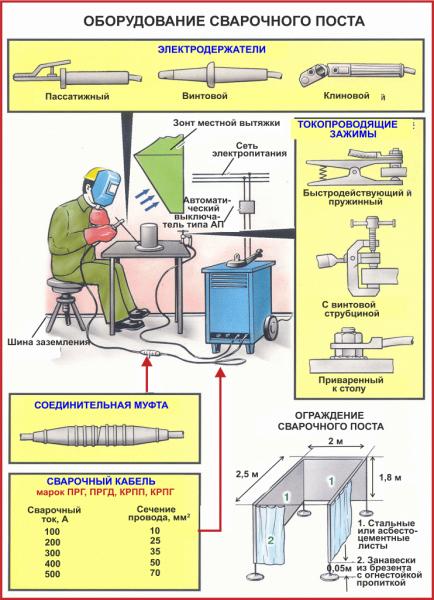 Это связано с тем, что электрическое оборудование должно надежно питаться.
Это связано с тем, что электрическое оборудование должно надежно питаться.
Передвижной пост
Сварочные провода: предназначение, рекомендуемые сечения
Организация сварочного поста предусматривает использование кабеля наиболее подходящего сечения. Этот показатель следует учитывать по следующим причинам:
- Слишком малое сечение приводит к тому, что кабель не выдерживает нагрузку и начинает перегреваться. В результате этого тепло оказывает воздействие на изоляцию, за счет чего она плавится. При сильном повреждении может возникнуть короткое замыкание.
- Кабель большого сечения обходится дорого. При этом они менее практичны в применении, транспортировка и хранение создает много проблем.
Сварочные провода
Выбор кабеля проводится в соответствии с нормативной документации. Организация рабочего места сварщика проводится с учетом того, что кабеля не должны переплетаться, все контакты фиксируются. Кабель и другое электрическое оборудование не должны быть расположены вблизи горючих материалов и воды.
Оптимальные сечения сварочного провода представлены в следующей таблице
Как ранее было отмечено, выбор проводов подбирается в зависимости от мощности используемого сварщиком оборудования. Оптимальный показатель выбирается в соответствии с таблицей.
Таблица сечений кабеля в зависимости от мощности
Использование табличных данных позволяет избежать довольно большого количества проблем. Качественный кабель имеет эффективную изоляцию, которая исключает вероятность короткого замыкания.
Как выбрать электродержатель
Правильно выбрать при организации рабочего места нужно и электродержатель. От его технического состояния зависит, насколько безопасно будет рабочее место и какова производительность труда. Сварочный пост может снабжаться несколькими видами держателей, все зависит от типа проводимых работ.
При выборе подобного устройства уделяется внимание следующим моментам:
- Вес не должен быть более 0,5 килограмм. Слишком тяжелые варианты исполнения усложняют задачу сварщика. При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности.
- Уделяется внимание тому, насколько удобен хват. Для того, чтобы рукоятка не соскальзывала, ее поверхность часто делают рифленой.
- При эксплуатации конструкция не должна сильно нагреваться. В противном случае могут возникнуть проблемы при длительной сварке. Несмотря на то, что сварщик должен использовать специальные рукавицы, сильный нагрев приводит к существенному дискомфорту.
- Поверхность должна быть изолирована, так как подобный элемент должен стать преградой электричеству в случае неполадки. При организации рабочего места уделяется внимание качеству и целостности изоляции.
- Крепление электродов должно быть прочным, так как на момент контакта с поверхностью на них оказывается механическое воздействие.
 При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности.
При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности.Электродержатели
Рекомендуется приобретать оригинальные электродержатели, которые советует производитель для организации рабочего места. Перед каждой работай проверяется состояние конструкции.
Маска электросварщика как средство защиты
Техника безопасности по организации места для сварщиков, предусматривает использование специальных щитков и шлема. При их изготовлении должны учитываться нормы, установленные в ГОСТ 12.4035-78. Среди основных стандартов отметим следующие:
- Конструкция не должна быть тяжелее 0,5 килограмм. В противном случае работы будет проводить сложно.
- Для того чтобы защитить глаза устанавливаются светофильтры. Они делятся на 13 классов, выбор проводится в зависимости от мощности.
- При выборе маски уделяется внимание тому, чтобы она удобно крепилась. Время от времени сварщику приходится ее открывать для визуального осмотра шва.
Маска сварщика
В продаже встречаются самые различные варианты исполнения защитных масок. Более дорогие варианты исполнения характеризуются большей эффективностью. При частом проведении сварочных работ рекомендуется приобретать качественное изделие, так как ультрафиолетовое и другое излучение может навредить здоровью.
Требования к вентиляции
Нужно уделять внимание и эффективности вентиляции при организации места, особенно в случае работы с газовым аппаратом. Ее предназначение заключается в удалении теплого воздуха и подвода холодного, который требуется для охлаждения инструментов и техники.
При работе может образовываться достаточно большое количество токсичных газов. При высокой их концентрации есть вероятность отравления. Если концентрация газов высока, то есть вероятность их детонации.
Как правило, искусственная вентиляция представлена воздуховодами, которые подводят и отводят воздух. Для повышения эффективности работы устанавливается вентилятор. Проблем с охлаждением оборудования и загазованностью практически не возникает в случае, когда работы проводятся на улице.
Требования к специальной одежде
Индивидуальным средством защиты можно считать специальную одежду. Она изготавливается с учетом особенностей обработки металла, а также возможном воздействии. К комплект входит:
Она изготавливается с учетом особенностей обработки металла, а также возможном воздействии. К комплект входит:
- Рукавицы.
- Специальная обувь.
- Куртка.
- Рукавицы.
- Брюки.
Спецодежда сварщика
В большинстве случаев при их изготовлении применяется брезент, в который добавляется асбест. За счет подобного состава поверхность становится намного устойчивой к попаданию расплавленного металла.
Преимущества сварочных штор
Большой популярностью пользуются специальные шторки. Они позволяют существенно упростить работу, разделить участок на несколько секторов. К особенностям подобной оснастки можно отнести следующие моменты:
- При изготовлении применяется огнеупорная ткань.
- Используемый материал также может выдержать несущественно механическое воздействие.
Разнообразие сварочных штор
Выделяют несколько вариантов исполнения подобной оснастки, каждая характеризуется своими особенностями.
Сплошная стандартная штора
Чаще всего устанавливаются сплошную штору. Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
- Визуальная защита и преграда ультрафиолетовому излучению.
- Защита окружения от брызг и расплавленного металла.
- Снижается отрицательное воздействие воздушных боковых потоков.
Сплошная стандартная штора
При выборе наиболее подходящей шторы уделяется внимание ширине швов, толщине материала и некоторым другим моментам.
Полосовая сварочная штора
Защитная штора выбирается при учете различных параметров. Основными можно назвать:
- Толщина и тип материала. Некоторые ткани характеризуются повышенной устойчивостью к воздействию температуры.
- Качественные варианты исполнения прошиваются.
- Тип несущей конструкции.
Полосовая сварочная штора
Установить подобную защиту можно быстро, после завершения процесса ее быстро собирают. Несущий элемент изготавливается из коррозионностойкого металла.
Требования к помещениям для сварочных установок и сварочных постов
Требования к помещениям для сварочных установок и сварочных постов
Вопрос. Что должно быть предусмотрено в помещениях для электросварочных установок?
Ответ. Должны быть предусмотрены проходы шириной не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно (7.6.36).
Вопрос. Какой должна быть площадь отдельного помещения для электросварочных установок?
Ответ. Должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост (7.6.37).
Вопрос. Где должны быть размещены сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах?
Ответ. Должны быть размещены в специальных кабинах со стенками из несгораемого материала. Глубина кабины должна быть не менее двойной длины, а ширина – не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2×1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены (7.6.38).
Должны быть размещены в специальных кабинах со стенками из несгораемого материала. Глубина кабины должна быть не менее двойной длины, а ширина – не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2×1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены (7.6.38).
Вопрос. При каком условии допускается выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке?
Ответ. Допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м (7.6.39).
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРесТребования для выполнения сварки TIG:
Введение:
Чтобы понять, как выполнять сварку TIG в вашем гараже Welding , вам необходимо сначала понять, что такое сварка и как она работает в целом.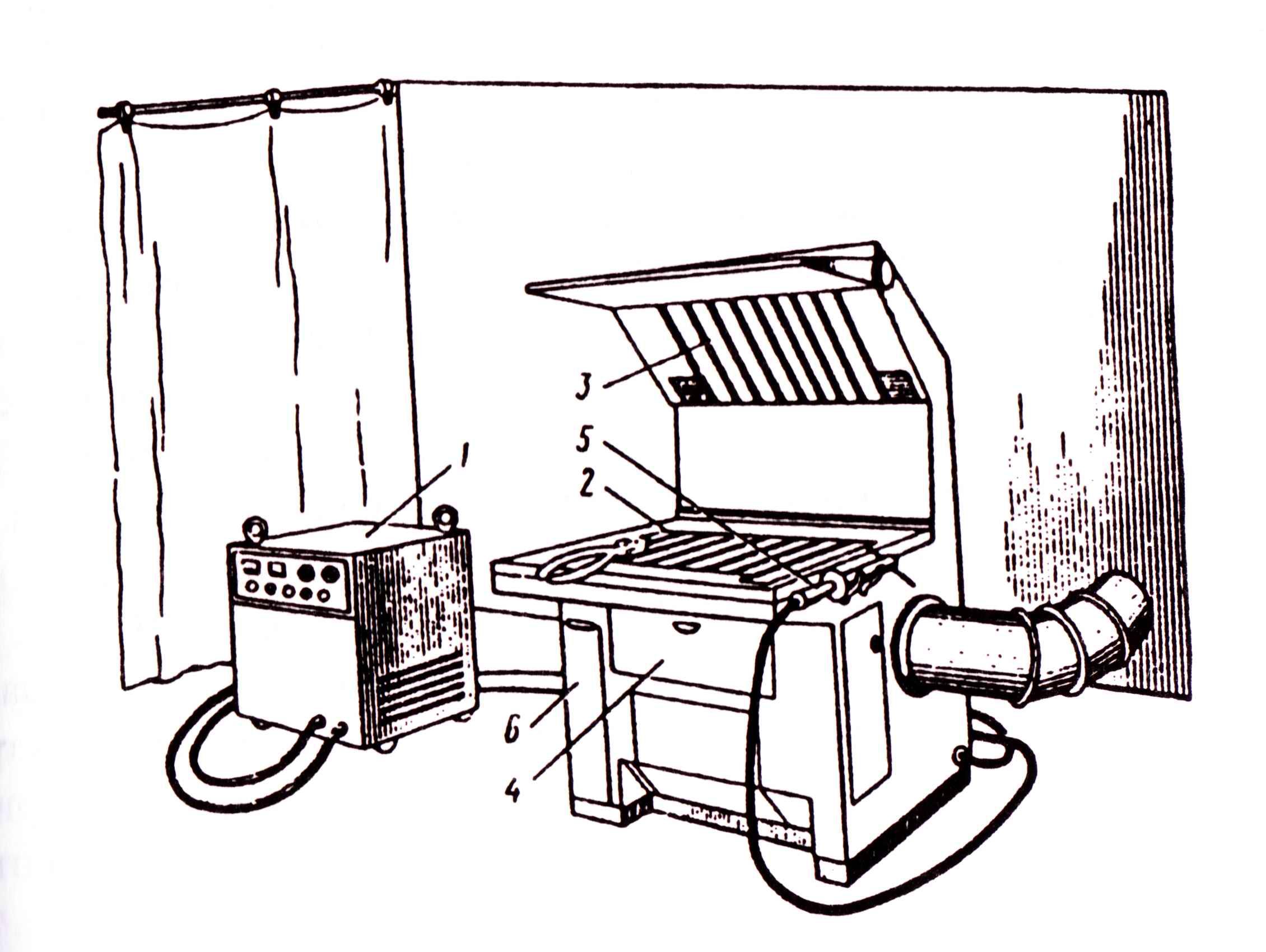 Базовые знания очень важны на начальном этапе, чтобы начать практиковать что-либо в этом отношении. Нет никаких ярлыков, чтобы стать идеальным сварщиком . Это сочетание теоретических и практических знаний, которые делают человека идеальным в любом деле.Это справедливо даже в случае сварки . Сварка — это искусство, которое невозможно усовершенствовать за одну ночь. Чтобы овладеть искусством сварки , требуются колоссальный опыт и практика.
Базовые знания очень важны на начальном этапе, чтобы начать практиковать что-либо в этом отношении. Нет никаких ярлыков, чтобы стать идеальным сварщиком . Это сочетание теоретических и практических знаний, которые делают человека идеальным в любом деле.Это справедливо даже в случае сварки . Сварка — это искусство, которое невозможно усовершенствовать за одну ночь. Чтобы овладеть искусством сварки , требуются колоссальный опыт и практика.
Вся концепция может быть упрощена как искусство соединения двух или более деталей из металла или сплава с помощью расплавленного раствора, который затвердевает при охлаждении для образования связи между ними. Таким образом, это очень важный компонент тяжелого производства, а сталь и железо произвели революцию в нашей жизни, позволив нам создавать прочные предметы или вещи, которые мы используем в повседневной жизни для нашего выживания.Он сделал выживание намного проще, чем это было несколько веков назад, и упростил жизнь, позволяя человеку быть более интеллектуальным и творческим, чтобы максимально использовать его. Существует много различных видов сварки . Сварка TIG — одна из них. Существуют определенные требования и процедуры, которые необходимо соблюдать, чтобы практиковать сварку TIG и совершенствовать ее. Давайте посмотрим на них.
Существует много различных видов сварки . Сварка TIG — одна из них. Существуют определенные требования и процедуры, которые необходимо соблюдать, чтобы практиковать сварку TIG и совершенствовать ее. Давайте посмотрим на них.
Сварка TIG:
TIG сварка — это сокращение от Tungsten Inert Gas Welding .Обычно он используется для сварки более тонких деталей из нержавеющей стали. Нержавеющая сталь широко используется в кухонной посуде, и ее можно найти почти в каждом доме. Таким образом, ежегодно обрабатывающая промышленность производит несколько миллионов изделий из нержавеющей стали. Вольфрамовый электрод производит сварку, чтобы сделать необходимое. Инертный газ, например аргон, используется для защиты зоны сварки от загрязнения. Сварка TIG — это наиболее сложный вид сварки , который нужно изучить, и он требует больших навыков. Но это дает больший контроль для получения более качественных сварных швов и красивой отделки изделий, произведенных с помощью процедуры сварки TIG.
Но это дает больший контроль для получения более качественных сварных швов и красивой отделки изделий, произведенных с помощью процедуры сварки TIG.
Давайте посмотрим на требования к сварке TIG:
1. Настройки аппарата:
Ваш сварочный аппарат должен быть настроен на DCEN (отрицательный электрод постоянного тока), также известный как прямая полярность, для любой заготовки, которую необходимо сваривать, если материал не является алюминием или магнием. На запуск устанавливается высокая частота, которая в наши дни встроена в инверторы.Постпоток должен быть установлен минимум на 10 секунд. При наличии A / C устанавливается значение по умолчанию, совпадающее с DCEN. Установите контактор и переключатели силы тока на дистанционные настройки. Если материал, который необходимо сваривать, представляет собой алюминий, полярность должна быть установлена на A / C, баланс A / C должен быть установлен примерно на 7, а высокочастотное питание должно быть непрерывным.
2. Защитный газ:
Сварка TIG использует инертный газ для защиты зоны сварки от загрязнения.Таким образом, этот инертный газ также указывается как защитный газ. Во всех случаях это должен быть аргон и никакой другой инертный газ, такой как неон, ксенон и т. Д., Особенно если должна выполняться сварка TIG . Он должен быть установлен около 15 кубических футов в час. Для сварки алюминия только можно использовать комбинацию аргона и гелия 50/50.
3. Горелка:
Горелки TIG бывают двух типов. У вас есть горелки TIG с воздушным охлаждением и горелки TIG с водяным охлаждением .Также они бывают разных размеров. Для лучшего контроля лучше всего подходят горелки TIG меньшего размера , если у вас нет большого опыта и навыков сварки . Эти фонари также бывают с разными настройками силы тока. Горелка для сварки TIG с водяным охлаждением, 250 ампер, намного лучше, чем горелка для сварки TIG , 100 ампер, , поскольку она сравнительно меньше.
Горелка для сварки TIG с водяным охлаждением, 250 ампер, намного лучше, чем горелка для сварки TIG , 100 ампер, , поскольку она сравнительно меньше.
4. Электроды:
Для сварки TIG подразумевается, что электроды, которые вы используете для сварки TIG , должны быть сделаны из вольфрамового элемента.Он должен быть очень острым и довольно чистым. Поэтому следите за тем, чтобы он всегда был в хорошем состоянии в вашем гараже. Очищайте его правильно и регулярно с помощью подходящих чистящих средств. Для выполнения сварки TIG лучше всего подойдет ленточный шлифовальный станок или 4,5-дюймовый шлифовальный станок. Если вы свариваете алюминиевых заготовок , вам просто нужно скруглить наконечник шлифовальной машиной. Вольфрамовые электроды должны иметь сквозное отверстие. 2% торирования более чем достаточно для сварки практически всего и вся. Торий радиоактивен, и в качестве защитных мер вы также можете использовать электрод с 2% латанатом, чтобы все сварить. Для сварки достаточно всего, что требует менее 90 ампер переменного тока с 1/16-ю вольфрамовыми электродами. Для источника тока, измеряющего более 90 ампер, требуется 3/32 вольфрамовых электродов , в то время как для всего, что превышает 200 ампер, требуется 1/8 вольфрамовых электродов.
Торий радиоактивен, и в качестве защитных мер вы также можете использовать электрод с 2% латанатом, чтобы все сварить. Для сварки достаточно всего, что требует менее 90 ампер переменного тока с 1/16-ю вольфрамовыми электродами. Для источника тока, измеряющего более 90 ампер, требуется 3/32 вольфрамовых электродов , в то время как для всего, что превышает 200 ампер, требуется 1/8 вольфрамовых электродов.
5. Сварочный стержень:
Существует три различных стержня TIG , которые можно использовать для сварки TIG .В 90% случаев вы можете сварить что угодно. Обычно сварочный стержень 308 используется для сварки нержавеющей стали , E70S2 для низкоуглеродистой стали и модели 4130 или 4043 используются для сварки алюминия . В большинстве случаев этих стержней более чем достаточно для сварки TIG. Тем не менее, существуют специальные сварочные стержни для конкретных применений и использования. Вам необходимо следовать инструкциям и понимать, какое приложение вы выполняете, для которого требуется необходимая процедура сварки TIG .Исходя из этого, вам нужно выбрать сварочный стержень.
Вам необходимо следовать инструкциям и понимать, какое приложение вы выполняете, для которого требуется необходимая процедура сварки TIG .Исходя из этого, вам нужно выбрать сварочный стержень.
6. Техника:
Итак, вы ознакомились с требованиями для выполнения сварки TIG. Это еще не конец. Для выполнения сварки TIG необходимо соблюдать определенные правила техники и положения. Это дает вам лучший контроль и ожидаемые результаты и в то же время защищает вас, пока вы выполняете процедуру. Держите резак так, как будто вы держите ручку, наклоните его примерно на 10 градусов, кончик вольфрама должен быть приподнят примерно на 1/4 дюйма от металла, наденьте сварочный шлем и нажмите на педаль.Как только дуга установится, увеличьте нагрев, нажав на педаль. Все должно быть постепенным и плавным с точки зрения перехода.
Все подробности относительно сварочных процедур , а также сварочного оборудования можно найти на сайте www. everlastgenerators.com. Используйте его с умом.
everlastgenerators.com. Используйте его с умом.
Сварочное руководство по энергоэффективности
Руководство по сварке по энергоэффективности Меню- Оборудование
- Сварщики
- Механизмы подачи проволоки
- Сварочный интеллект
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
- Удаление дыма
- Тренировочное оборудование
- Технологии
- Легкость использования
- Продуктивность
- Оптимизация и производительность
- Безопасность
- Голова и лицо
- Рука и тело
- Сварочный дым
- Перегрев
- Аксессуары
- Аксессуары
- Расходные материалы
- Отрасли
- Отрасли
- Приложения
- Ресурсы
- Поддержка
- Около
- Ресурсы
- Руководства по сварке
- Сварочное образование и обучение
- Учебные материалы
WPS — Спецификация процедуры сварки
Если для выполнения сварочных работ требуется WPS, мы можем помочь вашей компании в его подготовке.
WPS может быть подготовлен без предварительной проверки технических требований к процедуре сварки. Для сварочных работ в напорных системах и стальных конструкциях требуется, чтобы WPS относилось к процедуре сварки.
Подготовка WPS
WPS изготавливаются с учетом требований к практическим сварочным работам и требуемых стандартов и спецификаций. Здесь важно, чтобы ваша компания предоставляла правильную информацию в диалоге со сварочным персоналом FORCE Technology, чтобы можно было указать процесс сварки, основные материалы, материалы наполнителя и сварочные данные, и чтобы сварочные работы могли выполняться на практике сварщиками компании. .
Кроме того, необходимо гарантировать, что сварные швы выполнены визуально приемлемыми, и что требуемые свойства материалов сварного соединения и основного материала достигаются.
Существует три типа WPS:- WPS без опыта тестирования технических требований к процедуре сварки. можно использовать для сертификации сварщиков, но они также могут быть подготовлены в сочетании с испытанными сварочными материалами для наполнителя или предыдущим опытом сварки.
- WPS с опытом проведения испытаний спецификаций процедур сварки подготовлены в соответствии с действующим стандартом для испытаний процедур и данными WPQR, который является сертификатом для испытаний процедур, а WPQR — сокращенно от записи аттестации процедуры сварки.
- pWPS — это предварительный WPS , используемый в качестве рабочего описания для сварки контрольных образцов для испытаний на сварку. В принципе, его готовят так же, как и упомянутые выше WPS, но может потребоваться заранее рассчитать различные параметры сварки, чтобы гарантировать, что требуемые свойства материалов в сварном соединении и основных материалах будут достигнуты. В случае, если требуются различные сварочные процедуры, часто может быть выгодно рассмотреть различные толщины и диаметры материала, чтобы минимизировать количество WPQR.
 можно использовать для сертификации сварщиков, но они также могут быть подготовлены в сочетании с испытанными сварочными материалами для наполнителя или предыдущим опытом сварки.
можно использовать для сертификации сварщиков, но они также могут быть подготовлены в сочетании с испытанными сварочными материалами для наполнителя или предыдущим опытом сварки.
Выпуск WPS
Сварочный персонал, который готовит WPS, одобрен внутри компании FORCE Technology, обучен и имеет международное сварочное образование EWF / IIW, диплом или аналогичный, что дает вам уверенность в том, что выданные WPS соответствуют европейским / международным требованиям и возможным требованиям клиентов. . WPS выпускается в бумажном формате с логотипом компании.
Стандарты для WPS (и процедур сварки)
WPS подготовлены в соответствии с европейскими и международными стандартами:
- DS / EN ISO 15607 Общие правила для WPS и WPQR
- DS / EN ISO 15609-1 WPS для дуговой сварки
- DS / EN ISO 15609-2 WPS для газовой сварки
- DS / EN ISO 15609-3 WPS для электронно-лучевой сварки
- DS / EN ISO 15609-4 WPS для лазерной сварки
- DS / EN ISO 15609-5 WPS для контактной сварки
- DS / EN ISO 14555 Приварка металлических материалов шпильками
- DS / EN ISO 15620 Сварка трением металлических материалов
- DS / EN ISO 15610 Аттестация на основе испытанных сварочных материалов
- DS / EN ISO 15611 Квалификация на основе предыдущего опыта
- DS / EN ISO 15612 Аттестация путем утверждения стандартной процедуры сварки
- DS / EN ISO 15613 Аттестация на основе предпроизводственного испытания на сварку
- DS / EN ISO 15614-1 WPQR для дуговой сварки стали и никеля
- DS / EN ISO 15614-2 WPQR для дуговой сварки алюминия
- DS / EN ISO 15614-3 WPQR для сварки плавлением чугуна
- DS / EN ISO 15614-4 WPQR для чистовой сварки алюминиевых отливок
- DS / EN ISO 15614-5 WPQR для дуговой сварки титана и циркония
- DS / EN ISO 15614-6 WPQR для дуговой и газовой сварки меди
- DS / EN ISO 15614-7 WPQR для наплавки
- DS / EN ISO 15614-8 WPQR для сварки труб с соединениями трубной плиты
- DS / EN ISO 15614-10 WPQR для гипербарической сухой сварки
- DS / EN ISO 15614-11 WPQR для электронной и лазерной сварки
- DS / EN ISO 15614-12 WPQR для точечной, шовной и выступающей сварки
- DS / EN ISO 15614-13 WPQR для контактной, стыковой и оплавленной сварки
 Ниже приведены некоторые примеры:
Ниже приведены некоторые примеры: - Banenorm BN2-63-1f Утверждение процедуры сварки рельсовых путей
- DS / EN 14730-1 Железные дороги — Путь — Алюминотермическая сварка рельсов — Часть 1: Утверждение сварочных процессов
- Квалификация ASME IX Сварка, пайка и плавление
- AWS D1.1 Кодекс структурной сварки — сталь
- AWS D1.2 Кодекс структурной сварки — алюминий
- AWS D1.6 Кодекс структурной сварки — нержавеющая сталь
- DS / EN 13134 Пайка твердым припоем — утверждение процедуры
- Maersk Oil MOTS 12 Сварка и неразрушающий контроль сварных швов
- Energinet.dk Сварка трубопроводов и сварка трубопроводов на предприятиях
- Danske Kraftværkers Fællesbetingelser for svejsearbejde på rørsystemer
- NORSOK M-101 Изготовление металлоконструкций (www. standard.no)
- NORSOK M-601 Сварка и проверка трубопроводов (www.standard.no)
- DNV Regelsæt (www.dnvgl.dk)
- Директива PED по оборудованию, работающему под давлением.
 standard.no)
standard.no)Системы давления
Если это требуется в PED, сварка испытательного образца должна быть проверена уполномоченной третьей стороной.
FORCE Certification A / S с регистрационным номером 0200 является таким органом, гарантирующим, что WPQR может использоваться для оборудования, работающего под давлением. В дополнение к WPQR может быть подготовлено AOPJ, «Утверждение постоянного присоединения», с указанием диапазона действия / объема основных переменных WPQR.