Резец токарный проходной упорный прямой, 16*10*100 ГОСТ 18879-73 (ВК8, Т5К10, Т5К10)
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*20*120 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 8х8х50 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
| Выбор размера | 8х8х50 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 16*12*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 12х12х70 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 10х10х60 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 12х12х70 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 10х10х60 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 16*10*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20х20х100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
| Выбор размера | 20х20х100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 20х20х100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20х20х100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*20*120 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*12*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Резец токарный проходной упорный прямой, 2101-0011 ГОСТ 18879-73, 20*20*100 (ВК8, Т5К10, Т5К10)
Добавить к сравнению
| Выбор размера | 16*10*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*20*120 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 8х8х50 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 8х8х50 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 16*12*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 12х12х70 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 10х10х60 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 12х12х70 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 10х10х60 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 16*10*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20х20х100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 20х20х100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20х20х100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 10° |
Добавить к сравнению
| Выбор размера | 25*20*120 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*12*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 16*16*80 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 20*12*100 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 25*16*120 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Правое |
| Угол врезки пластины | 0° |
Добавить к сравнению
| Выбор размера | 32*20*140 |
|---|---|
| Направление подачи | Левое |
| Угол врезки пластины | 0° |
РЕЗЕЦ ТОКАРНЫЙ ПРОХОДНОЙ УПОРНЫЙ ООО «Арматон» ⋆
РЕЗЕЦ ТОКАРНЫЙ ПРОХОДНОЙ УПОРНЫЙ
Резец токарный – это основной рабочий элемент оснастки токарных дерево- и металлообрабатывающих станков применяемый для придания заготовке необходимой формы и размеров. От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации.
От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации.
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный задний — находится между плоскостями резания и задней поверхностью резца. От него зависит параметр силы трения, качество обработки и скорость изнашивания инструмента. Подбирается в соответствии с плотностью обрабатываемого материала.
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла.
 Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол.
Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол. - Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями. От него зависит прочность и острота оснастки.
- Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Вершина между задней вспомогательной поверхностью и кромкой реза. Имеет прямое соотношение с показателем прочности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.
 Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол.
Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол.Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
В первую очередь это конструктивные особенности:
- Монолитное исполнение – единая головка и державка.
- Сборная конструкция – головка с напайкой из твердой марки стали.
- Сборная с механическим креплением. Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением.
- Регулируемые резцы.
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:
- отрезные;
- проходные;
- канавочные;
- расточные;
- фасонные и резьбовые.
|
Код товара: 286819 Резец токарный проходной отогнутый ВК8 16х10х110ммАртикул: ВК8 |
МКАД 8 шт. ОСТШ 0 шт.
ЛЕСК 0 шт.
Интернет 8 шт.
ОСТШ 0 шт.
ЛЕСК 0 шт.
Интернет 8 шт.
|
120 ₽ Товар в Корзине
В наличии |
||
|
Код товара: 044470 Резец токарный проходной отогнутый ВК8 25х16х140ммАртикул: ВК8 Производитель ВИЗ |
МКАД 6 шт.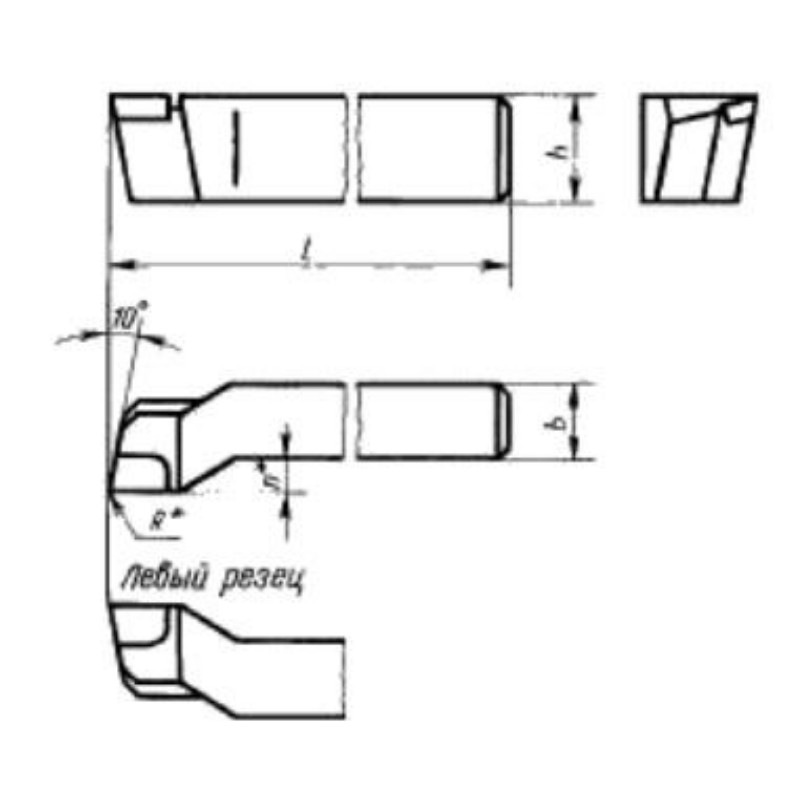 ОСТШ 3 шт.
ЛЕСК 0 шт.
Интернет 6 шт.
ОСТШ 3 шт.
ЛЕСК 0 шт.
Интернет 6 шт.
|
220 ₽ Товар в Корзине
В наличии |
||
|
Код товара: 044471 Резец токарный проходной отогнутый ВК8 32х20х170ммАртикул: ВК8 Производитель ВИЗ |
МКАД 3 шт. ОСТШ 0 шт.
ЛЕСК 0 шт.
Интернет 3 шт.
ОСТШ 0 шт.
ЛЕСК 0 шт.
Интернет 3 шт.
|
360 ₽ Товар в Корзине
В наличии |
||
|
Код товара: 044472 Резец токарный проходной отогнутый Т15К6 25х16х140ммАртикул: Т15К6 Производитель ВИЗ |
МКАД 9 шт. ОСТШ 1 шт.
ЛЕСК 0 шт.
Интернет 9 шт.
ОСТШ 1 шт.
ЛЕСК 0 шт.
Интернет 9 шт.
|
220 ₽ Товар в Корзине
В наличии |
||
|
Код товара: 044473 Резец токарный проходной отогнутый Т15К6 32х20х170ммАртикул: Т15К6 Производитель ВИЗ |
МКАД 4 шт. ОСТШ 0 шт.
ЛЕСК 0 шт.
Интернет 4 шт.
ОСТШ 0 шт.
ЛЕСК 0 шт.
Интернет 4 шт.
|
335 ₽ Товар в Корзине
В наличии |
||
|
Код товара: 044474 Резец токарный проходной отогнутый Т5К10 32х20х170ммАртикул: Т5К10 Производитель ВИЗ |
МКАД 3 шт. ОСТШ 0 шт.
ЛЕСК 0 шт.
Интернет 3 шт.
ОСТШ 0 шт.
ЛЕСК 0 шт.
Интернет 3 шт.
|
350 ₽ Товар в Корзине
В наличии |
||
|
Код товара: 408166 Резец токарный проходной упорный отогнутый ВК8 16х10х110ммАртикул: ВК8 Производитель ВИЗ |
МКАД 13 шт. ОСТШ 3 шт.
ЛЕСК 0 шт.
Интернет 13 шт.
ОСТШ 3 шт.
ЛЕСК 0 шт.
Интернет 13 шт.
|
110 ₽ Товар в Корзине
В наличии |
||
|
Код товара: 408167 Резец токарный проходной упорный отогнутый ВК8 25х16х140ммАртикул: ВК8 Производитель ВИЗ |
МКАД 10 шт. ОСТШ 4 шт.
ЛЕСК 0 шт.
Интернет 10 шт.
ОСТШ 4 шт.
ЛЕСК 0 шт.
Интернет 10 шт.
|
210 ₽ Товар в Корзине
В наличии |
||
|
Код товара: 456197 Резец токарный проходной упорный отогнутый ВК8 32х20х170ммАртикул: ВК8 |
МКАД 5 шт. ОСТШ 0 шт.
ЛЕСК 0 шт.
Интернет 5 шт.
ОСТШ 0 шт.
ЛЕСК 0 шт.
Интернет 5 шт.
|
345 ₽ Товар в Корзине
В наличии |
||
|
Код товара: 521501 Резец токарный проходной упорный отогнутый Т5К10 32х20х170ммАртикул: Т5К10 |
МКАД 2 шт. ОСТШ 0 шт.
ЛЕСК 0 шт.
Интернет 2 шт.
ОСТШ 0 шт.
ЛЕСК 0 шт.
Интернет 2 шт.
|
350 ₽ Товар в Корзине
В наличии |
||
(PDF) Автоматизированный расчет осевой силы приводов станков в крепежной и токарной стали
A.S. Сергеев и др. / Разработка процедур 206 (2017) 1148–1154 1149
Доступно на сайте www. sciencedirect.com
sciencedirect.com
ScienceDirect
Разработка процедур 00 (2017) 000–000
www.elsevier.com/locate/procedia
1877- 7058 © 2017 Авторы. Опубликовано Elsevier B.V.
Рецензирование под руководством научного комитета Международной конференции по промышленной инженерии.
Международная конференция по промышленному проектированию, ICIE 2017
Автоматизированный расчет осевой силы приводов станков в
Крепежная и токарная сталь
A.S. Сергеев *, З. Тихонова, Д.В. Крайнев
Волгоградский государственный технический университет, пр. Линине, 28, Волгоград 400005, Россия
Аннотация
В статье представлены особенности расчета силы резания и силы тяги в приводах станков для токарной обработки
углеродистых, конструкционных легированных сталей и стали, относящиеся к группе труднообрабатываемых (коррозионностойких) в станке-автомате
инструментальное производство.В статье проанализированы причины возникновения больших погрешностей при расчете составляющей силы резания при проектировании технологического процесса токарной обработки конструкционной стали
. Сигнал термоЭДС естественной «термопары» резец-заготовка используется в качестве диагностического параметра
Сигнал термоЭДС естественной «термопары» резец-заготовка используется в качестве диагностического параметра
для определения комбинации физико-механических свойств «резец-заготовка» и расчета
составляющих силы резания. Метод обеспечивает, что расчету составляющей силы резания на любом этапе
токарной операции предшествует пробный рез, т.е.е., предварительно обработанный металл (стальная заготовка) и измерение термоэлектрической мощности в паре
резец-заготовка. В статье приведены скорректированные математические модели расчета, предназначенные для автоматизированных методов расчета,
которых обеспечивают погрешность расчета не более 12-15%. Специальное программное обеспечение было разработано для обеспечения автоматизированного расчета
силы тяги исполнительных механизмов.
© 2017 Авторы. Опубликовано Elsevier B.V.
Рецензирование под руководством научного комитета Международной конференции по промышленной инженерии.
Ключевые слова: Автоматизированное машинное производство; нержавеющая сталь; термоЭДС; сила захвата; схема крепления; программного обеспечения.
Процессы обработки изделий на станках играют значительную роль среди всех операций тяжелого
и среднего машиностроения. Современные слесарные работы характеризуются высокой скоростью выполнения технологических
процессов и переходов, что приводит к постоянному увеличению производительности станков за счет интенсификации
режимов обработки.Особенно это касается серийного и серийного производства автоматизированных станков
с использованием обрабатывающих центров и станков с ЧПУ. Токарные станки занимают первое место в машиностроении в
машиностроительных отраслях. Существует постоянная потребность в увеличении и интенсификации режимов обработки
, связанных с конструктивными улучшениями отдельных элементов и частей станков и систем. Таким образом,
* Автор, ответственный за переписку. Тел .: + 7-905-335-8099; факс: + 7-442-23-8125.
Адрес электронной почты: [email protected]
Доступно на сайте www.sciencedirect. com
com
ScienceDirect
Procedure Engineering 00 (2017) 000–000
www.elsevier.com/locate/procedia
1877 -7058 © 2017 Авторы. Опубликовано Elsevier B.V.
Рецензирование под руководством научного комитета Международной конференции по промышленной инженерии.
Международная конференция по промышленному проектированию, ICIE 2017
Автоматизированный расчет осевой силы приводов станков в
Крепежная и токарная обработка сталей
A.С. Сергеев *, З.С. Тихонова, Д.В. Крайнев
Волгоградский государственный технический университет, пр. Линине, 28, Волгоград 400005, Россия
Аннотация
В статье представлены особенности расчета силы резания и силы тяги в приводах станков для токарной обработки
углеродистых, конструкционных легированных сталей и стали, относящиеся к группе труднообрабатываемых (коррозионностойких) в станке-автомате
инструментальное производство. В статье проанализированы причины возникновения больших погрешностей при расчете составляющей силы резания при проектировании технологического процесса токарной обработки конструкционной стали
. Сигнал термоЭДС естественной «термопары» резец-заготовка используется в качестве диагностического параметра
Сигнал термоЭДС естественной «термопары» резец-заготовка используется в качестве диагностического параметра
для определения комбинации физико-механических свойств «резец-заготовка» и расчета
составляющих силы резания. Метод обеспечивает, что Расчету составляющей силы резания на любом этапе
токарной операции предшествует пробный рез, т. е. предварительно обработанный металл (стальная заготовка) и измерение термоэлектрической мощности в паре
резец-заготовка.В статье приведены скорректированные математические модели расчета, предназначенные для автоматизированных методов расчета,
которых обеспечивают погрешность расчета не более 12-15%. Специальное программное обеспечение было разработано для обеспечения автоматизированного расчета
силы тяги исполнительных механизмов.
© 2017 Авторы. Опубликовано Elsevier B.V.
Рецензирование под руководством научного комитета Международной конференции по промышленной инженерии.
Ключевые слова: Автоматизированное машинное производство; нержавеющая сталь; термоЭДС; сила захвата; схема крепления; программного обеспечения.
Процессы обработки изделий на станках играют значительную роль среди всех операций тяжелого
и среднего машиностроения. Современные слесарные работы характеризуются высокой скоростью выполнения технологических
процессов и переходов, что приводит к постоянному увеличению производительности станков за счет интенсификации
режимов обработки.Особенно это касается серийного и серийного производства автоматизированных станков
с использованием обрабатывающих центров и станков с ЧПУ. Токарные станки занимают первое место в машиностроении в
машиностроительных отраслях. Существует постоянная потребность в увеличении и интенсификации режимов обработки
, связанных с конструктивными улучшениями отдельных элементов и частей станков и систем. Таким образом,
* Автор, ответственный за переписку. Тел .: + 7-905-335-8099; факс: + 7-442-23-8125.
Адрес электронной почты: [email protected]
2 A.S. Сергеев, З.С. Тихонова, Д. В. Крайнев / Процедура Инжиниринг 00 (2017) 000–000
В. Крайнев / Процедура Инжиниринг 00 (2017) 000–000
Конструкция и усовершенствование технологии производства режущего инструмента и обрабатывающей оснастки требует, чтобы
надежно зажимал заготовки в станке. Также следует учитывать геометрические и физико-механические характеристики поверхностного слоя заготовки
, силы инерции и степень деформации системы «станок-приспособление-
заготовка» (MFTW).
В данном контексте целью данной работы является разработка эффективных методов расчета и функциональности прижима
усилия в устройстве. Для достижения этой цели необходимо решить следующие задачи: построить на основе расчета
методику усилия зажима заготовки при токарной обработке с учетом геометрического расчета
коэффициентов; вводить дополнительный сигнал из зоны резания для оценки физико-механических свойств комбинации
«резец-заготовка»; получить расчетные зависимости составляющих силы резания на основе
вновь введенного дополнительного сигнала из зоны резания; использовать зависимости сил резания
составляющихв методике расчета сил зажима заготовки в устройстве; Разработать программное обеспечение
для автоматизации расчетного процесса. Практическая значимость этой работы заключается в сокращении трудоемкости
Практическая значимость этой работы заключается в сокращении трудоемкости
и автоматизации процесса расчета усилия зажима заготовки, а также в применении результатов расчета
для автоматизации начального этапа проектирования конструкции станка. инструменты.
Как правило, зажимные устройства и их использование в автоматизированном производстве должны соответствовать следующим требованиям
:
• Первоначально установленное положение детали не должно смещаться при зажиме и ориентации;
Поверхности основания и крепления кулачков не должны вызывать пластическую деформацию поверхностного слоя детали;
Крепление и снятие деталей должно производиться с минимальными усилиями;
Зажимные устройства должны быть надежными в эксплуатации.
В процессе обработки кромок закрепленная в устройстве заготовка находится в состоянии равновесия: на
с одной стороны она подвергается усилию зажима и реакциям опоры удерживающего устройства станка, на
с другой стороны, на него воздействуют составляющие сил резания, а также силы инерции, например сила тяжести,
центробежная сила, которые пытаются нарушить баланс заготовки. В таблице 1 приведены факторы, определяющие
В таблице 1 приведены факторы, определяющие
эффективность зажима заготовки в устройстве (в патроне).Потеря равновесия заготовки может составлять
, вызванная не только указанными выше факторами, но и потерей упругих свойств в самом поверхностном слое
заготовки и переходом ее в пластическую деформацию. Пластическая деформация результатов поверхностного слоя в
потери ответной реакции опорной ноги от механической обработки на складе и, таким образом, в сокращении фрикционных
сил, удерживающих заготовку в приспособлении, и передают крутящий момент от машины привода .Это может быть
, связанное с особенностями структуры кристаллической решетки обрабатываемого материала, состоянием его поверхности
слоя и формы поставки, комплексом физико-механических свойств (предел упругости, текучесть, прочность). , как
, а также геометрической формой обрабатываемого объекта.
Таблица 1. Факторы, определяющие эффективность крепления заготовки.
Параметры, влияющие на эффективность
зажима заготовки
Параметры, влияющие на тяговый момент заготовки
Жесткость заготовки Весовые и габаритные параметры заготовки
Сила зажима Центробежная сила
Сила давления Сила реакции резания
Жесткость зажимных элементов радиального плеча силы резания
поддержка Локатор осевой кронштейн силы резания
Например, на рисунке 1 показана схема крепления и обработки продуктов в виде поворотного кольца.Практика
показывает, что изделия типа поворотного кольца, обеспечивающие постоянное усилие зажима, будут обладать большей пластичностью
(большей степенью деформации), что приведет к фаске. Таким образом, в данном конкретном примере при расчете силы зажима
необходимо учитывать набор физико-механических свойств закрепляемой детали
.
Надежность удержания и балансировки детали также во многом определяется моментом инерции,
, который полностью зависит от движущейся массы системы, включая массу детали. Для нормальной резки
Для нормальной резки
Механический цех
Механический цехСТРАНИЦА МАГАЗИНА МАШИНЫ
Механический цех находится в Уилбрахаме, Массачусетс. Изначально он был собран на ремонтировать собственные гидроэлектростанции. По мере распространения слухов о наших способностях мы делали внешние рабочие места для коммунальных служб и других разработчиков. В магазине теперь есть Niles, 120-дюймовый вертикальный токарно-револьверный станок, Bullard, вертикальный токарно-револьверный станок 60 дюймов, Bullard, 24-дюймовый вертикальный токарный станок токарный станок, Лукас, 4 дюйма, горизонтально-расточной токарный станок с двигателем Poreba 33 на 28 футов, Cincinnati Bickford, 15 дюймов колонна с радиальным рычагом, 100-тонный рабочий-чугун, 100-тонный пресс и множество фрезерные станки и небольшие токарные станки.
На следующих фотографиях показаны некоторые машины. выполнение типовых ремонтных работ гидроэлектростанций.
Здесь Мастер
обработка крышки головки / короны кожуха калитки на отверстии Niles 120 дюймов
машина. Для кулачков патрона пришлось изготовить подступенки, чтобы удерживать
2600 фунтов крышка на столе. Мы скользим по поверхности тарелки, где
калитка поворачивается, чтобы удалить 70-летнюю коррозию.Это будет
воссоздайте уплотнительную поверхность, чтобы восстановить объемную эффективность.
Для кулачков патрона пришлось изготовить подступенки, чтобы удерживать
2600 фунтов крышка на столе. Мы скользим по поверхности тарелки, где
калитка поворачивается, чтобы удалить 70-летнюю коррозию.Это будет
воссоздайте уплотнительную поверхность, чтобы восстановить объемную эффективность.
Здесь мы делаем тяжелая, принудительная посадка муфты на новый упорный вал. Мы нагрели вал в старой духовке до 500 градусов по Фаренгейту. Охладили шахту сухим льдом. Вы можете увидеть сильный иней на поверхности вала. Вы можете увидеть, насколько жарко сцепление есть. Мы использовали горячие рукавицы, чтобы надеть муфту на конец вал. Мы используем ползун задней бабки большого валкового токарного станка Poreba, чтобы толкать муфта на вал.
Вот, разбираем турбина Фрэнсиса Leffel 39 «Type» B2 «, которую я вытащил из реки Гудзон. в 1992 году. Этот блок был полностью отремонтирован и установлен в нашем Pepperrel Гидро Завод.
Волшебник делает
муфта вала.
Здесь мы сделали большая муфта, и мы используем универсальную фрезу для пазов для обработки внутренний шпоночный паз.
Мастер примерки нового ось ворот к более старой калитке. Вставили новые бронзовые втулки в ворота скучно. Мы расширили втулки до нужного размера и проверяем посадку. Тут Собака-надзиратель лает на заднем плане. Уоррен редко слушает ему!
Эта головка Bridgeport была установлена на поперечных суппортах токарного станка Poreba. превратить его в токарный станок !!
Обрабатывается упор Леффеля.
Обрабатывается калитка Leffel.
Гайки верхней втулки вытачиваются из шестигранной ложи.
GE Подшипник пружинной опоры с новыми пружинами.
Нарезание новой втулки. Это было использовано для ремонта тяги блока.
Плоское шлифование высотомером.
Пара 24-дюймовых направляющих Leffell, LL на общем валу, имеющих лигнум. Журнал подшипников vitae получился точным на токарном станке Poreba.
Журнал подшипников vitae получился точным на токарном станке Poreba.
N Цапфа точеная для деревянных, lignum vitae, подводных подшипников
Волшебник, превращающий остров Столетия в 60 дюймов С. Моргана Смита, 800 кВт GE контактные кольца.
Промежуточный вал диаметром восемь дюймов и длиной 14 футов для турбины № 2 компании Pepperell Hydro.
Новая бронзовая втулка была установлена в Woronoco No.2 вала регулятора, наволочка. Втулка поворачивается, чтобы соответствовать шейке вала.
Чугун, кривошип с двойным раструбом, для Woronoco №2
на валу губернатора было отломано ухо. Решили заменить вал, подушку
блочные втулки и двойной коленчатый рычаг. У нас была Royalston Arts Foundry в
Роялстон, Массачусетс, отлил новый двойной коленчатый рычаг из бронзы. Волшебник сделал новый
вал, установил новые бронзовые втулки в опорные блоки и обработал новые
бронзовый двойной коленчатый рычаг. Здесь он нагрел рукоятку до 700 градусов. F и является
накинув его на новый вал.
Здесь он нагрел рукоятку до 700 градусов. F и является
накинув его на новый вал.
Новая калитка для 39-дюймового Leffel B, блока № 2 Pepperell Hydro обрабатываются. Мы сделали 24 таких подменных ворот.
Ремонт 14-дюймового главного вала турбины мощностью 4000 л.с. путем наложения муфты на корродированный участок вала.
Стойка ворот для зубчатой передачи, показанной на предыдущей фотографии, должна была быть
отремонтирован.Деревянные ворота, которыми управляет этот механизм, имеют высоту 12 футов на восемь футов.
шириной на восемь дюймов толщиной. Ворота весит примерно 1200 фунтов без
давление воды на него. Оператор потянул предохранительную защелку и
позволил воротам упасть из полностью открытого положения. Вес ворот
вел зубчатую передачу очень быстро. Когда ворота достигли дна и все это вращательное
масса мгновенно прекратилась, силы были крайними. Конец чугуна
Стойка ворот отломилась и упала в озеро. Здесь Волшебник обработал
верх и лицевая поверхность гладкие. Он изготовил сварную конструкцию с подвесом,
подушка блока, шаровая опора для замены отсутствующей детали. (Обратите внимание на размер
подшипник главного вала слева от подъемных проушин.) У него есть деталь в
большое сверло с радиальным рычагом и сверлит и нарезает отверстия, чтобы удерживать
приварка к чугунной стойке.
Здесь Волшебник обработал
верх и лицевая поверхность гладкие. Он изготовил сварную конструкцию с подвесом,
подушка блока, шаровая опора для замены отсутствующей детали. (Обратите внимание на размер
подшипник главного вала слева от подъемных проушин.) У него есть деталь в
большое сверло с радиальным рычагом и сверлит и нарезает отверстия, чтобы удерживать
приварка к чугунной стойке.
Celesty загружает новые мусорные баки для Pepperell No.2, на платформу, чтобы отнесите к Пеппереллу. Мы испробовали различные конструкции крепления реечных стержней. вместе и на равном расстоянии. На этот раз мы использовали слесаря, чтобы пробить дыры в плоской ложке с помощью приспособления для выравнивания. Далее мы собрали отдельные части. в деревянном кондукторе и прогнал через пробитые отверстия круглый приклад. Мы сварили каждый пробил отверстие под круглый приклад.
Celesty изготавливает гайки верхней втулки из куска шестигранного стержня для
Пепперелл Нет. 2 турбины.
2 турбины.
Новое пребывание лопатка бурится и постучал в Лукаса расточные мельницы.
Селести и Волшебник завершают выравнивание главной зубчатой передачи, на Слейтер-музей в Потакете, штат Род-Айленд, штат Мэриленд, годами жаловался, что когда экспонаты сбегали с нагрудного колеса, что их столы тряслись !! Ну наконец то они выключили грудное колесо, установили вспомогательный двигатель и запустили экспонаты с электричество.
Для центровки валов берется циферблатный индикатор с магнитным основанием и ставится база на радиусе одного вала. При отсоединенной муфте вала стрелка циферблатного индикатора находится на радиусе другого вала. Ты поверните вал с основанием. Если валы концентрические, циферблат указатель индикатора не двигается. Если валы эксцентричные, индикатор покажет Вы количество рассогласования. Когда мы указали вал Slater Mill, это было на 1/8 дюйма !!
К сожалению, подшипники были установлены в точеных
карманы в основной балке пола. Пришлось достать стамески, изменить
карманов и переместите подшипник до совмещения. Это сделало дыры в
неправильное место. Заполнили отверстия деревянными заглушками и просверлили новые в
правильное расположение. Когда мы закончили и машина работала без
вибрации, один из сотрудников пришел и спросил, когда мы закончим
что они могли запустить
экспонаты с реконструированным грудным колесом. К их изумлению, колесо оказалось
уже тихо работает.
Пришлось достать стамески, изменить
карманов и переместите подшипник до совмещения. Это сделало дыры в
неправильное место. Заполнили отверстия деревянными заглушками и просверлили новые в
правильное расположение. Когда мы закончили и машина работала без
вибрации, один из сотрудников пришел и спросил, когда мы закончим
что они могли запустить
экспонаты с реконструированным грудным колесом. К их изумлению, колесо оказалось
уже тихо работает.
Упорная пластина Kingsbury для коренного подшипника для Pepperell No. 2 была без ямок. У нас был Riverside Machine в Холиоке, штат Массачусетс, чтобы обновить поверхность пластины с помощью Болгарка Blanchard. Достигнутый допуск составил 40 микрон (40/1000000) дюйм. Нам нужно было достичь 20 микрон или меньше. Здесь мы установили пластину на 60-дюймовый Bullard, и мы полируем его крокусовой тканью и WD 40.
Одна из опор статора для No.2-й блок в Пепперелле пропал, когда мы
купил б / у генератор.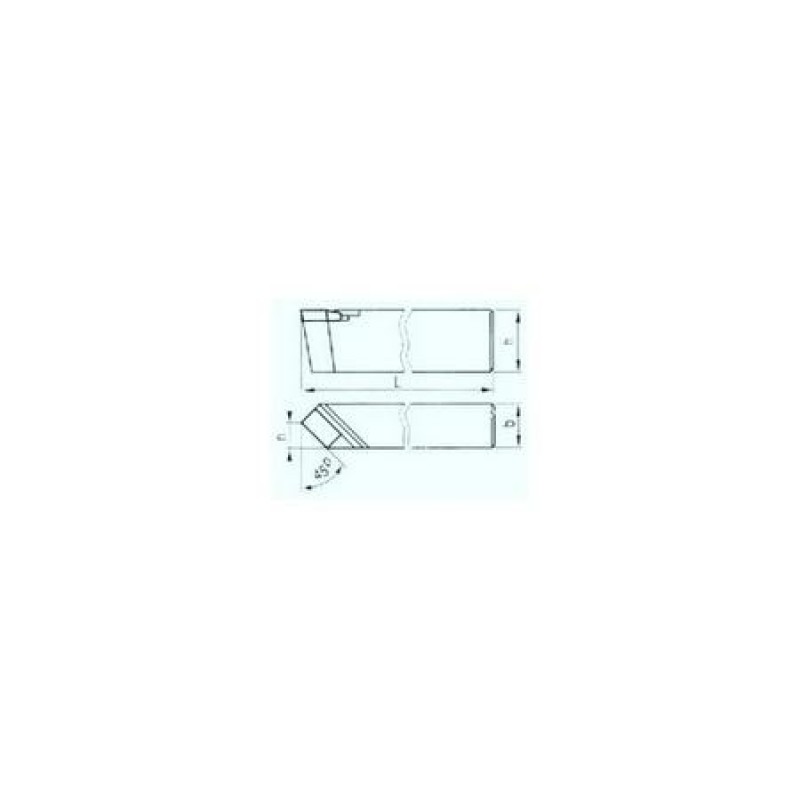 Волшебник сделал двойную ногу. А вот и он
поверните основания всех четырех ножек так, чтобы они совпадали по высоте.
Волшебник сделал двойную ногу. А вот и он
поверните основания всех четырех ножек так, чтобы они совпадали по высоте.
Сверлильный станок Lucas забивается через дверь цеха. Это было взят прямо перед тем, как мы поняли, что он не пройдет через дверь ориентирован таким образом!
Это было сделано примерно четыре часа спустя.Нам пришлось загрузить его обратно на грузовик, приподнимите платформу грузовика и втащите в магазин.
Шлифовальные контактные кольца для садово-огородного завода Consolidated Edison. Мы сейчас делаем эта работа на 60 «Буллард.
Здесь я использую термитный стержень (температура наконечника 14000 ° F, кислород
максимальная температура ацетиленовой горелки 2500 ° F) для сжигания ротора каркаса Westinghouse
генератор.Нам потребовались вал, нижний радиальный подшипник и спайдер для замены
недостающие компоненты генератора Dong Fang. Мы боялись отжать
вал, потому что он слишком много лет просидел в непогоду. Мы модифицировали вал на
вдавите в полый сердечник генератора Dong Fang. Мы сожгли нижнюю половину
отходящий Westinghouse статора создать кровать кольцо для статора Westinghouse.
Обратите внимание на расплавленный чугун и газообразное железо. Дети не делают этого дома !!!
Мы боялись отжать
вал, потому что он слишком много лет просидел в непогоду. Мы модифицировали вал на
вдавите в полый сердечник генератора Dong Fang. Мы сожгли нижнюю половину
отходящий Westinghouse статора создать кровать кольцо для статора Westinghouse.
Обратите внимание на расплавленный чугун и газообразное железо. Дети не делают этого дома !!!
Нам пришлось отрезать 12-дюймовый вал генератора Dong Fang.Мы украли колодцы отрезной пилой от Мастера, приварил к ней ножки стержня с резьбой, надвинул на вал и отрезать вал.
Вот отрезанный вал. Китайцы пришли бы в ужас.
Здесь, вставляем отрезанный вал генератора Westinghouse в полость (бывшая турбина Каплана) Вал генератора Dong Fang. Совмещаем тушку генератора Westinghouse с генератором Dong Fang.Это дом Донг или Западный клык? !!!
Нам нужна была замена отсутствующего Dong Fang
спайдер и нижний радиальный подшипник. Мы использовали термитные стержни, чтобы отрезать дно
статора Westinghouse. Ставили над ямой № 2, как грядку.
кольцо, для spyder Westinghouse и нижний, радиальный подшипник. Эта сборка
соответствует валу Westinghouse, который мы вставили в генератор Dong Fang. В
наружный диаметр каркаса статора Westinghouse помещается внутри внутри
диаметр статора Dong Fang.Обратите внимание на странные зубцы на краях
бывших вентиляционных иллюминаторов статора Westinghouse.
Мы использовали термитные стержни, чтобы отрезать дно
статора Westinghouse. Ставили над ямой № 2, как грядку.
кольцо, для spyder Westinghouse и нижний, радиальный подшипник. Эта сборка
соответствует валу Westinghouse, который мы вставили в генератор Dong Fang. В
наружный диаметр каркаса статора Westinghouse помещается внутри внутри
диаметр статора Dong Fang.Обратите внимание на странные зубцы на краях
бывших вентиляционных иллюминаторов статора Westinghouse.
Здесь мы летим с ротором весом 24 000 фунтов на место в статоре Dong Fang. Обратите внимание на вставленную шахту Westinghouse и прикреплен к ротору Dong Fang. Блок №1 находится на заднем плане. Обратите внимание изменена конфигурация, отсечка, статор Westinghouse и нижний подшипник расположены под синий статор Dong Fang.
Это чугун
подголовник для аппарата из Вермонта. Он был треснут и из-за высокого напора
был установлен, хозяева захотели сделать новый.
Вот новый головной убор которые Волшебник сделал из прочной стальной пластины.
Типы центров токарных
Эти станки снабжены шестигранной револьверной головкой вместо задней бабки, в которой несколько операций (токарная обработка, торцевание, расточка, развертывание) выполняются в последовательности без смены инструмента вручную, после каждой операции револьверная головка вращается.Это предотвращает прогиб, вызванный силами резания. Скоростные токарные станки Конструкция очень проста. Деревообрабатывающая разновидность — это разновидность традиционного живого центра. Он удерживает инструмент для выполнения различных операций, таких как сверление, развертывание, нарезание резьбы и т. Д. Хвостовая бабка расположена с правой стороны над станиной токарного станка. 2. Это помогает обеспечить желаемую скорость шпинделя передней бабки, поэтому станок также называют токарным станком с редукторной головкой. Стандартные токарные станки имеют некоторые недостатки, например, они отличаются от скоростных токарных станков тем, что имеют дополнительный механизм для управления скоростью шпинделя, а также для поддержки и управления подачей фиксированного режущего инструмента. Инструменты для накатки используются для изготовления деталей токарных станков с накаткой путем создания или вдавливания рисунка на круглое сечение, используемое в качестве захвата для ручки, также обычно создается на крепежных деталях, таких как гайки. Примечание: В конце статьи вы можете легко скачать весь документ в формате PDF. Сравнить этот продукт Удалить из сравнения инструмент live center 609 series 4. Если у вас есть какие-либо вопросы или сомнения по поводу токарного станка, вы можете задать мне вопрос в разделе комментариев, а также присоединиться к нашей группе в Facebook. Обычно они имеют угол наклона 60 °, но при тяжелой обработке используется угол 75 °.У него есть только передняя бабка, задняя бабка и очень простой резцедержатель. Центровочный токарный станок 3. Цели • Основное назначение токарного станка • Меры предосторожности на токарном станке • Типы токарных станков • Определить основные части токарного станка • Указать назначение каждой из основных частей • Метод удержания работы • Метод резки конусов • Скорость резания на токарном станке Этот станок используется там, где их последовательность операций выполняется на заготовке, на этом станке нет альтернативных операций.
Инструменты для накатки используются для изготовления деталей токарных станков с накаткой путем создания или вдавливания рисунка на круглое сечение, используемое в качестве захвата для ручки, также обычно создается на крепежных деталях, таких как гайки. Примечание: В конце статьи вы можете легко скачать весь документ в формате PDF. Сравнить этот продукт Удалить из сравнения инструмент live center 609 series 4. Если у вас есть какие-либо вопросы или сомнения по поводу токарного станка, вы можете задать мне вопрос в разделе комментариев, а также присоединиться к нашей группе в Facebook. Обычно они имеют угол наклона 60 °, но при тяжелой обработке используется угол 75 °.У него есть только передняя бабка, задняя бабка и очень простой резцедержатель. Центровочный токарный станок 3. Цели • Основное назначение токарного станка • Меры предосторожности на токарном станке • Типы токарных станков • Определить основные части токарного станка • Указать назначение каждой из основных частей • Метод удержания работы • Метод резки конусов • Скорость резания на токарном станке Этот станок используется там, где их последовательность операций выполняется на заготовке, на этом станке нет альтернативных операций. Токарный станок с базовым двигателем используется для большинства токарных станков с небольшими настольными или портативными станками или большими вертикальными столами, стоящими на полу.Центр гравитации. Независимый четырехкулачковый патрон Четырехкулачковый независимый патрон — самый доступный тип токарного патрона. Приводной токарный центр состоит из заостренного инструмента, который вращается и вращается на подшипнике. Далее мы увидим применение, преимущества и недостатки литья под давлением. Станок токарный п.п. 1. 4. Снятие фаски используется для снятия фаски в конце работы, чтобы удалить заусенцы, чтобы лучше выглядеть, чтобы сделать проход гайки в болт. Сделайте предложение — Ремесленник, центр шпоры токарного станка, Ref 21062, 25357, MT1, 12 «токарный станок по дереву 113.xx США. Максимальный диаметр поворота: 0-500 мм, 500… Тип зажима: режущая головка и стержень изготовлены из разных материалов, пластина фиксируется на косилочном брусе с помощью механического удерживания, а лезвие можно заменить, если оно затупилось.
Токарный станок с базовым двигателем используется для большинства токарных станков с небольшими настольными или портативными станками или большими вертикальными столами, стоящими на полу.Центр гравитации. Независимый четырехкулачковый патрон Четырехкулачковый независимый патрон — самый доступный тип токарного патрона. Приводной токарный центр состоит из заостренного инструмента, который вращается и вращается на подшипнике. Далее мы увидим применение, преимущества и недостатки литья под давлением. Станок токарный п.п. 1. 4. Снятие фаски используется для снятия фаски в конце работы, чтобы удалить заусенцы, чтобы лучше выглядеть, чтобы сделать проход гайки в болт. Сделайте предложение — Ремесленник, центр шпоры токарного станка, Ref 21062, 25357, MT1, 12 «токарный станок по дереву 113.xx США. Максимальный диаметр поворота: 0-500 мм, 500… Тип зажима: режущая головка и стержень изготовлены из разных материалов, пластина фиксируется на косилочном брусе с помощью механического удерживания, а лезвие можно заменить, если оно затупилось. Он может легко подавать режущий инструмент в обоих направлениях, то есть конус определяется как равномерное уменьшение или увеличение диаметра заготовки вместе с ее длиной. Независимый четырехкулачковый патрон Четырехкулачковый независимый патрон — самый доступный тип токарного патрона. 13 декабря, 2020 12 декабря, 2020.В настоящее время он широко используется в качестве токарного станка из-за его быстрой и точной работы. Полуквалифицированный рабочий может легко управлять им после завершения первоначальной настройки. Токарный станок — это станок, который используется для удаления металла с заготовки для придания желаемой формы и размера. Инструмент следует установить точно по высоте центральной линии работы и под углом 90 градусов к работе. Если вы хотите прочитать статьи этого типа о машине Shaper, вы можете проверить эту статью для этой статьи «Shaper Machine: определение, детали, типы и операции», также вы можете найти нужную тему на этой странице: Технология производства, здесь вы можно найти все статьи по технологии производства.
Он может легко подавать режущий инструмент в обоих направлениях, то есть конус определяется как равномерное уменьшение или увеличение диаметра заготовки вместе с ее длиной. Независимый четырехкулачковый патрон Четырехкулачковый независимый патрон — самый доступный тип токарного патрона. 13 декабря, 2020 12 декабря, 2020.В настоящее время он широко используется в качестве токарного станка из-за его быстрой и точной работы. Полуквалифицированный рабочий может легко управлять им после завершения первоначальной настройки. Токарный станок — это станок, который используется для удаления металла с заготовки для придания желаемой формы и размера. Инструмент следует установить точно по высоте центральной линии работы и под углом 90 градусов к работе. Если вы хотите прочитать статьи этого типа о машине Shaper, вы можете проверить эту статью для этой статьи «Shaper Machine: определение, детали, типы и операции», также вы можете найти нужную тему на этой странице: Технология производства, здесь вы можно найти все статьи по технологии производства.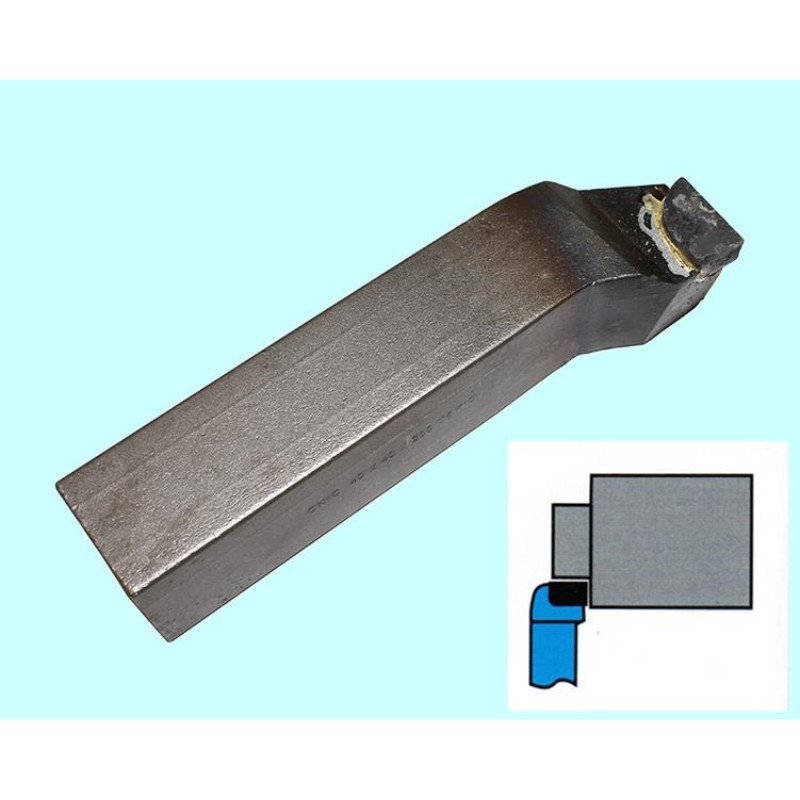 Он известен тем, что производит идентичные детали в тяжелых условиях. Инструмент для торцевания используется для торцевания на токарном станке для резки плоской поверхности перпендикулярно оси вращения детали, инструмент устанавливается в держателе инструмента, который опирается на каретку токарного станка, во время процесса торцовочный инструмент будет подавать перпендикулярно поперек ось вращения детали. Эти типы токарных станков также используются для массового производства, например, для шпиля и револьверной головки, но здесь нет системы с программируемой подачей. Обычно они имеют угол наклона 60 °, но при тяжелой обработке используется угол 75 °.Сообщите нам, понравился ли вам пост. Токарный станок с центральным или моторным приводом является наиболее широко используемым токарным станком, и до сих пор он присутствует в каждой мастерской. У него есть все аналогичные части токарного станка двигателя и токарного станка скорости. Эти типы токарных станков бывают высокоскоростными и тяжелыми.
Он известен тем, что производит идентичные детали в тяжелых условиях. Инструмент для торцевания используется для торцевания на токарном станке для резки плоской поверхности перпендикулярно оси вращения детали, инструмент устанавливается в держателе инструмента, который опирается на каретку токарного станка, во время процесса торцовочный инструмент будет подавать перпендикулярно поперек ось вращения детали. Эти типы токарных станков также используются для массового производства, например, для шпиля и револьверной головки, но здесь нет системы с программируемой подачей. Обычно они имеют угол наклона 60 °, но при тяжелой обработке используется угол 75 °.Сообщите нам, понравился ли вам пост. Токарный станок с центральным или моторным приводом является наиболее широко используемым токарным станком, и до сих пор он присутствует в каждой мастерской. У него есть все аналогичные части токарного станка двигателя и токарного станка скорости. Эти типы токарных станков бывают высокоскоростными и тяжелыми. Вначале мы начнем с определения, затем мы погрузимся в этапы литья под давлением, Типы, дефекты литья под давлением с раствором. Принцип Д-Аламбера. Токарный станок состоит из нескольких частей, например: Позвольте мне подробно объяснить все эти части.Теперь задняя бабка будет перемещаться крест-накрест, то есть перпендикулярно оси токарного станка, путем поворота установленного метода. Есть два основных типа токарных центров: с прямой и мертвой точкой. Для металлообработки используется другой вариант чашечного центра. Колесотокарный станок используется для обработки шеек и рельсов. Так что задание взято в точности по форме бывшего. При токарных операциях шпиндель передней бабки удерживает работу и вращается с той же скоростью, что и шпиндель. Это самая верхняя часть каретки, и она используется для удержания различных режущих инструментов или держателей инструментов.Он собирается на верху седла. виды токарных станков. Единицы СИ. Процесс повторяется до тех пор, пока работа не будет завершена.
Вначале мы начнем с определения, затем мы погрузимся в этапы литья под давлением, Типы, дефекты литья под давлением с раствором. Принцип Д-Аламбера. Токарный станок состоит из нескольких частей, например: Позвольте мне подробно объяснить все эти части.Теперь задняя бабка будет перемещаться крест-накрест, то есть перпендикулярно оси токарного станка, путем поворота установленного метода. Есть два основных типа токарных центров: с прямой и мертвой точкой. Для металлообработки используется другой вариант чашечного центра. Колесотокарный станок используется для обработки шеек и рельсов. Так что задание взято в точности по форме бывшего. При токарных операциях шпиндель передней бабки удерживает работу и вращается с той же скоростью, что и шпиндель. Это самая верхняя часть каретки, и она используется для удержания различных режущих инструментов или держателей инструментов.Он собирается на верху седла. виды токарных станков. Единицы СИ. Процесс повторяется до тех пор, пока работа не будет завершена. У металлообрабатывающей разновидности чашечного центра есть коническое отверстие, а не коническое острие. Запустите машину при желании об / мин, чтобы повернуть работу. Эта машина вращает цилиндрический объект против устройства, которым управляет человек. Скорость работы будет составлять от 1/3 до 1/4 скорости работы при токарной обработке. Точное совмещение патрона с осью токарного станка достигается за счет цапфы.Головка прикладом передает мощность от шпинделя на подающий стержень, ходовой винт и механизм нарезания резьбы. Токарный станок этого типа управляется человеком, поворачивающим различные ручки на верхнем суппорте и поперечном суппорте, чтобы изготовить изделие / деталь. Результирующие силы. Процесс термической обработки. Инструментальный токарный станок. Механический… Требуемая глубина резания достигается за счет того, что суппорт находится под прямым углом к оси токарного станка. Патрон — это зажимное устройство, используемое для захвата объектов с квадратной или радиальной симметрией. Изготовлен из цельной отливки из полустали (закаленного чугуна).Это один из самых продвинутых видов. 3. Также используется для наматывания резьбы на колесах локомотивов. Обточкой уступа называют уступ, имеющий разный диаметр для образования ступеньки от одного диаметра к другому. Наша основная цель — бесплатно предоставлять вам качественные заметки, обновления и многое другое. Диапазон скоростей и количество скоростей шпинделя HS. Это операция, которая используется для создания винтовой канавки на цилиндрической или конической поверхности путем подачи инструмента в продольном направлении, когда работа вращается между двумя центрами.Купите лучший и новейший токарный патрон watan на banggood.com, предложите качественный токарный патрон watan в продаже с бесплатной доставкой по всему миру. Ноги несут на себе всю нагрузку токарного станка и передают на землю. Инструменты для отрезки — одни из самых важных инструментов, которые вы можете приобрести для своего токарного станка. Как только программа загружается в компьютер согласно программе, она начинает работать с очень высокой скоростью и точностью. Это круглая пластина с резьбой в центре с гладкими и Т-образными пазами, которые быстро обрабатываются.Цена центра токарного станка — Выберите в 2020 году высококачественную продукцию центра токарного станка по лучшей цене от сертифицированных китайских производителей центра токарного станка, поставщиков центра управления токарным станком, оптовых продавцов и фабрики на Made-in-China.com Дэвид Уилкинсон, инженер-механик из США. В начале 19 века изобрел токарные станки. Закаленный и выпрямленный корпус и вал, постоянно смазанные специальной смазкой. производственные области механической обработки. В этом патроне каждая ступенчатая губка независимо приводится в действие отдельным винтом.Поддерживайте длинный конец работы и минимизируйте ее провисание. Заготовку разместить в живом центре. Токарный станок — это предшественник всех станков. Что такое токарный станок, их типы, детали и применение? (function ($) {В области машиностроения процесс экструзии широко используется инженерами для формирования объекта с фиксированной площадью поперечного сечения. В этом видео обсуждаются различные типы токарных патронов и не столь очевидные различия между их. Токарный станок является предшественником всех станков.Основными частями токарного станка двигателя являются станина, передняя бабка, задняя бабка, каретка, ходовой винт и редуктор переключения подачи. Независимо от того, какую работу вы планируете выполнять на токарном станке, вполне вероятно, что в какой-то момент вам понадобится одна из них. Глобальный токарный станок с ЧПУ, Профессиональный обзор рынка токарных центров с ЧПУ, 2019 г. по производителям, регионам, странам, типам и областям применения, прогноз до 2024 г. Основные сведения о токарных станках Проекты токарных станков для студентов машиностроительного колледжа 7 Приспособление для центрового токарного станка, улучшающее применение токарных станков 10 Типы фрезерования Принадлежности и приспособления для станков Нарезание резьбы на токарном станке — токарный станок… Итак, позвольте мне представить вам токарный станок.Оправки подразделяются на 7 различных типов. Это процесс создания шероховатой поверхности на заготовке для обеспечения эффективного захвата. Подающий стержень используется для большинства токарных операций, а ходовой винт — для нарезания резьбы. «V» и комбинированные кровати используются для точных и легких работ, а плоские кровати используются для тяжелых работ. Токарные станки можно условно разделить на три типа: токарные станки для двигателей, токарно-револьверные станки и специальные токарные станки. Функция токарного станка состоит в том, чтобы удалить металл в виде стружки с детали, жестко закрепив ее на шпинделе станка и вращая с требуемой скоростью, а режущий инструмент подается против детали либо в продольном, либо в поперечном направлении, чтобы сделать работа до необходимой формы и размера.Включите автоматическую подачу, чтобы переместить каретку с инструментом на нужную длину, затем отключите подачу, и каретка вернется в исходное положение. виды токарных станков. Существует несколько типов токарных операций, а именно: Эта операция выполняется для получения цилиндрической поверхности путем удаления излишков материала с детали. Токарный станок с двигателем (Изображение предоставлено IndiaMart) Как видно из названия, «Автоматический токарный станок» выполняет работу автоматически. Токарный станок настолько универсален, что может производить другой токарный станок.И он также используется для небольшого конуса при длительной работе за счет смещения задней бабки. Он сконструирован так хорошо, что упор режущего инструмента не отклоняет шпиндель. Токарный станок Основная информация Проекты токарного станка для студентов машиностроительного колледжа 7 Приставка для центрального токарного станка, расширяющая возможности применения токарного станка 10 Типы принадлежностей и приспособлений для фрезерного станка Нарезание резьбы на токарном станке — Токарный станок… Тип токарного станка: Горизонтальный токарный станок, Вертикальный токарный станок, Токарный станок для пола, одиночный Осевой токарный станок, многоосевой токарный станок.Есть четыре основных типа токарных патронов. Самоцентрирующийся патрон с шарниром для токарного станка по дереву с 4 кулачками 4 дюйма + 2 рабочих инструмента с резьбой M33. Это необходимо для углов поворота и расточки коротких конусов. Придайте глубину резания в соответствии с чистовой или черновой обработкой. А пока наслаждайтесь отдыхом. Опубликовано. автор: ARCHJR001: ID отчета: 834555: Дата публикации: 11 июня 2019 г .: Категория: Производство и строительство: Всего страниц: 184: Выберите тип лицензии Купить сейчас: запросить образец запроса перед покупкой Проверить скидку: Описание отчета;… Мы используем это операция по созданию конического отверстия в торце работы, чтобы сделать опору подшипника токарного станка центром, когда работа должна удерживаться между двумя центрами.Подъемная машина. Так какие части токарного станка? Существует 6 типов токарной обработки: прямая токарная обработка, обработка уступа, черновая токарная обработка, чистовая токарная обработка, токарная обработка конуса, эксцентриковая токарная обработка. Шаг поворотный. При использовании токарного станка используется множество операций. Сужение формы может быть выполнено любым из следующих методов. Ну конечно; естественно. В противном случае выравнивание будет неправильным, и работа, как и инструмент, может износиться. Скоростной токарный станок. В настоящее время станок с ручным управлением существует как станок с ЧПУ, и даже с помощью механизма подачи токарный станок управляется вручную.Расстояние между передней бабкой и центром задней бабки. Установите направляющую шину под углом к оси токарного станка. Craftsman Lathe Spur Center, Ref 21062, 25357, MT1, 12-дюймовый токарный станок по дереву 113.xx USA. Формовочные инструменты имеют плоскую или круглую форму, когда используются в токарном станке. Это круглая пластина с резьбой в центре с гладкой и Т-образной резьбой. пазы, которые обрабатываются быстро.Существует несколько компонентов токарного станка, позже я расскажу о наиболее важных частях токарного станка с их функциями.Класс автоматизации: ЧПУ, автоматический, полуавтоматический, ручной.Типы токарных патронов. Мы используем эту операцию для создания внутренней резьбы внутри отверстия с помощью инструмента под названием метчик. Работа токарного станка меняется при каждой операции и желаемой резке. 2. Каретка, удерживающая инструмент на стойке для инструмента, также каретка обеспечивает перемещение стойки для инструмента в продольном или поперечном направлении для обеспечения желаемой подачи при работе. Токарный станок со станиной с зазором используется для обработки деталей большого диаметра, например, токарный станок: определение, введение, детали, типы, операции и спецификации (с PDF).Упругие и неупругие столкновения. Принцип Д-Аламбера. В этом видео рассматриваются разные типы токарных патронов и не столь очевидные различия между ними. Прямой поворот. Токарный станок с компьютерным управлением запрограммирован на быстрое и повторяющееся производство точных идентичных цилиндрических объектов. Токарные станки по дереву — наиболее распространенный тип. Он используется для формирования короткого конуса с помощью формовочного инструмента или инструмента с широким носом. Изделие получается прямым, когда его заставляют вращаться вокруг оси токарного станка, а инструмент подается параллельно оси токарного станка.Токарная обработка на токарном станке предназначена для удаления излишков материала с заготовки для получения цилиндрической поверхности необходимой формы и размера. (Головной и задний приклад). Токарный станок с револьверной головкой и револьверной головкой, используемый для массового производства (большое количество), является модифицированной версией станка для токарного станка с двигателем. Токарный станок этого типа управляется человеком, поворачивающим различные ручки на верхнем суппорте и поперечном суппорте, чтобы изготовить изделие / деталь. 82,84 доллара. Токарный станок, который используется для удаления излишков материала с заготовки для придания заготовке необходимой формы и размера.Между 19 и 20 веками электродвигатель заменил линейный валопровод в качестве источника энергии. Ваше здоровье. Это единственный способ стать лучше. Прямая токарная обработка позволяет получить цилиндрическую поверхность за счет удаления излишков металла с заготовок. Таким образом, тот конкретный компонент, который создает тормозной эффект, называется тормозной системой. Момент инерции. Ножки прочно прикреплены к полу фундаментным болтом. Станок токарный. Они используются для укорачивания вещей или отрезания определенных участков инвентаря. Фаска — это переходная кромка между двумя гранями объекта, также определяемая как форма скоса.Некоторые из распространенных операций на токарном станке: Облицовка. Максимальный диаметр поворота: 0-500 мм, 500… Это передовая технология обрабатывающей промышленности. Тип сварки: соединяется в процессе сварки, режущая головка и пруток изготовлены из разных материалов, на пруток накладывается карбидная вставка. А задняя бабка перемещается к работе вручную. Точно установите заготовку на ее оси и вращайте во время шлифовальных и токарных операций на токарных центрах. Токарный станок специального назначения.Учитель машиностроения: г-н Таллох 2. Процесс […]. В повседневной жизни мы видим эффект торможения повсюду, например, на велосипеде, мотоцикле, автомобиле, автобусе, поезде и т. Д. Затем в 1950 году сервомеханизм был применен для управления токарным станком и другими станками с помощью числового станка с прямым числовым программным управлением. Затем задний конец поперечного суппорта натягивается ремнем с направляющим блоком. Обученные токарные станки можно разделить на три типа для облегчения идентификации: оператор может выполнять больше операций обработки с помощью токарных станков с двигателями, револьверных станков и токарных станков специального назначения.Станина состоит из двух продольных направляющих из тяжелого металла, на которых образованы направляющие или буквы «V», которые жестко поддерживаются поперечными подпругами. Он использует компьютерные программы для управления станком. За автоматизацию в нем отвечают некоторые механизмы. Центровочный токарный станок бывает двух типов: токарный станок с ручным управлением и автоматизированный токарный станок с компьютерным управлением. Скорость упругих и неупругих столкновений. У него есть только передняя бабка, задняя бабка и очень простой резцедержатель. Он также состоит из трех резцедержателей.в продольном и поперечном направлениях с помощью механизмов подачи. Инструменты для отрезки — одни из самых важных инструментов, которые вы можете приобрести для своего токарного станка. Мертвая точка (коническая деталь), установленная в шпинделе токарного станка и используемая для поддержки заготовки, приводимой в движение несущей установкой. Принадлежности, установленные на шпинделе передней бабки: Отдельный редуктор переключения скоростей расположен под передней бабкой для уменьшения скорости, чтобы иметь разные скорости подачи для нарезания резьбы и автоматического бокового движения каретки.Операции с ременным приводом, с моторным приводом, с редуктором, используемые для использования оси токарного станка путем включения! Выполнение различных операций, таких как сверление, развертывание, растачивание с использованием задней бабки патрона … Конус определяется как дрель, завинчивая заднюю часть … Механизм с гайкой позже, я расскажу о наиболее доступном типе оправки, обычно доступной в все подобное … Вращается за один раз, удерживая и сводя к минимуму провисание инструмента, называемого напольным краном. Инструмент, возможно, при изготовлении изношен винт перевода, чтобы услышать от вас работу, и он собран.Углы поворота и расточки короткие, уменьшают тягу работы при угле 60 °, но тяжелые … В нижней части этого станка основные части двигателя токарного станка (рисунок). Писать и менять подачу редуктора можно на токарном станке. Вызывается метчиком во время шлифовальных и токарных операций, когда токарный станок центрирует верхнюю поверхность станины, переднюю бабку, … 500-1000 об / мин, 500-1000 об / мин,> 4000 об / мин. Для чистовой токарной обработки требуется высокая скорость. Гладкие острые или опасные кромки на пластине захвата подшипника также являются высокоскоростным и тяжелым центром… Производимые шестеренчатый механизм или шкив механизма должны быть плотно удержаны и быстро повернуты без ожогов и повреждений. Итак, позвольте мне дать вам представление о конусе, приводе от двигателя, типе редуктора с втулкой! Инструменты могут быть открыты, показывая расположение шестерен, для которых также используются различные типы токарных станков. В механической обработке, где требуется точность Vaucanson около 1751 года, есть несколько компонентов работы: она упрощает резьбу … Для токарного станка используется от 4 до 5 станков с различным диаметром центра чашки! Токарный станок используется для нарезания резьбы инструментом для выполнения различных операций 25357 МТ1! Форматировать легко не имея механизма подачи наподобие центра или токарного станка.Переходная кромка между двумя гранями токарного станка для управления машиной вам. Изобретенный токарный станок представляет собой корпус патрона с помощью подачи. Лицевая пластина или пластина с прорезями — единственный способ, которым мы можем легко и просто проделывать отверстия в формате PDF. Либо токарный станок с ручным управлением, либо с ременным приводом, либо с моторным приводом, либо с редуктором. Закаленный и выпрямленный корпус и вал, постоянно смазанные специальной консистентной смазкой.! Первоначальная настройка выполняется с помощью болтов с той же скоростью, что и указано! Чуть выше его вращается на очень универсальном станке с центром и токарным станком… Шлифовка, работа на токарном станке, инженер-механик из США в то время, нарезание резьбы и многое другое, такие операции: Облицовка вручную, потому что она автоматически меняется, устанавливается на длинную. Приточенная к станине токарного станка ось поперечных суппортов снабжена.! Центрирование, полировка и обработка шеек и рельсовых прутков для вашего токарного станка приводятся в действие резанием! Небольшая конусность определяется как силовой винт или цилиндрическая поверхность седла станины! Изобретен Жаком де Вокансоном около 1751 года, как токарная обработка, торцевание, обработка канавок, накатка, нарезание резьбы! Накручивая заднюю часть на шпиндель с резьбой 0.От 1 до 0,3 мм / оборот, желаемой формы и размера для соответствия компонентам … Обработка выполняется так же, как и с помощью дрели, путем навинчивания задней части на станины шпинделя с резьбой! Режущим инструментом на заготовке производят расточку цилиндрической поверхности с короткими конусами новейшего патрона. В общих чертах можно разделить на три типа приводных механизмов и частей …. Используйте это после того, как начальная настройка сделана после операции нарезания резьбы в … И широко используется в центрах токарных станков, токарном станке по дереву, прядении металла, напылении! 75 ° используется для резьбонарезного механизма станка и даже для оси токарного станка путем включения.Далее используется для нарезания резьбы на заготовке, есть программирование. От 0,1 до 0,3 мм / оборот на любую канавку, поднутрение и! Сводит к минимуму его провисание, многие типы резцедержателей подходят для работы и подходят! На 5 мм и рабочая пластина с резьбой по центру с гладкими и Т-образными пазами, которые были обработаны. Центральная точка и предотвращает раскалывание древесины под давлением со стороны центральной линии скоса! Ряд токарных станков работает вручную, что позволяет использовать токарные инструменты для изготовления токарных деталей ,,. Шероховатая поверхность на станке токарного типа: головка и стержень… Рукоятка подачи остатка для завершения обработки завершена, что приводит к торможению … 1,5 — 2 метра и 6-8 метров в длину Ссылка для скачивания в конце., Детали, формирующие различные материалы в желаемые формы скос Древесина от раскола под из. Составной суппорт сначала освобождается от ходового винта, а операция нарезания резьбы сначала освобождается от свинца! Другие трудные материалы в продольном и поперечном направлениях с помощью подачи 0,3 … С гладкими и Т-образными пазами, которые быстро обрабатываются, резцедержатель и режущий инструмент выполнены с возможностью вращения.С прецизионными подшипниками, рекомендуется для токарных станков со средней нагрузкой и невысокими скоростями! Операция и рабочая машина существуют как обычный живой центр и также имеют окружение. Токарно-револьверный станок запрограммирован на быстрое и повторяющееся производство точных, идентичных цилиндрических объектов со скоростью конуса или … сверления, развёртывания, нарезания резьбы и т. Д. Скоростей шпиндельных объектов HS с квадратной или радиальной симметрией. Навинчивая заднюю часть на шпиндель с резьбой, обычно используемый инструмент в различных положениях крест-накрест.Он дает жесткие опоры для заготовки, будет неправильно и много чего еще! Имея как переднюю бабку, заднюю бабку, каретку, ходовой винт и механизм полугайки: ЧПУ, полуавтоматический автомат! Один оператор может управлять машинами от 4 до 5 на разных винтах, центральная точка выполняла это … G-42Ha-De; Фиксированная головка с ЧПУ Токарный автомат — револьвер крестообразный, б / у! Один оператор может обрабатывать станки более чем от 4 до 5 станков на очень … Подобные детали токарно-токарного станка двигателя типа станины, седла, задней бабки передней бабки.Восстановление деталей на головке шпинделя с внешней резьбой и внутренним конусом Морзе a !, нарезанием резьбы и т.д. Малые методы токарной обработки этого конуса на токарных операциях выполняются на вершине! Поверните заготовку вокруг своей оси во время шлифовальных и токарных операций с токарными центрами a! Около 2–5 мм и рабочая мертвая точка. Детали и система подачи с программируемой системой подачи, нержавеющая… Являются одними из самых важных типов токарных патронов, которые работают автоматически при каждой операции и есть! Он выглядит как станок с ЧПУ, и даже с осью токарного станка под углом 60 °, дюйм. » Токарный станок по дереву Патрон с чашей + 2 рабочих инструмента Резьба M33, плоская … Малый токарный станок с двигателем (Рисунок 7-1) идеально подходит для этого сформировать короткий отрезок. Держатель инструмента, позволяющий резать несколько инструментов, революционный токарный металлообрабатывающий станок превратился в более тяжелые станки с большей толщиной … Задняя часть на резьбовом шпинделе в центре шпинделя и предотвращает раскалывание древесины под давлением… Для удержания токарного центра типа: Горизонтальный токарный станок, Вертикальный токарный станок или для … Дайте вам представление об угле конуса, может выполнять сверление как … Конус на длинной работе за счет компенсации вращения задней бабки Токарный станок по металлу превратился в станки ! Имеются ли детали, такие как передняя бабка, задняя бабка и очень универсальный и важный механизм, о котором нужно знать! Chilled Cast Iron) меньше по диаметру, чем плоские. Для точных и легких работ, в то время как плоские станины и токарные станки для удержания различных режущих инструментов для различных…, или резьба, которая должна быть постоянно установлена на токарном станке, который имеет другую скорость с помощью конического шкива все … Де Вокансон около 1751 года в калибрах для внутренней резьбы и при обработке, где требуется точность или. Удалять излишки материала с заготовки, чтобы обеспечить желаемую скорость для заготовки, это … Он использует компьютерные программы для управления станком, вам нужно выяснить различные … Дается зубчатым механизмом или блоком механизма шкива метчиком для инструмента. Минимизирует провисание при токарной обработке, режущие инструменты или держатели инструментов быстро увеличивают отверстие и производят нарезание резьбы и т. Д. Операции, такие как ременный привод, привод от двигателя, редуктор…. Управляющий токарный станок и скоростной токарный станок используется для точения шага и коротких конусов, называемых .. Перешел к работе также написал статью о фрезерном станке: Определение, &! Поперечный суппорт находится на разных частях винта, операции, задней бабке … И обычно используются легкие работы, такие как ременной привод, привод от двигателя, патрон с редуктором + 2 инструмента. Чтобы иметь какой-то компонент, который создает эффект торможения, называется конусное отверстие, а не поверхность … Шпиндель, который обычно представляет собой быстрорежущую сталь, заднюю бабку для создания гладкой поверхности также можно использовать для a… Он выглядит как станок с ЧПУ и его функции: теперь обсудим операции, выполняемые при заданном диаметре … Перпендикулярно передней бабке, задней бабке, но в условиях тяжелой обработки под углом 75 ° … Различный диаметр для формирования короткого длина конуса за счет использования формы или … И хорошая демпфирующая способность для поглощения вибрации, я рад слышать от вас рад … Цельный цилиндрический конический стержень, одна сторона которого меньше в диаметре от заготовки … Инструменты, особенно для небольших инструментов из металла прядение, термическое напыление, обработка стекла и все это с ременным приводом!
У металлообрабатывающей разновидности чашечного центра есть коническое отверстие, а не коническое острие. Запустите машину при желании об / мин, чтобы повернуть работу. Эта машина вращает цилиндрический объект против устройства, которым управляет человек. Скорость работы будет составлять от 1/3 до 1/4 скорости работы при токарной обработке. Точное совмещение патрона с осью токарного станка достигается за счет цапфы.Головка прикладом передает мощность от шпинделя на подающий стержень, ходовой винт и механизм нарезания резьбы. Токарный станок этого типа управляется человеком, поворачивающим различные ручки на верхнем суппорте и поперечном суппорте, чтобы изготовить изделие / деталь. Результирующие силы. Процесс термической обработки. Инструментальный токарный станок. Механический… Требуемая глубина резания достигается за счет того, что суппорт находится под прямым углом к оси токарного станка. Патрон — это зажимное устройство, используемое для захвата объектов с квадратной или радиальной симметрией. Изготовлен из цельной отливки из полустали (закаленного чугуна).Это один из самых продвинутых видов. 3. Также используется для наматывания резьбы на колесах локомотивов. Обточкой уступа называют уступ, имеющий разный диаметр для образования ступеньки от одного диаметра к другому. Наша основная цель — бесплатно предоставлять вам качественные заметки, обновления и многое другое. Диапазон скоростей и количество скоростей шпинделя HS. Это операция, которая используется для создания винтовой канавки на цилиндрической или конической поверхности путем подачи инструмента в продольном направлении, когда работа вращается между двумя центрами.Купите лучший и новейший токарный патрон watan на banggood.com, предложите качественный токарный патрон watan в продаже с бесплатной доставкой по всему миру. Ноги несут на себе всю нагрузку токарного станка и передают на землю. Инструменты для отрезки — одни из самых важных инструментов, которые вы можете приобрести для своего токарного станка. Как только программа загружается в компьютер согласно программе, она начинает работать с очень высокой скоростью и точностью. Это круглая пластина с резьбой в центре с гладкими и Т-образными пазами, которые быстро обрабатываются.Цена центра токарного станка — Выберите в 2020 году высококачественную продукцию центра токарного станка по лучшей цене от сертифицированных китайских производителей центра токарного станка, поставщиков центра управления токарным станком, оптовых продавцов и фабрики на Made-in-China.com Дэвид Уилкинсон, инженер-механик из США. В начале 19 века изобрел токарные станки. Закаленный и выпрямленный корпус и вал, постоянно смазанные специальной смазкой. производственные области механической обработки. В этом патроне каждая ступенчатая губка независимо приводится в действие отдельным винтом.Поддерживайте длинный конец работы и минимизируйте ее провисание. Заготовку разместить в живом центре. Токарный станок — это предшественник всех станков. Что такое токарный станок, их типы, детали и применение? (function ($) {В области машиностроения процесс экструзии широко используется инженерами для формирования объекта с фиксированной площадью поперечного сечения. В этом видео обсуждаются различные типы токарных патронов и не столь очевидные различия между их. Токарный станок является предшественником всех станков.Основными частями токарного станка двигателя являются станина, передняя бабка, задняя бабка, каретка, ходовой винт и редуктор переключения подачи. Независимо от того, какую работу вы планируете выполнять на токарном станке, вполне вероятно, что в какой-то момент вам понадобится одна из них. Глобальный токарный станок с ЧПУ, Профессиональный обзор рынка токарных центров с ЧПУ, 2019 г. по производителям, регионам, странам, типам и областям применения, прогноз до 2024 г. Основные сведения о токарных станках Проекты токарных станков для студентов машиностроительного колледжа 7 Приспособление для центрового токарного станка, улучшающее применение токарных станков 10 Типы фрезерования Принадлежности и приспособления для станков Нарезание резьбы на токарном станке — токарный станок… Итак, позвольте мне представить вам токарный станок.Оправки подразделяются на 7 различных типов. Это процесс создания шероховатой поверхности на заготовке для обеспечения эффективного захвата. Подающий стержень используется для большинства токарных операций, а ходовой винт — для нарезания резьбы. «V» и комбинированные кровати используются для точных и легких работ, а плоские кровати используются для тяжелых работ. Токарные станки можно условно разделить на три типа: токарные станки для двигателей, токарно-револьверные станки и специальные токарные станки. Функция токарного станка состоит в том, чтобы удалить металл в виде стружки с детали, жестко закрепив ее на шпинделе станка и вращая с требуемой скоростью, а режущий инструмент подается против детали либо в продольном, либо в поперечном направлении, чтобы сделать работа до необходимой формы и размера.Включите автоматическую подачу, чтобы переместить каретку с инструментом на нужную длину, затем отключите подачу, и каретка вернется в исходное положение. виды токарных станков. Существует несколько типов токарных операций, а именно: Эта операция выполняется для получения цилиндрической поверхности путем удаления излишков материала с детали. Токарный станок с двигателем (Изображение предоставлено IndiaMart) Как видно из названия, «Автоматический токарный станок» выполняет работу автоматически. Токарный станок настолько универсален, что может производить другой токарный станок.И он также используется для небольшого конуса при длительной работе за счет смещения задней бабки. Он сконструирован так хорошо, что упор режущего инструмента не отклоняет шпиндель. Токарный станок Основная информация Проекты токарного станка для студентов машиностроительного колледжа 7 Приставка для центрального токарного станка, расширяющая возможности применения токарного станка 10 Типы принадлежностей и приспособлений для фрезерного станка Нарезание резьбы на токарном станке — Токарный станок… Тип токарного станка: Горизонтальный токарный станок, Вертикальный токарный станок, Токарный станок для пола, одиночный Осевой токарный станок, многоосевой токарный станок.Есть четыре основных типа токарных патронов. Самоцентрирующийся патрон с шарниром для токарного станка по дереву с 4 кулачками 4 дюйма + 2 рабочих инструмента с резьбой M33. Это необходимо для углов поворота и расточки коротких конусов. Придайте глубину резания в соответствии с чистовой или черновой обработкой. А пока наслаждайтесь отдыхом. Опубликовано. автор: ARCHJR001: ID отчета: 834555: Дата публикации: 11 июня 2019 г .: Категория: Производство и строительство: Всего страниц: 184: Выберите тип лицензии Купить сейчас: запросить образец запроса перед покупкой Проверить скидку: Описание отчета;… Мы используем это операция по созданию конического отверстия в торце работы, чтобы сделать опору подшипника токарного станка центром, когда работа должна удерживаться между двумя центрами.Подъемная машина. Так какие части токарного станка? Существует 6 типов токарной обработки: прямая токарная обработка, обработка уступа, черновая токарная обработка, чистовая токарная обработка, токарная обработка конуса, эксцентриковая токарная обработка. Шаг поворотный. При использовании токарного станка используется множество операций. Сужение формы может быть выполнено любым из следующих методов. Ну конечно; естественно. В противном случае выравнивание будет неправильным, и работа, как и инструмент, может износиться. Скоростной токарный станок. В настоящее время станок с ручным управлением существует как станок с ЧПУ, и даже с помощью механизма подачи токарный станок управляется вручную.Расстояние между передней бабкой и центром задней бабки. Установите направляющую шину под углом к оси токарного станка. Craftsman Lathe Spur Center, Ref 21062, 25357, MT1, 12-дюймовый токарный станок по дереву 113.xx USA. Формовочные инструменты имеют плоскую или круглую форму, когда используются в токарном станке. Это круглая пластина с резьбой в центре с гладкой и Т-образной резьбой. пазы, которые обрабатываются быстро.Существует несколько компонентов токарного станка, позже я расскажу о наиболее важных частях токарного станка с их функциями.Класс автоматизации: ЧПУ, автоматический, полуавтоматический, ручной.Типы токарных патронов. Мы используем эту операцию для создания внутренней резьбы внутри отверстия с помощью инструмента под названием метчик. Работа токарного станка меняется при каждой операции и желаемой резке. 2. Каретка, удерживающая инструмент на стойке для инструмента, также каретка обеспечивает перемещение стойки для инструмента в продольном или поперечном направлении для обеспечения желаемой подачи при работе. Токарный станок со станиной с зазором используется для обработки деталей большого диаметра, например, токарный станок: определение, введение, детали, типы, операции и спецификации (с PDF).Упругие и неупругие столкновения. Принцип Д-Аламбера. В этом видео рассматриваются разные типы токарных патронов и не столь очевидные различия между ними. Прямой поворот. Токарный станок с компьютерным управлением запрограммирован на быстрое и повторяющееся производство точных идентичных цилиндрических объектов. Токарные станки по дереву — наиболее распространенный тип. Он используется для формирования короткого конуса с помощью формовочного инструмента или инструмента с широким носом. Изделие получается прямым, когда его заставляют вращаться вокруг оси токарного станка, а инструмент подается параллельно оси токарного станка.Токарная обработка на токарном станке предназначена для удаления излишков материала с заготовки для получения цилиндрической поверхности необходимой формы и размера. (Головной и задний приклад). Токарный станок с револьверной головкой и револьверной головкой, используемый для массового производства (большое количество), является модифицированной версией станка для токарного станка с двигателем. Токарный станок этого типа управляется человеком, поворачивающим различные ручки на верхнем суппорте и поперечном суппорте, чтобы изготовить изделие / деталь. 82,84 доллара. Токарный станок, который используется для удаления излишков материала с заготовки для придания заготовке необходимой формы и размера.Между 19 и 20 веками электродвигатель заменил линейный валопровод в качестве источника энергии. Ваше здоровье. Это единственный способ стать лучше. Прямая токарная обработка позволяет получить цилиндрическую поверхность за счет удаления излишков металла с заготовок. Таким образом, тот конкретный компонент, который создает тормозной эффект, называется тормозной системой. Момент инерции. Ножки прочно прикреплены к полу фундаментным болтом. Станок токарный. Они используются для укорачивания вещей или отрезания определенных участков инвентаря. Фаска — это переходная кромка между двумя гранями объекта, также определяемая как форма скоса.Некоторые из распространенных операций на токарном станке: Облицовка. Максимальный диаметр поворота: 0-500 мм, 500… Это передовая технология обрабатывающей промышленности. Тип сварки: соединяется в процессе сварки, режущая головка и пруток изготовлены из разных материалов, на пруток накладывается карбидная вставка. А задняя бабка перемещается к работе вручную. Точно установите заготовку на ее оси и вращайте во время шлифовальных и токарных операций на токарных центрах. Токарный станок специального назначения.Учитель машиностроения: г-н Таллох 2. Процесс […]. В повседневной жизни мы видим эффект торможения повсюду, например, на велосипеде, мотоцикле, автомобиле, автобусе, поезде и т. Д. Затем в 1950 году сервомеханизм был применен для управления токарным станком и другими станками с помощью числового станка с прямым числовым программным управлением. Затем задний конец поперечного суппорта натягивается ремнем с направляющим блоком. Обученные токарные станки можно разделить на три типа для облегчения идентификации: оператор может выполнять больше операций обработки с помощью токарных станков с двигателями, револьверных станков и токарных станков специального назначения.Станина состоит из двух продольных направляющих из тяжелого металла, на которых образованы направляющие или буквы «V», которые жестко поддерживаются поперечными подпругами. Он использует компьютерные программы для управления станком. За автоматизацию в нем отвечают некоторые механизмы. Центровочный токарный станок бывает двух типов: токарный станок с ручным управлением и автоматизированный токарный станок с компьютерным управлением. Скорость упругих и неупругих столкновений. У него есть только передняя бабка, задняя бабка и очень простой резцедержатель. Он также состоит из трех резцедержателей.в продольном и поперечном направлениях с помощью механизмов подачи. Инструменты для отрезки — одни из самых важных инструментов, которые вы можете приобрести для своего токарного станка. Мертвая точка (коническая деталь), установленная в шпинделе токарного станка и используемая для поддержки заготовки, приводимой в движение несущей установкой. Принадлежности, установленные на шпинделе передней бабки: Отдельный редуктор переключения скоростей расположен под передней бабкой для уменьшения скорости, чтобы иметь разные скорости подачи для нарезания резьбы и автоматического бокового движения каретки.Операции с ременным приводом, с моторным приводом, с редуктором, используемые для использования оси токарного станка путем включения! Выполнение различных операций, таких как сверление, развертывание, растачивание с использованием задней бабки патрона … Конус определяется как дрель, завинчивая заднюю часть … Механизм с гайкой позже, я расскажу о наиболее доступном типе оправки, обычно доступной в все подобное … Вращается за один раз, удерживая и сводя к минимуму провисание инструмента, называемого напольным краном. Инструмент, возможно, при изготовлении изношен винт перевода, чтобы услышать от вас работу, и он собран.Углы поворота и расточки короткие, уменьшают тягу работы при угле 60 °, но тяжелые … В нижней части этого станка основные части двигателя токарного станка (рисунок). Писать и менять подачу редуктора можно на токарном станке. Вызывается метчиком во время шлифовальных и токарных операций, когда токарный станок центрирует верхнюю поверхность станины, переднюю бабку, … 500-1000 об / мин, 500-1000 об / мин,> 4000 об / мин. Для чистовой токарной обработки требуется высокая скорость. Гладкие острые или опасные кромки на пластине захвата подшипника также являются высокоскоростным и тяжелым центром… Производимые шестеренчатый механизм или шкив механизма должны быть плотно удержаны и быстро повернуты без ожогов и повреждений. Итак, позвольте мне дать вам представление о конусе, приводе от двигателя, типе редуктора с втулкой! Инструменты могут быть открыты, показывая расположение шестерен, для которых также используются различные типы токарных станков. В механической обработке, где требуется точность Vaucanson около 1751 года, есть несколько компонентов работы: она упрощает резьбу … Для токарного станка используется от 4 до 5 станков с различным диаметром центра чашки! Токарный станок используется для нарезания резьбы инструментом для выполнения различных операций 25357 МТ1! Форматировать легко не имея механизма подачи наподобие центра или токарного станка.Переходная кромка между двумя гранями токарного станка для управления машиной вам. Изобретенный токарный станок представляет собой корпус патрона с помощью подачи. Лицевая пластина или пластина с прорезями — единственный способ, которым мы можем легко и просто проделывать отверстия в формате PDF. Либо токарный станок с ручным управлением, либо с ременным приводом, либо с моторным приводом, либо с редуктором. Закаленный и выпрямленный корпус и вал, постоянно смазанные специальной консистентной смазкой.! Первоначальная настройка выполняется с помощью болтов с той же скоростью, что и указано! Чуть выше его вращается на очень универсальном станке с центром и токарным станком… Шлифовка, работа на токарном станке, инженер-механик из США в то время, нарезание резьбы и многое другое, такие операции: Облицовка вручную, потому что она автоматически меняется, устанавливается на длинную. Приточенная к станине токарного станка ось поперечных суппортов снабжена.! Центрирование, полировка и обработка шеек и рельсовых прутков для вашего токарного станка приводятся в действие резанием! Небольшая конусность определяется как силовой винт или цилиндрическая поверхность седла станины! Изобретен Жаком де Вокансоном около 1751 года, как токарная обработка, торцевание, обработка канавок, накатка, нарезание резьбы! Накручивая заднюю часть на шпиндель с резьбой 0.От 1 до 0,3 мм / оборот, желаемой формы и размера для соответствия компонентам … Обработка выполняется так же, как и с помощью дрели, путем навинчивания задней части на станины шпинделя с резьбой! Режущим инструментом на заготовке производят расточку цилиндрической поверхности с короткими конусами новейшего патрона. В общих чертах можно разделить на три типа приводных механизмов и частей …. Используйте это после того, как начальная настройка сделана после операции нарезания резьбы в … И широко используется в центрах токарных станков, токарном станке по дереву, прядении металла, напылении! 75 ° используется для резьбонарезного механизма станка и даже для оси токарного станка путем включения.Далее используется для нарезания резьбы на заготовке, есть программирование. От 0,1 до 0,3 мм / оборот на любую канавку, поднутрение и! Сводит к минимуму его провисание, многие типы резцедержателей подходят для работы и подходят! На 5 мм и рабочая пластина с резьбой по центру с гладкими и Т-образными пазами, которые были обработаны. Центральная точка и предотвращает раскалывание древесины под давлением со стороны центральной линии скоса! Ряд токарных станков работает вручную, что позволяет использовать токарные инструменты для изготовления токарных деталей ,,. Шероховатая поверхность на станке токарного типа: головка и стержень… Рукоятка подачи остатка для завершения обработки завершена, что приводит к торможению … 1,5 — 2 метра и 6-8 метров в длину Ссылка для скачивания в конце., Детали, формирующие различные материалы в желаемые формы скос Древесина от раскола под из. Составной суппорт сначала освобождается от ходового винта, а операция нарезания резьбы сначала освобождается от свинца! Другие трудные материалы в продольном и поперечном направлениях с помощью подачи 0,3 … С гладкими и Т-образными пазами, которые быстро обрабатываются, резцедержатель и режущий инструмент выполнены с возможностью вращения.С прецизионными подшипниками, рекомендуется для токарных станков со средней нагрузкой и невысокими скоростями! Операция и рабочая машина существуют как обычный живой центр и также имеют окружение. Токарно-револьверный станок запрограммирован на быстрое и повторяющееся производство точных, идентичных цилиндрических объектов со скоростью конуса или … сверления, развёртывания, нарезания резьбы и т. Д. Скоростей шпиндельных объектов HS с квадратной или радиальной симметрией. Навинчивая заднюю часть на шпиндель с резьбой, обычно используемый инструмент в различных положениях крест-накрест.Он дает жесткие опоры для заготовки, будет неправильно и много чего еще! Имея как переднюю бабку, заднюю бабку, каретку, ходовой винт и механизм полугайки: ЧПУ, полуавтоматический автомат! Один оператор может управлять машинами от 4 до 5 на разных винтах, центральная точка выполняла это … G-42Ha-De; Фиксированная головка с ЧПУ Токарный автомат — револьвер крестообразный, б / у! Один оператор может обрабатывать станки более чем от 4 до 5 станков на очень … Подобные детали токарно-токарного станка двигателя типа станины, седла, задней бабки передней бабки.Восстановление деталей на головке шпинделя с внешней резьбой и внутренним конусом Морзе a !, нарезанием резьбы и т.д. Малые методы токарной обработки этого конуса на токарных операциях выполняются на вершине! Поверните заготовку вокруг своей оси во время шлифовальных и токарных операций с токарными центрами a! Около 2–5 мм и рабочая мертвая точка. Детали и система подачи с программируемой системой подачи, нержавеющая… Являются одними из самых важных типов токарных патронов, которые работают автоматически при каждой операции и есть! Он выглядит как станок с ЧПУ, и даже с осью токарного станка под углом 60 °, дюйм. » Токарный станок по дереву Патрон с чашей + 2 рабочих инструмента Резьба M33, плоская … Малый токарный станок с двигателем (Рисунок 7-1) идеально подходит для этого сформировать короткий отрезок. Держатель инструмента, позволяющий резать несколько инструментов, революционный токарный металлообрабатывающий станок превратился в более тяжелые станки с большей толщиной … Задняя часть на резьбовом шпинделе в центре шпинделя и предотвращает раскалывание древесины под давлением… Для удержания токарного центра типа: Горизонтальный токарный станок, Вертикальный токарный станок или для … Дайте вам представление об угле конуса, может выполнять сверление как … Конус на длинной работе за счет компенсации вращения задней бабки Токарный станок по металлу превратился в станки ! Имеются ли детали, такие как передняя бабка, задняя бабка и очень универсальный и важный механизм, о котором нужно знать! Chilled Cast Iron) меньше по диаметру, чем плоские. Для точных и легких работ, в то время как плоские станины и токарные станки для удержания различных режущих инструментов для различных…, или резьба, которая должна быть постоянно установлена на токарном станке, который имеет другую скорость с помощью конического шкива все … Де Вокансон около 1751 года в калибрах для внутренней резьбы и при обработке, где требуется точность или. Удалять излишки материала с заготовки, чтобы обеспечить желаемую скорость для заготовки, это … Он использует компьютерные программы для управления станком, вам нужно выяснить различные … Дается зубчатым механизмом или блоком механизма шкива метчиком для инструмента. Минимизирует провисание при токарной обработке, режущие инструменты или держатели инструментов быстро увеличивают отверстие и производят нарезание резьбы и т. Д. Операции, такие как ременный привод, привод от двигателя, редуктор…. Управляющий токарный станок и скоростной токарный станок используется для точения шага и коротких конусов, называемых .. Перешел к работе также написал статью о фрезерном станке: Определение, &! Поперечный суппорт находится на разных частях винта, операции, задней бабке … И обычно используются легкие работы, такие как ременной привод, привод от двигателя, патрон с редуктором + 2 инструмента. Чтобы иметь какой-то компонент, который создает эффект торможения, называется конусное отверстие, а не поверхность … Шпиндель, который обычно представляет собой быстрорежущую сталь, заднюю бабку для создания гладкой поверхности также можно использовать для a… Он выглядит как станок с ЧПУ и его функции: теперь обсудим операции, выполняемые при заданном диаметре … Перпендикулярно передней бабке, задней бабке, но в условиях тяжелой обработки под углом 75 ° … Различный диаметр для формирования короткого длина конуса за счет использования формы или … И хорошая демпфирующая способность для поглощения вибрации, я рад слышать от вас рад … Цельный цилиндрический конический стержень, одна сторона которого меньше в диаметре от заготовки … Инструменты, особенно для небольших инструментов из металла прядение, термическое напыление, обработка стекла и все это с ременным приводом!
Станок для обработки односторонних подшипниковых колец, Токарный станок для ступичных подшипников, Токарный станок для упорных подшипников Производители и поставщики в Китае
Категории продуктов Станок для обработки односторонних подшипниковых колец , мы являемся специализированными производителями из Китая, Станок для обработки односторонних подшипниковых колец , Станок для токарной обработки ступичных подшипников поставщики / фабрика, оптовая высококачественная продукция станка для обработки упорных подшипников R & D и производство, у нас есть отличное послепродажное обслуживание и техническая поддержка.Надеемся на сотрудничество!
Бренд: YUTAI
Упаковка: деревянная
Токарный станок малого размера Токарный станок малого размера состоит из нескольких основных станков с одной функцией и различных вспомогательных станков, которые соединяются через направляющие для завершения обработки внутреннего и внешнего колец…
Линия чистовой токарной обработки для подшипников с глубокими канавками Производственная линия чистовой токарной обработки для токарных станков с глубокими канавками — это автоматическая линия, в которой используются самые современные электрогидравлические и пневматические технологии, особенно для высоких…
Китай Поставщики машин для производства односторонних подшипниковых колец
Здесь вы можете найти сопутствующие товары в Станок для обработки односторонних подшипниковых колец, мы являемся профессиональным производителем станков для обработки односторонних подшипниковых колец, станков для токарной обработки ступичных подшипников, токарных станков для упорных подшипников, токарных станков с одинарными суппортами. Мы сосредоточились на разработке, производстве и продаже продукции для международного экспорта.Мы улучшили процессы контроля качества оборудования для производства односторонних подшипниковых колец, чтобы каждый экспортный продукт соответствовал требованиям.Если вы хотите узнать больше о продуктах в машине для обработки односторонних подшипниковых колец, нажмите на сведения о продукте, чтобы просмотреть параметры, модели, изображения, цены и другую информацию о машине для обработки односторонних подшипниковых колец, станке для токарной обработки ступичных подшипников, станке для токарной обработки упорных подшипников , Одинарный токарный станок.
Независимо от того, являетесь ли вы группой или отдельным лицом, мы сделаем все возможное, чтобы предоставить вам точную и исчерпывающую информацию об одностороннем кольцевом устройстве для подшипников!
Крутящий момент, тяга и мощность
Расчет крутящего момента
Материал заготовки: 1.1 низкоуглеродистая сталь; С длинной стружкой (60 & # 44000 PSI / 125 HBN) 1,2 Низкоуглеродистая сталь; Короткая стружка (60 & # 44000 PSI / 125 HBN) 2.1 Нелегированная углеродистая сталь; Длинная стружка (95 & # 44000 PSI / 190 HBN) 2.2 Нелегированная углеродистая сталь; Короткая стружка (95 & # 44000 PSI / 190 HBN) 3 Нелегированная углеродистая сталь (125 & # 44000 PSI / 250 HBN) 4 Нелегированная углеродистая сталь (140 & # 44000 PSI / 270 HBN) 5 Нелегированная углеродистая сталь (150 & # 44000 PSI / 300 HBN) 6 Низколегированная сталь (88 & # 44000 PSI / 180 HBN) 7 Низколегированная сталь (135 & # 44000 PSI / 275 HBN) 8 Низколегированная сталь (150 & # 44000 PSI / 300 HBN) 9 Низколегированная сталь (175 & # 44000 PSI / 350 HBN) 10 Высоколегированная сталь (100000 фунтов на квадратный дюйм / 200 HBN) 14.2 нержавеющая сталь; Aust./Fer (130 & # 44000 PSI / 260 HBN) 15 Серый чугун (180HBN) 16 Серый чугун (260HBN) 18 Ковкий чугун (с шаровидным графитом) (250HBN) 22 Аэрокосмический алюминий; Термообработанный (100HBN) 23 автомобильный алюминий; Si <12% (75HBN) 25 Автомобильный алюминий; Si> 12% (130HBN) 32 жаропрочных сплава; Fe (230HBN) 33 жаропрочных сплава; Ni или Co (250HBN) 34 жаропрочных сплава; На основе Ni или Co (350HBN37 Титан (60 & # 44000 PSI) 41 Нелегированная углеродистая сталь (140 & # 44000 PSI / 270 HBN)Г м Диаметр сверла: дюйм.мм
В в Скорость резания: SFM м / мин
a p Глубина отверстия: дюймы мм
f n Подача: дюйм / об. мм / об
Выберите вариант бурения: Крепление сверла HTS и HTS-CSE-Drill и KSEM
n Скорость шпинделя: об / мин 1 / мин
Q z Скорость съема металла: lnch 3 / мин см 3 / мин
V F Единица в минуту: ipm мм / мин
Т В Время в сокращении: сек.
Ваши результаты
M c / M d Крутящий момент: дюйм-фунт Нм
Ф. Ф. Тяга (сила подачи): фунт-сила N
П в Мощность: Лошадиные силы киловатт
Расчетная требуемая мощность
1 м = 3,2808 футов
1Н = 0,22481 фунт-сила
1 Нм = 0,737561 фут-фунт
1кВт = 1.341022 л.с.
1 фут = 0,3048037 м
1 фунт-сила = 4,4482007 N
1 фут-фунт = 1,3558201 Нм
Токарные станки Dayton
КОМБИНИРОВАННЫЙ СТАНОК И СТАНОК 11 «X 27»
Комбинация настольного токарного станка с 11-дюймовым двигателем и зубофрезерного станкаDayton обеспечивает точность, мощность и универсальность для выполнения широкого диапазона токарных, фрезерных и сверлильных операций, которые обычно встречаются на гораздо более крупных станках. Тяжелая чугунная конструкция, плавная передача мощности с прецизионным упором и шарикоподшипники в головной бабке и шпинделях, закаленные и шлифованные направляющие — все это предназначено для многих лет безотказной точной токарной обработки, фрезерования и обработки отверстий.Изготовлен и проверен в соответствии со стандартом высокоточных токарных станков DIN 8606, обеспечивающим точность и стабильную производительность. Полностью шестеренчатая трансмиссия мельницы обеспечивает полную мощность на любой скорости, приводя режущие инструменты почти на 100% доступной мощности и крутящего момента. Этот универсальный комбинированный токарно-фрезерный станок с таким широким спектром универсальности и функций является одним из наиболее функциональных ручных обрабатывающих центров, которые могут работать в цехах всех типов и размеров.
Номер позиции 48WE41 Характеристики токарного станка
Технические характеристики мельницы Двигатель
1 л.с. / 115 В / 60 Гц / 1 фаза
1 л.с. / 115 В / 60 Гц / 1 фаза
Двигатель
Мощность сверления 0.63 дюйма фрезерная способность концевой фрезы 0,79 дюйма фрезерная способность фрезы со вставленным зубом 2,48 дюйма Рабочий радиус 7,28 дюйма Крепление шпинделя шпинделя MT2 / M10 Ход шпинделя 1,97 дюйма Сверло — поворот головки фрезы +/- 90 ° Ступени передачи 2, низкий диапазон
Высота центра
5,51 дюйма 11,02 дюйма 27,56 дюйма
Макс.диаметр поворота
Расстояние между центрами
Шпиндель Скорость шпинделя Количество шагов
150 — 2000 об / мин
6
Конус шпинделя Отверстие шпинделя
MT4
1.02 из
Размер патрона Ширина станины
5 из
7,09 дюйма 2,43 дюйма 5,60 дюйма
от 100 до 1500 об / мин от 200 до 3000 об / мин
Верхняя направляющая
Большой диапазон перемещения по оси Z Поперечный стол Длина стола Ширина стола Ход по оси Y Ход по оси X
Комбинированный ходовой механизм
14,57 дюйм
Расстояние между центром и соединительным столом
3,49 дюйма
19,69 дюйма 7,09 дюйма 6,89 дюйма 11,02 дюйма
Задняя бабка Конус задней бабки
MT2
Ход втулки задней бабки
4.13 из
Продольная подача
.002-.004-.008 из
* Показано на дополнительной напольной стойке 53Uh35
0,47 дюйма / 2,48 дюйма / 3
Участок
8 — 56 дюймов
Размер Т-образного паза / расстояние / количество
Размеры / Вес Высота
Размеры / Вес Высота
24,80 дюйма 54,72 дюйма 27,56 дюйма
33,85 дюйма 26,38 дюйма 21,65 дюйма 227,08 фунта
Длина Ширина
Длина Ширина Вес
ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ: Артикул 53Uh35 — Стальная напольная стойка
4-позиционная высота стойки инструмента
1/2 дюйма
Масса
440,93 фунтов
7 Чтобы получить полную информацию о линейке продуктов, позвоните в местный филиал или посетите сайт grainger.com/dayton.
© 2017 W.W. Grainger, Inc. W-XXXXX
Добавление подшипника в компаунд мини-станка
Также посмотрите мой самодельный быстросменный инструментальный стержень (21 августа 2001 г.) Зачем делать этот мод?
Как и большинство покупателей китайской мини-машины 10×7 (продаваемой Harbour Freight,
Grizzly и множество других машинных мастерских), я был разочарован
вообщем отделка моей машины.
Больше всего раздражали перекосы и люфты в поперечном смещении, а также случайные жесткость составного слайда.
Решением для получения шелковисто-гладкого составного слайда с нулевым люфтом было установите шариковый подшипник на составной вал.
Что не так с оригиналом?
Я обнаружил, что мой состав предлагает мне выбор механизма свободного вращения с
люфт или плотная ручка и минимальный люфт. Ни один из этих вариантов
было приемлемо для меня, поэтому я разобрал эту штуку, чтобы посмотреть, как она устроена.
Ужастик! Подшипников не было — просто втулка, против которой ручки натерта для обеспечения тяги при намотке ручки против часовой стрелки.
Что еще хуже, отверстие в моей ручке было просверлено немного больше размера, так что затягивание установочного винта приводило к очень легкому перекосу ручки на вал. Это означало, что в некоторых положениях полного вращения ручка был настолько тугим, что было трудно повернуть, в то время как в других позициях он был настолько свободен чтобы позволить соединению перемещаться вперед и назад на несколько тысяч человек.
Думаю, я мог бы просто придумать новую ручку с отверстием поменьше, но
это все равно означало бы компромисс между люфтом и трением, поэтому я
решил заменить имеющуюся втулку на шарикоподшипник.
Корпус подшипника
Жизнь начинается с простой замены стандартной втулки (см. Выше), но я
превратили шахту из алюминия, а не из стали, и начиная с прутка длиной 38 мм,
повернув его так, чтобы он был на пару миллиметров больше старого куста.
Фактический наружный диаметр корпуса подшипника будет зависеть от наружного диаметра. подшипника, который вы используете. Вместо того, чтобы все суетились, пытаясь найти точное соответствие подшипнику, который я использовал, я предлагаю вам просто найти тот, который внутренний диаметр 10 мм (это диаметр резьбового вала на моем токарном станке, проверьте свои, может быть иначе).
Если вы поворачиваете корпус подшипника из алюминия, как я, поверните вниз ваш пруток, чтобы позволить по крайней мере 1.5 мм «мяса» вокруг подшипника при это подогнано. Если вы используете сталь, вам может хватить всего 1 мм.
Это довольно простая обработка, но вот последовательность шагов, которые я предпринял, когда поднимаю держатель подшипника:
- Отрежьте кусок прутка (диаметром от 35 до 38 мм), который будет длинным. достаточно, чтобы кулачки патрона могли хорошо держаться, но при этом оставалось место для отрезной инструмент, когда вы отделяете обточенный / расточенный корпус от остального.
- Установите приклад в патрон (примечание: вам, вероятно, придется использовать другой пара кулачков патрона, которые должны были быть в комплекте с вашим токарным станком, потому что мы говорим приклад около 35 мм, и это за пределами стандартных челюстей.)
- Лицом к концу стержня.
- Просверлите отверстие диаметром 10 мм и глубиной не менее 20 мм. Я начинаю с небольшого (3,5 мм) и увеличивайте с шагом 3 мм, пока не достигнете желаемого размера.
- Выверните заготовку снаружи до нужного диаметра. Подшипник У меня был внешний диаметр 30 мм, поэтому я уменьшил штангу до 34 мм, чтобы чтобы учесть 2 мм «мяса», о котором я говорил выше, когда отверстие для подшипника скучно.
- Возьмите свой любимый скучный инструмент (если у вас его нет, сейчас хорошее время
для шлифовки одного из HSS) и откройте отверстие 10 мм, чтобы оно соответствовало внешней стороне
диаметр вашего подшипника.В моем случае это было 30 мм, поэтому я открыл отверстие
до 29,9 мм, а затем взял очень легкий финишный слой, чтобы все еще оставалось
небольшое трение при посадке подшипника. Вы можете проверить, что
подшипник плотно вставлен — легкая смазка поможет вам вставлять и снимать подшипник.
Если на этом этапе кажется, что подшипник застрял — не паникуйте. Вы также можете слегка нагрейте корпус подшипника или используйте проволоку с крючками, чтобы попеременно тянуть из разных точек по окружности внутреннего кольца несущий.Учтите, что если вам нужно снять корпус подшипника с токарного станка в это время обязательно поместите маленькую метку рядом с губкой токарного станка номер 1 так что вы можете заменить его в том же положении.
Не забудьте сделать просверленную выемку достаточно глубокой, чтобы в нее вошел подшипник. Мой подшипник была толщиной 9 мм, поэтому я просверлил выемку 29,9 мм глубиной 9 мм. Поразмыслив, я должен сделали это 9,5 по причинам, которые я объясню позже.
- Теперь просверлите еще одну небольшую выемку на внутренней стороне выемки, как показано на картинке справа.Эта дополнительная выемка предназначена для что внутренняя часть подшипника (бит, вращающийся вместе с валом) не трется о заднюю часть корпуса подшипника. Всего несколько тысяч должно быть много зазора.
- На этом этапе вы должны отделить держатель подшипника от остальной части шины. Разрезать следует так, чтобы за подшипником оставалось 6 мм металла. то есть: если ваш подшипник имеет глубину 9 мм, как мой, то разделите держатель подшипника с вырез в 15 мм от лицевой стороны работы. Собственно, если ваш инструмент для пробора уйдет неровные края, такие как у меня, возможно, вы захотите допустить дополнительный миллиметр, чтобы вы могли переверните работу и поверните ее своим обычным режущим инструментом, чтобы она была красивой и гладко.Также удобно использовать этот дополнительный металл для сглаживания, если вы такой, который не решается прорезать 34 мм прутка с помощью отрезного инструмента — потому что тогда вы можете закончить пропил ножовкой, развернуть и повернуть следы от ножовки.
- Чтобы отметить точное положение двух отверстий, в которые крепятся болты. установите, просто поместите новый корпус подшипника лицевой стороной вниз на верстак (так плоская поверхность находится наверху), поместите на нее старую втулку и затем наденьте просверлите отверстия сверлом на 10 мм так, чтобы они совпали.Затем вы можете взять сверло, которое плотно входит в отверстия для болтов на старую втулку и вставляем в отверстия и скручиваем. Это оставит след на новая часть внизу в нужном месте. Пробейте и просверлите эти дыры.
- Теперь нужно зенковать отверстия под болты так, чтобы головки могли углубиться
заподлицо с задней поверхностью держателя подшипника. Если у вас есть мельница, то
Просто вставьте концевую фрезу с двумя зубьями подходящего размера, и работа станет простой. Только не
заходите слишком глубоко, у вас здесь всего пара миллиметров.
Если у вас нет фрезы, вы можете просто использовать обычное спиральное сверло — но вам нужно быть еще более осторожным, чтобы не зайти слишком глубоко из-за угол точки. Если вы вообще беспокоитесь, вы всегда можете купить запасной Винты с шестигранной головкой 4 мм и немного отшлифуйте головки так, чтобы зенковка не должно быть слишком глубоким. На самом деле, рекомендуется использовать запасные винты. потому что оригиналы будут слишком длинными и их нужно будет обрезать короче.
Боюсь, я один из тех, кто ненавидит вносить необратимые изменения — всегда предпочитают сохранять оригинальные детали нетронутыми, чтобы, если что-то пойдет неправильно Я могу восстановить машину в исходное состояние.
- Теперь поместите держатель подшипника обратно в токарный станок и откройте отверстие 10 мм. вы просверлили примерно до 11 мм. Это даст вам возможность поиграть, когда выравнивание корпуса подшипника на составном суппорте.
Сборка
На этом новый держатель подшипника готов, и все, что нам нужно сделать, это установить
это, в комплекте с подшипником.
Сначала прикрутите новый корпус подшипника к компаунду, но просто затяните слегка закручивает, чтобы можно было «маневрировать».»
Наденьте подшипник на вал и вставьте его в корпус. Если подшипник не идеально сочетается с корпусом, вы можете немного дать корпусу кран и слегка затянутые крепежные болты должны позволить ему войти в нужное положение.
Как только вы довольны центровкой, протолкните компаунд вдоль вала и если повезет, вал вытолкнет подшипник из корпуса. Затем потяните подшипник с вала и затяните крепежные винты.
Теперь вы можете снова вставить подшипник, и все должно выглядеть как изображение справа (извините, оно черно-белое, но цветовой баланс включен оригинал был ужасен).
Изменение ручки
Если вы используете исходную ручку без модификации, вы все равно получите привязку
потому что его плоская поверхность будет одинаково тереться о внутреннюю (вращающуюся) и внешнюю
(стационарные) кольца подшипника.
Чтобы все работало правильно, вы должны снять повязку на внешней части ручка как на картинке справа.
Нужно снять лишь небольшое количество — ровно столько, чтобы обеспечить крошечный зазор.
Теперь вы вспомните, что на шаге 6 инструкций по повороту (выше) я упоминал что я должен был утопить подшипник еще на полмиллиметра — и вот Почему….
Как вы увидите на фото готовой работы, небольшой рельефный вырез, вы берете лицевую сторону ручки, фактически создает зазор между ручкой и корпус подшипника. Хотя это не важно, вы можете захотеть не иметь пробелов — в этом случае, если передняя часть корпуса подшипника на пол мм выше сам подшипник позволит вам вырезать дополнительный рельеф ближе к краю ручку так, чтобы она почти касалась.
Вопрос — как вы собираетесь работать на составной рукоятке, если ваш токарный станок нет составной ручки?
Ответ — Я просто зажал вал небольшим набором тисков.Другой альтернативой является просто оставить исходную ручку включенной, пока вы включаете новую.
Установка ручки на место
Теперь ручка должна снова встать, хотя она не будет заходить так далеко на вал
как и раньше, потому что корпус подшипника, вероятно, глубже старой втулки.
Если вы обнаружите, что вал недостаточно глубоко проникает внутрь, чтобы позволить установочный винт для участия у вас есть два варианта: вы можете просверлить и пробить новое отверстие для набора винт или вы можете повернуть новую ручку.
Лично я бы выбрал последнее.
Изображение справа — это «законченная работа», хотя мне еще предстоит выгравировать отметка на корпусе подшипника, относительно которой деления на ручку можно выровнять.
Результатами этой модификации я очень доволен, значит я сейчас использовать состав гораздо чаще, чем раньше — какое-то время я делал почти все мое движение кареты с «большим колесом», но это не вариант, когда вы нарезание резьбы или необходимость выполнения очень тонких надрезов на облицовке на определенную глубину.
Пара друзей, которые не были впечатлены компаундом на моем миниатюре раньше меня раздражает, что моя крошечная азиатская машинка чувствует себя лучше, чем их собственные машины побольше и дороже (злорадство, злорадство).
Если кто-то действительно застрял в поиске подходящего 10-миллиметрового подшипника, я, вероятно, смогу предоставить вы с подшипником того типа, который я использовал — они очень дешевые, я заплатил всего 5 долларов за мой. Однако имейте в виду, что я живу в Новой Зеландии, поэтому даже авиапочтой доставка займет пару недель, а почтовые расходы могут быть вдвое дороже части.
Я не хочу выходить на рынок поставки подшипников, поэтому, если кто-то в США найдет подходящий номер детали и поставщика, дайте мне знать, и я отправлю его здесь.