Технические характеристики станка 16К20 | 16К20 Токарный станок
Наверх
Найти:
Технические характеристики токарного станка 16К20:
Представляем Вам основные технические характеристики и параметры токарно-винторезного станка 16К20 и его модификации повышенной точности — 16К20П.
Обращаем внимание на то, что все основные параметры станка соответствуют ГОСТ 18097-93 «Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.»
| Наименование параметра | 16К20 | 16К20П |
|---|---|---|
| Габариты и масса станка | ||
| Габариты станка (длина x ширина x высота) РМЦ=1000 | 2795 мм х 1190 мм х 1500 мм | 2795 мм х 1190 мм х 1500 мм |
| Масса станка | 3010 кг | 3010 кг |
| Основные параметры станка | ||
| Класс точности (ГОСТ 8-82) | Н | П |
| Наибольшая масса заготовки, обрабатываемой в центрах | 460. .1300 кг .1300 кг | 460..1300 кг |
| Наибольшая масса заготовки, обрабатываемой в патроне | 200 кг | 200 кг |
| Наибольший диаметр заготовки устанавливаемой над станиной | 400 мм | 400 мм |
| Высота оси центров над плоскими направляющими станины | 215 мм | 215 мм |
| Наибольший диаметр заготовки обрабатываемой над суппортом | 220 мм | 220 мм |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ) | 710, 1000, 1400, 2000 мм | 710, 1000 мм |
| Наибольшее расстояние от оси центров до кромки резцедержателя | 225 мм | 225 мм |
| Наибольший диаметр сверла при сверлении стальных деталей | 25 мм | 25 мм |
| Наибольшая масса заготовки, обрабатываемой в центрах | 460..1300 кг | 460..1300 кг |
| Наибольшая масса заготовки, обрабатываемой в патроне | 200 кг | 200 кг |
| Шпиндель | ||
| Диаметр отверстия в шпинделе | 52 мм | 52 мм |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе | 50 мм | 50 мм |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5. .1600 .1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя | 170 мм | 170 мм |
| Наибольший крутящий момент на шпинделе | 1000 Нм | 1000 Нм |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения | 645, 935, 1335, 1935 мм | 645, 935 мм |
| Наибольшая длина поперечного перемещения | 300 мм | 300 мм |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по у порам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения | 1 мм | 1 мм |
| Цена деления лимба поперечного перемещения | 0,05 мм | 0,05 мм |
| Диапазон продольных подач, мм/об | 0,05. .2,8 .2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Пределы шагов метрических резьб | 0,5..112 мм | 0,5..112 мм |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное | 5884 Н | 5884 Н |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное | 3530 Н | 3530 Н |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок | 150 мм | 150 мм |
| Перемещение резцовых салазок на одно деление лимба | 0,05 мм | 0,05 мм |
| Наибольший угол поворота резцовых салазок | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок | 1° | 1° |
| Наибольшее сечение державки резца | 25 х 25 мм | 25 х 25 мм |
| Высота от опорной поверхности резца до оси центров (высота резца) | 25 мм | 25 мм |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли | 150 мм | 150 мм |
| Перемещение пиноли на одно деление лимба | 0,1 мм | 0,1 мм |
| Величина поперечного смещения корпуса бабки | ±15 мм | ±15 мм |
| Электрооборудование | ||
| Электродвигатель главного привода | 11 кВт | 11 кВт |
| Электродвигатель привода быстрых перемещений | 0,12 кВт | 0,12 кВт |
| Электродвигатель насоса СОЖ | 0,125 кВт | 0,125 кВт |
Кинематическая схема токарно-винторезного станка 16К20
Кинематическая схема представлена для понимания связей и взаимодействия основных элементов токарного станка. На схеме указаны числа зубьев шестерен(z). Звездочкой обозначено число заходов червяка.
На схеме указаны числа зубьев шестерен(z). Звездочкой обозначено число заходов червяка.
Описание кинематической схемы 16К20
От электродвигателя Д1 вращение передается на входной вал II коробки передач станка через клиноременную передачу. Муфта на этом валу через двойной блок зубчатых колес 56/34 или 51/39 позволяет получить прямое вращение вала III. Либо, через зубчатые колеса 50/21 и 36/38 — обратное вращение вала. Вал IV получает через блок зубчатых колес 29/47, 21 /55 или 38/38 шесть частот вращения в прямом направлении, что соответствует вращению шпинделя против часовой стрелки. А так же три частоты вращения в обратном направлении. С вала IV’ шпиндель VII получает двенадцать высоких частот вращения (либо шесть в обратном направлении) через двойной блок зубчатых колес 60/48 или 30/60 .
Двенадцать низких частот вращения шпинделя через валы IV и VI перебора передаются с помощью двойного блока зубчатых колес 45/45 или 15/60 и зубчатых передач 18/72 и 30/60.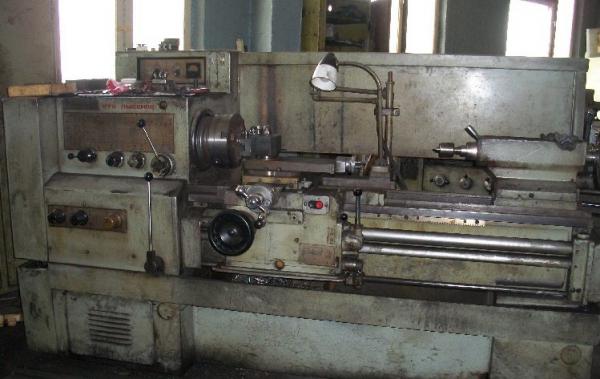 Для включения этой цепи зубчатое колесо z=60 двойного блока сцепляется с зубчатым колесом z=30 вала VI.
Для включения этой цепи зубчатое колесо z=60 двойного блока сцепляется с зубчатым колесом z=30 вала VI.
На высоких частотах вращения шпинделя группа зубчатых колес на валах V и VI не участвует в передаче мощности от двигателя на шпиндель. Это позволяет повысить динамические свойства привода главного движения. При этом уменьшается время разгона шпинделя и его торможения, уменьшаются вибрации и повышается долговечность станка. Всего на шпиндель передается 22 частоты вращения, так как две частоты совпадают.
Перемещение суппорта при нарезании резьбы, при продольной или поперечной подаче осуществляется по кинематической цепи механизма подач. От шпинделя VII через зубчатые колеса 60/60 вращение передается валу VIII. Для увеличения шага нарезаемой резьбы или подачи используется звено увеличения шага. Через зубчатые колеса 45/45 с вала IV снимается вращение, что позволяет увеличить подачу (или шаг нарезаемой резьбы) в 4 или 16 раз. Через колеса 30/45 или цепочку реверса 30/25/45, гитару сменных зубчатых колес a/b и c/d вращение передается на приемный вал коробки подач.
Вал XIII используя колеса 28/38 и зубчатые передачи 28/28, 28/35, 30/25 или 42/30, а так же через муфту получает четыре частоты вращения, используемые при нарезании метрических и модульных резьб. Дюймовые резьбы нарезаются через кинематическую цепь 28/38, муфту М3 и колеса 30/33. Вращение выходному валу ХV передается через различные комбинации включения зубчатых колес на валах XIII, XIV и ХV.
Настройка коробки подач на выбранную подачу или шаг нарезаемой резьбы производится перемещением блока зубчатых колес z=18 и z=28 и включением муфт М2, М3, М4 и М5. Муфта М5 на ходовой винт XIX передает вращение для нарезания резьбы. При отключенной муфте М5 через зубчатые колеса 23/40, 24/39, муфту обгона М6 и колеса 28/35 — на ходовой валик XVI для работы с продольной и поперечной подачами.
С ходового валика XVI вращение сообщается зубчатому колесу z=36 через зубчатые колеса 30/32/32/30, через муфту М7 и червячную передачу 4/21 . Продольное перемещение суппорта выполняется через зубчатые колеса z=41, муфты М8 или М9, зубчатые передачи 17/66 на реечную шестерню 10. Для поперечного перемещения суппорта вращение от колеса z=36 передается через зубчатые колеса z=36, муфты М10 или М11, зубчатые передачи 34/29/16 на винт поперечных салазок ХXI с шагом 5 мм.
Для поперечного перемещения суппорта вращение от колеса z=36 передается через зубчатые колеса z=36, муфты М10 или М11, зубчатые передачи 34/29/16 на винт поперечных салазок ХXI с шагом 5 мм.
От двигателя Д2, связанного с ходовым валиком клиноременной передачей 85/127, выполняются ускоренные продольные или поперечные перемещения суппорта. Муфта обгона М6 не препятствует быстрому вращению валика от включенных зубчатых колес в коробке подач.
Направление подачи и быстрых перемещений суппорта определяется включением одной из четырех муфт М8…М11, управляемых одной рукояткой. Для включения необходимой подачи рукоятку наклоняют в соответствующую сторону, а нажимом кнопки на торце рукоятки включают двигатель быстрых перемещений.
В некоторых модификациях токарного станка 16К20 подача верхнего суппорта может быть механизирована. В этом случае от зубчатого колеса z=29 вращение снимается колесом 18 на вал ХХ и через зубчатые передачи 20/20, 20/23/30/28/30 и 20/20 передается на ходовой винт ХХII верхнего суппорта.
Токарно винторезный станок 16к20 технические характеристики
Токарно-винторезный станок 16К20 – знаменитая модель, которая известна многим мастерам ещё со времен Советского Союза. Этот агрегат был и является весьма популярным оборудованием. Такому успеху и признанию среди специалистов он обязан своей универсальности – с его помощью можно совершать токарную обработку широкой номенклатуры деталей. Он рассчитан на работу с наиболее распространенными типоразмерами заготовок. Это делает его незаменимым помощником как на больших производственных объектах, так и в бытовом использовании.
Модель 16К20 применяется для обработки поверхностей цилиндрической и конической формы, а также заготовок, имеющих сложную форму. Кроме того, техника весьма эффективна при нарезании резьбы. Дополнительный инструмент (резцы, сверла и прочие) расширяет функционал станка и дает возможность обрабатывать торцевые поверхности.
Из названия станка можно получить детальную информацию о том, что это за техника. Первая цифра в названии (1) говорит о том, что перед нами токарный станок. Цифра шесть используется для идентификации токарно-винторезного станка. Индексом «К» обозначено поколение агрегата, а последние две цифры говорят о том, что высота центров оборудования составляет 220 миллиметров. Модифицированные модели повышенной точности также имеют в названии конечную букву «П». Станки типа 16К20 П также пользуются серьезным спросом на постсоветском пространстве.
Первая цифра в названии (1) говорит о том, что перед нами токарный станок. Цифра шесть используется для идентификации токарно-винторезного станка. Индексом «К» обозначено поколение агрегата, а последние две цифры говорят о том, что высота центров оборудования составляет 220 миллиметров. Модифицированные модели повышенной точности также имеют в названии конечную букву «П». Станки типа 16К20 П также пользуются серьезным спросом на постсоветском пространстве.
Модель 16К20 в СССР и в наши дни
Станок 16К20 производился на заводе «Красный пролетарий» (г. Москва) еще до развала СССР. К сожалению, в наши дни это предприятие не функционирует. Ирония в том, что данная техника достаточно надежна для того, чтобы продолжать функционировать в многочисленных цехах по всему СНГ.
Не секрет, что в наши дни токарно-винторезный станок 16К20 считается морально устаревшим. На смену этому агрегату пришли более современные аналоги, укомплектованные массой дополнительных функций. Классический 16К20 не отличался надежностью электрики. К тому же комплектующие современных аналогов данного станка гораздо более высокого качества. Точность таких агрегатов существенно превосходит модель 16К20.
К тому же комплектующие современных аналогов данного станка гораздо более высокого качества. Точность таких агрегатов существенно превосходит модель 16К20.
Однако это совсем не говорит о том, что ранее популярный станок настало время списывать со счетов. Эта техника продолжает работать и выполнять возложенные на нее задачи. Достаточно настойчивый мастер сумеет найти на рынке б/у- техники агрегаты в хорошем состоянии. На цену конкретного станка влияет интенсивность его использования предыдущим хозяином и качество обслуживания.
Если постараться – можно найти предложение о продаже агрегата после капитального ремонта. Такие станки, как правило, комплектуются улучшенной станиной, качественной электрикой и обновленными комплектующими. Нередки случаи, когда продавец даже предоставляет гарантию на свой товар.
Выбор в пользу токарно-винторезного станка 16К20 оправдан в том случае, если вам нужен надежный агрегат, проверенный временем. К явным преимуществам советской модели стоит отнести такие плюсы:
- Неприхотливость в обслуживании;
- Ремонтопригодность;
- Низкая цена;
- Высокая точность;
- Универсальность техники.


Чтобы убедиться в серьезных эксплуатационных качествах данного агрегата, рассмотрим его технические характеристики.
Токарный станок 16к20: технические характеристики
Токарный станок 16к20 технические характеристики демонстрирует на самом высоком уровне. Диаметр обрабатываемой над станиной и над суппортом детали составляет 400 и 220 миллиметров соответственно. Промежуток между центрами станка составляет 1000/1500 в соответствии с техническим паспортом. По классу точности агрегат относится к технике типа Н. Сквозное отверстие в шпинделе имеет диаметр 55 миллиметров.
Как уже было сказано, модель 16к20 порадует мастера своей универсальностью. Предельная масса обрабатываемой заготовки для этой техники составляет 300 кг, чего достаточно для выполнения большинства задач, стоящих перед токарем. Предельная масса заготовки, зафиксированной в центрах, достигает 1.3 тонны. В патроне же можно смело размещать детали весом до 23 кг.
В агрегате предусмотрено двенадцать встроенных передач обратного вращения шпинделя.
 Спектр частот прямого вращения шпинделя – 19-2420 оборотов в минуту. Количество ступеней поперечных и продольных рабочих подач составляет 42.
Спектр частот прямого вращения шпинделя – 19-2420 оборотов в минуту. Количество ступеней поперечных и продольных рабочих подач составляет 42.Агрегат может похвастаться высокой производительностью. Он способен нарезать 45 метрических, 38 модульных, 28 дюймовых или 37 питчевых резьб за час. Также станок способен за этот же промежуток времени нарезать 5 архимедовых спиралей.
Предельный крутящий момент модели 16к20 достигает 2 кНм. Максимальное перемещение пиноли составляет 200 миллиметров. Станок оснащен мощным электрическим двигателем на 10 кВт, который позволяет обрабатывать самые разные детали достаточно эффективно.
Агрегат 16к20 довольно массивный. Его вес составляет более 3 тонн (если быть точным – 3035 кг). При этом габариты агрегата также весьма нескромные – 3200х1166х1324 миллиметров.
Очевидно, что технические характеристики токарного станка 16к20 позволяют мастеру выполнять на нем широкий спектр задач. При этом работать с техникой просто и понятно.
Выводы
Сочетание дешевизны и универсальности – два основных плюса рассматриваемого нами агрегата. К сожалению, больше явных преимуществ по сравнению с современными аналогами данная техника не имеет. Она проигрывает и по параметрам точности, и по эргономичности, и по надежности (что бы там ни говорили о технике времен СССР).
Если мастеру нужен недорогой и проверенным временем агрегат – можно смело рассматривать 16к20 как один из возможных вариантов. Но если, все же, вы ожидаете от оборудования большего функционала и абсолютно беспроблемной эксплуатации – имеет смысл рассмотреть альтернативные модели, коих сегодня существует довольно много.
Токарный станок Станко 16К20 Станки б/у
- Описание
- Характеристики
- Об этом продавце
описание
Универсальный токарный станок марки STANKO подходит для изготовления инструмента, оснастки, обучения и изготовления форм
Диаметр циркуляции: 400 мм
Ширина наконечника: 1000 мм
Технические характеристики
Год выпуска 1988 1
Высота верха 200 мм
Ширина верха 1000 мм
Проход шпинделя 55 мм
Задняя бабка MK 4
Общая потребляемая мощность 11 кВт
Вес 3000 кг
Подключение 50 Гц 3x 380 В
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Расстояние между центрами | 1000 мм |
| Высота центра | 200 мм |
| Длина поворота | 1000 мм |
| Точение Ø | 400 мм |
| Ø над кроватью | 400 мм |
| Ø над поперечной направляющей | 225 мм |
| Максимальный вес заготовки | 500 кг |
| Нос шпинделя | Морзе 6 |
| Отверстие шпинделя | 50 мм |
| Скорость поворота | 1600 об/мин |
| Мощность двигателя шпинделя | 10 кВт |
| Капитальный ремонт | № |
| —————— | |
| Длина x ширина x высота | 2800,0 × 1500,0 × 1500,0 |
| Вес | 2200 кг |
| Рабочее время | |
| Время работы под напряжением | |
| Государственный | хороший |
| По местным нормам | ——— |
| Статус |
| Тип клиента | Реселлер |
| Действует с | 2012 |
| Предложения онлайн | 0 |
| Последнее действие | 2 апреля 2022 г. |
Описание
описание
Универсальный токарный станок марки STANKO подходит для изготовления инструментов, приспособлений, обучения и изготовления форм
Диаметр циркуляции: 400 мм
Ширина наконечника: 1000 мм
Технические характеристики
Год строительства 1988
Скорость 12,5-1600 об / мин
Верхняя высота 200 мм
Верхняя ширина 1000 мм
Переход 55mm
ТАБЛИЦА 4 9001 5 ММ.
Вес 3000 кг
Подключение 50 Гц 3x 380 В
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
| Расстояние между центрами | 1000 мм |
| Высота центра | 200 мм |
| Длина поворота | 1000 мм |
| Точение Ø | 400 мм |
| Ø над кроватью | 400 мм |
| Ø над поперечной направляющей | 225 мм |
| Максимальный вес заготовки | 500 кг |
| Нос шпинделя | Морзе 6 |
| Отверстие шпинделя | 50 мм |
| Скорость поворота | 1600 об/мин |
| Мощность двигателя шпинделя | 10 кВт |
| Капитальный ремонт | № |
| ——————- | |
| Длина x ширина x высота | 2800,0 × 1500,0 × 1500,0 |
| Вес | 2200 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хороший |
| По местным нормам | ——— |
| Статус |
Об этом продавце
| Тип клиента | Реселлер |
| Активен с | 2012 |
| Предложения онлайн | 0 |
| Последнее действие | 2 апреля 2022 г. |
характеристики, схемы, описание и обзоры / Paulturner-Mitchell.com
Станок токарный отечественный 16К20 относится к разряду токарно-винторезных станков. Его выпуск был налажен на заводе «Красный пролетарий» в 1973 году. Часть деталей поставлял Гомельский комбинат машинокомплектов. Современным аналогом рассматриваемой машины является агрегат ГС526У. Основная сфера применения устройства – промышленное производство, в частном хозяйстве он неактуален из-за своей дороговизны и достаточно внушительных габаритов.
Характеристики токарного станка 16К20
На рассматриваемом оборудовании используется торцевая нарезка (метрическая, модульная, шаговая, дюймовая конфигурация) и некоторые другие токарные операции. Этот агрегат получил широкое распространение в промышленности постсоветских стран. С производства модель сняли в 1989 году, но на современном рынке можно найти идентичную китайскую копию с таким же шильдиком.
Основные параметры токарного станка 16К20:
- Класс точности Н.
- Максимальный диаметр заготовки 50 мм.
- Аналогичный показатель токарной обработки 220 мм.
- Максимальная длина обслуживаемого изделия — 2 метра.
- Пределы поперечной/продольной подачи — 1,4/2,8 мм/об.
- Номинальная мощность главного электродвигателя 11 кВт.
- Длина/ширина/высота машины 2,5 (3,79)/1,19/1,5 м. Длина зависит от модификации.
- Вес оборудования в полной комплектации 3,6 тонны.
Управление и оборудование
Станок токарный 16К20 относится к дорогостоящему оборудованию и требует соответствующего ухода. Для начала познакомимся с его управлением. Штурвалы и переключатели управляются в ручном режиме. Агрегат дополнительно оснащен центральным резцедержателем, с помощью которого обрабатываются отверстия механической и ручной подачи. В этом случае задняя бабка не задействована.
Перемещением регулируемых салазок ось режущего инструмента и шпиндель соединяются между собой. Перед началом обработки необходимо вдавить козырек в кронштейн до упора. Рукоятка поперечного салазка служит для регулировки положения оси горелки.
Перед началом обработки необходимо вдавить козырек в кронштейн до упора. Рукоятка поперечного салазка служит для регулировки положения оси горелки.
Токарные станки по металлу 16К20 оснащены жестким упором микрометрического типа, обеспечивающим продольное перемещение. По запросу мы предлагаем устройство с верхними салазками и механическим ходом. Кроме того, в устройстве предусмотрено многозаходное нарезание резьбы и чистовая обработка многогранных деталей. Этот блок включает в себя суппорт для гидрокопирования, коническую линейку и держатель инструмента.
Монолитное основание оборудования имеет коробчатую форму с подогревом шлифовальных направляющих. Коробка дополнительно служит для сборки микросхем, а также является емкостью, отвечающей за охлаждение рабочей жидкости.
Неисправности
В отдельных случаях ремонт или замена отдельных деталей станка 16К20. Чаще всего ремонт проводится в части шлифовки рамы, замены подшипников или фрикциона коробки передач. В подобном блоке управления передачами чаще всего меняются шестерни и подшипники.
В подобном блоке управления передачами чаще всего меняются шестерни и подшипники.
Фиксация фартука заключается в замене маточных гаек, подшипников, шлифовке направляющих. При дефектовке суппортов меняют винты, гайки, клинья с последующей притиркой направляющих элементов. При необходимости восстановить работоспособность задней бабки обычно заменяют пиноль, растачивают рабочие отверстия, производят циклевку направляющих деталей. Капитальный ремонт также предполагает замену электрической начинки, проверку точности и геометрии узла, установку системы охлаждения.
Ремонт токарных станков 16К20
Подготовительный процесс включает осмотр оборудования на холостом ходу. Это позволяет выявить шумовые и вибрационные моменты при различных положениях шпинделя. На данном этапе возможна обработка прототипа для определения состояния опор. Такая манипуляция обязательна, так как позволяет обнаружить практически не заметные в процессе эксплуатации дефекты.
Шлифовка – это очистка всех выступающих кромок и выбоин на поверхности сердечника машины. Каркас устанавливается на стол, фиксируясь на внутренних углах. На этом этапе необходимо точно выверить параллельность сборки по отношению к поверхности верстака. Это можно сделать с помощью строительного уровня. Каркас крепится с помощью накладок и винтов с прогибом 0,05 мм.
Каркас устанавливается на стол, фиксируясь на внутренних углах. На этом этапе необходимо точно выверить параллельность сборки по отношению к поверхности верстака. Это можно сделать с помощью строительного уровня. Каркас крепится с помощью накладок и винтов с прогибом 0,05 мм.
Восстановление направляющих элементов
Некоторые заводы проводят пробную закалку машины прокаткой. В некоторых случаях дополнительно применяется закалка, повышающая стойкость деталей к износу. Способ ремонта выбирается исходя из степени твердости деталей направляющей и имеющейся ремонтной базы.
Наиболее популярными способами восстановления направляющих являются следующие варианты:
- Строгание.
- Отпугивание.
- Шлифование.
Циклевка относится к наиболее трудоемкому процессу ремонта, даже при минимальном износе. В большинстве случаев эту манипуляцию проводят механическим способом, что дает определенный экономический эффект.
Шлифовка обеспечивает высокий показатель чистоты и точности отделки. Этот метод оптимален при работе с закаленными поверхностями. Измельчение позволяет увеличить производительность в несколько раз, по сравнению с операцией шабрения. При работе с закаленными направляющими потребуется дополнительная финишная отделка.
Этот метод оптимален при работе с закаленными поверхностями. Измельчение позволяет увеличить производительность в несколько раз, по сравнению с операцией шабрения. При работе с закаленными направляющими потребуется дополнительная финишная отделка.
Отзывы и цена
Токарный станок по металлу 16К20, цена которого начинается от 850 тысяч рублей, пришел на смену устаревшему варианту 1К62. Новое оборудование имеет лучшие характеристики. Пользователи среди качественных параметров оборудования выделяют следующие параметры:
- Длительный срок службы.
- Надежность.
- Точность обработки.
- Высокая производительность.
- Безопасность труда.
- Простота и удобство обслуживания.
Маркировка
Рассматриваемый станок предназначен для обработки конических, цилиндрических и нестандартных поверхностей. Пользователи отмечают универсальность оборудования, так как основания могут быть внешнего и внутреннего типа. Кроме того, агрегат служит для нарезания различных видов резьбы. Также владельцы отмечают возможность использования станка для обработки торцевых поверхностей с помощью фрез, сверл, зенкеров, метчиков и плашек.
Кроме того, агрегат служит для нарезания различных видов резьбы. Также владельцы отмечают возможность использования станка для обработки торцевых поверхностей с помощью фрез, сверл, зенкеров, метчиков и плашек.
При покупке описываемого оборудования обратите внимание на буквенно-цифровой код в названии модели. В индексе единица указывает на то, что токарный станок — это станок, цифра 6 — способность выполнять токарно-винторезные операции. Буква «К» в названии агрегата — поколение станков, последняя цифра указывает на максимальную высоту центров (220 мм). Наличие в названии буквы «П» говорит о повышенной точности прибора.
Наконец
Токарный станок 16К20, отзывы о котором приведены выше, относится к высокоточному оборудованию. Тем не менее, время от времени, как и любая техника, она требует ремонта. Чаще всего самостоятельный ремонт заключается в замене изношенных деталей или шлифовке выбоин и острых краев. Капитальный ремонт и более серьезные ремонтные работы следует доверить мастеру.