10 советов, которые помогут начинающему TIG сварщику
TIG сварка (Tungsten Inert Gas) получает все большее распространение благодаря исключительному качеству сварных соединений. Но, к сожалению, в массовом производстве она практически не применяется. Это вызвано тем, что она имеет низкую производительность и все работы на ней, зачастую, производятся вручную. А где люди, там и человеческий фактор, поэтому каждый сварщик, который работает с TIG сваркой должен знать эти 10 простых правил:
Чистота — залог здоровья
Для TIG сварки, как ни для какой другой, важна чистота зоны сварки, поскольку любые загрязнения приведут к потере качества шва, который наносится. В случае сварки алюминия, даже если травление производилось за несколько часов до начала сварки, перед самим процессом желательно еще раз пройтись щеткой, чтобы уничтожить новообразовавшуюся оксидную пленку, так как в процессе сварки металл становится очень чувствительным к подобного рода загрязнениям.
Правильно подобранный электрод — хороший электрод
Не смотря на то, что TIG сварка практически не расплавляет электрод, как обычные способы, но химический состав, диаметр и заточка электрода всё же имеют значение.
Если в случае с диаметром все более-менее понятно: тоньше материал — меньше диаметр электрода, то с химическим составом возникают вопросы. Так решим же их, рассмотрев различия в трёх самых популярных типах электродов:
Чистый, нелегированный вольфрам (обозначается зеленой меткой на электроде)
Чистый вольфрам обычно используется для сварки алюминия, поскольку прекрасно работает на переменном токе и может использоваться со всевозможными защитными газами. К недостаткам можно отнести сравнительно быстрое расходование (сгорание) по сравнению с другими типами электродов, но это с лихвой компенсируется низкой стоимостью электродов из чистого вольфрама.
Торированный вольфрам (обозначается красным)
Главным преимуществом торированного электрода перед представленным ранее чистым вольфрамовым, является лучшая стабильность работы на постоянном токе. Эти электроды так же могут использоваться на переменном токе, но только на небольших толщинах. Главный их недостаток — небольшое радиоактивное излучение, поэтому они нуждаются в особых условиях хранения и работы с ними.
Эти электроды так же могут использоваться на переменном токе, но только на небольших толщинах. Главный их недостаток — небольшое радиоактивное излучение, поэтому они нуждаются в особых условиях хранения и работы с ними.
Лантанированный вольфрам (обозначается синим)
Этот тип электродов отличается удобством использования — на них значительно проще зажигать и удерживать дугу, лучше сохраняется форма заточки наконечника. Также к плюсам можно отнести значительную износостойкость и, как следствие, меньшее потребляемое количество на единицу шва.
Знай с чем работаешь
При сварке ответственных конструкций крайне важно знать, с какой толщиной и маркой металла ведется работа, поскольку в зависимости от этих факторов нужно подбирать присадочную проволоку, электрод и тип заточки. Соответственно, чем больше ответственность шва, тем более скрупулёзно нужно подходить к выбору используемого материала.
Постоянный или переменный?
Тип тока, который используется при сварке, сильно влияет на конечный результат.
Для сварки алюминия и магния обычно используется переменный ток. Обусловлено это тем, что постоянная перемена полярностей обуславливает разрушение оксидной пленки, которой покрывается металл (Т° плавления алюминия — 660°С, а Т° плавления оксидной плёнки — около 2000°С).
В остальных же случаях допускается использование постоянного тока.
Правильно затачивать тоже надо уметь
В зависимости от материала, который сваривается, нужно по-разному готовить электрод. В случае со сваркой стальных листов средней толщины, достаточно просто заточки «в половину» (электрод толщиной 3 мм заточить до 1.5 мм). Это помогает сфокусировать дугу и улучшить точность позиционирования. Чем тоньше метал — тем острее нужна заточка. Для переменного тока необходимо несколько закруглить конец, для постоянного — плоская заточка. И еще: затачивать нужно, чтобы канавки оставались по длине электрода, а не в поперёк, поскольку так дуга будет гореть намного более сфокусировано.
Так же нужно не забывать, что электрод изнашивается, поэтому нужно контролировать его состояние (при необходимости затачивать и следить за его чистотой)
Регулирование силы тока
В большинстве современных сварочных аппаратов для TIG сварки существует автоматическая система регулирования силы тока, но что делать, если в аппарате её не предусмотрено, а шов нужно нанести? При ручном управлении силой тока, рекомендуется начинать процесс с как можно большей силой, и только после образования сварной ванны уменьшать её до комфортных значений.
Правильное движение
Для TIG сварки, как ни для какой другой, важно, как происходит перемещение сопла. Чтобы начать нанесение шва, необходимо разместить сопло под углом 90° относительно шва. После формирования сварочной ванны угол уменьшается до 70-80°.
Осторожно с алюминием
При работе с алюминием нужно быть предельно осторожным, поскольку он обладает значительной теплопроводимостью и не имеет цветов побежалости. Поэтому при сварке алюминия травмоопасность значительно выше, чем при сварке других металлов.
Учитывай форму соединения
Различные соединения требуют различного подхода. При сварке внахлестку, к примеру, необходимо увеличить фокусировку тепла на торцах, поскольку это позволит обеспечить максимальную прочность при минимальном тепловложении. Так же необходимо учитывать форму шва при добавлении присадочного материала (больше тепла — больше присадочного металла).
Больше практики
Ничто так не помогает при TIG сварке, как опытная рука. Ведь даже прочтя все теоретические рекомендации, но взяв держак и присадочную проволоку впервые в жизни, идеальный шов никак не получится. Поэтому, перед тем, как приступать к сложным и ответственным швам необходимо попрактиковаться.
Поэтому, перед тем, как приступать к сложным и ответственным швам необходимо попрактиковаться.
Сварка алюминия и его сплавов
Алюминий – это цветной металл светло-серого цвета, который нашёл массовое применение во всех отраслях. Алюминий имеет малый вес, легко поддаётся механической обработке, его легко отливать, ковать, а также варить. Хотя у него есть особенности, которые затрудняют процесс сварки, но об это позже.
Алюминий обладает хорошей пластичностью даже при минусовой температуре. Хорошо проводит электрический ток (4 раза лучше чем сталь) и обладает высокой теплопроводностью (в 3 раза лучше проводит тепло чем сталь). Благодаря окисной плёнке, которая образуется на поверхности металла, обладает высокой устойчивостью к коррозии. Также эта плёнка негативно влияет на сварку алюминия и его сплавов.
Температура плавления алюминия 660 ºC, но не всё так просто! Алюминий имеет на своей поверхности плёнку из оксида алюминия. Образуется она при взаимодействии алюминия с кислородом. Температура плавления оксида алюминия составляет 1982 C, что почти в три раза превышает температуру плавления чистого алюминия.
Образуется она при взаимодействии алюминия с кислородом. Температура плавления оксида алюминия составляет 1982 C, что почти в три раза превышает температуру плавления чистого алюминия.
Основная задача перед тем как приступить к сварке или пайки, это удаление оксидной плёнки с поверхности металла. Удаление защитной плёнки является неотъемлемой частью технологии сварки и устраняется несколькими способами:
- механическим;
- химическим;
- электрическим способом.
Механический способ является самым простым и доступным. К такому способу относится обработка поверхности металлической щёткой, напильником или наждачной бумагой.
К химическому способу удаления оксидной плёнки относится травление металла. Травление осуществляется специальными щелочными растворами, которые наносят на поверхность металла. А также применяются сварочные флюсы в процессе сварки или пайки.
К электрическому способу относится сам процесс сварки, при котором происходит разрушение оксидной плёнки. Отличным примером такого способа является аргонодуговая сварка алюминия на переменном токе. При использовании переменного тока, происходит интенсивное разрушение окислив с поверхности металла.
Отличным примером такого способа является аргонодуговая сварка алюминия на переменном токе. При использовании переменного тока, происходит интенсивное разрушение окислив с поверхности металла.
Химический способ является самый эффективным. Но по причине того, что алюминий быстро окисляется, не стоит затягивать процесс сварки. Рекомендуется в течении 2-3 часов произвести процесс сварки или пайки.
Выполнить сварку алюминия и его сплавов можно разными способами. Основные из них: аргонодуговая TIG, полуавтоматическая в среде защитных газов, ручная дуговая и газовая сварка. Также алюминий можно паять.
Аргонодуговая сварка алюминия
Аргонодуговая сварка алюминия выполняется вольфрамовым электродом в защитном газе аргоне. Лучшим вариантом будет применение смеси аргона и гелия. Дело в том, что гелий имеет более высокую теплопроводность, а это позволяет нагреть сварочную ванну до больших температур. Отлично подходит для деталей из тонколистового алюминия.
Как говорилось выше, сварку выполняется на переменном токе высокой частоты. Допускается небольшое выступание вольфрамового электрода из сопла. TIG сварка алюминия производится короткой дугой. Не допускается касание электрода поверхности расплавленной ванны. Это приведёт электрод к негодности.
Возможно выполнять сварочные работы постоянным током прямой полярности. Использование постоянного тока может принести некоторые проблемы (в частности, тяжелое зажигание и поддержка дуги, разбрызгивание металла, большой расход присадочного материала и т.д.). Поэтому дл я сварки алюминия лучше применять переменный ток, или постоянный обратной полярности.
Перед сваркой необходимо выполнить качественное травление поверхности металла. Более подробную технологию и режимы сварки алюминия, производимую аргонодуговой сваркой можно прочесть здесь.
Ручная дуговая сварка алюминия
Ручная дуговая сварка алюминия выполняется электродами разного диаметра. Такой тип соединения применяется для неответственных изделий.
Такой тип соединения применяется для неответственных изделий.
Чтобы заварить алюминий электродом, понадобится инвертор и алюмо-кремниевые электроды марок E 4043 или E 4047. Основная задача сварочных электродов – устранение небольших повреждений участков изделия в полевых условиях. Такой способ применяется крайне редко.
Полуавтоматическая сварка в среде защитного газа (MIG)
Также можно сварить алюминий полуавтоматом. Сварку таким способом производят на постоянном токе обратной полярности. В качестве защитного газа выступает аргон. Он обеспечивает хорошую защиту сварочной ванны и стабильное горение дуги. В качестве наплавляемого материала применяется специальная проволока для сварки алюминия (СвAМг5, СвАМг6).
Хорошо использовать инверторные аппараты, которые снабжены специальным программным обеспечением, которое позволяет работать с алюминием. В таких устройствах заложены оптимальные режимы работы с таким металлом.
В таких устройствах заложены оптимальные режимы работы с таким металлом.
Наклон горелки при таком способе сварки – 30º относительно поверхности металла. Сварку можно выполнять без сопутствующих колебательных движений.
При V – образной разделке корень шва варить короткой дугой.
Газовая сварка алюминия
Для газовой сварки алюминия применяют газовые горелки. В качестве горючего гага используют ацетилен. Для раскисления сварочной ванны применяются специальные флюсы, которые способен растворить окись алюминия. В качестве присадки можно применить сплав алюминия и силиция (кремния).Для газовой сварки применяют присадочные прутки. Более подробную технику сварки алюминия горелкой можно прочесть здесь.
Информация о методе техника сварки tig
Сварочный процесс по методу TIG имеет ряд технологических особенностей. Эти особенности следует учитывать перед началом работы.
В первую очередь важно очистить свариваемые кромки от ржавчины, краски, масла или других загрязнителей. На алюминиевых заготовках необходимо удалять оксидную пленку, образовавшегося после травления. Это важно потому, что в процессе TIG-сварки значительно повышается чувствительность металла к загрязнениям.
На алюминиевых заготовках необходимо удалять оксидную пленку, образовавшегося после травления. Это важно потому, что в процессе TIG-сварки значительно повышается чувствительность металла к загрязнениям.
TIG-сварка – это сварка неплавящимся вольфрамовым электродом. Работу следует проводить хорошо заточенным электродом, подобранным по диаметру и химическому составу. Диаметр электрода зависит от толщины свариваемых материалов: чем тоньше металл, тем меньше должен быть диаметр электрода. По химическому составу различают три основных типа вольфрамовых электрода:
- нелегированный (чистый) вольфрамовый электрод – используется для работы на переменном токе и подходит для всех защитных газов, идеально подходит для сварки алюминия, но быстро расходуется,
- электрод из торированного вольфрама – используется для работы на постоянном токе, при работе с переменным током подходит только для тонких материалов, требуют особых условий хранения из-за радиоизлучения,
- электрод из лантанированного вольфрама – отличаются повышенной износостойкостью и сохранением заточки, а также позволяют удобно зажигать и поддерживать дугу.


Электрод для TIG-сварки крепится внутри горелки в цанге. Инертный газ подается через сопло горелки. Дуга зажигается между электродом и свариваемым материалом. Розжиг может проводиться тремя способами: проведением по металлу, точечным касанием (Lift TIG) или бесконтактным способом. Наиболее удобный третий вариант, но он используется только в дорогих устройствах для TIG-сварки. Способы с касанием являются более дешевыми, но проведение иглы по металлу ведет к быстрому притуплению электрода, а также могут вызвать прилипание электрода к материалу. В большинстве аппаратов сейчас применяется способ Lift TIG.
Техника TIG-сварки предполагает точное соблюдение расположение и перемещение горелки. В начале сопло горелки относительно сварного шва должно быть расположено под углом 90 Движение горелки также влияет на качество шва: горелка должна перемещаться вдоль оси шва без поперечных движений.
Движение горелки также влияет на качество шва: горелка должна перемещаться вдоль оси шва без поперечных движений.
Формирование сварного шва происходит за счет материала изделий или с использованием присадочной проволоки. Материал изделий используется в тех случаях, когда свариваемые детали максимально придвинуты друг к другу без зазора, а на концах имеются кромки. Если между изделиями есть зазор, то шов формируется за счет присадочной проволоки. Электрод и проволока не должны покидать области защитного газа для защиты от насыщения зоны сварки кислородом.
Проволока может подаваться вручную или автоматически в зависимости от вида оборудования и используемой техники TIG-сварки. Главное требование – плавная подача проволоки для снижения риска разбрызгивания металла и размещение проволоки перед горелкой. Присадочная проволока подбирается максимально близко по составу к свариваемым материалам.
сварка, как в домашних условиях, чем, газовой горелкой, неплавящимися и обычными электродами, особенности, без аргона, флюс своими руками – Определенных металлов на Svarka.
 guru
guru Благодаря таким уникальным свойствам алюминия, как доступность, легкость, прочность, коррозионная стойкость, высокая электро- и теплопроводность изделия из алюминиевых сплавов широко применяются в самых разных областях. Основным способом создания неразъемных соединений для таких конструкций служит сварка.
По причине ряда свойств, которыми обладает алюминий, сварка его – достаточно сложный процесс. Как и чем сварить алюминий и его сплавы? Для того применимы практически все основные виды создания сварных соединений.
Свойства алюминия
Перед тем как приступать к сварке алюминия аргоном, пошаговая инструкция для начинающих которой будет рассмотрена далее, следует ознакомиться со свойствами этого материала.
Алюминий без примесей проводит ток в 4 раза лучше, чем сталь. Тепло этот материал проводит с показателем 2,2 Вт/(см∙К). У стали, например, он составляет 0,6 Вт/(см∙К). Это должно учитываться мастером, когда проводится сварка алюминия аргоном. Для начинающих пошаговая инструкция должна выполняться вплоть до мельчайших подробностей.
Часто применяемыми сплавами являются AlMg5, AlMg4, 5Mn. Их теплопроводность также выше, чем у стали и равна около 1,3 Вт/(см∙К).
Технология сварки алюминия аргоном из-за этих особенностей не допускает увеличение скорости проведения процесса. В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
Способы сварки аргоном алюминия
Сварка аргоном алюминия, технология которой разрабатывалась с использованием разных материалов, бывает нескольких типов. Самыми распространенными из них являются:
- сварка с использованием вольфрамового электрода, которая происходит в инертной газовой среде;
- сварка с автоматизированным расходом проволоки для обработки алюминия аргоном;
- сварка без защитных газов при помощи плавящихся электродов.
Важным условием проведения процесса является пробитие окисной пленки, которая образуется на поверхности заготовки. Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Сварку также можно разделить по скорости ее выполнения на MIG и TIG (AC). В первом случае процесс выполняется в 3 раза быстрее, но качество шва гораздо выше при втором типе проведения работы.
Подготовка металла
Независимо от способа, которым заготовки из алюминия будут свариваться (посредством инвертора или обычного выпрямителя) – их срезы и кромки перед этим тщательно подготавливают.
При этом, во-первых, с поверхностей всех свариваемых деталей (включая и присадочный материал) удаляют следы масла, жира и грязи. Для этих целей могут применять уайт-спирит, бензин, ацетон или любую другую обезжиривающую жидкость из класса растворителей.
Во-вторых, на этом этапе работ при необходимости осуществляется разделка контактной части свариваемых заготовок. Потребность в дополнительной обработке возникает лишь в тех случаях, когда сваривание алюминиевых деталей толщиной не более 4-х миллиметров организуется с помощью обычных (непокрытых) электродов.
Потребность в дополнительной обработке возникает лишь в тех случаях, когда сваривание алюминиевых деталей толщиной не более 4-х миллиметров организуется с помощью обычных (непокрытых) электродов.
При необходимости сварки листов из алюминия и сплавов толщиной не более чем 1,5 миллиметра – их торцы перед соединением обязательно разделывают.
В-третьих, непосредственно перед сваркой с обрабатываемых поверхностей удаляется имеющаяся на них оксидная плёнка. Для этих целей используют простой напильник или специальную металлическую щётку.
Материалы
Сегодня применяется большое количество сплавов алюминия. У каждого есть свои физико-химические особенности. Присадочная проволока для сварки алюминия аргоном должна использоваться своевременно. Если упаковка уже открыта, хранить такие изделия долго нельзя. Окислившись, поверхность присадочной проволоки будет непригодной для сварки алюминия аргоном.
Перед проведением процесса поверхность очищается от посторонних загрязнений. Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Но лучше этот газ использовать в смеси с гелием. Это позволяет достигнуть большей температуры сварочной ванны. Это особенно важно для толстостенных заготовок. В некоторых случаях сварка алюминия производится полуавтоматом без использования аргона, а только гелия.
Также использование смеси газов позволяет получить менее пористый шов.
Оборудование для процесса сварки
Сварка аргоном алюминия, технология которой будет рассмотрена далее, предполагает применение определенного оборудования. Для проведения процесса потребуется инвертор TIG AC, который будет служить источником переменного тока. Потребуется предусмотреть систему заземления в обязательном порядке. Также перед началом работы подготавливаются вольфрамовые электроды, присадочная проволока для совершения сварки алюминия аргоном.
В процессе участвует горелка TIG и охладительный блок для нее, сопла, цанги с держателями и баллон с газом. Шланг для него должен быть надежным. Баллон должен быть оснащен редуктором понижения давления газа.
Далее следует предусмотреть индивидуальную систему защиты. Это сварочный щиток и маска с затемненным стеклом, качественные краги. Профессионалы любят использовать педаль управления током. Для новичка это не особо важный элемент, ведь обращать внимание придется на другие вещи.
Преимущества сварки аргоном
Сварка алюминия аргоном переменным током имеет ряд особенностей. Они выгодно отличают этот процесс от других его разновидностей при условии правильного использования системы.
Аргон при сварке будет препятствовать окислению алюминия. Этот газ вытесняет кислород. Такой подход универсален. Практически все сплавы алюминия могут свариваться этим методом.
При этом будет наблюдаться стабильность дуги. Швы, полученные при использовании припоя из проволоки для сварки алюминия аргоном, получаются прочными при использовании качественного аппарата. Поэтому в условиях производства инверторы применяются только наивысшего качества.
Поэтому в условиях производства инверторы применяются только наивысшего качества.
В домашних условиях также следует применять только высококлассное оборудование. Это будет гарантировать прочность и долговечность готового изделия.
Подготовка алюминиевых деталей под сварку
Из-за специфических свойств алюминия его подготовка перед сваркой имеет краеугольное значение на итоговый результат.
Особо тщательно следует уделить внимание месту (кромкам изделия) для планируемого сварочного шва. Преимущественно очистка выполняется для того, чтобы избавиться от оксидной плёнки.
Последовательность подготовки:
- Очищение и обезжиривание материала от налета любого происхождения. Выполняется это ацетоном, растворителем или реже авиационным бензином.
- Разделка кромок необходима, если их толщина превышает 4 мм, при использовании стандартных электродов.
- Удаление оксидной плёнки. Инструмент подбирается, согласно толщине алюминиевой детали. Обычно применяют напильник, фрезу или щётку по металлу.
 Инструмент подбирается, согласно толщине алюминиевой детали. Обычно применяют напильник, фрезу или щётку по металлу.
Инструмент подбирается, согласно толщине алюминиевой детали. Обычно применяют напильник, фрезу или щётку по металлу.Тип тока
Присадочная проволока для сварки алюминия аргоном под воздействием электрической дуги расплавляется и создает шов. При этом специалисты рекомендуют использовать переменный ток. Это связано с технологией проведения процесса.
Сварка алюминия аргоном постоянным током полярности обратного типа позволит очистить оксидную пленку катодным способом, но при этом будет значительно увеличена температура сварки. Из-за этого даже прочные вольфрамовые электроды начнут разрушаться.
Постоянный ток прямой полярности просто не в состоянии разбить оксидную пленку, хоть дуга у него более стабильна. Поэтому только переключение полярности способно дать качественный результат работы.
Подготовительный этап работы
Припой для сварки алюминия аргоном ляжет равномернее, а шов получится прочнее, если поверхность материала хорошо подготовить перед началом работы.
Сначала алюминий потребуется обезжирить. Для этого применяется растворитель, например, ацетон или бензин. Затем механическим или химическим способом поверхность очищается от оксида алюминия. После материал должен просохнуть, если были использованы специальные средства.
Механически оксидную пленку можно очистить при помощи щетки с металлическими волокнами или наждачной бумаги. Этот способ применим в домашних условиях. На производстве же всегда отдается предпочтение химическим средствам очистки. Алюминиевая поверхность поддается травлению в растворе щелочи, промывается горячей и холодной водой, осветляется и окончательно просушивается.
Правила процесса
Сварка алюминия аргоном для начинающих, пошаговая инструкция которой позволит выполнить работу в домашних условиях, применяет электроды из тугоплавкого вольфрама.
В них очень часто находятся дополнительные примеси, позволяющие повысить прочность и качество итогового результата.
Главное правило, которого следует придерживаться в работе, заключается в расположении проволоки. Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Саму сварку допускается производить в разных положениях в пространстве.
Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Чтобы управлять процессом и иметь возможность выполнять работу повышенной сложности, на аппарате регулируется частота переменного тока и баланс.
Рекомендации специалистов
Специалисты отмечают особенности сварки алюминия аргоном, которые должны учитывать начинающие мастера.
Электрод располагается максимально близко к свариваемой поверхности. Это будет способствовать образованию минимальной дуги. Проволоку следует подавать плавно, иначе резкие рывки приведут к разбрызгиванию материала.
Стабильность дуги обеспечивает вертикальное положение электрода. Скорость сварки должна быть большой. От этого показателя будет зависеть качество конечного результата. Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Как спаять силумин
Прежде всего, определимся, что силумин — это сплав алюминия с кремнием и ни с чем другим. К примеру, сплав ЦАМ (цинк, алюминий, магний) — совершенно другой материал. Если вы уверены, что держите в руках силуминовую деталь, то можете смело браться за пайку — силумин можно паять по той же технологии, что и алюминий. Другое дело, что силуминовые детали обычно работают под достаточно высокой механической нагрузкой. Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Вы все еще хотите спаять лопнувший силуминовый кран? В принципе, это реально, но все же стоит пожалеть соседей снизу. Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».
Инструкция проведения процесса
Аппарат для сварки алюминия аргоном первоначально подает на заготовку «массу». В левую руку мастер должен взять проволоку, а в правую – горелку. При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную алюминиевую проволоку и край детали. При этом на поверхности начнет появляться сварочный шов.
В левую руку мастер должен взять проволоку, а в правую – горелку. При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную алюминиевую проволоку и край детали. При этом на поверхности начнет появляться сварочный шов.
Для опытного мастера этот процесс не составит большого труда. Для новичка важно будет немного потренироваться.
Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата.
Придерживаясь представленной инструкции, а также произведя несколько тренировочных нанесений припоя на пробную заготовку, даже начинающий сварщик сможет выполнить работу довольно качественно.
Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то вам не обойтись без открытого огня. В этом случае вам придется обратить внимание на следующие нюансы:
- Пламя должно быть высокого качества — не коптить, держать постоянную температуру и размеры факела.
- Для пайки открытым пламенем требуется немалый опыт в поддержании оптимальной температуры нагрева, поскольку «температурный коридор» качественной пайки достаточно узок. Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.

Для выполнения первого условия не подойдут, к примеру, костер или пламя свечи — они коптят. Конфорка газовой плиты? Она не коптит, но выдержать температуру нагрева спаиваемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла».
Кроме того, газовую конфорку не возьмешь в руку, а потому в руках придется держать спаиваемые детали. Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Идеальным вариантом будет газовая горелка. Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Для того чтобы она была легче, просто не заправляйте устройство бензином «под горлышко». Перед тем как начать пайку, лампу нужно как следует разогреть, чтобы она не коптила.
Алюминий можно спаять газовой или бензиновой горелкой.
Будем считать, что горелка разогрета, а спаиваемые детали зачищены и плотно прижаты друг к другу по месту будущей пайки. Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, старайтесь держать температуру постоянной (это придет с практикой), а кусочком припоя натирайте место пайки, полностью облуживая его. Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Дело в том, что муфта выполнена из свинца и просто не выдержит нагрева, необходимого для плавления тугоплавкого алюминиевого припоя. Но если обе детали алюминиевые, конечно, лучше паять и лудить тугоплавким припоем — место соединения деталей будет иметь высокие как электрическую, так и механическую прочность.
Расход материала
Расход аргона при сварке алюминия зависит от толщины присадочной проволоки, и возрастает соответственно ее диаметру. Расход газа задается при помощи поплавкового регулятора давления.
Если диаметр проволоки равен 1 мм, то аргона потребуется 12-14 л/мин. При увеличении сечения припоя до 1,2 мм, расход составит 14-16 л/мин. Для алюминиевой проволоки диаметром 1,6 мм инертного газа потребуется 18-22 л/мин.
После окончания процесса сварки аргон должен еще какое-то время поступать на поверхность заготовки. Это позволит защитить шов и охладить направляющие электрода.
Сварка при помощи электродов со специальным покрытием
Посредством электродов со специальным покрытием выполняют сварку конструкций из алюминия, к которым не предъявляются повышенные требования по надежности и прочности соединения. Чаще всего именно таким способом выполняют сварку алюминия своими руками в домашних мастерских. К основным недостаткам данного способа сварки (с его помощью соединяют детали, толщина которых превышает 4 мм) следует отнести:
- низкую прочность сварного шва, а также его высокую пористость;
- интенсивное разбрызгивание расплавленного металла;
- достаточно сложную отделяемость шлака от поверхности шва, что может вызвать коррозию последнего.
Используя покрытые электроды и соответствующее оборудование, можно сваривать детали как из технически чистого алюминия, так и из сплавов данного металла. Наиболее популярными марками электродов, с помощью которых можно сваривать практически все виды алюминиевых сплавов, являются УАНА и ОЗАНА, пришедшие на смену устаревшим ОЗА-1 и ОЗА-2.
Наиболее популярными марками электродов, с помощью которых можно сваривать практически все виды алюминиевых сплавов, являются УАНА и ОЗАНА, пришедшие на смену устаревшим ОЗА-1 и ОЗА-2.
Электроды марки ОЗАНА-1 оптимально подходят для сварки чистого алюминия, а ОЗАНА-2 – для соединения заготовок из сплавов данного металла с кремнием (АЛ-4, АЛ-9, АЛ-11).
Электроды Kobatek для сварки алюминиевых сплавов
С использованием таких электродов сварочные работы выполняют на постоянном токе, подключаемом в обратной полярности, что следует учитывать, выбирая оборудование для выполнения работ в производственных и домашних условиях. Для выбора величины сварочного тока можно пользоваться несложным правилом: на 1 мм диаметра электрода необходимо 25–30 А постоянного тока.
При сварке деталей, характеризующихся средней, а также большой толщиной, необходим предварительный прогрев соединяемых деталей, для чего можно использовать газовую горелку. Когда требуется заварить детали значительной толщины, выполняется локальный прогрев места будущего соединения. Использование предварительного прогрева деталей (от 250 до 4000 – зависит от толщины металла), а также медленного охлаждения позволяет эффективно проплавить металл даже при сварке на небольших токах, минимизировать риск появления кристаллизационных трещин и деформации готовой конструкции.
Использование предварительного прогрева деталей (от 250 до 4000 – зависит от толщины металла), а также медленного охлаждения позволяет эффективно проплавить металл даже при сварке на небольших токах, минимизировать риск появления кристаллизационных трещин и деформации готовой конструкции.
Поскольку алюминиевые электроды плавятся достаточно быстро, следует выполнять сварочные работы с высокой скоростью. Очень важно обеспечить непрерывность сварки, осуществляемой посредством одного электрода. Обрыв дуги в таком случае приведет к тому, что конец электрода и кратер шва покроются шлаковой коркой, препятствующей повторному разжиганию.
Следует также учитывать, что при сварке алюминия электродом не совершаются поперечные колебания.
Удалять шлак следует, как только закончилась сварка. Затем необходимо промыть очищенный шов горячей водой, а после обработать металлической щеткой. Это делается для того, чтобы удалить остатки шлака со всех уголков шва (в противном случае он может стать источником развития коррозионных процессов).
Сварка по данной технологии используется преимущественно для выполнения работ в домашних мастерских и на небольших ремонтных предприятиях. Для такой сварки не придется приобретать дорогостоящее оборудование, а также расходные материалы, но выполнять с ее помощью ответственные работы не рекомендуется. Что удобно, при этом можно использовать даже то оборудование, которое изготовлено своими руками.
Сварка полуавтоматом без аргона
Для проведения некоторых типов работ требуется применять более высокую температуру сварочной ванны. В таких случаях происходит сварка алюминия полуавтоматом без аргона. Для этого процесса применяется гелий. Этот газ обладает большей теплопроводностью, что является преимуществом при обработке толстостенных заготовок.
Без аргона происходит более полное газовыделение, а шов получается практически без пор. Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже.
Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками.
Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
Сварка с применением защитного газа
Сварка алюминия, которая предполагает применение защитного газа, может считаться наиболее распространенной технологией. Она позволяет получать соединения, отличающиеся высокой надежностью, прочностью и эстетичностью.
Прутки алюминиевые (присадочные) для сварки
Основными расходными материалами сварки по данной технологии являются вольфрамовые электроды (Ø 1,6–5 мм) и прутки (Ø 1,6–4 мм), используемые в качестве присадки. Защитными газами могут быть гелий или аргон, отличающиеся высокой чистотой.
Защитными газами могут быть гелий или аргон, отличающиеся высокой чистотой.
Эффективное разрушение оксидной пленки, обязательно присутствующей на поверхности соединяемых заготовок, обеспечивается посредством запитывания сварочной дуги от источника, выдающего переменный ток. Все режимы сварочного процесса, которые зависят от типа выполняемого соединения и толщины соединяемых деталей, подбираются по специальным таблицам. К таким режимам, в частности, относятся диаметр вольфрамового электрода, а также присадочного прутка, величина силы сварочного тока, значение скорости, с которой подается защитный газ.
Ориентировочные параметры сварки при работе с аргоном
Имея соответствующее оборудование и расходные материалы, сварку по данной технологии можно с успехом выполнять и в домашних условиях, получая с ее помощью качественные, красивые и надежные соединения. Чтобы научиться выполнять сварку в среде защитных газов своими руками, можно посмотреть обучающее видео и запомнить нескольких несложных правил ее выполнения.
- Между вольфрамовым электродом и горизонтальной поверхностью соединяемых деталей следует выдерживать угол, равный 70–80 градусов.
- Угол между вольфрамовым электродом и присадочным прутком должен составлять порядка 90 градусов.
- Длина дуги должна находиться в интервале 1,5–2,5 мм.
- При формировании шва первым двигается присадочный пруток и только за ним горелка (так обеспечивается эффективная защита сварного шва).
- Подача присадочного прутка в зону сварки осуществляется так, как будто вы держите в руках кисть, которой рисуете картину. Кончик присадочного прутка подводят к краю сварочной ванны, касаясь ее, а затем отводят назад и вверх. Поперечные движения электродом и присадочным прутком, что важно, совершать не рекомендуется. Очень хорошо можно изучить данный процесс, используя соответствующее видео.
- Чтобы исключить перегрев соединяемых деталей и прожог тонких листов, а также обеспечить быстрый отвод тепла из зоны сварки, под них помещают стальную или медную подкладку, выполняющую роль радиатора.
- Подача защитного газа в зону сварки включается за несколько секунд до начала ее выполнения (3–5), а выключают подачу спустя некоторое время (5–7 секунд) после обрыва дуги.

Выполняя сварку деталей из алюминия в среде защитных газов, необходимо очень тщательно следить за такими параметрами процесса, как скорость сварки и расход газа, так как они оказывают серьезное влияние на качество формируемого шва. При слишком большом расходе газа, например, в зону сварки будет засасываться воздух, что ухудшит ее защиту. Эффективная защита зоны сварки также не будет обеспечена в том случае, если расход газа слишком маленький, а скорость выполнения соединения слишком высока.
Очевидно, что при наличии соответствующего оборудования и навыков выполнения подобных работ вполне можно выполнять сварку деталей из алюминия своими руками по данной технологии в условиях домашней мастерской или гаража.
Сварка алюминия – особенности и технологии полуавтоматической MIG и аргонодуговой TIG сварки
Благодаря легкости и достаточной прочности алюминий нашел применение в разнообразных промышленных сферах. К ним относится судостроение, производство пищевого оборудования, автомобилестроение, изготовление лестниц и многое другое. В профессиональной среде распространено мнение, что этот металл является достаточно сложным для сваривания, при котором применяется полуавтоматическая сварка MIG MAG или аргонодуговая технология.
К ним относится судостроение, производство пищевого оборудования, автомобилестроение, изготовление лестниц и многое другое. В профессиональной среде распространено мнение, что этот металл является достаточно сложным для сваривания, при котором применяется полуавтоматическая сварка MIG MAG или аргонодуговая технология.
Однако при учете химических и физических свойств можно сделать процесс эффективным. Среди основных характеристик можно отметить отсутствие изменения цвета при нагревании, большой диапазон температур плавления, отсутствие магнитных показателей.
Специфика работы с алюминием
- Процедура расплавления окисной пленки. Она начинает плавиться при достижении температуры 2050 градусов, что усложняет задачу и требует использования специального оборудования.
- Большие затраты энергии. Связаны с большой теплопроводностью материала. При дуговом процессе нужна хорошая мощность дуги. При работе с крупными изделиями необходимо предварительное нагревание.
- Незначительная температура плавления. Иногда приводит к прожогу алюминия.
- Необходимость заварки кратера в окончании шва. Он появляется почти всегда, поскольку металл склонен к быстрому затвердеванию. Для работы понадобится специальная техника.
- Требования по зачистке поверхности перед началом сваривания алюминия. Подготовка является важным этапом. С этой целью подойдут средства для травления и металлическая щетка для зачистки.

Аргонодуговая технология
Одним из наиболее популярных решений является TIG сварка, купить которую стоит для работы в аргонной среде с применением неплавящегося вольфрамового электрода. Для корректного осуществления процесса необходимо обеспечить высокочастотное HF зажигание дуги и наличие переменного тока. Важны и дополнительные функции, которыми обладает TIG сварка, купить ее следует с возможностью регуляции баланса и частоты переменного тока. Показатели регулируются в зависимости от допустимых пределов. Что касается баланса, то он помогает управлять процессом раскисления алюминия. При работе с данной технологией нужно правильно выбрать оборудование с режимом импульсного сваривания, подобрать газ, проволоку с определенным диаметром и расходные части для горелки.
Что касается баланса, то он помогает управлять процессом раскисления алюминия. При работе с данной технологией нужно правильно выбрать оборудование с режимом импульсного сваривания, подобрать газ, проволоку с определенным диаметром и расходные части для горелки.
Сваривание полуавтоматом
Для обработки этого металла используется полуавтоматическая сварка MIG MAG, подходящая и для работы со сталью. В этом случае также нужна подача сварочной проволоки. Процесс проходит в среде защитного газа, который попадает с помощью горелки. Однако при обработке алюминия он отличается, поскольку материал обладает большей теплопроводностью. В итоге требуется тщательно контролировать скорость подачи проволоки и мощность дуги. Когда используется полуавтоматическая сварка MIG MAG, удается серьезно повысить производительность и получить качественный сварочный шов.
Лучший способ очистить алюминий перед сваркой?
Как лучше всего очистить алюминий перед сваркой?
Очистка перед сваркой требует двух операций: удаления масла / жира и удаления оксидов. Как показано ниже, сначала удалите масла и смазки, а затем удалите оксид. Не меняйте этот порядок.
Как показано ниже, сначала удалите масла и смазки, а затем удалите оксид. Не меняйте этот порядок.
Перед сваркой алюминия выполните следующие действия:
| 1. Удалите масло, жир и водяной пар с помощью органического растворителя, такого как ацетон, или слабого щелочного раствора, например сильного мыла.Вы также можете использовать обезжириватели на основе цитрусовых, но обязательно промойте и просушите деталь перед сваркой. 2. Удалите оксиды с поверхности проволочной щеткой из нержавеющей стали (используется только для алюминия), сильной щелочью или кислотой. Многие поставщики сварочных материалов продают растворы для удаления оксидов в аэрозольных баллончиках или баллончиках для местного применения. Будьте предельно осторожны при обращении с этими растворами и снова промойте и просушите деталь перед сваркой. 3. Соберите шарнир. Если сварка происходит не сразу, накройте стык коричневой крафт-бумагой, чтобы предотвратить попадание грязи и песка из воздуха в стык. 4. Держите алюминий в сухом месте при комнатной температуре. 5. Выполните сварку в течение нескольких дней. Снова очистите стык, если за это время он не сварился. |
Посмотреть продукты Lincoln Electric для сварки алюминия MIG и TIG
Дополнительные инструкции по сварке алюминия
Просмотр статей о процессах и теории алюминия
Опубликовано с разрешения журнала Practical Welding Today, сентябрь / октябрь 2004 г., издание
Политика поддержки клиентов
Компания Lincoln Electric занимается производством и продажей высококачественного сварочного оборудования, расходных материалов и оборудования для резки.Наша задача — удовлетворить потребности наших клиентов и превзойти их ожидания. Иногда покупатели могут обращаться к Lincoln Electric за информацией или советом по использованию нашей продукции. Наши сотрудники реагируют на запросы в меру своих возможностей, основываясь на информации, предоставленной им клиентами, и на знаниях, которые они могут иметь о приложении. Однако наши сотрудники не могут проверить предоставленную информацию или оценить технические требования к конкретной сварной конструкции.Соответственно, Lincoln Electric не гарантирует и не принимает на себя никаких обязательств в отношении такой информации или советов. Более того, предоставление такой информации или советов не создает, не расширяет и не изменяет никаких гарантий на наши продукты. Любая явная или подразумеваемая гарантия, которая может возникнуть из информации или совета, включая любую подразумеваемую гарантию товарного состояния или любую гарантию пригодности для какой-либо конкретной цели клиента, особо не признается.
Наши сотрудники реагируют на запросы в меру своих возможностей, основываясь на информации, предоставленной им клиентами, и на знаниях, которые они могут иметь о приложении. Однако наши сотрудники не могут проверить предоставленную информацию или оценить технические требования к конкретной сварной конструкции.Соответственно, Lincoln Electric не гарантирует и не принимает на себя никаких обязательств в отношении такой информации или советов. Более того, предоставление такой информации или советов не создает, не расширяет и не изменяет никаких гарантий на наши продукты. Любая явная или подразумеваемая гарантия, которая может возникнуть из информации или совета, включая любую подразумеваемую гарантию товарного состояния или любую гарантию пригодности для какой-либо конкретной цели клиента, особо не признается.
Lincoln Electric — ответственный производитель, но выбор и использование конкретных продуктов, продаваемых Lincoln Electric, находится под исключительным контролем и остается исключительной ответственностью покупателя.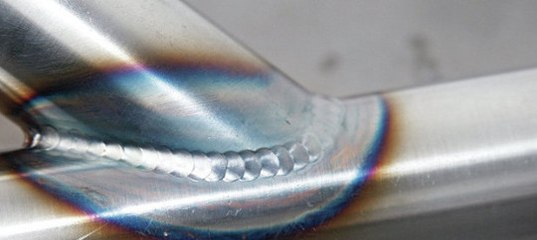 Многие переменные, не зависящие от Lincoln Electric, влияют на результаты, полученные при применении этих методов производства и требований к обслуживанию.
Многие переменные, не зависящие от Lincoln Electric, влияют на результаты, полученные при применении этих методов производства и требований к обслуживанию.
Алюминиевый цех: очистка алюминия перед сваркой
В: Как лучше всего очистить алюминий перед сваркой? Как долго я могу ждать, чтобы сварить его, прежде чем его снова потребуется очистить?
A: Предварительная очистка требует двух операций: удаления масла и жира и удаления оксидов.
Прежде чем делать что-либо еще, удалите с поверхности масло, жир или водяной пар. Некоторые люди пытаются сделать это с помощью металлической щетки, но эта практика неверна, потому что проволочная щетка не удаляет эти материалы — она только размазывает их и создает небольшие царапины и другие укромные уголки и трещины на поверхности, которые удерживают масло и жир. что делает невозможным их удаление позже. Никогда не чистите проволочную щетку предварительно. Всегда сначала удаляйте масло, жир и другие загрязнения.
Всегда сначала удаляйте масло, жир и другие загрязнения.
Так как же удалить такие загрязнения? Два класса жидкостей делают эффективные обезжириватели: органические растворители, такие как ацетон, и слабые щелочные растворы, такие как сильнодействующее мыло.
Спирт не является хорошим обезжиривателем, и его не следует использовать для очистки алюминия. В прошлом для очистки алюминия часто использовались паровые обезжириватели, но они выделяют летучие соединения в воздух. Большинство из них были запрещены на протяжении многих лет по экологическим причинам. По той же причине многие магазины перестали использовать многие органические растворители. Из-за этого вопрос иногда меняется с «Какой растворитель мне использовать?» на «Какой растворитель можно использовать с ?» Выбор обезжиривающего растворителя часто может варьироваться от предприятия к предприятию.Ацетон, метилэтилкетон, разбавитель для лака и толуол — все это хорошие растворители.
Выбрав растворитель, протрите свариваемые детали чистой тряпкой без ворса, смоченной в растворителе. Растворитель быстро испарится из детали. Убедитесь, что растворитель полностью испарился, прежде чем собирать детали вместе, и никогда не заливайте растворитель в сварной шов, который уже совмещен. Попадание сварочной дуги на любой из этих растворителей может привести к выделению ядовитых газов.
Растворитель быстро испарится из детали. Убедитесь, что растворитель полностью испарился, прежде чем собирать детали вместе, и никогда не заливайте растворитель в сварной шов, который уже совмещен. Попадание сварочной дуги на любой из этих растворителей может привести к выделению ядовитых газов.
Слабощелочные растворы, продаваемые под разными торговыми марками, могут быть эффективными обезжиривающими средствами при использовании в качестве альтернативы органическим растворителям.Их наносят путем погружения детали, ее промывки под давлением или путем смачивания тряпки и протирания области сварного шва, в зависимости от области применения. В любом случае смойте щелочь водой и просушите деталь перед сваркой. Эти химические растворы часто используются горячими (при 160 градусах по Фаренгейту) для максимального очищающего действия.
Другими эффективными обезжиривающими средствами являются очистители и обезжиривающие средства на основе цитрусовых. Если вы используете эти обезжириватели, обязательно промойте деталь и просушите перед сваркой.
После того, как вы обезжирили детали, пора удалить поверхностные оксиды.Наиболее распространенный метод удаления заключается в использовании проволочной щетки из нержавеющей стали. Щетка может быть механической или ручной, но она должна быть чистой и использоваться только для алюминия. Выберите кисть с довольно мягкой и тонкой щетиной. Избегайте электрических щеток с тяжелой скрученной щетиной; такая щетка часто не так эффективна для удаления окислов, как более мягкая. Тяжелая кисть будет скорее полировать оксид, чем удалять его.
Химическое удаление также может уничтожить оксид. Чтобы удалить оксиды, необходимо физически удалить материал с поверхности алюминия.Для этого подойдут сильные щелочные растворы. Детали обычно погружают в такие растворы, а затем ополаскивают в горячей воде и сушат. Многие поставщики сварочных материалов также продают растворы для удаления оксидов в аэрозольных баллончиках или баллончиках для местного применения. Большинство из них основаны на фосфорной кислоте. Многие из них также содержат плавиковую кислоту. Обычно они эффективны при удалении оксидов, но при обращении с этими растворами следует проявлять особую осторожность. Опять же, промойте детали в горячей воде и просушите перед сваркой.
Итак, теперь, когда у вас есть чистые детали, вы хотите знать, как быстро их следует сваривать. Это зависит от приложения. Многие люди говорят об одном или двух часах, потому что оксид, который вы осторожно удалили металлической щеткой, быстро восстановится. Факты разные. Сразу после чистки проволочной щеткой — в течение нескольких секунд — на алюминии образуется тонкое оксидное покрытие толщиной от 20 до 50 ангстрем. Если алюминий хранится сухим и при комнатной температуре, хотя толщина оксида увеличивается, это происходит медленно.В любом применении, кроме критического аэрокосмического применения, у вас есть недели или даже месяцы, прежде чем толщина оксида увеличится до такой степени, что это повлияет на сварку. Задолго до этого на стыке оседало достаточно грязи и песка из воздуха, что могло повлиять на сварку. Однако, если алюминий намокнет — например, из-за конденсации — обязательно очистите его еще раз перед сваркой.
Подводя итог, перед сваркой алюминия выполните следующие действия:
- Удалите масло, жир и водяной пар с помощью растворителя или слабой щелочи.
- Удалите оксиды с поверхности металлической щеткой, сильной щелочью или кислотой.
- Соберите шарнир. Если сварка происходит не сразу, накройте стык коричневой крафт-бумагой, чтобы предотвратить попадание грязи и песка из воздуха в стык.
- Следите за тем, чтобы стык оставался сухим.
- Выполните сварку за несколько дней. Снова очистите стык, если за это время он не сварился.
Что нужно знать об очистке и подготовке алюминиевого наполнителя и основных металлов перед сваркой
Грязный алюминий ставит вас не на ту ногу еще до того, как вы зажжете дугу.Выполните следующие действия по очистке / подготовке для оптимальной сварки алюминия.
Специалист по сварочным решениям с местным поставщиком сварочных материалов, когда недавно его спросили, что является наиболее важным фактором для успешной сварки алюминия, он ответил: «Чисто, чисто, чисто, чисто… и чисто». Сварка алюминия сопряжена со своим уникальным набором проблем — попытка сваривания с грязным основным и присадочным металлами создает ненужные трудности и может привести к низкому качеству сварки. Вы также должны иметь дело с естественным окислением алюминия.Подходящая подготовка перед сваркой важна, особенно когда требуется, чтобы изделия соответствовали требованиям промышленных норм к качеству сварки, таким как AWS D1.2, который регулирует сварку конструкций из алюминия.
Есть ключевые шаги, которые вы можете предпринять при обработке и подготовке присадочных и основных металлов, чтобы не столкнуться с проблемами, связанными с грязью, жиром и переносимой по воздуху производственной пылью, а также с естественным процессом окисления, который происходит, когда алюминий подвергается воздействию воздуха.Мы рассмотрим эти шаги и представим вам передовой опыт, чтобы убедиться, что вы не саботируете процессы сварки алюминия еще до того, как вы начнете.
Естественные проблемы алюминия
Алюминий представляет собой непосредственные проблемы по сравнению со сталью. Алюминий имеет больший потенциал для развития проблем, таких как отсутствие плавления из-за жесткого оксидного слоя, непроницаемость из-за высокой теплопроводности и пористость из-за высокой растворимости водорода в расплавленном алюминии.По существу, вся влага и углеводороды должны быть удалены, а толщина оксидной пленки должна контролироваться и предотвращаться ее гидратация из-за наличия чрезмерной влаги.
Надлежащее хранение алюминиевых наполнителей и основных металлов и обращение с ними
Оксиды на алюминиевом присадочном металле TIG могут попадать непосредственно в сварочную ванну и вызывать пористость. Оксиды на присадочных металлах MIG могут привести к ряду проблем, включая неустойчивую дугу, дополнительное сопротивление, образование сажи и плохую подачу.А более толстые оксидные слои на основном алюминии должны быть удалены механически, иначе существует риск загрязнения сварного шва. Вот несколько вещей, которые вы можете сделать в хранилище, чтобы этого не произошло:
- Храните все сварочные присадочные и недрагоценные металлы в сухом месте с минимальными колебаниями температуры (для минимизации конденсации). Сварочные присадочные материалы следует хранить в сухом и отапливаемом помещении или шкафу.
- Храните алюминиевые детали вертикально, чтобы свести к минимуму конденсацию и поглощение воды между слоями.
- По возможности, принесите все присадочные и основные металлы в зону сварки за 24 часа до сварки, чтобы они достигли комнатной температуры (минимизация конденсации).
- Перед сваркой всегда держите присадочный металл закрытым. Сюда входит герметичный корпус для стержней для сварки TIG и крышка катушки для проволоки MIG.
Оптимальная подготовка стыков под сварку алюминия
Есть два ключевых этапа подготовки соединения к сварке: механическое удаление оксидного слоя, чтобы сделать его управляемым (оксидный слой имеет более высокую температуру плавления, чем основной металл) и удаление любого масла, жира, грязи или влаги, которые могут загрязнить сварка.
- Не используйте методы стрижки, при которых остается отшлифованная или размазанная поверхность. Например, высокоскоростная циркулярная пила подходит для резки алюминия, тогда как поверхность, обработанная ленточной пилой, может привести к смазыванию. По возможности следует избегать шлифовальных машин, но используйте грубую дисковую шлифовальную машину вместо шлифовальной машины, если это ваш единственный вариант. Цель состоит в том, чтобы использовать как можно более быстрый и точный метод, позволяющий быстро срезать материал, а не размазывать его. Например, шлифовальный станок может вставлять в алюминий куски камня, которые могут стать загрязняющими веществами или включениями.Размазанная поверхность может стать причиной отсутствия плавления, поэтому перед сваркой ее следует обработать напильником, чтобы удалить весь смазанный металл.
- Не используйте газокислородную резку, резку угольной дугой или строжку, а также кислородное пламя для предварительного нагрева. Эти процессы повреждают участки, подвергшиеся тепловому воздействию, и способствуют росту и гидратации оксидной пленки, присутствующей на поверхности.
- Используйте плазменную резку и строжку, а также лазерную резку, так как эти процессы с меньшей вероятностью привнесут водород и влагу в оксидный слой.
- Механически удалите кромки плазменной дуги и лазерной резки со сплавов серий 2ххх, 6ххх и 7ххх. Оплавленные кромки этих сплавов содержат вредные трещины затвердевания и условия зоны термического влияния. Удалите минимум 1/8 дюйма металла с обрезанного края. Для резки и удаления металлической стружки используйте механические методы, такие как фрезерование или шлифовальный станок с крупными заусенцами.
- По возможности не используйте смазочные материалы при резке алюминия. Любая смазка на нефтяной основе содержит углеводороды, которые разрушаются в процессе сварки и вводят водород в соединение, что приводит к пористости и растрескиванию.
- Большая часть алюминия поставляется с завода с маслом и смазкой. Чтобы очистить соединение перед сборкой, сначала обезжирьте поверхности растворителем, а затем используйте марлю или бумажное полотенце, чтобы очистить и высушить сварное соединение (они предпочтительны, поскольку они пористые и впитывают больше масла / влаги). Также протрите начисто противоположную сторону стыка, чтобы загрязнения не попали через алюминий в сварочную ванну.
- Ищите растворитель, который не оставляет следов, и не используйте хлорированные растворители в зоне сварки, поскольку эти вещества могут образовывать токсичные газы в присутствии сварочной дуги.
- Не используйте ветошь для чистки сварных швов, так как эта ветошь может легко переносить масло и грязь на сварочную поверхность.
- Не используйте сжатый воздух для продувания стыка. Сжатый воздух содержит влагу и масляные загрязнения.
- Очищайте стык щеткой из нержавеющей проволоки только после очистки растворителем. Обработка проволочной щеткой перед очисткой приводит к попаданию углеводородов и других загрязнений в металлическую поверхность, а также переносит эти нежелательные элементы на щетку, что делает щетку непригодной для очистки.
- Используйте проволочную щетку из нержавеющей стали для очистки всего протравленного металла. Перед сваркой необходимо удалить побочные продукты травления.
- Регулярно очищайте все проволочные щетки и режущие инструменты, чтобы предотвратить перенос загрязнений на сварное соединение, и, если возможно, держите специальные щетки только для сварки алюминия, чтобы свести к минимуму возможность загрязнения.
Очистка алюминия для сварки: сравнение лазеров с другими методами
Очистка алюминия перед сваркой необходима для обеспечения прочности конструкции конечного продукта.Если вы изучали, как лучше всего это сделать, вы, вероятно, нашли одну и ту же информацию повсюду:
- Удалите жир и масло с помощью жидкого обезжиривателя. Сюда входят растворители или слабые щелочные растворы, такие как ацетон и разбавитель для лака.
- Высушите поверхность чистой тканью.
- Удалите слой оксида алюминия проволочной щеткой из нержавеющей стали.
Этот ручной метод хорош, но требует много времени. Для многих сварщиков поиск альтернативного метода имеет решающее значение, чтобы тратить меньше времени на ручную очистку.Один из таких методов — лазерная чистка.
Сообщите нам свое приложение
Как работает лазерная очистка?
Лазерная очистка, также известная как лазерное удаление оксидов, удаляет сразу все типы загрязнений. Когда лазерный луч попадает на алюминиевую поверхность, жир, масло, грязь и оксиды алюминия превращаются в пыль и пары. Лазер посылает необходимое количество энергии для удаления этих загрязнений, не внося примесей в алюминий.
В результате качество сварного шва отличное.Как показано в нашем отчете о лазерной очистке для сварки, лазерная очистка значительно уменьшает количество и размер пористости в сварных швах. Вы можете увидеть результаты, полученные с очисткой перед сваркой и без нее.
Существует широкий спектр решений для лазерной очистки. Некоторые из них ручные, а другие полностью или полуавтоматические. Чтобы получить представление о возможностях лазерной очистки при сварке, вы можете посмотреть следующее видео.
Всегда ли лазерная очистка — хороший выбор при сварке алюминия?
Проще говоря, нет.Лазерная чистка — не всегда хорошее решение. Метод очистки нужно выбирать в каждом конкретном случае. Люди, которые покупают лазер для очистки сварных швов, обычно делают это, потому что они получают высокую окупаемость инвестиций, экономят время и получают высококачественные результаты. Однако лазеры требуют начальных вложений, которые окупаются только в том случае, если вы обработаете достаточное количество деталей.
Связаться со специалистом по лазерам
Каковы другие методы очистки перед сваркой?
Механическое удаление оксидов с помощью вращающихся щеток обычно является хорошей альтернативой, когда лазеры недостаточно быстрые, что может иметь место при очистке толстых оксидных слоев и больших поверхностей.
Электрохимическое удаление оксидов также широко используется, хотя все большее количество сварщиков отказываются от химикатов, поскольку они дороги, опасны и сложны в обращении.
Если вы хотите узнать больше об этих методах, прочитайте нашу публикацию об удалении оксида из алюминия.
Советы по подготовке алюминия к сварке
Выполняете ли вы сварку TIG, MIG или любую другую сварку, есть вещи, которые следует делать всегда, а других — избегать.Miller, крупный производитель оборудования для дуговой сварки, дает полезные советы о том, как создавать высококачественные алюминиевые сварные швы.
Попытка сваривать грязные основные и присадочные металлы создает ненужные трудности и может привести к плохому качеству сварки. Вы также должны иметь дело с естественным окислением алюминия. Важна соответствующая подготовка перед сваркой.
Выдержка из книги «Что нужно знать об очистке и подготовке алюминиевого наполнителя и основных металлов перед сваркой», автор Miller
В своей статье они дают советы, которые помогут защитить сварные швы от загрязнений, которые могут смешаться со сварочной лужей, даже если вы правильно очистили поверхность.Некоторые из этих загрязнителей включают углеводороды и влагу, которые могут вызвать отсутствие плавления, непроницаемость и пористость.
Если вы используете лазерную очистку, вы можете игнорировать советы Миллера о том, как чистить алюминий перед сваркой, поскольку они используют ручной метод. Ниже мы подытожили, что вам следует и не следует делать, если вы пользуетесь лазером.
вещей, которые вы должны сделать
- Храните наполнитель и основные материалы в сухом месте с регулируемой температурой
- Храните алюминиевые детали вертикально
- Заранее внесите присадочный и основной металлы в зону сварки, чтобы они достигли комнатной температуры.
- Держите присадочные материалы закрытыми до последней минуты
- Используйте плазменную или лазерную резку для резки свариваемых деталей
- Если вы работаете с алюминиевыми сплавами серий 2000, 6000 или 7000, удалите 1/8 дюйма от расплавленных кромок, образовавшихся в результате резки
Чего нельзя делать
- Запрещается резать алюминиевые детали, подлежащие сварке, методами, которые оставляют смазанную или шлифованную поверхность (например, не используйте шлифовальные машины)
- Не использовать смазочные материалы при резке алюминиевых деталей под сварку
- Запрещается предварительно нагревать свариваемые детали кислородным топливом или углем
- Запрещается сдувать пыль с стыков сжатым воздухом
- Запрещается протирать свариваемые детали заводской ветошью
Что делать после сварки
После того, как процесс сварки закончен и вы сделали все правильно, чтобы предотвратить загрязнение сварных швов, ваша работа еще не закончена.Вам все равно необходимо очистить оксидные побочные продукты, образующиеся во время сварки. Возможно, вы сделали это до использования металлической щетки. Однако вы также можете удалить эти оксиды с помощью лазерной очистки.
Если вас интересует лазерная очистка для удаления оксидов при сварке, свяжитесь с нашими специалистами, чтобы обсудить ваше применение.
Связаться со специалистом по лазерам
Как очистить алюминий перед сваркой (два шага) — Welding Mastermind
Очистка алюминия перед сваркой — жизненно важный шаг в подготовке металла для предотвращения коррозии и других проблемы.
Итак, как очистить алюминий перед сварка? Этот подготовительный этап состоит из двух основных этапов:
- Обезжирить алюминий, чтобы чтобы не осталось остаточных загрязнений или влаги. Этот процесс удаляет вещества с поверхности алюминия, которые могут вызвать дефекты или проблемы пористости во время сварочных работ.
- Удалите все слои окисление алюминия с помощью удаления оксида. Оксиды, вваренные в соединение куска алюминия приведет к тому, что это соединение будет структурно слабым по сравнению с чистым сварным швом.Окисление также увеличивает температуру плавления алюминий.
Хотя это кажется относительно простой процесс (и это обычно так), есть много способов сделать выполнение этих двух шагов, чтобы убедиться, что очистка прошла успешно, и последующий шов проходит гладко. Читайте дальше, чтобы узнать больше о чистке алюминий для сварки.
Оборудование для очистки алюминия перед сваркой
Уксус, вода и тряпка могут быть первым решением.Если вы собираетесь чистить алюминий Перед тем, как начать сварку, вам понадобится несколько единиц соответствующего оборудования.Чистить алюминия перед сваркой, соберите следующие предметы:
- Растворитель или щелочь чистящий раствор для обезжиривания алюминия: Там для этого доступно несколько вариантов, в том числе обычное мыло для посуды, но ацетон и разбавитель для лака являются популярным выбором.
- Спрей для удаления оксидов (или уксус): Есть коммерческие средства удаления оксидов растворы, которые могут быть как в бутылках, так и в виде аэрозольных баллончиков, но обычный белый уксус также можно использовать для удаления окисления на поверхности алюминий.
- Несколько чистых, свежих
тряпки из микрофибры (не используйте обычные тканые магазинные тряпки): Вам понадобятся тряпки, чтобы протереть алюминий, чтобы очистить его, пока он
влажную, а также свежую ветошь, чтобы тщательно высушить алюминий после очистки и
раскисление завершено.
Использованная обычная ветошь, даже если она была постирана, — плохой выбор для эта задача, потому что они плохо переносят загрязняющие вещества, такие как масла и углеводороды на поверхность алюминия.
- Нержавеющая сталь,
проволочная щетка с мягкой щетиной. После куска алюминия
был обезжирен и пропитан уксусом или раскисляющим раствором,
используйте металлическую щетку, чтобы аккуратно стереть любые следы окисления с
поверхность из алюминия.
Выбирайте щетки с мягкой щетиной, чтобы не поцарапать алюминий. Ты можешь Найдите проволочные щетки из нержавеющей стали как в ручном, так и в механизированном вариантах.
- Горячая вода: Многие щелочные растворы для очистки алюминия требуют алюминия погрузить в горячую воду для оптимального эффекта.Держите раковину с горячей водой доступны для очистки алюминия и имеют насадку для распыления для полоскания идеально подходит.
- Коричневая крафт-бумага: Если вы не собираетесь сваривать кусок очищенного алюминия
сразу же рекомендуется хранить алюминий в коричневой крафт-бумаге.
бумагу, чтобы предотвратить ее повторное загрязнение или дальнейшее
окисление.
Если сварка будет выполняться немедленно, этот шаг можно безопасно выполнить. пропущено. Но для любого алюминия, который будет храниться несколько дней, он должны быть упакованы, чтобы избежать ухудшения качества всей тяжелой работы, выполняемой при очистке и подготовка алюминия.
- Лента упаковочная. Если вы все же решите завернуть очищенный алюминий для последующей сварки
вам понадобится упаковочная лента, чтобы закрепить коричневую крафт-бумагу на
алюминий.
Убедитесь, что упаковочная лента не контактирует с поверхностью алюминия, так как это не удастся очистить алюминий от загрязнений перед сварка.
Что делать Что нужно делать при подготовке алюминия к чистке
При чистке алюминия для
сварке, сначала стоит сделать небольшую подготовку.Собери свои инструменты впереди
время, так что вам не нужно останавливать проект на полпути к поиску чего-то
вниз.
Заблаговременный сбор материалов также даст вам знать, если у вас мало
что-нибудь. Вы же не хотите чистить алюминий для сварки только для того, чтобы
узнайте, что у вас закончились уксус, мыло или ацетон. Кроме того, убедитесь, что вы
приготовьте станцию для промывания глаз.
Уберите со стола и положите чистый полотенце в качестве рабочей поверхности и положите на него алюминий. Обязательно установите это область рядом с раковиной с горячей водой, если вы планируете использовать щелочное (мыло) раствор как обезжириватель, а не как растворитель.
Между сеансами очистки убедитесь, что чтобы ваши проволочные щетки и другие режущие инструменты часто чистились, чтобы уменьшают вероятность того, что они перенесут мусор и загрязняющие вещества в вашу свежую алюминий в процессе очистки.
Что не Что делать при подготовке алюминия к чистке
Когда вы готовите алюминий к сварке, помимо нескольких вещей, которые вы всегда должны делать, есть вещи, которые вам никогда не следует делать. Вот список того, что вам не следует делать, если вы готовите алюминий для очистки перед сваркой:
Необходимо очистить перед сваркой: Остатки после резки- Не допускайте предварительного нагрева выше 1500F, , поскольку это способствует окислению.
- Не используйте сжатый воздух для очистить алюминиевый стык для сварки. Пока это на первый взгляд кажется эффективным инструментом, содержимое банки сжатый воздух легко переносит влагу и загрязнения на алюминий поверхность.
- Не используйте ветошь для
чистый алюминий для сварки. Эти тряпки тоже
могут оставить после себя маслянистые загрязнения и пыль / мусор и являются плохими
о том, как сбрасывать пух, что может раздражать и опасно.
Иногда сложно сказать, во что обливали тряпку из магазина. ранее, и если тряпка использовалась для уборки бензина или другого летучие химические вещества, они могут представлять серьезную опасность пожара на сварочной станции из-за до искр.
Недостатки грязного алюминиевого сварного шва
Dirty Aluminium WeldНетерпеливые сварщики могут захотеть пропустите этап очистки алюминия перед сваркой, но они будут дураками, если сделают это. Попытка сваривать грязный алюминий сопряжена с множеством рисков, включая следующее:
- Неустойчивая дуга: Неправильная дуга имеет тенденцию разбрызгиваться и перемещать шлак к дальним краям сварной шов, который трудно удалить.Неустойчивые дуги приводят к некрасивым и непрофессионально выглядящие сварочные работы. Они также делают саму задачу сварки. сложнее контролировать.
- Добавленное сопротивление: Добавленное сопротивление увеличивает количество тепла, присутствующего в сварном шве и может привести к тому, что поверхность сварного шва станет слишком широкой.
- Загрязнение: Когда копоть образуется в месте сварки, это вызывает некрасивый черный цвет. дефект в месте сварки, а не красивый гладкий бордюр серебристого цвета. Сажа вызвано окислением и другими загрязнителями, горящими на поверхности алюминий.
- Отсутствие плавления: Загрязнения в сварном шве алюминия могут привести к значительному отсутствию плавления. проблемы со сваркой, и даже в некоторых случаях может привести к сращиванию места сварного шва. конструктивно выйти из строя (или хотя бы не пройти проверку).
- Плохая подача проволоки: Плохая подача проволоки при сварке может привести к увеличению использования присадки. материалов, потраченных впустую простоев на устранение неисправностей сварных швов и общее сокращение по качеству сварного шва. Плохая подача проволоки часто связана с неподходящими материалами, такими как грязный алюминиевый наполнитель.
Преимущества чистого сварного шва
Picture Perfect WeldingПробовать много недостатков. сваривать грязным алюминием; Точно так же есть много преимуществ убедитесь, что ваш алюминий чистый, прежде чем приступить к сварке.
- Консистенция: Чистые сварочные материалы обеспечивают постоянство
производственной лаборатории и позволит вам использовать ваш алюминий в качестве контрольной переменной
в ваших сварочных характеристиках.
Если что-то пошло не так со сварным швом и алюминий чистый, то это одно менее серьезное подозрение на причину проблемы.
- Отсутствие пористости: Пористость — это качество металла, вызванное такими загрязнителями, как
углеводороды или окисление, вваренные в них.
Если металл становится пористым, он образует менее прочное соединение, а если металл в месте сварки достаточно пористый, в результате это соединение может даже выйти из строя. Но если алюминий чистый, то на сварном шве не будет скрытых изъянов, а соединение должно работать, как задумано.
- Высокая прочность: Поскольку они не содержат загрязнений, сварные швы выполняются чистыми
алюминий имеет более высокий предел прочности на разрыв, чем сварные швы, выполненные с загрязненными
алюминий или алюминий с присутствием оксидов алюминия.
Поскольку металлические сварные швы имеют ответственность за общую безопасность и долговечность строительного объекта после сборки используемые сварные швы должны быть как можно более прочными, чтобы предотвратить непреднамеренное структурные повреждения. - Высокое качество: Если у кого-то возникнут проблемы, чтобы очистить свой алюминий раньше
сварка, это обеспечивает высокий уровень качества и качества получаемых сварных работ.
Сварочные работы могут требовать более высокой оплаты и стимулов, чем низкокачественные.
Высококачественные сварочные работы также необходимы всем, кто любит гордиться свою работу, особенно ту, которую они построили своими руками.Иметь чувство удовлетворения, стоит потратить немного больше времени, чтобы убедиться Ваша сварочная работа сделана правильно с первого раза.
Major Типы алюминиевых загрязнителей
Алюминий подвержен нескольким основным типы загрязняющих веществ с момента их производства для массовой розничной торговли до Дело в том, что он попадает в сварочную студию. Эти загрязнения можно разложить на три основные категории:
- Влажность: Поскольку алюминий очень быстро окисляется, это означает, что он
держаться подальше от влаги, насколько это возможно.Окисление — вот что
приводит к образованию ржавчины в алюминии, и ржавчину трудно полностью остановить, если она
начинается.
Алюминий может подвергаться воздействию влаги как при транспортировке, так и при транспортировке. условия хранения после попадания в дом. Эта влажность может быть от прямое воздействие, например, утечка влаги из окружающего воздуха.
Алюминий также может пострадать от прямого попадания влаги из-за конденсации. Этот часто встречается в складских помещениях, где нет температуры или влажности контролируется, так как колебания температуры при хранении приводят к конденсации вода на поверхности алюминия. - Смазочные материалы: Строительные материалы часто покрываются смазками или другими веществами.
масла, чтобы увеличить их внешнюю привлекательность (потому что кто не любит блестящие вещи?)
а также защитить их от повреждения влагой.
К сожалению, если в процессе сварки сгорают, эти смазочные материалы и масла могут выделять химические вещества, которые создают дефекты сварного шва. Если оставить сидеть на алюминия в течение длительного времени, эти смазочные материалы также могут вызывать окисление высвобождение углеводородов.
Загрязнение смазки в алюминии — одна из причин, по которой обезжиривание первый шаг в подготовке алюминия к сварке.
- Оксиды: Оксид алюминия — это вещество, которое образуется при образовании алюминия.
подвергается воздействию влаги и окислов или ржавчины. Эта патина ржавчины имеет более высокую
температура плавления, чем у чистого алюминиевого сплава, и в результате сварка будет такой
в результате намного сложнее.
Алюминиевые сплавы имеют температуру плавления 12000F, в то время как оксид алюминия имеет температуру плавления 37000F. Как видите, это значительно сложнее расплавить алюминий, если он заржавел перед использованием.
Окисление не только усложняет сварку, но и может привести к появлению различных дефектов типа оксидных включений в сварном шве, что качество всей работы будет ниже, и она с большей вероятностью потерпит структурный сбой.
Хотя это основные категории загрязнения, которым может подвергаться алюминий, вот список других вещей что алюминий может быть загрязнен перед использованием следующим веществом:
Многие вещи могут испачкаться и загрязнить алюминия перед сваркой, и это загрязнение может иметь серьезные длительные влияние на качество сварного шва.Вот почему обезжиривание и раскисление алюминий перед сваркой так важен.
Хорошие растворители для обезжиривания алюминия
Прежде чем приступить к сварке алюминия, Первое, что вам нужно сделать, чтобы очистить алюминий перед сваркой, — это обезжирить Это. Это удалит масло, жир, грязь и другие загрязнения с поверхность алюминия, которая может вызвать дефект при сварке.
Одна тактика обезжиривания алюминия перед сваркой следует использовать растворители для его очистки.Некоторые растворители, которые обычно используемые в производстве металла для очистки алюминия, включают следующие химикаты:
- Ацетон
- Метилэтилкетон
- Разбавитель лака
- Толуол
Из этих растворителей, доступных для обезжиривание алюминия, два из самых популярных и общедоступных — ацетон и разбавитель лака.
Почему Ацетон и разбавитель для лака — хорошие растворители для очистки алюминия
Есть несколько преимуществ использования ацетон и разбавитель лака в качестве растворителей для очистки алюминия перед сваркой.Ни одно из этих веществ не впитается, не пачкает и не повредит алюминий в любых способ.
Более того, ацетон и разбавитель для лака полностью испаряются, и они испаряют любой водяной пар на поверхности алюминий, с которым они соприкасаются. Это означает, что если вы очистите алюминия с ацетоном или растворителем для лака, вы получите полностью высохший поверхность.
Это отличное преимущество в чистка алюминия, так как любая влага, даже незначительная, остается на поверхности алюминия может привести к окислению и проблемам со сваркой.Потому что ацетон и разбавитель для лака также легко найти в хозяйственных магазинах, что делает их популярный выбор.
Недостатки из ацетона и разбавителя для лака
В то время как ацетон и разбавитель лака широко считается хорошим выбором для очистки и обезжиривания алюминия, есть некоторые недостатки использования этих химикатов для очистки алюминия процесс.
При использовании ацетона или лака тоньше, вы должны позаботиться о чистке алюминия в хорошо проветриваемом помещении. область.Пары ацетона считаются довольно токсичными и летучими.
Ацетон плохо воздействует на голую кожу и оказывает воздействие как на кожу, так и на печень. заболевания, если пользователи подвергаются длительному воздействию. Это также вредит глаза, если брызги в лицо.
По этой причине, наряду с обеспечением надлежащей вентиляции, любой сварщик, использующий ацетон или растворитель для лака для очистки алюминия также должны быть безопасными. защитные очки и перчатки для защиты от случайного воздействия. Если ты чувствуешь головокружение от паров, немедленно покиньте это место.
Другое Растворители
Есть много видов рекламы доступен очиститель алюминия, который будет работать так же хорошо, как ацетон или другие растворители обезжирить алюминий. Однако некоторые из этих решений могут быть немного дорогими, поэтому просматривайте и читайте обзоры, чтобы определить, какие продукты работают лучше всего.
Если вы используете коммерческий раствор растворителя, убедитесь, что он специально для сварочных целей, а не растворитель, используемый для очистки автомобильных двигателей. и тому подобное. Они часто выпускаются в виде аэрозольных баллончиков, например Weld Aid.
Многие растворители, не предназначенные для подготовки к сварке, используют смазочные материалы, а вы хотите чтобы избежать отложений смазки на поверхности алюминия. Это означает что к выбору коммерческого растворителя не следует относиться легкомысленно.
Использование аэрозольных обезжиривателей является несколько спорным, поскольку считается эти продукты способствуют нанесению ущерба окружающей среде и изменению климата. Если это вызывает беспокойство, щелочные растворы всегда можно использовать вместо растворители.
Как записаться Используйте щелочные растворы для очистки алюминия
Если у вас нет ацетона или другого доступны химические растворители, алюминий можно обезжирить обычной горячей водой и обезжиривающее мыло, такое как концентрат средства для мытья посуды.При использовании щелочного Таким образом, у вас есть три варианта намыливания алюминия:
Независимо от того, какой метод вы используете для щелочные растворы для очистки алюминия перед сваркой алюминия, все остатки щелочного раствора необходимо смыть, а алюминий — полностью высохнуть, прежде чем продолжить.
Однажды Ваш алюминий обезжирили
После использования растворителя или щелочной раствор для обезжиривания и очистки алюминия, убедитесь, что алюминий полностью высох.На этом этапе ваш алюминий готов к переходите к следующему этапу подготовки перед сваркой: удаление оксидов.
Оксид Растворы для удаления
Для удаления оксида алюминия требуется несколько другие шаги, чем обезжиривание. Чтобы раскислить алюминий, вам понадобится либо коммерческое средство для удаления оксидов, которое может быть разных стилей, либо простой белый уксус.
Вместо щелочного раствора процесс раскисления алюминия требует слабой кислоты, в которой входит уксус.Когда алюминий будет тщательно обезжирен, промыт и После высыхания его следует протереть или опрыскать средством для удаления оксидов.
Для удаления этого раствора используется нержавеющая сталь. Проволочная щетка используется, чтобы аккуратно очистить каждую часть алюминия, чтобы удалить любые патина окисления или ржавчины. Эти щетки бывают как с механическими, так и ручными версии.
Обязательно выбирайте проволочную щетку с мягкой гибкой щетиной, так как они не будут поцарапайте алюминий, как это могут сделать жесткие проволочные щетки.
Никогда Проволочная щетка перед обезжириванием
Поскольку вы используете металлическую щетку для очистки алюминий во время раскисления, многие сварщики могут захотеть использовать проволочную щетку при обезжиривании алюминия это также большая ошибка.
Если вы примените проволочную щетку к алюминию до его обезжиривания, все это создает кучу микроцарапин на поверхности алюминия. чтобы масло и другие загрязнения удерживались, делая всю очистку операция намного сложнее, чем нужно.
По этой причине всегда используйте мягкую тряпка из микрофибры, чтобы обезжирить алюминий, и сохранить проволочную щетку для нападения последующее окисление.
Когда Вы закончили удаление оксидов
Когда вы закончите удаление оксидов, алюминий необходимо снова промыть и тщательно высушить.Если алюминий не собираясь сразу использовать для сварки, его следует тщательно обернуть коричневая крафт-бумага и заклеена упаковочной лентой.
Заклеивая алюминий бумагой, вы предохраняете его от воздействия воздух для дальнейшего окисления, и вы также предотвращаете его загрязнение веществами в окружающей среде, прежде чем у вас будет возможность очистить сварка.
The Правильный способ хранения алюминия перед очисткой и сваркой
Правильное хранение алюминия Помогите предотвратить необходимость тщательной очистки перед началом сварочных работ.
Есть несколько вещей, которые вы можете сделать, чтобы Избегайте высоких уровней загрязнения и окисления в алюминиевом сварочном металле, в том числе:
- Принесите сварочные материалы в в цехе металлообработки не менее чем за 24 часа до сварки. Это позволяет вашим материалам адаптироваться к температуре окружающей среды и влажность, что снижает вероятность скопления конденсата во время сварить сам.
Обезжиривание, раскисление и очистка алюминий для сварки может показаться сложным, но это не обязательно.Изготовление быть уверенным, что у вас есть необходимое оборудование, заранее готовое — это полдела. Другая половина — это просто смазка для локтей.
С несколькими простыми подготовительными шагами каждый когда вы будете готовы начать сварочный проект с алюминием, вы можете убедиться, что в конечном итоге получайте первоклассные результаты каждый раз, когда заходите в механический цех.
Как очистить нержавеющую сталь после сварки
Многие энтузиасты сварки своими руками и профессионалы, работающие с нержавеющей сталью, знают, что металл окрашивается в процессе нагрева и сварки.Это может снизить эстетический вид их готового проекта и сделать его дилетантским.
Вот почему многие сварщики хотят знать, как очистить нержавеющую сталь после сварки?
Лучший способ очистить нержавеющую сталь после сварки — это электрополировка. Этот процесс включает окисление кислотного электролита на металлической поверхности с помощью электричества.
Электрополировка не только очищает поверхность от разводов, но и помогает металлу должным образом пассивироваться.Это покрывает поверхность слоем оксида хрома, не содержащего железа, и придает ей блеск, которым славится нержавеющая сталь.
Что такое тепловые оттенки и коррозия
Тепловые оттенки
Большинство металлов, включая нержавеющую сталь, имеют оксидный слой на поверхности. Тепловое колерование приводит к утолщению этого естественного оксидного слоя, что вызывает обесцвечивание. Темные цвета являются прямым результатом эффектов световой интерференции, когда свет отражается от металлической поверхности.
Свет, отраженный от нормальной поверхности оксидной пленки, и свет, отраженный от границы раздела оксид-металл, созданной при сварке, вызывают различные цвета в зависимости от толщины оксидного слоя.
В сварочной промышленности для описания этого явления используются различные термины, такие как обесцвечивание, окалина и эффект радуги. Все эти термины говорят об одном и том же — об изменении цвета верхнего слоя нержавеющей стали. Обычно это происходит вокруг сварного шва и в окружающей зоне, подвергшейся воздействию тепла.
Коррозия
Коррозия — это естественный процесс окисления. Когда вы готовите металлическую поверхность к сварке, она подвергается воздействию различных атмосферных элементов, таких как кислород и влажность, что создает идеальные условия для ржавления.
Вот почему так важно очищать и полировать сварочные работы до и после сварочных работ. Это помогает сохранить поверхность, прочность и форму стальных конструкций. Повышенная долговечность и привлекательный внешний вид готовых стальных конструкций — дополнительные преимущества процесса очистки.
Типы очистки сварных швов
Существует три основных типа очистки нержавеющей стали после сварки; механический, химический и электрохимический. Чистка используется для подготовки поверхности и удаления частиц после очистки.
Очистка механических сварных швов
Механическая очистка сварных швов — распространенный и недорогой метод очистки нержавеющей стали. Он включает шлифовальные станки и абразивные материалы для очистки верхнего слоя металлических поверхностей, где могут образовываться частицы ржавчины и других частиц шлака.
Механическая сварка отнимает много времени и редко дает 100% чистые результаты с необходимой эстетической ценностью. Он подходит только для легкодоступных участков поверхности.
Химическая очистка сварных швов
Химическая очистка — это наиболее часто используемый метод очистки металлов.Он включает использование пасты для травления для очистки после сварочных работ. Пасту наносят на пораженные участки с помощью кисти или спрея и оставляют на некоторое время для взаимодействия с металлом. Позже его удаляют, а поверхность нейтрализуют нейтрализующим веществом.
Этот процесс довольно эффективен для очистки стали после изготовления, но сварщикам он не нравится по нескольким причинам.
Во-первых, паста для химического травления содержит множество токсичных кислот, включая фтористоводородную, азотную и серную кислоты.Эти химические вещества довольно опасны для человеческого организма и могут нанести серьезный долгосрочный ущерб коже и внутренним органам, если они потребляются или вдыхаются.
Во-вторых, только сертифицированный оператор может использовать пасту для химического травления. Все тело оператора должно быть полностью закрыто, чтобы исключить возможность контакта с кислотами. Вот почему травление обычно используется только в коммерческих мастерских и автоматизированных объектах.
Электрохимическая очистка сварных швов
Электрохимическая очистка сварных швов, также известная как электрополировка, считается наиболее эффективным методом очистки нержавеющей стали.Он быстрее, безопаснее и предпочтительнее для сварщиков по сравнению с двумя другими методами. Это не представляет серьезной опасности для здоровья сварщика.
Помимо очистки после сварки, этот процесс также весьма эффективен для удаления ржавчины, перекрестных загрязнений и других загрязнений с металлических поверхностей.
Процесс электрохимической очистки
Процесс электролитической очистки чрезвычайно прост.
Сварную металлическую деталь погружают в мягкую электролитическую очищающую жидкость.Электрическая цепь образуется путем пропускания тока (AC / DC) через раствор электролита. Этот процесс помогает очистить сварной шов от загрязнений, удалить обесцвечивание и создать желаемый уровень пассивации.
Различные типы электрохимической очистки
При сварке используются два типа электрохимической очистки. Оба следуют одному и тому же основополагающему принципу перемещения электричества через сварной шов для удаления обесцвечивания.
Первый предполагает ручное нанесение электролитических жидкостей на заготовку с помощью угольной щетки.Электричество проходит через металл, который вступает в реакцию с электролитической жидкостью и создает однородную чистую поверхность.
Второй метод предполагает использование специальных электролитических ванн, в которых металлические части погружаются в электролитические жидкости. Когда через эту смесь проходит электричество, возникает химическая реакция, которая удаляет сварочные загрязнения или ржавчину с поверхности.
Преимущества электрохимической очистки
Для очистки нержавеющей стали после сварки можно использовать оба электрохимических метода.Каждый из них предлагает сварщикам различные преимущества.
Гибкость и простота применения
Электрохимическую очистку легко выполнять в любом месте, потому что оборудование достаточно портативное и его легко перемещать. Вы можете выполнить ручную электрохимическую очистку сварных швов щеткой на объекте, за его пределами и в любом другом месте.
Электрохимическая очистка также эффективна для всех типов сварных швов, в том числе под сварных швов и стыков поверхностей.
Безопасность приложений
Электролитические жидкости не содержат опасных химикатов, таких как травильная паста.Он содержит только мягкую фосфорную кислоту, которую вы также можете найти в обычных безалкогольных напитках. Основным интерактивным агентом является электричество, а не сам электролит.
Это делает электрополировку очень безопасной и может использоваться как любителями, так и профессионалами. Несмотря на то, что для поддержания чистоты вам потребуется защитное снаряжение, например перчатки и фартук, для электролитической очистки костюмы с высокой степенью защиты не требуются.
Скорость нанесения
Процесс электрохимической очистки сварных швов не занимает много времени.Если у вас есть подготовленное оборудование, потребуется полчаса, чтобы очистить всю заготовку от начала до конца.
Хороший аппарат для электрополировки одновременно очистит и пассивирует металлическую поверхность, и вам не придется выполнять какие-либо повторяющиеся задачи.
Оптимальная коррозионная стойкость
Механическая и даже химическая очистка не защищает металл от будущей коррозии. Исследования сварочного оборудования показывают, что электрохимический процесс обеспечивает лучшую коррозионную стойкость по сравнению с другими методами очистки благодаря своему пассивирующему эффекту.
Электрохимическая очистка сварных швов нержавеющей стали
Электрохимическая очистка сварных швов особенно эффективна для очистки сварных швов из нержавеющей стали. Большинство сварщиков предпочитают работать с нержавеющей сталью из-за ее большей прочности, ремонтопригодности, внешнего вида и более высокой устойчивости к коррозии. Им нужен хороший способ очистки сварных швов после изготовления, чтобы сохранить эти прекрасные качества стали.
Если сравнить нержавеющую сталь с другими стальными сплавами, она обладает уникальной способностью бороться с коррозией и сохранять структурную целостность металла.Однако он еще далек от полной защиты от ржавчины. Если после завершения сварочных работ не очистить поверхность должным образом, даже нержавеющая сталь может потерять структурную целостность и подвергнуться коррозии.
Большинство типов нержавеющей стали оснащены пассивным поверхностным слоем, чтобы исправить это. Этот слой отделяет железную основу от взаимодействия с влагой окружающей среды. Это то, что предотвращает образование коррозии и ржавчины на стальных поверхностях. При очистке поверхности нержавеющей стали после сварки также следует убедиться, что поверхностный слой отремонтирован.
В процессе электрохимической очистки происходит пассивация поверхности одновременно с очисткой, что означает, что вы эффективно завершите оба процесса одновременно.
С помощью электрохимической очистки вы сможете успешно удалить различные типы загрязнений сварных швов — тепловые оттенки, обесцвечивание, ржавчину и т. Д. — и одновременно защитить поверхность от коррозии в будущем.
Связанные вопросы
Как удалить обесцвечивание нержавеющей стали?
В процессе сварки нержавеющая сталь нагревается до очень высокой температуры, в результате чего металлы приобретают разные цвета, такие как золотой, красный, фиолетовый, синий или коричневый, в зависимости от температуры.Хотя эти цвета могут выглядеть красиво, они снижают состав и окислительные свойства нержавеющей стали.
Для удаления пятен с нержавеющей стали после сварки можно использовать различные методы. Наиболее распространенными из них являются электрохимическая очистка, химическое травление, механическое шлифование и чистка щеткой.
Какой очиститель для нержавеющей стали лучше всего?
Электрохимическая очистка считается наиболее эффективным методом очистки от тепловых оттенков и обесцвечивания, поскольку она успешно удаляет оксиды с поверхности и восстанавливает антикоррозионный пассивный слой, который защищает металл.
Подобные сообщения:
Tig Welding Aluminium — How to Tig Weld Aluminium
(Алюминий для сварки TIG)По материалам «Новые уроки дуговой сварки», The Lincoln Electric Company, 1990
Хотя многие металлы свариваются TIG, металл, который чаще всего ассоциируется с этим процессом, — это алюминий, особенно с металлами меньшей толщины. Любые другие процессы, конечно, могут соединяться с алюминием, но для более легких калибров наиболее приемлемым процессом является TIG. Популярность алюминия в автомобильной промышленности привела к новому золотому веку сварки TIG.Механически прочная и визуально привлекательная, сварка TIG — это процесс номер один, выбранный профессиональными сварщиками для профессиональных гоночных команд, а также заядлыми автолюбителями или любителями.
Этот процесс хорошо подходит для алюминия, но есть несколько проблем с характером металла, которые вызывают вопросы, которые необходимо учитывать, если этот материал будет свариваться с постоянной легкостью и качеством.
Что сбивает с толку об алюминии
Чистый металл имеет точку плавления менее 1200 ° F и не проявляет изменений цвета перед плавлением, столь характерных для большинства металлов.По этой причине алюминий не сообщает вам, когда он горячий или готов расплавиться. Оксид или «корка», которая так быстро образуется на его поверхности, имеет температуру плавления почти в три раза выше (3200 ° + F). Чтобы добавить к этой путанице, алюминий даже кипит при более низкой температуре (2880 ° F), чем этот оксид плавится. Оксид также тяжелее алюминия и при расплавлении имеет тенденцию тонуть или задерживаться в расплавленном алюминии. По этим причинам легко понять, почему перед сваркой необходимо удалить как можно больше этой оксидной «пленки».К счастью, половина дуги переменного тока с обратной полярностью отлично справляется с удалением этого оксида перед сваркой!
Этот алюминий горячий!
Алюминий отлично проводит тепло. Когда начинается сварка, требуется большое количество тепла, так как много тепла теряется при нагревании окружающего основного металла. По прошествии некоторого времени сварки большая часть этого тепла перемещается впереди дуги и предварительно нагревает основной металл до температуры, требующей меньшего сварочного тока, чем исходная холодная пластина.Если сварка продолжится дальше до конца двух пластин, где некуда будет пройти предварительный нагрев, он может накапливаться до такой степени, что затрудняет сварку, если не уменьшить ток. Это объясняет, почему для сварки TIG 175 или TIG 275 с прямоугольной волной рекомендуется использовать Amptrol ™ (регулировка тока) с помощью лапки или руки — это позволяет легко изменять ток при одновременной сварке.
Некоторые алюминиевые сплавы проявляют тенденцию к «горячему короткому замыканию» и чувствительны к образованию трещин.Это означает, что в диапазоне температур, когда жидкий сплав является вязким (частично твердым и частично жидким) или только что превратился в твердое вещество, у него недостаточно прочности на разрыв, чтобы противостоять усадочным напряжениям, возникающим при охлаждении и преобразовании. Правильный выбор присадочного металла и методов сварки, а также меньшего размера валика может помочь устранить многие проблемы такого рода. Некоторые эксперты рекомендуют отступать на первый дюйм или около того каждого алюминиевого шва перед отделкой в нормальном направлении.
Заполнение зазора
Металл, полученный в сварочной ванне, представляет собой комбинацию металлов, которые должны обладать прочностью, пластичностью, отсутствием растрескивания и коррозионной стойкостью, требуемой для конкретного применения. Правильный выбор присадочных сплавов сводит к минимуму присутствие интерметаллических соединений и хрупкость в сварных швах плавлением алюминия. В таблице ниже указаны рекомендуемые присадочные материалы для различных алюминиевых сплавов.
Максимальная скорость наплавки достигается с присадочной проволокой или прутком наибольшего практического диаметра при сварке с максимальным практическим сварочным током.Диаметр проволоки, наиболее подходящий для конкретного применения, зависит от силы тока, который можно использовать для сварки. В свою очередь, ток зависит от доступного источника питания, конструкции соединения, типа и толщины сплава, а также положения сварки.
РЕКОМЕНДУЕМЫЕ МЕТАЛЛЫ-НАПОЛНИТЕЛИ ДЛЯ РАЗЛИЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | ||
Основной металл | Рекомендуемый присадочный металл¹ | |
Для максимальной прочности при сварке | Для максимального | |
EC | 1100 | EC 1260 |
2219 | 2319 | (2) |
5051 | 5356 | 5183, 4043 |
5356, 5183 | 5183, 5356, 5654 | |
6061 | 4043, 5183 | 5356³ |
Примечания:
| ||
Залог качества
Хорошее качество сварки достигается только в том случае, если присадочная проволока чистая и качественная. Если проволока не чистая, в сварочную ванну может попасть большое количество загрязняющих веществ из-за относительно большой площади поверхности присадочной проволоки по отношению к количеству наплавленного металла шва.
Загрязнения присадочной проволоки чаще всего представляют собой масло или гидратированный оксид.Теплота сварки высвобождает водород из этих источников, вызывая пористость сварного шва. Алюминиевая сварочная проволока Lincoln Electric производится под строгим контролем в соответствии со строгими стандартами и упаковывается так, чтобы предотвратить загрязнение во время хранения. Поскольку присадочная проволока легирована или разбавлена основным металлом в сварочной ванне, состав как присадочной проволоки, так и основного металла влияет на качество сварного шва.
Три
C s: чистый, чистый и чистый!Свариваемые детали обычно формуются, разрезаются, распиливаются или обрабатываются перед сваркой.Полное удаление всех смазочных материалов при этих операциях — необходимое условие для получения высококачественных сварных швов. Особое внимание следует уделять удалению всего масла, других углеводородов и незакрепленных частиц с распиленных или загрубленных кромок перед сваркой. Срезанные края должны быть чистыми и гладкими, а не рваными. Для облегчения очистки смазочные материалы, используемые при изготовлении, должны быть немедленно удалены.
Чтобы уменьшить вероятность образования пористости и образования окалины в сварных швах, нельзя переоценить чистоту сварочных поверхностей.Водород может вызвать пористость, а кислород — образование окалины в сварных швах. Оксиды, консистентные смазки и масляные пленки содержат кислород и водород, которые, если оставить их на свариваемых краях, вызовут непрочность сварных швов с плохими механическими и электрическими свойствами. Очистку следует проводить непосредственно перед сваркой. Краткое описание общих процедур очистки приведено в таблице ниже.
ОБЫЧНЫЕ МЕТОДЫ ОЧИСТКИ АЛЮМИНИЕВЫХ ПОВЕРХНОСТЕЙ | ||
Тип очистки | ||
Соединения | Только сварочные поверхности | Деталь в сборе |
Масло, смазка, |
|
|
Оксиды | ||