Токарный станок ТВ-4: паспортные данные, конструкция оборудования
Людям, у которых имеется тяга к металлу и есть желание выточить какую-нибудь металлическую деталь в домашних условиях, поможет Токарный станок ТВ-4. Это бюджетный вариант оборудования, которое применяется в процессе обучения и используется в мастерских и на предприятиях небольшого производства. Оборудование имеет немало положительных характеристик среди пользователей, также подходит как хобби.
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Изготовителем, на котором стали проектировать и выпускать токарный станок ТВ-4, является завод «Учебное оборудование» в Ростове. Сейчас все оборудование усовершенствовано, поэтому ТВ-4 снят с производства, приобрести его возможно на вторичном рынке.
Назначение, область применения станка
ТВ-4 является универсальным самым простым токарным станком, выполняющим многие действия на наружной и внутренней поверхности металлической заготовки, превращая ее в законченную деталь. ТВ-4 более популярен в использовании как учебный вариант оборудования в различных учебных заведениях токарному мастерству. По этой причине станок по-другому называют «школьный». Это не профессиональное оборудование, предназначающееся для больших масштабов продукции, а оборудование, которое подходит только для обучения. Основным назначением является возможность ученикам получить минимальные навыки работы при изготовлении металлических деталей.

На оборудовании ТВ-4 возможно выполнения следующих видов работ:
- Растачивать и протачивать поверхность стальной заготовки путем вращения.
- Подрезать торцы с высокой степенью точности.
- Сверлить отверстия.
- Нарезать различного вида резьбы разного шага.
Функциональность станка небольшая, она упрощена с возможностью удешевления конструкции. Расширенные функциональные возможности имеет модернизированное оборудование, с улучшенными техническими характеристиками.
Характеристики и особенности конструкции
Поскольку станок не является профессиональным оборудованием, имеет немного функциональных возможностей оно спроектировано так, чтобы на нем без затруднений смог работать подросток.
Преимуществом ТВ-4 является неубиваемость станка. Современные подобные аппараты зарубежного производства, при какой-либо поломке ощутимо ударят по карману, к тому же достать необходимую деталь в мастерских не всегда имеется возможным. Модель ТВ-4 трудно сломать, а подобрать необходимые запасные части при поломке нетрудно.
Габаритные размеры рабочего пространства
ТВ-4 – небольшое по габаритам оборудование — 47×102×144 см и по весу – 280 кг. По подобным размерам станок подходит для работы в условиях небольших по площади учебных мастерских.

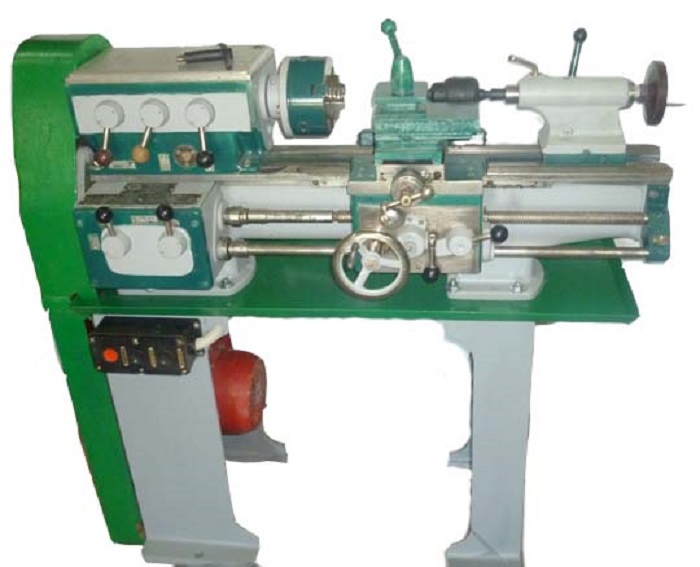
Общий вид станка
Чтобы понять принцип работы агрегата, необходимо ознакомиться с его главными механизмами. По общему внешнему виду это металлическая конструкция на базе электродвигателя, которая включает в себя типовые элементы, которые и определяют технические его возможности.
Конструкция токарно-винторезного станка ТВ-4
В конструкцию ТВ-4 входят следующие узлы оборудования и главные механизмы:
Передняя тумба
С размещенным на задней ее стороне электрическим оборудованием, на передней – кнопками его запуска/отключения.
Задняя тумба
Используется для размещения в ней щитка с электрическим двигателем.
Станина станка
Является несущей опорой, которая поддерживает, закрепляет и соединяет все узлы оборудования путем установки на две направляющие тумбы – переднюю и заднюю.
Передняя бабка
Представляет собой корпус из чугуна, куда входит переключатель скоростей и шпиндель и располагающейся на левой стороне станины. Предназначается для осуществления движения станка, то есть отвечает за передачу вращения от электродвигателя к обрабатываемой детали.

Передаточный механизм (гитара)
Является вспомогательным устройством, отвечающим за шаговые движения во время нарезки резьбы.
Коробка подач станка ТВ-4
Контролирует перемещение направления движения от гитары на ходовой вал/винт, что влечет изменение частоты вращения, и приводит к воспроизведению нужного шага резьбы. Кроме того, коробка передач контролирует перемещение суппорта. Рукоятка переключения с ходового вала на винт обеспечивает блокировку, что предотвращает их совместное включение.

Суппорт станка
Включает в себя три движения по направлению станине:
- Продольное (с автоматической подачей) – вдоль направляющих;
- Поперечное – перпендикулярно;
- Дополнительное перемещение – верхние салазки с 4-х позиционными резцедержателями, закрепляющими режущий инструмент, которые способны поворачиваться на 45° в каждую из сторон.

Фартук
Предназначается для выбора движения вала или винта в продольную подачу суппортного узла. Если сделать поворот вверх левым рычагом фартука, произойдет включение кулачковой муфты, что введет шестерню в сцепление с ходовой рейкой, в результате чего произойдет перемещение суппорта. Если повернуть правый рычаг разрезная гайка будет захватывать ходовой винт в движении и выполнять нарезку резьбы.

Задняя бабка
Предназначается в качестве места установки для сверл, зенкеров, разверток и других сверлильных инструментов, необходимых при обработке длинных заготовок и разных вариантов исполнения деталей. Ее можно перемещать по внутренним направляющим, расположенным в станине, и фиксировать в необходимое положение при помощи поворотной каретки.

Электрооборудование
Процесс вращения в станке происходит за счет трехфазного электродвигателя с мощностью 1 кВт, который рассчитан для подключения к электросети 380 В. С целью использования в быту при однофазном напряжении 220 В, необходима замена двигателя или установка специального блока.
Важно! При сбоях в электропитании, перерывах и временном отсутствии необходимо в обязательном порядке отключать оборудование от источника питания.

Эксплуатация токарно-винторезного станка ТВ-4
Перед началом выполнения работ на ТВ-4 учеников следует ознакомить с основными техническими характеристиками конструкции и основами техники безопасности.
При эксплуатации станка следует выполнять следующие этапы:
- Выполнить предварительный осмотр оборудования и подготовку работы на нем. Осмотреть оборудование и рабочее место, оно должно быть очищено от стружки при работе предыдущей смены. При отсутствии неисправностей настроить станок получение детали заданного типа.
- Воспроизведение работы на агрегате. Выполнить предварительную настройку оборудования, правильно расположить заготовку между задней и передней бабкой, чтобы получить точную деталь.
- Выполнить профилактические работы. После работы удалять остатки стружки и металлической пыли после каждой обработанной детали. Для этого можно воспользоваться специальными приспособлениями – щетками или пылесосом. Также необходимо проверить целостность оборудования, отключить станок от электрической сети.
ТВ-4 не рассчитан производство деталей в большом количестве, соответственно степень его нагрузки необходимо контролировать.

Важно! При эксплуатации станка по металлу не должно быть никакой вибрации! В случае возникновения вибрации, следует оставить действие станка и принять меры к устранению неполадки. Прежде всего, проверить крепление инструмента и обтачиваемой детали.
В заключение
Устройство ТВ-4 не предназначено для изготовления деталей в большом объеме для производства, подходит для обучения минимальному уровню учеников по обработке металлов. Научившись производить простые операции на этом станке, знания можно применять в дальнейшем на усовершенствованных более сложных оборудованиях.
Школьные станки ТВ и их аналоги
Школьные станки ТВ
Вообще, «школьные» станки имеют свои названия. Обычно это какие-то из серии ТВ (ТВ-3, ТВ-4, ТВ-6, ТВ-7, ТВ-9, ТВ-11) — станки средних размеров.

На фото токарно-винторезный учебный станок ТВ-9у

На сравнительном рисунке показаны вверху: ТВ-16, внизу: MN-80.
Чешский TOS MN-80
 Со станком ТВ-16 сопоставим по возможностям, габаритам и массе станок TOS MN-80, Чехословацкого производства, который так же встречается достаточно часто. Чешский TOS немного ниже в высоту, чем ТВ-16, и имеет более гармоничные размеры отдельных частей.
Со станком ТВ-16 сопоставим по возможностям, габаритам и массе станок TOS MN-80, Чехословацкого производства, который так же встречается достаточно часто. Чешский TOS немного ниже в высоту, чем ТВ-16, и имеет более гармоничные размеры отдельных частей.

На фото чешский TOS MN-80
Оба этих станка — хороший выбор и для гаража, и, возможно, даже для домашней мастерской. По размерам станки также сопоставимы и с Универсалом-3 и более длинным Универсалом-В, но и ТВ-16, и MN-80 — будут классом повыше, это уже настоящие промышленные станочки, хоть и небольшого размера.
Если же их сравнить между собой, то MN-80 для более тонкой и точной работы, особенно хорош при использовании цанг вместо патрона. Шпиндель этого станка имеет подшипники скольжения, дающие более высокую точность, но требующие более деликатного обращения, и поэтому патрон на него ставится не более 80 мм диаметром. А у станка
Надо сказать, что станок TOS MN-80 — это очень достойный представитель среди небольших станочков. Если он вам случайно встретится в более-менее хорошем состоянии, обязательно задумайтесь над возможностью его покупки. При желании станок можно поставить в квартире на лоджии, либо на даче или в гараже.
Токарно-винторезный MN-80 — известен и любим в разных странах, и является по-настоящему высококлассным оборудованием.

Чехи также выпускали маленький токарный TOS MN-65 – см. фото, в размере часовых станков, но про него мне мало что известно.
МК-3002
Ещё один очень интересный станок, классом повыше Универсалов, по размерам близкий к учебным станкам ТВ и всё-таки ещё применимый для домашнего использования, это универсальный станочек «МК-3002» известного производителя — завода «Красный пролетарий».

На фото МК-3002 показан в токарном положении.

А для фрезеровки шпиндельная бабка станка МК-3002 поднимается вертикально на поворотной стойке. В токарном положении поворотная стойка уложена горизонтально между направляющими станины. Станок хороший, но встречается редко, и найти его трудно.
Источник: Е. Васильев «Маленькие станки»
ТВ-4 (ТВ4) Станок токарно-винторезный школьный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Другим производителем станка ТВ-4 являлся Дубненский литейно-механический завод «Октябрь» — г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — Завод «Учебное оборудование № 1» г. Ростов на Дону.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: — (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических — (3 шага) 0,8; 1; 1,25 мм
Габаритные размеры рабочего пространства станка ТВ-4
Габаритные размеры рабочего пространства станка ТВ-4
Общий вид токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
3-D модель токарно-винторезного станка ТВ-4 с сайта asmcg-studio.ru
3-D модель токарно-винторезного станка ТВ-4 с сайта asmcg-studio.ru. Скачать в увеличенном масштабе
3-D модель токарно-винторезного станка ТВ-4 с сайта asmcg-studio.ru
3-D модель токарно-винторезного станка ТВ-4 с сайта asmcg-studio.ru. Скачать в увеличенном масштабе
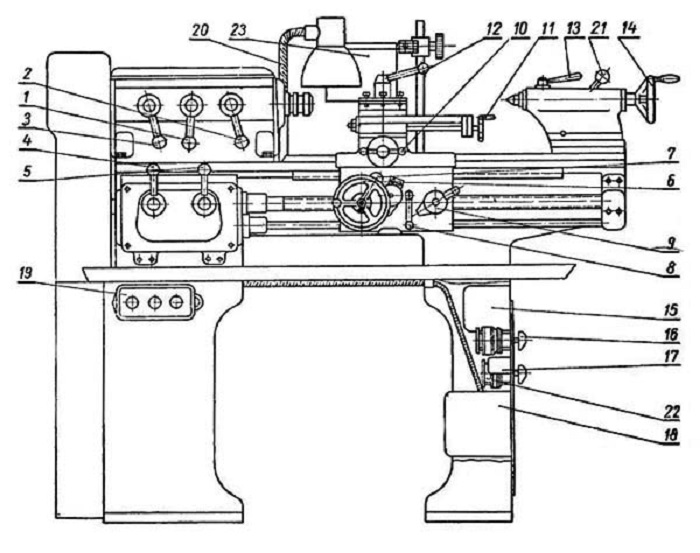
Расположение органов управления токарным станком ТВ-4
Расположение органов управления токарным станком тв-4
Расположение органов управления токарным станком ТВ-4. Смотреть в увеличенном масштабе
Таблички для ручек управления токарным станком тв-4
Таблички для ручек управления токарным станком ТВ-4. Смотреть в увеличенном масштабе
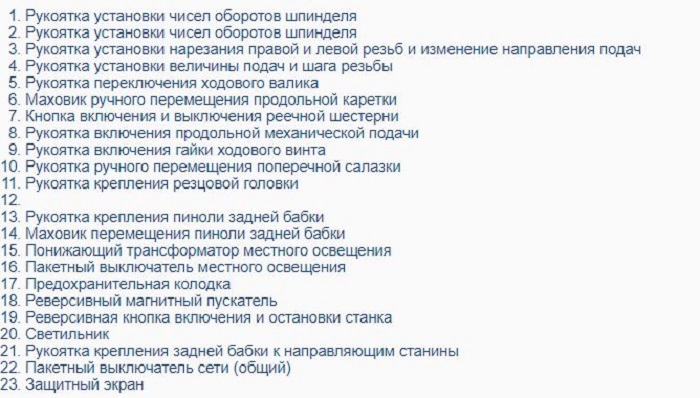
Спецификация органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
Управление станком ТВ-4
Пуск и остановка электродвигателя станка производятся нажатием кнопок «пуск» и «стоп».
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях (см. рис. 1).
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от желаемого направления подачи суппорта («Л» —левое или «П» — правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «винт — вал» — в правом положении — «Винт».
- На фартуке — рукоятка самохода 8 в нижнем выключенном положении «от себя».
- Рукоятка включения реечной шестерни 7 — в положении «на себя».
- Рукоятка включения маточной гайки 9 — в нижнем крайнем положении».
Положение рукояток и рычагов при работе с ходовым валом (механическая подача)
- На передней бабке — положение рукоятки трензеля 5 в зависимости от желаемого направления подачи суппорта (левое или правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «винт — вал» — в левом крайнем положении — «вал».
- На фартуке — рукоятка самохода 8 во включенном положении «на себя».
- Рукоятка включения маточной гайки 9 — в верхнем положении.
- Рукоятка включения реечной шестерни 7 — в положении «на себя».
Положение рукояток и рычагов при ручной продольной подаче ходовым валиком
- На передней бабке — положение рукоятки трензеля 3 в среднем положении «Н».
- На коробке подач — положение рычага «винт — вал» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки — в верхнем положении.
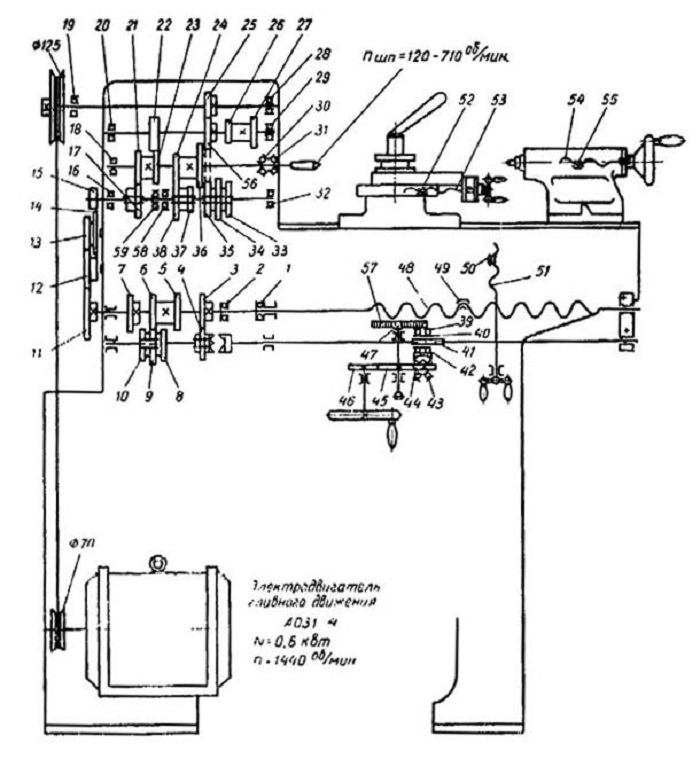
Схема кинематическая токарно-винторезного станка ТВ-4
Кинематическая схема токарно-винторезного станка тв-4
1. Кинематическая схема токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
2. Кинематическая схема токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
3. Кинематическая схема токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Спецификация подшипников токарного станка тв-4
Спецификация подшипников токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Конструкция основных узлов токарно-винторезного станка ТВ-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
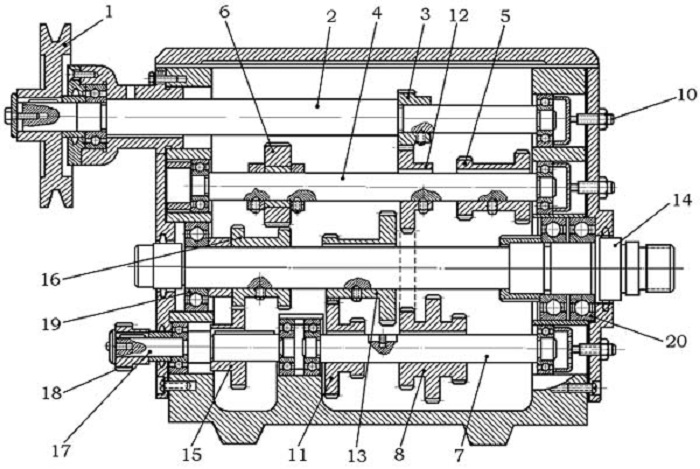
Передняя бабка токарно-винторезного станка ТВ-4
Чертеж передней бабки токарного станка тв-4
Чертеж передней бабки токарного станка тв-4
Передняя бабка токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4. Смотреть в увеличенном масштабе
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки станка тв-4. Вариант с укороченным ведущим валом
Передняя бабка (рис. 2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-4 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис. 1). Рукоятка /имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14.’
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые поворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размещается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя—в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки. Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
Передняя и задняя опоры шпинделя токарного станка тв-4
Шпиндель станка ТВ-4 смонтирован на 3-х подшипниках:
- Передняя опора шпинделя — два однорядных радиально-упорных шарикоподшипника № 46207, класс точности Н, размер 35х72х17 мм
- Задняя опора — шарикоподшипник радиальный однорядный № 206, класс точности Н, размер 30х62х16 мм
Подшипник № 46207 (7207)
Это шариковый радиально-упорный однорядный подшипник. Который прекрасно справляется как со значительными радиальными, так и с осевыми односторонними нагрузками (до 150% от неиспользованной допустимой радиальной). Для жесткой осевой фиксации (например, в станках, требующих высокой точности обработки) вала их устанавливают попарно.
В нашей стране выпуск их осуществляется на саратовском заводе «СПЗ» (3 ГПЗ) и Самарском СПЗ-4 (4 ГПЗ).
Если раньше широко применялись подшипники этого типа высокой степени точности, то теперь только шестой, поэтому и производятся только две модификации — 6-46207Е5, 6-46207Л (полиамидный и латунный сепараторы).
Импортные подшипники этого типа имеют маркировку 7207A. Сепаратор из латуни в номере отражается наличием буквы М, из полиамида — буквы D.
Размеры и характеристики подшипника 46207 (7207):
- Внутренний диаметр (d): 35 мм;
- Наружный диаметр (D): 72 мм;
- Ширина (H): 17 мм;
- Масса: 0,289 кг;
- Диаметр шарика: 11,112 мм;
- Количество шариков: 12 шт;
- Диаметр борта наружного кольца: 60,2 мм;
- Диаметр борта внутреннего кольца: 46,9 мм;
- Грузоподъемность динамическая: 29 кН;
- Грузоподъемность статическая: 16,4 кН
- Номинальная частота вращения: 11000 об/мин.
Схема подшипника 46207 токарного станка ТВ-4
Регулирование шпиндельных подшипников на токарно-винторезном станке ТВ-4
Передняя опора шпинделя токарного станка тв-4
Регулирование радиального зазора передних подшипников и осевого зазора шпинделя производится посредством гайки 1 и контргайки 2 (рис. 11).
Произведя регулировку подшипников, необходимо проверить шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя нужно вставить оправку с коническим хвостовиком и свободной длиной 150 мм.
К центрирующей поверхности шпинделя подвести пуговку индикатора и за свободный конец оправки вручную отжать шпиндель.
При этом отклонение стрелки индикатора не должно превышать 0,02 мм. Кроме того, шпиндель должен легко провертываться.
Передаточный механизм (гитара) токарно-винторезного станка ТВ-4
Гитара токарно-винторезного станка ТВ-4
Передаточный механизм (рис. 4) служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
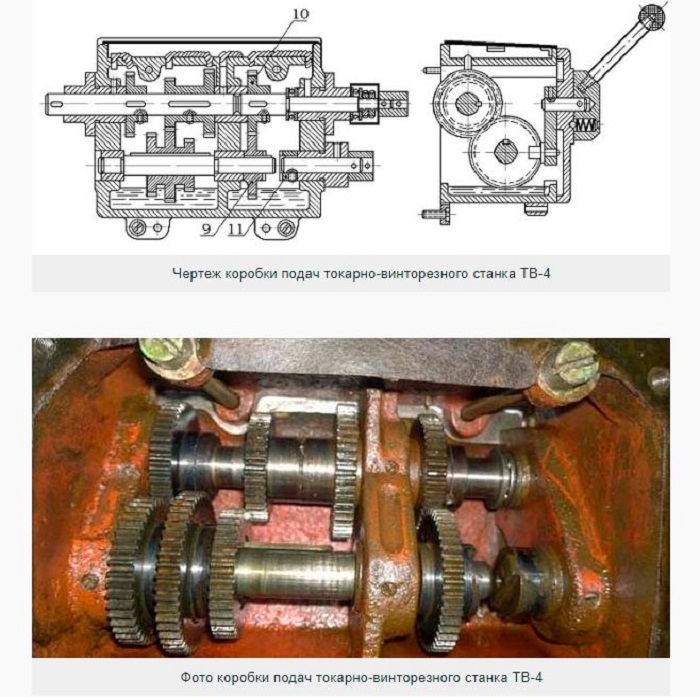
Коробка подач токарно-винторезного станка ТВ-4
Чертеж коробки подач токарно-винторезного станка ТВ-4
Фото коробки подач токарно-винторезного станка ТВ-4
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм на один оборот шпинделя.
Необходимые резьбы и подачи устанавливаются путем поворота рукоятки 4 (рис. 1), расположенной на передней крышке коробки подач.
Включение ходового винта или ходового валика осуществляется поворотом рукоятки 5 (рис. 1).
В положении, указанном на рисунке 5, осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передаст вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 3 (рис. 1).
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла.
Масло на шестерни и трущиеся поверхности подается фитилями.
При работе необходимо следить, чтобы в корыте коробки подач постоянно находилось небольшое количество масла.
Суппорт токарно-винторезного станка ТВ-4
Чертеж суппорта токарно-винторезного станка ТВ-4
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
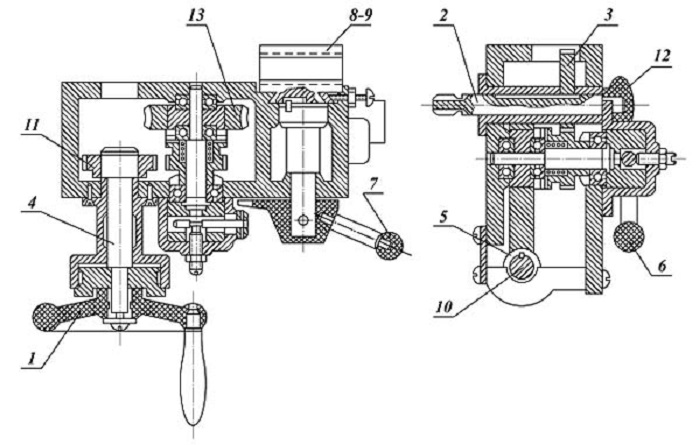
Фартук токарно-винторезного станка ТВ-4
Чертеж фартука токарно-винторезного станка ТВ-4
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Фартук токарно-винторезного станка ТВ-4
Фартук токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
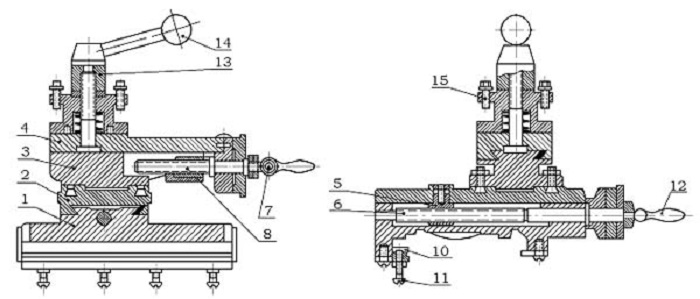
Задняя бабка токарно-винторезного станка ТВ-4
Чертеж задней бабки токарно-винторезного станка ТВ-4
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
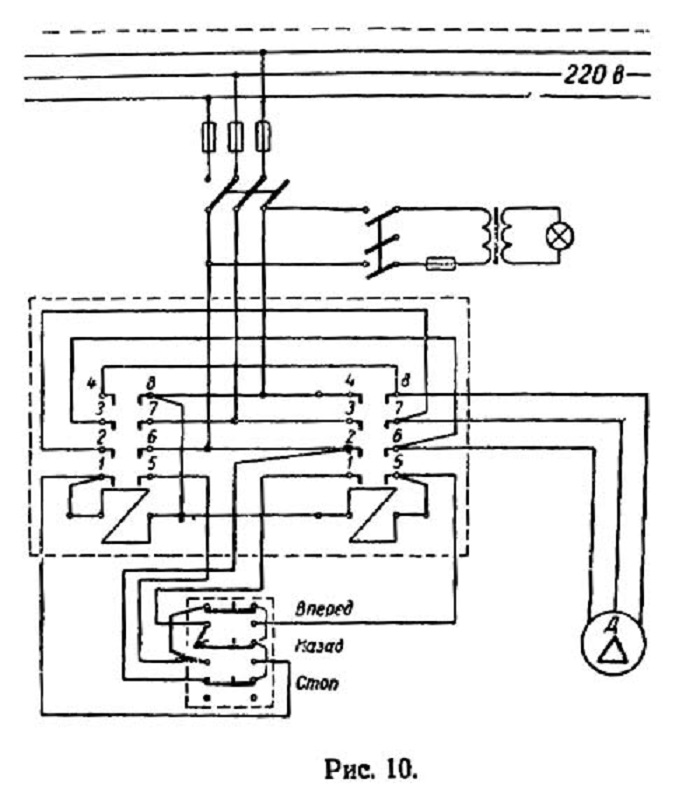
Схема электрическая токарно-винторезного станка ТВ-4
Электрическая схема токарно-винторезного станка ТВ4
Электрооборудование токарно-винторезного станка ТВ-4
К электрооборудованию станка относятся: трехфазный короткозамкнутый асинхронный электродвигатель мощностью 1,0 кВт; магнитный пускатель с кнопочной станцией и электрощит, на котором смонтированы переключатели местного освещения и общего включения станка; трансформатор местного освещения и плавкие вставки.
Щиток электрооборудования и магнитный пускатель установлены в правой тумбе станка, электродвигатель и кнопочная станция — в левой тумбе.
Токарно-винторезный станок ТВ-4. Видеоролик
Обзор токарного станка ТВ-4
На что обратить внимание при покупке токарного станка ТВ-4
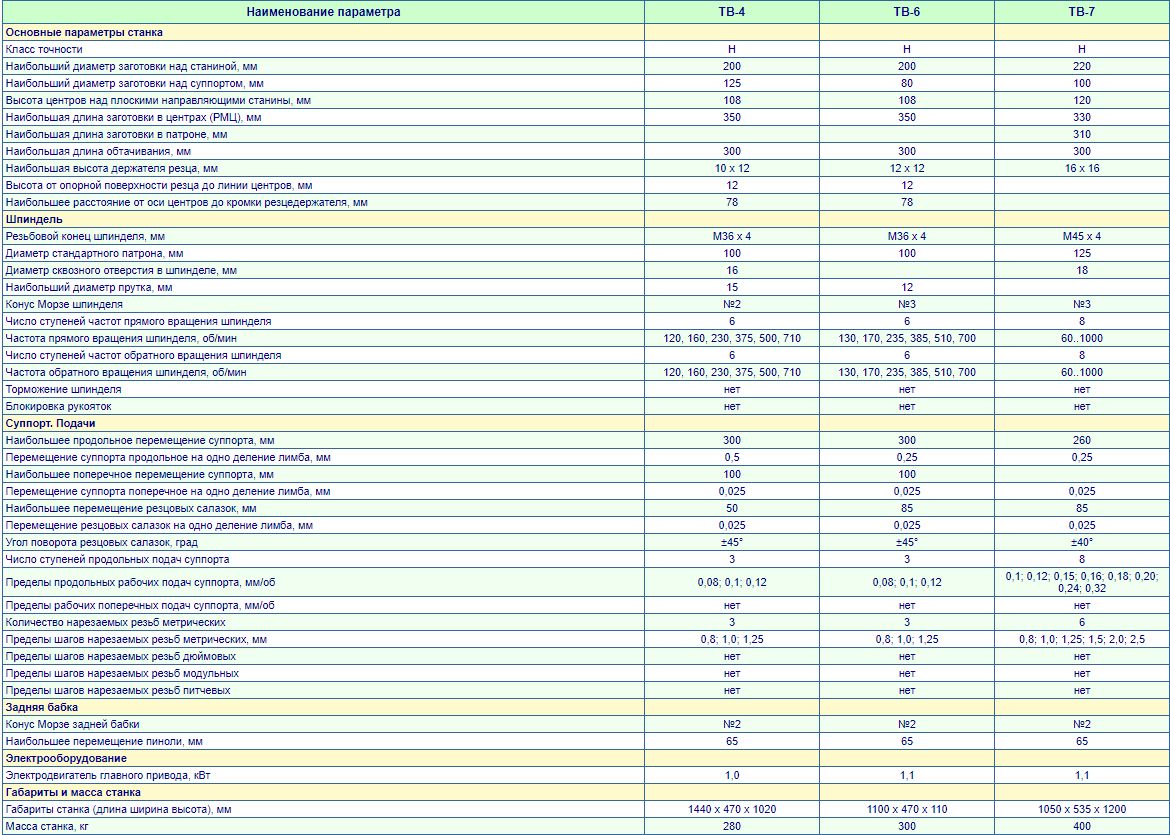
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
- Паспорт токарно-винторезного станка ТВ-4, 1969
- Токарно-винторезный станок, модель ТВ-4. Руководство по уходу и обслуживанию, ГлавУчТехПром, 1973
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
тв-4 Паспорт токарно-винторезного станка, Скачать
Токарный станок ТВ-6: технические характеристики, схемы, вид
Токарный станок марки ТВ-6 выпускается ростовским заводом станочного оборудования. Его применяют для изменения свойств предмета труда при выполнении определенного технологического процесса, например, размеров и форм. Они преобразовываются машинным либо ручным способом.
Назначение и область применения
Основное назначение металлорежущего станка ТВ-6 содержится в закреплении теоретических знаний на практике.
Он входит в число тренировочных производственных машин, на котором производится обучение азам токарного дела.
На нем выполняются рабочие операции:
- сверление просветов в предметах заданных размеров, из которых путем изменения форм, размера изготавливается деталь;
- обрезка торцов деталей;
- отрезание некой части с целью придания детали нужной формы;
- спиральная винтовая нарезка;
- обработка резцом внутренней либо внешней поверхности деталей, имеющих форму цилиндра либо конуса.

Приспособление успешно используется в мастерских средних школах, профессионально-технических училищах, колледжах, в цехах малых производственных и занимающихся ремонтом предприятий.
Технические характеристики
Токарно-винторезный станок ТВ-6 выделяется среди других незначительным габаритом – 144х47х11 см, что удобно для эксплуатации в целях обучения. На нем выполняется обработка металлических предметов диаметром до 200 мм при их установке над рабочей основой, держателем резца – 80 мм.
Отличительные признаки:
- масса – 300 кг;
- производительность электрического двигателя – 1,1 кВт;
- величина фазы требуемого развития скорости – 6;
- формат децимальной резьбы – 3;
- высота центральных частей – 10,8 см;
- предельное значение длины болванки – 350 мм;
- длина обтачки – 300 мм;
- предельный радиус обрабатываемой детали – 0,6 см;
- угол разворота каретки резца – 45;
- передвижка резцедержателя по отношению к значению лимба: продольное – 0,5 мм, поперечное – 0,025 мм. То же в зависимости от цикла лимба: продольное – 3 мм, поперечное – 2 мм;
- скорость кручения детали вокруг оси при движении прямо – 130-170 об/мин, при обратном ходе – 700 об/мин;
- постоянное передаточное число – ¼;
- шаг выполнения резьбы – 0,08, 0,1, 0,125 см.
- ширина и высота резца – 12х12 мм.

Школьник выполняет рабочие операции с точностью, отнесенной к классу – «нормальный». Она достигается за счет исправной работы суппорта.
Процедура точение деталей на нем осуществляется путем снятия резцом с крутящейся на валу детали металлической стружки.
Процедура вращения обеспечивается:
- асинхронным электродвигателем;
- механической энергии, которая передается гибкими элементами;
- коробкой скоростей;
- главным валом, на котором установлено приспособление, закрепляющее обрабатываемый предмет или инструмент;
- деталью, у которой необходимо изменить свойства путем выполнения определенного технологического процесса.
Отсчет передвижек станка ТВ-6 по металлу производится специфическое устройство – лимба. Болты на нем должны быть максимально зажаты, что увеличивает срок службы и позволяет снизить вибрацию.

Схема органов управления


Комплектация токарного станка ТВ-6
Основанием оборудования служит поставленная на 2 тумбах станина, изготовленная из чугуна методом литья. На ней закреплены передняя и задняя бабки, подвижное приспособление, на котором укреплен режущий инструмент.
В число основных элементов входят:
- электрический двигатель;
- механизм, передающий движение рабочим элементам;
- рабочий орган, представленный в виде шпинделя и система управления.


Тумба
У устройства для обработки различных видов металла предусмотрены две тумбы, зафиксированные спереди и сзади. Они имеют П-образную форму, прочность которой достигается ребрами жесткости.
Реверсивная кнопка установлена на лицевой стороне передней тумбы. Она предназначена для приведения в рабочее состояние электрического двигателя и его отключения. Щиток с электрооборудованием собран на тумбе, расположенной сзади.
Гитара и коробка передач
Под термином «гитара» подразумевается механизм, изготовленный в виде консоли с закрепленными на ней шестернями. Его основная функция заключается в передаче механической энергии от головки рабочего вала к коробке подач.
Она состоит из элементов:
- зубчатых колес, передающих вращательное движение;
- сливного устройства;
- фитинга;
- рукоятки;
- подвижного вала;
- блок-шестерни.

Коробка передач предназначена для изменения режима работы подвижных частей, что осуществляется при помощи рычагов и осуществления смазки шестеренок.


Фартук
Основное назначение фартука – одного из технических узлов заключается в механической подаче резца рычагами управления от главного вала или винта. Он передвигается по полозьям влево либо вправо в зависимости от заданной функции, срезая металлические стружки с подлежащей обработке детали.
На нем устанавливается:
- суппорт – узел, на котором крепится и перемещается инструмент;
- рычаги управления.


Суппорт
Назначение суппорта заключается в креплении и перемещения режущего инструмента, обрабатываемой детали. Он установлен на фартуке с целью подачи резца на протяжении всего технологического цикла по направлению к центру диаметра подлежащей обработке заготовки либо детали.
В его состав входят:
- три салазки – продольные, поперечные и верхние;
- резцедержатель.
Продольная каретка прикреплена к фартуку. Она двигается механически либо при помощи рукоятки по направляющим станины. Поперечные салазки перемещаются вручную. Верхние закреплены на поворотной плитке. С их помощью производится заточка конических поверхностей, что достигается за счет изменения угла до 40. Ее перемещение выполняется вручную.


Бабка
На станке ТВ-6 предусмотрены бабки – передняя и задняя. Основное различие между ними заключается в том, что последняя свободно двигается по направляющим станины.
Передняя бабка расположена на левой стороне станины, основными элементами которой являются шестерни. Они передают вращательное движение на обрабатываемую деталь, которая жестко закрепляется в головке. Их функциональное назначение заключается в производстве смены режима скоростей, для чего используется переключатель.

Задняя бабка расположена в правой части станины. Она удерживает обрабатываемую деталь в заданном положении. При производстве работ по сверлению отверстий функция задней бабки видоизменяется – осуществляет подачу обрабатываемой детали на сверло. В ее верхней части установлен пиноль, способная перемещаться при помощи маховика и фиксироваться.


Электрическая схема

Особенности эксплуатации
При эксплуатации направляющие металлорежущего токарного станка должны подвергаться регулярному осмотру с целью исключения неисправностей его отдельных элементов. Их износ повлечет за собой образование люфта и снижение точности обработки детали и заготовки.
Они должны быть чистыми, своевременно смазаны техническим маслом. При возникновении необходимости их следует заменить на новые, выполнив
Особое внимание в ходе эксплуатации станка ТВ-6 следует:
- обращать на клиноременные передачи приводного механизма, у которых возникает ослабление ремней. Их необходимо периодически проверять, чтобы натяжение на одну ветку ремня соответствовало требуемому – 10 кг;
- устранять вибрации шпинделя, подтягивая гайкой шпиндельный узел. Если мера не приносит желаемых результатов, то нужно заменить подшипники;
- регулировкой гаек, шлифовкой торцов колец аннулировать незначительные зазоры, возникающие в ходе обработки деталей.

Механизмы

Кинематическая схема

Техника безопасности
При работе на токарном станке ТВ-6 необходимо строго соблюдать предъявленные к нему правила безопасности. Они позволяют избегнуть непредвиденных производственных ситуаций с непредсказуемыми последствиями.
В их число входит:
- выполнение операций в спецодежде;
- осуществление проверки наличия требуемых инструментов, их состояния;
- использование инструментов соответственно назначения;
- закрепление обрабатываемой детали надлежащим образом;
- уборка рабочего места.
Токарный станок ТВ-4: технические характеристики и особенности
 Проектирование и изготовление станков ТВ-4 производится на Ростовском специализированном заводе «Учебное оборудование». ТВ-4 имеет иные технические характеристики, нежели профессиональные модели, поскольку нужен для обучения работе и выработки навыков обращения со стальными заготовками. Одними из основных норм, которые учитываются при проектировании приспособления, являются простота настройки и безопасность. Купить новый станок сегодня нетрудно. Однако не забывайте и о бывшей в употреблении технике. Люди, которые в домашних условиях желают выточить какую-нибудь деталь из металла, вряд ли найдут более дешевый вариант.
Проектирование и изготовление станков ТВ-4 производится на Ростовском специализированном заводе «Учебное оборудование». ТВ-4 имеет иные технические характеристики, нежели профессиональные модели, поскольку нужен для обучения работе и выработки навыков обращения со стальными заготовками. Одними из основных норм, которые учитываются при проектировании приспособления, являются простота настройки и безопасность. Купить новый станок сегодня нетрудно. Однако не забывайте и о бывшей в употреблении технике. Люди, которые в домашних условиях желают выточить какую-нибудь деталь из металла, вряд ли найдут более дешевый вариант.
Назначение станка
Изначально предполагалось выполнять на школьной модели весь спектр токарных операций. Потому-то конструкция ТВ-4 имеет классическую компоновку всех станков данного типа. На нем выполняются следующие токарные работы:
- Расточка и проточка стальных заготовок вращением.
- Высокоточная подрезка торцов.
- Сверление.
- Нарезание резьбы (метрической).
 С целью повышения функциональных возможностей проводится модернизация оборудования. Однако приступать к этому можно лишь после ознакомления со спецификой конструкции и техническими характеристиками. Модернизация не должна отрицательно сказаться на эксплуатационных качествах и безопасности работы на станке.
С целью повышения функциональных возможностей проводится модернизация оборудования. Однако приступать к этому можно лишь после ознакомления со спецификой конструкции и техническими характеристиками. Модернизация не должна отрицательно сказаться на эксплуатационных качествах и безопасности работы на станке.
Отличия учебного оборудования — его компоновка и расположение органов управления, которое должно быть таким, чтобы работать на станке без затруднений смог подросток невысокого роста.
Особенности конструкции
Для повышения надежности станка тумбу его изготавливают из толстостенной листовой стали и дополнительно делают ребра жесткости. Благодаря данной конструкции основные рабочие узлы и органы управления удается разместить максимально эргономично.
Тумба — это основа конструкции. В задней ее части находится электродвигатель, необходимый для привода бабки шпиндельной. На лицевой панели располагается блок управления работой — кнопки включения/выключения и включения режима «Реверс». Все электрооборудование смонтировано тоже в задней части. Для профилактики и ремонта предусмотрена дверца доступа.
Основные элементы:
- Передняя бабка в левой части станины. К ней для переключения скоростей подключается коробка. Конструктивно это один элемент. Вращение шпинделя передается при помощи 3-кулачкового патрона.
- Коробка передач. Чтобы регулировать уровень подачи, поворачивается соответствующая рукоять. Схема работы исключает возможность одновременного вращения ходового винта и валика. Корыто в верхней части требуется для подачи смазки.
- Передаточный механизм. Передает вращение коробке скоростей от блока шпинделя. Для нашей модели передаточное соотношение составляет ¼. Невозможно установить другие пары шестерней, поэтому соотношение здесь — константа.
 Во время работы все время отслеживается уровень масла для смазывания коробки передач. В корыте постоянно должен быть хотя бы минимум смазки, иначе появляются перегрев и поломки шестерней.
Во время работы все время отслеживается уровень масла для смазывания коробки передач. В корыте постоянно должен быть хотя бы минимум смазки, иначе появляются перегрев и поломки шестерней.
На лицевой части оборудования имеется таблица с возможными значениями оборотов, позволяющая выбрать оптимальный режим эксплуатации.
Технические характеристики
Нужно изучить инструкцию к станку, ведь работа на ТВ-4 зачастую выполняется неквалифицированными рабочими. Особенно внимательно нужно ознакомиться с рекомендуемыми режимами функционирования.
ТВ-4 весит 280 кг (вместе с компонентами оборудования). Габариты станка — 47×102×144 см. Эти параметры оптимальны для монтажа в ограниченном пространстве учебной мастерской. Для передачи крутящегося момента служит трехфазный электродвигатель, чья мощность составляет 1 кВт. Рассчитан он для подключения к электросети 380 В. При необходимости адаптации к сети в 220 В надо поменять двигатель или установить специальный блок.
Основные характеристики ТВ-4:
 Максимальный диаметр заготовки не должен превышать 20 см и 12,5 см — над суппортом.
Максимальный диаметр заготовки не должен превышать 20 см и 12,5 см — над суппортом.- Длина обтачивания — 30 см.
- Допустимая длина изделия — 35 см.
- Размеры держателя резца рассчитаны для монтажа инструмента с габаритами не более 10×12 мм.
- Диаметр отверстия сквозного в шпинделе — 1,6 см, что позволяет установить пруток 15 мм в сечении.
- Значения возможных оборотов в минуту — 120, 160, 230, 375, 500, 710.
- Продольное перемещение суппорта возможно максимум на 30 см, а поперечное — на 10 см.
- Число ступней при прямом и обратном вращении — 6.
- Величина поворота салазок с закрепленным резцом — ±45°.
- Конструкция резцовых салазок допускает смещение на 5 см.
- У суппорта три степени продольных подач.
- Параметры формирования резьбы метрической: допустимое количество — 3, пределы шагов ограничиваются значениями 0,8, 1 и 1,25 мм.
- Смещение пиноли задней бабки до 6,5 см.
 Максимальный диаметр заготовки не должен превышать 20 см и 12,5 см — над суппортом.
Максимальный диаметр заготовки не должен превышать 20 см и 12,5 см — над суппортом.В конструкции отсутствуют механизмы принудительного торможения шпинделя и блокировки рукояток управления, и остановка обрабатываемой заготовки происходит довольно медленно, что должно учитываться при планировании работы.
Класс точности станка — «Н». Это позволяет выполнять обработку стальных деталей и достигать оптимального качества. Ограничение — обработка заготовок из твердосплавных материалов.
Как купить станок ТВ-4
Эксплуатация
Монтаж и наладку учебного оборудования должны выполнять профессионалы. Перед началом работы на ТВ-4 учащиеся обязательно должны ознакомиться с его конструкцией и техническими характеристиками, правилами ТБ.
Для монтажа станка должен быть обустроен фундамент высотой 10 см. Материалом для него могут служить деревянные бруски или бетон. Поскольку конструкция ТВ-4 не предусматривает наличия механизмов регулировки уровня, особое внимание нужно обратить на отсутствие перепадов высот платформы. Альтернативой является установка специальных регулируемых опор.
К нюансам эксплуатации станка относятся:
- Подготовка к работе. Очищение от антикоррозийной жидкости, заполнение емкости смазкой для коробки передач. При подключении к электрической сети обустраивается заземляющий контур и УЗО.
- Работа. Все рукояти должны стоять в исходном положении. Далее, можно выполнять предварительную настройку. Заготовку фиксируют между задней и передней бабкой. При помощи механизмов резцедержателя выставляется резец.
- Профилактика. После работы удаляется стружка и металлическая пыль, проверяется целостность и правильность функционирования главных узлов и агрегатов. Перед запуском проверяется уровень масла.
Описанное учебное оборудование не предназначено для массового производства, а значит, за степенью его нагрузки нужно тщательно следить.
технические характеристики токарно-винторезного станка по металлу
Токарно-винторезный станок ТВ-4 используется для обучения токарному делу учащихся школ, профессиональных училищ, колледжей.
В современных условиях он все чаще применяется в частных небольших токарных мастерских, а также для мелкосерийного производства. Успешно выполняет классические токарные операции.

Краткая история
Это оборудование производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения.
На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Также есть еще завод на Украине в г. Грождно, который также выпускает серию данного оборудования. Но Ростовский комбинат считается все же основным производителей этой функциональной мобильной конструкции.
Назначение и область применения школьного токарно-винторезного станка по металлу
Поскольку оборудование изначально выпускалось, как учебное оно отличается небольшими габаритами. Поэтому не подходит для обработки крупных деталей.
Токарно-винторезный станок ТВ-4 предназначен для обработки деталей до 12 см в диаметре и до 30 см по длине. Этого вполне достаточно для тех, у кого токарное дело – хобби и есть необходимость в штучной обработке деталей.
Станок позволяет проводить следующие виды токарных работ:
- подрезка торцов;
- отрез;
- нарезание метрических резьбы;
- сверление;
- проточка и расточка отверстий.
Школьный станок снабжен всеми узлами полноценного токарного инструмента.
Технические характеристики
Мощность электродвигателя рассматриваемого оборудования составляет 0.6 КВТ. При этом полный вес станка составляет 280 кг, что позволяет ему легко располагаться в бытовых условиях.
Основные параметры
К основным параметрам ТВ-4 относятся:
- расстояние между центрами – 35 см;
- наибольшая длина обтачивания – 30 см;
- максимальный диаметр заготовки, обрабатываемой над верхней частью суппорта – 125 мм;
- диаметр, обрабатываемый над станиной – 20 см.
Узлы в станке классические, с определенными техническими характеристиками, которые позволяют выполнять все токарные работы, характерные для этого вида оборудования.
Шпиндель
Располагается в передней, шпиндельной бабке и его основная функция – вращать рабочую заготовку посредством трехкулачкового патрона. От приемного шкива получает 6 цифр оборотов. Максимум – 710 об/мин.
Наибольший диаметр обрабатываемого прутка на шпинделе – 15 мм. Конец шпинделя резьбовой – М36х4.

Суппорт и подачи
Предназначен для перемещения режущего инструмента. Имеет 4 каретки:
- Первая — перемещается по направлению станины.
- Вторая – перемещается по поперечным направляющим первой каретки, перемещает режущий инструмент в поперечном направлении.
- Третья – от среднего положения в обе стороны поворачивается на 45 градусов.
- Четвертая – несет резцедержатель и перемещается в продольном направлении по третьей каретке.
Резцовые салазки
Резцовые салазки по техническим характеристикам предполагают смещение на 5 см.

Задняя бабка
Ее еще называют упорной бабкой. Это конструктивная деталь, главная функция которой – поддержка с помощью центра второго конца заготовки. Она фиксирует будущую деталь.
Расположена на основании, которое равномерно перемещается по направляющим станины. В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.

Электрооборудование
Привод осуществляется от асинхронного электродвигателя ~220В. Через клиномерные передачи и одноступенчатый шкив движение передаётся ходовому валу, коробки скоростей.
Также к электрическому оборудованию относится электрический щит, трансформатор, плавкие вставки. Щиток электрооборудования и магнитный пускатель расположены в правой тумбе, а сам электродвигатель с кнопочной станцией – в левой.
Общие размеры (габариты) и вес
Станок относится к легкому классу оборудования. Его параметры в мм 1100х470х1020. Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм.
Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров.
Общая конструкция и принцип работы
Тумба данного станка изготовлена из толстостенной листовой стали. Дополнительно монтируют ребра жесткости. В задней части тумбы расположен электродвигатель. На лицевой части – блок управления работой, в том числе кнопка реверс, а также включения/выключения.
На задней тумбе, которая имеет П-образную форму, также имеются ребра жесткости вверху и снизу. Внутри этой конструкции содержится электрощит со всем основным электрооборудованием данного механизма.
В левой части станины расположена шпиндельная бабка, к которой подключена коробка для переключения скоростей. Вращение шпинделя происходит за счет трехкулачкового патрона.
От блока шпинделя к коробке скоростей вращение передает передаточный механизм. Особенностью механизма данного станка является то, что здесь невозможно установить другие пары шестерней, а потому передаточное соотношение всегда одинаковое.
Рисунки и описание устройства
Основой всего станка является станина. Она коробчатой формы с двумя призматическими направляющими. Передняя направляющая, перемещает каретку, а задняя – упорную бабку. Спереди станины расположен ходовой винт и рейка.
Общий вид

Общий чертеж
Расположение органов управления
К органам управления токарно-винторезного станка относятся:
- рукоятки по установке чисел оборотов шпинделя;
- рукоятка нарезания левой и правой резьбы;
- изменение направления передач;
- рукоять переключения ходового валика;
- рукоять увеличения продольной механической подачи;
- приспособление для перемещения поперечной салазки;
- маховик для перемещения продольной каретки.
Кинематическая схема
Шпиндельная бабка
Это основной и главный функционирующий элемент любого токарно-винторезного станка. Деталь внешне представляет собой корпус из чугуна, куда входит шпиндель и коробка скоростей. Передает элемент вращения от электродвигателя к обрабатываемой заготовке.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, в то время как задняя – только в радиальном. Чтобы у мастера была возможность регулировать напряжение оси на шпинделе имеются две гайки.
Коробка подач
Эта конструкция получает движение от самой коробки скоростей с помощью шестерен передаточного механизма. Конструкция данной детали позволяет получить метрическую резьбу с шагом 0.8, 1.0, 1.25 мм. Также можно получить продольную подачу суппорта в этих же пределах, на один оборот шпинделя.
Спереди на крышке коробки подач находится рукоять, при помощи которой регулируются резьбы и подачи. В конструкции коробки подач данной модели исключается возможность одновременного вращения ходового винта и ходового валика.
Чтобы смазывать механизм коробки подач в конструкции существует корыто для заливки масла. Во время эксплуатации важно следить, чтобы в этом корыте всегда присутствовало небольшое количество масла для смазки.
Фартук
При помощи фартука есть возможность осуществлять продольную механическую и ручную передачи от ходового валика и винта. Для ручной передачи необходимо повернуть маховик, а для механической – повернуть рукоять, которая запускает кулачковую муфту.
Суппорт
Эта деталь конструкции необходима для закрепления и перемещения резца. В данном варианте оборудования он снабжен четырьмя салазками.
Задняя бабка
Это упорная бабка, которая расположена на основании и закрепляет второй конец детали при обработке. Пиноль упорной бабки имеет коническое отверстие. В него входит упорный центр или любой другой инструмент, необходимый в данный момент для обработки заготовки.
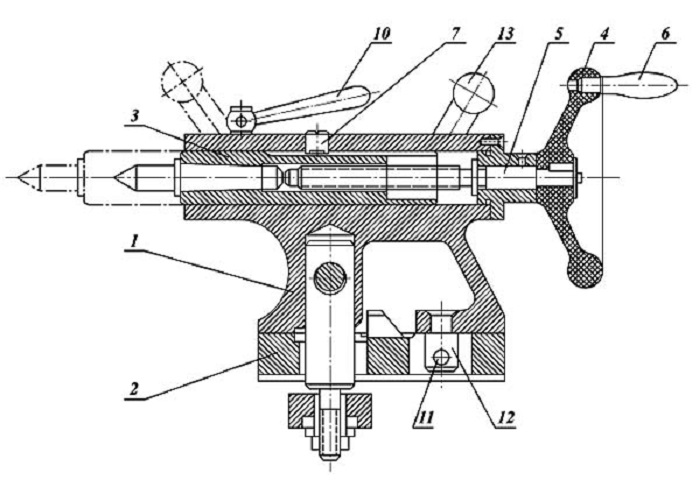
Схема электрическая принципиальная
Инструкция по первому запуску и эксплуатации
Монтаж и установку станка ТВ-4 должны выполнять строго профессионалы. Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Для монтажа оборудования необходимо обустроить фундамент не меньше 10 см. Оптимальный вариант – бруски или бетонная конструкция.
Механизм не снабжен регулировкой уровня, а потому при монтаже важно отрегулировать перепады высоты. Лучше всего, если станок будет установлен на регулируемые опоры.
Есть несколько нюансов работы, которые обязательно учитывать:
- В качестве подготовки к рабочему процессу необходимо очистить механизм от антикоррозийной жидкости и заполнить емкость смазкой для коробки передач. Важно, чтобы был настроен заземляющий контур.
- Перед началом работы все рукояти должны быть расположены в исходном положении. Только после этого разрешено проводить стартовую настройку станка. Заготовку детали следует прочно зафиксировать между шпиндельной и упорной бабкой. На следующем этапе следует выставить нужный резец.
- После окончания рабочего процесса необходимо удалить стружку и металлическую пыль, которая собралась на станке после работы. Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
Станки ТВ-4 отличаются надежностью. Поэтому при правильной эксплуатации срок их службы практически неограничен. Важно только изначально его правильно монтировать.
Правила эксплуатации и ухода
Сам станок не рассчитан на массовое производство, поэтому при регулярной работе на нем важно следить за его нагрузкой.
Также при работе необходимо следить за наличием вибрации. Если на станке образуется вибрация, то его следует немедленно отключить и исправить данную неполадку. Обычно достаточно проверить и изменить крепление детали и рабочего инструмента.
Паспорт станка
Станок ТВ-4 не обладает повышенной функциональностью, но успешно работает с заготовками из твердосплавных металлов. Он специально сделан так, чтобы с ним без труда мог справиться и подросток. Паспортные характеристики оборудования:
- диаметр сквозного отверстия в шпинделе – 1.6 см;
- количество возможных оборотов в течение минуты – 120, 160, 230, 375, 500, 710;
- количество ступеней при прямом и обратном вращении – 6;
- максимальные габариты монтируемого инструмента 10х12 мм;
- суппорт имеет 3 продольных ступени передач;
- пиноль задней упорной бабки смещается до 6.5 см.
При планировке рабочего процесса необходимо учитывать, что в данном механизме нет конструкции для торможения шпинделя или блокировки рукоятей управления. За счет этой особенности происходит медленная остановка будущей обрабатываемой детали.
Полностью весь паспорт вы можете, бесплатно скачать по этой ссылке — Паспорт станка ТВ-4
Современные аналоги
Несмотря на надежность и прочность токарно-винторезного станка ТВ-4 у него есть современные аналоги, которые ничуть не уступают механизму по функциональности и возможностям к ним относятся:
- JET BD-7.
- JET BD-Х7.
- Optimum TU1503V.
- Proma SM-300E.
- Triod LAMS-02/300.
Первые две модели отличаются высоким качеством, а также удобством регулировки оборотов. Это марки известных мировых производителей, которые вполне могут конкурировать с ТВ-4 как в небольших мастерских, так и на школьных партах.
Токарно-винторезный станок Ростовского завода учебного оборудования, уже почти полвека служит верой и правдой в небольших мастерских и в бытовых условиях. Это функциональное, и в то же время надежное оборудование, которое поможет освоить любой токарный станок.
Легкий и небольшой по габаритам механизм поместится в любой мини-мастерской. Также его явными преимуществами становятся простота в эксплуатации и долговечность при службе.
ТВ-9 Станок настольный токарно-винторезный универсальный схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-9
Токарно-винторезный настольный станок ТВ-9 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Производимые этой фирмой станки хорошо известны на российском рынке и ряд стран СНГ, благодаря первым моделям токарно-винторезных станков ТВ-4, ТВ-6. Модель ТВ-9, заслуженно пользуясь репутацией качественного и надежного оборудования. Важная особенность станка — экономичность и низкий уровень эксплуатационных расходов.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 — станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВ-9 станок токарно-винторезный настольный универсальный. Назначение, область применения
Станок ТВ-9 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок ТВ-9 отличается от токарных станков и ТВ-7М и ТВ-11 межцентровым расстоянием, РМЦ:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Общий вид токарно-винторезного станка ТВ-9
Фото токарно-винторезного станка ТВ-9
Расположение составных частей токарно-винторезного станка ТВ-9
Расположение составных частей токарно-винторезного станка ТВ-9
Спецификация составных частей токарно-винторезного станка ТВ-9
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт
- Гитара
- Фартук
- Коробка подач
- Электродвигатель
- Переключатель
- Электрошкаф
- Кожух защитный
- Щитки защитные
- Светильник
- Экран защитный
Расположение органов управления токарно-винторезным станком ТВ-9
Расположение органов управления токарно-винторезным станком ТВ-9
Спецификация органов управления токарно-винторезного станка ТВ-9
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка включения ходового валика и ходового винта
- Рукоятка ручного перемещения поперечных салазок
- Рукоятка крепления резцовой головки
- Рукоятка ручного перемещения верхних салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения гайки ходового винта
- Рукоятка включения продольной механической подачи
- Маховичок ручного перемещения продольной каретки
- Кнопка аварийного отключения станка
- Рукоятка реверсивного включения электродвигателя
- Пакетный выключатель местного освещения
- Пакетный выключатель сети
Схема кинематическая токарно-винторезного станка ТВ-9
Кинематическая схема токарно-винторезного станка ТВ-9
Схема кинематическая токарно-винторезного станка ТВ-9. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка ТВ-9
Станина токарно-винторезного станка ТВ-9 — литая, чугунная, коробчатой формы с окнами. Имеет две призматические и две плоские направляющие.
Передняя призматическая и задняя плоская направляющие служат для перемещения суппорта, а задняя призматическая и передняя плоская направляющие служат для перемещения задней бабки.
Механика токарно-винторезного станка ТВ-9
Механика токарно-винторезного станка ТВ-9
Передняя бабка станка токарно-винторезного станка ТВ-9
Передняя бабка станка токарно-винторезного станка ТВ-9
Передняя бабка станка токарно-винторезного станка ТВ-9. Смотреть в увеличенном масштабе
Передняя бабка служит для закрепления или поддержания обрабатываемой детали и сообщения ей вращательного движения.
Передняя бабка крепится на левой части станины. В станке модели ТВ-9 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Вращение на входной вал 2 коробки скоростей передается от электродвигателя клиноременной передачей через шкив 1.
С входного вала 2 на вал 3 вращение передается зубчатой парой с внутренним зацеплением 4 и 5.
На валу 3 неподвижно закреплены шестерня 6 и блок-шестерня 7.
На валу 8 находятся блок-шестерни 9 и 10, которые перемещаются по шлицам вала при помощи рукояток 1 и 2 (рис. 2). Рукоятка 1 имеет три фиксированных положения, получаемые поворотом вправо и влево.
Рукоятка 2 имеет два положения.
Тройная блочная шестерня 9 имеет возможность находиться в зацеплении с шестерней 6 и блок-шестерней 7 и тем самым передавать, вращение валу 8 (три различные скорости).
Вращение с вала 8 на шпиндель 12 передается через блочные шестерни 10 и 11.
Таким образом, шпиндель имеет 6 ступеней скоростей (см. табл. 5) от 60 до 975 об/мин.
Шпиндель передаст вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке деталей в центрах, в шпиндель вставляется центр.
Движение подач суппорта заимствуется от шпинделя. Вал 13 получает вращение через шестерни 14—15. С вала 13 движение передается шестерне гитары — 17.
В передней бабке смонтировано устройство, позволяющее изменять направление перемещения суппорта — реверсировать подачу. Реверсирование вращения производится перемещением шестерни 15 в левое и правое крайние положения рукояткой 3.
При левом крайнем положении шестерня 15 получит прямое вращение непосредственно от блока шестерен 14, расположенного на шпинделе.
При правом крайнем положении шестерня 15 получит обратное вращение через паразитную шестерню 16, которая находится в постоянном зацеплении со второй ступенью блока шестерен 14.
На лицевой стороне корпуса передней бабки расположен маслоуказатель 18. С обратной стороны имеется пробка 19 для слива масла.
Гитара токарно-винторезного станка ТВ-9
Гитара токарно-винторезного станка ТВ-9
Гитара (рис. 5) служит для передачи вращения от шпинделя передней бабки коробке подач.
В узел гитары входит кронштейн 6, запрессованные в него две оси 5, на которых свободно вращаются шестерни.
Вращение с шестерни 1 сидящей на выходном валу передней бабки, передается на сменную шестерню, а затем через шестерни 2—3—4 передается на входной вал коробки подач.
Коробка подач токарно-винторезного станка ТВ-9
Коробка подач токарно-винторезного станка ТВ-9
Коробка подач токарно-винторезного станка ТВ-9. Смотреть в увеличенном масштабе
Движение от шпинделя передней бабки станка через передаточный механизм (гитару) передается валу 1 коробки подач (рис. 6).
Фартук токарно-винторезного станка ТВ-9
Фартук токарно-винторезного станка ТВ-9
Фартук токарно-винторезного станка ТВ-9. Смотреть в увеличенном масштабе
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Суппорт токарно-винторезного станка ТВ-9
Суппорт токарно-винторезного станка ТВ-9
Суппорт станка токарно-винторезного станка ТВ-9. Смотреть в увеличенном масштабе
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Задняя бабка токарно-винторезного станка ТВ-9
Задняя бабка токарно-винторезного станка ТВ-9
Задняя бабка станка токарно-винторезного станка ТВ-9. Смотреть в увеличенном масштабе
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Знаки графические для органов управления станком ТВ-9
Знаки графические для органов управления станком ТВ-9
Схема электрическая токарно-винторезного станка ТВ-9
Электрическая схема токарно-винторезного станка ТВ-9
Схема электрическая токарно-винторезного станка ТВ-9. Современный вариант
Электрическая схема станка ТВ-9. Современный вариант
Схема электрическая токарно-винторезного станка ТВ-9. Современный вариант. Смотреть в увеличенном масштабе
Основные технические характеристики станка ТВ-9
* Токарно-винторезный станок ТВ-11 заводом больше не выпускается
| Наименование параметра | ТВ-7М | ТВ-9 | ТВ-11* |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 220 | 220 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 100 | 100 | 110 |
| Высота центров над плоскими направляющими станины, мм | 120 | 120 | 130 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 275 | 525 | 750 |
| Наибольшая длина заготовки в патроне, мм | 250 | 500 | |
| Наибольшая высота держателя резца, мм | 16 х 16 | 16 х 16 | 16 х 16 |
| Наибольшая масса обрабатываемой заготовки, кг | 5 | 10 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 |
| Диаметр стандартного патрона, мм | 125 | 125 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 18 | 18 | 18 |
| Конус Морзе шпинделя | №3 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | б/с |
| Частота прямого вращения шпинделя, об/мин | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40..2000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | б/с |
| Частота обратного вращения шпинделя, об/мин | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40..2000 |
| Торможение шпинделя | нет | нет | |
| Блокировка рукояток | нет | нет | |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,25 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | |||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 85 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±40° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 6 | 6 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,04..0,31 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 6 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,8..2,5 |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,75 | 1,1 / 380 | 1,1 / 380 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1120 х 640 х 680 | 1405 х 620 х 730 | 1600 х 650 х 690 |
| Масса станка, кг | 220 | 230 | 245 |
- Станок токарно-винторезный ТВ-9. Паспорт, 2013
- Батов В.П. Токарные станки., 1978, стр.49.
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973, стр.8
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
Cazeneuve HB 500 и HB575 — дополнительные изображения на этой странице |
Определение токарного станка Merriam-Webster
Чтобы сохранить это слово, вам необходимо войти в систему.
\ ˈlāt͟h \Определение токарного станка
(Запись 1 из 2)
: станок, в котором изделие вращается вокруг горизонтальной оси и формируется с помощью фиксированного инструмента
Определение токарного станка (запись 2 из 2)
Примеры токарного станка в предложении
Недавние примеры в Интернете: Существительное Как и его персонаж Ли, Пэк В течение десяти лет после школы работал на токарном станке на сельском металлургическом заводе.- Э. Тэмми Ким, New York Times , «Роман из Северной Кореи дает представление о повседневной жизни», 5 мая 2020 г. Работая восемь часов в неделю в течение учебного года и полный рабочий день летом, Эндрю начал проводить пескоструйную очистку и удаление заусенцев. работают на Firstar, помимо работы на различных станках и токарных станках . — Брайан Лисик, кливленд , «Firstar Precision принимает ежегодное мероприятие программы делового партнерства школ Brunswick», 25 февраля.2020 г. Два года спустя рабочий потерял указательный палец на токарном станке на предприятии. — R.a. Schuetz, Houston Chronicle , «Бывший сотрудник говорит об опасностях на заводе в NW Houston», 25 января 2020 г. В отличие от стандартного галстука, галстук-бабочка устраняет потенциальную опасность запутаться в быстро вращающемся патроне токарного станка . — WSJ , «Физика способствует ношению галстуков-бабочек, нетронутых или нет», 17 января.2020 Некоторые более короткие токарные станки могут быть легко адаптированы для более длинных проектов с дополнительным удлинением станины. — The Editors, Field & Stream , «3 функции, которые вам нужны в токарном станке по дереву», 10 января 2020 г. Его мастерская инноваций в Атланте представляет собой аккуратную сетку компьютеризированных токарных станков , аккумуляторных ящиков, сверл, металлической стружки и компьютерных экранов, которые вращайте спецэффекты в трех измерениях. — Джеффри Флейшман, chicagotribune.com , «Запрет на аборты в Грузии заставляет работников телевидения и кино рассчитывать на политические взгляды», 24 июня 2019 г. Но тормозные диски нужно зачистить на токарном станке , чтобы избавиться от острых кромок, а это непросто. — Кари Шейн, Popular Science , «Познакомьтесь с продавцом запчастей для машин, который превратил тормозной ротор в лампу и никогда не оглядывался назад», 12 февраля 2020 г. Обработка дерева с помощью электроинструмента, шлифовального станка по металлу или токарного станка и другие строительные работы все сопряжены с риском травмы глаз.- Редакция, Outdoor Life , «Три причины использовать шлем бензопилы», 19 ноября 2019 г.Эти примеры предложений автоматически выбираются из различных источников новостей в Интернете, чтобы отразить текущее употребление слова «токарный станок». Взгляды, выраженные в примерах, не отражают мнение компании Merriam-Webster или ее редакторов. Отправьте нам отзыв.
ПодробнееПервое знакомство с токарным станком
Существительное
1611 в значении, определенном выше
Глагол
около 1903 года в значении, определенном выше
История и этимология токарного станка
Существительное
вероятно из среднеанглийского lath support stand
Узнать больше о токарном станке
Процитируйте эту запись
«Токарный станок.” Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/lathe. По состоянию на 3 сентября 2020 г.
MLA Chicago APA Merriam-WebsterДополнительные определения токарный станок
\ ˈlāt͟h \: станок, в котором кусок материала (например, дерево) удерживается и поворачивается при формовании с помощью инструмента
Комментарии к токарный станок
Что заставило вас искать токарный станок ? Расскажите, пожалуйста, где вы это читали или слышали (включая цитату, если возможно).
.Смотреть бесплатные телеканалы в прямом эфире плеер
Весь потоковый контент этого сайта находится на серверах, предоставленных или переданных третьими сторонами
Наша политика заключается в том, чтобы реагировать на явные уведомления о предполагаемом нарушении авторских прав. Если вы являетесь владельцем авторских прав или его агентом и считаете, что любой контент, размещенный на нашем веб-сайте (gooloo.tv), нарушает ваши авторские права, вы можете отправить уведомление со следующей информацией в письменной форме, чтобы подтвердить эти требования):- Физическая или электронная подпись лица, уполномоченного действовать от имени владельца исключительного права, которое предположительно было нарушено.
- Идентификация защищенной авторским правом работы, которая, как утверждается, была нарушена, или, если несколько защищенных авторским правом работ на веб-сайте gooloo.tv охвачены одним уведомлением, репрезентативный список таких работ на этом сайте.
- Идентификация материала, который, как утверждается, нарушает авторские права или является предметом нарушающей деятельности и который должен быть удален или доступ к которому должен быть заблокирован, а также информация, разумно достаточная для того, чтобы позволить gooloo.tv найти этот материал.Предоставление ленты вещательной компании и времени, когда вы считаете, что было нарушение, — лучший способ помочь нам быстро найти контент.
Информация, достаточная для того, чтобы gooloo.tv мог связаться с вами, например, адрес, номер телефона и адрес электронной почты, по которому с вами можно связаться. Заявление о том, что вы добросовестно полагаете, что использование материала указанным способом не разрешено владельцем авторских прав, его агентом или законом.
Заявление о том, что информация в уведомлении является точной и под страхом наказания за лжесвидетельство, что вы уполномочены действовать от имени владельца исключительного права, которое предположительно было нарушено.
Обратите внимание, что любое лицо, сознательно предоставившее ложные сведения о том, что материал или действие нарушает авторские права, может быть привлечено к ответственности.
.Television Gratis — смотрите телевизор онлайн в естественных условиях … БЕСПЛАТНО!
TyC Sports 2
 TyC Sports 2 — это канал телевидения Аргентины, проложенный по улице Торнеос и группа Кларин. Актуальные соло-трансляции событий, которые не выходят за рамки TyC Sports. Durante su antigua denominación, el canal se
TyC Sports 2 — это канал телевидения Аргентины, проложенный по улице Торнеос и группа Кларин. Актуальные соло-трансляции событий, которые не выходят за рамки TyC Sports. Durante su antigua denominación, el canal se
Паис :  Аргентина Категория : Deportes
Аргентина Категория : Deportes
Интернет : https: // www.tycsports.com/ Теги : TyC Sports 2, tyc sports en vivo, tyc sports 2 en vivo, tyc sports en vivo — youtube, tyc sports play, tyc sports 3, tyc sports 2 telecentro, tyc sport en vivo river, река Бока en vivo tyc спорт онлайн бесплатно,
Telefe Santa Fe
 El Canal 13 de Santa Fe, más conocido como Telefe Santa Fe, es un canal de televisión abierta argentino afiliado a Telefe que transmite desde la Ciudad de Santa Fe.El canal se llega a ver en el centro y norte de la Provincia
El Canal 13 de Santa Fe, más conocido como Telefe Santa Fe, es un canal de televisión abierta argentino afiliado a Telefe que transmite desde la Ciudad de Santa Fe.El canal se llega a ver en el centro y norte de la Provincia
Паис : Аргентина Категория : Aire — Local
Интернет : https://santafe.telefe.com/ Теги : Telefe Santa Fe, telefe santa fe programación, canal 13 santa fe de la vera cruz en vivo, telefe santa fe noticias de hoy, canal 13 santa fe en vivo youtube, recreo diario telefe santa fe, canal telefe santa fe vivo , канал 13 Санта-Фе-Телефоно, Сомос,
Канал 5 Санта-Мария
, canal de maría, señal santa maria vivo, canal 424 en vivo, canal santa maría chile, programación canal santa maría, radio santa maría señal online en vivo coyhaique, canal santa maria santiago, tv sta maría
<br /><hr noshade=\"noshade\" height=\"1\"/><img style=\"padding: 0px 4px;\" src=\"https://www.televisiongratis.tv/images/stories/ar.png\" />Argentina") Санта-Мария-эс-ун-канал аргентинского телевидения на улице Сан-Мигель, провинция Буэнос-Айрес.Emite su programación Religiosa, Pesar de que siempre se Identificó como Canal 5, este texto se podía ver en el lo
Санта-Мария-эс-ун-канал аргентинского телевидения на улице Сан-Мигель, провинция Буэнос-Айрес.Emite su programación Religiosa, Pesar de que siempre se Identificó como Canal 5, este texto se podía ver en el lo
Паис : Аргентина Категория : Religión
Интернет : http://www.canalsantamaria.com.ar/ Теги : Санта-Мария (канал де телевизионный), канал де Мария, сеньаль санта-мария виво, канал 424 en vivo, канал санта-мария чили, программный канал санта-мариа, радио санта-мариа сеньаль онлайн en vivo сантиаго, канал санта-мария тв sta maría,
Quiero música en mi idioma
 Quiero música en mi idioma (o simplemente Quiero) es un canal de televisión por suscripción argentino dedicada a la música en español.Es operado por Artear, una división de Grupo Clarín. Desde el 2009 se entregan los Premio
Quiero música en mi idioma (o simplemente Quiero) es un canal de televisión por suscripción argentino dedicada a la música en español.Es operado por Artear, una división de Grupo Clarín. Desde el 2009 se entregan los Premio
Паис : Аргентина Категория : Entretenimiento
Интернет : https://qmusica.tv/ Теги : Quiero música en mi idioma, quiero música los 60 mejores, ver canal quiero on line, quiero música Concordores, programación quiero música, canal quiero música en directv, quiero música tv los 15 mejores, q música tv los 15 meúsica, q música
Метро
, metro canal de televisión programas de tv, metro tv online, canal metro en vivo gratis, canal metro en directv, canal metro programación, canal metro programación 2020, bazar tv canal metro, canal metro contacto
<br /><hr noshade=\"noshade\" height=\"1\"/><img style=\"padding: 0px 4px;\" src=\"https://www.televisiongratis.tv/images/stories/ar.png\" />Argentina") La señal Metro es una señal de interés general que cuenta con una variant oferta de programas.Entrevistas, actualidad, espacios pensados especialmente para la mujer, para el tiempo libre integrationn la más Complete programación
La señal Metro es una señal de interés general que cuenta con una variant oferta de programas.Entrevistas, actualidad, espacios pensados especialmente para la mujer, para el tiempo libre integrationn la más Complete programación
Паис : Аргентина Категория : Entretenimiento
Интернет : https://grupoclarin.com/areas_y_empresas/metro Теги : Метро (canal de televisión), метро canal de televisión programas de tv, metro tv online, canal metro en vivo gratis, canal metro en directv, canal metro programación, canal metro programación 2020, bazar tv canal metro, canal metro contacto,
Canal 6 Airevisión — Punta Alta
, canal 4 punta alta en vivo, airevision punta alta en vivo, punta alta visión, canales tda argentina, municipio de punta alta, canales periodísticos, canales de tv provinciales, canal in argentina
<br /><hr noshade=\"noshade\" height=\"1\"/><img style=\"padding: 0px 4px;\" src=\"https://www.televisiongratis.tv/images/stories/ar.png\" />Argentina") El Canal 6 de Punta Alta (conocido comercialmente como Airevisión) es un canal de televisión abierta argentino, la primera estación televisiva de la ciudad de Punta Alta, Аргентина. La emisora cuenta con un noticiero local y
El Canal 6 de Punta Alta (conocido comercialmente como Airevisión) es un canal de televisión abierta argentino, la primera estación televisiva de la ciudad de Punta Alta, Аргентина. La emisora cuenta con un noticiero local y
Паис : Аргентина Категория : Aire — Local
Интернет : http://www.airevisionpuntaalta.com.ar/ Теги : Канал 6 (Пунта-Альта), канал 4, пунта-альта en vivo, airevision punta alta en vivo, punta alta visión, canales tda argentina, municipio de punta alta, canales periodísticos, canales de tv provinciales, канал в Аргентине,
Канал 6 (Барилоче) Эль-Сейс
 El Seis ::
<b>Guasta a</b>: 0
<b>Visto</b>: 19
Mié 02 Sep 2020<br />
<b>Tags</b>: Canal 6 (Bariloche) El Seis, canal seis bariloche en vivo, canal 6 online en vivo, canal 6 bariloche hoy, canal 6 bariloche programación, canal 6 - bariloche teléfono, noticiero 6 bariloche horarios, bariloche 2000, canal 6 bariloche noticias
<br /><hr noshade=\"noshade\" height=\"1\"/><img style=\"padding: 0px 4px;\" src=\"https://www.televisiongratis.tv/images/stories/ar.png\" />Argentina") Эль-Канал 6 в Барилоче, больше всего в Эль-Сейс, в Эль-Трече, передающий от Сьюдад-де-Сан-Карлос-де-Барилоче.El canal se llega a ver en toda la ciudad y en zona
Эль-Канал 6 в Барилоче, больше всего в Эль-Сейс, в Эль-Трече, передающий от Сьюдад-де-Сан-Карлос-де-Барилоче.El canal se llega a ver en toda la ciudad y en zona
Паис : Аргентина Категория : Aire — Local
Интернет : https://www.bariloche2000.com/ Теги : Канал 6 (Барилоче) Эль-Сейс, канал seis bariloche en vivo, канал 6 онлайн en vivo, канал 6 bariloche hoy, канал 6 bariloche programación, канал 6 — bariloche teléfono, noticiero 6 bariloche horarios, bariloche 2000, канал 6 барилоче нотициас,
.