Самодельный суппорт токарного станка по металлу
Токарный станок всегда был самым востребованным типом сложного оборудования. Использовать его для точения самоделок мечтают многие умельцы. Останавливает их необходимость денежных вложений. Да и готовые модели, несмотря на очевидные достоинства, зачастую просто не помещаются в условиях домашней мастерской. Решить эти противоречия способен самодельный токарный станок. Он строится под уникальные требования, с использованием простых материалов. Конечно, такая конструкция не превзойдет промышленных продуктов, но первая же успешная самоделка на токарном станке оправдает все затраты времени и усилий.
Особенности конструкции
Задача сделать токарный станок не настолько сложная, как кажется на первый взгляд. Важные конструктивные элементы просто копируются с промышленных образцов. При этом схема самодельного токарного станка не требует реализации всех сборочных единиц, присутствующих в заводских моделях. Изготовить потребуется станину, суппорт и шпиндель.
Конструкция станины
Основу рабочей части большинства станков выполняет станина. Массивное основание предназначено для установки всех механизмов, а также выполняет функцию гашения вибраций, неизбежно возникающих при механической обработке. От правильного выбора станины будут зависеть очень многие характеристики готового изделия. Классические, литые из чугуна, конструкции, в самодельном станкостроении не используются по причине высокой сложности технологии. Практическое применение нашли станины монолитного или сварного типа. Монолитный вариант обеспечивает высокие характеристики по жесткости и гашению вибрации. Основной его недостаток – большой вес. В качестве такого основания отлично подойдет металлическая плита толщиной 10-20 мм. В зависимости от назначения станка возможно применение и других материалов. Монолитные основания доступно получить и с помощью других технологий, например, литьем из полимербетона.
Станина для самодельного токарного станка
Сварная станина выполняется в виде рамы прямоугольного сечения. Для ее изготовления, наиболее часто применяются разнообразные металлические профили. Сварная рама токарного станка отличается простотой изготовления и малой массой. Но кажущаяся простота такого решения оборачивается необходимостью дополнительной обработки посадочных мест под установку оборудования. Компромисс можно достичь, выбрав обычный швеллер. На горизонтальной грани швеллера устанавливаются необходимые элементы, боковые используются в качестве подставки и места крепления вспомогательных устройств.
Станочный суппорт
Чтобы изготовить самодельный суппорт токарного станка своими руками понадобятся направляющие, по которым будет выполняться продольное и поперечное перемещения. В промышленном оборудовании традиционно используются направляющие скольжения типа «ласточкин хвост». В домашних условиях качественно изготовить такой узел невозможно. Поэтому, при выборе, предпочтение отдается готовым цилиндрическим или профильным рельсам с линейными подшипниками.
Существует и дешевое решение. Оно подразумевает использование полированных валов от старых принтеров или иного оборудования.
 Крепление ходовых винтов требует применения подшипниковых блоков, обеспечивающих свободное вращательное движение и невозможность возвратно-поступательного. Такой блок можно сделать самостоятельно, но лучше использовать модели серийного изготовления.
Крепление ходовых винтов требует применения подшипниковых блоков, обеспечивающих свободное вращательное движение и невозможность возвратно-поступательного. Такой блок можно сделать самостоятельно, но лучше использовать модели серийного изготовления.Для соединения составных частей суппорта между собой подойдут стальные пластины толщиной 8-10 мм. Их достаточно обработать по размерам направляющих и просверлить требуемые отверстия.
Сборка суппорта будет напоминать работу с детским конструктором, а результат окажется не хуже, чем у заводских моделей.
Шпиндель и коробка подач
Шпиндельная бабка используется для крепления оси шпинделя, установки коробки скоростей и коробки переключения подач (КПП). Рабочая часть устройства любой коробки требует большого числа шестерен и трудно реализуется в домашних условиях. Простым решением проблемы шпинделя будет применение регулируемого привода на основе асинхронного двигателя с частотным инвертором.
Самодельная КПП для миниатюрного токарного станка вряд ли понадобится. Небольшие размеры обрабатываемых деталей не потребуют от токаря больших физических усилий, а мелкую резьбу гораздо продуктивнее нарезать леркой. Если все же требуется токарный самодельный аппарат с коробкой подач, то не обязательно искать набор шестерен. Автоматическую подачу можно выполнить на основе маломощных электродвигателей, что позволит в дальнейшем даже применить устройство ЧПУ.
Инструменты, материалы и чертежи
Изготовление настольного токарного станка и его сборку выгоднее всего проводить с использованием серьезного оборудования. Доступ к фрезерному и сверлильному оборудованию позволяет избежать некоторых проблем. Если такого доступа нет, то остается использовать то, что есть под рукой. Не только токарные станки, но и другие сложные самоделки, изготавливаются с помощью ограниченного набора слесарного инструмента и электродрели.
Материалы для будущей конструкции выбирают из того, что есть под рукой, стараясь ограничить финансовые затраты. Востребованными окажутся металлический профиль для станины, детали из листового металла, узлы крепления подшипников шпинделя и ходовых винтов, крепежные изделия. Приобрести потребуется рельсовые направляющие, приводные винты, преобразователь частоты. Благо, сегодня существует множество фирм, предлагающих их поставку.
Возможных вариантов, как сделать мини токарный станок, существует множество. Для выбора конкретного решения следует четко определить, для чего будет использоваться станок, какие заготовки на нем будут точиться. Обработка стали требует иного подхода к проектированию, чем для мягкого исходного сырья. В техническое задание включаются габариты конечного изделия, максимальные параметры обрабатываемых заготовок, доступные ресурсы, способы транспортировки станка и иные необходимые пожелания. Проанализировав все пожелания, выполняют чертежи самодельного токарного станка.
Чертеж для сборки станка
Необходимая детализация разрабатывается под имеющиеся комплектующие и возможности. Если этот этап кажется затруднительным, готовые чертежи на токарные станки находятся в свободном доступе.
Инструкция по сборке
Продольные направляющие суппорта крепятся непосредственно к основанию станка с помощью винтов.
Шпиндельный узел выполняется из двух подшипниковых щитов, которые также крепятся на станине. Щиты могут быть готовыми или самодельными.
При монтаже следует добиться совпадения главной оси с осями направляющих.
Вал шпинделя необходимо изготовить на токарном станке, либо попытаться подобрать готовый. При монтаже вал запрессовывается в подшипники. С одной его стороны устанавливается токарный патрон, с другой шкив для ременной передачи. Применение каких-либо других типов передач в небольшом станке нецелесообразно. Для возможности грубого регулирования скорости и увеличения вращающего момента шпинделя рекомендуется изготовить ступенчатые многоручьевые шкивы. Аналогичный шкив монтируется и на вал электромотора. Сам мотор устанавливается на раме снизу или сзади шпиндельной бабки. Крепление двигателя должно предусматривать механизм натяжения ремня.
Применение каких-либо других типов передач в небольшом станке нецелесообразно. Для возможности грубого регулирования скорости и увеличения вращающего момента шпинделя рекомендуется изготовить ступенчатые многоручьевые шкивы. Аналогичный шкив монтируется и на вал электромотора. Сам мотор устанавливается на раме снизу или сзади шпиндельной бабки. Крепление двигателя должно предусматривать механизм натяжения ремня.
Составные части самодельного токарного станка
На последнем этапе осуществляется монтаж электрооборудования станка. Он заключается в комплектации силового шкафа, в который устанавливаются преобразователь частоты, вводной автоматический выключатель и кнопки пуска и останова шпинделя. Также подключается двигатель и электрическая сеть. На этом сборка станка может считаться оконченной.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Одним из наиболее распространенных приспособлений обработки заготовок из металла является токарный станок. С его помощью можно выполнить такие элементы, как втулка, муфта, болт, гайка, фланец и другие. Оборудование можно приобрести уже готовым в специализированных магазинах, но есть возможность изготовить самодельный токарный станок по металлу в домашних условиях.
С его помощью можно выполнить такие элементы, как втулка, муфта, болт, гайка, фланец и другие. Оборудование можно приобрести уже готовым в специализированных магазинах, но есть возможность изготовить самодельный токарный станок по металлу в домашних условиях.
Особенность станков
Существует немало видов токарных станков для обработки металла. Каждый из них имеет свои особенности конструкции, от которых зависят их функциональные возможности. Кроме этого, каждый вид обладает возможностью выполнения дополнительных операций, например, фрезерования или сверления.
Независимо от вида агрегата, их конструкция может состоять из таких узлов:
- Станина. На ней располагаются все части станка.
- Бабка передняя. Приспособление, на котором монтируется коробка выбора скорости, а также шпиндель.
- Коробка передач. От нее движение передается к суппорту от шпинделя, проходя через валик или винт хода.
- Фартук. Узел, который участвует в преобразовании движения в поступательное.

- Суппорт. Представляет собой каретку, которая перемещается в перпендикулярной или параллельной плоскости относительно станины станка. Его функция заключается в обеспечении поступательного передвижения режущего механизма.
- Бабка задняя. Она отвечает за надежное крепление всех движущихся частей станка.

В зависимости от вида и модели устройства, его можно укомплектовать дополнительными насадками, которые увеличат показатель функциональности оборудования.
Виды универсальных аппаратов
Современные производители предлагают пользователям обширный перечень токарных станков. Среди наиболее популярных можно выделить следующие их виды: токарно-винторезный, токарно-фрезерный, токарно-карусельный, токарно-револьверный.
Винторезный станок
Особенностью этого вида оборудования является наличие хода пиноли задней бабки. Благодаря этому, есть возможность оборудовать его патроном для сверления. Это позволяет использовать станок не только для выполнения токарных операций, но и для вытачивания заготовок с разным профилем, выравнивания, проделывания в заготовках канавок и углублений, подрезания размеров до необходимых показателей, высверливания отверстий. Для этого могут быть использованы плашки, резцы или метчики.
Это позволяет использовать станок не только для выполнения токарных операций, но и для вытачивания заготовок с разным профилем, выравнивания, проделывания в заготовках канавок и углублений, подрезания размеров до необходимых показателей, высверливания отверстий. Для этого могут быть использованы плашки, резцы или метчики.
Посредством использования токарно-винторезных агрегатов можно работать с заготовками, выполненными из черных или цветных металлов. Этот вид устройств чаще всего применяется на инструментальных производствах, в области приборостроения или часовом производстве.
Если выбор пал на токарно-винтовой станок, рекомендуется учитывать такие его свойства:
- Размер (диаметр) заготовки, который можно рассчитать посредством измерения расстояния от станины до оси устройства.
- Максимальная длина детали. Этот показатель в большинстве моделях не превышает 2033 мм.
- Масса станка. С увеличением веса увеличивается уровень жесткости устройства, что имеет непосредственное влияние на точность выполняемой операции. Можно приобрести агрегаты, масса которых колеблется в пределах 600 — 4250 кг. Такие станки пользуются большой популярностью как на предприятиях, так и в домашних мастерских.
 Можно приобрести агрегаты, масса которых колеблется в пределах 600 — 4250 кг. Такие станки пользуются большой популярностью как на предприятиях, так и в домашних мастерских.
Можно приобрести агрегаты, масса которых колеблется в пределах 600 — 4250 кг. Такие станки пользуются большой популярностью как на предприятиях, так и в домашних мастерских.Фрезерное устройство
При помощи этого вида оборудования можно выточить заготовки не только из черных и цветных металлов, но и из пластика, и дерева. Конструкция устройства сочетает в себе два вида станков (фрезерный и токарный).
Универсальный токарно-фрезерный станок можно использовать для выполнения таких видов операций, как точение проходное, нарезание резьбы, накладывание фаски, выборка галтелей, вырезание прямых и криволинейных пазов, сверление отверстий. Это стало возможным благодаря наличию фрезерной части, расположенной в вертикальной плоскости станины. Такие станки нередко устанавливаются в школьных мастерских.
Популярность токарно-фрезерного оборудования обусловлена наличием присущих ему достоинств:
- Доступность. Комбинация двух видов станков приводит к экономии средств.
- Компактный размер. Его можно устанавливать в мастерской с небольшой площадью.
- Возможность монтажа разнообразных дополнительных элементов (резец, сверло, метчик, развертка, фреза, стамеска).
 Комбинация двух видов станков приводит к экономии средств.
Комбинация двух видов станков приводит к экономии средств.При выборе этого вида оборудования необходимо учитывать такие его характеристики:
- расстояние между центрами;
- размер заготовки;
- диаметр торцовочной и концевой фрез.
Наличие этих качеств обуславливает популярность токарно-фрезерного оборудования у пользователей.
Карусельный аппарат
Станки этого вида в основном применяются для обработки большого диаметра (больше 2000 мм) и размеров на больших предприятиях.
Револьверный агрегат
Основное предназначение этого вида устройств заключается в обработке заготовок, выполненных из калиброванного прутка. Особенность станков заключается в креплении режущего механизма, которое осуществляется на барабане вращающегося типа.
Станки с числовым программным обеспечением
В процессе работы с этим видом станков требуется минимальное участие оператора. Стоит также отметить возможность выполнения всех типов операций с высокой точностью.
Каждый из вышеперечисленных видов токарных станков по металлу имеет особенности конструкции и предназначение.
Самостоятельное изготовление
Если говорить о том, что можно сделать из дрели своими руками, следует обратить внимание на токарный станок, который можно изготовить в домашних условиях. Это поможет не только сэкономить средства, но и даст возможность выполнения довольно большого перечня операций с разными материалами.
Для того чтобы выполнить токарный станок по металлу своими руками, чертежи которого можно найти в специализированной литературе, необходимо в первую очередь определиться со станиной. Она считается одним из наиболее значимых узлов оборудования. Именно на станине монтируется токарная приставка для дрели.
Для изготовления станины можно использовать плиту, выполненную из такого материала, как дерево, толщиной до 21 мм. Дрель фиксируется за шейку ее корпуса, на которой впоследствии будет смонтирована вспомогательная рукоятка.
Для того чтобы иметь возможность распиловки таких материалов, как фанера или оргалит, на станине необходимо в патрон дрели нужно установить дисковую пилу, диаметр которой не превышает 2 мм. Для обеспечения удобства работы со станком можно также смонтировать дополнительную рукоятку.
Есть возможность заменить диск плоской фрезой. Благодаря этому, у оператора появится возможность выполнения пазов небольшой глубины.
Теперь можно приступать к выполнению упора, который призван выполнять функцию задней бабки. Таким образом, самодельный суппорт для токарного станка своими руками можно выполнить из двух деревянных брусков и одного винта для регулировки с заточенным наконечником. Это даст возможность использовать станок для обработки небольших деревянных заготовок.
Если говорить о том, как из дрели сделать токарный станок, следует учитывать то, что есть несколько вариантов устройств, изготовить которые можно самостоятельно, главное, иметь готовый шаблон.
Суппорт в процессе эксплуатации станка имеет свойство изнашиваться. При этом не исключена возможность возникновения люфта, что отрицательное скажется на качестве выполняемой операции. Во избежание такой ситуации рекомендуется периодически выполнять регулировку и подстройку суппорта.
Деревообрабатывающий столярный станок имеет раму. Для ее изготовления можно использовать балки или швеллера из металла. Их толщина и размеры имеют непосредственную зависимость от нагрузки, с которой будет эксплуатироваться оборудование.
На балки монтируются валы с направляющими, расположенными продольно. Для их крепления можно использовать сварочный аппарат, болты или шуруповерт.
Передняя бабка может быть выполнена из гидроцилиндра, в полость которого монтируются два подшипника. Толщина стенок цилиндра может изменяться от 5 мм и более. Полость гидроцилиндра заполняется специальной смазывающей жидкостью. Затем монтируется электрический привод.
Толщина стенок цилиндра может изменяться от 5 мм и более. Полость гидроцилиндра заполняется специальной смазывающей жидкостью. Затем монтируется электрический привод.
Электромотор отвечает за движение режущей части станка. Мощность двигателя имеет непосредственную зависимость на мощность устройства. При его выборе необходимо учитывать размер заготовок, которые будут обрабатываться на стенке:
- для работы с небольшими заготовками можно использовать привод мощностью не больше 1 кВт;
- при необходимости обработки крупногабаритных заготовок необходимо выбрать двигатель, мощность которого колеблется в пределах 1, 5 — 2, 5 кВт.
Ручной станок для обработки металла или дерева следует собирать с учетом того, что все его узлы необходимо обязательно изолировать. Это обеспечит безопасность оператора при работе со станком, а также прочность конструкции.
Возможные варианты режущего механизма
Станковый механизм в обязательном порядке оборудуется режущей частью.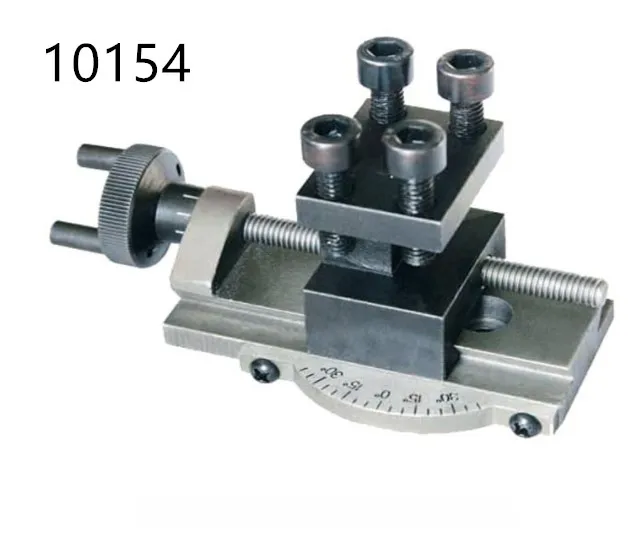 Существует несколько вариантов этого узла. Среди наиболее надежных можно выделить следующие:
Существует несколько вариантов этого узла. Среди наиболее надежных можно выделить следующие:
- Резец. Он состоит из таких частей, как рабочая часть и держатель. Резцы классифицируются по направлению подачи (правые и левые), а также по предназначению (подрезные, проходные, отрезные, расточные, резьбовые, фасочные). При выборе резцов важно учитывать материал их изготовления.
- Метчик. Представлен в виде винта с канавками, которые используются для нарезания резьбы. По назначению метчики можно условно подразделить на гаечные и плашечные.
- Зенкер. Применяется для предварительной или завершающей обработки отверстий разного диаметра. Его применение обеспечивает сглаживание поверхности внутренней части отверстия. Для изготовления зенкеров используется углеродистая сталь, способная выдерживать температуру до 250 градусов.
- Сверло. Специальное приспособление, посредством которого можно высверливать отверстия разного диаметра в заготовках из разных материалов. В токарных станках в основном применяются спиральные или твердосплавные сверла. Для повышения прочности сверл используются напайки из твердосплавного металла.
 В токарных станках в основном применяются спиральные или твердосплавные сверла. Для повышения прочности сверл используются напайки из твердосплавного металла.
В токарных станках в основном применяются спиральные или твердосплавные сверла. Для повышения прочности сверл используются напайки из твердосплавного металла.Правильный выбор оснастки обеспечит возможность выполнения обширного перечня операций при обработке заготовок, повысит точность выполнения работы, а также сократит время на ее выполнение. А самостоятельное изготовление токарного станка для обработки металла поможет сократить средства, необходимые на приобретение уже готового оборудования.
В работах по металлу, для изготовления деталей цилиндрической (конической) формы, используется токарный станок. Существует множество моделей этого производственного устройства, и всем им присуща практически одинаковая компоновка из схожих узлов и деталей. Одним из таковых является суппорт станка.
Самодельный токарный станок
Для лучшего понимания функций, который выполняет суппорт токарного станка, можно рассмотреть его работу на примере распространенной модели 16к20. Ознакомившись с этой информацией, возможно у некоторых домашних мастеров появится идея создать своими руками самодельный токарный станок для проведения работ по металлу.
Ознакомившись с этой информацией, возможно у некоторых домашних мастеров появится идея создать своими руками самодельный токарный станок для проведения работ по металлу.
1 Что такое суппорт станка?
Это достаточно сложный узел токарного станка по металлу, невзирая на кажущуюся простоту. От того, насколько правильно он изготовлен, установлен, отрегулирован — зависит качество будущей детали, и количество времени, которое было затрачено на ее изготовление.
к меню ↑
1.1 Принцип работы
Размещенный на станке 16к20 суппорт может передвигаться в следующих направлениях:
- поперечном — перпендикулярно оси вращающейся заготовки для углубления в нее;
- продольном — режущий инструмент передвигается вдоль поверхности заготовки для снятия лишнего слоя материала или протачивания резьбы;
- наклонном — для расширения доступа к поверхности обрабатываемой детали под нужным углом.
1.2 Устройство суппорта
Суппорт для станка 16к20 расположен на нижних салазках, которые передвигаются по направляющим, закрепленным на станине, и таким образом происходит продольное перемещение. Движение задается вращением винта, который преобразовывает вращательное усилие в поступательное движение.
Движение задается вращением винта, который преобразовывает вращательное усилие в поступательное движение.
Суппорт токарного станка предназначен для закрепления и перемещения режущего инструмента
На нижних салазках, суппорт передвигается и поперечно, но по отдельным направляющим (поперечным салазкам), расположенным перпендикулярно оси вращения детали.
К поперечным салазкам, специальной гайкой, крепится поворотная плита, на которой имеются направляющие для передвижения верхних салазок. Задавать движение верхним салазкам можно с помощью поворотного винта.
Поворот верхних салазок в горизонтальной плоскости происходит одновременно с плитой. Таким образом, происходит установка режущего инструмента, под заданным углом к вращающейся детали.
Станок оснащен резцовой головкой (резцедержателем), который закреплен на верхних салазках специальными болтами и отдельной рукояткой. Движение суппорта происходит по ходовому винту, который расположен под ходовым валом. Такая подача осуществляется вручную.
Такая подача осуществляется вручную.
1.3 Регулировки суппорта
В процессе работы на станке 16к20 происходит естественный износ, расшатывание, ослабление креплений суппорта. Это естественный процесс и его последствия необходимо постоянно контролировать путем регулярных подстроек и регулировок.
Основные узлы токарного станка
На суппорте станка 16к20 проводятся следующие регулировки:
1.4 Регулировка зазоров
Во время поперечного и продольного движения суппорта станка 16к20 по салазкам, происходит износ винта и рабочей их поверхности вследствие постоянного трения.
Наличие такого свободного пространства приводит к неравномерному перемещению суппорта, заеданию, колебанию при возникающих боковых нагрузках. Удаляется излишний зазор при помощи клиньев, при помощи которых каретка прижимается к направляющим.
к меню ↑
1.5 Регулировка люфта
Люфт появляется в винтовой передаче. Избавиться от него можно без разборки с помощью закрепляющего винта, который находится на этом устройстве перемещения суппорта.
к меню ↑
1.6 Регулировка сальников
При длительной работе по металлу на станке 16к20 происходит износ и засорение сальников, которые находятся на торцах выступа каретки. Визуально это определяется при появлении грязных полос во время продольного перемещения суппорта.
Передняя крышка токаного станка с сальником
Для того, чтобы устранить такое явление без разборки узла, необходимо промыть войлочную набивку и пропитать ее машинным маслом. При полной непригодности изношенных сальников следует заменить их новыми.
к меню ↑
1.7 Ремонт суппорта
Это устройство токарного станка с течением времени изнашивается при постоянных значительных нагрузках в работе по металлу.
Наличие значительного износа легко определяется по состоянию поверхности направляющих салазок. На них могут появиться небольшие впадины, что будет препятствовать свободному перемещению суппорта в заданном направлении.
При своевременном регулярном уходе такой ремонт может и не понадобиться, но в случае появления подобного рода дефекта следует заняться ремонтом, а при сильном износе — заменой.
Суппорт 16К20 достаточно часто требует ремонта каретки, который заключается в восстановлении нижних направляющих, которые взаимодействуют с направляющими станины. Особого внимания требует поддержание стабильной перпендикулярности расположения каретки.
При ремонте суппорта необходимо проводить проверку по обеим плоскостям при помощи строительного уровня.
к меню ↑
2 Самодельный токарный станок
Токарное устройство, при помощи которого выполняются работы по металлу, может быть очень простым. Собрать самодельный станок своими руками можно практически из подручных средств, которые берутся из пришедших в негодность механизмов.
Самодельный токарный станок
Начать следует с металлической рамы сваренной из швеллера, которая будет станиной. С левого края на ней закрепляется передняя неподвижная бабка, а справа — устанавливается опора. Самодельный станок, сделанный своими руками, предусматривает наличие уже готового шпинделя с патроном или планшайбой.
Шпиндель получает вращательный момент от электродвигателя через клиноременную передачу.
При работе станка по металлу, резец удержать своими руками невозможно (в отличие работы с деревом), поэтому потребуется суппорт, который будет передвигаться продольно. На нем устанавливается резцедержатель с возможностью его перемежения поперечно направлению движения самого суппорта.
Задается перемещение суппорта и резцедержателя на заданную величину при помощи винта с маховиком, на котором имеется кольцо с метрическими делениями. Маховик приводится в движение вручную.
2.1 Самодельный токарный станок (видео)
2.2 Материалы и сборка
Для того чтобы собрать токарное устройство своими руками потребуются:
- цилиндр гидравлический;
- вал от амортизатора;
- уголок, швеллер, балка из металла;
- электродвигатель;
- два шкива;
- ременная передача.

Самодельный токарный станок на швеллере
Самодельный токарный станок своими руками собирается таким образом:
- Из двух швеллеров и двух металлических балок собирается рамная конструкция. При работе в будущем с деталями, имеющими длину более 50 мм, следует использовать материалы толщиной не менее 3мм для уголка и 30 мм для стержней.
- Продольные валы закрепляются на двух швеллерах направляющими с лепестками, каждый из которых имеет болтовое соединение или приварен сваркой.
- Для изготовления передней бабки используется гидравлический цилиндр, толщина стенки у которого должна быть не менее 6 мм. В нем запрессовываются два подшипника 203.
- Через подшипники, внутренний диаметр которых равен 17 мм, прокладывается вал.
- Гидравлический цилиндр заполняется смазывающей жидкостью.
- Под шкивом устанавливается гайка с большим диаметром, для предотвращения выдавливания подшипников.
- Готовый шкив берется из отслужившей стиральной машины.
- Суппорт изготавливается из пластины с приваренными к ней цилиндрическими направляющими.
- Патрон можно изготовить из отрезка трубы, подходящего диаметра, с наваренными на нем гайками и проделанными отверстиями для 4-х болтов.
- Приводом может служить электродвигатель той же стиральной машины (мощность 180 Вт), соединенный с передней бабкой ременной передачей.

Суппорт токарного станка. Устройство и ремонт суппорта токарного станка
Устройство суппорта токарного станка
Общий вид суппорта в сборе с фартуком
Суппорт токарно-винторезного станка
Суппорт токарно-винторезного станка. Смотреть в увеличенном масштабе
Суппорт универсального токарного станка
Суппорт универсального токарного станка предназначен для перемещения закрепленного в резцедержателе резца вдоль оси шпинделя, поперек оси шпинделя и под углом к оси шпинделя.
Суппорт станка имеет крестовую конструкцию и состоит из трех основных движущихся узлов — каретка суппорта, поперечные салазки суппорта, резцовые салазки. В технической литературе эти узлы называют по разному, например, каретка суппорта может называться — нижние салазки, продольные салазки, продольная каретка. В нашем описании мы будем придерживаться терминологии из Руководства по эксплуатации станка 1к62.
В технической литературе эти узлы называют по разному, например, каретка суппорта может называться — нижние салазки, продольные салазки, продольная каретка. В нашем описании мы будем придерживаться терминологии из Руководства по эксплуатации станка 1к62.
Суппорт состоит из следующих основных частей (рис. 13):
- Каретка для продольного перемещения суппорта по направляющим (продольные салазки, нижние салазки)
- Станина станка
- Поперечные салазки (поперечная каретка)
- Резцовые салазки (верхние салазки, поворотные салазки)
- Винт ходовой подачи поперечной каретки
- Гайка безлюфтовая разъемная
- Рукоятка ручной подачи поперечной каретки
- Зубчатое колесо для механической подачи поперечной каретки
- Поворотная плита
- Резцедержатель четырехпозиционный
В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки 11 против часовой стрелки резцедержатель 10 приподнимается пружиной 12 — одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку 11 в обратном направлении.
Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки 11 против часовой стрелки резцедержатель 10 приподнимается пружиной 12 — одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку 11 в обратном направлении.
Механизм фартука расположен в корпусе, привернутом к каретке суппорта (рис. 14). От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала I передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом 1, а поперечное — винтом (на рис. 14 не показан), вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал, чтобы нельзя было включить подачу суппорта от них одновременно.
Фото поперечных салазок и каретки суппорта
Каретка суппорта
Каретка суппорта (нижние салазки, продольные салазки) перемещается по направляющим станины вдоль оси шпинделя. Каретка приводится в движение как вручную, так и механически с помощью механизма подачи. Движение каретке передается с помощью фартука, жестко закрепленного на каретке. Каретку можно зажать на станине прижимной планкой и винтом для проведения тяжелых торцовочных работ.
В фартуке размещены механизмы и передачи, предназначенные для преобразования вращательного движения ходового валка и ходового винта в прямолинейно-поступательное движение каретки суппорта, продольных и поперечных салазок. Фартук жестко скреплен с кареткой суппорта.
В верхней части каретки перпендикулярно оси шпинделя расположены направляющие в форме ласточкина хвоста для установки поперечных салазок суппорта.
Основные параметры перемещения каретки суппорта для станка 1к62:
- Наибольшее продольное перемещение суппорта от руки маховичком . . 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому валу .. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому винту .. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Перемещение каретки на одно деление лимба .. 1 мм
 . 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500Читайте также: Описание токарно-винторезного станка 1К62
Поперечные салазки суппорта
Поперечные салазки суппорта установлены на каретке суппорта и перемещается по направляющим каретки в форме ласточкина хвоста под углом 90° к оси шпинделя. Поперечные салазки также приводятся в движение как вручную, так и механически механизмом подачи. Поперечные салазки перемещаются в направляющих нижних салазок с помощью ходового винта и безлюфтовой гайки. При ручной подаче винт вращается с помощью рукоятки 7, а при механической — от зубчатого колеса 8.
Точное перемещение салазок определяется с помощью лимба.
После некоторого срока работы станка, когда на боковых поверхностях ласточкина хвоста появляется зазор, точность работы станка снижается. Для уменьшения этого зазора до нормальной величины необходимо подтянуть имеющуюся для этих целей клиновую планку.
Для устранения люфта ходового винта поперечных салазок при износе гайки, охватывающей ходовой винт, последняя выполнена из двух половин, между которыми установлен клин. Подтягивая клин при помощи винта кверху, можно раздвинуть обе половины гаек и выбрать зазор.
На поперечные салазки может быть установлен задний резцедержатель, используемый для проточки канавок и для других работ, выполняемых с поперечной подачей.
В верхней части поперечных салазок расположены круговые направляющие для установки и закреления поворотной плиты с резцовыми салазками.
Основные параметры перемещения салазок суппорта для станка 1к62:
- Наибольшее перемещение салазок .. 250 мм
- Перемещение салазок на одно деление лимба . . 0,05 мм
 . 0,05 мм
. 0,05 ммФото суппорта станка в сборе без фартука
Резцовые салазки
Резцовые салазки (верхние салазки) установлены на поворотной части поперечной каретки и перемещаются по направляющим поворотной части, смонтированной в круговой направляющей поперечных салазок. Это позволяет резцовые салазки вместе с резцедержателем устанавливать под любым углом к оси станка при обтачивании конических поверхностей.
Резцовые салазки перемещаются по направляющим поворотной части, смонтированной в круговой направляющей поперечных салазок. Это позволяет устанавливать верхние салазки вместе с резцедержателем при отпущенных гайках под углом к оси шпинделя станка от —65° до +90° при обтачивании конических поверхностей. При повороте зажимной рукоятки против часовой стрелки осуществляется разжим резцовой головки и вывод фиксатора, а затем поворот ее в нужное положение. Обратным вращением рукоятки резцовая головка зажимается в новом зафиксированном положении. Головка имеет четыре фиксированных положения, но может быть также закреплена в любом промежуточном положении.
Головка имеет четыре фиксированных положения, но может быть также закреплена в любом промежуточном положении.
На верхней поверхности поворотной части расположены направляющие в форме ласточкина хвоста, по которым при вращении рукоятки перемещается — резцовые (верхние) салазки суппорта.
Резцовые салазки несут на себе четырехгранную резцовую головку для закрепления резцов и имеют независимое ручное продольное перемещение по направляющим поворотной части суппорта.
Точное перемещение салазок определяется с помощью лимба.
Основные параметры перемещения салазок суппорта для станка 1к62:
- Наибольший угол поворота резцовых салазок .. —65° до +90°
- Цена одного деления шкалы поворота .. 1°
- Наибольшее перемещение резцовых салазок .. 140 мм
- Перемещение резцовых салазок на одно деление лимба .. 0,05 мм
- Наибольшее сечение державки резца .. 25 х 25 мм
- Число резцов в резцовой головке .. 4
Восстановление и ремонт направляющих суппорта
При ремонте направляющих суппорта необходимо восстановить направляющие каретки, поперечных салазок, поворотных салазок и верхних салазок.
Восстановление направляющих каретки суппорта является наиболее сложным процессом и требует намного больше затрат времени по сравнению с ремонтом других деталей суппорта
Каретка суппорта токарно-винторезного станка модели 1К62. Рис. 51.
При ремонте каретки необходимо восстановить:
- параллельность поверхностей 1, 2, 3 и 4 направляющих (рис. 51) и параллельность их к оси 5 винта поперечной подачи
- параллельность поверхностей 1 и 3 к плоскости 6 для крепления фартука в поперечном направлении (по направлениям а — а, а1 — а1) и продольном направлениях (по направлениям б — б, б1 — б1)
- перпендикулярность поперечных направляющих по направлению в—в к продольным направляющим 7 и 8 (по направлению в1 — в1, сопрягаемым со станиной
- перпендикулярность поверхности 6 каретки для крепления фартука к плоскости для крепления коробки подач на станине
- соосность отверстий фартука для ходового винта, ходового вала и вала переключения с их осями в коробке подач
При ремонте каретки необходимость сохранить нормальное зацепление зубчатых колес фартука с рейкой и с механизмом поперечной подачи. Существующие на практике методы пересчета и коррегирования этих передач являются недопустимыми, так как при этом нарушаются соответствующие размерные цепи станков.
Существующие на практике методы пересчета и коррегирования этих передач являются недопустимыми, так как при этом нарушаются соответствующие размерные цепи станков.
Не следует начинать ремонт с поверхностей каретки, сопрягаемых со станиной, так как в этом случае как бы фиксируют положение каретки, полученное вследствие неравномерного износа этих направляющих. При этом восстановление всех других поверхностей сопряжено с неоправданно высокой трудоемкостью ремонтных работ.
Поэтому ремонт направляющих каретки следует начинать с поверхностей 1, 2, 3 и 4 (рис. 51), сопрягаемых с поперечными салазками суппорта.
Восстановление направляющих каретки установкой компенсационных накладок
Схема замеров отклонений размеров каретки суппорта. Рис. 52.
Восстановление направляющих каретки установкой компенсационных накладок осуществляется в следующем порядке.
- Каретку располагают на направляющих станины и устанавливают уровень на поверхности для поперечных салазок. Между сопрягаемыми поверхностями каретки и станины помещают тонкие клинья с небольшим уклоном (не менее 1°) и регулируют положение каретки до установки пузырька уровня в нулевое положение. Затем карандашом отмечают границы выступающих частей клиньев и, сняв их, в отмеченных местах определяют величину перекоса каретки. Эта величина учитывается при строгании продольных направляющих каретки.
- Каретка с приспособлением (см. рис. 35) устанавливают на стол станка. В отверстие под винт помещают контрольный валик. По верхней и боковой образующим выступающей части валика выверяют установку каретки на параллельность ходу стола с точностью 0,02 мм на длине 300 мм и закрепляют. Проверку производят с помощью индикатора, закрепленного на станке. Отклонение определяют при движении стола.
- Шлифуют последовательно плоскости 1 и 3 чашечным кругом конической формы, зернистостью 36—46, твердостью СМ1-—СМ2, со скоростью резания 36—40 м/сек и подачей 6—8 м/мин. Эти поверхности должны находиться в одной плоскости с точностью 0,02 мм.
Затем шлифуют последовательно поверхности 2 и 4.
Чистота поверхности должна соответствовать V 7; непрямолинейность, взаимная непараллельность, а также непараллельность к оси винта допускается не более 0,02 мм на длине направляющих. Проверку непараллельности производят приспособлением (см. рис. 12). - Устанавливают каретку на стол строгального станка плоскостями 1 и 3 на четыре мерные пластины (на рисунке не показаны). В отверстие под винт помещают контрольный валик.
Выверяют установку каретки на параллельность поперечному ходу суппорта с точностью 0,02 мм на длине 300 мм. Проверку производят индикатором (закрепленным в резцедержателе) по верхней и боковой образующим выступающей части контрольного валика. На поверхностях 1 и 2 (рис. 52) укладывают контрольный валик 4 и замеряют расстояние а (от поверхности стола до верхней образующей контрольного валика) с помощью стойки и индикатора. Измерения производят на обоих концах валика. Определяют также размер b (от поверхности стола до поверхности 3). - Строгают последовательно поверхности 1, 2 и 3. При строгании поверхностей 1 и 2 следует снимать минимальный слой металла, до устранения перекоса.
Если износ этих поверхностей меньше 1 мм необходимо сострагивать больший слой металла с тем, чтобы толщина устанавливаемых накладок была не менее 3 мм. Благодаря этому передняя часть каретки в месте крепления фартука окажется несколько выше, чем задняя. Допускается отклонение 0,05 мм на длине 300 мм. Это увеличит срок эксплуатации станка без ремонта, так как при осадке суппорта он будет вначале выравниваться и лишь затем начнется его перекос.
Затем на эти поверхности укладывают контрольный валик 4, вновь определяют расстояние способом, указанным выше, и определяют разность с ранее произведенным замером размера.
При строгании поверхности снимают слой металла, равный произведенному замеру перекоса (см. операцию 1 данного технологического процесса), прибавляют разность двух замеров расстояния а и 0,1 мм. Например, при перекосе 1,2 мм и разности произведенных замеров а — 0,35 мм с поверхности 3 сострагивают слой металла, равный 1,2 + 0,35 + 0,1 = 1,65 мм.
Затем замеряют расстояние Ь, из которого вычитают ранее установленный размер (см. операцию 4). Разность двух указанных замеров будет соответствовать величине снятого слоя металла.
Проверяют профиль простроганных направляющих по контрольному шаблону, который соответствует профилю направляющих станины. - Каретку устанавливают на отремонтированные направляющие станины и прикрепляют к каретке заднюю прижимную планку. На каретке закрепляют фартук (рис. 53). На станине устанавливают корпус коробки подач. В отверстиях (для ходового вала) коробки подач и фартука помещают контрольные валики с выступающей частью длиной 200—300 мм. Определяют соосность контрольных валиков и горизонтальность поперечных направляющих каретки подкладыванием под направляющие каретки мерительных клиньев (точность выверки 0,1 мм) и толщину устанавливаемых накладок (планок).
- Подбирают текстолит марки ПТ [9] необходимой толщины с учетом припуска 0,2—0,3 мм на шабрение. Нарезают полосы, соответствующие по размерам направляющим каретки (рис. 54)
- Простроганные (без шабрения) поверхности каретки тщательно обезжиривают ацетоном или авиационным бензином с помощью тампонов из светлой ткани. Так же производят обезжиривание поверхностей накладок (эти поверхности предварительно зачищают наждачной бумагой или пескоструят). Обезжиренные поверхности сушат в течение 15—20 мин.
- Приготовляют эпоксидный клей из расчета 0,2 г на 1 см² поверхности. Наносят тонкий слой клея на каждую из склеиваемых поверхностей с помощью лопаточки из дерева или металла (они должны быть обезжирены). Поверхностями, смазанными клеем, накладывают накладки на сопрягаемые поверхности каретки и слегка притирают для удаления пузырьков воздуха. На направляющие станины укладывают лист бумаги (предохраняющий от попадания на них клея), а на него устанавливают каретку без прижима. При этом необходимо проследить, чтобы накладки не сместились со своих мест. После затвердения клея, которое длится при температуре 18—20° С в течение 24 ч, следует каретку снять с направляющих станины и удалить лист бумаги.
- На накладках выполняют смазочные канавки и затем шабрят поверхности каретки по направляющим станины. Одновременно необходимо проверить перпендикулярность продольных направляющих к поперечным направляющим каретки с помощью приспособления (см. рис. 17). Допускается отклонение (вогнутость) не более 0,02 мм на длине 200 мм. Перпендикулярность плоскости каретки для крепления фартука к плоскости для крепления коробки подач на станине проверяют с помощью уровня (рис. 55, поз. 3). Допускается отклонение не более 0,05 мм на длине 300 мм.
 Между сопрягаемыми поверхностями каретки и станины помещают тонкие клинья с небольшим уклоном (не менее 1°) и регулируют положение каретки до установки пузырька уровня в нулевое положение. Затем карандашом отмечают границы выступающих частей клиньев и, сняв их, в отмеченных местах определяют величину перекоса каретки. Эта величина учитывается при строгании продольных направляющих каретки.
Между сопрягаемыми поверхностями каретки и станины помещают тонкие клинья с небольшим уклоном (не менее 1°) и регулируют положение каретки до установки пузырька уровня в нулевое положение. Затем карандашом отмечают границы выступающих частей клиньев и, сняв их, в отмеченных местах определяют величину перекоса каретки. Эта величина учитывается при строгании продольных направляющих каретки.

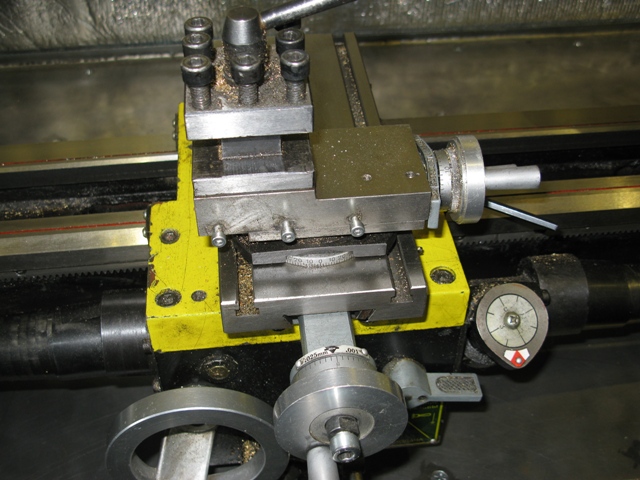
Схема замера соосности отверстий коробки подачи фартука. Рис. 53.
Проверку соосности осуществляют с помощью мостика и индикатора, проверку горизонтальности — с помощью уровня.
Размеры компенсационных накладок для восстановления направляющих кареток в зависимости от величины износа направляющих станин приведены в табл. 4
При установке чугунных накладок их предварительно строгают и затем шлифуют, доводя до нужной толщины.
Подробно о накладках направляющих см. стр. 5—8.
Размеры компенсационных накладок для восстановления направляющих кареток в зависимости от величины износа направляющих станин приведены в табл. 4
При установке чугунных накладок их предварительно строгают и затем шлифуют, доводя до нужной толщины.
Подробно о накладках направляющих см. стр. 5—8.
Схема установки накладок на направляющие каретки. Рис. 54.
 Так же производят обезжиривание поверхностей накладок (эти поверхности предварительно зачищают наждачной бумагой или пескоструят). Обезжиренные поверхности сушат в течение 15—20 мин.
Так же производят обезжиривание поверхностей накладок (эти поверхности предварительно зачищают наждачной бумагой или пескоструят). Обезжиренные поверхности сушат в течение 15—20 мин.Плотность приклеивания определяется легким простукиванием. Звук при этом должен быть однотонным на всех участках.
Восстановление направляющих каретки суппорта акрилопластом (стиракрилом ТШ)
Восстановление точности направляющих каретки акрилопластом при данном технологическом процессе, внедренное в специализированном ремонтно-механическом цехе ЛОМО, производится с минимальными затратами физического труда при значительном снижении трудоемкости работ.
В первую очередь ремонтируют поверхности, сопрягаемые с направляющими станины. С этих поверхностей сострагивают слой металла около 3 мм. При этом точность установки на столе строгального станка составляет 0,3 мм по длине поверхности, а чистота поверхности должна соответствовать VI. Затем каретку устанавливают на приспособление. При этом за базу принимается плоскость 6 (см. рис. 35) для крепления фартука и ось отверстия для винта поперечной подачи.
С этих поверхностей сострагивают слой металла около 3 мм. При этом точность установки на столе строгального станка составляет 0,3 мм по длине поверхности, а чистота поверхности должна соответствовать VI. Затем каретку устанавливают на приспособление. При этом за базу принимается плоскость 6 (см. рис. 35) для крепления фартука и ось отверстия для винта поперечной подачи.
После выверки и закрепления каретки с поверхностей поперечных направляющих снимают минимальный слой металла, добиваясь параллельности поверхностей 1 и 3 направляющих (см. рис. 51) к поверхности 6 в поперечном направлении не более 0,03 мм, взаимная непараллельность поверхностей 2 и 4 — не более 0,02 мм на длине поверхностей. Завершают ремонт этих поверхностей декоративным шабрением с пригонкой сопрягаемых поверхностей поперечных салазок и клина.
Дальнейшее восстановление точности положения каретки осуществляют с помощью стиракрила и производят в следующей последовательности:
- Сверлят четыре отверстия, нарезают резьбу и устанавливают четыре винта 4 и 6 (рис. 55) с гайками. Такие же два винта устанавливают на вертикальной задней поверхности (на рисунке не видна) каретки 5. Одновременно в средней части направляющих сверлят два отверстия диаметром 6—8 мм;
- Предварительно простроганные поверхности каретки, сопрягаемые с направляющими станины, тщательно обезжиривают тампонами из светлой ткани, смоченными в ацетоне. Обезжиривание считают завершенным после того, как последний тампон будет чистым. Затем поверхности просушиваются в течение 15—20 мин;
- На отремонтированные направляющие станины бруском хозяйственного мыла натирают тонкий равномерный изоляционный слой, предохраняющий поверхности от адгезии со стиракрилом;
- Каретку накладывают на направляющие станины, прикрепляют заднюю прижимную планку, монтируют фартук, устанавливают ходовой винт и ходовой вал, соединяя их с коробкой подач, и устанавливают поддерживающий их кронштейн;
- Центрируют оси ходового винта и ходового вала в фартуке с их осями в коробке подач и проверяют приспособлением 7. Центрирование производят винтами 4 и 6, а также винтами, помещенными на задней вертикальной поверхности каретки.
 55) с гайками. Такие же два винта устанавливают на вертикальной задней поверхности (на рисунке не видна) каретки 5. Одновременно в средней части направляющих сверлят два отверстия диаметром 6—8 мм;
55) с гайками. Такие же два винта устанавливают на вертикальной задней поверхности (на рисунке не видна) каретки 5. Одновременно в средней части направляющих сверлят два отверстия диаметром 6—8 мм; Центрирование производят винтами 4 и 6, а также винтами, помещенными на задней вертикальной поверхности каретки.
Центрирование производят винтами 4 и 6, а также винтами, помещенными на задней вертикальной поверхности каретки.Одновременно при центрировании устанавливают: перпендикулярность поперечных направляющих кареток к направляющим станины с помощью приспособления 1 и индикатора 2; параллельность плоскости каретки для крепления фартука к направляющим станины — уровнем 8; перпендикулярность плоскости каретки под фартук к плоскости для коробки подач на станине — уровнем 5.
После того как все положения выверены и регулировочные винты закреплены гайками, снимают ходовой винт и ходовой вал, а также фартук. Затем герметизируют пластилином поверхности каретки 1 (рис. 56) и станины со стороны фартука и задней прижимной планки; по краям каретки делают из пластилина четыре воронки 2, а вокруг просверленных отверстий в средней части направляющих — две воронки 3.
Раствор стиракрила заливают в среднюю воронку одной из направляющих до тех пор, пока уровень жидкого стиракрила в крайних воронках не достигнет уровня средней воронки; так же осуществляют заливку второй направляющей.
Каретку на станине выдерживают 2—3 ч при температуре 18— 20° С, затем вывертывают винты и заделывают отверстия под ними резьбовыми пробками или стиракрилом. После этого снимают каретку с направляющих станины, очищают от пластина, удаляют приливы пластика, прорубают канавки для смазки направляющих (шабрения этих поверхностей не производят). На этом ремонт направляющих каретки завершают и приступают к сборке суппорта.
При выполнении ремонта указанным способом трудоемкость операций сокращается в 7—10 раз по сравнению с шабрением и в 4—5 раз по сравнению с рассмотренным комбинированным способом и составляет всего 3 нормо-ч. При этом обеспечивается высокое качество ремонта.
Ремонт поперечных салазок
При ремонте салазок добиваются прямолинейностей 1, 2, 3 и 4 (рис. 57) и взаимной параллельности поверхностей 1 и 2. Салазки весьма удобно ремонтировать шлифованием. При этом ремонт осуществляется следующим образом.
- Зачищают от забоин и царапин поверхности 2, 3 и 4. Проверку поверхности 2 осуществляют по плите на краску, а поверхностей 3 и 4 — на краску по поверочному клину (угловой линейке)
- Устанавливают салазки поверхностями 2 на магнитный стол плоскошлифовального станка и шлифуют «как чисто» поверхность 1. (Нагрев детали при шлифовании не допускается). Чистота поверхности V 7, неплоскостность допускается до 0,02 мм.
- Устанавливают салазки шлифованной поверхностью на магнитный стол и шлифуют поверхность 2, выдерживая параллельность к плоскости 1. Допускается непараллельность до 0,02 мм. Измерение производят микрометром, в трех-четырех точках с каждой стороны. Чистота поверхности V7.
- Устанавливают салазки плоскостью 1 на магнитный стол. Выверяют поверхность 4 на параллельность ходу стола по индикатору. Допускается отклонение от параллельности не более 0,02 мм на всю длину детали. Устанавливают шлифовальную головку станка под углом 45° и шлифуют поверхность 4 торцом чашечного круга. Чистота поверхности V7.
- Выверяют поверхность 3 на параллельность ходу станка и шлифуют так, как указано в пункте 4.
- Устанавливают салазки поверхностями 2, 3 и 4 на отремонтированные направляющие каретки и проверяют сопряжение поверхностей на краску. Отпечатки краски должны равномерно располагаться по всем поверхностям и покрывать не менее 70% их площади. Щуп толщиной 0,03 мм не должен проходить между сопрягающими поверхностями каретки и салазок. Если щуп проходит или даже «закусывает», необходимо шабрить поверхности 2, 3 и 4, проверяя на краску по направляющим каретки.
 Проверку поверхности 2 осуществляют по плите на краску, а поверхностей 3 и 4 — на краску по поверочному клину (угловой линейке)
Проверку поверхности 2 осуществляют по плите на краску, а поверхностей 3 и 4 — на краску по поверочному клину (угловой линейке)Ремонт поворотных салазок
Ремонт поворотных салазок начинают с поверхности 1 (рис. 58, а), которую шабрят, проверяя на краску по шлифованной сопрягающейся поверхности поперечных салазок. Количество отпечатков краски должно быть не менее 8—10 на площади 25 X 25 мм.
Затем осуществляют ремонт поверхностей шлифованием в следующем порядке.
- Устанавливают поворотные салазки шабренной поверхностью на специальное приспособление 6 и выверяют поверхности3 или 4 на параллельность ходу стола. Допускается отклонение не более 0,02 мм на длине направляющих.
- Шлифуют последовательно поверхности 2, 5, 5, 4. Шлифование производят торцом абразивного круга конической формы, зернистостью 36—46, твердостью СМ1—СМ2. Чистота поверхности должна быть не ниже V7. Нагрев детали при шлифовании не допускается.
Направляющие поверхности 2 и 5 должны быть параллельны к плоскости 1. Допускается непараллельность не более 0,02 мм на всей длине. Замеры производят микрометром в трех-четырех точках с каждой стороны детали.
Непараллельность поверхности 3 к поверхности 4 допускается не более 0,02 мм на всей длине.
Измерение производят обычным способом: микрометром и двумя контрольными валиками.
Угол 55°, образуемый направляющими 2, 3 и 4, 5, проверить по шаблону обычным способом.
Ремонт верхних салазок
Салазки суппорта. Рис. 58.
При износе поверхности 1 (рис. 58, б) ее следует проточить на токарном станке и установить на эпоксидном клее тонкостенную втулку. Затем ремонт продолжают в следующем порядке.
- Шабрят поверхность 2, проверяя на краску по сопрягающейся шлифованной плоскости резцовой головки. Количество отпечатков краски должно быть не менее 10 на площади 25 X 25 мм
- Устанавливают верхние салазки шабренной плоскостью на приспособление 6 (аналогичное показанному на рис. 58, а) и выверяют поверхность 5 на параллельность ходу стола (рис. 58, б).Допускается отклонение не более 0,02 мм на длине направляющих.
- Шлифуют поверхности 3 и 6. Допускается непараллельность этих поверхностей к поверхности 2 не более 0,02 мм
- Шлифуют поверхность 5
- Выверяют поверхность 4 на параллельность ходу стола с точностью 0,02 мм на всей длине поверхности
- Шлифуют поверхность 4
- Проверяют поверхности 3, 5 и 6 на точность сопряжения с направляющими поворотных салазок по краске обычным способом, при необходимости пригоняют шабрением.
Установка ходового винта и ходового вала
Эта операция исключается, если ремонт каретки выполнен согласно табл. 5.
Совмещение осей ходового винта и ходового вала, коробки подач и фартука проводят в соответствии со следующим типовым технологическим процессом.
- Устанавливают корпус коробки подачи и укрепляют его на станине винтами и штифтами
- Устанавливают каретку в средней части станины и прикрепляют винтами заднюю прижимную планку каретки
- Устанавливают фартук и соединяют с кареткой винтами (фартук может быть установлен не полностью собранным)
- В отверстия коробки подач и фартука для ходового винта или ходового вала устанавливают контрольные оправки. Концы оправки должны выступать на 100—200 мм и иметь одинаковый диаметр выступающей части с отклонением не более 0,01 мм (люфт оправок в отверстиях недопустим).
- Придвигают каретку с фартуком к коробке подач до соприкосновения торцов оправок и замеряют величину их несоосности (на просвет) с помощью линейки и щупа.
- Восстанавливают соосность отверстий для ходового винта и ходового вала в коробке подач и фартуке посредством установки новых накладок, шабрения направляющих или накладок каретки, переустановки коробки подач.
Допустимое отклонение от соосности отверстий коробки подач и фартука: в вертикальной плоскости — не более 0,15 мм (ось отверстия фартука может быть только выше отверстия коробки подач), в горизонтальной плоскости — не более 0,07 мм.
Переустановку коробки по высоте следует производить при ремонте направляющих каретки без компенсирующих накладок. При этом отверстия в коробке подач для винтов крепления ее к станине фрезеруют. При смещении коробки в горизонтальном направлении необходимо фрезеровать отверстия в каретке для винтов крепления фартука: последний необходимо также сместить, а затем заново штифтовать.
Чертежи суппорта токарно-винторезного станка 1к62
Общий вид суппорта токарно-винторезного станка
Общий вид суппорта токарно-винторезного станка. Смотреть в увеличенном масштабе
Чертеж суппорта токарного станка
Устройство суппорта токарно-винторезного станка. Смотреть в увеличенном масштабе
Чертеж суппорта токарного станка
Устройство суппорта токарно-винторезного станка. Смотреть в увеличенном масштабе
Чертеж суппорта токарного станка
Устройство суппорта токарно-винторезного станка. Смотреть в увеличенном масштабе
Чертеж суппорта токарного станка
Устройство суппорта токарно-винторезного станка. Смотреть в увеличенном масштабе
Чертеж суппорта токарного станка
Устройство суппорта токарно-винторезного станка. Смотреть в увеличенном масштабе
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Читайте также: Заводы производители токарных станков в России
Притир суппорта токарного станка
Ремонт суппорта токарного станка
Шабрение каретки токарного станка
Полезные ссылки по теме
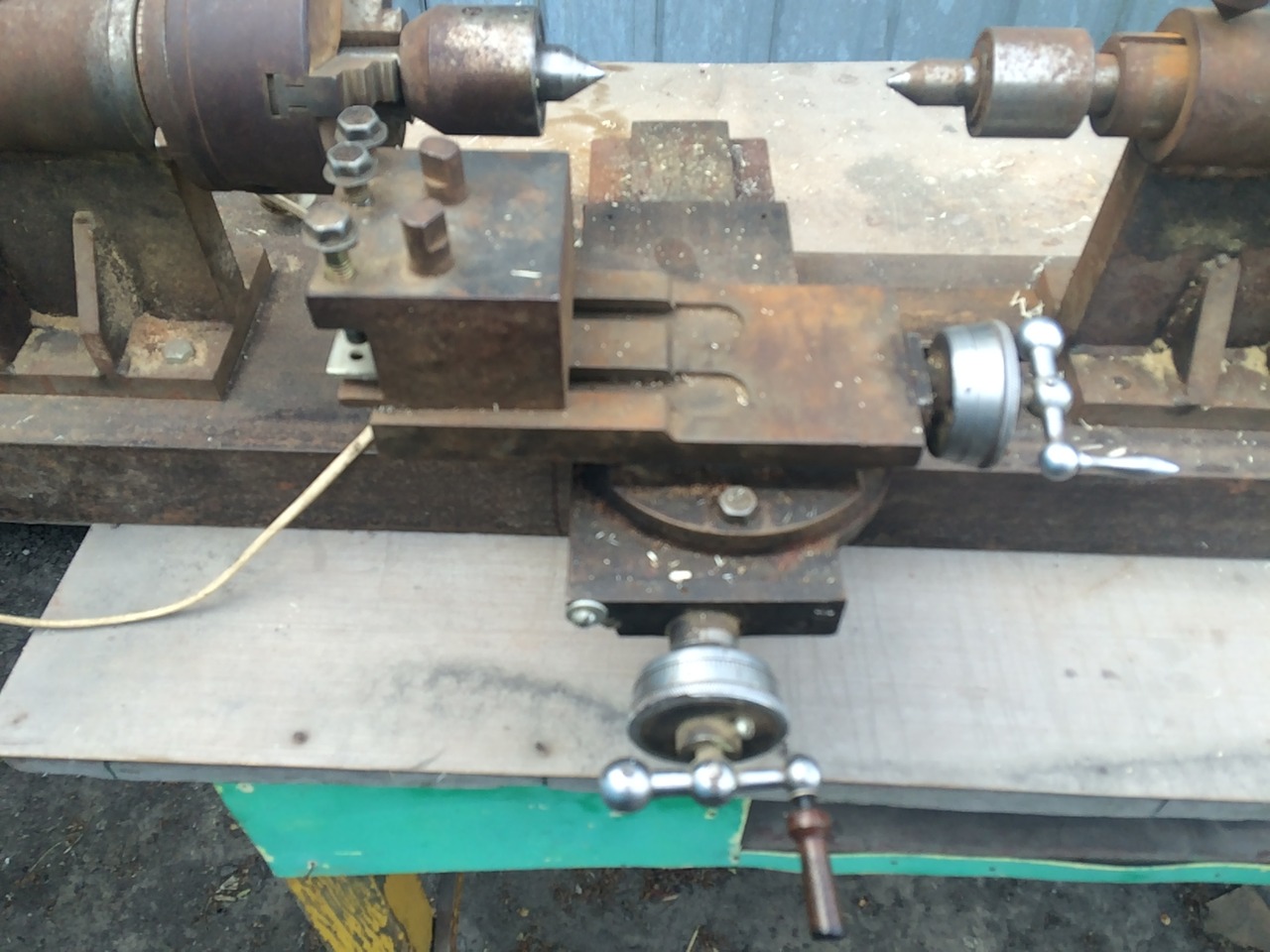
Токарный станок по металлу своими руками
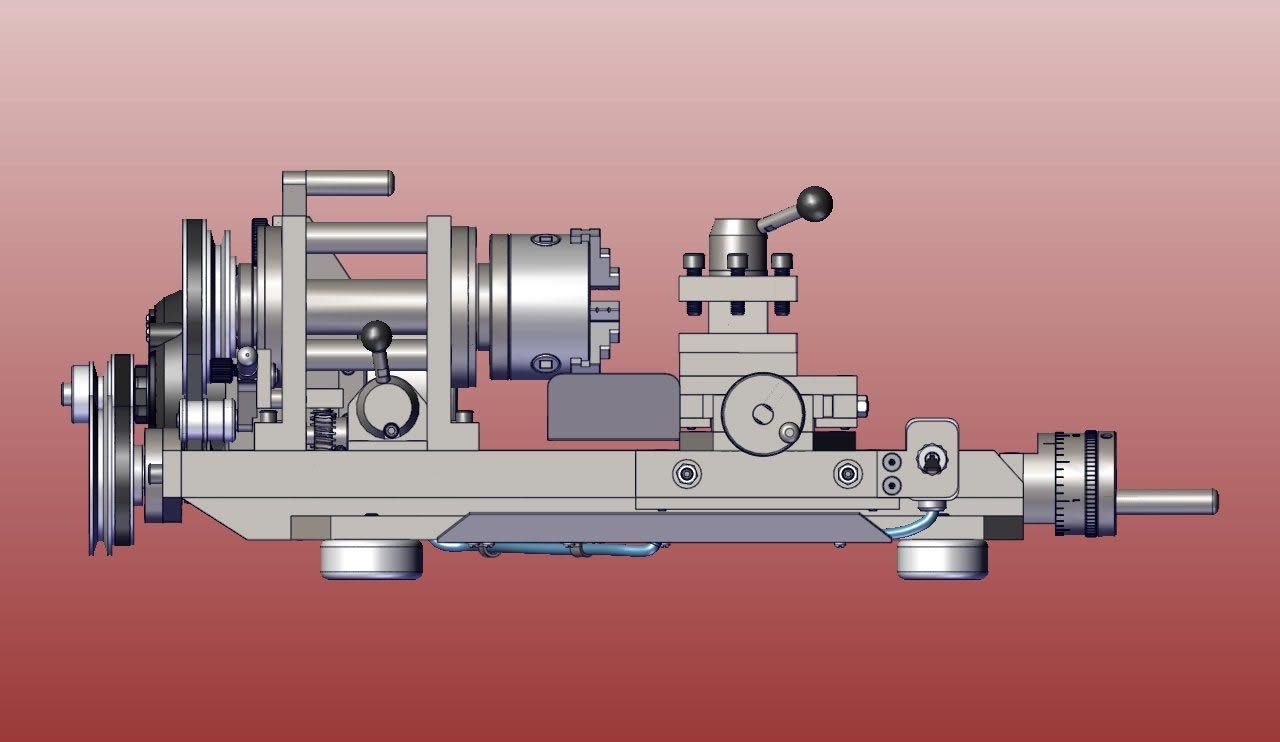
Самодельный токарный станок по металлу, изготовленный своими руками.
Доброго времени суток! Хочу представить на Ваш на суд, — самодельный токарный станок. Сделан станочек, ещё во времена, когда на заводах был доступ к металлообработке. В процессе изготовления станка, хотелось получить максимум возможного и путём переналадки, иметь ещё и фрезерный станок. Поэтому сделан сложный профиль станины, но об этом чуть ниже.
На станок установлен двигатель от стиральной машины 180 Вт, подключён через фазосдвигающий конденсатор.
Высота центров 82 мм, конус в шпинделе МК2, в пиноли МК1, отверстие в шпинделе 14 мм, резцы 8 мм.
Разумеется, отрезным резцом, отрезать стальной кругляк свыше 20 мм проблемно, но меньше 20 или цветмет — запросто.
Идея фрезерной приставки была в том, чтобы снять направляющую суппорта (4 болта) и установить её на две стойки (портал), закреплённые вместо направляющих суппорта. Вместо резцовых салазок установить фрезерную головку со своим приводом.
Корпуса ПБ и ЗБ собраны из отдельных пластин и толстостенных труб на сварке с последующим отжигом, затем расточены под подшипники ПБ и гильзу пиноли ЗБ. Собственно пиноль перемещается в этой гильзе.
Резцовые салазки: ход 60 мм, винт М6, резцедержатель 45 х 45 мм, с обратной стороны углубление для Г-образной пружины трещотки из листовой стали.
Верхняя салазка с солдатиком и углублениями для трещотки, также её вид снизу.
Нижняя часть резцовых салазок и её вид снизу — 4 шпильки М6, на которые одеты 2 полукольца для крепления салазок к суппорту. Шляпка суппорта имеет с нижней стороны кольцевую канавку с профилем, обратным выступам на этих полукольцах.
Вот так полукольца установлены на шпильки, только между ними и плоскостью салазок находится «шляпка» суппорта.
Вид сверху при снятой части суппорта.
Такими прижимами подвижная часть суппорта опирается на направляющие станины.
Вид с обратной стороны, где вставлен бронзовый вкладыш, опирающийся на призматическую часть направляющих.
Направляющая поперечной подачи снизу.
Её ходовой винт. Гайка ходового винта имеет две цилиндрические цапфы, вставленные в отверстия двух опор, привинченных к П-образной скобе. Скоба, в свою очередь, привинчена к боковым поверхностям ползуна суппорта при сборке. По обе стороны гайки установлены на кронштейнах фетровые кольца для смазки и защиты резьбы.
Вот такой, мини токарный станок был сделан своими руками.
Автор самоделки: Анатолий. г. Рига.
Токарный станок с ЧПУ по металлу: назначение, принцип работы, виды
Критерии выбора
Покупка хорошего токарного станка для работ по металлу – дорогостоящее ответственное дело. Перед принятием решения следует трезво оценить необходимость и параметры оборудования, чтобы окупить потраченные деньги и получить желаемую прибыль от бизнеса. Большим спросом для работы в быту или в мастерской пользуются универсальные модели с числовым программным управлением.
Выбор модели определяется объемом работ, максимальными длиной и диаметром заготовок, с которыми придётся иметь дело. От размеров деталей подбираются технические характеристики станка, указанные в техпаспорте.
Рассмотрим важные параметры при выборе токарного станка нужной модели:
Питание. Все токарные станки работают от переменного электрического тока. Большинство моделей для быта являются однофазными и подключаются к сети с напряжением 220 В. Но встречаются агрегаты, работающие от линии 380 В. Они более мощные, производительные, применяются в токарных цехах, автомастерских. Трёхфазное оборудование можно подключить к 220 В через специальные пускатели.
Мощность электродвигателя. Она определяет производительность оборудования, типы работ. Настольные модели имеют мощность до 400 Вт. Они имеют ограниченные возможности и набор операций. Промышленные, мощностью более 7000 Вт, справляются с работами любой сложности и точности.
Диаметр обработки над суппортом и станиной, высота центров станка и РМЦ (расстояние между центрами). Если детали имеют максимальную длину 450 мм, то РМЦ должно быть не менее 500 мм. Иначе деталь не поместиться в станок. Если максимальный диаметр заготовки 300 мм, то диаметр обработки над суппортом должен быть больше этого значения. Иначе деталь заблокирует работу станка.
Масса. Бытовые станки весят в 50-200 кг. Есть мини-модели весом 30 кг. Они не занимают много места, имеют ограниченный функционал, низкую точность работы. Оптимальный вес для бытового оборудования – не менее 80 кг. При таком весе станок обеспечит высокое качество обработки, будет иметь необходимый набор функций.
Габариты. Для бытового оборудования этот показатель играет важную роль. Это стационарный агрегат, которому обычно отводится определённое место в помещении. Его располагают так, чтобы на нём было удобно работать, чистить, обслуживать с соблюдением правил техники безопасности.
Количество скоростей и способ их регулировки. Переход от одной скорости к другой может быть плавным или ступенчатым. Скорости определяются частотой вращения шпинделя. Максимальное число оборотов влияет на скорость обработки деталей. Средняя частота вращения – 500-2500 об/мин. Оптимальное для работы количество скоростей при ступенчатой регулировке равно 10-15.
Перечень операций. Показатель определяет необходимость приобретения нужной модели. Возможность расширения функций за счет покупки дополнительного оборудования повышает ценность агрегата.
Литая станина. Она должна быть без трещин и сколов, чтобы выдерживать максимальную нагрузку на оборудование. Чугун – оптимальный сплав для изготовления станины.
Обратный ход. Функция, которая отсутствует в некоторых моделях. Её наличие облегчает работу с металлом.
Гарантия и ремонт. Любой механизм может дать сбой, поэтому наличие гарантии на узлы и детали имеет большое значение. Профилактическое обслуживание, возможность ремонта – дополнительные преимущества того или иного бренда.
Цена. Мощность, габариты, количество функций, производительность, бренд – основные факторы, определяющие цену токарных станков. Продукция малоизвестных производителей может не уступать по качеству известным брендам, но выигрывать в цене.
Критерии выбора аппаратуры
При выборе подходящей аппаратуры необходимо ориентироваться на объем производства, на задачи, которые должен выполнять аппарат, а также на используемый материал.
Для работ по дереву
При выборе станка для работы по дереву необходимо ориентироваться на следующие показатели:
- Размер станка. Обычно от этих параметров зависит размер возможной обрабатываемой заготовки, а также площадь обработки. Габариты стола должны перекрывать максимальные габариты заготовки.
- Вид и мощность шпинделя. Это также зависит от работы, которую будет производить станок. Для обработки накладных, резных элементов достаточно шпинделя с мощностью до 2.3 Квт. Для фрезерования древесины на глубину в 7 см мощность шпинделя должна быть не меньше 2.9 кВт.
- Высота обрабатываемого изделия.
- Способ управления станком. Всего их три: порт и компьютер, пульт управления и компьютер, автономный пульт.
Выбор фрезерного оборудования
Для выбора фрезерного станка нужно обращать внимание на систему охлаждения шпинделя, а также надежность станка и его дополнительные возможности. Шпиндель и его параметры является наиболее важным устройством в фрезерном станке
Важна мощность детали, его частота вращения при фрезеровании.
Конструктивные особенности
Металлообрабатывающие устройства с ЧПУ состоят из нескольких ключевых элементов, которые настраиваются через программу, работают в автоматическом режиме. Основные узлы станков с автоматизированным управлением:
- Литая станина, которая является основанием, гасящим вибрации, возникающие во время рабочего процесса. На ней устанавливаются остальные детали.
- Направляющие скольжения, предназначенные для перемещения рабочей части агрегата.
- Система ЧПУ, шаговые двигатели, дисплей, панель управления.
- Электродвигатель со шпинделем как главный механизм станка.
Конструкция металлообрабатывающего устройства
Обрабатывающий центр 1728С
Это часто встречающийся аппарат, который способен выполнять несколько разных функций:
- работа сверлом непосредственно прямо и под необходимым углом;
- фрезеровка контурная и стандартным методом;
- заточка и расточка.
Обработка необходимой детали происходит в патроне или в его центре. Точность при обработке обеспечивается за счет особенностей механизмов:
- Главные узлы отличаются прочностью и устойчивостью к вибрациям.
- Подшипники в этом устройстве имеют высокую точность.
- Специфические термосимметричные элементы помогают предотвратить деформацию, вызванную колебанием температур.
- Система числового управления отличается надежностью и налажена по последнему слову техники.
Данная конструкция помогает обработать различные детали диаметром до 40 см и длиной до трех метров.
Устройство токарного станка
токарный станок по металлу
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Таблица переключателя вращения шпинделя
На внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
Суппорт
Суппорт токарного станка по металлу предназначается для закрепления резцов, управления ими и для их передвижения по станине. Расположен суппорт на станине токарного станка между передней и задней бабками.
Суппорт токарного станка состоит из:
- Рукоять вала поперечной каретки.
- Продольная каретка.
- Вал поперечного движения.
- Поперечная каретка.
- Болт-фиксатор поворота верхней каретки.
- Верхняя каретка.
- Резцедержатель.
- Рукоять-фиксатор резцедержателя.
- Вал верхней каретки.
- Рукоять движения верхней каретки.
В состав суппорта большинства станков входит фартук, который крепится к нижней плоскости каретки продольного движения и предназначается для выполнения механической подачи резца при обработке заготовки. Конструкция фартука позволяет токарю переключить суппорт с механической подачи на ручную и наоборот.
Фартук суппорта
Для переключения вида работы, токарю достаточно нажать кнопку 3 на фартуке суппорта. Кнопка сдвигает зубчатое колесо ручной подачи, и оно выходит из зацепления с зубчатым колесом червячной передачи. Одновременно шестерня рейки входит в зацепление с зубчатой рейкой, делая плавным вращение рукояти ручной подачи, которую токарь крутит рукой. Суппорт с закрепленным в резцедержателе инструментом, медленно
и плавно движется в сторону вращения рукояти.
Цифрами обозначены элементы:
- Рукоять подачи вручную.
- Вал «хода» суппорта.
- Кнопка подачи от вала «хода».
- Зубчатое колесо подачи вручную.
- Шестерня рейки.
- Шестерня мехподачи.
- Зубчатая рейка.
- Шестеренка червячной передачи.
- «Червяк».
- Разборная гайка.
- Ходовой винт.
- Рукоять, включающая движение при нарезке резьбы.
- Рычаг включения механической подачи.
При нарезании резьбы токарю необходимо повернуть вниз рукоять 12. При этом на ходовом винте замыкается разборная гайка, и фартук вместе с суппортом начинают двигаться в сторону вращения ходового винта. Движение суппорта, с закрепленным в нем инструментом, за счет вращения ходового винта позволяет сохранить шаг резьбы, создавая продукцию высокого качества.
Изготовление токарного станка по металлу своими руками
Процесс изготовления токарного станка по металлу своими руками, как и процесс промышленного производства имеет несколько этапов. Каждый этап по-своему важен, как важна и последовательность этапов при создании конструкции.
Начальный этап – проектирование. Он начинается с разработки концепции компоновки устройства, его технических параметров и создания технической документации.
Этап практического изготовления включает в себя разметку материала, резку, подгонку и создание первоначальной модели. Далее, идет процесс наладки и подгонки узлов и деталей. Так что говорить о конкретных сроках, за которые можно самостоятельно собрать рабочий токарный станок своими руками не стоит.
Проектирование и чертежи настольного токарного станка
Проектирование подобного рода изделий рекомендуется делать на основе тех задач, которые планируется выполнять на это оборудовании. Чаще всего за основу берутся простые, не требующие высокой квалификации и дорогостоящего оборудования виды работ:
- Гладкая черновая и чистовая обработка цилиндрических деталей;
- Точение ступенчатых фасонов заготовок;
- Обработка конусных поверхностей;
- Формирование уступов, канавок с прямыми и наклонными поверхностями;
- Расточка цилиндров и конусов;
- Нарезание различного вида резьбы;
- Обработка кромок отверстий;
- Формирование рифлёной поверхности;
- Отрезание заготовок.
Определяем необходимые размеры
Вторым важным моментом выступает то, каких размеров заготовки будут обрабатываться при помощи этого станка. Для того чтобы заниматься моделированием достаточно небольших размеров, этот вариант мини станка может иметь небольшие размеры, и целиком помещаться на обычном письменном столе.
Для оборудования, которое планируется применять для обработки заготовок диаметром 50 мм и длиной до 500 необходима будет станина минимальной длины в 750 мм. А для работы с заготовками большей длины потребуется еще и отдельное основание. Простой деревянный стол устройство массой 50-70 кг попросту не выдержит.
Создаем необходимую проектную документацию
Увы, без разработки чертежей при постройке станка своими руками не обойтись. В принципе профессионально вычерчивать все узлы и детали смысла нет, а вот сделать технический рисунок, в котором учесть расположение деталей, способ их соединения и крепления все-таки стоит. При разработке отдельно нужно просчитать размеры станины и всех деталей, которые будут собираться из металлопроката. На рисунках нужно отметить точки соединений, места сверления отверстий и способ фиксации отдельных подвижных узлов. В качестве отдельного документа нужно оформить кинетическую схему станка и схему подключения электрооборудования. Кинетическая схема подразумевает то, как будут расположены шестерни или шкивы коробки передач, и как будет осуществляться изменение скорости вращения шпинделя. А электрическая схема даст возможность правильно подключить электрооборудование.
Совет: отличным подспорьем в качестве наглядного пособия по разработке чертежей могут служить старые советские технические журналы для технического творчества.
Выбор электродвигателя для станка
Среди узлов самодельного станка электродвигатель один из немногих элементов который все-таки придется приобретать в уже собранном виде. Для оснащения маломощных мини-станков для моделирования и несложных работ подойдут небольшие электродвигатели мощностью до 500 вт. Более мощные и высокооборотистые типы двигателей можно устанавливать на станки для серьезных гаражных работ. А вот что касается типа мотора, то здесь лучше отдать предпочтение асинхронным видам. Они надежны, неприхотливы к перепадам напряжения и изменению нагрузки при работе.
Конструкция токарных мини-станков по металлу
Полностью оправдывая своё название, мини-станок не отличается от своего полноразмерного собрата практически ничем, кроме габаритов.
Его главный элемент — это станина, к которой крепятся все остальные части. Она является основой всех узлов и имеет отверстия для крепления к столу. Обычно изготовлена из чугуна.
Следующий элемент — это суппорт, в который укрепляется сверло, резец или другой обрабатывающий инструмент.
Он же отвечает за перемещение сверла в нужном направлении, не отклоняясь от курса. Он передвигается при помощи вала хода и устройств передачи.
Деталь фиксируется на шпинделе — ещё одной части станка, выполненной в форме цилиндра. Именно от его параметров зависит качество работы всего устройства. Он питается энергией от электродвигателя.
На задней стойке есть специальный центр, удерживающий длинные детали во время их точения. Стойка приводится в движение специальным рычагом и фиксируется после установки необходимой позиции. Впрочем, такая тонкая регуляция есть не на всех аппаратах.
Привод у станка чаще всего бывает ременным — это наиболее удобный вариант, так как он более надёжен в случаях, когда заготовку заклинивает и механизм останавливается.
Самые маленькие станки имеют только одно место для резца в держателе, поэтому каждый раз перед сменой операции придётся вставлять его заново и регулировать высоту. Есть и возможность надстройки мини-станка — вы можете купить специальный держатель с поворотом. Но он может представлять опасность для начинающего токаря, рискующего наткнуться на один из не использующихся во время работы резцов, которые будут в это время торчать по сторонам.
Способы крепления деталей
Для разных деталей используются различные виды креплений.
- Цанговый патрон — при помощи него крепят особенно тонкие детали.
- Сверлильный патрон — подойдёт для деталей многих размеров и форм, но радиальные напряжения не выдержит.
- Планшайба — используется в случае работы с крупными или сложными по форме деталями, но заготовку сложно закрепить в ней и центрировать относительно оси.
Фрезерное приспособление для токарного станка – общая информация + Видео
Разные приспособления для токарных станков, известные в настоящее время, позволяют расширить функциональный потенциал таких агрегатов и упростить выполнение некоторых работ на них.
1 Дополнительная оснастка – какой бывает и зачем нужна?
Все приспособления для токарных станков причисляют к одной из трех разновидностей. Первый вариант оснастки – специальный, обеспечивает увеличение эксплуатационных возможностей оборудования, второй применяется для фиксации инструмента, третий используется для закрепления деталей, которые обрабатываются на агрегатах. Установка разных типов оснастки обеспечивает:
- уменьшение времени, требуемого на монтаж детали на токарное станочное оборудование, что гарантирует увеличение производительности обработки металлических изделий;
- повышение точности металлообработки;
- возможность выполнения фрезерных операций;
- качественное крепление заготовок.
Токарный станок с оснасткой
Оснастка для станков может выпускаться на заводах. Подобные приспособления обычно эксплуатируются на предприятиях. Малые фирмы и частные пользователи нередко используют самодельную оснастку. Большое распространение среди последних получило фрезерное приспособление – специальная приставка, которая дает возможность выполнять:
- выборку пазов и канавок;
- контурную обработку разнообразных изделий;
- фрезерование плоскостей;
- обработку торцевыми и концевыми фрезами.
Фрезерное приспособление
Найти чертежи такой приставки несложно в интернете и в специализированных журналах.
2 Кулачковые патроны – самые распространенные виды приспособлений
Патроны на токарные станки могут иметь 2–4 кулачка. Когда максимально точное центрование не требуется, рекомендуется применять двухкулачковые патроны. В них, как правило, фиксируют небольшие детали, поковки и отливки. В большинстве случаев такие приспособления для токарных станков предназначены для фиксации деталей со строго определенными геометрическими параметрами.
Кулачковый патрон на токарном агрегате
Четырехкулачковые патроны используются при обработке произвольных по конфигурации заготовок.
Кулачки в них можно без затруднений центрировать за счет того, что они располагают индивидуальным приводом. Если применяются патроны с таким «персональным» приводом, на станке можно обрабатывать несимметричные и прямоугольные детали. А вот самоцентрирующиеся приспособления с четырьмя кулачкам больше годятся для квадратных прутков.
Самоцентрирующееся приспособление с четырьмя кулачкам
Самое широкое распространение получили трехкулачковые патроны. Они обеспечивают качественные работы с большими по сечению круглыми прутками, деталями шестигранной и круглой формы. Подобная оснастка для работ по металлу характеризуется высоким усилием зажима и элементарной конструкцией, а также простой переналадкой для обработки заготовок с разными размерами. Кулачки могут быть сборными или цельными. К «минусам» трехкулачковых патронов относят то, что они быстро теряют точность при активной эксплуатации.
3 Вращающийся и упорный центр – что это?
Описанные выше патроны используют для фиксации деталей, у которых соотношение длины и сечения составляет не более 4 единиц. В остальных случаях используются специальные центры. Они дают возможность эффективно производить работы по металлу. При этом важно помнить, что в центр (вращающийся либо упорный) заготовка может быть помещена только после ее зацентровки. Под таковой понимают выполнение с торцов вала заготовки центровых отверстий. При их наличии деталь получает от шпинделя крутящий момент за счет применения хомутика и специального поводкового патрона.
Упорный центр для фиксации деталей
Под патроном поводкового типа понимают небольшой корпус, который устанавливается на шпиндель токарного агрегата. На торцевой части данного приспособления имеется запрессованный палец. Он отправляет требуемый крутящий момент на хомутик. Последний при помощи болта фиксируется на обрабатываемой детали.
Поводковый патрон не применяется, когда необходимо выполнить обработку изделий, у которых центровое отверстие характеризуется относительно большой величиной. В данном случае используется вращающийся центр особого вида. У него рабочая часть имеет выраженную рифленую поверхность.
Вращающиеся центры особого вида
Если производится обработка заготовок с большой толщиной срезаемого слоя и процесс должен происходить на высоких скоростях резания, на станок устанавливают вращающийся задний центр. А вот при работе с деталями, у которых оси вращения шпинделя и самих заготовок не совпадают, специалисты советуют эксплуатировать вращающийся центр с рабочей поверхностью в форме сферы (специальная конусная оснастка).
Упорный центр, отличающийся высокой долговечностью, изготавливается с наконечником из твердосплавных материалов. Его установка возможна исключительно в пиноль задней бабки. Упорные центры могут быть срезанными. В этом случае с их помощью подрезают концы детали.
4 Другие виды оснастки для токарного оборудования
Револьверная головка значительно увеличивает производительность агрегатов для выполнения работ по металлу. Она может быть шестигранной или круглой (по Госстандарту 3859–83). Круглая револьверная головка выпускается с двумя разновидностями центрирующих отверстий – с конусными и с цилиндрическими.
Револьверная головка
ГОСТ 3859 содержит общие рекомендации по изготовлению оснастки для токарных агрегатов. Заказчик может описать производителю, какая именно револьверная головка ему нужна и каких размеров. Другими словами, подобная оснастка выпускается индивидуально. Револьверная головка используется в сменных резцовых блоках. Она обеспечивает быструю и максимально точную регулировку режущих инструментов. Револьверная оснастка может устанавливаться на станки с ЧПУ и на агрегаты универсального типа, которые имеют салазки крестовой формы.
Обработка тонких (в профессиональной среде говорят – нежестких) валов осуществляется при помощи подвижных либо неподвижных люнетов для токарных станков. Неподвижная оснастка устанавливается и фиксируется на направляющих агрегата, подвижная может монтироваться на суппорте (а именно на его каретке). Люнеты подвижного вида считаются более современными и эффективными. Данные приспособления для токарных станков идеально подходят для обтачивания (чистового) заготовок большой длины.
Неподвижный люнет для токарной установки
Для обработки заготовок с поверхностями в виде конусов используется специальная конусная линейка. Ее размещают параллельно конической образующей поверхности. При этом суппорт агрегата поворачивают на 90 градусов. Линейка располагает делениями для отсчета углов ее поворота. Деления бывают угловыми либо миллиметровыми. На многих предприятиях конусная линейка эксплуатируется весьма активно (как и описанная выше револьверная головка), так как она проста в применении.
Также существует и далее указанная оснастка: шлифовальная головка для токарного станка, четырехпозиционные резцедержатели, планшайбы, картриджные держатели резцов, приспособления для выполнения отверстий и нарезания резьбы.
Моя самоделка, маленький самодельный токарный станок (ремейк) — Законченные проекты
Теперь немного подробностей
Не знаю от чего эта направляющая, давно валялась в закромах. По Т-пазу перемещалась вертикальная стойка и фиксировалась круглой гайкой.
После промеров геометрии, решено было применить ее именно для основы продольного суппорта нового станочка, тем более, что она оказалась из чугуна.
Для ее адаптации пришлось только отфрезеровать и пришабрить нижние кромки направляющей для опоры суппорта.
Сам суппорт, собран на винтах и шпильках из «подножного корма» — державок сломанных резцов. Люфт по вертикали регулируется несколько меньшей высотой Г-образных направляющих и установкой их на калиброванные по толщине прокладки из медной фольги (около 0,15мм) По горизонтали люфт убирается регулировкой упорными винтами по отношению к жестко установленному упору. Собственно ничего нового…..
Теперь о приводе. Здесь обычная строительная шпилька М8, доработанная по методу , описанному мной неоднократно в предыдущих самоделках.
Шпилька работает в одном варианте, как зубчатая рейка при помощи двух червячных шестерней, одна из которых активная, то есть снабжена ручкой, а вторая пассивная, выполняет роль упора, предотвращающего отгиб ходового винта, в данном случае зубчатой рейки. Шестерни нарезаны на токарном станке метчиком М8 общеизвестным методом. Такой вариант позволяет быстро перемещать суппорт по всей длине станинки.
Теперь, если застопорить одну из шестерен, то можно зафиксировать суппорт и перевести подачу во второй режим — точного перемещения вращением ходового винта. При этом, шестерни работают как гайка ходового винта. Для фиксации нижней шестерни используется шестеренка на лицевой стороне пассивной оси (под ручкой). Она стопорится нехитрым механизмом, который хоть и имеет экзотический вид, но в принципе, представляет из себя рычажок с зубом, фиксирующийся в двух положениях с помощью подпружиненного шарика.
Изменено пользователем bimСамодельные штангенциркули полезны при переворачивании чаш
Очень важно получить стенку чаши нужной толщины. Стена не обязательно должна быть одинаковой толщины по всей длине, но она должна выглядеть правильно и правильно на ощупь. Опытный токарь, скорее всего, полностью полагался бы на свое осязание и вообще не использовал бы штангенциркуль, по крайней мере, для небольших мисок, где их пальцы могут достигать дна. Но суппорты могут помочь, и простые нерегулируемые самодельные суппорты пригодятся. Их легко сделать и использовать.Суппорты, конечно же, обычно регулируемые и изготовлены из стали. Но возможность регулировки необходима только в том случае, если вам нужно добиться определенной толщины стены. Я обнаружил, что при использовании обычных стальных штангенциркулей для проверки стенки чаши я обычно устанавливаю их на толщину больше, чем требуется. Наблюдая или ощущая зазор между острием и стеной, я могу сказать, как изменяется толщина. Я сделал партию этих нерегулируемых, чтобы помочь с обучением, которое я провожу в Camden Town Shed, где деньги на оборудование ограничены.Я часто использую их вместо обычных суппортов и в своей мастерской.
Материал самодельных суппортов
Я использовал обрезки МДФ 6 мм. Это вряд ли поцарапает готовую поверхность чаши. Но при осторожном использовании подойдут и другие материалы. Размеры совсем не важны, если центральный вырез достаточно велик, чтобы рычаги суппорта доходили до дна чаши. Их можно было изготовить любого размера.
Изготовление суппортов
Я разрезал заготовку на круг ленточной пилой и нашел центр.Затем я прикрепил диск к кулачкам патрона с задней бабкой. Это очень быстрый метод установки тонких дисков в токарный станок. Их заставляет трение кулачков патрона. Подправил край диска. Токарная обработка МДФ — это пыльная работа, но скребком ее очень легко. Затем я обозначил круг со смещением от центра и вырезал середину ленточной пилой. Входной разрез находится в самом узком месте. Я отшлифовал внутренний изгиб барабанной шлифовальной машиной, но это, как и точение, чисто для внешнего вида. Ручное шлифование или не шлифование тоже подойдет.
Затем я увеличил входной вырез и зашлифовал точки. Зазор должен быть немного больше вероятной толщины стены, скажем, 12 мм для стен толщиной 10 мм. Размер зазора не критичен, но не должен быть слишком большим. Хотя у этих суппортов нет регулировки, их будет достаточно легко разрезать пополам, приклеить пару обрезков из центрального выреза, чтобы сэндвич с широким концом одной из половинок, и просверлить небольшой болт, шайбу и крыло. орех.
Когда одно плечо скользит по внутренней стенке чаши, зазор между другим плечом и внешней стороной чаши ясно показывает изменения толщины.Просверлил маленькую дырочку для подвешивания суппорта на гвоздь — соскальзывает, если большая дырочка на гвозде.
СвязанныеСамодельное УЦИ за $ 3.99 | Хобби-машинист
Я знаю, что это глупо, и на форумах будут смеяться, но, эй, у меня это работает!Очевидно, что это не настоящий УЦИ. Но вот что я сделал:
Я купил на Amazon пластиковые цифровые суппорты за 3,99 доллара. Я заказал 5 штук примерно за 20 долларов.Бесплатная доставка.
Я не ожидал от них многого. На самом деле, я подумал, что это будет полный мусор, но я был удивлен!
Хорошо, для начала они измеряют только 0,1 мм или 0,01 дюйма. Так что они даже не читают тысячные. Однако что меня шокировало, так это то, что они на самом деле чертовски точны до сотых долей дюйма. Купив 5 из них, я смог измерить объекты, используя все пять штангенциркулей, а затем сравнить, насколько они близки друг к другу. К моему полному изумлению и удивлению, все они дали одно и то же значение с точностью до сотой доли дюйма.Таким образом, они действительно соответствуют допускам, которые они рекламируют.
В любом случае, зачем я их купил? Я купил их, чтобы использовать в качестве грубых цифровых считывателей на моем токарном станке. И сегодня один как раз для этого очень пригодился.
Я просверливаю отверстие, через которое не хочу проходить, и ударяю по шпинделю токарного станка. Поэтому я зажал один из этих цифровых суппортов между столом токарного станка и задней бабкой. Вы можете увидеть это на фото ниже. С-образный зажим в середине рисунка прижимает конец суппорта к столу токарного станка, а цифровой индикатор прикреплен к задней бабке.
Смотреть приложение 289305
Вот лучшее изображение реального цифрового штангенциркуля.
Смотреть приложение 289304
-0,75 — это то, как далеко я отодвинулся от ямы. Я установил этот штангенциркуль на ноль, когда я нахожусь на нужной мне глубине.
Таким образом, когда я растачиваю отверстие до дна, я могу видеть на суппорте, когда я приближаюсь к концу пропила.
Работает ОТЛИЧНО!
Вы, без сомнения, могли бы сделать это, считывая шкалы на токарном станке, судя по моему шкале подачи стола по оси Z, которая находится в конце станины, и ее трудно прочитать.Этот суппорт DRO значительно упростил задачу. Это действительно так.
Если вы посмотрите в отверстие, которое я скучаю, вы увидите тонкую губу на дне отверстия. Это потому, что я останавливаюсь на НУЛЕ на суппорте.
Позже я сниму эту опорную пластину, поверну ее и закончу отрезать лишний кусок материала.
Причина, по которой я это делаю, заключается в том, что я не хотел просверливать сквозное отверстие и потенциально повредить конус MT3 в шпинделе токарного станка.
Смотреть приложение 289306
Так или иначе, я решил опубликовать это.За 3,99 доллара эти пластиковые штангенциркули могут быть действительно экономичным способом для кого-то добавить УЦИ (цифровое считывание) к машине.
Я имею в виду, как можно побить цену?
Это сработало для меня настолько хорошо, что я собираюсь сделать несколько хороших скоб из листового металла, чтобы установить их и использовать их, когда я хочу увидеть, приближаюсь ли я к определенному месту. То, что делает их такими полезными, — это их способность обнуляться где угодно. Просто обнулите их, где вы хотите закончить, и все готово.Просто стремитесь к этому нулю.
Я, наверное, поставлю один на свой сверлильный станок для ограничителя глубины. За 3,99 доллара как я могу устоять?
Очевидно, эта вещь возвращалась к нулю с каждым разрезом. Тот оставшийся металл на дне отверстия выглядит чертовски даже чертовски.
Так что сделайте валик живота, и когда вы все разыграетесь из-за такого сильного смеха, остановитесь и подумайте о том, что это на самом деле чертовски хорошо сработало.
УЦИ для бедняков для токарного станка Taig: 4 ступени
Установив это УЦИ, я проверил его с помощью ряда пробных оборотов.У этой дешевой штуковины есть свои плюсы и минусы.
Плюсы:
Это УЦИ простое, не требует настройки и минимального обслуживания или вообще не требует его, за исключением повторной калибровки каждый раз, когда вы меняете инструмент на новую насадку в держателе инструмента.
Позволяет быстро и легко повторить резку заданного размера.
Минусы:
Хотя дисплей хорошо виден, он находится не в очень удобном положении. Над токарным станком нужно наклониться вперед, чтобы это было хорошо видно.Однако это лишь незначительное раздражение.
У дешевых штангенциркуля разрешение всего 0,1 мм, что достаточно для грубой работы, но не совсем подходит для точной работы.
Планируемые улучшения:
Я получаю новый набор штангенциркулей с разрешением 0,01 мм, который может стоить до 20 долларов. Модификация и установка должны быть такими же простыми. Эта более дорогая модель также имеет последовательный интерфейс, который позволит мне сделать автономный дисплей, который можно разместить в более удобном месте.Жду этих улучшений чуть позже.
Улучшение завершено (20140423):
Еще один комплект суппортов с более высоким разрешением, который я заказал ранее, только что прибыл, и я теперь установил его на свой Taig. Этот набор изготовлен из нержавеющей стали, поэтому для отрезания челюстей требуется немного больше усилий и осторожности. В остальном процесс модификации такой же.
Я также нашел альтернативный и более точный метод калибровки УЦИ.Сначала вставьте цилиндр любого равномерного радиуса. Используйте отдельный комплект штангенциркуля и измерьте его диаметр. Разделите это на два, чтобы получить радиус (r). Теперь переместите насадку так, чтобы она коснулась края цилиндра. Обнулите дисплей УЦИ. Снимите цилиндр и перемещайте поперечный суппорт до тех пор, пока на дисплее не отобразится отрицательное значение r. Теперь это ось вращения токарного станка. Снова обнулите УЦИ, и калибровка завершена.
Результат этого улучшения, надо сказать, оказался вполне ожидаемым.Теперь я могу повторить тот же разрез с обоих концов грубого цилиндра и плавно соединиться посередине. Стоимость нескольких дополнительных долларов полностью окупается.
Сверху размещены фотографии этой улучшенной версии.
NerdKits — Цифровые суппорты DRO
Недавно мы приобрели комбинированный токарно-фрезерный станок Smithy 1220XL, но мы быстро обнаружил, что отметки разрешения 0,042 дюйма на оси Z фрезерной головки были большое ограничение.В этом видеоуроке мы покажем, как мы использовали USB NerdKit плюс цифровой штангенциркуль для создания простых цифровых считывателей, или УЦИ, для Ось Z. Видео выше рассказывает о том, как мы его построили, в том числе о механическом реализация, код, а также некоторые концепции электроники, такие как интерфейсные кнопки и переключатели на микроконтроллер. Читайте подробности!
Щелкните любую фотографию для увеличения:
Ссылки:
Чтобы измерить вертикальное движение пиноли, мы должны держать штангенциркуль параллельно пиноли и соединять их движение жестко, стараясь при этом избежать потенциальной несоосности и переплет.На токарном станке и фрезере мы изготовили шесть алюминиевых деталей. которые вместе удерживают суппорты на пиноли и отливке фрезерной головки.
На нижней стороне мы начали с круглого круглого сечения диаметром 4 дюйма и толщиной 3/4 дюйма. 6061 алюминий, превратив его в зажимную гусиную манжету. Внешний диаметр и толщина по существу произвольны. Есть два скучающих внутренних диаметры. Самый внутренний диаметр отверстия — это отверстие с зазором для вращающегося шпиндель. Он не должен касаться вращающегося шпинделя, но оставаться близко к нему. для предотвращения попадания металлической стружки в конический ролик подшипник, который находится между пером и шпинделем, чуть выше воротника.Второй и больший диаметр отверстия, запрессованный для пиноли, составляет 2,908 дюйма. наружный диаметр на глубине около 0,350 дюйма. Затем мы проделали радиальную прорезь через деталь, используя сабельной пилой и проделал два отверстия № 6-32 по касательной через прорезь. Это позволяет нам осторожно постучать по воротнику резиновым молотком, а затем затяните винты, чтобы надежно зафиксировать хомут на месте. (Мы были вдохновлены от Гусиный ошейник Неда Сейта дизайн для его Smithy Granite 1324, но его конструкция может предложить немного большую жесткость.)
Затем мы начали с алюминиевого прутка 6061 1,5 «x3 / 8» и обработали рычаг. который радиально выходит из воротника. Чтобы гарантировать, что только минимальное количество материала выступает под шпиндель (чтобы избежать удара заготовка, особенно при использовании концевых фрез меньшего размера в цанговом патроне), мы использовали толщину всего 0,150 дюйма для части, которая соединяется с с воротником, и обработал в нем канал глубиной 0,150 дюйма, чтобы он соответствовал. Только головки болтов выступают из-под поверхности. В руке прорезана прорезь и допускает радиальную регулировку примерно на 1/4 дюйма.Имеется радиальный резьбовой Отверстие №6-32, в котором соединяется конец балки суппорта.
На верхней стороне мы начали с алюминиевой прутки 6061 1,5 «x3 / 8» и обработал кронштейн и зажим из четырех частей, скрепленных винтами № 6-32 аппаратное обеспечение. Самая нижняя часть лежит горизонтально в пространстве, которое было ранее не использовались, и в нем используются винт и зажим, изначально предназначенные для удержания пластиковая крышка фрезерной головки на месте (см. 4-е фото). 3,050 дюйма в длину вертикальная планка позволяет поднять систему достаточно высоко, чтобы обеспечить полный ход суппорта, при этом просто очистив верхнюю часть пластиковой крышки.Наконец, из двух частей формируется зажим, позволяющий закрепить конец шток суппорта.
Есть несколько точек, в которых могут быть установлены различные углы и расстояния. отрегулирован, что позволяет нам убедиться, что балка суппорта не подвергается нагрузкам и не будет связывать, пока не затянем все. Однако есть два недостатки, которые мы признаем у этого подхода: один из них заключается в том, что возможность формы «косинусной ошибки» — ось штангенциркуля может быть не совсем параллельной к оси пиноли.Другой заключается в том, что мы зажимаем довольно небольшой поперечное сечение вверху, а не непосредственно на считывающей головке, поэтому есть возможность прогиба (коробления) по длине суппортов. Однако для ось Z фрезерования, это смягчается тем фактом, что практически все операции возникают, когда перо опускается, оставляя меньшую балку в напряжении, где это отклонение ограничивается линейным упругим растяжением без коробление (что может случиться только при сжатии).
В целом механическая реализация вроде работает хорошо, без каких-либо проблем. Заметно добавленное торможение пером и отсутствие заметного люфта.Пока строили все, было несколько случаев, когда мы хотели, чтобы мы в нашей работе нам помогали усовершенствованные УЦИ!
В этом проекте мы используем одну кнопку и один переключатель, чтобы действовать как элементы УЦИ «Пользовательский интерфейс». При нажатии кнопки сбрасывает подсчитанное расстояние до нуля, что является полезной операцией до нуля с поверхности во время операций выравнивания и обработки. Выключатель переключает, какое направление считается положительным относительно исходной точки. (За это Применение оси Z, переключатель не особенно нужен, потому что все резка на фрезерном станке идет «вниз».Однако, когда мы позже рассмотрим По осям X и Y переключение направления может быть более полезным. Для токарного режима работы, переключение между считыванием радиуса и диаметра также будет очень полезным.)
Так как же подключить переключатель или кнопку к микроконтроллеру?
Входной контакт микроконтроллера считывает напряжение и решает рассматривать его как цифровое значение 1 или 0. Если вы посмотрите таблицу данных ATmega168 в разделе «Электрические» Характеристики на странице 304 вы найдете определения для V IL (Входной Низкое напряжение) и V IH (высокое входное напряжение).При питании чипа от 5 вольт эти пределы составляют V IL = 1,5 вольт и V IH = 3,0 вольт. Это означает, что любое напряжение на входе 1,5 вольт или меньше гарантированно считается логическим «0», а любое напряжение больше чем 3,0 вольт гарантированно считается логической «1». (Диапазон между этими двумя напряжениями намеренно оставлено неопределенным, чтобы позволить для некоторого производственного допуска и отклонения от других факторов, таких как рабочая температура, или даже гистерезис, чтобы производитель сделать чипсы дешевле! Микроконтроллер считывает напряжение как как 0 или 1 — но чип не дает гарантии, какой именно.)
Во-первых, давайте кратко рассмотрим кнопки и переключатели:
Это переключатель SPDT, где SPDT означает «однополюсный, двухпозиционный». Это означает что механическое действие переключателя перемещает 1 вывод между 2 возможностями. Одна клемма (здесь центральная) является общей клеммой, и при перемещении переключателя слева или справа, этот общий вывод подключается к соответствующему боковому выводу.
(Вы можете встретить и другие распространенные типы переключателей: переключатель SPST («однополюсный, однополюсный»), в котором есть одно соединение. точка, которая либо связана со второй точкой, либо вообще ни с чем не связана.Это будет выглядеть как наш переключатель SPDT выше с удаленным левым или правым контактом. Другой распространенный тип — переключатель DPDT («Double Pole, Double Throw»), который похож на два переключателя SPDT, которые механически связаны друг с другом. Это может быть полезно, когда есть два независимых сигнала, которые следует переключать одновременно — например, стереофонический аудиосигнал, передаваемый по отдельным левому и правому каналам, может быть переключен между двумя разными источниками с помощью переключателя DPDT.)
Вот кнопка мгновенного действия, где пружина используется для удержания поршня в одном положении. положение, когда сила не прилагается.Этот похож на переключатель SPDT в том, что у него есть три контакта, но поскольку кнопка имеет пружину и «по умолчанию» или «нормальное» состояние, эти три терминала также имеют специальные имена и метки: NO для «нормально разомкнутого», NC для «нормально замкнутого» и C для «общего». Клемма C похожа на нашу среднюю клемму переключателя SPDT выше. Когда кнопка не нажата, подключены C и NC (а NO отключен). Когда кнопка нажата, подключены C и NO (а NC отключен).
Еще одна полезная информация: сопротивление типичного механического переключателя в закрытом состоянии обычно намного меньше 1 Ом. (Мембранные переключатели, подобные найденным в клавиатурах может быть значительно выше.) Если сопротивление этого переключателя много меньше, чем другие сопротивления в вашей цепи, его часто можно игнорировать, но если оно сопоставимо с сопротивлением того, что переключается, тогда вы должны учитывать нагрев и падение напряжения внутри самого переключателя.
Теперь, когда мы обсудили, как входной вывод микроконтроллера распознает напряжения поскольку цифровые единицы и нули, и как работают переключатели и кнопки, наконец, пришло время объедините эти две концепции и используйте переключатели в качестве входов для микроконтроллера.
Один из вариантов подключения коммутатора к микроконтроллеру — принудительное включение Напряжение на выводе микроконтроллера напрямую на 0 или на + 5В через переключатель или кнопку. Для кнопки выше это будет означать подключение клеммы C к микроконтроллеру. контакт и подключение NO к GND и NC к + 5V (или наоборот). Для переключателя это будет означать подключение центрального терминала к микроконтроллеру, а левый и правые контакты к GND и + 5V. Это сработает — в любой момент микроконтроллер штифт подключается к одному или другому (за исключением коротких переходов, как переключатель перемещается между его механическими упорами).
Однако есть еще один способ, который очень часто встречается для подключения кнопок и переключателей к схемам микроконтроллера. Используя «подтягивающий резистор», подключенный между выводом микроконтроллера и высоким напряжением питания, мы можем опустить подключение переключателя на + 5В. Теперь, когда переключатель открыт (не подключен), резистор поддерживает высокое напряжение на входном контакте микроконтроллера для логической «1». Когда переключатель замкнут (подключен), сопротивление переключателя и подтягивающее сопротивление образуют делитель напряжения, но сопротивление переключателя таково мало по сравнению с тем, что напряжение на входе микроконтроллера практически равно нулю, позволяя читать его как логический «0».
Основное преимущество подключения переключателя или кнопки с помощью подтягивающего резистора состоит в том, что переключатель / кнопка не обязательно должна быть «двойным ходом» — это может быть просто переключатель включения / выключения SPST. Это дает вам более широкий выбор возможных переключателей и кнопок. Это также означает, что в цепи меньше проводов. Наконец, подтягивающий резистор сам по себе не требует добавления в качестве внешнего компонента. Каждый вывод микроконтроллера имеет встроенный подтягивающий резистор, который можно включить одной строкой кода.В соответствии с электрические характеристики в таблицах данных ATmega168, R PU составляет от 20 до 50 кОм — идеальный диапазон для использования с кнопки или переключатели с сопротивлением менее 1 Ом. Когда переключатель разомкнут, питание не подается. потребляется, а когда переключатель замкнут, самое большее (5 вольт) / (20 кОм) = 250 мкА тока протекает через коммутатор.
Итак, после обсуждения кнопок, переключателей и подтягивающих резисторов, последний реализация на самом деле довольно проста: подключаем один терминал переключатель или кнопку на землю, а другой на входной контакт микроконтроллера! Потом, мы активируем внутренний подтягивающий резистор для этого вывода, и тогда мы можем прочитать состояние переключателя как цифровое 1 или 0.
(Могут быть дополнительные детали реализации, такие как «устранение неполадок» переключателя, но мы сохраним это для будущего урока, потому что это не имеет отношения к этому заявление.)
Мы начали с недорогого цифрового штангенциркуля длиной 6 дюймов, похожего на Вот этот с Amazon.com. (Мы купили наш на eBay много лет назад, поэтому не можем гарантия, что этот на 100% идентичен, но выглядит очень похоже.)
Эти измерители выдают синхронный (синхронизированный) цифровой сигнал. Штангенциркуль периодически выводит группу из 48 бит с битовым периодом около 12 мкс.Первые 24 бита представляют собой целочисленное представление расстояния со знаком 20480 бит на дюйм. Относительные тайминги важны, потому что, хотя это синхронный протокол и каждый бит данных выровнен по фронту тактового сигнала, относительное время между тактами края (время простоя) указывают, когда начинается новая группа данных. В частности, мы ждем не менее ~ 50 мкс тишины, чтобы указать, что новый набор данных вот-вот начнется.
Конкретные детали обращения с электронным интерфейсом к весам приведены ниже. описано ниже.Отличный справочник по протоколу доступен по адресу Шуматех, что очень помогло нам во время разработки.
В коде у нас есть функция read_bits (), которая считывает каждый бит один за другим и сохраняет его в 32-битное целое число со знаком. Имея дело с отрицательными числами в двоичном формате, особенно потому, что мы побитно строим целое число со знаком, мы должны понимать, как компьютер представляет отрицательные числа в двоичном формате.
Люди представляют отрицательные числа в десятичной системе счисления, ставя перед цифрой знак «-».Итак, если бы у меня было число 42, я бы представил отрицательное число как -42. Когда число представлено в двоичном формате, у нас нет возможности просто добавить отрицательный знак, поэтому мы должны представлять отрицательные числа, используя только единицы и нули, которые у нас уже есть. Компьютеры обычно представляют отрицательные числа, используя систему, известную как нотация с дополнением до двух. Технически, представление числа в виде дополнения до двух находится путем вычитания числа из двух, возведенного в число битов, равное вашему типу данных.8-4 в двоичном формате, что будет 0b100000000 — 0b00000100, что приведет к 0b11111100.
Эта система может показаться излишне запутанной, но на самом деле она имеет большой смысл, поскольку заставляет отрицательные числа вести себя естественным образом со всеми арифметическими операциями, которые мы выполняем с числами без знака. Числа в дополнительном коде до двух работают отлично, если вы думаете о них как о обратном отсчете. Скажем, вы начинаете с 0b00000010 (2 в десятичной системе) и начинаете отсчет в обратном порядке, 0b00000001 (1 в десятичной системе), затем 0b0000000 (0 в десятичной системе), поэтому, если я хочу продолжать обратный отсчет, я просто переполняюсь в отрицательном направлении и получаю 0b11111111 (- 1 в десятичной системе счисления) и так далее.
Эта система может сначала сбивать с толку, но она позволяет процессору обрабатывать отрицательные числа точно так же, как и положительные числа. Это означает, что он может сложить положительные четыре и отрицательные четыре и получить 0, как и следовало ожидать (попробуйте на бумаге). То же самое верно для умножения, вычитания и остальных арифметических операций. Эта концепция довольно хорошо объясняется несколькими разными способами на дополнительной странице в Википедии.
Однако при использовании обозначения дополнения до двух вы должны быть осторожны с правильным расширением чисел при переходе от одного целого числа к другому.Когда вы имеете дело с положительными числами, вам обычно не о чем беспокоиться, потому что они просто добавляют 0 перед числом. Например, если у вас было 4-битное целое число 0b0010 (2 в десятичном формате), и вы превратили его в 8-битное целое число, вы получите 0b00000010 (также 2 в десятичном формате). Однако с отрицательными числами, если у вас есть 4-битный 0b1110 (-2 в десятичном) и превратите его в 8-битное целое число, вам нужно заполнить дополнительные пробелы единицами, чтобы 0b1111110 (также -2 в десятичном). Это то, что происходит в read bits_function () в конце, когда мы смотрим на самый старший бит и решаем, дополнять ли остаток числа единицами.Цифровые измерители уже дают нам дополнительное число до двух, но это всего лишь 24 бита. Поскольку мы хотим расширить это число до 32-битного целого числа со знаком, нам нужно подписать расширенное число на основе самого старшего бита.
Для того, чтобы запитать сами суппорты от одного и того же настенного трансформаторного питания. мы будем использовать для микроконтроллера и ЖК-дисплея, мы должны производить примерно 1,5 вольта на выходе, чтобы заменить маленькую кнопочную ячейку суппортов аккумулятор. Быстрое измерение с помощью цифровых мультиметров показало, что только штангенциркуль потреблял 10-20 мкА.
Самый простой подход к преобразованию одного известного напряжения в другое более низкое напряжение с двухрезисторным делителем напряжения: два резистора последовательно между источник напряжения и заземление. в изображение ниже, учитывая, что ввод V IN и только с учетом резисторов R1 и R2, напряжение на средняя точка — V OUT = V IN * R2 / (R1 + R2). Однако это предполагает что ток на самом деле не отводится от этого терминала — это явно неверно, поскольку суппорты должны потреблять ток, чтобы быть полезными! Поскольку больше тока берется из На этом среднем выводе напряжение уменьшается.
Это дает нам возможность кратко рассказать о концепции Thevenin. схемы замещения. Основная идея состоит в том, что мы можем посмотреть на схему, которая сделана без источников напряжения и резисторов, и рассмотрите любые две клеммы. Мы можем затем уменьшите его до одного источника напряжения плюс один резистор — Thevenin эквивалентные значения — и при измерении только с этих двух клемм Оригинальная схема и ее эквивалент в Тевенине будут неотличимы снаружи. Это означает, что если вы поместите вольтметр на две клеммы, вы получите то же самое. измерения, и когда вы потребляете ток, они все равно будут синхронизироваться.
На схеме выше мы можем выбрать V EQ = V IN * R2 / (R1 + R2), а также R EQ = (R1 * R2) / (R1 + R2), и это заставит эти цепи вести себя одинаково. Концепция эквивалентных схем Тевенина мощна, потому что позволяет нам принимать одну линейную схему и замените ее на более простую, что упрощает построить кривую I-V (как мы обсуждаем в The NerdKits Guide) или принять другие решения относительно схемы.
Если мы хотим взять наш источник 5 В и использовать его для создания 1.Источник 5 В для работы в качестве блок питания для суппортов, хотим подобрать R1 и R2 (и, в частности, отношение R1 к R2), так что первое уравнение устраивает и V EQ = 1.5V. Но аккумулятор имеет достаточно высокое напряжение. постоянна в широком диапазоне токов — конечно, за пределами 10-20 мкА, которые суппорты нарисовать. Чтобы быть уверенным, что подаваемое напряжение остается «достаточно близким» к 1,5 В, мы должны держать R EQ небольшим, чтобы падение напряжения I * R EQ остается маленьким.Мы, конечно, можем сделать это, сделав R1 и R2 произвольно малыми, и Теоретически это будет работать для получения удовлетворительно «жесткого» напряжения питания.
Однако, уменьшив сопротивление R1 и R2, потребляемый ток повышается, даже если измерители тока фактически не потребляют ток. Этот текущий по существу тратится на просто удержание схемы в желаемой рабочей точке — и хорошие инженеры должны попытаться минимизировать это, если это возможно. Этот текущий иногда называют «ток покоя».
Не позволяйте эквивалентной схеме Тевенина рисунок выше убеждает вас в том, что ток, потребляемый нулевым током, когда цепь выгружается! Эквивалент Thevenin может быть полезен, когда мы рассматриваем, что схема выглядит «нестандартно» — но «внутри коробки» R1 и R2 все еще там формируется путь тока и потребляется ток V IN / (R1 + R2) даже если на внешние клеммы нет тока. Наш аккумулятор или источник питания по-прежнему должен обеспечивать этот ток, поэтому сделайте R1 и R2 произвольно маленькими плохая идея.
Вместо того, чтобы полагаться только на резисторы, мы можем добавить один транзистор и, в конечном итоге, мы можем получить преимущества низкого эффективного выходного сопротивления, но все же иметь низкий ток покоя!
На схеме выше мы используем R1 и R2 в качестве делителя напряжения, но вместо этого стремясь к желаемому 1,5 В, мы стремимся к примерно 2,1–2,2 В, и простая причина в том, что оно на 0,6–0,7 В выше желаемого целевого значения 1,5 В. От 0,6 до 0,7 вольт — это очень типичное прямое напряжение база-эмиттер для кремниевый NPN-транзистор, и его постоянство является одним из преимуществ это упрощает проектирование с помощью BJT! Но в основном в широком диапазоне эксплуатации токи, вывод эмиттера NPN-транзистора останется около 0.От 6 до 0,7 вольт ниже, чем его базовый терминал.
Далее, поскольку мы знали, что нацелены на рабочий ток около 10-20 мкА, это означало, что для Q1 требовалась база ток около 100 нА (ток коллектора, деленный на коэффициент усиления по току транзистор — наверное 100). Теперь о падении напряжения I * R EQ нужно беспокоиться было уменьшено в раз, когда коэффициент усиления транзистора по току! Это может быть проблемой чтобы понять, если вы новичок в транзисторных схемах, но большая идея заключается в том, что эффективное выходное сопротивление было в основном уменьшено в раз. 100 без лишнего энергопотребления! Это работает, потому что дополнительные ток, идущий от эмиттера (к штангенциркулям), требует только, возможно, 1/100 этого тока, потребляемого от R1 и R2.(Это немного упрощение, но в данном случае неплохо.) Наконец, R3 был добавлен в качестве механизма безопасности. чтобы гарантировать, что будет течь некоторый ток, чтобы предотвратить выходное напряжение становится слишком высоко при запуске.
Мы также обнаружили, что важно добавить байпасный конденсатор на суппорты. Без батареи чувствительная аналоговая электроника в головке суппорта работала плохо, и результат был очень резким. Мы припаяли одиночный 10мкФ электролитический конденсатор прямо на клеммах суппорта для уменьшения шума.
Для другого проекта, где мы углубимся в детали и математику использования NPN BJT транзистор, см. Наш пьезоэлектрический шумомер руководство.
Как обсуждалось ранее в разделе «Кнопки и переключатели», микроконтроллер распознает напряжения ниже 1,5 В как «0» и выше 3,0 В как «1». Однако цифровые измерители выдают цифровой сигнал, который составляет всего 1,5 В для «1»! Сигнал слишком мал для непосредственного взаимодействия с микроконтроллером. Нам нужно было построить очень простая схема переключения уровня для усиления разницы между 0 и 1.5В уровни вплоть до достаточного для логических уровней 5 В микроконтроллера:
Мы просто использовали один транзистор NPN и один резистор, а также подтягивающий резистор. встроен во входной контакт микроконтроллера. Подтягивающий резистор удерживает напряжение на контакте микроконтроллера высокое при низком уровне сигнала штангенциркуля. Когда сигнал штангенциркуля достигает + 1,5 В, транзистор может включиться, а при напряжение база-эмиттер от 0,6 до 0,7 В, в базу поступает около 8 мкА транзистора.Из-за усиления тока транзистора легко в 100 раз столько же тока течет в коллектор, а значит 800 мкА. Это в сочетании с минимальным подтягивающим сопротивлением 20 кОм означает падение напряжения 16 вольт, что невозможно, когда другой конец подтягивающего резистора подключен только к + 5В через микроконтроллер. Это означает, что транзистор действительно находится в состоянии насыщения, и ток коэффициент усиления ниже, чем коэффициент 100, упомянутый выше, но транзистор плотно потянув напряжение на контакте микроконтроллера примерно до 0.2 вольта.
Конечно, есть более сложные способы переключения уровней, но это это простой способ, который работает для этих относительно медленных форм цифровой логики. (Для более высоких скоростей цифровой логики мы должны учитывать различные емкости в этой схеме, и, возможно, придется немного настроить дизайн, чтобы переключаться между заявляет достаточно быстро!)
Следуя совету на сайте Shumatech, ссылка на который есть ранее, мы обнаружили, что можно поставить суппорты в специальный скоростной режим, где обеспечивает вывод около 40 раз в секунду вместо стандартного ~ 3 раза в секунду.Чтобы наш код микроконтроллера автоматически переключался в этот режим при включении мы добавили два полевых МОП-транзистора 2N7000 между источником питания 1,5 В и линии часов и данных.
См. Исходный код для получения подробной информации о том, как мы переключаем эти строки при запуске.
Вы можете скачать исходный код здесь.
Посмотрите другие видео и проекты микроконтроллеров!
Цифровой штангенциркульи цифровое считывающее устройство на базе ПК
.Новый! Новый интерфейс WiFi — интерфейс Caliper2PC теперь может быть подключен через WiFi. Caliper2PC поддерживает аналоговые устройства. Тензодатчики, датчики давления, датчики температуры, датчики влажности и т.д. могут быть подключены. Caliper2PC с функцией цифрового пантографа. Суппорт2PC с УЦИ поворотной оси. Caliper2PC с Video Edge Finder. Caliper2PC поддерживает стеклянные шкалы и поворотные энкодеры с квадратурным выходом 5 В TTL, новый протокол BIN6 (24 бит), используемый в цифровых штангенциркулях Harbor Freight, Протокол iGaging DigiMAG (21 бит), а также устройства Mitutoyo Digimatic.Программное обеспечение Caliper2PC с дисплеем скорости подачи и экранной клавиатурой для сенсорных экранов! Caliper2PC поддерживает TCP Modbus для программного обеспечения Mach4 для ЧПУ Artsoft! Станки с ЧПУ с шаговыми двигателями можно управлять, потерянные шаги можно найти во время работыТомер Ланцман
Недорогие цифровые штангенциркули доступны на рынке уже несколько лет. Большинство из них производятся в Китае или Дальний Восток и имеют последовательный интерфейс, через который данные измерений могут быть перенесены на другие устройства.Несмотря на свою цену (10-20 долларов), эти суппорты очень надежны и точны. Помимо оригинального использования в качестве суппортов, они может использоваться как индикатор положения или УЦИ с цифровым считыванием для линейных осей небольшие станки так же, как линейные стеклянные весы. Для этого цифровые шкалы с монтажными кронштейнами доступны в различных вариантах исполнения. длины. В небольших станках с ЧПУ эти весы могут служить эталоном и измерители длины инструмента. Даже 3D-дигитайзер / 3D-сканер для 3D-измерений, а также Испытания на растяжение могут быть легко реализованы.Целую мастерскую можно оцифровать за небольшие деньги Деньги.
рис. 1: Образец Применение интерфейса Caliper2PC, скриншотов интерфейса Excel и Программное обеспечение Caliper2PC.
Чтобы использовать данные измерений (захват, отображение, преобразование и т. Д.), Это необходимо для подключения цифровых штангенциркулей к ПК через их последовательные интерфейсы. Для этого в интерфейсе и мультиплексоре Caliper2PC есть был разработан и описан здесь (см. видео ).
В рамках этого проекта оборудование и программное обеспечение, необходимое для оборудовать машины соответствующим образом были спроектированы. В результате ориентированная на будущее, удобная и адаптируемая система, предлагающая помимо множество реализованных функций, место для собственных дополнений (API — программное обеспечение интерфейс).
рис. 2: фрезерный станок с УЦИ Caliper2PC X, Y, Z и стеклянными шкалами.
рис. 3: Оптимальный Токарный станок с УЦИ Caliper2PC и сенсорным экраном.
Связь между мультиплексором Caliper2PC и главным ПК происходит через USB или через WiFi. Внешний источник питания не требуется, поскольку Caliper2PC питание по USB от главного ПК или от источника питания USB. Caliper2PC предлагает на стороне ввода подключения до 6 цифровых штангенциркулей.Таким образом можно подключиться для Например, фрезерный станок (3 оси; оси x, y и z), токарный станок (2 оси) и дополнительный цифровой штангенциркуль для контроля качества (см. рис. 1). Для подключения цифрового штангенциркулям к интерфейсу Caliper2PC, необходимо подсоединить соединительный провод (см. главы «Назначение контактов» и «Дооснащение» Суппорты »).
Все поддерживаемые линейные энкодеры могут использоваться одновременно (например, стеклянные шкалы, линейные весы и устройства Mitutoyo Digimatic). УЦИ можно сбросить на ноль или любое заданное значение в любом положении.Для каждого линейного энкодера Интерфейс Caliper2PC предлагает дополнительный входной порт для кромкоискателя или для подключения педальный переключатель, например, для захвата мгновенного значения (см. главу «Модернизация с помощью кнопки захвата»). В качестве альтернативы контрольные выключатели или концевые выключатели используется с станками с ЧПУ, может быть подключен для обнаружения и обработки переключателя состояния. Программное обеспечение Caliper2PC можно использовать с веб-камерой в качестве средства обнаружения края видео.
Кроме того, в интерфейсе Caliper2PC реализованы два тахометра.Это позволяет отображать и регулировать инструмент скорости шпинделя станков.
вершина
Copyright Dipl.-Ing. Томер Ланцман. Все права защищены.
DIY DRO с Arduino и Android
ОБНОВЛЕНИЕ: есть еще одна версия этого контроллера, которая использует MSP430 Launchpad и может считывать другие типы энкодеров, такие как «стандартные» китайские весы, дешевые штангенциркули, а также стеклянные весы и поворотные квадратурные энкодеры.Пожалуйста, посетите страницу «Android DRO » для получения более подробной информации о различных версиях оборудования.
| Google Nexus 7 Запуск ранней версии приложения DRO |
Несомненно, было бы очень удобно иметь полнофункциональный УЦИ DRO на фрезерном или токарном станке. К сожалению, стоимость коммерческих единиц очень высока, поэтому единственный способ, который я мог себе позволить, — это пойти по пути «сделай сам».Мой первоначальный план состоял в том, чтобы построить традиционный цифровой считывающий прибор с использованием шести 7-сегментных светодиодных дисплеев на каждую ось и микроконтроллера ARM (STM32VL Discovery Board). Для создания первого прототипа я использовал бесплатную версию Atollic Studio. Несмотря на то, что он был «урезан» по сравнению с полной версией, по крайней мере, не было ограничений по размеру кода. Что ж, в последней версии Atollic добавил ограничение на размер кода, поэтому я решил отказаться от идеи DRO на базе ARM. Вместо этого УЦИ будет состоять из драйвера масштабирования на основе Arduino и недорогого устройства Android, представленного в качестве дисплея для считывания.
Разделение драйвера и дисплея дает несколько преимуществ:
- Аппаратное обеспечение намного проще, что делает DRO гораздо более доступным для людей без опыта работы с электроникой. Фактически, я построил первый прототип, используя Arduino UNO, 5 резисторов и модуль Bluetooth за 10 долларов.
- УЦИ использует беспроводную связь (Bluetooth) между контроллером и столом, поэтому последний можно легко перемещать. Поэтому один планшет или телефон Anroid можно использовать с несколькими контроллерами.Например, если у вас есть фрезерный станок и токарный станок, вы можете совместно использовать дисплей между ними.
- Можно спроектировать больше контроллеров для поддержки других типов весов без каких-либо изменений в блоке отображения
- Поскольку у многих людей уже есть устройство под управлением ОС Android, общая стоимость DRO (без учета весов) может составлять всего 20 долларов
- Даже недорогие планшеты Android имеют огромную вычислительную мощность и объем памяти (по сравнению с микроконтроллерами, доступными любителям), планшет может легко поддерживать расширенные функции, которые были бы недоступны на «встроенном» DRO
Весовщик
| Детали, необходимые для изготовления беспроводного считывателя для весов Grizzly iGaging с использованием Arduino Uno |
IGaing Remote Весы DRO имеют конструкцию, которая упрощает их считывание.В отличие от стандартных штангенциркулей и весов с собственными часами, весы iGaging получают сигнал часов от дисплея. Кроме того, они использовали источник питания 3,3 В, который устраняет необходимость в переключателе входного уровня и т. Д. Используя код, аналогичный описанному в разделе «Чтение весов iGaging с Arduino», контроллер может преобразовывать необработанные данные в «щелчки» и отправлять их в приложение Android по беспроводной сети, используя адаптер UART-Bluetooth. Требуется только четыре общих контакта ввода-вывода, поэтому даже меньшие платы Arduino подойдут для этого проекта.Для этой батареи в контроллере можно использовать любой микроконтроллер с шестью доступными цифровыми выводами ввода-вывода.
УЦИ ДисплейИспользование планшета в качестве устройства отображения DRO дает несколько важных преимуществ. Прежде всего, УЦИ выполняет удивительно большое количество математических операций, чтобы отобразить показания. Кроме того, такие вещи, как преобразование единиц измерения, коррекция инструмента, тригонометрические вычисления и т. Д., Требуют умножения и деления с плавающей запятой.К сожалению, очень немногие микроконтроллеры, доступные любителям, имеют оборудование с плавающей запятой, поэтому они, как правило, действительно испытывают трудности с такими операциями. Прикладные процессоры, которые поставляются даже с планшетами и телефонами начального уровня, по сравнению с ними являются суперкомпьютерами, которые могут выполнять миллионы операций с плавающей запятой в секунду. Во-вторых, планшеты Android оснащены большими яркими сенсорными экранами. Вместо прокрутки функций с помощью 10-клавишной панели и 7-сегментного светодиодного дисплея вы будете иметь дело с интуитивно понятным и удобным графическим пользовательским интерфейсом.Наконец, поскольку большинство планшетов подключено к Интернету, у вас будет доступ к любым справочным материалам, заметкам, мощным научным калькуляторам прямо у вас под рукой.
Если взять в гараж красивый блестящий планшет, это может немного нервировать. В конце концов, его можно легко поцарапать, уронить и т. Д. К счастью, несколько компаний делают отличные защитные чехлы, некоторые даже водонепроницаемые, что сделало бы стол гораздо более пригодным для использования в гараже.
Гибкая архитектура
Поскольку CPI может быть настроен индивидуально для каждой оси в программном обеспечении, приложение Digital Readout может поддерживать любой тип датчика положения, если контроллер реализует стандартный протокол связи.Приложение получало данные о местоположении в количестве кликов на дюйм (CPI), а затем преобразовывало их в стандартные единицы, применяло смещения и т. Д. На основе настроек, введенных пользователем. Точно так же пользовательский интерфейс можно настраивать «на лету». Например, такие параметры, как размер шрифта, количество цифр и метки осей, могут быть изменены по желанию. Наконец, добавить новые функции будет так же просто, как загрузить новую версию приложения.
Заключение
В целом я считаю, что это хорошо Подходят для своими руками УЦИ .С одной стороны, это значительно упрощает процесс строительства за счет уменьшения сложности считывающее оборудование. С другой стороны, это дает возможность подключиться к производительность и простота использования современного Android-планшета. Android планшеты и телефоны быстро становятся повсеместными. Дешевый безымянные столы продаются на eBay менее чем за 100 долларов, но несколько полнофункциональных «фирменных» 7-дюймовых моделей в диапазоне 200 долларов. Это имеет смысл использовать только приложение Android на старом телефоне или планшет, а не строить дисплей с нуля.В реальности ничто из того, что вы или я можем построить менее чем за 200 долларов, не приблизится к производительность, гибкость и полезность Google Nexus 7 или аналогичного Блок. В дополнение к огромной вычислительной мощности, доступной от двойного или четырехъядерный процессор ARM, работающий на частоте 1 гигагерц, сотни мегабайты оперативной памяти и гигабайты хранилища, эти устройства предлагают великолепный, удобный для чтения и использования сенсорный экран. Не говоря уже о том, что стол можно использовать для других целей, когда он не занят его выполнением Обязанности по цифровому считыванию.
Цифровой штангенциркульв качестве цифрового считывающего устройства на мелком заводе — Производство
В этом году все работы по фрезерованию amier 388s были выполнены на мини-фрезерном станке Homier, преобразованном в истинный дюйм с использованием набора от micromark http: // www.micromark.com
мельница поставляется с винтами, которые делают 1/16 дюйма за оборот, что требует преобразования для выполнения обычных измерений, таких как 0,060 дюйма, набор изменил фрезу на 0,050 дюйма за оборот, что очень помогло. ИМХО у моей мельницы есть шпиндель r8 для совместимости с более крупными мельницами, вы можете получить больше информации о тезисе на
http://www.mini-lathe.com/Mini_mill/Main/mini-mill.htm
портовый фрахт, homier , мельницы grizz и т. д. производятся одной и той же компанией в Китае, с небольшими различиями в брендах, цвете, шпинделе (r8 или mt2) и принадлежностях.Из всего этого я решил купить свой у homier
, потому что у них была выставка инструментов рядом с моим домом, и я мог пойти забрать его, чтобы сэкономить на доставке, также homier был самым дешевым продавцом из них для начала. Хорошо, теперь вернемся к теме
Вы можете использовать цифровые весы в качестве УЦИ, однако для этой цели доступны цифровые весы. Попробуйте поискать на ebay «комплект для перьевого управления». Я видел перечисленные весы до 36 дюймов в списке, и, возможно, они будут больше, если они вам понадобятся.
Показания можно просматривать прямо с весов, или вы можете построить внешний дисплей, такой как Shumatech (я его сейчас создаю, по завершении опубликую информацию) примерно за 250 долларов, вы можете получить целую систему УЦИ.Устройство shumatech не только отображает данные с китайских весов, но и рассчитывает расположение окружностей отверстий под болты, действует как тахометр для вашего фрезерного или токарного станка, и вы можете связать с ним квадратурные энкодеры, если хотите построить свои собственные весы.
Китайские весы — это, по сути, цифровые штангенциркули без губок с монтажными кронштейнами, прикрепленными к концам и к корпусу весов. Что некоторые люди сделали с суппортами, так это просверлили монтажные отверстия в губках и использовали либо кронштейны, либо непосредственно установили суппорт через губки на мельницу, либо изготовили набор зажимов, удерживающих губки суппорта, которые вы могли бы установить на пути? Вы можете получить абсолютные показания с помощью кнопки нуля на большинстве штангенциркулей, вы также можете использовать большинство штангенциркулей (используя дешевые китайские здесь) в качестве метрического ДУ, может быть когда-нибудь полезно? В группе шуматех, а также в группе GrizHFMinimill есть фото различных штангенциркулей и креплений шкалы.
Ссылки на эти прекрасные маленькие инструменты
Minimill Yahoo groups
http://groups.yahoo.com/group/GrizHFMinimill
Shumatech website
http://www.shumatech.com
Shumatech Yahoo group
http://groups.