Все о токарных станках, фрезерных станках, схемы, чертежы, паспорт
Электронная гитара для токарного станка представляет собой узел, который направлен на уменьшение или увеличение скорости вращения или подачи. Обеспечивают возможность смены частоты вращения дополнительные…
Режущие качества инструментов напрямую зависят от того, насколько качественно и своевременно была сделана заточка. Это связано с тем, что в процессе эксплуатации функциональные возможности резцов утрачиваются. Опыт…
Непосвященному в нюансы металлообработки человеку сложно определить разницу между токарным и фрезерным станком. Она заключается в различных функциях, а также в способе обработке детали. Мастер выбирает способ…
Проходной отогнутый токарный резец – специальный инструмент для обработки металлоконструкций, который прежде всего предназначен для ликвидации неровностей на наружных поверхностях различных деталей вращений,.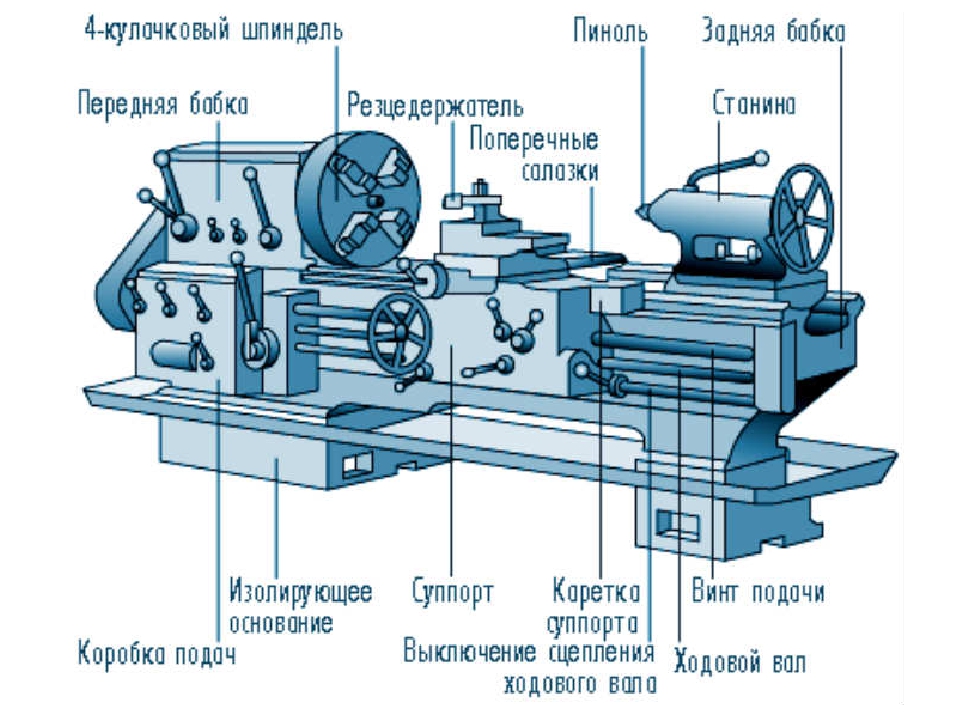
Токарно-винторезный станок Кусон-3 Корейского производства предназначен для выполнения множества стандартных токарных операций, в том числе для нарезания метрической, дюймовой и питчевой резьбы. Отлично подходит…
Самым удобным для быстрой установки круглых заготовок на токарном оборудовании, является патрон с 3 кулачками, расположенными под 120 град. Он самостоятельно центрирует деталь, надежно удерживает ее во время…
Компания BELMASH производит 2 вида токарных станков BELMASH WL-300/450, BELMASH WL-300/450VS. Данные станки рассчитаны для многолетней работы, поэтому компания тщательно продумывает и тестирует продукцию. Особое внимание уделяется…
Сферические изделия выполняют функцию рукояток на различном оборудовании, либо в мебельной фурнитуре. Обычно для изготовления подобных элементов прибегают к использованию системы ЧПУ, однако опытным токарям и.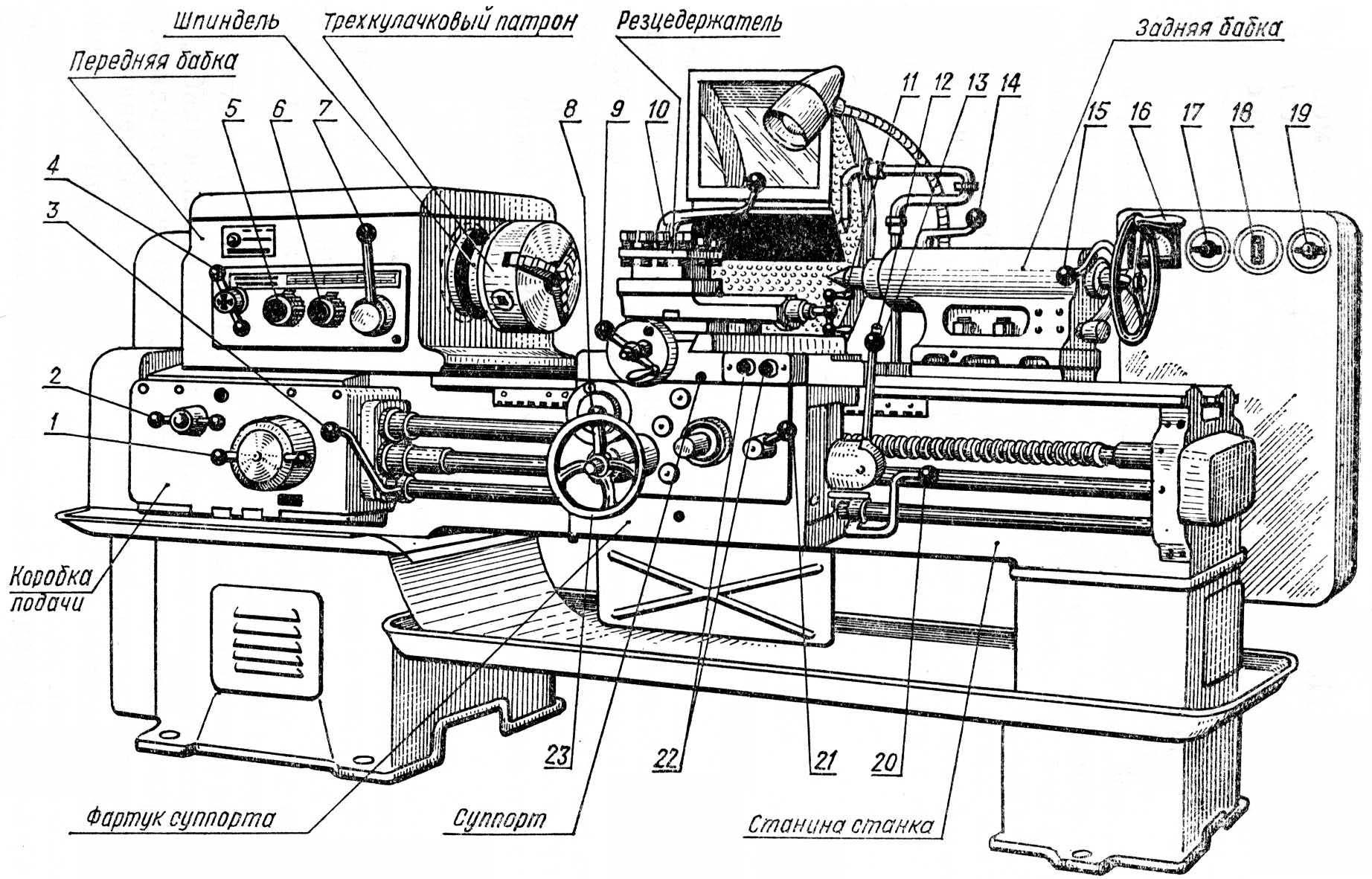 ..
..
Прообразом вращения детали на токарном станке послужило простое устройство для добычи огня и просверливания с помощью песка, деревянной палочкой в камне дырочки под рукоятку. За XXVII веков эти примитивные механизмы…
Основной поставщик токарных резцов в стране – Киржачский инструментальный завод. Он начал свою работу в 1934 году по программе индустриализации страны, с целью обеспечения предприятий отечественным режущим…
типы, конструкция, принцип работы, УП
Токарный станок с ЧПУ – прибор станочного типа, работающий при помощи системы числового программного управления. Этот агрегат позволяет выполнять изготовление различных изделий высокой точности. Благодаря системе ЧПУ устройство может работать в автоматическом или полуавтоматическом режиме. При этом вмешательство оператора в обработку деталей сводится к минимуму.
Предназначение
Токарные станки с ЧПУ – современные варианты стандартных станочных аналогов, оснащенные рядом дополнительных функций, одной из которых является наличие системы ЧПУ. Такие устройства предназначены для обработки металлических заготовок токарным способом, но могут быть использованы и для работы с другими материалами. Благодаря этому токарные станки превратились в универсальные приборы, используемые в различных областях. Основная область применения – в заводских условиях и в быту.
Такие устройства предназначены для обработки металлических заготовок токарным способом, но могут быть использованы и для работы с другими материалами. Благодаря этому токарные станки превратились в универсальные приборы, используемые в различных областях. Основная область применения – в заводских условиях и в быту.
С использованием станков с ЧПУ:
- производится внешнее и внутренне вытачивание деталей;
- изготовляются конусообразные элементы, или имеющие другие сложные формы;
- выполняется продольная обработка заготовки;
- производится черновая и чистовая обработка;
- регулируется длина деталей;
- вытачиваются пазы, выемки, отверстия;
- нарезается резьба дюймового и метрического типа.
Этот станок способен справиться с задачей практически любого уровня сложности. Поэтому область применения станков с ЧПУ для токарных работ – на предприятиях, занимающихся серийным производством деталей.
Классификация
Данные машины бывают трех типов:
- контурного;
- позиционного;
- адаптивного.
Первый тип включает приборы, работающие по заданной траектории. Такие агрегаты требуют контроля со стороны оператора. Ко второму типу относятся станки, способные выполнять обработку на устройстве точечным образом. Третий тип объединяет возможности контурного и позиционного станка.
Станки отечественного производства поступают в продажу с определенной маркировкой, при помощи которой можно определить возможности оборудования. Маркировка включает букву и цифру. Наиболее распространенные модели имеют маркировки:
- Ф1 – рабочий механизм выполняет обработку по заранее заданным координатам;
- Ф2 – рабочий механизм осуществляет точечную обработку;
- Ф3 – задается траектория, по которой выполняется точение на станках с ЧПУ под контролем оператора;
- Ф4 – комбинированная обработка, объединяющая возможности контурных и позиционных станков.


Также токарные станки с программным управлением отличаются:
- расположением оси шпинделя;
- расположением направляющих;
- конструкционными особенностями;
- видом осуществляемой обработки.
Приборы с числовым программным управлением делятся по уровням точности, каждому из которых соответствует определенная маркировка:
- Н – нормальная;
- П – повышенная;
- В – высокая;
- А – особо-высокая;
- С – особо точные устройства (только мастер-станки).
Маркировка выбирается в зависимости от того, где планируется применение станочного прибора.
Конструкция
В отличие от более старых аналогов современные станки, имеющие числовое программное управление, обладают более высоким показателем жесткости, и позволяют выполнить сложную обработку детали за более короткий период.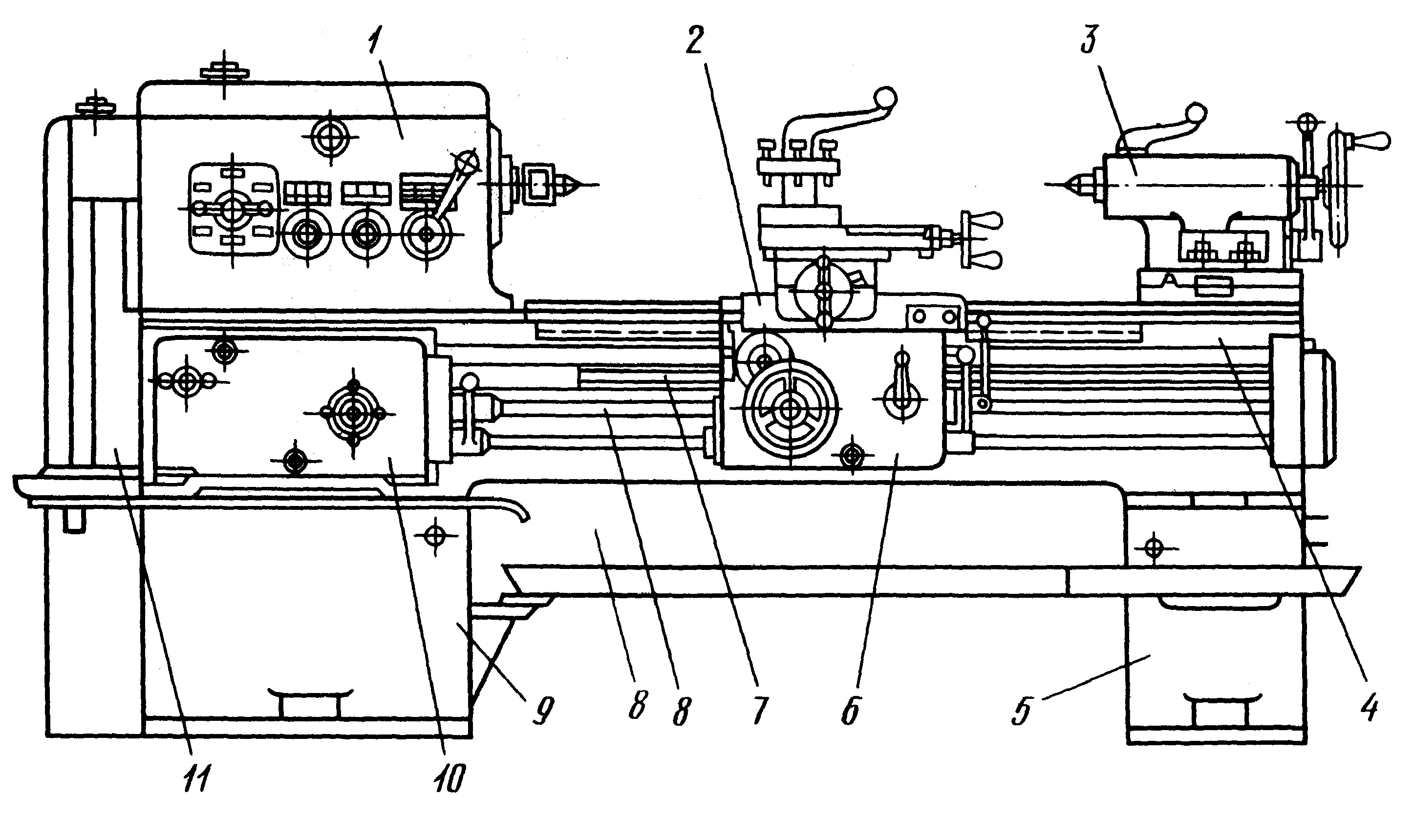 Эти преимущества обусловлены конструкционными особенностями:
Эти преимущества обусловлены конструкционными особенностями:
- отсутствием зазоров между придаточными элементами;
- высоким уровнем прочности несущих элементов, узлов агрегата и других комплектующих;
- минимальной длиной кинетических цепей и количеством механических передач;
- наличием сигнализаторов обратной связи;
- повышенной устойчивостью к вибрационным нагрузкам, возникающим при обработке деталей;
- наличием специальных систем, созданных для снижения иска тепловых деформаций.
Токарная обработка на станках обеспечивается благодаря направляющим. Этим комплектующие подвержены износу, но устойчивы к трению. Элементы конструкции взаимосвязаны между собой, и работают в одном режиме. Это условие связано с высокой точностью изделий.
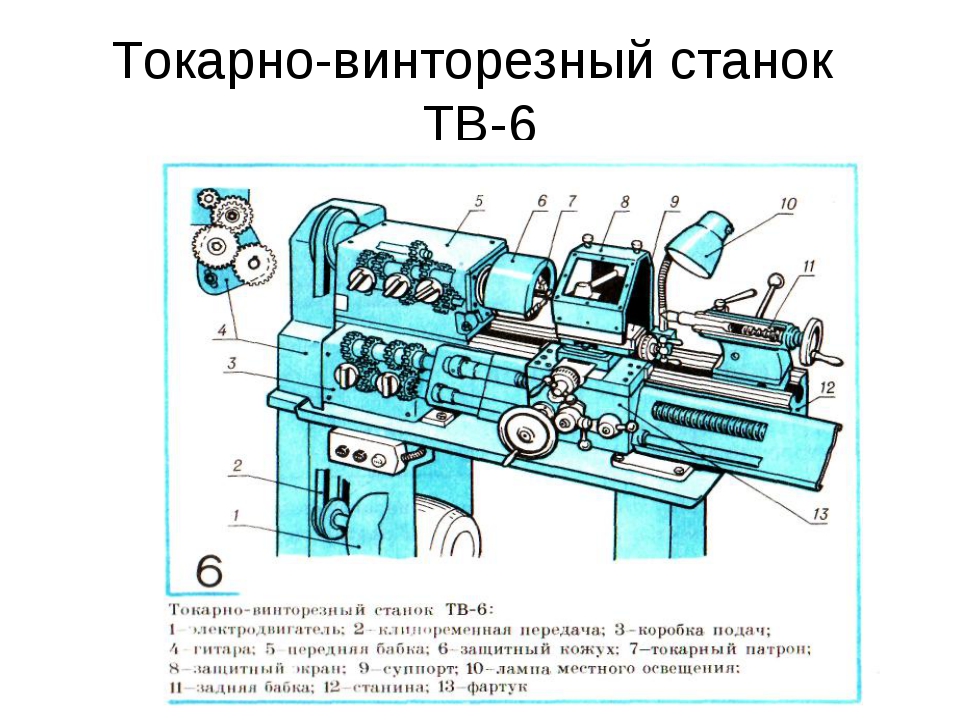
Базовая конструкция токарного станка состоит из:
- станины;
- шпиндельной или передней бабки;
- суппорта;
- коробки подач;
- электрической части;
- револьверных головок.

Станина – основа оборудования, на которой размещаются остальные компоненты станочного прибора. Передняя бабка состоит из двух основных элементов агрегата: коробки скоростей и шпинделя. Суппорт включает нижнюю и верхнюю каретку – элементы, фиксирующие рабочий механизм. Суппорт получает движение через коробку подач. Устройство работает при помощи электромотора. Этот компонент аналогичен для различных моделей токарных станков, и может отличаться только мощностью. При помощи револьверных головок выполняется автоматическая замена инструмента.
При работе с габаритными заготовками могут использоваться станки, в конструкцию которых входят специальные тумбы. Они используются для фиксации детали на нужной высоте.
В продаже также имеются токарные центры, добавляющие токарному станку функции фрезеровочного аппарата.
Принцип работы
Работа на токарных станках с ЧПУ зависит от характеристик используемого прибора.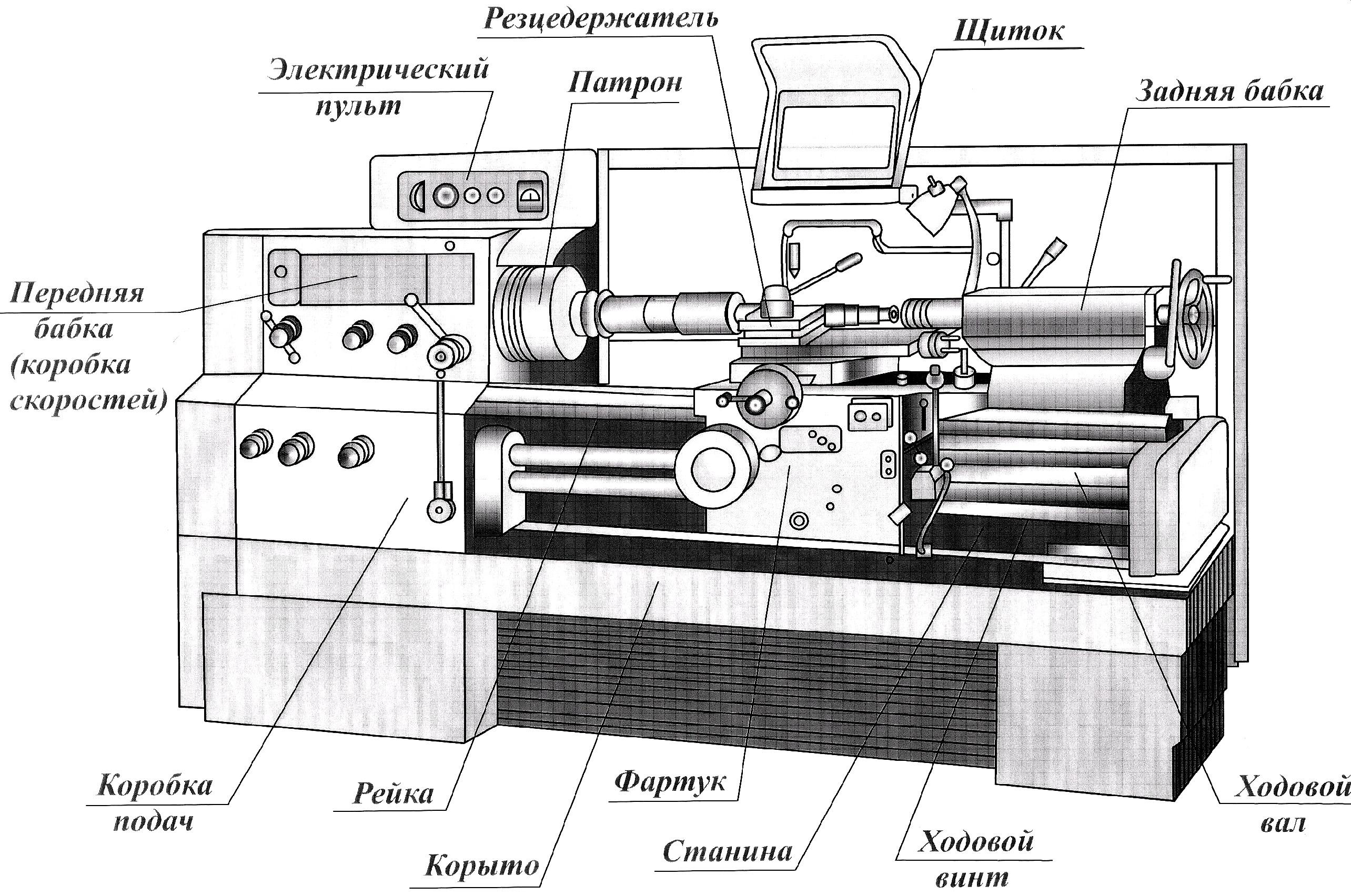
- допустимого показателя толщины обрабатываемой заготовки;
- максимального расстояние, которое можно установить между центральными частями бабок;
- допустимого диаметра детали, устанавливаемой над суппортом.
Задняя бабка используется для установки фрезы, или другого рабочего инструмента. Движение бабки выполняется по траектории рельс, расположенных на станине. Длина перемещения равна размерам заготовки. Вдоль обрабатываемой детали перемещается рабочий инструмент, движение которого зависит от каретки. Суппорт отвечает за то, чтобы его положение не сбилось в ходе точения.
Одиночный держатель применяется для простой обработки станками. Более сложные задачи выполняются при помощи головок, способных разместить несколько резцов. Наибольшее количество резцов составляет четыре.
Использованию деталей при помощи такого устройства следует отдать предпочтение при работе со сложными формами.
Электромотор использует ременную передачу.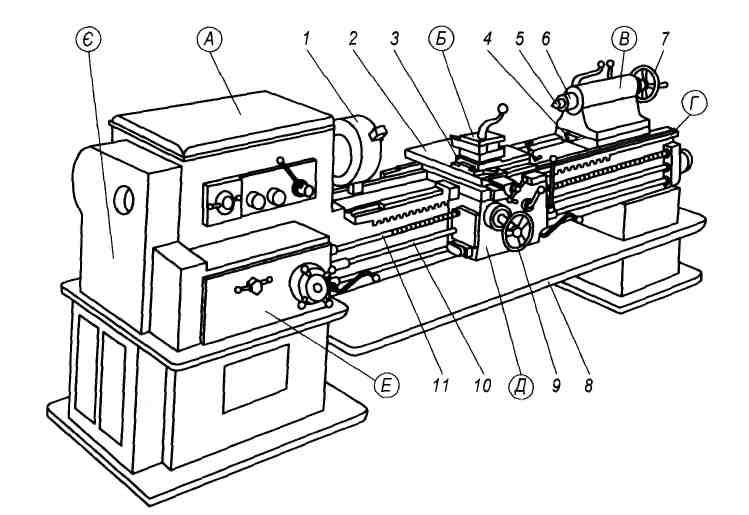 Она способна обеспечить высокую производительность. Недостаток такой передачи заключается в растягивании ремня. Чтобы производительность сохранялась на высоком уровне, ремень периодически подтягивается.
Она способна обеспечить высокую производительность. Недостаток такой передачи заключается в растягивании ремня. Чтобы производительность сохранялась на высоком уровне, ремень периодически подтягивается.
Несмотря на то, что условно токарное оборудование с числовым программным управлением относится к автоматизированным системам, роль оператора в работе прибора очень важна. В обязанности оператора входит:
- выбор рабочего инструмента, необходимого для обработки на современном станке конкретной заготовки в соответствии с размерами и материалом;
- наладка станочного оборудования;
- тестирование агрегата перед запуском;
- внесение корректив в работу станка в случае необходимости;
- проверка готовых деталей на соответствие требований.
Оператор станка отвечает за работу современного токарного станка, контролирует ее выполнение, а также принимает меры безопасности при возникновении непредвиденных ситуаций.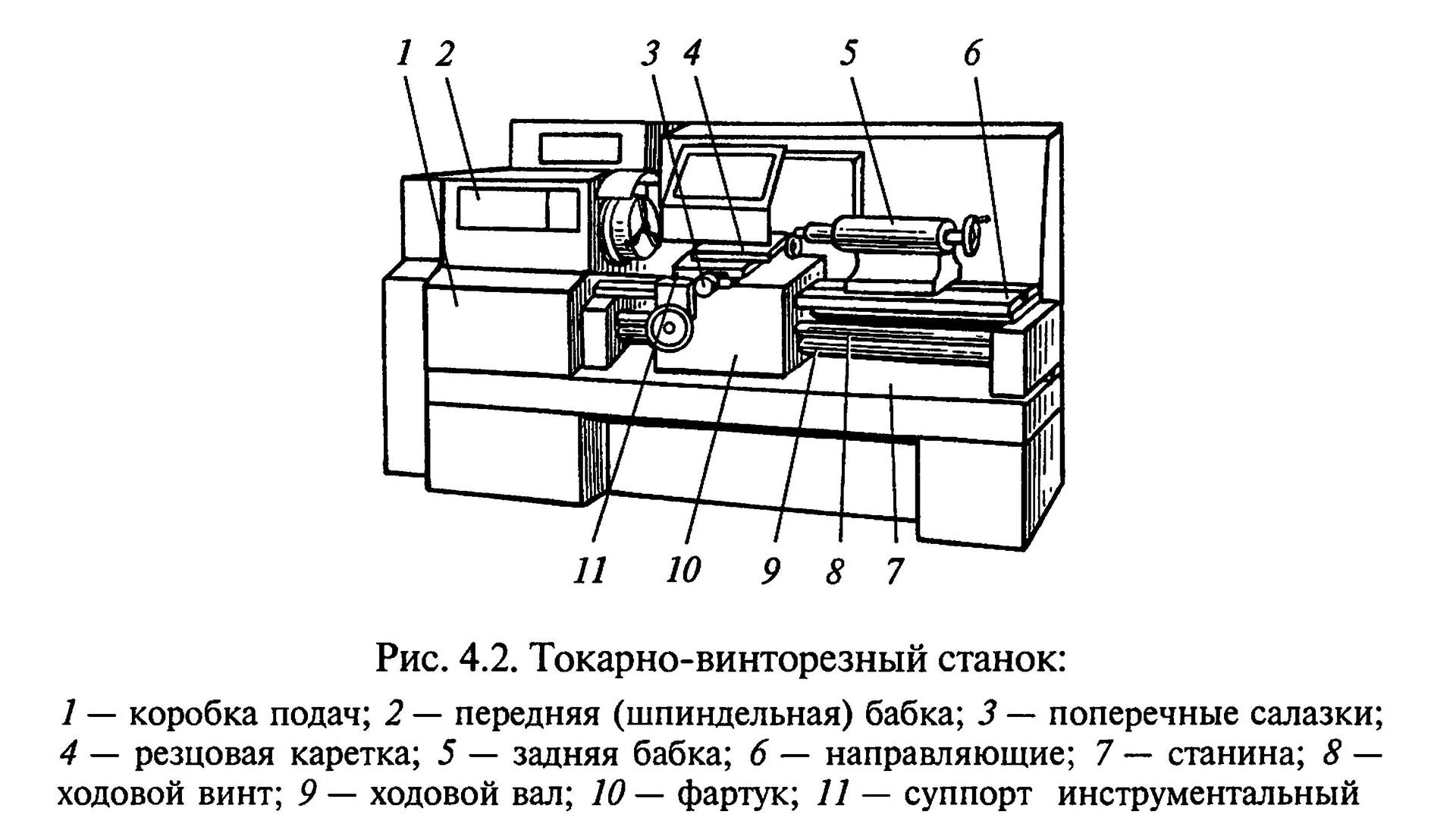 В случае поломки агрегата оператор оценивает степень проблемы, и выполняет ремонт, если это возможно. Также оператор должен уметь создавать управляющие программы, работать с ними, и изменять в случае возникновения ошибки. Это условие является обязательными при работе с устройствами ЧПУ.
В случае поломки агрегата оператор оценивает степень проблемы, и выполняет ремонт, если это возможно. Также оператор должен уметь создавать управляющие программы, работать с ними, и изменять в случае возникновения ошибки. Это условие является обязательными при работе с устройствами ЧПУ.
Управляющая программа
Токарный станок с ЧПУ выполняет обработки детали на основе параметров управляющей программы (УП). Изготовление деталей без нее невозможно. Выбор управляющей программы зависит от области применения. Она может быть разработана самостоятельно специалистом, или приобретена уже готовой. Второй способ используется при изготовлении станком деталей со стандартными параметрами.
В большинстве же случаев при применении станков для производства новых деталей требуется создание индивидуальной управляющей программы. УП состоит из набора последовательных действий, необходимых для изготовления конкретной детали.
При помощи команд настраивается:
- перемещение рабочих инструментов;
- перемещение заготовки;
- скорость токарной обработки детали.
Программа пишется при помощи специального софта, устанавливаемого на компьютер. Для создания УП чаще всего используются приложения:
- AutoCAD;
- T-FlexCAD;
- NanoCAD;
- ArtCam;
- SolidWorks.
Управляющая программа создается в несколько этапов. На первом этапе разрабатывается трехмерная модель будущей заготовки. Эта работа осуществляется дизайнерами-программистами, использующими вышеуказанное программное обеспечение. После этого модель сохраняется в файл определенного формата, совместимого с управляющим блоком станка.
На втором этапе выполняется создание управляющей программы. Она включает комплекс команд, которые при последовательном выполнении создают реальную заготовку по ранее разработанной трехмерной модели. Управляющая программа также сохраняется в отдельный файл, который можно считывать со съемных носителей.
На третьем этапе УП загружается управляющий блок токарного станка, и запускается. Первый запуск является пробным, поскольку часто возникает необходимость в доработке программы. В этом случае сохраняются ошибки, при помощи программа которых программа корректируется, и снова загружается в ЧПУ станка. Если тестовый запуск показал соответствие нужным требованиям, разработка программы официально завершена, и ее можно использовать для чистовой обработки, и запускать в серийное производство.
В этом случае сохраняются ошибки, при помощи программа которых программа корректируется, и снова загружается в ЧПУ станка. Если тестовый запуск показал соответствие нужным требованиям, разработка программы официально завершена, и ее можно использовать для чистовой обработки, и запускать в серийное производство.
Устройство токарного станка: конструкция оборудования
Оборудование для токарной обработки металлических заготовок используется на различных предприятиях. С его помощью изготавливаются детали конусовидной, цилиндрической и сложных форм. Нарезается внутренняя и наружная резьба. Чтобы работать с таким оборудованием, чинить его при поломках и ухаживать за подвижными механизмами, нужно знать устройство токарного станка.
Устройство токарного станкаПредназначение и разновидности токарных станков
В производстве токарное оборудование считается наиболее популярным. По статистике с помощью таких станков изготавливается более 50% продукции поступающей в продажу или деталей использующихся в дальнейшем производстве.
По статистике с помощью таких станков изготавливается более 50% продукции поступающей в продажу или деталей использующихся в дальнейшем производстве.
Характеристики, на которые необходимо обращать внимание при выборе покупной модели токарного станка:
- Система управления — ручная или ЧПУ.
- Возможность установки одного или нескольких резцов.
- Габариты оборудования.
- Максимальный радиус обтачиваемой заготовки.
- Размер рабочего пространства.
При обработке детали она закрепляется в патроне вращающегося шпинделя. С помощью резцов, которые фиксируются в суппортах, происходит обработка заготовки. Оснастка снимает требуемый слой стали или нарезает резьбу.
Существует несколько разновидностей токарных станков. Они различаются по конструкции и функциональности:
- Винторезные — универсальные машины, используемые для создания конусов, цилиндров и разных видов нарезок.
- Револьверные — работают такие станки с калиброванным прутком. С помощью такого оборудования выполняют точение, сверление, развертку и зенкеровку.
- Карусельные — промышленные машины, с помощью которых обрабатывают крупные заготовки.
- Оборудование для продольного точения. С его помощью подвергаются точению, сверлению, зенкеровке и расточке заготовки из стали и меди.
- Универсальные станки для проведения токарных и фрезеровочных работ.
- Многошпиндельные — многофункциональное оборудование, которое позволяет выполнять несколько технологических операций одновременно.
 С помощью такого оборудования выполняют точение, сверление, развертку и зенкеровку.
С помощью такого оборудования выполняют точение, сверление, развертку и зенкеровку.В большинстве случаев универсальное оборудование считается менее точным в сравнении со специализированным. Из-за этого на больших предприятиях устанавливаются различные станки. Наиболее популярными считаются машины с системами ЧПУ. Связано это с их производительностью и точностью.
Устройство токарного станка
Устройство токарного станка включает несколько основных механизмов, которые связаны между собой соединительными элементами, проводами, приводами, шестернями, ремнями, направляющими.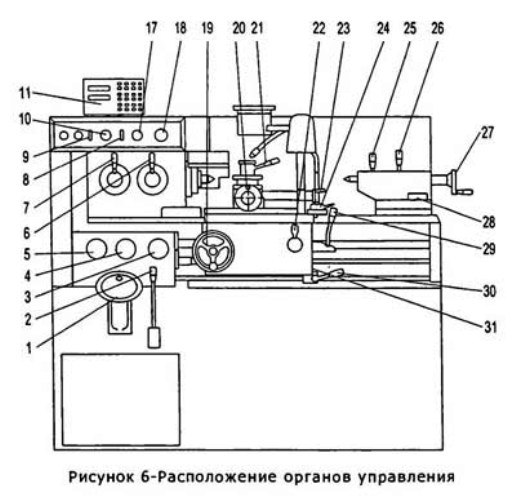 Зная конструкцию «токарника» можно правильно ухаживать за ним и разбираться в возникающих поломках.
Зная конструкцию «токарника» можно правильно ухаживать за ним и разбираться в возникающих поломках.
Конструктивные элементы
Основные элементы токарного оборудования:
- Станина. Представляет собой массивное и литое основание, на котором закрепляются направляющие профиля для перемещения бабок. Станина должна удерживать остальные элементы оборудования и гасить вибрации, возникающие при работе электродвигателя.
- Передняя бабка. Она представляет собой шпиндель, подшипники, коробку скоростей и шкив. Ключевым элементом передней бабки считается вращающийся шпиндель. В нём закрепляется обрабатываемая заготовка. Это передний центр оборудования, от которого зависит вращение детали при обработке.
- Задняя бабка. Элемент, который перемещается по направляющим, закреплённым на станине. Закреплён под углом в 90 градусов. Предназначен для точения конусов обрабатывающей головкой.
- Суппорт. Подвижный элемент, который предназначен для закрепления режущей оснастки. Существуют продольные и поперечные суппорта. Они передвигаются по двум разным плоскостям. На них устанавливаются резцедержатели с резцами.
 Существуют продольные и поперечные суппорта. Они передвигаются по двум разным плоскостям. На них устанавливаются резцедержатели с резцами.
Существуют продольные и поперечные суппорта. Они передвигаются по двум разным плоскостям. На них устанавливаются резцедержатели с резцами.Другими элементами токарного оборудования являются коробка передач, гитара (набор сменных шестерней), фартук (приводит в движение механизмы и подвижные бабки).
Станина токарного станкаЭлектрическое оснащение
Токарное оборудование оснащается специальными приводами, которые приводят в движение подвижные механизмы. В плане управления станками, существуют ручные модели и машины с ЧПУ. Второй вариант представляет собой установку, которая требует предварительной настройки через компьютер. Когда программа задана, рабочий запускает подвижные приводы и станок работает самостоятельно.
Рекомендации по выбору
При выборе токарного станка нужно уделять внимание некоторым моментам:
- Габаритам оборудования.
- Массе станка.
- Скорости вращения шпинделя (в зависимости от обрабатываемого материала).
- Точности станка (модели с ЧПУ выполняют более качественные резы и снятие металлического слоя).

Чтобы управлять оборудованием с системой ЧПУ, человек должен уметь создавать алгоритмы и задавать их для подвижных механизмов конструкции.
Несколько советов по обслуживанию
Зная, как обслуживать станок, можно продлить срок его эксплуатации. Советы:
- После обработки заготовок требуется выполнять очистку оборудования от остатков материала.
- Работать только с цельными и острыми резцами.
- Проверять работоспособность отдельных элементов станка перед его запуском.
- Использовать охлаждающую жидкость при длительном процессе работы.
Нельзя забывать про использование защитных очков, которые помогут уберечь глаза от попадания металлической стружки.
Токарные станки используются для проведения различных технологических операций. Зная устройство этого оборудования, можно чинить поломки, правильно ухаживать за механизмами, проводить очистку.
Устройство токарного станка по металлу
Появление большого станочного парка, состоящего из механизмов различных типов и модификаций, позволило в той или иной степени автоматизировать процесс обработки металлоизделий. Токарные станки являются одними из самых распространенных не только на производстве.
В продаже есть и настольные токарные станки, которые не имеют таких возможностей, как их «взрослые» аналоги, но, тем не менее, успешно эксплуатируются в быту или небольших специализированных мастерских. О том, как устроены станки для производства токарных работ, и поговорим.
Согласно классификации металлорежущего оборудования, токарные станки относятся к 1-й группе. Все они отличаются спецификой выполнения технологических операций, точностью и рядом других параметров. Отсюда и некоторые различия в конструкции отдельных элементов, а также в комплектации. Поэтому далее – лишь общая информация по устройству токарных станков, предназначенных для обработки металлоизделий.
Все они отличаются спецификой выполнения технологических операций, точностью и рядом других параметров. Отсюда и некоторые различия в конструкции отдельных элементов, а также в комплектации. Поэтому далее – лишь общая информация по устройству токарных станков, предназначенных для обработки металлоизделий.
Конструкция токарного станка
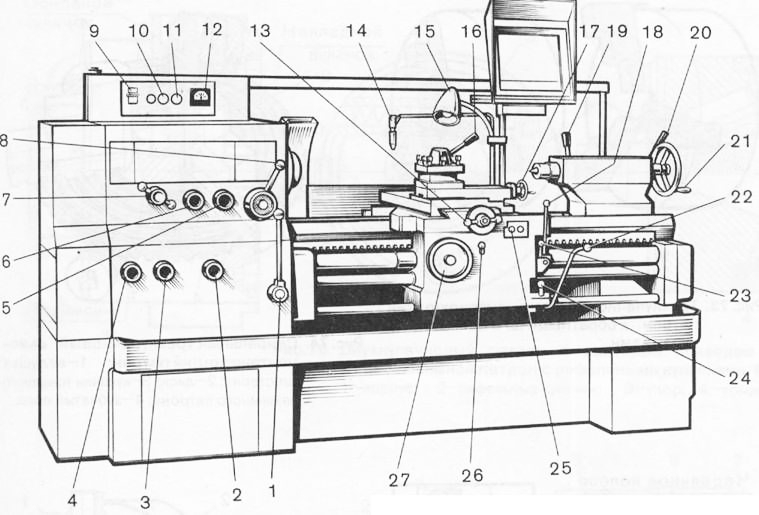
Рассмотрим на примере револьверной модели как наиболее распространенной. На рисунках все хорошо видно, поэтому будет достаточно отдельных пояснений.
Шпиндельная (передняя) бабка , в зависимости от модели и производителя, бывает из чугуна или листового (но толстого) железа. На ней, кроме самого шпинделя, расположен переключатель скоростей.
Для большего понимания устройства следует разобраться, за счет чего и как это происходит. Практика эксплуатации токарных станков показывает, что это одно из наиболее слабых мест любого агрегата. По своей конструкции эта часть станка мало чем отличается от механической коробки передач автомобиля. Внутри – набор шестерен, закрепленных на осях, расположенных на различных уровнях.
Внутри – набор шестерен, закрепленных на осях, расположенных на различных уровнях.
Комбинация, по которой они соединяются друг с другом, определяет скорость вращения шпинделя. В станках наполовину или полностью автоматизированных, этот параметр задается переключателем. В зависимости от положения его ламелей напряжение +24 В поступает на управляющий элемент – эл/магнитную муфту, срабатывание которой и позволяет перейти с одного режима на другой.
На качество токарных работ существенно влияет люфт шпинделя. Как правило, он является следствием предельной выработки одного из подшипников – переднего или заднего. Иногда замены требуют оба.
Суппорт
На нем установлен резцедержатель. Его перемещение вправо-влево может осуществляться механически или вручную.
Составные части токарного станка
- Каретка.
- Салазки поперечные.
- Держатель резца.
- Фартук. Исполнение этой конструктивной части у разных моделей может сильно отличаться.
- Салазки резцовые.

Задняя бабка
Она выполняет двойную функцию. Если в шпинделе закрепить металлический образец, а в задней бабке – сверло, то можно производить операцию сверления, перемещая каретку влево. Зафиксировав в данной части станка конец габаритной металлозаготовки, получится вести соответствующие токарные работы. В этом случае обрабатывающим инструментом является резец, который токарь «ведет» в нужном ему направлении.
Некоторые исполнения задних бабок имеют не обычную (традиционную), а вращающуюся сердцевину. Это позволяет повысить скорость токарных работ.
Короб с элементами автоматики (на станках с ручным приводом он отсутствует)
В нем находятся двигатель, трансформатор и ряд органов управления (кнопка «пуск/стоп», сигнальные лампы и так далее). Более современные модели, относящиеся к категории тяжелые, оснащены эл/шкафом.
Все схемы токарных станков рассчитаны на пониженные напряжения (от 12 до 36 В). Это связано с тем, что вероятный пробой изоляции цепи 220 В (а все части оборудования металлические) приведет к самым печальным последствиям.
Типы токарных станков
Классификация довольно сложная, так как она производится по нескольким параметрам (виду работ, степени автоматизации, весу и тому подобное). Поэтому лишь общий обзор наиболее известных разновидностей.
- Полу- и автоматы.
- Одно- или многошпиндельные.
- Револьверные.
- Винторезные.
Многорезцовые
Карусельные
Затыловочные
Маркировка токарных станков
Она буквенно-цифровая. Расшифровка позиций (слева направо) в обозначении изделий следующая.
- 1-я (цифра). Для токарных станков – всегда «1».
- 2-я (цифра или буква). Тип оборудования. К примеру, для карусельного станка это «5», лобового – «6», винторезного – «И».
- 3-я (число). Главный параметр (в дм). За него обычно принимается высота центров.
- 4-я (буква). Проставляется не всегда. Указывает на особенности токарного станка. К примеру, литера «Т» свидетельствует о том, что он модифицирован; «П» – повышенной точности, и так далее.

Основные характеристики
У каждого токарного станка – свои возможности. На что в первую очередь обратить внимание?
- Максимальное сечение металлозаготовки, которую можно зажать в шпинделе.
- Расстояние между центрами бабок при их крайнем положении. От этого зависит максимальная длина образца, который получится обработать.
- Предельная толщина металлической детали. Определяется расстоянием от оси шпиндель – задняя бабка до суппорта.
Модификаций токарных станков довольно много, но если вникнуть в их конструкцию, то принципиальных отличий нет. Основная разница – в компоновке станков, местоположении некоторых узлов и их исполнении (форма, размеры и тому подобное).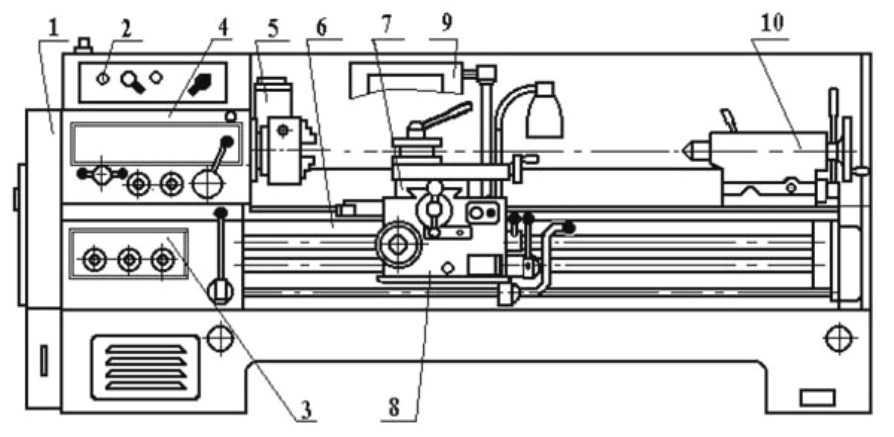 К каждому изделию производитель обязательно прилагает комплект документации, по которой, имея общее понятие об устройстве токарного станка, с нюансами разобраться труда не составит.
К каждому изделию производитель обязательно прилагает комплект документации, по которой, имея общее понятие об устройстве токарного станка, с нюансами разобраться труда не составит.
Приспособления для токарного станка по металлу — фиксации, шлифовки, фрезеровки
Функциональные возможности токарного станка во многом определяются применением специальных приспособлений. С их помощью можно выполнять дополнительные операции (фрезерование, шлифовка, нарезка резьб и т. д.), упростить выполнение работ или обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки. Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.
На рисунке выше представлены конструкции центров: а — обыкновенный; б — рифленый; в — с выточкой, г — вращающийся для заготовок с центровыми углублениями; д — вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба. Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец.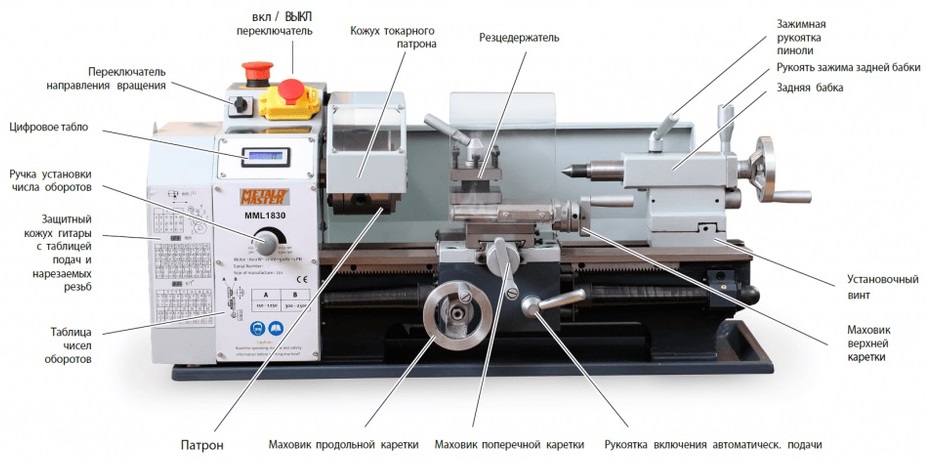 Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.
На рисунке выше показаны оправки в разрезе: а — центровые; б — шпиндельная; 1 — стержень; 2 — заготовка; 3 — разрезной элемент; 4 — гайка.
Дополнительные опоры
При обработке заготовок большой длины и малого диаметра, для обеспечения надежной фиксации применятся дополнительные опоры – люнеты. Они необходимы для повышения жесткости обрабатываемых заготовок. В зависимости от конструкции люнеты могут быть:
- подвижными;
- неподвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.

Неподвижные приспособления применяются для обработки заготовок валов, длина которых превышает 10 диаметров изделия. Перед установкой люнета необходимо закрепит заготовку в центрах и проточить шейку под кулачки. Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Подвижные люнеты устанавливаются непосредственно на каретку суппорта. Данное приспособления также используется для точения длинных валов, в частности для чистовой обработки, нарезки резьбы и других операций. Регулируемая кулачковая система позволяет настроить люнет под размер вала.
Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали.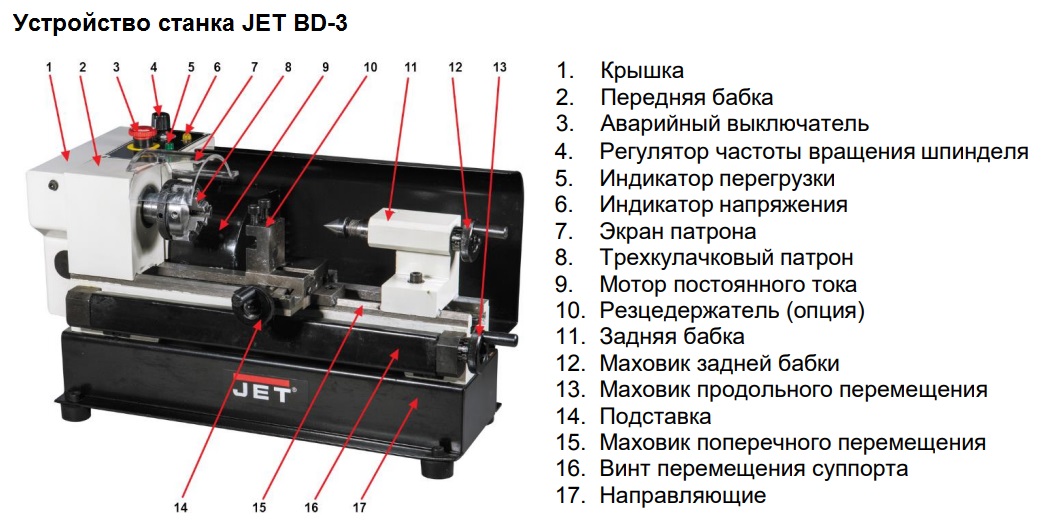 С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции. Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.
Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Как работать на токарном станке по металлу
Большие токарные станки по металлу обладают сложным устройством. Невзирая на модификацию и функциональное предназначение, их конструкция подобна. Все они состоят из ряда стандартных узлов, определяющих производственный потенциал.
Конструкция любого токарного станка по металлу, складывается из таких базовых элементов, как:
- станина;
- передняя и задняя бабка;
- суппорт;
- фартук станка,
- коробка перевода скоростей;
- система подач;
- шпиндель;
- электрический двигатель.
Устройство крупных токарных агрегатов обеспечивает высокую производительность операций, а также комфорт и безопасность работников. Представленное в интернет-каталоге компании Станкоснаб токарное оборудование по металлу обладает эргономичностью и удобством в использовании.
Принципы работы основных составляющих
Станина станка представляет собой несущую конструкцию, на которую монтируются и закрепляются все прочие элементы станочного агрегата по металлу. Изделие состоит из двух стенок, объединяемых поперечными сегментами, которые обеспечивают всему корпусу нужную прочность. Отдельные элементы станочного агрегата должны передвигаться вдоль станины. Это обеспечивается специальными направляющими: одно с плоским сечением и три с округлым. Задняя бабка станочного оборудования находится на правом боку станины, по которому она двигается с помощью внутренних направляющих.
Изделие состоит из двух стенок, объединяемых поперечными сегментами, которые обеспечивают всему корпусу нужную прочность. Отдельные элементы станочного агрегата должны передвигаться вдоль станины. Это обеспечивается специальными направляющими: одно с плоским сечением и три с округлым. Задняя бабка станочного оборудования находится на правом боку станины, по которому она двигается с помощью внутренних направляющих.
Передняя отвечает за обеспечение вращения рабочей заготовки, а также за ее фиксацию. Устройство ее фронтального сегмента включает рукоятки для перевода скоростей. С их помощью регулируется темп прокручивания шпинделя. Чтобы было проще контролировать коробку скоростей, возле переводного рычага имеется начерченная схема требуемого положения для регулирования частоты оборотов вала.
Наряду с коробкой передач передняя бабка включает приспособление для обращения шпинделя. Именно оно осуществляет передачу крутящего момента рабочей заготовке.
Приводом токарного станка по металлу может служить электрический двигатель, функционирующий на постоянном токе. Подобные устройства имеют большие размеры. Они позволяют осуществить плавное изменение темпа оборотов передающего вала.
Подобные устройства имеют большие размеры. Они позволяют осуществить плавное изменение темпа оборотов передающего вала.
Электродвигатель является главной частью токарного агрегата. Он состоит из ряда важных дополнительных сегментов. Их совместная работа позволяет быстро и качественно осуществлять все рабочие операции, а также удобно управлять всем устройством.
Оцените статью:
Как работать на токарном станке по металлу
Станкостроительная корпорация «Станкоснаб» -12345Комментарии
Лучшие цены на токарные станки по металлу — Выгодные предложения на токарные станки по металлу от мировых продавцов токарных станков по металлу
Отличные новости !!! Вы попали в нужное место для токарных станков по металлу. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший токарный станок по металлу вскоре станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели токарный станок по металлу на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели токарный станок по металлу на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в токарных станках по металлу и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress.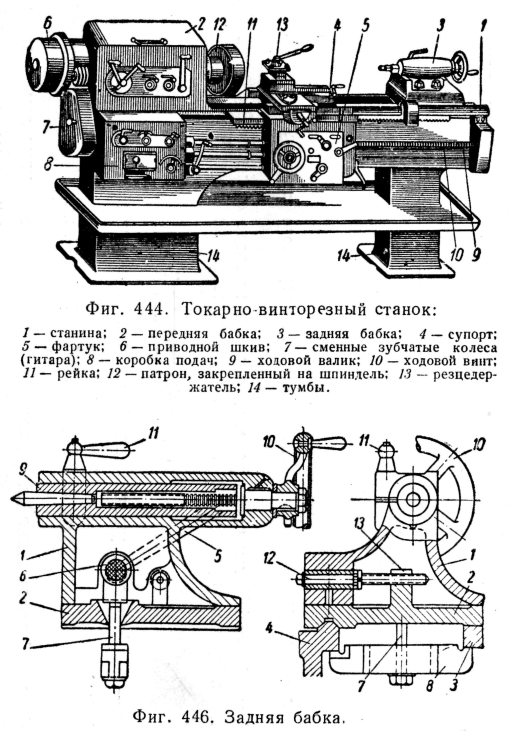 Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести токарный станок для металла по самой выгодной цене.
Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести токарный станок для металла по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
определение lathe_ (металл) и синонимы lathe_ (металл) (английский)
Из Википедии, бесплатная энциклопедия
Центровой токарный станок с УЦИ и защитой патрона.Размер качания 460 мм x 1000 мм между центрами| Эта статья требует дополнительных ссылок для проверки. Пожалуйста, помогите улучшить эту статью, добавив достоверные ссылки. Материал, не полученный от источника, может быть оспорен и удален.  (июнь 2008 г.) (июнь 2008 г.) |
Токарный станок по металлу или токарный станок по металлу — это большой класс токарных станков, предназначенных для точной обработки относительно твердых материалов. Первоначально они были разработаны для обработки металлов; однако с появлением пластмасс и других материалов, а также с присущей им универсальностью, они используются в широком диапазоне применений и в широком диапазоне материалов.На жаргоне машинной обработки, где более широкий контекст уже понят, они обычно просто называются токарными станками или именуются более конкретными названиями подтипов (токарный станок , , , токарно-револьверный станок и т. Д.). Эти жесткие станки удаляют материал с вращающейся детали с помощью (обычно линейных) движений различных режущих инструментов, таких как насадки и сверла.
Конструкция
Конструкция токарных станков может сильно различаться в зависимости от предполагаемого применения; однако основные функции являются общими для большинства типов. Эти машины состоят из (как минимум) передней бабки, станины, каретки и задней бабки. Лучшие машины имеют прочную конструкцию с широкими опорными поверхностями ( направляющих или направляющих ) для обеспечения устойчивости и изготовлены с большой точностью. Это помогает гарантировать, что компоненты, производимые на станках, будут соответствовать требуемым допускам и повторяемости.
Эти машины состоят из (как минимум) передней бабки, станины, каретки и задней бабки. Лучшие машины имеют прочную конструкцию с широкими опорными поверхностями ( направляющих или направляющих ) для обеспечения устойчивости и изготовлены с большой точностью. Это помогает гарантировать, что компоненты, производимые на станках, будут соответствовать требуемым допускам и повторяемости.
Передняя бабка
Передняя бабка с легендами, номерами и текстом в описании относятся к изображенным на изображении
Передняя бабка (h2) вмещает главный шпиндель (h5) , механизм переключения скорости (h3, h4) , и переключить передачи (h20) .Передняя бабка должна быть как можно более прочной из-за действующих сил резания, которые могут деформировать корпус легкой конструкции и вызывать гармонические колебания, которые будут передаваться на заготовку, снижая качество готовой заготовки.
Главный шпиндель обычно полый, чтобы длинные стержни проходили через рабочую зону.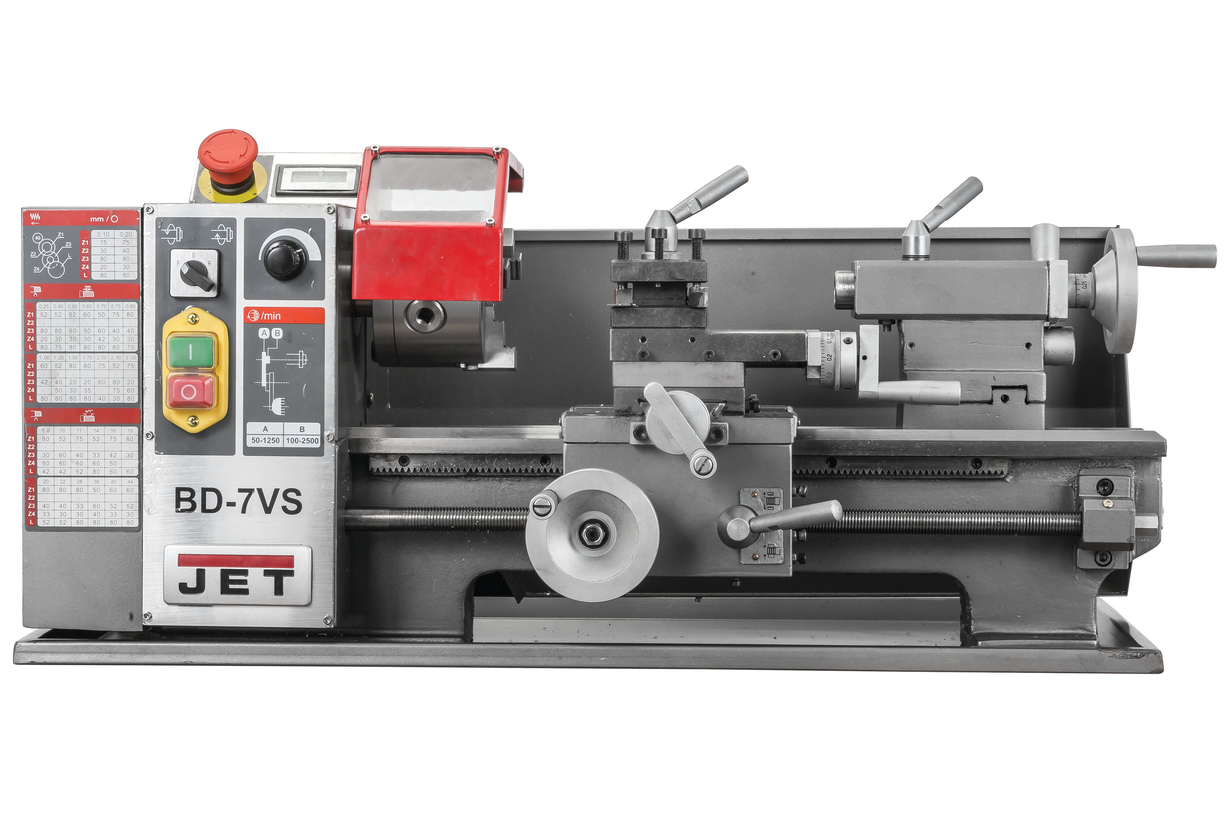 Это сокращает подготовку и отходы материала. Шпиндель вращается в прецизионных подшипниках и оснащен некоторыми средствами крепления зажимных приспособлений, таких как патроны или планшайбы.Этот конец шпинделя обычно также имеет включенный конус, часто конус Морзе, что позволяет вставлять конусы и центры. На старых машинах шпиндель приводился в движение шкивом с плоским ремнем, а скорость вращения уменьшалась за счет манипуляции с зубчатым колесом. В более поздних машинах используется коробка передач, приводимая в действие специальным электродвигателем. Полностью зацепленная головка позволяет оператору выбирать скорость полностью через коробку передач.
Это сокращает подготовку и отходы материала. Шпиндель вращается в прецизионных подшипниках и оснащен некоторыми средствами крепления зажимных приспособлений, таких как патроны или планшайбы.Этот конец шпинделя обычно также имеет включенный конус, часто конус Морзе, что позволяет вставлять конусы и центры. На старых машинах шпиндель приводился в движение шкивом с плоским ремнем, а скорость вращения уменьшалась за счет манипуляции с зубчатым колесом. В более поздних машинах используется коробка передач, приводимая в действие специальным электродвигателем. Полностью зацепленная головка позволяет оператору выбирать скорость полностью через коробку передач.
Станина
Станина представляет собой прочное основание, которое соединяется с передней бабкой и позволяет выровнять каретку и заднюю бабку параллельно оси шпинделя.Этому способствуют закаленные и отшлифованные направляющие , которые удерживают каретку и заднюю бабку на заданной колее. Каретка перемещается с помощью системы зубчатой рейки, ходового винта с точным шагом или подающего винта.
Типы кроватей включают в себя перевернутые «V» кровати, плоские кровати и комбинированные «V» и плоские кровати. «V» и комбинированные кровати используются для точных и легких работ, а плоские кровати используются для тяжелых работ. [необходима ссылка ]
Когда установлен токарный станок, первым делом нужно перейти на уровень , уровень , то есть убедиться, что станина не перекручена и не изогнута.Нет необходимости делать машину строго горизонтальной. Однако уровень точности (обычно поперечный суппорт) может быть полезным инструментом для выявления и устранения перекручивания. Также рекомендуется использовать такой уровень вдоль станины для обнаружения изгиба в случае токарного станка с более чем четырьмя точками крепления. В обоих случаях уровень используется как компаратор, а не как абсолютный эталон.
Подающий и ходовой винты
Пневматический винт (H8) — это длинный приводной вал, который позволяет ряду шестерен приводить в движение механизмы каретки. Эти шестерни расположены в фартуке каретки. Как подающий винт, так и ходовой винт (H7) приводятся в движение либо шестернями переключения (в квадранте), либо промежуточной коробкой передач, известной как быстрая коробка передач (H6) или коробка передач Norton . Эти промежуточные шестерни позволяют устанавливать правильное передаточное число и направление для нарезания резьбы или червячных передач. Между шпинделем и зубчатой передачей предусмотрены зубчатые колеса (приводимые в действие H5 ), а также пластина квадранта , которая позволяет вводить зубчатую передачу с правильным передаточным числом и направлением.Это обеспечивает постоянную связь между количеством оборотов шпинделя и количеством оборотов ходового винта. Это соотношение позволяет нарезать резьбу на заготовке без помощи матрицы.
Эти шестерни расположены в фартуке каретки. Как подающий винт, так и ходовой винт (H7) приводятся в движение либо шестернями переключения (в квадранте), либо промежуточной коробкой передач, известной как быстрая коробка передач (H6) или коробка передач Norton . Эти промежуточные шестерни позволяют устанавливать правильное передаточное число и направление для нарезания резьбы или червячных передач. Между шпинделем и зубчатой передачей предусмотрены зубчатые колеса (приводимые в действие H5 ), а также пластина квадранта , которая позволяет вводить зубчатую передачу с правильным передаточным числом и направлением.Это обеспечивает постоянную связь между количеством оборотов шпинделя и количеством оборотов ходового винта. Это соотношение позволяет нарезать резьбу на заготовке без помощи матрицы.
Некоторые токарные станки имеют только один ходовой винт, который выполняет все функции перемещения каретки. Для нарезания винта полугайка приводится в зацепление с помощью резьбы ходового винта; и для общей подачи энергии шпонка входит в зацепление со шпоночной канавкой в ходовом винте, чтобы вести шестерню вдоль рейки, которая установлена вдоль станины токарного станка.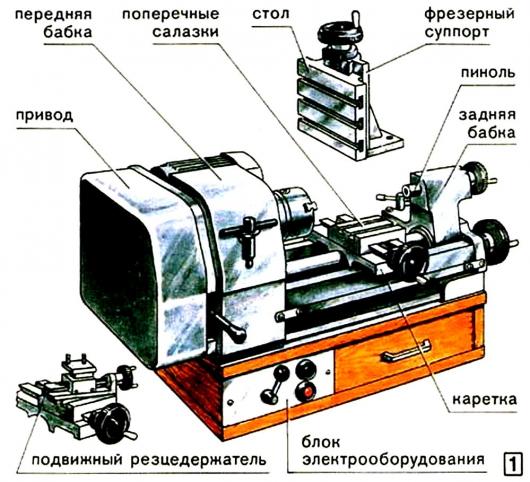
Ходовой винт будет производиться в соответствии с британскими или метрическими стандартами и потребует введения передаточного отношения для создания форм резьбы из другого семейства. Для точного преобразования одной формы резьбы в другую требуется 127-зубчатая передача, или на токарных станках, недостаточно больших для ее установки, можно использовать приближение. Умножение на 3 и 7, дающее соотношение 63: 1, может использоваться для обрезки довольно рыхлой резьбы. Такое передаточное число часто встроено в быстросменные коробки передач .
Точное соотношение, необходимое для преобразования токарного станка с дюймовой (дюймовой) резьбой в метрическую (миллиметровую) резьбу, составляет 100/127 = 0,7874 …. Наилучшее приближение с наименьшим общим числом зубов очень часто составляет 37/47 = 0,7872 …. Это транспонирование дает постоянную ошибку -0,020% по всем стандартным метрическим шагам и шагам производителя моделей (0,25, 0,30, 0,35, 0,40, 0,45, 0,50, 0,60, 0,70, 0,75, 0,80, 1,00, 1,25, 1,50, 1,75, 2,00, 2,50. , 3,00, 3,50, 4,00, 4,50, 5,00, 5,50 и 6,00 мм).
, 3,00, 3,50, 4,00, 4,50, 5,00, 5,50 и 6,00 мм).
Каретка
Каретка с легендами, номерами и текстом в описании относятся к изображенным на изображении
В простейшей форме каретка удерживает насадку и перемещает ее в продольном (токарном) направлении или перпендикулярном (торцевом) направлении под управлением оператора.Оператор перемещает каретку вручную с помощью маховика (5a) или автоматически, зацепляя подающий вал с механизмом подачи каретки (5c) . Это дает некоторое облегчение для оператора, поскольку движение каретки становится усиленным. Маховики (2a, 3b, 5a) на каретке и связанных с ней ползунах обычно калибруются как для простоты использования, так и для помощи в выполнении воспроизводимых разрезов. Каретка обычно состоит из верхней отливки, известной как седло (4) , и боковой отливки, известной как фартук (5) .
Поперечные суппорты
Поперечные суппорты (3) едут по каретке и имеют подающий винт, который перемещается перпендикулярно оси главного шпинделя.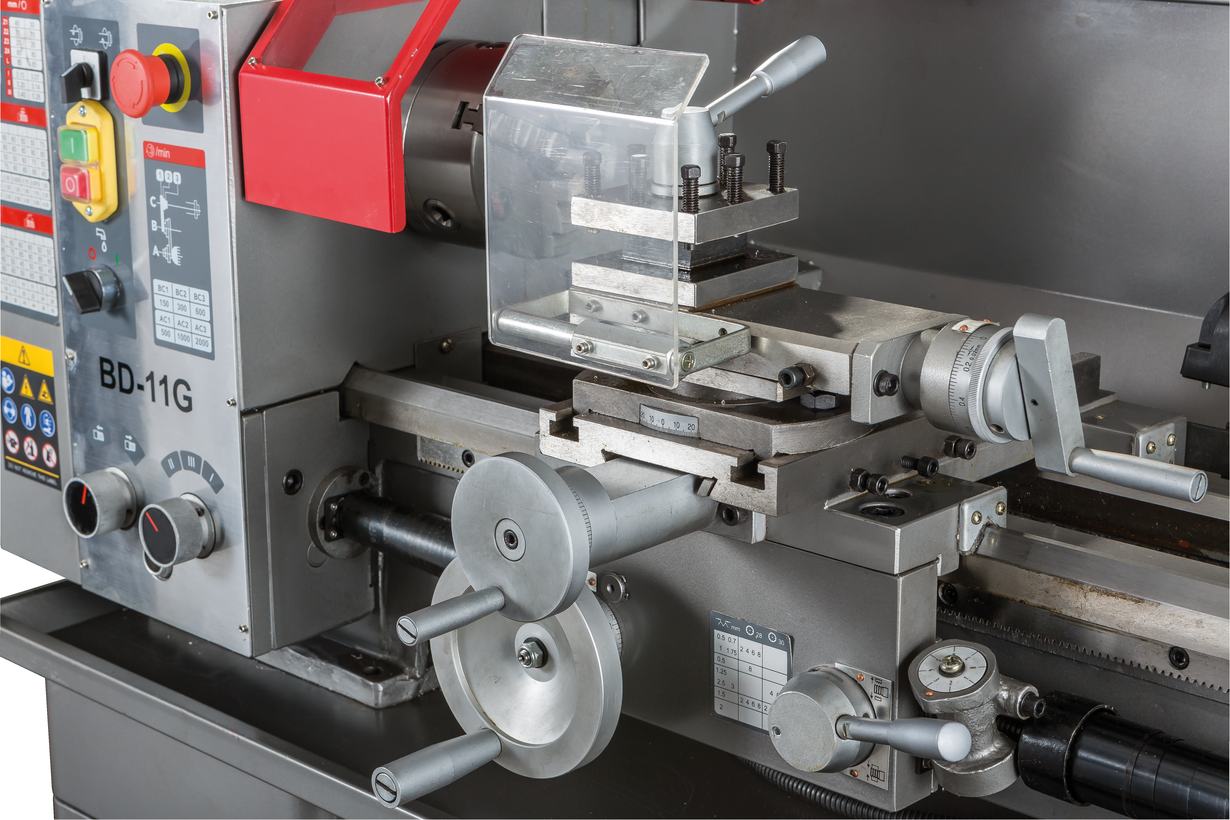 Это позволяет выполнять торцевание , операций и регулировать глубину резания. Этот подающий винт может быть зацеплен через зубчатую передачу с подающим валом (упомянутым ранее) для обеспечения автоматического движения «механической подачи» к поперечному суппорту. На большинстве токарных станков одновременно может быть задействовано только одно направление, так как механизм блокировки отключает вторую зубчатую передачу.
Это позволяет выполнять торцевание , операций и регулировать глубину резания. Этот подающий винт может быть зацеплен через зубчатую передачу с подающим валом (упомянутым ранее) для обеспечения автоматического движения «механической подачи» к поперечному суппорту. На большинстве токарных станков одновременно может быть задействовано только одно направление, так как механизм блокировки отключает вторую зубчатую передачу.
Составная опора
Составная опора (или верхний суппорт ) (2) обычно там, где устанавливается резцедержатель. Он обеспечивает меньшее перемещение (меньшее, чем поперечное скольжение) вдоль своей оси через другой подающий винт. Ось составной опоры можно регулировать независимо от каретки или поперечного суппорта. Он используется для точения конусов, для контроля глубины резания при нарезании резьбы или точной торцовки, или для получения более тонких подач (при ручном управлении), чем позволяет подающий вал.Обычно сложный упор имеет транспортир с маркировкой (2b) , позволяющий оператору регулировать его ось под точным углом.
Подвижная опора восходит к пятнадцатому веку, а в восемнадцатом веке она использовалась на французских токарных станках с декоративной резьбой. Набор расточных станков в Королевском арсенале в Вулидже в 1780-х годах семьей Вербругган также имел опоры для затвора. История о том, что это изобрел Генри Модслей, ходила давно, но он этого не сделал (и никогда не утверждал об этом).Легенда о том, что Модслей изобрел опору для скольжения, возникла у Джеймса Нэсмита, который неоднозначно писал об этом в своих заметках о введении принципа скольжения , 1841; более поздние авторы неправильно поняли и распространяли ошибку. Модслей действительно помог широко распространить эту идею. Весьма вероятно, что он видел это, когда еще мальчиком работал в «Арсенале». В 1794 году, когда он работал на Джозефа Брамы, он сделал один, а когда у него была собственная мастерская, он широко использовал его в токарных станках, которые он делал и продавал там.В сочетании с сетью инженеров, которых он обучал, это обеспечило широкую известность суппорта суппорта и его копирование другими производителями токарных станков, а также распространение во всех британских инженерных мастерских.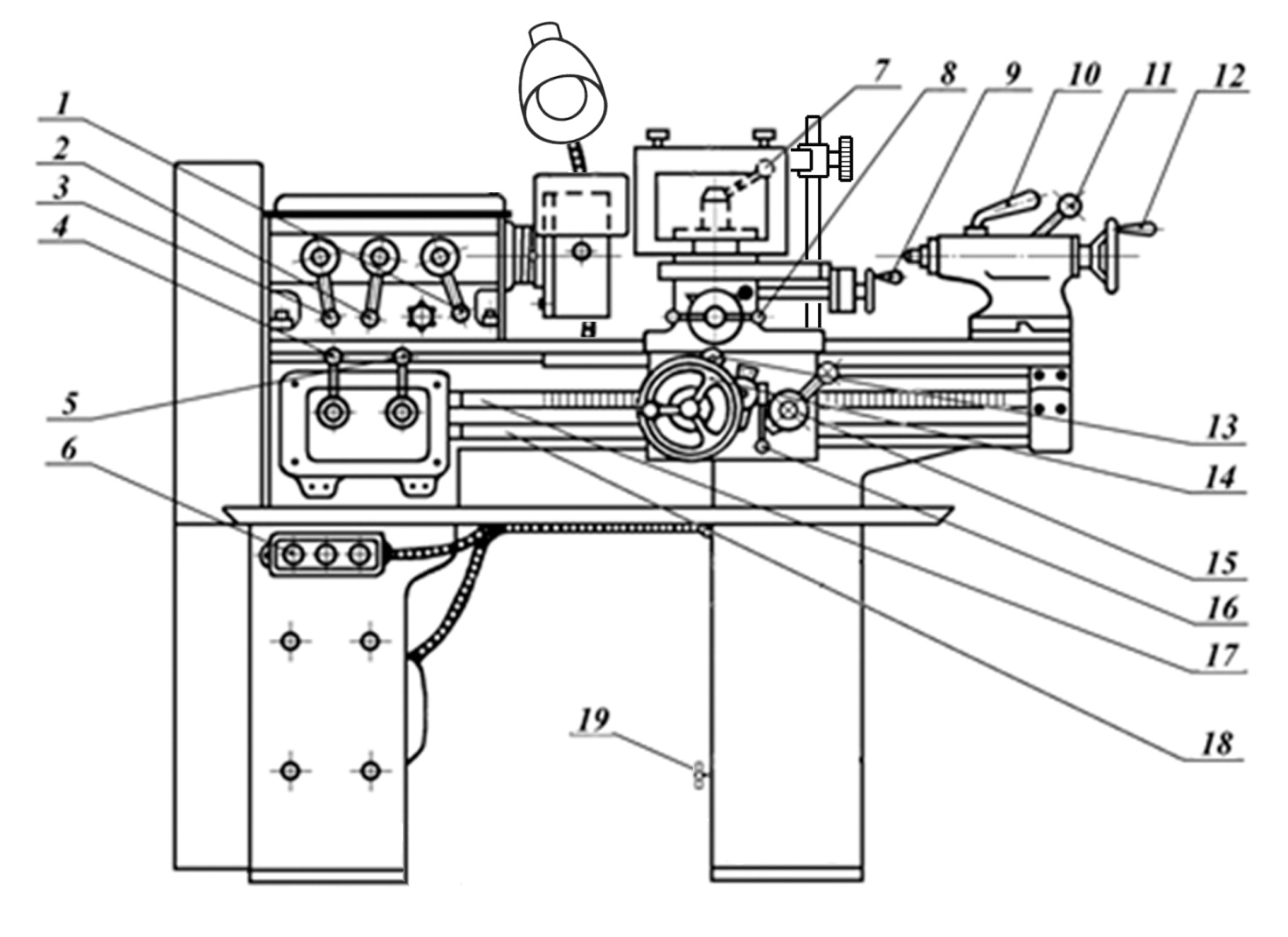 Практичный и универсальный токарно-винторезный станок, включающий в себя три винта, шестерни и суппорт, был самым важным достижением Модслея.
Практичный и универсальный токарно-винторезный станок, включающий в себя три винта, шестерни и суппорт, был самым важным достижением Модслея.
Первый полностью задокументированный цельнометаллический токарный станок с упором скольжения был изобретен Жаком де Вокансоном около 1751 года. Он был описан в энциклопедии задолго до того, как Модслей изобрел и усовершенствовал свою версию.Вероятно, что Модслей не знал о работе Вокансона, поскольку его первые версии суппорта имели много ошибок, которых не было в токарном станке Вокансона.
Стойка для инструмента
Насадка для инструмента устанавливается в стойке (1) , которая может быть в стиле американского фонаря , традиционном четырехстороннем квадратном стиле или быстросменном стиле, таком как мультификсное расположение на фото . Преимущество быстрой смены настройки заключается в том, что можно использовать неограниченное количество инструментов (до количества доступных держателей), а не ограничиваться одним инструментом в стиле фонаря или четырьмя инструментами с четырехсторонним тип.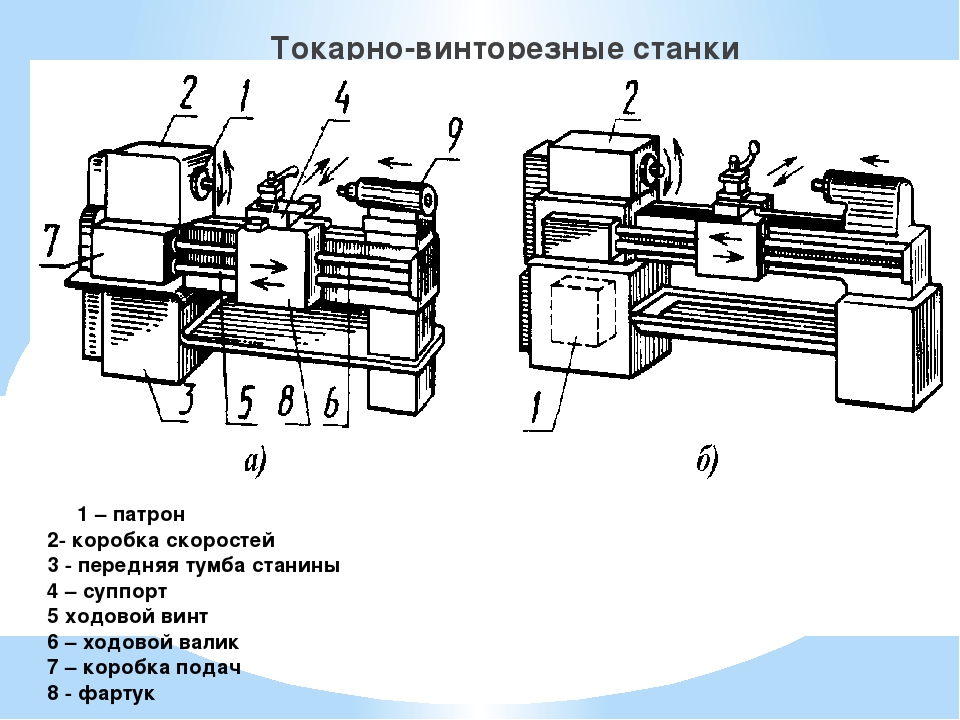 Сменные держатели инструмента позволяют предварительно установить все инструменты на высоту центра , которая не меняется, даже если держатель снимается с станка.
Сменные держатели инструмента позволяют предварительно установить все инструменты на высоту центра , которая не меняется, даже если держатель снимается с станка.
Задняя бабка
Задняя бабка с условными обозначениями, номерами и текстом в описании относятся к тем, что на изображении
Задняя бабка — это державка, установленная непосредственно на оси шпинделя напротив передней бабки. Шпиндель (T5) не вращается, а перемещается в продольном направлении под действием ходового винта и маховика (T1) .Шпиндель включает в себя конус для удержания сверл, центров и другого инструмента. Заднюю бабку можно расположить вдоль станины и зафиксировать (T6) в нужном положении. Также предусмотрена возможность смещения задней бабки (T4) от оси шпинделей, это полезно для точения небольших конусов.
На изображении показан редуктор (T2) между маховиком и шпинделем. Эта особенность присутствует только в более крупных центрирующих станках, где для больших сверл может потребоваться дополнительное усилие.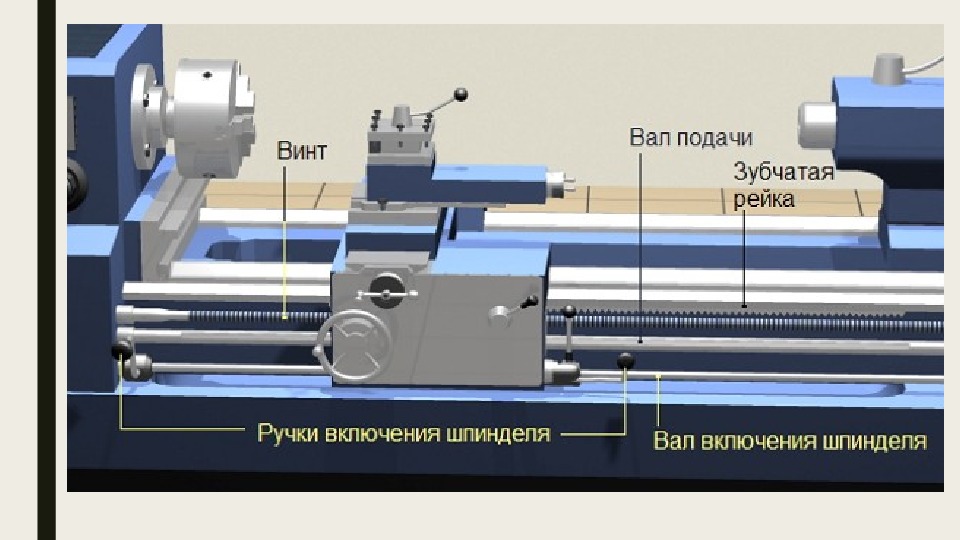
Типы токарных станков по металлу
В области металлообработки существует множество вариантов токарных станков. Некоторые варианты не так уж очевидны, а другие занимают нишу. Например, центрирующий токарный станок представляет собой станок с двумя головками, в котором работа остается фиксированной, а головки перемещаются к заготовке и обрабатывают центральное просверленное отверстие на каждом конце. Полученную заготовку затем можно использовать «между центрами» в другой операции. Термин токарный станок по металлу также можно считать несколько устаревшим в наши дни, пластмассы и другие композитные материалы широко используются и с соответствующими модификациями, те же принципы и методы могут быть применены к их механической обработке, как и к металлу.
Центровочный станок / токарный станок для двигателей / настольный токарный станок
Двухскоростные задние шестерни в токарном станке с конической головкой.
Термины токарный центр , двигатель токарный и настольный токарный все относятся к базовому типу токарного станка, который может считаться типичным классом токарных станков по металлу, наиболее часто используемых обычными машинистами или любителями механической обработки.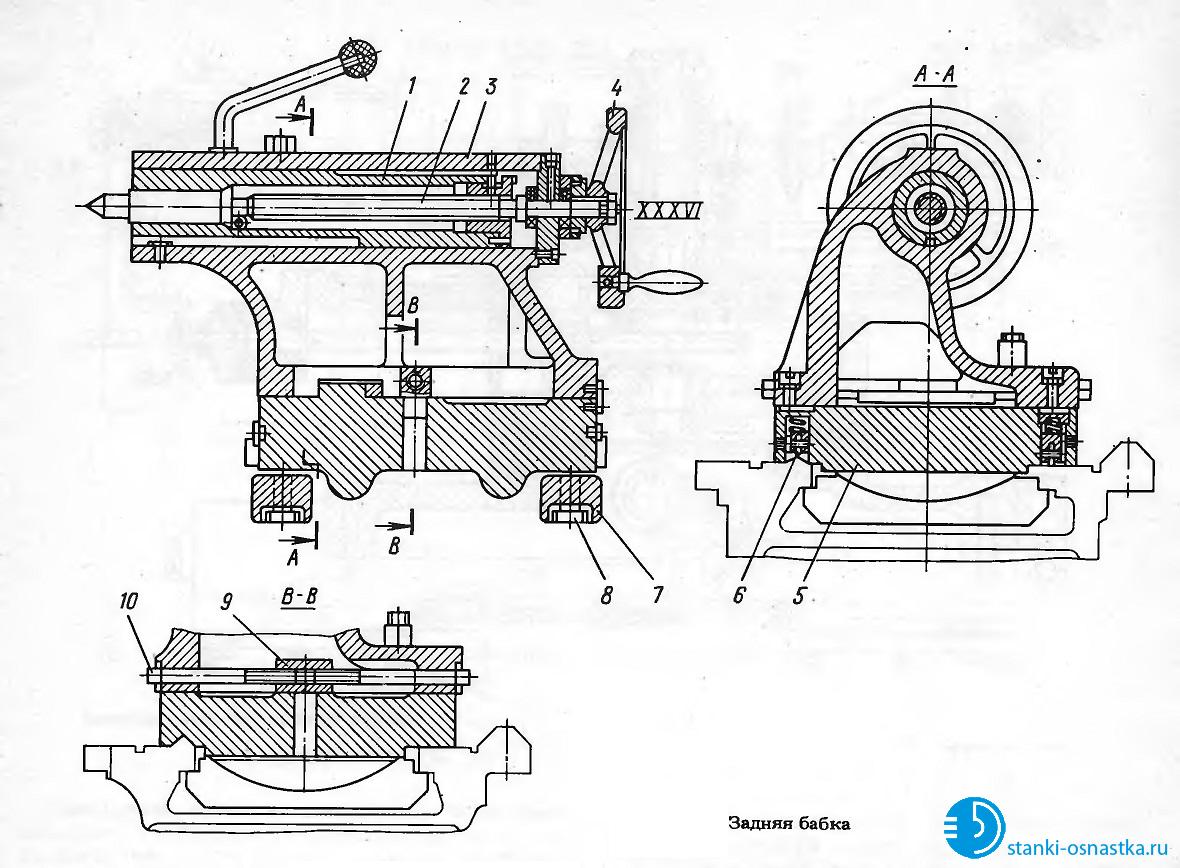 Название настольный токарный станок подразумевает версию этого класса, достаточно малогабаритную для установки на верстак (но все же полнофункциональную и большую, чем мини-токарные или микротокарные станки).Конструкция токарного станка подробно описана выше, но в зависимости от года выпуска, размера, ценового диапазона или желаемых характеристик даже эти токарные станки могут сильно различаться между моделями.
Название настольный токарный станок подразумевает версию этого класса, достаточно малогабаритную для установки на верстак (но все же полнофункциональную и большую, чем мини-токарные или микротокарные станки).Конструкция токарного станка подробно описана выше, но в зависимости от года выпуска, размера, ценового диапазона или желаемых характеристик даже эти токарные станки могут сильно различаться между моделями.
Токарный станок для двигателя — это название, применяемое к традиционному токарному станку конца 19-го или 20-го века с автоматической подачей на режущий инструмент, в отличие от ранних токарных станков, которые использовались с ручными инструментами, или токарных станков с ручной подачей только. Слово «двигатель» здесь используется в смысле «механическое устройство», а не в смысле «первичный двигатель», как в паровых двигателях, которые в течение многих лет были стандартным промышленным источником энергии.У завода будет одна большая паровая машина, которая будет обеспечивать энергией все машины через систему ремней с линейным валом. Поэтому первые токарные станки с двигателями обычно были «коническими головками», поскольку к шпинделю обычно прикреплялся многоступенчатый шкив, называемый коническим шкивом , , предназначенный для приема плоского ремня. Разные скорости шпинделя могут быть получены путем перемещения плоского ремня на разные ступени на шкиве конуса. Токарные станки с конической головкой обычно имели промежуточный вал (промежуточный вал) на задней стороне конуса, который мог быть задействован для обеспечения более низких скоростей, чем это было достигнуто с помощью прямого ременного привода.Эти шестерни получили название , задние шестерни . Более крупные токарные станки иногда имели двухскоростные задние шестерни, которые можно было переключать, чтобы обеспечить еще более низкий набор скоростей.
Поэтому первые токарные станки с двигателями обычно были «коническими головками», поскольку к шпинделю обычно прикреплялся многоступенчатый шкив, называемый коническим шкивом , , предназначенный для приема плоского ремня. Разные скорости шпинделя могут быть получены путем перемещения плоского ремня на разные ступени на шкиве конуса. Токарные станки с конической головкой обычно имели промежуточный вал (промежуточный вал) на задней стороне конуса, который мог быть задействован для обеспечения более низких скоростей, чем это было достигнуто с помощью прямого ременного привода.Эти шестерни получили название , задние шестерни . Более крупные токарные станки иногда имели двухскоростные задние шестерни, которые можно было переключать, чтобы обеспечить еще более низкий набор скоростей.
Когда в начале 20 века электродвигатели стали обычным явлением, многие токарные станки с конусной головкой были преобразованы в электрическую энергию. В то же время уровень техники в области зубчатых передач и подшипников продвигался до такой степени, что производители начали изготавливать полностью редукторные передние бабки, используя редукторы, аналогичные автомобильным трансмиссиям, для получения различных скоростей вращения шпинделя и скорости подачи при передаче большего количества необходимой мощности.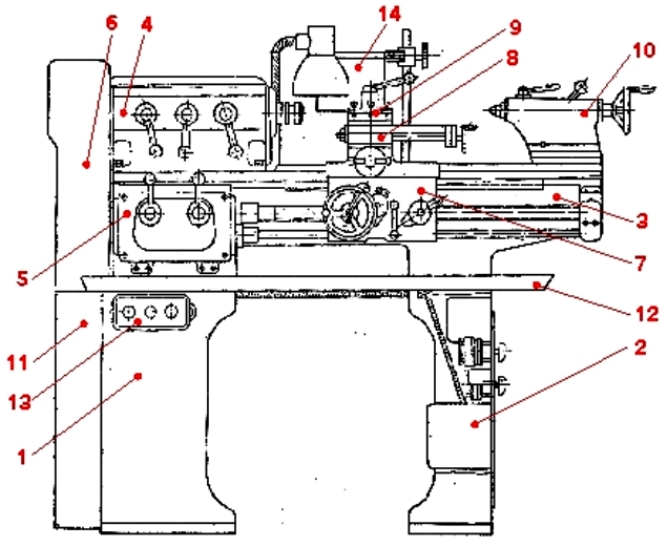 чтобы в полной мере использовать инструменты из быстрорежущей стали.
чтобы в полной мере использовать инструменты из быстрорежущей стали.
Недорогая электроника снова изменила способ регулирования скорости, позволив плавно регулировать скорость двигателя от максимального до почти нулевого об / мин. (Это было опробовано в конце 19 века, но в то время не было признано удовлетворительным. Последующие усовершенствования снова сделали его жизнеспособным.)
Токарный станок для инструментального цеха
Токарный станок для инструментального цеха — это токарный станок, оптимизированный для работы в инструментальном цехе. По сути, это просто первоклассный токарный станок со всеми лучшими дополнительными функциями, которые могут отсутствовать в менее дорогих моделях, такими как зажим цанги, конусное приспособление и другие.За эти годы также повлияли выборочная сборка и дополнительная подгонка, когда при создании модели инструментального цеха были предприняты все меры, чтобы сделать ее самой плавно работающей и самой точной версией станка, которую можно построить. Однако в рамках одного бренда разница в качестве между обычной моделью и соответствующей ей моделью инструментального зала зависит от разработчика и в некоторых случаях частично объясняется психологией маркетинга. Для производителей станков известных брендов, которые производили только высококачественные инструменты, не обязательно было какое-то отсутствие качества в базовой модели продукта для «роскошной модели», которую нужно улучшить.В других случаях, особенно при сравнении различных брендов, разница в качестве между (1) центральным токарным станком начального уровня, созданным для конкуренции по цене, и (2) токарным станком для инструментального цеха, предназначенным для конкуренции только по качеству, а не по цене, может быть объективно продемонстрировано путем измерения TIR, вибрации и т. д. В любом случае из-за полностью отмеченного списка опций и (реального или подразумеваемого) более высокого качества токарные станки для инструментальных цехов дороже, чем токарные станки начального уровня.
Однако в рамках одного бренда разница в качестве между обычной моделью и соответствующей ей моделью инструментального зала зависит от разработчика и в некоторых случаях частично объясняется психологией маркетинга. Для производителей станков известных брендов, которые производили только высококачественные инструменты, не обязательно было какое-то отсутствие качества в базовой модели продукта для «роскошной модели», которую нужно улучшить.В других случаях, особенно при сравнении различных брендов, разница в качестве между (1) центральным токарным станком начального уровня, созданным для конкуренции по цене, и (2) токарным станком для инструментального цеха, предназначенным для конкуренции только по качеству, а не по цене, может быть объективно продемонстрировано путем измерения TIR, вибрации и т. д. В любом случае из-за полностью отмеченного списка опций и (реального или подразумеваемого) более высокого качества токарные станки для инструментальных цехов дороже, чем токарные станки начального уровня.
Токарный станок с револьверной головкой и токарный станок с шпилем
Основная статья: Токарный станок с револьверной головкой Токарные станки с револьверной головкой и токарно-карусельные станки относятся к классу токарных станков, которые используются для серийного производства дублирующих деталей (которые по характеру процесса резания обычно взаимозаменяемы).Он эволюционировал от более ранних токарных станков с добавлением револьверной головки , которая представляет собой сменный инструментальный суппорт, который позволяет выполнять несколько операций резания, каждая с разными режущими инструментами, в легкой и быстрой последовательности, без необходимости для оператора выполнять настройку. промежуточные задачи (например, установка или удаление инструментов), а также управление траекторией инструмента. (Последнее происходит из-за того, что траектория инструмента управляется станком либо по принципу кондуктора [через механические ограничения, налагаемые на него салазками и остановками револьверной головки], либо через управляемые ИТ сервомеханизмы [на токарных станках с ЧПУ]. )
)
Существует огромное разнообразие конструкций токарных и револьверных станков, что отражает разнообразие выполняемой ими работы.
Токарный станок с несколькими инструментами
Токарный станок с несколькими инструментами — это станок, у которого ряд инструментов установлен на поперечных суппортах, длинных и плоских, похожих на стол фрезерного станка. Идея по существу та же, что и у токарных станков с револьверной головкой: настроить несколько инструментов и затем легко переключаться между ними для каждого цикла обработки детали. Группа сменных инструментов не вращается, как револьвер, а линейна.
Многошпиндельный токарный станок
Многошпиндельные токарные станки имеют более одного шпинделя и автоматизированное управление (через кулачки или ЧПУ). Это производственные машины, специализирующиеся на крупносерийном производстве. Меньшие типы обычно называются винтовыми станками , в то время как большие варианты обычно называются автоматическими патронами , автоматическими патронами или просто патронами . Винтовые станки обычно работают с прутковой заготовкой, в то время как патроны автоматически забирают отдельные заготовки из магазина.Типичный минимальный рентабельный размер партии винтового станка составляет тысячи деталей из-за большого времени наладки. После настройки винтовой станок может быстро и эффективно производить тысячи деталей на непрерывной основе с высокой точностью, малым временем цикла и минимальным вмешательством человека. (Последние два пункта значительно снижают удельную стоимость сменной детали, чем можно было бы достичь без этих станков.)
Винтовые станки обычно работают с прутковой заготовкой, в то время как патроны автоматически забирают отдельные заготовки из магазина.Типичный минимальный рентабельный размер партии винтового станка составляет тысячи деталей из-за большого времени наладки. После настройки винтовой станок может быстро и эффективно производить тысячи деталей на непрерывной основе с высокой точностью, малым временем цикла и минимальным вмешательством человека. (Последние два пункта значительно снижают удельную стоимость сменной детали, чем можно было бы достичь без этих станков.)
Ротационные станки с перемещением можно также включить в категорию многошпиндельных токарных станков, хотя они не поддаются традиционной классификации.Это большие, дорогие, модульные станки с множеством осей с ЧПУ, сочетающие в себе возможности токарных, фрезерных станков и устройств смены поддонов.
Токарный станок с ЧПУ / Токарный центр с ЧПУ
Токарный станок с ЧПУ с возможностью фрезерованияПример поворота vase и вид на револьверную головку
Токарные станки с ЧПУ быстро заменяют старые токарные станки (многошпиндельные и т. Д.) Из-за простоты настройки и операция. Они разработаны для использования современной твердосплавной оснастки и в полной мере используют современные процессы.Деталь может быть спроектирована, а траектории инструмента запрограммированы в процессе CAD / CAM, а полученный файл загружен в машину, и после установки и испытания машина продолжит выпускать детали под периодическим наблюдением оператора.
Д.) Из-за простоты настройки и операция. Они разработаны для использования современной твердосплавной оснастки и в полной мере используют современные процессы.Деталь может быть спроектирована, а траектории инструмента запрограммированы в процессе CAD / CAM, а полученный файл загружен в машину, и после установки и испытания машина продолжит выпускать детали под периодическим наблюдением оператора.
Управление машиной осуществляется электронно через интерфейс в стиле компьютерного меню, программа может быть изменена и отображаться на машине вместе с моделированием процесса. Установщику / оператору требуется высокий уровень навыков для выполнения процесса, однако база знаний шире по сравнению со старыми производственными машинами, где глубокое знание каждой машины считалось важным.Эти машины часто устанавливаются и управляются одним и тем же человеком, при этом оператор будет контролировать небольшое количество машин (ячейку).
Конструкция токарного станка с ЧПУ претерпела новые изменения, однако основные принципы и детали все еще узнаваемы, револьверная головка удерживает инструменты и индексирует их по мере необходимости. Машины часто полностью закрыты, что во многом связано с проблемами охраны труда и техники безопасности (OH&S).
Машины часто полностью закрыты, что во многом связано с проблемами охраны труда и техники безопасности (OH&S).
С появлением дешевых компьютеров, бесплатных операционных систем, таких как Linux, и программного обеспечения с ЧПУ с открытым исходным кодом, начальная цена станков с ЧПУ резко упала.Например, Sherline производит настольный токарный станок с ЧПУ, доступный для любителей.
Швейцарский токарный станок / Швейцарский токарный центр
Для работы, требующей высочайшей точности (иногда допуски удержания составляют всего несколько десятых долей тысячной дюйма), часто используется токарный станок швейцарского типа. Токарный станок швейцарского типа удерживает заготовку как цанговым патроном, так и направляющей втулкой. Цанга находится за направляющей втулкой, а инструменты — перед направляющей втулкой, неподвижно удерживаясь на оси Z.Для продольной резки детали инструменты будут двигаться внутрь, а сам материал будет двигаться вперед и назад по оси Z. Это позволяет выполнять всю работу с материалом рядом с направляющей втулкой, где он более жесткий, что делает их идеальными для работы с тонкими заготовками, поскольку деталь удерживается надежно с небольшой вероятностью возникновения отклонения или вибрации.
Токарные станки этого типа также доступны с контроллерами ЧПУ, что еще больше увеличивает их универсальность.
Сегодня большинство токарных станков с ЧПУ швейцарского типа используют два шпинделя.Главный шпиндель используется с направляющей втулкой для основных операций обработки. Вторичный шпиндель расположен за деталью, выровнен по оси Z. В простой операции он берет деталь, когда она отрезана (иначе говоря, отделяется), и принимает ее для вторых операций, а затем выбрасывает ее в корзину, избавляя оператора от необходимости вручную менять каждую деталь, как это часто бывает с стандартные токарные центры с ЧПУ. Это делает их очень эффективными, так как эти станки способны выполнять короткие циклы, производя простые детали за один цикл (т.е.е. нет необходимости во втором станке для обработки детали со вторыми операциями) всего за 10–15 секунд. Это делает их идеальными для больших партий деталей малого диаметра.
Кроме того, поскольку многие швейцарские токарные станки оснащены второстепенным шпинделем или «вспомогательным шпинделем», они также включают «приводной инструмент». Живые инструменты — это вращающиеся режущие инструменты, которые приводятся в действие небольшим двигателем независимо от двигателя (ов) шпинделя. Живые инструменты увеличивают сложность компонентов, которые могут быть изготовлены на швейцарском токарном станке.Например, автоматическое изготовление детали с отверстием, просверленным перпендикулярно главной оси (оси вращения шпинделей), очень экономично при использовании приводных инструментов и также неэкономично, если выполняется как « вторичная операция » после обработки на швейцарском токарном станке. полный. «Вторичная операция» — это операция механической обработки, требующая закрепления частично готовой детали на втором станке для завершения производственного процесса. Как правило, усовершенствованное программное обеспечение CAD / CAM использует живые инструменты в дополнение к основным шпинделям, так что большинство деталей, которые могут быть нарисованы с помощью системы CAD, фактически могут быть изготовлены на машинах, которые поддерживает программное обеспечение CAD / CAM.
Живые инструменты — это вращающиеся режущие инструменты, которые приводятся в действие небольшим двигателем независимо от двигателя (ов) шпинделя. Живые инструменты увеличивают сложность компонентов, которые могут быть изготовлены на швейцарском токарном станке.Например, автоматическое изготовление детали с отверстием, просверленным перпендикулярно главной оси (оси вращения шпинделей), очень экономично при использовании приводных инструментов и также неэкономично, если выполняется как « вторичная операция » после обработки на швейцарском токарном станке. полный. «Вторичная операция» — это операция механической обработки, требующая закрепления частично готовой детали на втором станке для завершения производственного процесса. Как правило, усовершенствованное программное обеспечение CAD / CAM использует живые инструменты в дополнение к основным шпинделям, так что большинство деталей, которые могут быть нарисованы с помощью системы CAD, фактически могут быть изготовлены на машинах, которые поддерживает программное обеспечение CAD / CAM.
Комбинированный токарный станок / 3-в-1
Комбинированный токарный станок , часто известный как «3-в-1» , вводит в конструкцию токарного станка операции сверления или фрезерования. У этих станков фрезерная колонна поднимается над станиной токарного станка, и они используют каретку и верхнюю опору в качестве осей X и Y для фрезерной колонны. Название 3-в-1 произошло от идеи иметь токарный, фрезерный и сверлильный станок в одном доступном станке.Они предназначены исключительно для любителей и на рынках ТОиР, поскольку неизбежно требуют компромиссов в размере, характеристиках, жесткости и точности, чтобы оставаться доступными. Тем не менее, они достаточно хорошо удовлетворяют потребности своей ниши и обладают высокой точностью при наличии достаточного времени и навыков. Их можно найти в небольших, не ориентированных на машины предприятиях, где время от времени приходится обрабатывать небольшие детали, особенно там, где строгие допуски дорогих инструментальных станков, помимо того, что они недоступны, будут излишними для применения в любом случае с инженерной точки зрения.
Мини-токарный и микротокарный
Мини-токарные и микротокарные станки — это миниатюрные версии универсального центрово-токарного станка (токарно-моторного станка). Обычно они имеют поворот в диапазоне от 3 до 7 дюймов (от 70 до 170 мм) в диаметре (другими словами, от 1,5 до 3,5 дюймов (от 30 до 80 мм) в диаметре). Это небольшие и доступные токарные станки для домашней мастерской или цеха ТОиР. К этим машинам применимы те же преимущества и недостатки, которые объяснялись ранее в отношении машин 3-в-1.
Как и в других частях англоязычной орфографии, стили префиксов в именах этих машин отличаются.Они попеременно представлены как мини-токарный станок , мини-токарный станок, мини-токарный станок и и как микротокарный станок , микротокарный станок, микротокарный станок и .
Колесотокарный станок
Токарный станок для точения колес железнодорожных локомотивов и подвижного состава [1]
Тормозной станок
Токарный станок, специализирующийся на шлифовке тормозных барабанов и дисков в автомобильных или грузовых гаражах.
Ссылки
Внешние ссылки
млрд: লেদ মেশিন
Бесплатная онлайн программа просмотра файлов STEP | eMachineShop
- Дом
- $ 500 Раздача кредита в eMachineShop
- 2.Детали 5D и 3D
- Служба 3D-печати
- Ацеталь лист
- Акрилатные пластмассы
- Свойства акрила
- Акриловый лист
- Сложение или вычитание
- Целевые рынки для самолетов
- Алюминиевые сплавы
- Алюминиевый лист
- Услуги по анодированию
- Приложение
- Архитектура Целевой рынок
- Art Target Markets
- Целевой рынок аудиооборудования
- Автоматический вентиль / манометр
- Ось
- B2B Контрактное производство
- Ленточнопильный станок
- Услуги по дробеструйной очистке
- Программа для дизайна бусин
- Программное обеспечение для проектирования лучей
- Велосипеды Целевые рынки
- Распыление связующего
- Служба отделки черной оксидной пленкой
- Заглушка
- Допустимая погрешность
- Программа для разработки открывалки для бутылок
- Целевой рынок для бизнеса
- CAD Загрузить тестовое всплывающее окно
- CAD Get Quote test popup 2
- Подтверждение заказа CAD
- Часто задаваемые вопросы по САПР
- Руководство по программному обеспечению CAD
- Целевой рынок камер и фото
- Лист из углеродного волокна
- Автомобили Целевые рынки
- Кольцо камеры и прокладка
- Заказ на изменение
- Тестовая страница чат-клиента
- Программа для проектирования шахматных фигур
- Классические механизмы — как они работают
- Станок для гибки с ЧПУ
- Услуги лазерной резки с ЧПУ
- Фрезерный сервис с ЧПУ
- Служба плазменной резки с ЧПУ
- Фрезерование с ЧПУ
- Токарный сервис с ЧПУ
- Служба пробивки револьверных головок с ЧПУ
- Коэффициент трения
- Компенсация отделки
- Соединительная трубка
- Связаться с eMachineShop
- Контроль
- Лист медный
- Скопировать деталь
- Снижение затрат
- Зенковка
- Зенковка
- Краудфандинг
- CSS
- Детали из АБС на заказ
- Ацеталь на заказ
- Акриловые детали на заказ
- Обработка алюминиевых деталей на заказ
- Пользовательские автозапчасти
- Детали из латуни на заказ
- Детали из бронзы на заказ
- Детали из углеродного волокна на заказ
- Медные детали на заказ
- Корпуса на заказ
- Детали из стекловолокна на заказ
- Плоские шайбы на заказ
- Индивидуальные передние панели
- Прокладки на заказ
- Ключи для гольфа на заказ
- Индивидуальные радиаторы
- Пользовательские ручки
- Детали, обработанные на заказ
- Галерея деталей, изготовленных на заказ
- Прямозубые цилиндрические шестерни на заказ
- Металлические кронштейны на заказ
- Услуги по изготовлению металлических изделий на заказ
- Металлические распорки на заказ
- Запчасти для мотоциклов на заказ
- Изготовленные на заказ детали из нейлона
- Пластиковые детали на заказ
- Обработка деталей из поликарбоната на заказ
- Обработка деталей из полистирола на заказ
- Обработка деталей из ПТФЭ на заказ
- Детали из ПВХ на заказ
- Детали для роботов на заказ
- Резиновые детали на заказ
- Пользовательские опоры вала
- Ящики и корпуса из листового металла на заказ
- Пользовательские ручки переключения передач
- Детали из пружинной стали на заказ
- Детали из нержавеющей стали на заказ
- Обработка стальных деталей на заказ
- Стальные валы на заказ
- Обработка титановых деталей на заказ
- Детали игрушек на заказ
- Ключи на заказ
- В центре внимания клиентов: Lotus Exige
- В центре внимания клиентов: трикодер Star Trek
- Внимание клиентов: ограничительная пластина корпуса дроссельной заслонки
- Предоставляется заказчиком
- Пластина цилиндра
- Датаум
- Базовая цель (и)
- Срок поставки
- Создавай собственные украшения
- Запросы на дизайнерские услуги
- дизайн-сервис-карты
- Программа для проектирования игральных костей
- Загрузить eMachineShop
- Загрузить eMachineShop
- Загрузить eMachineShop
- Загрузить eMachineShop CAD
- Загрузить eMachineShop Figma Rough
- Загрузить eMachineShop Figma Rough
- Скачать новый шаблон
- Бурение
- Целевой рынок для дронов
- Динамическая балансировка маховика
- Образование
- Электронные символы
- Целевой рынок электроники
- eMachineShop Бесплатная раздача $ 500
- eMachineShop Бесплатная раздача $ 500
- Функции САПР eMachineShop
- Общая политика поставщиков eMachineShop
- eMachineShop был удален
- Отзыв о расценках на eMachineShop
- Лицензионное соглашение с конечным пользователем («EULA»)
- Целевой рынок энергии
- Целевой рынок для инженерии
- Инженеры
- Гравировальные услуги
- Экспорт САПР eMachineShop в DXF, IGES и STEP
- Fab цитата
- Элемент
- Feature-of-Size (FOS)
- Характеристики Нет Фото
- Лист из стекловолокна
- Отделки
- Маховик
- Маховик и поплавок
- Бесплатное программное обеспечение для проектирования подшипниковых узлов
- Бесплатное программное обеспечение для проектирования болтов
- Бесплатное программное обеспечение для проектирования болтовых пластин
- Бесплатное ПО для проектирования кронштейнов
- Бесплатное программное обеспечение CAD для 3D-принтеров
- Средства защиты ушей для респираторных масок
- Бесплатное ПО для проектирования корпусов
- Бесплатное программное обеспечение для проектирования маховика
- Бесплатное ПО для проектирования лицевой панели
- Бесплатная программа для проектирования шестерен
- Бесплатное ПО для проектирования радиаторов
- Бесплатное программное обеспечение для проектирования шестигранных гаек
- Бесплатная программа для проектирования крышек корпуса
- Бесплатные мастера программного обеспечения для механического проектирования
- Бесплатная онлайн-программа просмотра файлов САПР
- Условия использования бесплатного онлайн-просмотра и конвертера САПР
- Бесплатная онлайн-программа просмотра файлов DXF
- Бесплатная онлайн-программа просмотра файлов IGES
- Бесплатная онлайн программа просмотра файлов STEP v2
- Бесплатная онлайн программа просмотра файлов STEP
- Бесплатный онлайн-конвертер пошаговых протоколов
- Бесплатная онлайн-программа просмотра файлов STL
- Бесплатное ПО для создания полигонов
- Бесплатное программное обеспечение для проектирования шкивов
- Бесплатное программное обеспечение для проектирования зажимов вала
- Бесплатное программное обеспечение для проектирования муфт вала
- Бесплатное ПО для проектирования коробок из листового металла
- Бесплатное программное обеспечение для проектирования проставок
- Бесплатное программное обеспечение для проектирования гаечных ключей
- Полный индикатор движения
- Материалы для галереи
- Определение угловатости GD&T
- Символы CAD GD&T
- Определение окружности GD&T
- Определение концентричности GD&T
- Концепции GD&T
- Определение цилиндричности GD&T
- Определение плоскостности GD&T
- Определение параллелизма GD&T
- Определение перпендикулярности GD&T
- Определение положения GD&T
- Определение профиля GD&T
- GD&T Профиль определения линии
- Правила GD&T
- Определение биения GD&T
- Символы GD&T
- Определение симметрии GD&T
- Определения допусков GD&T
- Определение полного биения GD&T
- Женевское колесо спуска
- Определение геометрических размеров и допусков
- Получите быстрое предложение
- Получите предложение для повторного заказа детали, ранее заказанной в eMachineShop CAD
- Всплывающее окно теста расценок 3
- Получить статус заказа
- Начало работы
- Глоссарий
- Золото
- Ссылки для тепловых двигателей
- Стенд для теплового двигателя
- Справка Быстрый старт
- Справочный словарь
- Хобби
- Целевой рынок для хобби
- Горячая / холодная плита
- Как собрать транспортный ящик
- Охлаждение литьевой формы
- Рекомендации по проектированию литьевого формования
- Материалы для литья под давлением
- Установка на Mac
- Мгновенное онлайн-предложение обработанных деталей
- Бета-версия Instant Quote | eMachineShop
- Руководство по мгновенному цитированию
- Изолятор
- Устройство прерывистого движения
- Интервью
- Изобретателей
- Страница теста Джесси
- Детали ювелирных изделий
- Программа для дизайна клавиатуры
- Программа для дизайна ручек
- Накатка
- Служба лазерной маркировки
- Урок 1 из 6 — Как создать деталь
- Урок 2 из 6 — Основные методы
- Урок 3 из 6. Как использовать значения Z
- Урок 4 из 6. Создание 3D-детали
- Урок 5 из 5. Материалы
- Урок 5 из 6. Множественные ограничения
- Урок 6 из 6 — Просмотры
- Стопорный зажим
- Литье по выплавляемым моделям
- Работа и карьера в сфере машиностроения
- Обзор обработки
- Целевой рынок обрабатывающей промышленности
- Струйная очистка материала
- Материалы
- Максимальное состояние материала (MMC)
- Могу я процитировать вас сегодня? — Дайан
- Машиностроение
- Механический пазл
- Средних баллов
- Услуги по чистке металла
- Чертеж металла
- Таблица размеров металла
- Услуги по нанесению металлических покрытий
- Услуги по полировке металла
- Наконечники для чистовой обработки металлических поверхностей
- Самолет Micro Electric RC
- Токарный станок Micro
- Тест Mini IRFQ
- Целевой рынок моделей
- Ножка для подножки мотоцикла
- Целевые рынки мотоциклов
- Программа для проектирования креплений
- Multi Jet Fusion
- Целевые рынки музыкальных инструментов
- Запрос счета нетто-условий
- Новая страница из алюминия
- New DL — только полная версия CAD
- Новый упрощенный тепловой двигатель
- Новые поставщики
- Новые отзывы
- Несоответствие
- Политика Соглашения о неразглашении (NDA)
- Соглашение о неразглашении информации (NDA)
- Программа для проектирования форсунок
- Свойства нейлона
- Нейлоновый лист
- Детали для автомобилей OEM-качества на заказ
- Старая страница контактов
- Онлайн-заказ
- Утверждение заказа
- Заказ на заявку на закупку
- Статус заказа и журнал
- Открытый целевой рынок
- Обгонная муфта
- Параметры
- Крепежные детали из ПЭМ
- Маятник
- Photo Chemical Milling Service
- Поршень и цилиндр
- Разместить заказ по цене
- Оформить заказ по тестовой цене
- Разместите специальный заказ
- Служба литья пластмасс под давлением
- Проект услуги литья пластмасс под давлением с материалами
- Советы по дизайну пластиковых формованных изделий
- Пластиковый всплывающий тест № 4 CAD
- Пластиковое всплывающее окно №1 — нижний правый неинтрузивный
- Платина
- Полиэтилен
- Полипропилен
- Лист полистирольный
- тест всплывающего окна
- Галерея порошковых покрытий
- Услуги по нанесению порошковых покрытий
- Контрольный список для предварительного заказа
- Политика конфиденциальности
- Проектов
- Свойства латуни
- Свойства пластика
- Свойства PTFE
- Шкивы
- Лист ПВХ
- Обеспечение качества и удовлетворенность клиентов
- Быстрый доступ
- Цитата
- Всплывающее окно с мини-инструментом Quote # 2
- Компонент гоночного автомобиля
- Рейка и шестерня
- Колесо с храповым механизмом
- RC Мотоцикл
- Целевой рынок RC
- Детали для повторного заказа
- Развертка
- Ресурсы Полностью построено
- Обновлено ресурсов
- Повторная отправка информации о платеже
- Обзор
- револьвер
- Тест пластика всплывающего окна RFQ №3
- Запрос предложений Допуски
- Трение качения История возникновения роторного двигателя Стирлинга
- Ротационное формование
- Пресс-форма для резины
- Лебедка для планера
- Образцы деталей
- Целевые рынки для научных исследований и лабораторий
- Скотч-Yoke
- Скотт Рассел
- рабочая страница
- Поиск
- Услуги вторичной обработки
- Раздел: 2D Расширенный
- Раздел: 2D-чертеж
- Раздел: образцы 2D
- Раздел: 3D Advanced
- Раздел: 3D-чертеж
- Раздел: 3D образцы
- Раздел: Основы
- Профиль: чертеж сгиба
- Раздел: Комментарии
- Раздел: Импорт / Экспорт
- Раздел: типы линий
- Раздел: Материалы
- Раздел: Разное
- Раздел: Заказ
- Раздел: Предпочтения (Регулировка настроек)
- Раздел: Технические характеристики
- Раздел: Поиск и устранение неисправностей
- Раздел: Мастера (предварительно нарисованные шаблоны деталей)
- Селективное лазерное плавление
- Селективное лазерное спекание
- Общий файл CAD | eMachineShop
- Стрижка
- Изготовление деталей из листового металла
- Серебро
- Упрощенный тепловой двигатель
- Служба электроэрозионной резки грузила и проволоки
- Карта сайта
- Мелкие детали
- Мыльница Derby
- Ложки для отбора проб почвы
- Страница спецификаций MI Mockup
- Волчок
- Спортивный целевой рынок
- Сплавы пружинной стали
- Целевые рынки запчастей для сцены
- Сплавы из нержавеющей стали
- Свойства нержавеющей стали
- Лист из нержавеющей стали
- Стандартные характеристики и допуски
- Аппарат стереолитографии
- Прямолинейность
- Отправить отзыв
- Соглашение с поставщиком
- Заявка поставщика
- Приглашение поставщика
- Плоское шлифование
- Лицевая панель тахометра
- Токарный станок Taig
- Шаблон целевых рынков
- Расскажите нам свою историю
- Условия использования и политика заказа
- Тестовая страница
- тестовая страница загрузки
- Отзывы
Цанговый патрон Atlas 5C Quickie: идеальное решение для фиксации токарного станка
Если будет такая возможность, я в любой день буду использовать цанги, а не многокулачковые патроны! Зачем? Цанги обеспечивают превосходную концентричность (по сравнению с трехкулачковым патроном), лучший захват и могут удерживать хрупкие предметы, не раздавливая их.Кроме того, цанговые патроны безопаснее использовать, потому что они защищают токарные инструменты от повреждений (из-за выступающего носика) и не имеют острых вращающихся губок, которые могли бы повредить их. Вот история настройки и тестирования моего нового цангового патрона Pratt Burnerd Atlas PB23 Quickie 5C!
Основы токарного станка
Если вам нужна максимальная универсальность токарного станка по металлу, в вашей коллекции обязательно должны быть зажимные приспособления! У каждого есть свое предназначение, а некоторые будут использоваться редко, но для каждой работы требуются разные инструменты, поэтому здорово иметь в магазине то, что вам нужно.
Вот мои «Основы для работы с токарными станками для двигателей»:
На картинке выше мы имеем:
- 3-кулачковый патрон: высокая производительность и быстрота, но не имеет наилучшей соосности (работа может показывать биение 0,002–0,006 ″ в зависимости от патрона и настройки).
- 4-кулачковый независимый патрон: огромная производительность, может регулировать концентричность до 0,0001 ″ или меньше, медленный в использовании.
- Цанговый патрон 5C: сами цанги 5C имеют биение около 0,0006 ″, поэтому чистое биение может быть меньше 0.001 ″ за проводимые работы.
- Лицевая панель: идеально подходит для фиксации деталей неправильной формы с помощью зажимов, также используется с собачками токарного станка для поворота между центрами
С этими зажимными приспособлениями можно справиться практически с любым сценарием токарной обработки металла. Но есть одна система цанговых патронов, которая наиболее популярна среди владельцев токарных станков, и неудивительно, почему!
Цанговая система 5C: король цеха металла
Существует МНОГО различных типов цанг, предназначенных для использования с токарными станками по металлу — 3C, 2J, серии ER, Jacobs Rubberflex, 16C и многие другие.Но наиболее популярны цанги 5С.
Вот несколько причин, по которым цанги 5C хороши:
- Легко найти, множество вариантов. Вы можете найти американские и импортные цанги 5C в различных ценовых категориях, уровнях качества, конфигурациях (круглые, шестигранные, квадратные и др.). Цанга 5C подходит для любой работы и любого бюджета.
- Вместимость: Цанги 5C обычно покрывают от 1/32 дюйма до примерно 1 1/16 дюйма. Это делает их очень универсальными для работы в баре.
- Разнообразные приложения.Вы найдете токарные патроны / адаптеры, фрезерные приспособления и другие устройства, в которых используются цанги 5C, так что ваши вложения в цанги могут принести пользу токарному станку, фрезерному станку и другим сценариям!
- Аварийные цанги: Вы можете найти «аварийные цанги» из различных материалов, включая сталь, латунь, алюминий и пластик. Эти «аварийные цанги» могут быть обработаны для удержания работ любого диаметра в пределах допустимого диапазона 5C, а также вы можете создавать собственные профили (многоступенчатые и т. Д.).
- Ступенчатые цанги: Ступенчатые цанги действуют как мягкие губки в 3- или 4-кулачковых патронах — вы можете удерживать работу с диаметрами, намного превышающими типичную производительность системы цанговых патронов 5C.Вы также найдете обрабатываемые оправки с хвостовиком 5C.
Как и все остальное, эти цанговые патроны подходят не для всего, но, возможно, являются лучшей универсальной системой цанговых патронов для обычных сценариев токарной обработки металла.
5C Цанговые патроны
Вверху: доводчик цанги 5C на токарном станке Logan 11 ″
Существует множество различных типов цанговых патронов 5C для различных токарных станков, в том числе:
- Адаптеры носика шпинделя с рычажными доводчиками: быстрые, но специфичные для каждого токарного станка / шпинделя, требуют больше времени для настройки, обычно не могут использоваться с подвесным крестовиной.
- Спиральные цанговые патроны 5C с передним действием: Быстрая установка и демонтаж, возможность использования внешнего крестовины, медленная затяжка / ослабление работы.
- Цанговые патроны с маховиком: Быстрая установка и демонтаж, возможность использования подвесного крестовины, быстрое использование. Патроны
- 5C, закрепленные на месте с помощью многокулачковых патронов: Недорого, но для обеспечения максимальной соосности требуется наборный патрон с 4-мя кулачками.
Мне лично больше всего нравится патрон с маховиком, и поэтому я только что приобрел цанговый патрон Pratt Burnerd Atlas PB23 Quickie 5C для своего токарного станка.
Atlas Quickie Handwheel PB23 Цанговый патрон
Вот несколько причин, по которым я выбрал эту систему патронов:
- Качество — этот патрон прекрасно обработан и обработан
- Быстрая работа: мне очень нравится возможность наступать на тормозную ножку токарного станка, затягивать / ослаблять цанги и работать почти мгновенно
- Доступные крепления: Мой токарный станок имеет менее распространенный шпиндель D1-5, и этот патрон был доступен с креплением D1-5, готовым к работе, патрон и опорная пластина доступны в виде пары
- Простая установка: распаковка, очистка и установка этого патрона заняли около 1/2 часа
- Простой набор номера: мне удалось «набрать» патрон примерно до 0.0002 ″ TIR примерно за 15 минут
Со страницы продукта Atlas:
Цанговые патроны Quickie 5C для переднего маховика
- Быстрое и простое управление передним маховиком
- Снижает утомляемость оператора
- Быстрая замена патрона на цанговый патрон — без рычажных механизмов или вытяжных трубок
- Для цанг 5C
- Один год гарантии
- Точный-максимальный конус TIR .0005 ″
- Доступны типы D (camlock), тип A, тип L (длинный конический наконечник) с резьбой, плоская задняя часть и конус 4º
- Зубья маховика азотированы для увеличения срока службы
- Корпус никелированный для устойчивости к коррозии
Технические характеристики доступных конфигураций:
| Характеристики кулачкового патрона типа D | |||
|---|---|---|---|
| Арт. | Шпиндель | Круглая крышка. | Вес, фунты |
| PB23-D3 | Д1-3 | 1.06 | 22 |
| PB23-D4 | Д1-4 | 1.06 | 22 |
| PB23-D5 | Д1-5 | 1.06 | 22 |
| PB23-D6 | Д1-6 | 1.06 | 25 |
| PB23-D8 | Д1-8 | 1.06 | 30 |
| PB23-D11 | Д1-11 | 1.06 | 35 |
| Тип A Тип американского стандартного патрона Технические характеристики | |||
|---|---|---|---|
| Арт. № | Шпиндель | Круглая крышка. | Вес, фунты |
| PB23-A4 | A1-4 | 1.06 | 22 |
| PB23-A5 | A1-5 | 1.06 | 22 |
| PB23-A6 | A1-6 | 1.06 | 25 |
| PB23-A8 | A1-8 | 1.06 | 28 |
| PB23-A11 | A1-11 | 1.06 | 33 |
| L Тип Американский стандартный патрон Технические характеристики | |||
|---|---|---|---|
| Арт. № | Шпиндель | Круглая крышка. | Вес, фунты |
| PB23-L00 | L00 | 1.06 | 23 |
| PB23-L0 | L0 | 1.06 | 25 |
| PB23-L1 | L1 | 1.06 | 35 |
| PB23-L2 | L2 | 1.06 | 40 |
| Крепление с резьбой Технические характеристики патрона | |||
|---|---|---|---|
| Арт. № | Шпиндель | Круглая крышка. | Вес, фунты |
| ПБ23-41 | 1-1 / 2-8 | 1.06 | 23 |
| ПБ23-42 | 1-3 / 4-8 | 1.06 | 23 |
| ПБ23-43 | 2-1 / 4-8 | 1.06 | 23 |
| ПБ23-44 | Конус 4 ° | 1.06 | 25 |
| ПБ23-45 | 2-3 / 16-10 | 1.06 | 23 |
| ПБ23-46 | 2-3 / 8-6 | 1.06 | 23 |
Установка и настройка
Как показано на видео выше, установка выполняется быстро, и этот патрон можно отрегулировать с очень жесткими допусками на биение.
Вот что я сделал, чтобы достать патрон из коробки и подготовить его к действию:
- Удалить упаковочные материалы, очистить консервирующее масло и частицы набивки
- Удалить патрон от опорной пластины
- Clean сопрягаемые поверхности на передней части опорной плиты и задней части патрона
- Установите опорную пластину на токарный станок (осторожно, постоянно затягивайте установочные штифты)
- [необязательно] Для креплений D-типа отметьте положение штифта №1 на шпинделе и на патроне или создайте контрольную отметку на обоих
- Измерьте опорную пластину лицо Биение, принять прибл.0,005 «перед срезанным опорной пластиной лица к истинным до
- крепление патрона к опорной плите с помощью четырех винтов (чуть-чуть затянуть)
- Укажите шлифованный конус внутри отверстия в носовой части цанги (я начал с индикатора 0,001 ″)
- Измерьте биение индикатором и слегка постучите по ободу патрона, чтобы выровнять патрон
- [необязательно] Повторите шаги 8-9 с индикатором 0,0001 ″, пока МДП не попадет в диапазон, который вам удобен с
Вот и все! Выполнение этих шагов займет всего около 15 минут, если у вас есть все готовые инструменты.